Аппарат для склеивания полиэтиленовой пленки
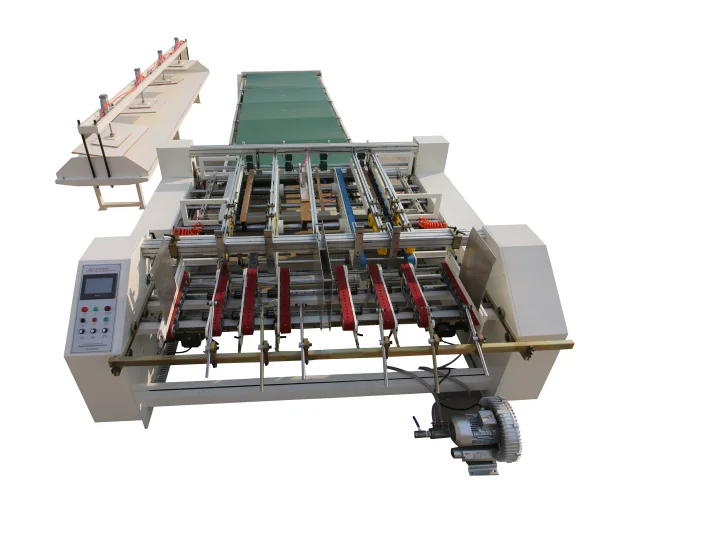
Если вам нужен аппарат для склеивания полиэтиленовой пленки при упаковке товара, то лучше всего обратиться к профессионалам в этом вопросе. Мы уже много лет успешно занимаемся разработкой, изготовлением, а также пуско-наладкой аппаратов для сварки пленки. мы проводим его гарантийное и постгарантийное обслуживание и несем ответственность за каждый этап нашей работы. Предлагаем вам не откладывать знакомство, а прямо сейчас прийти на наш сайт и убедиться в правдивости наших слов. Мы производим напольные импульсные аппараты для склеивания пленки с длиной шва от 500 до 3000 мм.
Итак, вас, к примеру, интересует аппарат для склеивания пленки. Вы заходите на наш сайт и в каталоге выбираете необходимую вам модель. Бывают, разумеется, такие случаи, когда вы в общем и целом представляете, что вам нужно, но с конкретным выбором затрудняетесь. В такие моменты вам стоит обратиться за советом к нашим опытным консультантам. Они не только расскажут вам о технических характеристиках каждого из аппаратов для сварки пленки, но и помогут подобрать необходимую комплектацию.

Если вам нужен аппарат для склеивания полиэтиленовой пленки при упаковке товара, то лучше всего обратиться к профессионалам в этом вопросе. Мы уже много лет успешно занимаемся разработкой, изготовлением, а также пуско-наладкой аппаратов для сварки пленки. Мы проводим его гарантийное и постгарантийное обслуживание и несем ответственность за каждый этап нашей работы. Предлагаем вам не откладывать знакомство, а прямо сейчас прийти на наш сайт и убедиться в правдивости наших слов. Мы производим напольные импульсные аппараты для склеивания пленки с длиной шва от 500 до 3000 мм.
Итак, вас, к примеру, интересует аппарат для склеивания пленки
 Они не только расскажут вам о технических характеристиках каждого из аппаратов для сварки пленки, но и помогут подобрать необходимую комплектацию.
Они не только расскажут вам о технических характеристиках каждого из аппаратов для сварки пленки, но и помогут подобрать необходимую комплектацию.Конечно, не только аппарат для сварки п э пленки купить вы сможете у нас. В нашем интернет-магазине большой ассортимент, и найдется практически все. Это очень удобно, потому что вам не придется искать каждый предмет оборудования в разных местах.
Прямо у себя дома или в офисе вы можете в удобное время открыть наш интернет-портал, выбрать и сделать заказ. Это не займет много времени, доставка будет осуществлена в срок, и уже скоро ваш бизнес будет крепнуть и процветать.
Чтобы приобрести аппарат для сварки пленки или любой другой товар из каталога, можно оформить заявку онлайн, а можно позвонить нам по телефону. Все контактные данные есть на сайте, и вы безо всякого труда с нами свяжетесь. По телефону же можно получить необходимую консультацию, узнать подробности доставки и оплаты выбранных позиций. Все, что мы вам предлагаем, гарантированно высокого качества, поэтому сомнений в надежности и долговечности быть не может. Наши специалисты помогут с установкой, наладкой, расскажут о правилах пользования для максимально успешного функционирования.
Все, что мы вам предлагаем, гарантированно высокого качества, поэтому сомнений в надежности и долговечности быть не может. Наши специалисты помогут с установкой, наладкой, расскажут о правилах пользования для максимально успешного функционирования.
Если вам нужен аппарат для склеивания полиэтиленовой пленки при упаковке товара, то лучше всего обратиться к профессионалам в этом вопросе. Мы уже много лет успешно занимаемся разработкой, изготовлением, а также пуско-наладкой
Итак, вас, к примеру, интересует аппарат для склеивания пленки. Вы заходите на наш сайт и в каталоге выбираете необходимую вам модель. Бывают, разумеется, такие случаи, когда вы в общем и целом представляете, что вам нужно, но с конкретным выбором затрудняетесь. В такие моменты вам стоит обратиться за советом к нашим опытным консультантам. Они не только расскажут вам о технических характеристиках каждого из аппаратов для сварки пленки, но и помогут подобрать необходимую комплектацию.
Бывают, разумеется, такие случаи, когда вы в общем и целом представляете, что вам нужно, но с конкретным выбором затрудняетесь. В такие моменты вам стоит обратиться за советом к нашим опытным консультантам. Они не только расскажут вам о технических характеристиках каждого из аппаратов для сварки пленки, но и помогут подобрать необходимую комплектацию.
Конечно, не только аппарат для сварки п э пленки купить вы сможете у нас. В нашем интернет-магазине большой ассортимент, и найдется практически все. Это очень удобно, потому что вам не придется искать каждый предмет оборудования в разных местах.
Прямо у себя дома или в офисе вы можете в удобное время открыть наш интернет-портал, выбрать и сделать заказ. Это не займет много времени, доставка будет осуществлена в срок, и уже скоро ваш бизнес будет крепнуть и процветать.
Чтобы приобрести аппарат для сварки пленки или любой другой товар из каталога, можно оформить заявку онлайн, а можно позвонить нам по телефону. Все контактные данные есть на сайте, и вы безо всякого труда с нами свяжетесь. По телефону же можно получить необходимую консультацию, узнать подробности доставки и оплаты выбранных позиций. Все, что мы вам предлагаем, гарантированно высокого качества, поэтому сомнений в надежности и долговечности быть не может. Наши специалисты помогут с установкой, наладкой, расскажут о правилах пользования для максимально успешного функционирования.
Все контактные данные есть на сайте, и вы безо всякого труда с нами свяжетесь. По телефону же можно получить необходимую консультацию, узнать подробности доставки и оплаты выбранных позиций. Все, что мы вам предлагаем, гарантированно высокого качества, поэтому сомнений в надежности и долговечности быть не может. Наши специалисты помогут с установкой, наладкой, расскажут о правилах пользования для максимально успешного функционирования.
(С) ООО”ФЕНИКС-ПАК” 2020
Сварка полиэтиленовой пленки
Главная » Статьи » Сварка полиэтиленовой пленки
Как склеить пленку для теплицы: применение полиэтилена для теплицы, сварка полиэтилена феном, аппарат для сварки полиэтиленовой пленки, другие способы склеивания пленки,
Как склеить пленку для теплицы: выбираем способ и оборудование
В зависимости от размеров теплицы, может потребоваться сварка плёнки При выборе покрытия для теплицы или парника садоводы и огородники обращают внимание не только на стоимость этого материала, но и на его качество, а также степень надёжности и практичности. Очень дорогие и максимально долговечные варианты не всегда доступны в силу некоторых обстоятельств. Именно по этой причине долгие годы особой популярностью и востребованностью пользуется всем хорошо известная плёнка из полиэтилена. Такая клеёнка для покрытия позволяет не только качественно защитить тепличную или парниковую конструкцию, но и помогает сэкономить семейный бюджет. Следует учитывать, что в зависимости от размеров теплицы, может потребоваться сварка такой плёнки, для которой можно использовать специальный аппарат.
Очень дорогие и максимально долговечные варианты не всегда доступны в силу некоторых обстоятельств. Именно по этой причине долгие годы особой популярностью и востребованностью пользуется всем хорошо известная плёнка из полиэтилена. Такая клеёнка для покрытия позволяет не только качественно защитить тепличную или парниковую конструкцию, но и помогает сэкономить семейный бюджет. Следует учитывать, что в зависимости от размеров теплицы, может потребоваться сварка такой плёнки, для которой можно использовать специальный аппарат.
Применение полиэтилена для теплицы
Плёнка на основе ПВХ является материалом очень универсальным, который изначально был изобретён как упаковочное средство. Однако многофункциональность полиэтилена позволила использовать его значительно шире, и сегодня такая современная клеёнка применяется во многих областях, в том числе и сельском хозяйстве. ПВХ-материалы позволили заменить тяжёлое, хрупкое и дорогое стекло при покрытии теплицы в летний период.
Использовать специальный сварочный аппарат для соединения плёночных полотен очень удобно, а сварку можно выполнить в максимально короткие сроки
На сегодняшний день клеёнка из ПВХ-материалов выпускается в нескольких видах:
- Обычная плёнка на основе полиэтилена.
 Наиболее популярная у огородников клеёнка для обустройства теплиц и парников. Отличается самой невысокой стоимостью, а форма в виде рукава способствует увеличению накрываемой площади в два раза. Легко монтируется своими руками. Стандартный срок эксплуатации составляет один год.
Наиболее популярная у огородников клеёнка для обустройства теплиц и парников. Отличается самой невысокой стоимостью, а форма в виде рукава способствует увеличению накрываемой площади в два раза. Легко монтируется своими руками. Стандартный срок эксплуатации составляет один год.
 Наиболее популярная у огородников клеёнка для обустройства теплиц и парников. Отличается самой невысокой стоимостью, а форма в виде рукава способствует увеличению накрываемой площади в два раза. Легко монтируется своими руками. Стандартный срок эксплуатации составляет один год.
Наиболее популярная у огородников клеёнка для обустройства теплиц и парников. Отличается самой невысокой стоимостью, а форма в виде рукава способствует увеличению накрываемой площади в два раза. Легко монтируется своими руками. Стандартный срок эксплуатации составляет один год.- Армированный вариант ПВХ-материалов. Представлено пластиковой или стекловолоконной сеткой, спаянной с листовым материалом. Стандартные размеры ячеек такого полиэтилена составляют от 0,8 х 0,8 до 1,2 х 1,2 сантиметра. Такой ПВХ-материал отличается неоднородностью структуры и толщины, а при выборе следует обращать внимания на параметры плотности.
- ПВХ-плёнки. Составляют серьёзную конкуренцию при обустройстве теплиц стандартной полиэтиленовой плёнке. ПВХ-плёнка обладает прекрасными физико-химическими свойствами, что позволяет покрытию пропускать световой спектр, необходимый для роста и развития тепличных культур. Кроме того, ПВХ-материалы более устойчивы к низким температурам, а срок эксплуатации составляет не менее пяти лет.

- Другие виды плёнок для теплицы. В эту категорию попадают сополимерные, полиамидные и воздушно-пузырьковые плёнки. Производители позиционируют такие варианты, как морозоустойчивые и не требующие демонтажа на зимний период. Однако высокая цена делает её не слишком популярной для покрытия теплиц у российских огородников.
На сегодняшний день клеёнка из ПВХ-материалов выпускается в нескольких видах
Определённым плюсом любых плёночных покрытий является возможность выполнить покрытие теплицы своими руками. Но следует учитывать, что нестандартные по размерам тепличные конструкции, а также сооружения защищённого грунта, обладающие сложной конфигурацией, могут потребовать склеить несколько элементов материала в единое полотно. Мы вам также рекомендуем прочитать статью о том, как грамотно выбрать пленку для теплицы .
Как склеить пленку для теплицы ()
Сварка полиэтилена
В зависимости от материала и объёмов работ существуют следующие виды сварки полиэтиленовых полотен:
- контактная сварка;
- экструзионная сварка;
- горячая сварка.

Полиэтилен легко можно склеить своими руками. С этой целью можно использовать специальный сварочный инструмент в виде ручного фена для сварки полимерных материалов, а также обычные бытовые приборы. Сварка плёночного полотна может быть выполнена несколькими способами.
- Наложить два плёночных полотна друг на друга, а место нахлеста накрыть фторопластовой плёнкой. Место соединения тщательно прогреть кромкой бытового утюга, паяльником или специальным роликом, нагретым до 240 °С.
- Два наложенных друг на друга плёночных полотна зажать между двумя металлическими полосами с незначительным выпуском материала, который оплавляется над пламенем обычной спиртовки или с использованием паяльной лампы.
- Сварка полиэтиленовой плёнки специальным строительным феном с комплектом насадок. Такой аппарат достаточно быстро позволяет объединить несколько плёночных полотнищ своими руками. Чаще всего аппарат в виде фена требуется для выполнения сварки плёнки, обладающей низкой плотностью.

Если есть необходимость выполнить сварку плёнки для теплицы в больших объёмах, то можно использовать специальный аппарат, позволяющий сделать практически незаметный сварочный шов.
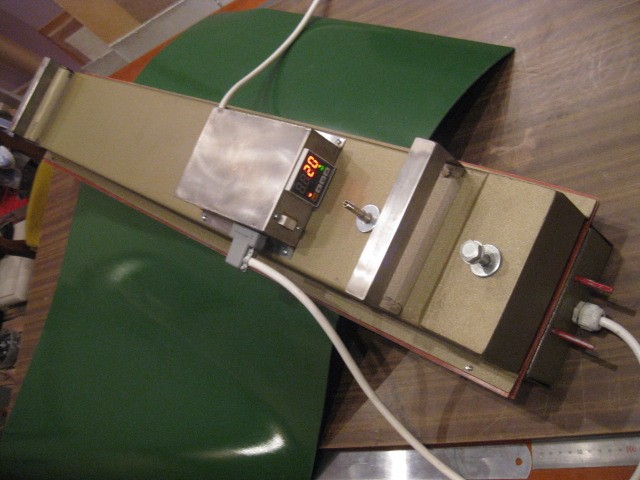
Стандартный двигатель посредством редуктора заставляет двигаться два колеса. При помощи специального штатива между полотнами плёнки вставляется раскалённый до определённых температурных показателей клин
Аппарат для сварки полиэтиленового материала
Использовать специальный сварочный аппарат для соединения плёночных полотен очень удобно, а сварку можно выполнить в максимально короткие сроки. Аппарат, выполняющий сварку тепличной плёнки, характеризуется довольно простым принципом работы. Стандартный двигатель посредством редуктора заставляет двигаться два колеса. При помощи специального штатива между полотнами плёнки вставляется раскалённый до определённых температурных показателей клин.
Температура накала клина контролируется специальным терморегулятором. Кроме того, регулированию подлежит и скорость продвижения полиэтилена..jpg) Сварочный аппарат заводского изготовления должен соответствовать требованиям безопасности эксплуатации.
Сварочный аппарат заводского изготовления должен соответствовать требованиям безопасности эксплуатации.
Результатом сварки посредством такого аппарата становится образование двойного шва с прочность не ниже восьмидесяти процентов. Сварка происходит в автоматическом режиме, а ручные действия необходимы исключительно для изменения температурного режима клина и скорости движения плёночного полотна.
Наиболее часто такой аппарат применяется в промышленной сфере, однако есть возможность использования в личных целях. Ручной тип такого аппарата представляет собой разновидность промышленного фена, но имеет меньший вес.
Аппарат может применяться также для работы с другими видами пластиков, которые простыми средствами склеить достаточно проблематично.
Другие способы склеивания
Склеить тепличный полиэтилен можно и другими способами.
- Использование ксилола и трихлорэтилена, прогретых до температуры в семьдесят градусов, а также посредством прогретой до тридцати градусов уксусной кислотой концентрацией 80% .
- Применение некоторых видов клея. Оптимальным вариантом является применение клея БФ-два или БФ-четыре. Склеиваемые поверхности должны пройти предварительную обработку раствором ангидрида хромового с концентрацией 25%.
- Полиамидную плёнку целесообразно склеивать при помощи клея ПК-5, а полученное место соединения следует прогладить утюгом, нагретым до пятидесяти градусов.
- Использование специального супер-клея, предназначенного для склеивания полиэтиленовых материалов. Такие клеящие составы появились на российском рынке сравнительно недавно, но многие огородники и садоводы уже успели оценить удобство использования. Клей совершенно не имеет запаха, а прочность получаемого соединения вполне достаточна для использования такого материала в качестве покрытия тепличных конструкций.

Результатом сварки пленки становится образование двойного шва с прочность не ниже восьмидесяти процентов
Безусловно, наличие личного сварочного аппарата в арсенале любого огородник, имеющего тепличные или парниковые конструкции, оправдано и способно значительно сэкономить время и силы на склеивание плёнок на основе полиэтилена.
Российские производители выпускают несколько специальных приборов, позволяющих выполнить сварку полиэтилена в домашних условиях. Самым недорогим и достаточно качественным прибором для таких работ является аппарат серии ПП-40. По внешним показателям такое оборудование напоминает традиционный паяльник с несколько модернизированным наконечником.
Как склеить пленку для теплицы ()
Применение такого удобного и современного прибора позволяет легко и быстро произвести качественные сварочные работы на полиэтиленовых плёнках вне зависимости от степени сложности соединительного контура.
https://moyateplica.ru
legkoe-delo.ru
Сварка полиэтиленовой пленки | Домовёнок
Сварка полиэтилена — это просто расплавление соединяемых участков, которые должны затем остыть, оставаясь плотно прижатыми друг к другу. Ясно, что если свариваемые поверхности загрязнены, например, жиром, то ничего не выйдет. Поэтому перед сваркой необходимо тщательно обезжирить свариваемые края, а лучше вообще работать с чистыми пакетами, в которых не хранились пищевые продукты.
Для сварки полиэтиленовой пленки нашей промышленностью выпускаются специальные бытовые приборы. Из них самый доступный и недорогой — электроприбор ПП-40. Вообще-то говоря, он мало отличается от паяльника. Принцип действия тот же, только наконечник его выглядит иначе. Я сравнила бы его с маленьким беговым коньком. Если верить инструкции, этот прибор обеспечивает качественную сварку даже по сложному контуру. Я пробовала сварить им полиэтиленовые хозяйственные перчатки, и у меня почти получилось!
Но если есть электропаяльник, незачем покупать специальный прибор. Достаточно изготовить насадку, которую предлагает Е. Кузнецов из Ижевска (рис. 1). А петербуржец Н. Головин пользуется готовой насадкой, в качестве которой служит наконечник с пером от деревянной ученической ручки. Цилиндрик наконечника просто надевается на жало паяльника, если оно подходящего диаметра. Причем эта конструкция даже позволяет регулировать нагрев, чтобы не прожечь пленку: сдвигая наконечник с жала, уменьшают площадь соприкосновения с нагревающим элементом и, следовательно, количество поступающего тепла (рис. 2).
2).
Другое приспособление для сварки полиэтиленовой пленки — обыкновенный утюг. При работе утюгом на соединяемые края пленки кладут кальку, сверху — полоску из металла (например, стальную линейку) и проводят по линейке нагретым утюгом.
Соединение будет красивее и надежнее, если оснастить утюг несложной насадкой (рис. 3). Она состоит из двух частей: плоского основания из листового алюминия толщиной 0,8…1 мм с загнутыми по форме подошвы утюга краями и Т-образной вставки (из полоски меди или алюминия). Чтобы насадка держалась прочно, желательна пружина с крючком, который цепляет за «пятку» утюг. Рабочую кромку Т-образной вставки зачищают напильником и наждачной шкуркой, углы вставки немного скругляют. Но, допустим, нет ни прибора ПП-40, ни паяльника, ни насадки для утюга. В этом случае выручит искривленный гвоздь.
Этот «прибор» для сварки полиэтилена успешно освоил умелец А. Мкртычян. Держа гвоздь плоскогубцами, он нагревает его на огне (здесь, конечно, нужен опыт, чтобы не перегреть гвоздь) и сваривает пленку, ведя изогнутой частью гвоздя вдоль деревянной линейки (рис. 4).
4).
Итак, вы обзавелись одним из приспособлений. Теперь о режиме сварки. Ясно, что с нагревом рабочей части приспособления нельзя перебарщивать, так как большинство сортов пленки плавится уже при 50…60°С, а при чуть более высокой температуре пленка прожигается. Если же в место сварки поступит мало тепла, то или пленка не сварится, или шов будет совсем слабым. Прочность сварки зависит, естественно, и от скорости, с которой движется вдоль шва сварочный прибор. Поэтому тонкую пленку сваривают, осуществляя движение прибора быстрее, толстую — помедленнее, чтобы достаточно прогреть полиэтилен.
Нагретый наконечник нельзя, конечно, вести прямо по пленке. В этом случае дело кончится тем, что расплавленный полиэтилен прилипнет к сварочному приспособлению. Поэтому уложенную на гладкую доску пленку в месте будущего шва покрывают калькой или фольгой. Когда нет ни того, ни другого, попробуйте применить промасленную бумагу. В процессе сварки не спешите отделять прокладку от пленки и проверять прочность шва. Дайте последнему остыть.
Дайте последнему остыть.
Н. Коноплева. Журнал Сделай сам № 6-94г.
domovenok.kz
Большая Энциклопедия Нефти и Газа
Cтраница 2
| Схематическое изображение процесса сварки при помощи шприцмашины. [16] |
На рис. 10 9 схематически изображен процесс сварки полиэтиленовой пленки при помощи шприцмашины. Таким же способом можно сваривать и толстостенные детали, однако в этом случае точная подача расплава к свариваемому месту несколько затруднена. [17]
Разработаны полуавтоматы и автоматы для работы этим способом: машина МСП-1 предназначена для сварки полиэтиленовой пленки толщиной 25 — 100 мкм прямолинейными нахлесточными швами; машина МСП-4 — для полуавтоматической сварки фторопластовых пленок толщиной до 500 мкм. Используются также специализированные прессы для стыкования деталей в закрытых приспособлениях. К способам сварки пластмасс с применением внешних источников нагрева относится сварка экструдированной присадкой. Такую сварку производят путем подогрева прутка до влз-котекучего состояния в специальных электрических экструдерах и укладки его в шов либо путем подачи в шов гранул, разогретых до вязкотекучего состояния в шнековом устройстве. За счет тепла экструдированного присадочного материала размягчаются кромки стыка и прочно соединяются с присадкой, образуя сварной шов. [18]
Такую сварку производят путем подогрева прутка до влз-котекучего состояния в специальных электрических экструдерах и укладки его в шов либо путем подачи в шов гранул, разогретых до вязкотекучего состояния в шнековом устройстве. За счет тепла экструдированного присадочного материала размягчаются кромки стыка и прочно соединяются с присадкой, образуя сварной шов. [18]
| Трубы из полипропилена. [19] |
Для сварки пленок можно применять ту же самую аппаратуру, которая используется для сварки полиэтиленовой пленки. В настоящее время для этой цели применяются машины разнообразных конструкций. В связи с тем что полипропилен обладает очень малым коэффициентом потерь, его нельзя сваривать при помощи высокочастотных токов. Для проведения высокочастотной сварки необходимо добавлять некоторое количество поливинилхлорида. [20]
Полипропиленовая пленка легко сваривается при нагревании на том же оборудовании, которое применяется для сварки полиэтиленовой пленки. Правда, для этого необходима температура выше на 50, а продолжительность сваривания такая же. Хотя следует иметь в виду, что машины, применяемые для сваривания, не обладают одинаковой способностью обогревать для достижения максимальной скорости процесса, однако достаточно незначительной модификации машины, чтобы она могла обеспечить соответствующую скорость. [21]
Правда, для этого необходима температура выше на 50, а продолжительность сваривания такая же. Хотя следует иметь в виду, что машины, применяемые для сваривания, не обладают одинаковой способностью обогревать для достижения максимальной скорости процесса, однако достаточно незначительной модификации машины, чтобы она могла обеспечить соответствующую скорость. [21]
Полиизобутилен, полиэтиленовые и поливинилхлоридные пленки укладывают также внахлестку с перекрытием полотнищ не менее чем на 30 мм; сварка полиэтиленовой пленки в полах производится 8 соответствии с временной рабочей инструкцией, разработанной з Цнилхимстрое. [22]
Пленочные материалы хорошо свариваются нагретым роликом, лентой или утюгом при условии строгого соблюдения установленных режимов сварки. Приобретен опыт по сварке полиэтиленовых пленок, фторопластовых и многих других. Пленочные материалы также с успехом соединяют термоимпульсным способом — пропусканием электрического тока импульсно через нагревательные элементы. Для этой цели используется сварочное оборудование, аналогично сварочным клещам. [24]
Для этой цели используется сварочное оборудование, аналогично сварочным клещам. [24]
Кроме перечисленных сварочных машин и устройств серийно освоенных, имеются в эксплуатации и устройства, разработанные и изготовленные самостоятельно отдельными предприятиями. Так, устройства для сварки полиэтиленовых чехлов разработаны и внедрены на Курском заводе Счетмаш, для сварки полиэтиленовых пленок — на Заводе колесных тягачей им. [25]
Электротермические контактные сварочные агрегаты непрерывного действия по конструкции делятся на два типа: роликовые, действующие по принципу гусеницы, и ленточные, в которых свариваемые пленки проходят между лентами. В обоих случаях обогреваются ролики и ленты, через них же осуществляется и нажим. При сварке полиэтиленовой пленки приходится считаться с прилипанием ее к обогреваемым зажимам. Чтобы избежать прилипания, применяют прокладки из термостойких пластмасс ( например, из фторопласта-4) или прибегают к импульсной сварке, получающей в последнее время все большее распространение. Принцип импульсной сварки заключается в применении быстро нагревающихся и быстро остывающих нагревательных элементов, на которые подается прерывистый ток. Нагревание происходит импульсно, температура достигает максимума, а затем падает ниже температуры размягчения пластмассы, в результате чего охлажденная пленка к зажимам не прилипает. [26]
Принцип импульсной сварки заключается в применении быстро нагревающихся и быстро остывающих нагревательных элементов, на которые подается прерывистый ток. Нагревание происходит импульсно, температура достигает максимума, а затем падает ниже температуры размягчения пластмассы, в результате чего охлажденная пленка к зажимам не прилипает. [26]
| Схема сварки с помощью экструдированной присадки. [27] |
Получаемые соединения отличаются высокой прочностью. Благодаря применению присадочного материала не наблюдается обычного при других методах сварки продавливания и утончения свариваемого материала в месте шва. Производительность метода очень высокая: скорость сварки полиэтиленовых пленок и бумаги, покрытой полиэтиленом, достигает 150 м / мин. [28]
При сварке пленок линейного полиэтилена нагретым инструментом температура его должна быть на 10 — 23 выше, чем в случае обычного полиэтилена. При использовании сварочных приспособлений импульсного типа для обеспечения хорошей сварки линейного полиэтилена необходимы импульсы большей длительности. Полипропиленовые пленки можно сваривать при помощи того же оборудования, которое применяется для сварки полиэтиленовых пленок. Температура и время, требуемые для сварки листов или пленок из полипропилена, несколько выше тех температур, которые требуются для сварки линейного полиэтилена. [29]
Полипропиленовые пленки можно сваривать при помощи того же оборудования, которое применяется для сварки полиэтиленовых пленок. Температура и время, требуемые для сварки листов или пленок из полипропилена, несколько выше тех температур, которые требуются для сварки линейного полиэтилена. [29]
Страницы: 1 2 3
www.ngpedia.ru
Сварка полиэтиленовой пленки
Сварка полиэтиленовой пленки производится специальными аппаратами, которые продаются на нашем сайте.
Полиэтилен с момента изобретения стал незаменимым и востребованным материалом. Обладая хорошей гидроизоляцией и теплоизоляцией, он нашел применение в разных сферах промышленности и сельского хозяйства. Широкое использование в строительстве для гидроизоляции фундаментов, теплоизоляции кровли и стен зданий послужило возникновению сварки полиэтиленовой пленки.
С помощью специального сварочного аппарата делается сварка полиэтиленовой пленки, при этом шов получается прочным и герметичным, а полотна необходимой величины.
Технология сварки полиэтиленовой пленки
Сварка полиэтиленовой пленки проводится разными способами, но ее технология заключается в соединении двух краев пленки при температуре плавления так, чтобы граница была не заметна, а материал стал цельным. Хорошо проведенная сварка полиэтиленовой пленки дает валентное отношение прочности шва к прочности полимера 0,7.
В зависимости от необходимой величины и толщины пленки сварка делается ручным аппаратом или автоматической сварной машиной. Ручной аппарат для сварки полиэтиленовой пленки используют в том случае, если требуется небольшое полотно с тонкого материала. Его проводят вдоль шва, а потом валиком продавливают этот шов. Аппарат не тяжелый, поэтому работать им можно долго.
Смотреть сварочные аппараты
Для сварки полиэтиленовой пленки в больших объемах или из толстого полиэтилена применяют автоматические аппараты для сварки. В этом случае сварка производится автоматически, без участия человека.
Соединенные полиэтиленовые края нагреваются аппаратом до температуры плавления, когда материал становится вязко тягучим, а потом сжимаются специальными роликами, которыми оснащен аппарат. Шов получается одинарным или по необходимости двойным. При работе автоматического аппарата сварка получается качественной, а скорость работы, температура сварки, давление роликов устанавливаются автоматически.
Процесс сварки полиэтиленовой пленки не сложный, но зависит от правильно выставленного режима работы. Из-за разной толщины полиэтилена необходимо точно выставить температуру, при которой будет происходить плавление полимера.
voronezh.geoplenka.ru
Аппарат для склеивания полиэтиленовой пленки в Екатеринбурге: 196-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Екатеринбург
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Вода, газ и тепло
Вода, газ и тепло
Мебель и интерьер
Мебель и интерьер
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
Аппарат для склеивания полиэтиленовой пленки
Запайщик пакетов Ksitex PFS-300 ABS Тип: запайщик пакетов, Производитель: KSITEX
ПОДРОБНЕЕЕще цены и похожие товары
Запайщик плёнки магикон SP-450 Производитель: Магикон, Установка: переносная
ПОДРОБНЕЕЕще цены и похожие товары
105 000
МСПТ-200Д4 Механический сварочный аппарат для стыковой сварки пластиковых ПНД полиэтиленовых ПЭ труб встык
ПОДРОБНЕЕЕще цены и похожие товары
120 629
Электромуфтовый сварочный аппарат Wellner, мод. W-5000 Производитель: Wellner, Способ соединения
W-5000 Производитель: Wellner, Способ соединения
ПОДРОБНЕЕЕще цены и похожие товары
221 200
FORSTHOFF-P2-20 F1100P2 аппарат для сварки пленки швом 20 мм Производитель: Forsthoff, Мощность:
ПОДРОБНЕЕЕще цены и похожие товары
Аппарат для сварки п/п
ПОДРОБНЕЕЕще цены и похожие товары
575 000
МСПТ-400 220В Гидравлический сварочный аппарат для стыковой сварки пластиковых ПНД полиэтиленовых ПЭ труб встык ( 90-400 мм, 220В)
ПОДРОБНЕЕЕще цены и похожие товары
11 789
Ручной импульсный упаковщик для горячей запайки полиэтиленовой пленки Установка: переносная
ПОДРОБНЕЕЕще цены и похожие товары
221 200
FORSTHOFF-P2-30 F1106P2 сварочный аппарат для пленки со швом 30 мм
ПОДРОБНЕЕЕще цены и похожие товары
1 835 072
Leister Сварочный автомат для сварки полимерных гидроизолирующих покрытий и геомембран Leister Comet
ПОДРОБНЕЕЕще цены и похожие товары
727 437
Leister Сварочный автомат горячего клина для сварки ПЭ- и ПП-геомембран Leister Astro 117. 100
100
ПОДРОБНЕЕЕще цены и похожие товары
220 542
Dohle Сварочный автомат горячего воздуха для сварки ПВХ-тканей Dohle PlanOn 600117 Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
24 301
Вертикальная или горизонтальная многофункциональная машина для непрерывной герметизации пластиковой пленки
ПОДРОБНЕЕЕще цены и похожие товары
52 489
Сварочный аппарат для ПНД, ПЭ, ПП труб КС 63-160 1800 Вт Способ соединения труб: раструбный,
ПОДРОБНЕЕЕще цены и похожие товары
475 000
МСПТУ-400 380В Гидравлический сварочный аппарат для стыковой сварки пластиковых ПНД полиэтиленовых ПЭ труб встык
ПОДРОБНЕЕЕще цены и похожие товары
4 114
5485
Ручной аппарат для запечатывания пластиковой пленки, домашний тепловой импульсный упаковщик, устройство для запечатывания полиэтиленовой пленки для В
ПОДРОБНЕЕЕще цены и похожие товары
11 789
Ручной импульсный упаковщик для горячей запайки полиэтиленовой пленки Установка: переносная
ПОДРОБНЕЕЕще цены и похожие товары
Ручная машина для запечатывания пластиковой пленки, ручная машина для запечатывания пакетов
ПОДРОБНЕЕЕще цены и похожие товары
11 803
Высококачественная ручная машина для запечатывания, портативная упаковочная машина для полиэтиленовой пленки
ПОДРОБНЕЕЕще цены и похожие товары
Аппарат для сварки пластика 1500 Вт, 20-32 мм, металлический кейс, Aquaprom, М40/3 Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
Аппарат для сварки пластика 1500 Вт, 20-32 мм, пластиковый кейс, Aquaprom, Р40/3 Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
11 803
Новейшие плоскогубцы, машина для запечатывания полиэтиленовой пленки, портативный упаковщик, ручная машина для запечатывания
ПОДРОБНЕЕЕще цены и похожие товары
13 870
Ручной импульсный упаковщик для горячей запайки полиэтиленовой пленки Установка: переносная
ПОДРОБНЕЕЕще цены и похожие товары
221 200
FORSTHOFF-P2-45 F1101P2 аппарат для сварки пленки швом 45 мм Производитель: Forsthoff
ПОДРОБНЕЕЕще цены и похожие товары
310 000
Сварочный аппарат для сварки встык полиэтиленовых труб KDC63-315-4
ПОДРОБНЕЕЕще цены и похожие товары
11 803
Машина для запайки полиэтиленовой пленки, длина 300 мм
ПОДРОБНЕЕЕще цены и похожие товары
Профессиональный клей для склеивания полиэтилена и плёнок OTTOCOLL A270, 310мл Тип: клей, Объем:
ПОДРОБНЕЕЕще цены и похожие товары
221 200
FORSTHOFF-P2-40 F1107P2 аппарат для сварки ПВХ пленки швом 40 мм
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
Прибор для склеивания полиэтиленовой пленки в Ростове-на-Дону: 175-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Ростов-на-Дону
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Промышленность
Промышленность
Торговля и склад
Торговля и склад
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
Прибор для склеивания полиэтиленовой пленки
Запайщик плёнки магикон SP-450 Производитель: Магикон, Установка: переносная
ПОДРОБНЕЕЕще цены и похожие товары
Профессиональный клей для склеивания полиэтилена и плёнок OTTOCOLL A270, 310мл Тип: клей, Объем:
ПОДРОБНЕЕЕще цены и похожие товары
Запайщик пакетов Ksitex PFS-300 ABS Тип: запайщик пакетов, Производитель: KSITEX
ПОДРОБНЕЕЕще цены и похожие товары
Пленка защитная SCLEY из регранулята 440 гр; 4х5 м Тип: пленка, Цвет: серый, Армированная: нет
ПОДРОБНЕЕЕще цены и похожие товары
739
1599
Укрывной материал, Пленка для теплиц ПВД (Полиэтилен высокого давления) Тип: Пленка для теплиц,
В МАГАЗИНЕще цены и похожие товары
Полиэтиленовая защитная пленка РемоКолор 09-0-001 Тип: пленка, Цвет: прозрачный, Наличие малярной
ПОДРОБНЕЕЕще цены и похожие товары
Полиэтиленовая пленка Дачный интерес ЭКОНОМ Тип: пленка, Цвет: прозрачный, Армированная: нет
ПОДРОБНЕЕЕще цены и похожие товары
2 811
6960
Пленка полиэтиленовая в рулоне, толщина рукава 60 мкм 100×1,5/3 м. Тип: Пленка для теплиц,
Тип: Пленка для теплиц,
В МАГАЗИНЕще цены и похожие товары
Полиэтиленовая пленка SDM 0617 Тип: пленка, Цвет: прозрачный, Армированная: нет
ПОДРОБНЕЕЕще цены и похожие товары
Полиэтиленовая пленка Дачный интерес СТАНДАРТ Тип: пленка, Цвет: прозрачный, Армированная: нет
ПОДРОБНЕЕЕще цены и похожие товары
10 878
Пленка техническая полиэтиленовая ProTent 200 мкм, рулон 3х100 м (рукав 1.5 м)
В МАГАЗИНЕще цены и похожие товары
Пленка полиэтиленовая Мегапласт 1419 Тип: пленка, Цвет: прозрачный, Армированная: нет
ПОДРОБНЕЕЕще цены и похожие товары
Пленка полиэтиленовая рукав 60 мкм 1.5 м (3 в развороте) х 100 м, прозрачная
В МАГАЗИНЕще цены и похожие товары
Полиэтиленовая пленка Сталер Эконом Тип: пленка, Цвет: прозрачный, Армированная: нет
ПОДРОБНЕЕЕще цены и похожие товары
Полиэтиленовая пленка армированная леской ЗОЗП, рулон 2х25 м, плотность 120 г/м2
В МАГАЗИНЕще цены и похожие товары
Полиэтиленовая пленка Дачный интерес ЭКОНОМ Тип: пленка, Цвет: серый, Армированная: нет
ПОДРОБНЕЕЕще цены и похожие товары
729
850
Пленка техническая полиэтиленовая 150 мкм 3х10м / Рукав ПВД 2,1кг строительная черная Тип:
В МАГАЗИНЕще цены и похожие товары
484
940
Полиэтиленовый комбинезон Актив 190*70 см, 40 мкм, 2 шт/уп, штаны с рукавами для антицеллюлитного обертывания, коррекции фигуры маслом, омолаживания и похудения, ухода за телом кожей кремом гель, скрабирования солевым скрабом, термотерапии
ПОДРОБНЕЕЕще цены и похожие товары
Полиэтиленовая пленка Дачный интерес ЭКОНОМ Тип: пленка, Цвет: прозрачный, Армированная: нет
ПОДРОБНЕЕЕще цены и похожие товары
Техническая полиэтиленовая пленка Сталер 10022S Тип: пленка, Цвет: серый, Армированная: нет
ПОДРОБНЕЕЕще цены и похожие товары
318
600
Полиэтиленовая рубашка Актив 90*60 см, 40 мкм, 2 шт/уп + подарок штаны и нарукавники, для антицеллюлитного обертывания, коррекции фигуры маслом, омолаживания похудения, ухода за телом кожей кремом гель, скрабирования солевым скрабом, термотерапии
ПОДРОБНЕЕЕще цены и похожие товары
Полиэтиленовая пленка Дачный интерес СТАНДАРТ Тип: пленка, Цвет: прозрачный, Армированная: нет
ПОДРОБНЕЕЕще цены и похожие товары
Полиэтиленовая пленка Дачный интерес ЭКОНОМ Тип: пленка, Цвет: серый, Армированная: нет
ПОДРОБНЕЕЕще цены и похожие товары
Полиэтиленовая пленка Мегапласт 3х100 м; 80 мкм Тип: пленка, Цвет: серо-коричневый, Армированная:
ПОДРОБНЕЕЕще цены и похожие товары
Полиэтиленовая пленка Дачный интерес ЭКОНОМ Тип: пленка, Цвет: прозрачный, Армированная: нет
ПОДРОБНЕЕЕще цены и похожие товары
Полиэтиленовая пленка Дачный интерес СТАНДАРТ Тип: пленка, Цвет: прозрачный, Армированная: нет
ПОДРОБНЕЕЕще цены и похожие товары
290
700
Пленка термоусадочная (рукав), 10см. *30 метров, 50 мкм. Тип: Упаковочная пленка, Размер: Длина
*30 метров, 50 мкм. Тип: Упаковочная пленка, Размер: Длина
В МАГАЗИНЕще цены и похожие товары
Плёнка Вест Энтерпрайз ГОСТ, 1500х2х150 мкм, рулон 100 п.м.
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
Как склеить полиэтиленовую пленку. Оборудование для сварки полиэтиленовой пленки
При выборе покрытия для теплицы или парника садоводы и огородники обращают внимание не только на стоимость этого материала, но и на его качество, а также степень надёжности и практичности. Очень дорогие и максимально долговечные варианты не всегда доступны в силу некоторых обстоятельств. Именно по этой причине долгие годы особой популярностью и востребованностью пользуется всем хорошо известная плёнка из полиэтилена. Такая клеёнка для покрытия позволяет не только качественно защитить тепличную или парниковую конструкцию, но и помогает сэкономить семейный бюджет. Следует учитывать, что в зависимости от размеров теплицы, может потребоваться сварка такой плёнки, для которой можно использовать специальный аппарат.
Применение полиэтилена для теплицы
Плёнка на основе ПВХ является материалом очень универсальным, который изначально был изобретён как упаковочное средство. Однако многофункциональность полиэтилена позволила использовать его значительно шире, и сегодня такая современная клеёнка применяется во многих областях, в том числе и сельском хозяйстве. ПВХ-материалы позволили заменить тяжёлое, хрупкое и дорогое стекло при покрытии теплицы в летний период.
- Обычная плёнка на основе полиэтилена. Наиболее популярная у огородников клеёнка для и парников. Отличается самой невысокой стоимостью, а форма в виде рукава способствует увеличению накрываемой площади в два раза. Легко монтируется своими руками. Стандартный срок эксплуатации составляет один год.
- Армированный вариант ПВХ-материалов. Представлено пластиковой или стекловолоконной сеткой, спаянной с листовым материалом. Стандартные размеры ячеек такого полиэтилена составляют от 0,8 х 0,8 до 1,2 х 1,2 сантиметра. Такой ПВХ-материал отличается неоднородностью структуры и толщины, а при выборе следует обращать внимания на параметры плотности.
 Такой ПВХ-материал отличается неоднородностью структуры и толщины, а при выборе следует обращать внимания на параметры плотности.
Такой ПВХ-материал отличается неоднородностью структуры и толщины, а при выборе следует обращать внимания на параметры плотности.- ПВХ-плёнки. Составляют серьёзную конкуренцию при стандартной полиэтиленовой плёнке. ПВХ-плёнка обладает прекрасными физико-химическими свойствами, что позволяет покрытию пропускать световой спектр, необходимый для роста и развития тепличных культур. Кроме того, ПВХ-материалы более устойчивы к низким температурам, а срок эксплуатации составляет не менее пяти лет.
- Другие виды плёнок для теплицы. В эту категорию попадают сополимерные, полиамидные и воздушно-пузырьковые плёнки. Производители позиционируют такие варианты, как морозоустойчивые и не требующие демонтажа на зимний период. Однако высокая цена делает её не слишком популярной для покрытия теплиц у российских огородников.
Сварка полиэтилена
В зависимости от материала и объёмов работ существуют следующие виды сварки полиэтиленовых полотен:
- контактная сварка;
- экструзионная сварка;
- горячая сварка.

Полиэтилен легко можно склеить своими руками. С этой целью можно использовать специальный сварочный инструмент в виде ручного фена для сварки полимерных материалов, а также обычные бытовые приборы. Сварка плёночного полотна может быть выполнена несколькими способами.
- Наложить два плёночных полотна друг на друга, а место нахлеста накрыть фторопластовой плёнкой. Место соединения тщательно прогреть кромкой бытового утюга, паяльником или специальным роликом, нагретым до 240 °С.
- Два наложенных друг на друга плёночных полотна зажать между двумя металлическими полосами с незначительным выпуском материала, который оплавляется над пламенем обычной спиртовки или с использованием паяльной лампы.
- Сварка полиэтиленовой плёнки специальным строительным феном с комплектом насадок. Такой аппарат достаточно быстро позволяет объединить несколько плёночных полотнищ своими руками. Чаще всего аппарат в виде фена требуется для выполнения сварки плёнки, обладающей низкой плотностью.

Если есть необходимость выполнить сварку плёнки для теплицы в больших объёмах, то можно использовать специальный аппарат, позволяющий сделать практически незаметный сварочный шов.
Аппарат для сварки полиэтиленового материала
Использовать специальный сварочный аппарат для соединения плёночных полотен очень удобно, а сварку можно выполнить в максимально короткие сроки. Аппарат, выполняющий сварку тепличной плёнки, характеризуется довольно простым принципом работы. Стандартный двигатель посредством редуктора заставляет двигаться два колеса. При помощи специального штатива между полотнами плёнки вставляется раскалённый до определённых температурных показателей клин.
Температура накала клина контролируется специальным терморегулятором. Кроме того, регулированию подлежит и скорость продвижения полиэтилена. Сварочный аппарат заводского изготовления должен соответствовать требованиям безопасности эксплуатации.
Результатом сварки посредством такого аппарата становится образование двойного шва с прочность не ниже восьмидесяти процентов. Сварка происходит в автоматическом режиме, а ручные действия необходимы исключительно для изменения температурного режима клина и скорости движения плёночного полотна.
Сварка происходит в автоматическом режиме, а ручные действия необходимы исключительно для изменения температурного режима клина и скорости движения плёночного полотна.
Наиболее часто такой аппарат применяется в промышленной сфере, однако есть возможность использования в личных целях. Ручной тип такого аппарата представляет собой разновидность промышленного фена, но имеет меньший вес.
Аппарат может применяться также для работы с другими видами пластиков, которые простыми средствами склеить достаточно проблематично.
Другие способы склеивания
Склеить тепличный полиэтилен можно и другими способами.
- Использование ксилола и трихлорэтилена, прогретых до температуры в семьдесят градусов, а также посредством прогретой до тридцати градусов уксусной кислотой концентрацией 80% .
- Применение некоторых видов клея. Оптимальным вариантом является применение клея БФ-два или БФ-четыре. Склеиваемые поверхности должны пройти предварительную обработку раствором ангидрида хромового с концентрацией 25%.
- Полиамидную плёнку целесообразно склеивать при помощи клея ПК-5, а полученное место соединения следует прогладить утюгом, нагретым до пятидесяти градусов.
- Использование специального супер-клея, предназначенного для склеивания полиэтиленовых материалов. Такие клеящие составы появились на российском рынке сравнительно недавно, но многие огородники и садоводы уже успели оценить удобство использования. Клей совершенно не имеет запаха, а прочность получаемого соединения вполне достаточна для использования такого материала в качестве покрытия тепличных конструкций.

Безусловно, наличие личного сварочного аппарата в арсенале любого огородник, имеющего тепличные или парниковые конструкции, оправдано и способно значительно сэкономить время и силы на склеивание плёнок на основе полиэтилена.
Российские производители выпускают несколько специальных приборов, позволяющих выполнить сварку полиэтилена в домашних условиях. Самым недорогим и достаточно качественным прибором для таких работ является аппарат серии ПП-40.![]() По внешним показателям такое оборудование напоминает традиционный паяльник с несколько модернизированным наконечником.
По внешним показателям такое оборудование напоминает традиционный паяльник с несколько модернизированным наконечником.
Как склеить пленку для теплицы (видео)
Применение такого удобного и современного прибора позволяет легко и быстро произвести качественные сварочные работы на полиэтиленовых плёнках вне зависимости от степени сложности соединительного контура.
Чтобы не потерять материал, обязательно сохраните его к себе в социальную сеть Вконтакте, Одноклассники, Facebook, просто нажав на кнопку ниже.
С этой проблемой часто сталкиваются владельцы дачных участков, теплиц, домашние мастера, и даже автовладельцы. После неудач люди начинают искать информацию по теме. Можно ли вообще, склеить полиэтилен? В статье вы найдете ответ на этот вопрос.
Полиэтилен и его свойства
Полиэтилен очень распространенный материал со многими отличными свойствами. Он используется для утепления, для упаковки, для защиты от влаги, является превосходным электроизолятором, поглощает самый опасный вид радиации – нейтроны и поэтому используется в защите от них, совершенно стоек химически. Вот это последнее иногда из достоинства обращается в недостаток. Чем склеить полиэтилен? Склеивание – это процесс химический и немного электрический, как ни странно. Молекулы склеиваемых веществ притягиваются друг к другу при помощи неодинаковости своих электрических зарядов.
Вот это последнее иногда из достоинства обращается в недостаток. Чем склеить полиэтилен? Склеивание – это процесс химический и немного электрический, как ни странно. Молекулы склеиваемых веществ притягиваются друг к другу при помощи неодинаковости своих электрических зарядов.
То есть, должен быть в природе (и на рынке) такой клей, который хорошо прилипает именно к полиэтилену, а затвердев, прочно удерживает склеенные части. Так вот, проблема как раз в том, что клеить полиэтилен весьма непросто. Его молекулы электрически очень «уравновешены», отсюда и необычайная химическая стойкость материала. И нежелание склеиваться с чем либо. Тем не менее, промышленность нашла, чем клеить полиэтилен. Правда, не все из этого подходит для дома, но кое-что может пригодиться. Вот подходящие способы, отобранные по рейтингу получающейся прочности:
- Сварка полиэтилена
- Клей Weicon Easy-Mix PE-PP
- Эпоксидный клей плюс окислитель
Сварка полиэтилена
Самый прочный шов получается при сварке полиэтилена. Если ее выполнить правильно. Дело в том, что полиэтилен формуется в горячем виде обычно под очень большим давлением, которое достигает сотен килограмм на квадратный сантиметр. А при его повторном нагреве при атмосферном давлении до плавления он имеет свойство сжиматься, немного, но этого хватает, чтобы сваривать было сложно. Можно различать два вида сварки: сварка пленки и сварка толстого полиэтилена (канистры, трубы и т. д.)
Если ее выполнить правильно. Дело в том, что полиэтилен формуется в горячем виде обычно под очень большим давлением, которое достигает сотен килограмм на квадратный сантиметр. А при его повторном нагреве при атмосферном давлении до плавления он имеет свойство сжиматься, немного, но этого хватает, чтобы сваривать было сложно. Можно различать два вида сварки: сварка пленки и сварка толстого полиэтилена (канистры, трубы и т. д.)
Для сваривания пленки применяют нагретые предметы или специальный аппарат для склеивания полиэтилена, точнее, сваривания. Он работает так: оба слоя пленки протягивают по нагретому клину, а затем сразу сваривают парой сжатых роликов. При правильном подборе температуры и давления роликов получается превосходный результат – полная герметичность шва.
Но при небольшой практике можно научится клеить полиэтилен даже электропаяльником или утюгом через бумагу, чтобы не испортить его подошву. Чистые края пленки накладывают друг на друга и через бумагу ведут ребром подошвы нагретого утюга.
Паяльник с чистым жалом, если включить его через регулятор напряжения, заваривает шов еще лучше, и при этом не нужна бумага. Можно также сделать на жало хомутик с небольшой насадкой удобной формы из металла. Тогда жалом можно пользоваться и по прямому назначению, а полиэтилен не будет испачкан припоем или нагаром от флюса.
Склеивание толстого полиэтилена выполняется сложнее, и тут требуется хороший навык. Самый лучший способ нагрева: газовая портативная горелка (ею удобно работать), или фен с насадкой для узкой струи +250°С.
Порядок действий может быть таким:
- Тщательно очистить и просушить поверхности перед сваркой.
- Приготовить полиэтиленовый заполнитель для шва. Лучше всего взять узкий кусок того же самого материала.
- Разогреть края шва до начала плавления, дать им немного «осесть». Но не увлекаться этим процессом.
- Начать вводить присадку (см. п.2), вплавляя ее равномерно в обе стороны шва на толщину, равную с материалом.
- Дать шву полностью остыть.
Этот же метод применим при решении вопроса о том, чем клеить вспененный полиэтилен. Поверхность вспененного полиэтилена не очень способствует склеиванию, и лучше его аккуратно сварить.
Еще один способ сварки толстого полиэтилена смотрите на видео:
Склеивание акрилатным клеем с наполнителем
Наилучший клей – это Weicon Easy-Mix PE-PP. Он специально разработан для материалов со слабой адгезией. Большинство жидкостей очень плохо «прилипают» к полиэтилену, и просто выдавливаются из места соприкосновения поверхностей.
Но в этом клее есть добавка крошечных стеклянных шариков, которая не дает клею уйти из места склейки, образуя зазор необходимой толщины. Поэтому поверхность склеивания получается достаточной и клей при застывании скрепляет поверхности прочно. Лучше, чем склеить полиэтилен найти сложно.
Поверхности перед склейкой должны быть тщательно обезжирены и высушены. Подавать клей можно только из смесителя фирменной упаковки.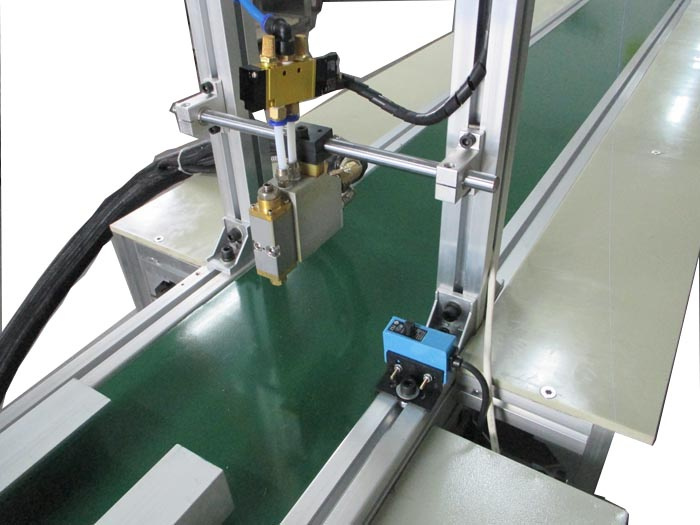 Наилучшая температура для выполнения работы +21…+23 °С. Клей в жидком состоянии годен не более 2-3 минут. Нанеся слой, необходимо тут же состыковать поверхности. Полная готовность шва (наибольшая механическая прочность) для полиэтилена будет достигнута за несколько часов (4-5 по опыту работавших с клеем). Выдержка клеевого шва проводится при температуре от +15 до +70 градусов.
Наилучшая температура для выполнения работы +21…+23 °С. Клей в жидком состоянии годен не более 2-3 минут. Нанеся слой, необходимо тут же состыковать поверхности. Полная готовность шва (наибольшая механическая прочность) для полиэтилена будет достигнута за несколько часов (4-5 по опыту работавших с клеем). Выдержка клеевого шва проводится при температуре от +15 до +70 градусов.
Склеивание эпоксидным клеем
Это наиболее доступный метод, если говорить именно о склеивании, а не сварке. Прежде, чем приклеить полиэтилен, нужно подготовить поверхности.
Эпоксидный клей это не клей для склеивания полиэтилена, но, тем не менее, фенолформальдегидная смола имеет очень приличную адгезию к поверхности полиэтилена. В этом случае, надо действовать так:
- Загрубить поверхности наждачной шкуркой, а затем обезжирить и высушить.
- Обработать обе поверхности 15-25% раствором хромового ангидрида или 20-30% бихромата калия. (Осторожно, едкие вещества и опасные канцерогены!) Можно взять другой сильный окислитель: крепкий раствор марганцовки. Он мало уступает по эффективности, но значительно безопаснее. После обработки просушить поверхности снова.
- Приготовить эпоксидный клей по инструкции.
- Нанести клей на обе поверхности тонким слоем и состыковать.
- Выдержать при температуре +30…+45°C несколько часов, но лучше продержать сутки до готовности.
 Он мало уступает по эффективности, но значительно безопаснее. После обработки просушить поверхности снова.
Он мало уступает по эффективности, но значительно безопаснее. После обработки просушить поверхности снова.Заключение
В случае больших требований к прочности, безусловно, нужно предпочесть сварку. Если сварка еще сопровождается выдержкой шва в тепле около семидесяти градусов в на протяжении нескольких часов с медленным остыванием, то шов будет иметь небольшую хрупкость. Резкое охлаждение шва делает его хрупким, особенно в условиях холода.
Акрилатный клей с наполнителем не требует механической подготовки поверхности, кроме безусловной очистки и обезжиривания, которые перед склейкой надо делать всегда. Можно даже попытаться поэкспериментировать с другими акрилатными клеями, вводя в них добавку в виде толченого мела или цемента. Возможно, что удастся получить качественный и очень недорогой рецепт.
Эпоксидный клей наиболее сложно использовать, и прочность здесь получается не из самых высоких. Но в крайнем случае, и это может быть выходом.
Сварку пленочных полотнищ можно выполнить двумя способами.
Способ склеивания пленки 1
Наложите одно полотнище пленки на другое, сверху накройте их газетой или фторопластовой пленкой, после чего медленно проведите по месту соединения полотнищ кромкой утюга, жалом паяльника или роликом, предварительно прогрев его до 250 °С.
Способ склеивания пленки 2
Можно соединить края полотнищ следующим образом: зажмите их между 2 гладкими полосками металла так, чтобы края пленки выступали из-под них приблизительно на 1 см, и оплавьте их пламенем спиртовки или паяльной лампы.
Для склеивания пленки можно также использовать ксилол и трихлорэтилен, прогретые до 70 — 75 °С. При температуре 30 °С пленочные полотнища можно склеивать 80%-ной уксусной кислотой. Если вы выбрали для соединения деталей пленки одно из вышеуказанных веществ, соблюдайте при работе с ними предельную осторожность.
Склеивать пленку можно клеями БФ-2 или БФ-4, предварительно обработав соединяемые поверхности 25%-ным раствором хромового ангидрида. Для соединения полотнищ полиамидной пленки лучше всего подходит клей ПК-5. Полученный после склеивания шов обязательно прогладьте теплым утюгом, разогретым до температуры 50 — 60 °С.
Совсем недавно в продаже появился суперклей, который предназначен специально для полиэтиленовой пленки. Он дает очень прочное, водостойкое и эластичное соединение. К тому же он абсолютно не имеет запаха, а соединения получаются прозрачными и практически не заметными. С помощью одного флакона клея емкостью 50 мл можно склеить шов длиной 15 — 20 м.
Поскольку суперклей включает в свой состав применяемые в быту растворители, при работе с ним рекомендуется соблюдать те же меры предосторожности, что и при использовании бытовых химических веществ. При условии хранения в герметичной упаковке срок годности клея не ограничен. Если он высохнет, его достаточно разбавить ацетоном, чтобы восстановить его первоначальные свойства.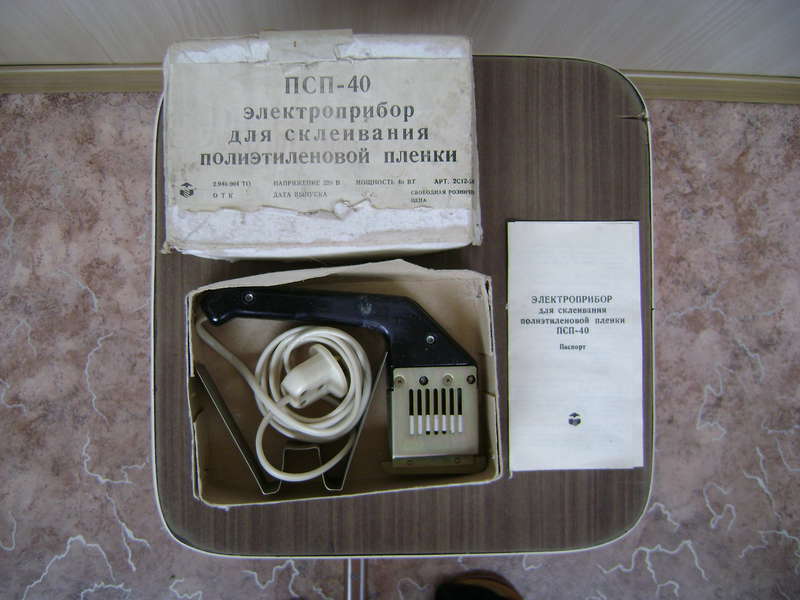
Суперклей пригодится также и для ремонта готового пленочного покрытия. Способ его применения в данном случае заключается в следующем. Кисточкой или палочкой нанесите тонкий слой клея вокруг поврежденного участка с наружной стороны пленочного покрытия. Дайте ему просохнуть в течение 2 часов. Затем вырежьте из пленки заплату требуемого размера, приложите ее к поврежденному месту и хорошо разгладьте. Суперклеем можно склеивать даже старую пленку. Однако следует знать, что производить ремонт пленочного покрытия лучше всего в солнечную погоду.
Если вы хотите сшить пленочные полотнища нитками, наложите их друг на друга внахлест. Стежки прокладывайте нечасто. Для повышения прочности шва сделайте бумажную прокладку. Этот способ соединения пленочных полотен чаще всего применяется в том случае, если нужно наложить заплату на пленочное покрытие до его натягивания на каркас или при разрыве уже натянутой пленки. Небольшое повреждение пленки можно заклеить липкой лентой.
В строительстве полиэтиленовую пленку используют большей частью как гидроизолятор или теплоизолятор, если речь идет о пленочных теплицах. Имеет полиэтилен и определенные звукоизоляционные свойства, но недостаточные для того, чтобы использовать его в качестве самостоятельного звукоизолятора.
Имеет полиэтилен и определенные звукоизоляционные свойства, но недостаточные для того, чтобы использовать его в качестве самостоятельного звукоизолятора.
Для склеивания полиэтилена надо заранее приобрести такой клей, которым пользуются для склеивания пластмассы.
Можно ли клеить полиэтилен?
При устройстве гидроизоляции или теплицы нередко возникает необходимость склеить несколько кусков полиэтилена, чтобы получить пленку нужного размера. Но как склеить полиэтиленовую пленку, и есть ли возможность это сделать в домашних условиях?
Вопрос не такой простой, как кажется изначально. Еще из школьного курса химии известно: чем выше полярность полимерного материала, тем лучше он поддается склеиванию. Записанная химическими символами молекула полиэтилена очень похожа на длинную цепь, состоящую из одинаковых звеньев — СН2-. Такое однообразие говорит о том, что электрические заряды внутри молекулы полиэтилена распределены равномерно, т.е. она является неполярной. Поэтому полиэтилен склеивается очень плохо.
Сваривание полимерной пленки: а — с помощью электропаяльника; б — с помощью наездки для электроутюга; в — открытым пламенем.
Очень часто для склеивания полимерных материалов применяют клеящие смеси, которые готовят из этих же материалов (или сходных с ними), растворенных в подходящем растворителе. Но с полиэтиленом это не пройдет — он практически не растворяется в органических растворителях.
Некоторые полимеры можно склеивать уже потому, что они имеют шероховатую поверхность. В этом случае клеевой раствор заполняет неровности и, застывая, цепляется за них, намертво склеивая куски материала. Но с полиэтиленом так сделать не получится, поскольку у него идеально гладкая поверхность.
Поэтому если говорить именно о процессе склеивания, то склеить полиэтиленовую пленку в домашних условиях практически невозможно. Да и в промышленных ее до сих пор никогда не склеивали.
Но хотя куски полиэтилена и нельзя склеить, зато их можно сварить, или, что будет точнее — спаять, что с успехом и делают многие годы в промышленности, разработав множество способов такой сварки
. Но из этого множества способов есть только два, которые возможно применить в домашних условиях.
Но из этого множества способов есть только два, которые возможно применить в домашних условиях.
Вернуться к оглавлению
Сварка полиэтилена горячим предметом
Сваривание пленки с помощью электропаяльника: а — вид шва; б — устройство электропаяльника для сваривания пленки.
Удобнее всего такую операцию делать при помощи металлического ролика с нагревательным прибором внутри. Но чтобы сделать такой прибор в домашних условиях, нужно обладать достаточно высокой квалификацией электрика.
Поэтому народная смекалка нашла вполне удовлетворительную замену такому инструменту — обычный утюг. Поскольку полиэтиленовая пленка разных марок плавится при разных температурах, то никаких конкретных рекомендаций по температурному режиму сварки дать нельзя.
Температуру разогрева утюга для сварки придется определять путем проб и ошибок. Если температура утюга окажется недостаточной, то пленка не проварится, если же утюг разогреть слишком сильно, шов получится «переварен», слабым, к тому же пленка по бокам шва будет легко рваться. Единственное, что можно посоветовать изначально, — утюг не должен быть слишком уж горячим.
Единственное, что можно посоветовать изначально, — утюг не должен быть слишком уж горячим.
Сама технология спайки очень проста. Чтобы сделать шов аккуратным и ровным, спайку лучше производить на ровной деревянной поверхности. Края пленки нужно положить на эту поверхность с небольшим нахлестом друг на друга (0,5-1 см). По этому нахлесту и нужно провести носиком или ребром нагретого утюга. Прохождение должно быть не больше секунды на одном месте, иначе пропалите пленку.
ПВХ пленку можно узнать по желтоватому оттенку края рулона.
Но при таком способе спайки есть один очень важный негативный момент: разогретая полиэтиленовая пленка очень часто прилипает к утюгу. Чтобы этого не случилось, лучше перед спайкой прикрыть полиэтиленовый шов тонким листом целлофана, и потом уже пройтись по нему утюгом.
Прочность спайки можно проверить, просто потянув спаянные куски в разные стороны. Если шов расходится — значит, качество пайки неудовлетворительное, и нужно повторить все с самого начала. Некоторые умельцы выполняют эту спайку не утюгом, а раскаленным лезвием ножа, утверждая, что им так сподручнее. Но это уже дело вкуса.
Некоторые умельцы выполняют эту спайку не утюгом, а раскаленным лезвием ножа, утверждая, что им так сподручнее. Но это уже дело вкуса.
Вернуться к оглавлению
Сварка полиэтилена открытым пламенем
Для сверки полиэтилена этим способом понадобятся:
- металлические или керамические бруски;
- инструмент для сварки (это может быть газовая горелка, паяльная лампа, спиртовка, а за неимением оных можно использовать лучину или даже обыкновенные спички).
Электрическая принципиальная схема подключения «утюжка» к сети: 1 — постоянный проволочный резистор; 2 — металлический корпус; 3 — жало-конек; 4 — текстолитовая ручка; 5 — подставка.
Края свариваемых пленок нужно зафиксировать металлическими или керамическими брусками (деревянные для этих целей не подойдут). Фиксировать нужно таким образом, чтобы в месте сварки из-под них виднелась узкая полоска пленки (3-5 мм, не больше). Бруски нужны не только для фиксации пленки, но главным образом для того, чтобы быстро отвести на себя тепло от свариваемых пленок, иначе они вместо того, чтобы сплавиться, сгорят целиком.
Дальше нужно провести вдоль оставшейся открытой кромки пламенем. Скорость движения пламени также придется подбирать опытным путем, тем более что она будет разной не только до каждой марки полиэтилена, но и для каждого инструмента тоже. Если операция выполнена правильно, то по ее завершении образуется плотный валик, прочно соединяющий два края полиэтиленовой пленки.
Как альтернативу сварке, при устройстве парников и теплиц два куска полиэтиленовой пленки можно сшить. Для этого два куска пленки складывают внахлест друг на друга. Нахлест должен быть 2-2,5 см. Затем на место нахлеста с обеих сторон наклеивают обычный медицинский пластырь. Держаться он будет плохо, но это не страшно, главное, чтобы полоски пластыря лежали точно по месту нахлеста одна над другой.
Затем по нахлесту делают два шва крупными стежками. Куски пленки в этом случае скрепляются с помощью прошитых ниток, а пластырь, имея более прочную структуру материала, не дает ниткам рвать полиэтилен. Однако для гидроизоляции этот способ не годится, так как места швов будут пропускать влагу.
Следует заметить, что оба способа сварки годятся только в том случае, если нужно соединить полиэтилен с полиэтиленом.
Если же возникает необходимость приклеить пленку к какому-нибудь другому материалу, то придется поискать прозрачную пленку из другого материала, которая лучше клеится, и для работы с которой в продаже есть специальные клеи. Как вариант, это может быть поливинилхлоридная пленка.
Соединять полиэтиленовую пленку описанными способами или поискать что-то свое, новое — решать вам. Главное — не бояться экспериментировать, ведь если что-то нельзя сделать сегодня, это вовсе не значит, что его нельзя будет сделать завтра или послезавтра.
Как склеить полиэтиленовую пленку? Этот вроде бы простой вопрос постоянно озадачивает многих дачников и любителей огорода.
Ведь если вы впервые решились построить себе теплицу – у вас будет два варианта – приобрести готовую (удовольствие не дешевое) или же склеить пленку необходимой ширины.
Для облегчения ваших поисков приведем краткое руководство о том, как склеить пленку из полиэтилена.
Для начала вам нужно приобрести полиэтилен в необходимом количестве, при этом берите с запасом, поскольку нужно делать нахлест. Есть полиэтиленовая пленка?
Значит, вам осталось совсем немного инструмента, а именно: утюг, листы бумаги и желательно двое помощников, плюс стол или другая ровная поверхность.
Сварка пленки производится по следующей схеме: берете пленку и накладываете склеиваемые края друг на друга внахлест (ширина нахлеста должна быть равна ширине используемого утюга с запасом в 5 сантиметров).
Подготовленную бумагу (можно использовать обычную газету сложенную вдвое) укладываем чуть-чуть шире нахлеста.
Берем два небольших отрезка и методом «втыка» подбираем оптимальную температуру, при которой и будет проводиться сварка полиэтиленовой пленки
Если этого не сделать, то при склеивании больших кусков пленки она может придти в негодность, оплавившись из-за слишком большой температуры утюга или же превышенного времени выдержки.
После подбора температуры на столе производим склейку, желательно при этом иметь двоих помощников, которые будут не только равномерно двигать склеиваемую пленку, но и разравнивать готовый нахлест.
На заметку всем кто будет клеить полиэтиленовую пленку – бумагу нельзя сразу же снимать с горячей пленки, во избежание разрывов.
Дайте ей немного приостыть и потом снимайте.
В завершение отметим, что полиэтиленовая пленка для теплиц склеивается в домашних условиях очень легко.
Однако, если вам нужно накрыть теплицу большого размера, то поищите в хозяйственных магазинах специальный аппарат для склеивания полиэтилена и работать вам станет значительно легче.
Как склеить полиэтиленовую пленку ? Этот вроде бы простой вопрос постоянно озадачивает многих дачников и любителей огорода. Ведь если вы впервые решились построить себе теплицу – у вас будет два варианта – приобрести готовую (удовольствие не дешевое) или же склеить пленку необходимой ширины.
Для облегчения ваших поисков приведем краткое руководство о том, как склеить пленку из полиэтилена. Для начала вам нужно приобрести полиэтилен в необходимом количестве, при этом берите с запасом, поскольку нужно делать нахлест. Есть полиэтиленовая пленка? Значит, вам осталось совсем немного инструмента, а именно: утюг, листы бумаги и желательно двое помощников, плюс стол или другая ровная поверхность.
Есть полиэтиленовая пленка? Значит, вам осталось совсем немного инструмента, а именно: утюг, листы бумаги и желательно двое помощников, плюс стол или другая ровная поверхность.
Сварка пленки производится по следующей схеме: берете пленку и накладываете склеиваемые края друг на друга внахлест (ширина нахлеста должна быть равна ширине используемого утюга с запасом в 5 сантиметров). Подготовленную бумагу (можно использовать обычную газету сложенную вдвое) укладываем чуть-чуть шире нахлеста. Берем два небольших отрезка и методом «втыка» подбираем оптимальную температуру, при которой и будет проводиться сварка полиэтиленовой пленки (если этого не сделать, то при склеивании больших кусков пленки она может придти в негодность, оплавившись из-за слишком большой температуры утюга или же превышенного времени выдержки). После подбора температуры на столе производим склейку, желательно при этом иметь двоих помощников, которые будут не только равномерно двигать склеиваемую пленку, но и разравнивать готовый нахлест.
На заметку всем кто будет клеить полиэтиленовую пленку – бумагу нельзя сразу же снимать с горячей пленки, во избежание разрывов. Дайте ей немного приостыть и потом снимайте.
В завершение отметим, что полиэтиленовая пленка для теплиц склеивается в домашних условиях очень легко, но если вам нужно накрыть теплицу большого размера, то поищите в хозяйственных магазинах специальный аппарат для склеивания полиэтилена и работать вам станет значительно легче.
Еще по теме:
Сварку пленочных полотнищ можно выполнить двумя способами.
Способ склеивания пленки 1
Наложите одно полотнище пленки на другое, сверху накройте их газетой или фторопластовой пленкой, после чего медленно проведите по месту соединения полотнищ кромкой утюга, жалом паяльника или роликом, предварительно прогрев его до 250 °С.
Способ склеивания пленки 2
Можно соединить края полотнищ следующим образом: зажмите их между 2 гладкими полосками металла так, чтобы края пленки выступали из-под них приблизительно на 1 см, и оплавьте их пламенем спиртовки или паяльной лампы.
Для склеивания пленки можно также использовать ксилол и трихлорэтилен, прогретые до 70 — 75 °С. При температуре 30 °С пленочные полотнища можно склеивать 80%-ной уксусной кислотой. Если вы выбрали для соединения деталей пленки одно из вышеуказанных веществ, соблюдайте при работе с ними предельную осторожность.
Склеивать пленку можно клеями БФ-2 или БФ-4, предварительно обработав соединяемые поверхности 25%-ным раствором хромового ангидрида. Для соединения полотнищ полиамидной пленки лучше всего подходит клей ПК-5. Полученный после склеивания шов обязательно прогладьте теплым утюгом, разогретым до температуры 50 — 60 °С.
Совсем недавно в продаже появился суперклей, который предназначен специально для полиэтиленовой пленки.
Как запаять пакет утюгом
Он дает очень прочное, водостойкое и эластичное соединение. К тому же он абсолютно не имеет запаха, а соединения получаются прозрачными и практически не заметными. С помощью одного флакона клея емкостью 50 мл можно склеить шов длиной 15 — 20 м.
Поскольку суперклей включает в свой состав применяемые в быту растворители, при работе с ним рекомендуется соблюдать те же меры предосторожности, что и при использовании бытовых химических веществ. При условии хранения в герметичной упаковке срок годности клея не ограничен. Если он высохнет, его достаточно разбавить ацетоном, чтобы восстановить его первоначальные свойства.
Суперклей пригодится также и для ремонта готового пленочного покрытия. Способ его применения в данном случае заключается в следующем. Кисточкой или палочкой нанесите тонкий слой клея вокруг поврежденного участка с наружной стороны пленочного покрытия. Дайте ему просохнуть в течение 2 часов. Затем вырежьте из пленки заплату требуемого размера, приложите ее к поврежденному месту и хорошо разгладьте. Суперклеем можно склеивать даже старую пленку. Однако следует знать, что производить ремонт пленочного покрытия лучше всего в солнечную погоду.
Если вы хотите сшить пленочные полотнища нитками, наложите их друг на друга внахлест. Стежки прокладывайте нечасто. Для повышения прочности шва сделайте бумажную прокладку. Этот способ соединения пленочных полотен чаще всего применяется в том случае, если нужно наложить заплату на пленочное покрытие до его натягивания на каркас или при разрыве уже натянутой пленки.
Стежки прокладывайте нечасто. Для повышения прочности шва сделайте бумажную прокладку. Этот способ соединения пленочных полотен чаще всего применяется в том случае, если нужно наложить заплату на пленочное покрытие до его натягивания на каркас или при разрыве уже натянутой пленки.
Небольшое повреждение пленки можно заклеить липкой лентой.
Если вы нашли ошибку в тексте , пожалуйста, сообщите нам: выделите ее и нажмите: Ctrl + Enter !
Полимерная пленка применяется для самых разных целей.
Как приклеить аппликацию (термонаклейку) на одежду: «шапка-невидимка» для потертостей и дыр
Но, в первую очередь, речь идет о конструировании гидроизоляционных экранов для различных сооружений. И, поскольку такой технологический экран не является«литой» деталью, многих интересует вопрос, как склеить пленку, чтобы не потерять в месте соединения уникальные гидроизоляционные свойства готового полимерного изделия?
Почему нужно сваривать, а не склеивать пленку?
Дело в том, что абсолютно надежной склейки полиэтилена практически не существует — этот материал необходимо только сваривать! Причем, сваривать с помощью специального аппарата. И самым надежным способом сварки является метод«горячего клина». Поэтому, если возникает вопрос, как склеить полиэтилен для достижения максимальной гидроизоляции, следует помнить, что такую конструкцию, гораздо надежнее варить, чем клеить!
И самым надежным способом сварки является метод«горячего клина». Поэтому, если возникает вопрос, как склеить полиэтилен для достижения максимальной гидроизоляции, следует помнить, что такую конструкцию, гораздо надежнее варить, чем клеить!
Как спаять пленку?
Как склеить полиэтиленовую пленку — это, конечно, каждый решает для себя самостоятельно, с учетом конкретных требований к готовому изделию и собственных возможностей. Но, если речь идет о надежных гидроизоляционных экранах — тем более, крупных промышленных изделиях — то, как правило, не возникает вопросов, как склеить пвх пленку или чем склеить полиэтилен. Очевидно, что такие экраны нужно только варить, с применением специальных сварочных аппаратов, которые можно приобрести на нашем сайте.
Технология сварки полиэтилена
Специалисты уверены, что, для того, чтобы получить гидроизоляционный экран с надежным швом, необходимо использовать специальную«горячую» сварку. При ее использовании детали кроя из полиэтилена буквально спаиваются в единое полотно.
Как сварить полиэтиленовую пленку правильно?
Конечно, нужно понимать, как спаять пленку грамотно — без огрехов в виде неплотного шва или пропущенных мест. На вопрос, как сварить пленку, чтобы получить надежное гидроизоляционное изделие, менеджеры, работающие на нашем сайте, всегда порекомендуют один из сварочных агрегатов, который максимально точно справиться с поставленной задачей. Но, прежде, чем дать вам рекомендации, как спаять полиэтиленовую пленку или же, как сварить полиэтиленовую пленку, им необходимо будет узнать все условия предстоящей работы, а также технологические и эксплуатационные
Если вы хотите, запечатать обычный пластиковый пакет домашним утюгом, то да, это возможно. Но, если вы хотите, запечатать устойчивый пакет, это будет не так легко. Эти пакеты герметизируются промышленным методом термической сварки на крупных фабриках.
Устойчивые пакеты, как правило, запечатываются специальными герметизирующими машинами. Они бывают разных размеров и мощности. Процесс термосваривания, применяется для большинства специально отпечатанных или простых пакетов, и фактически является последним шагом в упаковке продукта в пакет.
Процесс термосваривания, применяется для большинства специально отпечатанных или простых пакетов, и фактически является последним шагом в упаковке продукта в пакет.
Существуют два типа пластика, которые используются для изготовления дой-паков — термореактивный пластик и термопластик. Как правило, барьерные пакеты, которые сделаны из термопластика можно заваривать повторно. Но результаты будут не очень хорошими. Пакеты, которые сделаны из термореактивной пластмассы утюгом заварить нельзя.
Согласившись, что дой-пак не может или не должен запаиваться дома с помощью утюга, давайте подумаем, зачем это могло бы понадобиться. Единственное логичное объяснение — сохранить содержимое в безопасности после того, как пакет был открыт.
Получается, если производитель сделает пакеты с ZIP замками, у клиентов не возникнет идеи заваривать пакеты дома. Существует два типа ZIP замков — одинарные и двойные, в зависимости от требований упаковываемого продукта.
Установка ZIP замка на пакет не значительно увеличивает стоимость. Зато делает хранение продукта легче. Клиенты в основном предпочитают пакеты, которые легко хранить, что означает больше продаж для предприятий, которые используют ZIP замки.
Зато делает хранение продукта легче. Клиенты в основном предпочитают пакеты, которые легко хранить, что означает больше продаж для предприятий, которые используют ZIP замки.
Как спаять полиэтиленовую пленку в домашних условиях?
По сути, несколько лишних центов, которые вы потратите на ZIP замок, приведут к увеличению продаж.
Возвращаясь к изначальному вопросу, НЕ используйте утюг для запаивания пакета. Вместо этого, покупайте продукты, которые хранятся в пакетах с ZIP замками. Таким образом, можно запечатать их после использования снова. Так проще и безопаснее сохранить ваши продукты хрустящими и защищенными от влаги!
Полиэтилен — это термопластичный полимер, который существует в различных модификациях с уникальными свойствами. Это вызвано в связи с разветвлением структуры его макромолекул.
В этой статье речь пойдет об основных свойствах полиэтилена и об областях его применения.
Какие основные свойства и характеристики полиэтилена?
Полиэтилен является непрозрачным полимером в толстом слое. Он кристаллизуется при температуре от -60 до -269 градусов. При температуре свыше 80 градусов сначала набухает, а потом растворяется в ароматических углеродах. Среди основных его свойств и характеристик выделяют следующие:
Он кристаллизуется при температуре от -60 до -269 градусов. При температуре свыше 80 градусов сначала набухает, а потом растворяется в ароматических углеродах. Среди основных его свойств и характеристик выделяют следующие:
Полиэтилен устойчив к действию водных солевых растворов, щелочей, кислот, но при температуре выше 60 градусов все же будет разрушен серной или азотной кислотами.
При комнатной температуре не впитывается органическими растворителями. Подробнее об этом можно прочитать на данной странице.
Если обработать этот полимер такими окислителями, как хромовая смесь, то это приводит к окислению поверхности. Ее смачивают водой, клеями или полярными жидкостями, что приводит к возможности склейки изделий из этого материала.
Чем больше разветвлений в структуре макромолекул полимера, тем меньше кристалличность материала. Это определяет его свойства и плотность. Полиэтиленовые пленки низкой плотности до десяти раз проницаемее, чем аналоги с высокой плотностью.
Чем выше степень кристалличности и молекулярной массы, тем выше его механические показатели.
Как склеить мешок
Это определяет гибкость, прозрачность и жесткость готовых изделий.
Области применения полиэтилена
Область применения полиэтилена достаточно широкая. Она напрямую зависит от его характеристик. Полимер применяется для производства следующих товаров:
- Упаковочные, сельскохозяйственные и термоусадочные пленки. Эти товары пользуются спросом круглый год.
- Водопроводные, газовые, напорные и безнапорные трубы. На производстве эти элементы относятся к материалам первой необходимости.
- Санитарно-технические изделия, волокна и стройматериалы. В основном подобные товары являются сезонными, но пользуются немалым спросом на рынке.
- Канистры, цистерны, бутыли и другие емкости, а также предметы домашнего обихода.
- Детали автомашин и различной техники, которые будут актуальными всегда.
- Протезы внутренних органов.
Полиэтилен является универсальным полимером, который благодаря своим уникальным свойствам широко применяется на производстве.
Оборудование для сварки полиэтиленовой пленки. Простые способы склеивания полиэтиленовой пленки Чем запаять пакет в домашних условиях
В строительстве полиэтиленовую пленку используют большей частью как гидроизолятор или теплоизолятор, если речь идет о пленочных теплицах. Имеет полиэтилен и определенные звукоизоляционные свойства, но недостаточные для того, чтобы использовать его в качестве самостоятельного звукоизолятора.
Для склеивания полиэтилена надо заранее приобрести такой клей, которым пользуются для склеивания пластмассы.
При устройстве гидроизоляции или теплицы нередко возникает необходимость склеить несколько кусков полиэтилена, чтобы получить пленку нужного размера. Но как склеить полиэтиленовую пленку, и есть ли возможность это сделать в домашних условиях?
Вопрос не такой простой, как кажется изначально. Еще из школьного курса химии известно: чем выше полярность полимерного материала, тем лучше он поддается склеиванию. Записанная химическими символами молекула полиэтилена очень похожа на длинную цепь, состоящую из одинаковых звеньев – СН2-. Такое однообразие говорит о том, что электрические заряды внутри молекулы полиэтилена распределены равномерно, т.е. она является неполярной. Поэтому полиэтилен склеивается очень плохо.
Такое однообразие говорит о том, что электрические заряды внутри молекулы полиэтилена распределены равномерно, т.е. она является неполярной. Поэтому полиэтилен склеивается очень плохо.
Сваривание полимерной пленки: а – с помощью электропаяльника; б – с помощью наездки для электроутюга; в – открытым пламенем.
Очень часто для склеивания полимерных материалов применяют клеящие смеси, которые готовят из этих же материалов (или сходных с ними), растворенных в подходящем растворителе. Но с полиэтиленом это не пройдет – он практически не растворяется в органических растворителях.
Некоторые полимеры можно склеивать уже потому, что они имеют шероховатую поверхность. В этом случае клеевой раствор заполняет неровности и, застывая, цепляется за них, намертво склеивая куски материала. Но с полиэтиленом так сделать не получится, поскольку у него идеально гладкая поверхность.
Поэтому если говорить именно о процессе склеивания, то склеить полиэтиленовую пленку в домашних условиях практически невозможно. Да и в промышленных ее до сих пор никогда не склеивали.
Да и в промышленных ее до сих пор никогда не склеивали.
Но хотя куски полиэтилена и нельзя склеить, зато их можно сварить, или, что будет точнее – спаять, что с успехом и делают многие годы в промышленности, разработав множество способов такой сварки . Но из этого множества способов есть только два, которые возможно применить в домашних условиях.
?
Выбор .
Как осуществляется пароизоляция в перекрытиях.
Сварка полиэтилена горячим предметом
Сваривание пленки с помощью электропаяльника: а — вид шва; б — устройство электропаяльника для сваривания пленки.
Удобнее всего такую операцию делать при помощи металлического ролика с нагревательным прибором внутри. Но чтобы сделать такой прибор в домашних условиях, нужно обладать достаточно высокой квалификацией электрика.
Поэтому народная смекалка нашла вполне удовлетворительную замену такому инструменту – обычный утюг. Поскольку полиэтиленовая пленка разных марок плавится при разных температурах, то никаких конкретных рекомендаций по температурному режиму сварки дать нельзя.
Температуру разогрева утюга для сварки придется определять путем проб и ошибок. Если температура утюга окажется недостаточной, то пленка не проварится, если же утюг разогреть слишком сильно, шов получится “переварен”, слабым, к тому же пленка по бокам шва будет легко рваться. Единственное, что можно посоветовать изначально, – утюг не должен быть слишком уж горячим.
Сама технология спайки очень проста. Чтобы сделать шов аккуратным и ровным, спайку лучше производить на ровной деревянной поверхности. Края пленки нужно положить на эту поверхность с небольшим нахлестом друг на друга (0,5-1 см). По этому нахлесту и нужно провести носиком или ребром нагретого утюга. Прохождение должно быть не больше секунды на одном месте, иначе пропалите пленку.
ПВХ пленку можно узнать по желтоватому оттенку края рулона.
Но при таком способе спайки есть один очень важный негативный момент: разогретая полиэтиленовая пленка очень часто прилипает к утюгу. Чтобы этого не случилось, лучше перед спайкой прикрыть полиэтиленовый шов тонким листом целлофана, и потом уже пройтись по нему утюгом.
Прочность спайки можно проверить, просто потянув спаянные куски в разные стороны. Если шов расходится – значит, качество пайки неудовлетворительное, и нужно повторить все с самого начала. Некоторые умельцы выполняют эту спайку не утюгом, а раскаленным лезвием ножа, утверждая, что им так сподручнее. Но это уже дело вкуса.
Вернуться к оглавлению
Сварка полиэтилена открытым пламенем
Для сверки полиэтилена этим способом понадобятся:
- металлические или керамические бруски;
- инструмент для сварки (это может быть газовая горелка, паяльная лампа, спиртовка, а за неимением оных можно использовать лучину или даже обыкновенные спички).
Электрическая принципиальная схема подключения «утюжка» к сети: 1 – постоянный проволочный резистор; 2 – металлический корпус; 3 – жало-конек; 4 – текстолитовая ручка; 5 – подставка.
Края свариваемых пленок нужно зафиксировать металлическими или керамическими брусками (деревянные для этих целей не подойдут). Фиксировать нужно таким образом, чтобы в месте сварки из-под них виднелась узкая полоска пленки (3-5 мм, не больше). Бруски нужны не только для фиксации пленки, но главным образом для того, чтобы быстро отвести на себя тепло от свариваемых пленок, иначе они вместо того, чтобы сплавиться, сгорят целиком.
Фиксировать нужно таким образом, чтобы в месте сварки из-под них виднелась узкая полоска пленки (3-5 мм, не больше). Бруски нужны не только для фиксации пленки, но главным образом для того, чтобы быстро отвести на себя тепло от свариваемых пленок, иначе они вместо того, чтобы сплавиться, сгорят целиком.
Дальше нужно провести вдоль оставшейся открытой кромки пламенем. Скорость движения пламени также придется подбирать опытным путем, тем более что она будет разной не только до каждой марки полиэтилена, но и для каждого инструмента тоже. Если операция выполнена правильно, то по ее завершении образуется плотный валик, прочно соединяющий два края полиэтиленовой пленки.
Как альтернативу сварке, при устройстве парников и теплиц два куска полиэтиленовой пленки можно сшить. Для этого два куска пленки складывают внахлест друг на друга. Нахлест должен быть 2-2,5 см. Затем на место нахлеста с обеих сторон наклеивают обычный медицинский пластырь. Держаться он будет плохо, но это не страшно, главное, чтобы полоски пластыря лежали точно по месту нахлеста одна над другой.
Затем по нахлесту делают два шва крупными стежками. Куски пленки в этом случае скрепляются с помощью прошитых ниток, а пластырь, имея более прочную структуру материала, не дает ниткам рвать полиэтилен. Однако для гидроизоляции этот способ не годится, так как места швов будут пропускать влагу.
Следует заметить, что оба способа сварки годятся только в том случае, если нужно соединить полиэтилен с полиэтиленом.
Если же возникает необходимость приклеить пленку к какому-нибудь другому материалу, то придется поискать прозрачную пленку из другого материала, которая лучше клеится, и для работы с которой в продаже есть специальные клеи. Как вариант, это может быть поливинилхлоридная пленка.
Соединять полиэтиленовую пленку описанными способами или поискать что-то свое, новое – решать вам. Главное – не бояться экспериментировать, ведь если что-то нельзя сделать сегодня, это вовсе не значит, что его нельзя будет сделать завтра или послезавтра.
Удачи вам!
В последнее время на рынке появились недорогие аппараты для сварки полиэтиленовой пленки, но их недостатком является выполнение одной операции. Автор самоделки предлагает сделать многофункциональный «запайщик» своими руками . Так же автор показывает несколько примеров работы такого устройства.
Автор самоделки предлагает сделать многофункциональный «запайщик» своими руками . Так же автор показывает несколько примеров работы такого устройства.
Инструменты и материалы:
-Паяльник
— Два жала к паяльнику
-Фторопластовая лента
-Линейка
-Два самореза
-ПВХ пленка
-Напильник
-Молоток
-Наждачная бумага
Фторопластовую ленту автор приобрел на рынке где продают ТЭНы. При невозможности приобрести ленту ее можно заменить на подложку от самоклеящихся обоев. Паяльник автор советует использовать на 40-60 Вт.
Шаг 1: Изготовление оправки для сварки и обрезки
Первая оправка необходима для запаивания края пакета и одновременно удаляет лишнюю пленку.
Принцип работы прост. Пленка прижимается направляющей к поверхности. По направляющей ведется оправка вставленная в паяльник, которая запаивает край пленки и одновременно «срезает» излишки. При этом угол наклона оправки составляет 30 градусов, а закругление торца не позволяет повредить шаблон.
Шаг 2: Изготовление оправки для сварки переборок
Вторая оправка предназначена для сваривания перегородок, в изготавливаемых изделиях, и имеет плоскую рабочую поверхность. В отличии от сваривания края, при сварки перегородок необходимо между оправкой и пленкой помещать фторопластовую прокладку. Такая оправка способна сваривать две пленки по 0,1 мм. Опытным путем автор установил, что при толщине фторопластовой прокладки 0,08 мм для сваривания пленки 0,1мм необходима рабочая поверхность оправки равная 2 мм.
Шаг 3: Изготовление фиксатора
Не во всех паяльниках есть возможность замены жала. Автор нашел выход из положения просверлив в нижней части паяльника отверстие и нарезав резьбу для винта.
Шаг 4: Изготовление направляющей
Для того что бы оправка ровно двигалась по поверхности автор использовал линейку. На один край линейки закрепил фторопластовую ленту с помощью винтов. Направляющая готова.
Устройство для пайки пленки готово.
 Рассмотрим несколько примеров использования такого устройства. По утверждению автора лучше всего паять при температуре оправки 300-350 градусов.
Рассмотрим несколько примеров использования такого устройства. По утверждению автора лучше всего паять при температуре оправки 300-350 градусов.Изготовление упаковки для нескольких видов крепежа
Можно конечно весь крепеж (или другие мелкие детали разной функциональности) упаковать в одну ячейку, но гораздо удобней если для каждого вида будет свой отсек.
Сначала необходимо нарисовать, на листе бумаги, шаблон. Край на шаблоне автор обозначил пунктирной линией, середину сплошной.
На твердой поверхности, с помощью скотча, закрепил шаблон. На шаблон положил два куска пленки, размерами чуть больше шаблона. Установил в паяльник оправку для перегородок. Прижал направляющей пленку к шаблону. Так как сначала паяет внутренние отсеки, то направляющую устанавливает фторопластовой лентой вниз. Проводит оправкой, закрепленной в паяльнике и прогретой до нужной температуры, по внутренним линиям шаблона.
После того как были сформированы отсеки меняет оправку и производит запайку и обрезку боковых стенок упаковки.
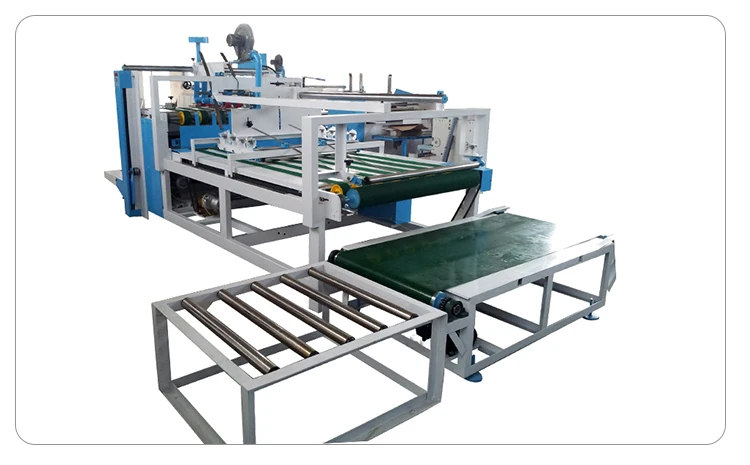
Заполняет отсеки необходимыми деталями.
Запаивает оставшиеся края.
Все готово.
Чехол для пульта
Для изготовления чехла лучше использовать термоусадочную пленку.
Измерив пульт в самом толстом месте, изготовил шаблон и по шаблону отрезал пленку.
Обернул пленкой пульт и запаял края.
С помощью фена усадил пленку по всей поверхности пульта.
Чехол готов.
Изготовление кассеты для льда.
Согласно шаблона пропаял ячейки.
Вам понадобится
- — пылесос;
- — прибор для сварки пленки / паяльник / прибор для выжигания по дереву / утюг;
- — насадка на паяльник;
- — металлические пластины / полотно или фольга (рукав для запекания).
Инструкция
Наполните чистый пакет вещами или продуктами (например, фруктами, или грибами для заморозки) и постарайтесь выпустить из него воздух. Для этого можно воспользоваться пылесосом, сняв все насадки. Это сделает полиэтиленовый мешок более компактным, что особенно важно при укладке одежды и для сохранности пищи.
Приобретите специальный электрический прибор для сварки полиэтиленовой пленки (или ручной запаиватель для пакетов). Его имеет смысл всегда иметь под рукой, если вы часто работаете с полиэтиленом (например, содержите на или собираете большой плодов и хотите его сохранить).
Прочитайте инструкцию к термическому аппарату и согласно ее рекомендациям сделайте термический шов. Подобные приборы приспособлены для таких работ, и от вас не потребуется больших усилий. Как правило, они универсальны – ими пакет не только из полиэтиленовой, но и из полипропиленовой пленки, а также ламинированную бумагу.
Приготовьте подручные средства, которые помогут вам герметизировать пакет. К примеру, положите его между двумя кусками металла (пластинами или просто железными линейками). Свободные края мешка должны слегка выступать из-под пресса. Проведите по ним нагретым паяльником или прибором для выжигания по дереву. Работайте осторожно, чтобы не испортить материал! Металл выступит в качестве ограничителя и не позволит пластмассе свернуться.
Воспользуйтесь опытом некоторых умельцев и самостоятельно приготовьте насадку на паяльник, которая позволит запаять пленку с большим удобством и сделать аккуратный шов. Можно смастерить лезвие на жало, согнув кусок жестяной пластинки.
Другой вариант – к жалу приделывается колесо от кремниевой зажигалки. Или пластинка из меди сворачивается с трубку, и в ней просверливаются пара дырок по диаметру шплинта (проволочного крепления). Насадка натягивается на жало; далее на нее закрепляется гвоздем зубчатое колесо из меди.
Запаять полиэтилен можно с помощью утюга. Положите свариваемые части пакета внахлест, обложив их с изнаночной и лицевой сторон ровными полотняными полосками (они должны быть из 100%-го хлопка или льна, без добавления синтетических волокон!). Приутюжьте пленку, нагрев подошву утюга до максимальной температуры.
Вместо ткани в качестве подкладки можно использовать нарезанную фольгу или рукав для запекания. В этом случае подложите эти материалы снизу пакета, подогните свариваемый край и накройте его новой полосой фольги (либо второй половиной рукава). Пройдясь утюгом по всем слоям, удалите подкладку.
Пройдясь утюгом по всем слоям, удалите подкладку.
Наконец, опробуйте еще один распространенный способ запаять полиэтилен. Сначала расплавьте небольшое количество ненужной пластической массы, затем (пока она не успела застыть!) капайте ее по линии соединения частей пакета. После застывания «клея» у вас получится довольно прочный (хотя и не очень изысканный) шов.
Глажка является одним из важных, хоть и не всегда приятных домашних дел, которое нужно делать, если не хочется выглядеть так, как будто только встал с постели. Но утюг способен не только разгладить складки на одежде. Предлагаем 10 невероятных способов по применению утюга, которые заставят задохнуться от зависти к тем, кто до них додумался.
(Всего 4 фото + 6 видео)
1. Разглаживание вмятин на деревянной поверхности
Если поверхность мебели из дерева за много лет поизносилась и на ней появились вмятины, то необходимо прогладить эти места утюгом через тряпочку или бумажную салфетку с применением пара. Вмятины исчезнут полностью, так как при нагревании с воздействием паром дерево слегка набухает и поднимается. Этот способ избавит от вмятин даже на деревянном полу.
Вмятины исчезнут полностью, так как при нагревании с воздействием паром дерево слегка набухает и поднимается. Этот способ избавит от вмятин даже на деревянном полу.
2. Как снять пятна от воска с ткани
Свечи часто оставляют следы, например, на скатертях, коврах и столах. В этом случае глажка тоже подойдет. Положите на пятно бумажное полотенце, проутюжьте, снимите бумагу и протрите место чистящим средством и полотенцем. Этот способ поможет избавиться от следов жвачки на ткани.
3. Закрепление краев линолеума
Утюг поможет в ремонте, если возникла необходимость закрепить края линолеума, чтобы они не закручивались. Чтобы не вызывать мастеров или не стелить новое покрытие, просто возьмите утюг и кусок фольги. Разогрейте проблемный участок линолеума утюгом: положите фольгу и проутюжьте. После того как линолеум отойдет от поверхности пола, можно его проклеить снова. После нанесения клея придавите этот участок линолеума к полу роликом или охлажденной поверхностью утюга.
4. Горячий бутерброд
Этот способ часто применяют студенты в общежитии, если у них нет духовки, утюг всегда выручит. Кроме того, это еще и очень просто. Все, что надо, — это хлеб, сыр, масло, пергаментная бумага или фольга и разогретый утюг. Положите бутерброд с сыром между двумя листами фольги. После этого поставьте разогретый утюг сверху на 10 минут. Затем снимите его, переверните бутерброд и поставьте утюг снова. Когда бутерброд приобретет золотистый цвет, все готово!
5. Как приготовить яйца и бекон
Если не хочется бутерброда с сыром, можно приготовить полноценный завтрак благодаря горячей поверхности утюга, которая легко заменит плиту. Возьмите яйца и фольгу. Из фольги сделайте импровизированную сковороду, загнув края. Разбейте яйца прямо в полученную сковороду, поместите ее на разогретую до максимума поверхность утюга и ждите, когда завтрак приготовится. Кроме яиц можно приготовить и бекон. Положите его на фольгу и сверните ее так, чтобы края были завернуты и жир не вытекал. Поставьте разогретый утюг сверху.
Поставьте разогретый утюг сверху.
6. Как запаять пластиковый пакетик
С помощью горячего утюга можно запаять пакетик с любым наполнением, чтобы уберечь содержимое от грязи, насекомых и т.п. Также можно заклеить прорвавшийся пакет. Этим способом активно пользовались наши мамы и бабушки. Возьмите пакетик с необходимым содержимым, оберните фольгой края, которые собираетесь склеивать. Разогрейте утюг и поставьте его на фольгу, прижав. Под фольгой края пакета расплавятся и склеятся. Когда фольга остынет, можно ее убрать.
7. Как убрать пятна с ковра
Пятна на ковре — не проблема, если есть чистящее средство, полотенце и утюг. Можно избавиться от больших и застарелых пятен даже на пушистых поверхностях. Прежде всего, надо сбрызнуть пятно чистящим средством, увлажнить это место и положить сверху полотенце. Если пятно большое, а полотенце маленькое, то можно просто передвигать его, чтобы обработать все пятно. Ставим на приготовленное место разогретый утюг на несколько секунд и наблюдаем, как пятно с ковра переходит на полотенце. Конечно, понадобится некоторое время и повторные попытки, чтобы убрать все пятно.
Конечно, понадобится некоторое время и повторные попытки, чтобы убрать все пятно.
8. Как удалить белые пятна от воды
Понадобится сухое полотенце и утюг. Включите утюг, установите самую маленькую мощность, постелите на деревянную поверхность, где находится пятно, полотенце и начинайте проутюживать. Если пятно не поддается, тогда немного увеличьте мощность, но будьте осторожны, чтобы не повредить дерево.
9. Как удалить со стены старые обои
Если пришло время поменять старые обои, то можно столкнуться с тем, что их будет тяжело отрывать, на стенах останутся части старых полотен и придется их скоблить. Но на помощь может прийти утюг. Водите по обоям горячим утюгом так, чтобы между обоями и поверхностью утюга было небольшое расстояние. Используйте пар. Тепло и влага размягчат клей, и обои без труда можно будет удалить.
10. Разогрев обеда без микроволновки
Когда под рукой нет микроволновой печи, а необходимо разогреть еду, на помощь придут фен и утюг. Разогрейте утюг, на его поверхность постелите фольгу, чтобы его не вымазать. На фольге поместите кусочек, который надо разогреть, и направьте на него сверху поток горячего воздуха из фена. Снизу греет утюг, а сверху — фен. Эффект микроволновки.
Разогрейте утюг, на его поверхность постелите фольгу, чтобы его не вымазать. На фольге поместите кусочек, который надо разогреть, и направьте на него сверху поток горячего воздуха из фена. Снизу греет утюг, а сверху — фен. Эффект микроволновки.
Как склеить полиэтиленовую пленку? Этот вроде бы простой вопрос постоянно озадачивает многих дачников и любителей огорода.
Ведь если вы впервые решились построить себе теплицу – у вас будет два варианта – приобрести готовую (удовольствие не дешевое) или же склеить пленку необходимой ширины.
Для облегчения ваших поисков приведем краткое руководство о том, как склеить пленку из полиэтилена.
Для начала вам нужно приобрести полиэтилен в необходимом количестве, при этом берите с запасом, поскольку нужно делать нахлест. Есть полиэтиленовая пленка?
Значит, вам осталось совсем немного инструмента, а именно: утюг, листы бумаги и желательно двое помощников, плюс стол или другая ровная поверхность.
Сварка пленки производится по следующей схеме: берете пленку и накладываете склеиваемые края друг на друга внахлест (ширина нахлеста должна быть равна ширине используемого утюга с запасом в 5 сантиметров).
Подготовленную бумагу (можно использовать обычную газету сложенную вдвое) укладываем чуть-чуть шире нахлеста.
Берем два небольших отрезка и методом «втыка» подбираем оптимальную температуру, при которой и будет проводиться сварка полиэтиленовой пленки
Если этого не сделать, то при склеивании больших кусков пленки она может придти в негодность, оплавившись из-за слишком большой температуры утюга или же превышенного времени выдержки.
После подбора температуры на столе производим склейку, желательно при этом иметь двоих помощников, которые будут не только равномерно двигать склеиваемую пленку, но и разравнивать готовый нахлест.
На заметку всем кто будет клеить полиэтиленовую пленку – бумагу нельзя сразу же снимать с горячей пленки, во избежание разрывов.
Дайте ей немного приостыть и потом снимайте.
В завершение отметим, что полиэтиленовая пленка для теплиц склеивается в домашних условиях очень легко.
Однако, если вам нужно накрыть теплицу большого размера, то поищите в хозяйственных магазинах специальный аппарат для склеивания полиэтилена и работать вам станет значительно легче.
Как склеить полиэтиленовую пленку ? Этот вроде бы простой вопрос постоянно озадачивает многих дачников и любителей огорода. Ведь если вы впервые решились построить себе теплицу – у вас будет два варианта – приобрести готовую (удовольствие не дешевое) или же склеить пленку необходимой ширины.
Для облегчения ваших поисков приведем краткое руководство о том, как склеить пленку из полиэтилена. Для начала вам нужно приобрести полиэтилен в необходимом количестве, при этом берите с запасом, поскольку нужно делать нахлест. Есть полиэтиленовая пленка? Значит, вам осталось совсем немного инструмента, а именно: утюг, листы бумаги и желательно двое помощников, плюс стол или другая ровная поверхность.
Сварка пленки производится по следующей схеме: берете пленку и накладываете склеиваемые края друг на друга внахлест (ширина нахлеста должна быть равна ширине используемого утюга с запасом в 5 сантиметров). Подготовленную бумагу (можно использовать обычную газету сложенную вдвое) укладываем чуть-чуть шире нахлеста. Берем два небольших отрезка и методом «втыка» подбираем оптимальную температуру, при которой и будет проводиться сварка полиэтиленовой пленки (если этого не сделать, то при склеивании больших кусков пленки она может придти в негодность, оплавившись из-за слишком большой температуры утюга или же превышенного времени выдержки). После подбора температуры на столе производим склейку, желательно при этом иметь двоих помощников, которые будут не только равномерно двигать склеиваемую пленку, но и разравнивать готовый нахлест.
Берем два небольших отрезка и методом «втыка» подбираем оптимальную температуру, при которой и будет проводиться сварка полиэтиленовой пленки (если этого не сделать, то при склеивании больших кусков пленки она может придти в негодность, оплавившись из-за слишком большой температуры утюга или же превышенного времени выдержки). После подбора температуры на столе производим склейку, желательно при этом иметь двоих помощников, которые будут не только равномерно двигать склеиваемую пленку, но и разравнивать готовый нахлест.
На заметку всем кто будет клеить полиэтиленовую пленку – бумагу нельзя сразу же снимать с горячей пленки, во избежание разрывов. Дайте ей немного приостыть и потом снимайте.
В завершение отметим, что полиэтиленовая пленка для теплиц склеивается в домашних условиях очень легко, но если вам нужно накрыть теплицу большого размера, то поищите в хозяйственных магазинах специальный аппарат для склеивания полиэтилена и работать вам станет значительно легче.
Еще по теме:
Сварку пленочных полотнищ можно выполнить двумя способами.
Способ склеивания пленки 1
Наложите одно полотнище пленки на другое, сверху накройте их газетой или фторопластовой пленкой, после чего медленно проведите по месту соединения полотнищ кромкой утюга, жалом паяльника или роликом, предварительно прогрев его до 250 °С.
Способ склеивания пленки 2
Можно соединить края полотнищ следующим образом: зажмите их между 2 гладкими полосками металла так, чтобы края пленки выступали из-под них приблизительно на 1 см, и оплавьте их пламенем спиртовки или паяльной лампы.
Для склеивания пленки можно также использовать ксилол и трихлорэтилен, прогретые до 70 — 75 °С. При температуре 30 °С пленочные полотнища можно склеивать 80%-ной уксусной кислотой. Если вы выбрали для соединения деталей пленки одно из вышеуказанных веществ, соблюдайте при работе с ними предельную осторожность.
Склеивать пленку можно клеями БФ-2 или БФ-4, предварительно обработав соединяемые поверхности 25%-ным раствором хромового ангидрида. Для соединения полотнищ полиамидной пленки лучше всего подходит клей ПК-5. Полученный после склеивания шов обязательно прогладьте теплым утюгом, разогретым до температуры 50 — 60 °С.
Для соединения полотнищ полиамидной пленки лучше всего подходит клей ПК-5. Полученный после склеивания шов обязательно прогладьте теплым утюгом, разогретым до температуры 50 — 60 °С.
Совсем недавно в продаже появился суперклей, который предназначен специально для полиэтиленовой пленки.
Как запаять пакет утюгом
Он дает очень прочное, водостойкое и эластичное соединение. К тому же он абсолютно не имеет запаха, а соединения получаются прозрачными и практически не заметными. С помощью одного флакона клея емкостью 50 мл можно склеить шов длиной 15 — 20 м.
Поскольку суперклей включает в свой состав применяемые в быту растворители, при работе с ним рекомендуется соблюдать те же меры предосторожности, что и при использовании бытовых химических веществ. При условии хранения в герметичной упаковке срок годности клея не ограничен. Если он высохнет, его достаточно разбавить ацетоном, чтобы восстановить его первоначальные свойства.
Суперклей пригодится также и для ремонта готового пленочного покрытия. Способ его применения в данном случае заключается в следующем. Кисточкой или палочкой нанесите тонкий слой клея вокруг поврежденного участка с наружной стороны пленочного покрытия. Дайте ему просохнуть в течение 2 часов. Затем вырежьте из пленки заплату требуемого размера, приложите ее к поврежденному месту и хорошо разгладьте. Суперклеем можно склеивать даже старую пленку. Однако следует знать, что производить ремонт пленочного покрытия лучше всего в солнечную погоду.
Способ его применения в данном случае заключается в следующем. Кисточкой или палочкой нанесите тонкий слой клея вокруг поврежденного участка с наружной стороны пленочного покрытия. Дайте ему просохнуть в течение 2 часов. Затем вырежьте из пленки заплату требуемого размера, приложите ее к поврежденному месту и хорошо разгладьте. Суперклеем можно склеивать даже старую пленку. Однако следует знать, что производить ремонт пленочного покрытия лучше всего в солнечную погоду.
Если вы хотите сшить пленочные полотнища нитками, наложите их друг на друга внахлест. Стежки прокладывайте нечасто. Для повышения прочности шва сделайте бумажную прокладку. Этот способ соединения пленочных полотен чаще всего применяется в том случае, если нужно наложить заплату на пленочное покрытие до его натягивания на каркас или при разрыве уже натянутой пленки.
Небольшое повреждение пленки можно заклеить липкой лентой.
Если вы нашли ошибку в тексте , пожалуйста, сообщите нам: выделите ее и нажмите: Ctrl + Enter !
Полимерная пленка применяется для самых разных целей.
Как приклеить аппликацию (термонаклейку) на одежду: «шапка-невидимка» для потертостей и дыр
Но, в первую очередь, речь идет о конструировании гидроизоляционных экранов для различных сооружений. И, поскольку такой технологический экран не является«литой» деталью, многих интересует вопрос, как склеить пленку, чтобы не потерять в месте соединения уникальные гидроизоляционные свойства готового полимерного изделия?
Почему нужно сваривать, а не склеивать пленку?
Дело в том, что абсолютно надежной склейки полиэтилена практически не существует — этот материал необходимо только сваривать! Причем, сваривать с помощью специального аппарата. И самым надежным способом сварки является метод«горячего клина». Поэтому, если возникает вопрос, как склеить полиэтилен для достижения максимальной гидроизоляции, следует помнить, что такую конструкцию, гораздо надежнее варить, чем клеить!
Как спаять пленку?
Как склеить полиэтиленовую пленку — это, конечно, каждый решает для себя самостоятельно, с учетом конкретных требований к готовому изделию и собственных возможностей.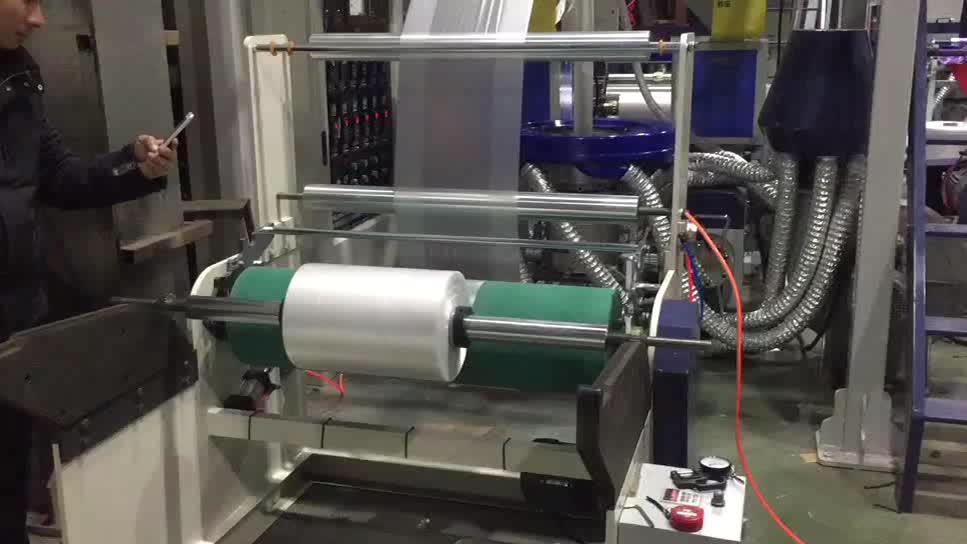 Но, если речь идет о надежных гидроизоляционных экранах — тем более, крупных промышленных изделиях — то, как правило, не возникает вопросов, как склеить пвх пленку или чем склеить полиэтилен. Очевидно, что такие экраны нужно только варить, с применением специальных сварочных аппаратов, которые можно приобрести на нашем сайте.
Но, если речь идет о надежных гидроизоляционных экранах — тем более, крупных промышленных изделиях — то, как правило, не возникает вопросов, как склеить пвх пленку или чем склеить полиэтилен. Очевидно, что такие экраны нужно только варить, с применением специальных сварочных аппаратов, которые можно приобрести на нашем сайте.
Технология сварки полиэтилена
Специалисты уверены, что, для того, чтобы получить гидроизоляционный экран с надежным швом, необходимо использовать специальную«горячую» сварку. При ее использовании детали кроя из полиэтилена буквально спаиваются в единое полотно.
Как сварить полиэтиленовую пленку правильно?
Конечно, нужно понимать, как спаять пленку грамотно — без огрехов в виде неплотного шва или пропущенных мест. На вопрос, как сварить пленку, чтобы получить надежное гидроизоляционное изделие, менеджеры, работающие на нашем сайте, всегда порекомендуют один из сварочных агрегатов, который максимально точно справиться с поставленной задачей. Но, прежде, чем дать вам рекомендации, как спаять полиэтиленовую пленку или же, как сварить полиэтиленовую пленку, им необходимо будет узнать все условия предстоящей работы, а также технологические и эксплуатационные
Но, прежде, чем дать вам рекомендации, как спаять полиэтиленовую пленку или же, как сварить полиэтиленовую пленку, им необходимо будет узнать все условия предстоящей работы, а также технологические и эксплуатационные
Если вы хотите, запечатать обычный пластиковый пакет домашним утюгом, то да, это возможно. Но, если вы хотите, запечатать устойчивый пакет, это будет не так легко. Эти пакеты герметизируются промышленным методом термической сварки на крупных фабриках.
Устойчивые пакеты, как правило, запечатываются специальными герметизирующими машинами. Они бывают разных размеров и мощности. Процесс термосваривания, применяется для большинства специально отпечатанных или простых пакетов, и фактически является последним шагом в упаковке продукта в пакет.
Существуют два типа пластика, которые используются для изготовления дой-паков — термореактивный пластик и термопластик. Как правило, барьерные пакеты, которые сделаны из термопластика можно заваривать повторно. Но результаты будут не очень хорошими. Пакеты, которые сделаны из термореактивной пластмассы утюгом заварить нельзя.
Пакеты, которые сделаны из термореактивной пластмассы утюгом заварить нельзя.
Согласившись, что дой-пак не может или не должен запаиваться дома с помощью утюга, давайте подумаем, зачем это могло бы понадобиться. Единственное логичное объяснение — сохранить содержимое в безопасности после того, как пакет был открыт.
Получается, если производитель сделает пакеты с ZIP замками, у клиентов не возникнет идеи заваривать пакеты дома. Существует два типа ZIP замков — одинарные и двойные, в зависимости от требований упаковываемого продукта.
Установка ZIP замка на пакет не значительно увеличивает стоимость. Зато делает хранение продукта легче. Клиенты в основном предпочитают пакеты, которые легко хранить, что означает больше продаж для предприятий, которые используют ZIP замки.
Как спаять полиэтиленовую пленку в домашних условиях?
По сути, несколько лишних центов, которые вы потратите на ZIP замок, приведут к увеличению продаж.
Возвращаясь к изначальному вопросу, НЕ используйте утюг для запаивания пакета. Вместо этого, покупайте продукты, которые хранятся в пакетах с ZIP замками. Таким образом, можно запечатать их после использования снова. Так проще и безопаснее сохранить ваши продукты хрустящими и защищенными от влаги!
Вместо этого, покупайте продукты, которые хранятся в пакетах с ZIP замками. Таким образом, можно запечатать их после использования снова. Так проще и безопаснее сохранить ваши продукты хрустящими и защищенными от влаги!
Полиэтилен — это термопластичный полимер, который существует в различных модификациях с уникальными свойствами. Это вызвано в связи с разветвлением структуры его макромолекул.
В этой статье речь пойдет об основных свойствах полиэтилена и об областях его применения.
Какие основные свойства и характеристики полиэтилена?
Полиэтилен является непрозрачным полимером в толстом слое. Он кристаллизуется при температуре от -60 до -269 градусов. При температуре свыше 80 градусов сначала набухает, а потом растворяется в ароматических углеродах. Среди основных его свойств и характеристик выделяют следующие:
Полиэтилен устойчив к действию водных солевых растворов, щелочей, кислот, но при температуре выше 60 градусов все же будет разрушен серной или азотной кислотами.
При комнатной температуре не впитывается органическими растворителями. Подробнее об этом можно прочитать на данной странице.
Если обработать этот полимер такими окислителями, как хромовая смесь, то это приводит к окислению поверхности. Ее смачивают водой, клеями или полярными жидкостями, что приводит к возможности склейки изделий из этого материала.
Чем больше разветвлений в структуре макромолекул полимера, тем меньше кристалличность материала. Это определяет его свойства и плотность. Полиэтиленовые пленки низкой плотности до десяти раз проницаемее, чем аналоги с высокой плотностью.
Чем выше степень кристалличности и молекулярной массы, тем выше его механические показатели.
Как склеить мешок
Это определяет гибкость, прозрачность и жесткость готовых изделий.
Области применения полиэтилена
Область применения полиэтилена достаточно широкая. Она напрямую зависит от его характеристик. Полимер применяется для производства следующих товаров:
- Упаковочные, сельскохозяйственные и термоусадочные пленки. Эти товары пользуются спросом круглый год.
- Водопроводные, газовые, напорные и безнапорные трубы. На производстве эти элементы относятся к материалам первой необходимости.
- Санитарно-технические изделия, волокна и стройматериалы. В основном подобные товары являются сезонными, но пользуются немалым спросом на рынке.
- Канистры, цистерны, бутыли и другие емкости, а также предметы домашнего обихода.
- Детали автомашин и различной техники, которые будут актуальными всегда.
- Протезы внутренних органов.
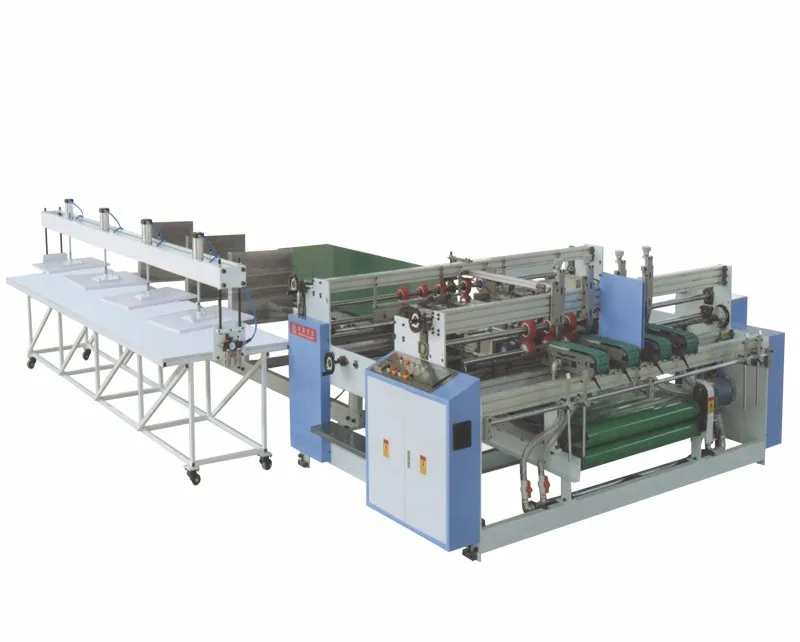 Эти товары пользуются спросом круглый год.
Эти товары пользуются спросом круглый год.Полиэтилен является универсальным полимером, который благодаря своим уникальным свойствам широко применяется на производстве.
Ассоциация переработчиков пластмасс
ПРЕДПОЧТИТЕЛЬНЫЙГибкая упаковка из мономатериала из полиэтилена
Чистый полиэтилен, на биологической основе или без него, совместим с потоками сбора гибких пленок и легко перерабатывается для различных конечных применений, включая новые гибкие пленки, композитные пиломатериалы и другие формованные пластиковые изделия. Поскольку поток поставки включает в себя смесь сортов полиэтилена, отдельные упаковки также могут состоять из различных сортов полиэтилена, как это определено в ISO 472: 2013 – HDPE, LDPE, LLDPE, MDPE, VLDPE. Специальные марки ПЭ, доступные в промышленности, такие как пластомеры, мЛПЭНП, УПЭНП и другие, также включены в список «предпочтительных».
Поскольку поток поставки включает в себя смесь сортов полиэтилена, отдельные упаковки также могут состоять из различных сортов полиэтилена, как это определено в ISO 472: 2013 – HDPE, LDPE, LLDPE, MDPE, VLDPE. Специальные марки ПЭ, доступные в промышленности, такие как пластомеры, мЛПЭНП, УПЭНП и другие, также включены в список «предпочтительных».
На основании данных компании APR и оценки Комитета APR Film, сополимеры EVA, предназначенные для экструзии пленки, включены в категорию «Предпочтительные» при любом весовом проценте при условии, что уровни VA (винилацетата) составляют 5% или менее от общего вес упаковки.
Одна компания получила признание Critical Guidance Recognition за фирменный иономерный сополимер, предназначенный для использования в экструзии пленки. На основе химического сходства иономеров сополимера этилена и этих данных было продемонстрировано, что иономеры сополимера этилена не влияют на способность к переработке при использовании до 20% в рецептурах ПЭ. По этой причине иономеры сополимера этилена, предназначенные для экструзии пленки, также указаны как «предпочтительные», если их содержание составляет менее 20% от общей массы упаковки.
По этой причине иономеры сополимера этилена, предназначенные для экструзии пленки, также указаны как «предпочтительные», если их содержание составляет менее 20% от общей массы упаковки.
ПБ (полибутены) также обычно используются небольшими фракциями в рецептурах легко отслаивающихся полиэтиленовых пленок, которые в настоящее время перерабатываются в промышленности без побочных эффектов. По этой причине ПБ принимается в категорию «Предпочтительные» до 5% по массе.
Минимум 90% ПЭ и сополимеров по весу от общей структуры упаковки является предпочтительным для полной совместимости с процессом механической переработки ПЭ, чтобы сохранить качество и ценность конечного рециклата. Это ориентировочный порог, к которому нужно стремиться, но не абсолютное правило. Сополимеры этилена, подобные упомянутым выше, или даже материалы, отличные от полиэтилена, могут быть включены в эту категорию с содержанием выше 10% после надлежащего тестирования на пригодность к переработке на основе протокола APR Critical Guidance Protocol.
Содержимое полиэтилена после потребления
Использование PCR PE во всех упаковках поощряется в максимально возможном количестве с технической и экономической точки зрения.
ВРЕДНЫЕ Менее 90 % ПЭСтруктуры с 80-90 % ПЭ и сополимерами по массе всей упаковки могут представлять технические проблемы для переработчика выхода, производительности или качества конечного продукта. Они считаются вредными до тех пор, пока не будут протестированы, и дизайнеры фильмов должны обратиться к другим разделам этого документа за более конкретными рекомендациями.
ШТУКАТУРКА НЕВТОРИЧНАЯПЭТ, ПВХ, ПВДХ, бумага, алюминиевая фольга или разлагаемые полимеры
Эти полимеры приводят к загрязнению потоков переработки полиолефинов. Они резко снижают качество переработанных полиолефинов и могут нарушить процесс переработки.
ПЭТ несовместим с полиэтиленом и сополимерами с химической и реологической точек зрения. Он плавится при значительно более высоких температурах и, как известно, вызывает дефекты пленки («неплавится»), ухудшающие качество пленки.
Он плавится при значительно более высоких температурах и, как известно, вызывает дефекты пленки («неплавится»), ухудшающие качество пленки.
Слои ПВХ и ПВДХ разлагаются при низких температурах, что делает большую часть переработанного полиэтилена непригодной для использования.
Материалы, содержащие бумагу или алюминиевую фольгу, не подходят для переработки в потоке полиолефинов и создают проблемы для процесса переработки.
Разлагаемые полимеры (фото, оксо или био): переработанная пленка предназначена для повторного использования в новых продуктах. Новые продукты разработаны в соответствии с особыми стандартами качества и долговечности с учетом свойств типичной переработанной пленки. Полимеры, предназначенные для разложения, по определению сокращают срок службы материала при первичном использовании. Если их не удалить в процессе переработки, эти полимеры также сокращают срок службы продукта, изготовленного из переработанной пленки, что может привести к снижению качества и долговечности. Разлагаемые полимеры включают PLA, PHA, PHB, PHV, PBS, ацетат целлюлозы, полимеры на основе крахмала и другие. Их не следует путать с разлагаемыми добавками, которые рассматриваются в другом разделе этого документа.
Разлагаемые полимеры включают PLA, PHA, PHB, PHV, PBS, ацетат целлюлозы, полимеры на основе крахмала и другие. Их не следует путать с разлагаемыми добавками, которые рассматриваются в другом разделе этого документа.
Менее 80% ПЭ
Конструкции, содержащие менее 80% ПЭ в общей упаковке, вероятно, повлияют на общий выход соответствующего процесса механической переработки ПЭ и могут отрицательно повлиять на качество переработанного пластика . По этой причине они должны быть протестированы для определения соответствующей категории пригодности к переработке APR.
ЭТАЛОННОЕ ИСПЫТАНИЕ
ОКОНЧАТЕЛЬНОЕ ИСПЫТАНИЕ
Смеси, коэкструзия или ламинирование ПЭ и других смол, разработанные для улучшения свойств при предполагаемом первом использовании с неизвестными остаточными эффектами при будущем использовании восстановленной смолы
Неполиэтиленовые слои или компоненты смеси на любом уровне (%) требуют испытаний для определения соответствующей категории пригодности к переработке APR, поскольку эти слои не удаляются в процессе переработки пленки. Они поступают на стадию экструзии вместе с основным материалом, где они либо расплавляются и смешиваются с полиэтиленом, либо остаются в твердом состоянии и отфильтровываются от расплавленного продукта.
Они поступают на стадию экструзии вместе с основным материалом, где они либо расплавляются и смешиваются с полиэтиленом, либо остаются в твердом состоянии и отфильтровываются от расплавленного продукта.
Испытания должны показать, что нефильтруемые слои не оказывают неблагоприятного воздействия на переработанный полиэтилен при будущем использовании. К ним относятся:
• EVOH
• PVOH
• Нейлон (ПА)
• Полипропилен (ПП)
Вышеуказанные материалы могут быть приемлемыми при небольшом весовом процентном соотношении к общей пленке, но это можно определить только с помощью испытаний.
На рынке доступно несколько компатибилизаторов, которые при правильном использовании могут позволить несовместимому материалу смешиваться с полиэтиленом без отрицательных эффектов. Это было успешно продемонстрировано для пленок специального состава, включая EVOH и нейлон. Поставщики этих решений должны представить доказательства эффективной совместимости, протестировав конкретный состав пленки и следуя критическим указаниям или эталонной проверке от APR. Одна компания получила признание Critical Guidance Recognition за двухслойную пленку на основе полиэтилена, включающую соэкструдированную пленку EVOH со связующими слоями, а также компатибилизатор и поглощающую добавку.
Одна компания получила признание Critical Guidance Recognition за двухслойную пленку на основе полиэтилена, включающую соэкструдированную пленку EVOH со связующими слоями, а также компатибилизатор и поглощающую добавку.
Любая другая комбинация материалов, не упомянутая выше, с добавками, улучшающими совместимость, или без них, на любом уровне (%) требует дальнейшего тестирования, чтобы претендовать на рециркуляцию с потоком полиолефинов. Вот несколько примеров:
• COC
• PS
• EPC
• PB (более 5%)
• Инженерные термопласты (PBT, PC и т. д.)
• Сшитые полимерные слои (химически, EBeam или UV)
• Эластомерные материалы
• Нетканый материал (Tyvek® и другие)
• Другие материалы на основе волокон
Одна компания получила признание критиков за многослойную полиэтиленовую пленку, включающую в себя содержание COC.
Некоторые дополнительные категории сополимеров ПЭ также требуют испытаний, например:
• Кислотные сополимеры (EAA и EMAA)
• Сополимеры сложных эфиров (EMA, EEA, EBA)
• Иономеры (более 20%)
Связующие смолы/слои обычно сополимеры привитого полиэтилена, используемые для соединения несовместимых слоев на соэкструдированных или ламинированных пленках. От них не требуется проходить независимое тестирование, а требуется только подтверждение пригодности для повторного использования материалов, несовместимых с полиэтиленом, перечисленных выше.
От них не требуется проходить независимое тестирование, а требуется только подтверждение пригодности для повторного использования материалов, несовместимых с полиэтиленом, перечисленных выше.
ЭТАЛОННОЕ ИСПЫТАНИЕ
ПРОВЕРОЧНОЕ ИСПЫТАНИЕ
Решение проблем с упаковочным оборудованием — Poly Print
Публикация технической службы
Оглавление
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ CAMPBELL WRAPPER HFFS
I. Секция спинки (размотка)
II. Бывшая секция герметика ребер и нахлестов и пояса труб
III. Торцевые уплотнения и ножевая секция
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ DO BOY HFFS
I. Проблемы с торцевыми уплотнениями
II. Проблемы с уплотнением ребра
III. Бывшие проблемы
IV. Проблемы со спинкой
V. Проблемы с управлением
УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ MIRA-PAK HFFS
I. Проблемы с размоткой
II. Бывшие проблемы
Бывшие проблемы
III. Проблемы формирования пакетов
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ ОБЪЕМНОЙ Обертки OLIVER
I. Секция размотки и подачи пленки
II. Секция ножа и элеватора
III. Секция разгрузки и герметизации
УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ УПАКОВОЧНОЙ МАШИНЫ BATTLE CREEK
I. Секция подачи
II. Секция упаковки
III. Секция выгрузки упаковки
МОДЕЛЬ PMC FA ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
I. Секция подачи пленки (бумаги)
II. Секция упаковки
III. Секция разгрузки
УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ SIMPLEX
I. Секция размотки
II. Формовочная секция
III. Уплотнительная секция
IV. Отрезка мешка
WOODMAN VFFS ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
I. Секция раскручивания
II. Бывшее и заднее уплотнение Раздел
III. Секция обжимной губки
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ WRIGHT VFFS
I. Секция размотки
II. Секция прежнего и заднего уплотнения
Секция прежнего и заднего уплотнения
III. Секция обжимной губки
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ ALLPAC VFFS
I. Область обжимной губки
II. Проблемы с уплотнением ребра
III. Бывшие проблемы
IV. Проблемы со спинкой
V. Проблемы с управлением
УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ CAMPBELL WRAPPER HFFS
I. Спинка (размотка) Раздел
A. Разрывы полотна
1. Причина: Рулон (оберточный материал) надрезан или поврежден. Полотно рвется сразу после разматывания с рулона или в некоторых случаях разрыв может произойти в другой части машины, где натяжение полотна больше.
Решение: Выбросьте рулон, если он сильно поврежден. Повреждение внешней части можно срезать и использовать оставшуюся часть рулона. При незначительном повреждении борта может помочь влажная ткань или полотенце, приложенное к поврежденному краю. Также используйте минимальное количество раскручивания.
Также используйте минимальное количество раскручивания.
2. Причина: Поверхность ролика переноса повреждена.
Решение: Найдите ролик и удалите повреждения (надрезы, заусенцы) наждачной бумагой или наждачной бумагой.
B. Плохое отслеживание полотна
1. Причина: Недостаточное торможение разматывания — полотно блуждает вперед и назад.
Решение: Увеличить торможение при раскручивании.
2. Причина: Рулон (оберточный материал) не отцентрован на оправке — полотно выходит за пределы центра формирователя.
Решение: Переместите рулон так, чтобы полотно правильно располагалось на формирователе.
3. Причина: Ролик переноса не выровнен – полотно смещается в одну сторону.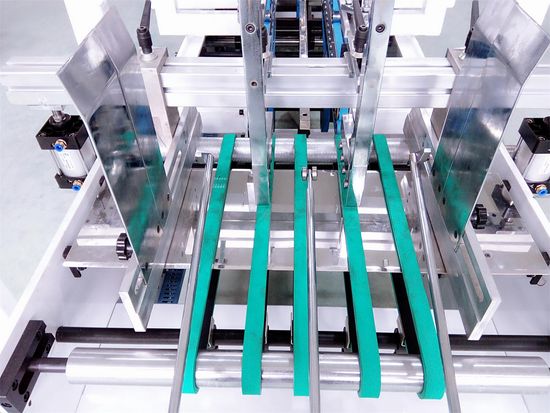
Решение: Проверьте выравнивание валков с помощью уровня и/или измерений.
II. Формовочная пластина, герметик для ребер и нахлестов и секция ремня для шлангов
A. Плохое отслеживание полотна
1. Причина: Направляющий валик установлен неправильно. Полотно будет помечено и сморщено на углах шаблона, если танцпол установлен слишком высоко. Если рулон установлен слишком низко, пленка может скатиться по его краям.
Решение: Установите танцпол так, чтобы траектория паутины была примерно под таким же углом, как и прежние крылья.
2. Причина: Неправильная установка формирователя – неравномерное формирование трубы
Решение: Центральный шпангоут на машине. Установите нижнюю пластину на крылатый конец шпангоута на 1/32 дюйма ниже носовой пластины, а выходной конец на 1/32 дюйма выше трубной пластины.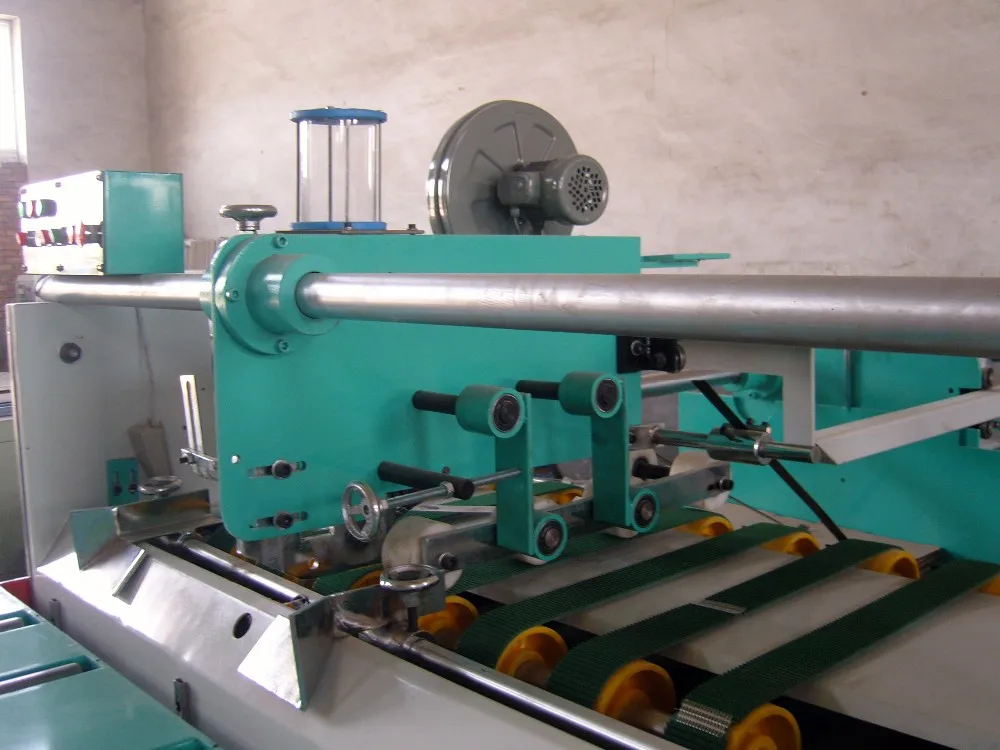
ПРИМЕЧАНИЕ. Проверьте высоту захватов конвейера, чтобы убедиться, что они не задевают формирователь.
3. Причина: Скорость ленты шланга слишком низкая — лента не будет двигаться должным образом из-за слабого натяжения в формирователе.
Решение: Увеличьте скорость, отрегулировав согласующий привод с регулируемой скоростью.
4. Причина: Ремни шлангов проскальзывают из-за недостаточного натяжения — полотно не проходит должным образом через шаблон.
Решение: Увеличьте натяжение ремня с помощью регулировочного винта, расположенного на конце ремня.
B. Плохие уплотнения
1. Причина: Неправильная температура герметика. Если температура слишком низкая, уплотнения будут слабыми или вообще не будут сделаны. Если их слишком много, то уплотнения будут пузыриться и обесцвечиваться, а на машинах, использующих колесные герметики, паутина может прилипать к колесам.
Если их слишком много, то уплотнения будут пузыриться и обесцвечиваться, а на машинах, использующих колесные герметики, паутина может прилипать к колесам.
Решение: Проверьте температуру герметика с помощью пирометра и при необходимости отрегулируйте. По прошествии времени, достаточного для изменения, повторно проверьте температуру. Если изменений не обнаружено, квалифицированный специалист должен проверить элементы управления, проводку, нагреватели и т. д.
2. Причина: Чрезмерное давление реберного колеса — уплотнение имеет шероховатости, а в крайних случаях в уплотняемой области имеются небольшие отверстия.
Решение: Уменьшите давление на колесо, отрегулировав ручку с накаткой, чтобы снять давление пружины на колесе.
3. Причина: Недостаточное давление реберного колеса — уплотнение слабое и имеет легкий рисунок на поверхности колеса.
Решение: Увеличьте давление колеса, отрегулировав ручку с накаткой, чтобы увеличить натяжение пружины уплотнительного колеса.
4. Причина: Неисправен подшипник уплотнительного колеса – уплотнение прерывистое; сильный к слабому.
Решение: Замените неисправный подшипник. Это должен делать квалифицированный человек.
5. Причина: Выпустить обработанное полотно, перевернутое на машине — уплотнение слабое или полностью выходит из строя.
Решение: Проверьте поверхности полотна на наличие антиадгезионного покрытия и замените его, если оно неправильное.
6. Причина: Чрезмерная разница температур уплотнительных колес. Слабое уплотнение и прилипание или образование нароста (налета) на более горячем круге.
Решение: Проверьте температуру каждого колеса и отрегулируйте любой дисбаланс до 10° или меньше.
7. Причина: Недостаточная ширина полотна.
Решение: Проверьте требуемую ширину полотна для используемого шаблона.
III. Торцевые уплотнители и ножевая секция
A. Плохие уплотнения
1. Причина: Неправильная температура герметика. Недостаточное тепло, уплотнения будут слабыми или вообще не будут сделаны. Если чрезмерно, уплотнения будут обесцвечиваться и пузыриться. На браншах может произойти прилипание, а в тяжелых случаях уплотнение будет отделяться.
Решение: Проверьте температуру с помощью пирометра и отрегулируйте ее. По прошествии времени, достаточного для того, чтобы произошло изменение, повторно проверьте температуру. Если изменений не обнаружено, проверьте органы управления, нагревательные элементы, электропроводку и т. д. квалифицированным специалистом.
Если изменений не обнаружено, проверьте органы управления, нагревательные элементы, электропроводку и т. д. квалифицированным специалистом.
2. Причина: Чрезмерная разница температур верхнего и нижнего герметика. Пакет прилипает к более горячей губке, ослабляя или разъединяя уплотнение.
Решение: Проверьте температуру и отрегулируйте разницу до 10° F или менее.
3. Причина: Неправильное давление на верхнюю челюсть. Недостаточное давление прижима, уплотнения слабые и имеют легкий зазубренный рисунок. Чрезмерное давление, уплотнения будут повреждены и/или порезаны.
Решение: Отрегулируйте прижимное усилие с помощью винтов, расположенных на каждом конце верхней челюсти.
4. Причина: Неравномерное давление на верхнюю челюсть. Уплотнения слабые и имеют легкие зазубрины на одном конце, в то время как противоположный конец удовлетворительный или может иметь повреждения.
Уплотнения слабые и имеют легкие зазубрины на одном конце, в то время как противоположный конец удовлетворительный или может иметь повреждения.
Решение: Сбалансируйте давление прижима с помощью регулировочных винтов.
5. Причина: Упор установлен слишком высоко, что препятствует достаточному давлению кулачков на уплотнения.
Решение: Когда губки прогреты до рабочей температуры, ослабьте стопорные винты на ноже и убедитесь, что нож полностью встал на место и даже в паз. Зафиксируйте нож на месте. Ослабьте стопорные и регулировочные винты наковальни и поверните губки в положение резки. Слегка затяните регулировочные винты, пока между ножом и наковальней не перестанет светиться. Затяните стопорные винты настолько, чтобы удерживать наковальню, и проверьте с двумя слоями упаковочного материала. Пробным путем затягивайте регулировочные винты до тех пор, пока по поверхности лезвия не будет сделан чистый ровный срез, и машина не будет работать без стука ножей.
6. Причина: Высвободите обработанную поверхность полотна в обратном порядке. Уплотнения слабые или открытые и/или прилипшие к челюстям.
Решение: Проверьте поверхности полотна на наличие разделительного покрытия и расположите рулон таким образом, чтобы обработанная сторона полотна касалась губок.
7. Причина: Губки смещены. Зазубрины разрезают уплотнения.
Решение: Выровняйте губки так, чтобы зубцы сцеплялись правильно.
B. Плохая обрезка упаковки
1. Причина: Нож и наковальня неправильно отрегулированы.
Решение: Отрегулируйте нож и наковальню, см. Раздел III, A-5.
2. Причина: Изменение температуры челюсти. При существенном снижении температуры отсечка не будет полной. При значительном повышении температуры губки могут стучать, что приводит к ослаблению уплотнений.
При существенном снижении температуры отсечка не будет полной. При значительном повышении температуры губки могут стучать, что приводит к ослаблению уплотнений.
Решение: Проверьте температуру с помощью пирометра и отрегулируйте до рабочего диапазона. Если некачественная обрезка не устранена, отрегулируйте нож и наковальню. (См. Раздел A-5)
3. Причина: Нож затупился или поврежден. Отрезка пакета не чистая.
Решение: Заменить нож и наковальню. Нож можно заточить; однако после шлифовки под нож необходимо будет использовать прокладки, чтобы сохранить первоначальную высоту. Отрегулируйте обычным способом (Раздел III, A-5) при рабочей температуре.
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ DO BOY HFFS
Нас будут интересовать четыре основные модели: H-400, Mustang, Super Mustang и Scotty Wrap. Начиная с разгрузки и двигаясь обратно, мы сначала проверяем работу обжимной губки.
Начиная с разгрузки и двигаясь обратно, мы сначала проверяем работу обжимной губки.
I. Проблемы торцевых уплотнений
A. Открытые торцевые уплотнители
1. Причина: Пленка прилипает к губкам запаивателя из-за слишком высокой температуры, перевернутой дифференциальной поверхностной пленки или чернил на поверхностной отпечатанной пленке. скапливается на уплотнительных губках.
Решение: Проверьте температуру губок с помощью пирометра и соответствующим образом отрегулируйте температуру. Проверьте, не скопились ли чернила на губках, если используется пленка с поверхностной печатью — нанесение силиконового антиадгезива может помочь свести к минимуму проблему.
2. Причина: Обжимные губки не нагреваются.
Решение: Проверьте следующее: — автоматический выключатель; патронный ТЭН для открытых элементов, неисправен терморезистор; неисправное реле, коллекторные кольца и щетки, открытые и/или ослабленные соединения проводки и, возможно, неисправный контроллер.
3. Причина: Верхняя челюсть прыгает несвоевременно по отношению к нижней челюсти.
Решение: Верхняя губка подпружинена и могла несвоевременно выскочить при закрытии продукта. Если верхний кулачок должен прыгать не вовремя по отношению к нижнему кулачку — покачайте машину до тех пор, пока нижний кулачок не окажется в положении отрезания. Затем ослабьте болты на режущей головке и приподнимите приводной конец вала верхней челюсти. Вращайте вал верхней челюсти, пока челюсть не выровняется. Опустите вал верхней челюсти и снова затяните болты.
4. Причина: Челюсти не останавливаются при сцеплении друг с другом.
Решение: См. «Руководство по упаковочному оборудованию» для регулировки эпицикла.
5. Причина: Губки не смыкаются по центральной линии продукта.
Решение: Поднимите или опустите челюсть до центральной линии продукта.
B. Смятие передней кромки упаковок
1. Причина: Губки работают медленнее, чем колеса уплотнения ребер.
Решение: Увеличить скорость челюсти.
C. Защелки пленки на губках
1. Причина: Щетки работают быстрее, чем колеса уплотнения ребер.
Решение: Уменьшите скорость челюсти соответственно.
D. Торцевое уплотнение упаковки раздавлено и порвано
1. Причина: Обжимные губки слишком близко.
Решение: Отрегулируйте зазор кулачков, повернув подшипник. Постарайтесь получить хороший чистый отпечаток на одном слое пленки, чтобы у вас была хорошая прочная герметизация, когда пленка складывается вдвое.
E. Отсутствие углубления на концевом уплотнении
1. Причина: Недостаточное натяжение обжимных губок.
Решение: Отрегулируйте винт натяжения.
F. Упаковка имеет плохие зазубренные торцевые уплотнения
1. Причина: Зубцы и щипцы не входят в зацепление должным образом.
Решение: Ослабьте винты с головкой, удерживающие нижнюю обжимную губку, и сдвиньте их в сторону, пока они не зацепятся друг с другом; затем снова затяните.
ПРИМЕЧАНИЕ. Все регулировки губок должны выполняться при рабочей температуре.
G. Плохая обрезка пакета
1. Причина: Лезвие зависает в нижней челюсти.![]()
Решение: Очистите прорези и смажьте соединение.
ПРИМЕЧАНИЕ. Важно смазывать ежедневно; в противном случае связь будет издавать очень громкий звук.
2. Причина: Лезвие задевает нижнюю челюсть — нож либо не вовремя, либо проникает слишком глубоко.
Решение: Ослабьте крепление кулачка, пока кулачок ножа не окажется в самом медленном положении. Перемещайте машину до тех пор, пока ролик и кулачок челюсти не совпадут, а лезвие не войдет примерно на ¼ дюйма в паз нижней челюсти.
II. Проблемы с уплотнением ребер
A. Пленка не запечатывается должным образом и/или застревает в машине
1. Причина: Пленка недостаточно широкая или слишком широкая.
Решение: Проверить центрирование и ширину пленки.
2. Причина: Пленка может прилипнуть к колесам, если температура слишком высокая.
Решение: Отрегулировать температуру, проверить контроль; термистор; и проверьте провода нагревателя (очистите лопастные колеса).
3. Причина: Ребристое уплотнение колеса раздавило уплотнение.
Решение: Колеса с ребристым уплотнением расположены слишком близко друг к другу – проверьте расстояние и регулировку пружины.
B. Пленка подается неравномерно
1. Причина: Возможно, один или оба комплекта колесиков уплотнения ребер открыты или не закрываются должным образом.
Решение: Снимите направляющие из нержавеющей стали и проверьте уплотнение каждого комплекта колес.
C. Ребристое уплотнение колеса Отрезанная пленка
1. Причина: Зубцы на реберном уплотнении колеса не соосны.
Решение: После обнаружения комплекта колес, выполняющих резку, поместите маленькое зеркало за колеса и осмотрите сопрягаемые поверхности. Если колеса соприкасаются под небольшим углом, ослабьте крепежные винты и постучите по монтажным блокам, чтобы выровнять колеса. Если колеса параллельны, но зубцы не совпадают, ослабьте четыре (4) крепежных винта колеса с ребристым уплотнением и дайте машине поработать примерно одну минуту. Это должно привести колеса в соответствие; Если нет, то может потребоваться новый комплект колес.
D. Сгустки пленки на губках – подача неравномерная.
1. Причина: Неправильно отрегулированы колеса уплотнения вспомогательных ребер.
Решение: Ослабьте установочные винты на дополнительных уплотнительных колесах ребер и вбейте их в нижнее положение.
III. Бывшие проблемы
A. Пленка не подается на плавники.
1. Причина: Пленка недостаточно широкая для продукта. Передние направляющие продукта внизу внутри прежнего пола. Товар слишком большой для первого.
Решение: Ширина пленки должна быть равна окружности изделия плюс 1½ дюйма, возможно, шире для некоторых хлебобулочных изделий, которые могут различаться по размеру. Бывшее дно должно быть примерно на 1/32 дюйма ниже передних направляющих изделия. Выберите формирователь правильного размера для продукта.
B. Пленка вытягивается из колесиков уплотнения ребер
1. Причина: Рулон пленки не отцентрирован на шпинделе.
Решение: Расположите рулон пленки так, чтобы он находился примерно на центральной линии формирователя. Переместите внутренние и внешние сердечники против вращения.
Переместите внутренние и внешние сердечники против вращения.
IV. Проблемы с задней стойкой
A. Пленка не подается в шаблон плавно и равномерно
1. Причина: Наклонные ролики установлены слишком высоко или слишком низко.
Решение: Сброс ролика наклона. Если наклонный ролик слишком высок, а угол слишком крутой, пленка будет иметь тенденцию натягиваться и сморщиваться в углах. Если ролик расположен слишком низко и угол недостаточно крутой, пленка может перекатиться через края и выйти из формирователя.
V. Проблемы управления
A. Оборудование не работает
1. Причина: Двигатель не работает.
Решение: Проверьте следующее: главный предохранитель, нагреватели двигателя на пускателе двигателя; обрыв провода или ослабление соединений, а также двигатель.
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ MIRA-PAK HFFS
I. Проблемы с размоткой
A. Пленка и/или бумага не отслеживаются должным образом
1. Причина: Рулонный материал может быть намотан неравномерно, шаблон может быть неправильно установлен, или рулоны пленки и/или бумаги могут быть смещены.
Решение: Проверить шток на равномерность ветра. Проверьте предыдущую установку, а затем проверьте выравнивание системы подачи пленки и/или бумаги. Каждый ролик, включая вал бумажного рулона, необходимо выровнять, используя передний край бывшего держателя в качестве контрольной точки.
B. Чрезмерный разрыв или проскальзывание пленки
1. Причина: Слишком сильное натяжение при размотке.
Решение: Тормоз должен быть отрегулирован таким образом, чтобы обеспечить более или менее постоянное натяжение, обеспечивающее плавную и равномерную подачу рулонного материала.
II. Бывшие проблемы
A. Складки и следы на упаковочном материале
1. Причина: Чрезмерный прежний износ или возможность прежнего повреждения.
Решение: Осмотрите первый. Если они повреждены или изношены, их следует отремонтировать.
ПРИМЕЧАНИЕ. Сильно изношенный каркас ремонту не подлежит. Формирователь Mira-Pak является высокоточным оборудованием, и при обращении с ним следует соблюдать особую осторожность.
B. Продолжающийся разрыв упаковочного материала на шаблоне
1. Причина: Недостаточный зазор между язычком и шаблоном.
Решение: Проверьте язычок и зазор, который должен составлять примерно 1/16″.0033
1. Причина: Зазор между язычком и задней частью прежнего нахлеста слишком велик.
Решение: Проверьте расстояние между язычком и формирователем внахлест, которое должно составлять примерно 1/16″. : Губки закрываются слишком рано или слишком поздно
Решение: Если челюсти закрываются слишком рано, пленка будет выталкиваться вверх и будет образовываться провисание, что приведет к разрыву пленки, когда рама челюсти начнет опускаться Если челюсти слишком закрываются поздно, челюсти будут захватывать пленку на высокой скорости, а также разрывать пленку.Чтобы отрегулировать точку закрытия челюстей, поместите руку над держателем челюстей таким образом, чтобы держатель касался пальцев в самой верхней точке хода и слушайте для щелчка кулачков, когда они закрываются. Отрегулируйте кулачок закрытия кулачков до тех пор, пока прикосновение и щелчок не будут синхронизированы. После того, как кулачок закрытия кулачков установлен, переустановите кулачок блокировки № 1 так, чтобы задняя кромка вышла из переключателя № 1 так же, как передняя кромка кулачок закрытия челюсти включение переключателя №5.
Оливер перезапись Устранение Устранения Устранения
I. Размещение и пленка FEED Раздел
A. Интернет -перерывы
1. Причина: чрезмерное раскручиваемое напряжение — веб -сайт и снимки, как пленка, выдвигается из броска.
Решение: Уменьшите настройку натяжения, чтобы пленка плавно вытягивалась из рулона.
2. Причина: Зазубренный или поврежденный вал (пленка) — обрыв полотна на валу или перед входом в дозирующие валы.
Решение: Уменьшите валковый тормоз до минимума. Также влажное полотенце или ткань могут быть эффективны при незначительных повреждениях борта, если их просто приложить к концу поврежденного рулона.
3. Причина: Повреждены передающие или направляющие ролики. Паутина рвется во время или сразу после определенного рулона.
Паутина рвется во время или сразу после определенного рулона.
Решение: Проверьте натяжной ролик и ролик переноса на наличие зазубрин, заусенцев, порезов и т. д. Удалите наждачной бумагой средней зернистости или наждачной шкуркой.
B. Плохое отслеживание пленки
1. Причина: Недостаточное торможение разматывания или его отсутствие — рулон продолжает движение после остановки дозирующих роликов.
Решение: Увеличьте торможение, повернув рукоятку по часовой стрелке. Ролик должен останавливаться одновременно с дозирующими роликами.
2. Причина: Неправильное расположение рулона (пленки) приведет к чрезмерному количеству пленки на одном конце упаковки и недостаточному количеству на противоположном конце.
Решение: Отцентрируйте ролик, повернув большую барашковую гайку, расположенную на том же валу, что и рукоятка управления натяжением.
3. Причина: Несоосность передающего или натяжного ролика — полотно перемещается к «высокой» стороне ролика и обычно кажется более натянутым на борт в направлении движения.
Решение: Определите местонахождение рулона визуально или с помощью небольшого уровня и правильно выровняйте.
4. Причина: Неправильная установка подающего ролика пленки — полотно будет двигаться к узкой стороне рулона.
Решение: Проверить чистоту подающих роликов. Когда ролики чистые, а прижимной ролик находится в поднятом положении, используйте две полоски пленки или бумаги шириной 1–2 дюйма в качестве шаблонов; поместите одну полосу на противоположных концах между подающими роликами. Слегка опустите прижимной ролик и потяните полоски. Если какая-либо полоса проскальзывает в то время как другой удерживается надежно, отрегулируйте ролик, пока давление не будет одинаковым на обоих концах. 0009
0009
ПРИМЕЧАНИЕ. Чрезмерное давление может сморщить пленку и вызвать ненормальный износ привода подачи.
C. Заклинивание или заедание ремней в пружинах
1. Причина: Ремни подачи пружин изношены или неправильно отрегулированы. Обычным признаком неправильной настройки является отсутствие гофрирования полотна.
Решение: Замените изношенные или изношенные ремни. Регулировка изменения степени гофрирования полотна производится путем изменения положения эксцентрикового волокнистого валика, расположенного ближе всего к элеватору. Ослабьте установочные винты, расположенные на каждом конце вала, и поверните, чтобы активировать большее перекрытие ремней для дополнительного гофрирования полотна.
2. Причина: Чрезмерное статическое электричество — паутина имеет тенденцию цепляться или демонстрировать сдержанность, обычно более преобладающую в периоды холодной и сухой погоды.
Решение: Накройте рулон влажной тканью или полотенцем. Если состояние улучшилось, проверьте машину на наличие оборудования для снятия статического электричества и состояние нейтрализатора, если таковой имеется.
3. Причина: Чрезмерная температура герметика для этикеток – может вызвать значительное выгибание полотна этикетки и привести к сужению листа при его проталкивании через прорезь ножа.
Решение: Нагрейте герметик для этикеток до минимальной температуры для поддержания удовлетворительной адгезии этикетки.
4. Причина: Неправильная синхронизация ножа. Столкновение с передним краем листа, вызывающее волнистость или застревание полотна в ремнях подачи.
Решение: Переустановите нож, убедившись, что он полностью отклонился назад для последовательности подачи пленки в цикле обмотки и не отрезает до завершения подачи пленки.
ПРИМЕЧАНИЕ: Время должно быть установлено в соответствии с инструкциями в руководстве по эксплуатации.
II. Секция ножа и подъемника
A. Плохая подача пленки
1. Причина: Тупой или поврежденный нож не отрезает лист «чисто» или полностью, в результате чего лист протягивается назад к зажимному ролику бумаги во время ход лифта вниз.
Решение: Заменить или заточить нож. На некоторых машинах нож двусторонний.
2. Причина: Грязный нож — мешает подаче пленки из-за медленного движения или не полностью втягивается.
Решение: Очистите нож и слегка смажьте маслом 20W.
3. Причина: Равновременное срабатывание ножа — разрез выполняется до завершения подачи пленки. что приводит к застреванию полотна в ремнях подачи.
что приводит к застреванию полотна в ремнях подачи.
Решение: Переустановите нож в соответствии с инструкциями, приведенными в руководстве по эксплуатации машины.
4. Причина: Медленное движение ножа — мешает кормлению.
Решение: Если нож чистый и правильно отрегулирован*, проверьте подшипник, поворотный конец ножа и при необходимости смажьте.
*Отрегулируйте верхний подпружиненный нож, ослабив стопорные гайки (сзади держателя ножа) и повернув крепежный винт с шестигранной головкой, расположенный рядом с каждым концом ножа. Для удержания ножей в контакте требуется лишь небольшое давление. Снова затяните фиксатор и вручную проверьте нож перед работой на машине.
5. Причина: Препятствие в щели подъемника для пленки — застревание полотна или ограничение во время цикла подачи (пленки).
Решение: Удалите пленку, продукт и т. д. из прорези При операциях, когда продукт наполнен льдом или желе, убедитесь, что прорезь также свободна от этих липких материалов.
6. Причина: Неправильное положение подъемника во время подачи пленки. Сеть ограничена или застревает в лифте.
Решение: Остановите машину и поднимите подъемник. Проверьте выравнивание пазов с помощью поверочной линейки и при необходимости отрегулируйте.
7. Причина: Ролик зажима бумаги вышел из строя — не поднимается во время подачи пленки, вызывая скручивание или застревание полотна.
Решение: Поверните машину в начало этапа подачи цикла обмотки и отрегулируйте кулачок, расположенный со стороны оператора машины, чтобы обеспечить максимальный подъем зажимного ролика.
8. Причина: Бумагозажим элеватора не работает должным образом — из-за загрязнения или недостаточного давления пружины. Обертка смещается на упаковке в сторону разгрузочной стороны элеватора при движении вверх, оставляя задний конец листа достаточно низким, чтобы мешать входящему листу для следующей упаковки.
Решение: Очистите зажим и паз. Также проверьте вал, убедитесь, что он свободно вращается. Дополнительное давление можно получить, добавив шайбы к пружине, расположенной на конце подъемника, противоположном стороне оператора машины.
9. Причина: Ролики зажима для бумаги загрязнены – будут мешать правильной подаче полотна, вызывая рябь или волнистость в щели подъемника.
Решение: Удалите остатки сахара, глазури и т. д. влажной тканью. Восковые отложения можно удалить соответствующим раствором.
B. Плохое качество упаковки
1. Причина: Длина бумаги меняется из-за недостаточного давления подающих роликов или загрязнения подающих роликов.
Решение: Убедитесь, что ролики чистые, проверьте давление (см. I, B-4) и при необходимости отрегулируйте.
2. Причина: Недостаточное давление на ролики зажима бумаги может привести к соскальзыванию или отрыву листа от роликов при опускании подъемника.
Решение: Проверьте верхний зажимной ролик бумаги на наличие препятствий и свободу движения. Давление увеличивается путем поворота ручки регулировки зажима бумаги по часовой стрелке. Ручка расположена либо спереди, либо сзади машины, в зависимости от модели.
3. Причина: Зажим бумаги подъемника не работает должным образом, позволяя обертке смещаться на пакете при движении подъемника вверх.
Решение: Очистите и отрегулируйте зажим (см. раздел ll-A.8).
4. Причина: Плохая обрезка пленки — лист на мгновение задерживается, что приводит к неправильному расположению на упаковке.
Решение: Проверьте нож на затупление, заусенцы и т. д. и правильность регулировки (см. раздел ll-A.4).
5. Причина: Неправильная величина сопротивления ползуна руля высоты. Недостаточное сопротивление приведет к ослаблению витков. Чрезмерное сопротивление повредит переднюю кромку пакета, когда он перемещается на подъемник.
Решение: Отрегулируйте силу сопротивления блока, вставив шайбы для увеличения и удалив шайбы для уменьшения. Сопротивление контролируется внутренней пружиной сжатия, и путем добавления или удаления шайб изменяется сжатие пружины.
6. Причина: Чрезмерное давление концевого запайщика — пленка тянется к задней части упаковки.
Решение: Отрегулируйте давление герметика на упаковку так, чтобы обеспечить хорошую герметизацию.
III. Секция выгрузки и запечатывания
A. Плохое уплотнение упаковки
1. Причина: Недостаточный нагрев — слабое уплотнение или его отсутствие.
Решение: Проверить температуру уплотнителей (нижняя и торцевая) с помощью пирометра. Увеличьте контрольную настройку, подождите достаточное время и снова проверьте температуру с помощью пирометра. Если повышения не наблюдается, квалифицированный специалист должен проверить нагревательные элементы, элементы управления и проводку.
2. Причина: Чрезмерный нагрев – уплотнения вздуты и/или обесцвечены.
Решение: Проверьте температуру герметика с помощью пирометра и уменьшите нагрев до уровня, необходимого для очистки уплотнений.
3. Причина: Уплотнители загрязнены, вызывая чрезмерное сопротивление горячим уплотнениям или прилипание.
Решение: Очистите пластины горячего запечатывания шпателем.
ПРИМЕЧАНИЕ: Герметики со специальным покрытием (тефлон, керамика и т. д.) не царапайте и не используйте для очистки абразивные материалы.
B. Плохая целостность упаковки
1. Причина: Загрязнение фальцовщиков и плуг (глазурь, желе, продукт) или закупорка торцевых складок упаковки неаккуратными или выполненными.
Решение: Чистые папки и плуги и удаляют препятствия (фрагменты U-боар, упаковочный материал, продукт и т. Д.)
Д.)
Устранение Устранения Упаковочной машины Battle Creek
I. Пленка сморщивается до встречи с упаковкой.
1. Причина: Препятствие на столе подачи бумаги (пленки), т.е. посторонний предмет; крошки, глазурь и т. д.
Решение: Чистый стол подачи бумаги (пленки), ремни и прижимные ролики.
2. Причина: Ремень подачи может сойти с роликов или застрять. Прижимные ролики могут не подниматься свободно, или они могут быть достаточно изношены, что приводит к их плохой работе или полному отсутствию.
Решение: Проверьте ремни и прижимные ролики на правильное положение, функциональность и износ.
3. Причина: Детектор отсутствия бумаги (пленки) закрывается слишком рано или истекло время.
Решение: Проверить работу детектора отсутствия бумаги (пленки).
4. Причина: Возможно, нож не полностью разрезает лист.
Решение: Проверьте нож, чтобы убедиться, что он аккуратно разрезает полотно.
B. Слишком много пленки на выпускной стороне упаковки.
1. Причина: Пленка не может быть отцентрована на оправке.
Решение: Центральная пленка на раме.
2. Причина: Возможно, датчик отсутствия бумаги (пленки) закрывается слишком поздно, из-за чего лист колеблется.
Решение: Проверить работоспособность детектора отсутствия бумаги (пленки).
3. Причина: Возможно, первый нижний нагреватель залип.
Причина: Возможно, первый нижний нагреватель залип.
Решение: Очистите нижнюю пластину нагревателя.
4. Причина: Упоры для бумаги могут быть сдвинуты слишком близко друг к другу по размеру длины обрезки бумаги (пленки).
Решение: Сброс бумаги (пленки) останавливается.
5. Причина: На столе для бумаги (пленки) могут быть препятствия.
Решение: Очистите ремни подачи и стол для бумаги (пленки).
C. Слишком много бумаги (пленки) на лицевой стороне упаковки.
1. Причина: Бумага (пленка) может располагаться не по центру упаковки.
Решение: Убедитесь, что бумага (пленка) расположена по центру упаковки.
2. Причина: Нижняя папка и/или передняя подача бумаги (пленки) могут быть липкими.
Решение: Очистите ремни подачи.
3. Причина: Возможно, имеется препятствие на столе подачи бумаги (пленки).
Решение: Удалите все препятствия между дном и регулируемым боковым фальцовщиком, которые могут вызвать волочение пленки.
D. Бумага (пленка), не соприкасающаяся с бумагой (пленкой), останавливается прямо.
1. Причина: Упоры бумаги (пленки) могут не совпадать с центральной линией обертки.
Решение: Квадратная бумага останавливается на центральной линии обертки.
2. Причина: Возможно, нож режет лист не полностью и/или не полностью.
Решение: Заточить и переустановить нож.
3. Причина: Один из ремней подачи бумаги (пленки) может оторваться от роликов.
Решение: Проверьте правильность положения ремней подачи бумаги (пленки) на роликах.
4. Причина: Детектор отсутствия бумаги (пленки) закрывается слишком рано и/или не вовремя.
Решение: Детектор отсутствия бумаги (пленки) Retime.
5. Причина: Возможно, ослаблен ремень держателя бумаги (пленки).
Решение: Подтяните бумажные (пленочные) несущие ремни.
E. Упаковка без пленки на стороне оператора обертки.
1. Причина: Тормоз рулона бумаги (пленки) может быть слишком затянут или слишком ослаблен.
Решение: Отрегулируйте тормоз рулона бумаги (пленки).
2. Причина: Ограничитель бумаги (пленки) может быть установлен слишком далеко влево.
Решение: Проверьте регулировку упоров для бумаги (пленки).
3. Причина: Муфта подачи бумаги (пленки) может скользить.
Решение: Чистая бумажная (пленочная) муфта.
4. Причина: Возможно, машина слишком широка для упаковки.
Решение: Проверьте настройку машины на правильную ширину пакета.
II. Секция упаковки
A. На дне упаковки имеется открытый участок.
1. Причина: Для упаковки используется бумага (пленка) неправильной ширины.
Решение: Измерьте упаковку, чтобы определить правильную ширину бумаги (пленки) и проверьте ширину используемой бумаги (пленки).
2. Причина: Прижимная пластина может залипнуть и/или быть горячей из-за установки на первую пластину нагревателя.
Решение: Очистите и охладите прижимную пластину.
3. Причина: Детектор отсутствия бумаги (пленки) может выйти из строя.
Решение: Проверьте правильность синхронизации детектора отсутствия бумаги (пленки).
4. Причина: Держатель пакетов может быть липким.
Решение: Очистите держатель пакета.
B. Перекручивание упаковки во время первого сгиба
1. Причина: Возможно, упаковка не отцентрована в машине.
Причина: Возможно, упаковка не отцентрована в машине.
Решение: Отцентрируйте упаковку в машине.
2. Причина: Держатель упаковки может быть не отрегулирован.
Решение: Отрегулируйте держатель пакета.
3. Причина: Первые крайние папки могут быть грязными и/или расположены слишком близко к устройству.
Решение: Очистите первую крайнюю папку и установите правильный интервал относительно продукта.
C. Неправильное складывание
1. Причина: Транспортный узел может быть слишком далеко от передней части обмотчика. Папка сброса может быть вне времени.
Решение: Сбросить сборку транспорта и синхронизацию папок.
2. Причина: Неправильно задана первая конечная папка. Неправильная длина хода вниз.
Решение: Правильно установить первую конечную папку и длину хода вниз.
D. Плохая нижняя фальцовка
1. Причина: Складывающая пластина застряла, застряла или вышла за пределы линии. Пакет перестает зависать или вяло.
Решение: Очистите и выровняйте складные тарелки.
2. Причина: Ограничители бумаги (пленки) могут быть установлены слишком близко к размеру длины обрезки бумаги (пленки).
Решение: Убедитесь, что стопоры упаковки свободны. Сброс бумаги (пленки) останавливается.
3. Причина: Возможно, имеется препятствие на столе подачи бумаги (пленки).
Решение: Удалите все препятствия со стола подачи бумаги (пленки).
4. Причина: Возможно, детектор отсутствия бумаги (пленки) закрывается слишком поздно.
Решение: Сброс детектора отсутствия бумаги (пленки).
5. Причина: Возможно, первый нижний нагреватель залип.
Решение: Очистите первую нижнюю пластину нагревателя.
E. Упаковка падает к передней части или концу подачи обертки при выдвижении узла транспортировки.
1. Причина: Возможно, первые конечные папки загрязнены или слишком плотно прилегают к упаковке.
Решение: Очистите первые крайние папки и отрегулируйте их так, чтобы они не слишком плотно прилегали к упаковке.
2. Причина: Сжимающая пластина может быть грязной или горячей.
Решение: Очистите прижимную пластину и убедитесь, что она остыла.
III. Секция выгрузки упаковки
A. Упаковка скручивается при транспортировке через секции запечатывания и охлаждения.
1. Причина: Инородное тело на нагревательных и/или охлаждающих пластинах.
Решение: Удалите посторонние предметы с секций нагревателя и охлаждающей пластины.
2. Причина: Машина слишком туго натянута.
Решение: Отрегулируйте машину для правильного расстояния между упаковками.
3. Причина: Транспортировочные ножки не выровнены друг с другом.
Решение: Совместите транспортировочные ножки друг с другом.
4. Причина: Боковые уплотнительные пластины могут быть смещены.
Решение: Выровняйте боковую уплотнительную пластину.
5. Причина: Нижняя уплотнительная пластина может быть деформирована.
Решение: Проверьте нижнюю пластину нагревателя, чтобы убедиться, что она не деформирована – замените, если это так.
PMC МОДЕЛЬ FA ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
I. Секция подачи пленки (бумаги)
A. Замятие пленки на входе перед ножом.
1. Причина: Проволоки для гофрирования пленки (бумаги) не придают жесткости пленке и не предотвращают ее застревание при прохождении мимо подающих роликов.
Решение: Проволоки для гофрирования должны быть установлены параллельно ходу пленки, чтобы обеспечить подачу пленки прямо на подающие ленты. Нижний набор проволок следует отрегулировать так, чтобы их нижняя поверхность едва касалась внешней поверхности измерительного ролика. Верхний набор проводов действует только как верхняя направляющая для пленки (бумаги).
B. Пленка (бумага) не центрируется над положением шахты элеватора.
1. Причина: Роторный нож не вовремя и/или пленка (бумага) не установлена должным образом.
Решение: Чтобы отрегулировать синхронизацию поворотного ножа, ослабьте крепежный винт на шестерне поворотного ножа; затем выдвиньте или отодвиньте держатель ножа и снова затяните стяжной винт. Проверьте положение пленки, подав несколько листов. Если пленка выходит за пределы положения элеватора, вращающийся нож следует замедлить, чтобы отрезать поздно, или выдвинуть вперед, если пленка не прибыла вовремя. Упоры пленки (бумаги) отрегулированы таким образом, что правильно расположенный лист просто освобождает их, когда рулоны падают, и пленка подхватывается упаковкой.
Упоры пленки (бумаги) отрегулированы таким образом, что правильно расположенный лист просто освобождает их, когда рулоны падают, и пленка подхватывается упаковкой.
C. Пленка не подошла к упаковке вовремя и/или некачественно.
1. Причина: Неправильное и/или неравномерное натяжение ремней подачи пленки (бумаги).
Решение: Отрегулируйте шкив натяжения пленки (бумаги) для правильного и сбалансированного натяжения ремня.
D. Пленка (бумага) выходит из строя.
1. Причина: Верхняя направляющая пленки (бумаги) на аппликаторе растворителя установлена слишком низко, в результате чего пленка зажимается между направляющей и колесом аппликатора растворителя, что приводит к раскачиванию листа.
Решение: Нижняя поверхность верхней направляющей должна совпадать с внешним диаметром колеса аппликатора растворителя.
E. Длина отреза пленки (бумаги) варьируется.
1. Причина: Слишком сильное тормозное сопротивление приведет к проскальзыванию пленки и изменению длины отсечки.
Решение: Вес на тормозной ленте должен быть достаточным только для того, чтобы рулоны пленки не разматывали больше пленки, чем может вместить растяжитель, когда машина останавливается.
II. Секция упаковки
A. Обернутая упаковка имеет «уши» на обертке и/или складки по углам упаковки провисают.
1. Причина: Если папки установлены слишком свободно, сгибы будут провисать, в результате чего на углах упаковки появятся «уши» или провисание бумаги.
Решение: Папки должны быть посередине с центральной линией машины и под прямым углом к переднему краю корпуса заслонки Совместите внутреннюю поверхность папок с внутренней поверхностью складок и боковых пластин нагревателя
2. Причина: Если верхние пластины установлены слишком высоко, это приведет к тому, что сгибы на углах упаковки будут провисать.
Причина: Если верхние пластины установлены слишком высоко, это приведет к тому, что сгибы на углах упаковки будут провисать.
Решение: На элеваторе верхние пластины должны быть отрегулированы таким образом, чтобы между верхней частью упаковки и нижней частью верхней пластины был зазор примерно 1/32 дюйма.
B. Нет боковых складок, плохо боковые складки и/или упаковка повреждена
1. Причина: Если складки установлены слишком туго, они будут толкать упаковку вперед вместо первой складки, или это может привести к оттягиванию складки назад по мере того, как такеры возвращаются из своего переднего положения.Если такеры установлены слишком широко, они не очистят смещение в конце первой папки.
Решение: Закладчики должны быть установлены по центру центральной линии машины и отрегулированы настолько широко, чтобы они могли освободить края пакета при выполнении первой закладки.
C. Оберните упаковку слишком слабо или слишком туго
1. Причина: Время высвобождения рулонов не установлено должным образом.
Решение: Вращайте машину вручную, пока приближающийся пакет не коснется пленки. Затем ослабьте фиксирующий винт на кулачке расцепления и поверните кулачок, пока ролик уровня кулачка не окажется в верхней части выступа на кулачке. Наконец, снова затяните крепежный винт и проверьте упаковки. Переустановите кулачок, если обертка не огибает упаковку, как хотелось бы.
III. Секция нагнетания
A. Боковые складки смяты, оттянуты назад и/или не заклеены должным образом.
1. Причина: Боковые пластины нагревателя отрегулированы слишком туго, слишком широко и/или загрязнены.
Решение: Боковые пластины нагревателя должны быть отрегулированы таким образом, чтобы упаковка могла свободно проходить через устройство. Ослабьте крепежный винт и отрегулируйте расстояние между боковыми нагревателями с помощью ленточного колеса. Затем снова затяните крепежный винт. Периодически очищайте поверхность пластины нагревателя мелкой наждачной бумагой, чтобы удалить любые загрязнения. Пластины нагревателя должны быть покрыты тефлоном, чтобы уменьшить трение между упаковкой и поверхностью пластины нагревателя.
Ослабьте крепежный винт и отрегулируйте расстояние между боковыми нагревателями с помощью ленточного колеса. Затем снова затяните крепежный винт. Периодически очищайте поверхность пластины нагревателя мелкой наждачной бумагой, чтобы удалить любые загрязнения. Пластины нагревателя должны быть покрыты тефлоном, чтобы уменьшить трение между упаковкой и поверхностью пластины нагревателя.
УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ SIMPLEX
I. Секция размотки
A. Обрывы полотна
1. Причина: Чрезмерное торможение при размотке.
Решение: Отрегулируйте тормоз так, чтобы валик останавливался, но сохраняло небольшое натяжение полотна, когда останавливаются тянущие валики. Натяжение пленки можно регулировать либо на рычагах натяжного ролика, либо на рычаге тормоза. Регулировку обычно можно выполнить, отрегулировав натяжение пружины тормозного рычага во время работы машины. Натяжной ролик должен быть отрегулирован так, чтобы он плавно перемещался вверх и вниз. Убедитесь, что натяжной ролик не опирается на разматывающий ролик при движении вниз и не задевает ролики при движении вверх. По мере уменьшения размера рулона требуется меньше тормозов.
Натяжной ролик должен быть отрегулирован так, чтобы он плавно перемещался вверх и вниз. Убедитесь, что натяжной ролик не опирается на разматывающий ролик при движении вниз и не задевает ролики при движении вверх. По мере уменьшения размера рулона требуется меньше тормозов.
2. Причина: Зазубренные передаточные ролики, формующий цилиндр или формующая плита.
Решение: Удалите эти зазубрины мелкой наждачной бумагой или наждачной бумагой.
3. Причина: Поврежден рулон упаковочного материала.
Решение: Проверьте поврежденный рулон и, если возможно, отрежьте поврежденную часть; если слишком сильно, замените рулон. В некоторых случаях может быть достаточно влажной ткани, приложенной к поврежденному участку.
B. Плохое веб-отслеживание
1. Причина: Недостаточное натяжение при разматывании, пленка будет бродить
Причина: Недостаточное натяжение при разматывании, пленка будет бродить
Решение: Проверить тормоз и убедиться, что на тормозной накладке и барабанном тормозе нет масла. Очистите тормозные накладки и барабан керосином или чистящей жидкостью и высушите. Отрегулируйте правильное натяжение.
2. Причина: Давление схождения роликов.
Решение: Ролики схождения должны быть отрегулированы одинаково. Если у одного давление больше, чем у другого, пленка будет притягиваться в эту сторону.
3. Причина: Ролик переноса не выровнен, полотно перемещается на «высокую» сторону ролика.
Решение: Проверьте выравнивание роликов относительно столешницы и исправьте
4. Причина: Неравномерное формирование ролика, приподнятые борта, полосы или мягкие борта могут вызвать проблемы с отслеживанием.
Решение: Лента должна быть приклеена к центру ролика переноса. Лента не наносится на конец рулона, где валик ослаблен или болтается.
II. Формирование Раздел
A. Складки в мешках
1. Причина: Формовочная пластина не выровнена
Решение: Выровняйте формующую пластину с разделительной планкой, чтобы полотно вытягивалось по прямой линии.
2. Причина: Слишком сильный нагрев стержня заднего шва приводит к тому, что пленка прилипает к тканевому полотну на формовочной пластине.
Решение: Понизьте температуру как можно ниже, сохраняя при этом хорошую герметичность Используйте чувствительную к давлению тефлоновую ленту поверх холста.
3. Причина: Формовочный цилиндр шире формовочной пластины.
Причина: Формовочный цилиндр шире формовочной пластины.
Решение: Снимите и замените цилиндр цилиндром того же размера, что и пластина, или меньше. Никогда не используйте цилиндр, который шире формующей пластины.
4. Причина: Формовочная плита заходит слишком глубоко в тянущие ролики.
Решение: Отрегулируйте ход формующей пластины до минимума, но при этом дайте возможность тянущим роликам продолжать тянуть пленку.
B. Разрывы паутины
1. Причина: Несоосность косынок и каркаса.
Решение: Выровнять прежний.
III. Секция уплотнения
A. Плохое уплотнение заднего шва
1. Причина: Недостаточная температура уплотнения приведет к слабому уплотнению или его отсутствию.
Решение: Проверьте температуру с помощью пирометра и отрегулируйте в соответствии с типом пленки и калибром.
2. Причина: Чрезмерное нагревание может вызвать обугливание или обесцвечивание, а также может привести к прилипанию стыка внутри сформированного мешка.
Решение: Проверить температуру и соответственно снизить.
3. Причина: Недостаточное давление на запаивающий стержень может привести к слабому уплотнению или его отсутствию.
Решение: Увеличить давление; может потребоваться просверлить отверстия в креплении нагревателя и вставить установочные винты для поддержания давления.
4. Причина: Плохая герметизация может быть вызвана износом холста на формующей плите.
Решение: Замените новым холстом с предварительной усадкой (холст должен быть предварительно усажен путем кипячения в чистой воде в течение 30–45 минут, а затем высушен перед использованием).
5. Причина: Грязная уплотнительная планка.
Решение: Очистите чистящей жидкостью. Проверьте с зеркалом после очистки. Если все еще грязный, снимите планку и очистите очень мелкой наждачной бумагой, прикрепленной к плоской поверхности.
B. Плохое нижнее уплотнение фальца
1. Причина: Слабое уплотнение или его отсутствие может быть вызвано недостаточной температурой уплотнения.
Решение: Проверьте температуру с помощью пирометра и при необходимости отрегулируйте.
2. Причина: Чрезмерный нагрев может вызвать обесцвечивание, обугливание или прилипание поверхности.
Причина: Чрезмерный нагрев может вызвать обесцвечивание, обугливание или прилипание поверхности.
Решение: Проверьте температуру с помощью пирометра и соответственно уменьшите.
3. Причина: Недостаточное давление на Т-образный запаивающий стержень может привести к слабому уплотнению.
Решение: Увеличьте давление, ослабив барашковый винт на рычаге кулачка и повернув регулировочный винт по часовой стрелке.
C. Плохое формирование складок
1. Причина: Слишком длинный ход.
Решение: Уменьшить ход до стандартного 2¼»
2. Причина: Форсунка расположена слишком далеко вперед на машине.
Решение: Переместите шаблон назад на 1/16 дюйма от края стола станка. Убедитесь, что конец шаблона параллелен краю стола и не находится во взведенном положении.
Убедитесь, что конец шаблона параллелен краю стола и не находится во взведенном положении.
3. Причина : Складывающиеся лезвия смещены
Решение: Ослабьте болты с головкой и выровняйте оба лезвия, когда они находятся в крайнем переднем положении
D. Плохое обжимное уплотнение
1. Причина: Слабое обжимное уплотнение может быть вызвано смещением губок
Решение: Убедитесь, что губки правильно зацеплены; если нет, ослабьте нижнюю челюсть и выровняйте ее.
2. Причина: Недостаточный нагрев приведет к слабому уплотнению или его отсутствию.
Решение: Увеличивайте температуру до тех пор, пока не будет достигнуто хорошее уплотнение.
3. Причина: Чрезмерный нагрев вызывает обесцвечивание, обугливание и иногда прилипание.
Причина: Чрезмерный нагрев вызывает обесцвечивание, обугливание и иногда прилипание.
Решение: Проверить температуру с помощью пирометра и отрегулировать
4. Причина: Чрезмерная разница температур запаивающих губок может привести к слабому уплотнению или прилипанию.
Решение: Проверьте температуру с помощью пирометра и отрегулируйте или замените биение до тех пор, пока температуры щек не будут сбалансированы.
5. Причина: Грязные уплотнительные губки могут стать причиной слабого уплотнения.
Решение: Проверьте губки на наличие отложений краски или покрытия и очистите их.
IV. Отрезка мешка
A. Изменение длины
1. Причина: Чрезмерное торможение.
Решение: Отрегулируйте тормоз так, чтобы натяжной ролик плавно перемещался вверх и вниз.
2. Причина: Загрязнены тянущие валики.
Решение: Очистите ролики тканью, смоченной в растворителе, затем слегка придайте шероховатость наждачной бумагой.
3. Причина: Износ резиновых колец на тянущих роликах.
Решение: Заменить новыми резиновыми кольцами.
4. Причина: Чрезмерный нагрев длинного нагревателя, вызывающий заедание.
Решение: Проверить температуру нагревателя и отрегулировать. Проверьте состояние резервной полосы брезента и замените ее, если она изношена.
5. Причина: Недостаточное проскальзывание пленки.
Причина: Недостаточное проскальзывание пленки.
Решение: Придайте шероховатость ролику переноса наждачной бумагой или попробуйте перевернуть ролик.
6. Причина: Потеря храповика на ролике переноса, позволяющего отводить пленку.
Решение: Отремонтировать или заменить храповик.
B. Рваный отрезок
1. Причина: Нож с зазубринами или тупой.
Решение: Снимите и заточите или замените нож.
2. Причина: Несвоевременная выдача рулонов.
Решение: Проверить натяжные ролики; они должны быть остановлены и подняты примерно на 1/8 дюйма, пока нож режет. Если это не так, внесите соответствующие коррективы.
C. Пакет не отрезается
1. Причина: Слабые пружины на верхнем ноже.
Решение: Проверить пружины и отрегулировать или заменить их.
2. Причина: Угол сдвига не отрегулирован.
Решение: Проверьте нож и, если он не делает ровный и плавный проход, отрегулируйте его, перемещая уголок, расположенный на нижнем левом конце верхнего ножа. Это для настройки фолдера. Для регулировки обжимного ножа в нижней обжимной губке имеется установочный винт. После регулировки всегда проворачивайте машину вручную, прежде чем включать машину.
WOODMAN VFFS ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
I. Секция размотки
A. Разрывы полотна
1. Причина: резкое торможение, раскручивание полотна.
Решение: Уменьшить торможение при раскручивании фрикционных ремней за счет уменьшения натяжения пружины. На машинах с тормозом «колодка-ступица» установите регулировочный винт так, чтобы он едва касался тормозной колодки, когда направляющая балка параллельна опорному кронштейну.
2. Причина: Ролики переноса надрезаны или повреждены, разрыв полотна на определенном валу или рядом с ним. Тем не менее, также вероятно, что повреждение приведет к разрыву паутины на первом или сразу после него.
Решение: Найдите ролик и удалите повреждения мелкозернистой наждачной бумагой или наждачной бумагой.
3. Причина: Рулон (оберточный материал) надрезан или поврежден, полотно рвется сразу после разматывания с рулона или, в случае незначительного повреждения, разрыв или разрыв может произойти в других частях машины.
Решение: Выбросьте рулон, если он сильно поврежден. Если на внешней части видны только повреждения, ее можно отрезать, а оставшуюся часть использовать. В случае незначительного повреждения может помочь влажная ткань или полотенце, приложенное к поврежденному бортику.
4. Причина: Продукт может время от времени падать с весов или подвесного конвейера на полотно, разрывая полотно на натяжных или тянущих валах.
Решение: Закройте пораженный участок картоном.
B. Плохое веб-отслеживание
1. Причина: Недостаточное торможение при разматывании, рулон (оберточный материал) передвигается после завершения хода натяжения.
Решение: Увеличьте тормоз разматывания на фрикционном ремне, переместив книгу в следующую позицию. При торможении по типу втулки и колодки, когда направляющая планка параллельна опорному кронштейну, поверните регулировочный винт по часовой стрелке, пока он не коснется тормозной колодки.
При торможении по типу втулки и колодки, когда направляющая планка параллельна опорному кронштейну, поверните регулировочный винт по часовой стрелке, пока он не коснется тормозной колодки.
2. Причина: Транспортный или подающий ролик не выровнен, полотно перемещается на «высокую» сторону ролика.
Решение: Проверить выравнивание валков по уровню или измерениям и исправить.
3. Причина: Плохое формирование валика (мягкий край, высокий валик, полоса на валике) – в тяжелых случаях полотно будет двигаться в направлении узкого валика.
Решение: Нанесите достаточное количество ленты на передающие и/или подающие ролики, чтобы сбалансировать натяжение полотна.
4. Причина: Танцор поднимается или опускается с неравномерным ходом.
Решение: Проверьте ролик на наличие препятствий, вызванных посторонними предметами, и на возможную потребность в смазке.
II. Формовочная и задняя секции уплотнения
A. Плохое отслеживание полотна
1. Причина: Основной рулон неправильно расположен при разматывании, что приводит к тому, что пленка стекает с центра шаблона.
Решение: Переместите рулон так, чтобы полотно правильно располагалось на шаблоне.
2. Причина: Смещена скоба — перемычка уходит в сторону скобы.
Решение: Выровняйте шпангоут под прямым углом к раме машины. Проверьте вертикальное выравнивание и при необходимости откорректируйте его с помощью винтов, расположенных на монтажной пластине.
3. Причина: Ролики подачи изношены или неправильно отрегулированы. Паутина разъезжается по бывшему.
Решение: Проверить уровень и выравнивание ролика. Валки должны быть параллельны формирующему крылу (убедитесь, что шпангоут правильно выровнен). Ролики с признаками чрезмерного износа следует заменить. Если запасные ролики недоступны, временным решением может быть наклеивание ленты на изношенную область.
4. Причина: Неправильное положение подающего ролика. Сеть не отслеживает равномерно по прежнему.
Решение: Отрегулируйте вал так, чтобы полотно полностью и равномерно соприкасалось с поверхностью.
B. Разрывы полотна
1. Причина: Недостаточный зазор между шпангоутом и трубой, разрывы полотна в шпангоуте.
Решение: Отрегулируйте зазор так, чтобы полотно свободно перемещалось между шаблоном и трубой. Регулировка производится винтами, расположенными спереди и сзади крепежных болтов.
2. Причина: Поверхность шпангоута повреждена, прорези или разрывы в перемычке на поверхности шпангоута.
Решение: Удалите заусенцы, проколы и т. д. мелкозернистой наждачной бумагой или наждачной шкуркой.
3. Причина: Рулон (оберточный материал) надрезан или поврежден, полотно рвется на шпангоуте обычно до того, как будет сделана задняя пломба.
Решение: Удалите поврежденную часть материала с рулона, если возможно, в противном случае выбросьте рулон. В случае незначительного повреждения борта влажная ткань или полотенце, приложенное к поврежденному концу, эффективно спасает рулон.
4. Причина: Прилипание к герметику из-за перегрева и/или загрязнения поверхности герметика.
Решение: Проверьте температуру герметика с помощью пирометра и соответственно уменьшите. Удалите остатки покрытия, типографской краски и т. д. с поверхности герметика. Следует соблюдать осторожность при использовании герметиков со специальным покрытием.
C. Плохая герметизация
1. Причина: Недостаточная ширина пленки – нет напуска в стыке заднего шва.
Решение: Проверьте требуемую ширину используемого шпангоута и ширину полотна.
2. Причина: Неправильная температура герметика. Чрезмерное нагревание приведет к обесцвечиванию уплотнения и/или образованию пузырей. При слишком низком нагреве уплотнение будет слабым, и покрытие будет практически не плавиться.
Решение: Проверьте температуру герметика с помощью пирометра и соответствующим образом отрегулируйте. Подождите достаточное время (обычно 5-10 минут), чтобы изменения произошли, и повторите проверку с помощью пирометра. Если изменений не обнаружено, квалифицированный специалист должен проверить элементы управления, проводку, предохранители, нагревательные элементы и т. д.
3. Причина: Формовочная трубка установлена неправильно. Если язычок направлен в сторону от направляющих каретки, он может привести к открытию заднего уплотнения и увеличению диаметра трубы. Если язычок расположен слишком глубоко внутрь, диаметр мешка будет слишком мал, и в области запайки могут образоваться складки.
Решение: Выровняйте трубку и язычок так, чтобы центральная линия трубки была параллельна направляющим тележки.
4. Причина: Запаивающая планка не выровнена — слабое заднее уплотнение или наблюдается разная прочность по бокам.
Причина: Запаивающая планка не выровнена — слабое заднее уплотнение или наблюдается разная прочность по бокам.
Решение: Установите рычаг запаивателя параллельно браншам так, чтобы запаиватель располагался на трубе. Центральная линия стержня должна совпадать с центральной линией трубы.
5. Причина: Ограничитель запаивающей планки и неправильная настройка натяжения пружины. Перехлест полотна вспахивается в верхней части герметика или пломба слабая.
Решение: Отрегулируйте запаивающий стержень так, чтобы в верхней части оставался зазор 1/4 дюйма, когда нижняя часть стержня соприкасается с трубой. Отрегулируйте натяжение пружины, чтобы просто удерживать стержень до упора.
ПРИМЕЧАНИЕ. Все точки поворота герметика для швов должны быть свободны и время от времени смазываться маслом.
III.
 Секция обжимной губки
Секция обжимной губкиA. Плохое уплотнение
1. Причина: Неправильная температура герметика – при чрезмерной температуре на уплотнении образуются пузыри и/или обесцвечивается, а также может быть заметно прилипание к губкам. Недостаточная температура приведет к слабому уплотнению или его полному отсутствию.
Решение: Проверьте температуру с помощью пирометра и при необходимости отрегулируйте. Подождите достаточное время, чтобы изменения произошли, и повторите проверку. Если изменений не обнаружено, квалифицированный специалист должен проверить элементы управления, проводку, нагреватели и т. д. Отрегулируйте любой дисбаланс между кулачками до 10° F или менее.
2. Причина: Неправильное выравнивание кулачков. Зазубрины губок разрезают упаковку в области уплотнения.
Решение: Ослабьте болты крепления губок и сдвиньте губки, чтобы добиться надлежащего зацепления. Затяните болты перед эксплуатацией машины.
Затяните болты перед эксплуатацией машины.
3. Причина: Низкое давление воздуха в щековых цилиндрах. Уплотнения слабые и имеют легкий зазубренный рисунок.
Решение: Проверьте давление воздуха на кулачки, стандартную настройку и клапан на линии подачи. Цилиндры щек требуют 80 фунтов на квадратный дюйм для правильной работы.
4. Причина: Доильные пластины установлены слишком близко. Пластины соприкасаются с упорными кулачками до того, как будет выполнено уплотнение.
Решение: Ослабьте винты, удерживающие подвижную пластину и раздвинув губки на 3/8 дюйма, установите зазор доильной пластины на 0,045 дюйма и снова затяните винты. Могут потребоваться небольшие изменения в зависимости от упаковочного материала и продукта.
5. Причина: Пленка с перевернутой поверхностью (одна сторона разделительного покрытия) Прилипает к губкам, иногда до такой степени, что пломбы расходятся
Решение: Проверьте обе поверхности полотна на наличие антиадгезионного покрытия.
B. Прилипание упаковочного материала к губкам запайщика
1. Причина: Чрезмерный нагрев обжимных губок.
Решение: Проведите полную проверку температуры челюстей, передней и задней, а также верхней и нижней части каждой челюсти, если она оснащена отдельными нагревательными элементами. Снизьте температуру, если она чрезмерная, и отрегулируйте любой дисбаланс между кулачками до 10 ° F или менее. Если уплотнения являются удовлетворительными и чистыми, а прилипание очевидно при более низкой температуре, небольшое повышение температуры (100-200°F) может быть эффективным для улучшения освобождения зажима.
2. Причина: Загрязнение поверхности захватов (налипание покрытия, продукт), упаковка не падает свободно, а трубка прилипает к верхней части захватов и перемещается захватами при движении вверх.
Решение: Очистите губки проволочной щеткой. ВНИМАНИЕ: Губки со специальным покрытием (тефлон, керамика) необходимо чистить разрешенными материалами. При чистых кулачках проверьте температуру и убедитесь, что выпускная поверхность обращена к кулачкам, когда используется дифференциальный материал поверхности.
ВНИМАНИЕ: Губки со специальным покрытием (тефлон, керамика) необходимо чистить разрешенными материалами. При чистых кулачках проверьте температуру и убедитесь, что выпускная поверхность обращена к кулачкам, когда используется дифференциальный материал поверхности.
3. Причина: Нож и паз загрязнены. Нож не втягивается полностью.
Решение: Очистите нож и паз, убедившись, что все шарниры свободны и смазаны.
4. Причина: Поверхности губок повреждены (заусенцы, порезы) и упаковка не падает свободно. Кроме того, на запечатанной области могут быть повреждения.
Решение: Удалите заусенцы или порезы, предпочтительно треугольным напильником. Можно использовать наждачную бумагу или небольшой плоский напильник.
C. Отсечка некачественной упаковки
1. Причина: Нож затупился или сломался – упаковка отрезается не чисто или не полностью.
Причина: Нож затупился или сломался – упаковка отрезается не чисто или не полностью.
Решение: Проверить состояние ножа. Замените, если он сломан, изношен или затупился. Если замена недоступна, затупившийся нож можно отшлифовать и использовать до тех пор, пока не будет найдена замена.
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ WRIGHT VFFS
I. Секция размотки
A. Разрывы полотна
Решение: Уменьшите торможение, повернув регулировочную гайку против часовой стрелки.
2. Причина: Повреждены или надрезаны поверхности переносного или танцевального ролика. Полотно рвется на определенном рулоне или рядом с ним. Также возможно возникновение разрывов на формирователе или сразу после него в результате повреждения полотна зазубренной поверхностью валка.
Решение: Найдите проблемный ролик(и) и удалите повреждения мелкозернистой наждачной бумагой или наждачной бумагой.
3. Причина: Рулон (оберточный материал) надрезан или поврежден. Полотно может порваться сразу после разматывания с основного рулона или, в случае незначительного повреждения, разрыв или разрыв могут произойти в других частях машины.
Решение: Выбросьте рулон, если он сильно поврежден. Повреждения внешней части рулона можно срезать, а оставшуюся часть использовать. В случаях незначительного повреждения борта можно эффективно предотвратить его приложенной к нему влажной тканью или полотенцем.
B. Плохое веб-отслеживание
1. Причина: Недостаточное торможение при раскручивании. Рулон (оберточный материал) переместится после завершения хода натяжения.
Решение: Увеличьте торможение раскручивания, повернув регулировочную гайку по часовой стрелке.
2. Причина: Неправильно выровнены ролики переноса или ролики. Паутина будет перемещаться на «высокую» сторону рулона.
Решение: Проверить выравнивание валка по уровню или измерениям и исправить.
3. Причина: Плохое формирование валика (мягкие края, высокий валик, полосы на валике). В тяжелых случаях полотно будет двигаться в направлении плотного валика.
Решение: Нанесите достаточное количество ленты на ролики переноса и/или танцпола, чтобы сбалансировать натяжение полотна.
4. Причина: Танцор(ы) поднимается или опускается с неравномерным ходом.
Решение: Проверьте ролик на наличие препятствий и/или возможной потребности в смазке.
II. Формовочная и задняя секции уплотнения
A. Плохое отслеживание полотна
1. Причина: Основной валик неправильно расположен на разматывающей оправке, что приводит к тому, что полотно смещается от центра формирователя.
Решение:
2. Причина: Бывшее смещение. Паутина ходит в одну сторону или бродит по прежней.
Решение: Выровняйте шпангоут под прямым углом к роликам.
3. Причина: Прежние ролики установлены неправильно. Фильм бродит по прежнему.
Решение: Расположите ролики так, чтобы полотно едва касалось бывшей юбки.
4. Причина: Прежние ролики изношены или смещены. Паутина разъезжается по бывшему.
Паутина разъезжается по бывшему.
Решение: Проверьте выравнивание и при необходимости исправьте. Замените ролики с признаками чрезмерного износа. Если сменные ролики недоступны, временным решением может быть наклеивание ленты на изношенную область.
B. Разрывы полотна
1. Причина: Недостаточное раскрытие зазора в прежнем нахлесте, вызывающее разрывы краев и/или разрывы полотна.
Решение: Проверьте раскрытие зазора и при необходимости отрегулируйте от 1/32″ до 1/16″.
2. Причина: Бывшая поверхность повреждена. Щели, разрывы и/или сильные царапины на поверхности формы.
Решение: Проверьте поверхность шаблона и удалите заусенцы, проколы и т. д. мелкозернистой наждачной бумагой или наждачной бумагой.
3. Причина: Вертикальный герметик слишком близко к шаблону. Разрывы пленки вдоль вертикальной герметизации.
Решение: Отодвиньте уплотнитель от шаблона.
4. Причина: Установлено слишком высокое давление магнита вертикального уплотнения. Пленка «болтается» или рвется под герметиком.
Решение: Уменьшите положение магнита вертикального уплотнения, расположенного на блоке управления.
5. Причина: Прилипание к вертикальному герметику из-за перегрева и/или загрязнения поверхности герметика.
Решение: Проверьте температуру герметика с помощью пирометра и соответственно уменьшите. Удалите любые отложения (покрытия, продукт, типографская краска) с поверхности герметика. Следует соблюдать осторожность при использовании герметиков со специальным покрытием.
Следует соблюдать осторожность при использовании герметиков со специальным покрытием.
C. Плохое уплотнение (вертикальное)
1. Причина: Недостаточная ширина пленки для нахлеста в вертикальном шве.
Решение: Проверьте ширину пленки, необходимую для используемого шаблона.
2. Причина: Неправильная температура герметика. Чрезмерное нагревание приведет к вздутию уплотнения и/или обесцвечиванию. Если слишком низкое, уплотнение будет слабым и покажет незначительное плавление покрытия или его отсутствие.
Решение: Проверить температуру герметика поверхностным пирометром; настроить соответственно. Если регулировка выполнена, подождите достаточное время, чтобы изменения произошли, и повторите проверку с помощью пирометра. Если изменений не обнаружено, квалифицированный специалист должен проверить элементы управления, проводку, предохранители, нагревательные элементы и т. д.
д.
3. Причина: Слишком низкое давление магнита вертикального уплотнения. Уплотнение слабое или не сделано вообще.
Решение: Увеличьте настройку магнита по вертикали, расположенную на плате управления.
4. Причина: Неправильный зазор между вертикальной уплотнительной поверхностью и верхней частью опорной планки.
Решение: Проверьте зазор и установите его на 0,010 дюйма.
5. Причина: Вертикальный уплотнитель не выровнен по отношению к опорной планке и трубе. Уплотнение слабое и/или имеет разную прочность из стороны в сторону.
Решение: Проверить регулировку защелки.
6. Причина: Опорный стержень погнут или смещен. Уплотнение выполнено не по всей длине. Если смещение стержня слишком велико по отношению к машине или от нее, это может повлиять на размер трубы и, в свою очередь, вызвать плохое уплотнение.
Уплотнение выполнено не по всей длине. Если смещение стержня слишком велико по отношению к машине или от нее, это может повлиять на размер трубы и, в свою очередь, вызвать плохое уплотнение.
Решение: Проверьте выравнивание и прямолинейность опорного стержня.
III. Секция обжимной губки
A. Плохие уплотнения
1. Причина: Неправильная температура герметика. Чрезмерное нагревание приведет к образованию пузырей и/или обесцвечиванию уплотнения, что может привести к прилипанию к губкам. Недостаточный нагрев приведет к слабому уплотнению или его полному отсутствию.
Решение: Проверьте температуру губок с помощью пирометра и отрегулируйте при необходимости. Если изменений не обнаружено, квалифицированный специалист должен проверить органы управления, нагревательные элементы, предохранители, проводку и т. д. Отрегулируйте любой дисбаланс между кулачками до 10° F или менее.
д. Отрегулируйте любой дисбаланс между кулачками до 10° F или менее.
2. Причина: Неправильное давление воздуха. Если слишком низко, уплотнения будут слабыми. Чрезмерное давление может привести к порезам в области уплотнения.
Решение: Проверьте фактическое давление воздуха на зажимах, регуляторе и клапанах.
3. Причина: Губки неправильно зацеплены. Разрезы в области уплотнения.
Решение: Ослабьте крепежные болты и переместите губки, чтобы добиться надлежащего зацепления. Затяните болты перед эксплуатацией машины.
4. Причина: Челюсти грязные. Уплотнения повреждены или некачественные в определенной области. Прилипание может быть очевидным
Решение: Удалите остатки продукта, покрытия и т. д. с губки с помощью проволочной щетки.
д. с губки с помощью проволочной щетки.
ПРИМЕЧАНИЕ. Для губок со специальным покрытием (тефлон, керамика и т. д.) следуйте методу очистки, рекомендованному изготовителем.
5. Причина: Чрезмерное давление воздуха, выталкивающее уплотнение.
Решение: Проверьте зазор лезвия стриппера и установите его на 1/32 дюйма. Проверьте дефляторы и убедитесь, что создается достаточное давление для удаления лишнего воздуха из мешка.
6. Причина: Продукт в уплотнениях. Чрезмерный зазор между лезвиями стриппера.
Решение: Проверить зазор между лезвиями съемника и установить на 1/32″.
7. Причина: Пленка с перевернутой дифференциальной поверхностью. Прилипает к губкам, иногда до степени разделения уплотнений. : Проверьте поверхности полотна на наличие антиадгезионного покрытия и расположите рулон на оправке для размотки таким образом, чтобы обработанная антиадгезионная обработка поверхность была обращена к губкам (внешняя поверхность трубы)
: Проверьте поверхности полотна на наличие антиадгезионного покрытия и расположите рулон на оправке для размотки таким образом, чтобы обработанная антиадгезионная обработка поверхность была обращена к губкам (внешняя поверхность трубы)
8. Причина: Поверхности губок повреждены (заусенцы, порезы) и упаковка не падает свободно. Также в области уплотнения могут быть видны повреждения.
Решение: Удалите заусенцы или порезы, предпочтительно небольшим треугольным напильником. Можно использовать наждачную бумагу или небольшой плоский напильник.
B. Плохая обрезка упаковки
1. Причина: Нож затупился или сломался. Пакет не разрезан полностью или не полностью.
Решение: Проверить состояние ножа. Замените, если он сломан, изношен или затупился. Если замена недоступна, затупившееся лезвие можно отшлифовать и использовать до тех пор, пока не будет получена замена.
2. Причина: Нож и/или пазы загрязнены.
Решение: Выньте нож из губок, соскребите излишки отложений шпателем и отшлифуйте мелкозернистой бумагой или наждачной шкуркой. Тщательно очистите прорези ножей в губках. Нанесите небольшое количество масла на обе стороны ножа и замените его.
3. Причина: Недостаточное проникновение ножа в наружную челюсть. Отключение пакета не завершено.
Решение: Остановите дышло с ножевым кулачковым роликом в самой высокой точке кулачка. Отрегулируйте рычажный механизм таким образом, чтобы ход ножа останавливался на расстоянии 1/16 дюйма от дна прорези внешней губки (губки закрыты).
4. Причина: Неправильная синхронизация ножа.
Решение: Переместите дышло вниз, пока челюсти не сомкнутся. Сдвиньте кулачок, пока кулачковый ролик не окажется в самой высокой точке кулачка.
Сдвиньте кулачок, пока кулачковый ролик не окажется в самой высокой точке кулачка.
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ ALLPAC VFFS
Исследование проблем с оборудованием Allpac лучше всего проводить, начав с разгрузки машины и двигаясь обратно. Сначала проверьте работу обжимной губки.
I. Область обжимных губок
A. Открытые торцевые заделки
1. Причина: Пленка прилипает к губкам запайщика из-за слишком высокой температуры, перевернутой дифференциальной поверхностной пленки или скопления чернил на поверхностной отпечатанной пленке на запаивающих губках.
Решение: Проверьте температуру челюсти с помощью пирометра и соответствующим образом отрегулируйте температуру. Проверьте внешнюю и внутреннюю поверхность пленки на наличие разделительного покрытия и установите рулон, чтобы расположить разделительное покрытие снаружи готовой упаковки. Проверьте, не скопились ли чернила на губках, если используется пленка с поверхностной печатью — нанесение силиконового антиадгезива может помочь свести к минимуму проблему.
Проверьте, не скопились ли чернила на губках, если используется пленка с поверхностной печатью — нанесение силиконового антиадгезива может помочь свести к минимуму проблему.
2. Причина: Обжимные губки не нагреваются.
Решение: Проверьте следующее: автоматический выключатель (картриджный нагреватель открытых элементов, неисправный термистор, неисправное реле, кольца и щетки коллектора, открытые и/или замкнутые соединения проводки и, возможно, неисправный контроллер.
3. Причина: Верхняя челюсть прыгает несвоевременно по отношению к нижней
Решение: Верхняя челюсть подпружинена и могла выскочить несвоевременно при закрывании на продукте. челюсть находится в положении отрезания Затем ослабьте болты на режущей головке и подденьте приводной конец вала верхней челюсти Поверните вал верхней челюсти, пока челюсть не выровняется Опустите вал верхней челюсти и снова затяните болты
4. Причина: Челюсти не останавливаются при сцеплении друг с другом.
Причина: Челюсти не останавливаются при сцеплении друг с другом.
Решение: См. «Руководство по упаковочному оборудованию» для регулировки эпицикла (паузы).
5. Причина: Жалюзи не смыкаются по горизонтальной линии продукта.
Решение: Поднимите или опустите челюсть к центру продукта.
B. Передняя кромка упаковок смята в области захватов
1. Причина: Захваты работают медленнее, чем колеса с ребристым уплотнением.
Решение: Увеличьте скорость челюсти, переместив регулировочный маховик, расположенный на стороне оператора машины.
C. Защелки пленки на губках
1. Причина: Щетки работают быстрее, чем колеса уплотнения ребер.
Решение: Уменьшите скорость челюсти, замедлив регулировочное ленточное колесо, расположенное со стороны оператора машины.
D. Пакет раздавлен губками
1. Причина: Цепь подачи не вовремя с губками.
Решение: Установите маховик, чтобы правильно расположить обжимные уплотнения по отношению к продукту.
E. Торцевое уплотнение упаковки порезано или раздавлено и порвано
1. Причина: Обжимные губки зацепились слишком сильно.
Решение: Отрегулируйте зазор кулачков, повернув распорную втулку подшипника. Постарайтесь получить хороший чистый отпечаток на одном слое пленки, чтобы у вас была хорошая прочная герметизация, когда пленка складывается вдвое.
F. Отсутствие углубления на концевом уплотнении
1. Причина: Недостаточное натяжение обжимных губок.
Причина: Недостаточное натяжение обжимных губок.
Решение: Отрегулируйте винт натяжения, расположенный в верхней части узла головки.
G. Упаковка имеет плохие зазубренные торцевые уплотнения
1. Причина: Зубцы и щипцы не входят в зацепление должным образом.
Решение: Ослабьте винты с головкой, удерживающие нижнюю обжимную губку, и сдвиньте ее в сторону, пока верхняя и нижняя губки не сцепятся друг с другом должным образом, затем снова затяните.
ПРИМЕЧАНИЕ:
а. Все регулировки челюстей должны производиться при рабочей температуре.
б. Подтвердите правильность зацепления оттиском на алюминиевой фольге.
H. Плохая обрезка пакета
1. Причина: Нож затупился или неправильно отрегулирован, или недостаточное натяжение верхней челюсти.
Решение: Проверьте натяжение ножа и губок, отрегулируйте их в руководстве по упаковочной машине.
II. Проблемы с уплотнением ребра
A. Пленка не запечатывается должным образом и/или застревает в машине
1. Причина: Пленка недостаточно широкая или слишком широкая.
Решение: Проверьте центрирование и ширину пленки.
2. Причина: Пленка может прилипнуть к колесам при слишком высокой температуре.
Решение: Отрегулируйте температуру, проверьте контроллер, термистор и провода нагревателя (очистите оребрение).
3. Причина: Ребристое уплотнение колеса порезало уплотнение.
Решение: Колеса уплотнения ребра расположены слишком близко друг к другу – проверьте расстояние и регулировку пружины.
4. Причина: Колеса уплотнения ребер не выровнены.
Решение: Отрегулируйте ребристые колеса так, чтобы они полностью соприкасались с нагреваемой поверхностью. (Подтвердите совмещение с оттиском на алюминиевой фольге.)
5. Причина: Пленка вырывается из колес уплотнения ребер.
Решение: См. раздел IV, пункт B настоящего руководства.
B. Связки пленки на губках — подача неравномерна
1. Причина: Вспомогательные (резиновые) тяговые колеса установлены со слишком слабым натяжением.
Решение: Снимите опорную плиту, очистите и отрегулируйте натяжение.
2. Причина: Плохо выровнена опорная плита.
Решение: Отрегулируйте опорные плиты примерно на 1/8 дюйма от центральной линии машин.
III. Бывшие проблемы
A. Пленка не проходит в ребристые колеса
9 1 Пленка не достаточно широкий для продуктаРешение: Ширина пленки должна быть равна окружности изделия плюс 1½ дюйма — возможно больше для некоторых хлебобулочных изделий, которые могут различаться по размеру.
2. Причина: Передние направляющие изделия внизу внутри бывшего пола.
Решение: Передний пол должен быть примерно на 1/32 дюйма ниже передних направляющих продукта.
3. Причина: Товар слишком большой для первого.
Решение: Выберите формирователь нужного размера для продукта.
IV. Проблемы с задней стойкой
A. Пленка вырывается из колесиков уплотнения ребер
1. Причина: Рулон пленки не отцентрован на оси.
Решение: Выровняйте пленку так, чтобы она находилась на центральной линии шпангоута.
2. Причина: Наклонные ролики установлены слишком высоко или слишком низко.
Решение: Установите наклонный валик в исходное положение, пока пленка не коснется формирующего кольца. Если наклонный валик слишком высок, а угол слишком крутой, пленка будет иметь тенденцию вытягиваться из ребристых герметиков. Когда ролик расположен слишком низко и угол недостаточно крутой, упаковочный материал будет туже натягиваться вокруг продукта.
3. Причина: Чрезмерное натяжение при размотке.
Решение: Отрегулируйте тормоз размотки, чтобы обеспечить минимальное натяжение пленки. Избегайте любой вялости.
4. Причина: Слишком узкий оберточный материал.
Решение: Правильная ширина будет равна обхвату изделия плюс 1½ дюйма или достаточно, чтобы учесть максимальное изменение размера изделия.
5. Причина: Прежнее значение слишком велико для размера изделия.
Решение: Выберите правильный формирователь для размера продукта
6. Причина: Выступы в нижней части стойки требуют регулировки.
Решение: Расширьте выступы, чтобы удерживать пленку в плавниках.
B. Пленка не подается в формирователь должным образом
1. Причина: Наклонный ролик установлен слишком высоко или слишком низко.
Причина: Наклонный ролик установлен слишком высоко или слишком низко.
Решение: Слишком высокая: пленка будет иметь тенденцию стягиваться и сморщиваться в углах. Слишком низко: пленка может скатиться за края и выйти из формирователя.
2. Причина: Отсутствие тормоза раскручивания.
Решение: Отрегулируйте тормоз разматывания, чтобы обеспечить минимальное натяжение пленки и избежать провисания.
3. Причина: Рулон пленки не отцентрирован на шпинделе.
Решение: Выровняйте пленку так, чтобы она находилась на осевой линии прежнего
V. Проблемы управления
A. Оборудование не работает
1. Причина: Двигатель не работает 90
Решение: Проверить следующее:
а. Главный предохранитель
Главный предохранитель
б. Нагреватели перегрузки двигателя на пускателе двигателя
c. Обрыв провода или ослабление соединений и двигателя
Руководство по склеиванию полиэтилена с помощью термоклея
От кухонной посуды до автомобилей — пластмассовые изделия проникли во все аспекты нашей жизни и являются неотъемлемой частью нашей повседневной деятельности.
Пластмассы можно разделить на две основные группы: термопласты и реактопласты. Термопласты, такие как полиэтилен, легко размягчаются при нагревании. Термореактивные нет. Производители должны иметь возможность эффективно и надежно соединять пластиковые компоненты в полные сборки, например, в транспортных средствах, и это означает использование клеев-расплавов.
Клеи имеют ряд преимуществ по сравнению с другими типами соединения, такими как сварка или даже использование винтов или гвоздей.
- Клеи распределяют вес между двумя основаниями более равномерно, уменьшая нагрузку на стыки. Клеи
- невидимы, а это означает, что вы получаете красивую, четкую бесшовную линию в месте соединения материалов. Клеи
- образуют уплотнение, а также связь, защищающую соединение от коррозии. Клеи
- могут соединять поверхности неправильной формы, быстро и легко склеивая подложки.
- Операции сборочной линии намного проще, так как меньше необходимости в настройке в процессе склеивания.

Археологи обнаружили свидетельства того, что люди использовали клеи более 6000 лет назад. Древние египтяне использовали клей для запечатывания деревянных гробов фараонов. Однако современная клеевая технология начала развиваться только около 100 лет назад.
Ученый компании Procter & Gamble (P&G) изобрел термопластичный клей, известный сегодня как термоплавкий клей, в 1940 году. Ученые P&G хотели запечатать коробки с хлопьями и предотвратить их открытие до того, как они попадут к потребителю.
Производители, особенно упаковочные компании, впервые начали широко использовать термоклей в 1960-х годах. В конце концов, технология горячего расплава привела к изобретению клеевых стержней, напыляемых массовых термоклеев и различных составов, предназначенных для специфического склеивания пластмасс.
Традиционные термоклеи представляют собой термопластичные смолы. Смолы нагревают и наносят на подложки. После остывания клей образует прочное соединение, которое хорошо держится в любых условиях.
Хотя производители производят различные термоклеи, в зависимости от области применения, наиболее популярными и наиболее эффективными являются этилвинилацетат (ЭВА), полиамид, полиолефин и реактивный уретан.
Термоклеи имеют термопластичную полимерную основу, которая остается твердой при комнатной температуре. Нагрев и нанесение их в жидком виде делают их пригодными для промышленного применения. Вы можете наносить их вручную, с помощью промышленного краскопульта, вальцеванием или экструзией.
Клеи-расплавы имеют широкий спектр применения в различных отраслях промышленности, таких как:
- Упаковка
- Печать
- Переплет книги
- Таксидермия
- Текстиль, включая аппликацию
- Производство обуви
- Деревообработка
- Автомобилестроение, включая внутренние и внешние отделочные работы, такие как амортизация, фары, задние фонари и колесные колпаки
- Производство электроники
Добавки-расплавы
Клеи-расплавы не содержат воды или растворителя. Клей схватывается при потере тепла, поэтому соединение образуется буквально за секунды после нанесения.
- Полимеры в клеях обеспечивают прочность и гибкость.
- Смолы обеспечивают немедленную липкость, необходимую для адгезионного действия. Воск в клее разжижает его, облегчая нанесение.
- Антиоксиданты помогают защитить клей от потери способности связывания даже при повышенных температурах.
- Tackifi повышают прочность сцепления.
- Воски изменяют свойства поверхности и снижают вязкость.
- Наполнители , как и вещества, повышающие клейкость, также повышают прочность сцепления, а также повышают температуру плавления и вязкость.

Поскольку клеи-расплавы теряют тепло при отверждении, необходимо тщательно контролировать температуру. Клейкий материал должен быть в жидкой или расплавленной форме для смачивания подложек и быть достаточно горячим, чтобы склеить материалы вместе. Недостаточное тепло может привести к разрушению соединения.
Что такое полиэтилен Первый настоящий пластик был изобретен в 1869 году Джоном Уэсли Хаяттом, но полиэтилен (ПЭ), наиболее распространенный тип пластика, используемый сегодня в промышленности, не был открыт почти 20 лет назад. лет спустя. В 1898 году немецкий химик Ганс фон Пехман научился создавать полиэтилен. Только в 1930-х и 1940-х годах индустриализация пластмасс началась всерьез.
Только в 1930-х и 1940-х годах индустриализация пластмасс началась всерьез.
С химической точки зрения полиэтилен представляет собой синтетическую смолу с отличительными свойствами, которые сделали его бесценным дополнением к современной жизни. Он легкий, гибкий, химически и коррозионностойкий и очень недорогой в производстве.
Зачем использовать термоклей для склеивания полиэтиленаТермоклей имеет ряд характеристик, которые делают его отличным выбором для использования с полиэтиленом:
Очень быстро схватывается
клея, как быстро он схватывается. Это особенно важно для сборочных линий и других видов производства, где необходимо быстро соединить две детали и перейти к следующему этапу сборки.
Без смешивания
Вам не нужно ничего добавлять или смешивать какие-либо компоненты при использовании термоклея с полиэтиленом. Термоклей — это самостоятельный продукт, который выполняет свою работу без каких-либо дополнительных соединений или химического катализатора.
Нетоксичный
Нет необходимости в особых мерах предосторожности при использовании термоклея. Горячий клей нетоксичен. Вам не нужно следовать методам утилизации опасных материалов или беспокоиться о токсичных испарениях. Продукт не причинит вреда ни вашим сотрудникам, ни потребителям.
Оптовые закупки
Горячий клей — очень экономичный метод для использования в производственных или транспортных операциях. Он быстро схватывается, что позволяет максимально увеличить скорость производства и работы. Вы также можете купить его оптом, сэкономив свое время и деньги.
Безопасные для пищевых продуктов клеи и термоклеи В пищевой промышленности используется много пластиковых компонентов для транспортировки и хранения пищевых продуктов. Для этих компонентов требуются клеи, одобренные Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA), правительственным агентством, регулирующим обращение с пищевыми продуктами.
FDA определяет, какие вещества могут и не могут контактировать с пищевыми продуктами. Существуют определенные правила относительно того, какие виды клеев можно использовать для пищевых продуктов. Производитель клеев несет прямую ответственность за соблюдение этих правил.
Ключевая статья, касающаяся клеев в правилах FDA, касается адекватного отверждения, чтобы любой термоклей или другой клей, используемый в упаковке пищевых продуктов, не мог попасть в продукты питания. Это правило распространяется на типы клеев, которые вы можете использовать для пластиковых труб, по которым течет питьевая вода, кофе или другие потребляемые жидкости. Существует несколько вариантов пищевых клеев-расплавов, предназначенных для склеивания полиэтилена, используемого в пищевой и упаковочной промышленности.
Как наносить клеи-расплавы Для обеспечения успешного склеивания склеиваемые поверхности должны быть сухими, чистыми и не должны быть загрязнены жиром, маслом или пылью. Клей следует наносить при соответствующей температуре. Температура окружающей среды и используемых материалов могут влиять на адгезивные свойства. Слишком высокая температура замедляет время схватывания, а слишком низкая температура приводит к схватыванию клея до склеивания материалов.
Клей следует наносить при соответствующей температуре. Температура окружающей среды и используемых материалов могут влиять на адгезивные свойства. Слишком высокая температура замедляет время схватывания, а слишком низкая температура приводит к схватыванию клея до склеивания материалов.
Слишком большое или слишком малое нанесение может отрицательно сказаться на склеивании. Недостаточное количество приводит к более быстрому охлаждению клея, что приводит к некачественному склеиванию. Слишком большое количество предотвращает охлаждение соединения до завершения сжатия, что приводит к ослаблению соединения.
Типы аппликаторов-расплавов для использования с полиэтиленом Промышленные аппликаторы-расплавы поставляются с различными дозаторами. Есть пневматические системы, машины для нанесения покрытий, ручные пистолеты и многое другое. Система дозирования горячего расплава Astro Packaging SS10 имеет скорость плавления 8 фунтов в час. Контроллер температуры TC500 может работать с двумя шлангами и двумя аппликаторами одновременно. 10-фунтовый резервуар для расплава имеет цилиндрический барабан с тефлоновым покрытием, который предотвращает образование нагара и помогает обеспечить постоянную скорость насоса.
10-фунтовый резервуар для расплава имеет цилиндрический барабан с тефлоновым покрытием, который предотвращает образование нагара и помогает обеспечить постоянную скорость насоса.
Резервуар для наливного клея-расплава Astro Packaging LS10 идеально подходит для сборки изделия. Как и SS10, он имеет 10-фунтовый резервуар для горячего клея с тефлоновым покрытием. Полностью электрический, LS10 прогревается примерно за 30-45 минут, и опять же, как и SS10, имеет отличную скорость плавления 8 фунтов в час. При весе всего 45 фунтов его легко передвигать. Он также имеет встроенную функцию безопасности, которая не позволяет двигателю насоса работать, пока резервуар не достигнет безопасной рабочей температуры.
Одним из самых крупных и популярных устройств для нанесения клея-расплава является Astro Packaging KB30. В этом устройстве одновременно используется до четырех пистолетов и четырех шлангов с емкостью для термоклея емкостью 30 фунтов, а скорость расплава составляет 40 фунтов. Дозатор нуждается в напряжении 200 В или 240 В и одно- или трехфазном электричестве
Gluegun.com предлагает несколько типов термоклеев, высокоэффективных для склеивания пластиковых подложек:
Infinity SuperTAC 500 Клей-карандаш для склеивания пластмассОбладает высокой термостойкостью и способностью склеивать широкий спектр пластиков, включая полипропилен, полиэтилен, ПЭТ и ПВХ; Infinity SuperTAC 500 — идеальный клей-карандаш для склеивания пластика. Это также очень экономично, что делает его легким для кошелька.
Infinity SuperTAC 11 Product Assembly Bulk Hot Melt Infinity SuperTAC 11 — это высокоэффективный APAO-клей-расплав, который регулярно используется в автомобилестроении и при сборке продукции. Его связующие свойства прочны и гибки, а также обеспечивают безупречную термостойкость как при низких, так и при высоких экстремальных температурах. Благодаря возможности дозирования в форме шариков или распылителя и гибкой связке SuperTAC 11 обеспечит вам отличную ударопрочность и виброустойчивость.
Компания Henkel изготовила Pa 7804 специально для пластмасс, металлов, дерева и кожи, которые будут подвергаться воздействию экстремальных температур. Этот продукт Henkel обладает исключительно высокой ударопрочностью при очень низких температурах. Он также обладает отличной ударопрочностью и имеет рейтинг UL 94VO.
Henkel Technomelt 0437 Наливной клей-расплавHenkel Technomelt 0437 подходит для различных материалов, включая полиэтилен. Этот продукт предназначен для нанесения сыпучих материалов методом распыления горячего расплава. Заказ на Technomelt 0437 занимает примерно 2-4 недели.
PAM UXR 2101 Массовый клей-расплав UXR 2101 с очень длительным открытым временем позволяет изменять положение и корректировать изделие до того, как клей окончательно схватится. Термоклей общего назначения, поставляется в футляре весом 35 фунтов.
PAM UXR 2101 наиболее известен своей низкой вязкостью. Распыляемый, у вас есть до девяти минут липкости, что делает его превосходным, если вам нужно распылить большие пластиковые поверхности. Он также хорошо работает с пеной, тканью, деревом, картоном и металлом. Прозрачный термоклей, лучшая температура нанесения UXR 2101 составляет 325-375 градусов по Фаренгейту.
Warren Adhesives HM 6504 Массовый клей-расплав для морозильной камерыЭтот клей-расплав для морозильной камеры одобрен в соответствии с правилами Управления по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) для случайного контакта клея с пищевыми продуктами. HM 6504 не потеряет свою клейкость при низких температурах. Благодаря своей агрессивной липкости HM 6504 оптимален для быстрой и короткой компрессии.
Henkel Technomelt PA 7901 Массовый клей-расплав PA 7901 — еще один отличный продукт Henkel с низкой вязкостью, который отлично подходит для заливки и герметизации. Обладает термостойкостью и вибростойкостью, сцепляется не только с пластмассами, но и с металлами. Благодаря высокой скорости отверждения и быстрому дозированию он является отличной альтернативой эпоксидным или уретановым смолам.
Если ваши пластмассы будут подвергаться воздействию экстремальных температур, Henkel Technomelt PA 7804 станет отличным выбором. Обладает исключительной ударопрочностью при низких температурах и имеет сертификат UL 9.Рейтинг 4ВО.
Ad Tech 297 Распыляемый клей-расплавAd Tech 297 предназначен для распыления и склеивания больших площадей из пластика, дерева, пенопласта, металла или картона. Он остается липким до 10 минут. Вы можете покрыть до 48 квадратных футов, не беспокоясь о слишком быстром схватывании.
Будущее термоклеев и пластика Эксперты прогнозируют, что способность термоклеев мгновенно сцепляться с пластиком, а также более широкое использование пластика в строительстве значительно подстегнет рынок термоклеев в ближайшее время и в долгосрочной перспективе. срок. Составы клеев-расплавов продолжают совершенствоваться, и такие компании, как Henkel и другие, регулярно выводят на рынок новые продукты.
Развивающиеся страны, такие как Индия, Вьетнам, Бразилия и другие, активно используют пластмассы в промышленности. Горячий клей — экономичный и эффективный метод промышленного склеивания. Рыночный спрос, вероятно, будет стимулировать появление новых и еще более технологически совершенных составов для склеивания полиэтилена.
Last WordКлеи-расплавы очень эффективно действуют при склеивании пластмасс с другими пластмассами или подложками. Есть много типов составов, доступных для любых нужд, которые могут у вас возникнуть.
Обратитесь к опытному продавцу клеев-расплавов за советом и рекомендациями относительно того, какой вид термоклея и аппликатор лучше всего подходят для ваших операций. Строгое внимание к подготовке поверхности и любые рекомендации производителя помогут обеспечить наилучшие возможные результаты.
Временные защитные пленки для пластиковых деталей и поверхностей
- Дом
- Временные защитные пленки
- Защитные пленки для пластиковых деталей и поверхностей
Пластик повсюду во множестве смол, форм, размеров, текстур и отделки. Пластиковые поверхности подвергаются таким процессам, как обработка, сборка и отделочные работы. Из-за всего этого требуется одно — Защита! Без него эта часть или поверхность подвержена царапинам, повреждениям или повреждениям на каждом этапе своего пути. К счастью, проверенная эффективность нашей защитной пленки Pregis PolyMask™ поможет обеспечить вашу производительность и внешний вид.
СВЯЖИТЕСЬ С НАМИ
Applications Plastic Sheets
LCD Monitors
Acrylic Sheets
Appliance Plastics
Automotive Plastics
PVC Profiles
Methacrylate
Polycarbonate
Doors
Windows
Protective Film Capabilities
| Пленки и покрытия | Преобразование и опции |
|
|
|
|
|
|
|
|
| Дополнительные параметры продукта | |
| |
| |
| |
Запросить образец
Бесплатный образец? Да, пожалуйста! Мы предоставим вам все необходимое, и один из наших технических специалистов поможет разработать индивидуальное решение, отвечающее вашим потребностям.
Получите мой бесплатный образец
| Потребность в пластмассах и номер продукта | |||||
Литые пластмассы: | Применение при высоких температурах: | Чувствительные поверхности (без клея): | Акрил: | ПММА: | ПК: |
ПВХ: | ПЭТ: | АБС: | PE: | PS: |
|
Формованные детали
Формованные детали используются во всех отраслях промышленности и имеют практически любую форму. Общим для этих деталей является то, что они требуют безупречного внешнего вида и составляют основу или акцент многих продуктов — от автомобильной, бытовой, морской, промышленной и многих других. Независимо от того, занимаетесь ли вы литьем под давлением, литьем или термоформованием, вы можете быть уверены, что наша линейка защитных пленок защитит вашу деталь и ее репутацию.
- Литые детали
- Запчасти для бытовой техники
- Душевые, ванны и спа
- Газон и энергетическое оборудование
- Телевизоры и электроника
- Оконные профили
- Детали салона автомобиля
Пластиковый лист и пленка
Ищете защиту поверхности для листов из поликарбоната, акрила, полиэстера, ПВХ, ПЭ или ПЭТГ? Наши защитные пленки для пластиковых листов с покрытием и без покрытия предназначены для приклеивания к широкому спектру типов материалов и выдерживают все суровые условия обработки и даже покрытия с добавленной стоимостью (например, антибликовое покрытие, устойчивое к царапинам, зеркальное покрытие ITO и более). Наш опыт охватывает все сферы применения на рынке пластиковых листов, и мы предлагаем продукты, предлагающие подходящую комбинацию пленки и клея для конкретной поверхности.
- Листы из поликарбоната и акрила
- Линзы и ветровое стекло
- Вывески
- Архитектурные панели
- Медицинские приборы
- Оптические пленки
Почему новая фантомная маска Pregis представляет собой универсальное решение для защитной пластиковой пленки
Новая защитная пленка Pregis Phantom Mask обеспечивает непревзойденную защиту пластиковой пленки, устраняя перенос клея и уменьшая количество отходов.
Учить больше
Pregis объявляет о выпуске новой временной защитной пленки Phantom Mask, которая устраняет дорогостоящий и трудоемкий перенос клея
Pregis запускает Phantom Mask, новую временную защитную поверхностную пленку в рамках портфеля решений Pregis PolyMask™, которая была разработана для устранения дорогостоящих и трудоемких проблем переноса клея на пластиковые листы, детали и изделия. Продукт будет доступен в бизнес-подразделении Pregis PolyMask в Северной Америке, Европе и на других географических рынках.
Читать пресс-релиз
Стабильная и безопасная укладка на поддоны с помощью клея вместо пластиковой термоусадки
Правильно это или нет, но пластик в настоящее время пользуется плохой репутацией среди потребителей. UFA AG, швейцарский производитель комбикормов, минеральных солей и сухого молока, давно исследовал, как избежать использования пластика при укладке мешков для корма на поддоны. Еще в 2008 году компания остановила свой выбор на решении AntiSlip Gluing с аппликаторами клея-расплава Robatech, системе, которая склеивала стопки подающих мешков друг над другом на поддоне для транспортировки, а не требовала эластичной пленки для стабилизации.
Но в 2018 году, когда для специализированного завода в Зурзее, Швейцария, была приобретена новая система упаковки в пакеты, процесс укладки на поддоны с использованием клея был подвергнут испытанию. Обновления вверх по течению увеличили пропускную способность таким образом, что увеличилась возможная высота штабеля поддонов.
Новые вызовы
«Благодаря новой системе упаковки мы смогли увеличить количество слоев с восьми до десяти. Это логистическое преимущество», — говорит Урс Штайнер, руководитель производства, UFA Sursee. «Однако пришлось модифицировать не только стеллаж для поддонов с регулируемой силой тяжести, но и существующий процесс нанесения клея. Раньше мы просто клеили с одной стороны. Это сработало хорошо. Но с увеличением до десяти слоев на поддон нам пришлось повысить устойчивость».
Посмотрите короткое видео о приложении, нажав здесь.
Штайнер непредвзято относился к новой системе и исследовал все возможные варианты. Но когда он обратился к компании за отзывами, он обнаружил, что решение было однозначным в пользу сохранения применения клея-расплава.
Компания Robatech оснастила существующую плавильную машину Concept двумя распылительными головками нового поколения AX.
«Упаковка в термоусадочную пленку потребует больше усилий, пространства и, при пропускной способности 25 000 поддонов в год, более высоких материальных затрат. Наши клиенты уже должны утилизировать мешки с кормом. Тогда у них остались бы кучи пленки», — говорит Штайнер. И он знает, о чем говорит. Сырье в виде ингредиентов на поддонах, которые поступают на его завод по переработке кормов для животных, приводит к более чем двум тоннам пластиковой пленки, от которых предприятие Sursee ежегодно утилизируется.
Чтобы увеличить высоту штабеля и при этом сохранить устойчивость, компания Robatech оснастила существующую плавильную машину Concept двумя распылительными головками нового поколения AX.
«Благодаря высокой обратной совместимости и модульной конструкции продуктов Robatech это не было проблемой, — говорит Штайнер. «Кроме того, с изоляцией CoolTouch на аппликационных головках Diamond вам больше не придется обжигать пальцы. Энергоэффективность намного выше, потому что изолированные наносящие головки гарантируют постоянную температуру клея».
Линия полной упаковки
UFA AG производит сырье в два этапа. В смесительной установке порошкообразные сырьевые материалы взвешиваются в периодическом режиме, смешиваются до однородного состояния и хранятся в бункере. На следующем этапе порошкообразная смесь непрерывно вдувается сверху в распылительную колонну и свободно падает, обогащаясь горячим жиром, который распыляется сбоку. Холодный воздух, подаваемый снизу, создает кристаллический текучий продукт.
Сейчас на новом расфасовочном заводе наполняется, зашивается и маркируется 500 мешков в час. Для последующего укладки на поддоны две распылительные головки нового поколения AX-Diamond бесконтактно наносят четыре спирали горячего расплава на поверхность проходящего кормового мешка. После этого робот укладывает на паллету слоями по три мешка в каждом. После укладки двух слоев подъемник перемещает поддон вверх и на короткое время прижимает мешки к прижимной плите. Это увеличивает сцепление между слоями, и готовую стопку на поддонах можно безопасно транспортировать. Каждый слой прессуется, а счетчик продуктов системы нанесения Robatech гарантирует, что последние три мешка останутся без клея.
Надежное качество склеивания имеет решающее значение для безопасной укладки на поддоны и простой депалетизации. Ведь пакеты должны прибыть к покупателю неповрежденными и легко сниматься, не порвавшись. Наконец, Урс Штайнер резюмирует свой опыт использования решения для стабилизации поддонов от Robatech: «Мы очень довольны решением AntiSlip Gluing. Этот процесс является отличным решением для нас, наших клиентов и помогает избежать пластиковых отходов».
«Мы стремимся к высокой степени автоматизации, — говорит Штайнер. «Неисправности вызывают дополнительную работу. У нас много систем, и все они должны работать без перебоев. Наша философия заключается в том, чтобы искать не самое дешевое, а самое надежное решение. С устройствами Robatech не бывает незапланированных простоев. Если есть проблема, она не имеет значения, или специалист по обслуживанию доступен немедленно. Нам очень приятно.»
Robatech USA Inc.
Видео с Robatech USA Inc.
Просмотр Подробнее »
Volta Product Launch на Fachpack 2022
Zuverlässige haftklebeverschlüsse (Ссылка). »
Китай Машина для производства полиэтиленовой экструзионной пленки Производство пленки Plastique PE Extrusora HDPE PLA Машина для выдувания пластиковой пленки Ширина пленки 1200 мм Производители, поставщики, фабрика — низкая цена
На протяжении многих лет оборудование для экструзии полиэтиленовой пленки, машины для резки и перемотки бумаги, флексографской печатной машины получило широкое признание пользователей, и удовлетворенность клиентов растет с каждым годом. Мы добросовестно выполняем обязательства по обеспечению качества, строго выполняем требования стандартов системы качества и оправдываем ожидания клиентов в отношении продукции. Наше видение состоит в том, чтобы стать ведущим брендом в этой области и предприятием, которым сотрудники могут гордиться, которому доверяют и которое уважает общество. В рамках механизма научного управления в компании сформирована культура корпоративного управления с отраслевыми особенностями. Дух сотрудничества и сильное чувство ответственности сотрудников компании обеспечивают качество каждого продукта, успешное завершение каждого инженерного проекта и создание бренда компании.
Описание:
Процедура работы экструдера для выдувания полиэтиленовой пленки следующая: Первая часть зоны нагрева подачи разделена на несколько зон, привод главного двигателя, разделен на одну, две и три зоны нагрева от вход для подачи. Следующий виток вверх, относящийся к четырем зонам нагрева, части называются три стыка, одна через три зоны, две через выход в сеть, три через пять зон; Пятая зона нагрева также является зоной разгрузки. Пройдя через порт 3, он поворачивается из плоского состояния в верхнее, что называется экструзионной головкой полиэтиленовой пленки. Это наиболее важная часть экструзионно-выдувной машины для полиэтиленовой пленки. Аксессуар — воздуходувка. Вторая часть – зона тяги. Он продувается сжатым воздухом и закрывает край. Аксессуар представляет собой воздушный насос. Третья часть – это намоточный узел, который перематывает полиэтиленовую пленку в рулоны.
Features:
Model | SJ50-700 | SJ55-900 | SJ60-1100 | SJ65-1400 |
Material | HDPE/LDPE/LLDPE | HDPE/LDPE/LLDPE | HDPE/LDPE/LLDPE | HDPE/LDPE/LLDPE |
Max Film Width | 600mm | 800mm | 1000mm | 1200mm |
Film Thickness | 0. | 0.01-0.10mm | 0,01-0,10 мм | 0,01-0,10 мм |
Диаметр винти | Φ60mm | Φ65mm | ||
Screw L/D Ratio | 28:1 | 28:1 | 28:1 | 28:1 |
Main Motor | 11KW | 15KW | 18.5KW | 22KW |
Max Output | 40kg/h | 55kg/h | 65kg/h | 80kg/h |
Die Head | 70/100mm | 80/50mm | 100/200mm | 120/250mm |
Weight | 1.8Ton | 2.2Ton | 2. | 3Ton |
Dimension (L*W*H) | 3*2.5*4.2m | 3.2*2.8*4.5m | 3.8*3.5*5.2m | 4.2 *3,8*5,4M |
Машины Фотографии:
99
9
9
9
Наше видение и миссия — быть ведущим поставщиком и предоставлять клиентам экономически эффективные решения для производства полиэтиленовой экструзионной пленки. Машина для производства пленки Plastique PE Extrusora HDPE PLA Машина для выдувания пластиковой пленки Ширина пленки 1200 мм. В соответствии со стратегией развития и принципами развития нашей компании, компания фокусируется на разработке высококачественных продуктов с миссией «совместного создания высококачественной отраслевой экосистемы». Компания имеет зрелую унифицированную сервисную платформу, ориентированную на группы, распределенную по всей стране, и действительно обеспечивает быстрое реагирование на потребности клиентов.