описание, технические характеристики, цены, сравнение
Главная » Оборудование
Сварка медных кабелей имеет ряд особенностей: такой металл, как медь, становится хрупким при температуре в 300°C, а плавиться начинается только при 1080°C. В связи с этим нужно не только обладать опытом работы с данным материалом, но и иметь под рукой качественный сварочный аппарат.
Содержание
- 1 Какие бывают аппараты для сварки медных проводов
- 2 Узкопрофильные аппараты
- 3 Аппараты инверторные общего назначения
- 4 Самодельные сварочные аппараты для проводов
- 5 На что нужно обратить внимание при выборе сварочного аппарата
- 6 Описание аппаратов для сварки медных проводов
Какие бывают аппараты для сварки медных проводов
Существует 3 основные группы аппаратов для сварки проводов из цветных металлов.
Узкопрофильные аппараты
Такое оборудование может быть как российского (ТС-700-2), так и импортного производства. Аппараты имеют компактные размеры и оснащены ремнями для более удобной переноски. В качестве расходных материалов применяются угольные электроды для сваривания именно медных проводов (высокотемпературные). Несмотря на высокую эргономичность, с помощью такого оборудования можно спаивать как жесткие жилы сечением от 1,5 мм2 и выше, так и провода, состоящие из большого количества тонких медных жил.
Аппарат для сварки скруток
№#
Название
Рейтинг
Мощность (кВт)
Компактность
1
ТС 700-2
1,5
Подробнее
Аппараты инверторные общего назначения
Это привычная всем современная сварочная аппаратура, с помощью которой также можно варить медь. Однако для этого нужно будет:
- отрегулировать ток – в связи с тугоплавкостью меди потребуется большая мощность на контакте электрода с расплавом.
 Поэтому здесь сила тока (постоянного) нужна будет побольше – до 160 Ампер;
Поэтому здесь сила тока (постоянного) нужна будет побольше – до 160 Ампер; - использовать медно-угольные электроды.
 Поэтому здесь сила тока (постоянного) нужна будет побольше – до 160 Ампер;
Поэтому здесь сила тока (постоянного) нужна будет побольше – до 160 Ампер;Современные образцы классического сварочного оборудования также отличаются компактностью и продуманностью: аппараты изначально проектируются максимально удобными в переноске, а соединение провода аппарата со свариваемым объектом (скруткой) производится с помощью зажима.
Самодельные сварочные аппараты для проводов
Желая сэкономить, многочисленные умельцы вполне успешно формируют собственную аппаратуру для сварки медных проводов, используя катушки отслуживших свое трансформаторов. Мощность такого оборудования весьма скромна – 0,3-0,8 кВт, а напряжение на вторичной обмотке – 9-36 Вольт. Держатель набирается из отдельных проводов, чтобы в совокупности сечение было не менее 15 мм2, а в качестве электродов используются угольные стержни отработавших батареек.
 Сварка скруток медных проводов» src=»https://www.youtube.com/embed/KKN4dHqG0uA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Сварка скруток медных проводов» src=»https://www.youtube.com/embed/KKN4dHqG0uA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> На что нужно обратить внимание при выборе сварочного аппарата
Подбирать подходящее устройство лучше всего исходя из требуемых функциональных особенностей. Поэтому ориентироваться нужно, в первую очередь, на следующие характеристики:
- бытовой или профессиональный аппарат. Специализированный сварочный аппарат стоит намного дороже компактного бытового, чей ресурс в десятки раз меньше.
- требуется ли специализированное оборудование? Инверторный сварочный аппарат универсален. Используя классические электроды, им можно варить или резать углеродистую сталь, а применяя электроды медно-угольные – паять скрутки медных кабелей. Если не требуется проведение узкоспециализированных работ в нетривиальных условиях (которые требуют от оборудования повышенной эргономичности), то рекомендуется приобретение современного варианта инверторного сварочного аппарата.
- мощность. Если массивы материалов, которые предполагается сваривать велики и к тому же аппаратом предполагается пользоваться часто, желательно покупать мощное оборудование (к примеру, 10 или 12 кВт). Однако для распространенных бытовых целей вполне будет достаточно и 4-5 кВт.
- дополнительные функции. Хорошо, если сварочный аппарат имеет опцию «горячего старта», защиты от залипания электрода, сглаживания перепадов питающей сети. Кроме того, особенно для инверторных аппаратов крайне важно наличие возможности регулировать силу тока. Немаловажными параметрами являются компактные размеры и наличие перекидного ремня. Современный процесс сварки стал намного более оперативным, а в связи с этим аппарат должен быть удобным в обращении и иметь малый вес.

Описание аппаратов для сварки медных проводов
Компактные сварочные инверторы
№#
Название
Рейтинг
Мощность (кВт)
Компактность
1
РЕСАНТА САИ-160
4,9
Подробнее
2
QUATTRO ELEMENTI A 160 Nano
4,7
Подробнее
3
PATRIOT Max Welder DC-200C
5,8
Подробнее
4
FUBAG IQ 160
3,9
Подробнее
5
СВАРОГ ARC 160 Easy Z213 H
4,5
Подробнее
Рейтинг
( 1 оценка, среднее 5 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
Аппарат для сварки скруток своими руками
Сварочные работы выполняются при любом строительстве, ремонте, установке и настройке электротехнического оборудования, наиболее распространена сварка скруток из медных, алюминиевых проводов. И если иногда сварка может быть выполнена с помощью паяльника, когда температуры плавления металлов не высоки, то в большинстве случаев необходимо применять специальное сварочное устройство. Подобная аппаратура имеет весьма высокую стоимость, которая не окупится при единовременном использовании, поэтому покупка сварочного оборудования не очень рентабельна. Однако выход из данной ситуации есть – собрать аппарат для сварки скруток своими руками, для того, чтобы справиться с данной задачей необходимо не так уж и много сил и времени на подготовку.Содержание страницы
- 0. 1 Предназначение
- 0.2 Технология процесса
- 0.3 Необходимые материалы для создания
- 0.4 Процесс создания
- 0.5 Требования к самодельному сварочному аппарату
- 1 Преимущества использования
 1 Предназначение
1 ПредназначениеПредназначение
Сварка проволоки из различных металлов также заменяется обычным скручиванием под давлением, опрессовкой, представляющей собой зажим металлических проводов в цилиндр под действием нагрузки, и так далее. Однако только сварка может обеспечить надежный контакт двух металлических проводов, а также исправную передачу электрического тока.
Технология процесса
Сварка проводов осуществляется в несколько этапов:
- Снятие оболочки и изоляции провода до металлической проволоки;
- Выполнение скрутки. Существует несколько способов правильной скрутки, найти их можно в интернете;
- После этого с помощью плоскогубцев или напильника обрезать скрутку, чтобы длина обоих проводов была одинакова, длина скрутки должна быть примерно 60 мм;
- Далее на скрутку надевается теплоотводящий зажим и с помощью угольного электрода производится сварка, на конце скрутки образуется маленький шарик сплавленного металла;
- После застывания скрутку можно заизолировать с помощью изоленты или термоусадочной трубки;
Таким образом, данную процедуру сможет осуществить каждый, в ней нет ничего сложного, главное – наличие исправного сварочного оборудования.
Необходимые материалы для создания
Аппарат для сварки медных или других скруток можно собрать самостоятельно, если имеется небольшой опыт в электротехническом оборудовании. Для осуществления процедуры необходимы следующие детали и инструменты:
- Трансформатор, который необходим для преобразовании напряжения переменного тока одной и той же частоты. Для сварки медных проводов трансформатор должен иметь мощность не менее 0,6 кВт, а также чтобы напряжение вторичной обмотки не превышало 30 В. Рекомендуемая толщина первичной медной обмотки трансформатора 2*0,75 мм и 6 мм дополнительного силового кабеля из алюминия;
- Зажимы «Крокодил», которые предназначены для фиксирования электрода, вместо них можно использовать любые другие фиксаторы, главное – чтобы электроды плотно и четко лежал в держателе;
- Угольный электрод, с помощью которого осуществляется процесс;;
- Кабели из алюминия, желательно;
- Регулятор напряжения;
- Провода с большой площадью сечения;
- Всевозможные инструменты (плоскогубцы, отвертки, пассатижи и так далее).

Процесс создания
Сварочный аппарат для сварки медных скруток лучше изготавливать опытным людям, тк неправильно подключение того или иного элемента может плохо сказаться на его работе. Процедура конструирования включает в себя следующие стадии:
- Необходимо найти кожух, в котором будет находиться главный элемент схемы – трансформатор, лучше всего использовать пластиковую коробку для уменьшения веса аппарата;
- Провод для питания необходимо подключить к трансформатору, необходимо выбирать провода с большой величиной площади сечения, чтобы избежать перегрева. Также желательно между трансформатором и проводом питания установить выключатель, которые будет служить для включения и выключения подачи тока, а также оказывать небольшое сопротивление;
- Провод для питания подключается к трансформатору с помощью клеммы;
- От клеммы трансформатора необходимо пустить два провода, также большой площади сечения, один будет служить как пустой контакт для фиксации скрутки, второй – держатель электрода, с помощью которого осуществляется сварка.
В качестве держателей, как уже было сказано выше, можно использовать большие зажимы «Крокодил», для пустого контакта будет достаточно обычных плоскогубцев. Провода для держателей лучше всего выбирать длинными, чтобы можно было осуществлять различные сварочные работы на потолке или стенах без переноса самого аппарата. На больших устройствах возможна установка дополнительного сопротивления, а также регулятора силы тока.
Требования к самодельному сварочному аппарату
Самодельный сварочник для скруток металлических проволок должен отвечать следующим требованиям, благодаря которым обеспечивается его эффективная и качественная работа:
- Безопасность для жизни человека. Все провода должны быть изолированы, так как в таких аппаратах сила тока достигает 60 А, а человеку для смертельного исхода достаточно лишь 1 А;
- Трансформатор должен выдавать мощность не менее 600 Вт;
- Провода держателей следует изготовить не слишком длинными, так как при увеличении длины провода увеличивается сопротивление и сила тока на конце падает, оптимальной длиной при трансформаторе 600 Вт будет 3-4 метра;
- Кожух конструкции должен быть прочным и легким, чтобы была возможность переноски;
- Зажимы для скруток должны быть удобными и комфортными, также желательно изготовить специальные держатели для них.

Сварочный аппарат для сварки скруток, созданный своими руками, имеет большое количество преимуществ по сравнению с промышленными моделями, например:
- Дешевизна. Все детали, входящие в конструкцию, можно купить в магазине электронной техники, их стоимость не очень велика. Поэтому создание подобного агрегата сэкономит изрядное количество денежных средств;
- Качество. Когда человек собственноручно создает свой сварочный аппарат, он выполняет все действия очень аккуратно и правильно;
- Легкость эксплуатации. Человек, который лично создавал и проектировал такой агрегат, будет разбираться в его устройстве;
- Небольшой вес и габариты. Промышленные модели подобно техники выполняются очень большими и тяжелыми;
- Компактность, при наличии кожуха аппарат прекрасно поместиться в шкафу.
Таким образом, самодельный аппарат для сварки скруток станет отличным решением проблемы соединения металлических проводов. Сварочный аппарат для скруток при правильном монтаже и эксплуатации прослужит своему хозяину более трех лет. Для того, чтобы разобраться со схемой подключения и принципом работы, не требуется много времени, осуществить такую работу, при должном уровне подготовки, сможет абсолютно каждый. Зачем переплачивать, если такой аппарат легко изготавливается вручную.
Для того, чтобы разобраться со схемой подключения и принципом работы, не требуется много времени, осуществить такую работу, при должном уровне подготовки, сможет абсолютно каждый. Зачем переплачивать, если такой аппарат легко изготавливается вручную.
Аппарат для сварки скруток: как выбрать и использовать?
Екатерина
Время чтения: 7 минут
Медные провода очень часто используются в электрике. Они обладают отличными эксплуатационными свойствами, и способны выполнять свою работу на протяжении долгих лет. Тем не менее, периодически медные провода необходимо заменять либо монтировать их на новом объекте. Для соединения медных скруток можно применить три технологии: прессовку, сжимание и сварку. О последней мы и поговорим далее.
В этом материале мы подробно расскажем, какие особенности медных проводов вам стоит учитывать, подбирая прибор для сварки скруток, и как выбрать аппарат для сварки медных проводов для любительского или профессионального применения.
Содержание статьи
- Общая информация
- Правильный выбор аппарата
- Почему инвертор?
- Сфера применения
- Технология сварки
- Вместо заключения
Общая информация
Медь — один из самых часто применяемых металлов для изготовления проводов. Она является отличным проводником тока, лишь немного уступая серебру. Именно эти свойства стали основополагающими при выборе меди как материала для проводов.
Тем не менее, медь — металл капризный. Температура ее плавления превышает 1000 градусов по Цельсию. Но если при этом нагреть медь до температуры в 300 градусов, она начнет ломаться. Словом, для работы с этим металлом необходимо обладать некоторыми базовыми навыками и иметь качественный инструмент.
Зато медные детали можно варить как на постоянке, так и на переменном токе. Благодаря этой особенности с работой может справиться и простенький бытовой инвертор, и сварочный трансформатор для сварки проводов. Для сварки проводов из меди также необходимо подобрать оптимальное напряжение. Оно составляет 12-36В. Так сварное соединение скруток будет достаточно надежным.
Оно составляет 12-36В. Так сварное соединение скруток будет достаточно надежным.
Также аппарат для сварки медных скруток должен обладать плавной регулировкой значения силы сварочного тока. Это очень важно, не смотря на то, что сам сварочный процесс занимает всего несколько секунд. Благодаря гибким настройкам аппарат можно отрегулировать для крепкой сварки проводов.
Правильный выбор аппарата
Существует два типа аппаратов: для любительской/профессиональной сварки проводов и для промышленной. Первый тип аппаратов обычно громоздкий и мощный, он способен без труда сварить многожильный кабель, предназначенный для подачи электричества с высоким значением напряжения. Подобные приборы широко используются не только на больших производствах, но и на особо опасных объектах.
Второй тип аппаратов применяется в быту или при несложных выездных работах. Яркий пример — аппарат для сварки скруток ТС 700 от бренда Призма. Этот аппарат широко применяется как домашними сварщиками, так и частными мастерами. Этот сварочный аппарат для медных проводов отлично справляется со своей основной задачей и позволяет получить качественное соединение.
Этот сварочный аппарат для медных проводов отлично справляется со своей основной задачей и позволяет получить качественное соединение.
Если у вас уже есть в арсенале обычный бюджетный инвертор, то не обязательно покупать аппарат типа ТС 700. Ведь инвертор — это хороший аппарат для сварки проводов в домашних условиях, поскольку он обладает удобной регулировкой значения напряжения и силы сварочного тока.
Сварка скруток — дело непростое. Есть общие рекомендации (вроде тех, что мы дали выше), но зачастую сварщики вырабатывают свои правила сварки при частой практике. Самое главное, что вам нужно запомнить — электрод не должен прилипать к проводам. Экспериментируйте, практикуйтесь. И тогда вы найдете оптимальный режим сварки для того аппарата, который используете.
Почему инвертор?
Добавим пару слов о том, почему инвертор — это отличный аппарат для сварки скруток своими руками. Мы считаем, что этот тип сварочного оборудования может стать универсальным помощником в быту. В том числе, при сварке медных скруток. Все дело в его габаритах и весе, а также в технических особенностях. Во время сварки вам не нужно думать о том, что напряжение дуги может измениться, поскольку вы заранее задаете нужное вам значение. К тому же, инверторы оснащены плавной регулировкой сварочного тока, что очень важно при сварке скруток из меди.
Мы считаем, что этот тип сварочного оборудования может стать универсальным помощником в быту. В том числе, при сварке медных скруток. Все дело в его габаритах и весе, а также в технических особенностях. Во время сварки вам не нужно думать о том, что напряжение дуги может измениться, поскольку вы заранее задаете нужное вам значение. К тому же, инверторы оснащены плавной регулировкой сварочного тока, что очень важно при сварке скруток из меди.
Сварка проводов инвертором может быть не такой качественной, как при использовании специального аппарата. Но мы не считаем, что итоговый результат так уж плох. Соединение получается немного пористым, но это почти не влияет на характеристики провода. И не забывайте об универсальности таких аппаратов. С помощью инвертора можно не только соединить провода, но еще и забор починить или собрать каркас для теплицы. Настоящая находка для мастера на все руки.
Сфера применения
Вне зависимости от того, какой аппарат вы выберите для сварки меди (а точнее медных скруток), знайте, что вы сможете выполнять большой спектр работ. Вам будет доступна сварка проводов в распределительной коробке, сварка проводов своими руками для трансформаторных подстанций, сварка в электрических щитках и шкафах. И, наконец, такие аппараты можно использовать для сварки проводов своими силами при ремонте электроприборов, в том числе бытовых.
Вам будет доступна сварка проводов в распределительной коробке, сварка проводов своими руками для трансформаторных подстанций, сварка в электрических щитках и шкафах. И, наконец, такие аппараты можно использовать для сварки проводов своими силами при ремонте электроприборов, в том числе бытовых.
Читайте также: Флюс для пайки меди
Применяя сварочный аппарат для скруток, соблюдайте технику безопасности. Не забывайте, что любой прибор или объект, где вы будете производить сварку проводов, необходимо обесточить. Ни в коем случае не производите сварку при работающем приборе или при работающей электросети. Это опасно для вашей жизни и здоровья.
Технология сварки
Для сварки скруток проводов, изготовленных из меди, есть своя технология. О ней мы и расскажем далее.
Для начала снимите верхнюю оболочку с провода. Если вы никогда этого не делали, то просто возьмите ножницы или нож, зрительно отмерьте 3-4 сантиметра от конца провода и подрежьте оболочку. Затем легким движением стяните ее вверх. Провода должны оголиться.
Затем легким движением стяните ее вверх. Провода должны оголиться.
Оголенные провода нужно скрутить. Общая длина скрученных проводов должна быть не менее 2.5 сантиметров. Затем подключите зажим и массу, чтобы спайка медных проводов инвертором стала возможна. Далее настройте ваш сварочный аппарат для сварки скруток. Выставьте силу тока и мощность. Оставьте электрод прогреться.
Дальнейшие действия ничем не отличаются от обычной сварки. Единственное отличие — длительность работ. Электрод нужно направить на провод в течении нескольких секунд, а затем убрать. Этого достаточно для образования соединения. Если передержать, то медь просто расплавится и у вас ничего не получится. А если продержать электрод долю секунды, то соединение будет пористым и непрочным. Словом, здесь важна сноровка.
Вот и все. Сварка медных проводов своими руками не так сложна, как может показаться новичку. Самое главное — правильно настроить аппарат и подобрать время сварки. Чем больше вы будете практиковаться, тем лучше будет результат.
Вместо заключения
Это все, что вам нужно знать про сварочный аппарат для проводов. Подбирая сварочный аппарат для сварки медных деталей, учитывайте свои навыки, сферу применения и мощность аппарата. Если вы планируете выполнять сварку регулярно, то лучше приобрести специально предназначенный для этого прибор. Тот же сварочный аппарат ТС 700 от Призмы. А при сварке скруток медных проводов обращайте внимание на время. Если передержите электрод, то можете просто расплавить провода. А если будете варить слишком быстро, то соединение получится хрупким и пористым.
Похожие публикации
как подобрать, характеристики, особенности эксплуатации
Способов соединения проводов существует много. Они отличаются скоростью монтажа, качеством электрических контактов, возможностями длительной работы под действующими нагрузками сети.
Повышенной надежностью обладает проверенная временем скрутка со сваркой. Все другие технологии уступают ей в разной мере.
Все другие технологии уступают ей в разной мере.
В статье даются советы домашнему мастеру по изготовлению сварочного трансформатора напряжения для соединения медных проводов при монтаже бытовой электропроводки и описание технологии их сварки с поясняющими картинками, схемами и видеороликом.
В быту можно встретить проводку, проложенную по старый методике из алюминия или современную из меди. Сваривать можно оба типа, но, поскольку алюминиевые провода сейчас дорабатывают свой ресурс и подлежат замене медными, то применительно к последним и будем выполнять все расчеты.
Особенности соединений
Существует довольно много способов соединить провода – при помощи винтовых и самозажимных клемм, обжимных гильз, болта и гайки (через шайбу). Но чаще всего, концы проводов соединяют скруткой, то есть попросту скручивают.
Все перечисленные способы имеют один существенный недостаток. Даже при соблюдении правил и технологии производства работ, площадь зоны контакта двух проводников оказывается меньше рабочего сечения жилы.
При достаточно высокой нагрузке (не превышающей, тем не менее, допускаемую) место контакта будет нагреваться. Что может привести к расплавлению изоляции, короткому замыканию, пожару.
Скрутки имеют преимущество перед другими видами соединений, так как у скруток можно повысить площадь контакта проводов. Для этого достаточно пропаять концы жил в скрутке или сварить их.
Соединение пайкой достаточно трудоемко. А если учесть, что распределительные коробки, как правило, находятся на уровне 2,3-2,5 метра от пола, работы выполнять очень неудобно.
Ведь помимо паяльника, необходимо иметь при себе припой, и иногда еще и флюс. И все это на высоте. К тому же, чтобы соединение получилось качественным, его необходимо прогреть в течение довольно длительного времени, что тоже не ускоряет процесс работы.
 youtube.com/embed/hPfc3aqfxBk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/hPfc3aqfxBk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Преимущества способа
Сварка скрутки является более технологичным видом соединения. Она выполняется быстрее, к тому же не требуется никакой присадочный материал. Оплавляемые концы скрученных проводов образуют прочное соединение, не подверженное электрохимической коррозии.
Для сварки потребуется дополнительное оборудование, и это – единственный недостаток. При отсутствии специального сварочного аппарата для сварки скруток, можно воспользоваться инверторным сварочным аппаратом, а можно изготовить такой аппарат своими руками.
Особенностью сварки скруток является то, что она проводится угольным неплавящимся электродом, который для удобства лучше заточить под конус.
Как правильно использовать
При использовании прибора желателен опыт сварщика. Основная цель — достигнуть качественного соединения, шов должен получиться ровным и аккуратным. Чаще всего приходится работать с кабелем малого сечения. Не все приборы подходят для пайки скруток. Если рассматривать модификацию с переменным током, важно ощущать мощность трансформатора.
Чаще всего приходится работать с кабелем малого сечения. Не все приборы подходят для пайки скруток. Если рассматривать модификацию с переменным током, важно ощущать мощность трансформатора.
При подключении оборудования первым делом производится проверка электрода и кабеля питания. Важно зачистить провод, чтобы на нём не было наслоения. Жилы должны быть лишены изоляции с отступом 6 см. Во время процесса плавления важно следить, чтобы не затронуть изоляцию. Перед плавлением проверяется скрутка.
Проверка скрутки
Неопытные сварщики, жилы слаживают неравномерно, поэтому не получается сделать точную каплю. После скрутки производится обрезка. Все усики требуется удалить, чтобы срез выглядел аккуратно. Таким образом, поверхность прогревается равномерно и капля как раз ложиться на край. Во время работы с электродом важно удерживать заготовку плоскогубцами.
Вам это будет интересно Особенности тестера кабельных сетей
Выше подробно описано, как сделать трансформатор своими руками. Для этого не требуется специальный инструмент либо материалы. Агрегат незаменим во время ремонтных работ дома.
Для этого не требуется специальный инструмент либо материалы. Агрегат незаменим во время ремонтных работ дома.
Технология процесса
Концы свариваемых проводов перед соединением необходимо очистить от изоляции на 7-8 см. После этого их скручивают и обрезают так, чтобы длина скрутки была около 5 см. Около изоляции на нее устанавливают теплоотвод, в качестве которого можно использовать электрический зажим типа «крокодил».
Далее на провода подается «масса» и кратковременными касаниями электродом конца скрутки, возбуждается дуга, которая и оплавляет медные жилы. Время действия дуги не должно превышать 1-2 с, иначе скрутка сильно разогреется, изоляция может оплавиться.
В результате сварки, на конце скрутки должен получиться однородная застывшая капля металла в форме шара. Остывшее соединение изолируют любым допустимым способом. На данный момент популярна термоусадочная трубка, которую предварительно надевают на один из проводов.
Использование инверторного аппарата
Для сварки скруток можно использовать сварочный аппарат инверторного типа. Преимущества таких аппаратов в том, что при относительно малом весе они обладают значительной мощностью сварки, при этом потребляя небольшое количество электроэнергии.
Преимущества таких аппаратов в том, что при относительно малом весе они обладают значительной мощностью сварки, при этом потребляя небольшое количество электроэнергии.
Это позволяет использовать инверторные аппараты, подключив их к бытовой сети переменного тока, не опасаясь возникновения скачков и падений напряжения. Инверторы обеспечивают отличные параметры выходного тока, что позволяет поддерживать ровную и мощную дугу.
Значение тока может различаться в зависимости от материала жилы и сечения. Так, как в настоящее время алюминиевые кабели с алюминиевыми жилами не используются для устройства внутренней электропроводки, параметры сварочного аппарата можно подбирать, исходя из требований к сварке медных жил.
Примерные требования таковы:
- для сварки двух проводов сечением 1,5 мм² необходимо значение тока 70-75 А;
- скрутку трех таких проводов сваривают током 80-90 А;
- два-три провода сечением 2,5 мм² нужно сваривать током 80-100 А;
- три-четыре таких же провода соединяются при использовании тока 100-120 А.
Из-за высокой стоимости инверторных сварочных аппаратов, приобретать их для выполнения только сварки скруток нерентабельно. Если использовать некоторые детали, которые можно без труда приобрести или извлечь из старых электроприборов, изготовить устройство для сварки скруток своими руками не представит особого труда.
Как сделать агрегат для сварки проводов своими руками
При желании можно сделать трансформатор для сварки медных проводов своими руками. Основной вопрос касается подбора материалов и инструментов. Во время изготовления прибора лучше придерживаться инструкции.
Материалы и инструменты
Чтобы сделать прибор своими руками, из материалов потребуется такое:
- трансформатор;
- зажимы типа крокодил;
- угольный электрод;
- алюминиевый кабель — 2 штуки;
- поворотный регулятор напряжения;
- провод питания сечением более 2.5 мм.
Из инструментов подбираются пассатижи, набор отвёрток. Желательно иметь под рукой плоскогубцы.
Пошаговая инструкция
Чтобы сделать трансформатор своими руками, необходимо придерживаться инструкции.
Подбор корпуса
Для самоделки необходим надежный кожух, который будет защищать трансформатор. Важно помнить о технике безопасности, поскольку легко получить ожог. Коробка может быть подобрана из металла либо пластика. Если делается мобильная установка, лучше использовать пластик. Металлическая коробка считается более устойчивой, однако не предназначена для транспортировки.
Подбор корпуса
Трансформатор
Касательно основы на выбор представлены, как электронные, так и силовые установки. Блоки поставляются различными производителями и важно определиться со схемой сварочного устройства на тиристорах. В цепи предусмотрено место для блоков вывода, а также вторичной обмотки.
Отдельно подбирается регулятор напряжения, который отвечает за выпрямленный ток. Данная технология активно используется для зарядки аккумуляторов. Поэтому подобные установки встречаются в стартерах различных производителей. Если выбор пал на электронный блок, стоит малость разобраться в его работе. За основу взята схема генератора сигналов, поэтому используются биполярные транзисторы. Обеспечивается обратная проводимость, наблюдается высокое напряжение.
Если выбор пал на электронный блок, стоит малость разобраться в его работе. За основу взята схема генератора сигналов, поэтому используются биполярные транзисторы. Обеспечивается обратная проводимость, наблюдается высокое напряжение.
Схема трансформатора
При подборе электронного блока учитывается максимальный уровень энергопотребления, а также напряжение. Распространенными считаются самодельные модификации на 6 и 9 вольт. В стандартной схеме электронного блока происходит открытие транзисторов и далее по цепочке осуществляется разряд конденсаторов. Тиристор в цепи работает в качестве усилителя.
Вам это будет интересно Лучшие модели шуруповертов
Как вариант, применяются трехобмоточные трансформаторы серии ТИ. Их особенность заключается в малом уровне напряжения. При желании элемент можно самостоятельно создать на ферритах. В таких установках высокий показатель преобразования энергии. Во время сборки важно добиться необходимой величины тока, которая зависит от потребностей.
Кабель питания
Когда имеется мощный трансформатор на 24 вольта, для него рекомендуется подобрать соответствующую электропроводку. Рекомендуется использовать заготовки с сечением от 2.5 мм. По технике безопасности рекомендуется установить выключатель, который подключается к проводке. Таким образом, в случае чего установку можно будет оперативно выключить, прекратив подачу тока.
Кабель питания
Использование клемм
Чтобы запитать трансформатор или инвертер, на него одеваются клеммы методом скручивания. Далее осуществляется подключение к сети 220 вольт.
Установка держателя и контакта
От клемм отходит два провода, один из которых идёт на держатель, другой — на контакт. У сварщика должна быть возможность удерживать заготовку, а также свободно зафиксировать электрод, благодаря которому осуществляется сварка. Специалисты не всегда используют зажимы, предпочитая работать свободно с плоскогубцами. Рассматривая поближе держатель под электрод, рекомендуется подбирать длинные заготовки, поскольку они более практичны.
Держатель для аппарата
Уменьшается риск поражения электротоком, плюс сварщику практичнее работать в труднодоступных местах. С длинным держателем легко производить работы на потолке либо в узких проходах. Дополнительно, если от трансформатора отходит длинный держатель, нет необходимости часто его переставлять.
Самодельный аппарат
Главным компонентом при сборке аппарата для сварки скруток является трансформатор мощностью не менее 600 Вт, с выходным напряжением 12-36 В. Он должен обеспечить такое напряжение при подключении питающего напряжения 220-230 В.
При сборке аппарата необходим прочный металлический корпус подходящих размеров, в котором необходимо предусмотреть возможность установки предохранителя или автоматического выключателя номиналом 16 А.
Питающее напряжение на трансформатор должно подаваться кабелем с медными жилами и сечением не менее 1,5 мм². Лучше использовать для этого кабель типа КГ 3х1,5 с резиновой изоляцией. Корпус прибора и сердечник трансформатора необходимо подключить к заземляющему проводнику.
Для соединения трансформатора с контактом «массы» и держателем используются два провода с сечением 10,0 мм², например КГ 1х10. Длина их должна быть как можно меньшей, что бы избежать потерь тока. Держатель можно использовать от любого сварочного аппарата, отслужившего свой срок.
Угольный электрод можно сделать, разобрав старый элемент питания 373. Сердечник, он же положительный электрод, подойдет для этой цели, как нельзя лучше.
Если такой сердечник заполучить не удастся, можно приобрести в магазине угольные щетки для электродвигателей, применяемых в электроприборах или электроинструментах. Щетка зажимается в держатель и затачивается в форме конуса.
В качестве «массы» удобно использовать плоскогубцы, соединив одну их ручку с трансформатором проводом КГ 1х10. После этого ручки необходимо изолировать. Такое устройство позволит удобно держать скрутку во время сварки. Одновременно плоскогубцы выполнят и роль теплоотвода.
Требования к трансформатору для сварки
Это должен быть аппарат переменного тока с ориентировочным параметром 400 -600 Вт. Выходная обмотка должна иметь напряжение от 9 до 36 В.
Выходная обмотка должна иметь напряжение от 9 до 36 В.
Для соединения медных проводов или скруток задействуют угольные или графитовые электроды.
Обязательно применяется медный теплоотводящий зажим с большой площадью. И чем она солиднее, тем лучше.
Также агрегат нужно оснащать опцией контроля над силой тока. Сама сварка длится несколько секунд. Для достижения наилучшего эффекта следует учитывать сечение и число жил в проводе.
Далее приведено соотношение этих показателей с требующейся мощностью тока.
| Сечение (мм) | Число проводов из меди | Ток (А) |
| 1,5 | 2 | 70 |
| 1,5 | 3 | 80 |
| 2,5 | 2 | 100 |
| 2,5 | 4 | 120 |
Меры безопасности
Сварка скруток самодельным прибором по эффективности не уступает сварке инверторным аппаратом. При производстве работ необходимо обязательно учитывать вредные факторы, которые появляются при обычной сварке.
Необходимо использовать щитки со светофильтрами для защиты от ультрафиолетового излучения, перчатки и одежду из несгораемого материала. Кроме того необходимо предусмотреть соблюдение противопожарных мер.
Правильное использование оборудования и соблюдение технологии, а также мер безопасности при работе со сваркой, позволит получить надежное соединение кабелей. В конечном итоге повышается надежность всей электропроводки и увеличивается срок ее безаварийного использования.
Аппарат для сварки скруток | Главный механик
Сварные соединения практически не имеют ограничения по ПУЭ (правила устройств электроустановок) и превосходят все виды соединений по надежности, а для выполнения операции на специализированных аппаратах для сварки скруток требуется невысокая квалификация исполнителя.
Любой монтаж силовых электрических цепей проходит в несколько этапов: выбор силового провода; прокладка кабелей согласно схемы и их соединение. В статье речь пойдёт о видах соединения проводов с акцентом на более распространенный и прогрессивный метод – сварку.
[content-egg module=GdeSlon template=list]
1. Медный или алюминиевый провод
Для электропроводки в бытовых помещениях используются провода с медными или алюминиевыми жилами, предпочтение какому-либо материалу принципиального значения не имеет, основной принцип выбора – это соответствие суммарной мощности нагрузки сечению провода. Медь перед алюминием имеет некоторые преимущества: у неё более большая пропускная способность (примерный расчет – 10 А / мм2, у алюминия – 8,5 А /мм2), она более пластична, а главное, при возникновении дуги не дает искрения. Обычно для прокладки в бытовых помещениях применяют кабель ВВГ (с индексом гн – изоляция не горючая, либо ВВГнг-LS негорючая без выделения вредных веществ).
2. Разъемные и неразъёмные соединения
Разъемные соединения
К разъемному соединению относятся: клеммные колодки различного рода зажимов; соединение на скрутку без пайки.
Разъемные соединения имеют преимущества и недостатки перед неразъемным. Преимущества: быстрое соединение, возможность смены монтажа, доступность осмотра. Недостатки: в связи с неполным контактным соединениям поверхности провода, разъемные соединения используются от 50 – 60% от номинальной мощности провода, также они более дорогие чем пайка.
Преимущества: быстрое соединение, возможность смены монтажа, доступность осмотра. Недостатки: в связи с неполным контактным соединениям поверхности провода, разъемные соединения используются от 50 – 60% от номинальной мощности провода, также они более дорогие чем пайка.
Неразъемные соединение
К неразъемным соединениям относится: обжимка гильзой, скрутка с пайкой и сварка.
Одним из самых надежных способов соединения является сварка провода специальным аппаратом для сварки скруток медных жил. Современные приборы позволяют проводить соединения жил сваркой из любых материалов, в том числе и алюминиевых. Аппарат для сварки скруток можно купить, зайдя на страницу Яндекс Маркета или в магазин ВсеИнструменты. Ру
Соединение жил проводов в гильзах
Опрессовка гильзами является надежным способом механического соединения. Втулки могут быть: алюминиевые, латунные, медные, луженые, комбинированные. Принцип работы понятен из названия – в гильзу помещается пучок очищенных от изоляции проводов, которые затем специальной обжимкой прижимается в нескольких местах. Обеспечивает надежный механический и электрический контакт между проводами. Недостатки метода: необходимо иметь большой набор втулок различного диаметра и специальные механические обжимки, высокую квалификацию исполнителя.
Втулки могут быть: алюминиевые, латунные, медные, луженые, комбинированные. Принцип работы понятен из названия – в гильзу помещается пучок очищенных от изоляции проводов, которые затем специальной обжимкой прижимается в нескольких местах. Обеспечивает надежный механический и электрический контакт между проводами. Недостатки метода: необходимо иметь большой набор втулок различного диаметра и специальные механические обжимки, высокую квалификацию исполнителя.
Соединение пайкой
Соединение подобного рода производится проводами с током нагрузки до 10А, свыше этого значения ПУЭ не рекомендует (глава 4.2 п. 4.2.46) в связи с усилением окислительных процессов, происходящих в оловянисто – свинцовых припоях с последующим нагревом и повреждением соединения.
Подготовка проводов
Перед пайкой провода необходимо подготовить:
- снять поверхностный слой изоляции очистить от лака или окисла механическим путем;
- подготовленные провода скрутить плотно между собой на длину не менее 6 см. ;
- покрыть слоем флюса, для этого используют отпущенная цинком соляная кислота (паяльная кислота) либо растворенную в спирте канифоль.
 ;
;На заметку! Паяльная кислота продается в специализированных магазинах или приготавливается в домашних условиях из расчёта 412 г. цинка на 1 л. соляной кислоты.
После нанесения флюса на поверхность провода разогретого паяльником, мощностью не менее 60 Вт начинается лужение припоем. Для этого лучше использовать припой в виде проволоки намотанный в небольших бобинах. После процедуры, припой должен полностью охватить весь периметр скрутки.
Если провод многожильный, алгоритм пайки одинаков: производится механическая очистка контактного соединения, скрутка, затем лужение флюсом и пайка.
На заметку! Охлаждение места пайки каким-либо искусственным путем типа дутья, не допускается.
3. Медь и алюминий
Соединение меди и алюминия
Любое соединение разнородных цветных металлов вызывает электролитический ток между электронами различных материалов, поэтому возникает коррозия вместе контакта и как следствие, потери целостности соединения. В бытовых электросетях часто приходится соединять, причём вынуждено, алюминий и медь, например, сетевая проводка из алюминиевого провода, разводка люстры медная. В этом случае скрутка или зажим недопустимы. Соединение меди и алюминия допускаются только через нейтральной материал. Наиболее ходовые являются резьбовые переходники со стальными зажимами (именно со стальными, а не латунными).
В бытовых электросетях часто приходится соединять, причём вынуждено, алюминий и медь, например, сетевая проводка из алюминиевого провода, разводка люстры медная. В этом случае скрутка или зажим недопустимы. Соединение меди и алюминия допускаются только через нейтральной материал. Наиболее ходовые являются резьбовые переходники со стальными зажимами (именно со стальными, а не латунными).
4. Сварка проводов
Сварка является наиболее надежным способом неразъемного соединения проводов, для качественного соединение достаточно капли расплава по торцу скрутки жил, которая полностью захватывает соединяемые провода.
Положительные характеристики сварки:
- Полностью отсутствует переходное сопротивление;
- Отсутствие влияния состояния окружающей среды;
- Высокая прочность соединения;
- Полное отсутствие коррозии в соединении.
Виды применяемой сварки:
- Специальным прибором;
- Инверторным сварочным аппаратом;
- Специальным прибором;
- Термитная карандашом (в помещении запрещен к применению)
Процесс сварки проводов
Сварка скруток осуществляется по общим стандартам зажигания сварочной дуги электросварки. Соединения проводов в бытовых помещениях имеет небольшие диаметры, поэтому сварочный ток дуги ограничивается от 15 до 90 А, среднее напряжение 24В. Процесс сварки заключается с подсоединения «земляного» кабеля на зачищенную от изоляции часть скрутки. Для зажигания дуги достаточно поднести угольный электрод к торцу, горения дуги достаточно 1 – 2 сек. Если нет специального угольного электрода, вполне подойдёт электрощетка от электродвигателей либо угольный стержень от круглой батарейки. При этом сварка медных проводов в цене значительно уменьшится.
Соединения проводов в бытовых помещениях имеет небольшие диаметры, поэтому сварочный ток дуги ограничивается от 15 до 90 А, среднее напряжение 24В. Процесс сварки заключается с подсоединения «земляного» кабеля на зачищенную от изоляции часть скрутки. Для зажигания дуги достаточно поднести угольный электрод к торцу, горения дуги достаточно 1 – 2 сек. Если нет специального угольного электрода, вполне подойдёт электрощетка от электродвигателей либо угольный стержень от круглой батарейки. При этом сварка медных проводов в цене значительно уменьшится.
Если при осмотре обнаружится не провар, то процесс можно повторить.
Применение сварочных инверторов для сварки проводов
Рис. 4. Сварочные инверторные аппаратыСовременные сварочные инверторы можно использовать для сварки скруток медных проводов. Инвертор может быть бытовым маломощным с регулировкой тока от 15А и напряжению от 25 В. К сварочным кабелям подсоединяются провода сечением от 8 мм2 с держателем на угольный электрод .
Хорошо показали себя инверторы:
1. РЕСАНТА САИ-160 имеющий характеристики:
- Регулировка тока: 10-160 А.;
- Тип выходного тока постоянный.
- Вес 4,51 кг.
2. Eurolux IWM-190 с характеристиками:
- Регулировка тока в диапазоне: 10-185 А.;
- Устойчиво работает при напряжении: 141-252 В.;
- Тип выходного тока постоянный;
- Вес 4,62 кг.
5. Прибор для сварки медных жил кабеля
Рис. 5. Аппараты для сварки скруток серии ТС-700.Для профессионального использования инверторный аппарат не совсем удобен, всё-таки – это сварочник.
Более качественно можно выполнить процедуру специализированным аппаратом серии ТС 700. (модификации ТС 700 -1, ТС 700-2, ТС 700 -3). Аппаратура лёгкая – 4,5 кг. Комплектуется специальной сумкой для размещения на груди или подвешивания на стене. Позволяет производить сварку не только медных, но алюминиевых проводов. Аппарат для сварки скруток по низкой цене можно произвести на специализированных площадках интернет ресурсов.
Характеристики прибора:
- Сетевой кабель 3 м.,
- Силовые кабеля, 1,4 м;
- Мощность – 1,5 кВт.
- Имеется встроенная защита от токовой перегрузки и перегрева.
Аппарат для сварки скруток медных проводов можно купить в специализированных дилерских центрах или найти в магазинах на интернет ресурсах.
6. Самостоятельное изготовление аппарата
Рис. 6. Трансформатор для переделки.Производить сварку можно и переменным током, аппарат для сварки скруток медных можно изготовить самостоятельно (Рис.6). Для этого не нужно иметь особых навыков работы в электротехнике. Для изготовления аппарата подойдёт силовой понижающий трансформатор мощностью не менее 0,6 кВт. Провод сечением или шина сечением не менее15 мм2, и несколько метров кабеля 8 мм2.
Далее необходимо снять вторичную обмотку и на освободившееся место намотать 20-25 витков медной жилы сечением 10-15 мм2. Вместо «земляного» держателя подойдут пассатижи, еще нужен кабель для держателя электрода. В качестве электрода можно использовать электрощетку от двигателя или используемый графитовый стержень от использованной батарейки.
В качестве электрода можно использовать электрощетку от двигателя или используемый графитовый стержень от использованной батарейки.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
zakaz@themechanic.
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
 ru
ruВнимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Как изготовить аппарат для сварки скруток?
Как применяется аппарат для сварки скруток? Скрутка проводов состоит из меди, а медные провода очень часто распространены в электрике. Данное соединение можно провести тремя способами, такими как опрессовка, сжим и сварка. Самым качественным способы профессионалы считают сварку. Но, чтобы заниматься сваркой меди, надо знать, что температура плавления должна быть где-то 1080 градусов по Цельсию. Меньше температуру не рекомендуется использовать, так как медь сломается. Так что при работе агрегата для данного вида пайки надо иметь определенные навыки в работе.
Данное соединение можно провести тремя способами, такими как опрессовка, сжим и сварка. Самым качественным способы профессионалы считают сварку. Но, чтобы заниматься сваркой меди, надо знать, что температура плавления должна быть где-то 1080 градусов по Цельсию. Меньше температуру не рекомендуется использовать, так как медь сломается. Так что при работе агрегата для данного вида пайки надо иметь определенные навыки в работе.
Сварочный аппарат для сварки проводов.
Прибор для сварки проводов должен иметь напряжение от 12 до 36 В. Самым хорошим вариантом является такой, чтобы аппарат имел функцию регулировки силы тока. Сам процесс пайки скруток составляет несколько секунд, в этот момент образуется капля для надежного крепкого соединения. Чтобы добиться максимального эффекта во время работы, необходимо учесть сечение и количество жил в проводе.
Для соединения применяют сварочные электроды, и сила тока при подаче на прибор будет зависеть от сечения и количества проводов. Так что давайте рассмотрим некоторые примеры подачи сварочного тока, а именно:
Так что давайте рассмотрим некоторые примеры подачи сварочного тока, а именно:
Соединение алюминиевых и медных проводов с помощью сварки.
- Если сечение провода 1,5 мм2, а количество медных проводов два, вам необходимо применять ток с мощностью 70 А.
- Если сечение 1,5 мм2, а количество медных проводов три, вам необходимо использовать ток с мощностью 80 А.
- Если сечение 2,5 мм2, а количество медных проводков два, вам необходимо использовать ток мощностью 100 А.
- Если сечение 2,5 мм2, а количество медных проводков четыре, вам необходимо использовать ток с мощностью 120 А.
Давайте рассмотрим, где можно применять аппарат для сварки скруток. Данный вид работы создается для того, чтобы провода прочно проводили через себя электрический ток. Такими объектами являются электрические щиты и шкафы, распределительные коробки, трансформаторы. Сварка скруток необходима во время выполнения ремонтных работ, на производстве и в быту.
Читайте также:
Какими бывают дефекты сварных швов.
Основные обозначения сварных швов на чертежах.
О сварке полипропиленовых труб читайте здесь.
Как происходит сварочный процесс?
Сам процесс состоит из нескольких главных этапов, которые необходимо знать каждому, кто собирается заниматься этим нехитрым делом. Сварочные этапы во время соединения скруток:
Материалы для изготовления сварочного аппарата для скруток.
- Необходимо взять кухонный нож или специальный строительный, а затем аккуратненько подрезать оболочку провода и снять нужные вам сантиметры.
- Для создания скруток берем несколько жил и скручиваем длиной около трех сантиметров.
- На место, где необходимо запаять, нужно надеть зажим и подключить массу сварочного аппарата.
- Необходимо выставить силу тока на сварочном аппарате и дождаться, когда электрод нагреется до нужной температуры.
Сам процесс сварки займет у вас буквально пару секунд. В этот маленький промежуток времени должен образоваться маленький шар меди. Если передержать установленное время, то концы проволоки просто расплавятся и станут очень ломкими. После того как закончится процесс работы, вам необходимо будет изолировать голые провода, а потом уже подключать напряжение.
В этот маленький промежуток времени должен образоваться маленький шар меди. Если передержать установленное время, то концы проволоки просто расплавятся и станут очень ломкими. После того как закончится процесс работы, вам необходимо будет изолировать голые провода, а потом уже подключать напряжение.
На промышленных предприятиях применяют большие переносные сварочные агрегаты, к которым подключен многожильный силовой кабель, а напряжение подается с очень большой силой. Но для домашнего быта вам подойдет аппарат на электронно-компьютерной плате. Дополнительно используется маленькая головка на сам аппарат и регулировка напряжения параметров и силы тока. Бывает так, что лишних средств не имеется для приобретения сварочного аппарата. Вот тогда приходит мысль о создании такого агрегата своими руками. Но только необходимо помнить, что согласно государственным стандартам 22917-78 нужно применять сварочную дугу.
Вернуться к оглавлению
Сварочный аппарат для сварки скруток своими руками
Электрическая схема аппарата для точечной сварки.
Материалы и инструменты:
- трансформатор;
- зажимы;
- угольный электрод;
- алюминиевый кабель;
- регулировка напряжения.
Если вам не по карману или нет лишних средств для приобретения данного вида устройства для домашнего использования, его можно изготовить своими руками.
Этот прибор можно сделать на основе трансформатора мощностью 450 Вт, дополнительно потребуется несколько подручных материалов.
Трансформатор можно использовать любой, но только чтобы у него была первичная медная обмотка толщиной 2х75 мм и вторичная обмотка на 6 мм с алюминиевым силовым кабелем. И дополнительно возьмите угольный электрод.
Помните, что в аппарате переменный электрический ток составляет от 30 до 40 А. Но максимальная точка напряжения составляет 15,5 Вт. Для того чтобы сделать ручку, которая будет выполнять функцию держателя электрода, вы можете использовать два зажима по типу «крокодил».
А для проводника вы можете использовать угольный электрод, который произведен из щетки троллейбусного контакта.

Самое главное преимущество в том, что прибор очень аккуратный в эксплуатации и прослужит вам не один год. Только не забывайте заряжать аккумулятор и обязательно следите за состоянием контактов. Ваш самодельный аппарат справится с любым видом работ. Конечно, самодельный агрегат не такой массивный, как тот, который используют на производстве. Он очень компактный, и его легко можно хранить в домашних условиях.
Можно, конечно, пойти в магазин и потратить достаточно большую сумму для приобретения сварочного аппарата, но зачем? Ведь сделанный своими руками вам обойдется дешевле, и будет чем похвастаться перед друзьями. Так что дерзайте и попытайтесь удивить не только себя, но и своих друзей новым приспособлением, сделанным своими руками. Ведь так приятно выполнять домашние работы и осознавать, что вы это сделали сами!
Оптимальные сварочные решения для изготовления и обработки соединений рулонов
Перейти к содержимомуСоединение рулонов
Машины
Применение
Решения
Контактное лицо
 2px»> Соединение рулонов
2px»> Соединение рулонов Требования к соединениям рулонов постоянно растут.
По этой причине мы полагаемся на преимущества технологии лазерной сварки — высокие скорости сварки и превосходное качество сварки.
Аппараты для дуговой сварки IDEAL Резка и сварка рулонов различного качества и комбинаций материалов с использованием лазерного луча в зажимном устройстве.
Мы предлагаем машины для стыковой и дуговой сварки оплавлением в полуавтоматической или полностью автоматической версиях со встроенными ножницами для концов рулонов для меньших размеров рулонов. Производятся надежные сварные швы MIG/MAG, TIG или плазменной сварки, которые обеспечивают непрерывную замену рулона без перерыва.
Машины для соединения рулонов IDEAL используются в:
- Линии травления
- Линии для нанесения покрытий
- Линии непрерывного отжига
- Линии контроля
- Линии пресса и высечки
- Линии профилирования
- Линии по производству труб
- Линии цинкования
- Шаговые линии.

На всех типах машин компактная и прочная конструкция с интуитивно понятным управлением для оператора ориентирована на промышленное использование в производстве.
При разработке типов машин LBS и LAS основное внимание уделялось оператору. По этой причине особое внимание было уделено простоте и эргономичности управления.
Используемые по всему миру машины для сварки рулонов IDEAL ежедневно доказывают свое качество и надежность на протяжении десятилетий.
Примеры применения
На машинах для соединения рулонов можно обрабатывать рулоны различного качества и размеров.
Катушка ВА Плазменная ТИГ
Катушка ВА
Стальная катушка, оцинкованная
Стальная катушка
СООБЩЕНИЕ СОБЫТА МЕДНЫЙ МЕДИНСКИЙ СВОЙСТВО
Медный соединение
Стальная катушка
- . Сварочные машины являются доступным вариантом для сварки рулонов.
Линия машин LBS предлагает различную степень автоматизации обработки концов рулонов. Все возможно от ручного до полностью автоматического управления.
Благодаря используемому процессу сварки рулоны соединяются очень рациональным и экономичным способом.
По желанию машины могут быть оснащены различными аксессуарами.
Подробная информация о машинах для дуговой сварки типа LBS
Видео о продукции IDEAL AS0 220 B-P
Сварка в тяжелой промышленности и судостроении – IDEAL AS0 220
К сожалению, ваш браузер не поддерживает встроенные видео.
Подробная информация о машине для соединения рулонов AS0 220 BP
Ссылка для загрузки страницыНастройки конфиденциальности
Если вам еще не исполнилось 16 лет, и вы хотите дать согласие на дополнительные услуги, вы должны спросить разрешения у своих законных опекунов.
Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.Принять все Сохранять Используйте только необходимые файлы cookie
Настройки конфиденциальностиОсновные (3)
Основные файлы cookie обеспечивают выполнение основных функций и необходимы для правильной работы веб-сайта.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
Имя Печенье Борлабс Анбитер Владелец этого сайта, Выходные данные Цвек Сохраняет настройки посетителей, выбранные в окне файлов cookie Borlabs Cookie. Имя файла cookie borlabs-cookie Печенье Laufzeit 1 Яр Имя Куформ Анбитер Куформ Цвек Сохранить информацию, введенную в формы, предоставленные плагином Quform для сеанса. Сохраняет только идентификатор сеанса (без личных данных) / Требуется по соображениям безопасности (защита от подделки межсайтовых запросов) / Требуется для нормальной работы плагинаПеченье Laufzeit quform_session Имя WPML Анбитер Владелец этого веб-сайта Цвек Сохраняет язык последней просматриваемой пользователем страницы. Датеншуцерклерунг Privacy Policy and GDPR Compliance
Имя файла cookie WP-WPML_Current_Language Печенье Laufzeit 1 год Статистика (1)
Статистика
Статистические файлы cookie собирают информацию анонимно.
Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.Показать информацию о файлах cookie Скрыть информацию о файлах cookie
Акзептирен Гугл Аналитика Имя Гугл Аналитика Анбитер Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия Цвек Файл cookie Google, используемый для аналитики веб-сайта. Генерирует статистические данные о том, как посетитель использует веб-сайт.Датеншуцерклерунг https://policies.google.com/privacy Хост(ы) google.com Имя файла cookie _ga,_gat,_gid Печенье Laufzeit 2 года Внешние носители (2)
Внешние носители
Контент с видеоплатформ и социальных сетей по умолчанию заблокирован.
Если файлы cookie внешних носителей принимаются, доступ к этому содержимому больше не требует ручного согласия.Показать информацию о файлах cookie Скрыть информацию о файлах cookie
Акзептирен Карты Гугл Имя Карты Гугл Анбитер Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия Цвек Используется для разблокировки контента Google Maps. Датеншуцерклерунг https://policies.google.com/privacy Хост(ы) .google.com Имя файла cookie НИД Печенье Laufzeit 6 Монате Акзептирен YouTube Имя YouTube Анбитер Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия Цвек Используется для разблокировки контента YouTube. Датеншуцерклерунг https://policies.google.com/privacy Хост(ы) google.com Имя файла cookie НИД Печенье Laufzeit 6 Монате Настройки конфиденциальности Выходные данные
Перейти к началуТип
сварочного аппарата катушки чистой меди Ямато 300А коммерческийНаведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Товар слишком тяжелый для LBC Shipping, мы рекомендуем доставку только через Trucking Logistics.
Сварщик на каждый день!
Технические характеристики:
Ток: 300 А
Напряжение: Одиночное
Тип: Тип переменного токаКомплектация:
Держатель электрода, сварочная маска, сварочный кабель
На наши изделия распространяется гарантия и условия соответствующих брендов. Мы постараемся указать и помочь найти подходящий сервисный центр для бренда, который вы покупаете здесь, в KHM Megatools. Вы должны иметь чек в качестве доказательства покупки для получения гарантии на каждую приобретаемую вами марку.
Отсутствие квитанции означает отсутствие гарантии.Для получения дополнительной информации и статуса ремонта, пожалуйста, свяжитесь с нашей электронной почтой:
[email protected]Бренд Гарантийный срок Авторизованный сервисный центр Бош Профессионал * Электроинструменты COC — 6 месяцев гарантии на детали и обслуживание
* Тяжелые электроинструменты — 1 год гарантии на детали и обслуживание
* Цифровые измерительные инструменты — 1 год гарантии на запчасти и обслуживаниеBinondo — 1054 Reina Regente Cor.
Проспект Ректо Манила
(02) 2474380 / 2474850 / 244734041-47Кесон-Сити — блок A, 20 D.Tuazon Corner Luskot St. Brgy. Дон Мануэль
0927-078-4408Макати — G/F WC корп. 2438 Белармино, ул. Брги. Бангкал Макати
(02) 7387406 / 510 1651Перейдите по ссылке для всех мест:
https://goo.gl/e4RZVkДремел 6 месяцев
Запчасти и обслуживание
ГарантияПринесите в любой сервисный центр Bosch Makita Professional
(бирюзовый)
Makita MT Series
(зеленый)Пожизненная гарантия обслуживания Manila — 315 Dasmarinas St. Binondo, Manila
Телефон: (02) 243-1159 до 64Mandaue — 3-й этаж Belmont Bldg. MC Briones Street Highway, город Мандауэ
Тел.: (032) 346-4268Себу — 66-68 Plaridel Street, Cebu City
Тел. : (032) 254-1454Давао — 137-138B Avenue, Davaosay City
Ramon Magaosay Телефон: (082) 227-2635 / (082) 227-2277Dewalt Professional Ограниченная гарантия на 3 года
(Ограниченная — необходимо соблюдать особые условия)Блок 2 A, второй этаж здания Vsk Corporate Circle, № 2 Acacia Lane, Corner Shaw Boulevard, Mandaluyong, 1552 Metro Manila
Телефон: (02) 533 9786Hitachi Professional 6-месячная ограниченная гарантия на детали и обслуживание (ограниченная — необходимо соблюдать особые условия)
22 Timog Ave, Diliman, Quezon City, 1103 Metro Manila
(02) 355-7777Милуоки Профессионал 6 месяцев гарантии на детали и обслуживание 22 Timog Ave, Diliman, Quezon City, 1103 Metro Manila
(02) 355-7777Кресс Электроверкцойге 6 месяцев гарантии на детали и обслуживание 14 Quezon Rd East Grace Park, Между 7-й и 8-й улицами, город Калукан,
Metro Manila
Телефон: (02) 281-0460
DCA Professional6 месяцев гарантии на детали | Пожизненная гарантия обслуживания Калукан-Сити – 14 Quezon Rd, Ист-Грейс-Парк, между 7-й и 8-й улицами, Калукан-Сити,
Метро МанилаТелефон: (02) 281-0460
Кесон-Сити – #8 улица Дон Мануэль, Kaingin Rd.
Балинтавак, QC
Мобильный телефон: 0955-4010048
Кен Профессионал6-месячная ограниченная гарантия на детали и обслуживание (ограниченная — необходимо соблюдать особые условия)
22 Timog Ave, Diliman, Quezon City, 1103 Metro Manila
(02) 355-7777Дартек
1 год сервисной гарантии Калукан-Сити – 14 Quezon Rd East Grace Park, между 7-й и 8-й улицами, Калукан-Сити,
Метро МанилаТелефон: (02) 281-0460
Кесон-Сити – #8 улица Дон Мануэль, Kaingin Rd.
Мобильный телефон: 0955-4010048Зекоки 3 месяца
Гарантия обслуживания22 Timog Ave, Diliman, Quezon City, 1103 Metro Manila
(02) 355-7777
Дж. К. КавасакиПожизненная гарантия обслуживания Обратитесь к авторизованному дилеру для обращения за гарантией и ремонта
ХоёмаПожизненная гарантия обслуживания Обратитесь к авторизованному дилеру для обращения за гарантией и ремонта Почтовый бак Гарантия на обслуживание 6 месяцев Обратитесь к официальному дилеру для обращения за гарантией и ремонта Всего инструментов
1 год сервисной гарантии ул. Томас Мапуа, 543, шт. Круз, Манила
Стационарный телефон: 02-2421346
Мобильный телефон: +6375157Хокаге Гарантия на обслуживание 6 месяцев Обратитесь к авторизованному дилеру для обращения за гарантией и ремонта Хитроник Гарантия на обслуживание 6 месяцев Обратитесь к авторизованному дилеру для обращения за гарантией и ремонта Электростанция Электроинструменты — Гарантия на обслуживание 6 месяцев
Сварка — Гарантия на обслуживание 3 месяца
Генератор — Гарантия на обслуживание 1 месяц
Промышленное оборудование — Гарантия на обслуживание 3 месяца314 San Nicolas St. Corner Madrid, Binondo, Manila
Телефон: (02) 8242-4491 / (02) 8353-8158Powerplus 1 год сервисной гарантии 314 San Nicolas St. Corner Madrid, Binondo, Manila
Телефон: (02) 8242-4491 / (02) 8353-8158Риланд Гарантия на обслуживание 6 месяцев Обратитесь к авторизованному дилеру для обращения за гарантией и ремонта Рилон Гарантия на обслуживание 6 месяцев Обратитесь к официальному дилеру для обращения за гарантией и ремонта Шибару Пожизненная гарантия обслуживания пр. Г. Аранета, 911, кор. П. Флорентино, Кесон-Сити, 1104 Метро Манила
(02) 8740 9296Стэнли 2 года ограниченной гарантии Блок 2 A Второй этаж здания Vsk Corporate Circle, № 2 Acacia Lane, Corner Shaw Boulevard, Mandaluyong, 1552 Metro Manila
Телефон: (02) 533 9786Воркс 6 месяцев гарантии на детали 14 Quezon Rd East Grace Park, Между 7-й и 8-й улицами, город Калукан,
Metro Manila
Телефон: (02) 281-0460Ямато
Тип постоянного тока — 6 месяцев гарантии на обслуживание
Тип переменного тока — 3 месяца гарантии на обслуживаниеОбратитесь к авторизованному дилеру для обращения за гарантией и ремонта Информация может быть изменена без предварительного уведомления.
Политика доставки
Все заказы обрабатываются в течение 1–5 рабочих дней (за исключением выходных и праздничных дней) после получения электронного письма с подтверждением заказа. Вы получите еще одно уведомление, когда ваш заказ будет отправлен.
Доставка в тот же день / Местная экспресс-доставка
Доставка по фиксированной ставке: Мы предлагаем доставку по фиксированной ставке 250 филиппинских песо для клиентов Metro Manila.
Доставка осуществляется с 8:30 до 17:30 с понедельника по субботу. Мы свяжемся с вами через текстовое сообщение с номером телефона, который вы указали при оформлении заказа, чтобы уведомить вас в день нашего прибытия.
Тарифы на доставку внутри страны и смета
Стоимость доставки вашего заказа будет рассчитана и отображена при оформлении заказа.
Вариант доставки
Расчетное время доставки
Цена
Лазада Шиппинг
от 3 до 5 рабочих дней
Автоматические вычисления через платформу
Доставка по магазинам
от 3 до 7 рабочих дней
Автоматические вычисления через платформу
Доставка LBC вручную
от 3 до 8 рабочих дней
Автоматический расчет через кассу
Самовывоз из магазина
Вы можете не платить за доставку, воспользовавшись бесплатным самовывозом в нашем магазине.
После размещения заказа и выбора пункта самовывоза при оформлении заказа ваш заказ будет подготовлен и готов к выдаче в течение 3–7 рабочих дней. Когда ваш заказ будет готов, мы отправим вам электронное письмо с инструкциями.Доставка из магазина осуществляется с 8:30 до 17:30 с понедельника по субботу. Пожалуйста, имейте при себе электронное письмо с подтверждением заказа, когда придете.
Возврат, возврат и обмен
У нас есть 7-дневная политика возврата, что означает, что у вас есть 7 дней после получения вашего товара, чтобы запросить возврат.
Чтобы иметь право на возврат, ваш товар должен быть в том же состоянии, в котором вы его получили, неношеным или неиспользованным, с бирками и в оригинальной упаковке. Вам также понадобится чек или подтверждение покупки.
Чтобы начать возврат, вы можете связаться с нами по адресу [email protected] Если ваш возврат будет принят, мы вышлем вам этикетку для обратной отправки, а также инструкции о том, как и куда отправить вашу посылку.
Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.Вы всегда можете связаться с нами по любому вопросу возврата по адресу [email protected].
Повреждения и проблемы
Пожалуйста, проверьте свой заказ при получении и немедленно свяжитесь с нами, если товар неисправен, поврежден или если вы получили не тот товар, чтобы мы могли оценить проблему и исправить ее.Исключения / товары, не подлежащие возврату
Определенные типы товаров не подлежат возврату, например, скоропортящиеся товары (например, продукты питания, цветы или растения), нестандартные товары (например, специальные заказы или персонализированные товары) и товары личной гигиены ( например, косметика). Мы также не принимаем к возврату опасные материалы, легковоспламеняющиеся жидкости или газы. Пожалуйста, свяжитесь с нами, если у вас есть вопросы или опасения по поводу вашего конкретного товара.К сожалению, мы не принимаем возврат товаров со скидкой или подарочных карт.
Обмен
Самый быстрый способ убедиться, что вы получите то, что хотите, — это вернуть предмет, который у вас есть, и после того, как возврат будет принят, совершить отдельную покупку нового предмета.Возврат
Мы уведомим вас, как только получим и проверим ваш возврат, и сообщим, был ли одобрен возврат или нет. В случае одобрения вам будет автоматически возвращен ваш первоначальный способ оплаты. Пожалуйста, помните, что вашему банку или компании-эмитенту кредитной карты может потребоваться некоторое время для обработки и отправки возврата.Найдите то, что подходит именно вам! Не соглашайтесь на меньшее. Удачи!
HEAVY DUTY (Professional, High End Contractors)
Hilti, Milwaukee, Dewalt, Makita, Bosch, AGP, Hitachi, KressMID DUTY (Enthusiast, KENDE, Standard Contractors) 900 MT, Bosch Contractor’s Choice
LIGHT DUTY (DIY, Weekend Warrior, Small Contractors)
Jc Kawasaki, Hoyoma, Hokage, Zekoki, Total, Dremel, Powerhouse
Отказ от ответственности: Этот график предназначен только для руководства и образовательных целей. Это мнение нашего магазина, и оно не классифицируется по каждой торговой марке соответственно. Мы в KHM хотели бы предоставить нашим клиентам самый быстрый и эффективный способ взаимодействия с нами. От PRICE MATCHING до Официальные расценки, мы стремимся предоставить лучшее качество обслуживания для обработки заказов на покупку от вашей компании. Мы заверяем вас, что мы продаем только 100% оригинальные и подлинные инструменты. И мы хотели бы предложить вам максимально гибкий опыт транзакций. Пожалуйста, ознакомьтесь со всеми подробностями ниже, чтобы найти то, что подходит и удобно для вас и вашей компании: **Всегда сначала проверяйте доступность.
Пожалуйста, свяжитесь с нами для проверки.
Поиск продукта:
Чтобы проверить и найти продукты, которые мы носим,
используйте нашу панель поиска SMART выше или посетите нашу страницу категорий:Время выполнения заказа:
Некоторые позиции по заказу.
3-5 дней после получения P.O. или 50% Первоначальный взнос для обработки.
(возможна задержка)
Пожалуйста, отправьте заказ на покупку по электронной почте для обработки,Электронная почта :
[email protected]12% с учетом НДС.
Наличными при получении
по нашему доступному адресу (Blumentritt-Espana)Для оплаты чеком
Подлежит клирингу перед выпуском товаров
(Без клиринга при оплате чеком ON-US)Если вы желаете оплачивать чеки без клиринга, нам необходимо провести кредитное расследование (C.I.) вашего банковского счета, отправьте нам указанные ниже данные для обработки CI. Заполните все данные:
Номер банковского счета:
Название банковского счета:
Отделение банка:
Контактная информация банка:
Контактное лицо банка:Банковский депозит / Мобильный банковский перевод
Обеспечивает отсутствие обработки наличных платежей для вашего сотрудника.
BDO (Banco De Oro)
BPI (Банк Филиппинских островов)
PNB (Национальный банк Филиппин)
Самовывоз из нашего физического магазинаПолный адрес:
940 Blumentritt Rd. Рядом бульвар Испании. Брги. 513, Сампалок, Манила
Доставка
(Стоимость доставки оплачивается вами)Доставка LBC (ограничение по весу 30 кг)
Грузовая логистика с возможностью получения груза
Служба доставки
Вы можете использовать приложения Grab, Lalamove или Transportify, чтобы забрать свой товар быстро и удобно. Пожалуйста, свяжитесь с нами перед бронированием. Пожалуйста, перейдите по нашей ссылке здесь, чтобы узнать, как получить услугу.Для любых предложений, пожалуйста, свяжитесь с нами по телефону 0917-5425822.
Мы делаем все возможное, чтобы вы были довольны, приобретая инструменты в одном месте. Просто перейдите по ссылке, чтобы узнать, как это сделать.
Цена соответствует
Сварочные аппараты для сварки рулонов— Taylor Winfield Technologies
Taylor-Winfield Technologies предлагает решение
для удовлетворения ваших потребностей в сварке и не только.
Выберите из нашей полной линейки сварочных аппаратов для сварки рулонов
.Quick Request
Laser
WeldingSpot
WeldersSeam
WeldersFlash
WeldersArc
WeldersPost Weld Heat Treating
Обновления и аксессуары
Нужна помощь?
Связаться с нами
ЛАЗЕРНАЯ СВАРКА:
РАЗДВИЖЕНИЕ ГРАНИЦ.
ПОДДЕРЖИВАТЬ ТРАДИЦИЮ.Узнайте больше о новой системе лазерной сварки Eclipse X1 от TWT
Новый Eclipse X1 от Taylor-Winfield — это наиболее технологически продвинутый лазерный сварочный аппарат для линий отделки металлов и цинкования на сегодняшний день, затмевающий все другие существующие системы на международном рынке. Сделанный в США, Eclipse X1 соединяет марки стали от LCS до AHSS и UHSS, а также другие металлы, такие как алюминий и медь. Наша система лазерной сварки устраняет различия в форме и внешнем виде полосы и обеспечивает обратную связь в режиме реального времени для обеспечения высочайшего качества сварки.
Taylor-Winfield имеет долгую и богатую историю поставок высококачественных сварочных аппаратов для соединения рулонов в металлообрабатывающей промышленности. Наш новый твердотельный волоконный лазерный сварочный аппарат Eclipse X1 не является исключением. При разработке этой машины мы опирались на наш обширный опыт производства сварочных аппаратов для сварки рулонов и недостатки, которые мы наблюдали у аппаратов для лазерной сварки, представленных на современном рынке.
После сотрудничества с ведущими мировыми экспертами по лазерной сварке над техническим дизайном Eclipse X1 является самой современной системой волоконной лазерной сварки для соединений рулонов.Загрузите брошюру Exclipse X1 здесь
Спецификации материала полосы:
- Марки стали: холоднокатаная и горячекатаная сталь (LCS, AHSS, UHSS, SS и кремний)
- Другие материалы Медь и алюминий (марки оцениваются по запросу)
- Толщина полосы: от 0,41 мм до 4,00 мм (0,016–0,160 дюйма)
- Ширина полосы: 850–1930 мм (33–76 дюймов)
Механические характеристики
3
- Сервопривод каретки для лазерной сварки и режущих головок
- Входной зажим с горизонтальным и продольным перемещением
- Выходной зажим с регулировкой высоты по высоте Режущие лазерные головки
- Сервоуправляемые верхний и нижний выравнивающие валики (вкл./выкл. по выбору)
- Лазерная идентификация сварных швов Резка отверстий
- Бесконтактная система обработки металлолома
- Индукционный нагрев Предварительная и послесварочная термообработка Источники питания, змеевики и опорная конструкция (дополнительно) Профилирование сварки и обратная связь о качестве сварки «ХОРОШЕЕ/ПЛОХОЕ»
- Станция оператора HMI с двумя экранами и прямой видеотрансляцией
- Система эксплуатации и проверки машины со сбором данных, анализом и отчетностью; Готовность к Индустрии 4.
0- Программируемый логический контроллер (ПЛК) для машинных последовательностей
- Возможности подключения: Profinet и I/O Link
- Поддержка удаленного онлайн-мониторинга машины через TWConnect
-Roll® является наиболее технологически продвинутым аппаратом лазерной сварки толстолистового металла на рынке для линий травления, PLTCM и других технологических линий большого диаметра. Теперь модель X-Roll
® 9 в исполнении третьего поколения1262 успешно работает на сталелитейных заводах по всему миру. Уникальные особенности:- Автоматическая настройка параметров сварки для каждой пары материалов
- Интегрированная система контроля качества сварного шва в режиме реального времени
- Время цикла менее 60 секунд
- Запатентованная индукционная термообработка сварного шва до и после сварки
- Упрощенная замена кассеты с быстрорежущими ножами
- Автоматическая обработка лома
- Компактная конструкция с простым основанием — идеально подходит для реконструкции
- Простая, безопасная и воспроизводимая операция
Аппараты для сварки швов
Аппараты для сварки швов Taylor Winfield Technologies обеспечивают высокую производительность и эффективность для вашей работы с широким спектром методов сварки для получения любой конфигурации соединения.
Предыдущий
Следующий
Преимущества
Более щадящий процесс сварки по сравнению с лазерным и другими процессами соединения.
- Квалифицированному торговому персоналу не требуется обширная подготовка для работы и обслуживания сварочного аппарата.
- Нет необходимости ослаблять натяжение в мельнице, чтобы пройти сварной шов — создается «раскатываемый сварной шов».
- Меньше опасений по поводу разрыва сварного шва при перемещении по опорным и натяжным роликам.
- Во многих случаях нет необходимости удалять сварной шов перед последующим нанесением покрытия, отжигом или цинкованием полосы.
- Отсутствие повреждений уплотнений, валков или подшипников при прохождении сварного шва через линию.
- Меньше отходов и лома.
- Более низкие первоначальные капиталовложения, эксплуатационные расходы и затраты на техническое обслуживание по сравнению с системами сварки TIG, MIG или лазерной сварки.
- Быстрое время цикла — обычно менее 60 секунд для максимальной ширины и толщины.
Механические характеристики
- Прочная O- или C-образная рама.
- Гидравлические входные и выходные зажимы с быстросменными втулками зажима.
- Точное управление линейным движением сварочной плиты.
Электрические характеристики
- Сварочный ток переменного или постоянного тока.
- Автоматическая настройка параметров сварки с компьютерной связью «Верхний уровень».
- Доступны различные ПЛК – GE Fanuc, Siemens, Rockwell Automation (Allen Bradley).
- Связь с компьютером «верхнего уровня» по протоколу Profibus, Ethernet или TCP/IP.
- Матричный или алгоритмический контроль параметров сварки.
- Моноблочный трансформатор, вторичная шина и сварочные электроды — самая высокая плотность сварочного тока для любого сварочного аппарата оплавлением и низкое энергопотребление!
Опции
- Автоматические центрирующие направляющие
- Автоматическое выравнивание поперечной полосы
- Закрытая петля Чиллеры для воды
- Нотх для стрижки. Next
Точечная сварка является наиболее простой и, как правило, наиболее экономичной из всех технологий контактной сварки и подходит для многих форм механизации и автоматизации. Его можно использовать там, где скорость не является критическим фактором, допустимы соединения внахлестку двойной толщины и допускается нормальное время обслуживания электрода.
Аппараты для стыковой сварки оплавлением
Стыковая сварка оплавлением — это сверхбыстрый процесс соединения, при котором сплавление происходит одновременно по всей площади сварного шва. Это единственный метод контактной сварки, при котором поверхностная окалина практически не влияет на качество и стабильность сварного шва — основная причина его использования в линиях травления. После обрезки стыковые швы оплавлением становятся такими же тонкими, как и сама полоса, и легко проходят через последующее оборудование для обжатия и формовки. В большинстве случаев сварные швы теряют свою идентичность и переходят в потребительский продукт.
Сварочные аппараты для стыковой сварки оплавлением преобладают на линиях травления, но они также используются на линиях подготовки толстолистовых рулонов, дробеструйной очистке, обрезке боковых сторон и линиях продольной резки, а также на станках для сварки труб и труб. Комбинированные аппараты для стыковой сварки оплавлением, названные так потому, что они имеют встроенный триммер для вытяжки, который одним движением удаляет лишний металл, выдавленный на поверхности полосы во время осадочной (ковочной) части цикла сварки. Механизм передачи последовательно перемещает соединение на станцию обрезки и другие дополнительные рабочие станции, которые включают станцию пробивки кромок или станцию надсечки и/или систему индукционного последующего нагрева. Последнее сводит к минимуму дорогостоящий обрыв полосы за счет отпуска зоны термического влияния в легированных сталях, поддающихся обработке.Weld Описание
Weld Equals Толщины металла
CFBW Особенности
Сварщики дуговых сварных плат
Агрочная сварка является наиболее версической из всех процессов для полоса.
Он применим практически ко всем черным и цветным металлам в диапазоне толщин протяжки и предлагает широкий выбор параметров для точного удовлетворения требований. Он часто используется, когда обязательно стыковое соединение, а иногда и когда требуется сварной шов.Наиболее популярными типами процессов сварки плавлением (дуговой) являются:
- Дуговая плазменная сварка
- Дуговая сварка под флюсом (SAW)
- Дуговая сварка вольфрамовым электродом (GTAW) (дуговая сварка металла)
- Газовая сварка GMAW) (MIG)
- Микропроцессорное управление на основе полупроводникового IGBT
- Диапазон мощности в киловаттах зависит от области применения, машины и времени цикла
- Регулирование температуры с помощью пирометра
- Автоматическая настройка нагрузки Возможность связи «верхнего уровня»
- Доступна полная интеграция машины, включая: Контроль температуры отжига
- Совместимость со сварочным аппаратом и системой отжига
- Интерфейс HMI для одного оператора
- Матрица параметров сварки обновлена, чтобы включить контроль температуры отжига
- Возможность полной диагностики системы
- Интерактивный дисплей для первоначальной установки, настройки и обслуживания источника питания
- Экран источника питания будет отображать: Пуск, Останов, Готовность, Напряжение питания, Частота тока, Энергия
- Все состояния неисправности (отдельно указан)
- Показание температуры отжига пирометром.
- Пост индукционная индукция отжигание- вставки и отдельно стоящие системы
- Swer Seam Мониторинг
- Системы управления сварщиками
- Sward-Testers/ Not Note Machershing
- Share Service
- Share Service
- 40035 40035.
- Станки поперечной резки
ОПИСАНИЕ СВАРКИ
GTAW – Толщина сварного шва вблизи основного металла
GMAW – Толщина сварного шва вблизи основного металла после обрезки на линии0859
Термическая обработка после сварки
Предыдущая
Следующая
Многие современные «автомобильные» усовершенствованные и сверхвысокопрочные стали (AHSS и UHSS), включая двухфазные, TRIP, стали с высоким содержанием бора и другие стали со сложными фазами требуют послесварочного индукционного отжига для закалки поверхности сварного шва и восстановления пластичности для последующей обработки на производственной линии.
ОСОБЕННОСТИ ИНДУКЦИОННОГО ОТЖИГА ПОСЛЕ СВАРКИ
Новые и существующие машины для сварки оплавлением и лазером могут быть модернизированы для включения индукционного отжига после сварки. Группа продуктов для индукционного нагрева компании Taylor-Winfield и обученный персонал по обслуживанию на месте занимаются поставкой источников питания, катушек и полностью интегрированных систем клиентам по всему миру. Мы поставляем системы индукционного отжига после сварки для соединения рулонов и других применений с 1960-х годов. Taylor-Winfield может помочь вам в решении ваших сварочных задач. Свяжитесь с нами сегодня, чтобы обсудить потребности в обновлении вашей машины и доступные варианты. Доступны обновления для сварочных аппаратов других производителей.
Преимущества
Послесварочный индукционный нагрев может быть полностью интегрирован в существующий сварочный аппарат с полным интерфейсом оператора через ЧМИ или предоставлен как отдельно стоящая система с независимым управлением и контролем.
Все системы включают пирометрический контроль температуры сварки и источники питания с автоматической настройкой нагрузки, которая регулирует подачу тепла на основе обратной связи с пирометром.Механические характеристики
Восстановление и модернизация сварочного аппарата
Существующие сварочные аппараты для сварки рулонов можно модернизировать для оптимизации производительности и расширения диапазона материалов, которые можно соединять с помощью установленного аппарата. Модернизация и модернизация существующей машины с помощью новых средств управления сваркой, функций управления ПЛК машины и других механических и электрических усовершенствований может увеличить производительность установленной машины на годы.
Обновления машин
SMS group и Taylor-Winfield Technologies формируют глобальный стратегический альянс для лазерной сварки X-Roll
X Roll® Laser Welder video with SMS group GmbH
Eclipse X1 Laser Welding System
MegaLap Resistance Seam Welder
Heavy Duty Coil Joining welder
TWT TwinLap AHSS Welder
TWT’s Twinlap Welder
Full-Width Post Weld Термическая обработка
Индукционный нагрев после сварки
Замена сварочного круга за минуту
Отжиг после сварки
Учебное пособие по инструменту для правки сварочных кругов
Индукционный нагрев после сварки для обработки стали
ПОЧЕМУ НАШИ КЛИЕНТЫ СОТРУДНИЧАЮТ С
TAYLOR-WINFIELD TECHNOLOGIESКак производитель капитального оборудования, мы предоставляем стандартные и индивидуальные решения для производства деталей, все под одной крышей.
От концепции до проектирования, сборки и испытаний у нас есть опыт, ресурсы и приверженность обеспечению качественного оборудования и полной «жизненной» поддержки всего оборудования, которое мы производим.Научно-исследовательская лаборатория
Центр исследований и разработок может помочь улучшить качество деталей, дать количественную оценку существующим процессам, сформировать ожидания относительно надежного производства деталей и установить критерий производительности машины.
Запасные части для вторичного рынка и изделия из меди
Группа запасных частей и изделий из меди для вторичного рынка компании Taylor-Winfield предоставляет «жизнеобеспечение», детали и вспомогательное оборудование для существующих машин по всему миру.
Выездное обслуживание и поддержка по всему миру
Технические специалисты Taylor-Winfield обладают навыками механики, электрики и программирования, что позволяет им предоставлять своевременное и качественное обслуживание, а также контролировать или выполнять оценку, ремонт и модернизацию машин на месте.
МЕДНАЯ ПРОВОДА — МУНДОЛАТАС
Медь, используемая для сварки контейнеров, должна иметь особые характеристики , как размерные, так и физические и химические. Они определены в этой работе, а также то, как она используется.
С введением электросварки, как идеальное средство для сварки боковых швов в корпусах трехсекционных контейнеров , медь стала важным сырьем для этой отрасли.
В настоящее время его применение широко распространено в сварочных аппаратах, применяемых для изготовления корпусов упаковки, используемых для содержания консервированных продуктов, обработанных или подвергнутых давлению, требующих высокой степени герметичности. Это дорогой материал, поэтому контроль его количества и качества должен быть очень строгим.
Анунсиос
Медь, обозначенная символом Cu, является одним из металлов, наиболее используемых человеком, имеет металлический внешний вид и красновато-коричневый цвет.
Его температура плавления составляет 1083°С, а плотность 8,9 г/см3.Среди его свойств выделяется его высокая проводимость тепла и электричества, устойчивость к коррозии , а также его ковкость и пластичность . Из-за своей необычайной электропроводности, уступающей только серебру, наиболее широкое применение меди имеет место в электротехнической промышленности. Его пластичность позволяет трансформировать его в тросы любого диаметра, от 0,025 мм. Прочность на растяжение натянутой медной проволоки составляет около 4200 кг/см2.
Медь, используемая в металлургии, поставляется в виде проволоки круглого сечения. Используется в нескольких диаметрах. Наиболее распространены:
– Диаметр 1,50 мм . (сечение 1,76 мм2). Используется в машинах первого поколения ручного или полуавтоматического типа.
– Диаметр 1,38 мм . (Сечение 1,50 мм2).
Часто встречается в машинах второго поколения. Автоматический тип и средняя скорость производства.– Диаметр 1,20 мм . (Раздел 1,13 мм2). Он используется в машинах третьего поколения с автоматическим высоким каденсом.
Действует как подвижный электрод, движущийся с той же скоростью, что и контейнер. На рисунке 1 схематично показан путь медной проволоки от витка «А» к внутреннему сварочному шкиву «В», по внешнему шкиву «Е» до наплавки рваной нити «D» . Зона «С» соответствует зоне сварки корпуса контейнера.
Рисунок № 1. Общая схема пути прохождения проволоки в сварочном аппарате
Для увеличения контактной поверхности ее профилируют в сварочном аппарате, предварительно до зоны сварки. Таким образом, его сечение из круглого превращается в эллиптическое, а точнее прямоугольное со скругленными углами. Эта форма совпадает с формой канавок двух сварочных шкивов.
Одна и та же нить дважды проходит через точку сварки.
Один для его внутренней части, а другой для внешней, представляя каждый раз новое лицо. Реальная схема, которую он запускает, довольно сложна. На рис. 2 показано, как на самом деле выглядит цепь, покрытая резьбой в типичном автомате (Soudronic типа FBB). Рисунок № 2. Реальная схема резьбы в сварочном аппарате
В нем же можно выделить ряд механизмов, как они среди прочих:
Anuncios
– 2 и 3.
– Очистители нити (2): устройства 4 и 10.
– Скребок для жести: устройство 18
– Эллиптический профилировщик: Устройство между шкивами 6 и 7.
– Подвижный компенсатор: Шкив 8.
– Система охлаждения резьбы: Шкив 22.
– Регулировка. Конический шкив 26.
— Мобильный натяжитель: шкив 31
— резьба: шкив 33
Конкретные функции для упаковочной индустрииИспользуется в электрических сварщиках швейной упаковки
Коппер.
0023 особые характеристики чистоты, твердости, прочности и чистоты . Они связаны с:– Его функция в качестве сварочного электрода: электрическое сопротивление, расширение, очистка и т. д.
– Его функция в качестве движущегося механического элемента, подверженного нагрузкам: твердость, предел упругости, удлинение …
Как видно на рисунке 2 маршрут довольно сложный, поэтому, если нить обрывается, это большая потеря времени, чтобы снова заправить ту же самую, поэтому очень важно, чтобы ее качество соответствовало этому домашнему заданию. Поэтому их свойства должны быть хорошо известны и востребованы у поставщика.
Упрощенно они отражены ниже.
ОБРАЩЕНИЕ С МЕДНОЙ ПРОВОДОЙПроизводители медной проволоки обычно поставляют ее в виде мотков, защищенных картонной и пластиковой упаковкой, уложенной на поддоны. См. рисунок 3
Рисунок № 3 Упакованный пакет
Эти катушки расположены в начале линий, где к ним легко получить доступ, а оттуда с помощью воздушных шкивов они перемещаются к сварочному аппарату.
. См. рисунок № 4. Рисунок № 4. Схема катушки в заголовке строки
необходимо пропустить нить на выходе из витка через шкив, установленный на упругом натяжителе, нагруженном пружинами . Таким образом, марш становится намного более плавным, так как пружины поглощают тягу в цепи. См. рис. 5
Рисунок № 5. Эластичный натяжитель
После использования пряжа нарезается и хранится в подходящих упаковках . Высокая стоимость пряжи означает, что к полученному лому относятся с особым вниманием, гарантируя его возврат в надлежащих условиях рекуператору, который обычно взимает цену за восстановленный кг , плюс сумму потерь из-за потерь в процесс, выраженный в процентном отношении к количеству.
Анунсиос
Лазерная сварка меди с синими диодными лазерами
Медь, золото и другие цветные металлы
Промышленные источники лазерного луча, которые были доступны ранее, требовали дополнительных усилий для удовлетворительной обработки металлов с высокой отражающей способностью, таких как медь, в серийном производстве.
Синий лазерный свет открывает новые возможности, поскольку медь и золото, прежде всего, поглощают спектр синего света в семь-двадцать раз лучше, чем лазерное излучение в инфракрасном диапазоне (см. схему). В настоящее время разработан первый мощный диодный лазер, который значительно улучшает лазерную обработку материалов цветных металлов. В частности, тонкая фольга и листы могут обрабатываться с помощью синего лазера намного эффективнее, но синий диодный лазер LDM также предлагает еще больше преимуществ.
В дополнение к высокому поглощению синего света, что значительно облегчает плавку меди, использование профиля интенсивности, характерного для диодных лазеров, также способствует первоклассному результату обработки. Кроме того, проверенная технология диодного лазера Laserline позволяет точно регулировать мощность лазера в течение миллисекунд, что идеально адаптирует ее к требованиям процесса. Сварные швы, образующиеся при сварке меди, чрезвычайно чистые и очень гладкие — независимо от качества поверхности материала до начала процесса сварки.
Они обладают отличной электропроводностью и дают лишь несколько брызг на прилегающих участках материала. Эффективность материала также особенно высока, так как синий лазер, с одной стороны, не требует перекрытия или армирования материала в зоне шва, а с другой стороны, жидкая медь обладает высокой перекрывающей способностью зазора при обработке излучением синего лазера. Возможность сварки с регулируемой теплопроводностью позволяет впервые использовать медь в качестве верхнего соединительного элемента при сварке различных металлов. Медный порошок и тонкую медную фольгу можно даже соединять с другими материалами, такими как сталь и алюминий. Что касается сварки фольги, то уже достигнуты значительные результаты в области стыковой и кромочной сварки.Общее потребление энергии, необходимой для сварки меди, снижено на 84 процента по сравнению с инфракрасными лазерами и на целых 92 процента для золота. Это связано с тем, что теперь для сварки меди достаточно 1 кВт, а для сварки золота — 0,5 кВт вместо 10 кВт.
Платформа LDM предоставляет пользователям знакомую и проверенную в промышленности систему, которую можно использовать в сочетании с обрабатывающей оптикой, оптимизированной для длины волны. В противном случае потребуется лишь несколько модификаций для интеграции лазера в производство. Защитные стекла технологических ячеек и защитные очки являются единственными аспектами, которые должны быть заменены из-за изменения диапазона длин волн, чтобы соответствовать требованиям лазерной безопасности для сотрудников, выполняющих работу.
Процесс №
Синий лазер впервые позволяет выполнять контролируемую теплопроводную сварку меди и других цветных металлов с малой толщиной материала: толщина материала менее одного миллиметра больше не является проблемой. Если раньше тонкую фольгу разрезали, а не соединяли, с помощью инфракрасного лазера, то теперь синий лазер можно использовать для целенаправленной и контролируемой обработки материала.
Луч синего лазера плавит желаемый материал вдоль стыков, затем расплавленные материалы перетекают друг в друга и при остывании образуют сварной шов. В результате этого процесса получаются особенно гладкие швы выдающегося качества и, следовательно, очень прочные. В принципе, процесс такой же, как и с инфракрасным лазером, за исключением используемой длины волны.Сварка медных штифтов синим диодным лазером
Сварка двух медных штырей (прибл. 0,5×1,5 мм²) с длиной волны 450 нм и длительностью импульса 100 мс для электрических применений.
Теплопроводная сварка с использованием синего диодного лазера LDMblue позволяет получить очень стабильную однородную сварочную ванну без испарения. Преобладающее поверхностное натяжение жидкой меди перекрывает зазоры между штифтами, что приводит к однородному соединению.
Высокоскоростное видео
Отличные результаты
Первоначальные испытания показывают, что структура поверхности не влияет на процесс сварки, особенно при обработке меди.
Независимо от того, подвергалась ли медь ранее тонкой шлифовке, окислению или травлению, положительные свойства шва сохраняются.Теплопроводная сварка меди с длиной волны 450нм
Наварной шов на лист из чистой меди (толщиной 0,5 мм) с помощью Laserline LDMblue500-60 .
Теплопроводная сварка с длиной волны 450 нм и диаметром фокуса 600 мкм обеспечивает высокостабильную расплавленную ванну без брызг в процессе сварки.
Лазер: LDMblue 500-60
Медный лист: 0,5 мм
Диаметр фокуса: Ø0,6 мм1Журнал
О сварке медных компонентов
В нашей серии «Диодные лазеры и их применение» мы предлагаем регулярный обзор наиболее важных областей применения диодных лазеров. И, в частности, нельзя забывать об одной области применения: сварке меди.
Но почему это специальное приложение так важно? Медь является одним из наиболее важных материалов для передачи электрических сигналов и, следовательно, ключевым компонентом многих современных технологий.
В элементах аккумуляторов мобильных устройств, в индукционных катушках или в аккумуляторах электромобилей медные сегменты сегодня можно найти повсеместно. Часто компоненты подвергаются воздействию сильного тока, высоких рабочих температур и сильных вибраций. Это существенно влияет на производственный процесс: когда компоненты состоят из нескольких частей, стыковочные швы должны быть очень прочными и не должны создавать дополнительных сопротивлений в потоке сигнала, чтобы предотвратить повышение температуры в компоненте. Поскольку паяным соединениям часто не хватает необходимого сопротивления напору, сварные швы, создаваемые лазером, являются лучшим вариантом.…Продолжение статьи в журнале >
Плакирование медью – процесс
Синий лазер также показал себя при первых испытаниях сварки наплавкой с медным порошком. В этом процессе, также известном как лазерная наплавка, синий лазерный луч создает расплавленную ванну на поверхности заготовки.
С помощью порошкового сопла одновременно добавляется медь, чтобы ее можно было расплавить в том же луче. После короткого времени охлаждения заготовка и медный порошок металлургически соединяются друг с другом. Кроме того, процесс сварки вызывает очень небольшую деформацию, а покрытие чрезвычайно прочное. Здесь тоже процесс аналогичен тому, что происходит с лазером в инфракрасном спектре волн. Кроме того, покрытие является электропроводным благодаря физическим свойствам меди.Плакирование и аддитивное производство с использованием медного порошка
Синий лазер особенно хорошо подходит для наплавки или аддитивного производства меди. Низкое поглощение энергии (менее 10%) металлов с высокой отражающей способностью, таких как медь или золото, в диапазоне длин волн 1000 нм оказывается серьезной проблемой для стандартных ИК-лазеров. Требуемые высокие начальные интенсивности вызывают процессы, часто характеризующиеся турбулентными ваннами расплава и образованием брызг, которые являются критическими факторами при обработке электрических компонентов.
Здесь синий лазер достигает отличных результатов при обработке меди, поскольку достигается поглощение более 50%. Мы получаем чрезвычайно спокойный процесс, не требующий дополнительной регулировки мощности. Во время процесса может быть достигнута эффективность порошка до 70%, что исключительно хорошо для компонентов на основе меди. Таким образом, даже заготовки из стальных материалов могут превосходно обрабатываться медным порошком.
Однако синий лазер не ограничивается обработкой цветных металлов. Отличных результатов можно добиться и при обработке других металлов, таких как сталь или никель.
Сварка меди и медных сплавов
Особенности сварки меди и медных сплавовМедь — металл, обладающий теплопроводностью, электропроводностью и хорошей коррозионной стойкостью. Плотность меди 8,93 г/см³. Температура плавления 1083 градуса Цельсия. Температура кипения 2360 градусов Цельсия.
Из-за большой теплопроводности медь и медные сплавы должны использовать источник тепла большой мощности для образования герметичного резервуара.
Медь легко окисляется с образованием CuO и CuO2. Эти оксиды делают медные сварные швы хрупкими и приводят к образованию трещин при охлаждении. Поэтому сварщик должен использовать и паять с раскислителями: P, Si.
Легко переливается из-за низкой температуры плавления.
Припой латунный, цинк склонен к возгоранию в процессе сварки, что приводит к изменению металлических компонентов в сварных швах
Техника сварки меди и медных сплавов Техника сварки меди Подготовка:В зависимости от толщины материалов, она делится на три основных типа: кромочная сварка, сварка со скошенной кромкой и сварка без скоса кромки
Сварка кромок применяется для материала толщиной менее 2 мм.
Сварка кромок без скоса для материалов толщиной менее 3 мм
Сварка кромок со скосами применяется, когда толщина превышает 3 мм.
Если сварочный материал имеет толщину от 3 до 10 мм, угол скоса должен составлять 45 градусов. Кроме того, у объектов толщиной более 10 мм скошенная кромка должна быть 9 мм.0 градусов.После завершения подготовки тщательно очистите кромки сварного шва
Сварка пламени:W = (190 ÷ 225) S (литр / час)
, если объект. нагревается перед сваркой, мощность пламени составляет:
Вт = (125 ÷ 150) S (литр/час)
Для сварки меди можно использовать два паяльника: один для нагрева, другой для сварки. Мощность пламени для каждого составляет 100 литров в час при толщине 1 мм
Сварка:Диаметр сварка стержня рассчитывается в соответствии с формулой:
DQH = объект. MM
СваркаСуществует множество поток сварки, такие как:
100% NA2B4O7
50% NA2B4O7 + 50% H4BO3
50% NA2B4O7 + 50% H4BO3
50% NA2B4O7 + 50% H4BO3
.
000378% Na2B4O7 + 13% NaCl + 5% Na2CO3 + 4% h4BO3
Torch angle (α)The welding torch with a surface angle is 90 degrees
Attention:После сварки швы на поверхности должны быть проварены ковкой. В зависимости от толщины припоя это может быть горячая или холодная штамповка. Припой толщиной менее 5 мм можно проковывать в холодном состоянии. Свариваемые материалы большой толщины необходимо сваривать при температуре 200 ÷ 300 градусов Цельсия и не сваривать при температуре 500 градусов Цельсия.
Сварка пламенем и мощность сварки пламенем Сварка пламенемИспользование окислительного пламени, позволяющего избытку кислорода окислять цинк в сварочной ванне с образованием пленки ZnO, предотвращающей испарение цинка.
Пламя емкость:W = (100 ÷ 150) S (литр / час)
Сварка:Это лучше , Si, Mn
Сварочный флюс:Сварочный флюс, используемый для пайки, представляет собой калий.
Угол наклона горелки:Сварочная горелка с углом наклона поверхности (80 ÷ 90) градусов и приварена с соблюдением расстояния от кончика пламени до поверхности сварки (7 ÷ 10) мм.
Примечание. Для повышения долговечности сварного шва его поверхность следует сваривать ковкой. Зависит от содержания меди в металле припоя, который можно проковывать в горячем или холодном состоянии. Ковка в горячем состоянии (700 градусов Цельсия) при содержании меди в сварочном материале менее 60%. Если наплавляемый материал имеет содержание меди более 60%, его можно сваривать в холодном состоянии.
После ковки припой нагревают до температуры (500 ÷ 700) С и медленно охлаждают, чтобы шов не был хрупким.
Техника сварки латуни:Во время сварки элементарные сплавы в медных стержнях подвержены окислению, поэтому латунные стержни обычно покрываются коррозией и зашлаковываются.
Например: в процессе сварки меди латуни сварные швы обычно пористые
потому что сварка оловом легко воспламеняется. Медный припой легко получить из оксида алюминия (Al2O3) с высокой температурой плавления, который трудно исключить из сварного шва так, что сварной шов запотевает.
Сварка пламени и пламениИспользуемое пламя нормальное при сварке
Производительность пламени в медной латуни, вы можете выбрать в соответствии с способами ниже:
-No. :
W = (125 ÷ 175) S (литр / час)
— Предварительное разгревание
W = (100 ÷ 150) S (литр / час)
В процедуре сварки, Процедура сварки, The The The The The The кончик пламени находится на расстоянии 7-10 мм от поверхности сварки.
Сварочный стерженьСварочный стержень напоминает металл сварного шва.

 Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
 Сохраняет только идентификатор сеанса (без личных данных) / Требуется по соображениям безопасности (защита от подделки межсайтовых запросов) / Требуется для нормальной работы плагина
Сохраняет только идентификатор сеанса (без личных данных) / Требуется по соображениям безопасности (защита от подделки межсайтовых запросов) / Требуется для нормальной работы плагина
 Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Эта информация помогает нам понять, как наши посетители используют наш веб-сайт. Генерирует статистические данные о том, как посетитель использует веб-сайт.
Генерирует статистические данные о том, как посетитель использует веб-сайт. Если файлы cookie внешних носителей принимаются, доступ к этому содержимому больше не требует ручного согласия.
Если файлы cookie внешних носителей принимаются, доступ к этому содержимому больше не требует ручного согласия.


 Проспект Ректо Манила
Проспект Ректо Манила  : (032) 254-1454
: (032) 254-1454 Балинтавак, QC
Балинтавак, QC  Томас Мапуа, 543, шт. Круз, Манила
Томас Мапуа, 543, шт. Круз, Манила  Corner Madrid, Binondo, Manila
Corner Madrid, Binondo, Manila 
 После размещения заказа и выбора пункта самовывоза при оформлении заказа ваш заказ будет подготовлен и готов к выдаче в течение 3–7 рабочих дней. Когда ваш заказ будет готов, мы отправим вам электронное письмо с инструкциями.
После размещения заказа и выбора пункта самовывоза при оформлении заказа ваш заказ будет подготовлен и готов к выдаче в течение 3–7 рабочих дней. Когда ваш заказ будет готов, мы отправим вам электронное письмо с инструкциями. Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
 Это мнение нашего магазина, и оно не классифицируется по каждой торговой марке соответственно.
Это мнение нашего магазина, и оно не классифицируется по каждой торговой марке соответственно. 


 ПОДДЕРЖИВАТЬ ТРАДИЦИЮ.
ПОДДЕРЖИВАТЬ ТРАДИЦИЮ. После сотрудничества с ведущими мировыми экспертами по лазерной сварке над техническим дизайном Eclipse X1 является самой современной системой волоконной лазерной сварки для соединений рулонов.
После сотрудничества с ведущими мировыми экспертами по лазерной сварке над техническим дизайном Eclipse X1 является самой современной системой волоконной лазерной сварки для соединений рулонов. 0
0

 Next
Next Сварочные аппараты для стыковой сварки оплавлением преобладают на линиях травления, но они также используются на линиях подготовки толстолистовых рулонов, дробеструйной очистке, обрезке боковых сторон и линиях продольной резки, а также на станках для сварки труб и труб. Комбинированные аппараты для стыковой сварки оплавлением, названные так потому, что они имеют встроенный триммер для вытяжки, который одним движением удаляет лишний металл, выдавленный на поверхности полосы во время осадочной (ковочной) части цикла сварки. Механизм передачи последовательно перемещает соединение на станцию обрезки и другие дополнительные рабочие станции, которые включают станцию пробивки кромок или станцию надсечки и/или систему индукционного последующего нагрева. Последнее сводит к минимуму дорогостоящий обрыв полосы за счет отпуска зоны термического влияния в легированных сталях, поддающихся обработке.
Сварочные аппараты для стыковой сварки оплавлением преобладают на линиях травления, но они также используются на линиях подготовки толстолистовых рулонов, дробеструйной очистке, обрезке боковых сторон и линиях продольной резки, а также на станках для сварки труб и труб. Комбинированные аппараты для стыковой сварки оплавлением, названные так потому, что они имеют встроенный триммер для вытяжки, который одним движением удаляет лишний металл, выдавленный на поверхности полосы во время осадочной (ковочной) части цикла сварки. Механизм передачи последовательно перемещает соединение на станцию обрезки и другие дополнительные рабочие станции, которые включают станцию пробивки кромок или станцию надсечки и/или систему индукционного последующего нагрева. Последнее сводит к минимуму дорогостоящий обрыв полосы за счет отпуска зоны термического влияния в легированных сталях, поддающихся обработке. Он применим практически ко всем черным и цветным металлам в диапазоне толщин протяжки и предлагает широкий выбор параметров для точного удовлетворения требований. Он часто используется, когда обязательно стыковое соединение, а иногда и когда требуется сварной шов.
Он применим практически ко всем черным и цветным металлам в диапазоне толщин протяжки и предлагает широкий выбор параметров для точного удовлетворения требований. Он часто используется, когда обязательно стыковое соединение, а иногда и когда требуется сварной шов.
 Все системы включают пирометрический контроль температуры сварки и источники питания с автоматической настройкой нагрузки, которая регулирует подачу тепла на основе обратной связи с пирометром.
Все системы включают пирометрический контроль температуры сварки и источники питания с автоматической настройкой нагрузки, которая регулирует подачу тепла на основе обратной связи с пирометром.
 От концепции до проектирования, сборки и испытаний у нас есть опыт, ресурсы и приверженность обеспечению качественного оборудования и полной «жизненной» поддержки всего оборудования, которое мы производим.
От концепции до проектирования, сборки и испытаний у нас есть опыт, ресурсы и приверженность обеспечению качественного оборудования и полной «жизненной» поддержки всего оборудования, которое мы производим.
 Его температура плавления составляет 1083°С, а плотность 8,9 г/см3.
Его температура плавления составляет 1083°С, а плотность 8,9 г/см3. Часто встречается в машинах второго поколения. Автоматический тип и средняя скорость производства.
Часто встречается в машинах второго поколения. Автоматический тип и средняя скорость производства. Один для его внутренней части, а другой для внешней, представляя каждый раз новое лицо. Реальная схема, которую он запускает, довольно сложна. На рис. 2 показано, как на самом деле выглядит цепь, покрытая резьбой в типичном автомате (Soudronic типа FBB).
Один для его внутренней части, а другой для внешней, представляя каждый раз новое лицо. Реальная схема, которую он запускает, довольно сложна. На рис. 2 показано, как на самом деле выглядит цепь, покрытая резьбой в типичном автомате (Soudronic типа FBB).  0023 особые характеристики чистоты, твердости, прочности и чистоты . Они связаны с:
0023 особые характеристики чистоты, твердости, прочности и чистоты . Они связаны с: . См. рисунок № 4.
. См. рисунок № 4.  Синий лазерный свет открывает новые возможности, поскольку медь и золото, прежде всего, поглощают спектр синего света в семь-двадцать раз лучше, чем лазерное излучение в инфракрасном диапазоне (см. схему).
Синий лазерный свет открывает новые возможности, поскольку медь и золото, прежде всего, поглощают спектр синего света в семь-двадцать раз лучше, чем лазерное излучение в инфракрасном диапазоне (см. схему).  Они обладают отличной электропроводностью и дают лишь несколько брызг на прилегающих участках материала. Эффективность материала также особенно высока, так как синий лазер, с одной стороны, не требует перекрытия или армирования материала в зоне шва, а с другой стороны, жидкая медь обладает высокой перекрывающей способностью зазора при обработке излучением синего лазера. Возможность сварки с регулируемой теплопроводностью позволяет впервые использовать медь в качестве верхнего соединительного элемента при сварке различных металлов. Медный порошок и тонкую медную фольгу можно даже соединять с другими материалами, такими как сталь и алюминий. Что касается сварки фольги, то уже достигнуты значительные результаты в области стыковой и кромочной сварки.
Они обладают отличной электропроводностью и дают лишь несколько брызг на прилегающих участках материала. Эффективность материала также особенно высока, так как синий лазер, с одной стороны, не требует перекрытия или армирования материала в зоне шва, а с другой стороны, жидкая медь обладает высокой перекрывающей способностью зазора при обработке излучением синего лазера. Возможность сварки с регулируемой теплопроводностью позволяет впервые использовать медь в качестве верхнего соединительного элемента при сварке различных металлов. Медный порошок и тонкую медную фольгу можно даже соединять с другими материалами, такими как сталь и алюминий. Что касается сварки фольги, то уже достигнуты значительные результаты в области стыковой и кромочной сварки.
 Луч синего лазера плавит желаемый материал вдоль стыков, затем расплавленные материалы перетекают друг в друга и при остывании образуют сварной шов. В результате этого процесса получаются особенно гладкие швы выдающегося качества и, следовательно, очень прочные. В принципе, процесс такой же, как и с инфракрасным лазером, за исключением используемой длины волны.
Луч синего лазера плавит желаемый материал вдоль стыков, затем расплавленные материалы перетекают друг в друга и при остывании образуют сварной шов. В результате этого процесса получаются особенно гладкие швы выдающегося качества и, следовательно, очень прочные. В принципе, процесс такой же, как и с инфракрасным лазером, за исключением используемой длины волны. Независимо от того, подвергалась ли медь ранее тонкой шлифовке, окислению или травлению, положительные свойства шва сохраняются.
Независимо от того, подвергалась ли медь ранее тонкой шлифовке, окислению или травлению, положительные свойства шва сохраняются. В элементах аккумуляторов мобильных устройств, в индукционных катушках или в аккумуляторах электромобилей медные сегменты сегодня можно найти повсеместно. Часто компоненты подвергаются воздействию сильного тока, высоких рабочих температур и сильных вибраций. Это существенно влияет на производственный процесс: когда компоненты состоят из нескольких частей, стыковочные швы должны быть очень прочными и не должны создавать дополнительных сопротивлений в потоке сигнала, чтобы предотвратить повышение температуры в компоненте. Поскольку паяным соединениям часто не хватает необходимого сопротивления напору, сварные швы, создаваемые лазером, являются лучшим вариантом.
В элементах аккумуляторов мобильных устройств, в индукционных катушках или в аккумуляторах электромобилей медные сегменты сегодня можно найти повсеместно. Часто компоненты подвергаются воздействию сильного тока, высоких рабочих температур и сильных вибраций. Это существенно влияет на производственный процесс: когда компоненты состоят из нескольких частей, стыковочные швы должны быть очень прочными и не должны создавать дополнительных сопротивлений в потоке сигнала, чтобы предотвратить повышение температуры в компоненте. Поскольку паяным соединениям часто не хватает необходимого сопротивления напору, сварные швы, создаваемые лазером, являются лучшим вариантом. С помощью порошкового сопла одновременно добавляется медь, чтобы ее можно было расплавить в том же луче. После короткого времени охлаждения заготовка и медный порошок металлургически соединяются друг с другом. Кроме того, процесс сварки вызывает очень небольшую деформацию, а покрытие чрезвычайно прочное. Здесь тоже процесс аналогичен тому, что происходит с лазером в инфракрасном спектре волн. Кроме того, покрытие является электропроводным благодаря физическим свойствам меди.
С помощью порошкового сопла одновременно добавляется медь, чтобы ее можно было расплавить в том же луче. После короткого времени охлаждения заготовка и медный порошок металлургически соединяются друг с другом. Кроме того, процесс сварки вызывает очень небольшую деформацию, а покрытие чрезвычайно прочное. Здесь тоже процесс аналогичен тому, что происходит с лазером в инфракрасном спектре волн. Кроме того, покрытие является электропроводным благодаря физическим свойствам меди.

 Если сварочный материал имеет толщину от 3 до 10 мм, угол скоса должен составлять 45 градусов. Кроме того, у объектов толщиной более 10 мм скошенная кромка должна быть 9 мм.0 градусов.
Если сварочный материал имеет толщину от 3 до 10 мм, угол скоса должен составлять 45 градусов. Кроме того, у объектов толщиной более 10 мм скошенная кромка должна быть 9 мм.0 градусов.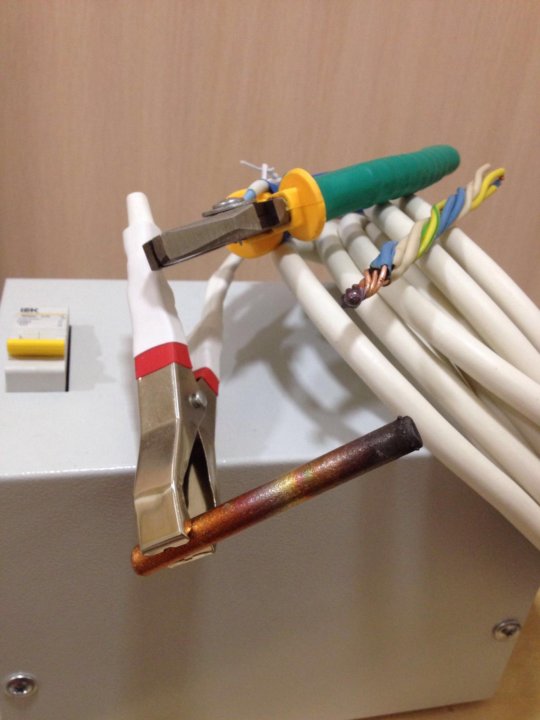 0003
0003

