Сварка ленточных пил | Сварка своими руками
Спец.аппарат для сварки ленточных пил
Когда может потребоваться сварка ленточных пил?
- В процессе эксплуатации ленточной пилы она может порваться. В таком случае требуется ремонт;
- Пилы поставляются в бухтах, для подготовки к работе также требуется их сварка.
Процесс сварки может выполняться на специальных аппаратах, которые по сути являются аппаратами контактной сварки стыковой. Такие аппараты также способны производить локальный отпуск, или отжиг зоны шва без необходимости вынимать пилу из аппарата после сварки. Отжиг, как известно, применяют обычно для того, чтобы повысить пластичность металла, а отпуск — для снятия внутренних напряжений, образовавшихся в структуре шва.
Безусловно, использование специализированных аппаратов для сварки ленточных пил дает наилучшее качество: ее ресурс будет выше, чем при использовании других способов. Однако, стоимость таких аппаратов может доходить до тысяч долларов для пил по дереву и еще выше для пил по металлу.
Для единичного ремонта приемлемо использовать также аргонодуговую сварку ленточных пил, а также пайку. Гарантию, правда, что после такого ремонта пила прослужит вам долго никто не даст, однако, это лучше, чем просто выбросить ее в мусор.
Технологичные сложности сварки:
- Ленточные пилы изготавливаются из сталей, сплавов, биметаллов, которые относятся к трудносвариваемым (по этой причине при профессиональном ремонте не применяется аргонодуговая, полуавтоматическая сварка и тем более пайка, которая по прочности сильно уступает любой сварке по понятной причине).
 Кроме того, производители держат в секрете информацию, из чего изготовлена пила. Поэтому сварочные режимы, как правило, приходится устанавливать опытным путем.
Кроме того, производители держат в секрете информацию, из чего изготовлена пила. Поэтому сварочные режимы, как правило, приходится устанавливать опытным путем.
 Кроме того, производители держат в секрете информацию, из чего изготовлена пила. Поэтому сварочные режимы, как правило, приходится устанавливать опытным путем.
Кроме того, производители держат в секрете информацию, из чего изготовлена пила. Поэтому сварочные режимы, как правило, приходится устанавливать опытным путем.
- Форма зуба в околошовной зоне оказывает влияние на величину нагрузки при работе.
Технология сварки ленточной пилы на спец.аппарате стыковой сварки
В первую очередь, после того, как вы приобрели пилу, вам необходимо нарезать полотно в размер. Для этого применяют гильотину и разделочный стол. Отмечаете длину, сколько вам нужно отрезать и режете пилу с припуском для того, чтобы соблюдать шаг.
Резка полотна осуществляется по вершинам зубьев. Свариваемые кромки после порезки должны быть ровными, без заусенец, под прямым углом к спинке полотна. Их нужно подготовить идеально, иначе проведение дальнейшей работы просто не будет иметь смысла. За неимением гильотинных ножниц можно использовать банальное зубило и молоток. В подготовку также входит обезжиривание в любом доступном растворителе: ацетон, бензин, нефрас, или уайт-спирит.
В зависимости от толщины и ширины свариваемого полотна на аппарате контактной стыковой сварки устанавливаются режимы: усилие сжатия, начальное расстояние, конечный выключатель тока и сила тока. В зависимости от марки материала при отпуске выставляется температура и время. Для низколегированного металла температура отпуска 400 — 450 °С, для высоколегированного биметалла 600-650°С.Чем выше температура отпуска, тем меньше время выдержки. Однако, если никто вас не подгоняет, предпочтительнее делать отпуск при более низкой температуре с увеличением времени выдержки. Считается, что в таком случае металл прогревается равномерней, а структура уравновешивается более эффективно. Пример режима высокотемпературного отпуска для пилы по дереву: Т=(600±10)°С; t=40мин.
После сварки полотна нужно произвести его зачистку с помощью болгарки, или любым другим удобным способом.Пила в результате должна выглядеть вот так:
Заканчивается технологический процесс контролем качества сварных швов.
Для удобства транспортировки ленточных пил их можно складывать двумя способами:
-кольцом;
-сворачиванием в петлю.
Дальнейшая обработка для пил по дереву.
Если пила у вас не подготовлена к работе, необходимо произвести ее разводку и заточку. Разводка делается в половину толщины тела, т.е если у вас пила 1 см, соответственно, разводка делается 0.5 см на сторону. Разводка идет: один зуб вправо, второй — влево, третий зуб прямой — выкидывающий стружку. На твердую породу и на зимний лес желательно делать разводку на десятку поменьше. Когда вы производите заточку, камень должен проходить весь профиль, поджоги не допускаются.
Аргонодуговая сварка пил на примере ремонта ленточного полотна для резки цветных металлов
Для удобства работы и обеспечения точной стыковки полотен изготавливают простейшее приспособление, состоящее из основания, фрезерованного таким образом, чтобы можно было упереться спинкой полотна в бортик, и двух прижимных планок. Приспособление можно сделать из обычной черной стали.
Пила сваренная на таком приспособлении может выдержать более тридцати резов по кругляку (алюминий) диаметром 30 мм. Пила варится на минимальном токе, который только возможно выставить на вашем инверторе с образованием небольшого обратного валика. В качестве присадки используется омедненный пруток СВ-08Г2С. После сварки пила должна остынуть в оснастке. Шов зачищается механически до плоскости пилы.
Пайка ленточных пил
Приспособление для пайки ленточных пил можно использовать аналогичное тому, что мы использовали для сварки TIG. Однако, если при сварке свариваемые кромки контактировали с металлом оснастки и обеспечивали минимальный теплоотвод, то для пайки приспособление в месте стыковки кромок полотнищ нужно выфрезеровать «сквозняком». Концы пилы соединяются встык по скошенным граням, которые можно получить обработкой на абразивном круге. Переменная (в) зависит от толщины и может быть до 12мм. Скошенные кромки должны быть точно и плотно подогнаны друг к другу, заусенцы, неплоскостность скошенных поверхностей не допускается.
Пайка высокотемпературная, ее технология ничем не отличается от технологии пайки твердыми припоями любых других изделий. В качестве припоев рационально применять серебряные припои с высоким содержанием серебра ПСр 40; ПСр45, еще лучше Пср65 (приобрести импортный аналог Castolin EcoBraz 38240 вы можете в интернет-магазине Сварпортал в разделе «Расходные материалы — Припои»). Припои с малым содержанием серебра, например, Пср25 для пайки не годится. В качестве флюса используют пасты, или сухой порошкообразный флюс ПВ209 (как приготовить самостоятельно читайте здесь) Пасту также можно приготовить самостоятельно, взяв десять частей буры и смешав ее с одной частью хлористого амония. К полученной смеси добавляют воду, чтобы получить пасту. При использовании припоя самофлюсующегося Castolin EcoBraz 38240 в использовании вышеописанных флюсов нет необходимости.
Пайку осуществляют горелкой в ацетилено-кислородном пламени, которое имеет достаточную интенсивность нагрева и высокую температуру сгорания. Припой должен плавиться не от пламени горелки, а от теплоты нагретого металла. Расплавленный припой самопроизвольно затянется в плотно подогнанный стык пилы благодаря действию капиллярных сил.
Припой должен плавиться не от пламени горелки, а от теплоты нагретого металла. Расплавленный припой самопроизвольно затянется в плотно подогнанный стык пилы благодаря действию капиллярных сил.
Сварка ленточных пил — подробное описание технологии
Сварка ленточных пил – аппараты, технология
Ленточные пилы широко применяются во всей деревообрабатывающей промышленности, для столярных работ, в мебельной промышленности и т.д. Они используются в различных пилорамах, ленточнопильных и ленточно — делительных станках.
Особенностью ленточных пил является непрерывная режущая поверхность, представляющая собой кольцо из металлической ленты с зубьями. Для изготовления ленточных пил заранее подготовленную ленту сваривают в кольцо. Также сварка используется для ремонта порванных пил. О технологии сварки ленточных пил и будет рассказано в статье.
Технология сварки ленточных пил
Она делится на несколько этапов – подготовка, заточка, сварка и разводка зубьев полученной пилы. На всех этапах необходимо соблюдать должную тщательность. Рассмотрим технологию подробней.
На всех этапах необходимо соблюдать должную тщательность. Рассмотрим технологию подробней.
Ремонт ленточных пил, имеет свои особенности
Аппараты для сварки ленточных пил
Как правило, аппарат для сварки ленточных пил работает так: концы пилы зажимаются в зажимах, стыкуются, а затем через них пропускается ток, который оплавляет и сваривает кромки торцов. Ток подводится через электроды, которые соединяются с фиксаторами-зажимами.
Существуют разные виды таких аппаратов. Далее мы рассмотрим, чем они отличаются. Условно их можно классифицировать на три группы.
Аппараты сварки сопротивлением
Эти аппараты дешевы, компактны, отличаются не очень большой производительностью и предназначаются для небольших объемов работ – например, для ремонта пил на производственных лесопильных участках.
Особенности технологии требуют высокого качества подготовки шва, высокого качества электродов, хорошей регулировки фиксаторов и правильной настройки режима.
Аппараты сварки оплавлением
Производительность существенно выше, такие аппараты можно причислить к среднему классу.
Особенности технологии – высокие требования к поверхности полотен и электродов, необходимость соблюдения правильного шага зубьев с учетом потерь металла. Правильно подобранный режим характеризуется хорошим, ровным процессом оплавления на всем протяжении сварки.
Автоматизированные аппараты сварки оплавлением
Процесс сварки автоматизирован, от оператора требуется лишь устанавливать пилы в аппарат и снимать сваренные полотна. Такие аппараты отличаются хорошей производительностью и применяются, как правило, в сервисных центрах.
Помимо аппаратов для сварки, при сварке ленточных пил требуются некоторые вспомогательные аппараты – гильотины для полотен, станки для зачистки, пирометры и так далее.
Процесс сварки ленточных пил
Рассмотрим технологию сварки. Как говорилось выше, она делится на несколько этапов, которые будут рассматриваться по порядку.
Как говорилось выше, она делится на несколько этапов, которые будут рассматриваться по порядку.
Подготовка полотна
Перед тем, как сваривать полотно, его необходимо подготовить. Подготовка пилы состоит из нескольких шагов.
Резка полотна
Полотно отрезается посредством специальных гильотинных ножниц. Если таковых не имеется, можно отрезать полотно с помощью зубила либо отрезного станка. Если сварку предполагается проводить по участку, который сваривался раньше, то с каждой стороны от прошлого шва нужно отрезать по 5 миллиметров.
Полотно отрезается между вершинами зубьев. С каждой стороны оставляют припуск около полутора миллиметров. Линия реза должна проходить строго перпендикулярно к спинке пилы.
Ленточная пила, очень гибкий, но хрупкий инструмент
Зачистка концов
Подготовленное полотно необходимо зачистить. Для этого их очищают от загрязнений, при необходимости чистят ацетоном или спиртом. Кромки обрабатывают абразивным материалом, удаляя заусенцы и неровности – это удобно делать на заточном станке.
За тем идет сварка полотна. Подготовленное полотно закрепляется в станке и сваривается.
Установка пилы в аппарат
Подготовленное полотно монтируют в зажимной механизм аппарат для сварки ленточных пил так, чтобы кромки полотна полностью совпадали и находились посередине пространства между фиксаторами. Усилие, режим осадки и ход осадки выбирают в зависимости от полотна – документация на аппараты содержит таблицы с информацией режимах для различных полотен. Выбранный режим задается поворотами управляющих рукояток.
Сварка полотна
Станок запускается поворотом рубильника или нажатием кнопки. При этом ток начинает подаваться на электроды и расплавляет металл в месте стыка. Подвижный зажим идет к неподвижному и образует на месте шва сварной валик.
Важный параметр – время подачи тока. Как правило, при автоматической сварке оно составляет одну-две секунды, при ручной – контролируется оператором.
Если сварка прошла неудовлетворительно – подбираются подходящие настройки и записываются; в дальнейшем они используются для сварки аналогичных полотен.
Электроды должны быть чистыми. Плохой контакт между электродами и полотном повышает сопротивление и нарушает процесс сварки.
Для соединения пил требуется, специальная установка
Обработка пилы после сварки
Сразу после сварки пила не пригодна к использованию. Для того, чтобы привести ее в должное состояние, проводятся несколько операций.
Отжиг шва
При сварке материал полотна твердеет и становится хрупким. Отжиг позволяет ему вернуть пластичность и вязкость. Пилу не вынимают из станка, осадка выставляется нулевой, выбирается другой режим тока. Нажатием кнопки подачи тока на отжиг разогревают шов, а затем медленно охлаждают. Если нет пирометра – температуру контролируют визуально. Оптимальный цвет каления металла – вишнево-красный. Оранжевый или желтый цвет сигнализирует о перегреве.
Охлаждение длится три-пять минут. Для некоторых полотен нужно проводить два цикла.
Зачистка полотна
При зачистке полотна со сварного участка удаляют наплыв металла, а также выводят правильную форму впадины между зубьями полотна. Для зачистки подходит любой абразив, лучше всего – заточный станок.
Для зачистки подходит любой абразив, лучше всего – заточный станок.
Технологические особенности
Стоит учитывать, что:
- Сплавы, из которых изготавливают полотно пил, являются трудносвариваемыми;
- При работе на сварочный шов приходятся предельные нагрузки;
- Геометрия зубьев на участке шва влияет на нагрузки при работе.
Заключение
Из прочитанного выше вы узнали, как проводится сварка ленточных пил, какие существуют аппараты для сварки ленточных пил и какие у этого процесса особенности. Надеемся, что приведенная информация будет полезной для вас.
Сварка ленточных пил своими руками
Для нормального функционирования ленточной пилы, она подвергается свариванию. Способ, с помощью которого выполняется данный процесс, подбирается индивидуально, в соответствии с особенностями эксплуатации данного материала. Об оборудовании для сварки ленточных пил, рассмотрим далее.
Оглавление:
- Ленточная пила: устройство и принцип работы
- Самодельная сварка ленточных пил своими руками
- Сварка ленточных пил цена и особенности пайки
Ленточная пила: устройство и принцип работы
Существует большое количество разнообразных пил, которые имеют индивидуальные особенности применения и своеобразную конструкцию.![]() У одних, в качестве режущего инструмента используется диск, а у других лента.
У одних, в качестве режущего инструмента используется диск, а у других лента.
Установка пилящей ленты осуществляется на шкивы ведущего и ведомого направления. Для ее натягивания следует приложить огромные усилия, только в таком случае, линия распила будет равномерной.
Главными особенностями данной конструкции являются отдельные блоки, которые дополняются и наращиваются самостоятельно. На простом устройстве, материал для распила в которое подается ручным способом, устанавливаются дополнительные механизмы, такие как электронная система контроля работоспособности устройства, благодаря которой оно работает без постороннего участия человека.
Среди основных конструктивных элементов ленточной пилы, отметим наличие:
- рамы, на которой имеются направляющие, с помощью которых движется лента;
- для того, чтобы натянуть ленту используется механизм, на котором имеется привод пружинного, механического и гидравлического назначения;
- удерживатель ленты для распила;
- механизм винтового подъемного типа, который устанавливается вблизи ленты;
- передача ременного типа, на которой находятся клинья;
- электрический двигатель, мощность которого составляет около пятнадцати киловатт или двигатель на бензиновой основе, с такой же мощностью;
- эксцентрики, с помощью которых бревно фиксируется на раме;
- бак с водой и кран, который намачивает деталь в процессе распила;
- рельсовая полоса, на которой перемещается конструкция.

Также, каждая пила отличается индивидуальными конструктивными элементами, такими как кожухи для ограждения, и упорные механизмы, которые повышают безопасность работы. Для того, чтобы регулировать и настраивать работу на рабочей поверхности имеются планки, на которые нанесена разметка.
Принцип работы механизма основывается на укладке бревна между двумя направляющими и его жесткую фиксацию. Для определения толщины доски, следует ее поднять с помощью специального механизма.
Самодельная сварка ленточных пил своими руками
Для того, чтобы соединить два конца ленточной пилы, следует выполнить их сваривание. Данный процесс выполняется с помощью специального оборудования для сварки ленточных пил. Контактная сварка ленточной пилы состоит в том, что через два соединенных конца пилы, проходит электричество, которое приводит к их перегреву и расплавлению кромок на полотне. Для подводки тока используют электроды, соединенные с зажимами.
Различают огромное количество сварочных аппаратов, с помощью которых выполняется контактная сварка. Некоторые, усовершенствованные варианты способны обеспечить автоматизацию цикла сваривания и отжига. Поэтому, ошибки, связанные с чрезмерным свариванием или неправильным временем, в процессе которого передается импульс, исключены. В более простых механизма, контроль подачи отжига и сваривания осуществляется с помощью оператора.
Некоторые, усовершенствованные варианты способны обеспечить автоматизацию цикла сваривания и отжига. Поэтому, ошибки, связанные с чрезмерным свариванием или неправильным временем, в процессе которого передается импульс, исключены. В более простых механизма, контроль подачи отжига и сваривания осуществляется с помощью оператора.
Самостоятельное сваривание ленточной пилы возможно лишь в том случае, если у вас есть опыт работы с подобного рода оборудованием. Среди основных конструктивных особенностей станка для сварки ленточных пил, отметим наличие:
- корпусной части;
- трансформатора сварочного типа;
- зажимных механизмов на которых имеются электроды и зажимные рычаги;
- кнопка пуска;
- зажимы: подвижной и неподвижной.
Главная функция подвижного зажима — свободный ход, с помощью которого выполняется осадка. В процессе того, как концы пилы двигаются друг к другу, образуется сварочной валик. Для того, чтобы концы пилы прижимались друг к другу используется специальная пружина, создающая давление.
Для того, чтобы концы пилы прижимались друг к другу используется специальная пружина, создающая давление.
Сварка ленточных пил своими руками, состоит из таких этапов:
- выполнение резки пилы;
- выполнение зачистки ее торцевых участков;
- монтаж полотна в конструкцию сварочного аппарата, определения режима работы: ход и усадка;
- сваривание полотен;
- выполнение отжига;
- зачистка швов.
Первый этап — резка, подразумевает определение размера пилы. Для того, чтобы отрезать необходимый участок полотна, воспользуйтесь гильотинными ножницами или отрезным кругом. При использовании полотна, которое раньше подвергалось свариванию, с каждой стороны отрезается около пяти сантиметров.
В данной ситуации, при выполнении резки следует учесть ряд правил:
- место, на котором полотна соединяются между собой должно быть расположено между верхними частями зубьев;
- в процессе резки следует оставить немного припуска для компенсации усадки металла, оптимальный припуск — полтора миллиметра с каждой стороны;
- старайтесь сделать линию реза максимально ровной, от этого зависит качество дальнейшей сварки.

Только в таком случае, полотна будут иметь ровную линию на изгибе.
Довольно простым способом выполнения резки выступает укладка пилы в определенное положение, обрезка и зачистка каждого из концов по отдельности. В таком случае, даже при наличии не перпендикулярной линии среза, ее концевые участки все равно будут состыкованы. В таком случае, полотно после сваривания будет отличаться ровным швом.
Дальнейшие действия связаны с выполнение зачистки полотна. Данные участки следует очистить от грязи, обезжирить с помощью ацетона или спирта. Для зачистки кромок используйте абразив. В итоге, должны получиться идеально ровные и гладкие участки.
Далее следует монтаж полотна на поверхность аппарата. Подготовленную пилу следует установить во внутрь зажимного механизма. При этом, одна ее часть остается подвижной, а вторая — нет. В центральной части кромки пилы соединяются между собой. Совпадение кромок должно быть идеальным.
С помощью ручек управления на аппарате, регулируется усилие, ход, усадка, режим работы устройства. Данные параметры для каждой пилы подбираются индивидуально и зависят от ее размера, толщины стали, особенностей эксплуатации и т.д. С увеличением сечения пилы, увеличивается сила тока, необходимая для сварки.
Данные параметры для каждой пилы подбираются индивидуально и зависят от ее размера, толщины стали, особенностей эксплуатации и т.д. С увеличением сечения пилы, увеличивается сила тока, необходимая для сварки.
Для того, чтобы более точно определить данные параметры, воспользуйтесь инструкцией к аппарату. В ней должна быть таблица, согласно которой следует определить режим работы оборудования. В некоторых устройствах, достаточно выбрать только режим сваривания, не указывая при этом силу тока и напряжение для работы. Для того, чтобы выполнить сваривание пилы, следует установить рычаг в определенном положении.
Сварка ленточной пилы выполняется с помощью нажатия кнопки или поворота рычага. После этого, ток подводится к каждому зажиму, а от них передается пиле. Таким образом, металл в зоне состыковки двух участков расплавляется и соединяется между собой.
Пружина воздействует на поверхность подвижного зажима, который смещается к неподвижному зажиму, на осадку. При этом, в стыковой зоне происходит образование сварного валика, с помощью которого пилы соединяется.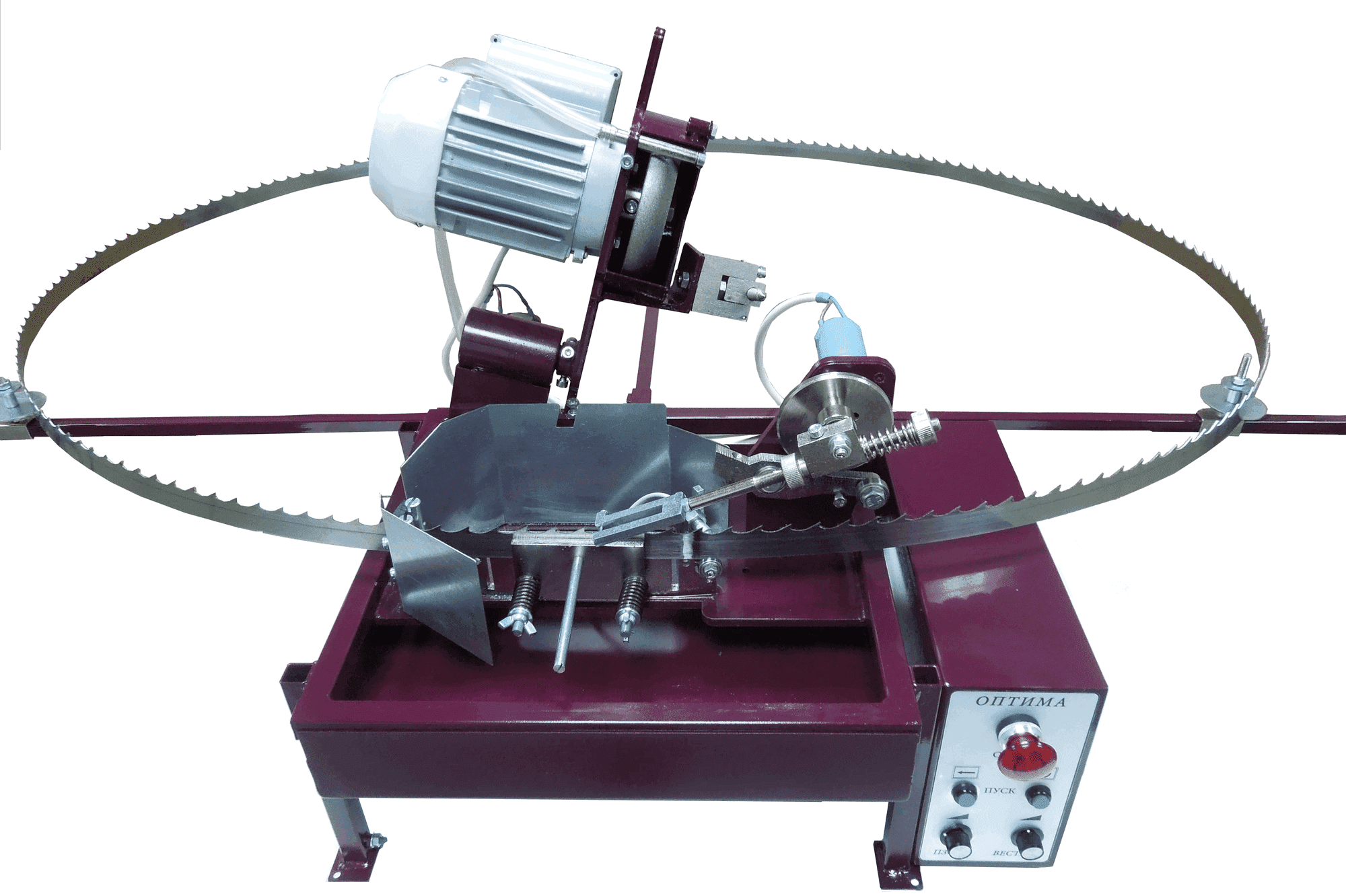
Определяя параметры сваривания, следует выбрать время, за которое осуществляется подача токовых импульсов. Сварочные аппараты с автоматическим режимом работы отключают ток, по истечению нескольких секунд с момента их подачи. Однако, если данный параметр на сварочной аппарате регулируется вручную, то необходимо за ним следить.
В процессе сваривания возникают определенные сложности, связанные с материалом, из которого изготовлена пила. В соответствии с данным параметром определяется режим работы сварочного аппарата. В некоторых случаях, без опыта определить данный параметр очень сложно. Если в итоге сварка вас не удовлетворила, то следует экспериментировать, подбирая необходимый режим на ненужном обрезке полотна. После подбора оптимального режима работы, запишите его параметры, чтобы применить его в дальнейшем.
Учтите, что электроды, которые вступают в контакт с пилой должны быть чистыми. Посторонние вещества или грязь на их поверхности, отрицательно сказываются на качестве сварки пилы.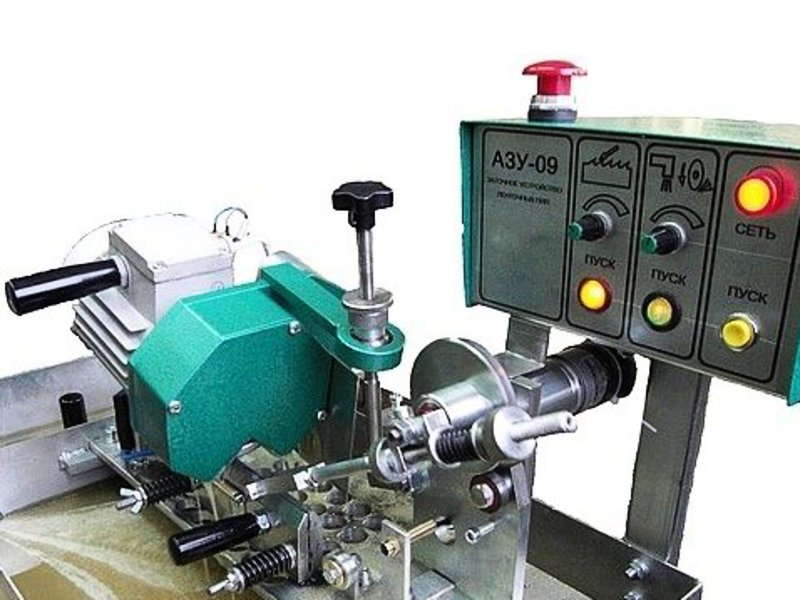
Дальнейшие действия связаны с выполнением отжига, который помогает металлу, ставшему в процессе сварки хрупким и довольно твердым, приобрести прочность, вязкость и пластичность. Для произведения отжига используются те самые зажимы, что и в процессе сваривания. Однако, для работы используется другой режим подачи тока.
Оптимальная температура, на которой выполняется отжиг составляет около шестисот градусов. При этом, следует поддерживать охлаждение устройства в медленном темпе, для этого кнопку подачи тока следует удерживать, нажимать и отпускать в определенное время. Для того, чтобы металл остывал постепенно, периодически следует нажимать кнопку подачи тока для отжига.
Если на сварочном аппарате пирометр отсутствует, то температура контролируется по внешним характеристикам металлической поверхности. В процессе обжига, сталь приобретает красно-вишневый оттенок. Ни в коем случае не разогревайте металл до оранжевого или тем более насыщено красного цвета. Процесс постепенного охлаждения металла занимает не более пяти минут. Для некоторых полотен потребуется провести два цикла по отжигу. В некоторых случаях, сварка и отжиг выполняются в одном процессе. В данной ситуации, время на охлаждение швов, увеличивается, с помощью периодической подачи тока к металлу.
Для некоторых полотен потребуется провести два цикла по отжигу. В некоторых случаях, сварка и отжиг выполняются в одном процессе. В данной ситуации, время на охлаждение швов, увеличивается, с помощью периодической подачи тока к металлу.
После сварки следует зачистить полотна от наплыва, образовавшегося на сварном шве. Для зачистки швов подойдет практически любой инструмент с абразивными характеристиками. Главное условие качественно зачистки — получение ровной и гладкой поверхности.
Предлагаем ознакомиться с основными ошибками, возникающими в процессе сварки:
1. Смещение сваренных кромок — в данном случае, полотна находятся в разных плоскостях. Данная проблема возникает при недостаточной силе тока в процессе сваривания или при сильно большой осадке.
2. Расплав, находящийся на полотне, наблюдается в процессе подачи сильно большого тока.
3. Непроваренные участки образуются в том случае, если давление, подающееся в систему слишком низкое.
Минимальное значение выступа шва на качественно проваренной плите, составляет около полутора миллиметров.
Для проверки качества отжига полотно сгибается в радиусе двадцати сантиметров и осматривается. Если дуга напоминает стандартную окружность и шов остается целым, то качество сварки находится на должном уровне.
Сварка ленточных пил цена и особенности пайки
Стоимость работ по сварке ленточных пил определяется прежде всего их размером, толщиной стали и особенностями эксплуатации. Однако, существует еще один способ соединения пилы — это пайка. Данный вариант более простой для выполнения в домашних условиях, нежели сварка.
Прежде всего, следует подготовить полотно, для этого кромки пилы очищаются от грязи и обезжириваются. Концы полотна соединяются в стыковом положении, однако грани при этом должны быть скошены.
Для того, чтобы придать граням форму скоса используйте абразивный круг. Оптимальная величина скоса составляет от восьми до двенадцати сантиметров. Скошенные участки должны соединяться между собой максимально ровно.
Для того, чтобы выполнить пайку пилы потребуется наличие припоев, оптимальный вариант — серебряные пСР45 или пСр65. Припои, содержание серебра у которых меньшее, не рекомендуется использовать.
Припои, содержание серебра у которых меньшее, не рекомендуется использовать.
В качестве флюса, предпочтительнее использовать пасту, которая применяется в процессе пайки металла. Данный вариант флюса отличается удобством работы. При отсутствии данного вещества, возможен вариант его самостоятельного изготовления. Для этого, соединяется хлористый аммоний с бурой в соотношении один к десяти. С помощью воды регулируется консистенция состава, который должен стать пастообразным.
Для выполнения нагрева пилы в процессе пайки используют газовую горелку. Температуру нагрева определяет тип припоя, оптимальное значение составляет от 650 до 600 градусов. Не перегревайте металл, чтобы не нарушить его структуру. С помощью специального приспособления концы пилы соединяются между собой. Процесс пайки состоит в следующем. Прежде всего, следует нанести флюс на поверхность кромок. Старайтесь нанести пасту исключительно на скошенные участки.
Далее, соединения нагреваются до определенной температуры и припой подается к месту соединения торцов пилы. После этого, на поверхности появляется полоска, свидетельствующая о том, что пайка выполнена правильно. Плавление припоя выполняется не под воздействием горелки, а от ранее нагретого металла. По истечении нескольких минут металл остывает, только после этого, пила снимается с механизма. При наличии небольших наплывов, производится очистка шва любым абразивным материалом.
После этого, на поверхности появляется полоска, свидетельствующая о том, что пайка выполнена правильно. Плавление припоя выполняется не под воздействием горелки, а от ранее нагретого металла. По истечении нескольких минут металл остывает, только после этого, пила снимается с механизма. При наличии небольших наплывов, производится очистка шва любым абразивным материалом.
Сварка ленточных пил видео:
Зачистное устройство `Блеск` — предприятие ‘ДревоПилСервис’
|
Оборудование для изготовления и ремонта ленточных пил |
сделать заказ/получить консультацию |
ленточные пилы — зачистка станок для зачистки ленточных пил | Ленточные пилы: зачистка. Зачистное устройство `Блеск` купить Зачистное устройство `Блеск` купить |
||
|---|---|---|---|
| От производителя! Станок для зачистки сварочного шва после сварки ленточных пил до 65 мм шириной и 1,2 мм толщиной. Любую ленточную пилу для эффективной работы необходимо затачивать и разводить. В случае разрыва, после сварки ленточной пилы, сварной шов необходимо зачистить. Обратите внимание, что непосредственно мы и производим данный станок для зачистки ленточных пил. В станке для зачистки ленточных пил `Блеск` используется импортный двигатель повышенной надежности. |
Видео | Этапы ремонта и изготовления ленточных пил | Все видео на сайте
Зачистка сварочного шва ленточной пилы после сварки
|
для просмотра видео необходим плеер adobe flash
|
После сварки ленточной пилы на сварочном аппарате АСП-1600 необходимо зачистить шов. |
 youtube.com/embed/pkaNUN1AG1g» frameborder=»0″/>
youtube.com/embed/pkaNUN1AG1g» frameborder=»0″/>
Технические характеристики
| Ширина зачищаемых пил | 10…65 мм |
| Толщина зачищаемых пил | 0,8…1,2 мм |
| Напряжение питания | 220 В, 50 Гц |
| Потребляемая мощность | 0,1 кВт |
| Габаритные размеры: длина | 450 мм |
| Габаритные размеры: ширина | 280 мм |
| Габаритные размеры: высота | 300 мм |
| Масса | не более 15 кг |
| Цена | купить |
При покупке нескольких единиц, а также дилерам предлагаются скидки в цене
Сварка ленточных пил на станке в Челябинске
Полотно ленточной пилы в месте состыковки в результате серьёзных растягивающих нагрузок может разорваться.
Способы соединения зоны разрыва ленточных пил:
- контактная стыковая сварка;
- пайка.
Сварка полотна ленточной пилы происходит путём соединения с усилием разошедшихся концов полосы. К месту разрыва через электроды подаётся электрический ток, который разогревает, оплавляет и сваривает разорвавшуюся ленту в единое целое.
Конструкция аппарата для сварки
- корпус;
- сварочный трансформатор;
- устройство фиксации с электродами и зажимами;
- пульт управления.
Существуют простые станки и с полностью автоматизированным циклом. Последние исключают участие оператора в подаче и времени действия электрического импульса.
Сварка ленточных пил по металлу, дереву состоит из нескольких этапов:
- режут полотно гильотинными ножницами или отрезным кругом по ровной линии, перпендикулярной спинке пилы; дают припуск на осадку;
- обезжиренные концы пилы зачищают абразивом;
- устанавливает полотно в зажимы станка с полным совмещением кромок;
- выставляют рабочий режим: степень необходимого усилие, ход осадки, параметры сварки;
- включается подача тока, под действием которого начинается процесс сварки; время действия токового импульса контролируется оператором либо автоматически;
- для возвращения металлу пластичности и вязкости на станке задают другие параметры токового режима, отключают осадку и происходит отжиг;
- зачисткой абразивным инструментом удаляют наплыв в месте сварочного шва и придают правильную геометрию межзубовой впадине;
- проверяют качество проведённой работы визуально и путем сгибания полотна по окружности; если полотно не плавно, а резко перегибается или возникли трещины – сварка проведена с огрехами.

Визуальные дефекты, возникающие при некачественной сварке
- смещение кромок относительно друг друга;
- выброс расплава;
- неровный шов с непроварами.
Фирма «Профкомплект» осуществляет сварку ленточных пил на автоматизированном станке и их дефектовку. Свариваются все виды полотен, в том числе биметаллические. Стоимость услуг представлена на нашем сайте в соответствующем разделе.
Стоимость сварки ленточных пил
| Услуги по ленточным пилам | Цена | |
|---|---|---|
| Ремонт (сварка) лент.пил 21-40 мм | 110,00р. | шт. |
| Дефектовка пилы | 20,00р. | шт. |
| Сварка ленточных пил шириной 21-40 мм | 100,00р. | шт. |
| Сварка ленточных пил шириной 41-60 мм | 120,00р. |
шт. |
Полезные статьи
Сварка ленточных пил осуществляется при помощи стыковой контактной сварки методом оплавления на немецком оборудовании IDEAL-BAS.Это профессиональное оборудование для сварных ленточных пил по дереву, укомплектованное инфракрасным спектральным пирометром (производства IDEAL Werk) для бесконтактного измерения и отображения установленной вручную температуры во время отжига.
Процесс сварки проходит три этапа:
1) Подготовка пилы к сварке.
На этапе подготовки, со стометровой бухты нарезаются ленты в размер кольца. Для нарезки лент используется пневматическая гильотина компании Ideal.
2) Непосредственно, сама сварка ленточной пилы.
Под каждый тип стали используется отдельная программа для сварки и отжига.
Отжиг пилы, это термическая обработка места шва, для увеличения его прочности.
Сварка ленточной пилы происходит методом оплавления, суть которого заключается в том, что при подаче тока большой мощности через контакты на ленточное полотно, концы этого полотна расплавляются до жидкого состояния, сталкиваются благодаря пружине, происходит процесс диффузии и концы образуют прочное соединение.
Весь процесс контролируется оператором, имеющим большой опыт работы с ЧПУ станками, процесс сварки полностью автоматический, цикл от прижима пилы до финального отжига, делает станок без вмешательства человека.
Это исключает человеческий фактор, возможные ошибки и брак.
В нашем цеху сварочная мебель, а также сварочный и зачистной станки расположены так, чтобы оператору не приходилось тратить время на прогулки по цеху.
В среднем на сварку одного кольца уходит не более полутора минут.
Филиалы обеспечены подобным оборудованием и не менее квалифицированным персоналом.
Мы гарантируем: качество и стабильность воспроизведения параметров сварки, отжига и, как следствие, качества сварного шва и предоставляем пожизненную гарантию на сварочный шов.
Если, при правильной эксплуатации, наша ленточная пила порвалась по шву — мы вернём вам деньги за неё, или сварим новое кольцо.
3) Зачистка сварного шва ленточной пилы от металлического шлама.
Это завершающий этап сварки, после чего, ленточная пила готова к дальнейшей работе с ней.
Сварка ленточных пил
Сварка полотна ленточной пилы является очень ответственной операцией. Наша компания гарантирует высокое качество любого сварного шва, выполненного на ленточном полотне. Это позволяет использовать его максимальный ресурс, то есть показывать максимальную стойкость при работе самого ленточного полотна. Для полного понимания вопроса о важности качественной сварки ленточного полотна нужно обязательно сказать о прямо
противоположной ситуации. Таким образом, получается, что ленточные полотна сварка которых была бы проведена неправильно, не показывали бы свою максимальную стойкость, потому что в большинстве случаев рвались бы по самому сварочному шву (обычно это происходит уже практически в начале самого процесса резки). Это приводило бы не только к не выполнению ленточным полотном своего прямого назначения и не оправданию вложенных в него денежных средств, но и срыву сроков заготовительного производства, а также возможному браку отрезаемой заготовки. Справедливости ради нужно заметить, что ленточное полотно с некачественным сварным швом, конечно, можно было бы и поменять, но тогда нужно будет дополнительно добавить (за счёт Покупателя или за счёт Поставщика) стоимость доставки для его повторной сварки и доставки обратно на производство, а также потратить время на ожидание. И при этом при повторной сварке ленточное полотно нужно будет повторно немного обрезать для подготовки его концов для ровной сварки, поэтому оно уже будет уменьшено в размерах и может уже не налезть на шкивы ленточнопильного станка (или их нужно будет дополнительно регулировать), что в итоге
приведёт к бессмысленной трате денег и времени ожидания. Эти особенности одинаковы как для процесса сварка ленточных пил по металлу, так и для процесса сварка ленточных пил по дереву, и даже для процесса сварка для ленточных пил б/у. Таково значение, казалось бы, простой, но важной операции сварка ленточных пил. Поэтому намного экономичнее и оптимальнее покупать сразу ленточные полотна хорошего качества с надёжным качественным сварным швом. Крайне важно отметить, что сварка полотна ленточной пилы осуществляется с использованием лучшего в своём классе современного сварочного аппарата с устройством автоматического отжига и с инфракрасным спектральным пирометром для автоматической регулировки температуры этого отжига.
И при этом при повторной сварке ленточное полотно нужно будет повторно немного обрезать для подготовки его концов для ровной сварки, поэтому оно уже будет уменьшено в размерах и может уже не налезть на шкивы ленточнопильного станка (или их нужно будет дополнительно регулировать), что в итоге
приведёт к бессмысленной трате денег и времени ожидания. Эти особенности одинаковы как для процесса сварка ленточных пил по металлу, так и для процесса сварка ленточных пил по дереву, и даже для процесса сварка для ленточных пил б/у. Таково значение, казалось бы, простой, но важной операции сварка ленточных пил. Поэтому намного экономичнее и оптимальнее покупать сразу ленточные полотна хорошего качества с надёжным качественным сварным швом. Крайне важно отметить, что сварка полотна ленточной пилы осуществляется с использованием лучшего в своём классе современного сварочного аппарата с устройством автоматического отжига и с инфракрасным спектральным пирометром для автоматической регулировки температуры этого отжига.
Сварка методом мгновенного стыка (контактная сварка) представляет собой востребованный процесс сварки благодаря высокой производительности и широкой применяемости. Различные детали со сложными сечениями и размерами могут быть очень быстро сварены без использования каких-либо дополнительных материалов (флюсов и т.п.) в самых экономных условиях. Однако, каждый раз достаточно трудно достичь гибкости и прочности свариваемого материала в области сварного шва, так необходимых в дальнейшем при эксплуатации, а это может накладывать ограничения на применение для этого процесса сварки или потребовать дополнительное время на настройку правильных параметров сварки. Кроме того, дополнительно происходит снижение ударной вязкости свариваемой стали, содержащей большое количество включений, которые имеют тенденцию располагаться параллельно поверхности сварного шва. Материал, из которого изготавливаются ленточные полотна, должен обеспечивать хороший баланс между прочностью, ударной вязкостью и эластичностью. Особенно нужно обеспечить эластичность стыка сварного соединения обоих концов ленточного полотна, находившегося в зоне термического влияния. Сварка полотна ленточной пилы влияет именно на эти участки. Сам процесс под названием сварка ленточных пил изменяет микроструктуру материала ленточного полотна и, следовательно, тоже изменяет его общие механические свойства. Незначительные изменения, возникшие даже в химическом составе материала ленточного полотна, а также различные параметры сварки ленточного полотна или последующей после неё термической обработки, называемой отжигом, могут вызвать заметные изменения в его долговечности при работе с учётом циклических переменных нагрузок, так называемой стойкости, и других рабочих характеристиках данного конкретного ленточного полотна. Разные ленточные полотна сварка которых производится, могут быть сварены на совершенно разных параметрах (режимах сварки), поэтому многие металлообрабатывающие производства после операции сварки периодически сталкиваются с решением некоторых проблем у ленточных полотен, купленных у разных мировых производителей.
Особенно нужно обеспечить эластичность стыка сварного соединения обоих концов ленточного полотна, находившегося в зоне термического влияния. Сварка полотна ленточной пилы влияет именно на эти участки. Сам процесс под названием сварка ленточных пил изменяет микроструктуру материала ленточного полотна и, следовательно, тоже изменяет его общие механические свойства. Незначительные изменения, возникшие даже в химическом составе материала ленточного полотна, а также различные параметры сварки ленточного полотна или последующей после неё термической обработки, называемой отжигом, могут вызвать заметные изменения в его долговечности при работе с учётом циклических переменных нагрузок, так называемой стойкости, и других рабочих характеристиках данного конкретного ленточного полотна. Разные ленточные полотна сварка которых производится, могут быть сварены на совершенно разных параметрах (режимах сварки), поэтому многие металлообрабатывающие производства после операции сварки периодически сталкиваются с решением некоторых проблем у ленточных полотен, купленных у разных мировых производителей. И, наоборот, часто отмечается другое поведение в работе ленточных полотен, купленных у одного из производителей ленточных полотен по сравнению с другим, после их сварки на одинаковых режимах. Поэтому крупнейшие производители ленточных полотен проводили исследования для того, чтобы выяснить, что пошло не так во время процесса сварка полотна ленточной пилы, поскольку их дальнейшие испытания на изгиб показывали очень низкую ударную вязкость данного сварного соединения. В результате этого были проведены различные исследования в поисках причин явлений охрупчивания, наблюдаемых после процесса сварка ленточных пил. Химический анализ, механические испытания и другие различные вспомогательные виды анализа были использованы для исследования всех свойств исходного материала ленточного полотна, а также структуры самого сварного шва и зоны термического влияния, которая находится вокруг него. Некоторые дефекты сварки являются общими для любого процесса сварки, например: содержание неметаллических включений, которые могут выступать в качестве центров зародышеобразования микроскопических трещин; пористость; степень охрупчивания и искривления вследствие разделения активных элементов, таких как фосфор и сера в пределах площади границы зерён свариваемого металла или снижение вязкости вследствие локально размягчённых зон.
И, наоборот, часто отмечается другое поведение в работе ленточных полотен, купленных у одного из производителей ленточных полотен по сравнению с другим, после их сварки на одинаковых режимах. Поэтому крупнейшие производители ленточных полотен проводили исследования для того, чтобы выяснить, что пошло не так во время процесса сварка полотна ленточной пилы, поскольку их дальнейшие испытания на изгиб показывали очень низкую ударную вязкость данного сварного соединения. В результате этого были проведены различные исследования в поисках причин явлений охрупчивания, наблюдаемых после процесса сварка ленточных пил. Химический анализ, механические испытания и другие различные вспомогательные виды анализа были использованы для исследования всех свойств исходного материала ленточного полотна, а также структуры самого сварного шва и зоны термического влияния, которая находится вокруг него. Некоторые дефекты сварки являются общими для любого процесса сварки, например: содержание неметаллических включений, которые могут выступать в качестве центров зародышеобразования микроскопических трещин; пористость; степень охрупчивания и искривления вследствие разделения активных элементов, таких как фосфор и сера в пределах площади границы зерён свариваемого металла или снижение вязкости вследствие локально размягчённых зон. Многие производители стремятся уменьшить себестоимость ленточных полотен, используя в качестве основного материала дешёвые аналоги из другой стали или сталь вовсе не подходящую для такой работы. Обязательно стоит отметить, что такое удешевление очень вредно, потому что качественная сварка ленточных пил из такой стали крайне затруднительна и ведёт к большой вероятности разрыва сварного шва и, соответственно, к значительному уменьшению стойкости самого ленточного полотна.
Многие производители стремятся уменьшить себестоимость ленточных полотен, используя в качестве основного материала дешёвые аналоги из другой стали или сталь вовсе не подходящую для такой работы. Обязательно стоит отметить, что такое удешевление очень вредно, потому что качественная сварка ленточных пил из такой стали крайне затруднительна и ведёт к большой вероятности разрыва сварного шва и, соответственно, к значительному уменьшению стойкости самого ленточного полотна.
Дополнительную техническую информацию можно прочитать в разделе «Статьи».
Как сваривать полотна для ленточных пил (Требования)
Итак, вы уже довольно долго пользуетесь ленточной пилой — и неизбежное происходит.
Если у вас мало свободного времени, ничего страшного, вы можете прочитать наш краткий обзор того, как сваривать полотна ленточной пилы, приведенный ниже.
- Сломанные лезвия можно сваривать и использовать в вашей ленточной пиле, часто обеспечивая длительный период обслуживания после ремонта
- Сварочные лезвия — более дешевая альтернатива, чем покупка сменных лезвий
- Всегда проверяйте лезвие на наличие повреждений и ржавчины. надлежащим образом очистите перед шлифовкой и сваркой
- Замочите в мыльной воде или используйте некоррозионное чистящее средство, чтобы удалить скопившуюся смолу после использования
- Для предотвращения поломок контролируйте состояние лезвия с помощью функций регулировки слежения за лезвием. в качестве регулярного технического обслуживания
 надлежащим образом очистите перед шлифовкой и сваркой
надлежащим образом очистите перед шлифовкой и сваркой Вы замечаете, что лезвие сломалось — и все, о чем вы можете думать, — это сколько это будет стоить, чтобы все снова заработало, чтобы вы могли продолжить работу.К счастью для вас, сломанное полотно ленточной пилы не должно быть концом вашей работы.
Вы можете просто приварить полотно ленточной пилы к нужной форме.
В этой статье мы объясним, как именно это можно сделать, а также о важности этого при необходимости.
Зачем нужно сваривать полотно для ленточной пилы и как это сделать
Далее мы обсудим, когда именно и зачем нужно сваривать полотно ленточной пилы, а также пошаговое руководство о том, как это сделать.
Не совсем уверены, что вам понадобится? Нет проблем, мы это тоже покрываем.
Зачем нужно сваривать полотно для ленточной пилы?
Лезвия могут сломаться и погнуться — к сожалению, это часть работы. Конечно, у вас есть более чем возможность купить новое полотно ленточной пилы, но сварка — гораздо более дешевая альтернатива и дает вам больше возможностей использовать свои полотна.
Сломанные лезвия могут возникнуть по многим причинам. Общий износ, а также забывание ухода за лезвиями — частые причины, приводящие к поломке.. Иногда это неизбежно.
Однако это не означает, что вам нужно спешить в ближайший строительный магазин и покупать сменное лезвие. Если у вас есть все необходимые инструменты, вы можете заменить их самостоятельно — звучит намного дешевле, не так ли?
Кроме того, большинство сломанных лопастей нужно просто приварить, и они могут вернуться, чтобы обеспечить вам часы работы.
Однако будут ситуации, когда лезвие не подлежит ремонту.
Со временем лезвие может быть повреждено ржавчиной, что сделает его хрупким и непрактичным в использовании. Если добавить к этому общий возраст лезвия, вы столкнетесь с ситуацией, когда вам придется подсчитать свои потери и согласиться на покупку нового лезвия.
Что нужно для сварки полотна ленточной пилы?
Вот что вам понадобится для сварки полотна ленточной пилы. Конечно, есть много других способов и альтернативных шагов, которым вы можете следовать, но это самый простой.
Необходимых предметов
- 1 х ленточная пила с поломкой
- 1 х тиски
- 1 х Tig Welder
- 1 х шлифовальный станок
Не забывайте надевать относительное защитное оборудование при сварке и следить за окружающей средой.
Сварка сломанного полотна ленточной пилы: описание
Итак, теперь мы закончили разбираться в причинах поломки лезвия и важности их сваривания, и мы можем перейти к интересным вещам.
То есть сварка сломанного полотна в одно, удобное и прочное полотно ленточной пилы, способное делать те же пропилы, что и раньше, прежде чем оно расколется на две части. Мы сузили процесс сварки ваших ленточных пил до трех этапов.
Настройка лезвия
В этом методе есть два шага, которым вы должны следовать при установке сломанных лезвий.
Очистка лезвия
Во-первых, лучше выключить ленточную пилу у источника и осмотреть лезвие после снятия.
Осмотр лезвия имеет решающее значение, так как вы сможете определить, не подлежит ли лезвие ремонту или достаточно изучено, чтобы прослужить.
Ранее мы упоминали воздействие ржавчины на лезвие, которое со временем может привести к его ослаблению.
Это то, что вы будете проверять, осматривая лезвие, на наличие заржавевших пятен.
Хрупкое лезвие не принесет вам пользы, даже если вы хотите его сварить.
Если вы проверили все лезвие и не обнаружили следов ржавчины, следующим шагом будет его очистка.
Очистить лезвие очень просто. Можно использовать обезжиривающее средство или замочить в мыльной воде.
Это должно быть понятно. Не используйте коррозионные вещества, так как это может повредить лезвие.
Промывка обезжиривающим средством, мыльной водой или альтернативным средством (чистящие средства для духовки и Simple Green, и многие другие) удалит любую смолу, которая образовалась с течением времени. Вы заметите улучшение качества своего лезвия, если снова воспользуетесь им после очистки.
Шлифовка лезвия
После того, как вы протерли лезвие тканью, пора его заточить.Шлифовка лезвия — важный этап, так как после сварки будет обеспечена более плотная посадка, что повысит прочность лезвия.
Для заточки лезвия лучше всего использовать тиски под углом. Оба защелкнутых конца лезвия должны будут перекрываться, поэтому они будут компактными и плотно прилегающими.
Когда вы закончите шлифование лезвий, снова поместите их оба в тиски, убедившись, что концы почти перекрывают друг друга.
Сварочный нож
Теперь вы готовы к сварке, и это должен быть простой и относительно быстрый процесс.
Вы заметите, насколько важно плотно прикасаться концами лезвия друг к другу — лезвие будет слабым, не касаясь, когда сварка будет завершена. Надеюсь, вам не о чем беспокоиться.
После завершения сварки можно переходить к сварке другой стороны лезвия. Вы сделаете это один раз, как и первую сторону.
Сварка с обеих сторон важна, так как это еще один способ укрепить лезвие.
После сварки и обслуживания лезвия
Теперь, когда вы завершили сварку с обеих сторон, быстро отожгите лезвие паяльной лампой с обеих сторон.Это полезный совет, о котором часто можно забыть, когда лезвие снова будет усилено после нагрузки.
После того, как лезвие остынет, вы можете использовать шлифовальный станок на отремонтированном участке, чтобы сгладить любые дефекты, возникшие в результате сварки. Вы можете еще раз почистить лезвие, но вы также готовы снова установить лезвие в ленточную пилу.
Естественно, повреждение может произойти из-за обычного сверхурочного использования, и в конечном итоге потребуется замена лезвия.Между тем, ваше недавно приваренное лезвие может прослужить довольно долго при регулярном обслуживании.
Это включает в себя смазку лезвий после использования и их регулярную очистку для удаления отложений смолы после проверки на предмет возможных повреждений ржавчины.
Обзор
Теперь, когда вы закончили читать эту статью, у вас должно быть достаточно твердое представление о том, как сварить сломанное полотно ленточной пилы, если вы еще этого не сделали. Вы можете многое сделать, чтобы этого не произошло, но в конечном итоге это случается со всеми нами.
Если у вас есть функция регулировки слежения за лезвием, а также регулировка натяжения лезвия — вы можете использовать обе эти функции для отслеживания общего состояния вашего лезвия. Как только придет время сварить сломанное лезвие — будьте готовы!
Я бы хотел узнать, что вы думаете. Используете ли вы аналогичный метод при сварке ленточных пил?
Используете ли вы аналогичный метод при сварке ленточных пил?
Или вы другим методом пользуетесь? Как бы то ни было, я хотел бы услышать ваши мысли в комментариях ниже.
Связанные вопросы
Можно ли использовать кусок дерева, чтобы удерживать лезвия в тисках?
Очевидно, что огонь и дрова несовместимы даже в лучшие времена.Тем не менее, кусок фанеры обладает высокой огнестойкостью.
Он может удерживать лезвия в качестве заполнителя и оставаться относительно невредимым, хотя вы заметите случайное пламя или два раза под пламенем.
Я заметил, что на моем лезвии немного ржавчины, когда я осматривал его. Можно ли им пользоваться?
В зависимости от количества ржавчины ваше лезвие должно быть достаточно прочным, чтобы его можно было сварить и использовать снова.
Густую глубокую ржавчину часто можно удалить нетоксичными растворами, специфичными для ржавчины.А вот тонкая ржавчина — ее можно удалить легкой чисткой.
Лучше не тереть ржавые лезвия — это может снизить общую прочность лезвия.
Как сваривать полотна ленточной пилы
Одна из худших вещей, которые могут случиться с вашей ленточной пилой, — это поломка полотна. Когда это происходит, вы должны подумать, сколько денег вам понадобится, чтобы запустить его. Но без бюджета на это вы, вероятно, оставите его сломанным.
Однако хорошо то, что вы можете сварить сломанное полотно ленточной пилы и восстановить его полную функциональность.Если вы имеете дело со сломанным полотном ленточной пилы, продолжайте читать, чтобы узнать, как вы можете сваривать его и насколько это важно.
Зачем нужно сваривать полотно ленточной пилы?
Изгиб и изгиб полотна ленточной пилы идут в комплекте. Это обязательно произойдет в любое время, особенно если вы регулярно пользуетесь ленточной пилой. Сварка намного дешевле, чем покупка нового лезвия, и позволяет использовать лезвия в течение длительного времени.
Самая частая причина того, что лезвия гнутся или ломаются, — это общий износ.Если вы забудете позаботиться о лезвии, оно обязательно сломается, а это может быть неизбежно. Это, однако, не означает, что вам нужно быстро зайти в строительный магазин за новым.
С помощью подходящих инструментов вы можете устранить повреждения, восстановить их полную функциональность и сэкономить деньги. Важно отметить, что бывают ситуации, когда лезвие не подлежит ремонту.
Например, если на нем есть сколы и коррозия из-за ржавчины, вы не сможете восстановить его функциональность с помощью сварки.В таком случае вам придется подсчитать свои убытки и купить новый.
Что нужно для сварки полотна ленточной пилы
Для этого вам нужно собрать несколько предметов. Есть много разных способов сделать это, но это один из самых простых.
- Сломанное полотно ленточной пилы
- Одни тиски
- Одно сварочное устройство Tig
- Одно шлифовальное устройство
В этот процесс обязательно должны быть включены средства индивидуальной защиты. При сварке, как и при большинстве ремонтных работ по металлу, образуются мелкие сколы и мусор.Надевайте защитные перчатки и защитные очки, чтобы предотвратить несчастные случаи.
При сварке, как и при большинстве ремонтных работ по металлу, образуются мелкие сколы и мусор.Надевайте защитные перчатки и защитные очки, чтобы предотвратить несчастные случаи.
Пошаговый процесс сварки полотна ленточной пилы
С помощью вышеуказанных инструментов вы можете начать работу над проектом. Вот простые шаги, которым вы можете следовать, чтобы вернуть своему клинку славу.
Подготовка лезвияПеред настройкой лезвия для сварки обязательно проверьте его состояние. Лезвие должно быть достаточно прочным, чтобы прослужить после сварки. Лезвия обычно ломаются из-за того, что они становятся хрупкими после того, как начинает накапливаться ржавчина.Если ваше лезвие заржавело, значит, оно не подходит для сварки.
Используйте обезжиривающее средство для очистки лезвия при оценке его состояния. При этом нанесите средство на оба конца поврежденного участка и оставьте его примерно на 10 минут. Протрите влажной тканью.
Также можно смочить лезвие в мыльной воде, чтобы растворить жир. Убедитесь, что мыло не вызывает коррозии; в противном случае это повредит лезвие. Раствор может помочь удалить смолу, скопившуюся со временем.
Основная цель этого шага — обеспечить плотное прилегание сломанных концов друг к другу после сварки.Слегка и постепенно растереть сломанные концы. Кроме того, шлифуйте тисками под углом, чтобы при сварке оба конца перекрывали друг друга.
Этот этап особенно важен, поскольку он способствует повышению прочности лезвия после сварки. После того, как вы закончите шлифование, снова поместите две детали в тиски, чтобы концы почти перекрывали друг друга.
Сварка полотна Сварка — самый быстрый этап, так как на других этапах большая часть работы уже пройдена.На этом этапе важно плотно прижать концы лезвия друг к другу. Это связано с тем, что после сварки лезвие будет слабым, не касаясь его. Будьте осторожны при этом, так как это может быстро повредить лезвие.
Приварите другую сторону лезвия, как первую. Обратите внимание, что сварка с обеих сторон увеличивает прочность лезвия. Наконец, контрпроверьте, правильно ли приварены оба конца, и при необходимости отретушируйте.
Видеоурок Узнайте, как сварить полотна ленточной пилы
Что делать после сварки полотна ленточной пилы
После сварки с обеих сторон необходимо быстро отжечь полотно с помощью паяльной горелки.Большинство людей склонны не обращать на это внимания и часто забывают о его важности. Но это увеличивает прочность лезвия за счет улучшения сцепления.
Когда лезвие остынет, вы можете обнаружить несколько неровных пятен, которые потребуется отполировать. Процесс сварки приводит к дефектам расплавленного металла, но это можно исправить.
Слегка обработайте шлифовальной машиной лезвие, чтобы разгладить такие пятна. На этом этапе вы также можете снова очистить лезвие, протерев его влажной тканью.Теперь он готов к повторной установке в ленточную пилу.
На этом этапе вы также можете снова очистить лезвие, протерев его влажной тканью.Теперь он готов к повторной установке в ленточную пилу.
Как правило, лезвие все еще подвержено повреждениям при постоянном использовании. Поэтому важно регулярно обслуживать его и повышать его функциональность. В конце концов, вам нужно будет заменить лезвие, но оно даст вам несколько вариантов использования.
Регулярное обслуживание включает смазку лезвий после каждого использования. Кроме того, вам необходимо удалить жир и любые другие загрязнения, которые могут ухудшить его качество.
ЗаключениеСварка вашей ленточной пилы — дешевая альтернатива покупке новой.Если полотно вашей ленточной пилы неожиданно ломается, вы можете выполнить указанные выше действия и восстановить его работоспособность. Используя упомянутые выше инструменты, вы можете быстро отремонтировать лезвие.
Этот процесс поможет вам больше использовать лезвие и сэкономит деньги на приобретение нового. Вот краткое описание шагов.
Вот краткое описание шагов.
- Подготовьте и очистите лезвие от жира и грязи.
- Плавно отшлифуйте кромки до нахлеста при сварке.
- Сварите сначала одну сторону, а затем другую.
- Используйте шлифовальный станок, чтобы сгладить недостатки процесса.
- Регулярно очищайте лезвие, переустановите и обслуживайте его.
Если у вас есть вопросы по этой теме, напишите мне сообщение. Буду рад ответить и пообщаться с вами.
Сварка сломанного полотна ленточной пилы. Плохая идея? — Инструменты для моделирования и мастерское
На самом деле все сводится к тому, сколько лезвий вы используете. Я проработал в цехе инструментов и штампов последние 43 года, у нас было две ленточные пилы, со сварочными станками на каждой пиле.Они были электрическими и сваривали лезвия встык.
Главное, чтобы получить права:
шлифование двух концов под прямым углом
настройка предварительного давления пружины, которая сжимает два конца вместе, когда сварка была сделана
отжиг лезвия после сварки
шлифование сварного шва до ровного лезвия
ПОВТОРНЫЙ отжиг лезвия после шлифовки
при правильном натяжении лезвия при использовании — слишком маленькое приведет к отрыву лезвия от колес, слишком большое приведет к поломке лезвия
Я работал с инструментальщиками, которым никогда не удавалось удерживать сварной шов. У них просто не было глаза на то, чтобы увидеть правильный цвет лезвия при отжиге — это диапазон нагрева, который вам нужен — от синего до тускло-красного, это то, что помогло мне с нашими сварщиками.
У них просто не было глаза на то, чтобы увидеть правильный цвет лезвия при отжиге — это диапазон нагрева, который вам нужен — от синего до тускло-красного, это то, что помогло мне с нашими сварщиками.
Я не видел их припаянными серебром, только электросварными сварочным аппаратом.
Сварщик не будет дешевым, поэтому, если вы используете только 5-6 лезвий в год и не выпиливаете отверстия в деталях, оставайтесь с готовыми лезвиями, найдите подходящую длину и, возможно, найдете поставщика инструмента в вашем районе, который сделает вверх лезвия.Они могут быть дешевле, чем готовые.
Обучение сварке ленточной пилой может оказаться долгим и бесплодным, если у вас нет навыков и удачи в выборе правильных комбинаций для сварки лезвия, которое изнашивается, не ломаясь.
Примечание — правильно сваренное лезвие не должно ломаться до износа, и даже тогда оно не должно ломаться.
И САМОЕ ВАЖНОЕ_ЗАПРЕЩАЕТСЯ ИСПОЛЬЗОВАТЬ ПАЛЬЦАМИ, ЧТОБЫ НАПРАВЛЯТЬ ЧЕРЕЗ ПИЛУ. ВСЕГДА ИСПОЛЬЗУЙТЕ ПАЛКУ ТОЛЩИНОЙ НЕ МЕНЕЕ 4 ДЮЙМОВ И ВДАЛИ ОТ ТОГО, ГДЕ ВЫ НАДЫВАЕТЕ НА ЭТО.ТАКИМ ОБРАЗОМ, ВЫ МОЖЕТЕ ПРЕКРАТИТЬ НАЖАТЬ ПОСЛЕ ТОГО, ЧТО ВЫ РЕЗЫВАЕТЕ, ДО ТОГО, КАК ЭТО ДОСТУПИТ К ВАШИМ ПАЛЬЦАМ И РУКАМ !!!!!!!!
ВСЕГДА ИСПОЛЬЗУЙТЕ ПАЛКУ ТОЛЩИНОЙ НЕ МЕНЕЕ 4 ДЮЙМОВ И ВДАЛИ ОТ ТОГО, ГДЕ ВЫ НАДЫВАЕТЕ НА ЭТО.ТАКИМ ОБРАЗОМ, ВЫ МОЖЕТЕ ПРЕКРАТИТЬ НАЖАТЬ ПОСЛЕ ТОГО, ЧТО ВЫ РЕЗЫВАЕТЕ, ДО ТОГО, КАК ЭТО ДОСТУПИТ К ВАШИМ ПАЛЬЦАМ И РУКАМ !!!!!!!!
Я использую станки в магазине с 8 лет, и у меня все еще есть ВСЕ мои пальцы и я ими пользуюсь. Я видел, как слишком много парней теряли пальцы и другие детали из-за различных машин. Пила — одна из самых опасных и неумолимых.
Вы только посмотрите, как быстро замороженный хот-дог можно разрезать полотном пилы.Пропускающий зуб действительно покажет вам, насколько быстро он может резать, быстрее, чем вы можете отступить от попытки протолкнуть деревянную деталь, когда он проходит через мягкое место.
Извините за лекцию, но я видел, как слишком много парней истекали кровью и им приходилось заказывать 5 бутылок пива двумя руками вместо пяти пальцев на одной руке.
Кейт
Распространенные причины обрыва сварных швов на полотнах ленточной пилы
Обрыв сварного шва на полотне ленточной пилы
Распространенные причины обрыва сварного шва на полотне ленточной пилы
Если на полотне ленточной пилы происходит разрыв сварного шва при его использовании, может быть несколько причин, по которым что-то пошло не так. Обычно считается, что поломка сварного шва является производственной проблемой, однако существует широкий спектр проблем, которые могут вызвать этот тип повреждения. Мы поможем вам избежать дальнейшего разрушения сварного шва, правильно отрегулировав полотно ленточной пилы. Несмотря на то, что многие проблемы уникальны, продолжайте прислушиваться, чтобы узнать о наиболее распространенных проблемах с полотнами ленточных пил.
Обычно считается, что поломка сварного шва является производственной проблемой, однако существует широкий спектр проблем, которые могут вызвать этот тип повреждения. Мы поможем вам избежать дальнейшего разрушения сварного шва, правильно отрегулировав полотно ленточной пилы. Несмотря на то, что многие проблемы уникальны, продолжайте прислушиваться, чтобы узнать о наиболее распространенных проблемах с полотнами ленточных пил.
Сначала вы должны проверить натяжение лезвия и убедиться, что оно не слишком велико. Если диаметр колеса слишком мал, на вашем пильном полотне может произойти разрыв сварного шва.Кроме того, если лезвие трется о фланец колеса, вероятно, произойдет разрыв сварного шва.
Далее необходимо убедиться, что направляющие не изношены и не застыли на месте. Если подача слишком высока или если в направляющих застряла стружка, разрыв сварного шва представляет опасность для полотна. Кроме того, система подачи должна работать правильно, чтобы свести к минимуму разрывы сварных швов.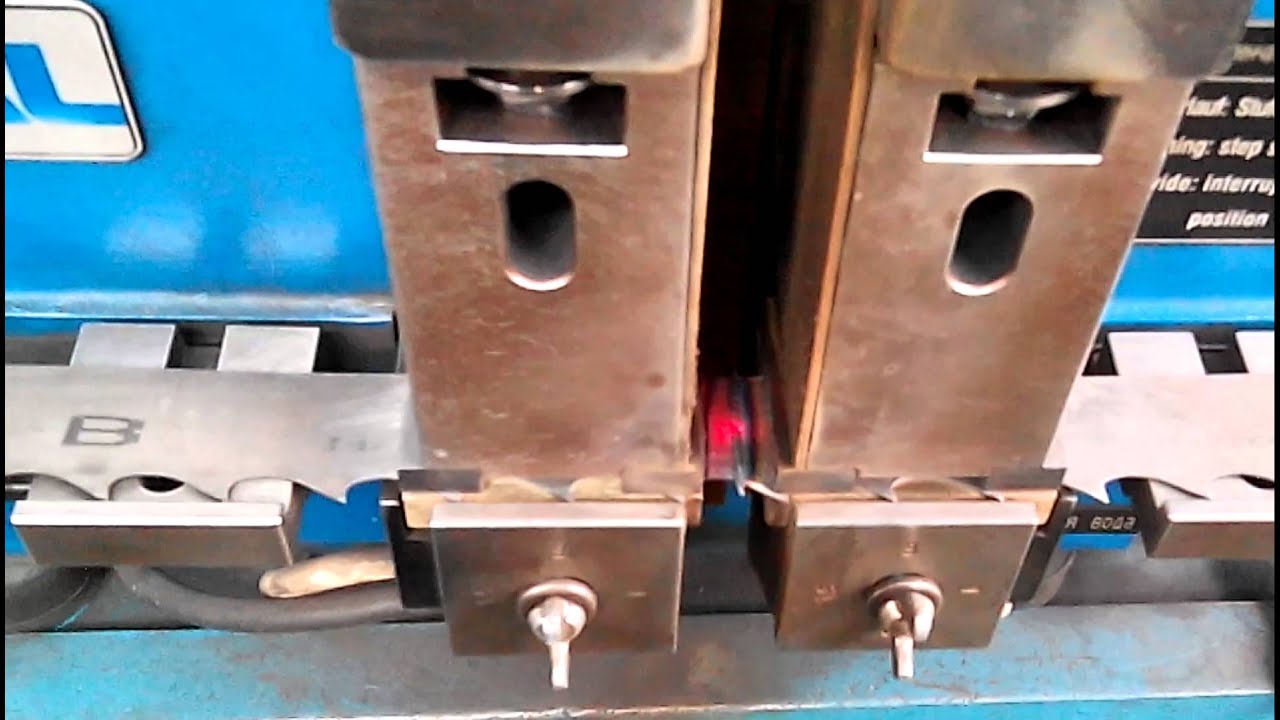 Зажатие внутренних напряжений на лезвии — еще одна распространенная причина разрывов сварных швов, которую можно избежать.
Зажатие внутренних напряжений на лезвии — еще одна распространенная причина разрывов сварных швов, которую можно избежать.
Обрыв сварного шва обычно считается проблемой производителя, но во многих случаях эту проблему можно избежать, просто отрегулировав ленточную пилу. Хотя многие случаи уникальны, приведенный ниже список проблем является наиболее частой причиной поломки полотна ленточной пилы в месте сварки.
- Слишком сильное натяжение.
- Диаметр колеса слишком мал.
- Трение полотна о фланец колеса.
- Направляющие изношены или застыли на месте.
- Слишком большая подача.
- В направляющих застряла стружка.
- Система подачи работает неправильно.
- Лезвие для снятия внутренних напряжений.
Если у вас возникнут вопросы, позвоните на сайт Sawblade.com. Наш номер 800-745-6920, линии открыты в обычные рабочие часы по центральному времени. Наши опытные специалисты по обслуживанию клиентов готовы ответить на ваш звонок
Превосходный сварочный аппарат для ленточных пил по выгодным ценам Местное послепродажное обслуживание
Повысьте производительность и эффективность своего сварочного бизнеса с помощью сенсационного сварочного аппарата для ленточных пил , доступного по привлекательным предложениям на Alibaba. com. Аппарат для сварки полотна ленточной пилы оснащен революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы. Сварочный аппарат для полотна ленточной пилы потребляет мало электроэнергии при сохранении заданной производительности, независимо от того, используется ли он в личных целях или в коммерческих целях.
com. Аппарат для сварки полотна ленточной пилы оснащен революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы. Сварочный аппарат для полотна ленточной пилы потребляет мало электроэнергии при сохранении заданной производительности, независимо от того, используется ли он в личных целях или в коммерческих целях.
Передовые изобретения, лежащие в основе этого аппарата для сварки ленточной пилы Конструкции и стили делают их очень гибкими и применимыми для решения широкого круга сварочных задач.На сварочный аппарат для полотна ленточной пилы не оказывают неблагоприятного воздействия сильные жары или холода, что делает их пригодными и применимыми в широком диапазоне погодных условий. Они поставляются с широким выбором, учитывающим множество факторов и предпочтений пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий сварочный аппарат для полотна ленточной пилы для своих нужд.
Доступность этого аппарата для сварки ленточной пилы на Alibaba.com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность.Аппарат для сварки ленточной пилы также требует невероятно низких эксплуатационных расходов и затрат на техническое обслуживание благодаря легкодоступным запасным частям и простоте их ремонта. Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными поставщиками и продавцами машины для сварки ленточной пилы на месте, если вам потребуются дополнительные инструкции.
Поднимите свой сварочный бизнес на новый уровень с помощью привлекательного сварочного аппарата для полотна ленточной пилы от Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящий сварочный аппарат для полотна ленточной пилы для их выполнения. Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
О стыковой сварке оплавлением | Компания T. L. Fahringer
Наконечники для общего применения с полотнами ленточных пил
Томас Л. Фарингер
Было сказано, что контактная сварка зависит от силы тока, давления и времени.Как и в случае других форм контактной сварки, это справедливо и для стыковой сварки оплавлением полотен ленточных пил. Газы или покрытия не используются для защиты зоны сварного шва, как при газовой дуговой сварке металлическим электродом (GMAW) и газовой вольфрамовой дуговой сварке (GTAW), и во время сварки присадочный материал не добавляется. Скорее, концы лезвий или полос стыкуются вместе, нагреваются до расплавления, а затем с силой сдвигаются вместе, образуя сварное соединение. Это называется контактной стыковой сваркой, и существует два разных типа — стыковая сварка и стыковая сварка оплавлением.
Стыковая сварка
Все сварочные аппараты с лезвиями, использующие контактную сварку, имеют две стороны, в которые зажимается лезвие: фиксированная и электрически изолированная сторона, которая обычно является левой стороной, и подвижная и электрически заземленная сторона, которая обычно является правой стороной. Как только концы лезвия стыкуются и прочно зажаты, немедленно прикладывается давление, которое может быть воздушным, пружинным или гидравлическим. Когда нажата кнопка пуска, ток начинает течь по концам лезвия, заставляя их нагреваться и расплавляться.Приложенное давление заставляет концы лезвий вместе, как только они становятся пластичными, а затем расплавляются, разрушая расплавленную область на каждом конце лезвия почти так же быстро, как и создается. Это улавливает загрязнения в сварном шве, делая сварной шов хрупким и непрочным. Сварка оплавлением решает эту проблему, позволяя материалу оставаться расплавленным в течение гораздо более длительного периода времени перед ковкой.
Как только концы лезвия стыкуются и прочно зажаты, немедленно прикладывается давление, которое может быть воздушным, пружинным или гидравлическим. Когда нажата кнопка пуска, ток начинает течь по концам лезвия, заставляя их нагреваться и расплавляться.Приложенное давление заставляет концы лезвий вместе, как только они становятся пластичными, а затем расплавляются, разрушая расплавленную область на каждом конце лезвия почти так же быстро, как и создается. Это улавливает загрязнения в сварном шве, делая сварной шов хрупким и непрочным. Сварка оплавлением решает эту проблему, позволяя материалу оставаться расплавленным в течение гораздо более длительного периода времени перед ковкой.
Сварка оплавлением
Не только процесс стыковой сварки оплавлением отличается от стыковой сварки, но и применяемое оборудование.Стыковая сварка оплавлением — не новый процесс. Этому автору принадлежит один из первых 20 аппаратов для сварки оплавлением, построенных Ryals and Stone в 1920-х годах. Это аппарат для оплавления, но у него нет кулачка с приводом от двигателя, и подвижную каретку необходимо выдвигать, толкая ее с помощью длинной планки, установленной на шарнире. Управление этой машиной требовало большого мастерства и стальных нервов. Оператор не мог вздрогнуть, когда зажигалась дуга, и ему приходилось измерять скорость выгорания на концах лезвия, наблюдая, сколько металла уносится ветром, насколько желтыми или белыми (холодными или горячими) казались искры и громкость и регулярность дуги.
Это аппарат для оплавления, но у него нет кулачка с приводом от двигателя, и подвижную каретку необходимо выдвигать, толкая ее с помощью длинной планки, установленной на шарнире. Управление этой машиной требовало большого мастерства и стальных нервов. Оператор не мог вздрогнуть, когда зажигалась дуга, и ему приходилось измерять скорость выгорания на концах лезвия, наблюдая, сколько металла уносится ветром, насколько желтыми или белыми (холодными или горячими) казались искры и громкость и регулярность дуги.
Добавление кулачка с приводом от двигателя к этим сварочным аппаратам устранило человеческий фактор, необходимый для работы с предыдущим оборудованием для стыковой сварки оплавлением. Управление скоростью продвижения правой каретки позволяло току течь с постоянной скоростью. Это создавало широкие области расплава на концах каждой лопасти, позволяя примесям плавать, тонуть или выдавливаться из сварного шва во время ковки. Без кулачка с электроприводом продвижение правой каретки с равной скоростью было почти невозможным, а мигание было весьма нерегулярным. Поскольку прочность сварного шва зависит от непрерывного протекания тока, добавление кулачка с приводом от двигателя стало значительным изменением, которое значительно увеличило процент хороших сварных швов.
Поскольку прочность сварного шва зависит от непрерывного протекания тока, добавление кулачка с приводом от двигателя стало значительным изменением, которое значительно увеличило процент хороших сварных швов.
Приложение давления пружины — еще одно различие между оплавлением и стыковой сваркой. При стыковой сварке давление пружины прикладывается до начала протекания тока, разрушая расплавленные зоны по мере их образования. При сварке оплавлением давление пружины прикладывается в конце цикла сварки, после того как протекающий ток успел нагреть концы лезвия.Чистым результатом этого дополнительного времени в расплавленном состоянии является металлургически прочный сварной шов, относительно свободный от вредных примесей. После изучения базовой динамики оплавления и объяснения того, почему во время сварки важно иметь широкие зоны расплава на концах лопаток, необходимо понять некоторые другие факторы, которые приводят к тому, что зоны расплава становятся слишком маленькими или слишком холодными. Большинство этих факторов контролируются оператором. Однако те, которые не контролируются оператором, являются одной из наиболее распространенных причин слабых и хрупких сварных швов.
Большинство этих факторов контролируются оператором. Однако те, которые не контролируются оператором, являются одной из наиболее распространенных причин слабых и хрупких сварных швов.
Несоответствующая проводка и предохранители
При нажатии кнопки начала сварки на аппарате для оплавления возникает мгновенный всплеск тока. Для устранения этого выброса необходимы соответствующие предохранители и проводка. Если номинальная сила тока автоматического выключателя или размер провода, идущего от этого выключателя к сварочному оборудованию, недостаточны, всплеск тока может быть отключен и ограничен, что приведет к холодным сварным швам. Операторы станков должны проконсультироваться с руководством оператора или позвонить производителю, чтобы узнать правильные сечения проводов и номинальную силу тока автоматического выключателя для оборудования, которое они используют.
Автоматический выключатель слабого сопротивления
Слабый автоматический выключатель — не частая причина плохих сварных швов, а когда случается, то часто остается незамеченным. Неисправный автоматический выключатель может лишить сварного шва протекания тока и вызвать плохие сварные швы. Этот отказ трудно обнаружить, поскольку для определения правильности работы автоматического выключателя обычно используют вольтметр. К сожалению, вольтметр не обнаружит прерыватель, который не может выдержать требуемую нагрузку по току. Операторы должны проконсультироваться с производителем оборудования, чтобы определить характеристики тока своих машин.После этого квалифицированный электрик сможет определить, вызывает ли автоматический выключатель проблему с прохождением тока.
Неисправный автоматический выключатель может лишить сварного шва протекания тока и вызвать плохие сварные швы. Этот отказ трудно обнаружить, поскольку для определения правильности работы автоматического выключателя обычно используют вольтметр. К сожалению, вольтметр не обнаружит прерыватель, который не может выдержать требуемую нагрузку по току. Операторы должны проконсультироваться с производителем оборудования, чтобы определить характеристики тока своих машин.После этого квалифицированный электрик сможет определить, вызывает ли автоматический выключатель проблему с прохождением тока.
Недостаточная мощность
Хотя это не частая причина плохих сварных швов, недостаточная потребляемая мощность является проблемой, которая может существовать. Прежде чем можно будет эффективно использовать аппарат для оплавления, необходимо установить соответствующий источник питания, обеспечивающий бесперебойный ток и напряжение. Оператор должен проконсультироваться с руководством к машине или связаться с производителем, чтобы обсудить все аспекты этого требования. Недостаточная мощность может вызвать затруднения при перепрошивке. В этом случае оператор услышит начало мигающего цикла, остановку на долю секунды и затем повторный запуск. В этом случае первичная мощность (со стороны сети) может быть недостаточной.
Недостаточная мощность может вызвать затруднения при перепрошивке. В этом случае оператор услышит начало мигающего цикла, остановку на долю секунды и затем повторный запуск. В этом случае первичная мощность (со стороны сети) может быть недостаточной.
Страшные факторы риска
Во всех типах контактной сварки одним из самых больших — если не самым большим — врагом адекватного протекания тока является точка сопротивления этому потоку где-то в электрической цепи. В среднем сварочном аппарате может быть много точек сопротивления, каждая из которых называется R-фактором.Операторам и владельцам сварочных аппаратов важно найти и устранить как можно больше R-факторов. Допуск R-фактора ограничивает прохождение тока к концам лезвия. При значительном уменьшении силы тока всегда возникают холодные и хрупкие сварные швы.
Примерами R-фактора являются изъеденные губки, грязные губки, плохое зажимное давление, неплоские губки, изношенные или изъеденные контакты переключателя, а также ослабленные электрические соединения.
- Зажимы с ямками
- Поскольку станок используется регулярно, частички гидроизоляции, а также грязь и песок на полотне ленточной пилы создают отверстия в зажимных поверхностях, вызывая состояние, известное как точечная коррозия.Очевидно, что эти отверстия не проводят электрический ток и в конечном итоге будут накапливаться до такой степени, что повлияет на качество сварки. На этом этапе челюсти следует снять и переточить или просто заменить.
- Грязные челюсти
- Грязные челюсти так же опасны, как и ямки, потому что ток уменьшается, поскольку он пытается пройти через грязную поверхность. Зажимы следует периодически очищать, чтобы предотвратить накопление резистивного сопротивления и сохранить качество сварного шва.
- Неравномерное давление зажима
- Другой источник сопротивления току — плохое или неравномерное давление зажима.Ток легче всего протекает через области, где зажимное давление является наибольшим, и наименьшим, где зажимное давление уменьшается. Следовательно, если прижимное усилие неравномерно, сварной шов будет горячим в одной точке и холодным в другой, часто вызывая провалы на краю зуба или на заднем крае сварного шва. Важно периодически проверять, чтобы давление зажима было ровным и равномерным по всей площади зажимных поверхностей. Простая проверка — положить кусок копировальной бумаги лицевой стороной вниз на белый лист бумаги и вставить и зажать их в машине, как это делается для зажима лезвия.Осмотр бумаги выявит области самого сильного и самого слабого зажима. Любые отличия следует устранять немедленно.
- Не плоские губки
- Зажимные поверхности должны быть плоскими и параллельными с допуском не более 0,001 дюйма. Более высокое неравномерное положение приведет к неравномерному давлению зажима и плохим сварным швам. Челюсти никогда не следует шлифовать или подпиливать, их всегда следует отшлифовать, чтобы обеспечить требуемую плоскостность.
- Изношенные или изношенные контакты переключателя
- Изношенные или изъеденные контакты переключателя могут ограничить прохождение тока и вызвать холодную сварку. Регулярное техническое обслуживание включает проверку всех контактов сварочного аппарата и их замену или ремонт по мере необходимости.
- Ослабленные электрические соединения
- Ослабленные электрические соединения препятствуют прохождению электрического тока и должны быть затянуты. По возможности следует выполнять пайку, чтобы обеспечить надежное электрическое соединение. Обжим разъемов на сплошном проводе — очень частая причина холодных сварных швов. Поскольку при использовании провод имеет тенденцию выпрямляться, эти соединения обычно со временем ослабляются.Одно сильно ослабленное соединение или несколько слегка ослабленных соединений в одиночку может стать причиной слабых и хрупких сварных швов. Если машина производит рвущиеся сварные швы, ослабление электрических соединений может быть одним из факторов.
 Следовательно, если прижимное усилие неравномерно, сварной шов будет горячим в одной точке и холодным в другой, часто вызывая провалы на краю зуба или на заднем крае сварного шва. Важно периодически проверять, чтобы давление зажима было ровным и равномерным по всей площади зажимных поверхностей. Простая проверка — положить кусок копировальной бумаги лицевой стороной вниз на белый лист бумаги и вставить и зажать их в машине, как это делается для зажима лезвия.Осмотр бумаги выявит области самого сильного и самого слабого зажима. Любые отличия следует устранять немедленно.
Следовательно, если прижимное усилие неравномерно, сварной шов будет горячим в одной точке и холодным в другой, часто вызывая провалы на краю зуба или на заднем крае сварного шва. Важно периодически проверять, чтобы давление зажима было ровным и равномерным по всей площади зажимных поверхностей. Простая проверка — положить кусок копировальной бумаги лицевой стороной вниз на белый лист бумаги и вставить и зажать их в машине, как это делается для зажима лезвия.Осмотр бумаги выявит области самого сильного и самого слабого зажима. Любые отличия следует устранять немедленно. Регулярное техническое обслуживание включает проверку всех контактов сварочного аппарата и их замену или ремонт по мере необходимости.
Регулярное техническое обслуживание включает проверку всех контактов сварочного аппарата и их замену или ремонт по мере необходимости.Отжиг
После того, как сварной шов сделан, он находится в очень хрупком состоянии и должен быть повторно нагрет до низкой температуры, чтобы снять внутренние напряжения, вызванные процессом сварки. Методология отжига лезвий сильно различается от производителя к производителю лезвия.Некоторые производители лезвий рекомендуют отжечь ленту один раз, дать ей остыть и отжечь снова, в то время как другие считают, что в двойном отжиге нет необходимости. Некоторые рекомендуют оператору отжигать лезвие вначале очень горячим и медленно сводить его к нулю. Третьи предлагают повышать температуру медленно, удерживать ее в течение определенного периода времени и постепенно снижать ее. Этот автор попытался составить типичную методологию отжига для всех компаний, которые посетил за эти годы.Лучший совет по отжигу большинства имеющихся на рынке ленточных пил — довести отжиг до желаемой температуры или покраснения, выдержать его при этой температуре в течение определенного времени (обычно около 2-5 секунд), а затем выключите огонь и дайте лезвию остыть естественным образом. Фактическая температура, при которой происходит большая часть отжига, варьируется от лезвия к лезвию, но в среднем составляет примерно от 1050 до 1275 градусов по Фаренгейту.
Методология отжига лезвий сильно различается от производителя к производителю лезвия.Некоторые производители лезвий рекомендуют отжечь ленту один раз, дать ей остыть и отжечь снова, в то время как другие считают, что в двойном отжиге нет необходимости. Некоторые рекомендуют оператору отжигать лезвие вначале очень горячим и медленно сводить его к нулю. Третьи предлагают повышать температуру медленно, удерживать ее в течение определенного периода времени и постепенно снижать ее. Этот автор попытался составить типичную методологию отжига для всех компаний, которые посетил за эти годы.Лучший совет по отжигу большинства имеющихся на рынке ленточных пил — довести отжиг до желаемой температуры или покраснения, выдержать его при этой температуре в течение определенного времени (обычно около 2-5 секунд), а затем выключите огонь и дайте лезвию остыть естественным образом. Фактическая температура, при которой происходит большая часть отжига, варьируется от лезвия к лезвию, но в среднем составляет примерно от 1050 до 1275 градусов по Фаренгейту. Если сварочный аппарат не оборудован оптическим пирометром и датчиком температуры, оператор может медленно повышать температуру до тех пор, пока покраснение не станет только видимым, а затем начать снижать температуру до тех пор, пока оно не исчезнет.Производители полотен для ленточных пил могут предоставить рекомендуемые температуры и методы отжига для своих полотен. Некоторые из новых лезвий содержат большое количество кремния и могут потребовать более высоких температур во время отжига. Во время отжига оператор должен наблюдать, как рисунок отжига перемещается по лезвию. Тепло, выделяемое во время отжига, вызывает изменение цвета полосы на небольшом расстоянии с каждой стороны сварного шва. Ширина зоны термического влияния обычно немного меньше ширины губок во время отжига, и она должна быть параллельна зоне сварного шва от кромки зуба до задней кромки.Если он не параллелен сварному шву с обеих сторон сварного шва, существует проблема с током, которую необходимо устранить. Причиной этой проблемы может быть неравномерный зажим, и необходимо немедленно принять меры для ее устранения.
Если сварочный аппарат не оборудован оптическим пирометром и датчиком температуры, оператор может медленно повышать температуру до тех пор, пока покраснение не станет только видимым, а затем начать снижать температуру до тех пор, пока оно не исчезнет.Производители полотен для ленточных пил могут предоставить рекомендуемые температуры и методы отжига для своих полотен. Некоторые из новых лезвий содержат большое количество кремния и могут потребовать более высоких температур во время отжига. Во время отжига оператор должен наблюдать, как рисунок отжига перемещается по лезвию. Тепло, выделяемое во время отжига, вызывает изменение цвета полосы на небольшом расстоянии с каждой стороны сварного шва. Ширина зоны термического влияния обычно немного меньше ширины губок во время отжига, и она должна быть параллельна зоне сварного шва от кромки зуба до задней кромки.Если он не параллелен сварному шву с обеих сторон сварного шва, существует проблема с током, которую необходимо устранить. Причиной этой проблемы может быть неравномерный зажим, и необходимо немедленно принять меры для ее устранения.
Заключение
Благодаря многолетнему совершенствованию оборудования стыковая сварка оплавлением стала международным бизнесом. Несмотря на то, что существуют различные методы сварки материала полотна ленточной пилы, такие как пайка внахлест, GMAW и электронно-лучевая сварка, стыковое соединение катушек наиболее эффективно выполняется методом стыковой стыковой сварки оплавлением.
Как и любое механическое оборудование, аппараты для оплавления требуют постоянного обслуживания и ухода, чтобы поддерживать их в оптимальном сварочном состоянии. Вооруженные пониманием функций аппарата для оплавления и обширной программой текущего обслуживания, эти аппараты могут стать ценным сварочным инструментом.
Почему выходят из строя ленточные пилы: наиболее частые причины
Наиболее частой причиной выхода из строя полотна ленточной пилы является истечение срока службы из-за износа режущих зубьев, а также неестественные режущие характеристики, плохая поверхность реза и поломка ленты или сварного шва . Но каковы причины этого?
Но каковы причины этого? Если полотно ленточной пилы внезапно выходит из строя, это обычно происходит из-за неправильного взаимодействия между человеком, машиной, режущим материалом и полотном ленточной пилы. Хотя технические проблемы, такие как факторы износа или преждевременный отказ инструмента, могут возникнуть при любой операции распиловки, их часто можно предотвратить. Важно, чтобы операторы были знакомы с возможными причинами отказа и их причинами, чтобы иметь в своем распоряжении эффективные меры противодействия.
Сильный преждевременный износ ни в коем случае не является нормальным
Износ, то есть износ режущих зубьев в результате использования, является естественной частью срока службы полотен ленточных пил, которые ежедневно подвергаются высоким физическим нагрузкам. Тем не менее следует различать нормальный износ и серьезный преждевременный износ. Есть много факторов, ответственных за неестественно быстрый износ режущих зубьев. Здесь критическая температура на режущей кромке зуба в процессе обработки.На это может повлиять выбор подходящих параметров резки и материала (номер материала или обозначение DIN, прочность и микроструктура материала, размеры материала и характер поверхности материала).
Здесь критическая температура на режущей кромке зуба в процессе обработки.На это может повлиять выбор подходящих параметров резки и материала (номер материала или обозначение DIN, прочность и микроструктура материала, размеры материала и характер поверхности материала).
Компания WIKUS, например, разработала ParaMaster®, включая приложение для смартфона для выбора идеальных параметров резания, таких как скорость резания, производительность резания и скорость подачи: инструмент, который упрощает операторам выполнение сложной работы по настройке. Интерактивная программа обработки данных с актуальными данными для 150 000 материалов и 4500 ленточных пил помогает оптимизировать процессы распиловки, поскольку она рекомендует пользователю подходящие параметры резки, начиная с обширного ноу-хау в области применения.Также обязательно наличие достаточного количества охлаждающей жидкости, подходящей для разрезаемых материалов. Это также рекомендуется ParaMaster.
Кроме того, шлифованные, усеченные или чрезвычайно твердые поверхности материала или очень высокая прочность материала могут вызвать проблемы со сроком службы при неправильной настройке. Поскольку твердость материала напрямую связана с более высокими температурами резания, это может привести к преждевременному износу. Неправильное первое — тоже большая проблема. Чрезмерное напряжение при неправильной установке приводит к микроломаниям режущей кромки.Это может сократить возможный срок службы до 40% и, следовательно, привести к преждевременному окончанию срока службы. Наконец, что не менее важно, щетка для стружки также играет важную роль в снижении износа. Он аккуратно удаляет стружку с полотна пилы и очищает пространство для стружки. Если щетка для стружки не заменяется вовремя или неправильно отрегулирована, это отрицательно сказывается на сроке службы.
Поскольку твердость материала напрямую связана с более высокими температурами резания, это может привести к преждевременному износу. Неправильное первое — тоже большая проблема. Чрезмерное напряжение при неправильной установке приводит к микроломаниям режущей кромки.Это может сократить возможный срок службы до 40% и, следовательно, привести к преждевременному окончанию срока службы. Наконец, что не менее важно, щетка для стружки также играет важную роль в снижении износа. Он аккуратно удаляет стружку с полотна пилы и очищает пространство для стружки. Если щетка для стружки не заменяется вовремя или неправильно отрегулирована, это отрицательно сказывается на сроке службы.
Предотвратить поломку зубов
Поломка зуба не является естественной причиной смерти.Обычно поломка зубов происходит только при их перегрузке. Причины: слишком низкая скорость резания по сравнению с высокой скоростью подачи или неправильный выбор шага зуба, например неподходящий по сечению материала. Обязательно нужно закрепить режущий материал максимально эффективно. Любое движение материала во время пиления может привести к поломке зуба. Риск перемещения заготовки увеличивается, особенно при резке слоев или пучков. Для очень мягких материалов, которые имеют тенденцию образовывать наросты по краям, очень важно обеспечить высокое содержание масла в охлаждающей смазке, а также функциональную щетку для удаления стружки.В редких случаях более твердые компоненты в режущем материале также могут привести к поломке зуба.
Обязательно нужно закрепить режущий материал максимально эффективно. Любое движение материала во время пиления может привести к поломке зуба. Риск перемещения заготовки увеличивается, особенно при резке слоев или пучков. Для очень мягких материалов, которые имеют тенденцию образовывать наросты по краям, очень важно обеспечить высокое содержание масла в охлаждающей смазке, а также функциональную щетку для удаления стружки.В редких случаях более твердые компоненты в режущем материале также могут привести к поломке зуба.
Преждевременные отклонения при резке
Преждевременные отклонения при резке также неестественны. Причины могут быть следующими: Направляющая ленты не удерживает ленту точно в направлении резания, а направляющие находятся под углом. Другая проблема может заключаться в том, что боковая направляющая ленты на ручных машинах с негидравлически смещенными направляющими недостаточно натянута. Кроме того, если расстояние между направляющими ленты и заготовкой слишком велико, слишком велика скорость подачи или слишком низкое натяжение ленты, это может привести к преждевременным отклонениям при резке. Отклонение резания после кратковременного использования может быть вызвано асимметричным механическим повреждением режущих зубьев, например из-за более твердых компонентов в режущем материале. Другой причиной может быть повреждение ленты щеткой для стружки, например перетянутая щетка из стальной проволоки или использование шлифовальных щеток из абразивной пластмассы. Однако при нормальном использовании ленточной пилы и, следовательно, при равномерном износе отклонения режущих зубьев от резания являются естественным условием окончания срока службы.
Отклонение резания после кратковременного использования может быть вызвано асимметричным механическим повреждением режущих зубьев, например из-за более твердых компонентов в режущем материале. Другой причиной может быть повреждение ленты щеткой для стружки, например перетянутая щетка из стальной проволоки или использование шлифовальных щеток из абразивной пластмассы. Однако при нормальном использовании ленточной пилы и, следовательно, при равномерном износе отклонения режущих зубьев от резания являются естественным условием окончания срока службы.
Предотвратить разрывы ремешка
Выход из строя полотна ленточной пилы из-за обрыва ленты обычно происходит из-за механического повреждения несущей ленты в процессе резки.Важно определить точный источник проблемы, чтобы предотвратить повторный разрыв полосы. Самая частая причина обрыва ремешка — это область вокруг направляющих ремешка. Боковые направляющие ленты могут плохо отрегулироваться или изношены, возможно, изношены задние направляющие ленты. При ношении они могут повредить края ленты или задний край ленты, что приводит к структурному преобразованию в мартенсит трения, что вызывает микротрещины и, как следствие, разрыв ленты.
При ношении они могут повредить края ленты или задний край ленты, что приводит к структурному преобразованию в мартенсит трения, что вызывает микротрещины и, как следствие, разрыв ленты.
Другими причинами могут быть чрезмерное натяжение ленты, неисправные подшипники ротора, плохое совмещение между ротором и задними направляющими ремня, чрезмерный запуск задней части ремня на фланце ротора или отказ ротора — i.е. отклонения от соосности, конусность ротора.
Устранение разрыва сварного шва за счет повторной сварки
Разрыв сварного шва представляет собой неестественный преждевременный выход из строя полотна пилы. Это вызвано ошибкой в процессе изготовления сварного шва. Если не удается обнаружить косвенных повреждений и зубчатые режущие кромки подвержены нормальному износу, ленту можно отремонтировать для дальнейшего использования путем повторной сварки. По этой причине процедура в случае обрыва сварочного шва сводится к следующему: верните сломанную ленточную пилу и не утилизируйте ее немедленно. Такие производители, как WIKUS, проверяют ремонтопригодность, производят ремонт и после этого возвращают браслет.
Такие производители, как WIKUS, проверяют ремонтопригодность, производят ремонт и после этого возвращают браслет.
Избегайте причин незапланированных простоев
В будущем лесопильные заводы будут становиться все более и более цифровыми и, следовательно, более отказоустойчивыми: с помощью профилактического обслуживания систематически поддерживается необходимый ремонт, связанный с износом, что позволяет избежать незапланированных простоев. Сегодня многие машины уже оснащены сенсорной техникой, например: мониторинг охлаждающей жидкости, контроль резания, контроль силы резания и т. Д.Это также помогает обнаруживать слабые места на ранней стадии и избегать незапланированных простоев или нежелательных браков. Если одни и те же проблемы возникают часто, это показатель слабых мест в машине.
Непредвиденные сбои в полосе частот являются существенным фактором затрат, но, обратив внимание на вышеупомянутые аспекты и переключившись на оцифрованное и прогнозирующее устранение неполадок, вы можете отложить или предотвратить многие случаи отказа.