Сварочный аппарат для сварки оптоволокна SWIFT-S3 (Ilsintech)
Каталог продукции » Монтажная техника ВОЛС » Аппараты для сварки оптических волокон (сварка ВОЛС) » Выравнивание волокон по сердцевине
Сварочный аппарат для оптоволокна Swift S3 (IlsinTech, Корея) предназначен для высококачественной сварки оптических волокон в самых неблагоприятных для этого условиях окружающей среды при выполнении задач любой сложности.
Сварочный аппарат для оптоволокна Swift S3 представляет собой новейшею модель в линейке автоматических сварочных аппаратов, отличающуюся компактностью, функциональностью и быстродействием в своем классе.
Отличительные особенности cварочного аппарата для оптоволокна SWIFT S3:
- Малые габариты (138*160*135) и вес (2,3кг), а также ударопрочный корпус позволяют эксплуатировать Ilsintech SWIFT-S3 на ремне у оператора.
- Пыле — влагозащищенное исполнение обеспечит качественный монтаж в ветряную погоду или дождь.

- 4,3 дюймовый двухпозиционный цветной дисплей с панелью управления и интуитивно понятным меню делает работу со сварочным аппаратом максимально комфортной.
- Двойная встроенная печь позволяет проводить термоусадку двух КДЗС одновременно, что на 20% повышает скорость монтажа.
- Мощная аккумуляторная батарея обеспечивает работу SWIFT-S3 на протяжении 250 циклов сварка / термоусадка, индикатор заряда.
- Ударопрочный транспортировочный кейс со встроенным в верхнюю крышку кейса стандартным монтажным столиком.
- Встроенная подсветка для ночного режима работы.
- Сварочный аппарат для оптоволокна SWIFT-S3 сертифицирован в России.
- Сварочный аппарат для оптоволокна SWIFT-S3 имеет сервисное обслуживание в гарантийном центре в г. Москве.
- ООО «ОПТЕЛ» является авторизованным дистрибьютором сварочных аппаратов SWIFT и другой продукции ILSINTECH.


| Основные характеристики | |
|---|---|
| дисплей | две КМОП видеокамеры и 4,3″ цветной ЖК экран с сенсорным управлением |
| интерфейс | USB, RCA, внешнее питание |
| дополнительное питание | блок питания постоянного тока 12В и от автомобильного прикуривателя |
| электропитание | от аккумуляторной батареи 14.8В; от сетевого блока питания ≈ 100-240В |
| количество сварок / термоусадок от одного аккумулятора | 250 циклов (литий-полимерная аккумуляторная батарея) |
| увеличение изображения | для видов X и Y: 300Х; для видов XY: 187Х |
| условия хранения | от -40 до +80оС при относительной влажности до 95% |
| размеры | 135 х 160 х 135мм (включая монитор) |
| вес | 2,3кг (с батареей) |
| Условия эксплуатации | |
| условия работы | от -10 до +50оС, при относительной влажности до 95% и без конденсации влаги |
| Зачистка | |
| длина зачищенного участка | для ОВ в буферном покрытии 250мкм: 8 ≈ 18мм; для ОВ в буферном покрытии 900мкм: 16мм |
| Сварка оптических волокон | |
| Способ выравнивания волокон | Выравнивание по сердцевине на основе технологии IPAS (Image Pattern Analysis Alignment System) |
| Тип свариваемых волокон | Одномодовые (SM, ITU-T G. 652)
Многомодовые (MM, ITU-T G.651)
Со смещенной областью дисперсии (DS, ITU-T G.653)
Со смещенной ненулевой дисперсией (NZDS, ITU-TG.655)
Со смещенной длиной волны отсечки (CS, ITU-T G.654)
С пониженной чувствительностью к изгибам (ITU-T G.657)
Волокно, легированное эрбием (EDFA)
EI980, различные типы (SM/MM) 652)
Многомодовые (MM, ITU-T G.651)
Со смещенной областью дисперсии (DS, ITU-T G.653)
Со смещенной ненулевой дисперсией (NZDS, ITU-TG.655)
Со смещенной длиной волны отсечки (CS, ITU-T G.654)
С пониженной чувствительностью к изгибам (ITU-T G.657)
Волокно, легированное эрбием (EDFA)
EI980, различные типы (SM/MM)
|
| Диаметр оболочки свариваемых волокон | 80 ≈ 150мкм |
| Диаметр буфферного покрытия свариваемых волокон | 100 ≈ 1000мкм |
| Количество программ сварки | режимы сварки: 100 режимов — 40 настраиваемых и 60 установленных; режимы печки: 50 режимов |
| Потери на сварном соединении | SM: 0.02дБ, ММ: 0.01дБ, DS: 0.04дБ, NZDS: 0.04дБ |
| Отражение от сварного соединения | > 60дБ |
| Типичное время сварки | имеет двойную встроенную термоусадочную печь с пятьюдесятью режимами нагревания9с при сварке SM волокна; 26с термоусадка КДЗС S-160 (60мм) |
| Память результатов сварок | последние 2000 результатов (100 изображений) |
| Ресурс электродов | более 2500 сварок без замены |
| Тест на разрыв | 2. 0Н или 4.4Н (по выбору) 0Н или 4.4Н (по выбору)
|
| Преднамеренное внесение потерь | Диапазон от 0,1 до 15дБ с шагом 0,1дБ |
| Рабочая высота | 0 ≈ 5000м над уровнем моря |
| Система защиты | от ветра скоростью до 15м/с, защита от влаги, пыли, ударов |
Стандартная комплектация сварочного аппарата для оптоволокна SWIFT S3
|


Дополнительная комплектация сварочного аппарата для оптоволокна SWIFT S3
|
Расходные материалы
Сопутствующие изделия:
Оформить запрос коммерческого предложения на сварочный аппарат SWIFT S3. Ознакомиться с Руководством по эксплуатации сварочного аппарата SWIFT S3. Ознакомиться с Декларацией соответствия на сварочный аппарат SWIFT S3. Смотрите сравнительную таблицу технических характеристик сварочных аппаратов. |
 — 280шт
— 280штСварка оптоволокна — особенности, подготовка, возможные ошибки
Сегодня в РФ для передачи сигнала одновременно с металлическим кабелем применяется оптическое волокно (ОВ). Материал обладает многими преимуществами, однако работать с ним сложнее. Для монтажа оптоволоконной сети применяется метод высокоточной сварки, для проведения которой требуется специальное оборудование. Сварка оптоволокна проводится людьми с большим опытом, а новички могут выполнять ее только под присмотром более опытных работников. Какое оборудование для сварки оптоволокна необходимо для проведения работ? Какие технологические особенности нужно учитывать? И какие ошибки может допустить новичок? В статье эти вопросы будут рассмотрены.
Материал обладает многими преимуществами, однако работать с ним сложнее. Для монтажа оптоволоконной сети применяется метод высокоточной сварки, для проведения которой требуется специальное оборудование. Сварка оптоволокна проводится людьми с большим опытом, а новички могут выполнять ее только под присмотром более опытных работников. Какое оборудование для сварки оптоволокна необходимо для проведения работ? Какие технологические особенности нужно учитывать? И какие ошибки может допустить новичок? В статье эти вопросы будут рассмотрены.
Содержание
- 1 Что такое оптоволокно — краткие сведения
- 2 Конструкция оптического волокна
- 3 Особенности сварки оптоволокна
- 4 Пошаговый алгоритм ОВ-сварки
- 5 Нужно ли покупать тестер для ОВ-сварки?
- 6 Популярные ошибки при сварке оптоволокна
- 6.1 Подготовительные ошибки
- 6.2 Ошибки зачистки проводов
- 6.3 Сварочные ошибки
- 7 Заключение
Что такое оптоволокно — краткие сведения
Сварка оптоволоконного кабеля — сложный процесс, для проведения которого нужно знать базовые сведения о конструкции оптоволокна. Поэтому мы сперва кратко рассмотрим вопрос того, что представляет собой этот материал и какими особенностями он обладает. Итак, оптическое волокно (ОВ) — это направляющий канал очень малого диаметра (обычно 125 микрометров), обладающий круглым сечением. Внутри канал является полым, а по нему может проходить электромагнитное излучение с минимальными потерями. Материал активно применяется для передачи сигнала в оптоволоконных линиях связи.
Поэтому мы сперва кратко рассмотрим вопрос того, что представляет собой этот материал и какими особенностями он обладает. Итак, оптическое волокно (ОВ) — это направляющий канал очень малого диаметра (обычно 125 микрометров), обладающий круглым сечением. Внутри канал является полым, а по нему может проходить электромагнитное излучение с минимальными потерями. Материал активно применяется для передачи сигнала в оптоволоконных линиях связи.
Для генерации сигнала обычно передается свет видимого или инфракрасного диапазона. Свет проходит по каналу под углом, однако за счет полного отражения он не искажается и не затухает. Для создания ОВ-сети применяется оптоволоконный кабель, который состоит из нескольких пучков-жил, в состав которых входит множество направляющих каналов (обычно несколько десятков). Также в состав ОВ-кабеля входят вспомогательные элементы, выполняющие дополнительные функции (защитные, экранирующие, придающие материалу механическую жесткость).
Конструкция оптического волокна
Примерная конструкция ОВ-кабеля выглядит так:
- Несущий трос. Трос делают стекла или упругого металлического сплава, который сверху покрывается тонким слоем лака. Трос выполняет вспомогательные функции — он собирает оптоволоконные и вспомогательные жилы вместе, а также обеспечивает их механическую упругость (чтобы они не сломались и не повредились).
- Двухслойное оптоволокно. Он обеспечивает передачу электромагнитного сигнала по трубкам на любые расстояния. Материал может собираться в пучки, которые часто покрываются цветным лаком. Цвет лака часто указывает на функцию той или иной жилы. Цвет не регулируется государственными правилами, поэтому о назначении той или иной жилы нужно читать в руководстве к материалу.
- Пластиковые трубки. Применяются для сбора оптоволоконных нитей в толстую жилу. В состав одной трубки может входить десятки и даже сотни оптоволоконных полос (на практике их обычно 32-128 штук). Изнутри стенки трубок покрываются гидрофобным гелем. Он обеспечивает отражение лучей свет внутрь материала (скажем, при повреждении кабеля). Также он защищает материал от посторонних сигналов (отталкивает газы и жидкости, которые могут попадать в трубку).
- Кевларовые, стальные защитные нити. Обладают прямоугольной формой и обеспечивают кабелю качественную защиту. Назначение этого слоя — защита материала от растяжения и деформации под действием внешних факторов. Скажем, на открытом воздухе часто есть сильный ветер, который может растягивать материал, что плохо повлияет на качество передачи сигнала. Благодаря металлическим и кевларовым нитям этого не происходит, а кабель сохраняет свою форму в течение длительного времени.
 Трос делают стекла или упругого металлического сплава, который сверху покрывается тонким слоем лака. Трос выполняет вспомогательные функции — он собирает оптоволоконные и вспомогательные жилы вместе, а также обеспечивает их механическую упругость (чтобы они не сломались и не повредились).
Трос делают стекла или упругого металлического сплава, который сверху покрывается тонким слоем лака. Трос выполняет вспомогательные функции — он собирает оптоволоконные и вспомогательные жилы вместе, а также обеспечивает их механическую упругость (чтобы они не сломались и не повредились). Также он защищает материал от посторонних сигналов (отталкивает газы и жидкости, которые могут попадать в трубку).
Также он защищает материал от посторонних сигналов (отталкивает газы и жидкости, которые могут попадать в трубку).Сигнал при прохождении через оптоволокно может затухать. В идеальных условиях это происходит только из-за естественного затухания, которое возникает из-за поглощения материалом электромагнитного излучения. На степень затухания влияют и другие факторы — наличие повреждений, острые изломы, деформированные участки, нетипичный температурный режим. В случае сбора качественной ОВ-сети степень затухания составляет 2-3 децибел на 1 километр (в случае применения света с длиной волны 0,8 микрометров). В случае длинной протяженной сети допускается использование более длинных волн — это уменьшит степень затухания волны, однако повысит расходы электричества.
В случае длинной протяженной сети допускается использование более длинных волн — это уменьшит степень затухания волны, однако повысит расходы электричества.
Особенности сварки оптоволокна
Для сварки ОВ применяется специальный сварочный аппарат, который способен соединить тонкие жилы в одну нить. Использование обычных сварочных аппаратов в данном случае категорические невозможно — ОВ-каналы обладают очень маленьким диаметром, поэтому применение обычного оборудования в данном случае невозможно. Аппарат для сварки оптоволокна имеет вид небольшой коробки, в которую с двух сторон вставляются края ОВ, а потом выполняется их соединение за счет точечного нагрева.
Сварочный аппарат работает в автоматическом режиме, а большинство операций он проводит без участия оператора. Для сварки понадобится дополнительное оборудование для сварки оптоволокна. Это стриппер, скалыватель (часто выходит в состав сварочной машины), емкость со спиртом (для протирки кабеля), салфетки без ворса, пакетик (для сбора поврежденных мусора или поврежденных оптических волокон), защитные гильзы КДЗС. При необходимости от этого оборудования можно отказаться, однако это снизит качество сварки.
При необходимости от этого оборудования можно отказаться, однако это снизит качество сварки.
Пошаговый алгоритм ОВ-сварки
Сварка оптоволокна выполняется так:
- Зачистите волокно от лака с помощью стриппера. Обмакните салфетку в спирт, зачистите поверхность материала (обратите внимание, что использовать салфетку повторно не рекомендуется).
- Аккуратно положите край ОВ в аппарат-скалыватель. Класть провод нужно в специальную канавку (линейка на устройства подскажет оптимальную длину). Потом нажмите специальную кнопку, чтобы выполнить скол.
- Достаньте обработанное волокно из скалывателя и поместите его на активную зону сварочного аппарата. Обратите внимание, что к обработанному краю нельзя прикасаться, его нельзя обрабатывать.
- Сколотые фрагменты обязательно соберите в отдельный пакет для сбора мусора. Для удобства утилизации фрагментов можно использовать изоленту или скотч.
- Обработайте второй ОВ-кабель аналогичным образом, положите его на сварочную зону. Наденьте на края защитную гильзу КДЗС, зафиксируйте конструкцию в сварочной зоне с помощью канавок-фиксаторов.
- Выполните запуск аппарата. Устройство автоматически выполнит дополнительную фиксацию, а также очистит края ОВ от частичек пыли и мусора с поверхности с помощью слабого электрического тока.
- Теперь сварочный аппарат сводит края друг с другом, а также проверяет качество сколов. Если все хорошо, то в активную зону посылается мощный электрический разряд, который сплавляет края, формирует прочное соединение.
- Сварочный аппарат тестирует качество полученного соединения и отправляет сигнал оператору. Также выполняется ряд тестов — на затухание, на прочность и другие.
- Оператор достает спайку из сварочного аппарата. Соединение почти готово — чтобы оно получилось прочным, нужно задвинуть КДЗС, поместить конструкцию в печку для сушки (там гильза расплавляется и зафиксирует края).
 Наденьте на края защитную гильзу КДЗС, зафиксируйте конструкцию в сварочной зоне с помощью канавок-фиксаторов.
Наденьте на края защитную гильзу КДЗС, зафиксируйте конструкцию в сварочной зоне с помощью канавок-фиксаторов.
Нужно ли покупать тестер для ОВ-сварки?
Для пайки купите тест-оборудование, которое покажет, насколько эффективной была сварка.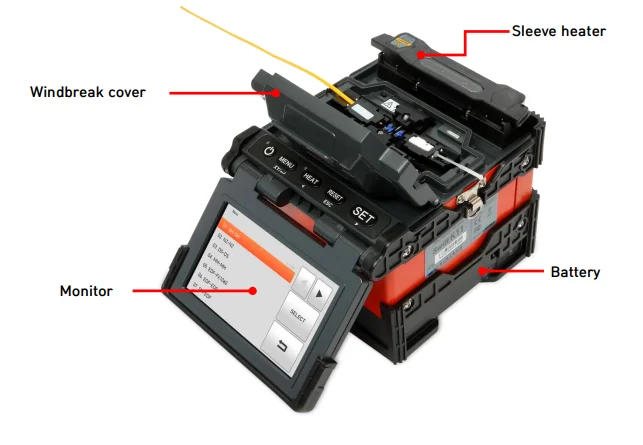 Примеры оборудования — рефлектометры, тестеры, мультиметры и другие. Новичкам следует покупать рефлектометры, поскольку это оборудование дешевое, эргономичное. Еще одно крупное преимущество, которым обладает прибор хорошая чувствительность к затуханию. По ГОСТ нормальным затуханием после сварки признается значение 0,05 децибел. Чувствительность рефлектометров составляет не более 0,01 дБ, поэтому это устройство без проблем определит некачественную сварку.
Примеры оборудования — рефлектометры, тестеры, мультиметры и другие. Новичкам следует покупать рефлектометры, поскольку это оборудование дешевое, эргономичное. Еще одно крупное преимущество, которым обладает прибор хорошая чувствительность к затуханию. По ГОСТ нормальным затуханием после сварки признается значение 0,05 децибел. Чувствительность рефлектометров составляет не более 0,01 дБ, поэтому это устройство без проблем определит некачественную сварку.
Рефлектометр выполняет следующие функции:
- Оценивает общее качество сварки, проверяет сеть на наличие мелких дефектов и повреждений.
- Оценивает качество связи при сборке системе, отслеживает все технические параметры сети с высокой точностью, достоверностью.
- Определяет степень затухания сигнала на линии. При обнаружении аномального отклонения (более 0,05 дБ) устройство найдет точку, где происходит наиболее интенсивное затухание.
Популярные ошибки при сварке оптоволокна
При сварке оптического волокна можно допустить много ошибок. Это приводит к проблемам — помехи при прохождении сигнала, появление задержек и даже полное исчезновение сигнала. Чтобы этого не произошло, сварщик должен обладать нужным опытом и квалификацией. Если к работе приступает новичок, то варить ОВ он должен под присмотром более опытного товарища, который сможет поправить или остановить его в нужный момент.
Это приводит к проблемам — помехи при прохождении сигнала, появление задержек и даже полное исчезновение сигнала. Чтобы этого не произошло, сварщик должен обладать нужным опытом и квалификацией. Если к работе приступает новичок, то варить ОВ он должен под присмотром более опытного товарища, который сможет поправить или остановить его в нужный момент.
Во время сварочных работ также нужно избегать ошибок, из-за которых могут появиться проблемы с сигналом. Примеры популярных ошибок — помутнение кабеля из-за нарушения правил его хранения, использование кустарно изготовленного стриппера, неправильное хранение сварочного аппарата и другие. В статье популярные ошибки будут рассмотрены и проанализированы, чтобы Вы не допускали их во время сварочных работ. Для удобства чтения и восприятия текста все ошибки будут разделены на несколько категорий.
Подготовительные ошибки
В эту группу попадают ошибки, которые возникают на подготовительном этапе перед проведением сварочных работ, а также на начальном этапе зачистки проводов. Перечислим их:
Перечислим их:
- Оставление кабеля под открытым небом на долгое время. Кабель под открытым небом нужно хранить в специальной защитной капе. Она минимизирует контакт края кабеля с окружающей средой. Если защитную капу не использовать, то проводные жилы могут впитать в себя влагу и химически активные вещества из окружающей среды. Если Вы все же забыли надеть капу, то перед монтажом/сваркой нужно отрезать от края 1 метр кабеля с каждого конца, чтобы избавиться от потенциально поврежденных жил.
- Применение некачественного стриппера. Инструмент должен пройти юстировку на заводе на финальном этапе изготовления. Юстировка помогает сделать стриппер точным, чтобы во время зачистки кабеля не оставались заусеницы и необработанные участки. Инструменты без юстировки обладают многими недостатками. Самая популярная проблема — при обработке не происходит аккуратного срезания внешнего покрытия, поэтому для удаления оболочки приходится часто двигать стриппером туда-сюда. Из-за это повреждается кабель и снижается качество зачистки.
- Зачистка жил кабеля с помощью стриппера под прямым углом. Подобный способ зачистки является неправильным, поскольку в таком случае легко повреждаются жилы, что может сделать кабельную сеть неработоспособной. Если зачистка выполняется при отрицательных температурах (скажем, зимой), то зачистка под прямым углом может привести к полному слому кабеля.
- При удалении лакового покрытия частички лака остаются на стриппере. Во время зачистки такие частички нужно сразу же удалять с поверхности стриппера. Если этого не сделать, то при зачистке на кабеле могут образовываться микротрещины, из-за которых будет ухудшаться качество сварки. В случае маленьких трещин сигнал по сварному кабелю будет проходить с большими искажениями и задержками. При образовании больших трещин сварная конструкция и вовсе может рассыпаться во время сварки.
- Применение стриппера не по назначению (скажем, для обработки обычного пластика). По техническому регламенту инструмент-стриппер используется только для одной цели — обработка, удаление тонких оптоволоконных жил диаметров до 125 микрометров. Если использовать инструмент для зачистки более толстых объектов (скажем, пластик или металл), то острые части стриппера быстро затупятся, а сам инструмент станет бесполезным.

 Если использовать инструмент для зачистки более толстых объектов (скажем, пластик или металл), то острые части стриппера быстро затупятся, а сам инструмент станет бесполезным.
Если использовать инструмент для зачистки более толстых объектов (скажем, пластик или металл), то острые части стриппера быстро затупятся, а сам инструмент станет бесполезным.Ошибки зачистки проводов
Ошибки можно также допустить и при обработке проводов для сварки:
- Использование грязных салфеток для протирки жил. Перед сваркой многие люди протирают жилы с помощью маленьких чистых салфеток, которые снимают остатки грязи и мусора с поверхности провода. Это правильный подход — так увеличивается качество сварочных работ, что делает соединение более прочным. Однако для протирки каждой новой жилы нужно использовать новую салфетку, чтобы старый мусор не попадал на новые чистые жилы.
- Вы зачистили жилу, но прикоснулись к ней после зачистки. Это крупная ошибка, поскольку частички пыли плохо повлияют на качество сварного шва. Если Вы все же прикоснулись, то можно протереть провод чистой салфеткой, чтобы сделать его чистым. Если на жилу что-то капнуло, то рекомендуется срезать этот фрагмент и выполнить зачистку заново (использование салфетки будет малоэффективным, поэтому лучше удалить грязный фрагмент, чтобы не рисковать).
- Срезание поврежденных фрагментов с помощью ручных инструментов. Еще одна популярная ошибка, которую часто допускают сварщики-новички. Срез нужно делать с помощью устройства-срезателя, который обычно входит в состав сварочного агрегата. Для среза нужно поместить провод в устройство и закрыть срезатель до щелчка (в результате должен получиться цилиндрический ровный срез без углов или сколов). На старых сварочных инструментах срезатель может отсутствовать — тогда его нужно купить и использовать отдельно.
- Не выполняется отдельный сбор срезанных кусочков. Срезанные фрагменты оптоволокна могут обладать маленькими размерами (размером с мизинец или даже меньше). Все эти фрагменты нужно собрать и положить в специальных мешочек (сейчас такие мешочки часто продаются вместе с оптоволокном или сварочными устройствами). Почему это так важно? Дело в том, что оптоволокно обладает очень высокой прочностью. Если человек случайно наступит на фрагмент провода, то он может загнать его к себе под кожу или сильно пораниться.
- Зачистка оптоволокна после скалывания или его дальнейшее использование. Остатки волокна следует обязательно утилизировать. Поскольку жилы могут вступать в контакт с химически активными веществами из окружающей среды (это может быть вода, атмосферный воздух и так далее). Поэтому не дальнейшее использование материалов не допускается (запрещается также протирание спиртом, дополнительная обработка и так далее).


Сварочные ошибки
Новички могут не знать технические особенности оптоволокна, поэтому при сварке они часто допускают следующие ошибки:
- Открытие сварочного аппарата перед зачисткой. Сварочные устройства обычно продаются со специальным кожухом, который защищает его от мусора, механических повреждений и мусора. Новички-сварщики часто снимают кожух сразу же после доставки оборудования на участок, где будет проводится сварка. Это большая ошибка — если зачищать провода над разобранным аппаратом, то частички мусора могут попасть в аппарат, что снизит качество обработки либо полностью выведет его из строя.
- Игнорирование КДЗС. Комплект динамической защиты соединения (КДЗС) представляет собой две полые трубочки, внутри которых располагается штифт, выполненный из стали. Это устройство помогает зафиксировать жилу, что положительно скажется на качестве сварки. Монтировать КДЗС нужно аккуратно, чтобы жилы попали точно в металлическую жилу.
- КДЗС не покрывает полностью зачищенное волокно. При таком сценарии жесткость соединения будет низкой. Последствия печальны — деформирование сварного соединения, что приведет к снижению уровня сигнала, ухудшению качества передачи. Особенно это критично в случае работы с большими сетями, к которым подключено множество автономных абонентов.
- Полное доверие сварочному оборудованию. В случае долгого использования сварочного аппарата устройство может начать показывать неточные данные. Поэтому для контроля рекомендуется также купить рефлектометр, с помощью которого можно повысить точность сварки. Использование рефлектометра минимизирует риск высокого затухания сигнала, поскольку он позволяет получить точную картинку вокруг оптического волокна.
- Удаление неостывшей муфты из активной зоны сварки. Подобная операция часто выполняется новичками, поскольку она является практичной и удобной. С ее помощью можно ускорить обработку, а жилы в данном ситуации не переплетаются. Особенно критична такая ошибка, если муфта кладется на ложемент. Из-за этого деформируются стенки жилы (высокая температура делает ее гибкой). Получившаяся сварная конструкция будет некачественной, а качество передаваемого сигнала будет низким.


Заключение
Подведем итоги. Оптоволоконный кабель — сложная конструкция, главным элементом которой являются ОВ-каналы, передающие электромагнитное излучение. Сварка оптоволоконного кабеля осуществляется в несколько этапов специальным аппаратом для сварки оптоволокна. Он имеет вид небольшой коробочки, которая работает преимущественно в автоматическом режиме. Сварочный аппарат выполняет следующие функции — сводит края, выполняет точечную сварку, оценивает качество работ. Перед сваркой следует выполнить зачистку материала с помощью стриппера и скалывателя. По завершении конструкцию следует поместить в печь для расплавления КДЗС-гильзы.
По завершении конструкцию следует поместить в печь для расплавления КДЗС-гильзы.
Используемая литература и источники:
- Статья на Википедии
- Листвин А. В., Листвин В. Н., Швырков Д. В. Оптические волокна для линий связи. — М.: ЛЕСАРарт, 2003.
- Волоконно-оптические датчики / Под ред. Э. Удда. — М.: Техносфера, 2008.
- Hecht, Jeff. City of Light, The Story of Fiber Optics. — New York: Oxford University Press, 1999.
Сварка оптоволокна, аппарат для сварки ВОЛС
0
Опубликовано: 03.06.2017
Благодаря изобретению оптоволоконного кабеля данные передаются практически мгновенно. Для прокладки ВОЛС от потребителя до передающего оборудования необходимо высокоэффективное соединение кабеля. Производится этот процесс посредством сварки оптоволокна.
Производится этот процесс посредством сварки оптоволокна.
Оглавление:
- Оптоволоконный кабель: виды и состав
- Инструменты для разделки кабеля
- Технология проведения сварочных работ
- Последовательность операций при сварке линий связи
- Оборудование для сварки оптоволокна
- Критерии выбора и грамотная эксплуатация оборудования
Оптоволоконный кабель: виды и состав
Прежде чем разбирать инструкцию по сварке кабеля, рассмотрим, что такое оптический кабель. ВОЛС – это волоконно-оптические линии связи, которые разделяют по категориям.
- Конструкционные особенности: могут состоять из оболочки с трубными модулями или многослойного соединения и двухуровневой защиты.
- Место применения: наружное или внутреннее. Учитывая высокую стоимость оптического кабеля, внутренняя прокладка оптоволоконной линии связи применяется крайне редко, только в случаях необходимости высокоскоростной, целостной и точной передачи данных.
- Условия прокладки кабеля: подвесные, грунтовые, канализационные, под водой, подвешиваемые на столбы электропередачи. Наиболее часто в обиходе встречаются подвесные, грунтовые и канализационные кабели. Реже применяют патч-корды, с тросиками и гофроброней.

Инструменты для разделки кабеля
Расшить кабель можно при помощи специального набора инструментов кабельщика-спайщика. В состав такого чемодана входят:
- стрипперы;
- отвертки;
- плоскогубцы;
- бокорезы;
- тросокусы;
- ножи.
Технология проведения сварочных работ
Принцип сварки заключается в разогреве проводящих нитей до плавкого состояния при помощи аппарата, который воздействует на них электрической дугой. Важным и трудоемким процессом является тщательная подгонка двух соединительных элементов. Ведь если неверно совместить волокна, проводная способность кабеля снизится, что приведет к потере передачи данных.
Сварка оптоволокна заключается в расплавлении тончайшего оптического волокна и его соединения при помощи электродуги.
 Весь процесс производится на специальном сварочном аппарате для ВОЛС.
Весь процесс производится на специальном сварочном аппарате для ВОЛС.Последовательность операций при сварке линий связи
- Расшивается кабель от защитной оболочки, распускаются оптические волокна. Производить эту операцию следует крайне осторожно, так как оптоволокно очень хрупкое.
- Волокна очищают от влагозащитного покрытия.
- На волокно насаживают насадку КДЗС, состоящую из термоусадочной трубы и стержня усиления.
- Кончики стекловолокна очищают от защитного геля и обезжиривают спиртом.
- Зачищенные волокна складывают в прецизионный скалыватель перпендикулярно оси волокна и производят очень ровный скол. Отклонения более чем на 1,5° недопустимы.
- Подготовленные стекловолокна укладываются в V-образный зажим аппарата.
- Под микроскопом очень точно совмещают два волокна при помощи манипулятора. В современных моделях этот процесс производится автоматически.
- Электрическая дуга разогревает сколы волокон до термоплавкого состояния. С помощью держателя микродоводки совмещаются торцы двух волокон и зажимаются в одно.
- Аппарат проверяет качество сварки на прочность и проводит оценку.
- Мастер устанавливает на место сварки комплект защиты и перемещает этот участок в теплокамеру для термоусадки оболочки.
 В современных моделях этот процесс производится автоматически.
В современных моделях этот процесс производится автоматически.Оборудование для сварки оптоволокна
Выбор сварочного аппарата для ВОЛС сводится к определению типа сварки:
- ручной;
- полуавтоматической;
- автоматической.
Аппараты ручного типа не позволяют качественно и быстро произвести работы по соединению кабелей. Трудоемкий процесс сведения контролируется под микроскопом.
На смену ему пришло полуавтоматическое оборудование. Вся работа производится под микроскопом, и оператор может оценить качество автоматического соединения места сварки. Такое устройство значительно экономит время мастера.
Вся работа производится под микроскопом, и оператор может оценить качество автоматического соединения места сварки. Такое устройство значительно экономит время мастера.
Отрицательная характеристика прибора – не свариваются оптические шнуры. Эта часть работы выполняется мастером вручную.
Полностью автоматизированный прибор появился на рынке недавно. Он позволяет значительно экономить время оператора. Встроенный микроскоп позволяет мастеру контролировать процесс варки. Минус современных моделей – высокая цена.
Критерии выбора и грамотная эксплуатация оборудования
Определившись с целью применения аппарата, можно перейти к оценке оборудования по параметрам:
- типы волокна для сварки;
- время сварки и количество возможных соединений нитей;
- срединная центровка или по V-канавкам;
- комплектация;
- цена – дешевые модели могут иметь низкий потенциал или некачественный шов сварки.
 youtube.com/embed/bHTemM—Bak?feature=oembed&wmode=opaque» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/bHTemM—Bak?feature=oembed&wmode=opaque» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»> Каждый этап работы на устройстве требует от оператора навыков работы на сварочном аппарате оптоволоконного кабеля.
Сергей Одинцов
tweet
Комплект сварочного аппарата 90S+ для выравнивания ядра Технология активного управления Fusion1. Активный контроль сварки по условию скола
Одной из основных причин больших потерь при стыке является плохое качество скола. Аппарат для сварки 90S+ анализирует состояние торцов левого и правого скола и выполняет оптимальный контроль сварки. Эта новая технология значительно уменьшает потери при сращивании и снижает риск повторной установки.
Потери при сварке с большим углом скола: 3 <θ< 5 градусов
*Результат сварки G. 652, измеренный с помощью метода Cut-Back. Результат сварки меняется в зависимости от типа и характеристик волокна.
652, измеренный с помощью метода Cut-Back. Результат сварки меняется в зависимости от типа и характеристик волокна.
2. Управление Active Fusion по яркости волокна
На Fusion легко влияют изменения в окружающей среде.
Сварочный аппарат 90S+ использует управление параметрами сварки в реальном времени, анализируя интенсивность яркости волокна во время сварки. Это способствует стабильным, уменьшенным потерям при сварке.
3. Управление Active Fusion путем различения волокна
Соответствующие параметры сварки могут различаться в зависимости от типа волокна. Сварочный аппарат 90S+ автоматически применяет оптимальные параметры сварки в зависимости от типа волокна.
Левый:G.652-Правый:G.651
Левый:G.652-Правый:G.657
Технология управления активными блейд-серверами 1. Активное вращение отвала с помощью двигателя
9Сварочный аппарат 0S+ и скалыватель волокон CT50 поддерживают беспроводную передачу данных. Эта возможность позволяет автоматически поворачивать лезвие скалывателя, когда сварочный аппарат 90S+ определяет, что лезвие изношено. Сварочный аппарат 90S+ может одновременно подключаться к двум CT50.
Эта возможность позволяет автоматически поворачивать лезвие скалывателя, когда сварочный аппарат 90S+ определяет, что лезвие изношено. Сварочный аппарат 90S+ может одновременно подключаться к двум CT50.
2. Активное управление сроком службы лезвия
Сварочный аппарат 90S+ отображает оставшийся срок службы лезвия и информирует пользователя о необходимости изменения высоты, положения или нового лезвия.
Улучшенное качество сварки На приведенных ниже графиках показано количество сколов на горизонтальной линии с частотой большого угла скола, плохой формы скола и полного отсутствия скола. Когда частота большого угла скола увеличивается, технология активного управления лезвиями может определить точку увеличения отношения и автоматически изменить положение лезвия. Технология Active Blade Management значительно снижает частоту возникновения больших углов скола, но даже когда это происходит, технология Active Fusion Control может уменьшить высокие потери при сварке за счет точного управления сваркой.
Сварочный аппарат 90S+ может свести к минимуму возникновение высоких потерь при сварке и способствовать снижению риска повторной установки за счет совместного использования этих двух ключевых технологий.
Сокращение времени работы1. Автоматические ветрозащитные экраны
Более быстрые автоматические функции сварочного аппарата 90S+ сокращают время установки. С помощью этого сварочного аппарата оператор может выполнить весь процесс сварки от сварки до нагрева, не касаясь 90S+ и только перемещение волокна.
Ветрозащита с автоматическим открытием-закрытием
2. Сокращение времени работы
Форма зажима оболочки оптимизирована для защитных рукавов длиной 60 мм. Длина от места соединения до края зажима оболочки составляет 30 мм. Таким образом, защитную гильзу легко отцентрировать по месту соединения, ориентируясь пальцами на точку соединения.
Легкое центрирование
Автоматический зажим нагревателя
3. Зажим для фиксации волокна
Зажим для фиксации волокна
Зажимы для фиксации волокна поддерживают автоматизированные операции. Когда зажимы оболочки открываются автоматически после сварки, удерживающие зажимы волокна мягко удерживают сваренное волокно, не давая ему вылететь. Удерживающие зажимы освобождаются, когда оператор поднимает волокно.
Зажимы для удержания волокна
4. Сокращение времени работы
Эти функции позволяют сварочному аппарату 90S+ сократить время работы на 50% по сравнению с предыдущей моделью.
Удобный для пользователя1. Кейс для переноски
Кейс для переноски сварочного аппарата 90S+ можно использовать несколькими способами. Сварочный аппарат 90S+ готов к использованию, просто открыв корпус, но также можно использовать сварочный аппарат 90S+ поверх переносного футляра или только с рабочим лотком в зависимости от рабочей среды.
2. Рабочий лоток
Рабочий лоток
Рабочий лоток выполняет множество функций. Есть два ящика для хранения, и ящики достаточно большие, чтобы хранить инструменты или аккумуляторы. Кроме того, рабочий лоток можно разделить на две части, чтобы он соответствовал вашему рабочему пространству.
3. Совместимость со свободными трубками
Зажим оболочки сварочного аппарата 90S+ совместим со свободными трубками. Выступающая часть зажима оболочки для незакрепленного волокна трубки входит в зацепление или втягивается, просто изменяя положение переключателя пальцем.
4. Безинструментальные электроды и подсветка
Электроды для сварочных аппаратов 90S+ поставляются в сборе, включая крепежный винт. Вы можете вращать винт вручную без инструментов, что позволяет легко заменить электрод.
Прозрачные крышки электродов обеспечивают более широкое освещение V-образной канавки. Поскольку зажим оболочки открывается на противоположной стороне осветительной лампы, область зажима оболочки освещается без тени.
Широкий диапазон освещенности
Что такое волоконно-оптический сварочный аппарат?
Быть сварщиком оптоволокна сегодня становится все более распространенным явлением в связи с появлением оптоволокна в настоящее время. Как специалист по сварке оптоволокна, вы будете собирать, сращивать и полировать терминаторы оптоволокна, соблюдая при этом стандарты производительности.
Вы можете получать среднюю годовую зарплату в размере 51 183 долларов США в качестве сварщика волоконно-оптических кабелей. Кроме того, темп роста числа рабочих мест составляет 4%, что является хорошим началом. У вас также есть шанс продолжить свою карьеру в течение многих лет, когда вы начинаете в качестве сварщика оптоволокна. Вы можете быть техником, руководителем группы, менеджером магазина и региональным менеджером.
Чтобы лучше начать работу, хорошо, что вы знаете, какие навыки большинство соискателей оптоволоконной сварки включают в свои резюме. Некоторые из навыков и знаний включают ручные инструменты, OSP, Otdr, автоковш и оптоволокно. Так что лучше, если вы знаете эти вещи и разбираетесь в этих аспектах. Таким образом, у вас будет больше преимуществ перед конкурентами.
Так что лучше, если вы знаете эти вещи и разбираетесь в этих аспектах. Таким образом, у вас будет больше преимуществ перед конкурентами.
Чем занимается сварщик оптоволокна
Многие сварщики оптоволокна обладают определенными навыками для выполнения своих обязанностей. Просматривая резюме, мы смогли сузить наиболее распространенные навыки для человека на этой должности. Мы обнаружили, что во многих резюме указаны физическая сила, технические навыки и цветовое зрение.
Как стать специалистом по сращиванию волоконно-оптических кабелей
Если вы хотите стать специалистом по сращиванию волоконно-оптических кабелей, первое, на что следует обратить внимание, — это уровень образования, который вам необходим. Мы определили, что 23,8% сварщиков оптоволокна имеют степень бакалавра. Что касается уровня высшего образования, мы обнаружили, что 4,2% специалистов по сварке волоконно-оптических кабелей имеют степень магистра. Несмотря на то, что некоторые сварщики волоконно-оптических кабелей имеют высшее образование, им можно стать только со степенью средней школы или GED.
Лучшие вакансии специалиста по сварке волоконно-оптических кабелей рядом с вами
Карьерный рост специалиста по сварке волоконно-оптических кабелей
По мере вашего продвижения по карьерной лестнице вы можете начать брать на себя больше обязанностей или заметить, что вы взяли на себя на руководящую роль. Используя нашу карту карьеры, сварщик оптоволокна может определить свои карьерные цели в процессе карьерного роста. Например, они могут начать с такой роли, как техник, перейти к такой должности, как руководитель группы, а затем, в конечном итоге, стать менеджером области.
Fiber Optic Splicer
TechnicianTeam LeaderStore ManagerArea Manager
7 Years
TechnicianTeam LeaderManagerService Manager
6 Years
TechnicianTeam LeaderOperations ManagerSenior Operations Manager
9 Years
ForemanSuperintendentProject Superintendent
10 Years
ForemanSupervisorСуперинтендант
8 лет
Прораб Супервайзер СуперинтендантРуководитель строительства
9 лет
Покажите больше
Top Careers перед оптоволоконным оптическим сплайдером
Оптоволоконной техник (103 364 рабочих мест)
13,7 %
Техник (596 842 рабочих мест)
. 10,2 %
10,2 %
Установка (30,303 рабочих мест)
. 10,2 %
(30,303 рабочих мест)
. 10,2 %
(30,303 рабочи Карьера после сварки оптоволокна
Техник по оптоволокну (103 364 рабочих места)
Техник (596 842 рабочих места)
Электрик (17 245 рабочих мест)
Сплайсеры оптоволокна в Америке получают среднюю зарплату 44 077 долларов в год или 21 доллар в год. Верхние 10 процентов зарабатывают более 67 000 долларов в год, а нижние 10 процентов — менее 28 000 долларов в год.
Средняя заработная плата с сплаемой оптоволоконной оптимией
$ 44 077 годовой
$ 21,19 часовые
$ 28 000
10 %
$ 44 000
Median
$ 670007
9000
.
Обучение сварщику оптических волокон
Специальность сварщику оптоволокна
Бизнес
12,9 %
Технология электротехники
11,2 %
Электротехника 9 0,00027
7 11,2 %0200 Степени специалиста по сварке волоконно-оптических кабелей
Диплом о среднем образовании
32,1 %
Бакалавриат
23,8 %
Ассоциированный специалист
23,2 % резюме, как вы хотите, так как это важно, так что навыки
быть точным изображением того, что вы можете сделать. К счастью, мы нашли все навыки, которые вам понадобятся, поэтому, даже если у вас их еще нет, вы знаете, над чем вам нужно поработать. Из всех резюме, которые мы просмотрели, 24,2% сварщиков волоконно-оптических кабелей указали в своем резюме ручные инструменты, но также важны социальные навыки, такие как физическая сила и технические навыки.
К счастью, мы нашли все навыки, которые вам понадобятся, поэтому, даже если у вас их еще нет, вы знаете, над чем вам нужно поработать. Из всех резюме, которые мы просмотрели, 24,2% сварщиков волоконно-оптических кабелей указали в своем резюме ручные инструменты, но также важны социальные навыки, такие как физическая сила и технические навыки.
- Ручные инструменты, 24,2%
- волоконно -оптическая, 17,7%
- OTDR, 15,4%
- Bucket Truck, 7,3%
- ESP, 6,0%
- , 29,4%
- ESP, 6,0%
- . Шаблоны резюме для сварщиков оптических волокон
Zippia позволяет вам выбирать из различных простых в использовании шаблонов для сварщиков оптических волокон и дает советы экспертов. Используя шаблоны, вы можете быть уверены, что структура и формат вашего резюме специалиста по сварке оптоволокна будут на высшем уровне. Выберите шаблон с цветами, шрифтами и размерами текста, которые подходят для вашей отрасли.
Демографические данные специалистов по сварке оптоволокна
Гендерное распределение специалистов по сварке оптоволокна
Женский
После обширных исследований и анализа команда Zippia по обработке данных обнаружила, что: люди.

- Самая распространенная раса/этническая принадлежность среди специалистов по сварке волоконно-оптических кабелей — белые, что составляет 65,5% всех специалистов по сварке волоконно-оптических сетей.
- Наиболее распространенным иностранным языком среди специалистов по сварке оптоволокна является испанский (50,0%).
Онлайн-курсы для сварочных аппаратов, которые могут вам понравиться
Раскрытие информации о рекламе Курсы, перечисленные ниже, являются партнерскими ссылками. Это означает, что если вы нажмете на ссылку и купите курс, мы можем получить комиссию.
Введение в волоконно-оптические кабели
Добро пожаловать! Этот курс предназначен для того, чтобы дать вам хорошее представление о волоконной оптике и передаче данных по оптоволокну…0002 Этот курс будет направлен на то, чтобы познакомить студентов с основами оптоволоконных коммуникаций, которые составляют основу Интернета. Курс начнется с повторения работы ключевых компонентов, необходимых для эффективной системы оптоволоконной связи, а затем покажет, как эти компоненты взаимодействуют на системном уровне. Наконец, курс завершится перспективой будущих исследований по расширению возможностей этих сетей для более высокой пропускной способности и квантовой защиты…
Наконец, курс завершится перспективой будущих исследований по расширению возможностей этих сетей для более высокой пропускной способности и квантовой защиты…
Подробнее о edX
Курс электронного обучения по инновационным бизнес-моделям для расширения оптоволоконных сетей и закрытия пробелов в доступе
Шесть модулей курса предоставляют участнику обзор контекста, используемой методологии и технологий и бизнес-модели, рассмотренные в рамках отчета «Инновационные бизнес-модели для расширения оптоволоконных сетей и устранения разрыва в доступе». В первом модуле представлена справочная информация и контекст о важности расширения инфраструктуры широкополосного доступа в Интернет, а также представлена методология, использованная для оценки 70 проектов в отчете. Второй модуль обеспечивает…
Просмотреть подробности на edX
Показать больше курсов по сварке волоконно-оптических кабелейТип работы, которую вы хотите
Полная занятость
Неполный рабочий день
Стажировка
Временная работа
Как сварщики оптических волокон оценивают свою работу?
Сварщик оптоволоконных кабелей • Февраль 2020 г.
Что вам больше всего нравится в работе сварщиком оптоволоконных кабелей?
Устранение неполадок, установка и установка оптоволоконных кабелей и систем Показать большеЧто вам НЕ нравится?
Неблагоприятные погодные условия. Показать большеВы работаете сварщиком оптоволокна?
Оцените, как вам нравится работать сварщиком оптоволокна. Это анонимно и займет всего минуту.
ТОП-оптоволоконно-оптические работодатели
Видео с сплавщиком оптоволоконного оптима
Fusion Spillers: Fujikura FSM-60s [Операция сплайсинга]
. Рынки и услуги Fujikura splicers – мировой лидер в производстве оборудования для сварки.
Превосходная технология, проверенная надежность и исключительное обслуживание делают Fujikura мировым лидером в области продукции для сварки плавлением
Компания AFL с гордостью поставляет и обслуживает первоклассную линейку продукции для сварки, предлагаемую в Северной Америке – решения Fujikura для сварки. Новаторский дух Fujikura и пристальное внимание к исключительному качеству за последние три десятилетия сделали Fujikura лидером в области технологии сварки плавлением и ценности продукта.
Новаторский дух Fujikura и пристальное внимание к исключительному качеству за последние три десятилетия сделали Fujikura лидером в области технологии сварки плавлением и ценности продукта.
Начиная с 1984 года Fujikura представила технологию сращивания выравнивания профиля (PAS), которая быстро стала предпочтительной в отрасли методологией выравнивания. В 1988 году Fujikura представила первый ленточный сварочный аппарат, а затем расширила ассортимент своей продукции, разработав первый ленточный сварочный аппарат на 24 волокна. Системы видеонаблюдения с двумя осями, технология автоматической калибровки дуги и сварочные аппараты повышенной прочности, обеспечивающие устойчивость к ударам, дождю и пыли, дополняют линейку Fujikura — все это делает сварочные аппараты Fujikura мировым лидером в технологии сварки.
Узнайте больше о наших продуктах:
- Решения для сращивания в полевых условиях
- Специальные решения для сварки Fusion
- Специальные оптоволоконные компоненты и услуги
Вам нужна помощь в выборе полевого сварочного аппарата, устройства для повторного нанесения покрытия, специального сварочного аппарата или скалывателя?
Мы создали простые в использовании инструменты, чтобы помочь. Перейдите по соответствующей ссылке ниже и ответьте на несколько быстрых вопросов, чтобы выбрать идеальное для вас оборудование.
Перейдите по соответствующей ссылке ниже и ответьте на несколько быстрых вопросов, чтобы выбрать идеальное для вас оборудование.
- Инструмент выбора монтажного устройства (французский | испанский)
- Инструмент выбора устройства для повторного нанесения покрытия
- Специализированный инструмент для выбора соединений
- Инструмент выбора скалывателя
Служба поддержки клиентов
AFL также может предоставить индивидуальные инженерные услуги для специальных приложений для сращивания или подготовки волокна. Эти услуги могут включать разработку индивидуального оборудования или программного обеспечения, а также консультации по усовершенствованию процессов. Услуги могут также включать расширенное обучение сварочных аппаратов и договоры на техническое обслуживание. Кроме того, если вам нужен новый оптический компонент и/или требуется критическое сращивание, AFL может изготовить сплайсированные компоненты, в том числе сращивание разнородных волокон, шариковые линзы, конусы, ТЭО, объединители и многофакторные ответвления, чтобы ускорить выход на рынок.
Техническое обслуживание и техническая поддержка
Сплайсинг сплайсинга
Оборудование для сплайсинга сплайсинга сплайсинга
Узнайте больше
Специальное оборудование для сплайсинга сплайсинга
Узнайте больше
Специальные оптоволоконные компоненты и услуги
.
СОПУТСТВУЮЩИЕ ПРОДУКТЫ
Оптический заземляющий провод AlumaCore (OPGW)
Оптический заземляющий провод CentraCore (OPGW)
Оптический заземляющий провод HexaCore (OPGW)
Металлический антенный самонесущий кабель (MASS)
Волоконно-оптический кабель Flex-Span® ADSS
Стандартный оптоволоконный кабель ADSS Access™
7 Накладка
High Voltage SkyWrap®
SkyWrap®
Подъемная труба серии QE, внутренняя/наружная, разветвленный кабель MicroCore®, сертифицированный CPR Сертифицировано
Кабель MicroCore® Ruggedized (CPR)
MicroCore® 2.
0 Base-8MicroCore® 2.0 Base-12 (CPR)
 0 Base-8
0 Base-8Свяжитесь с нами и запросите предложение.
Свяжитесь с нами
Выберите рынок*HyperscaleIndustrial/Medical/Oil & GasNetwork/Data Center/Campus/BroadcastTelco/MSO/RBOCUtility/IOU/Coop
Select Country*AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamas, TheBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurmaBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo, Democratic Republic of theCongo, Republic of theCook IslandsCosta RicaCote d’IvoireCroatiaCubaCuracaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands MalvinasFaroe IslandsFijiFinlandFranceFrance MetropolitanFrench GuianaFrench ПолинезияФранцузские южные и антарктические землиГабонГамбия-Сектор ГазаГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГвинеяГайанаХай tiHeard Island and McDonald IslandsHoly See Vatican CityHondurasHong KongHungaryIcelandIndiaIndonesiaIran Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, NorthKorea, SouthKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorwayOmanPakistanPalauPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarReunionRomaniaRussiaRwandaSaint BarthelemySaint Helena, Ascension, and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the ГренадиныСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСенегалСербияСейшелыСьерра-ЛеонеSin gaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSudanSurinameSvalbardSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimorTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuelaVietnamVirgin Islands, BritishVirgin Islands, U.