как и чем проводится, особенности процесса, плюсы и минусы
Для того, чтобы соединять конструкции из полимерных материалов (например, полипропиленовые), используется ультразвуковая сварка пластмасс.
Этот метод уменьшает расходы, увеличивает эффективность и улучшает качество готового изделия, поэтому так обширно применяется в промышленности.
Эта статья написана в помощь тем, кто решил узнать о сварке ультразвуком пластмасс и ряде моментов, связанных с ней (оборудование, достоинства, недостатки).
Содержание статьиПоказать
Как это работает?
Что такое ультразвуковая сварка пластмасс? Если по-простому, это процесс, в котором происходит превращение механических колебаний, созданных специальным оборудованием, в тепло, энергия которого образует сварочный шов.
В процессе ультразвукового сваривания пластмасс можно выделить 2 этапа: соединения деталей и образования шва.
Первый этап представляет собой воздействие на детали на молекулярном уровне: тепло, сформировавшееся в результате трансформации механической энергии, точечно фокусируется в месте будущего скрепления материалов.
Происходит увеличение показателя движения молекул пластмассы. Из-за этого начинается оплавление и соединение элементов конструкции. Второй этап представляет собой остывание мест сварки пластмассы и формирование крепкого шва.
Так вкратце можно описать принцип работы этого метода. Подробнее этот материал приводится в следующем разделе.
Как образуется шов?

Работа с металлом не похожа на сварку ультразвуком. Для второй не понадобятся привычные по работе с металлом расходные материалы (проволока, стержни электродов и пр.) и высокое температурное воздействие.
Зато потребуются механическое влияние на место формирования шва и энергия ультразвуковых колебаний.
Образование колебаний начинается с подсоединения генератора к ультразвуковому сварочному аппарату для пластмассы. Преобразователь трансформирует колебания одного вида в другие (ультразвуковые в механические).
Следом происходит подключение колеблющегося параллельно будущем шву волновода.
Он позволяет локально сфокусировать энергию в конкретной точке и создаёт два типа давлений: статическое и динамическое. Они приложены к детали под углом в 90°, и у каждого из них своя роль.
Первое отвечает за получение прочного шва, а второе — за достижение уровня температуры, оптимальной для работы с разными типами пластика и пластмасс.
Технически, возможности этого метода позволяют скреплять пластмассу с деталями различного состава, главное условие — чтобы материал выдерживал воздействие ультразвука.
В теории возможно соединение пластмассы с металлом, несмотря на разницу их температур плавления.
Характеристики оборудования

Перед работой рекомендуется изучить характеристики оборудования и те показатели, которые поддаются регулированию.
В соответствии с тем, какие параметры Вам нужны, Вы можете изменять следующие значения:
- Давление ультразвуковой сварки (оно же статистическое).
- Длительность импульса.
- Давление волновода на материал.
- Количество колебаний в единицу времени (частота).
- Размах колебаний торца волновода.
- Дополнительные: температурный режим прогрева материала, параметры, зависящие от характеристик самих деталей (например, размера и/или формы) и прочее.
Параметры из пунктов 1-5 связаны друг с другом. Более того, от них зависит скорость ультразвуковой сварки, её время, прочность и качество готового шва.
Параметры оборудования для сваривания пластмасс ультразвуком коррелируют с составом материала и видом предполагаемого шва. Они индивидуальны для каждого случая. Набор различных параметров представляет собой так называемый режим сварки.
В промышленности он устанавливается на основании проведения набора специальных исследований.
Они проходят следующим образом: в лабораторных условиях мастера осуществляют сварку различных конструкций и определяют характеристики образовавшегося шва.
К исследуемым параметрам относятся: прочность соединения, его надёжность и герметичность. Очевидно, что сварщикам, которые используют подобный метод в домашних условиях, такие исследования ни к чему.
Однако можно провести тестирование в минимальном объёме, потренировавшись перед началом работ на ненужных деталях. На собственном опыте оптимальный режим сварки пластмасс ультразвуком подбирается гораздо увереннее.
Категории сварки
Известно несколько вариантов классификаций сварки пластмасс ультразвуком. Каждая из них включает несколько пунктов. Ниже приведены наиболее популярные.
- Классификация по подаче энергии:
- Односторонняя (применяется для соединения толстостенных конструкций).
- Двусторонняя (оптимальна для тонкостенных деталей, но требует добавочного охлаждения).
- Классификация по передвижению волновода:
- Непрерывное (скорость движения волновода не изменяется со временем).
- Прерывное (движения с заранее известными временными промежутками).
- Классификация по движению вдоль шва:
- Ручное (сила, направляющая аппарат, сосредоточена в руках мастера).
- Механическое (сварочный аппарат перемещается вдоль шва автоматически, по ранее сформированным параметрам. Менее сфокусированный, чем ручной, но даёт возможность поменять направление сварного соединения).
- Классификация по типу сварки:
- Контактная (шов формируется по уложенным внахлёст конструкциям. Подходит для деталей толщиной 2 миллиметра и меньше).
- Передаточная (формирование механических колебаний проводится в установленные точки на деталях в таких количествах, чтобы гарантировать равномерное распространение волны ультразвука и, как следствие, прочность и качество соединения. Используется при сварке деталей толще 2 миллиметров, пластмасс с акустическими свойствами, мягких пластмасс, которые предварительно замораживаются, а также для выполнения стыковых швов у изделий из поликарбоната, полистирола и полиамида).
+ и —

Рассмотрим достоинства и недостатки ультразвуковой сварки пластмасс. К числу первых относятся:
- Не нужно приобретать расходные материалы, растворители или клей, из-за чего снижается риск неблагоприятного воздействия на организм мастера.
- Возможность соединить пластмассы любого состава.
- При правильном выставлении режима сварки шов получается почти что невидимым.
- Высокая производительность при довольно скромных затратах.
- Швы получаются устойчивыми и герметичными на деталях любого состава.
- Можно не проводить предварительную очистку поверхностей конструкций.
- Шов в принципе не может перегреться, так как тепло фокусируется точечно.
- При работе не образуются радиопомехи по причине того, что напряжение не достигает поверхности деталей.
- Сварочные работы не требуют особых условий. Достаточно обеспечения электричеством.
- Особенности оборудования позволяют проводить работы разного масштаба, от мелкого ремонта крошечных деталей и до непрерывной сваркой промышленных конструкций.
- Возможность осуществления нескольких задач одновременно. К примеру, сварка пластмасс + покрытие полимерным напылением или сварка + резка.
Несмотря на невероятное количество достоинств, способ сварки далеко не идеален. На это есть свои причины:
- Нет унифицированного метода проверки качества сварного шва, что чревато получением некачественного соединения.
- Низкая мощность работы предполагает необходимость подачи энергии в двустороннем режиме.
Да, минусов у такого метода немного. Однако все преимущества работают только тогда, когда выбран оптимальный режим ультразвуковой сварки. Поэтому новичку рекомендуется приобретать аппарат с автоматическим выстраиванием режима.
В помощь начинающим мастерам, которые собираются вручную настраивать режим, приведена информация об оптимальных параметрах в удобном формате таблицы.
По мере накопления опыта в деле ультразвуковой сварки можно будет выставлять режим без её помощи.
Сварочные аппараты

В составе аппарата для ультразвуковой сварки пластмасс выделяют:
- Инструмент для сварки.
- Волновод.
- Преобразователь (магнитострикционный или пьезокерамический).
- Опора.
- Генератор волн.
- Дополнительная комплектация (с функцией управления параметрами процесса — автоматического или ручного. Рекомендуется к приобретению для выполнения качественных работ с формированием шва максимальной прочности).
Рассмотрим строение и функции основных узлов ультразвукового сваривания более подробно.
Генератор производит волны ультразвука с заданной скоростью и в последующем трансформирует их в механическую энергию (для этого используется также и преобразователь в аппаратах с двусторонней подачей энергии) с прежней частотой.
С его помощью возможно определение способа отправки энергии ультразвука.
Исходя из его названия, преобразователь обеспечивает превращение энергии из одного вида в другой. Его присутствие в оборудовании обуславливает потребность в перманентном охлаждении (воздушном, водном).
Следующее звено в конструкции — трансформатор колебаний. Он расположен между волноводом и преобразователем, предназначен для синхронизации их работы и может увеличивать размах колебаний с торцовой части волновода.
Сам же волновод отвечает за передачу механических колебаний и формирование давления в заданных точках. Вместо него может использоваться акустический преобразователь.
Фиксацией деталей занимается опора. Иногда возможно её применение в роли ещё одного волновода.
Постскриптум
После прочтения этой статьи не вызывает сомнений тот факт, что сварка ультразвуком пластмасс представляет собой высокотехнологичный процесс скрепления полимерных материалов.
Эффективность её (особенно при использовании механического управления процессом) обуславливает высокое качество шва, которое не стоит рядом с другими способами соединения деталей.
Никто не отменяет того факта, что для выполнения соединений идеального качества необходимо много тренироваться.
Представляется возможным интуитивное выполнение работ, когда практикующий мастер на основании опыта осознает, где и каким образом необходимо совершить то или иное действие.
Однако даже длительно работающим сварщикам иногда приходится совершать ошибки в этом деле, после которых их работа приобретает действительно профессиональный характер.
Всем начинающим мастерам рекомендуется хотя бы попробовать выполнить соединения посредством ультразвуковой сварки.
Считается, что этот метод обладает огромными возможностями. Здесь, в комментариях, профессионалы могут подсказать начинающим мастерам какие-либо аспекты ультразвуковой сварки.
Желаем удачи в обучении этому методу соединения конструкций!
Оборудование для ультразвуковой сварки металлов
Содержание страницы
1. Ультразвуковая сварка металлов и ее разновидности
При сварке ультразвуком неразъемное соединение металлов образуется при совместном воздействии на детали механических колебаний высокой частоты и относительно небольших сдавливающих усилий. Этим способом обеспечивается получение высоконадежных соединений, исключается общий разогрев изделия, можно соединять трудно свариваемые обычными методами сочетания материалов и т п.
Для получения механических колебаний высокой частоты обычно используется магнитострикционный эффект, состоящий в изменении размеров некоторых металлов и сплавов под действием переменного магнитного поля Для ультразвуковых преобразователей обычно используют чистый никель или железо-кобальтовые сплавы Для увеличения амплитуды смещения и концентрации энергии колебаний используют волноводы или концентраторы, которые в большинстве случаев имеют форму усеченного конуса Для сварки металлов достаточно иметь волноводы с коэффициентом усиления около 5, при этом амплитуда колебаний на конце волновода при холостом ходе должна быть 20. . .30 мкм.
Применяется несколько видов ультразвуковой сварки. Основной узел машины для выполнения точечных соединений с помощью ультразвука — магнитострикционный преобразователь (рис. 1) . Его обмотка питается током высокой частоты от ультразвукового генератора Охлаждаемый водой магнитострикционный преобразователь 1 изготовлен из пермендюра (К49Ф2), он служит для превращения энергии тока высокой частоты в механические колебания, которые передаются волноводу 7. На конце волновода имеется рабочий выступ 5. При сварке изделие 4 зажимают между рабочим выступом 5 и механизмом нажатия 3, к которому прикладывают усилие, необходимое для создания давления в процессе сварки.
Высокочастотные упругие колебания передаются через волновод 7 на рабочий выступ 5 в виде горизонтальных механических перемещений высокой частоты Длительность процесса сварки зависит от свариваемого металла и его толщины, при малых толщинах она исчисляется долями секунды.
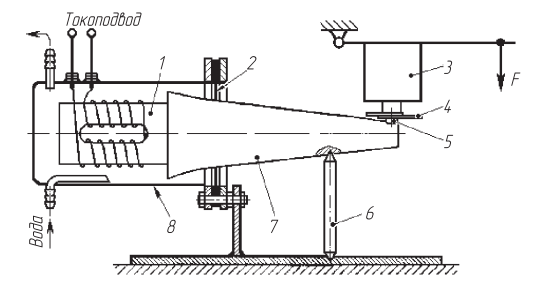
Рис. 1. Схема установки для точечной сварки ультразвуком: 1 — магнитострикционный преобразователь; 2 — диафрагма; 3 — механизм нажатия; 4 — изделие; 5 — выступ; 6 — маятниковая опора; 7 — волновод; 8 — кожух водяного охлаждения
Основные узлы машины для выполнения шовных соединений при помощи ультразвука (рис. 2): вращающийся магнитострикционный преобразователь 1 и волновод 3. Конец волновода имеет форму ролика 4. Детали 6, подлежащие соединению, зажимают между вращающимся роликом 4 волновода и холостым роликом 5. Высокочастотные упругие колебания передаются через волновод на ролик, который вращается вместе с волноводом. Изделие, зажатое между роликами, перемещается между ними, одновременно создается герметичное соединение.
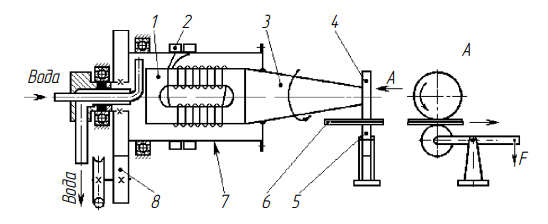
Рис. 2. Схема установки для роликовой сварки ультразвуком: 1 — магнитострикционный преобразователь; 2 — подвод тока от ультразвукового генератора; 3 — волновод; 4 — сваривающий ролик; 5 — прижимной ролик; 6 — изделие; 7 — кожух преобразователя; 8 — привод
Сварка по контуру обеспечивает получение герметичного шва самых сложных контуров. Простейший ее вид — сварка по кольцу.
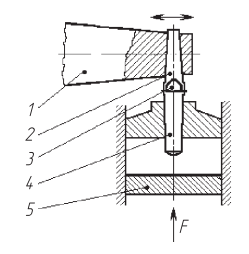
Рис. 3. Схема установки для ультразвуковой сварки по контуру: 1 — волновод; 2 — сменный полый штифт; 3 — свариваемое изделие; 4 — сменный прижимной штифт; 5 — прижимная опора
В этом случае в волновод вставляется конический штифт, имеющий форму трубки (рис. 3). При равномерном прижатии деталей к сваривающему штифту получается герметичное соединение по всему контуру
2, Оборудование для ультразвуковой сварки
Ультразвуковая сварка нашла наиболее широкое применение в микроэлектронике, в основном для приваривания токоотводов к интегральным схемам. Разработаны и выпускаются значительными сериями ультразвуковые машины для сварки. Они оснащены автоматическими устройствами, позволяющими в значительной степени увеличивать их производительность: автоматизированы подача проводников, сварка, обрезка проводников и т.п.
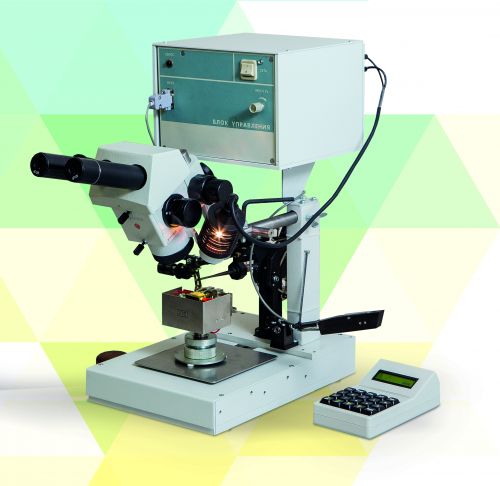
Рис. 4. Установка УЗС
Установки типа УЗС (рис. 4) и УЗС-2 предназначены для присоединения круглых (диаметром 0,03. . . 0,1 мм) и плоских проводников толщиной до 0,1 мм из пластичных металлов (золота, алюминия) к тонким золотым, алюминиевым и медным пленкам, напыленным на диэлектрические подложки.
Полуавтомат МС41П2-1 предназначен для соединения деталей микросхем в круглом и плоском корпусах ультразвуковой сваркой золотыми и алюминиевыми проводниками диаметром 20. . .25 мкм. Высокая производительность станка (до 800 сварок в час) обеспечивается автоматическими подачей и обрывом проволоки. В полуавтомате для повышения стабильности прочностных показателей использован сопутствующий подогрев.
Кинематическая схема полуавтомата МС41П2-1 приведена на рис. 5. Полуавтомат состоит из сварочной головки, кассеты с проволокой, ультразвукового генератора, блока регулирования температуры подогрева, манипулятора и микроскопа МБС-2.
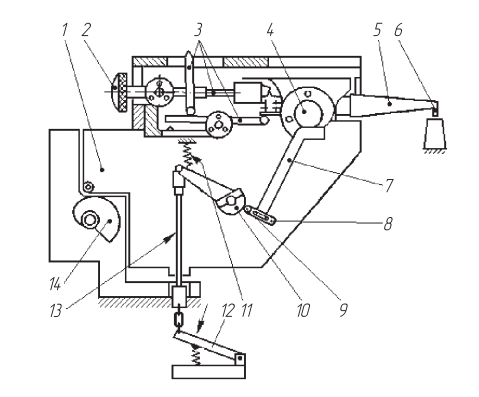
Рис. 5. Кинематическая схема полуавтомата МС41П2-1
Корпус сварочной головки 1 может перемещаться вертикально в направляющих. Ее подъем и опускание осуществляются кулачком 14. В установленном положении сварочная головка фиксируется стопором. Механическая колебательная система 5 укреплена в корпусе на оси 4. Поворот системы достигается с помощью кронштейна 7 от кулачка 10, который поворачивается от перемещения тяги 13 при нажатии на педаль 12. Обратный ход кулачка происходит под действием пружины 11. Начальное положение сварочного наконечника 6 относительно свариваемой детали регулируют перемещением ползуна 8 с роликом 9 в пазу кронштейна 7. Усилие сжатия регулируют винтом 2 механизма 3 давления.
Установка для ультразвуковой сварки с импульсным косвенным нагревом УЗСКН-1 (рис. 6) предназначена для изготовления полупроводниковых приборов, тонкопленочных и полупроводниковых интегральных схем. В ней использован комбинированный цикл — ультразвуковая сварка в сочетании с импульсным косвенным нагревом Установка предусматривает возможность как сварки комбинированным циклом с любой последовательностью импульсов ультразвука и нагрева и разной длительностью смещения моментов их включения, так и сварки только ультразвуком или только косвенным нагревом. Свариваемые элементы нагреваются за счет теплопередачи от сварочного инструмента (пуансона), нагреваемого импульсом проходящего через него тока промышленной частоты (50 Гц).
Для осуществления токоподвода для нагрева сварочного инструмента в установке УЗСКН-1 применена конструкция «расщепленного» преобразователя ультразвуковых колебаний: волновод разрезан на две равные части, между которыми расположен тонкий слой изоляции (рис. 7). Сварочный инструмент в виде V-образной иглы вставляется в отверстие на рабочем конце «расщепленного» волновода между его частями и зажимается винтом для обеспечения хорошего акустического и электрического контакта. На установке УЗСКН-1 можно приваривать круглые (диаметром 0,03. . . 0,1 мм) и плоские (толщиной до 0,05 мм) проводники из алюминия, золота, меди к контактным площадкам из золота, алюминия, меди, тантала, никеля, напыленным на диэлектрические полупроводниковые подложки.
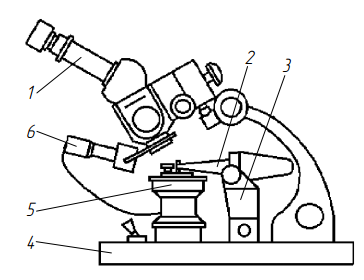
Рис. 6. Установка УЗСКН-1 для ультразвуковой сварки пленочных микросхем: 1 — объектив; 2 — магнитострик- ционный преобразователь; 3 — зажим; 4 — основание; 5 — столик; 6 — осветитель
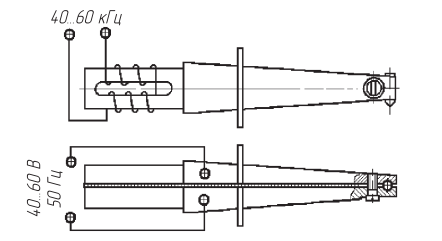
Рис. 7. Преобразователь ультразвуковых колебаний и нагревательный элемент установки УЗСКН-1
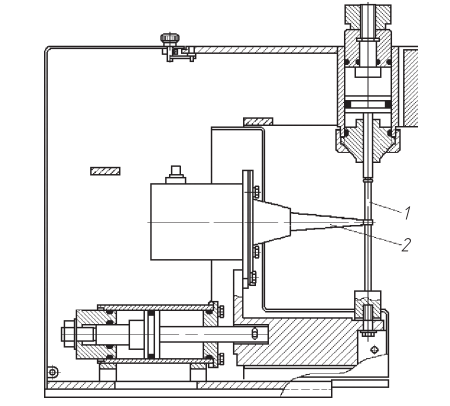
Рис. 8. Схема сварочной ультразвуковой машины МТУ-0,4
Акустический узел машин типа КТУ и МТУ (табл. 1) состоит из резонирующего стержня со сварочным наконечником 1 (рис. 8) и концентратора с магнитострикционным преобразователем 2 с обмоткой. Диаметр контактной площади наконечника определяется технологическими требованиями к сварной точке.
Сварочный наконечник изготовлен из высоколегированной стали, применение которой исключает налипание свариваемых металлов на наконечник и не требует зачистки даже после сварки 5-20 тыс. точек.
Таблица 1
Технические характеристики машин типа МТУ и КТУ
| Характеристика | МТУ-0,4 | МТУ-1,5 | МТУ-4 | КТУ-1,5 |
| Мощность, кВт | 0,4 | 1,5 | 4,0 | 1,5 |
| Частота, кГц | 22,0 | 22,0 | 18,0 | 22,0 |
| Усилие сжатия, Н | 60. ..600 | 150.. .1500 | 50. . .5500 | 150.. .1200 |
| Толщина свариваемых металлов (медь), мм | 0,01.. .0,2 | 0,1.. .0,5 | 0,3. ..1,2 | 0,1.. .0,5 |
| Масса машины, кг | 76 | 82 | 105 | 80 |
| Производительность, точек в минуту | До 60 | |||
Широко используется ультразвуковая сварка для соединения деталей из термопластичных пластмасс. Например, упаковка продуктов в одноразовые герметичные пакеты может выполняться на установке «Гиминей-ультра-3», показанной на рис. 9, б, с помощью пьезоэлектрической ультразвуковой колебательной системы (рис. 9, а) .
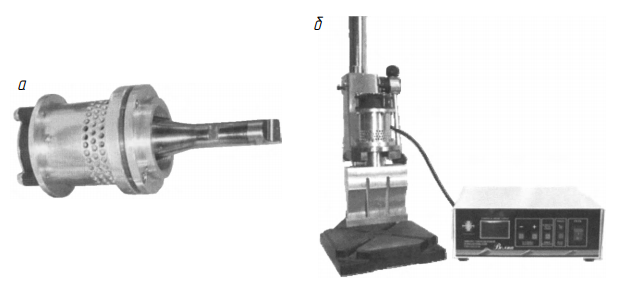
Рис. 9. Ультразвуковой аппарат «Гиминей-ультра-3»: а — пьезоэлектрическая ультразвуковая колебательная система; б — общий вид.
Опыт применения сварки ультразвуком выявил следующие преимущества этого способа:
- Происходит в твердом состоянии без существенного нагрева места сварки, что позволяет соединять химически активные металлы или пары металлов, склонные образовывать хрупкие интерметаллические соединения в зоне сварки
- Возможно выполнять соединения тонких и ультратонких деталей, приваривать тонкие листы и фольгу к деталям неограниченной толщины, сваривать пакеты из фольги
3. Снижены требования к чистоте свариваемых поверхностей, поэтому возможна сварка плакированных и оксидированных поверхностей и вообще сварка металлических изделий, поверхности которых покрыты различными изоляционными пленками.
- Небольшие сдавливающие усилия (98. ..2450 Н) вызывают незначительную деформацию поверхности деталей в месте их соединения, и вмятина, как правило, не превышает 5. . .10 % толщины.
Применяется оборудование малой мощности и несложной конструкции (если, например, для контактной точечной сварки алюминия толщиной 1 мм необходима машина мощностью 100. . .150 кВА, то при сварке ультразвуком аналогичного соединения — всего 2,5. . . 5 кВ • А).
Просмотров: 233
Оборудование для ультразвуковой сварки металлов
ООО «Технический центр «Виндэк» — эксклюзивный представитель швейцарской компании TELSONIC AG в России, предлагает широкий спектр оборудования для ультразвуковой сварки цветных металлов. TELSONIC AG — мировой лидер в области производства систем ультразвуковой сварки металлов.
Оборудование для ультразвуковой сварки металлов в ассортименте ООО «ТЦ «Виндэк» отличается высокой производительностью, надёжностью и безопасностью. Оборудование Telsonic Ultrasonic заслужило безупречную репутацию во всём мире, став постоянным рабочим инструментом для таких компаний, как BMW, Mercedes-Benz, Bosch, Gillette, Philipsи других. В нашей стране его уже широко используют на заводе им. Фрунзе, на предприятиях Автоконтакт ВОС, Ульяновское УПП ВОС. Работая со сварочными волноводами и фиксирующими приспособлениями, наши специалисты совместно с инженерами Telsonic учитывают потребности заказчика, специфику свариваемого шва и материалов. Дополняет картину успешного сотрудничества наш оперативный технический сервис, действующий по всей России.
Как ультразвуковые колебания позволяют сваривать металлы?
Важнейшим звеном устройств для ультразвуковой сварки металлов является механическая колебательная система. В процессе сварки металлические детали располагаются внахлёст. Под действием ультразвуковых колебаний возникает сила трения: основные неровности в зоне контакта металлов разглаживаются, вытесняются оксидные плёнки. В результате совместного воздействия температуры и давления, происходит деформация, перемешивание и в итоге — появление новых, долговечных металлических связей. Наше оборудование позволяет получать как точечные, так и линейные или круговые высокогерметичные соединения.
Приобретая оборудование для ультразвуковой сварки металлов, важно учитывать некоторые его особенности. Так, соединять можно только ковкие металлы и только детали малой толщины, при этом при высоких мощностях может наблюдаться эффект усталости металла. В ходе работы наковальня должна располагаться как можно ближе к зоне сварки. А насечки, нанесённые на волновод (сонотрод) и наковальню для улучшения качества соединения, всегда будут видны на детали. Наконец, любое изменение в работе всегда требует переоснастки сварочного оборудования, поскольку оно далеко не универсально.
Где применяется ультразвуковая сварка металлов?
Первые прочные соединения мягких алюминиевых сплавов толщиной 0,01-0,2 мм были получены ещё в 1930-40-е гг. прошлого века. УЗ-сварка металлов нашла широкое применение в электронике, для разварки кристаллов, их выводов, герметизации корпусов полупроводниковых приборов и микросхем. Сегодня технология ультразвуковой сварки металлов широко применяется для создания самой разнообразной продукции, от элементов игрушек — до алюминиевых электролитических конденсаторов, оптимально подходит для соединения пучков многожильных проводов при производстве электрических жгутов. Но наиболее востребована она в производстве электроники, автомобилестроении, электротехнике и авиации.
Аппараты для ультразвуковой сварки пластмасс
ООО «Технический центр Виндэк» — эксклюзивный представитель швейцарской компании TELSONIC AG в России, предлагает продажу и комплексное обслуживание прецизионного современного оборудования для ультразвуковой сварки пластмасс. Стремясь предоставить нашим клиентам максимально эффективную, надёжную и безопасную технику, мы выбрали одного из самых авторитетных производителей оборудования для УЗ-сварки. Индивидуальный подход к каждому проекту заказчика позволяет решить актуальные технические задачи, оптимизировать режимы ультразвуковой сварки и производственный процесс в целом.
Оборудование для ультразвуковой сварки пластмасс Telsonic Ultrasonic AG, которое мы предлагаем, уже востребовано такими мировыми брендами, как BMW, Mercedes-Benz, Bosch, 3M, Tetra Pak, DuPont, Gillette, Philips, а также крупными российскими предприятиями — Аквафор, Димитровградский автоагрегатный завод, 494 УНР, ЗАО «Меттэм-Технологии» (фильтры для воды «Барьер») и многими другими. Качество, оптимизация процессов, экономия — всё это играет важную роль в успехе и стабильности этих компаний. И продукция Telsonic Ultrasonic AG полностью отвечает их высоким запросам.
Как происходит ультразвуковая сварка пластмасс?
Ультразвуковой генератор вырабатывает электрические колебания ультразвуковой частоты (20 — 50кГц), преобразуемые пьезокерамическим конвертером в механические колебания сварочного инструмента (волновода или сонотрода). Под действием пневмоцилиндра волновод прижимает свариваемые детали друг к другу и передаёт колебания в зону ультразвуковой сварки. В результате свариваемые полимеры деформируются и диффузируют между собой: аморфные материалы переходят в вязкотекучее состояние, а кристаллические нагреваются до температуры плавления кристаллов. Ультразвук отключается, а детали ещё некоторое время выдерживаются под давлением «холодного» волновода для равномерного распределения расплавленного материала в сварочном шве и его застывания. Затем волновод поднимается в исходное положение, а готовое изделие извлекается из опоры. Как правило, детали соединяются «внахлёст». При этом принято различать точечную ультразвуковую сварку, шовную сварку и сварку по периметру изделия.
Сфера применения ультразвуковой сварки
Технология позволяет надёжно соединять детали из поликарбоната, полистирола, полипропилена, поливинилхлорида, полиамида и других термопластичных полимерных материалов, а также их комбинаций. На производстве изделий с применением искусственных кож, полусинтетических тканей и нетканых материалов ультразвуковая сварка позволяет добиться наилучшего качества с минимальными затратами.
УЗ-сварка широко используется в электронной, электротехнической, автомобильной промышленности, в медицине. Автомобильные фары и фонари, георешетка для укрепления склонов, медицинские диализаторы, фильтры для воды, одноразовые перчатки и маски, средства индивидуальной химической защиты, упаковки для жидких и сыпучих продуктов — всё это производится с применением ультразвуковой сварки.
особенности, принцип действия, аппараты и оборудование — Статьи от наших экспертов — Микросварка
В данной статье мы разберем суть сварки ультразвуком (будем говорить преимущественно об ультразвуковой сварки металлов), рассмотрим особенности ультразвуковой микросварки, опишем принцип действия установок УЗ сварки.

Ультразвуковая сварка металлов
Технология ультразвуковой сварки представляет собой соединение деталей под воздействием ультразвуковых волн, которые преобразуются в механические колебания и вызывают пластическую деформацию плоскостей в месте их соприкосновения, одновременно разрушая оксидные пленки. Свойства металлов почти не изменяются. Установка ультразвуковой сварки состоит из следующих компонентов:
- источник питания;
- преобразователь;
- сварочная головка;
- волноводы.
Электричество преобразуется в звук высокой частоты, необходимый для сварки, головка обеспечивает сжатие рабочих деталей, волноводы передают энергию в ту точку, где сваривают поверхности.
Сфера промышленного применения данного вида сварки достаточно широка. Ее используют для соединения проволоки, фольги, термочувствительных материалов. Также используется при изготовлении мобильных телефонов, микросхем, оптических и других приборов. Современное автомобилестроение и производство звуковой техники также не обходится без сварки ультразвуковым способом. Данный метод ценят за высокую производительность, точность и прочность, а также за возможность сваривать различные сплавы, для которых обычная сварка недоступна.
Преимущества ультразвуковой сварки
Данный вид сварки широко используется и успел доказать многочисленные преимущества:
- Отсутствие сильного нагревания позволяет сваривать даже те металлы, которые характеризуются химической активностью.
- Сварка осуществляется с высокой скоростью.
- Повышается прочность соединения разнородных материалов, которое при высокой температуре, сопровождающей обычную сварку, оказалось бы хрупким.
- Устраняются технологические ограничения, касающиеся сварки алюминия или меди.
- Толщина свариваемых ультразвуковым способом деталей не ограничена, они могут быть тонкими или даже сверхтонкими (например, фольга), причем толщина соединяемых сваркой элементов может различаться.
- Требования к чистоте поверхностей при использовании ультразвука менее строги, чем при обычном способе сварки, допускается наличие оксидной или изоляционной пленки.
- Сварочное усилие невелико, что позволяет избежать сильной деформации в зоне стыка.
- Конструкция установки для УЗ сварки не отличается сложностью.
Экологическая безопасность и гигиеничность также относится к числу достоинств ультразвуковой технологии. Такая сварка требует меньших трудозатрат, ведь она может быть автоматизирована. Сварка ультразвуком не предполагает расходных материалов, что делает ее чрезвычайно экономичной.
Ультразвуковая микросварка
Одной из разновидностей ультразвуковой сварки является УЗ микросварка. Основная сфера ее применения – это микроэлектроника. Когда монтируются полупроводниковые кристаллы, между контактными площадками и выводами создаются проволочные или ленточные перемычки, которые обеспечивают электрическое соединение. Сваривать сверхтонкие детали можно только с помощью ультразвука, контролируя с помощью специальной установки его параметры:
- мощность;
- давление;
- время воздействия.
Процесс сварки основан на взаимодействии электронов со смежными молекулами, соединение тончайшей проволоки происходит на уровне атомов методом диффузии. Современные аппараты для ультразвуковой микросварки позволяют максимально снизить трудоемкость процесса и расширить круг материалов, которые можно сваривать таким методом. Сварка с применением ультразвука используется не только для металлических деталей, но и для изделий из пластика при наложении точечных швов.
Установки ультразвуковой микросварки



Ультразвуковая сварка в микроэлектронике нашла широчайшее применение. В современном мире устройства, собранные по нанометровым техпроцессам, есть практически у каждого обывателя (например мобильный смартфон). Так, потребность в устройстве рабочего места специалиста-микросварщика становится очевидной, а необходимость в специализированном микросварочном оборудовании — все более насущной.
Разберем основные аппараты ультразвуковой микросварки.
- Установка УМС-1АК предназначена для автоматической и полуавтоматической ультразвуковой и термозвуковой сварки золотой проволоки методом «шарик-клин» и алюминиевой, золотой проволоки методом «клин-клин». Управление автоматической установкой производится с помощью специализированной системы управления на базе персонального компьютера, позволяющая производить программирование до 100 технологических параметров: высота, длина, угол наклона перемычки и т. д.
Установка оснащена системой машинного зрения для распознавания образов контактных площадок полупроводниковых приборов. Установка комплектуется ультразвуковым генератором с возможностью автоматической подстройки резонансной частоты в процессе сварочного импульса, при этом используются ультразвуковые пьезокерамические преобразователи с резонансной частотой 62 кГц; 108 кГц. - Аппарат ультразвуковой микросварки УМС-1УТ используется для ультразвуковой сварки внахлест алюминиевой и золотой проволоки «клин-клин». Установка комплектуется дополнительным ручным механическим приводом для опускания сварочной головки по оси Z с помощью – «ручки» с целью точного позиционирования сварочного электрода относительно контактной площадки и для оперативной коррекции уровня сварки с разновысотностью до 6 мм и глубиной «колодца» до 18 мм (при длине электрода 21мм, 3 мм остаются на закрепления электрода в ультразвуковом преобразователе).
- Установка УМС-2ШК предназначена для автоматизированной термозвуковой сварки золотых проволочных выводов методом «шарик-клин», с дополнительным закреплением «клина» «шариком», с возможностью присоединения золотых шариков на контактные площадки (бампирование) и «внахлест» методом «клин-клин» Кроме того установка предназначена для автоматизированной ультразвуковой сварки алюминиевой проволоки и сварки ленты.
- Установка УЗ сварки УМС-21У используется для ультразвуковой сварки алюминиевой проволоки диаметром от 100 мкм до 500 мкм внахлест методом «клин-клин». Установка изготавливается в двух вариантах: при сборке приборов проволокой диаметром от 100 до 350 мкм, отделение проволоки от второго сварного соединения происходит с помощью зажимных губок; при монтаже проволокой диаметром 400-500 мкм с обрезкой сварочной проволоки после второй сварки с помощью «ножа».
- Установка сварки ультразвуком УМС-2ТКУ, предназначенная для точечного присоединения золотых проволочных выводов диаметром от 15 до 50 мкм к контактным площадкам без корпусных диодов методом термокомпрессионной и термозвуковой микросварки (для проволочного монтажа гибридных интегральных микросхем).
оборудование и схемы сварки меди и других металлов

Широкие массы общественности чаще всего сталкиваются с многочисленными видами услуг, связанных с ультразвуком в медицине, которые обозначаются популярнейшими тремя буквами – УЗИ, то есть ультразвуковыми исследованиями самых разных органов в самых разных режимах. Мы с вами имеем дело с другими тремя буквами: это УЗК – аббревиатурой, обозначающей ультразвуковые колебания.
Они используются в промышленности весьма широко и в течение многих лет. Более того, научно-технический прогресс не стоит на месте, технологии и оборудование совершенствуются, область применения расширяется. Если говорить о сварочном деле, то ультразвуковая – дело далеко не новое, но чрезвычайно быстро меняющееся и развивающееся.
Все дело в оборудовании
Все шестьдесят лет, в течение которых существует УЗК как сварочный способ, эта технология быстро движется по пути настоящего технического прогресса: области ее применения расширяются, а технологии совершенствуются.

Схема сварки ультразвуком.
Эта динамика развития делится на два направления:
- Низкоэнергетические колебания, или волны малой интенсивности, которые с успехом применяются в областях измерений, сигнализации, дефектоскопии и т.д.
- Высокоэнергетические колебания, или волны высокой интенсивности, которые великолепно используются в сварке металлов и пластмасс и процессах очистки деталей.
Вот в каких направлениях используется ультразвуковая сварка:
- В качестве вспомогательного средства, влияющего на процесс кристаллизации в сварочной ванне для улучшения механических свойств . Это влияние заключается в удалении газов и измельчении структуры сварочного металлического шва.
- В качестве энергетического ресурса в микроэлектронике и других областях, где требуется неразъединимое соединение тончайших металлических слоев фольги или чего-либо подобного. Такое соединение возможно благодаря разрушению пленок ультразвуковыми колебаниями у металлов с окисленной поверхностью.
- Для снижения степени деформации и напряжения в процессе. Ультразвук стабилизирует структуру шва и, таким образом, минимизирует самопроизвольное деформирование, которое нередко возникает впоследствии.
- Для контроля качества швов с помощью специальной дефектоскопии.
- Соединение пластмасс – термопластических полимеров, где ультразвуковая сварка не имеет альтернативы.
Процесс ультразвуковой сварки

Принципиальная схема сварки.
Суть процесса – действие на обе свариваемые поверхности механических колебаний высочайшей частоты в комбинации с умеренным сдавливанием. Механические колебания такой частоты образуются в результате магнитострикционного эффекта: некоторые металлические сплавы меняют свои размеры из-за действия переменного магнитного поля.
Никель и железнокобальтовые сплавы – лучшие ультразвуковые преобразователи, это хорошие магнитострикционные материалы. Изменение их размеров чрезвычайно мало, поэтому для концентрации энергии и увеличения амплитуды применяются специальные волноводы специфической суживающейся формы.
Эти волноводы имеют средний коэффициент усилия 5,0 с амплитудой примерно 20 – 30 мкм при условии холостого хода. А такой амплитуды колебаний с лихвой хватает для качественного соединения: по многим опытам экспериментальных ультразвуковых процессов даже колебания в 1,3 мкм дают вполне надежный сварочный шов.
Функция волноводов – передача энергии волнового колебания к наконечнику сварочного инструмента от преобразователя магнитострикционной природы. Магнитострикционный преобразователь считается главным компонентом оборудования для ультразвуковой сварки.
В него входят следующие технические компоненты:
- волновод;
- опора в виде маятника;
- диафрагма;
- подвод тока для преобразователя;
- привод механического сжатия;
- система водяного охлаждения в виде кожуха.
Сама же установка для УЗС состоит из следующих составных частей:
- магнитострикционный преобразователь;
- сам волновод;
- ролик для сваривания;
- токоподвод;
- водоподвод для охлаждения;
- прижимной ролик;
- защитный кожух преобразователя;
- механический привод вращения.

Схема контактной ультразвуковой сварки.
Ток высокой частоты поступает от ультразвукового генератора на обмотку магнитострикционного преобразователя. Волновод со специальным рабочим выступом усиливает и передает механические колебания к наконечнику сварочного инструмента.
Выступ на волноводе во время процесса принимает высокочастотные колебания, которые по своей природе являются механическими горизонтальными движениями высокой частоты.
Длительность сварочного процесса напрямую зависит от толщины и природы свариваемого металла. Если край металла тонкий, образование шва занимает буквально доли секунды.
Высокочастотные колебания наконечника сварочного инструмента имеют свойство поляризоваться в одной плоскости с поверхностью пластины сверху. Колебания передаются на пластины и опоры с нужными амплитудами с учетом того, что на всех точках передачи энергия колебаний гасится.
Сам соединения начинается с момента соприкосновения микронеровностей поверхностей, которые соединяются, в результате чего происходит их деформация. Как только включаются ультразвуковые колебания, эти микронеровности дополнительно сдвигаются, появляются зоны схватывания.
Если с самого начала ультразвукового воздействия на соединяемых поверхностях возникает трение по сухому типу, разрушающее окисные пленки из жидкостей и газов, то впоследствии сухое трение превращается в чистое трение, которое образовывает и укрепляет зоны схватывания.
Дополнительному укреплению схватывания способствует характер колебаний: возвратно-поступательные движения при малой амплитуде.
В рабочей зоне при УЗС образуется тепло вследствие процесса трения и деформации на соединяемых поверхностях. Температура в рабочей зоне зависит от характеристик металла: его твердости, теплопроводности и теплоемкости.
Повышение температуры от трения не влияет на прочность шва, так как эта прочность достигается до максимального повышения этой температуры. Вместе с тем предварительный нагрев деталей перед процессом сварки способствует повышению прочности сварочного соединения.
Соблюдение режима технологии УЗС дает сварочный шов, равный по своей прочности основному металлу.
Преимущества ультразвуковой сварки

Устройство ультразвуковой сварки.
С учетом своей специфики ультразвуковая сварка имеет ряд отличных преимуществ:
- Нет нужды нагревать предварительно рабочую зону, что чрезвычайно полезно при работе с химически активными металлами или парами металлов, которые склонны к образованию специфических и хрупких соединений по ходу сварки.
- Есть возможность соединения тонких и ультратонких металлических деталей. Также можно приварить фольгу или тонкие листы к любым деталям, можно варить даже пакеты из фольги.
- Уникальная техническая «лояльность» к различного рода изоляционным и оксидным пленкам на поверхности металлов и другим загрязнениям – к примеру, плакированным поверхностям.
- Малое по силе сдавливание приводит к тому, что деформация свариваемых поверхностей незначительна.
- Энергетическая эффективность благодаря малой мощности , его простая конструкция.
Область применения
Технология УЗС постоянно совершенствуется, и, как следствие, ее применение расширяется постоянно и самым радикальным образом.
Прежде всего, это соединение тонких деталей в радиоэлектронике и приборостроении. Способность технологии для эффективной приварки тонких обшивок используется в авиационной, космической и других областях промышленности.
Ультразвуковая сварка отлично справляется с соединением металлов с низкой пластикой, металлов с керамикой и стеклом. Тугоплавкие металлы типа вольфрама или молибдена также легко свариваются УЗС. Возможна сварка с прослойкой из третьего металла, пластмасс.