Аппарат водородной пайки Лига — 02 О
Аппарат водородной пайки «Лига 02 О».
Уникальный электролитический аппарат для газовой сварки и резки ЛИГА работает на обычной дистиллированной воде. Теперь не требуется громоздких баллонов с газом. Аппарат производит электрохимическое разделение дистиллированной воды на смесь двух газов (водород + кислород). Дистиллированная вода намного дешевле заправки, покупки, а также транспортировки баллонов.
Электрохимическое разделение воды на смесь газов (водород и кислород) навсегда избавит вас от трудностей, связанных с приобретением кислорода и ацетилена. Себестоимость газовой сварки при применении электролизных установок ‘Лига’ уменьшается в 45 раз по сравнению с традиционной газовой сваркой с применением громоздких газовых баллонов.
Принцип работы ‘Лиги’ таков: при протекании электрического тока через воду выделяются газообразные водород и кислород. Произведённая в электролизёре водород-кислородная газовая смесь проходит через охладитель-обогатитель газа, в котором конденсируется избыточная влага.
Охладитель-обогатитель позволяет дозировано с помощью колеса-регулятора вводить в газовую смесь пары летучих углеводородов (бензол, бензин, спирт и т.п.). Полученная газовая смесь по шлангам поступает в горелку, оснащенную встроенным ‘сухим’ пламегасителем. Количество произведённой газовой смеси, а значит сила пламени, регулируется регулятором тока.
Если производительность установки не соответствует диаметру сопла горелки или засорены газовые магистрали, то внутри электролизёра увеличивается давление. При превышении давления над 0,4 атм. срабатывает электронный датчик давления, который выключает ток через электролизер, подает непрерывный звуковой сигнал, при этом загорается светодиод.
Для увеличения КПД процесса электролиза в воду однократно (перед введением в эксплуатацию) добавляют щёлочь КОН (150 г на 1,5 л дистиллированной воды), которая не расходуется в процессе выработки газовой смеси (электролит меняется 1 раз в год или через 200 часов непрерывной работы).
 При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.
При достижении минимального уровня включается электронный датчик уровня, который подает прерывистый звуковой и световой сигнал.Данный аппарат оснащен ювелирной иглой:
Технические характеристики:
Питание: 220 В / 50 Гц.
Потребляемая мощность: 1,8 кВт.
Максимальная сила тока: 9 А.
Давление газа: до 0,4 атм.
Максимальная температура пламени: 2600°C.
Производительность газовой смеси: до 6 л/мин.
Средний расход топлива (воды): 150 см3/ч.
Время непрерывной работы: 4 ч.
Максимальная толщина свариваемой стали: 2,5 мм.
Габариты: 240 x 280 x 395 мм.
Масса: 20 кг.
Возможность заказа других модификаций.
Страна-производитель: Россия
Цена: 25000,00 Грн.
Аппарат контактной сварки Лига-02С ВЭМЗ (Россия) / Лига-02С — сварочный аппарат на воде / Газосварочный аппарат Лига
Название:
Артикул:
Текст:
Выберите категорию:
Все
СТОМАТОЛОГИЯ
» Каталоги производителей
» ТОВАР НЕДЕЛИ в МАКСИДЕНТ
» АКЦИИ для СТОМАТОЛОГОВ / 100 АКЦИЙ от МАКСИДЕНТ
» Комплекты оборудования по спец ценам
» НОВИНКИ сайта МАКСИДЕНТ
» Товары с ограниченным сроком годности
» Ортодонтия
» Стоматологические материалы
»» Адгезивы и Бондинги
»» Артикуляционная бумага и спрей
»» Вспомогательные средства
»» Гели протравки
»» Детская стоматология
»» Защитные средства
»» Костные материалы / Остеопластические материалы
»» Клампы и Бринкеры,Рамки,Щипцы,Пробойник,
»» Коффердам , Раббердам , Клампы
»» Лечебные препараты
»» Лицевые дуги,артикуляторы,аппараты для определения окклюзии
»» Матрицы,клинья,штрипсы
»» Материал для восстановления культи зуба
»» Насадки смешивающие,пистолеты
»» Одноразовые средства
»»» Бахилы
»»» Валики
»»» Маски и респираторы
»»» Полотенца
»»» Простыни
»»» Перчатки
»»» Салфетки,фартуки
»»» Пылесосы
»»» Слюноотсосы
»»» Чехлы
»»» Стерильные изделия
»»» Халаты
»» Ортопедия
»»» Материалы для фиксации
»»» Слепочные материалы
»»» Материалы для ремонта керамики
»»» Материалы для временных коронок
»»» Материалы для регистрации прикуса
»»» Пластмассы
»»» Материалы для восстановления культи
»» Отбеливание
»» Пломбировочные материалы
»»» Пломбировочные материалы наборы
»»» Пломбировочные материалы(не в наборах)
»» Полировка
»» Профилактика
»» Пластины, пленки и заготовки полимерные для термоформирования
»» Ретракция десны
»» Трейнеры,капы для зубов
»» Хирургия
»»» Костные материалы
»»» Щипцы
»»» Элеваторы
»»» Люксаторы DIRECTA
»»» Люксаторы
»»» Инструменты костные
»» Шинирование
»» Штифты эндоканальные
»» Шовный материал
»» Эндодонтия
» Имплантологам
»» Имплантаты
»»» Имплантационная система MIS
»»» Имплантационная система Anthogyr Франция
»»» Имплантационная система Hi-Tec (ХайТек)
»» Инструменты для имплантологии
»»» Инструменты для имплантологии HLW Германия
»»» Инструменты других производителей
»» Зеркала для фотографирования
»» Костные материалы
»» Шовный материал
» Инструменты
»» Боры,подставки для боров
»» Гладилки и штопферы
»» Диски,фрезы
»» Долота,остеотомы
»» Иглодержатели
»» Инструмент для работы с коронками
»» Инструменты для терапии
»» Зажимы,корцанги,цапки для белья
»» Зеркала и ручки для зеркал
»» Зеркала для фотографирования
»» Зонды, плаггеры, спредеры, эксплореры
»» Крючки хирургические
»» Коронкосниматели,мотосниматели
»» Кусачки костные
»» Кюреты и скейлеры пародонтологические
»» Лезвия для скальпелей
»» Лотки для инструмента
»» Ложки костные
»» Ложки кюретажные
»» Ложки слепочные
»» Люксаторы DIRECTA
»» Люксаторы
»» Молотки, долота, остеотомы
»» Наборы для трахеотомии
»» Ножницы хирургические прямые и изогнутые
»» Пинцеты стоматологические,хирургические,анатомические
»» Распаторы
»» Ретракторы и роторасширители
»» Ручки для скальпелей
»» ФАБРИ инструменты
»» Щипцы
»» Шприцы карпульные,интралигаментарные и иглы
»» Шпатели
»» Элеваторы
»» Экскаваторы
»» Прочие инструменты для стоматологов и техников
»» Экрадент Стоматологические ИНСТРУМЕНТЫ
» Дезинфекция и Стерилизация
»» Дезсредства
»» Журналы и книги учета
»» Контейнеры для дезинфекции
»» Контроль стерилизации / Индикаторы
»»» Индикаторы химические
»»» Индикаторы биологические
»» Контроль дезинфекции
»»» Контроль паровоздушной дезинфекции
»» Контроль условий хранения и транспортирования МИБП
»» Контроль продуктов питания
»» Коробки стерилизационные
»» Определение кислотности растворов/рН
»» Предстерилизационная очистка
» Рентгензащита
» ОБОРУДОВАНИЕ
»» 3D сканеры и CAD/CAM системы
»» Автоклавы
»» Амальгамосмесители
»» Аппараты для диагностики и дезинфекции
»» Аппарат для смазки и чистки наконечников
»» Аппарат для заполнения корневых каналов зуба разогретой гуттаперчей
»» Аппараты для диагностики кариеса
»» Аппараты общего назначения
»» Аппараты пескоструйные
»» Аппараты ультразвуковые,скалеры,насадки
»» Аппараты хирургические
»» Апекслокаторы
»» Аспирационные системы и помпы
»» Бинокуляры и лупы
»» Бормашины зуботехнические,Микромоторы
»» Встраиваемое оборудование
»»» Моторы щеточные (коллекторные)
»»» Моторы безщеточные (коллекторные)
»»» БЛОКИ УПРАВЛЕНИЯ КОЛЛЕКТОРНЫМИ микроэлектродвигателями (комплект в установку)
»»» БЛОКИ УПРАВЛЕНИЯ КОЛЛЕКТОРНЫМИ микроэлектродвигателями(комплект в установку)
»»» Разное встраив.
 установку
»» Боксы,вытяжки для зуботехнической лаборатории
»» Вакуумформеры
»» Вакуумные смесители
»» Весы
»» Вибростолики
»» Воскотопки
»» Гипсоотстойники
»» Горелки газовые и спиртовые
»» Зуботехнические прессы
»» Инструменты для техников
»» ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ ДЛЯ РАБОТЫ С ВОСКОМ
»» Комбинированные устройства
»» Лабораторные столы
»» Литейные установки,все для литейной лаборатории
»» Материалы для CAD/CAM-системы
»» Мебель для зуботехнической лаборатории
»»» Стул зубного техника
»» Микромоторы,Бормашины зуботехнические
»»» Микромоторы высокой мощности (до 230 Ватт) безщёточные бормашины
»»» Микромоторы обычной мощности (до 40 Ватт) бормашины
»»» Микромоторы повышенной мощности (до 100 Ватт) щёточные бормашины
»» Муфельные печи
»» Наконечники
»»» Наконечники-микромоторы бесщёточные
»»» Наконечники-микромоторы щёточные
»» Оборудование для изготовления моделей
»» Отсасывающие системы
»» Пайка Сварка
»» Параллелометр
»» Пароструйные аппараты
»» Педали включения / выключения
»» Педали плавного регулирования
»» Переходники
»» Пескоструйные аппараты
»» Печи для обжига металлокерамики
»» Печи Электромуфельные и Сушильные
»» Полимеризаторы
»» Рабочее место шлифовки и полировки (СТОИМОСТЬ ШЛИФМОТОРА ЗАВИСИТ ОТ ЦЕНЫ ПОСТАВЩИКА И В ЦЕНУ ПРАЙСА
»» Система изготовления зубных протезов методом гальванопластики AGC
»» Триммеры
»» ТЕХНИКА ТЕРМОФОРМИРОВАНИЯ
»» Устройства нагрева
»» Фрезера,сверлильные станки
»» Шлифмотор и принадлежности
»» Электрошпатели
»» Товары для 3D печати
» Мебель
»» Стулья
»» Мебель металлическая
»» Мебель из ЛДСП
»»» Столы, надстройки, тумбы из ЛДСП
»»» Шкафы, стеллажи, антресоли
»»» Кушетки из ЛДСП
»» Ширмы, тележки, прочее
»» Кушетки массажные и принадлежности
»» Мебель для зуботехнической лаборатории
»»» Столы гипсовочные
»»» Столы зубного техника / Столы зуботехнические
» Книги / Литература / Библиотека / Стом.
установку
»» Боксы,вытяжки для зуботехнической лаборатории
»» Вакуумформеры
»» Вакуумные смесители
»» Весы
»» Вибростолики
»» Воскотопки
»» Гипсоотстойники
»» Горелки газовые и спиртовые
»» Зуботехнические прессы
»» Инструменты для техников
»» ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ ДЛЯ РАБОТЫ С ВОСКОМ
»» Комбинированные устройства
»» Лабораторные столы
»» Литейные установки,все для литейной лаборатории
»» Материалы для CAD/CAM-системы
»» Мебель для зуботехнической лаборатории
»»» Стул зубного техника
»» Микромоторы,Бормашины зуботехнические
»»» Микромоторы высокой мощности (до 230 Ватт) безщёточные бормашины
»»» Микромоторы обычной мощности (до 40 Ватт) бормашины
»»» Микромоторы повышенной мощности (до 100 Ватт) щёточные бормашины
»» Муфельные печи
»» Наконечники
»»» Наконечники-микромоторы бесщёточные
»»» Наконечники-микромоторы щёточные
»» Оборудование для изготовления моделей
»» Отсасывающие системы
»» Пайка Сварка
»» Параллелометр
»» Пароструйные аппараты
»» Педали включения / выключения
»» Педали плавного регулирования
»» Переходники
»» Пескоструйные аппараты
»» Печи для обжига металлокерамики
»» Печи Электромуфельные и Сушильные
»» Полимеризаторы
»» Рабочее место шлифовки и полировки (СТОИМОСТЬ ШЛИФМОТОРА ЗАВИСИТ ОТ ЦЕНЫ ПОСТАВЩИКА И В ЦЕНУ ПРАЙСА
»» Система изготовления зубных протезов методом гальванопластики AGC
»» Триммеры
»» ТЕХНИКА ТЕРМОФОРМИРОВАНИЯ
»» Устройства нагрева
»» Фрезера,сверлильные станки
»» Шлифмотор и принадлежности
»» Электрошпатели
»» Товары для 3D печати
» Мебель
»» Стулья
»» Мебель металлическая
»» Мебель из ЛДСП
»»» Столы, надстройки, тумбы из ЛДСП
»»» Шкафы, стеллажи, антресоли
»»» Кушетки из ЛДСП
»» Ширмы, тележки, прочее
»» Кушетки массажные и принадлежности
»» Мебель для зуботехнической лаборатории
»»» Столы гипсовочные
»»» Столы зубного техника / Столы зуботехнические
» Книги / Литература / Библиотека / Стом. издания / Медкнига / Стоматология Специальная медицина / Ме
» Для студентов стоматологов
» Товары общего назначения
»» Демонстрационные модели
»» Разное
»» Все для офиса,склада и дома
»» Вспомогательные средства
»» Аптечки разные
» Запчасти к оборудованию
МЕДИЦИНА и КОСМЕТОЛОГИЯ
» АКЦИИ для медцентров
» Расходные материалы и инструменты
»» Аптечки
»» Бумажная продукция
»»» Пакеты гигиенические
»»» Покрытие на унитаз
»»» Полотенца для рук
»»» Полотенца для уборки
»»» Простыни
»»» Салфетки для лица
»»» Салфетки для протирания
»»» Салфетки для рук
»»» Салфетки цветные
»»» Туалетная бумага
»» Бумага регистрационная,электроды,мундштуки,загубники,кабели
»»» Для анализатора
»»» Для УЗИ
»»» Для ФМ
»»» Для ЭКГ
»»» Для ЭЭГ
»»» Кабели,электроды
»»» Прочее
»» Бумага регистрационная
»» Инструменты мц
»»» Гинекологические зеркала и наборы
»»» Емкости для стерилизации
»»» Емкости прочие
»»» Зажимы,корцанги,цапки для белья
»»» Зеркала
»»» Зонды
»»» Иглы
»»»» Акупунктурные
»»»» Биопсийные
»»»» для Мезотерапии
»»»» Игла-бабочка
»»»» Инъекционные
»»»» Ланцеты
»»»» Спинальная
»»»» Хирургические
»»» Иглодержатели
»»» Кюретки
»»» Лезвия для скальпелей
»»» Лотки и маты
»»» Ножницы,ножи
»»» Пинцеты
»»» Прочие инструменты
»»» Распаторы
»»» Ручки для скальпелей
»»» Скарификаторы
»»» Скальпели и Лезвия
»»» мундштуки
»»» загубники
»»» кабели
»»» Зажимы
»»» корцанги
»»» цапки для белья
»»» Катетеры
»»» Ножницы
»»» ножи
»»» Шприцы
»» Изделия из резины, силикона, латекса
»» Лаборатория
»»» Дозаторы и наконечники
»»» Изделия из резины, силикона, латекса
»»» Контейнеры
»»» Пробирки вакуумные
»»» Пробирки лабораторные — пластик
»»» Пробирки цилиндрические(стекло/пластик)
»»» Пробирки лабораторные — стекло
»»» Пробирки Моноветт
»»» Пробирки центрифужные — стекло
»»» Прочее
»»» Пробирки центрифужные — пластик
»»» Пробирки вакуумные Вакутайнер
»»» Реагенты для гем.
издания / Медкнига / Стоматология Специальная медицина / Ме
» Для студентов стоматологов
» Товары общего назначения
»» Демонстрационные модели
»» Разное
»» Все для офиса,склада и дома
»» Вспомогательные средства
»» Аптечки разные
» Запчасти к оборудованию
МЕДИЦИНА и КОСМЕТОЛОГИЯ
» АКЦИИ для медцентров
» Расходные материалы и инструменты
»» Аптечки
»» Бумажная продукция
»»» Пакеты гигиенические
»»» Покрытие на унитаз
»»» Полотенца для рук
»»» Полотенца для уборки
»»» Простыни
»»» Салфетки для лица
»»» Салфетки для протирания
»»» Салфетки для рук
»»» Салфетки цветные
»»» Туалетная бумага
»» Бумага регистрационная,электроды,мундштуки,загубники,кабели
»»» Для анализатора
»»» Для УЗИ
»»» Для ФМ
»»» Для ЭКГ
»»» Для ЭЭГ
»»» Кабели,электроды
»»» Прочее
»» Бумага регистрационная
»» Инструменты мц
»»» Гинекологические зеркала и наборы
»»» Емкости для стерилизации
»»» Емкости прочие
»»» Зажимы,корцанги,цапки для белья
»»» Зеркала
»»» Зонды
»»» Иглы
»»»» Акупунктурные
»»»» Биопсийные
»»»» для Мезотерапии
»»»» Игла-бабочка
»»»» Инъекционные
»»»» Ланцеты
»»»» Спинальная
»»»» Хирургические
»»» Иглодержатели
»»» Кюретки
»»» Лезвия для скальпелей
»»» Лотки и маты
»»» Ножницы,ножи
»»» Пинцеты
»»» Прочие инструменты
»»» Распаторы
»»» Ручки для скальпелей
»»» Скарификаторы
»»» Скальпели и Лезвия
»»» мундштуки
»»» загубники
»»» кабели
»»» Зажимы
»»» корцанги
»»» цапки для белья
»»» Катетеры
»»» Ножницы
»»» ножи
»»» Шприцы
»» Изделия из резины, силикона, латекса
»» Лаборатория
»»» Дозаторы и наконечники
»»» Изделия из резины, силикона, латекса
»»» Контейнеры
»»» Пробирки вакуумные
»»» Пробирки лабораторные — пластик
»»» Пробирки цилиндрические(стекло/пластик)
»»» Пробирки лабораторные — стекло
»»» Пробирки Моноветт
»»» Пробирки центрифужные — стекло
»»» Прочее
»»» Пробирки центрифужные — пластик
»»» Пробирки вакуумные Вакутайнер
»»» Реагенты для гем. анализаторов
»»» Реактивы для лабораторных исследований
»»» Стекло
»»» Штативы
»» Одноразовые средства
»»» Бахилы
»»» Воротнички
»»» Головные уборы
»»» Защита глаз
»»» Коврики
»»» Коврики
»»» Комплекты одежды для процедур нестерильные
»»» Комплекты одежды для процедур стерильные
»»» Маски одноразовые и респираторы
»»» Носки
»»» Одежда для процедур
»»» Пеньюары
»»» Перчатки
»»»» Держатели для перчаток
»»»» Нестерильные перчатки
»»»»» Виниловые
»»»»» Нитриловые
»»»»» Прочие перчатки
»»»»» Смотровые
»»»»» Хирургические
»»»» Стерильные перчатки
»»»»» Нитриловые стерильные
»»»»» Прочие стерильные перчатки
»»»»» Нитриловые стерильные
»»»»» Смотровые стерильные перчатки
»»»»» Хирургические стерильные перчатки
»»» Полотенца
»»» Простыни
»»»» Простыни нестерильные
»»»» Простыни стерильные
»»» Разделители пальцев
»»» Салфетки и фартуки
»»» Трусы
»»» Чехлы
»»» Фольга
»»» Халаты
»»» Фартуки
»»» Тапочки
»»» Шапочки
»» Перевязка
»»» Салфетки ранозаживляющие
»»» Салфетки инъекционные
»»» Марля
»»» Клеенка
»»» Вата стерильная и нестерильная
»»» Пластырь бактерицидный
»»» Пластырь фиксирующий
»»» Салфетки для перевязки
»»» Бинты нестерильные
»»» Бинты стерильные
»»» Бинты гипсовые
»»» Бинты трубчатые
»» Продукция по уходу за ребенком
»» Пленка и Химия
»»» Пленка для Маммографии
»»» Пленка зеленая
»»» Пленка синяя
»»» Прочее Пленки и Химия
»» Прочее (расходники)
»»» Коврики антибактериальные
»»» Мочеприемники
»»» Мундштуки
»»» Освежители воздуха TORK
»»» Трубки и воздуховоды
»»» Разное (расходники)
»» Расходный материал для оборудования
»» разное (расходники)
»» Средства гигиены
»» Тесты
»»» Тест-полоки на мочу
»»» Прочие тест-полоски
»»» Тесты дыхания на алкоголь
»»» Тест-полоски на дезинфицирующие средства
»»» Тест-полоски на кровь
»» Фартуки нестерильные
»» Уборочный инвентарь
»»» Аксессуары
»»» Тряпки,Салфетки
»»» Тележки
»»» МОП
»» Упаковочный материал
»»» Бумага крепированная
»»» Бумага креповая
»»» Бумага оберточная
»»» Лента индикаторная
»»» Пакеты (сумки) пылевлагозащитные
»»» Пакеты бумажные
»»» Пакеты ВЛАГОПРОЧНЫЕ
»»» Пакеты КРАФТ/Крафт-пакеты
»»» Пакеты КРАФТ ГЕКОМЕД
»»» Пакеты объемные бумага/пленка
»»» Пакеты плоские простые бумага/пленка
»»» Пакеты плоские самозапечатывающие бумага/пленка
»»» Пакеты с замком
»»» Пакеты усиленные (бумага/пленка)
»»» Рулоны объемные
»»» Рулоны плоские
»» Утилизация
»»» Емкости класса А
»»» Емкости класса Б
»»» Контейнеры класса Б
»»» Корзины для мусора
»»» Мешки класс А
»»» Мешки класса Б
»»» Мешки класса В
»»» Мешки класса Г
»»» Прочее(Утилизация)
»»» Тележки (Утилизация)
»» Гели
»» Шовный материал
»» Система для растворов
»» Дезинсекция
» Стерилизация и Дезинфекция
»» Дезинфицирующие средства
»» Дезинфекция и гигиена кожи и рук
»» Дезсредства для дезинфицирующих и моющих машин
»» Дозатор локтевой
»» Журналы и книги учета
»» Емкости класса В
»» Индикаторы
»»» Биологические индикаторы
»»» Дезиконты
»»» Журналы регистрации
»»» Интесты
»»» Медисы
»»» Прочие
»»» Стериконты
»»» Стеритесты
»»» Фарматесты
»» Контейнеры для дезинфекции
»» Камеры дезинфекционные
»» Комплект для раздачи лекарств
»» Коробки стерилизационные
»» Лампочки бактерицидные
»» Моюще-дезинфицирующие аппараты
»» Оборудование для приготовления дезрастворов
»» Облучатель-рециркуляторы бактерицидные
»» Обеззараживания медицинских отходов
»» Стерилизаторы воздушные
»» Стерилизаторы паровые
»» Стерилизаторы воздушные с охлаждением
»» Тест — полоски
»» Ультразвуковая моечная установка
»» Утилизация медицинских отходов
»» Устройства термосваривающие упаковочные
»» Чистящие и моющие средства
»» Шкаф для сушки и хранения медицинских изделий
»» Шкафы суховоздушные
» Оборудование для клиник и учреждений
»» Оборудование СБОР клиникам
»» Автоклавы
»» Аквадистилляторы
»» Акушерство и гинекология
»» Аппараты для педикюра со встроенным пылесосом
»» Аппараты сшивающие хирургические
»» Аппараты общего назначения
»» Аппараты УЗИ и сканеры
»» Аппараты а-ивл/влил, ингаляционного наркоза анпсп
»» Вакуумные массажеры
»» Весы
»» Внутрикостные пистолеты
»» Водяные бани
»» Гинекологическое оборудование
»» Диагностическое оборудование
»» Дефибрилляторы
»» Дерматовенерологическое Оборудование
»» Дозаторы шприцевые и насосы инфузионные
»» Закаточное оборудование
»» Измерительные приборы
»»» Гигрометры
»»» Доп.
анализаторов
»»» Реактивы для лабораторных исследований
»»» Стекло
»»» Штативы
»» Одноразовые средства
»»» Бахилы
»»» Воротнички
»»» Головные уборы
»»» Защита глаз
»»» Коврики
»»» Коврики
»»» Комплекты одежды для процедур нестерильные
»»» Комплекты одежды для процедур стерильные
»»» Маски одноразовые и респираторы
»»» Носки
»»» Одежда для процедур
»»» Пеньюары
»»» Перчатки
»»»» Держатели для перчаток
»»»» Нестерильные перчатки
»»»»» Виниловые
»»»»» Нитриловые
»»»»» Прочие перчатки
»»»»» Смотровые
»»»»» Хирургические
»»»» Стерильные перчатки
»»»»» Нитриловые стерильные
»»»»» Прочие стерильные перчатки
»»»»» Нитриловые стерильные
»»»»» Смотровые стерильные перчатки
»»»»» Хирургические стерильные перчатки
»»» Полотенца
»»» Простыни
»»»» Простыни нестерильные
»»»» Простыни стерильные
»»» Разделители пальцев
»»» Салфетки и фартуки
»»» Трусы
»»» Чехлы
»»» Фольга
»»» Халаты
»»» Фартуки
»»» Тапочки
»»» Шапочки
»» Перевязка
»»» Салфетки ранозаживляющие
»»» Салфетки инъекционные
»»» Марля
»»» Клеенка
»»» Вата стерильная и нестерильная
»»» Пластырь бактерицидный
»»» Пластырь фиксирующий
»»» Салфетки для перевязки
»»» Бинты нестерильные
»»» Бинты стерильные
»»» Бинты гипсовые
»»» Бинты трубчатые
»» Продукция по уходу за ребенком
»» Пленка и Химия
»»» Пленка для Маммографии
»»» Пленка зеленая
»»» Пленка синяя
»»» Прочее Пленки и Химия
»» Прочее (расходники)
»»» Коврики антибактериальные
»»» Мочеприемники
»»» Мундштуки
»»» Освежители воздуха TORK
»»» Трубки и воздуховоды
»»» Разное (расходники)
»» Расходный материал для оборудования
»» разное (расходники)
»» Средства гигиены
»» Тесты
»»» Тест-полоки на мочу
»»» Прочие тест-полоски
»»» Тесты дыхания на алкоголь
»»» Тест-полоски на дезинфицирующие средства
»»» Тест-полоски на кровь
»» Фартуки нестерильные
»» Уборочный инвентарь
»»» Аксессуары
»»» Тряпки,Салфетки
»»» Тележки
»»» МОП
»» Упаковочный материал
»»» Бумага крепированная
»»» Бумага креповая
»»» Бумага оберточная
»»» Лента индикаторная
»»» Пакеты (сумки) пылевлагозащитные
»»» Пакеты бумажные
»»» Пакеты ВЛАГОПРОЧНЫЕ
»»» Пакеты КРАФТ/Крафт-пакеты
»»» Пакеты КРАФТ ГЕКОМЕД
»»» Пакеты объемные бумага/пленка
»»» Пакеты плоские простые бумага/пленка
»»» Пакеты плоские самозапечатывающие бумага/пленка
»»» Пакеты с замком
»»» Пакеты усиленные (бумага/пленка)
»»» Рулоны объемные
»»» Рулоны плоские
»» Утилизация
»»» Емкости класса А
»»» Емкости класса Б
»»» Контейнеры класса Б
»»» Корзины для мусора
»»» Мешки класс А
»»» Мешки класса Б
»»» Мешки класса В
»»» Мешки класса Г
»»» Прочее(Утилизация)
»»» Тележки (Утилизация)
»» Гели
»» Шовный материал
»» Система для растворов
»» Дезинсекция
» Стерилизация и Дезинфекция
»» Дезинфицирующие средства
»» Дезинфекция и гигиена кожи и рук
»» Дезсредства для дезинфицирующих и моющих машин
»» Дозатор локтевой
»» Журналы и книги учета
»» Емкости класса В
»» Индикаторы
»»» Биологические индикаторы
»»» Дезиконты
»»» Журналы регистрации
»»» Интесты
»»» Медисы
»»» Прочие
»»» Стериконты
»»» Стеритесты
»»» Фарматесты
»» Контейнеры для дезинфекции
»» Камеры дезинфекционные
»» Комплект для раздачи лекарств
»» Коробки стерилизационные
»» Лампочки бактерицидные
»» Моюще-дезинфицирующие аппараты
»» Оборудование для приготовления дезрастворов
»» Облучатель-рециркуляторы бактерицидные
»» Обеззараживания медицинских отходов
»» Стерилизаторы воздушные
»» Стерилизаторы паровые
»» Стерилизаторы воздушные с охлаждением
»» Тест — полоски
»» Ультразвуковая моечная установка
»» Утилизация медицинских отходов
»» Устройства термосваривающие упаковочные
»» Чистящие и моющие средства
»» Шкаф для сушки и хранения медицинских изделий
»» Шкафы суховоздушные
» Оборудование для клиник и учреждений
»» Оборудование СБОР клиникам
»» Автоклавы
»» Аквадистилляторы
»» Акушерство и гинекология
»» Аппараты для педикюра со встроенным пылесосом
»» Аппараты сшивающие хирургические
»» Аппараты общего назначения
»» Аппараты УЗИ и сканеры
»» Аппараты а-ивл/влил, ингаляционного наркоза анпсп
»» Вакуумные массажеры
»» Весы
»» Внутрикостные пистолеты
»» Водяные бани
»» Гинекологическое оборудование
»» Диагностическое оборудование
»» Дефибрилляторы
»» Дерматовенерологическое Оборудование
»» Дозаторы шприцевые и насосы инфузионные
»» Закаточное оборудование
»» Измерительные приборы
»»» Гигрометры
»»» Доп. устройства для дезсредств
»»» Прочее / измерит. приборы
»»» Секундомеры
»»» Весы
»»» Термометры
»»»» Термометры ртутные и безртутные
»»»» Термометры инфракрасные
»»»» Термометры электронные
»»» Тонометры
»»»» Тонометры автоматические
»»»» Тонометры механические
»»»» Тонометры полуавтоматические
»»»» Манжеты для тономеров
»» Кардиологическое оборудование
»» Камеры для стерилизации
»» Камертоны
»» Кольпоскопы
»» Коагуляторы
»» Косметологическое оборудование
»» Кислородное оборудование
»» Кресла инвалидные
»» Криотехника
»» Лабораторное оборудование
»»» Анализаторы
»»»» Экспресс-анализаторы
»»» Встряхиватели
»»» Лабораторное оборудование НВ
»»» Прочее лабораторное оборудование
»»» Термостаты,встряхиватели,шейкеры
»»» Центрифуги
»» Лампы
»» Логопедический кабинет / Кабинет логопеда
»» ЛОР оборудование
»»» Ларингоскопы
»»»» Продукция фирмы KaWe (Германия)
»»»»» Рукояти
»»»»» Клинки изогутые
»»»»» Клинки прямые
»»»»» Доп. Опции
»»»»» Ларингоскопы для трудной интубации
»»» ЛОР оборудование
»» Лупы и Бинокуляры
»» Массажное оборудование
»» Матрацы и подушки противопролежневые
»» Маникюрное оборудование
»» Микроскопы
»» Мониторы прикроватные
»» Нагревательные плиты
»» Неврология
»» Неонатология
»» Негатоскопы
»» Оборудование разное
»» Реабилитационное Оборудование
»»» Костыли,трости,ходунки
»»» Кресла-коляски инвалидные
»»» Матрацы и подушки противопролежневые
»»» Столики прикроватные
»» Оборудование для медкабинета в школе
»» Облучатели,рециркуляторы
»» Операционные столы
»» Отоскопы
»»» Отоскопы лампочные
»»» Отоскопы с фиброооптикой
»» Отсасыватели
»» Офтальмологическое оборудование
»» Парикмахерское оборудование
»» Педикюрное оборудование
»» Пульсоксиметры
»» Реанимационное оборудование для клиник
»»» Дозаторы и насосы
»»» Шприцевые дозаторы-инфузионные насосы
»»» Мониторы
»» Рентген
»» Ростомеры
»» Стерилизаторы / Сухожары
»» Светильники медицинские
»» СПА SPA-оборудование
»» Стерилизаторы
»» Тележка-каталка, приемное устройство для скорой помощи
»» Тележки универсальные
»» Ультрафиолетовые лампы
»» Ультразвуковые ванны/Мойки ультразвуковые/Ванночки/
»» Урологическое оборудование
»» Упаковочные машины,Запечатывающие машины
»» Утилизаторы и Деструкторы игл
»» Центрифуги
»» Физиотерапевтическое Оборудование
»»» Электромагнитные поля
»»» Ультразвуковая терапия
»»» Лазерная терапия
»»» Магнитотерапия
»»» Прочее физиотерапевтическое оборудование
»»» Электрические токи
»»» Ингаляторы
»»» Теплолечение
»»» Светолечение
»»» для массажа аппараты
»»» Распылители
»» Фетальные допплеры
»» Фонендоскопы,стетоскопы,тонометры,Динамометры
»» Холодильники фармацевтические
»» Школа.
устройства для дезсредств
»»» Прочее / измерит. приборы
»»» Секундомеры
»»» Весы
»»» Термометры
»»»» Термометры ртутные и безртутные
»»»» Термометры инфракрасные
»»»» Термометры электронные
»»» Тонометры
»»»» Тонометры автоматические
»»»» Тонометры механические
»»»» Тонометры полуавтоматические
»»»» Манжеты для тономеров
»» Кардиологическое оборудование
»» Камеры для стерилизации
»» Камертоны
»» Кольпоскопы
»» Коагуляторы
»» Косметологическое оборудование
»» Кислородное оборудование
»» Кресла инвалидные
»» Криотехника
»» Лабораторное оборудование
»»» Анализаторы
»»»» Экспресс-анализаторы
»»» Встряхиватели
»»» Лабораторное оборудование НВ
»»» Прочее лабораторное оборудование
»»» Термостаты,встряхиватели,шейкеры
»»» Центрифуги
»» Лампы
»» Логопедический кабинет / Кабинет логопеда
»» ЛОР оборудование
»»» Ларингоскопы
»»»» Продукция фирмы KaWe (Германия)
»»»»» Рукояти
»»»»» Клинки изогутые
»»»»» Клинки прямые
»»»»» Доп. Опции
»»»»» Ларингоскопы для трудной интубации
»»» ЛОР оборудование
»» Лупы и Бинокуляры
»» Массажное оборудование
»» Матрацы и подушки противопролежневые
»» Маникюрное оборудование
»» Микроскопы
»» Мониторы прикроватные
»» Нагревательные плиты
»» Неврология
»» Неонатология
»» Негатоскопы
»» Оборудование разное
»» Реабилитационное Оборудование
»»» Костыли,трости,ходунки
»»» Кресла-коляски инвалидные
»»» Матрацы и подушки противопролежневые
»»» Столики прикроватные
»» Оборудование для медкабинета в школе
»» Облучатели,рециркуляторы
»» Операционные столы
»» Отоскопы
»»» Отоскопы лампочные
»»» Отоскопы с фиброооптикой
»» Отсасыватели
»» Офтальмологическое оборудование
»» Парикмахерское оборудование
»» Педикюрное оборудование
»» Пульсоксиметры
»» Реанимационное оборудование для клиник
»»» Дозаторы и насосы
»»» Шприцевые дозаторы-инфузионные насосы
»»» Мониторы
»» Рентген
»» Ростомеры
»» Стерилизаторы / Сухожары
»» Светильники медицинские
»» СПА SPA-оборудование
»» Стерилизаторы
»» Тележка-каталка, приемное устройство для скорой помощи
»» Тележки универсальные
»» Ультрафиолетовые лампы
»» Ультразвуковые ванны/Мойки ультразвуковые/Ванночки/
»» Урологическое оборудование
»» Упаковочные машины,Запечатывающие машины
»» Утилизаторы и Деструкторы игл
»» Центрифуги
»» Физиотерапевтическое Оборудование
»»» Электромагнитные поля
»»» Ультразвуковая терапия
»»» Лазерная терапия
»»» Магнитотерапия
»»» Прочее физиотерапевтическое оборудование
»»» Электрические токи
»»» Ингаляторы
»»» Теплолечение
»»» Светолечение
»»» для массажа аппараты
»»» Распылители
»» Фетальные допплеры
»» Фонендоскопы,стетоскопы,тонометры,Динамометры
»» Холодильники фармацевтические
»» Школа. Медицинский кабинет в школе
»» Электроды
»» Эндоскопия и лапароскопия Оборудование
» Все для парикмахерских и салонов красоты
»» Расходники для парикмахерских
»»» Аксессуары для парикмахерских
»»» Коврики
»»» Носки
»»» Тапочки
»»» Средства для волос
»»» Одежда для процедур
»»» Комплекты для процедур
»»» Коврики
»»» Защита глаз
»»» Головные уборы
»»» Воротнички
»»» Бахилы
»»» Салфетки
»»» Фартуки
»»» Халаты
»»» Фольга
»»» Чехлы
»»» Трусы
»»» Разделители пальцев
»»» Простыни
»»» Полотенца
»»» Перчатки
»»» Пеньюары
»» Оборудование Парикмахерское
»»» Кресла Парикмахерские
»»» Мойки Парикмахерские
»» Маникюрные инструменты
»» Принадлежности для депиляции
»» Парафинотерапия
»» для СПА, массажа и сауны
»» Для солярия
»» Для маникюра и педикюра
»» Для косметологии и визажа
»» Для восковой депиляции
» Мебель
»» Мебель металлическая
»» Мебель металлическая для клиник
»» Ширмы, тележки, прочее
»» Мебель из ЛДСП
»»» Столы, надстройки, тумбы из ЛДСП
»»» Шкафы, стеллажи, антресоли
»»» Кушетки из ЛДСП
»» Кушетки массажные
»»» Стационарные кушетки
»» Мебель Диакомс Россия
»»» Массажные комплекты
»»» Столики медицинские
»»» Шкафы медицинские
»»» Тележки
»»» Столы перевязочные
»»» Кресла массажные
»»» Кресла гинекологические
»»» Кровати акушерские
»»» Кровати медицинские
»»» Штативы медицинские
»»» Банкетки
»»» Антресоли
»»» Кресла донорские
»»» Ширмы
»»» Ростомеры,весы
»»» Разное
»» Штативы медицинские
»» Кровати
»» Кушетки
»» Прочая мебель
»» Столы
»» Стулья
»» Тумбы
»» Шкафы
»» Мебель для акушерства и гинекологии
» Рентгензащита и оборудование
» Все для офиса,склада и дома
» Разное .
Медицинский кабинет в школе
»» Электроды
»» Эндоскопия и лапароскопия Оборудование
» Все для парикмахерских и салонов красоты
»» Расходники для парикмахерских
»»» Аксессуары для парикмахерских
»»» Коврики
»»» Носки
»»» Тапочки
»»» Средства для волос
»»» Одежда для процедур
»»» Комплекты для процедур
»»» Коврики
»»» Защита глаз
»»» Головные уборы
»»» Воротнички
»»» Бахилы
»»» Салфетки
»»» Фартуки
»»» Халаты
»»» Фольга
»»» Чехлы
»»» Трусы
»»» Разделители пальцев
»»» Простыни
»»» Полотенца
»»» Перчатки
»»» Пеньюары
»» Оборудование Парикмахерское
»»» Кресла Парикмахерские
»»» Мойки Парикмахерские
»» Маникюрные инструменты
»» Принадлежности для депиляции
»» Парафинотерапия
»» для СПА, массажа и сауны
»» Для солярия
»» Для маникюра и педикюра
»» Для косметологии и визажа
»» Для восковой депиляции
» Мебель
»» Мебель металлическая
»» Мебель металлическая для клиник
»» Ширмы, тележки, прочее
»» Мебель из ЛДСП
»»» Столы, надстройки, тумбы из ЛДСП
»»» Шкафы, стеллажи, антресоли
»»» Кушетки из ЛДСП
»» Кушетки массажные
»»» Стационарные кушетки
»» Мебель Диакомс Россия
»»» Массажные комплекты
»»» Столики медицинские
»»» Шкафы медицинские
»»» Тележки
»»» Столы перевязочные
»»» Кресла массажные
»»» Кресла гинекологические
»»» Кровати акушерские
»»» Кровати медицинские
»»» Штативы медицинские
»»» Банкетки
»»» Антресоли
»»» Кресла донорские
»»» Ширмы
»»» Ростомеры,весы
»»» Разное
»» Штативы медицинские
»» Кровати
»» Кушетки
»» Прочая мебель
»» Столы
»» Стулья
»» Тумбы
»» Шкафы
»» Мебель для акушерства и гинекологии
» Рентгензащита и оборудование
» Все для офиса,склада и дома
» Разное . ЛИЦЕНЗИРОВАНИЕ КЛИНИК
» Лицензирование клиники-что это? и какие этапы вас ожидают ?
» Стандарты оснащения клиник -Стоматология,Зуботехническая лаборатория
» для Лицензирования клиник / медцентры / салоны красоты / парикмахерских
АРЕНДА ОБОРУДОВАНИЯ ДЛЯ ЛИЦЕНЗИРОВАНИЯ
КРАСОТА и ЗДОРОВЬЕ
» Asiakiss-косметические маски
» Уход за зубами
»» Отбеливание домашнее
»» Трейнеры,капы для зубов
»» Ирригаторы и щетки
» Уход за лицом
» Уход за телом
»» Средства от запаха и пота
» Уход за волосами
» Для визажа
» Для солярия
» Разное .
ЛИЦЕНЗИРОВАНИЕ КЛИНИК
» Лицензирование клиники-что это? и какие этапы вас ожидают ?
» Стандарты оснащения клиник -Стоматология,Зуботехническая лаборатория
» для Лицензирования клиник / медцентры / салоны красоты / парикмахерских
АРЕНДА ОБОРУДОВАНИЯ ДЛЯ ЛИЦЕНЗИРОВАНИЯ
КРАСОТА и ЗДОРОВЬЕ
» Asiakiss-косметические маски
» Уход за зубами
»» Отбеливание домашнее
»» Трейнеры,капы для зубов
»» Ирригаторы и щетки
» Уход за лицом
» Уход за телом
»» Средства от запаха и пота
» Уход за волосами
» Для визажа
» Для солярия
» Разное . .
ВЕТЕРЕНАРИЯ
» Оборудование для ветеринарных клиник
»» Анестезиологическое оборудование
»» Ветеринарные мониторы пациента
»» Ветеринарные электрокардиографы
»» Ветеринарные столы для УЗИ и кардио процедур
»» Ветеринарные УЗИ сканеры
»» Ветеринарные отоскопы, стетоскопы и тонометры
»» Весы ветеринарные
»» Дезинфекция и стерилизация
»» Кислородные концентраторы
»» Лампа Вуда
»» Носилки-тележки для перемещения животных
»» Намордники и сумки для обследования животных
»» Оборудование для фиксации животного и термолежаки
»» Рентген оборудование для ветеринарии
»» Светильники хирургические
»» Столы для крупных животных
»» Столы хирургические ветеринарные
»» Станки ветеринарные операционные
»» Стоматологическое оборудование для ветеринарии
»»» Скалеры ультразвуковые ветеринарные
»»» Портативные стоматологические установки
»»» Рентген стоматологический
»»» Инструмент для ветеринарии стоматологический
»» Термометры
»» Физиотерапевтические аппараты для животных
»» Холодильное оборудование
»» Шприцевые дозаторы и деструкторы игл
»» Электрокоагуляторы
»» Эндоскопическое оборудование
» Ветеринария
АРЕНДА выставочного оборудования
Все для офиса,склада и дома
» Создание сайта для клиник от МАКСИДЕНТ
» Бахилы
» Перчатки
» Товары общего назначения
» Оборудование для офиса
ПОДАРКИ и СУВЕНИРЫ
» Пано и Фигурки из керамики
Продажа б/у оборудования для медицины и стоматологии
Пломбировочные материалы и цементы
.
ВЕТЕРЕНАРИЯ
» Оборудование для ветеринарных клиник
»» Анестезиологическое оборудование
»» Ветеринарные мониторы пациента
»» Ветеринарные электрокардиографы
»» Ветеринарные столы для УЗИ и кардио процедур
»» Ветеринарные УЗИ сканеры
»» Ветеринарные отоскопы, стетоскопы и тонометры
»» Весы ветеринарные
»» Дезинфекция и стерилизация
»» Кислородные концентраторы
»» Лампа Вуда
»» Носилки-тележки для перемещения животных
»» Намордники и сумки для обследования животных
»» Оборудование для фиксации животного и термолежаки
»» Рентген оборудование для ветеринарии
»» Светильники хирургические
»» Столы для крупных животных
»» Столы хирургические ветеринарные
»» Станки ветеринарные операционные
»» Стоматологическое оборудование для ветеринарии
»»» Скалеры ультразвуковые ветеринарные
»»» Портативные стоматологические установки
»»» Рентген стоматологический
»»» Инструмент для ветеринарии стоматологический
»» Термометры
»» Физиотерапевтические аппараты для животных
»» Холодильное оборудование
»» Шприцевые дозаторы и деструкторы игл
»» Электрокоагуляторы
»» Эндоскопическое оборудование
» Ветеринария
АРЕНДА выставочного оборудования
Все для офиса,склада и дома
» Создание сайта для клиник от МАКСИДЕНТ
» Бахилы
» Перчатки
» Товары общего назначения
» Оборудование для офиса
ПОДАРКИ и СУВЕНИРЫ
» Пано и Фигурки из керамики
Продажа б/у оборудования для медицины и стоматологии
Пломбировочные материалы и цементы Производитель:
Все3A MEDES (Корея)3M ESPE3M Unitek США3Shape ДанияAALBA DENT INC. СШАAB Ardent ШвецияAdvanced Sterilization ProductsAGILE industriesAitecsAjax (Китай)AmannGirrbachAmazing White СШАAmtech ВеликобританияANDERS DENTALAngelus БразилияAnsell Medical МалайзияAntaeosAnthogyr (Франция)Anthogyr ФранцияAnthos ИталияApexmed Апексмед Интернэшнл Б.В. / НидерландыApoza ТайваньAquajetAquapick КореяARDent, ШвецияARIA di ODONTOIATRIA S.r.l. (Италия)ArkonaARKONA АрконаArtiglio (Италия)Asa Dental S.p.a.Asa Dental ИталияAsiakiss КореяAspinaB.Braun ГерманияBambach АвстралияBaolai Medical КитайBaush ГерманияBayer ГерманияBego ГЕРМАНИЯBenovy МалайзияBeromed GmbH Hospital Products Германия (т.м. «BEROCAN»)Beyond СШАBien-Air ШвейцарияBINDERBionetBisco СШАBisicoBJM LAB ИзраильBK Giulini ГерманияBlossom МалайзияBMT (Чехия)Borer ШвейцарияC.E.J. Dental (США)CandulorCardiolineCARL ZEISS (Германия)Carlo De Giorgi ИталияCastellini, ИталияCattani (Италия)Cattani ИталияCDG КитайChemische Fabrik Dr. Weigert GmbH & Co. KG (Германия)Chirana Medical СловакияColtene ШвейцарияColumbia Dentoform СШАCominox ИталияCOSSHINYF EnamelCoswell SPACovidien СШАCOXO Medical Instrument Co.
СШАAB Ardent ШвецияAdvanced Sterilization ProductsAGILE industriesAitecsAjax (Китай)AmannGirrbachAmazing White СШАAmtech ВеликобританияANDERS DENTALAngelus БразилияAnsell Medical МалайзияAntaeosAnthogyr (Франция)Anthogyr ФранцияAnthos ИталияApexmed Апексмед Интернэшнл Б.В. / НидерландыApoza ТайваньAquajetAquapick КореяARDent, ШвецияARIA di ODONTOIATRIA S.r.l. (Италия)ArkonaARKONA АрконаArtiglio (Италия)Asa Dental S.p.a.Asa Dental ИталияAsiakiss КореяAspinaB.Braun ГерманияBambach АвстралияBaolai Medical КитайBaush ГерманияBayer ГерманияBego ГЕРМАНИЯBenovy МалайзияBeromed GmbH Hospital Products Германия (т.м. «BEROCAN»)Beyond СШАBien-Air ШвейцарияBINDERBionetBisco СШАBisicoBJM LAB ИзраильBK Giulini ГерманияBlossom МалайзияBMT (Чехия)Borer ШвейцарияC.E.J. Dental (США)CandulorCardiolineCARL ZEISS (Германия)Carlo De Giorgi ИталияCastellini, ИталияCattani (Италия)Cattani ИталияCDG КитайChemische Fabrik Dr. Weigert GmbH & Co. KG (Германия)Chirana Medical СловакияColtene ШвейцарияColumbia Dentoform СШАCominox ИталияCOSSHINYF EnamelCoswell SPACovidien СШАCOXO Medical Instrument Co. , Lt КитайCrosstex СШАCSN ИталияD-Tec, ШвецияDaiei Dental (Япония)DARTA РоссияDeepak СШАDeguDent (Германия)DENKEN KDF (Япония)Densim СловакияDenstar (Корея)Dental TechnologiesDental X ИталияDentalfilm ИталияDentalHiTecDentamerica Inc.Dentech Corporation, ЯпонияDENTKIST Южная КореяDentLight СШАDentsply (США)Dentsply Maillefer SironaDentstar АнглияDentstar, Южная КореяDeppeler ШвейцарияDERMAGRIP МалайзияDetax ГерманияDetes КитайDexcowin КореяDexisDezodent (Германия)DiaDentDiamondbrite (США – Мексика)DigiMed Ю. КореяDigiMed Южная КореяDiplomat Dental (Словакия)Discom КитайDiscus DentalDispodent КитайDispodent КореяDMETEC КореяDMG ГерманияDonfeelDr. Hinz DentalDr. Schumacher GmbH ГерманияDreve Dentamid GmbHDSLightPost РоссияDURR Dental AG ГерманияDynaFlexEASTRICH (Тайвань)Eastrich Enterprise (Тайвань)Edan InstrumentsEdarredo (Италия)EdelweissEdenta ШвейцарияEKOM СловакияElma ГерманияElma, ГерманияEluan JYK, КитайEMS ШвейцарияEnamel ИталияEschenbach ГерманияEschenbach Германияchenbach ГерманияEuro Type КитайEuronda ИталияEVE ГерманияFaro ИталияFengdan КитайFGM БразилияFimet ФинляндияFONA Dental s.
, Lt КитайCrosstex СШАCSN ИталияD-Tec, ШвецияDaiei Dental (Япония)DARTA РоссияDeepak СШАDeguDent (Германия)DENKEN KDF (Япония)Densim СловакияDenstar (Корея)Dental TechnologiesDental X ИталияDentalfilm ИталияDentalHiTecDentamerica Inc.Dentech Corporation, ЯпонияDENTKIST Южная КореяDentLight СШАDentsply (США)Dentsply Maillefer SironaDentstar АнглияDentstar, Южная КореяDeppeler ШвейцарияDERMAGRIP МалайзияDetax ГерманияDetes КитайDexcowin КореяDexisDezodent (Германия)DiaDentDiamondbrite (США – Мексика)DigiMed Ю. КореяDigiMed Южная КореяDiplomat Dental (Словакия)Discom КитайDiscus DentalDispodent КитайDispodent КореяDMETEC КореяDMG ГерманияDonfeelDr. Hinz DentalDr. Schumacher GmbH ГерманияDreve Dentamid GmbHDSLightPost РоссияDURR Dental AG ГерманияDynaFlexEASTRICH (Тайвань)Eastrich Enterprise (Тайвань)Edan InstrumentsEdarredo (Италия)EdelweissEdenta ШвейцарияEKOM СловакияElma ГерманияElma, ГерманияEluan JYK, КитайEMS ШвейцарияEnamel ИталияEschenbach ГерманияEschenbach Германияchenbach ГерманияEuro Type КитайEuronda ИталияEVE ГерманияFaro ИталияFengdan КитайFGM БразилияFimet ФинляндияFONA Dental s. r.o. СШАFONA ИталияFONA КитайForum ИзраильGC ЯпонияGC ЯпонияGeistlich Pharma AGGelato (США)Gendex ГерманияGendex СШАGenie ИталияGenoray КореяGERMIPHENE CORPORATIONGILIGA (Тайвань)GlasSpanGold MillGood Doctors КореяH. Nordin ШвейцарияH.Nordin (Швейцария)H.Nordin ШвейцарияHager & Werken ГерманияHager Werken ГерманияHaier (Китай)Hallim КитайHapicaHarald NordinHEINE ГерманияHeliomed Handelsges.m.b.H, АвстрияHELM-PLAINHigenic ШвейцарияHLW ГерманияHM КитайHong Ke, КитайHoricoHRS КореяHu-FriedyHUM GmbH, ГерманияHumanChemieHumanChemie ГерманияHumanray КореяI.C. Lerсher ГерманияIcanClave КитайINTEGRAL MedicalINTEGRAL Medical Китай (т.м. «INTEGRAL»)InterdentItena ФранцияITERUM-Dental Implants&Equipment LTD (Израиль)Ivoclar Vivadent AG ЛихтенштейнJ. Morita ЯпонияJNB КитайJonson&JonsonJotaKAGAYAKIKaVo (Германия)KaVo ГерманияKaweKD Medical GMBH ГерманияKENDA ЛихтенштейнKerr Hawe СШАKeystone IndustriesKeystone СШАKodak Dental SystemsKohler Medizintechnik ГерманияKomet® ГерманияKulzer ГерманияKuraray Noritake ЯпонияKWI (Тайвань)LAMBDA S.
r.o. СШАFONA ИталияFONA КитайForum ИзраильGC ЯпонияGC ЯпонияGeistlich Pharma AGGelato (США)Gendex ГерманияGendex СШАGenie ИталияGenoray КореяGERMIPHENE CORPORATIONGILIGA (Тайвань)GlasSpanGold MillGood Doctors КореяH. Nordin ШвейцарияH.Nordin (Швейцария)H.Nordin ШвейцарияHager & Werken ГерманияHager Werken ГерманияHaier (Китай)Hallim КитайHapicaHarald NordinHEINE ГерманияHeliomed Handelsges.m.b.H, АвстрияHELM-PLAINHigenic ШвейцарияHLW ГерманияHM КитайHong Ke, КитайHoricoHRS КореяHu-FriedyHUM GmbH, ГерманияHumanChemieHumanChemie ГерманияHumanray КореяI.C. Lerсher ГерманияIcanClave КитайINTEGRAL MedicalINTEGRAL Medical Китай (т.м. «INTEGRAL»)InterdentItena ФранцияITERUM-Dental Implants&Equipment LTD (Израиль)Ivoclar Vivadent AG ЛихтенштейнJ. Morita ЯпонияJNB КитайJonson&JonsonJotaKAGAYAKIKaVo (Германия)KaVo ГерманияKaweKD Medical GMBH ГерманияKENDA ЛихтенштейнKerr Hawe СШАKeystone IndustriesKeystone СШАKodak Dental SystemsKohler Medizintechnik ГерманияKomet® ГерманияKulzer ГерманияKuraray Noritake ЯпонияKWI (Тайвань)LAMBDA S. p.A., ИталияLascod ИталияLegrin КитайLeica ГерманияLEIKOLeoneLerсher ГерманияLIXIN Jiangyin Diamond ToolsLM ФинляндияLuerLuxsutures (Люксембург)M. SCHILLING GmbH ГерманияMagic ИталияMagnolia CattaniMajor (Италия)Major ИталияMani ЯпонияMATECH (США)MDT ИзраильMEDERENMedicNRG ИзраильMegadenta ГерманияMegasonex, СШАMeisinger ГерманияMELAG ГерманияMEMMERTMercury (Китай)META Biomed КореяMetraxMGF ИталияMICERIUMMicro Mega ФранцияMicroNX КореяMilestone Scientific (США)MindrayMiradentMIS ИзраильMitsubishi ЯпонияMobilico КитайMOCOM ИталияMonitex ТайваньMr.Curette (МСТ), Южная КореяMRCMuller-Omicron (Германия)Muller-Omicron ГерманияMVS In Motion (Бельгия)MyRay ИталияNAIS БолгарияNanning Baolai КитайNew Life RadiologyNewmed S.r.l. ИталияNICNIHONSHIKA KINZOKU (Япония)NiksyNiksy КитайNINGBO HI-TECH UNICMED IMP&EXP CO, LTD, КитайNipro КореяNissin ЯпонияNopa instruments, ГерманияNordiska DentalNoritake ЯпонияNSK Nakanishi Inc. ЯпонияOlidentOMEC (Италия)Omec, ИталияOMNIDENT ГерманияOMS ИталияOp-d-op СШАOrangedentalOrangedental ГерманияOrangeinstrumentsOrascoptic/Surgical Acuity d/b/aOrix HF ИталияOrmco СШАOro Clean Chemie ШвейцарияOrtho-TainOwandy s.
p.A., ИталияLascod ИталияLegrin КитайLeica ГерманияLEIKOLeoneLerсher ГерманияLIXIN Jiangyin Diamond ToolsLM ФинляндияLuerLuxsutures (Люксембург)M. SCHILLING GmbH ГерманияMagic ИталияMagnolia CattaniMajor (Италия)Major ИталияMani ЯпонияMATECH (США)MDT ИзраильMEDERENMedicNRG ИзраильMegadenta ГерманияMegasonex, СШАMeisinger ГерманияMELAG ГерманияMEMMERTMercury (Китай)META Biomed КореяMetraxMGF ИталияMICERIUMMicro Mega ФранцияMicroNX КореяMilestone Scientific (США)MindrayMiradentMIS ИзраильMitsubishi ЯпонияMobilico КитайMOCOM ИталияMonitex ТайваньMr.Curette (МСТ), Южная КореяMRCMuller-Omicron (Германия)Muller-Omicron ГерманияMVS In Motion (Бельгия)MyRay ИталияNAIS БолгарияNanning Baolai КитайNew Life RadiologyNewmed S.r.l. ИталияNICNIHONSHIKA KINZOKU (Япония)NiksyNiksy КитайNINGBO HI-TECH UNICMED IMP&EXP CO, LTD, КитайNipro КореяNissin ЯпонияNopa instruments, ГерманияNordiska DentalNoritake ЯпонияNSK Nakanishi Inc. ЯпонияOlidentOMEC (Италия)Omec, ИталияOMNIDENT ГерманияOMS ИталияOp-d-op СШАOrangedentalOrangedental ГерманияOrangeinstrumentsOrascoptic/Surgical Acuity d/b/aOrix HF ИталияOrmco СШАOro Clean Chemie ШвейцарияOrtho-TainOwandy s. a.s. ФранцияP&T Medical (Китай)P&T Medical КитайPanasonicParkell, СШАPaul Hartmann ГерманияPD ШвейцарияPhilipsPhilips НидерландыPHYSIO CONTROLPi dental (Венгрия)Pierrot ИспанияPlanmeca Oy ФинляндияPoliTec, ГерманияPoly Medicure Limited Индия (т.м. «POLYFLON FEP»)Polydentia ШвейцарияPolywaxPOSDION (Ю. Корея)Poskom КореяPremier СШАPresiDENTPresident Dental GmbHPrime-Dent СШАProCare МалайзияProgeny СШАPROMISEE DENTAL (Китай)R-TestReDent Nova (Израиль)Redent Nova ИзраильRemeza (Белоруссия)Renfert ГерманияRESORBA ГерманияRiester GmbH ГерманияRoder DentalinstrumenteRoeko ГерманияRonvigRoson Medical Instruments КитайRTDRUNYESS-Denti (Ю. Корея)Sabana ГерманияSaeshin Ю. КореяSaeyang Microtech CO., LTD, Южная КореяSAFSafe&Care МалайзияSalli (Финляндия)Sapphire ГерманияSarstedt AG, ГерманияSatelec Sas Acteon Group Division ФранцияScheftner ГерманияScheu Dental ГерманияSCHICK DENTAL ГерманияSchick Technologies Inc. СШАSchiller ШвейцарияSCHULER, ГерманияSchulke & Mayr ГерманияSchutz ГерманияSchwert ГерманияSciCan (Канада)SDI ШвецияSDS ТайваньSecaSempercare МалайзияSeptodont ФранцияSF Medical Products GmbH ГерманияSFM Hospital ProductsSHANGHAI SHEEN MEDICAL INSTRUMENT Co.
a.s. ФранцияP&T Medical (Китай)P&T Medical КитайPanasonicParkell, СШАPaul Hartmann ГерманияPD ШвейцарияPhilipsPhilips НидерландыPHYSIO CONTROLPi dental (Венгрия)Pierrot ИспанияPlanmeca Oy ФинляндияPoliTec, ГерманияPoly Medicure Limited Индия (т.м. «POLYFLON FEP»)Polydentia ШвейцарияPolywaxPOSDION (Ю. Корея)Poskom КореяPremier СШАPresiDENTPresident Dental GmbHPrime-Dent СШАProCare МалайзияProgeny СШАPROMISEE DENTAL (Китай)R-TestReDent Nova (Израиль)Redent Nova ИзраильRemeza (Белоруссия)Renfert ГерманияRESORBA ГерманияRiester GmbH ГерманияRoder DentalinstrumenteRoeko ГерманияRonvigRoson Medical Instruments КитайRTDRUNYESS-Denti (Ю. Корея)Sabana ГерманияSaeshin Ю. КореяSaeyang Microtech CO., LTD, Южная КореяSAFSafe&Care МалайзияSalli (Финляндия)Sapphire ГерманияSarstedt AG, ГерманияSatelec Sas Acteon Group Division ФранцияScheftner ГерманияScheu Dental ГерманияSCHICK DENTAL ГерманияSchick Technologies Inc. СШАSchiller ШвейцарияSCHULER, ГерманияSchulke & Mayr ГерманияSchutz ГерманияSchwert ГерманияSciCan (Канада)SDI ШвецияSDS ТайваньSecaSempercare МалайзияSeptodont ФранцияSF Medical Products GmbH ГерманияSFM Hospital ProductsSHANGHAI SHEEN MEDICAL INSTRUMENT Co. .,LtdSherbetShine АвстрияSHINING 3DShofu ЯпонияSiger КитайSilfradent (Италия)SironaSirona Dentsply Maillefer SironaSLASHSMT(Корея)Soderex ФинляндияSoltec ИталияSONG YOUNG (Тайвань)Song Young ТайваньSonotraxSony Corporanion ЯпонияSpident КореяSpofaDental KerrSS White СШАSteelco ИталияStern Weber (Италия)Stomadent SK СловакияSultanSuni Imaging Microsystems,Inc. СШАSunViv МалайзияSure Cord КореяSURU International Pvt. Ltd. Индия (т.м. «SURUWAY»)Suzhou Zhen Wu Medical Sutures & Suture Needles Factory КитайSwiDella КитайSybronEndo (США)Tau Steril ИталияTau Steril, ИталияTechnodent, АргентинаTecno-Gaz (Италия)TePeTokuyama Dental ЯпонияTork ШвецияTroge Medical GmbH ГерманияTuttnauer Company LTD ИзраильUgin (Франция)ULABUltradent СШАVatech Ю.КореяVDW ГерманияVeranaVERICOM КореяVERIDENTVita (Германия)Vita, ГерманияVoco ГерманияVogt Medical GmbH ГерманияVRK LabW&H DentalWerk АвстрияWaismed-PerSysMedicalWaterpikWebCamera КитайWelch AllynСШАWerther S.P.AWerther ИталияWiedoo (Китай)Wieland (Германия)Wieland, ГерманияWoodpecker DTE КитайWoodpecker КитайWoson КитайWu Wei КитайWuerWei КитайWuerWei, КитайYDM ЯпонияYeti (Германия)Yeti, ГерманияYMARDA КитайYOUJOY КитайYuyao Jintai Machine Factory (Китай)ZEISS ГерманияZeitun ИорданияZhermack ИталияZhermapoZollАванта РоссияАверон (Россия)Аверон РоссияАгри КазаньАксионАксион РоссияАльтонАРМЕДАэролайф (Россия)БелоруссияБиоссБозон РоссияБразилияВалентаВеликобританияВита-Пул РоссияВладМиВаВладмива (Россия)ВладМиВа РоссияВоко Voco ГерманияВормаВоронеж ДентисГеософт ДентГерманияГигиена Мед РоссияДанияДента-М, Струм БелоруссияДентсплай DentsplyДжи Си GC ЯпонияДиакомс РоссияЕлатомский ПЗ, ЕлатьмаЕлатомский ПЗ,ЕлатьмаЖасмин-МедИвокляр IvoclarИзраильИкадент РоссияИндияИнститут развития инновационной стоматологииИнтермедапатит РоссияИспанияИталияИтена Itena ФранцияКазаньКазань КМИЗКанадаКасимовский Приборный Завод (Россия)КитайКореяКристи РоссияКристидент РоссияКронт РоссияЛатвияМedical ECONETМалайзияМалайзия Karex Industries SDN BHDМедполимер РоссияМексикаМЕТА КореяМИЗ-Ворсма (Россия)Можайский МИЗ РоссияМониторНавтекс РоссияНидерландыНидерланды Rovers Medical Devices B.
.,LtdSherbetShine АвстрияSHINING 3DShofu ЯпонияSiger КитайSilfradent (Италия)SironaSirona Dentsply Maillefer SironaSLASHSMT(Корея)Soderex ФинляндияSoltec ИталияSONG YOUNG (Тайвань)Song Young ТайваньSonotraxSony Corporanion ЯпонияSpident КореяSpofaDental KerrSS White СШАSteelco ИталияStern Weber (Италия)Stomadent SK СловакияSultanSuni Imaging Microsystems,Inc. СШАSunViv МалайзияSure Cord КореяSURU International Pvt. Ltd. Индия (т.м. «SURUWAY»)Suzhou Zhen Wu Medical Sutures & Suture Needles Factory КитайSwiDella КитайSybronEndo (США)Tau Steril ИталияTau Steril, ИталияTechnodent, АргентинаTecno-Gaz (Италия)TePeTokuyama Dental ЯпонияTork ШвецияTroge Medical GmbH ГерманияTuttnauer Company LTD ИзраильUgin (Франция)ULABUltradent СШАVatech Ю.КореяVDW ГерманияVeranaVERICOM КореяVERIDENTVita (Германия)Vita, ГерманияVoco ГерманияVogt Medical GmbH ГерманияVRK LabW&H DentalWerk АвстрияWaismed-PerSysMedicalWaterpikWebCamera КитайWelch AllynСШАWerther S.P.AWerther ИталияWiedoo (Китай)Wieland (Германия)Wieland, ГерманияWoodpecker DTE КитайWoodpecker КитайWoson КитайWu Wei КитайWuerWei КитайWuerWei, КитайYDM ЯпонияYeti (Германия)Yeti, ГерманияYMARDA КитайYOUJOY КитайYuyao Jintai Machine Factory (Китай)ZEISS ГерманияZeitun ИорданияZhermack ИталияZhermapoZollАванта РоссияАверон (Россия)Аверон РоссияАгри КазаньАксионАксион РоссияАльтонАРМЕДАэролайф (Россия)БелоруссияБиоссБозон РоссияБразилияВалентаВеликобританияВита-Пул РоссияВладМиВаВладмива (Россия)ВладМиВа РоссияВоко Voco ГерманияВормаВоронеж ДентисГеософт ДентГерманияГигиена Мед РоссияДанияДента-М, Струм БелоруссияДентсплай DentsplyДжи Си GC ЯпонияДиакомс РоссияЕлатомский ПЗ, ЕлатьмаЕлатомский ПЗ,ЕлатьмаЖасмин-МедИвокляр IvoclarИзраильИкадент РоссияИндияИнститут развития инновационной стоматологииИнтермедапатит РоссияИспанияИталияИтена Itena ФранцияКазаньКазань КМИЗКанадаКасимовский Приборный Завод (Россия)КитайКореяКристи РоссияКристидент РоссияКронт РоссияЛатвияМedical ECONETМалайзияМалайзия Karex Industries SDN BHDМедполимер РоссияМексикаМЕТА КореяМИЗ-Ворсма (Россия)Можайский МИЗ РоссияМониторНавтекс РоссияНидерландыНидерланды Rovers Medical Devices B. VОмега-Дент РоссияОрганик Фармасьютикалз ОООПакистанПозис РоссияПолистом РоссияПольшаРадуга РоссииРазноеРоссииРоссияРоссия ЭкрадентРоссия-Израиль-ГеософтСербияСерпухов «ВХ-Тайфун»Сибмединструмент РоссияСканерСловакияСмоленское СКТБ СПУ (Россия)Сонис РоссияСпектрум Интернэшнл, Инк., СШАСтомаСтома (Украина)Стома УкраинаСтома ХарьковСтомадент РоссияСтомахимСтрумСШАТайваньТайвань ROLENCEТехноДент РоссияТЗМОИТМТТор ВМТОР ВМ РоссияУкраинаФинляндияФорма Углич РоссияФранцияЦелит ВоронежШвейцарияШульц Германия Mani SchutzЭстэйд-Сервисгруп РоссияЮжная КореяЮЮ МедикалЮЮ Медикал КитайЯпония
VОмега-Дент РоссияОрганик Фармасьютикалз ОООПакистанПозис РоссияПолистом РоссияПольшаРадуга РоссииРазноеРоссииРоссияРоссия ЭкрадентРоссия-Израиль-ГеософтСербияСерпухов «ВХ-Тайфун»Сибмединструмент РоссияСканерСловакияСмоленское СКТБ СПУ (Россия)Сонис РоссияСпектрум Интернэшнл, Инк., СШАСтомаСтома (Украина)Стома УкраинаСтома ХарьковСтомадент РоссияСтомахимСтрумСШАТайваньТайвань ROLENCEТехноДент РоссияТЗМОИТМТТор ВМТОР ВМ РоссияУкраинаФинляндияФорма Углич РоссияФранцияЦелит ВоронежШвейцарияШульц Германия Mani SchutzЭстэйд-Сервисгруп РоссияЮжная КореяЮЮ МедикалЮЮ Медикал КитайЯпония
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице: 5203550658095
Найти
Водородная сварка – ООО «ЦСК»
Главная|Энциклопедия сварки|В|Водородная сваркаВодородная сварка – дуговая сварка, во время которой дуга горит в атмосфере водорода между двумя неплавящимися вольфрамовыми электродами.
Атомно-водородную сварку изобрел в 1925 году американец Ленгмюр. Технология основана на распаде воды на две составляющие водород и кислород.
Данная технология относится к категории безвредных, поскольку в процессе горения дуги задействован один химический элемент – водород (точнее, водяной пар).
Однако, если просто использовать водород в качестве топлива вместо ацетилена, то сварочная ванна может покрыться толстым слоем шлака, а сварочный шов будет тонким и пористым. Для усиления используются органические соединения, связывающие кислород. Например, бензин, бензол, толуол и другие.
Дуга в водородной сварке может иметь две формы:
— Спокойная (без характерного веера). Напряжение ниже 20-50 В, расход водорода – 500-800 л/ч,
— Звенящая (с веером пламени, касающимся поверхности изделия). В этой форме дуга издает звенящий звук. Напряжение от 60 до 120 В, расход водорода – 900-1800 л/ч.
Напряжение от 60 до 120 В, расход водорода – 900-1800 л/ч.
Достоинства водородной сварки:
— редкая перезарядка сварочного аппарата,
— оперативный вход в рабочий режим (до 5 минут в зависимости от расхода газа и атмосферных параметров),
— высокая мощность при малых габаритах оборудования,
— экологическая чистота (в отличие от сварки ацетиленом, когда выделяются токсичные пары азота, отравляющие организм),
— сварочный аппарат относится к классу пожаробезопасного оборудования,
— конструкция и принцип действия препятствуют возгоранию и взрыву установки,
— широкий ассортимент материалов для обработки (цветмет, чугун, сталь, стекло и даже керамика),
— окисление свариваемых участков исключено,
— доступность главного расходного элемента – воды,
— для бесперебойной работы требуются только источник тока и вода (желательно дистиллированная).
Основные элементы оборудования для сварки водородом:
— горелка,
— шланг,
— заправочное устройство,
— запасное сопло,
— охладитель-обогатитель.
Преимуществом водородной сварки, выгодно выделяющим её от других типов сварки, является экологическая чистота используемых элементов и безопасность во время работы.
Источник: wikimetall.ru
Постачальник: Водородная сварка
ПРЕИМУЩЕСТВА ВОДОРОДНОЙ СВАРКИВодородный сварочный аппаратВодородно — кислородное пламя имеет хорошую эффективность и является предпочтительной заменой ацетилено-кислородного пламени, для сварки, пайки и резки.
Водородно — кислородная сварка частично заменяет сварку и пайку в среде инертных газов (например, аргона), и в отличии от стандартных способов газосварки, является абсолютно безвредной, так как продуктом горения является водяной пар.
Водородно — кислородный сварочный аппарат можно использовать для широкого спектра обрабатываемых материалов: любой стали, цветные и благородные металлы, чугун, стекло, керамика, золото и т.д.
Для работы водородно — кислородного сварочного аппарата необходима только вода в маленьком количестве (примерно 0,2 литра в час).
Для обеспечения бесперебойной работы водородного сварочного поста, не нужно создавать запасы ацетилена и кислорода в баллонах.
Наш водородный сварочный аппарат позволяет выполнять широкий спектр работ – от сварки, микросварки и пайки пламенем размером с иголку до резки листовой стали толщиной до 10 мм и более. Обычно водородно — кислородная смесь превосходит ацетилено-кислородную по технологическим возможностям, а не просто является её более дешевым заменителем.
Водородный сварочный аппарат может работать непрерывно.
При применении водородно-кислородного пламени уменьшаются затраты на обслуживание рабочих мест, отсутствуют отходы производства, абсолютно безвредно — продуктом горения является водяной пар.
Преимущество этого аппарата перед аналогами
1. большая производительность при небольших габаритах
2. стабильное давление
3. специальная технология изготовления пластин обеспечивает большой ресурс работы
4. применение ШИМ (PWM) позволило уменьшить энергозатраты и снизить вес оборудования
5. интеллектуальное управление
6. Автоматическое и ручное управление
7. удобство в использовании
8. долговечность и простота обслуживания
9. удобное управление мощностью
10. широкий спектр применения
11. высокое качество при небольшой стоимости
12. высокая эффективность и удобство, по сравнению с газобаллонным оборудованием
13. один аппарат можно использовать для работ на нескольких рабочих местах одновременно. Аппарат будет самостоятельно подстраиваться под действия персонала, автоматически удерживая нужное давление газа в системе.
Автоматика облегчает переход от использования баллонов к интеллектуальному, современному, экономичному оборудованию. У Вас в руках та же горелка, тот же принцип регулирования расхода газа, прибор сделает все остальное сам.
У Вас в руках та же горелка, тот же принцип регулирования расхода газа, прибор сделает все остальное сам.
Сравнение затрат при эксплуатации сварочного оборудования
Стандартное газобалонное оборудование в Украине:
Стоимость Ацетилен баллона 40 л. – 50$/шт.
Заправка Ацетилен баллона 40 л. — 40$/шт.
Стоимость Пропан-бутан баллона 50 л. – 35$/шт.
Заправка Пропан-бутана 50 л. — 15$/шт.
Стоимость Кислород баллон 40 л. – 50$/шт.
Заправка Кислород баллон 40 л. — 6$/шт.
Редуктор + манометр – 15$.
Стоимость комплекта с баллоном Ацетилен – 161$.
Стоимость комплекта с баллоном Пропан-бутан – 121$. (без шлангов, горелок и т.д)
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
1 баллон Ацетилена + 10 баллонов Кислорода = 100$.
1,3 баллон Пропан-бутан + 10 баллонов Кислорода = 80$.
+ доставка баллонов, стоимость которой часто превышает стоимость самого газа.
Стоимость водородно-кислородного газосварочного оборудования:
Ориентировочная стоимость – 1300$.
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
Мощность усредненная 2,5 кВт/час
2,5 х 30 = 75 кВт/час ( потребление ел. Энергии за 30 часов.)
75 х 0,05 = 3,75. (примерная стоимость ел. Энергии за 30 часов.)
Расход воды 15 л.
15 х 0,1 = 1,5$. (стоимость дистиллированой воды)
3,75 + 1,5 = 5,25$. (затраты на 30 рабочих часов)
Вывод:
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
Ацетилена + Кислорода = 100$.
Пропан-бутан + Кислорода = 80$.
Вода + Эл. Энергия = 5, 25 $.
Срок окупаемости при 5 дневной рабочей неделе составит 1300$ / (100$ — 5.25$ ) = 14 недель (3,5 месяца)
Спустя 3,5 месяца вы сможете получать дополнительную прибыль 95$ в неделю или 380 дол в месяц!
Характеристики
Питание — 220 (380)В, 50 Гц
Потребляемая мощность — 4 кВт
Давление газа — 0,5 атм.
Макс. температура пламени — 2600 — 3000 ºC
Производительность газовой смеси — от 0 до 16,6 л/мин.
Средний расход воды — 225 см3/ч
Время непрерывной работы — 8 часов
Толщина свариваемой стали — от 0,1 до 5 мм.
Габариты — 695x265x340 мм.
Масса — 40 кг.
Ищем партнеров в:
АР Крим обл.; Вінницька обл.; Волинська обл.; Дніпропетровська обл.; Донецька обл.; Житомирська обл.; Закарпатська обл.; Запорізька обл.; Івано-Франківська обл.; Київська обл.; Кіровоградська обл.; Луганська обл.; Львівська обл.; Миколаївська обл.; Одеська обл.; Полтавська обл.; Рівненська обл.; Сумська обл.; Тернопільська обл.; Харківська обл.; Херсонська обл.; Хмельницька обл.; Черкаська обл.; Чернігівська обл.; Чернівецька обл.; За межами України обл.;
Великий гурт
Мелкий опт
Передплата
Є сервіс і гарантійне обслуговування
Є навчання та консультації
Галузь діяльності:- Промисловість, прилади, автоматика
Дата: 22.01.2019
Блог сварщика
Альтернативные источники энергии
2022-01-28
. ..
..
Владимир Будянов. Альтернативные технологии, Россия и Новый мировой порядок.
2022-01-25
Доктора наук Сергей Салль, Анатолий Конев, Валерий Дудышев (акад. Российской экологической академии) и ряд других учёных работают над созданием эффективных технологий, направленных на решение ключевых проблем человечества. Но на их пути стоит Всемирное мировое правительство… Передовые русские учёные обоснованно связывают современную мировую политику, направленную на установление Нового мирового порядка на основе всесилия «золотого тельца», с повсеместным обязательным подавлением новых технологий, в первую очередь энергетических и…
Альтернативная энергия своими руками: обзор лучших возобновляемых источников электричества
2017-12-21
Сегодня всем известно, что запасы углеводородов на Земле имеют свой предел. С каждым годом все труднее становится добывать нефть и газ из недр. Кроме того, их сжигание наносит непоправимый ущерб экологии нашей планеты. Несмотря на то, что технологии производства возобновляемой энергии сегодня очень эффективны, государства не спешат отказываться от сжигания топлива. При этом, цены на энергоносители растут с каждым годом, заставляя простых граждан все больше и больше раскошеливаться. В связи с этим, производство альтернативной энергии сегодня…
Несмотря на то, что технологии производства возобновляемой энергии сегодня очень эффективны, государства не спешат отказываться от сжигания топлива. При этом, цены на энергоносители растут с каждым годом, заставляя простых граждан все больше и больше раскошеливаться. В связи с этим, производство альтернативной энергии сегодня…
Альтернативные виды энергии. Обзор источников электичесива
2017-12-21
Ограниченные запасы ископаемого топлива и глобальное загрязнение окружающей среды заставило человечество искать возобновляемые альтернативные источники такой энергии, чтобы вред от ее переработки был минимальным при приемлемых показателях себестоимости производства, переработки и транспортировки энергоресурсов. Современные технологии позволяют использовать имеющиеся альтернативные энергетические ресурсы, как в масштабе целой планеты, так и в пределах энергосети квартиры или частного дома. Буйное развитие жизни на протяжении нескольких…
Альтернативные технологии — Россия и Новый мировой порядок.

2017-12-21
http://www.dal.by/news/89/28-08-12-25/ Альтернативные технологии, Россия и Новый мировой порядок Доктора наук Сергей Салль, Анатолий Конев, Валерий Дудышев (акад. Российской экологической академии) и ряд других учёных работают над созданием эффективных технологий, направленных на решение ключевых проблем человечества. Но на их пути стоит Всемирное мировое правительство… Передовые русские учёные обоснованно связывают современную мировую политику, направленную на установление Нового мирового порядка на основе всесилия «золотого…
Аккумуляторы для солнечных батарей
2017-12-21
Аккумуляторы для солнечных батарей — это буфер, обеспечивающий накопление энергии посредством обратимых химических реакций, благодаря чему гарантируется работа в циклическом режиме.
В солнечных системах используются аккумуляторные батареи герметичные и малообслуживаемые , а также Никель-солевые накопители энергии которые обладают большим ресурсом и предназначены специально для циклической работы. В настоящий момент самые востребованные свинцово-кислотные аккумуляторы для солнечных батарей , т.к это самый доступный класс накопителей…
В настоящий момент самые востребованные свинцово-кислотные аккумуляторы для солнечных батарей , т.к это самый доступный класс накопителей…
Аккумуляторы для рынка возобновляемых источников энергии
2017-12-21
Журнал РАДИОЛОЦМАН, июнь 2014 Bruce Dorminey Renewable Energy World Magazine Как развивающиеся, так и развитые страны мира имеют веские основания задуматься об использовании аккумуляторных технологий. И вот почему. С тех дней, когда ваш дедушка вынужден был периодически открывать капот, чтобы добавить воды в свинцово-кислотную батарею, технология аккумуляторов прошла долгий путь. Всего десять лет назад идея, что блоки аккумуляторов скоро будут «сглаживать потоки энергии», текущей от ветряных и солнечных ферм в электрические сети, казалась почти фантастической….
Безтопливные генераторы — уже реальность (+видео) — Форум Izhcommunal.ru
2017-06-30
Гидроэнергоблок для безплотинных ГЭС Изобретатель Ленёв Николай Иванович. Патент №2166664
В изобретении предлагается оригинальный, ранее не использовавшийся ни в одной из существующих конструкций, способ использования энергии как водного потока любого вида (рек, ручьёв, приливов, морской волны и т.д.) так и движения воздушных масс. При этом используется естественный поток, без предварительного преобразования (строительства дамб, каналов, напорных труб).
Данный способ отъёма мощности водного потока является наиболее выгодным и с экологической…
Патент №2166664
В изобретении предлагается оригинальный, ранее не использовавшийся ни в одной из существующих конструкций, способ использования энергии как водного потока любого вида (рек, ручьёв, приливов, морской волны и т.д.) так и движения воздушных масс. При этом используется естественный поток, без предварительного преобразования (строительства дамб, каналов, напорных труб).
Данный способ отъёма мощности водного потока является наиболее выгодным и с экологической…
Альтернативная энергетика
2017-06-22
содержание презентации «Альтернативная энергетика.ppt»
№
Слайд
Текст 1 Альтернативная энергия
в помощь Экологии и Энергосбережению Псков 2010г.
Автономная некоммерческая организация Cоциально-консультационный центр «ПсковРегионИнфо» Альтернативная Энергия 2 Возобновляемые источники энергии
Автономная некоммерческая организация Cоциально-консультационный центр «ПсковРегионИнфо» Альтернативная Энергия. Возобновляемые источники энергии – это не альтернатива существующей энергетике, а ее будущее, и вопрос лишь в том, когда…
Возобновляемые источники энергии – это не альтернатива существующей энергетике, а ее будущее, и вопрос лишь в том, когда…
Сварка из воды. Отопление водородом своими руками. Отдельные моменты использования
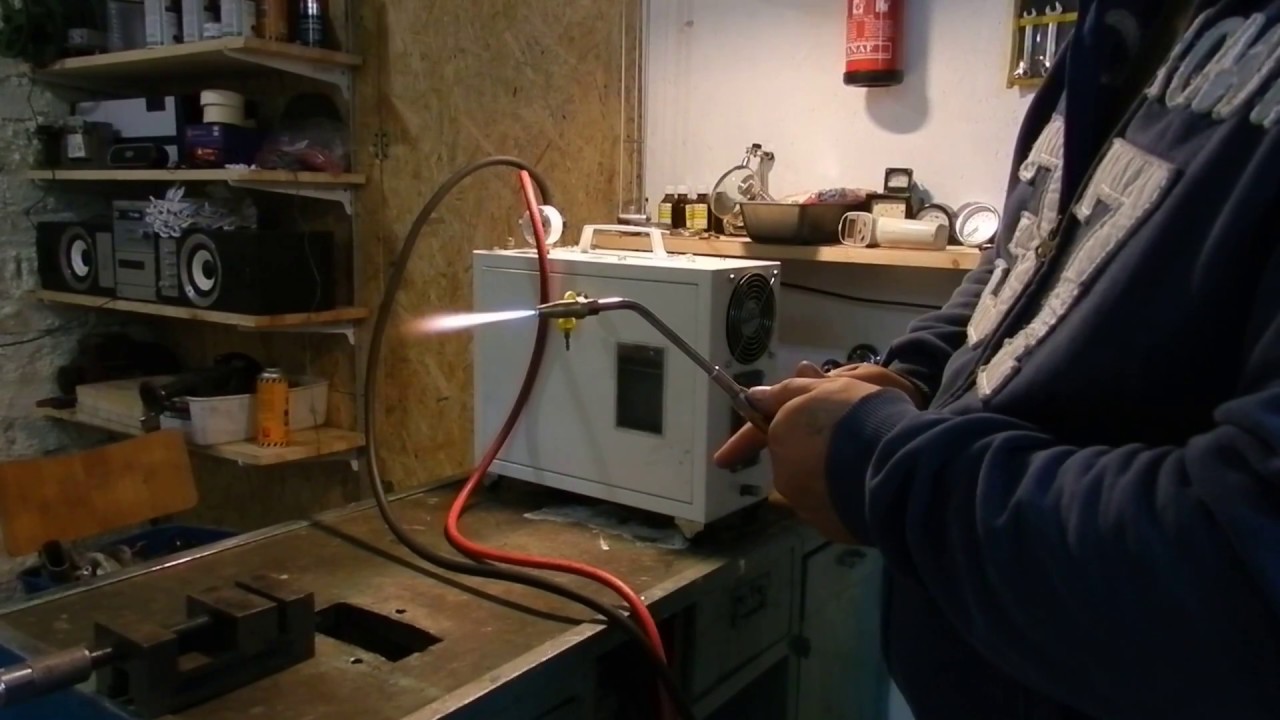
Водородное пламя можно использовать в качестве альтернативы ацетиленовому при проведении резки, пайки и сварки. В отличие от официальных методов, водородная сварка является практически безвредной. Это обусловлено паром, который является продуктом горения в этом процессе. Если вы владеете навыками газовой сварки, то довольно быстро сможете научиться и водородной. Если нет — потребуется чуть больше времени, но результат будет того стоить. В этой статье мы вам расскажем о том, как можно выполнить водородную сварку своими руками.
Особенности водородной сварки
Газовая сварка используется уже на протяжении ста лет. В качестве основного горючего газа используется ацетилен. Результаты проведенных исследований показали, что использование водорода вместо ацетилена является более продуктивным. При сварке материалов получается такое же производство и качество сварного шва. Единственная трудность состоит в том, что ацетиленовое пламя восстанавливает железо, а водородное — окисляет его.
При сварке материалов получается такое же производство и качество сварного шва. Единственная трудность состоит в том, что ацетиленовое пламя восстанавливает железо, а водородное — окисляет его.
Водородная сварка является одним из видов газопламенной обработки, которая происходит с использованием кислорода и смеси горючего газа. При задействовании водорода в качестве горючего газа сварочная ванна покрывается большим слоем шлака, а шов получается тонким и пористым. Но эту проблему удалось решить. Органические вещества имеют свойство связывать кислород, поэтому было принято решение об их применении. Стали использоваться углеводороды, которые имеют 30-80° температуры кипения. Это гексан, толуол, бензин, гептан, бензол. Для сварки необходимо минимальное количество.
Когда технологические вопросы были удачно решены, возникло еще одно затруднение. Отсутствовал эффективный источник кислорода. Водородные баллоны являются источником повышенной опасности, поэтому их использование нерентабельно. Большая концентрация сжиженного водорода может вызвать головокружение, удушье и сильное обморожение. Но основной опасностью водородного пламени является его невидимость при дневном свете.
Большая концентрация сжиженного водорода может вызвать головокружение, удушье и сильное обморожение. Но основной опасностью водородного пламени является его невидимость при дневном свете.
Днем водородное пламя можно определить путем использования специальных датчиков. Эту проблему удалось решить посредством расположения воды на водород и кислород под воздействием электричества. Электролизеры — это приборы, которые при помощи электрической энергии могут получать водород и кислород одновременно.
Стоит отметить, что водород, подходящий для сварки различных изделий из железа и малоуглеродистых сталей, является абсолютно непригодным для сварки нержавеющих сталей. Это происходит из-за его растворения в расплавленном никеле. При отвердевании металла он выделяется обратно, образовывая трещины и поры. Кислородно-водородная сварка также непригодна для меди. Но ее преимущество заключается в том, что атмосфера водорода защищает свариваемую поверхность от окисления.
Ацетиленовые генераторы и баллоны необходимы для использования в полевых условиях, когда рядом нет источников электроэнергии. Но в других случаях массивное газосварочное оборудование могут заменить легкие и удобные водородные аппараты.
Но в других случаях массивное газосварочное оборудование могут заменить легкие и удобные водородные аппараты.
Варианты использования водородных приборов
Сварочный водородный аппарат работает от трехфазной и бытовой электросети, имеют разную мощность. Прибором можно пользоваться в ручном и автоматическом режиме. В стандартную ацетиленовую горелку по шлангу подается состав водорода и кислорода, при этом температуру чистого пламени можно отрегулировать от 600 до 2600 градусов.
Сварочные водородные аппараты очень легки в эксплуатации. Их не нужно часто перезаряжать, да и трудоемкость является небольшой. Как правило, они входят в рабочий режим всего за пару минут, что зависит от требуемого расходования газа и температуры помещения. При оборудовании небольших размеров аппарат может быть очень мощным.
Водородная сварка является очень экологической, в отличие от ацетилена, работа с которым загрязняет среду токсичными веществами. В водородных приборах единственным продуктом горения является полностью безвредный пар. Кроме этого, при работе и хранении эти приборы полностью безопасны. Но не стоит пренебрегать защитной одеждой — рукавицами, плотной робой и очками для газовой сварки.
Кроме этого, при работе и хранении эти приборы полностью безопасны. Но не стоит пренебрегать защитной одеждой — рукавицами, плотной робой и очками для газовой сварки.
Такие аппараты решают практически все задачи, которые ставятся перед пламенной обработкой материалов. При помощи этих приборов можно осуществлять сварку, пайку, порошковое напыление, ручную и машинную кислородную резку, наплавку, термоупрочнение, порошковую наплавку. Существуют различные режимы работы, которые предоставляют возможность выполнять большой спектр работ — от сварки минимальной толщины до резки толстых стальных листов. Даже небольшие переносные аппараты с незначительной мощностью могут варить и резать листы черного и цветного металла до двух миллиметров толщины.
Аппараты водородной сварки пользуются большой популярностью среди ювелиров, стоматологов и специалистов по ремонту холодильников. Модели с большей мощностью позволяют сваривать материал до трех миллиметров толщины. Они очень популярны на станциях обслуживания техники, поскольку в этих местах запрещено использовать опасные баллоны с кислородом и пропаном.
Сварочные водородные аппараты могут использоваться во время кузовных работ, при ремонте батарей, блоков двигателей и ступиц. Когда предельный уровень давления и электролита достигается, встроенная контрольная система сама подает сигнал. В этом случае аппарат автоматически отключается от источника питания. Благодаря соблюдению таких мер безопасности, обеспечивается хорошая пожарная и взрывобезопасность.
Для сотрудников аварийных компаний, были разработаны специальные варианты, которые сваривают трубы с толщиной стенки до пяти миллиметров. Такие приборы можно использовать для заварки зон с браками чугунного и цветного литья, машинной и ручной резки металлов до тридцати миллиметров толщиной стенки. Эти способы сварки осуществляют с питанием подогревающего пламя резака от прибора и подачей кислорода из баллона.
Благодаря такой технологии получается очень чистый рез, в сравнении с ацетиленом и пропаном. Также отсутствуют выбросы оксида азота и граты, металл не насыщается углеродом и закаливается. Такие сварочные аппараты часто используются в колодцах, тоннелях и метрополитенах, поскольку там также запрещено использование пропана и ацетилена. Есть виды, которые предоставляют возможность проводить водородную сварку при минусовых температурах.
Такие сварочные аппараты часто используются в колодцах, тоннелях и метрополитенах, поскольку там также запрещено использование пропана и ацетилена. Есть виды, которые предоставляют возможность проводить водородную сварку при минусовых температурах.
Водородная сварка в домашних условиях
Водородный сварочный прибор пригодится каждому домашнему умельцу. Водородные аппараты стоят довольно дорого. К тому же купленные приборы очень тяжело использовать для работы с небольшими деталями. Вы можете изготовить подобный сварочный аппарат у себя дома. Все узлы можно собрать из обычных материалов. Давайте рассмотрим, как это правильно делается.
Водородная смесь получается благодаря электролизу водного раствора щелочи — едкого натра. Источник тока можно сделать из выпрямителя для зарядки аккумуляторных батарей от автомобиля. Для домашнего использования будет достаточно небольшой производительности, поэтому конструкцию можно упростить.
Электролиз происходит в сосуде, поэтому для водопроводной сварки в домашних условиях можно использовать стеклянную банку с полиэтиленовой крышкой в 0,5 литров. В крышке необходимо проделать точки для выводов контактных пластин электродов и для втулки трубки отвода получаемых газов. После этого следует герметизировать все выводы и саму крышку, подойдет обычный клей «Момент». Стоит отметить, что изогнутые змейкой электроды, являются пластинами шириной в 4 сантиметра из нержавеющей стали.
В крышке необходимо проделать точки для выводов контактных пластин электродов и для втулки трубки отвода получаемых газов. После этого следует герметизировать все выводы и саму крышку, подойдет обычный клей «Момент». Стоит отметить, что изогнутые змейкой электроды, являются пластинами шириной в 4 сантиметра из нержавеющей стали.
Через штуцер отвода газов необходимо заполнить банку электролитом (8-10% смесь гидроокиси натрия в очищенной воде) при помощи шприца в 50 мл. Функцию гидродозатора выполняет второй сосуд, в котором получается барботирование полученных газов и насыщение их парами горючих веществ при прохождении через 60-70% их раствора в воде.
Эта смесь должна поступать в третью емкость с водой, которая является затвором для выхода газов. Безопасность работы повышает задействование двух засовов, которые последовательно расположены и исключают проскок пламени от аппарата в электролизер. Для большей безопасности, вы можете сделать второй затвор из пластмассы.
Газ с кислородом, водородом и парами горючих веществ выходит через медицинскую иголку. Пламя может достигать температуры 2500 градусов, но ее можно регулировать путем изменения подаваемого напряжения. Следите, чтобы процесс горение был стойким. Если вы поменяете напряжение на электродах, измениться и сила тока, которая влияет на дозу выделяемого газа.
Пламя может достигать температуры 2500 градусов, но ее можно регулировать путем изменения подаваемого напряжения. Следите, чтобы процесс горение был стойким. Если вы поменяете напряжение на электродах, измениться и сила тока, которая влияет на дозу выделяемого газа.
Вы можете легко проверить это при помощи расчетов с использованием известной формулы Фарадея. Для втулок можно задействовать трубки от гелиевых ручек, капельниц и т.д., как показано на видео о водородной сварке. Помните, что диаметр иглы сварочного аппарата должен быть от 0,6 до 0, 8 миллиметра, а для третьего сосуда необходимо использовать пластмассовую баночку. Получившуюся конструкцию необходимо уложить в корпус, подходящий по размеру.
При электролизе расходуется вода, а количество щелочи остается таким же. Щелочь распадается на ионы и повышает электропроводность раствора. Вы можете пополнять топливную смесь при помощи обычного медицинского шприца с иглой. Для держателя иглы можно использовать деревянную ручку для инструментов, в которой также просверливается точка по диаметру трубки. Обязательно поместите ватные тампоны внутри трубки шприца, на ее основании и конце. Такая мера предосторожности предотвратит проскок пламени по трубке в сосуд со спиртовым составом.
Обязательно поместите ватные тампоны внутри трубки шприца, на ее основании и конце. Такая мера предосторожности предотвратит проскок пламени по трубке в сосуд со спиртовым составом.
Выпрямитель вы можете собрать самостоятельно на диодах, путем их соединения по полупериодной схеме. Вы можете задействовать любой подходящий трансформатор с мощностью не менее 180 Вт. Отлично подойдет трансформатор от старых советских телевизоров. Необходимо удалить вторичные обмотки и намотать новые при помощи толстого медного обмоточного провода в 4 миллиметра. Желательно сделать отводы для регулирования выходного напряжения, которые обеспечивают работу электролизера под нагрузкой. Хорошее напряжение на электродах следует регулировать в пределах 3В, ведь в приборе находится всего один гальванический промежуток.
Температура пламени зависит от смеси топливного состава. Вы можете использовать ацетон или этиловый спирт. В случае с ацетоном нельзя ставить втулки из трубок от гелиевых ручек, поскольку они растворятся в нем. Если количество спирта в смеси выходящих газов уменьшено и преобладает кислород, пламя может погаснуть. При сборке аппарата для самодельной водородной сварки помните обо всех вышеперечисленных правилах, особенно о ватных тампонах и третьем сосуде из пластмассы. Помните, что качественно собранное и герметичное устройство, будет работать очень долго при правильной эксплуатации.
Если количество спирта в смеси выходящих газов уменьшено и преобладает кислород, пламя может погаснуть. При сборке аппарата для самодельной водородной сварки помните обо всех вышеперечисленных правилах, особенно о ватных тампонах и третьем сосуде из пластмассы. Помните, что качественно собранное и герметичное устройство, будет работать очень долго при правильной эксплуатации.
Требования безопасности при водородной сварке
Водородная сварка может быть очень опасной. Могут возникать несчастные случаи из-за взрыва смесей, воспламенения кислородных редукторов, обратных ударов пламени. Вы должны тщательно ознакомиться с техникой безопасности, прежде чем заниматься водородной сваркой. Здесь мы приведем основные правила.
- Газовую сварку запрещается проводить слишком близко от воспламеняющихся и огнеопасных веществ. Если вы проводите сварку в помещениях, котлах или закрытых тесных помещениях, делайте постоянные перерывы и выходите на свежий воздух. В закрытых и полузакрытых помещениях вредные газы необходимо удалять при помощи местных отсосов.
 Если вы производите сварку в резервуарах, за процессом должен наблюдать второй человек, находящийся снаружи.
Если вы производите сварку в резервуарах, за процессом должен наблюдать второй человек, находящийся снаружи. - Во время сварки и резки следует обязательно использовать специальные защитные очки. В противном случае яркие лучи могут негативно повлиять на сетчатку и кровеносную оболочку глаз, вплоть до катаракты и наступления слепоты. Брызги металла и шлака также представляют большую опасность для открытых глаз.
- При использовании газовых баллонов лучше переносить их на носилках или на тележке, с обязательным использованием защитного колпака. Обычные способы транспортировки являются небезопасными. При перевозке газовые баллоны не должны касаться друг друга и падать. В зоне резки или сварки металла запрещается хранить кислородные баллоны. Перемещение на небольшие расстояния осуществляется переворачиваем с небольшим наклоном. Если в баллоне возникнет смесь кислорода и горючего газа (когда давление кислорода в баллоне ниже рабочего давления регулятора), может случиться взрыв. Поэтому следует применять редукторы с исправными манометрами.
- Во время сварки необходимо направить пламя горелки в сторону, которая находится с другой стороны от источника питания. Если вы не можете выполнить это условие, оградите источник при помощи железного щита. При работе газопроводящие рукава должны быть рядом со сварщиком. Во время перерыва следует обязательно тушить пламя горелки.
- Если сварочных постов больше десяти, газообеспечение должно идти по проводам ацетиленовых станций. Ацетиленовый генератор следует устанавливать в помещении с вентилятором и температурой не ниже пяти градусов. Следите, чтобы водный засов был наполнен до необходимого уровня. При неисправном или отключенном водном затворе работать запрещено.

Технология газовой сварки с применением водорода является такой же, как и у газовой сварки. Отличие заключается лишь в применении водородной смеси. Перед тем, как сделать водородную сварку самостоятельно, перечитайте ещё раз вышеописанные правила и советы. Мы надеемся, что наша информация поможет вам сделать качественный прибор и понять технологию процесса.
Водородное пламя используется как альтернатива ацетиленовому. С его помощью можно осуществлять процесс сваривания, резки, запаивания. Сварочный водородный аппарат обеспечивает эффективность и безопасность процесса. Использование водорода вместо ацетилена в процессе газовой сварки обеспечивает большую продуктивность. Сварочный шов получается качественным, а производительность остается на высоком уровне.
Суть процесса
Водородная сварка – разновидность газопламенной. Ее суть заключается в смешивании газов — водорода и кислорода. Работа позволяет получить пористый тонкий шов, однако в сварочной емкости остается большой шлаковый слой. Чтобы это избежать, в газовую смесь добавляют минимальное количество органики, а именно углеводородов. Эти вещества обладают способностью «гасить» кислород.
Сложным вопросом при организации водородной сварки считается выбор эффективного источника подачи газа. Известно, что применять водородный баллон для этих целей опасно. Сжиженный водород при высокой концентрации вызывает удушье и головокружение. Также проблемой является невидимость пламени в дневном свете. Днем применение такой сварки возможно только с использованием датчиков. Также проблема решается при помощи электролизеров – приборов, разлагающих воду на составляющие – кислород и водород.
Также проблемой является невидимость пламени в дневном свете. Днем применение такой сварки возможно только с использованием датчиков. Также проблема решается при помощи электролизеров – приборов, разлагающих воду на составляющие – кислород и водород.
Необходимо помнить, что этот газ пригоден для проведения сварки из малоуглеродистых сталей, железа, однако для сварки листов и труб из нержавеющей стали его применять нельзя.
Проблема возникает из-за взаимодействия водорода с никелем при высоких температурах. После охлаждения выделяется газ и образует повреждения на поверхности. Также такая сварка не применяется при обработке меди.
Варианты применения
Сварочный водородный аппарат подключают как к бытовой, так и к электрической сети с тремя фазами. Также его используют для ручной и автоматизированной работы. При работе происходит подача по шлангу смеси газов в горелку. Температура регулируется в диапазоне 600-2600 градусов по Цельсию.
Любой сварочный аппарат включается в эксплуатационный режим очень быстро – это зависит от температуры окружающей среды, а также величины расхода газа. Малые габариты прибора способны обеспечить его высокую мощность. Продукт горения водорода – пар, не имеющий токсических свойств. Поэтому как при работе, так и при хранении сварочный аппарат на основе этого газа абсолютно безопасен. Однако требования техники безопасности стоит соблюдать — нужно применять защитный костюм и очки при эксплуатации устройства.
Существуют следующие варианты применения оборудования:
- сваривание;
- выпаивание;
- порошковое напыление;
- кислородная резка;
- термическое упрочнение;
- наплавка.
Выбор режимов эксплуатации обеспечивает широкий спектр возможностей прибора — от сварки малой толщины до осуществления резки больших по толщине листов стали. Качественный сварочный аппарат – помощник стоматологов, ювелиров, также он часто применяется при ремонте холодильного оборудования, а также в пунктах технического обслуживания.
Помимо этого, оборудование используется при ремонте ступиц, двигателя, радиаторов, для проведения кузовных работ.
Безопасность устройства достигается благодаря системе автоматического отключения при достижении запредельного уровня давления и допустимой концентрации электролита. Это защищает от возможных взрывов и пожаров.
Плюсы водородной сварки
Преимущества данного типа сварочных работ таковы:
- эффективность;
- безопасность;
- экологичность;
- компактность;
- небольшая трудоемкость;
- широкий спектр материалов обработки: сталь, благородные и цветные металлы, стекло, чугун, керамика, стекло;
- для эксплуатации требуется только вода, бесперебойная работа не нуждается в других компонентах;
- водородная атмосфера создает защиту поверхности от окисления;
- нет необходимости перезарядки.
Новейшая разработка – сварочный аппарат, способный соединять трубы, толщина металлической поверхности которых составляет до 5 мм. Устройства применяются при заваривании участков с браком, а также для разрезания металлов толщиной до 30 мм. Такая сварка возможна при баллонной подаче кислорода. Так получают чистый срез. Металл подвергается закаливанию, но не происходит насыщения углеродом и нет побочного образования оксида азота. Такое оборудование эксплуатируется в метро, тоннельных помещениях и колодцах.
Устройства применяются при заваривании участков с браком, а также для разрезания металлов толщиной до 30 мм. Такая сварка возможна при баллонной подаче кислорода. Так получают чистый срез. Металл подвергается закаливанию, но не происходит насыщения углеродом и нет побочного образования оксида азота. Такое оборудование эксплуатируется в метро, тоннельных помещениях и колодцах.
Таким образом, применение водородной сварки – отличное решение для широкого круга сфер деятельности. Главное достоинство метода заключается в его абсолютной безопасности при соблюдении всех условий эксплуатации.
Высокоэффективное водородно-кислородное пламя может служить качественной альтернативой ацетилено-кислородному пламени в процессах сварки, резки и пайки. Частично, водородно-кислородная сварка может стать заменой свариванию в среде инертных газов. Этот метод, в отличие от стандартных, является практически безвредным, поскольку продуктом горения в данном процессе является пар. Водородная сварка выполненная своими руками для исполнителей, владеющих навыками , не требует длительного переучивания, достаточным является краткий инструктаж
Особенности водородно-кислородной сварки
История газовой сварки насчитывает около ста лет. Основным горючим газом повсеместно являлся ацетилен. Исследования ученых показали, что использование водорода вместо ацетилена позволяет получить такую же производительность и высокое качество при сварке углеродистых сталей и других материалов. Водородная газовая сварка является разновидностью процессов газопламенной обработки материалов, происходящих с использованием смеси горючего газа с кислородом.
Основным горючим газом повсеместно являлся ацетилен. Исследования ученых показали, что использование водорода вместо ацетилена позволяет получить такую же производительность и высокое качество при сварке углеродистых сталей и других материалов. Водородная газовая сварка является разновидностью процессов газопламенной обработки материалов, происходящих с использованием смеси горючего газа с кислородом.
Трудность состояла в том, что ацетилено-кислородное пламя по отношению к расплавленному железу является восстановительным, а водородно-кислородное – окислительным. Сварочная ванна при использовании водорода в качестве горючего газа покрывалась сплошным слоем шлака, шов становился пористым и хрупким. Проблему помогло решить использование органических веществ, обладающих способностью связывать кислород. В качестве таких добавок стали применять углеводороды, имеющие температуру кипения в пределах 30-80 градусов. Это могут быть бензины, гексан, гептан, толуол, бензол. Необходимое для процесса их количество крайне мало.
Особенности водородного пламени
После решения технологических вопросов затруднением оставалась газовая смесь для сварки в связи с отсутствием эффективного источника водорода. Использование водородных баллонов является крайне нерентабельным. К тому же, такие баллоны – источник повышенной опасности. Сжиженный водород может стать причиной сильных обморожений, большие концентрации этого вещества вызывают удушье и головокружения. Также, опасной особенностью водородного пламени является невидимость при дневном свете. Определить его можно только при помощи специальных датчиков.
Создание электролизеров
Решением проблемы стали электролизеры – аппараты, которые с помощью электрической энергии позволяют получать сразу, причем в оптимальном соотношении, и водород, и кислород. Очередной сложностью оказалась громоздкость оборудования, необходимого для выработки достаточного для промышленных целей количества горючей смеси. Существующие ранее передвижные аппараты могли обеспечить только потребности ювелиров и зубных техников. Стационарные аппараты, способные сваривать металл толщиной 5-6 мм, весили порядка 300 кг. В конце прошлого века был создан передвижной электролизер, с помощью которого стала возможна портативная газовая сварка с достаточным временем работы без дозаправки и приемлемой производительностью в условиях промышленности и на строительных площадках.
Стационарные аппараты, способные сваривать металл толщиной 5-6 мм, весили порядка 300 кг. В конце прошлого века был создан передвижной электролизер, с помощью которого стала возможна портативная газовая сварка с достаточным временем работы без дозаправки и приемлемой производительностью в условиях промышленности и на строительных площадках.
Принцип работы водородно-кислородных электролизеров
Водородно-кислородные газосварочные аппараты представляют собой электролизеры, в которых под воздействием электричества вода разлагается на кислород и водород. Сварочное оборудование может работать от бытовой или трехфазной электросети. Смесь водорода и кислорода подается по шлангу в стандартную ацетилено-кислородную сварочную горелку. Сущность газовой сварки с использованием водорода такая же, как и обычной газовой сварки. Водородно – кислородный сварочный аппарат
Единственное отличие – применение водородно-кислородной смеси вместо привычных ацетилен-кислородной и пропан-кислородной.
Сварочные водородно-кислородные аппараты разной мощности позволяют решить практически все задачи, ставящиеся перед газопламенной обработкой . С их помощью осуществляют: сварку, наплавку, пайку, термоупрочнение, порошковое напыление и порошковую наплавку, кислородную резку – ручную и машинную. Различные режимы газовой сварки с водородом дают возможность выполнения широкого спектра работ – от микросварки и микропайки пламенем толщиной с иголку до толщиной порядка 300 мм. Работа аппаратов может вестись и в ручном, и в автоматическом режимах.
Даже малогабаритные переносные аппараты при такой незначительной мощности – 1,8 кВт, потребляемой от двухфазной бытовой сети, могут решить проблему сваривания и резки листов из черного и толщиной до 2 мм. Температуру чистого пламени можно легко отрегулировать от 600 до 2600 градусов. Такие электролизеры популярны среди стоматологов, ювелиров, ремонтников холодильных агрегатов.
Более мощные модели водородно-кислородных сварочных аппаратов, позволяющие сваривать металл толщиной до 3 мм, приобрели популярность на станциях технического обслуживания, где применение взрывоопасных баллонов с кислородом и пропаном запрещено. Простая система контроля производительности позволяет использовать аппарат в самых труднодоступных зонах при ремонте блоков двигателей, радиаторов, ступиц, во время кузовных работ. В случае достижения предельных уровней давления и электролита встроенная контрольная система подает сигнал. Происходит автоматическое отключение аппарата от источника электрического питания. Такие меры предосторожности обеспечивают двойную пожарную и взрывобезопасность.
Простая система контроля производительности позволяет использовать аппарат в самых труднодоступных зонах при ремонте блоков двигателей, радиаторов, ступиц, во время кузовных работ. В случае достижения предельных уровней давления и электролита встроенная контрольная система подает сигнал. Происходит автоматическое отключение аппарата от источника электрического питания. Такие меры предосторожности обеспечивают двойную пожарную и взрывобезопасность.
Для профессионалов
Для работников аварийных служб разработаны специальные аппараты, позволяющие с толщиной стенки до 5 мм в условиях отсутствия трехфазной сети. Эти электролизеры можно применять для заварки дефектных зон чугунного и цветного литья, ручной и машинной резки металлов с толщиной стенки до 30 мм. Такие способы газовой сварки осуществляют с питанием подогревающего пламени резака от аппарата и подачей режущего кислорода из баллона. Данная технология позволяет получать более чистый рез, чем при использовании ацетилена и пропана. При этом процессе не происходит науглероживание и закаливание металла, отсутствуют грат и загрязняющие атмосферу выбросы оксида азота. Такие модели электролизеров позволяют вести безопасную кислородную резку в тоннелях, колодцах, метрополитенах, где запрещается использование пропана и ацетилена. Некоторые аппараты подобного типа дают возможность проводить работы при отрицательных температурах окружающего воздуха.
При этом процессе не происходит науглероживание и закаливание металла, отсутствуют грат и загрязняющие атмосферу выбросы оксида азота. Такие модели электролизеров позволяют вести безопасную кислородную резку в тоннелях, колодцах, метрополитенах, где запрещается использование пропана и ацетилена. Некоторые аппараты подобного типа дают возможность проводить работы при отрицательных температурах окружающего воздуха.
Водородная газовая сварка видео наглядно демонстрирует ход сварочного процесса с применением электролизера.
Преимущества использования водородно-кислородных электролизеров
Современные производители газосварочного оборудования предлагают электролизно-водные сварочные аппараты, обладающие рядом преимуществ по сравнению с традиционными способами сварки с использованием пропана и ацетилена.
Ключевые особенности аппаратов:
- Аппараты легки в эксплуатации – перезарядка нужна редко, а ее трудоемкость значительно ниже, чем трудозатраты при перезарядке генератора.
- Быстрый выход в рабочий режим – 1-5 мин, в зависимости от необходимого расхода газа и температуры окружающей среды.
- Возможность получения значительной мощности при небольших габаритных размерах оборудования.
- Экологическая чистота сварочного процесса. Работа с ацетиленом сопровождается загрязнением среды токсичными оксидами азота. При сварке в помещениях норматив по содержанию азота, как правило, не выдерживается, что отрицательно сказывается на здоровье работников. В водородно-кислородных аппаратах единственным продуктом горения является абсолютно безвредный водяной пар.
- Аппараты являются пожаровзрывобезопасным оборудованием как при работе, так и при хранении. Защитная одежда при водородно-кислородной сварке такая же, как и при обычной газовой: плотная роба, рукавицы, очки для газовой сварки.

Использование ацетиленовых генераторов и баллонов является целесообразным исключительно в полевых условиях при отсутствии источников электроэнергии. Во всех других случаях громоздкое газосварочное оборудование могут заменить высокоэффективные, удобные, долговечные аппараты, работающие на электричестве и воде.
Во всех других случаях громоздкое газосварочное оборудование могут заменить высокоэффективные, удобные, долговечные аппараты, работающие на электричестве и воде.
Водородная сварка представляет собой разновидность газопламенной обработки. Ее отличительной особенностью является горение пламени в атмосфере водорода. На сегодняшний день среди всех видов газопламенных обработок наибольшей популярностью пользуется именно такой метод.
Он обладает высокой эффективностью и служит отличной альтернативой ацетиленовой сварке. Кроме того, изготовить сварочный аппарат можно своими руками в домашних условиях, что делает его еще более интересным.
Водородная сварка обладает рядом преимуществ по сравнению с другими аналогами. Главным ее достоинством является то, что в процессе горения сварочной горелки выделяется водяной пар, поэтому она является самой безопасной.
Кроме того, данная технология обеспечивает высокие рабочие температуры, а значит позволяет работать с более тугоплавкими металлами. Водородную сварку можно легко использовать в домашних условиях, так как изготовить сварочный аппарат своими руками может любой желающий.
Водородную сварку можно легко использовать в домашних условиях, так как изготовить сварочный аппарат своими руками может любой желающий.
Еще одним наиболее часто используемым методом является ацетиленовая сварка.
Технология сварки при помощи водорода.
В то же время водородная во многих случаях оказывается более предпочтительной благодаря своим особенностям:
- позволяет получать аккуратные плотные швы;
- возможность работы с мелкими деталями;
- высокая температура газовой горелки позволяет осуществлять не только , но и резку материалов;
- водородная горелка своими руками – это посильная задача не только для мастеров, но и для новичков;
- возможность выполнения работ в замкнутом пространстве;
- водородный сварочный аппарат является малогабаритным и его удобно транспортировать.
Несмотря на многочисленные достоинства атомно-водородной сварки, она не лишена недостатков. Главные из них – это трудности работы с медными изделиями, некоторыми легированными сталями, а также с массивными материалами.
Применение метода
Газопламенная сварка осуществляется за счет горения газообразной смеси. Самой часто используемой является ацетиленовая сварка. Она основана на окислении карбида в воде.
Если необходима небольшая температура, например, для работы с мелкими деталями или тонким металлом, используется пропан. Он подается из баллона в смесительную камеру, а затем в горелку.
В эту же камеру подается кислород, поддерживающий горение газа. Регулируя давление кислорода можно достичь температуры горения до 3000 градусов, что позволяет осуществлять не только сварку, но и резку металла.
Недостатком этой является необходимость использование баллона с газом. Это накладывает ограничения на применение сварки во многих сложных условиях.
Агрегат для водородной сварки.
Принцип работы водородной сварки основан на процессе разделения воды на водород и кислород. В результате последующей рекомбинации одноатомного водорода в двухатомный происходит высвобождение энергии, ускоряющей сварку.
Область сварки оказывается защищенной водородом от кислорода, что исключает окисление поверхности и обеспечивает гладкие швы.
Использовать водородные баллоны для сплава опасно. Его утечка в замкнутых помещениях может привести к удушью или головокружению. Также он является взрывоопасным.
Производство водорода, необходимого для работы сварочного аппарата, осуществляется непосредственно на месте проведения сварочных работ в электролизной камере. Это исключает указанные риски при правильном использовании оборудования и соблюдении техники безопасности.
Водородная сварка широко применяется в сложных условиях: тоннелях, шахтах, коллекторах. Использовать в таких задачах пропилен-ацетиленовые баллоны невозможно из-за высокого риска утечки смеси и ее взрыва.
Электролизное оборудование лишено этих недостатков и широко применяется в указанных областях.
Использовать водородные сварочные аппараты достаточно просто. Они не требуют частой перезарядки и быстро выходят на рабочие температуры.
Кроме того, они могут работать от бытовой сети, что делает их весьма привлекательными для простого пользователя. Особенно учитывая то, что водородная сварка может быть изготовлена своими руками по одной из многочисленных схем электролизера для сварки доступной в интернете.
Как самому сделать водородный сварочный аппарат?
Сварка водородом пригодится любому умельцу. Водородный резак является недешевым оборудованием. Кроме того, доступные в продаже аппараты зачастую оказываются непригодными для мелких деталей, особенно для ювелирных изделий.
Выходом из этой ситуации является изготовление атомно-водородной сварки своими руками. Все детали, необходимые для создания такого прибора можно легко приобрести в любом хозяйственном магазине. Итак, давайте рассмотрим, как это сделать в домашних условиях.
Основная емкость
Установка для сварки при помощи водорода.
Аппарат водородной сварки работает в результате горения водорода, благодаря диссоциации водного раствора щелочи.
Этот процесс осуществляется в емкости, для которой отлично подойдет пол литровая банка. Ее необходимо закрыть пластмассовой крышкой с двумя отверстиями, проделанными для вывода контактов от электродов.
Все выводы необходимо плотно загерметизировать. Для этих целей подойдет клей «Момент».
В качестве можно использовать четырехсантиметровые полоски из нержавеющей стали. Для наибольшей производительности сварочного аппарата требуется задействовать весь объем жидкости.
Для этого пластины просверливаются по верхнему и нижнему краю и соединяются между собой диэлектрическими шпильками. На получившемся блоке делаются клеммы: два минуса, расположенные по краям, и полюс между ними.
Каждая клемма загибается и фиксируется на емкости болтом. На эти болты будут накидываться клеммы от источника питания.
Емкость необходимо заполнить с помощью шприца рабочей жидкостью через штуцер отвода газов. Электролит представляет собой 8-10% смесь гидроокиси натрия в дистиллированной воде. При работе электролизера температура рабочей жидкости щелочного раствора обычно не превышает 80 °С.
При работе электролизера температура рабочей жидкости щелочного раствора обычно не превышает 80 °С.
Гидродозатором выступает второй сосуд. В нем газы насыщаются парами горючих веществ. Затем полученная смесь направляется в третью емкость, наполненную обычной водой. Она выполняет функцию затвора для выхода газов.
В качестве сопла, через которое буду выходить кислород, водород и горючие вещества, может быть использована обычная медицинская игла.
Источник тока для атомно-водородной сварки
В качестве источника тока может использоваться обычный аккумулятор на 12 вольт. Этот вариант отлично подойдет для работы с металлом фиксированной толщины.
Его недостатком является отсутствие возможности контроля силы пламени , так как ее производительность определяется выработкой водорода и кислорода, зависящей от силы тока.
Выбор зарядного устройства для автомобильных аккумуляторов будет более предпочтительным. Для работы с тонкими металлическими пластинами или ювелирными изделиями зарядку можно настроить на 3 вольта.
Запитать кислородом водородную сварку можно от обычной сети в 220 В, что позволяет использовать данный аппарат в домашних условиях.
Обменная камера
Принципиальная схема аппарата водородной сварки.
Для отбора водорода и кислорода, подаваемого в горелку, используется еще одна емкость – обменная камера.
Внутри нее необходимо проделать 3 отверстия:
- для заправки рабочей жидкостью;
- снизу штуцер для подачи рабочей жидкости в основную емкость;
- штуцер для подачи газовой смеси на сопло.
Конструкцию дополнительной емкости также необходимо тщательно загерметизировать. Через водородные затворы водородного генератора не должны просачиваться газы и жидкость. Это также решается с помощью «Момента».
Изготовление горелки
Для изготовления горелки можно использовать обычный резиновый шланг. Именно по нему водород и кислород будут транспортироваться от обменной камеры к соплу. В качестве сопла можно применить иглу от шприца или капельницы. Последняя будет более предпочтительным выбором, так как стенки этой иглы толще.
Последняя будет более предпочтительным выбором, так как стенки этой иглы толще.
Шланг необходимо плотно закрепить со штуцером обменной камеры и основанием иглы. Это достигается при помощи хомутов. После завершения всех операций по сборке аппарата можно приступать к его испытанию.
Электролиз рабочей жидкости начинается быстро. Уже через несколько минут можно будет поджечь пламя на конце сопла. Регулировка пламени осуществляется изменением напряжения на аппарате.
Итог
Во многих случаях использование водородной сварки оказывается более удобным, чем других газопламенных методов. Особенно актуальной она становится, когда речь заходит про работу в домашних условиях.
Приведенное описание того, как сделать водородную горелку своими руками, поможет всем мастерам, желающим изготовить такой прибор. Это существенно сэкономит средства на покупку магазинного варианта сварки.
Кроме того изготовленный своими руками водородный резак является более перспективным для работы с мелкими изделиями. Водородная сварка является экологически чистой, а ее изготовление не требует большого труда и крупных затрат.
Водородная сварка является экологически чистой, а ее изготовление не требует большого труда и крупных затрат.
Также метод аналогичен с ацетиленовой сваркой, и освоить его не составит труда.
Водородная горелка своими руками – это вполне посильная задача для опытного мастера и новичка, вооруженного подробными рекомендациями о ее самостоятельном изготовлении. Этот прибор работает благодаря выделяемому водорода теплу. Смесь водорода с кислородом – это газ с наибольшей возможной температурой горения – 2800°С. Его называют гремучим или газом Брауна. Однако при работе с этой смесью необходимо быть осторожным, так как она очень взрывоопасна.
Водород обладает определенными преимуществами перед другими горючими газами. Например, его можно получить путем электролиза непосредственно из воды. Самостоятельно изготовленная водородная горелка не требует использования водорода в баллонах. Электролизная горелка способна сама поставлять газ в необходимых количествах. Благодаря этому водородная сварка является очень экономичным и наиболее безопасным способом.
Самодельный сварочный аппарат с водородной горелкой можно сделать на основе электролизного генератора. Вероятность взрыва газа с использованием такого оборудования полностью исключается, так как весь газ сразу же пускается на сварку и не накапливается в достаточном для взрыва количестве.
Что потребуется для изготовления горелки?
Чтобы сделать водородную горелку, нужно запастись таким материалами:
- листовая нержавеющая сталь;
- 2 болта М6х150 с гайками и шайбами;
- прозрачная трубка, например, такая, как в водяном уровне;
- штуцеры с внешним диаметром соответствующим шланге;
- герметичный пластиковый контейнер объемом 1,5 литра;
- маленький фильтр для очистки приточной воды;
- обратный водный клапан.
К выбору нержавейки необходимо подходить ответственно. Желательно выбирать марку импортной стали AISI 316L или отечественный аналог – 03Х16Н15М3. Однако если есть небольшой кусочек нержавеющей стали 50х50 см толщиной 2 мм, то приобретать целый лист нет необходимости.
Использовать нужно именно нержавейку, так как она не подвергается коррозии в воде в отличие от обычной стали.
Кроме того, водородная сварка будет более эффективной, если использовать щелочь, а не простую воду. Щелочная среда является агрессивной, поэтому использовать обычную сталь недопустимо.
Вернуться к оглавлению
Особенности изготовления
Нержавейку нужно распилить на небольшие пластинки. Из куска 50х50 см получится 16 пластинок по форме приближенных к квадрату. Распилить металл можно болгаркой, один из углов каждой пластины необходимо спилить, чтобы в дальнейшем можно было соединить их между собой.
На противолежащей срезу стороне нужно просверлить отверстия для крепежных болтов, чтобы потом соединить элементы. Работа приспособления будет основываться на том, что постоянный ток, проходя через раствор электролита последовательно от пластины к пластине, будет расщеплять воду на кислород и водород. Для обеспечения этого процесса необходимо создать пластины с противоположными зарядами: положительным и отрицательным.
Для наибольшей эффективности работы прибора необходимо, чтобы площадь пластин была максимальной. Это обеспечит максимальную площадь воздействия на раствор, через воду пройдет максимальный ток, благодаря чему образуется наибольшее возможное количество газа. Чтобы добиться желаемого результата, необходимо обеспечить положительный и отрицательный заряд наибольшему возможному количеству пластин. При 16 пластинах на анод и катод приходится по 8 элементов.
Сварка медных трубопроводов кислорода водорода пламя сварочный аппарат
СваркамедныхтрубопроводовкислородаводородапламясварочныйаппаратЧтотакоеоксиводородамашины(коричневыйгазогенератора,hho машины):
Oxy водородамашинапотребляетводыиэлектричества, electrolyze водывводородаикислородагаз, мыможемиспользоватьh3 иO2 вкачествеисточникаогнязамены, системыпитаниясжиженнымгазомпропан, ацетилена топливаилиприродногогазаилидругихвидовтоплива.
Hho машины(коричневыйгазогенератора) можетбытьиспользовандля сварки, резки, полировка,высокотемпературнойпайки, обработкастеклаиювелирныеизделияит.д.обработкитакжемогутвзорватьсяидругихвидовтопливадляотопления.
ПорядкеэнергииHHO названэлектролизаводыHho водорода, колодкакоричневогоцветагазогенератор, HHO кислородныйгенераторводорода, oxyhydrogen газогенератора
ГенераторOxyhydrogen такжеиметьидругиефункциональныенаименованиякакдляширокогоиспользованияAmpoule герметичность, кварцевогостеклагерметичностьтрубки, полировкапламени, углеродистаясталь, бойлерCombusting отоплениевкамерусгорания, медныхтрубопроводовсварки, вощенойпленкиремонт, музыкальныйинструментсварки, platinum резисторсварки, ЛАКИРОВАННОГОпроводсварки, аккумуляторасварки, декоративногоосвещениясварочныхработит.д.
Технические данные
Небольшиепортативные
| Номермодели | Напрошлойнеделе100 | Напрошлойнеделе200 | Напрошлойнеделе300 | Напрошлойнеделе400 | Напрошлойнеделе600 | Напрошлойнеделе1000 |
| Напряжениепеременноготока(V) | Напряжением220/110 | Напряжением220/110 | Напряжением220/110 | Напряжением220/110 | Напряжением220/110 | Напряжением220/110 |
| Этап | Один | Один | Один | Один | Один | Один |
| Номинальнаямощность(квт/ч) | 0,4 | 0,8 | 1 | 1.4 | 2 | 3 |
| Максимальныйвыходгаза | 100 л/ч | 200 л/ч | 300 л/ч | 400 л/ч | 600 л/ч | 1000 л/ч |
| Max.Рабочеедавление(кг/см2 ) | 2 | 2 | 2 | 2 | 2 | 2 |
| Max.Расходводы(л/ч) | 0,06 | 0,1 | 0.16 | 0,21 | 0,33 | 0.53 |
| Подачаводы | Руководствопоэксплуатации | Руководствопоэксплуатации | Руководствопоэксплуатации | Руководствопоэксплуатации | Руководствопоэксплуатации | Авто |
| Max.Модификаторпламенирасходтоплива(л/ч) | 0,05 | 0,1 | 0,15 | 0.17 | 0,15 | 0,2 |
| Модификаторпламенизажигания | Руководствопоэксплуатации | Руководствопоэксплуатации | Руководствопоэксплуатации | Руководствопоэксплуатации | Руководствопоэксплуатации | Руководствопоэксплуатации |
| Размеры- L*W*ч(мм) | 390*250*510 | 450*250*510 | 590*250*510 | 710*250*510 | 930*250*510 | 540*500*670 |
| Общийвес(кг) | 15 | 20 | 25 | 35 | 45 | 80 |
| Вентиляциютребование(мм) | 200 вкаждомнаправлении | 200 вкаждомнаправлении | 200 вкаждомнаправлении | 200 вкаждомнаправлении | 200 вкаждомнаправлении | 200 вкаждомнаправлении Большие Indurstrial |
Крупныхпромышленных
| Номермодели | Напрошлойнеделе1500 | Напрошлойнеделе3000 | Напрошлойнеделе5500 | Напрошлойнеделе7500 | Напрошлойнеделе10000 | Напрошлойнеделе20000 |
| Напряжениепеременноготока(V) | 380 | 380 | 380 | 380 | 380 | 380 |
| Этап | Три | Три | Три | Три | Три | Три |
| Номинальнаямощность(квт/ч) | 4.5 | 9 | 17,5 | 23 | 31 | 70 |
| Максимальныйвыходгаза | 1500 л/ч | 3000 л/ч | 5500L/ч | 7500 л/ч | 10000L/ч | 20000 л/ч |
| Max.Рабочеедавление(кг/см2 ) | 2 | 2 | 2 | 2 | 2 | 2 |
| Max.Расходводы(л/ч) | 0,8 | 1.6 | 2.8 | 4 | 5.6 | 11.6 |
| Подачаводы | Авто | Авто | Авто | Авто | Авто | Auo |
| Размеры- L*W*ч(мм) | 1070*670*1000 | 700*1100*1280 | 750*1300*1650 | 850*1300*1820 | 1050*1400*1900 | 2300*1100*1800 |
| Общийвес(кг) | 210 | 300 | 396 | 552 | 610 | 1400 |
| Вентиляциютребование(мм) | 400 вкаждомнаправлении | 400 вкаждомнаправлении | 400 вкаждомнаправлении | 400 вкаждомнаправлении | 400 вкаждомнаправлении | 400 вкаждомнаправлении |
Описаниепродукции
Oxyhydrogen/Oxy-генераторводорода/ HHO генератор/генераторводорода
1.энергосберегающие. Маслопозволяетсэкономить20%,экономияэнергии40 % . Потреблениеводыиэлектричества, electrolyze водывводородаикислорода.Используйтеh3 иO2 вкачествеисточникаогнязамены, системыпитаниясжиженнымгазомпропан, ацетиленатопливаилиприродногогазаилидругихвидовтоплива.
2.безопасныедляокружающейсреды.Потреблениеводы, производствоводы.Посравнениюстрадиционными, топливаиявляютсяболееблагоприятнымдляокружающейсредыиправ.
3.100%.Посколькуплотностьводорода, небудетсобраннаместах, такчтонесуществуетопасностьвзрыва.
4.экономитьвремяиденьги.ТемпературапламениOxyhydrogen — до2800 градусовЦельсия, и пламя- болееконцентрированная.Посравнениюсобычными топливо, большесэкономитьвремяирасходы.
5.,FCC CE,SGS,ISO9001
Водород характеристики
1. Богатые ресурсы
В сырье водорода- oxy генератор состоитиз воды. Вода является основным ресурсов на земле, тричетверти территории земной поверхности воды. Даже в землю, есть также множество поверхностных и грунтовыхвод. Нет других известных ископаемых источниковэнергии , насыщенность и Faciler , отличныхот воды.
2. Инициативазеленогоцвета
Эта машина потребляеттолько вода и электричество, когда производство кислорода и водорода.1 литр воды может привестик 1860 литров стандартных кубических метров водорода и кислородапри потребленииэлектричества 4 квт/ч. Oxyhydrogen газ беззапаха, CO, CO2, кокс и любых других ядовитых и вредных материалов производят, и крометого, без выбросовпарниковых газов , был известен как водой топлива.
3. Безопасные и надежные
В Oxyhydrogen газ выделяется спомощью электролиза воды , которая используется сразуже что получается . Он работает при нормальном атмосферном давлении, без больших шкалыпри хранении и транспортировке на большиерасстояния. Такимобразом, очень безопасный и нет опасности. Водорода и кислорода газа является опасной и невыразительное никогданебудет причиной отравления аварий каки другие . Врезультате меньше плотности воздуха, даже если происходит утечка аварии, небудут собраны вместе, но и быстрораспространяется, они не наносятущерб эксплуатационного персоналаи физического здоровья.
4. Воспроизводимостьрезультатов
В сырье водорода- oxy генератор состоитиз воды и его побочногопродукта также воды после сгорания. В Oxy-водород является своегорода переработанных материалов в процессепринятиярешений или использовать круглые, воспроизводимостьрезультатов.
5. Переменная температурные характеристики
Когда водород , температурапламени будет изменено спомощью различных материалов на объектысподогревом. Это означает, чтоон имеет температурусгорания, вотчто мы подназванием переменной температурные характеристики. Через технический переменной температуры , водорода и кислорода вгаза температурапламени можетбыть изменена между 125ºC — 6000ºC.
6. Имплозивного характеристики
В Oxy-водород является своегорода газовойсмеси в строгом соответствии с подразделение в кислородно-водородного Мур количество. Он обладает уникальными характеристикамиимплозивноготипа , другого газа могут не понимать. При записи или после потрясений, Oxyhydrogen газа будут объединены в вакуум и отрицательное давление в соответствии с соотношением 1:1860. испытания свойств Oxy-водорода и другихвидов топлива потрясений различия , как показанонарисунке справа.
7. Катализ характеристики
Dudeleev, российского ученого, оказалось , что реакция сухой окисьуглерода и кислорода осуществляется медленнымитемпами. Когда газ содержится 20 стр/минв водород, он будет иметь скоростьпоитогам гетерогенных реакций. Сожжение водорода и кислорода в кислородно-водородного является типичным филиал цепной реакции процесса; при виде молекула воды, мы будем получать 2 новые активные (H) Withcatalysis характеристики.
Транспортировкииупаковки
ПоповодудоставкимыдолгосрочноесотрудничестводоставкаCounrier предоставлениеодногоправилатехникибезопасностиислужбыдоставки.
ГибкийспособдоставкимеждународныхExpress DHL,Fedex, UPS ит.д.),своздуха,моремкаквашимтребованиям.илиспомощьюдлядоставкифорвардера.
Вкомплектстандартногопакетаэкспорта,1 set/картоннаяупаковкадляIndustrail машинубольшегоразмера,1 set/woodern поддона;
ВПорядкеобслуживания
1.24часврежимечата,поэлектроннойпочтеилипотелефонудлярасследования,Техническиеипослепродажногообслуживания;
2.Гарантия:1 год.(восновнойчастимашинына1 год.Вдругихчастяхмашинынаполовинегодавдополнениекправамущерб;
3.Online торговлигарантиикачествауслугзащитыпокупателяпроизвестиплатежвотношенииовременидоставкиикачествомпродукции).
КомпанияВведение
ПорядкеэнергетическогооборудованияCo.,Ltd являетсяоднимизкрупнейшихпроизводителейвподготовкеOxyhydrogen генераторавтечениеболеечем10 летмыAutorized CE,ISO9001,TUV,FCC сертификатовинашисобственныепатенты.Мыпредоставляемлучшееобслуживаниеивысокоекачествопродукциидлянашихклиентов.Еслиувасестьвопросы, пожалуйста, необращайтеськнам.
Порядке энергетического оборудования Co Ltd
Адрес:№27,Wenxuan дороги,Yuelu района городаЧангша, Китай
Tel: 0086-731-83979221
РекламавИнтернете: Okayenergy.En.Made-in-china.Com
Превосходный аппарат для водородной сварки В привлекательных предложениях Местное послепродажное обслуживание
Повысьте производительность и эффективность своего сварочного бизнеса с помощью сенсационного аппарата для водородной сварки , доступного по заманчивым предложениям на Alibaba. com. Эти водородные сварочные аппараты оснащены новаторскими инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и конструкции, которые обеспечивают высокую производительность на протяжении всего их непревзойденного длительного срока службы.Водородный сварочный аппарат потребляет мало электроэнергии, сохраняя при этом заданную мощность, независимо от того, используется ли он в личных целях или в служебных целях.
com. Эти водородные сварочные аппараты оснащены новаторскими инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и конструкции, которые обеспечивают высокую производительность на протяжении всего их непревзойденного длительного срока службы.Водородный сварочный аппарат потребляет мало электроэнергии, сохраняя при этом заданную мощность, независимо от того, используется ли он в личных целях или в служебных целях.
Передовые изобретения, лежащие в основе конструкции и стилей этих водородных сварочных аппаратов , делают их очень гибкими и применимыми в самых разных сварочных задачах. Водородный сварочный аппарат не подвергается неблагоприятному воздействию экстремальных температур или холода, что делает его пригодным и применимым в широком диапазоне погодных условий.Они поставляются с широким выбором, учитывающим многочисленные факторы и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут аппарат для водородной сварки , наиболее подходящий для их нужд.
Доступность этих водородных сварочных аппаратов на Alibaba.com сбивает с толку, учитывая их неограниченную мощность и поразительную производительность. Затраты на эксплуатацию и техническое обслуживание аппарата для водородной сварки также невероятно низки благодаря легкодоступным запасным частям и простоте их ремонта.Они также просты в установке и использовании, гарантируя, что вы не потеряете свою производительность из-за технических проблем. Тем не менее, вы можете связаться с различными поставщиками и продавцами водородного сварочного аппарата на сайте, если вам нужны дополнительные инструкции.
Поднимите свой сварочный бизнес на новый уровень с привлекательным аппаратом для водородной сварки на Alibaba.com. Вы также можете купить их для личного использования в вашем доме. Независимо от характера ваших целей, вы найдете наиболее подходящий аппарат для водородной сварки для их достижения. Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
(PDF) Использование водорода в сварочной технике в прежние времена и сегодня
5. ВЫВОДЫ
В сварочной промышленности водород все чаще используется в качестве горючего газа в пламенных процессах
и в качестве защитного газа в процессах дуговой сварки
Дешевая утилизация водорода из воды и безопасная конструкция устройств для улавливания водорода
способствовали внедрению водорода в пламенные процессы.Водороду же
еще не удалось полностью заменить ацетилен. Преимущества водорода в настоящее время наилучшим образом используются в основном при пайке и резке, в то время как при сварке до сих пор преобладает ацетилен.
Превосходные термические, электрические и химические свойства водорода способствовали использованию водорода
в смесях с другими защитными газами, используемыми в процессах дуговой сварки. Добавление водорода
к аргону и/или гелию в процессах сварки TIG и MIG увеличит количество расплавленного материала и, таким образом, повысит эффективность процесса. Водород добавляется в плазменный газ для
Водород добавляется в плазменный газ для
сужения дуги при плазменной сварке и резке. Это дает более сильную концентрацию энергии
и, следовательно, более глубокое проникновение и меньшую ширину разреза соответственно. Давным-давно были обнаружены преимущества водорода
и в защите корня шва, где он чаще всего используется в смеси
с азотом.
Однако при всех процессах сварки, пайки и резки возникает вопрос, имело ли место
поглощение водорода.Диффундирующий водород может существенно повлиять на качество сварного шва и припоя, а также на поверхность реза. В ближайшее время планируется провести исследования поглощения водорода
в процессах, рассматриваемых в настоящей статье.
БЛАГОДАРНОСТИ
Авторы выражают благодарность фирмам EFCO-Air Liquid (генератор водорода), Mager d.o.o.
(генератор GreenGas) и Messer Slovenija (водородно-аргоновые смеси) за поставку оборудования и материалов
, используемых в наших исследованиях.
ЛИТЕРАТУРА
[1] Ф. Клопчар, Строи в направе за пламенско варьенье, резанье в сородне постопке — И. дель,
Любляна, (1969).
[2] Т. Каутны, Handbuch der autogenen Schweissung, Halle, (1908).
[3] Уран М. Водородная резка в морской технике. проц. Сварка в Морском
Машиностроение, Халудово, 1998, 397-406.
[4] Ю. Тушек, М. Субан, Влияние водорода в аргоне в качестве защитного газа при дуговой сварке высоколегированных нержавеющих сталей
.Док. 212-938-98, (1998).
[5] Дж. Ф. Ланкастер, Физика сварки, Pergamon Press, Оксфорд, (1986).
[6] Г. ден Оуден, Физические аспекты дуговой сварки, IIW, Делфт, (1994).
[7] D. Böhme, Schutzgase — Physikalische Eigenschaftens als Grundlage für die Entwicklung
und den оптимальный Einsatz von Gasen und Gasegemischen in der Schweisstechnik. DVS
Berichte Bd. 127, DVS-Verlag, Дюссельдорф, 1989, 78-91.
[8] SIST EN 439: Дополнительные материалы для варки — Защитные плиты для облочной варки в резанье
(EN 439:1994).
[9] Л. П. Коннор, Справочник по сварке — Vol. 1 — Технология сварки, Американское общество сварщиков,
Майами, (1991).
[10]М. Hereth, Schutzgase zum Schweissen und Formieren, Technica, Vol. 6 (1993), 49-53. генератор заварки ХХО высокой эффективности
, продукция газа сварочного аппарата водопода 1000 Л/Х±10%
Электрогенератор на водородных топливных элементах Автоматический аппарат для кислородно-водородной сварки пайка медных труб
Почему мы используем кислородно-водородный генератор?
Газовые баллоны могут быть чрезвычайно опасны, а газокислородный генератор вполне безопасен, так как
для него не требуются газовые баллоны и отсутствует риск утечки и взрыва.
Сравнение кислородно-водородного газа, ацетилена и пропана
Преимущество кислородно-водородного газового пламени (вместо кислородного и ацетиленового баллонного газа)
1. 0002 1. , который может быстро завершить сварку.
0002 1. , который может быстро завершить сварку.
2. Точная сварка: водородное и кислородное пламя сконцентрировано и не расходится, что
позволяет реализовать сварку прецизионных устройств.
3. снизить затраты: пока небольшое количество воды и электричества, сэкономить 50% стоимости, чем
ацетиленовой сварки.
4. Защита окружающей среды: без дыма, без яркого света, без сварки отработанным газом.
5. 100% безопасность: не произведенный и неиспользованный газ не хранится, во избежание риска взрыва.
Диапазон применения водородных и кислородных машин. Сварка эмалированной проволоки, кондиционер
Сварка медных труб, сварка ювелирных изделий, сварка музыкальных инструментов, сварка трансформаторов, рыболовный крючок
сварка, сварка освещения, сварка аккумуляторных пластин.
| Химическая формула C2H3 | C3H8 | 2H3 + O2 | 2H3 + O2 | Уравнение записи 2C2H3 + 5O2 = 4CO2 + 2H3O | C3H8 + 5O2 = 3CO2 + 4H3O | 2H3 + O2 = 2H3O | Calorific (KJ / NM3) 52800 | 93100 | 12600 | 10167 Стоимость топлива (RMB / KG) 20 | 8 | Топливная стоимость (RMB / M3) 20 * 1. |  16 = 23.2 16 = 23.2 8 * 1.964 = 15,7 | 1 * 3 = 3 | O2: Топливный газ 2 | 5 | Необходимо | O2 Цена (RMB / M3) 3.6 | 1 нм3 Топливный газ + O2 100004 23.2 + 2.5 * 3.6 = 32,2 | 15,7 + 5 * 3,6 = 33,7 | 1 * 3 = 3 | Теплотворная способность (юаней/МДж) 32.2 / 52.8 = 0.548 | 33.7 / 93.1 = 0.362 | 3 / 12.6 = 0.236 | Экономия энергии (%) (0.548-0.236) /0.548=57% | (0.362-0.236 )/0,362=35% | |
Аппарат для кислородно-водородной сварки Принцип
Вода = Топливо!
Не нужен газовый баллон, нужно только немного воды + электричество!
1 куб. м HHO газа = 3 кВтч электроэнергии + 0.58 л воды Прямое лазерное пламя, 2800 ℃ Безвредный газ!
м HHO газа = 3 кВтч электроэнергии + 0.58 л воды Прямое лазерное пламя, 2800 ℃ Безвредный газ!
Не нужно хранить газ!
Повышает эффективность уплотнения примерно на 70%.
Генератор оксиводорода потребляет воду и электричество и электролизует воду в газообразный водород и кислород.
газ. Мы можем использовать h3 и O2 в качестве источника пламени вместо сжиженного нефтяного газа, пропана, ацетиленового топлива или природного газа или другого
топлива
Описание продукта
1.Встроенный электролитический бак с защитой от взрыва и утечки.
2. Сухой и мокрый комбинированный пламегаситель против обратного возгорания.
3. Кислородно-водородная горелка с защитой от обратного возгорания: между соплом и насадкой добавляется пламегаситель.
4. Технология панели управления PLC.
5. Высокоэффективный блок питания IGBT.
6. Устройство стабильного давления.
Сварочное решение HHO для электродвигателей
Высокое качество и безопасность, эффективность и инновации.
Преимущества
- Быстрое удаление изоляции с проводов без механических систем.
- Производите медные соединения до 2500 мм2 так быстро, чтобы материал не перегревался.
- Снимите подшипник, кольца и шкивы.
- Идеально очистите пазы статора и ротора за несколько секунд.
Другие приложения
Мотор эмалированные проволоки Сварка, медная труба сварка, трансформаторная сварка
Сварка алмазного сегмента, сварка ампула, сварка наполнения ампула, сварка платины,
электронные компоненты, Стальная резка, акриловая полировка,
Nstrument Сварка, литье восковой инвестиции, эмалированная проволочная сварка,
Термопара сварка, кварц Герметизация трубки, Ювелирные сварки
32Генератор заварки ХХО высокой эффективности, продукция газа 1000 Л/Х±10% сварочного аппарата водопода Изображений |
Китай Высокотехнологичный кислородно-водородный сварочный аппарат Генератор коричневого газа Hho Производители, поставщики — Прямая цена с завода
Мы объединили многолетний практический опыт и разработали серию газогенератора hho, водородной электростанции, водородной установки. Мы придерживаемся концепции бренда «создание высококачественных товаров, модернизация бренда, ориентация на клиента, обслуживание в первую очередь», постоянно исследуя и изучая, совершенствуясь и идя в ногу со временем. Наша компания успешно запускает мультибрендовую стратегию, дополняющую онлайн и офлайн. Дайте нам шанс показать вам наш профессионализм и страсть. Наша компания объединила разработку, дизайн, производство, продажи с современным производственным оборудованием, передовыми технологиями производства и концепцией управления бизнесом.
Мы придерживаемся концепции бренда «создание высококачественных товаров, модернизация бренда, ориентация на клиента, обслуживание в первую очередь», постоянно исследуя и изучая, совершенствуясь и идя в ногу со временем. Наша компания успешно запускает мультибрендовую стратегию, дополняющую онлайн и офлайн. Дайте нам шанс показать вам наш профессионализм и страсть. Наша компания объединила разработку, дизайн, производство, продажи с современным производственным оборудованием, передовыми технологиями производства и концепцией управления бизнесом.
серии DQ100 Skidded-тип среднего давления водород газовый генератор
| System DQ 100 | ||||||||||||
| NM 3 / H | 80 | 100 | 125 | |||||||||
| Доставка давления | 15 бар | |||||||||||
| O2 Vented (O 2 | ||||||||||||
| O2 Чистота | 98,5% | |||||||||||
| Регулировка выпуска | 50-110% | |||||||||||
| Эксплуатация температура | 85℃±5 | |||||||||||
| Электрические требования | ||||||||||||
| Потребляемая мощность | 4. 8 кВтч / NM 3 3 8 кВтч / NM 3 3 | |||||||||||
| DC Текущий | 4600A | 84 | 104 | 130 | ||||||||
| Установлена мощность | 1 x 520kva | 1 x 650kva | 1 x 815kva | |||||||||
| | | |||||||||||
| Утилиты Требуются | ||||||||||||
| Electrolyte | KOH40%, аналитически чистый | |||||||||||
| DM Water | <1 литр / Нм 3 H 2 , 2 до 4 бар 3000 | |||||||||||
| Рама разделения газа и щелочи | 3000*1700*5200 | |||||||||||
● Генератор газообразного водорода состоит из основного оборудования, вспомогательного оборудования uipments и электрические контрольно-измерительные приборы.
● Основное оборудование: электролизер, установка газоочистки.
● Электрооборудование управления: панель выпрямителя, панель управления, распределительный шкаф и трансформатор.
● Тип электролизера: биполярный фильтр.
Мы можем с абсолютной уверенностью заявить, что для такого высокого качества по таким ценам мы были самыми низкими среди высокотехнологичных кислородно-водородных сварочных аппаратов Brown Gas Hho Generator. Качество продукции было подтверждено большинством клиентов.Наша компания имеет научно-исследовательскую и управленческую команду, состоящую из элиты высокого качества, и создала полный центр разработки и научных исследований.
Аппарат для кислородно-водородной сварки Купить Аппарат для кислородно-водородной сварки
Аппарат для кислородно-водородной сварки водой (Oh300)
- Мин. Заказ (минимальный заказ) 1 комплект(ы)
- использование сварка, пламенная полировка
- Фаза не замужем
- Название бренда Хорошо Энергия
- Дебит 300 шт/месяц
- Номер модели О300
- Требуемое напряжение переменного тока (В) 220/110
- Максимальный выход газа 200 л/ч
- Подача воды руководство
- Максимум. Расход воды (л/ч)
0,11
- Температура пламени 2800
- Размеры — Д*Ш*В (мм) 620*280*360
- Вес брутто (кг) 33
 Расход воды (л/ч)
0,11
Расход воды (л/ч)
0,11 Генератор кислородно-водородного топлива на водном топливе / Генератор кислородно-водородного топлива потребляет воду и электричество, электролизует воду в газообразный водород и газообразный кислород, мы можем использовать h3 и O2 в качестве источника пламени, заменяя сжиженный нефтяной газ, пропан, ацетиленовое топливо или природный газ или другое топливо.Кислородно-водородный генератор на водяных топливных элементах / Кислородно-водородный генератор можно использовать для сварочных работ во многих отраслях промышленности. Недостатки стыковой сварки: 1. Качество сварки ненадежное, а свариваемые детали плохо контактируют. 2. Стыковая сварка требует сначала удалить краску с поверхности кожи. 3. Стыковая сварка невозможна, когда несколько отрезков эмалированной проволоки свариваются вместе. 4. При сварке встык образуется черный дым, который вреден для окружающей среды. 5. При сварке встык образуется электрическая дуга, вредная для глаз.Недостатки кислородно-ацетиленовой сварки: 1. Баллон с газом высокого давления небезопасен с опасностью утечки и взрыва. 2. При сгорании ацетилена образуются сероводород и карбид, это вредно для человека. 3. Ацетилен дорог, стоимость сварки высока.
5. При сварке встык образуется электрическая дуга, вредная для глаз.Недостатки кислородно-ацетиленовой сварки: 1. Баллон с газом высокого давления небезопасен с опасностью утечки и взрыва. 2. При сгорании ацетилена образуются сероводород и карбид, это вредно для человека. 3. Ацетилен дорог, стоимость сварки высока.
Дополнительная информация:
Условия оплаты : Аккредитив, Д/А, Д/П, Т/Т, Вестерн Юнион, МонейГрам, МонейГрам
Детали упаковки: 1 коробка на 1 шт.
Срок поставки: 45 дней после 30% депозита
Присадочные металлы с низким содержанием водорода
При выборе присадочных металлов составитель спецификаций может потребовать «электроды с низким содержанием водорода».Такие электроды могут потребоваться, чтобы свести к минимуму возможность образования трещин, связанных с водородом. В некоторых случаях инженер может выбрать электроды с низким содержанием водорода, поскольку он считает, что эти электроды также обеспечат наплавленный металл с высоким минимальным уровнем прочности надреза. Хотя это может быть правдой, это не может быть принято.Эта статья будет посвящена определению присадочных металлов, которые устойчивы к водородному растрескиванию, а также обеспечивают хорошие механические свойства.
Хотя это может быть правдой, это не может быть принято.Эта статья будет посвящена определению присадочных металлов, которые устойчивы к водородному растрескиванию, а также обеспечивают хорошие механические свойства.Термин «низководородный» существует уже около 60 лет.Впервые он был введен, чтобы отличить эту классификацию электрода для дуговой сварки в среде защитного газа (SMAW) (например, E7018) от других электродов SMAW с низким содержанием водорода (например, E6010). Они были созданы, чтобы избежать водородного растрескивания высокопрочных сталей, таких как броневой лист.
Путаница с термином
Хотя так называемые «электроды с низким содержанием водорода» существуют уже много лет, существует некоторая путаница в отношении того, что подразумевается под этим термином. Это обозначение используется во многих нормах и спецификациях, однако ни «электроды с низким содержанием водорода», ни «электроды с низким содержанием водорода» не указаны в Стандартных терминах и определениях по сварке Американского общества сварщиков (AWS) (AWS A3. 0-94)2. Для некоторых это может стать неожиданностью, особенно для инженеров, которые указывали, что «разрешены только электроды с низким содержанием водорода», или «все сварные швы должны быть с низким содержанием водорода», или что «все сварочные процессы должны быть с низким содержанием водорода». Без формального определения термин «низководородный» может по-разному пониматься инженерами, подрядчиками или инспекторами, что может привести к путанице и конфликтам.
0-94)2. Для некоторых это может стать неожиданностью, особенно для инженеров, которые указывали, что «разрешены только электроды с низким содержанием водорода», или «все сварные швы должны быть с низким содержанием водорода», или что «все сварочные процессы должны быть с низким содержанием водорода». Без формального определения термин «низководородный» может по-разному пониматься инженерами, подрядчиками или инспекторами, что может привести к путанице и конфликтам.
Ссылка
| «Электрод с низким содержанием водорода» означает электрод SMAW Самое близкое к формальному определению электродов SMAW с низким содержанием водорода находится в AWS A5.1 Спецификация присадочного металла3. В этой спецификации перечислены несколько классификаций электродов с покрытиями с низким содержанием водорода. Эти классификации должны иметь уровень влажности покрытия менее 0,6% при испытании при 1800 ° F (980 ° C) в соответствии с AWS A5.  1. Этот уровень влажности соответствует относительно низкому уровню диффузионного водорода в наплавленном металле сварного шва, обычно менее 16 мл/100 г. Например, AWS A4.3, Стандартные методы определения диффузного водорода4, показывает, что при сварке E7018 при температуре 70 °F и относительной влажности 60 % значение равно 0.Влажность покрытия 6 % соответствует примерно 12 мл/100 г диффузионного водорода. Многие из современных продуктов E7018 имеют фактическое содержание влаги в покрытии намного ниже, чем максимальное значение 0,6% в состоянии поставки. В таблице 1 перечислены электроды SMAW с покрытием с низким содержанием водорода, содержащиеся в A5.1. 1. Этот уровень влажности соответствует относительно низкому уровню диффузионного водорода в наплавленном металле сварного шва, обычно менее 16 мл/100 г. Например, AWS A4.3, Стандартные методы определения диффузного водорода4, показывает, что при сварке E7018 при температуре 70 °F и относительной влажности 60 % значение равно 0.Влажность покрытия 6 % соответствует примерно 12 мл/100 г диффузионного водорода. Многие из современных продуктов E7018 имеют фактическое содержание влаги в покрытии намного ниже, чем максимальное значение 0,6% в состоянии поставки. В таблице 1 перечислены электроды SMAW с покрытием с низким содержанием водорода, содержащиеся в A5.1. |
|
| Может ли водород влиять на механические свойства? Кроме того, присутствие водорода может снизить пластичность (что выражается в удлинении и уменьшении площади).Водород, однако, обычно не влияет на результаты ударной вязкости, предела прочности на растяжение или предела текучести. Только в тяжелых случаях это может повлиять на предел прочности при растяжении. Поскольку электроды SMAW с низким содержанием водорода, такие как E7018, также должны иметь минимальный указанный уровень энергии удара с V-образным надрезом Шарпи (CVN), низкое содержание водорода иногда приравнивается к минимальному уровню CVN. |
 1.«Рыбий глаз» на поверхности излома цельнометаллического растянутого образца.
1.«Рыбий глаз» на поверхности излома цельнометаллического растянутого образца.  Это привело к тому, что некоторые люди указали низкое содержание водорода, когда на самом деле требуется ударная вязкость.Лучшим подходом является указание требований к ударной вязкости надреза, поскольку нет автоматической связи между низким содержанием диффузионного водорода в сварном шве и значениями CVN. На самом деле, некоторые отложения с высоким содержанием водорода могут обеспечивать относительно высокие уровни ударной вязкости. Например, классификация E6010 (не с низким содержанием водорода, 30-50 мл/100 г) имеет минимальное требование CVN 20 футо-фунтов при минус 20°F.
Это привело к тому, что некоторые люди указали низкое содержание водорода, когда на самом деле требуется ударная вязкость.Лучшим подходом является указание требований к ударной вязкости надреза, поскольку нет автоматической связи между низким содержанием диффузионного водорода в сварном шве и значениями CVN. На самом деле, некоторые отложения с высоким содержанием водорода могут обеспечивать относительно высокие уровни ударной вязкости. Например, классификация E6010 (не с низким содержанием водорода, 30-50 мл/100 г) имеет минимальное требование CVN 20 футо-фунтов при минус 20°F. Использование термина в нормах и спецификациях Во Временных рекомендациях: оценка, ремонт, модификация и проектирование сварных стальных рамных конструкций6, опубликованных Федеральным агентством по чрезвычайным ситуациям (FEMA), проводится сравнение электродов SMAW с низким содержанием водорода и FCAW и SAW.В этом документе говорится: «Все электроды, которые используются для дуговой сварки порошковой проволокой (как в газовой, так и в самозащитной среде), а также для дуговой сварки под флюсом, считаются низководородными». |
| ||||||||||
 1-2000)5 содержат положения, относящиеся к водороду, в таблице предварительного нагрева (таблица 2). В таблице категория «А» применима к «дуговой сварке в защитных газах электродами, отличными от электродов с низким содержанием водорода». Минимальные температуры предварительного нагрева, указанные для категории «А», выше, чем для категории «В», поскольку категория «В» предназначена для «дуговой сварки в защитных газах электродами с низким содержанием водорода, дуговой сварки под флюсом, дуговой сварки металлическим газом, дуговой сварки с флюсовой проволокой».
1-2000)5 содержат положения, относящиеся к водороду, в таблице предварительного нагрева (таблица 2). В таблице категория «А» применима к «дуговой сварке в защитных газах электродами, отличными от электродов с низким содержанием водорода». Минимальные температуры предварительного нагрева, указанные для категории «А», выше, чем для категории «В», поскольку категория «В» предназначена для «дуговой сварки в защитных газах электродами с низким содержанием водорода, дуговой сварки под флюсом, дуговой сварки металлическим газом, дуговой сварки с флюсовой проволокой». Подразумевается предположение, что FCAW и SAW обеспечат наплавленные наплавки с уровнями диффузионного водорода, аналогичными электродам SMAW с низким водородным покрытием.
Подразумевается предположение, что FCAW и SAW обеспечат наплавленные наплавки с уровнями диффузионного водорода, аналогичными электродам SMAW с низким водородным покрытием. Уровни водорода наплавленного металла
Как упоминалось выше, не существует определения для «сварочного наплавленного металла с низким содержанием водорода».Слово «низкий» является неточным описанием. Предпочтительный метод контроля уровня водорода в наплавленном металле состоит в использовании необязательных обозначений водорода, определенных Американским обществом сварщиков. Эти обозначения имеют форму суффикса на классификация электродов (например, H8, h5 и h3).Производитель присадочного металла может добавить обозначение водорода к классификации электродов, если присадочный металл соответствует требованиям к диффузионному водороду в применимом AWS A5.x Спецификация присадочного металла. Ниже приведены примеры требований к обозначению:
Предпочтительный метод контроля уровня водорода в наплавленном металле состоит в использовании необязательных обозначений водорода, определенных Американским обществом сварщиков. Эти обозначения имеют форму суффикса на классификация электродов (например, H8, h5 и h3).Производитель присадочного металла может добавить обозначение водорода к классификации электродов, если присадочный металл соответствует требованиям к диффузионному водороду в применимом AWS A5.x Спецификация присадочного металла. Ниже приведены примеры требований к обозначению:
Во избежание растрескивания, вызванного водородом, уровень водорода в материале должен поддерживаться на определенном максимальном уровне. Этот уровень является функцией восприимчивости микроструктуры, ограничения (или стеснения) и остаточных напряжений. Подверженность микроструктуры водородному растрескиванию часто увеличивается с увеличением прочности стали. Следовательно, для более прочных сталей требуются более низкие уровни водорода. Просто сказать «используйте низкое содержание водорода» недостаточно. Например, «низкий» для стали с пределом прочности 50 тысяч фунтов на квадратный дюйм может не быть «низким» для стали с пределом прочности 100 тысяч фунтов на квадратный дюйм. Вместо того, чтобы требовать, чтобы «могут использоваться только электроды с низким содержанием водорода», инженеры и изготовители должны использовать такие утверждения, как «только электроды или комбинации электрод-флюс, способные наплавлять металл шва с максимальным содержанием диффузионного водорода 8 мл/100 г (H8). ) разрешены».
Коды, в которых используются обозначения водорода
Кодекс AWS D1.1 по сварке конструкций также содержит несколько положений, в которых используются обозначения водорода (например,г., Н8). Например, категория «D» в таблице минимального предварительного нагрева и межпроходной температуры (Таблица 3.2) допускает использование только «…электродов или комбинаций электрод-флюс, способных наплавлять металл шва с максимальным содержанием диффузионного водорода 8 мл/100 г (H8). » Это хороший пример правильного использования H-обозначений.
» Это хороший пример правильного использования H-обозначений.
В Кодексе AWS D1.1 также есть альтернативный метод определения минимальной температуры предварительного нагрева (Приложение XI), в котором используются три уровня диффузионного водорода. В Приложении XI категория h2 называется «со сверхнизким содержанием водорода» менее 5 мл/100 г.Категория h3 помечена как «с низким содержанием водорода» менее 10 мл/100 г. Третья категория, h4, представляет собой неконтролируемый уровень водорода. Хотя категория h3 помечена как «с низким содержанием водорода», это не определяет электрод с низким содержанием водорода как менее 10 мл/100 г. Фактическое значение диффузионного водорода также можно использовать для расчета минимальной температуры предварительного нагрева с помощью этого метода вместо использования категорий h2, h3 и h4.
Еще одним прекрасным примером контроля содержания водорода является план контроля над трещинами в соответствии с нормами AWS по сварке мостов7 (AWS D1. 5-95).В соответствии с этим кодом для сварки критически важных элементов требуется следующее:
5-95).В соответствии с этим кодом для сварки критически важных элементов требуется следующее:
h26, H8 или h5, когда минимальный указанный предел текучести составляет 50 тысяч фунтов на квадратный дюйм или менее
H8 или h5, когда минимальный указанный предел текучести превышает 50 тысяч фунтов на квадратный дюйм
Кроме того, электроды SMAW можно использовать для прихватки без предварительного нагрева, если электрод имеет обозначение h5 в соответствии с AWS D1.5.
Другие ведомства, такие как Вооруженные силы США8 и Американское бюро судоходства9, также устанавливают ограничения на уровни диффузионного водорода.Оба используют ограничения в 15, 10 и 5 мл/100 г, а военная спецификация имеет более строгое ограничение в 2 мл/100 г для некоторых применений. Сегодня в США предпочитают логарифмическую систему (т. е. h26, H8, h5 и h3).
Прочие вопросы
Использование электрода H8 или даже h5 только с контролируемым диффузионным водородом не дает гарантии устранения проблем, связанных с водородом, во время или после сварки. Помимо электрода, на уровень диффузионного водорода и вероятность растрескивания могут влиять несколько других факторов.Их также следует учитывать.
Помимо электрода, на уровень диффузионного водорода и вероятность растрескивания могут влиять несколько других факторов.Их также следует учитывать.
Состояние поверхности основного металла (загрязнение маслом, смазкой, грязью, влагой, кислотой, ржавчиной и другими водородосодержащими материалами может повысить уровень содержания водорода
)
Относительная атмосферная влажность (влажные условия обычно приводят к содержание влаги приводит к повышению уровня водорода)
Условия хранения расходных материалов (неправильное или длительное хранение может привести к повышению уровня водорода)
Процедуры сварки (электрический вылет, напряжение дуги, скорость подачи проволоки и другие параметры могут влиять на диффузионный водород)
Выводы
- «Электрод с низким содержанием водорода» относится только к электроду SMAW, который имеет влажность покрытия менее 0.6%
- Максимальный уровень диффузионного водорода, связанный с электродами SMAW с низким содержанием водорода, вызвал путаницу, поскольку электроды SMAW с покрытиями с низким содержанием водорода не привязаны к какому-либо конкретному уровню водорода
- «Низкое содержание водорода» не следует указывать для достижения конкретных ударопрочных свойств. Если требуется ударная вязкость, она должна быть указана отдельно от пределов по водороду (если таковые имеются)
- Должностные инструкции должны быть четко и точно написаны в отношении использования «низкого содержания водорода».» Намерение спецификатора должно быть указано таким образом, чтобы подрядчик понял, что требуется
- Если у подрядчика есть какие-либо вопросы относительно намерений инженера или если спецификации неясны, подрядчик должен получить разъяснения перед сваркой. Например, если в контракте указано «использовать только электроды с низким содержанием водорода», то подрядчик может спросить: «Разрешается ли использовать только SMAW или можно использовать и другие процессы?»
- Дополнительные обозначения водорода (например,g., H8 и h5) являются предпочтительным способом определения определенного уровня диффузионного водорода в наплавленном металле и должны использоваться при необходимости
- Наконец, существуют области применения, где электроды с низким содержанием водорода не требуются или где предпочтительны электроды SMAW с низким содержанием водорода, такие как E6010. Поэтому следует избегать использования общего заявления «использовать низкое содержание водорода».
 Если требуется ударная вязкость, она должна быть указана отдельно от пределов по водороду (если таковые имеются)
Если требуется ударная вязкость, она должна быть указана отдельно от пределов по водороду (если таковые имеются)  Поэтому следует избегать использования общего заявления «использовать низкое содержание водорода».
Поэтому следует избегать использования общего заявления «использовать низкое содержание водорода».1. Роберт О’Кон. «Сварка электродами с низким содержанием водорода: взгляд в прошлое и советы на сегодня.«Практическая сварка сегодня». Март/апрель 2000 г., стр. 33-35.
2. Американское общество сварщиков. Стандартные сварочные термины и определения. (ANSI/AWS A3.0-94), 1994.
3. Американское общество сварщиков. Спецификация на электроды из углеродистой стали для дуговой сварки защищенным металлом. (ANSI/AWS A5.1-91), 1994.
4. Американское общество сварщиков. Стандартные методы определения содержания диффузионного водорода в металле сварного шва мартенситной, бейнитной и ферритной стали
Произведено дуговой сваркой.(AWS A4.3-93), 1993 г., с. 16.
5. Американское общество сварщиков. Нормы сварки конструкций – Сталь. (AWS D1.1:2000), 2000.
6. Федеральное агентство по чрезвычайным ситуациям. Временные рекомендации: оценка, ремонт, модификация и проектирование сварных стальных рамных конструкций. (FEMA
(FEMA
267), август 1995 г., с. 8-11.
7. Американское общество сварщиков. Правила мостовой сварки. (АВС Д1.5-95), 1995.
8. Армия США. Военная спецификация — Электроды — сварка, порошковая проволока, обычная прочная и низколегированная сталь (MIL-E-24403/1D), 14 ноября
1985 г.
9. Американское бюро судоходства. Требования Правил к материалам и сварке, часть 2, 1997 г.
Что такое атомно-водородная сварка?
Все мы знаем о процессе дуговой сварки. Но слышали ли вы когда-нибудь об атомно-водородной сварке (АВД)? Что ж, этот процесс сварки является одним из типов процессов дуговой сварки. Компания AHW известна превосходным процессом сварки. В этой статье мы сделаем краткий обзор, его плюсы, минусы, особенности и т. д. Итак, давайте внимательно рассмотрим этот метод сварки.
Определение Это процесс дуговой сварки, в котором используется электрическая дуга между двумя вольфрамовыми электродами в присутствии водорода. Защитная атмосфера при сварке атомарным водородом состоит из водорода. Процесс атомно-водородной сварки обозначается аббревиатурой AHW.
Защитная атмосфера при сварке атомарным водородом состоит из водорода. Процесс атомно-водородной сварки обозначается аббревиатурой AHW.
Мы знакомы с процессом дуговой сварки уже много лет. Но использование водорода в процессе дуговой сварки было известно далеко не всем.Позже лауреат Нобелевской премии Ирвинг Ленгмюр изобрел AHW, когда изучал атомарный водород.
В сварке атомным водородом электрическая дуга и водород играют решающую роль. Электрическая дуга очень эффективно разрушает молекулы водорода. Позже эти молекулы водорода рекомбинируют и выделяют огромное количество тепла. При выделении тепла достигаются температуры в диапазоне от 3400 º до 4000 º.
Что вы думаете о проведении этого процесса сварки в отсутствие водорода?
Несколько исследований показали, что без электрической дуги этот процесс становится неэффективным.Мы можем использовать кислородно-водородную горелку вместо электрической дуги, но в этом случае мы можем достичь температуры только до 2800 ºC. Баллон с водородом
Баллон с водородом
Оборудование, задействованное в AHW, содержит сварочную горелку с двумя вольфрамовыми электродами.Эти два электрода наклонены друг к другу. Кроме того, они отрегулированы таким образом, чтобы поддерживать стабильную дугу.
Вокруг двух вольфрамовых электродов расположено угловое сопло, которое подает газообразный водород. Газовые баллоны используются для хранения необходимого газообразного водорода.
Почему используется источник питания переменного тока вместо постоянного? Этот вопрос может возникнуть у вас, когда вы думаете об источнике питания при сварке атомным водородом. В этом процессе мы должны поддерживать одинаковую подачу тепла на обоих концах электрода.Без равного питания на концах электрода мы не можем осуществить этот процесс должным образом. Следовательно, чтобы получить требуемую равную подачу тепла на обоих концах, мы должны использовать источник переменного тока вместо постоянного в процессе AHW.
Следовательно, чтобы получить требуемую равную подачу тепла на обоих концах, мы должны использовать источник переменного тока вместо постоянного в процессе AHW.
Читайте также:
Как работает атомно-водородная сварка?Возникновение дуги происходит, когда два электрода из вольфрама находятся в контакте друг с другом. Кроме того, после установления контакта их разделяет небольшое расстояние 1.5мм.
Ниже приведена схема процесса AHW :
Когда электрическая дуга проходит через газообразный водород, он диссоциирует на атомарный водород. Эта диссоциация на атомарный водород происходит за счет поглощения большого количества тепла, образующегося в процессе.
Здесь происходит эндотермическая реакция.
h3= H + H -422 KJ
После этого происходит рекомбинация атомарного водорода. Эта рекомбинация происходит при соприкосновении атомарного водорода с холодной заготовкой.В этом процессе выделяется большое количество тепла.
H + H = h3 =422 кДж
Здесь во время рекомбинации протекает экзотермическая реакция.
Процесс сварки атомным водородом:Подводимое тепло не должно быть слишком большим или слишком маленьким. Если процесс плавления занимает много времени, это признак того, что у вас слишком мало тепла.
Необходимо поддерживать надлежащий дуговой зазор. Он не должен быть слишком большим или слишком маленьким. Если не поддерживать надлежащий дуговой зазор, будет выделяться очень мало тепла.
Чем меньше тепла, тем меньше бассейн. Поддерживать надлежащую пористость поверхности будет очень сложно, если присутствует меньше тепла.
Большой нагрев приведет к большому бассейну. Избыточное количество тепла делает большое отверстие в свариваемом материале.
Четыре фактора, влияющие на успех процесса сварки атомным водородом:- Скорость перемещения
- Размер дуги
- Настройка силы тока
- Правильный контакт заготовки с дугой.

Для лучшего понимания посмотрите видео ниже:
Преимущества
- AHW производит очень меньше искажений. Меньшее искажение связано с очень интенсивным пламенем. Это интенсивное пламя может быть сконцентрировано в определенном соединении.
- Сварка атомным водородом ускоряет процесс сварки. Более быстрый процесс сварки всегда выгоден сварщикам, а также экономит время.
- В процессе AHW флюс отдельно не требуется.Водород действует как защитный газ и предотвращает окисление металлов, а также вольфрамового электрода.
- В некоторых сварочных процессах заготовка является частью электрической цепи, и из-за таких ситуаций, как зажигание дуги и поддержание столба дуги, возникает. Но так как заготовка не является частью электрической цепи в АГП, то в течение всего процесса таких проблем не возникает.

- Средняя температура пламени, образующегося в этом процессе, составляет около 4000ºC.Это считается 3-м самым горячим пламенем.
- Температура пламени дицианоацетилена составляет около 4987ºC, а пламени цианогена – около 4525ºC.
- При сварке атомарным водородом срок службы электрода увеличивается за счет пропускания газообразного водорода через вольфрамовые электроды. Кроме того, когда газообразный водород проходит через электроды, электроды охлаждаются.
- Недавно был разработан автоматический AHW. В этом процессе не используется водород из баллонов высокого давления.Вместо этого водород получают из безводного аммиака.
- Тепло, выделяемое в AHW, может эффективно сваривать вольфрам.
- Для выполнения процесса сварки атомным водородом требуется квалифицированная рабочая сила. Без квалифицированной рабочей силы этот процесс не может быть реализован эффективно. Таким образом, талантливый и опытный трудовой труд является обязательным.
- Стоимость этого процесса сварки немного выше, чем стоимость других процессов сварки.Таким образом, вы должны потребовать минимальный капитал, чтобы сделать AWH.
- AHW ограничивается только горизонтальными положениями. Для других положений этот процесс сварки не подходит.
- Следует принять необходимые меры предосторожности, так как в этом процессе участвует водород. Водород является легковоспламеняющимся газом.
 Таким образом, талантливый и опытный трудовой труд является обязательным.
Таким образом, талантливый и опытный трудовой труд является обязательным.- Атомно-водородная сварка используется там, где требуется быстрая сварка. Этот процесс сварки в основном используется для нержавеющей стали и некоторых специальных сплавов.
- Его также можно использовать практически для всех черных и цветных металлов.
- Это идеальный процесс для сварки как тонких, так и толстых металлических листов диаметром от 2 до 10 мм.
В современном мире этот процесс иногда заменяют дуговой сваркой металлическим электродом в среде защитного газа.