техника аргонодуговой сварки нержавеющей стали, давление и настройка, режимы и особенности сварки
Сварка – это способ объединить куски нержавеющей стали вместе. Чтобы начать работу, потребуется сначала провести ряд подготовительных работ. Качество сварочного шва зависит от того, насколько точно соблюдается технология.
Особенности и сложности
Аргонодуговая сварка стали требует, чтобы вокруг создаваемого сварного шва образовалась особая среда. Повышенное внимание уделяется электрическим характеристикам. Электрическая дуга плавит нержавейку и электрод так, что они под воздействием высокой температуры сплавляются и становятся единым целым.
Пока метал горячий и расплавленный, он особенно уязвим к кислороду, азоту и водороду, что присутствуют в воздухе.
Если позволить такой атмосфере соприкоснуться с расплавленной нержавеющей сталью, то это плохо скажется на металле. В результате место, где использовался аргон, становится пористым. Вот почему работы проводятся в особой среде. Использование чистого аргона в качестве защитного газа, подаваемого в точку сварки, где дуга плавит металл, создает необходимый барьер, защищающий от окружающего воздуха.
Усилители или напряжение – это топливо для электрической дуги. Слишком низкая сила тока и дуга будут бороться за расплавление металла. Результат такой аргонной сварки – плохой сварной шов.
На другом конце спектра слишком высока сила тока. Вот почему сварной шов делается обязательно в соответствии с ГОСТ, где подробно описан процесс, как происходит подача газа и каков его расход.
Технология сварки аргоном имеет множество преимуществ. При воздействии газа сварной шов защищен от негативного влияния окружающей среды на металл. Таким образом, получается ровный, прочный стык, который характеризуется плавным и равномерным проплавом по всей длине и глубине.
Если используется металл с низкой теплопроводностью, то он слабо прогревается. Исключением может быть лишь небольшая область шва.
Благодаря положительным качествам описываемого вида сварки, есть возможность без труда соединить детали со сложной формой. Все работы отнимают немного времени, поскольку электродуга обладает большой температурой. Но есть и недостатки – к примеру, нужно иметь под рукой сложное оборудование, которое, помимо всего прочего, еще и настраивать нужно точно.
Способы
Существует несколько способов, благодаря которым можно создать качественный сварной шов без присадки.Неплавящимися электродами
Первое, что стоит помнить, – чистый аргон для работ не используется. Это приводит к непродуктивной электрической дуге и атмосфере, которая не поддерживает дугу. В результате металл не плавится как следует, соответственно, и шов остается неоднородным. Такую работу можно охарактеризовать как низкокачественную. Слияние материалов минимальное, присадочная проволока будет находиться поверх основного металла.
Более того, будет наблюдаться избыток брызг, которые потом нужно снять с нержавеющей стали. По существу, такой сварной шов вообще не годится, можно не тратить зря свое время.
Метод лучше всего использовать для соединения толстых кусков металла. Заварка шов охлаждается относительно быстро, но это делает его более хрупким.
Присадочная проволока подается через аппарат, затем включается газ. Продевают ее через катушку агрегата – таким образом, рабочий кусок выходит через наконечник горелки.
Не нужно проталкивать проволоку до конца, пусть она вытянется примерно на 0,64 см за пределы факела. Как только мастер закончит установку проволоки и активирует подачу газа, можно начинать сварку.
Если возникает проблема с продвижением провода через факел, скорее всего, он установлен неправильно.
Тогда потребуется открыть резак и отрегулировать положение провода.Держать факел необходимо под углом 30 градусов над краем стыка. Не имеет значения, с какого конца шва начинать работу. Нужно расположить огонь так, чтобы кончик пламени достигал краев металлических частей. Важно дождаться, пока пламя нагреет материал, образуются шарики жидкого металла в соединении.
Если металл разбрызгивается, значит, мастер не использует достаточно энергии. В этом случае нужно прибавить жара. Но очень важно избегать использовать сильное пламя, иначе сталь будет гореть.
Двигают факел медленно, удерживая его под постоянным углом. Тепло также немного расплавит окружающий металл. Мастер должен убедиться, что соединение заполнено равномерно, прежде чем перемещать факел вперед. Если двигаться слишком быстро, не получится расплавить сталь достаточно хорошо, в этом случае шов будет хрупким и ломким. Сварные швы охлаждаются сразу же.
С помощью полуавтомата
Очень важно во время проведения работ соблюдать технику безопасности. Сначала надевают сварочную маску и защитную одежду.
Для работы используется аргон и углекислота. Для достижения наилучших результатов лучше брать газовую смесь, состоящую из 2% углекислого газа и 98% аргона. Ее можно приобрести в магазинах товаров для дома или в интернете. Использование защитного газа защищает сварной шов и усиливает его.
Перед началом работы обязательно потребуется определить тип стали. Его можно узнать благодаря 3-значному номеру, напечатанному на металле.
Маркировка может находиться на широкой стороне. Если ее нет, тогда можно проверить металл с помощью магнита и настольной шлифовальной машины. Есть специальная тестовая диаграмма, по которой сравнивают тип производимых искр.
- Аустенитная сталь более распространена, она состоит из хрома и никеля, поэтому не является магнитной.
- Мартенситная сталь используется для деталей, которые должны быть особенно износоустойчивыми. Такой материал магнитен, во время работы образуются длинные, белые искры.
- Феррит очень распространен и обычно маркируется как 409 или 439. Высокое содержание углерода делает его магнитным. Во время сварки образуются белые или красные искры.
Очень важно правильно выбрать присадочный металл, который по своим свойствам будет соответствовать основному материалу. Как и куски стали, присадочные металлы продаются с номерными этикетками, используемыми для идентификации их состава.
Чтобы получить лучший сварной шов, нужен такой материал, который аналогичен по составу стали.
Перед сварочными работами поверхность, где будет проходить сварной шов, необходимо очистить с помощью проволочной щетки и ацетона. Удаление окалины, шлака и других примесей с металла помогает добиться лучшего результата. Обязательно нужно надеть перчатки, чтобы подкожный жир не попал на поверхность.
Процесс очистки исключает возможность образования оксидов на обрабатываемом металле, ведь они, в свою очередь, могут ослабить шов. По мере необходимости можно использовать и другие инструменты, к примеру:
- наждачную бумагу;
- угловую шлифовальную машину;
- электропилу;
- обычные пилы.
Тип сварного шва, который нужно сделать, зависит от того, как мастер планирует соединить куски металла. Можно использовать нескольких различных видов, чтобы усилить скрепление элементов. Важно учитывать толщину металла – если она небольшая, тогда шов должен быть широкий.
Стыковые соединения образуются при укладке листов друг на друга и при сварке кромок.
В этом случае требуется просто расплавить металл вокруг, чтобы заполнить пространство.
Оборудование и материалы
Чтобы провести работы по аргонодуговой сварке мастеру потребуется предварительно подготовить следующие материалы и оборудование:
- присадочная проволока;
- прутки;
- осциллятор;
- сварочный инвертор;
- горелка;
- электроды;
- защитная маска и одежда;
- обезжириватель;
- баллон с газом;
- металлическая щетка.
В зависимости от характеристик, которыми обладают свариваемые изделия, подбирается инвертор. Идеально подойдет прибор, работа которого осуществляется за счет выпрямленного тока.
Когда используется неплавящийся вольфрамовый электрод, обязательно применяется осциллятор. Именно он дает возможность получить необходимую для сварки дугу. Горелку берут только с токопроводящим узлом, в конструкции которой есть форсунка для подачи газа и неплавящийся электрод.
Для работы с коррозийно-стойкими сталями в продаже есть множество подходящего оборудования.
От марки сплавляемых сталей зависит и тип используемой присадочной проволоки. Из защитной одежды потребуется запастись маской, робой, обязательно рукавицами и ботинками.
Подготовка
Начинать работы по аргонной сварке стоит с настройки режимов оборудования, давления газа и зачистки поверхности. Кромка зачищается до тех пор, пока она не приобретет металлический блеск. При использовании марки стали ГОСТ 14771-76 не указано, каким образом должны проводиться подготовительные работы. Отсюда можно сделать вывод, что разрешается использовать как ручной инструмент, так и механизированный.
На втором этапе проводят обезжиривание поверхности. Для этого можно использовать любую подходящую жидкость. Завершающий этап – организация зазора, основная задача которого компенсировать деформацию в будущем.
Технология сварки
Если не соблюдать технологию, то и работа будет низкого качества. При работе требуется обеспечить минимальную дугу. Если делать все правильно, то даже для начинающих сварщиков техника становится понятна и проста.
Электрод лучше располагать как можно ближе к металлу, но не касаться его. Если использовать большую дугу с любой толщиной, то не удастся проплавить детали по всей глубине, в результате получится некачественный шов.
Окисления можно избежать, если контролировать подачу проволоки. Подача не должна быть резкой и находиться в зоне, где есть газ.
Чтобы хорошо заварить конец шва, потребуется уменьшить силу тока. Если оборвать дугу резко, тогда защита металла будет снижена, что опять же скажется на качестве шва. Так можно варить даже пищевой сплав.
Тонкого металла
При работе с листовой сталью перемещать электрод стоит вдоль будущего шва. Запрещено допускать какие-либо поперечные отклонения. Если присадка выйдет из зоны, где находится газ, то качество шва будет в этом месте нарушено.
Увеличить прочность можно путем подачи газа с обратной стороны. Но в этом случае увеличивается и его расход.
Осциллятор позволяет использовать бесконтактный метод сварки. Розжиг в некоторых случаях производится на угольной или графитовой пластине.
Труб
Трубы, изготовленные из нержавейки, используют повсеместно. Их соединение производится только с помощью описываемого метода. Технология сваривания похожа на ту, что применяется при работе с тонколистовым металлом.
В данном случае первое, о чем стоит помнить, – газ должен подаваться вокруг рабочей поверхности. Сделать это внутри трубы не так просто.
Для обеспечения необходимого условия сначала труба закрывается пробкой из бумаги или ткани.
Стык заклеивают скотчем, в отверстие другой трубы подают газ, но с небольшим давлением, иначе пробку просто выбьет.
Как только газ полностью заполнит пустое пространство, второе отверстие тоже закрывается. Теперь можно снять скотч и начинать варить шов.
О сварке нержавейки полуавтоматом смотрите далее.
Обучение технологии сварки тонкой нержавейки в среде аргона — как варить трубы из нержавеющей стали аргонной техникой, давление аргоннодугового аппарата, поддув и режимы
12НояСодержание статьи
- Общая информация
- Особенности сварки нержавеющей стали аргоном
- Оборудование и расходные материалы для аргоновой сварки нержавейки
- Подготовка материала
- Соединение тонкого металла
- Соединение труб
- Pulse
- Как правильно варить нержавейку аргоном
- Аргонно-дуговая сварка нержавейки с инородным металлом
- Сварка нержавейки полуавтоматом (MIG)
- TIG
- Сварка аргоном нержавеющих труб
- Технология
- Сварка нержавейки в среде аргона при помощи проводника из вольфрама
- Заключение
В статье мы расскажем про технологии и обучение технике сварки аргоном тонкой нержавейки. Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.

Общая информация
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.

Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности.
Правила, которые нужно запомнить:
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.

В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.

Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.

Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.

Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
| Сварочная проволока: марка описание | Классификация | Типичный хим. состав наплавленного металла | Механические свойства |
| OK Autrod 347 Si (OK Autrod 16.11)* Коррозионностойкая хромоникелевая сварочная для нержавеющих сталей типа 08X18h20, 12X18H9T, 08X18h20T, (304, 308, 347) и им подобных в среде защитных газов (Ar). Легированная ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+). | ER 347 Si / AWS A5.9 G 19 9 Nb Si / EN 12072 Аналог проволок: | С<0,08 Si 0,8Mn 1,7 Cr 20,0Ni 10,0 Nb 0,6 | Предел текучести 440 МПа Предел прочности 640 Удлинение 37% |
| OK Autrod 308LSi (OK Autrod 16.12) Коррозионностойкая хромоникелевая сварочная для соединения аустенитных нержавеющих сталей с содержанием хрома ~18% и никеля ~8% типа 03X17h24M2, 03X18h21, 06X18h21, 08X18h20T, 12X18h20T, 304 и т.п. в среде защитных газов (Ar). Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Ток = (+). | ER 308LSi / AWS A 5.9 G 19 9 L Si / EN 12072 Аналог проволок: | С<0,03 Si 0,8 Mn 1,7 Cr 20,0Ni 10,0 | Предел текучести 370 МПа Предел прочности 620 Удлинение 36% |
| OK Autrod 318 Si (OK Autrod 16.31) Сварочная коррозионностойкая для аустенитных нержавеющих сталей (см. аустенитные нержавеющие стали) с содержанием хрома ~19%, никеля ~12% и Mo ~3% в среде защитных газов (Ar). Наплавленный металл 318 Si обладает высокой коррозионной стойкостью. Легирование:
Применяется в пищевой промышленности, нефтехиммашиностроении. | G 1912 3 Nb Si / EN 12072 Аналог проволок: | С<0,08 Si 0,8 Mn 1,7 Cr 19,0 Ni 12,5 Nb 0,6 Mo 2,7 | Предел текучести 460 МПа Предел прочности 615 Удлинение 35% |
Соединение тонкого металла
Рекомендуем перед процедурой подложить под детали листовую медь. Она не присоединится к заготовке, но будет выполнять ряд задач:
- защита от деформации шва с обратной стороны;
- поглощение избыточного тепла;
- фиксация, твердая рабочая поверхность.
При сечении в 1 миллиметр актуален 35 А, 36 А, 37 А ток – в таком режиме аргонодуговой сварки для нержавеющей стали следует варить 3 секунды, подача для остывания – 4 с. Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Соединение труб
Вне зависимости от того, что это – водопровод, канализация, любой другой путепровод, требуется изолировать фрагмент, почистить его изнутри и снаружи. Процесс будет проходить при заполнении газом внутреннего пространства. Для этого следует вставить трубку в соединительный клапан и смастерить заглушку из старых тряпок, скотча. Наполнение аргона для сварки труб из нержавеющей стали осуществляется с двух сторон. Возможные настройки – 65 Ампер, заварка кратера – 3 с., остывание – 4 с.

Pulse
В обиходе называется импульсным режимом. Отлично подходит для тонкостенных деталей, а если нужно перейти на другой материал, то просто незаменим для алюминиевых сплавов. Достоинство – даже при увеличенной силе тока нельзя получить провал сварочной ванны, то есть у вас не получится на этом месте отверстие. Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.
Таблица соотношений режимов и толщины листов
| Листовой металл мм. | Тип шва | Ток | Электрод мм. | Наполнитель мм. | Сварочная скорость мм./ мин. | Рргон л./мин. | Число проходов | |
| горизонтальное положение | вертикальное положение | |||||||
| 1 (. 039i n) | стыковой | 25-60 | 25-35 | 1.0 | 1.6 | 250-300 | 6 | 1 |
| накладной | 60 | 55 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внешний | 40 | 35 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внутренний | 55 | 50 | 1.6 | 1.6 | 250-300 | 6 | 1 | |
| 2 (. 078i n) | стыковой | 80-110 | 75-100 | 1.6-2.4 | 1.6-2.4 | 175-225 | 6 | 1 |
| накладной | 110 | 100 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внешний | 80 | 75 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внутренний | 105 | 95 | 1.6-2.4 | 2.4 | 175-225 | 6 | 1 | |
| 3 (. 012i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 |
| накладной | 130 | 120 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внешний | 110 | 100 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внутренний | 125 | 115 | 2.4-3.2 | 3.2 | 125-175 | 7 | 1 | |
| 4 (. 16i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 3.2 | 100-150 | 7 | 1 |
| накладной | 185 | 170 | 2.4-3.2 | 2.4 | 100-150 | 7 | 1 | |
| угловой внутренний | 180 | 165 | 2.4-3.2 | 2.4-3.2 | 100-150 | 7 | 1 | |
| 5 (. 2i n) | угловой внешний | 160 | 140 | 3.2-4.0 | 2.4-3.2 | 100-150 | 7 | 1 |
| 6 (. 24i n) | стыковой | 220-275 | 190-230 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 |
| накладной | 250-300 | 210-250 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
| угловой внутренний | 280-320 | 230-280 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
Как правильно варить нержавейку аргоном
Есть два варианта – ручная аппаратура с помощью полуавтомата и использованием проводников из вольфрама. Рекомендации для работы:
- можно применять и переменный, и постоянный ток;
- вольфрамовый проводник должен быть неплавким;
- газ выдувается из жерла горелки;
- присадку нужно класть самостоятельно на поверхность обработки, это обеспечивает образование шва;
- проволока должна при подаче составлять угол 15-30 градусов к заготовке и 90 – к аппарату;
- движение ровное, без отклонений в стороны;
- продуйте соединение изнутри для обеспечения красивого стыка;
- для розжига дуги используйте графитовую плиту, а не способ касания по заготовке – останутся некрасивые следы;
- подавайте давление еще на протяжении 4-10 секунд после завершения процесса.
При использовании полуавтомата:
- в проволоке должен содержаться никель;
- вместе с инертным составом необходимо пускать часть углекислого, он снижает нагрев кромок;
- могут использоваться различные технологии – импульсная, короткодуговая, струйным переносом.

Аргонно-дуговая сварка нержавейки с инородным металлом
Обычно появляется необходимость присоединить элемент из стали с антикоррозийными свойствами к сплавам с малым количеством углерода в составе. Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
- штучные электроды с обмоткой в режиме ММА;
- вольфрамовые проводники, неплавкие;
- с помощью инертного газа.
Первые два метода менее эффективны. При дуге происходит меньшее заполнение шва кислородом, а значит, и малое окисление. Но если вы решили использовать первую методику, то вам понадобится таблица с подходящими марками электродов:
| Марка | Тип | Материал стержня К | Коэффициент наплавки, r/a. чП | Применение |
| озл-8 | э-07 х20н9 | св-04 х19н9 | 12-14 | хромоникелевые стали, когда к шву не предъявляется жестких требований против межкристаллической коррозии |
| озл-3 | э-10х17 н13с4 | св-15х-18н12с-4тю | 11,5-12,5 | типа 15х18н12с4тю. Аналогично |
| зио-8 | э-10х25 н13г2 | св-07х-25н13 | 13,3 | конструкции и трубопроводы из двухслойных составов. Аналогично |
| уонии-13/нж | э-12х13 | in-luna_2012 | 10-12 | ответственные системы из хромистых 08х13, 12х13 |
| озл-22 | э-02х21 н10г2 | св-01х-18н10 | 12-14 | конструкции из х8н10 |
| озл-14а | э-04 х20н9 | св-01 х19н9 | 10-12 | хромоникелевые, когда к металлу шва не предъявляется жестких требований против межкристаллической коррозии |
| озл-36 | э-04 х20н9 | св-01 х19н9 | 13-14 | Аналогично |
| озл-7 | э-08х20 н9г2б | св-01 х19н9 | 11,5-12 | Аналогично |
| цл-11 | э-08х20 н9г2б | св-07х19-н10б | 1-12 | хромоникелевые, когда к металлу шва предъявляются жесткие требования против межкристаллической коррозии |
| цл-9 | э-10х25-н13г2б | св-07 х2513 | 10,5-11,5 | хромоникелевые со стороны легированного слоя двухслойных сталей. Аналогично |
| озл-20 | э-02х20-н14г2м2 | св-01х17-н14м2 | 12,5-14,5 | конструкции из 03х16н15м3, 03х17н14м2. Аналогично |
| ниат-1 | э-08х17 н8м2 | св-04 х19н9 | 10-11 | сварка конструкций из хромоникелевых и хромоникелемолибденовых; наиболее пригодны для сварки тонколистового металла |
| эа-400/10у | э-07х19-н11м3г2 | св-01х19-н11м3 | 12 | соединение корпусов энергооборудования и трубопроводов, работающих в контакте с агрессивной средой при температуре до 350° с |
| ха-400/10t | э-07х19-н11м3г2 | св-01х19-н11м3 | 14,5 | Аналогично |
Сварка нержавейки полуавтоматом (MIG)
Она применяется преимущественно на предприятиях, в то время как ручная – при домашнем использовании. Полуавтоматическая установка больше весит, она более массивна, поэтому ее нельзя брать с собой на выезд, если работа этого требует. Особенности конструкции две – нет необходимости в электроде, а проволока подается автоматически, поэтому вторая рука остается свободной, чтобы двигать детали, придерживать их.
Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
| Лист, мм | Проволока, мм | Сила тока, а |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
TIG
Эта аббревиатура переводится с английского языка как «вольфрам и инертный газ», наиболее распространенный – аргон. Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
- сразу образуется очень красивый шов, не требующий зачистки;
- предотвращение пористости;
- присадочная проволока – из того же состава, что и заготовка;
- отсутствие окисления;
- небольшая зона прогрева, поэтому можно не бояться деформаций;
- легкий метод, им могут пользоваться даже новички;
- мало вредных веществ выбрасывается при работе.
Видео об этом
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.

Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.

Сварка нержавейки в среде аргона при помощи проводника из вольфрама
Дадим несколько рекомендаций по технике:
- дуговой розжиг совершайте на графитовой пластине, а затем аккуратно переводите горелку на стык;
- подачу следует отключать не сразу после окончания приваривания, дождитесь 10-15 секунд;
- не делайте поперечных движений.
Заключение
Мы рассказали про сварку деталей из нержавейки при поддуве и высоком давлении аргона. Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Видео для наглядности
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Сравнение сварки нержавейки полуавтоматом и аргоном — ПРОМСТРОЙМЕТАЛЛ
Особенности сварки нержавеющей стали полуавтоматом. В чем разница между сваркой нержавейки полуавтоматом и аргоном? На что стоит обратить внимание.
Сравнение сварки нержавейки полуавтоматом и аргоном
Изделия из железа считаются самыми прочными, однако, даже у них есть недостаток. Называется этот недостаток – ржавчина. По причине окисления изделия, в основе которых находится железо, становятся непригодными для использования, а железные конструкции и вовсе разрушаются. С течением прогресса люди сумели отыскать оптимальное решение, и была создана нержавеющая сталь.
Учитывая всю нестандартность нержавейки как таковой, у сварки такой стали также имеются свои особенности. Существует несколько методов, которыми осуществляется сварка нержавейки, но самые распространенные – это сварка полуавтоматом, а также аргоновая сварка.
Сварка нержавеющей стали полуавтоматом
Такой метод по праву считается самым надежным: он учитывает особенности используемого материала и его непосредственные химические свойства. Сварка нержавейки полуавтоматом осуществляется в среде углекислого газа. Важно оставить в таком случае зазор между элементами, которые надлежит сварить друг с другом, по всей длине (согласно нормативу, зазор между деталями должен составлять полтора миллиметра).
К тому же, для настройки глубины воздействия на сталь, регулировке подвергается индуктивность – ее малый показатель делает сварку глубже, в то время как завышенный, напротив, смягчает ее. Для осуществления сварки полуавтоматом используется разное оборудование – выбор делается на основе того, каковы марка стали, ее габариты и прочие параметры.
Обычно работы данным методом производятся тремя вариантами, которые подходят для определенных ситуаций:
- импульсной сваркой;
- струйным переносом;
- короткой дугой.
Допускается метод полуавтоматоматической сварки нержавейки без газа: для этого, как правило, используется специальная проволока, при помощи которой создается аккуратный и прочный шов. Правда, у такого метода имеются недостатки – со временем шовный материал поржавеет. Решается проблема использованием проволоки из нержавейки.
В результате, суть данной методики сводится к обеспечению оптимальных условий для осуществления сварки при учете используемого материала. К тому же, среди неоспоримых преимуществ данного метода – минимальное разбрызгивание расплавленной проволоки и защита самой стали по краям сварочного шва.
Сварной шов нержавейки при сварке полуавтоматомСварка нержавеющей стали аргоном
Варить нержавеющую сталь углекислотой можно лишь тогда, когда привлекательность внешнего вида не имеет значения, поскольку брызг при таком методе не избежать. Качество шва в данном методе остается высоким.
Среди преимуществ сварки аргоном без углекислоты числятся:
- аккуратный прочный шов;
- экономия проволоки для сварки;
- отсутствие необходимости шлифовки.
В качестве оборудования для сварки нержавейки аргоном используется стандартный набор, состоящий из инвертора, осциллятора и баллона с аргоном. Также необходима непосредственно горелка вместе с проводами и шлангами, проволока и аргон.
Впрочем, аргон не является единственным защитным газом, используемым в данном способе сварки, однако его смело можно называть основным. Расход аргона зависит от типа металла, который сваривается такой технологией. Так, для сварки алюминия необходимо 20 литров/мин, титана – 50 литров/мин, нержавеющей стали – 8 литров/мин.
Несмотря на то, что сварка нержавеющей стали – довольно сложный процесс, при должном подходе он порадует качественным результатом: важно учитывать особенности стали или любого другого металла, с которым осуществляются работы, выбрать правильный метод сварки и использовать качественные материалы.
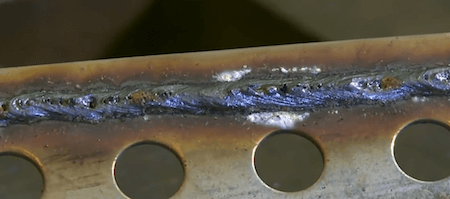
Сварной шов нержавейки при сварке аргономСварка стали аргоном в Москве. Цены на услуги аргоновой сварки.
Особенности сварки стали и её сплавов

Аргоновая сварка стальных труб
Технология сварки стали зависит от состава сплава. Материалы с низким содержанием углерода (до 0,25%), такие как холоднокатаные листы, можно обрабатывать любым методом. Они хорошо свариваются. Их можно соединять без предварительного подогрева. Для работы применяются газовый, контактный и др. методы. Но чаще всего соединение низкоуглеродистых сталей производится с помощью электродуговой сварки.
Сваривание среднелегированных конструкционных сталей, в состав которых вводят примеси для увеличения прочности, имеет свои особенности. Здесь многое зависит от химического состава, конкретной марки материала. Но есть и общие правила. Дабы избежать растрескивания и закаливания, сталь предварительно нагревают до 300°. Для повышения прочности, в расплавленный метал иногда добавляют легирующие элементы. Чтобы не происходил перегрев материала, его по ходу работ охлаждают с помощью воды или специальных прокладок из меди.

Шов после аргоновой сварки стали
Высоколегированные материалы сваривают с учетом того, что данная группа склонна к образованию трещин, как холодных, так и горячих. Для получения прочного шва и сохранения свойств металла обычно используется автоматическая сварка и технология обработки короткими дугами. При этом следует учитывать особенности конкретной марки или, по крайней мере, группы сплавов, а также назначение детали, в каких условиях она будет эксплуатироваться (агрессивная среда, высокие или низкие температуры). Использование различных сварочных материалов и технологий обработки позволяет получить соединение с требуемыми характеристиками.
Свойства и свариваемость стали
Содержание углерода и легирующих элементов меняет физические и химические характеристики материала и влияет на свариваемость. Так, чем выше данного компонента, тем выше прочность и ниже пластичность сплава. В ходе сварки такой материал склонен к образованию пористой поверхности. Хром, бор, молибден, вольфрам и кремний образуют тугоплавкие сплавы. Сера способствует появлению горячих трещин, а фосфор — холодных. В то время как никель, повышая прочность и пластичность, не влияет на свариваемость.
Определить состав стали можно по маркировке. Первые 2 цифры означают содержание углерода в сотых долях. Легирующие элементы отображаются буквами с указанием процента содержания, начиная с 1 (введение менее 1% не указывается).
Технология сварки стали вольфрамовыми электродами в аргонной среде
Аргонная сварка объединяет в себе элементы газовой и электродуговой. Плавление присадочного материала и кромок металла производится за счет горения электрической дуги. Газ же защищает сталь от вредного воздействия кислорода. В результате соединение получается более прочным, так как оно не содержит пузырьков воздуха.
Аргон не вступает в химическую реакцию с металлом. Он полностью нейтрален. Но при работе на обратной полярности газовое облако превращается в токопроводящую плазму, что следует учитывать мастеру.
Сварка в среде газа аргон производится как плавящимися электродами, так и неплавящимися — вольфрамовыми. Стержни для работы выбирают в зависимости от характеристик обрабатываемого материала.
Для сваривания деталей аргонной сваркой вольфрамовым электродом используют ручной и автоматический метод.

Аргонно-дуговая сварка сложных деталей
Технологический процесс включает в себя несколько этапов:
- Подготовка обрабатываемой поверхности: очистка механическим либо химическим способом от загрязнений и оксидной пленки.
- Подключение к деталям провода массы.
- Исходя из свойств свариваемых материалов (можно воспользоваться справочником, если пока нет опыта) устанавливается сила тока.
- Горелку с включенным током подносят вплотную к деталям, не прикасаясь к ним.
- За 20 сек. до начала сварки подают аргон. По окончании работ подачу газа выключают только спустя 10 сек.
- Чтобы металл не брызгался, присадочную проволоку и горелку плавно и медленно ведут вдоль шва по прямой линии.
На протяжении всего процесса сварки электрод не должен касаться обрабатываемых поверхностей.
Данная технология требует специальных знаний и опыта аналогичной работы для того, чтобы на выходе получился качественный результат.
Наша мастерская занимается аргоновой сваркой всех видов сталей. Процесс осуществляется на новом, современном оборудовании. Цена сваривания стальных конструкций зависит от степени повреждения и возможности ремонта.
Преимущества аргоновой сварки сталей
- Отсутствие вредных выбросов и окислов, чистота рабочего места.
- Отсутствие брызг горячего металла делает процесс возможным в любых помещениях.
- Используется сварочных работ с тонколистными конструкциями.
- В процессе работы не образуются шлаковые соединения, не требуется зачистка шва после работы.
- Работа на небольших токах, возможность наплавления металла.
MIG Сварка нержавеющей стали чистым аргоном. Является ли это возможным?
У вас есть проект по сварке нержавеющей стали, и у вас есть резервуар с чистым аргоном. Или вы можете приобрести себе резервуар с чистым аргоном.
У вас есть проволока из нержавеющей стали, и теперь вы хотите знать: возможна ли MIG-сварка нержавеющей стали с чистым аргоном? Или даже рекомендуется?
Можно ли использовать чистый аргон для сварки нержавеющей стали методом MIG?
№
100% аргон нельзя использовать для сварки нержавеющей стали методом MIG.
Использование чистого аргона в качестве защитного газа приводит к непродуктивной электрической дуге и атмосфере, которая не поддерживает дугу, чтобы хорошо расплавить основной металл из нержавеющей стали или получить хорошую лужу расплавленного металла и прочный сварной шов.
У вас будет сварной шов с:
Минимальное проплавление основного металла из нержавеющей стали.
Ваша присадочная проволока будет гордо сидеть в холмике поверх основного металла.
Во время сварки будут образовываться излишки брызг, которые необходимо удалить с нержавеющей стали.
По сути, сварной шов совершенно не годится. Не тратьте время зря.
Но почему я слышу ваш вопрос?
Давайте разберемся с некоторыми основами сварки MIG нержавеющей стали.
Почему вообще используется защитный газ?
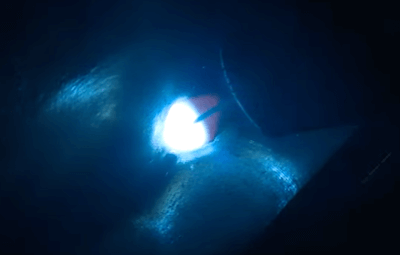
 Сварка MIG с использованием защитного газа
Сварка MIG с использованием защитного газаСварочная проволока MIG из нержавеющей стали требует определенных электрических характеристик и среды, создаваемой непосредственно вокруг сварного шва, чтобы выполнять свою работу — работу по созданию хорошего и прочного сварного шва.
Электрическая дуга, создаваемая вашим сварочным аппаратом MIG, плавит основную нержавеющую сталь и вашу сварочную проволоку, так что они плавятся и сплавляются вместе, образуя сварной шов.
Хотя металлы горячие и расплавленные, они особенно уязвимы. Уязвимы для кислорода, азота и водорода в воздухе, которым мы дышим.
Если позволить атмосфере вступить в контакт с расплавленной нержавеющей сталью, это сильно повлияет на металл. А при контакте с вашей горячей плавкой нержавеющей сталью получится пористый шов.
 Сварка MIG может привести к плохим результатам из-за пористости
Сварка MIG может привести к плохим результатам из-за пористостиПористость — это отверстия как на поверхности, так и под поверхностью сварного шва, которые приводят к разрушению сварного шва под действием напряжения. Последнее, что ты хочешь.
Использование чистого аргона в качестве защитного газа, подаваемого в точку сварного шва, где дуга плавит металл, создает барьер от окружающего воздуха, что верно.
Задача защитного газа — также помочь с типом образующейся дуги.Чистый аргон просто не позволяет дуге иметь нужные характеристики, и это в основном связано с недостатком кислорода в защитном газе. Чистый аргон — это всего лишь чистый аргон.
Когда вы выбираете защитный газ, цель состоит в том, чтобы использовать защитный газ, который помогает получить эффективный сварной шов с отличной прочностью и долговечностью.
Что еще я могу использовать, если я не могу использовать чистый газ аргон?
Я доберусь до этого, но сначала узнаю это.
Помимо защитного газа, сварщику MIG необходим достаточный ток
Ампер или напряжение — это топливо для вашей электрической дуги.
Слишком низкая сила тока, и дуга сварочного аппарата MIG будет с трудом расплавить присадочный металл или основной металл из нержавеющей стали. И результат? Плохой сварной шов.
На другом конце спектра слишком высокая сила тока, и вы проделываете дыры в своей основе из нержавеющей стали.
Крайний расплавленный металл на полу вокруг ваших ног. Повреждение основного металла из нержавеющей стали — вы знаете, что нужно исправить — это последнее, что вам нужно.
Чтобы предотвратить это Некоторые вопросы, которые следует задать себе
- На что способен мой сварочный аппарат MIG? Сколько ампер он может производить?
- Какой размер проволоки может подавать мой сварочный аппарат MIG?
- Какой тип нержавеющей стали мне нужно сваривать?
И столь же критично
- Чего я пытаюсь добиться с помощью сварного шва?
Почему это важно?
Поскольку сварной шов не является критичным и не требует хорошего внешнего вида, вы можете свободно выбирать инструменты.
- Должен ли шов хорошо выглядеть? Вы счастливы, если на сварном шве из нержавеющей стали появятся брызги или изменится цвет?
- Как ваш сварной шов должен работать с течением времени?
- Вы свариваете тонкий листовой металл? Тонкие калибры из нержавеющей стали более подвержены разрушению сварного шва — межкристаллитной коррозии. Таким образом, вам необходимо поддерживать достаточный нагрев, но при этом производить сварку с минимально возможным нагревом, чтобы получить прочный сварной шов и хорошее проплавление основного металла.
Для дальнейшего уточнения
- Это весовая нагрузка? Если сварка не пройдет, как это повлияет на кого-то?
- Нужно ли защищать нержавеющую сталь от ржавчины?
Например, может ли деталь быть подвержена воздействию дождя, влажности или моря?
- Это в пищевой промышленности? Мелкие дырочки или участки ржавчины в сварном шве из нержавеющей стали, где могут жить и размножаться микробы, могут стать причиной болезни или ухудшения состояния людей, употребляющих эту пищу.
Тогда вашей целью должна стать правильная сварка с использованием совместимого защитного газа и подходящей сварочной проволоки из нержавеющей стали для сохранения свойств коррозии.
Сколько мощности требуется моему сварочному аппарату MIG для хорошей сварки нержавеющей стали?
В большинстве бытовых сварочных аппаратов MIG, работающих в цепях с напряжением 120 В, используется метод короткого замыкания.
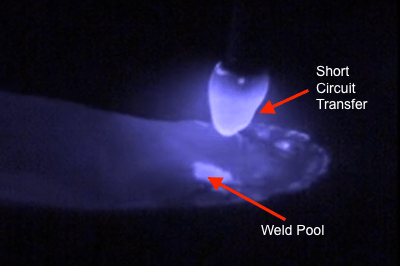 Короткое замыкание провода передачи
Короткое замыкание провода передачиЧто это? Я слышу, как вы говорите.
Это буквально метод, используемый, когда электрическая дуга сварочного аппарата MIG плавит сварочную проволоку из нержавеющей стали и передает ее в расплавленную сварочную ванну.
Прелесть метода короткого замыкания в том, что он использует более низкий ток.
И почему производители сварочных аппаратов рекомендуют защитный газ Tri Mix (90% гелий, 7,5% аргон, 2,5% двуокиси углерода).
Защитный газTri Mix поддерживает дугу при передаче от короткого замыкания и защищает сварочную ванну при более низкой силе тока.
 Сварка MIG с использованием Tri Mix крупным планом
Сварка MIG с использованием Tri Mix крупным планомВам по-прежнему понадобится ваш сварочный аппарат MIG, чтобы вырабатывать 130 ампер. Вот почему производители, которые поддерживают сварку MIG нержавеющей стали с помощью своего сварочного аппарата MIG 115–120 вольт, рекомендуют использовать Tri Mix.
Если у вас есть резервуар подходящего размера, вы можете позволить себе Tri Mix и иметь место, то продолжайте и используйте. Вы получите отличные результаты.
 Tri Mix Профиль сварного шва из нержавеющей стали
Tri Mix Профиль сварного шва из нержавеющей сталиПроблемы с Tri Mix
- Tri Mix может быть недоступен для покупки в вашем регионе.
- Часто бывает, что вы не можете купить Tri Mix в небольших удобных цилиндрах у местных поставщиков сварочных аппаратов.
- Или ваши поставщики сварочных аппаратов могут продать вам Tri Mix, но наименьший размер резервуара, который у них есть, составляет 300 кубических футов.И это слишком много для вашего небольшого проекта.
- Или, может быть, у вас просто нет места для еще одного баллона с бензином в вашей мастерской.
- Может быть, вы просто шокированы стоимостью Tri Mix — это не самая дешевая газовая смесь.
И если именно поэтому вы подумываете об использовании чистого аргона.
Не ходи туда. Вы будете зря тратить время и бензин.
Можно ли сваривать нержавеющую сталь методом MIG с использованием аргона?
Да.
Хотя чистый газ аргон нельзя использовать для сварки нержавеющей стали, можно использовать смеси менее 100% аргона.
Для сварки нержавеющей сталиMIG со смесью газов аргон необходим защитный газ с содержанием кислорода в смеси не менее 5–2%.
Можно найти сварочную проволоку для сварки MIG из нержавеющей стали, которая поддерживает C25 (75% аргона и 25% диоксида углерода), и это здорово. Потому что, если вы уже занимаетесь сваркой MIG, скорее всего, у вас уже есть эта газовая смесь в вашей мастерской.
Попробуйте найти производителя, чья марка проволоки MIG из нержавеющей стали поддерживает и совместима с защитным газом C25.
Я составил руководство по сварочной проволоке MIG для нержавеющей стали, которое можно заказать в режиме онлайн. Обратите внимание, как я перечислил поддерживаемый защитный газ, будь то C25, Tri Mix или другие смеси аргона и кислорода.
Традиционно использование C25 для сварки нержавеющей стали не давало хорошего вида сварного шва, хотя полученный шов был функционально прочным.
Благодаря сварочной проволоке для нержавеющей стали, поддерживающей C25, эти проблемы устранены, поэтому стоит подобрать правильный тип сварочной проволоки для вашего проекта по нержавеющей стали.
Сварка МИГ нержавеющей сталис высоким газом аргона смешивает
Под этим я подразумеваю смесь защитного газа из 98% аргона и 2% кислорода или 99% аргона плюс 1% кислорода.
Газовая смесь с высоким содержанием аргона переводит ваш сварочный аппарат MIG в режим распыления.
Здесь ваш сварочный аппарат MIG переносит нержавеющую сталь со сварочной проволоки в сварочную ванну тонкой струей.
 Спрей-проводник
Спрей-проводникДля переноса распылением необходим сварочный аппарат MIG, который может обеспечить достаточную силу тока, чтобы перевести сварочный аппарат в режим переноса распылением.Некоторые сварочные аппараты MIG, работающие от напряжения 120 В, могут перейти в режим переноса распылением, но чаще всего это область применения более крупных сварочных аппаратов MIG на 230 В.
Изучите таблицу параметров сварки сварочной проволоки из нержавеющей стали, которую вы планируете купить, чтобы узнать, сколько Ампер необходимо вашему сварщику для использования этой проволоки и смеси защитного газа, с которой он должен работать.
Совместите нержавеющую сталь с присадочным металлом из нержавеющей стали
Нержавеющая сталь бывает разных смесей с различными свойствами.
Добавление в сталь других сплавов дает нержавеющую сталь. Например, хром и никель добавляются на разных уровнях.
Сталь с высокой коррозионной стойкостью содержит молибден.
Подберите проволоку для нержавеющей стали к нержавеющей стали, которую собираетесь сваривать. Различные типы нержавеющей стали — еще одна причина проверить параметры сварки проволоки из нержавеющей стали, которую вы планируете использовать.
У вас есть сварочный аппарат 230 В и 100% углекислый газ?
Тогда лучшим выбором будет сварка нержавеющей стали проволокой для сварки под флюсом с двойной защитой.Взгляните сюда, чтобы прочитать все об этом.
Последние слова
Надеюсь, я объяснил вам, почему MIG-сварка нержавеющей стали не рекомендуется с чистым газом аргоном, и предоставил вам варианты альтернативных защитных газов. Некоторые альтернативы, возможно, уже есть в вашей домашней мастерской.
.
Завод по производству аргонных стальных баллонов, производственная компания OEM / ODM по изготовлению нестандартных аргонных стальных баллонов
Всего найдено 155 заводов и компаний по производству аргонных стальных баллонов с 465 продуктами. Закажите высококачественные баллоны из аргоновой стали на нашем большом количестве надежных заводов по производству баллонов из аргоновой стали. Бриллиантовый член| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Регулятор кислорода медицинский |
| Mgmt.Сертификация: | ISO13485 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | ODM, OEM |
| Расположение: | Нинбо, Чжэцзян |
| Тип бизнеса: | Торговая компания |
| Основные продукты: | Цилиндр высокого давления |
| Mgmt.Сертификация: | ISO 14064 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, собственный бренд |
| Расположение: | Пекин, Пекин |
| Тип бизнеса: | Производитель / Завод , Торговая компания , Group Corporation |
| Основные продукты: | Газ, АЗС, Бак, Цилиндр , Завод |
| Mgmt.Сертификация: | ISO 9001, ISO 9000, ISO 14001, ISO 14000, SA 8000 |
| Собственность завода: | Частный собственник |
| Объем НИОКР: | OEM |
| Расположение: | Шанхай, Шанхай |
| Тип бизнеса: | Торговая компания |
| Основные продукты: | Машина для изготовления масок, газовый баллон , кислородный баллон , выдувная ткань из расплава, клапан |
| Собственность завода: | Общество с ограниченной ответственностью |
| Расположение: | Нанкин, Цзянсу |
| Основные рынки: | Южная Америка , Европа , Юго-Восточная Азия / Ближний Восток , Африка , Внутренний |
| Персонал: | 51-200 человек |
| Тип бизнеса: | Производитель / Завод , Торговая компания , Group Corporation |
| Основные продукты: | Установка разделения воздуха, резервуар для хранения жидкости, газ баллоны , криогенный насос, криогенные клапаны |
| Mgmt.Сертификация: | ISO 9001, ISO 9000, ANSI / ESD |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, собственный бренд |
| Расположение: | Ханчжоу, Чжэцзян |
| Тип бизнеса: | Торговая компания |
| Основные продукты: | Бесшовная сталь Цилиндр , DOT Цилиндр , клапан CGA, газы высокой чистоты, калибровочный газ |
| Mgmt.Сертификация: | ISO 9001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM |
| Расположение: | Циндао, Шаньдун |
Аппарат для сварки аргонно-газовой стали
Аппарат для сварки аргоном стали
Описание продукта
SDHB-2 Параметр
| Модель аппарата | SDHB-2 |
| Входная мощность | AC220V 50 / 60HZ |
| Мощность | 0 -4000 Вт |
| Макс. Мощность | 40 кВт |
| Мощность | 1-200A |
| Частота | 1-10 Гц |
| Сварочная модель | Точечная сварка / непрерывная сварка / дуговая сварка |
| Ассортимент сварочной проволоки | 0.3-2,0 мм |
| Вес | 9 кг |
| Размер | 360 * 155 * 320 мм |
1. С хорошим электрическим вентилятором охлаждения и двигателем
2. Может сваривайте любые виды металлической проволоки
Преимущества
Традиционные аппараты для аргонно-дуговой сварки неизбежно будут иметь проблемы обесцвечивания и деформации.
Но с нашим аппаратом для холодной сварки серии SDHB решить эту проблему слишком просто.
Наплавленный валик белого цвета, а процесс сварки прост и удобен.
Применение и образцы
Превосходный контроль нагрева, отсутствие повреждений заготовки.
Полное металлургическое предприятие, позднее подвергшееся различной обработке.
Может использоваться со всеми типами наполнителей диаметром 0,2–1,6 мм.
Применяется для всех видов пресс-форм, штампов, штампов, нержавеющих деталей, деталей из чугуна, алюминиевых деталей, деталей из меди / латуни / бронзы.
Рекомендуемые продукты
| Модель машины | SDHB-3 | SDHB-5 | ||
| Входная мощность | AC220V 50 Гц | AC220V 50HZ | Мощность0 | |
| Макс.мощность | 40 кВт | > 40 кВт | ||
| Выход | 1-200A | 1-500A | ||
| Частота | 1-10 Гц | 1-5 Гц | ||
| Режим сварки | Точечная / непрерывная / дуговая сварка | Точечная / непрерывная / резистивная сварка | ||
| Диапазон сварочной проволоки | 0.3-2,0 мм | 0,1-2,0 мм | ||
| Вес | 9 кг | 15,75 кг | ||
| Размер | 370 * 155 * 320 мм | 185 * 440 * 320 мм | ||
| Характеристика | Прецизионная сварка , ремонт деталей | Сварка цветных пластин без изменения цвета на обратной стороне |
Введение в компанию
———————— НАША КОМПАНИЯ— —————-
Мы являемся производителем электроэрозионного оборудования и имеем 15-летний опыт производства.
У нас есть собственная бригада по установке и обслуживанию, которая может обеспечить лучший сервис.
————————- СЕРТИФИКАТ —————- ——
————————— ВЫСТАВКА ————— ———
FAQ
1. Что у вас MOQ?
Наши MOQ — 1 комплект для каждой машины.
2. Можем ли мы использовать нашу собственную торговую марку на вашей машине?
Да, мы хотели бы принять.
3.Могут ли ваши инженеры поехать на наш завод, чтобы установить машину и обучить наших рабочих?
Да, наши инженеры могут прийти к вам на завод и помочь вам.
4. Каково ваше быстрое время доставки?
В зависимости от станка срок изготовления от 7 до 30 дней, некоторые станки есть в наличии.
5. Могу я посетить ваш завод?
Да, конечно, добро пожаловать.
OEM Service
1. Гарантия составляет один год, и если какие-либо детали сломаются в течение одного года (расходные материалы не включены и при правильной эксплуатации),
мы отправим вам новый экспресс для внесения изменений.
2. На ваши проблемы ответят в течение 24 часов, а решения предоставят в течение 3 рабочих дней.
3. Бесплатные инструкции по установке и другие советы наших инженеров.
4. Бесплатное обучающее видео для вас.
Техническая поддержка
1. Обеспечьте необходимое профессиональное обучение на заводе.
2. Всесторонняя техническая поддержка обеспечивает предпродажное и послепродажное обслуживание.
3. Презентация и продвижение новых инновационных продуктов и технологий.
Поддержка запасных частей
1. Обеспечьте определенные запасные части при каждой отгрузке заказа.
2. Предоставлять бесплатное обслуживание или замену запасных частей в течение гарантийного срока.
3. Предоставление бесплатного технического обслуживания и запасных частей, на которые не распространяется гарантия.
Послепродажное обслуживание
1. Предоставление предпродажных, внутренних и послепродажных услуг.
2. Обеспечить все техническое обучение.
Гарантия 3,1 года на автономный ИБП, онлайн-ИБП и аккумулятор.
Техническое обслуживание
1. Обеспечить длительное техническое обслуживание.
2. Предоставьте расширенную гарантию, как ожидалось.
3. Обеспечить регулярное техническое обслуживание.
Свяжитесь с нами
Если у вас есть вопросы, свяжитесь с нами, мы быстро вам ответим.
Адрес: NO.168, West Fenghuang Road, Тайчжоу, Цзянсу, Китай (материк)
Мобильный: +8613801423565
Тел: 86 (0523) 86330266
QQ: 10294 QQ WhatsAPP: +8613801423565