как собрать в домашних условиях?
Сварочный аппарат – это простое устройство, и если есть желание собрать его своими руками, то для этого понадобится минимальный набор инструментов и материалов. Самодельная сварка представляет собой трансформатор с зажимами и проводами, которые подключаются к нему. Для «домашних» работ этих элементов вполне хватит. Скажем сразу, материалы для создания обойдутся дорого. Скорее всего, у вас в гараже или мастерской уже есть часть нужных элементов. Но если их нет, и нет возможности приобрести материалы на радио-рынке по низким ценам, то сварочный аппарат своими руками становится нецелесообразным. Его стоимость будет практически не отличаться от профессионального агрегата, имеющего лучшие характеристики.
Процесс изготовления сварки
Для сварки, собранной в домашних или гаражных условиях, подойдет сеть переменного тока с напряжением 380 или 220. В качестве основы рекомендуется взять 3-фазный трансформатор. Мощность должна быть в диапазоне 1-2 кВт, так как это показатель предназначен для электроинструментов. Не беда, если одна обмотка перегорела – свою функцию такой трансформатор выполнит.
Не беда, если одна обмотка перегорела – свою функцию такой трансформатор выполнит.
Первичные обмотки трогать не нужно, а вот вторые необходимо демонтировать. На среднюю наматываем провод, в итоге – отводы выполняем не чаще, чем через 30 витков провода. В итоге должно выйти 8-10 отводов. Каждый из них рекомендуется пронумеровать.
Рекомендуется выполнять работу с товарищем: один подтягивает провод, а второй в это время укладывает витки.
Далее нам понадобится силовой многожильный кабель, в которых входит три провода 6-8 мм и один 3-5 мм. Наматываем крайние катушки, поможет в этом кабель. Для работы должно хватить 25 метров. Из медной трубы длиной 30-40 мм и диаметром 10-12 мм можно изготовить клеммы, которые будут выводить вторичную обмотку. Наверху трансформатора вы обнаружите панель — на ней нужно поменять гайки и винты на медные аналоги с резьбой М10. В будущем к ним нужно будет присоединить клеммы вторичной обмотки.
С вторичной обмоткой мы определились, для первичной нужно подготовить отдельную плату. Сделать её нужно из текстолита, так как этот материал выдерживает большое напряжение и не деформируется. Толщина платы не должна превышать 2-3 миллиметра. В плате просверливаются 10-11 отверстий, в которые потом мы поместим М6 болты. Если вы хотите сделать сварочный аппарат под 220 В, то необходимо параллельно подключить две крайние обмотки трансформатора. Средняя подключается к крайним обмоткам последовательно. В случае, когда выбрано напряжение 380, то все первичные обмотки подсоединяются последовательно. Выводы средних обмоток необходимо подсоединить к клемме «Резка», а крайние подключаются к общей клемме.
Сделать её нужно из текстолита, так как этот материал выдерживает большое напряжение и не деформируется. Толщина платы не должна превышать 2-3 миллиметра. В плате просверливаются 10-11 отверстий, в которые потом мы поместим М6 болты. Если вы хотите сделать сварочный аппарат под 220 В, то необходимо параллельно подключить две крайние обмотки трансформатора. Средняя подключается к крайним обмоткам последовательно. В случае, когда выбрано напряжение 380, то все первичные обмотки подсоединяются последовательно. Выводы средних обмоток необходимо подсоединить к клемме «Резка», а крайние подключаются к общей клемме.
Изготовление электродержателя
Для этой цели подойдет трубка длиной 250 миллиметров. Ножовкой необходимо выпилить выемки с обоих концов на расстояние 30 и 40 мм, глубина которых не должна превышать половины диаметра. Также стоит позаботиться о держателе для электрода, для этого можно приварить к трубке отрезок проволоки (подойдет стальной вариант с диаметром 4-5 мм).
С противоположной стороны нужно сделать отверстие с диаметром 8,2 миллиметров. Теперь берем кабель, который лежит на второй обмотке, и присоединяем его к держателю. В этом поможет винт М8 и медная клемма. На получившийся электродержатель надеваем капроновой или резиновый шланг.
Подключение
Подключение сварочного оборудования должно выполняться через рубильник. Сечение проводки лучше выбирать 1,5 мм. Один подключается к необходимому выводу от 1 до 8 (выбирать нужно исходя из требуемой силы тока), а второй – к общей клемме. Если подключить к клемме «Резка», то вы получите самый большой показатель сварочного тока. Сила тока будет меняться от 60 до 120 Ампер на первичной обмотке, при этом показатель вторичной не повыситься больше 25 А.
Аппарату нужно остывать после каждых 10-15 израсходованных электродов с диаметром 3 мм. Если берется больший диаметр, то количество электродов еще сокращается. Но если вы решили варить электродами 2 мм, то «отдых» трансформатору и вовсе не нужен, так как он не нагревается больше 70-80 градусов. С помощью режима «Резка» можно разрезать металлические элементы любой толщины, но после этого режима оборудование долго остывает.
С помощью режима «Резка» можно разрезать металлические элементы любой толщины, но после этого режима оборудование долго остывает.
ВАЖНО: при смене режимов необходимо отключать сетевой кабель.
Сборка аргонной сварки
Это оборудование имеет более сложную конструкцию, но и спектр работ после появления аппарата заметно расшириться. Аргонная сварка своими руками может быть собрана при наличии следующих элементов:
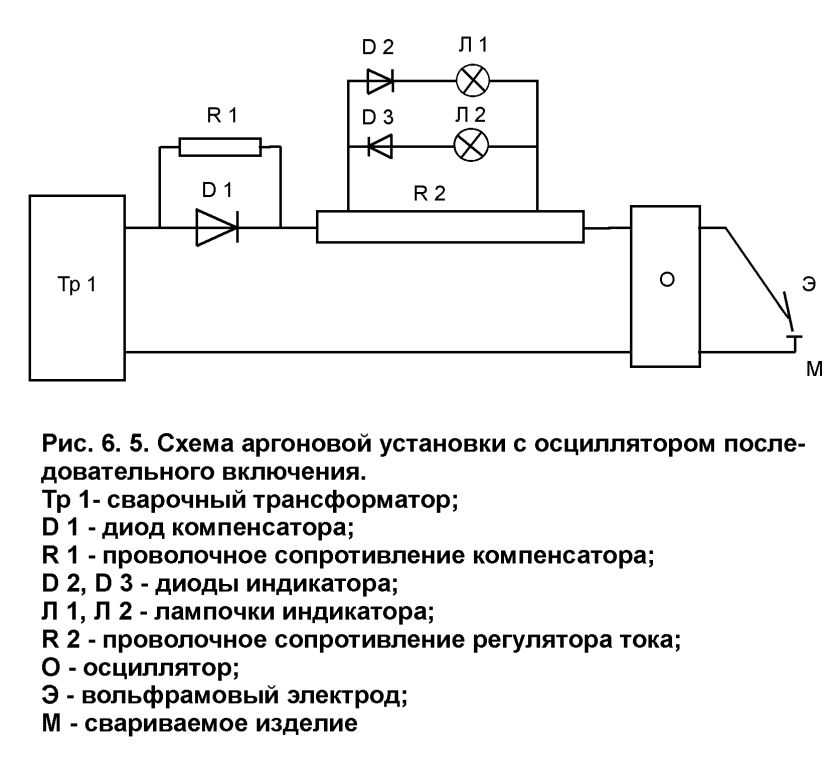
- Осциллятор. Это самый дорогостоящий и важный агрегат. С его помощью происходит поджигание дуги за счет преобразования тока в высокочастотные импульсы.
- Источник тока. Им может стать стандартный трансформатор, который используется для ручной сварки. Подойдет устройство и с переменным, и с постоянным током.
- Баллон с аргоном. Рекомендуем взять тот вариант, где есть манометр.
- Аргоновая горелка.
- Газовый редуктор и клапан газа.


Поджигание должно происходить за счет осциллятора по той причине, что касание рабочей поверхности приводит к появлению низкой ионизации дуги (искра будет плохо вырабатываться). В итоге электрод придет в негодность.
Сборка: к трансформатору и редуктору необходимо подключить горелку, масса подается точно так же, как и при обычной сварке, параллельно источнику питания подсоединяется осциллятор. При наличии глубоких знаний электрики, агрегат можно модернизировать.
Похожие статьи
- Рекомендации по выбору сварочного кабеля
- Полярность при сварке предоставляет все возможности качества
- Сварка труб под давлением — сложно ли это на практике?
- Аппарат для сварки hitachi и его преимущества?
Аргонная сварка, контактная: своими руками из микроволновки
Существенным отличием работ с цветметом (к примеру, медью, бронзой, алюминием) и его сплавами, «нержавейкой», сталью легированной является то, что обычная сварка (хоть газовая, хоть электрическая) для них не подходит. Перед тем как рассматривать вопрос о том, что такое аргонная сварка своими руками, нужно для начала уяснить, что она из себя представляет в целом.
Перед тем как рассматривать вопрос о том, что такое аргонная сварка своими руками, нужно для начала уяснить, что она из себя представляет в целом.
Аргонная сварка применяется для работы с алюминием и изделиями из него.
Аргонная сварка — это нечто среднее между газовой и электрической сваркой.
У нее есть признаки, которые делают ее сродни этим двум видам сварки: применение газа, образование дуги.
Хотя принцип ее действия имеет существенные отличия.
Особенности аргоновой сварки
Соединение металлических поверхностей происходит в зоне действия аргона. Применение инертного газа при сварке металлов является своеобразным защитным барьером от процесса окисления, который происходит в результате взаимодействия с кислородом, находящимся в окружающем воздухе. Проще сказать, что инертный газ прикрывает место сварки от проникновения кислорода в зону соединяемых деталей.
Вся технология сварки аргоном предусматривает выполнение работы ручным, полуавтоматическим и автоматическим способом. Именно от методов проведения сварки и вида применяемого электрода происходит квалификация режимов сварочного процесса.
Именно от методов проведения сварки и вида применяемого электрода происходит квалификация режимов сварочного процесса.
В качестве неплавящегося электрода используют вольфрамовую проволоку, которая гарантирует надежное соединение металлов.
Сборка аппарата
Когда у вас есть все составляющие, можно начинать сборку. В первую очередь подключите осциллятор и защитный блок к инверторному аппарату. Чтобы понять, как это делается, поищите наглядные схемы.
Массу присоедините к клемме осцилляторного прибора со знаком «плюс». К «минус»-клемме подсоедините кабель, который отходит от горелки. Для сварки алюминия кабели нужно подключить наоборот.
Подключите горелку к газовому рукаву и объедините баллон с редуктором. Рукав с горелкой подведите к газовому шлангу и кабелям. Потом подключите между собой редуктор и шланг.
Только после этого аппарат можно подключать к обычной сети питания в 200 вольт. Мощность у осциллятора должна быть около шести вольт. После всех этих действий нужно настроить инверторное оборудование для аргонодуговой технологии сварки.
Техника выполнения соединения
Знание основных правил проведения работы позволит намного облегчить сварку аргоном, а уроки для начинающих помогут добиться хорошего качества шва.
Некоторые практические советы опытных сварщиков:
- Качество соединения деталей существенно снижает длинная дуга. Чем она длиннее, тем шире будет шов и меньшей глубина плавления. Неплавящийся электрод нужно располагать в непосредственной близости от стыка изделий.
- Для создания глубокого и узкого шва нужно добиваться продольного перемещения горелки и электрода. Даже небольшие отклонения существенно ухудшают сварку. При сварке аргоном нужно соблюдать особое внимание и аккуратность.
- Чтобы азот с кислородом не проникал внутрь сварочной зоны, электрод и присадка должны находиться в этой зоне, но под слоем аргона.
- Подача проволоки — сложная операция, так как рывки приводят к разбрызгиванию металла. Ввод этого компонента осуществляется равномерно и плавно.
- Если шов получается выпуклой и округлой формы, то это свидетельствует о низком плавлении металла, что говорит о низком качестве сварки аргоном.
- Для создания небольшого шва и его ровной поверхности присадочную проволоку необходимо вести перед горелкой и под углом к плоскости металла. Это условие позволит надежно контролировать весь процесс сварки аргоном.
- Чтобы азот с кислородом не проникли в зону стыковки деталей, процесс сварки нельзя начитать и заканчивать резкими движениями. Начало работы нужно осуществлять через 15–20 секунд после подачи газа, а заканчивать — до момента отключения горелки.
- Завершать работу необходимо путем уменьшения силы тока реостатом, входящим в аппарат для сварки аргоном. Если просто отвести горелку в сторону, то можно открыть доступ кислорода с азотом в сварочную зону.

Основным требованием перед работой является качественная очистка и обезжиривание сопрягаемых поверхностей изделия.
Для процесса обязательно потребуются
Трансформатор
Трансформатор: а- внешность; б- схема регулирования тока; в- электрическая схема; 1- корпус; 2- зажим; 3- ручка; 4- магнитопровод; 5- рукоятка; 6- рымболт; 7- шкала; 8- крышка; 9- вертикальный винт; 10- ходовая гайка винта; 11,12– обмотки.

Основываясь на том, что «варят», подбирают мощность прибора. Одну вторичную обмотку рассчитывают на напряжение в 65-70 В без нагрузки.
Некоторым новичкам не понятны рекомендации для самостоятельного выбора «железа» и по наматыванию обмоток. Требуется наличие опыта, чтобы изготовить прибор. Предпочтительнее воспользоваться купленным трансформатором, рассчитанным для значительной силы тока (к примеру, от «сварочника» электрического).
Потребуется изготовить выпрямитель, поскольку применяется постоянное напряжение. Важна его полярность, которая может быть изменена.
Горелка
Первым делом подбирают цангу (зажим) под диаметр около 0,2 см. К противоположному направлению зажима на держатель припаивают трубку из меди для подачи газа (аргона) и напряжения к электроду. Трубка должна иметь диаметр 0,6 см. Припой применяют с высокими температурами.
Еще к одному месту цанги прикрепляют рабочую трубку (из кварцевого стекла, керамики). Важно предусмотреть ее легкое снятие для перезаправки проволоки. Диаметр трубки подбирают в пределах 0,8-1,0 см, с длиной 5,0 см. Внутрь помещают изогнутый дугообразно электрод, удерживаемый зажимом. Назначение трубки — подача аргона к рабочей области.
Диаметр трубки подбирают в пределах 0,8-1,0 см, с длиной 5,0 см. Внутрь помещают изогнутый дугообразно электрод, удерживаемый зажимом. Назначение трубки — подача аргона к рабочей области.
Преимущества применения этого вида сварки
Учитывая, что сварка аргоном является эффективным методом соединения металлов, плохо поддающимся другим видам стыковки, то и преимущества его применения основаны именно на этом свойстве. К ним относятся:
- Небольшая температура нагрева соединяемой поверхности, что позволяет сохранять форму и размеры детали.
- Инертный газ плотнее и тяжелее воздуха, поэтому способен хорошо защитить место сварки.
- Довольно высокая мощность тепловой дуги способствует кратковременному характеру сварки аргоном.
- Возможность фокусировки сварочного шва позволяет проводить работы в труднодоступных местах.
- Сварка тонких деталей легко осуществима из-за не очень высокой температуры в зоне плавления металла.
Собираем точечную сварку
Для домашней мастерской контактная сварка своими руками будет неотъемлемым помощником в решении многих производственных вопросов. Следует понимать, что точечная сварка, в зависимости от материала, его теплопроводности, геометрических размеров деталей, а также мощности, которая используется для сваривания, должна проходить при следующих параметрах:
Следует понимать, что точечная сварка, в зависимости от материала, его теплопроводности, геометрических размеров деталей, а также мощности, которая используется для сваривания, должна проходить при следующих параметрах:
Точечная сварка
- в силовой сварочной цепи должно быть низкое напряжение — 1 — 10 В
- время должно быть очень малым — от 0,01 до нескольких секунд
- ток сварочного импульса должен быть большой — от 1000 А или выше
- зона расплавления должна быть маленькой
- место сварки должно подвергаться большим сжимающим усилиям, от десяток до сотни килограмм.
От соблюдения всех этих характеристик будет зависеть качество сварного соединения.
Процессов создания этой сварки может быть очень много, но самый простой и распространенный — это контактная сварка из микроволновки. Из этого прибора нам понадобится повышающий трансформатор. Неважно, будет он рабочий или нет. В данном трансформаторе нужна только первичная обмотка, а, как правило, при сгорании портится вторичная обмотка, которую нужно будет аккуратно удалить.
Трансформатор из микроволновки
При этом важно не повредить первичную обмотку. Для создания вторичной обмотки подойдет толстый медный кабель с сечением более 100 мм2 и диаметром более 1 см. Длина провода должна быть как можно меньше, чтобы избежать дополнительного сопротивления. Надо сделать два или три витка, при этом на выходе напряжение будет около 2В. В зависимости от увеличения витков, будет увеличиваться и напряжение, при этом ток будет дольше. Также, чтобы увеличить мощность аппарата, можно увеличить количество трансформаторов, но только если для этого позволяет электрическая сеть.
Контактная сварка своими руками из микроволновки очень практична в использовании. Электродами служат медные стержни и чем толще они будут, тем лучше, главное, чтобы электрод не был меньше диаметра провода. Если аппарат выдает небольшую мощность, то могут подойти жала от мощных паяльников. Электроды со временем использования теряют свою форму и их требуется подтачивать, но в итоге все равно придется менять. В работе точечной сварки единственными органами управления служат выключатель и рычаг. Выключатель обязательно подключать к первичной обмотке, так как на вторичной проходит очень большой ток, при этом он будет создавать большое сопротивление и контакты в выключателе могут просто расплавиться. Чтобы создать наибольшее усилие можно использовать рычажные и рычажно-винтовые зажимы, хотя имея широкую фантазию можно придумывать и другие способы для максимального усилия прижима.
В работе точечной сварки единственными органами управления служат выключатель и рычаг. Выключатель обязательно подключать к первичной обмотке, так как на вторичной проходит очень большой ток, при этом он будет создавать большое сопротивление и контакты в выключателе могут просто расплавиться. Чтобы создать наибольшее усилие можно использовать рычажные и рычажно-винтовые зажимы, хотя имея широкую фантазию можно придумывать и другие способы для максимального усилия прижима.
Данный тип сварки подходит в основном для работы с такими металлами:
- листовой металл, с толщиной не более 1 мм
- прутки и проволоки с диаметром не более 4 мм
При увеличении мощности можно работать с более толстыми металлами, но всегда нужно знать меру и перед тем, как над чем-либо экспериментировать следует детально разобрать все технические вопросы и возможные проблемы. Включать и выключать ток нужно только при полностью сжатых сварочных электродах. Если не выполнять данное правило, то электроды будут искрить, что приведет их к подгоранию. Внимательно следите за температурой аппарата и используйте принудительное охлаждение с помощью вентилятора. Греться могут электроды, провода, трансформатор, а перерыв всегда будет полезен не только сварщику, но и аппарату.
Внимательно следите за температурой аппарата и используйте принудительное охлаждение с помощью вентилятора. Греться могут электроды, провода, трансформатор, а перерыв всегда будет полезен не только сварщику, но и аппарату.
Недостатки аргоновой сварки
Как и любое другое соединение, аргоновая сварка имеет и некоторые недостатки, которые необходимо учитывать при выполнении работы. Основные минусы такого соединения:
- Наличие сквозняка существенно снижает защиту места пайки, поэтому работы рекомендуется осуществлять в закрытых помещениях. Только при этом нужно позаботиться о хорошей общей вентиляции объекта.
- При необходимости получения высокоамперной дуги нужно обеспечить охлаждение соединяемых изделий.
- Оборудование относится к категории сложных приспособлений, поэтому сварка аргоном для начинающих является трудновыполнимым процессом. Произвести правильную настройку режимов может только опытный сварщик.
Настройка самодельного аппарата
Даже заводской прибор должен быть грамотно настроен. Это касается и самодельной аппаратуры. Так сварка пройдёт без проблем и даст швы хорошего качества. Мы отметим, что нужно учитывать при настройке переделанного инвертора.
Это касается и самодельной аппаратуры. Так сварка пройдёт без проблем и даст швы хорошего качества. Мы отметим, что нужно учитывать при настройке переделанного инвертора.
Тупой электрод дестабилизирует сварочную дугу, и она не сможет идти по одной ровной линии. Поэтому избежать этапа заточки не получится.
После заточки электрод вставляется в держатель горелки. Последняя включается прокруткой вентиля на баллоне и нажатием кнопки зажигания. Редуктором поправьте ход аргона.
Он не должен быть больше пятнадцати литров в минуту. После того, как расход газа будет настроен, отключите горелку и поставьте подачу на паузу.
После этого подключите осцилляторный прибор с защитным блоком и поднесите горелку к заготовке. Перед этим разместите на металле массу. Горелка должна быть очень близкой к металлу.
После включения возникнет электродуга. Потом откройте газ и в это время отводите горелку немного дальше.
Теперь переделанный инвертор может работать.
Режимы соединения аргоном
Чтобы сварка проходила качественно, нужно выбрать правильно оптимальный режим работы. Такое действие, как правило, удается только специалистам, имеющим большой практический опыт.
Такое действие, как правило, удается только специалистам, имеющим большой практический опыт.
Условия правильного выбора режима сварки:
- Направление и полярность тока напрямую зависят от свойств соединяемых металлов.
- Сила тока определяется исходя из трех основных характеристик, а именно полярности, диаметра применяемого электрода, толщины и типа материала. Именно в выборе этого параметра и понадобится собственный опыт сварщика.
- Равномерность потока инертного газа влияет на расход аргона. Поток при сварке алюминия аргоном должен быть без пульсаций.
Необходимый объем защитного газа
Аргон является наиболее доступным и бюджетным газом для сварки. Величина расходования газа зависит от нескольких факторов, среди которых:
- скорость движения воздуха;
- скорость подачи газа;
- открытая местность (при которой увеличивается расход аргона).
Таблица расхода сварочной смеси в зависимости от разных параметров
Кроме внешних факторов, значительную роль играют тип и толщина свариваемого металла.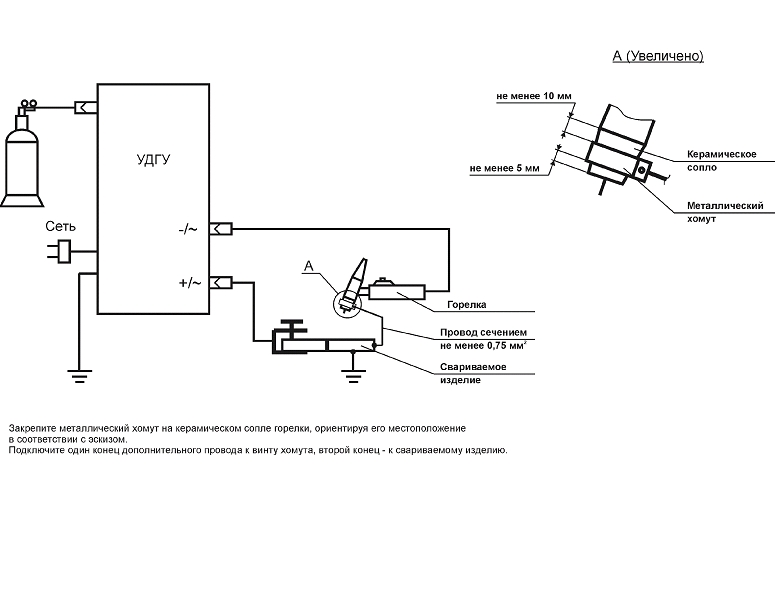 В зависимости от этого фактора, расход объема газа имеет следующие показатели:
В зависимости от этого фактора, расход объема газа имеет следующие показатели:
- для алюминия – 15–20 л/мин.;
- для меди – 10–12 л/мин.;
- для магния – 12–14 л/мин.;
- для никеля – 10–12 л/мин.;
- для титана – 30–50 л/мин;
- для низколегированных сталей – 6–8 л/мин.
Состав оборудования
Прежде чем понять принцип работы устройства, необходимо ознакомиться с основными составными частями оборудования. Для качественной сварки понадобятся:
- Сварочный аппарат любого типа с холостым ходом 60–70 вольт.
- Силовой контактор, передающий напряжение на головку от сварочного аппарата.
- Осциллятор. Это устройство, которое стандартное напряжение преобразует в напряжение 2000–3000 В с частотой 150–500 кГц, что облегчает розжиг дуги.
- Керамическая горелка.
- Прибор, предназначенный для обдува аргоном.
- Емкость для инертного газа.
- Проволока для присадки и неплавящийся электрод.

Принцип работы устройства
После предварительной очистки соединяемых поверхностей и настройки нужного сварочного режима берем в левую руку проволоку, а в правую горелку. Кнопкой подачи газа, которая расположена на рукоятке горелки, подаем газ в зону сварки.
Электрод нужно вставить в горелку, чтобы он выступал на примерно 5 мм. Подносим горелку на расстояние до 2 мм от поверхности сварки. Затем включаем агрегат и подаем напряжение на электрод до возникновения дуги. Аргон в это время поступает в сварочную зону.
Другой рукой сварщик направляет в зазор присадочную проволоку, которая расплавляется, образуя соединение металлов. Перемещаясь постепенно вдоль шва, полностью свариваем две детали.
Сложности сварки алюминия
Алюминий считается наиболее распространенным в промышленности материалом. Сварка его представляет большую сложность из-за оксидной пленки, у которой плавление выше, чем у металла. Прежде чем начинать сварку алюминия аргоном, необходимо внимательно изучить все нюансы соединительного процесса:
Прежде чем начинать сварку алюминия аргоном, необходимо внимательно изучить все нюансы соединительного процесса:
- Основной ошибкой начинающих сварщиков является некачественная предварительная зачистка металла. Не может быть и речи о хорошем соединении металла, если на поверхности присутствует грязь, пыль или жировая пленка.
- Малая температура плавления алюминия и его высокая теплопроводность требует от сварки инертным газом больших затрат энергии.
- Плавится алюминий при малой температуре, чтобы избежать повреждения материала, нужно выставить правильный режим на инверторе.
- Сварочный аппарат для алюминия должен иметь специальную функцию, которая перед началом сварки подает усиленный ток, чтобы проплавить пленку, а в конце — полностью заварить кратер.
Производственная необходимость
Контактная сварка из трансформатора для микроволновки
Точечная или контактная сварка всегда была и есть практичным ответом на многие производственные вопросы.
 Она будет не менее полезна и в домашних условиях для ремонта автомобиля или бытовой техники. Простота конструкции и универсальность собственной сборки делает её незаменимым помощником в любых технических и производственных процессах. Благодаря короткому времени для образования прочного соединения, в отличие от сварки плавлением, она обеспечивает более высокую производительность при меньшей порче деталей. Широкую популярность в промышленности данный тип сварки получил благодаря возможности соединять много однотипных деталей и за короткий промежуток времени. Эффективность и экономичность такого аппарата стоит того, чтобы сделать его самому и использовать во всех производственных решениях.
Она будет не менее полезна и в домашних условиях для ремонта автомобиля или бытовой техники. Простота конструкции и универсальность собственной сборки делает её незаменимым помощником в любых технических и производственных процессах. Благодаря короткому времени для образования прочного соединения, в отличие от сварки плавлением, она обеспечивает более высокую производительность при меньшей порче деталей. Широкую популярность в промышленности данный тип сварки получил благодаря возможности соединять много однотипных деталей и за короткий промежуток времени. Эффективность и экономичность такого аппарата стоит того, чтобы сделать его самому и использовать во всех производственных решениях.Очистка поверхности металла
Главным условием качественной аргоновой сварки является хорошая предварительная очистка поверхности металла.
Очищение проводится двумя способами:
- Способ химической обработки способствует разрушению оксидного слоя на металле за счет воздействия специального раствора. Приготовить такой состав можно самостоятельно, для чего в одном литре воды нужно растворить натрия технического 50 грамм и натрия фтористого 45 грамм. Далее нужно помешать эту массу до получения раствора. Этим составом обрабатывается поверхность, после чего смывается проточной водой.
- Механический метод очистки подразумевает обработку детали железной щеткой или наждачной бумагой. При этом необходимо следить, чтобы на поверхности инструмента для очистки не было вкраплений другого металла, частички которого могут значительно ухудшить конечный результат работы.
 Приготовить такой состав можно самостоятельно, для чего в одном литре воды нужно растворить натрия технического 50 грамм и натрия фтористого 45 грамм. Далее нужно помешать эту массу до получения раствора. Этим составом обрабатывается поверхность, после чего смывается проточной водой.
Приготовить такой состав можно самостоятельно, для чего в одном литре воды нужно растворить натрия технического 50 грамм и натрия фтористого 45 грамм. Далее нужно помешать эту массу до получения раствора. Этим составом обрабатывается поверхность, после чего смывается проточной водой.Особенности сварки нержавейки
Нержавеющая сталь — это металл, который обладает высокой антикоррозийной стойкостью и большой прочностью, широко используется в любых погодных условиях. Особые свойства этого металла требуют специальных технологий обработки изделия. Именно сварка нержавейки аргоном позволяет добиться хорошего качества соединения таких изделий.
Главной проблемой при работе с нержавейкой является ее растрескивание. Кроме того, есть и другие особенности:
- Из-за низкой теплопроводности нержавейки во время процесса сварки температура в зоне плавления должна быть высокой, что создает большой риск прожечь металл. Во избежание такой неприятности требуется выбирать меньшую силу тока, чем у обычной стали.
- Нержавеющая сталь имеет повышенное линейное расширение, поэтому при сварке возникает большая литейная усадка, что может привести металл к растрескиванию. Чтобы избежать этого, нужно создавать больший зазор между частями изделия.
- Так как нержавейка имеет высокое электрическое сопротивление, то в процессе сварки электрод очень нагревается, что также отрицательно влияет на качество соединения.
При сварке дисков аргоном нужно учитывать, что неправильно выбранная температура сварочного режима может привести к потере антикоррозийных свойств нержавейки.
Общие понятия
Что же такое сварка? Это процесс, при котором получаются неразъемные соединения деталей за счет создания межатомных связей в шве сварки. Возникают подобные связи под воздействием общего или местного нагрева свариваемых деталей или при воздействии пластической деформации либо того и другого вместе. Чаще всего сварка применяется для скрепления между собой двух элементов в основном металлов. Одним из популярных и очень удобных видов является аргонная сварка. Она применяется для соединения различных цветных металлов, таких как:
Возникают подобные связи под воздействием общего или местного нагрева свариваемых деталей или при воздействии пластической деформации либо того и другого вместе. Чаще всего сварка применяется для скрепления между собой двух элементов в основном металлов. Одним из популярных и очень удобных видов является аргонная сварка. Она применяется для соединения различных цветных металлов, таких как:
Процесс получения неразъемного металлического соединения
- медь;
- бронза;
- титан;
- алюминий и другие.
В отличие от обычной сварки тут применяется газ аргон. А сделать какую-либо работу, используя подобный вид сварки, будет очень прибыльно, ведь готовая продукция стоит гораздо дороже. В основе аргонно-дуговой сварки лежит смешивание электрической (дуговой) и аргонной. Дуга производит термическое воздействия на края металлов, а плазма, которая получается в процессе отщепления от аргона электронов, при своей высокой ионизации, плавит материал. Кроме этого, аргон является защитной средой, который предохраняет соединяемые металлы от различных примесей воздуха, благодаря чему делает сварочный шов не только очень ровным, но и прочным.
Сварное соединение путём нагрева металла проходящим через него
Контактная сварка, она же точечная, относится к термомеханическому классу. В данном процессе детали предварительно совмещаются друг с другом в нужном положении, после этого помещаются между электродов сварочной машины, после чего прижимаются друг к другу. Далее следует нагрев до состояния пластичности и дальнейшая совместная пластическая деформация. Процесс нагрева деталей осуществляется при подаче кратковременного импульса сварочного тока. Этот импульс в зоне сварочного электрода обеспечивает расплавление металла, вследствие чего образовывается общее жидкое ядро. После окончания импульса детали удерживаются между собой под давлением в течение некоторого времени для кристаллизации расплавленного ядра и остывания.
Сварочные технологии достигли высокого развития в современном мире, работы проводятся не только на производстве, но теперь возможно проводить их на открытом воздухе и даже под водой. Но чтобы не искать выход для решения технических вопросов по сварочным работам, теперь каждый может самостоятельно сделать для себя сварочное оборудование.
Соединение с помощью полуавтомата
Процесс сварки аргоном полуавтоматом существенно повышает производительность работы. Технология применения сварки в полуавтоматическом режиме позволяет получать надежные и внешне привлекательные сварочные швы.
Основным нюансом сварки полуавтоматом является необходимость использования в составе сварочной проволоки никеля. Если возникла необходимость сварки трубы аргоном, то при большой толщине детали в защитный состав добавляется и углекислый газ, который улучшает смешиваемость краев сварки.
Процесс сварки полуавтоматом может осуществляться по нескольким технологиям:
- импульсного режима;
- струйного переноса;
- короткой дуги.
Техника безопасности
При проведении сварки в среде аргона нужно соблюдать правила безопасной работы. В основном они мало чем отличаются от правил, которые нужно соблюдать при проведении обычной сварки, но есть и некоторые нюансы:
- Важно контролировать газовые баллоны на герметичность, так как газ в них находится под давлением.
- Не допускать утечку аргона, ведь этот газ тяжелее воздуха и не имеет запаха. Поэтому его постепенное накопление может привести к удушью.
- Работу производить в защитной маске, специальной обуви и одежде.
- Строго соблюдать правила электрической безопасности. Оборудование агрегата должно быть надежно заземлено.
- Особое внимание следует уделить борьбе с вероятностью возникновения пожара. Все воспламеняющиеся предметы должны быть удалены из сварочной зоны.
- Нужно запретить нахождение посторонних людей в зоне проведения сварочных работ.
Помните, что аргоновая сварка позволяет получить качественное соединение металлов, которое невозможно сделать другими способами. Начинающему сварщику придется приложить много усилий и терпения, чтобы освоить все способы аргоновой сварки.
Как изготовить аппарат под аргонную сварку?
Схема устройства горелки для сварки.
Трубку-держатель обматывают изолирующим материалом (стеклотканью), поверх него — еще одним слоем изоляции.
Промеж них — силиконовый герметик. Должно получиться наподобие рукоятки револьвера. К ней крепят микровыключатель, управляющий действием газового клапана.Горелку соединяют с газовым баллоном трубкой (диаметр 0,6-0,8 см), плюс два провода — от выключателя к клапану и под напряжение трансформатора (хватит 8 «квадратов»).
Важно: в рабочей области пламя должно исчезнуть не сразу, а по прошествии некоторого времени. Промышленные модели под аргонную сварку для этого имеют задержку выключения. На деле данное устройство электроники только делает схему сложнее, поэтому при самостоятельном изготовлении отключение делают ручным способом с некоторой задержкой.
Такой вариант считается наиболее бюджетным для получения аргонной сварки. Здесь главное — учесть стоимость самого аппарата (готовое изделие стоит недешево) и то, что таким промышленно созданным оборудованием не придется слишком часто пользоваться.
Некоторые источники дают указание на то, что можно применять, помимо аргона, и другой газ. Но это не верно. На практике достоверно выяснено, что содержание меньше, чем 99% аргона приводит к некачественно выполненной сварке.
Сварочные аппараты сделать самому своими руками. Самодельное электрооборудование
Из статьи вы узнаете, какими бывают сварочные аппараты. Своими руками изготовить их довольно просто, если имеются элементарные познания в электротехнике и необходимые инструменты. В качестве основы для сварочного автомата может быть взят как готовый трансформатор, так и самодельный.
Конечно, такие конструкции потребляют большую мощность, следовательно, в сети будет наблюдаться сильное падение напряжения. Это может сказаться на функционировании бытовых электроприборов. Именно по этой причине намного эффективнее оказываются конструкции, в основе которых находятся полупроводниковые элементы. Если сказать проще, то это инверторные сварочные аппараты.
Простейший сварочный аппарат
Так, первым делом стоит рассмотреть самые простые конструкции, которые может повторить любой.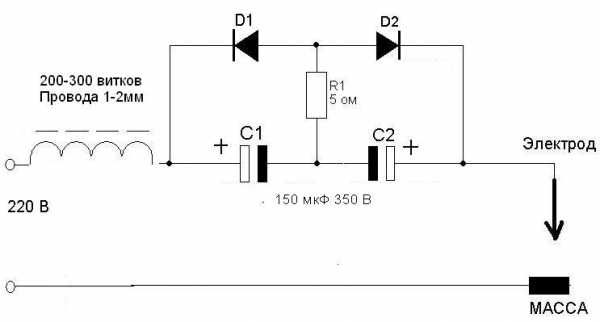 Конечно, это те устройства, в основе которых находятся трансформаторы. Конструкция, рассмотренная ниже, позволяет работать от напряжения 220 и 380 Вольт. Максимальный диаметр электрода, используемый при сварке, – 4 миллиметра. Толщина свариваемых металлических элементов колеблется в интервале от 1 до 20 миллиметров. О том, как сделать сварочный аппарат своими руками, вы сейчас узнаете в полной мере. Причем продвигаться сможете от простого к сложному.
Конечно, это те устройства, в основе которых находятся трансформаторы. Конструкция, рассмотренная ниже, позволяет работать от напряжения 220 и 380 Вольт. Максимальный диаметр электрода, используемый при сварке, – 4 миллиметра. Толщина свариваемых металлических элементов колеблется в интервале от 1 до 20 миллиметров. О том, как сделать сварочный аппарат своими руками, вы сейчас узнаете в полной мере. Причем продвигаться сможете от простого к сложному.
Несмотря на такие прекрасные характеристики, изготовление сварочного аппарата производится из легкодоступных материалов. Вам потребуется для сборки трансформатор понижающий, работающий от трехфазного напряжения. При этом его мощность должна составлять порядка 2 киловатт. Также стоит отметить, что вам необходимы будут не все обмотки. Поэтому в том случае, если одна из них вышла из строя, проблем с дальнейшим конструированием не возникнет.
Переделка трансформатора
Суть в том, что вам необходимо внести изменения лишь во вторичной обмотке. Для облегчения задачи ниже в статье приведена схема сварочного аппарата, подключение его к сети также описано.
Для облегчения задачи ниже в статье приведена схема сварочного аппарата, подключение его к сети также описано.
Итак, первичную обмотку трогать не нужно, она имеет все характеристики, необходимые для работы от сети переменного тока 220 Вольт. Разбирать сердечник нет необходимости, достаточно непосредственно на нём разобрать вторичную обмотку, а вместо нее намотать новую.
На трансформаторе, который вы должны выбрать, присутствует несколько обмоток. Три первичных, столько же вторичных. Но имеются еще и средние обмотки. Их тоже три. Именно вместо средней необходимо намотать такой же провод, какой был использован для изготовления первичной. Причем необходимо от каждого тридцатого витка делать отводы. Около 300 витков в общей сложности должна иметь каждая обмотка. Благодаря правильной намотке провода можно увеличить мощность сварочного аппарата.
На обеих крайних катушках наматывается вторичная обмотка. Точное количество витков указать сложно, так как чем их больше, тем лучше.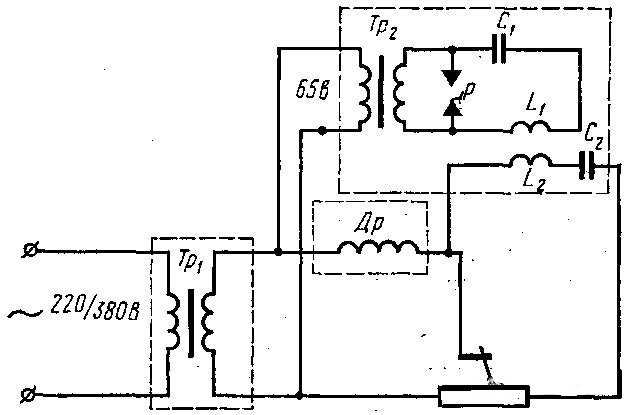 Провод используется сечением 6-8 квадратных миллиметров. Вместе с ним наматывается одновременно тонкий провод. В качестве силового кабеля нужно использовать многожильный в надежной изоляции. Именно так делаются сварочные аппараты своими руками.
Провод используется сечением 6-8 квадратных миллиметров. Вместе с ним наматывается одновременно тонкий провод. В качестве силового кабеля нужно использовать многожильный в надежной изоляции. Именно так делаются сварочные аппараты своими руками.
Если проанализировать все конструкции, изготовленные по данной технологии, то оказывается, что примерное количество провода — около 25 метров. Если нет провода с большим сечением, можно использовать кабель с площадью 3-4 квадратных миллиметра. Но в этом случае его необходимо складывать вдвое при намотке.
Подключение трансформатора
Конструкцию имеет простую сварочный аппарат. Полуавтомат можно изготовить на его основе, если сделать еще одну обмотку для питания электропривода подачи электродов. Обратите внимание на то, что на выходе трансформатора будет очень большой ток. Поэтому все коммутационные разъемы необходимо выполнять максимально прочными.
Чтобы сделать клеммы для подключения к выводам вторичной обмотки, вам потребуется медная трубка. У нее должен быть диаметр 10 миллиметров, а длина 3-4 см. С одного конца ее нужно расклепать. Получиться должна пластина, в которой необходимо проделать отверстие. Диаметр его должен составлять около одного сантиметра. С другого конца вставляются провода. Независимо от того, сварочный аппарат постоянного тока или переменного, коммутация делается максимально жесткой и надежной.
У нее должен быть диаметр 10 миллиметров, а длина 3-4 см. С одного конца ее нужно расклепать. Получиться должна пластина, в которой необходимо проделать отверстие. Диаметр его должен составлять около одного сантиметра. С другого конца вставляются провода. Независимо от того, сварочный аппарат постоянного тока или переменного, коммутация делается максимально жесткой и надежной.
Желательно их идеально зачистить, при необходимости обработать в кислоте и нейтрализовать ее. Для улучшения контакта второй край трубки должен быть слегка сплюснут при помощи молотка. Выводы первичной обмотки лучше всего крепить к текстолитовой плате. Толщина ее должна быть около трех миллиметров, можно больше. Она жестко крепится к трансформатору. Кроме того, в этой плате нужно сделать 10 отверстий, диаметр каждого около 6 миллиметров. Посмотрите, какая схема сварочного аппарата, как он включается в сеть 220 и 380 Вольт.
В них необходимо установить винты, гайки и шайбы. К ним производится подключение выводов всех первичных обмоток. В том случае, если требуется, чтобы сварка работала от бытовой сети 220 Вольт, соединяются параллельно крайние обмотки трансформатора. Последовательно с ними включается средняя обмотка. Идеально будет работать сварка при питании от 380 Вольт.
В том случае, если требуется, чтобы сварка работала от бытовой сети 220 Вольт, соединяются параллельно крайние обмотки трансформатора. Последовательно с ними включается средняя обмотка. Идеально будет работать сварка при питании от 380 Вольт.
Чтобы произвести подключение первичных обмоток к питающей сети, нужно использовать другую схему. Обе крайние обмотки соединяются последовательно. Лишь после этого последовательно с ними включается средняя обмотка. Причина для этого кроется в следующем: средняя обмотка является дополнительным индуктивным сопротивлением, с ее помощью происходит снижение напряжения и тока во вторичной цепи. Благодаря этому работают в нормальном режиме сварочные аппараты, своими руками изготовленные по приведенной технологии.
Изготовление электрододержателя
Конечно, неотъемлемая часть любого сварочного аппарата — это электрододержатель. Нет необходимости покупать готовый, если сделать его можно из подручных материалов. Вам необходима трехчетвертная труба, ее суммарная длина должна быть около 25 сантиметров. С обоих концов необходимо сделать небольшие выемки, примерно на 1/2 диаметра. С таким держателем будет нормально работать сварочный аппарат. Для пластиковых элементов конструкции отдельное требование – они должны быть расположены как можно дальше от трансформатора и держателя.
С обоих концов необходимо сделать небольшие выемки, примерно на 1/2 диаметра. С таким держателем будет нормально работать сварочный аппарат. Для пластиковых элементов конструкции отдельное требование – они должны быть расположены как можно дальше от трансформатора и держателя.
Делать их нужно в трех-четырех сантиметрах от края. Затем возьмите кусок стальной проволоки, диаметр которой 6 миллиметров, приварите его к трубе напротив большей выемки. С другой стороны необходимо просверлить дырку, к ней прикрепите провод, который будет соединяться со вторичной обмоткой.
Подключение к сети
Стоит отметить, что нужно подключать сварочный аппарат по всем правилам. Во-первых, нужно использовать рубильник, с помощью которого можно без труда произвести отключение устройства от сети. Обратите внимание на то, что сварочные аппараты, своими руками изготовленные, по безопасности не должны уступать аналогам, выпускаемым промышленностью. Во-вторых, сечение проводов для подключения к сети должно быть не меньше полутора квадратных миллиметров. Ток потребления первичной обмотки составляет максимум 25 ампер. При этом во вторичной цепи ток можно изменить в диапазоне 60..120 ампер. Обратите внимание на то, что данная конструкция сравнительно простая, поэтому подходит она лишь для применения в быту.
Ток потребления первичной обмотки составляет максимум 25 ампер. При этом во вторичной цепи ток можно изменить в диапазоне 60..120 ампер. Обратите внимание на то, что данная конструкция сравнительно простая, поэтому подходит она лишь для применения в быту.
Старайтесь давать небольшой перерыв время от времени, независимо от того, какой сварочный аппарат – полуавтомат или ручной. Использовали десяток электродов – выключите сварку, дайте ей немного времени остыть. Но это лишь в том случае, если используются электроды с диаметром больше 3 миллиметров. Если же меньшие вы используете, например 2 миллиметра, то температура обмоток трансформатора не поднимается больше 80 градусов. Следовательно, можно работать, не выключая сварочный аппарат. При эксплуатации обязательно соблюдайте технику безопасности. Ознакомьтесь с правилами противопожарной безопасности при работе сварочного аппарата. Не поленитесь и почитайте о правилах электробезопасности.
Аппарат для точечной сварки
Полезным окажется и сварочный аппарат точечного типа. Конструкции таких устройств не менее простые, нежели предыдущих. Правда, величина тока на выходе очень большая. Зато имеется возможность производить контактную сварку металлов до трех миллиметров толщиной. В большинстве конструкций нет регулировки выходного тока. Но при желании это можно сделать. Правда, усложняется вся самоделка. Необходимость в регулировании выходного тока отпадает, так как можно контролировать процесс сварки визуально. Конечно, сварочные инверторные аппараты окажутся намного эффективнее. Но точечные могут выполнять то, чего не позволяет сделать любая другая конструкция.
Конструкции таких устройств не менее простые, нежели предыдущих. Правда, величина тока на выходе очень большая. Зато имеется возможность производить контактную сварку металлов до трех миллиметров толщиной. В большинстве конструкций нет регулировки выходного тока. Но при желании это можно сделать. Правда, усложняется вся самоделка. Необходимость в регулировании выходного тока отпадает, так как можно контролировать процесс сварки визуально. Конечно, сварочные инверторные аппараты окажутся намного эффективнее. Но точечные могут выполнять то, чего не позволяет сделать любая другая конструкция.
Для изготовления вам потребуется трансформатор с мощностью около 1 киловатта. Первичная обмотка остается без изменений. Переделать потребуется только вторичную. И если используется трансформатор от бытовой микроволновки, то нужно выбить вторичную обмотку, вместо нее произвести намотку нескольких витков провода большого сечения. Если имеется возможность, лучше использовать медную шину. На выходе должно получиться около пяти вольт, но этого окажется достаточно для полноценной работы устройства.
Конструкция электрододержателя
Здесь она немножко отличается от той, которая была рассмотрена выше. Для изготовления вам потребуются небольшие дюралевые заготовки. Подойдут прутки с диаметром 3 сантиметра. Нижний должен быть неподвижен, полностью изолирован от контактов. В качестве изоляционного материала можно использовать шайбы из текстолита, а также лакоткань. Любой, даже простейший точечный сварочный аппарат нуждается в надежном электрододержателе, поэтому его конструированию уделите максимум внимания.
Электроды изготавливаются из меди, их диаметр — 10-12 миллиметров. Они прочно закрепляются в держателе с помощью прямоугольных латунных вставок. Исходное положение электрода держателя – его половины разведены. Для придания упругости можно использовать пружины. Идеально подходят от старых раскладушек.
Работа контактной сварки
Необходимо подключать такую сварку к электрической сети при помощи автоматического выключателя. Он должен иметь номинальный ток 20 ампер. Обратите внимание на то, что на входе (там, где у вас находится счетчик) автомат должен быть либо таким же по параметрам, либо большим. Чтобы произвести включение трансформатора, применяется простой магнитный пускатель. Несколько отличается работа сварочным аппаратом контактного типа от той, которая была рассмотрена выше. И эти особенности вы сейчас узнаете.
Обратите внимание на то, что на входе (там, где у вас находится счетчик) автомат должен быть либо таким же по параметрам, либо большим. Чтобы произвести включение трансформатора, применяется простой магнитный пускатель. Несколько отличается работа сварочным аппаратом контактного типа от той, которая была рассмотрена выше. И эти особенности вы сейчас узнаете.
Для включения магнитного пускателя необходимо предусмотреть специальную педаль, которую вы будете нажимать ногой для выработки тока во вторичной цепи. Обратите внимание на то, что включается и выключается контактная сварка только в том случае, если электроды полностью сведены. Если пренебрегать этим правилом, то будет появляться очень много искр, как следствие, это приведет к пригоранию электродов, выходу их из строя. Старайтесь как можно чаще обращать внимание на температуру сварочного аппарата. Время от времени делайте небольшие перерывы. Не допускайте перегрева агрегата.
Инверторный сварочный аппарат
Он является наиболее современным, но сложнее в конструировании. В нем используется импульсный трансформатор и полупроводниковые транзисторы с высокой мощностью. Пожалуй, это наиболее дорогие и дефицитные детали. В первую очередь делается блок питания. Он импульсный, поэтому необходимо изготовить специальный трансформатор. А теперь более подробно о том, из чего состоит такой сварочный аппарат. Характеристики его компонентов смотрите далее.
В нем используется импульсный трансформатор и полупроводниковые транзисторы с высокой мощностью. Пожалуй, это наиболее дорогие и дефицитные детали. В первую очередь делается блок питания. Он импульсный, поэтому необходимо изготовить специальный трансформатор. А теперь более подробно о том, из чего состоит такой сварочный аппарат. Характеристики его компонентов смотрите далее.
Конечно, трансформатор, используемый в инверторе, намного меньше по габаритам, нежели рассмотренные выше. Также потребуется сделать дроссель. Итак, вам следует обзавестись сердечником из феррита, каркасом для изготовления трансформатора, медными шинами, специальными скобами, чтобы произвести фиксацию двух половин ферритового сердечника, изолентой. Последнюю необходимо выбирать, исходя из данных ее термической стойкости. Придерживайтесь этих советов, когда делаете сварочные инверторные аппараты.
Намотка трансформатора
Наматывается трансформатор на всю ширину каркаса. Только при таком условии он способен будет выдержать любые падения напряжения. Для намотки используется либо медная шина, либо провода, собранные в пучок. Обратите внимание на то, что провод из алюминия использовать нельзя! Он не может выдерживать такую большую плотность электрического тока, которая имеется в инверторе. Такой сварочный аппарат для дачи способен выручить вас, причем его вес крайне мал. Витки наматываются максимально плотно. Вторичная обмотка – это два провода с толщиной порядка двух миллиметров, скрученных вместе.
Для намотки используется либо медная шина, либо провода, собранные в пучок. Обратите внимание на то, что провод из алюминия использовать нельзя! Он не может выдерживать такую большую плотность электрического тока, которая имеется в инверторе. Такой сварочный аппарат для дачи способен выручить вас, причем его вес крайне мал. Витки наматываются максимально плотно. Вторичная обмотка – это два провода с толщиной порядка двух миллиметров, скрученных вместе.
Друг от друга они должны быть максимально изолированы. Если у вас большие запасы строчных трансформаторов от старых телевизоров, можно их применить в конструкции. Требуется 5 штук, причем сделать из них нужно один общий магнитопровод. Чтобы устройство работало с максимальной эффективностью, нужно уделять внимание каждой мелочи. В частности, толщина провода выходной обмотки трансформатора влияет на его бесперебойность.
Конструкция инвертора
Чтобы изготовить сварочный аппарат 200, необходимо уделить максимальное внимание всем мелочам.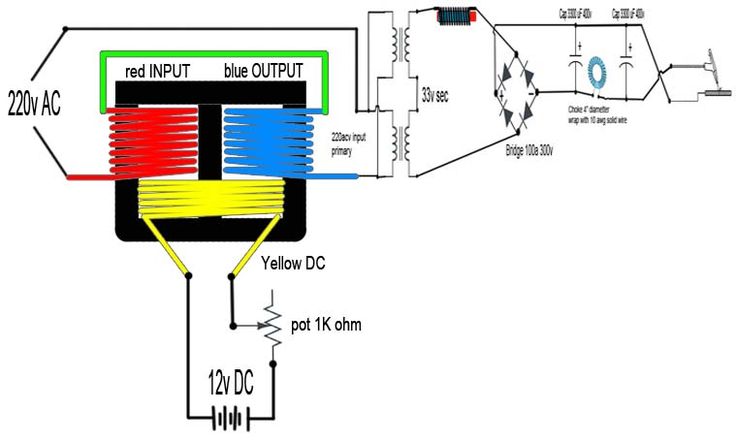 В частности, силовые транзисторы необходимо закрепить на радиаторе. Причем использование термопасты приветствуется для передачи тепла от транзистора к радиатору. И рекомендуется ее время от времени менять, так как она имеет свойство высыхать. Передача тепла при этом ухудшается, есть вероятность, что полупроводники выйдут из строя. Кроме того, нужно сделать принудительное охлаждение. Для этой цели используются вытяжные кулеры. Диоды, служащие для выпрямления переменного тока, необходимо закрепить на алюминиевой пластине. Ее толщина должна быть 6 миллиметров.
В частности, силовые транзисторы необходимо закрепить на радиаторе. Причем использование термопасты приветствуется для передачи тепла от транзистора к радиатору. И рекомендуется ее время от времени менять, так как она имеет свойство высыхать. Передача тепла при этом ухудшается, есть вероятность, что полупроводники выйдут из строя. Кроме того, нужно сделать принудительное охлаждение. Для этой цели используются вытяжные кулеры. Диоды, служащие для выпрямления переменного тока, необходимо закрепить на алюминиевой пластине. Ее толщина должна быть 6 миллиметров.
Соединение выводов осуществляется при помощи неизолированного провода. Его сечение должно составлять 4 миллиметра. Обратите внимание на то, чтобы между проводами соединения было максимальное расстояние. Они не должны прикасаться друг другу, независимо от того, какое воздействие испытывает корпус сварочного аппарата. Дроссель необходимо закрепить на основании сварочного аппарата при помощи металлической пластины.
Причем последняя должна полностью повторять форму непосредственно дросселя. Чтобы уменьшить вибрацию, необходимо установить уплотнитель из резины между корпусом и дросселем. Силовые провода внутри устройства разводятся в разные стороны. В противном случае имеется вероятность того, что произойдет короткое замыкание. Необходимо установить вентилятор таким образом, чтобы он осуществлял обдув всех радиаторов единовременно. В противном случае, если не получается использовать один вентилятор, придется ставить несколько.
Чтобы уменьшить вибрацию, необходимо установить уплотнитель из резины между корпусом и дросселем. Силовые провода внутри устройства разводятся в разные стороны. В противном случае имеется вероятность того, что произойдет короткое замыкание. Необходимо установить вентилятор таким образом, чтобы он осуществлял обдув всех радиаторов единовременно. В противном случае, если не получается использовать один вентилятор, придется ставить несколько.
Но лучше заранее полностью рассчитать место установки всех элементов системы. Обратите внимание на то, что вторичная обмотка должна охлаждаться максимально эффективно. Как видите, не только радиаторы нуждаются в эффективном обдуве. На этой основе можно без затрат сделать аргонный сварочный аппарат. Но его конструкция потребует использования иных материалов.
Заключение
Теперь вы знаете о том, как сделать несколько типов сварочных аппаратов. Если у вас имеются навыки в конструировании радиоэлектронных средств, то лучше, конечно же, остановиться на инверторном сварочном аппарате. Вы потратите время, зато на выходе получите прекрасное устройство, которое не уступает даже дорогим японским аналогам. Причем обойдется его изготовление в сущие копейки.
Вы потратите время, зато на выходе получите прекрасное устройство, которое не уступает даже дорогим японским аналогам. Причем обойдется его изготовление в сущие копейки.
Но если имеется необходимость сделать сварочный аппарат, что называется, на скорую руку, то окажется проще соединить два трансформатора от микроволновых печей с измененными вторичными обмотками. Впоследствии весь агрегат можно усовершенствовать, добавив к нему электрический привод для подачи электродов. Также можно установить баллон, наполненный углекислым газом, чтобы в его среде осуществлять сварку металлов.
Как сделать самостоятельно аргонную сварку?
Автор На чтение 7 мин Просмотров 625 Опубликовано
Существенным отличием работ с цветметом (к примеру, медью, бронзой, алюминием) и его сплавами, «нержавейкой», сталью легированной является то, что обычная сварка (хоть газовая, хоть электрическая) для них не подходит.
Аргонная сварка — это нечто среднее между газовой и электрической сваркой.
У нее есть признаки, которые делают ее сродни этим двум видам сварки: применение газа, образование дуги.
Хотя принцип ее действия имеет существенные отличия.
Содержание
- Чем вызвана необходимость использования аргона (инертного газа)?
- Для процесса обязательно потребуются
- Трансформатор
- Горелка
- Как изготовить аппарат под аргонную сварку?
- Процесс аргонно-дуговой сварки: последовательность работ
Чем вызвана необходимость использования аргона (инертного газа)?
Устройство электрода для сварки.Результатом влияния высоких температур становится то, что легированные стали и цветметаллы вступают в реакцию с кислородом и прочими газами, выделяя окислы, а какие-то даже возгораются (алюминий, например). Появление в области сваривания инородных примесей сказывается на надежности шва не в лучшую сторону. Аргоном, являющимся гораздо тяжелее воздуха, последний вытесняется из области электрической дугой, что исключает возможность соединения плохого качества. Помимо этого, появляется плазма, плавящая соединяемые между собой металлы.
Появление в области сваривания инородных примесей сказывается на надежности шва не в лучшую сторону. Аргоном, являющимся гораздо тяжелее воздуха, последний вытесняется из области электрической дугой, что исключает возможность соединения плохого качества. Помимо этого, появляется плазма, плавящая соединяемые между собой металлы.
Все электроды для сварки подразделяют на неплавящиеся (вольфрамовые) и плавящиеся. Исходя из выбранного вида электрода, аргонную сварку различают: либо ручную (при помощи неплавящегося электрода), либо по типу «автомат» (любым видом электрода). Хотя некоторые мастера из народа могут сделать аргонную сварку полуавтоматической, возможности которой не так велики, как у первых двух вариантов. Чтобы сделать аппарат, применяют различные «детали». Главное, что следует учитывать, что аргонная сварка своими руками, выполненная по-простому, выйдет не только дешевле, но и надежнее.
Вернуться к оглавлению
Для процесса обязательно потребуются
Вернуться к оглавлению
Трансформатор
Трансформатор: а- внешность; б- схема регулирования тока; в- электрическая схема; 1- корпус; 2- зажим; 3- ручка; 4- магнитопровод; 5- рукоятка; 6- рымболт; 7- шкала; 8- крышка; 9- вертикальный винт; 10- ходовая гайка винта; 11,12– обмотки.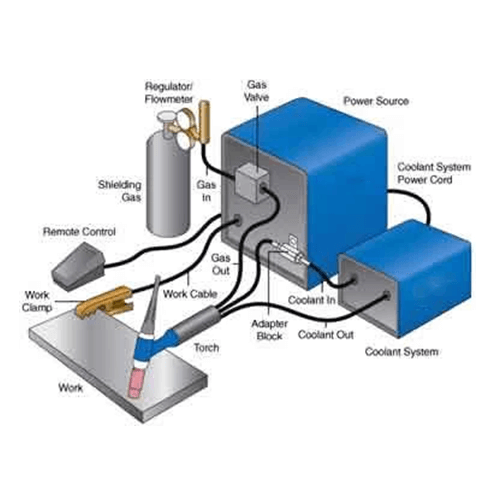
Основываясь на том, что «варят», подбирают мощность прибора. Одну вторичную обмотку рассчитывают на напряжение в 65-70 В без нагрузки.
Некоторым новичкам не понятны рекомендации для самостоятельного выбора «железа» и по наматыванию обмоток. Требуется наличие опыта, чтобы изготовить прибор. Предпочтительнее воспользоваться купленным трансформатором, рассчитанным для значительной силы тока (к примеру, от «сварочника» электрического).
Потребуется изготовить выпрямитель, поскольку применяется постоянное напряжение. Важна его полярность, которая может быть изменена.
Вернуться к оглавлению
Горелка
Первым делом подбирают цангу (зажим) под диаметр около 0,2 см. К противоположному направлению зажима на держатель припаивают трубку из меди для подачи газа (аргона) и напряжения к электроду. Трубка должна иметь диаметр 0,6 см. Припой применяют с высокими температурами.
Еще к одному месту цанги прикрепляют рабочую трубку (из кварцевого стекла, керамики). Важно предусмотреть ее легкое снятие для перезаправки проволоки. Диаметр трубки подбирают в пределах 0,8-1,0 см, с длиной 5,0 см. Внутрь помещают изогнутый дугообразно электрод, удерживаемый зажимом. Назначение трубки — подача аргона к рабочей области.
Диаметр трубки подбирают в пределах 0,8-1,0 см, с длиной 5,0 см. Внутрь помещают изогнутый дугообразно электрод, удерживаемый зажимом. Назначение трубки — подача аргона к рабочей области.
Вернуться к оглавлению
Как изготовить аппарат под аргонную сварку?
Схема устройства горелки для сварки.Трубку-держатель обматывают изолирующим материалом (стеклотканью), поверх него — еще одним слоем изоляции. Промеж них — силиконовый герметик. Должно получиться наподобие рукоятки револьвера. К ней крепят микровыключатель, управляющий действием газового клапана.
Горелку соединяют с газовым баллоном трубкой (диаметр 0,6-0,8 см), плюс два провода — от выключателя к клапану и под напряжение трансформатора (хватит 8 «квадратов»).
Важно: в рабочей области пламя должно исчезнуть не сразу, а по прошествии некоторого времени. Промышленные модели под аргонную сварку для этого имеют задержку выключения. На деле данное устройство электроники только делает схему сложнее, поэтому при самостоятельном изготовлении отключение делают ручным способом с некоторой задержкой.
Такой вариант считается наиболее бюджетным для получения аргонной сварки. Здесь главное — учесть стоимость самого аппарата (готовое изделие стоит недешево) и то, что таким промышленно созданным оборудованием не придется слишком часто пользоваться.
Некоторые источники дают указание на то, что можно применять, помимо аргона, и другой газ. Но это не верно. На практике достоверно выяснено, что содержание меньше, чем 99% аргона приводит к некачественно выполненной сварке.
Вернуться к оглавлению
Процесс аргонно-дуговой сварки: последовательность работ
Физические свойства защитных газов и металла электродов Длину заточки делают равной 2-м или 3-м диаметрам электрода. В начале дугу зажигают на специальной пластине из угля.
Длину заточки делают равной 2-м или 3-м диаметрам электрода. В начале дугу зажигают на специальной пластине из угля.Недопустимо зажигать дугу на базовом металле ввиду оплавления конца электрода и его загрязнения.
Возбуждение дуги выполняют, пользуясь источником питания, холостой ход у которого имеет повышенное напряжение, либо применяют дополнительный источник питания, имеющий высокой напряжение (осциллятор), поскольку потенциал возбуждения и ионизации аргона гораздо выше, чем у азота, кислорода или паров металлов.
Дуговой разряд аргона отличает надежная стабильность. Важная особенность аргонно-дуговой сварки при помощи неплавящегося вольфрамового электрода и применении переменного тока — появление в сварочной цепи показателя постоянного тока, величина которого может составлять до 50% от эффективной величины значения переменного тока в сварочной цепи.
Выпрямление тока находится в прямой зависимости от формы и размеров вольфрамового электрода, материала, из которого выполнено изделие, и режима сварки (токовой величины, скорости сваривания, длины дуги).
Когда величина постоянного тока будет слишком высока, то нарушится стабильность дугового горения и, соответственно, резко уменьшится качество наплавляемой поверхности металла, появятся надрезы, чешуйчатость. Но самое главное — снизится прочность соединения и пластичность металла на шве.
Особенно нежелательно образование в сварочной цепи характеристик постоянного тока в процессе сваривания алюминия и его сплавов. Чтобы получить качественные сварные соединения, нужно устранить в цепи сварки элементы постоянного тока. Аналогично аргонно-дуговой сварке выполняется гелио-дуговая сварка.
Отличие обычной ручной сварки дугой качественными электродами от ручной аргонной сварки дугой состоит в количестве задаваемых направлений движения электроду. В первом случае задают три движения электроду (по оси электрода, перпендикулярно шву и по оси будущего шва). Во втором варианте задают только одно направление — горизонтально оси будущего шва. Это правило распространяется и на механизированные способы сваривания изделий. Два других направления движения не применяют при аргонно-дуговой сварке по причинам:
Два других направления движения не применяют при аргонно-дуговой сварке по причинам:
- исключается передвижение согласно оси электрода книзу, так как при аргонно-дуговом сваривании не происходит его расплавление;
- в поперечном направлении согласно шву не двигаются, дабы не нарушить инертным газом защищенность расплавляемого металла.
https://moyakovka.ru/youtu.be/aifgic_oeeo
Поскольку колебательное передвижение электрода перпендикулярно шву исключается, то швы, выполненные аргонным свариванием, получаются более узкие, нежели при ручной обычной сварке дугой хорошими электродами. Стык освобождают из приспособления, выполняя первоначальный слой шовного соединения, используя присадочную проволоку, марку которой устанавливают либо технологическим процессом либо техническими условиями. Дугу зажигают на пластине из угля, но ни в коем случае не на самой детали. Гашение дуги следует выполнять на расстоянии.
В целях недопущения пропитки металла шва воздушными О2 или азотом, концы расплавляемой проволоки сварочной и нагретого вольфрамового электрода никогда не должны выходить из области защитного газа.
Накладывая корневой слой шва, внимательно отслеживают, в какой степени полноты проплавились кромки, нет ли непроваренных мест. Насколько металл проплавился, определяют по конфигурации ванны расплавляемого металла: о качественном проплавлении свидетельствует ванна, длина которой вытянута в сторону направления сварки, недостаточность проплавления определяет ванна в форме круга либо овала.
https://moyakovka.ru/youtu.be/-RFTNzS8UDc
Если послушать отзывы тех, кто уже применял аргонную сварку, то все они сходятся во мнении о том, что желания работать обычным аппаратом для сварки после такой технологии больше не возникает. И шов при этом образуется узенький и качественно выполненный. Для этого нужно лишь немного потренироваться.
Аргонная сварка — выполнение своими руками
Часто при изготовлении ряда изделий возникает необходимость соединения различных цветных металлов, например, меди, алюминия, а так же легированных сталей. Выполнить подобные работы наиболее распространенными видами сварочных аппаратов – газовым и электродуговым не представляется возможным по ряду причин, обусловленных принципом их работы. На помощь для решения подобной проблемы приходит так называемая аргонная сварка, которая имеет второе название – аргонно-дуговая.
Выполнить подобные работы наиболее распространенными видами сварочных аппаратов – газовым и электродуговым не представляется возможным по ряду причин, обусловленных принципом их работы. На помощь для решения подобной проблемы приходит так называемая аргонная сварка, которая имеет второе название – аргонно-дуговая.
О принципе ее действия, необходимых расходных материалах, особенностях выполнения сварных швов своими руками и пойдет речь в нашей статье.
Особенности и принцип работы аргонной сварки
К явным преимуществам аргонной сварки можно отнести полное отсутствие шлака при выполнении шва, а это, в свою очередь, приводит к его высокому качеству и максимальной чистоте в умелых руках.
Кроме этого применение подобного вида соединения позволяет выполнить сборку изделий, состоящих из различных металлов, а так же позволяет выполнить швы сложной геометрической и пространственной формы.
Принципиально процесс работы аргонно-дуговой сварки состоит в следующем. На центральный электрод, который может быть как плавким, так и неплавким (вольфрам), подается электрический ток постоянного или переменного напряжения. Выбор конкретного вида токопроводящего стержня и электрического тока зависит от вида соединяемых металлов. Для обеспечения высокого качества шва, отсутствия шлака, связанного с отсутствием или сильным ограничением в зоне сварки количества кислорода, предназначена небольшая металлическая трубка с конусным наконечником, по которой подается инертный газ, обычно – аргон или гелий. Кроме него возможно использование и активных газов, таких как водород, азот и углекислый газ.
На центральный электрод, который может быть как плавким, так и неплавким (вольфрам), подается электрический ток постоянного или переменного напряжения. Выбор конкретного вида токопроводящего стержня и электрического тока зависит от вида соединяемых металлов. Для обеспечения высокого качества шва, отсутствия шлака, связанного с отсутствием или сильным ограничением в зоне сварки количества кислорода, предназначена небольшая металлическая трубка с конусным наконечником, по которой подается инертный газ, обычно – аргон или гелий. Кроме него возможно использование и активных газов, таких как водород, азот и углекислый газ.
Высокая относительная масса этого газа позволяет ему вытеснить воздух из зоны горения дуги, предотвратив тем самым окисление получаемого шва. С целью заполнения сварочной ванны при работе с металлами достаточной толщины в область работы дополнительно вводят электрод – кусок проволоки небольшой толщины. При работе с деталями небольшой толщины дополнительный металл в рабочую зону не вводят.
Для выполнения соединения деталей аргонно-дуговой сваркой необходимо обеспечить как наличие газа, так и источник электричества, способствующий образованию электрической дуги, которая и позволяет достичь рабочих температур прогрева металлов. Газ, как правило, приобретается в специальных баллонах и хранится под определенным давлением, позволяющим нагнетать его в зону сварки. Специализированные организации производят закачку газа в опустевшие емкости. Это гораздо дешевле, чем приобретение новых емкостей после выработки приобретенного объема.
Кроме источника газа для осуществления этого вида сварки нельзя обойтись бес сварочного аппарата, который позволяет получить рабочий ток постоянный, переменный или импульсный.
К источнику напряжения традиционно подключаются два кабеля. Один – «масса» присоединяет отрицательный электрод к одной из соединяемых деталей. Он оснащается достаточно мощным зажимом, позволяющим зафиксировать его на металлах различной толщины.
Второй кабель оснащается рабочей форсункой для подачи газа с расположенным в ее центре сменным электродом, непосредственно образующим электродугу при сварке.
Рабочие моменты
Для управления процессом подачи электрического тока существуют несколько видов выключателей. Одни из них располагаются непосредственно на рукоятке с рабочим соплом.
Другие — педальные позволяют осуществлять процесс ногой.
Это связано с тем, что процесс соединения деталей аргонной сваркой предполагает участие обеих рук сварщика. Рабочая осуществляет поддержание дуги в рабочих параметрах, а не рабочая позволяет вводить дополнительный присадочный металлический стержень в зону работы.
В этом случае управлять процессом подачи электроэнергии удобно именно ногой.
Применение данного вида сварки может осуществляться как в ручном, так и в механическом режимах, что позволяет значительно увеличить качество работы и ее производительность.
При втором способе происходит постепенное перемещение рабочих частей сварочного аппарата с постоянной подачей в рабочую зону присадочной проволоки. Для начинающих сварщиков следует отметить один нюанс:
Перед установкой вольфрамового электрода непосредственно в рабочую форсунку необходимо выполнить его заточку под небольшим углом.
С этой целью приобретенные сменные элементы обрабатывают на заточном станке, постоянно поворачивая стержень вокруг своей оси.
Следует обратить внимание на то что форма электрода влияет на глубину проварки и форму шва.
Благодаря заостренной форме электрода можно добиться максимального качества работы и идеальной формы шва.
При выполнении аргонно-дуговой сварки необходимо постоянно помнить о соблюдении правил безопасности. Обязательными элементами являются наличие защитной плотной одежды и обуви, препятствующих повреждению кожного покрова тела. Категорически запрещается использование синтетических легкоплавких тканей, которые могут быть повреждены жидким металлом, отлетающим из рабочей зоны в виде брызг. Процесс дугообразования сопровождается и световым излучением высокой интенсивности. Защиту глаз осуществляют с помощью удобных очков или маски.
Выполнение сварочных работ не рекомендуется без использования рабочих перчаток. Лучшим материалом для этого аксессуара является прочная кожа достаточной толщины. Она не только защищает руки сварщика, но и позволяет контролировать процесс сварки.
Лучшим материалом для этого аксессуара является прочная кожа достаточной толщины. Она не только защищает руки сварщика, но и позволяет контролировать процесс сварки.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации — нам интересно ваше мнение 🙂
Tig сварочный аппарат своими руками в Мурманске: 648-товаров: бесплатная доставка, скидка-68% [перейти]
Партнерская программаПомощь
Мурманск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Мебель и интерьер
Мебель и интерьер
Промышленность
Промышленность
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
Tig сварочный аппарат своими руками
11 390
17990
Сварочный аппарат полуавтомат инверторный / ДонТех П-210м MIG/MAG/MMA/TIG Сварочное оборудование Полуавтоматический инвертор
В МАГАЗИНЕще цены и похожие товары
43 589
Сварочный инвертор Сварог TIG 200 P DSP «PRO» W212 Импульсный режим : да, Диаметр электр/провол: 1
ПОДРОБНЕЕЕще цены и похожие товары
59 578
75255
Сварочный полуавтомат Сварог REAL SMART MIG 200 BLACK (N2A5) в подарок маска + краги, аргонодуговая сварка (TIG), 200А, электрод 4 мм
В МАГАЗИНЕще цены и похожие товары
52 469
Сварочный аппарат ANDELI TIG-250GPLC Импульсный режим : да, Сертификат Накс: нет, Сварка алюминия:
ПОДРОБНЕЕЕще цены и похожие товары
53 409
Аппарат аргонодуговой сварки ПТК RILON TIG 200 P AC/DC GDM Импульсный режим : да, Сертификат Накс:
ПОДРОБНЕЕЕще цены и похожие товары
57 800
Аргонодуговой сварочный инвертор Aurora PRO INTER TIG 200 AC/DC PULSE Mosfet НАКС Импульсный режим
ПОДРОБНЕЕЕще цены и похожие товары
39 930
Сварочный инвертор Сварог TIG 180 DSP «PRO» W206 Импульсный режим : нет, Сварка алюминия: нет,
ПОДРОБНЕЕЕще цены и похожие товары
27 604
Сварочный аппарат-инвертор Awelco STANLEY FATMAX EVO 160 TIG LIFT Сертификат Накс: да, ПВ на
ПОДРОБНЕЕЕще цены и похожие товары
71 249
74999
Инверторная установка для аргоно-дуговой сварки Brima TIG 200P AC DC DIGITAL Импульсный режим : да,
ПОДРОБНЕЕЕще цены и похожие товары
13 500
23535
Сварочный аппарат Link Lion MIG 190/ инверторный/ полуавтомат/ MAG MMA Lit TIG/ комплект сварочных кабелей/ горелка
В МАГАЗИНЕще цены и похожие товары
11 890
22990
Сварочный аппарат полуавтомат PARTNER FOR GARDEN MIG-200 SYNERGIC ( 200 А, 5 в 1 режимов, MIG/MAG/MMA/TIG, 4. 5 кВт )
5 кВт )
В МАГАЗИНЕще цены и похожие товары
17 226
20672
Сварочный аппарат инверторного типа Сварог REAL SMART ARC 200 (Z28303) / Аргонодуговая TIG Ручная дуговая ММА
В МАГАЗИНЕще цены и похожие товары
12 627
40474
Сварочный аппарат инверторный / инвертор CET TIG 250S, электрод до 2.4 мм, 60% ПВ Тип: Сварочный
В МАГАЗИНЕще цены и похожие товары
54 300
66500
Аргонодуговой сварочный АВРОРА Система 200 AC/DC ПУЛЬС (2 поколение) инверторный аппарат (TIG+MMA) Аргоновая
В МАГАЗИНЕще цены и похожие товары
14 240
29900
Сварочный полуавтомат инверторного типа ЭНЕРГИЯ П-230 MIG/MMA/MAG/TIG (230 А, 4 в 1) Тип: Сварочный
В МАГАЗИНЕще цены и похожие товары
200 000
Инвертор Brima TIG-500P AC/DC Сварка алюминия: да, Напряжение холостого хода: 45, ПВ на
ПОДРОБНЕЕЕще цены и похожие товары
35 380
39900
Сварочный аппарат инверторный Rogue ES 200i Pro (MMA/TIG DC) ESAB Тип: Сварочный аппарат, Размер:
В МАГАЗИНЕще цены и похожие товары
137 693
152400
Аргонодуговая установка БАРС Profi TIG-357 DP AC/DC Импульсный режим : да, Сертификат Накс: нет,
ПОДРОБНЕЕЕще цены и похожие товары
25 920
Сварочный аппарат ТСС PRO TIG/MMA-200 Импульсный режим : нет, Сварка алюминия: нет, Напряжение
ПОДРОБНЕЕЕще цены и похожие товары
74 169
Инверторный сварочный аппарат Сварог TIG 200 P AC/DC (R60) Импульсный режим : да, Сварка алюминия:
ПОДРОБНЕЕЕще цены и похожие товары
35 000
Аргонодуговой сварочный инвертор Aurora PRO INTER TIG 200 PULSE Mosfet Импульсный режим : да,
ПОДРОБНЕЕЕще цены и похожие товары
69 714
Сварочный аппарат ANDELI TIG-250PACE Импульсный режим : да, Сертификат Накс: нет, Сварка алюминия:
ПОДРОБНЕЕЕще цены и похожие товары
32 000
47900
Синергетический инверторный сварочный полуавтомат AuroraPRO SPEEDWAY 160 SYNERGIC (MIG/MAG+MMA+TIG lift)
В МАГАЗИНЕще цены и похожие товары
261 683
Сварочный инвертор Blue Weld BEST TIG 311 DC HF/Lift VRD Импульсный режим : да, Сертификат Накс:
ПОДРОБНЕЕЕще цены и похожие товары
14 725
28000
Сварочный полуавтомат инверторного типа ДонТех П-240 MIG/MAG/MMA/TIG (4 в 1) Тип: Сварочный
В МАГАЗИНЕще цены и похожие товары
70 272
Аппарат tig сварки для алюминия ТСС TOP TIG/MMA-315P AC/DC Сертификат Накс: нет, Сварка алюминия:
ПОДРОБНЕЕЕще цены и похожие товары
5 016
9573
Сварочный инвертор WERT WIN 190, MMA, TIG, с ремнем для переноски, 140-250В, 3. 7 кВт, 20-190А, O 1.6-4мм
7 кВт, 20-190А, O 1.6-4мм
В МАГАЗИНЕще цены и похожие товары
9 500
14120
Инвертор сварочный аппарат ARC 200 «REAL SMART» (Z28303) Black (маска хамелеон +краги) Сварог MMA + TIG
В МАГАЗИНЕще цены и похожие товары
2 страница из 18
Forney Easy Weld 100 ST Stick Machine
Предложения
Ваш браузер не поддерживает видео тег.
- Описание
- Гарантия
- Ресурсы
- Видео
- Калифорния Опора 65
Forney Easy Weld 100 ST — самый легкий сварочный аппарат Forney Industries, его вес составляет около 10 фунтов.
Технические характеристики продукта:
- Размеры устройства вне коробки дисплея: 12 дюймов (304,8 мм) x 5,5 дюймов (139,7 мм) x 10,5 дюймов (266,7 мм)
- Масса изделия без упаковки: 90,65 фунта. (4,38 кг)
- Запуск методом «ручной и скребковый» с возможностью сварки TIG (горелка TIG не входит в комплект)
- Сварные швы калибра 16 до 1/4 дюйма (6,35 мм) при сварке электродом
- Сварные швы до 3/16 дюйма (4,76 мм)
- Подходит для электродов диаметром до 1/8 дюйма (3,175 мм)
- Вход 120 В, выход 90 А
- Включает: держатель электрода 8 футов (2,4 метра) и зажим заземления 8 футов (2,4 метра)
- На этой машине педаль не работает
- Рабочий цикл: 30% при 80 А
Рекомендуемые аксессуары и расходные материалы:
- Стальной зажим заземления, 300 AMP: Forney АРТИКУЛ № 54410
- Держатель электрода для средних нагрузок, 200 AMP: Forney ПУНКТ № 56000
- Отбойный молоток с прямой головкой: Forney АРТИКУЛ № 70600
- Расходомер аргона/CO2: Forney ПУНКТ № 85364
- Кабель заземления и зажим, 150 А, 15 футов: Forney АРТИКУЛ № 85667
- Держатель электрода с кабелем, 150 А, 15 футов: Forney АРТИКУЛ № 85669
- Горелка TIG 9 В (размер 25 Dinse): Forney АРТИКУЛ № 85657
- Керамическая чашка для сварки TIG: Forney АРТИКУЛ № 85454
- Цанга для сварочной горелки TIG, 1/16”: Forney АРТИКУЛ № 85455
- Корпус цангового патрона сварочной горелки TIG, 1/16”: Forney АРТИКУЛ № 85459
- 2% торированный вольфрамовый электрод: Forney АРТИКУЛ № 85450
Характеристики продукта:
ИДЕАЛЬНО ДЛЯ НАЧИНАЮЩИХ:
- Этот портативный и удобный в использовании аппарат идеально подходит для новичков и начинающих сварщиков.

МОЩНЫЙ:
- Аппарат Forney Easy Weld 100 ST небольшой, но мощный, поскольку он может сваривать низкоуглеродистую сталь толщиной до 1/4 дюйма. Также имеет входное напряжение 120 В и выходной ток 90 А.
ЛЕГКИЙ ВЕС:
- Эта машина весит всего 9,65 фунта, что позволяет вам брать машину с собой на проект, а не таскать ее на машине! Это снижает риск повреждения всего, над чем вы работаете.
Щелкните здесь, чтобы просмотреть отзывы об этом продукте:
Отзывы Amazon
Отзывы Home Depot
Зеленый цвет Forney Industries является зарегистрированным на федеральном уровне товарным знаком и не может быть воспроизведен без разрешения Forney Industries.
30 дней
- Продукт: Без дефектов материала и изготовления, которые могут возникнуть при нормальном использовании и уходе.

1 год
- Машины Forney и Forney Easy Weld™ Select: все внутренние электрические компоненты, к которым нельзя получить доступ без снятия крышки.
Для получения дополнительной информации о гарантии посетите: https://www.forneyind.com/support/warranty-information
- Краткое руководство пользователя (EN, FR, SP)
- Спецификация
- Руководство по эксплуатации
Видеогалерея
Forney Easy Weld® 100 ST Распаковка
Сварочные маски с автоматическим затемнением Forney Industries
Сварка электродами на Forney Easy Weld® 100 ST
Сварка ВИГ на Forney Easy Weld® 100 ST
 P65Warnings.ca.gov
P65Warnings.ca.govИзвестно, что этот продукт содержит следующие химические вещества: может подвергнуть вас воздействию химических веществ, которые, как известно в штате Калифорния, вызывают рак и/или врожденные дефекты или другие нарушения репродуктивной функции. Щелкните здесь для получения дополнительной информации: https://www.forneyind.com/california-proposition-65
Категория продукта: Сварка > Палка
Связанные предметы
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие на складе.
* Ваш почтовый индекс
видов сварки и необходимые инструменты
Сварка — это способ неразъемного соединения металлических частей. Почти все вокруг вас было либо сварено, либо сделано каким-то сварным оборудованием. Вы знаете тот кофейник из нержавеющей стали? Это было сварено. Твоя машина? Это тоже было сварено. И хотя ваши рабочие ботинки и рабочие перчатки, вероятно, не были такими, вы можете с уверенностью поспорить, что они были сделаны на машинах, которые были.
Твоя машина? Это тоже было сварено. И хотя ваши рабочие ботинки и рабочие перчатки, вероятно, не были такими, вы можете с уверенностью поспорить, что они были сделаны на машинах, которые были.
Существует несколько различных видов сварки, каждый из которых используется для определенного типа металла или шва. Каждый метод использует различные инструменты, оборудование и методы. Кроме того, несмотря на то, что существует большое разнообразие методов сварки, есть четыре наиболее часто используемых.
1. SMAW: Дуговая сварка в защитном металле
Дуговая сварка в защитном металле, часто называемая электродуговой сваркой, является очень распространенным и популярным методом сварки. Обычно он используется в строительстве, производстве стали, трубопроводных работах и для ремонта тяжелого оборудования. Это тип дуговой сварки, при котором электрический ток, подобный разряду молнии, проходит между электродом или «сварочным стержнем» (частью, которую вы держите в руке) и подложкой (металл, который вы свариваете).
При сварке электродом сварщик использует плавящийся электрод; то есть сам сварочный стержень плавится, создавая сварной шов. Электроды имеют флюсовый сердечник, представляющий собой химический очиститель. Когда металл в электроде плавится, флюс предотвращает окисление, которое может ослабить сварной шов.
2. GMAW: Дуговая сварка металлическим газом
Этот тип сварки, также называемый сваркой MIG (металл в среде инертного газа), также использует плавящийся электрод. Однако при сварке MIG электрод представляет собой сплошную проволоку, которая постоянно пропускается через сварочную горелку. Сварочные аппараты MIG предназначены для работы с различными размерами и калибрами этих сварочных проволок.
Вместо использования флюса для предотвращения окисления и других веществ, ослабляющих металл, сварщики MIG используют инертный газ, который также пропускают через сварочную горелку. Этот газ может быть двуокисью углерода или смесью двуокиси углерода и аргона. Сварка MIG также может привести к меньшему количеству дыма, чем сварка электродом.
Этот тип сварки прост в освоении и может использоваться для широкого спектра металлов. Благодаря наличию портативных сварочных аппаратов MIG, дуговую сварку металлическим газом стало намного проще доставить к месту проведения необходимых работ.
3. FCAW: Дуговая сварка с флюсовой проволокой
Дуговая сварка с флюсовой проволокой сочетает в себе скорость сварки MIG и эффективность сварки электродом. Как и при сварке MIG, рабочие, выполняющие дуговую сварку с флюсовой проволокой, постоянно пропускают проволоку через горелку. Однако эта проволока (плавящийся электрод) имеет флюсовую сердцевину, как и электроды, используемые при электродуговой сварке. Это устраняет необходимость добавления инертного газа, необходимого для сварки MIG.
Этот тип сварки предпочтительнее из-за его скорости и более высокой эффективности электрода. Для этого вида сварки доступно множество различных видов электродов. Большинство из них являются либо самозащитными, либо газозащищенными и входят в множество классификаций. Прежде чем приступить к любому проекту дуговой сварки с флюсовой проволокой, убедитесь, что вы проверили различные типы электродов FCAW, чтобы убедиться, что вы выбрали подходящий для вашего проекта.
Прежде чем приступить к любому проекту дуговой сварки с флюсовой проволокой, убедитесь, что вы проверили различные типы электродов FCAW, чтобы убедиться, что вы выбрали подходящий для вашего проекта.
4. GTAW: дуговая сварка вольфрамовым электродом в среде защитного газа
Этот тип сварки известен под несколькими общими названиями — сварка TIG, сварка Heliarc и дуговая сварка вольфрамовым электродом в среде защитного газа. В отличие от других упомянутых выше видов сварки, в этом типе не используется плавящийся электрод. Вместо этого сварщик использует внешний стержень для создания расплавленного металла, необходимого для ковки сварного шва.
Сварка ВИГ известна своими прочными высококачественными сварными швами, хотя требует более высокого уровня навыков, чем другие виды сварки. Сварные швы, выполненные сваркой TIG, также имеют тенденцию быть очень чистыми и привлекательными для глаз. Дуговая сварка вольфрамовым электродом требует защиты от инертного газа, которым для этого типа сварки обычно является аргон или смесь аргона.
Инструменты мастера
Для ручной сварки вам понадобится определенное оборудование. Вам понадобится сварочный аппарат; это создает высокие электрические потребности для создания дуги, которой вы в конечном итоге сварите. Вам понадобится какой-то тип электрода — расходуемый или нет. Если вы не работаете с электродами с флюсовой сердцевиной или если требуется защитный газ, вам также потребуется подать инертный газ.
Независимо от того, какой вид сварки вы выберете, убедитесь, что у вас всегда есть соответствующие средства индивидуальной защиты. Это означает использование качественных перчаток и обуви для сварщиков, огнеупорной одежды и, прежде всего, правильного сварочного щитка.
Источники:
http://earlbeck.com/types-of-welding.html
http://www.gowelding.org/articles/types-welding/
http://www.polarisengr.com /fabrication/understanding-types-welding-services-industrial-fabrication/
http://www.weldingtypes.net/category/welding-equipment/
http://www. thefabricator.com/article/arcwelding/ начать с основ понимания порошковой проволоки
thefabricator.com/article/arcwelding/ начать с основ понимания порошковой проволоки
http://www.assemblymag.com/articles/84103-the-pros-and-cons-of-automated-welding
Ramsond CT520DY 3-IN-1 Аппарат плазменной резки 50 А + Аппарат для сварки TIG и ARC 200 А
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 толщина реза: 3/4 дюйма
толщина реза: 3/4 дюйма Это захватывающая инновация, которая сочетает в себе аппарат для плазменной резки , 200 ампер , 200 ампер , аппарат для сварки TIG .0075 и 200-амперный сварочный аппарат MMA (ARC) в красивом, прочном, компактном и легком корпусе. Ramsond CT520DY представляет собой обновленную версию оригинальных моделей Ramsond CT520, CT520D и CT520DX. Модель CT520DY переработана и теперь оснащена ЦИФРОВЫМ ДИСПЛЕЕМ , ВСТРОЕННЫМ МАНОМЕТРОМ, ФУНКЦИЕЙ НОЖНОЙ ПЕДАЛИ и СКЛАДНОЙ ИЗОЛИРОВАННОЙ РУЧКОЙ . Он был внутренне переработан для включения новейшей технологии высокочастотного инвертора с использованием V-MOSFET от TOSHIBA и ШИМ (широтно-импульсной модуляции), которые помогают подавать гораздо более постоянный, концентрированный и точный ток на поверхность резки/сварки. Кроме того, в результате этих усовершенствований CT520DY существенно уменьшился в размерах и весе. С Ramsond CT520DY, независимо от вашей подготовки, вы можете выполнять гладкие, чистые и однородные разрезы и сварку широкого спектра поверхностей и материалов (например, нержавеющей стали, углеродистой стали, легированной стали, меди, латуни и других проводящих материалов) с минимальным нагревом.
Это захватывающая инновация, которая сочетает в себе аппарат для плазменной резки , 200 ампер , 200 ампер , аппарат для сварки TIG .0075 и 200-амперный сварочный аппарат MMA (ARC) в красивом, прочном, компактном и легком корпусе. Ramsond CT520DY представляет собой обновленную версию оригинальных моделей Ramsond CT520, CT520D и CT520DX. Модель CT520DY переработана и теперь оснащена ЦИФРОВЫМ ДИСПЛЕЕМ , ВСТРОЕННЫМ МАНОМЕТРОМ, ФУНКЦИЕЙ НОЖНОЙ ПЕДАЛИ и СКЛАДНОЙ ИЗОЛИРОВАННОЙ РУЧКОЙ . Он был внутренне переработан для включения новейшей технологии высокочастотного инвертора с использованием V-MOSFET от TOSHIBA и ШИМ (широтно-импульсной модуляции), которые помогают подавать гораздо более постоянный, концентрированный и точный ток на поверхность резки/сварки. Кроме того, в результате этих усовершенствований CT520DY существенно уменьшился в размерах и весе. С Ramsond CT520DY, независимо от вашей подготовки, вы можете выполнять гладкие, чистые и однородные разрезы и сварку широкого спектра поверхностей и материалов (например, нержавеющей стали, углеродистой стали, легированной стали, меди, латуни и других проводящих материалов) с минимальным нагревом. ввод и без искажения металла. Точно так же функции TIG и ARC удобны и надежны. Эта модель была разработана таким образом, что ее может легко использовать самостоятельный пользователь, и в то же время она полностью отвечает требованиям профессиональных операторов.
ввод и без искажения металла. Точно так же функции TIG и ARC удобны и надежны. Эта модель была разработана таким образом, что ее может легко использовать самостоятельный пользователь, и в то же время она полностью отвечает требованиям профессиональных операторов. У него всего пять элементов управления; переключатель ВКЛ/ВЫКЛ, ручка управления силой тока, ручка постпотока, переключатель функций и переключатель ВКЛ/ВЫКЛ ножной педали. Ручка регулировки силы тока позволяет оператору изменять выходной ток, подстраиваясь под резку или сварку материалов разной толщины и материалов. Однако многие операторы предпочитают оставлять контроль силы тока на полной мощности для металла любой толщины. Ручка POSTFLOW регулирует продолжительность времени, в течение которого воздух/газ выходит из TIG- или плазменной горелки после того, как оператор отпускает кнопку горелки . Вы можете настроить время постпотока от 3 до 10 секунд. Воздух POSTFLOW идеально подходит для охлаждения поверхности резки или сварки. CT520DY также поддерживает педаль. Выключатель ножной педали ВКЛ/ВЫКЛ должен быть в положении ВЫКЛ, если ножная педаль не подключена. Когда ножная педаль прикреплена, она должна быть переведена в положение ON.
У него всего пять элементов управления; переключатель ВКЛ/ВЫКЛ, ручка управления силой тока, ручка постпотока, переключатель функций и переключатель ВКЛ/ВЫКЛ ножной педали. Ручка регулировки силы тока позволяет оператору изменять выходной ток, подстраиваясь под резку или сварку материалов разной толщины и материалов. Однако многие операторы предпочитают оставлять контроль силы тока на полной мощности для металла любой толщины. Ручка POSTFLOW регулирует продолжительность времени, в течение которого воздух/газ выходит из TIG- или плазменной горелки после того, как оператор отпускает кнопку горелки . Вы можете настроить время постпотока от 3 до 10 секунд. Воздух POSTFLOW идеально подходит для охлаждения поверхности резки или сварки. CT520DY также поддерживает педаль. Выключатель ножной педали ВКЛ/ВЫКЛ должен быть в положении ВЫКЛ, если ножная педаль не подключена. Когда ножная педаль прикреплена, она должна быть переведена в положение ON. Устаревшие модели обычно оснащены манометром, прикрепленным к воздушному фильтру, расположенному в задней части машины. Естественно, с этими традиционными устройствами пользователь должен либо перевернуть машину, либо подойти к задней части машины, чтобы увидеть манометр и настройки. В Ramsond CT520DY манометр встроен в переднюю панель устройства, что делает его видимым практически под любым углом. Дополнительно Ramsond CT520DY оснащен большим цифровым дисплеем, на котором удобно отображаются текущие настройки агрегата.
Устаревшие модели обычно оснащены манометром, прикрепленным к воздушному фильтру, расположенному в задней части машины. Естественно, с этими традиционными устройствами пользователь должен либо перевернуть машину, либо подойти к задней части машины, чтобы увидеть манометр и настройки. В Ramsond CT520DY манометр встроен в переднюю панель устройства, что делает его видимым практически под любым углом. Дополнительно Ramsond CT520DY оснащен большим цифровым дисплеем, на котором удобно отображаются текущие настройки агрегата. Просто оставьте 7-контактное соединение горелки отсоединенным, подключите 7-контактное соединение ножной педали и поверните кнопку ВКЛ/ВЫКЛ педали на передней панели в положение ВКЛ. Функция ножной педали обеспечивает оператору дополнительную гибкость в управлении выходным током (ампер) с помощью ножного контроллера. Ножная педаль также оснащена ручкой регулировки тока сбоку. Используя эту ручку регулировки тока, пользователь может установить максимальный выходной ток. Например, если максимальный выходной ток установлен на 160 А (с помощью ручки регулировки ножной педали), при полном нажатии ножной педали максимальный выходной ток не превысит 160 А. Ножная педаль оснащена подпружиненной системой втягивания. Таким образом, уменьшение давления на педаль снизит выходной ток и, в конечном итоге, вернет ток к нулю. Ножная педаль может использоваться со всеми функциями, однако обычно она используется с функцией TIG.
Просто оставьте 7-контактное соединение горелки отсоединенным, подключите 7-контактное соединение ножной педали и поверните кнопку ВКЛ/ВЫКЛ педали на передней панели в положение ВКЛ. Функция ножной педали обеспечивает оператору дополнительную гибкость в управлении выходным током (ампер) с помощью ножного контроллера. Ножная педаль также оснащена ручкой регулировки тока сбоку. Используя эту ручку регулировки тока, пользователь может установить максимальный выходной ток. Например, если максимальный выходной ток установлен на 160 А (с помощью ручки регулировки ножной педали), при полном нажатии ножной педали максимальный выходной ток не превысит 160 А. Ножная педаль оснащена подпружиненной системой втягивания. Таким образом, уменьшение давления на педаль снизит выходной ток и, в конечном итоге, вернет ток к нулю. Ножная педаль может использоваться со всеми функциями, однако обычно она используется с функцией TIG. Его необходимо приобретать отдельно.
Его необходимо приобретать отдельно.
 Он передает гораздо меньше тепла разрезаемому заготовке, исключая коробление. Не требует зажигания. Он практически не оставляет шлака для очистки или измельчения. Стоимость часа резки может быть меньше, чем при кислородной резке, поскольку нет затрат на газ. Это также намного быстрее и проще. Таким образом, вы режете лучше, быстрее и дешевле.
Он передает гораздо меньше тепла разрезаемому заготовке, исключая коробление. Не требует зажигания. Он практически не оставляет шлака для очистки или измельчения. Стоимость часа резки может быть меньше, чем при кислородной резке, поскольку нет затрат на газ. Это также намного быстрее и проще. Таким образом, вы режете лучше, быстрее и дешевле. Можно использовать воздушный компрессор или баллон со сжатым воздухом. CFM (кубический фут в минуту) важен, потому что это количество воздуха, которое будет распределяться в минуту и обеспечит постоянную работу вашего RAMSOND CT520DY. PSI (фунты на квадратный дюйм) — это фактическое давление воздуха, необходимое для работы вашего CT520DY (40–75 фунтов на квадратный дюйм). Другим часто используемым газом является азот, но единственным преимуществом его использования является резка нержавеющей стали. Хотя вы получите более чистый срез, толщина среза будет немного уменьшена. Для некоторых экзотических металлов может потребоваться газовая смесь. Вы также захотите иметь чистый и сухой воздух при работе с любым плазменным резаком. Ramsond CT520DY уже оснащен устройством фильтр/регулятор 2-в-1. Этот регулятор/фильтр 2-в-1 регулирует давление воздуха на выходе и сохраняет воздух сухим и чистым. Сухой воздух важен, потому что, если в линии есть влага, она будет перемещаться вместе с воздухом и выходить из конца резака.
Можно использовать воздушный компрессор или баллон со сжатым воздухом. CFM (кубический фут в минуту) важен, потому что это количество воздуха, которое будет распределяться в минуту и обеспечит постоянную работу вашего RAMSOND CT520DY. PSI (фунты на квадратный дюйм) — это фактическое давление воздуха, необходимое для работы вашего CT520DY (40–75 фунтов на квадратный дюйм). Другим часто используемым газом является азот, но единственным преимуществом его использования является резка нержавеющей стали. Хотя вы получите более чистый срез, толщина среза будет немного уменьшена. Для некоторых экзотических металлов может потребоваться газовая смесь. Вы также захотите иметь чистый и сухой воздух при работе с любым плазменным резаком. Ramsond CT520DY уже оснащен устройством фильтр/регулятор 2-в-1. Этот регулятор/фильтр 2-в-1 регулирует давление воздуха на выходе и сохраняет воздух сухим и чистым. Сухой воздух важен, потому что, если в линии есть влага, она будет перемещаться вместе с воздухом и выходить из конца резака. Это не обязательно опасно, но сократит срок службы ваших расходных материалов, поскольку дуга будет следовать за влагой во всех направлениях и преждевременно разрушать наконечник. Воздушный фильтр/регулятор крепится к задней части устройства. Ручка в верхней части регулятора регулирует выходное давление воздуха. Давление вы можете увидеть на манометре, установленном на передней панели. Поворачивая ручку, давление воздуха на выходе можно отрегулировать до желаемого уровня. Фильтр/регулятор также удаляет пыль и влагу из сжатого воздуха. Вы можете увидеть воду, собравшуюся в стеклянной чаше фильтра-регулятора. Это означает, что ваш источник сжатого воздуха содержит влагу, которая была отфильтрована и собрана этим регулятором/фильтром. Если вы видите скопление воды в стеклянной чаше, не пугайтесь, просто потяните за слив/английскую булавку, расположенную на дне чаши, чтобы слить воду.
Это не обязательно опасно, но сократит срок службы ваших расходных материалов, поскольку дуга будет следовать за влагой во всех направлениях и преждевременно разрушать наконечник. Воздушный фильтр/регулятор крепится к задней части устройства. Ручка в верхней части регулятора регулирует выходное давление воздуха. Давление вы можете увидеть на манометре, установленном на передней панели. Поворачивая ручку, давление воздуха на выходе можно отрегулировать до желаемого уровня. Фильтр/регулятор также удаляет пыль и влагу из сжатого воздуха. Вы можете увидеть воду, собравшуюся в стеклянной чаше фильтра-регулятора. Это означает, что ваш источник сжатого воздуха содержит влагу, которая была отфильтрована и собрана этим регулятором/фильтром. Если вы видите скопление воды в стеклянной чаше, не пугайтесь, просто потяните за слив/английскую булавку, расположенную на дне чаши, чтобы слить воду.
 В Ramsond CT520DY используются самые передовые МОП-транзисторы TOSHIBA. Эти МОП-транзисторы (транзисторы) переключаются с частотой в тысячи герц, что значительно уменьшает магнитный поток и, следовательно, размер трансформатора. Проще говоря, МОП-транзисторы позволяют компактной и легкой машине, такой как CT520DY, работать с заданными параметрами производительности. Использование этих полевых МОП-транзисторов позволяет CT520DY производить необходимую мощность, занимая очень мало места и создавая минимальное рассеивание тепла.
В Ramsond CT520DY используются самые передовые МОП-транзисторы TOSHIBA. Эти МОП-транзисторы (транзисторы) переключаются с частотой в тысячи герц, что значительно уменьшает магнитный поток и, следовательно, размер трансформатора. Проще говоря, МОП-транзисторы позволяют компактной и легкой машине, такой как CT520DY, работать с заданными параметрами производительности. Использование этих полевых МОП-транзисторов позволяет CT520DY производить необходимую мощность, занимая очень мало места и создавая минимальное рассеивание тепла. Эта ограниченная гарантия распространяется как на ДЕТАЛИ, так и на РАБОТУ в сертифицированном ремонтном сервисном центре Ramsond. Ramsond имеет специализированный сервисный центр для всей линейки оборудования для сварки и плазменной резки. Этот сервисный центр оснащен современными технологиями, которые обеспечивают надлежащее обслуживание и ремонт этих устройств.
Эта ограниченная гарантия распространяется как на ДЕТАЛИ, так и на РАБОТУ в сертифицированном ремонтном сервисном центре Ramsond. Ramsond имеет специализированный сервисный центр для всей линейки оборудования для сварки и плазменной резки. Этот сервисный центр оснащен современными технологиями, которые обеспечивают надлежащее обслуживание и ремонт этих устройств.Полный список (с диапазоном цен)
Все слышали о сварке, но мало кто знает, сколько существует различных видов сварки.
Основными из них, которые используются сегодня, являются MIG, TIG и Stick. Сварка TIG является одним из самых сложных, но полезных сварочных процессов.
Сварка TIG является одним из самых сложных, но полезных сварочных процессов.
Какие элементы наиболее важны для сварки TIG?
Некоторые важные предметы, которые вам понадобятся для сварки TIG, включают ваше личное снаряжение, такое как шлем, защитные очки, перчатки и куртка (или рукава, в зависимости от того, что вы предпочитаете). Затем вам понадобится сварочный аппарат и установка TIG.
В комплект TIG Set входит горелка на ваш выбор электрода, выбор ручного управления или педали, выбор газа вы будете использовать для вашего щита. Вам также понадобится шлифовальная машина, чтобы снять любой покрасить или сгладить поверхность, где вы будете сваривать.
TIG также известна как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). В нем используется неплавящийся вольфрамовый электрод.
Этот электрод передает ток на дугу. Вольфрам и сварной шов быстро охлаждаются инертным газом. В качестве защитного газа обычно используется аргон.
Хотя первоначальный список поставок для сварки TIG может показаться немного властным, он необходим.
Хотя сварка — довольно дорогое хобби, вы можете заработать на этом много денег, если захотите, и ваши инвестиции окупятся в кратчайшие сроки.
Итак, давайте углубимся в детали окончательного списка сварки TIG.
Что вам нужно для сварки TIG: полный список
Когда дело доходит до сварки TIG, вам нужно больше, чем несколько единиц оборудования, но когда у вас есть все, вы поймете, почему все это необходимо.
Окончательный список цен:
- Шлем с автоматическим затемнением 50-300 долларов США
- Защитные очки TIG 5-30 долларов США
- Перчатки 10-200 долларов США
- Куртка 40-200 долларов США долларов США
- 0009
- бензобак $ 200-400
- вольфрам $ 10-30
- Grinder $ 100-300
- Sander $ 100-300
- GODS $ 25-50
АВТО ДЛЯ ДЕРКА
Вам необходим для ношения шлем для свадь.
Сварочные маски являются основным предметом первой необходимости при сварке.
Помимо сварщика, самое главное в сварке — это ваш шлем. Что касается сварочных масок, вы можете выбирать между масками с автоматическим или ручным затемнением.
Автозатемняющиеся хорошо иметь, если вы делаете сварные швы, которые должны хорошо выглядеть. Обычно они обойдутся вам в сумму от 50 до 300 долларов.
Самый распространенный шлем с автоматическим затемнением производится компанией Miller и стоит около 160 долларов.
Если вам нужен обычный сварочный шлем, вы потратите от 20 до 100 долларов, в зависимости от качества и марки.
Защитные очки для сварки TIG
Если вы планируете использовать другие способы сварки, такие как MIG или Stick, вам следует использовать сварочную маску: однако вы также можете приобрести очки для сварки TIG.
Это дешево. Вы можете найти их за 5 долларов, а они варьируются до 30 долларов.
Эти очки могут быть приятными на некоторое время
проект, но они не защищают ваши глаза от более крупных проектов, использующих более высокие
нагревать.
Перчатки
Существует множество марок и стилей сварочных перчаток.
Вы можете получить перчатки из воловьей кожи, перчатки из козьей кожи или просто огнестойкие перчатки.
Перчатки из воловьей кожи стоят от 10 до 200 долларов. Перчатки из козьей кожи используют большинство сварщиков TIG. Они варьируются от 15 до 130 долларов. Огнестойкие перчатки стоимость между 10 долларов и 100 долларов.
Прежде чем купить перчатки, проведите исследование. Если вы собираетесь выполнять только небольшие сварочные работы MIG, вы можете использовать обычную воловью кожу.
Если вы собираетесь использовать только сварку TIG, наиболее распространенной является козья кожа. Они более легкие и гибкие.
Куртка
Куртки сварщика изготавливаются из тех же тканей, что и перчатки сварщика.
Они также обычно имеют гарантию качества от производителя, поэтому обязательно сохраните чек.
Куртки из воловьей кожи пользуются наибольшей популярностью. Они варьируются от 40 до 150 долларов. Куртки из козьей кожи стоят от 70 до 200 долларов.
Они варьируются от 40 до 150 долларов. Куртки из козьей кожи стоят от 70 до 200 долларов.
Они дороже, потому что служат дольше. Огнестойкие куртки будут стоить от 15 до 110 долларов.
Прежде чем пойти и купить куртку, вам следует провести исследование.
Зайдите в Интернет и посмотрите отзывы клиентов и узнайте, что они говорят. Это поможет вам найти подходящую куртку.
Сварщик
Сварщик — самый важный предмет в вашем сварочном арсенале.
Если вы хотите использовать различные сварочные процессы, вам понадобится сварочный аппарат 3 в 1.
Я бы порекомендовал Миллера всем сварщикам. ESAB также является отличным брендом.
Проведите исследование и решите, что лучше всего подходит для ваших проектов или работ. Цены на сварочные аппараты 3 в 1 варьируются в широких пределах.
Маленькие могут стоить около 500 долларов. Если вы хотите среднего размера, они будут стоить от 1200 до 2000 долларов.
Если вы хотите большой промышленный, это будет стоить вам от 2500 до 5500 долларов и выше. Все зависит от того, что вы планируете с ним делать.
Все зависит от того, что вы планируете с ним делать.
Вы также можете просто получить сварочный аппарат TIG. Один только сварочный аппарат TIG будет стоить от 350 до 2000 долларов.
Бензобак
Сварочные аппараты TIG требуют наличия газа для подключения.
Скорее всего, вы будете покупать аргон.
Аргон является наиболее часто используемым защитным газом в этом типе сварки. Защитный газ защитит вашу сварочную ванну.
Чтобы получить газовый баллон, вы можете либо купить его за 200-400 долларов, в зависимости от размера, либо арендовать его за 70 долларов в год.
Чтобы наполнить эти баллоны, вам нужно отнести их в магазин, где продается аргон, или вы можете заказать доставку газа.
Стоимость заполнения будет зависеть от
время года и цены в это время. Прямо сейчас, аргон
резервуары могут быть заполнены за 40 долларов США для размера резервуара 80 кубических футов.
Прямо сейчас, аргон
резервуары могут быть заполнены за 40 долларов США для размера резервуара 80 кубических футов.
Чем больше бак, тем больше у вас денег тратите на сам бак, но тем меньше денег вы тратите на заправку бака.
Вольфрам
Все сварочные аппараты TIG поставляются с вольфрамовыми стержнями для горелки.
Однако со временем вам придется купить больше. Вольфрам является основным и его легко выбрать.
Вы можете приобрести 1/8”, 1/16” и 3/32”. Цена варьируется от 10 до 30 долларов. Вы можете получить пакеты или только один вольфрамовый стержень.
Шлифовальный станок, шлифовальный станок и стержни
Последнее, что вам понадобится, это шлифовальный круг.
Это для заточки вольфрама.
У вас должен быть острый вольфрам, чтобы он работал правильно. Шлифовальный круг обойдется вам примерно в 150 долларов.
Вы можете приобрести шлифовальный станок только для вольфрама или настольный шлифовальный станок, в который входит шлифовальный станок.
Вы можете использовать его и для многих других целей. Это будет стоить от 100 до 300 долларов или больше в зависимости от того, что вы хотите, и размера.
В зависимости от размера металла, который вы будете использовать, вам необходимо выяснить, какой стержень из присадочного металла вам понадобится. Они различаются по размеру.
Вы можете приобрести 1/8”, 3/16” и 3/32”. Цены на них будут варьироваться от 25 до 50 долларов в зависимости от суммы, которую вы покупаете.
Сварка ВИГ Основные предметы первой необходимости
Сварка ВИГ может показаться немного сложной после просмотра списка того, что вам нужно, но это полезное хобби и работа, которая, в конце концов, того стоит.
Как только вы приступите к сварке, вы будете удивлены, насколько гладко все пройдет. Вам понадобятся некоторые другие предметы первой необходимости для TIG.
Необходимое оборудование для сварки TIG включает:
- TIG Горелка
- Нога Лепесток или ручное управление
- Вольфрам
- Наполнитель Металлические стержни
Горелка для сварки TIG
Горелка для сварки TIG предназначена для вставки вольфрама.
Это то, чем вы будете управлять во время сварки.
Вольфрам помещается внутрь горелки после ее заточки. Это будет то, что создает сварочную ванну и нагревает присадочный металл, чтобы сделать сварной шов.
Ножная педаль или ручное управление
Ножная педаль или ручное управление помогут контролировать силу тока.
Каждый любит сваривать по-своему. Кто-то использует ручное управление, кто-то ножную педаль.
Вольфрам
Вольфрам обеспечивает сварку.
Только убедитесь, что он заострен и не содержит капли на конце.
В этом случае его необходимо вынуть и заточить, чтобы получился достойный и надежный сварной шов.
Присадочные металлические стержни
Присадочные металлические стержни будут тем, что вы держите в руке, противоположной горелке TIG.
Когда сварочная ванна сформирована из вольфрама, расплавляющего металл, вы погружаете в нее присадочный стержень.
Вы также можете «следовать за чашей» и постоянно держать ее в сварочной ванне. Это предпочтение того, что вам нравится больше всего. Как только вы начнете, вы узнаете, что вам нравится делать лучше всего.
Для этого вы использовали шлифовальный круг или настольный шлифовальный станок для его заточки. Это просто и занимает менее 30 секунд.
Техническое обслуживание оборудования для сварки ВИГ
Наряду с подбором подходящих инструментов для сварки ВИГ вам также потребуется работать над их обслуживанием.
Это позволит вам надолго сохранить свои вложения и сохранить рабочие качества как можно дольше.
Главное, что вы будете поддерживать во время сварки TIG, это вольфрам. Чтобы ваш вольфрам работал правильно, вы должны убедиться, что он острый.
Чтобы сделать это, вы должны использовать шлифовальный круг или настольный шлифовальный станок, чтобы заточить его. Это просто и занимает менее 30 секунд.
Это просто и занимает менее 30 секунд.
Если ваш вольфрам коснется присадочного металла, вы увидите каплю на его конце. Это указание на остановку и резкость.
Если оставить каплю, сварной шов будет заполнен порами и будет ненадежным. Это не будет той силой, которая должна быть.
Определение того, следует ли использовать сварку ВИГ
Определение того, когда использовать, какой тип сварочного процесса является важной частью сварки.
Это не очень сложный вопрос.
TIG используется для художественной сварки, а также для сварки, которая может показаться людям привлекательной. Вы можете использовать его для нержавеющей стали и алюминия.
Самый простой способ узнать, какой тип сварка, которую вы должны делать, это толщина металла. С TIG вы горящий супер-горячий, но вы хотите сосредоточиться на более тонких металлах.
Когда металл начнет утолщаться, следует перейти на сварку МИГ. MIG горит не так сильно, как TIG.
MIG плавится быстрее, соединяя металлы в более объемную сварочную ванну. Это более прочный сварной шов, который используется для тяжелых работ. Но выглядит не так привлекательно.
Это более прочный сварной шов, который используется для тяжелых работ. Но выглядит не так привлекательно.
Будьте в безопасности и убедитесь, что вы защищаете себя, прежде чем начинать какой-либо проект. Не перегружайте себя списком руководств, все дается легко, и вскоре вы станете профессионалом.
Сколько времени нужно, чтобы научиться сварке TIG?
Александр Берк
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Спросите любого из известных вам отличных сварщиков, сколько времени им потребовалось, чтобы научиться, и вы, скорее всего, получите тот же ответ. «Я занимаюсь этим (укажите количество лет или десятилетий), я дам вам знать, когда у меня все получится». Это хорошее напоминание о том, что нужно оставаться скромным и всегда есть чему учиться.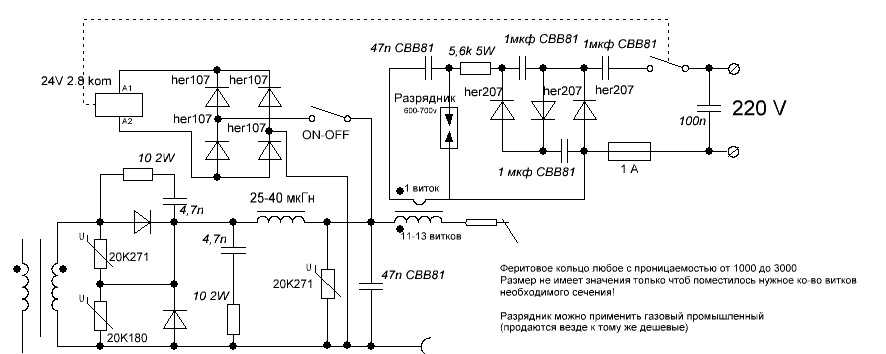 Однако это не очень полезно, если вы пытаетесь решить, брать ли его самостоятельно.
Однако это не очень полезно, если вы пытаетесь решить, брать ли его самостоятельно.
Сколько времени нужно, чтобы научиться сварке TIG? Многие факторы будут влиять на количество времени, которое потребуется вам для обучения. Но, как правило, ожидайте, что потребуется несколько месяцев, чтобы узнать, «что такое» сварка TIG, и около 100 часов под капотом, чтобы овладеть каждым новым навыком, который вы добавляете в свое резюме.
Поскольку сварка TIG является таким универсальным методом, всегда есть чему поучиться. Советы, которые мы даем вам в этой статье, помогут вам ориентироваться во всех возможных вариантах, чтобы вы могли принимать правильные решения.
Что делает обучение TIG таким сложным?
Даже если вы никогда раньше не видели аппарат для сварки TIG, существует несколько факторов, влияющих на то, насколько быстро вы приобретете знания и приемы, необходимые для того, чтобы считаться компетентным. К ним относятся:
- Предыдущий опыт работы с другими методами сварки
- Аппарат, который вы будете использовать
- Типы проектов, которые вы должны уметь выполнять
- Ваше определение хорошего качества
Независимо от того, есть ли у вас опыт работы с другими методами сварки, это один из факторов, который определенно будет иметь значение. Хотя знания о сварке, которые вы перенесли из другой техники, дадут вам преимущество в понимании того, как работает машина и что такое хороший сварной шов, когда дело доходит до техники, все может пойти по другому пути.
Хотя знания о сварке, которые вы перенесли из другой техники, дадут вам преимущество в понимании того, как работает машина и что такое хороший сварной шов, когда дело доходит до техники, все может пойти по другому пути.
Люди, которые работают некоторое время, будут рады рассказать вам, насколько проще стала сварка TIG по мере развития технологии машин. Преимущество этого заключается в том, что некоторые машины помогут вам пройти путь от стартовой линии до качественной сварки за меньшее время. Конечно, вам не нужно многому учиться, чтобы достичь этого, что может быть недостатком в определенных ситуациях.
Другим важным фактором, определяющим, сколько времени вам понадобится для изучения сварки TIG, является тип проектов, которые вам необходимо выполнить, прежде чем вы почувствуете себя комфортно, говоря, что вы «знаете» сварку TIG. Если у вас в голове только один тип проекта, когда вы отправляетесь в путь, вы (вероятно) доберетесь до него намного быстрее, чем тот, кто хочет иметь возможность делать все сразу.
Вот Skinny
Одно из наиболее существенных отличий сварки TIG от любого другого метода заключается в том, что она требует от вас разработки техники, при которой вы одновременно используете глаза, обе руки и одну ногу. . Некоторые люди относятся к этому так, как будто они родились, в то время как другим, даже опытным сварщикам электродов и MIG, приходится нелегко.
Еще одним сложным аспектом сварки TIG является разнообразие материалов, которые можно обрабатывать с помощью TIG. Некоторые из них более сложны, чем другие, но каждый из них потребует определенных затрат времени и усилий, прежде чем вы сможете сказать, что знаете его.
Есть большая разница между сварщиком, который знает, что написано в книге, и может выполнить стыковое соединение на верстаке с мягкой сталью, и сварщиком, который может работать в любом положении, на любом материале, ремонтируя в полевых условиях.
Давайте подробнее рассмотрим решения, которые вам придется принять, если вы хотите научиться сварке TIG.
Ваш опыт
Если у вас нет опыта сварки, будь то уроки в мастерской в старшей школе, обучение на рабочем месте или самоучка, то вам, вероятно, следует подумать о том, чтобы пройти несколько курсов, которые дадут вам базовые знания. тебе нужно. Это будет намного быстрее и намного упорядоченнее, чем выяснять для себя, что вы делаете и что вам не нужно знать.
Даже если вы уже много лет занимаетесь электродуговой сваркой или сваркой MIG, возможно, вы захотите пройти курс, специально посвященный сварке TIG. Хотя у вас, вероятно, достаточно знаний, чтобы понять письменный материал без посторонней помощи, вы все равно получите пользу от специальной практики и советов экспертов.
Конечно, вы можете знать кого-то, кто является довольно солидным сварщиком TIG. Если да, то их уроки могут быть для вас правильным вариантом.
Ваша машина
Сколько времени вам понадобится, чтобы научиться сварке TIG, также зависит от машины, на которой вы пытаетесь научиться. Новые машины стали настолько продвинутыми, что они не только предлагают некоторые настройки, которых нет в старых машинах, но могут даже подстраиваться под вас, так что все, что вам нужно делать, это сваривать.
Новые машины стали настолько продвинутыми, что они не только предлагают некоторые настройки, которых нет в старых машинах, но могут даже подстраиваться под вас, так что все, что вам нужно делать, это сваривать.
Сравните это с машиной на базе трансформатора десятилетней давности, которая работает только на постоянном токе, и вы быстро поймете, насколько велика разница, которую может иметь машина. Положительным моментом является то, что если вы заинтересованы только в том, чтобы быстро получить хорошие сварные швы, некоторые машины могут сделать это быстрее. Обратной стороной является то, что вы будете сокращать все знания, которые люди, которые учились на старых машинах, должны были развить, чтобы достичь «хорошего».
Как и в случае со всеми факторами, которые мы обсуждаем, здесь нет единственно правильного решения. Все зависит от того, что вы хотите уметь делать и к чему у вас есть или к чему вы можете получить доступ. Лучшая машина для обучения — та, которая у вас есть. Если вы покупаете свою первую машину, взвесьте все варианты перед покупкой.
Если вы покупаете свою первую машину, взвесьте все варианты перед покупкой.
Ваше определение хорошего качества
Что вы должны уметь делать со сварочным аппаратом TIG, прежде чем вы скажете себе, что научились TIG? Вы хотите иметь возможность работать только со сталью и молибденовым хромом, или вы также хотите работать с алюминием? Собираетесь ли вы производить в контролируемой среде цеха или ремонтировать в полевых условиях?
Если вы проводите все свое обучение в тренировочном зале технической школы, вы должны осознавать ограничения того, что вы знаете. Даже если вы выполняли все виды соединений, в любом положении, на любом металле — вы окажетесь на незнакомой территории в первый раз, когда выйдете в поле.
Если вы просто хотите научиться сварке TIG для ремонта собственного оборудования, находясь в гараже или в магазине дома, это не составит большого труда. Если вы устраиваетесь на работу сварщиком TIG в компании по ремонту тяжелого оборудования или в какой-либо другой отрасли, которая ставит вас в более сложные условия, вы должны быть готовы начать обучение заново.
Подводя итоги
Несомненно, сварка ВИГ является самым универсальным навыком сварки, которому вы можете научиться. Верно также и то, что большинство людей считают его самым сложным. Методы, которые вам нужно изучить, уникальны из-за требований, которые TIG предъявляет к вашей руке с наполнителем и к ноге педали. Машины имеют множество настроек, с которыми вам необходимо ознакомиться.
Самое главное, на что следует обратить внимание, если вы начинаете с нуля, — это возможность безопасного управления машиной. После этого в центре внимания должны быть основы техники. Получив это, вы можете работать над улучшением навыков, которые наиболее важны для вас прямо сейчас.
Если вы считаете, что всегда есть нечто большее, чем вы можете узнать, и что всегда найдется кто-то, кто лучше вас, сварка TIG может предложить вам испытания и награды на всю жизнь. Не каждое хобби или выбор профессии могут сказать это.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работавший в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки.
Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог. Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Последние сообщения
- Почему нельзя заварить треснувший алюминиевый диск
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
- 8 советов по сварке пробки O2
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать дальше
- 8 советов по сварке окрашенных материалов
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
ремонт или замена? Можно ли заменить аргон в Windows?
Перейти к содержимому
Аргон все чаще используется в новых окнах. Продукт повышает эффективность теплоизоляции, так как поддерживает температуру стекла ближе к комнатной. Таким образом, это сокращает расходы на электроэнергию, а также другие неудобные особенности плохих окон, такие как сквозняки.
Продукт повышает эффективность теплоизоляции, так как поддерживает температуру стекла ближе к комнатной. Таким образом, это сокращает расходы на электроэнергию, а также другие неудобные особенности плохих окон, такие как сквозняки.
В ваших окнах есть аргон? Можно ли заменить аргон в старых окнах?
Нам все чаще и чаще задают этот вопрос, поэтому мы решили, что пришло время разобраться, что такое аргон и как с его помощью ухаживать за окнами с двойным остеклением.
Что такое аргон?
Газообразный аргон — это химический элемент, который обычно используется в новых окнах для защиты стекла. Проще говоря, аргон представляет собой дополнительный уровень защиты ваших окон.
Поскольку газообразный аргон плотнее воздуха, он вносит свой вклад в захваченный воздух в окнах с двойным остеклением. В результате повышается эффективность теплоизоляции. Кроме того, газообразный аргон при использовании в сочетании со специальным стеклянным покрытием Low-E (с низким коэффициентом излучения) помогает сохранять окна более прохладными и близкими к комнатной температуре.
Газ аргон на самом деле очень распространен. Это третий по распространенности газ на Земле. Вопреки распространенному заблуждению, газообразный аргон не имеет запаха, цвета, негорюч и нетоксичен. Это безопасно для установки в вашем доме, так как в аргоне нет следов опасных элементов.
Важность газообразного аргона
Когда вы покупаете новые окна, вы, вероятно, заметите, что подавляющее большинство из них либо рекламируют низкоэмиссионные свойства, либо заполнены газообразным аргоном. Это причудливый способ сказать, что эти окна будут лучше изолировать ваш дом и снизят затраты на электроэнергию.
Старые окна и двери печально известны тем, что увеличивают счета за электроэнергию. Когда окна и двери становятся сквозняками и становятся неэффективными, они не обеспечивают достаточно контролируемого обогрева или охлаждения внутри дома, заставляя домашнюю печь или кондиционер работать усерднее.
Большинство старых окон одностворчатые. Как только стекло или рама со временем становятся открытыми, это приводит к сквознякам и другим недостаткам окон. Проблема неизбежна, и это происходит потому, что кислород разъедает окружающий материал окна, деформируя его и приводя к трудноразличимым, но значительным трещинам или другим видам воздействия.
Проблема неизбежна, и это происходит потому, что кислород разъедает окружающий материал окна, деформируя его и приводя к трудноразличимым, но значительным трещинам или другим видам воздействия.
Окна с двойным остеклением
Окна с двойным остеклением — это решение для старых, неэффективных окон. Сменные окна в наши дни часто продаются как версии с двойным остеклением, которые не только имеют два стекла (по сравнению с одним в окнах с одинарным остеклением), но также заполнены аргоном между стеклами.
Двойные стекла в дополнение к слою газа — лучший способ изолировать окно. Это сводит к минимуму передачу тепла через окно и приводит к меньшему воздействию, а также к износу оконной рамы.
Поскольку аргон не имеет запаха и не токсичен, он никоим образом не вреден. Фактически, газообразный аргон является одним из лучших технологических достижений, появившихся за последние пару десятилетий в сменных окнах, в дополнение к окнам с низким уровнем выбросов.
Ваши окна нуждаются в замене?
Если вы планируете перейти с существующих однопанельных окон на двухпанельные. Если у вас уже есть окна с двойным остеклением, но вы не уверены, медленно ли вытекает аргон. К счастью, есть несколько методов проверки.
Несмотря на то, что аргоновые окна представляют собой серьезное обновление по сравнению с окнами с одним стеклом, они все равно становятся бесполезными, если выходят из строя. Следовательно, вам полезно знать о типах проблем, которые могут возникнуть с окнами, чтобы вы знали, как решить проблему.
Если у вас есть окно с двойным остеклением, заполненное аргоном, вы можете получить полный объем ремонта, проверив границу окна. Если вы видите какие-либо явные зазоры между рамой и стеной, вы, вероятно, потеряли некоторое количество аргона.
Вам также необходимо проверить петли аргоновых окон, чтобы убедиться, что они надежны и не имеют дефектов.
На ваших окнах есть конденсат? Еще одна характерная проблема окон с двойным остеклением, которые подверглись воздействию сквозняков (и, вероятно, потеряли весь газообразный аргон), — это накопление конденсата на внутренней поверхности. Когда окна с двойным остеклением эффективны, они не должны производить большого количества конденсата.
Когда окна с двойным остеклением эффективны, они не должны производить большого количества конденсата.
Иногда проблема решается элементарной очисткой. Мягкая ткань, смоченная смесью воды и белого уксуса, хорошо подходит для очистки компонентов и уплотнителей окон. Если это неэффективно или проблемы более серьезные, вы можете подумать о замене окон.
Ремонт разбитых аргоновых окон
Если уплотнения изношены или треснули, вы мало что можете сделать. Полная замена уплотнителя или окна необходима для того, чтобы правильно устранить проблему. Ваш счет за электроэнергию не снизится, если вы попытаетесь решить эту проблему с помощью быстрых решений.
Хотя вы можете попытаться заменить новую пломбу на окнах, не помешает иметь небольшой опыт работы в этой отрасли. Рекомендуем обратиться к профессионалу.
Даже новые уплотнения, если они установлены неправильно, будут пропускать аргон. Со временем газ будет просачиваться из щели между стеклами. Между тем, профессиональный установщик может быстро определить уровень аргона в окнах с помощью дозатора.
Как только уровень определен, профессионал может предложить вам различные способы решения проблемы. Если окно только что потеряло немного аргона, можно не устранять проблему.
Если произошла значительная потеря газа, специалист по окнам может использовать специальный инструмент, который впрыскивает аргон в зазор между стеклами. Этот процесс немного сложен, поэтому его не рекомендуется использовать в качестве проекта «сделай сам».
Можно ли заменить газ аргон в старых окнах?
Да. Если вы отправите специалиста по окнам для осмотра, он или она сможет измерить текущий уровень газообразного аргона в ваших окнах с двойным остеклением. Если потеряно значительное количество газа, есть способ заменить газ между стеклами.
Однако это может быть только краткосрочным решением. Некоторые окна теряют весь свой газ аргон в течение нескольких лет, если они плохо установлены. Поэтому, если окна действительно изношены и разбиты, возможно, пришло время для полной замены окон.
Если у вас окна с одинарным остеклением, но вам нужен дополнительный слой термозащиты. У вас нет другого выбора, кроме как перейти на окна с двойным остеклением, если вам нужен газ аргон. В результате вы можете рассмотреть возможность замены новых окон с двойным стеклом с низким E.
Замена газообразного аргона на новые окна
Единственный способ повысить теплоизоляцию и энергоэффективность в вашем доме — установить окна. Старые окна пропускают сквозняки, и в долгосрочной перспективе они будут стоить вам больше денег. Лучший план — заменить окна в Feldco. Мы установили более 1,5 миллиона окон! У нас просто отличные продукты, обслуживание и установка. Поговорите со специалистом по продукту и получите бесплатное онлайн-предложение уже сегодня.
Поделиться этой статьей:
Если вы не готовы запланировать сейчас, не волнуйтесь, один из членов нашей команды позвонит вам в ближайшее время, чтобы подтвердить детали вашего проекта.