На сварке масса это плюс или минус
Всем здравствуйте.
У нас на работе сварочный аппарат, видно собран там же каким нибудь электриком из того что под рукой. Стоял он, долго не пользовались, тут возникла необходимость. Единственное что о нём мне сказали это то что он на 220 и им работали. Сзади на выходе видно – 2 вторичные катушки, один конец одной соеденён с концом другой, и к нему прикручен и болтается небольшой кусок медого многожильного провода. Сюда я так понимаю подключали массу.
Сразу вопрос номер 1: Есть ли разница в сварочном аппарате, какой конец на массу пойдёт, а какой на держак? По моей логике никакой. Сварочный аппарат в моём представлении это трансформатор, на выходе переменный ток. По мойму разници никакой. Однако доводилось наблюдать работу 2х рабочих которые варили каким то небольшим сварочным аппаратом заводского производства. Там на выходе большими значками обозначено: ПЛЮС – сюда они подключали держак, МИНУС – это кидали на массу, и конотролировали что бы не перепутать. Значить важно какой конец куда?
Значить важно какой конец куда?
Обьясните пожалуйста.
Дальше по моей ситуации, значить концы которые были скручены вместе пустил на массу, а другой конец одной из катушки пустил на держак, конец другой просто висел в воздухе, почему так сделано, незнаю, думаю лепили из того что под рукой, просто на другом конце тоже висел огрызок провода и видно к ниму подключались.
Подаю 220 на ввод!! (Там сбоку на корпусе прилеплено АП, в него и завёл фазу с нулём)
Сварщик берёт держак, пробует варить. Искра есть, но говорит слабо, работать невозможно. Начинаем крутить, увеличивать подачу. Крутит он значить по часовой говорит по часовой всегда увеличиваешь ток. Но я заглянул во внутрь, сердечник при врашении по часовой выходил из обмоток катушек. По моим соображениям, если сердечник вынимать из трансформатора, значить уменьшится магнитный поток, значить уменьшится коэфицент трансформации, ток должен наоборот падать.
Вот хочу уточнить у вас, правельно я рассуждаю?
Если сердечник выходит, ток уменьшается?
А по часовой-против. на это не стоит особо орентироваться.. может просто шпилька с обратной резьбой была.
на это не стоит особо орентироваться.. может просто шпилька с обратной резьбой была.
Хотя, ни в одном из положений ток достаточный для сварочных работ не поднялся.
Теперь этот сварочный стоит в цехе, я хожу вокруг него и пытаюсь его реаниморовать. Начать думаю надо с того, что разобраться, на сколько он точно, на 220 или 380? Току варить нехватало ни в каком из положений сердечника, возможно он на 380, но мужики говорят что им когда то варили и что он на 220. Что то сомнительно.
Можно ли каким то образом проверить, на 220 или на 380 первичная катушка сварочного аппарата?
Буду очень вам благодарен если поможете разобраться мне со сварочным аппаратом.
Время чтения: 2 минуты
Магнитная клемма, зажим-магнит, магнитный контакт сварочного кабеля… У этого приспособления много названий. Но суть всегда одна: магнит позволяет быстро и надежно прикрепить его к массе и приступить к сварке.
Но что это такое? Какие есть плюсы и минусы у магнитной клеммы заземления? Как ею пользоваться и стоит ли вообще покупать? На эти, и некоторые другие вопросы вы найдете ответ в нашей статье.
Что это такое?
Магнитный контакт сварочного кабеля — это приспособление, которое монтируется на свариваемую поверхность (массу) с помощью активного магнитного поля. Приспособление необходимо для образования замкнутой электрической цепи. Без этого ручная дуговая сварка невозможна.
Магнитный зажим на массу очень популярен как среди начинающих, так и среди профессиональных сварщиков. Так же часто применяется магнитная масса для сварки своими руками в домашних условиях. Она быстро и надежно крепится на любую поверхность, даже изогнутую.
Выше мы уже упомянули несколько достоинств магнитной клеммы. Но на них список не заканчивается. Магнитная клемма имеет простую конструкцию, поэтому она крайне долговечна и служит долгие годы. Проще говоря, это обычный магнит с отключаемым или постоянным магнитным полем. Нет ни пружин, ни других механических элементов, которые могут выйти из строя.
Магнитная клемма хорошо переносит перепады температур и напряжения. Она редко перегорает и позволяет работать с большинством типов металлов. Также, такой зажим на массу незаменим при сварке в труднодоступном месте. Даже если деталь будет изогнута, магнит все равно обеспечит надежное крепление за счет своей большой площади контакта.
Также, такой зажим на массу незаменим при сварке в труднодоступном месте. Даже если деталь будет изогнута, магнит все равно обеспечит надежное крепление за счет своей большой площади контакта.
Но, не обошлось и без недостатков. Так магнитная клемма не способна обеспечить надежное крепление на деталях небольшого размера. Например, на арматуре. Для сохранения активного магнитного поля приспособление нужно постоянно чистить. На его работу очень плохо влияет металлическая стружка.
Также для применения магнита необходима предварительная зачистка металла. Если прикрепить магнит на неочищенный металл, приспособление перестанет работать.
Не забывайте, что есть металлы, которые не магнитятся. Это большинство цветных металлов. С ними не получится использовать магнитную клемму.
Как пользоваться?
В применении магнитной клеммы нет ничего сложного. В большинстве моделей есть специальная ручка, провернув которую вы включите магнитное поле. По умолчанию магнит не будет крепиться к металлу.
Приспособление нужно приложить к детали, держа одной рукой. Второй рукой прокрутите ручку, активировав магнитное поле. Все готово! Магнит надежно держится на металле. Для снятия приспособления просто проверните ручку в обратную сторону. Не нужно прилагать усилий и отрывать магнит от металла.
Стоит ли покупать?
Ответ на этот вопрос зависит от специфики ваших сварочных работ. Вы должны сами оценить, какие металлы варите чаще всего и в каких условиях. Если вы новичок и не варите цветные металлы, то магнитная клемма упростит ваш труд. То же касается и профессиональных мастеров. Но у них, скорее всего, есть целый набор из различных клемм для сварки любых металлов.
Стоит магнитная клемма недешево (по сравнению с другими типами зажимов), но она стоит того. Если вы хотите сэкономить, можете сделать такую клемму сами. Ниже видео, в котором показано, как сделать магнитную массу для сварки своими силами.
Электродуговой способ сварки, в отличие от традиционной газовой, отличается некоторыми особенностями. Одной из самых главных является температура нагрева дуги, которая может достигать 5000С, что значительно превышает температуру плавления какого-либо из существующих металлов. Отчасти этим объясняется большое разнообразие технологий и способов этого вида сварки, позволяющих решить при ее помощи самые различные задачи.
Одной из самых главных является температура нагрева дуги, которая может достигать 5000С, что значительно превышает температуру плавления какого-либо из существующих металлов. Отчасти этим объясняется большое разнообразие технологий и способов этого вида сварки, позволяющих решить при ее помощи самые различные задачи.
Виды сварки
Сварочные аппараты имеют блок выпрямительных диодов. Что создает постоянный ток, это обязательное условие для сварочных полуавтоматических аппаратов, для которых материалом является проволока. Если для аппарата требуются электроды, то это обозначает возможность использования во время работы всех их моделей. А полярность во время сварки – это залог ее качества.
Используя полуавтомат, надо соблюдать полярность подсоединения. Сварка под газовой защитой омедненной проволокой происходит с помощью полярности прямого тока. Фактически это значит:
- на деталь идет плюс;
- на держак идет минус.
Сила тока подается на деталь от проволоки, и она нагревается, в отличие от сварочной проволоки, сильнее. В итоге повышается площадь свариваемого участка. Ему необходим значительный нагрев для образования варочной ванны
В итоге повышается площадь свариваемого участка. Ему необходим значительный нагрев для образования варочной ванны
Используя полуавтомат без защитной газовой среды, нужно использовать специальную порошковую или флюсовую проволоку. В этом случае изменяется полярность соединения держака и «массы». На «массе» находится минус, а на держаке находится плюс. Температура плавления флюсовой проволоки имеет примерно такое же значение, как и температура плавления металла. Чтобы достичь качественного шва, необходимо, чтобы сгорел флюс. Затем ожидают два таких процесса:
- Появление газообразного облака;
- В среде этого облака и происходит сварка.
Сила тока переходит от минуса к плюсу, и падение жидкой капли металла становится более низким. Именно это обуславливает меньший нагрев металла для сварки. Так как его охлаждение не происходит под защитной газа. Поэтому образование ванны для сварки практически не отличается от сварки в газовой среде. Работа переменным током имеет определенные преимущества. Она не расходится с дугой относительно изначальной оси. А на качество соединения воздействует именно отклонение дуги.
Именно это обуславливает меньший нагрев металла для сварки. Так как его охлаждение не происходит под защитной газа. Поэтому образование ванны для сварки практически не отличается от сварки в газовой среде. Работа переменным током имеет определенные преимущества. Она не расходится с дугой относительно изначальной оси. А на качество соединения воздействует именно отклонение дуги.
Делая сварку генератором с переменным током, легко заметить: его полярность изменяется циклически. Циклы имеют частоту 50 Герц. Она, повысившись до плюсового напряжения, может снизиться до нуля или упасть до отрицательного уровня. Напряжение меняется с плюса на минус и, наоборот.
Сварка нержавейки и цветных металлов
Во время сварки цветных металлов, в том числе и алюминий, используют специальный вольфрамовый электрод. Причем используют во время инверторной сварки прямую полярность, на электроде находится минус. Этот вид подключения позволяет иметь необходимую температуру в участке нагрева.
Полярность при сварке напрямую способствует образованию:
- более качественного шва;
- более лучшего проплавления металла, в том числе и из нержавеющей стали;
- более концентрированной узкой электрической дуги.
У процесса также существует и немаловажная экономическая часть. Используя дорогой вольфрамовый электрод меньшего диаметра, попутно добиваются уменьшения газовых затрат. Если же подключить вольфрамовый электрод при сварке в другой полярности, а именно, на держателе – с плюсом, то шов будет не таким глубоким. У данного способа есть свои преимущества. Работая с тонкими пластинами, можно не переживать, что вы прожжете насквозь изделие из нержавейки и цветного металла.
Значительным недостатком является эффект электромагнитного дутья. Образующаяся дуга выходит блуждающей, а шов – не сильно привлекательным и герметичным. Используя переменный ток, необходимо использовать электроды для переменки. Опытные сварщики обычно выбирают постоянный ток. Благодаря ему сварка создает однонаправленный проход электронов. Полярность влияет на качество сварочных работ, в том числе материала из нержавеющей стали.
Используя переменный ток, необходимо использовать электроды для переменки. Опытные сварщики обычно выбирают постоянный ток. Благодаря ему сварка создает однонаправленный проход электронов. Полярность влияет на качество сварочных работ, в том числе материала из нержавеющей стали.
Сварка прямой полярности
Сварка прямой полярности инвертором получается, если с деталью подключается «плюс» источника тока. Когда подсоединяют электрод, то в этом случае получается обратная полярность. Используя сварочный инвертор, можно самостоятельно установить на нем полярность. Полярность определяет направление передвижения потока электронов. То есть, определяется подсоединением проводов к положительной и отрицательной клеммам. При работе со сваркой обратная полярность обозначает:
- на электроде – плюс;
- на «земле» – минус.
Ток переходит от отрицательного контакта к положительному. Именно поэтому электроны переходят на электрод от металла. В результате сильно нагревается окончание электрода. Для классической сварки эффективно используют плюс – на электроде, а минус – на клемме. При прямой полярности сварки предполагается минус – на электроде, плюс – на «земле». Ток перемещается от электрода к изделию. Электрод – холодный, а изделие – горячее. Эта особенность широко используется в особых электродах, которые предназначены для быстрой сварки листов нержавеющей стали.
Для классической сварки эффективно используют плюс – на электроде, а минус – на клемме. При прямой полярности сварки предполагается минус – на электроде, плюс – на «земле». Ток перемещается от электрода к изделию. Электрод – холодный, а изделие – горячее. Эта особенность широко используется в особых электродах, которые предназначены для быстрой сварки листов нержавеющей стали.
Важность полярности при сварочных работах
Естественно, что инверторная сварка на переменном токе не зависит, какой установлен зажим трансформатора для соединения изделия и электрода. Но вот постоянным током по сложившейся традиции сваривают несколькими способами. Электрод, подсоединенный к отрицательному полюсу, с прямой полярностью является катодом.
В анод, подсоединенное к положительному полюсу, преобразуется изделие. Обратная полярность обозначает, что электрод после подсоединения к положительному полюсу становится анодом. Катод в этом положении – это изделие, подсоединенное к отрицательному полюсу.
Материал изготовления электрода задает параметр дуги между неплавящимися электродами из вольфрама и плавящимися металлическими электродами. Сварочная дуга имеет ряд физических и технологических свойств. От этого практически полностью будет зависеть результат работы дуги. К физическим свойствам относятся:
- кинетические;
- электромагнитные и температурные;
- электрические и световые.
Основные технологические свойства имеют три вида:
- мощность дуги;
- пространственную стойкость;
- саморегулирование.
Для поддержания горения дуги требуется создать обратные электрически заряженные части в пространстве между находящимися электродами. Данные частицы – это электроны, а также положительные и отрицательные ионы. Их преобразование называется ионизацией. Газ, имеющий электроны и ионы, называется ионизированным.
Промежуток дуги ионизируется во время зажигания дуги, и все время поддерживается при ее горении. В промежутке дуги, как правило, выделяют следующие области:
В промежутке дуги, как правило, выделяют следующие области:
В области анодов происходит значительное снижение напряжения, вызванное скоплением около электродов заряженных частиц. На поверхности анода и катода начинается появление электродных пятен, которые представляют некий фундамент дугового столба. Через них и прокладывается маршрут тока к сварке.
У сварки есть общий размер дуги, он состоит из суммарных длин 3-х областей. Общее напряжение дуги – это сумма снижений напряжения в каждой части дуги. Зависимость напряжения от размера дуги – это сумма снижения напряжения в прикатодном и прианодном участках. Удельное снижение в дуге напряжения имеет один миллиметр от столба дуги. А основной характеристикой дуги является тепловая мощность нагревательного источника.Ее эффективность рассчитывается с учетом количества теплоты, вводимой в металл за единицу времен. Тепловая мощность – это часть общей дуговой тепловой мощности, из которой определенная доля тепла уходит непроизводительно:
- на теплоотвод в изделии;
- излучение;
- на прогрев разбрызгивающихся капель.


Технология сварочных работ дугой
Преимущество сварочных работ дугой явны. Сварка отличается по признакам:
- по среде, где находится дуговой разряд;
- по типу тока;
- по типу электродов.
Для ремонта кузовов автомобилей широко используется дуговая сварка полуавтоматом в защитной среде газа. Для частного пользования наиболее доступной является дуговая ручная сварка. Она делается плавящимися электродами на переменном или постоянном токах. Это хороший шанс сварить в не заводской обстановке большую часть видов металлов.
Размер между поверхностью основного изделия и дном кратера является глубиной провара или проплавления. Глубина зависит:
- величины сварочного тока;
- от скорости передвижения дуги.
Если размер дуги сварки не больше, чем размер стержня электрода, то эта дуга называется нормальной или короткой. Она гарантирует великолепное качество шва. Дугу, которая имеет большую длину, считают длинной. Очень большое наращивание размера дуги приводит к ухудшению качества сварки. Влияние магнитного поля создает отклонение дуги от заданного направления. Это называется электромагнитным дутьем.
Очень большое наращивание размера дуги приводит к ухудшению качества сварки. Влияние магнитного поля создает отклонение дуги от заданного направления. Это называется электромагнитным дутьем.
Электрод во время процесса передвигается вдоль и поперек сварочного шва в направлении оси, дабы сохранить заданный размер дуги. Ускоренное перемещение электрода приводит к образованию узкого, неровного и неплотного шва. При медленном передвижении есть опасность пережога материала.
Сварочные швы по форме бывают:
По длине швы разделяются на сплошные и прерывистые. По пространственному расположению имеют такие разновидности:
Источники питания: трансформатор для сварки, выпрямитель, генератор – при внешнем показателе имеют связь величины нагрузочного тока с напряжением на зажимах выхода. Вольтамперный показатель дуги – это соотношение между напряжением в статическом режиме и током дуги. Внешние показатели сварочных генераторов считаются падающими.
На размеры и форму шва также влияют  То есть, постоянный ток обратной полярности обеспечивает гораздо большую глубину плавления, чем постоянный ток с прямой полярностью, это объясняется разными количествами тепла, появляющимися на аноде с катодом. От повышения скорости процесса сварки глубина и ширина шва провара снижаются.
То есть, постоянный ток обратной полярности обеспечивает гораздо большую глубину плавления, чем постоянный ток с прямой полярностью, это объясняется разными количествами тепла, появляющимися на аноде с катодом. От повышения скорости процесса сварки глубина и ширина шва провара снижаются.
Масса плюс или минус
В годы в мировом автопроме начался массовый переход на однопроводную схему электрооборудования автомобилей с минусом на массе — т. До того автопроизводители использовали массу как с плюсом, так и с минусом. Какая же собственно разница, какую клемму аккумулятора и генератора соединять с массой? Основная причина — в явлении электрохимической коррозии, которая провоцирует более активное ржавление кузова. Не вдаваясь в подробности электротехники и химии, скажем, что направление движения электронов в проводниках коим в однопроводной системе является кузов влияет на интенсивность коррозии металла-проводника.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.

По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Надежный Выключатель Массы! Рубим ПЛЮС или МИНУС?
- «Минус» или «Плюс» снимать первым при съеме аккумулятора?
- Пропала «масса» на автомобиле: что это значит, и как это устранить?
- Купил сварочный инвертор.куда подключать держак на плюс или минус?
- Что дает смена полярности при сварке электродами
- Прямая и обратная полярность при сварке
- Как правильно подключить сварочный инвертор плюс минус
- Почему минус на массе: один секрет электрика
- Минус («масса») электрооборудования автомобилей ВАЗ 2108, 2109, 21099
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: как определить плюс минус мультиметром
 youtube.com/embed/kT1SQGp6vYM» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/kT1SQGp6vYM» frameborder=»0″ allowfullscreen=»»/>Надежный Выключатель Массы! Рубим ПЛЮС или МИНУС?
Электродуговая сварка может осуществляться при помощи оборудования, вырабатывающего постоянный или переменный ток. Если работа на переменном токе не имеет нюансов в вопросе правильного подключения массы и держателя электрода, то при сварке на постоянном токе полярность сварочных электродов имеет большое значение. В зависимости от того какой полюс сварочного автомата подключен к держателю, определяется тип и особенности режима сварки:.
Несмотря на то, какая полярность электродов применяется, сварка на постоянном токе имеет общие особенности по сравнению с применением переменного напряжения:. При таком способе подключения электродов большему нагреву подвергается заготовка, а не электрод. Такой режим характеризуется выделением значительно большего количества тепла.
Именно в этих случаях требуется разогрев обрабатываемых деталей до более высоких температур, для выполнения этих работ требуется значительное тепловыделение. В данном случае большему разогреву подвергается электрод, поэтому на заготовку передается меньшее количество тепловой энергии.
В данном случае большему разогреву подвергается электрод, поэтому на заготовку передается меньшее количество тепловой энергии.
Благодаря этому электроды обратной полярности позволяют выполнять работы в более мягком деликатном режиме. Это актуально во многих случаях, например, сварка нержавеющей или тонкой листовой стали, сплавов, чувствительных к тепловому воздействию. О том, как определить полярность электродов при сварке, существует множество споров, при этом каждая сторона приводит правильные, казалось бы доводы.
Противники указанной выше версии ссылаются на учебники по технологии сварочного производства, изданные еще в середине прошлого века, считая, что сведения указанные в них наиболее правильные.
Но стоит учитывать то, что с тех пор произошло существенное усовершенствование сварочной техники и расходных материалов. Поэтому основываться на рекомендациях, касающихся устаревших технологий, все-таки не стоит.
Наиболее правильным считается именно описанный выше выбор полярности.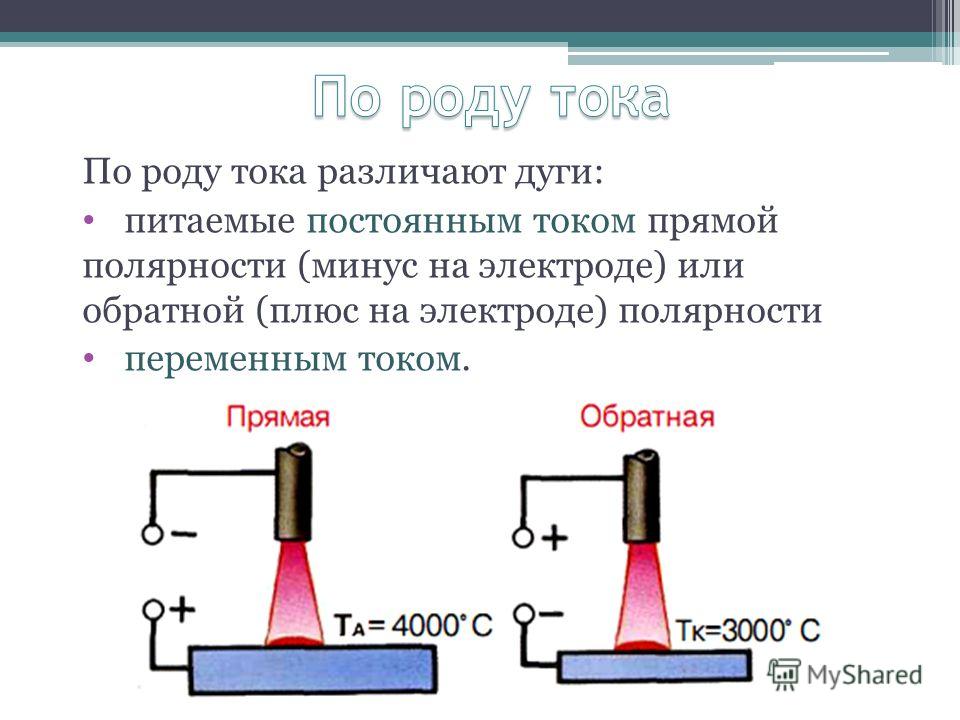 Существует еще одна группа сварщиков, считающих, что любые работы лучше вернее удобней выполнять исключительно на обратной полярности. Это связано в первую очередь с тем, что в таком режиме электроды меньше липнут и отсутствует риск прожига металла. Но появление инверторной сварочной техники решило и эту проблему. Стоит обращать внимание и на тип электродов.
Существует еще одна группа сварщиков, считающих, что любые работы лучше вернее удобней выполнять исключительно на обратной полярности. Это связано в первую очередь с тем, что в таком режиме электроды меньше липнут и отсутствует риск прожига металла. Но появление инверторной сварочной техники решило и эту проблему. Стоит обращать внимание и на тип электродов.
Существуют марки, которые могут применяться только при прямой или обратной полярности, нарушение рекомендаций производителя может не только усложнить процесс сварки, но и сделать ее невозможной в принципе.
На сегодняшний день производители уже предлагают электроды, способные работать при любом напряжении и различной полярности. Правильный выбор полярности подключения электродов способствует упрощению сварочного процесса и повышению качества шва. Например, обратная полярность подключения используется при сварке тонколистовых металлов, чувствительных к перегреву легированных сталей, нержавейки.
Кроме того полярность влияет на перенос металла с электрода на деталь. Ответ: Проще всего и комфортнее варить постоянным током, еще проще и легче варить полуавтоматом, так как в нем хорошо видно дугу и металл. Если берете инвертор, то желательно чтобы в нем были функции облегчающие работу — быстрый поджиг, антизалипание электрода, сброс форсажа дуги и т. Вопрос: При сварке на инверторе залипает электрод, зажигается очень плохо чуть ли не после 10 тыканья в металл, как это прекратить?
Ответ: Проще всего и комфортнее варить постоянным током, еще проще и легче варить полуавтоматом, так как в нем хорошо видно дугу и металл. Если берете инвертор, то желательно чтобы в нем были функции облегчающие работу — быстрый поджиг, антизалипание электрода, сброс форсажа дуги и т. Вопрос: При сварке на инверторе залипает электрод, зажигается очень плохо чуть ли не после 10 тыканья в металл, как это прекратить?
Ответ: Может быть много причин: а сырые электроды, тогда их надо прокалить и держать в герметичной емкости; б некоторые электроды, например УОНИИ очень чувствительны к выбранному току, при этом сварщики пытаются увеличить ток, что усугубляет проблему так как стержень горит быстрее обмазки , то есть нужно отрегулировать силу тока — скорее всего уменьшить его или изменить полярность.
Ответ: Это большая и сложная тема, выбор зависит от конкретных условий эксплуатации, производителя, модели, предстоящей работы и т. Приведем основные плюсы и минусы трансформаторов и инверторов. Вопрос: Как правильно приварить оцинкованную деталь к черному металлу, что за хлопья возникают при такой сварке? Ответ: Оцинкованные детали нужно обязательно тщательно и качественно зачищать от оцинкованного слоя, как в месте сварки, так и рядом, так как цинк при сгорании образует очень ядовитые для здоровья соединения, а остатки цинка попадая в шов сильно снижают его качество.
Вопрос: Как правильно приварить оцинкованную деталь к черному металлу, что за хлопья возникают при такой сварке? Ответ: Оцинкованные детали нужно обязательно тщательно и качественно зачищать от оцинкованного слоя, как в месте сварки, так и рядом, так как цинк при сгорании образует очень ядовитые для здоровья соединения, а остатки цинка попадая в шов сильно снижают его качество.
Вопрос: Крокодил которым присоединяю массу к уголкам посверкивает, греется, чернеет — возможно ли лучше присоединять массу? Ответ: Лучше всего для присоединения массы использовать прижимную струбцину, она обеспечит надежный контакт.
Ответ: Да, для этого существуют специальные электроды по алюминию, но такая сварка требует высокой квалификации сварщика, электроды не должны быть лежалыми, требуется обязательный предварительный прогрев деталей.
Вопрос: Можно ли ручной дуговой сваркой сварить титановые детали и существуют ли для этого специальные электроды?
Ответ: Нет, невозможно и электродов по титану для РДС не существует. Титан можно сварить только в атмосфере аргона очень высокой очистки, в противном случае титан активно поглощает кислород и в больших количествах водород, в результате чего шов неизбежно лопается. Ответ: Тонкий металл лучше сваривать полуавтоматической сваркой проволокой, но если такой сварки нет, то можно наплавлять вокруг дырки валик и продолжая наплавлять его и сужая внутрь дырки — постепенно заварить ее всю.
Титан можно сварить только в атмосфере аргона очень высокой очистки, в противном случае титан активно поглощает кислород и в больших количествах водород, в результате чего шов неизбежно лопается. Ответ: Тонкий металл лучше сваривать полуавтоматической сваркой проволокой, но если такой сварки нет, то можно наплавлять вокруг дырки валик и продолжая наплавлять его и сужая внутрь дырки — постепенно заварить ее всю.
Также чтобы избежать продырявливания тонкого металла можно подложить под металл медную пластину и варить на обратной полярности.
В настоящее время сварка приобретает все больший охват и проникает во все отрасли трудовой деятельности. Современную жизнь тяжело представить без сварки. Вы наверняка думаете, что это глупость, но большинство благ цивилизации, которые мы на сегодняшний день имеем, получены при применении сварочных работ, все буквально от металлических конструкций стульев, и до армированных сетей в каркасе железобетона — это все получено благодаря сварочному процессу.
Также сам сварочный прибор получил немалое развитие и в современное время имеет множество разновидностей в зависимости от области применения. В данной статье мы обсудим сварочные приборы, их разновидности, и сделаем акцент на сварочном инверторе, а также выясним такую особенность, как полярность при сварке инвертором и дадим ответы на другие животрепещущие вопросы.
Сварочная дуга, в свою очередь, возникает между свариваемыми деталями и, собственно, электродом. Расплавленный металл, который достигает определённой температуры, образует между деталями плотный шов, скрепляя их между собой на атомном уровне. И все это благодаря сварочной дуге. Но в последнее время, для того, чтобы получить ток большой силы стали использовать не массивный и ненадежный трансформатор переменного тока, а более легкую его разновидность — сварочный инвертор.
Как всем известно, что в обычной домашней электрической сети поступает только переменный ток с напряжением около вольт и частотой не более 50Гц. Такой электрический ток является чересчур слабым для обеспечения работы сварочной дуги, поэтому необходимо использовать сварочной инвертор. Его главная задача — это преобразование напряжения и тока в подходящие величины для появления и поддержания сварочной дуги. Кроме того, благодаря инвертору, можно менять силу тока в более широких пределах.
Такой электрический ток является чересчур слабым для обеспечения работы сварочной дуги, поэтому необходимо использовать сварочной инвертор. Его главная задача — это преобразование напряжения и тока в подходящие величины для появления и поддержания сварочной дуги. Кроме того, благодаря инвертору, можно менять силу тока в более широких пределах.
При включении инвертора ток первоначально проходит первичную обработку выпрямителем. В данном месте переменный ток с напряжением вольт становится постоянным с тем же напряжением. После выполнения данной операции он поступает в инверторный блок. После поступления тока в инверторный блок самая массивная часть прибора его частота изменяется — с 50 Гц на несколько десятков килогерц. В данном блоке для осуществления эффективной работы применяются только качественные транзисторы и тиристоры.
Далее ток проходит сквозь сложные механизмы трансформаторной части инвертора, где приобретает силу, и теряет напряжение. В этой части агрегата кроется главная тайна сварочного инвертора, а именно его компактность. Под корпусом инвертора расположен высокочастотный трансформатор, который не требует массивности как это необходимо для низкочастотного трансформатора. Если бы технология инверторного блока не позволяла преобразовывать 50 Гц стандартного переменного тока в более высокие величины, то трансформаторная часть инвертора весила бы намного больше, чем на самом деле.
Под корпусом инвертора расположен высокочастотный трансформатор, который не требует массивности как это необходимо для низкочастотного трансформатора. Если бы технология инверторного блока не позволяла преобразовывать 50 Гц стандартного переменного тока в более высокие величины, то трансформаторная часть инвертора весила бы намного больше, чем на самом деле.
Кроме того, высокочастотный трансформатор даёт фору менее совершенному собрату и в параметрах, таких как потери тока на нагрев трансформатора и стабильность работы. Далее следует вторичный выпрямитель, где переменный ток необходимого напряжения снова преобразуется в постоянный электрический ток. Но, вы не подумайте, что все так элементарно. На самом деле сварочный инвертор состоит из сотен различных деталей, каждая из которых выполняет определённую функцию.
Они работают по принципу обратной связи — малейшее отклонение по напряжению, силе или частоте тока сразу отображается на датчиках. Такой жесткий контроль над электротоком и его напряжением позволяет получать самые разнообразные его особенности.
В зависимости от свариваемого металла и необходимых условий можно самостоятельно и четко выставлять необходимые для этого вольтамперные данные тока. Поэтому благодаря одному сварочному инвертору можно сваривать практически любые металлы. В дополнение к этому, сварочный инвертор позволяет делать то, что невозможно на обычных трансформаторах переменного тока. Это изменять полярность при сварке инвертором на электроде по желанию сварщика.
Но если необходимо поменять полюса, то для этого не нужно каких — либо долгих операций с перепайкой аппаратуры. К примеру, при сварке алюминиевой поверхности с обратной полярностью его прочная и тугоплавкая пленка на основе оксидов легко разрушается, и сварка деталей становится намного проще.
Благодаря сварочному инвертору полярность подаваемого тока на электрод и клемму можно менять легко и просто. То есть, при работе со сваркой постоянного тока возможны два варианта настройки:. Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов.
При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную. Постоянный ток создаёт термическое анодное пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной — электрод.
Таким образом формируются возможности инвертора в зависимости от характеристик металлов:. Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва.
С опытом приходят и знания, позволяющие решать любые задачи. Ручная сварка дугой с помощью плавящегося электрода ММА. Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом.
Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов. Сварка полуавтоматическая. Электродом является проволока, автоматически попадающая в зону сварки.
Способ подходит для сварки чугуна, чёрных металлов. Сварка полуавтоматическая. Электродом является проволока, автоматически попадающая в зону сварки.
Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка производится в среде активных или инертных защитных газов.
Возможна сварка электродом без его плавки. Сварка в среде защитных газов. Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень.
Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов.
«Минус» или «Плюс» снимать первым при съеме аккумулятора?
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке — это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус. При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна С.
Прямая полярность при сварке — это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус. При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна С.
Плюс на массе. я бы не стал возвращать назад полезные доработки,если они сделаны грамотно,в этом случае минус на массе.
Пропала «масса» на автомобиле: что это значит, и как это устранить?
Суть такова: чтобы перезапустить «зависнувшую» мультимедию обычно отсоединяется одна из клемм аккумулятора. Большинство, думаю, отсоединили бы «минус» его легче и проще , а через несколько секунд подключили бы на место и все в порядке, результат достигнут. Но один комментарий вверг меня в ступор, и вот, что было в нём: » … я только одного понять не могу: мужиков дофига, а в начале первый снимок с АКБ зачем-то сняли отрицательную клемму? Я даже боюсь представить, что дома у них выключатели «нулевой» провод разрывают, а не фазу. Ps вот что бывает, если сразу опытного меня не позвать». Други, так ли это? Объясните на «пальцах»?
Но один комментарий вверг меня в ступор, и вот, что было в нём: » … я только одного понять не могу: мужиков дофига, а в начале первый снимок с АКБ зачем-то сняли отрицательную клемму? Я даже боюсь представить, что дома у них выключатели «нулевой» провод разрывают, а не фазу. Ps вот что бывает, если сразу опытного меня не позвать». Други, так ли это? Объясните на «пальцах»?
Купил сварочный инвертор.куда подключать держак на плюс или минус?
Масса аккумулятора как правило представлена минусовой клеммой. Если быть технически корректным, то у аккумулятора массы нет, масса есть у автомобиля. У современных автомобилей масса крепится к минусовому выводу аккумулятора. Причина этого в том, что когда масса аккумулятора была положительной, кузов быстрее изнашивался подвергался коррозии. На всех аккумуляторах масса минусовой вывод по размерам меньше, чем плюсовой и обозначается знаком «-«.
Просмотр полной версии : Что же разрывать: массу или плюс?
Что дает смена полярности при сварке электродами
Методичка сварщика Сварка и сварочное оборудование. Сварочные технологии Теория сварки Прямая и обратная полярность при сварке. Главная Реклама на сайте Напишите нам Вход авторизация. Прямая и обратная полярность при сварке. Большинство современных сварочных аппаратов имеют в своей конструкции блок выпрямительных диодов, что, в свою очередь, обеспечивает постоянный сварочный ток. Для аппаратов, использующих в качестве сварочного материала проволоку сварочных полуавтоматов это является обязательным условием.
Сварочные технологии Теория сварки Прямая и обратная полярность при сварке. Главная Реклама на сайте Напишите нам Вход авторизация. Прямая и обратная полярность при сварке. Большинство современных сварочных аппаратов имеют в своей конструкции блок выпрямительных диодов, что, в свою очередь, обеспечивает постоянный сварочный ток. Для аппаратов, использующих в качестве сварочного материала проволоку сварочных полуавтоматов это является обязательным условием.
Прямая и обратная полярность при сварке
Полная версия на Volkswagen Technical Site: Почему «минус», а не «плюс»? Дурацкий вопрос наверное: почему во всех руководствах требуют при работе с элекстрооборудованием автомобиля отключать минус от АКБ, а не плюс? В чем физика этого дела? Все просто до смешного — если ты снимая минусовую клемму, ключом случайно каснешься массы авто то ниче не случится,с плюсом будет фейрверк. А почему, если отключенной плюсовой клеммой коснуться массы, то будет фейрверк??
Знак «плюс» подключается к электрододержателю, «минус» — к массе — сварка выполняется на обратной полярности. В данном случае ток движется .
В данном случае ток движется .
Как правильно подключить сварочный инвертор плюс минус
Появление инверторных сварочных аппаратов значительно расширило область их применения. Этот тип работ стал доступен каждому домашнему мастеру. Но не всегда владельцы моделей знают особенности использования.
Почему минус на массе: один секрет электрика
Чтобы ответить на вопрос зачем менять полярность при сварке электродами , для начала нужно разобраться какие виды полярности бывают, как и в каких случаях их использовать. Сварка электрической дугой может осуществляться на оборудовании которое вырабатывает или постоянный , или переменный ток. Можно сказать, что полярность при сварке — это основа качества сварки. Полярность обеспечивает качество сварки материала. При сварке постоянным током, сварочная дуга бывает прямой или обратной полярности.
Лодки и моторы в вопросах и ответах Правила общения в форуме.
Минус («масса») электрооборудования автомобилей ВАЗ 2108, 2109, 21099
Электродуговая сварка может осуществляться при помощи оборудования, вырабатывающего постоянный или переменный ток. Если работа на переменном токе не имеет нюансов в вопросе правильного подключения массы и держателя электрода, то при сварке на постоянном токе полярность сварочных электродов имеет большое значение. В зависимости от того какой полюс сварочного автомата подключен к держателю, определяется тип и особенности режима сварки:. Несмотря на то, какая полярность электродов применяется, сварка на постоянном токе имеет общие особенности по сравнению с применением переменного напряжения:. При таком способе подключения электродов большему нагреву подвергается заготовка, а не электрод.
Если работа на переменном токе не имеет нюансов в вопросе правильного подключения массы и держателя электрода, то при сварке на постоянном токе полярность сварочных электродов имеет большое значение. В зависимости от того какой полюс сварочного автомата подключен к держателю, определяется тип и особенности режима сварки:. Несмотря на то, какая полярность электродов применяется, сварка на постоянном токе имеет общие особенности по сравнению с применением переменного напряжения:. При таком способе подключения электродов большему нагреву подвергается заготовка, а не электрод.
Практически каждому автомобилисту хотя бы раз приходится самостоятельно снимать аккумуляторную батарею. Это может потребоваться, чтобы зарядить ее, заменить, поставить на хранение автомобиль на длительное время, либо по другим причинам. Но многие автомобилисты не знают, как снять аккумулятор с автомобиля правильно.
Заземление и безопасность при дуговой сварке
Насколько важно заземление??
Стандартные меры безопасности многих кодексов и норм требуют обязательного заземления электрических контуров. Системы электродуговой сварки часто имеют сразу несколько электрических контуров, поэтому для безопасной сварки и плазменной резки крайне важно организовать правильное заземление оборудования. В этой статье мы расскажем об основных правилах заземления в типичных рабочих условиях.
Системы электродуговой сварки часто имеют сразу несколько электрических контуров, поэтому для безопасной сварки и плазменной резки крайне важно организовать правильное заземление оборудования. В этой статье мы расскажем об основных правилах заземления в типичных рабочих условиях.
Заземление сварочного аппарата
Сварочные аппараты с питанием через гибкие кабели или постоянное подключение к системе питания имеют отдельный провод заземления. Он соединяет металлический корпус сварочного аппарата с заземлением. Если бы мы могли проследить этот контур в системе распределения электропитания, мы бы увидели, что он идет к земле, обычно через вкопанный металлический стержень.
Это делают для того, чтобы металлический корпус аппарата и земля имели одинаковый потенциал. Равный потенциал означает, что одновременное прикосновение к обоим объектам не приведет к удару током. Заземление корпуса также снизит напряжение поступающего на корпус тока в случае пробоя изоляции внутри аппарата.
Токонесущая способность провода заземления зависит от устройства защиты от максимальных токов в составе системы питания. Регулировка токовой нагрузки позволит сохранить провод заземления работоспособным даже в случае неполадки сварочного аппарата.
Некоторые сварочные аппараты имеют конструкцию с двойной изоляцией. В таком случае провод заземления не требуется. Для защиты сварщика от поражения током такие в таких аппаратах используется дополнительный метод изоляции. О наличии двойной изоляции можно узнать по символу «рамка в рамке» на паспортной табличке аппарата.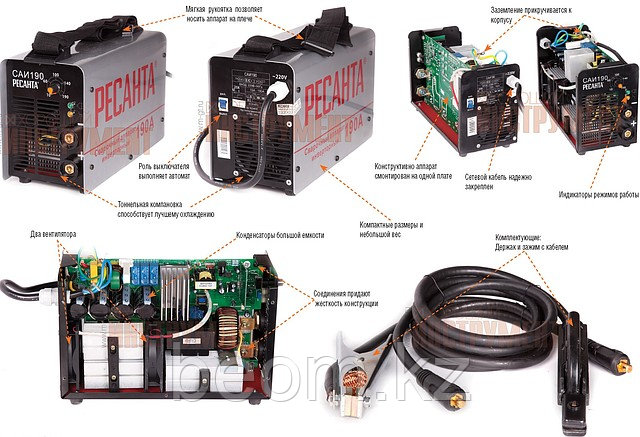
В случае компактных сварочных аппаратов, у которых на конце кабеля питания имеется вилка с контактом заземления, контур заземления образуется автоматически при включении аппарата в розетку. При этом настоятельно не рекомендуется использовать переходники без контакта заземления и снимать контакт заземления с вилки. Без этого контакта теряется смысл всего контура заземления.
Исправность контура заземления можно легко проверить с помощью тестера цепи. Тестеры для бытовых электросетей можно приобрести в любом магазине электротоваров или хозяйственных принадлежностей.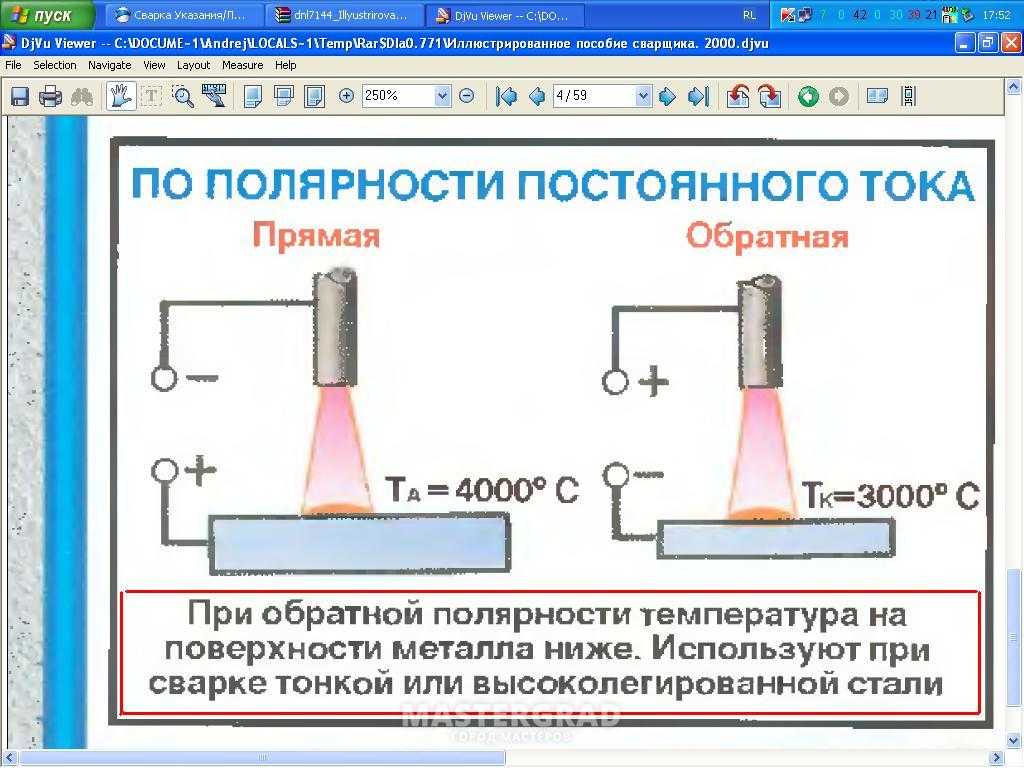 При подключении к розетке эти приборы могут показать, имеет ли данная розетка контур заземления, и дать некоторые другие сведения. Если тестер покажет отсутствие контура заземления или какие-либо другие проблемы с цепью, мы рекомендуем вызвать электрика. Это достаточно простой тест и его стоит регулярно повторять. Для проверки цепей с напряжением выше 120 вольт также лучше обратиться к помощи профессионала.
При подключении к розетке эти приборы могут показать, имеет ли данная розетка контур заземления, и дать некоторые другие сведения. Если тестер покажет отсутствие контура заземления или какие-либо другие проблемы с цепью, мы рекомендуем вызвать электрика. Это достаточно простой тест и его стоит регулярно повторять. Для проверки цепей с напряжением выше 120 вольт также лучше обратиться к помощи профессионала.
Заземление рабочего изделия
Сварочный контур состоит из нескольких элементов цепи, через которые проходит ток. В них входят соединения сварочного аппарата, сварочные кабели, зажим на изделие, горелка или электрододержатель и рабочее изделие. Через сварочный аппарат этот контур не заземляется. Как тогда производится заземление?
Согласно документу ANSI Z49.1 «Безопасность при сварке, резке и сопутствующих процессах», необходимо заземлить рабочее изделие или сварочный стол, на котором оно расположено, например, на металлический каркас здания. Зажим заземления и зажим сварочного контура должны быть независимы.
Зажим заземления и зажим сварочного контура должны быть независимы.
Преимущества от заземления рабочего изделия аналогичны преимуществам от заземления корпуса аппарата. Заземленное рабочее изделие имеет равный потенциал с другими заземленными предметами. В случае пробоя изоляции сварочного аппарата или другого оборудования напряжение между рабочим изделием и землей будет минимальным. Следует отметить, что сварка при незаземленном рабочем изделии возможна, но на это требуется разрешение квалифицированного специалиста.
Зажим на изделие — это не зажим заземления
Многие сварщики пользуются терминами «зажим на изделие» и «разъем на изделие». Обычно рабочее изделие подключается к кабелю через пружинный или винтовой зажим. К сожалению, разъем и зажим на изделие часто неправильно называют «землей». Сварочный кабель не имеет заземляющего контакта для рабочего изделия. Зажим заземления никак не связан с зажимом на изделие.
Зажим заземления никак не связан с зажимом на изделие.
Заземление высокочастотного заземления
В некоторых сварочных аппаратах используются контуры поджига и стабилизации, через которые проходит напряжение очень высокой частоты. Это особенно характерно для аппаратов для аргонодуговой сварки (TIG). Высокочастотное напряжение может иметь компоненты с частотой до мегагерца. Для сравнения, сварочное напряжение может составлять всего 60 герц.
Высокочастотное излучение имеет тенденцию рассеиваться из зоны сварки и вызывать помехи в работе близкорасположенного теле- и радиооборудования. Одним из способов сократить рассеивание ВЧ-сигналов является заземление сварочного контура. В инструкции по эксплуатации сварочного аппарата должны быть приведены подробные инструкции по правильному заземлению сварочного контура и других деталей с целью сокращения эффекта рассеивания.
Заземление автономных сварочных агрегатов
Многие автономные агрегаты для дуговой сварки способны вырабатывать ток вторичной сети питания напряжением 120 или 240 вольт. Такие агрегаты часто используются в монтажных условиях без доступа к сетям электропитания. Обычно в таких случаях бывает трудно обеспечить заземление. Обязательно ли при этом заземлять корпус аппарата?
Такие агрегаты часто используются в монтажных условиях без доступа к сетям электропитания. Обычно в таких случаях бывает трудно обеспечить заземление. Обязательно ли при этом заземлять корпус аппарата?
Это зависит от конкретных условий эксплуатации и конструкции агрегата. Большинство случаев можно разделить на две категории:
1. При выполнении всех этих условий заземление корпуса агрегата не требуется:
- агрегат установлен в кузове автомобиля или на трейлере;
- питание вторичной сети происходит через кабель и вилку;
- розетки агрегата имеют контакт заземления;
- рама агрегата соединена или электрически связана с рамой автомобиля или трейлера.
2. При выполнении любого из этих условий заземление обязательно:
- сварочный агрегат подключен к проводке помещения, например, для аварийного электроснабжения дома; питание вторичной сети происходит напрямую без кабеля и вилки.
- вторичное питание осуществляется через постоянное подключение без кабелей и розеток.

Выше приведены только самые основные сведения, и мы советуем читателю познакомиться с действующими нормами по электробезопасности.
Заземление удлинителей
Удлинительные кабели должны проходить регулярную проверку неразрывности, так как чаще всего они располагаются на полу и подвергаются значительному износу. С помощью тестера Вы сможете убедиться, что все соединения в кабеле, вилке и розетке находятся в исправном состоянии.
Другие источники опасности
Правильное заземление при электродуговой сварке — это хорошая практика, но она не означает полной безопасности. Сварочный ток проходит по сварочному контуру. Если человек станет частью этого контура, он подвергнется опасности. Поэтому тело сварщика должно быть полностью изолировано от сварочного контура. Обязательно носите сухие изоляционные перчатки и другие средства индивидуальной защиты. Также следите за состоянием изоляции электрокабелей, электрододержателей и горелок.
Также следите за состоянием изоляции электрокабелей, электрододержателей и горелок.
Таким же образом можно устранить риск поражения током от сети питания. Исправное электрооборудование и кабели надежно защитят сварщика от большинства источников опасности.
Использованная литература
- American Welding Society, ANSI Z49.1:2005 «Safety in Welding, Cutting, and Allied Processes.»
- National Fire Protection Association, NFPA 70, «National Electrical Code», 2005.
- American Welding Society, Safety and Health Fact Sheet No. 29, «Grounding of Portable and Vehicle Mounted Welding Generators», июль 2004.
- American Welding Society, AWS A3.0-2001, «Standard Welding Terms and Definitions.»
Зачем менять полярность при сварке: простым языком
Для проведения сварки разнообразных изделий либо конструкций, сделанных из металла, при помощи постоянного тока, используются два режима – прямая и обратная полярность. В первом случае, во время выполнения сварки, держатель с электродом подключается к «-», а само свариваемое изделие, либо конструкция подсоединяется к «+». В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.
В первом случае, во время выполнения сварки, держатель с электродом подключается к «-», а само свариваемое изделие, либо конструкция подсоединяется к «+». В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.
Зачем менять полярность при сварке
Во время выполнения сварочных работ с использованием постоянного тока, на конце электрода возникает так называемое термическое пятно. Полюс его подключения непосредственно к сварочному аппарату (плюс или минус) влияет на температурные показатели термического пятна, от которых в свою очередь зависит весь режим проведения работ.
Например, если электрод подключен к значению плюс, тогда на его кончике появляется так называемое анодное пятно, показатель температуры которого составляет 3900 градусов по Цельсию. В случае подключения держателя к минусу, на конце возникает катодное пятно, уровень температуры которого достигает отметки в 3200 градусов по Цельсию.
У некоторых пользователей сразу же возникает вполне закономерный вопрос – зачем вообще менять полярность во время проведения работ? Отвечая на этот вопрос нужно отметить, что при разном подключении держателя (к плюсу или минусу) конец используемого электрода имеет разную температуру разогрева, что оказывает влияние на качество, а также уровень выполнения сварочных работ. В общих чертах, такая замена позволяет:
- при подсоединении держателя к минусу сильнее нагреть металлическую деталь либо заготовку, тем самым делая корень сварного шва глубже;
- при подключении держателя к плюсу более точно соединять между собой металлические детали небольшой толщины.
Стоит отметить, что обратная полярность также используется для соединения высокоуглеродистой и легированной стали. Проще говоря, она применяется в тех случаях, когда возникает необходимость приварить друг к другу металлы, которые обладают повышенным уровнем чувствительности к сильному перегреву.
Температура анодного и катодного пятна разная. Поэтому от выбранного режима напрямую зависит объем расхода используемых электродов. Например, при использовании сварочного аппарата инверторного типа и полярности обратного типа, будет наблюдаться большой расход используемых электродов.
Поэтому от выбранного режима напрямую зависит объем расхода используемых электродов. Например, при использовании сварочного аппарата инверторного типа и полярности обратного типа, будет наблюдаться большой расход используемых электродов.
Особенности сварки током прямой полярности
В случае подключении держателя к минусу, а свариваемой заготовки либо изделия к плюсу, существенно увеличивается коэффициент проплавления, а также возникает существенное разбрызгивание свариваемого металла. Стоит отметить, что недостатком такого режима является то, что при его применении возникает не очень стабильная электрическая дуга. Также при его применении снижается глубина самого провара. Однако при этом, в массу металлической заготовки внедряется небольшое количество углеводов.
Подключение держателя к минусу позволяет более правильно нагреть металлическое изделие. Кроме того, в этом режиме стержень у электрода нагревается гораздо меньше. Благодаря этому сварщик, во время сваривания конструкций, может пользоваться токами более высокого значения.
Режим прямой полярности оказывает непосредственное влияние на состав материалов, которые оказались внутри шва между соединенными металлическими изделиями. Как правило, при применении такого режима, в шве практически нет углерода. Однако в этом случае, в составе металла, в районе шва, наблюдается повышенная концентрация марганца, а также кремния.
Особенности сварки током обратной полярности
При проведении сварочных работ по соединению металлических изделий небольшой толщины всегда возникает большая вероятность появления так называемых прожогов. Поэтому для выполнения таких сложных, трудоемких работ, как правило, держатель сварочного аппарата подключается к плюсу, а само свариваемое изделие к минусу. При использовании этого режима сварка металлических конструкций, а также заготовок проводится с применением прерывистого шва. Проще говоря, во время их соединения, сначала проваривается небольшой отрезок в начале шва, а потом проваривается его центральная часть.
При использовании этого режима сварка металлических конструкций, а также заготовок проводится с применением прерывистого шва. Проще говоря, во время их соединения, сначала проваривается небольшой отрезок в начале шва, а потом проваривается его центральная часть.
Для правильного, надежного сваривания изделий, сделанных из тонкого металла, при проведении сварочных работ, дугу необходимо периодически прерывать. Проще говоря, сварочный электрод нужно выдергивать из района сварки, а затем его быстро опять поджигать.
Если необходимо сделать сварку внахлест, тогда соединяемые металлические детали следует надежно, герметично и плотно прижать друг к другу. В противном случае, при наличии даже небольшого воздушного зазора, на верхней части свариваемой детали появится прожог. Чтобы максимально надежно скрепить между собой заготовки, перед проведением сварки внахлест, рекомендуется пользоваться струбцинами либо большим грузом.
Выбор режима сварки, в первую очередь зависит от тех задач, которые ставятся перед сварщиком. Когда необходимо сварить между собой цветные металлы, как правило, применяется полярность прямого типа. Кроме того, ее целесообразнее использовать для работы с массивными, толстыми заготовками, так как металл будет проплавляться намного глубже, что обеспечит хорошее качество шва. Также она больше подходит для резки металлических конструкций. Полярность обратного типа рекомендуется применять в тех случаях, когда нужно сварить высоколегированную сталь либо тонколистовой металл.
Когда необходимо сварить между собой цветные металлы, как правило, применяется полярность прямого типа. Кроме того, ее целесообразнее использовать для работы с массивными, толстыми заготовками, так как металл будет проплавляться намного глубже, что обеспечит хорошее качество шва. Также она больше подходит для резки металлических конструкций. Полярность обратного типа рекомендуется применять в тех случаях, когда нужно сварить высоколегированную сталь либо тонколистовой металл.
Друзьям это тоже будет интересно
Полярность при сварке инвертором тонкого металла. Сварка током прямой и обратной полярности
Содержание статьиПоказать
- Что означает полярность при сварочных работах
- Зачем все это нужно
- Обратная и прямая полярность при сварке инвертором
- Сварка постоянным током (общие положения)
- Особенности процессов
- На что влияет полярность сварки
- Особенности прямой и обратной сварки
- Различия при подключении
- Преимущества и недостатки разных методов
- По каким критериям нужно выбирать полярность
- Выбор полярности
- Плюсы и минусы двух методик
- Как определить?
- Какую использовать?
- Режимы полярности в дуговой сварке
- Зависимость от рода напряжения
- Отличия при работе с инвертором и полуавтоматом
- Закономерности выбора
- Правила выбора полярности
- Основное отличие в подключении
- Постоянный и переменный ток
- Можно ли менять полярность на сварочном инверторе
- Что такое полуавтомат?
- Технические условия для выбора полярности
- Полярность при сварке без газа
Что означает полярность при сварочных работах
В инверторных сварочных аппаратах для обозначения полярности используются надписи
Рассматривая вопрос полярности, понятно, что сварка в этом случае осуществляется током постоянного напряжения. Клеммы сварочного инвертора, куда подсоединяются силовые кабели держателя электрода и массы, обозначены значками «+» и «-». Обычно, подключая такой прибор и начиная его эксплуатировать, многие, руководствуясь инструкцией или рекомендациями знакомого специалиста, не задумываются, почему на конкретную клемму вешают именно этот, а не другой провод.
Клеммы сварочного инвертора, куда подсоединяются силовые кабели держателя электрода и массы, обозначены значками «+» и «-». Обычно, подключая такой прибор и начиная его эксплуатировать, многие, руководствуясь инструкцией или рекомендациями знакомого специалиста, не задумываются, почему на конкретную клемму вешают именно этот, а не другой провод.
А разница все-таки есть, и здесь сокрыт недвусмысленный физический закон движения заряженных частиц – электронов. Электроны, обладая отрицательным зарядом, всегда движутся от минуса к плюсу в любой схеме, включая инвертор. При сварке можно подключить электрод как к плюсовой клемме, так и к минусовой – все будет работать. Но электроны в том и другом случае будут двигаться в разных направлениях по цепи, это отразится на процессе и конечном результате.
Если схему собрать так, что плюс от инвертора идет на стальную заготовку (свариваемая деталь), потом через дуговой промежуток, сварочный электрод к минусу инвертора, то такое соединение получило название прямой полярности при сварке. В этом случае анодом выступает деталь, а катодом — электрод. Место соединения на детали будет греться сильнее, чем кончик электрода, приблизительно на 700 градусов по Цельсию.
В этом случае анодом выступает деталь, а катодом — электрод. Место соединения на детали будет греться сильнее, чем кончик электрода, приблизительно на 700 градусов по Цельсию.
Схема подключения кабелей аппарата для сварки, когда плюс от инвертора приходит на сварной электрод, потом через дуговой промежуток попадает на рабочую деталь и минус инвертора, получила название обратной полярности при сварке. Здесь уже электрод будет греться сильнее, так как анодное пятно будет на нем, катодное – в области соединения стальных заготовок.
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Разница существенная.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Обратная и прямая полярность при сварке инвертором
В отличие от сварочного аппарата переменного тока, инвертор умеет работать только на «постоянке». Следовательно, у сварочного инвертора есть «минус» и «плюс» для подключения держателя электрода и кабеля с массой. Меняя подключения держателя и массы, можно добиться различных режимов сварки.
Рассмотрим, что даёт прямая и обратная полярность при сварке инвертором:
Прямая полярность — чтобы перевести инвертор в работу на прямой полярности, нужно держатель с электродом подключить к минусовому разъёму, а кабель массы к плюсовому. В данном случае большая температура будет приходиться не на кончик электрода, а на свариваемую заготовку. Режим сварки на прямой полярности даёт возможность качественно варить толстый металл и хорошо проваривать корень сварного шва.
Обратная полярность — при сварке в обратной полярности инвертор подключается следующим образом: к плюсу подсоединяется держатель с электродом, а к минусу — кабель массы. Таким образом, самая большая температура будет приходиться на электрод, а не на свариваемую заготовку. Это позволит варить тонкие металлы без прожога, ведь температура на кончике электрода, почти что на 1000 градусов меньше, чем при сварке в прямой полярности.
Сварка постоянным током (общие положения)
Сварка на постоянном токе имеет свои отличия. Поэтому купив сварочный инвертор, приготовьтесь привыкать, ведь это не старый трансформаторный аппарат.
Чтобы качественно варить инвертором, следует учесть некоторые особенности:
- Используйте прижимные струбцины — из-за особенностей сварки постоянным током (а именно, из-за возникновения в месте подсоединения кабеля с положительным или отрицательным зарядом, микроразряда), струбцина позволит плотно прилегать заготовкам и не повредить их в момент сварки.
- В отличие от сварки на переменном токе, сварка на постоянном, даёт возможность получения более качественного сварочного шва. Здесь нет, как на переменке, таких сильных брызг металла, а сварочный шов получается более ровным и аккуратным.
- Следует учитывать, что анод и катод нагреваются неравномерно, поэтому режим подключения инвертора, влияет на расход электродов. При подключении сварочного инвертора в обратной полярности, расход электродов будет гораздо выше, чем при подключении в прямой.
Прямая полярность при сварке инвертором даёт возможность хорошо прогреть основной металл, чтобы достичь образования нужной сварочной ванны. При обратной полярности, эффект совершенно другой, поэтому данный режим инвертора, предпочтителен для сварки тонких металлов.
Особенности процессов
При прямой направленности кабель для сварки соединяет свариваемый элемент с положительной клеммой аппарата. Таким образом положительный заряд доходит от инвертора к заготовке; отрицательный же подается посредством электрододержателя.
Данный тип подключения вызывает увеличение температуры на аноде (полюсе «+»), если сравнивать с катодом («-»). Это обуславливает сферу использования прямой полярности при сварке. Она применима для резки металлических конструкций, заготовок с толстыми стенками, а также в случаях, когда необходимо выделение большого количества тепла или создание высокой температуры процесса.
Обратная полярность при сварке инвертором — это подача отрицательного заряда на обрабатываемый металл, а положительного — на электрод. Ситуация с выделением тепла противоположная — на расходном элементе наблюдается избыточный нагрев, а у свариваемой заготовки — недостаточный. Поэтому обратную полярность при сварке используют, если необходимо минимизировать порчу заготовки при работе, а также для деликатных работ. Она используется для неразъемных соединений таких материалов, как:
- нержавеющая сталь;
- тонколистовой металл;
- высокоуглеродистая, либо легированная сталь;
- сплавы, восприимчивые к перегреву.
Наиболее известные виды сварки, где используется подача тока обратной направленности — флюсовая электродуговая и в среде защитных газов.
На что влияет полярность сварки
Во время проведения соединения металлических заготовок инвертором или полуавтоматом на стержне появляется пятно с высокой температурой, зависящей от полярности. При получении расходником питания через положительную клемму пятно разогревается до 390°, пользование минусовой – 320 градусов. Сильный нагрев позволяет варить детали на большую глубину.
Полярность при сварке тонких деталей выбирают прямую. Она годится и для работы с чувствительными металлами: с высоким содержанием углерода, нержавеющими составами, легированными сталями. Они проявляют боязнь к перегревам, поэтому при их соединении используют низкие температуры, но расход стержней при этом методе увеличивается.
Особенности прямой и обратной сварки
Прямо-полярный метод рассчитан на:
- прокатный монтаж из спецсталей методом наплавления;
- неплавящуюся вольфрамовую сварку с применением проволоки для наплавки;
- работу с текучими материалами;
- раскрой заготовок с использованием сварочных приспособлений.
Тепловым балансом дуги определяют характер распределения тепловой мощности.
Если случайно сменить полюс, рабочий процесс с постоянным током затянется, шов получится широким, а скорость сжигания расходников увеличится. Обратная полярность уместна при аккуратной проварке заготовки, без допускания прожогов. Такой способ применяется для обработки цветмета, при флюсовой сварке.
Различия при подключении
Отличие при подсоединении обусловлено полюсным перераспределением обрабатываемой детали и электродного держателя. При прямом методе электроны перемещаются к заготовке, на электродное окончание стремится минус. Дуга отличается повышенной компактностью и плотностью. На «обратке» плюс идет на держатель, место контакта термического пятна с металлом рассеянное.
Способ подсоединения полюсов обусловлен физическими параметрами и толщиной детали.
Преимущества и недостатки разных методов
Зная, что такое прямая и обратная полярность при сварке, нужно учитывать достоинства и недостатки обоих способов. Это позволит изменить подключение клемм, добиться лучшего результата работ.
Преимущества прямой полярности перед обратным методом:
- получение узкого валика шва;
- глубокая проварка детали;
- наличие стабильной электрической дуги;
- широкий ассортимент расходников с разными видами покрытий.
Недостатки:
- разбрызгивание металла;
- повышенный риск прожога заготовок;
- появление остаточного напряжения в местах термообработки.
Преимуществом прямой полярности является глубокая проварка детали.
Достоинства минусовой полярности в том, что схема подходит для аккуратной обработки тонких и специальных сплавов.
К недостаткам причисляют:
- необходимость использования электродов, устойчивых к перегреву;
- малую глубину шовного валика;
- поддерживание короткой дуги.
По каким критериям нужно выбирать полярность
Выбирая тип подключения сварочного аппарата, необходимо обращать внимание на ряд важных критериев. Это позволит не допустить брака или чрезмерного расхода материалов, обеспечить требуемую прочность соединения.
Толщина металлического листа
Детали, толщина которых не превышает 3 мм, часто прожигают. Для сварки подобных заготовок используют обратно-полярную схему, обеспечивая анодное термопятно на краю электрода. Такой подход уместен при обработке цветных, легированных материалов.
Типы металлов
За окончательный нагрев изделий и держателя отвечает плюсовая клемма. На катоде выделяется меньше тепла, чем на аноде. При обработке тугоплавких сталей лучше использовать прямое подсоединение, когда температура достигает 4000 °C. Для металлов, меняющих характеристики при перегреве, подключают минусовую клемму. При прямо-полярной обработке шов углубляется, при «обратке» – сосредотачивается на поверхности.
Разновидности электродов
Выбирая марку электродов, учитывают род тока. Для переменного напряжения подходят любые разновидности, поскольку полярность в этом случае не играет никакой роли. Для разновидностей ОК, ОЗС, МР рекомендуют обратное подсоединение. УОНИИ и подобные модификации рассчитаны на прямую схему. Рекомендации производителей указаны на упаковках. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Присадки и прочие расходники
Тугоплавкие электроды, применяемые для создания дуги, чаще используют с прямой полярностью. Работа с наплавочной проволокой предусматривает применение только вольфрамовых элементов. Угольные аналоги неустойчивы к высокой температуре, становятся хрупкими и крошатся.
Выбор полярности
Первое, на что обращают внимание, тип электрода. Для тугоплавких, необходимых для розжига дуги, чаще нужна обратная полярность. Для работы с наплавочной проволокой выбирают только вольфрамовые стержни. Угольные не стойки к нагреву, становятся хрупкими, постоянно будут крошиться.
Второй важный критерий – толщина металла. Заготовки до 3 мм легко прожечь, лучше подключить к ним минус, чтобы анодное пятно сместилось вверх. Это правило верно для стального проката, легированных элементов, цветных сплавов, алюминия.
Главный закон при выборе полярности тока для сварки – за нагрев отвечает плюсовое гнездо. На аноде всегда выделяется больше тепла, чем на катоде. Разница огромная, при работе с тугоплавкими сталями с температурой плавления в пределах +3000°С доходит до 1000°С. То есть, если на катоде будет +3000°С, анод разогреется до +4000°С. К металлам, у которых от перегрева меняется зернистость, нарушается внутренняя структура, подключают минус.
Полярность актуальная при создании швов, работающих на изгиб, кручение. От глубины диффузного слоя напрямую зависит прочность соединения. Что необходимо помнить:
- при прямой полярности шов уходит в глубину;
- при обратной сосредоточен у поверхности, валик образуется высокий и широкий.
Зная основные правила выбора полярности, легче подбирать оптимальные сварочные режимы под различные виды заготовок. Можно добиться необходимой прочности соединения.
Плюсы и минусы двух методик
Оба способа сваривания металла имеют свои плюсы и минусы. Используя схему подключения прямой полярности можно выделить следующие особенности при работе:
- получается глубокий крепкий сварочный шов, более узкий;
- отмечается стабильность сварной дуги, что позволяет полностью контролировать весь процесс;
- возможность варить любой металл, толщиной от 3 мм и более;
- при использовании сварочного аппарата заготовка хорошо поддается раскройке;
- требуется индивидуальный подбор электродов. Для данного метода не подходят расходники для осуществления сварки переменным током. Можно использовать вольфрамовые стержни для соединения цветных металлов.
Сварка металла методом обратной полярности, характеризуется:
- получением менее углубленного, но более широкого сварочного шва;
- менее стабильной электродугой, особенно при низком напряжении, из-за чего соединение может получиться неравномерным;
- возможностью сваривания заготовок средней толщины и тонких металлических листов:
- необходимостью выбирать электроды со структурой, не разрушающейся при перегреве.
При использовании метода обратной полярности сварку высоколегированных сталей необходимо осуществлять в строгом соответствии с технологическим процессом.
Как определить?
Узнать это не так сложно. Для начала нужно повернуть батарею лицевой стороной к себе. Она находится со стороны расположения наклеек с характеристиками и логотипом. Также и полюсные выводы находятся ближе к лицевой стороне.
На многих аккумуляторах можно сразу увидеть знаки «+» и «−», которые точно указывают полярность контактов. Другие производители указывают информацию в маркировке или выделяют токовыводы цветом. Обычно плюс имеет красный цвет, а минус синий или черный.
В маркировке обратная полярность обозначается литерой «R» или «0», а прямая литерой – «L» или «1».
Какую использовать?
Одним из важных критериев, на котором основывается выбор полярности электросварки, является состав покрытия сварочного электрода. В зависимости от материала электрода подбирается режим электросварки. Например, черные угольные стержни, которые имеют свойство быстро нагреваться, выбирать для сварки методом обратной полярности нецелесообразно. Такие электроды быстро разрушатся, и процесс электросварки будет постоянно прерываться, кроме того, они не подходят для тонкого металла.
Правильная подборка электрода в этом случае зависит от состава материала заготовки. Если взять электрод без покрытия, то при электросварке в условиях прямой полярности он будет хорошо плавиться и гореть, а если работать с такой проволокой в условиях переменного электротока, электрод без покрытия гореть не будет. Прочность и внешний вид сварного шва зависит от полярности расположения полюсов. Чтобы получить максимально глубокую проварку металла, потребуется применить технологию использования постоянного тока с обратной направленностью. При таком расположении полюсов максимальный набор тепловой энергии будет в области анода.
Применение электросварки с обратной направленностью тока считается наиболее востребованным. Сварочный аппарат может осуществлять подачу сварочной проволоки с определенной скоростью, от этого будет зависеть выбор определенных вариантов технологий сварки. Электрический ток обратной полярности применяется для работы в среде защитных газов, а сварка с прямой направленностью используется при работе с флюсовой порошковой сварочной проволокой.
Прямая направленность электротока применяется для работы с цветными металлами, когда для сварки металла используют электрод из вольфрама.
Прямая и обратная направленность электротока выбирается исходя из ряда факторов, главными из которых являются состав расходных материалов, применяемое оборудование, вид металла заготовки и ее толщина. Вне зависимости от того, какая полярность подачи электротока будет выбрана, имеются определенные нюансы, которые важно учитывать.
Известно, что используя постоянный электроток, можно получить сварочное соединение без наличия большого образования окалины из-за брызг. Остывший шов получается аккуратным и прочным. Такие характеристики шва объясняются тем, что при работе постоянным током не происходит частой смены полярностей, в отличие от работы переменным видом подачи электротока.
В случае, когда для сварочного процесса используются электроды плавящегося типа, то ввиду разницы нагрева между катодом и анодом возможны прожоги поверхностей заготовок. Чтобы избежать прожога заготовки в участке подсоединения ее к электрокабелю, используют прижимную струбцину.
Заряд, который несет кабель, не играет роли – в том и другом случае струбцина выступает в качестве дополнительной защиты заготовки.
Режимы полярности в дуговой сварке
Для соединения металлов путем ручной дуговой сварки используется электрическая дуга. Для её возникновения нужен источник переменного или постоянного тока, а также плавящиеся электроды. Электрическая дуга возникает при коротком замыкании электрода со свариваемым металлом.
Очень важно для удержания стабильной и ровной сварочной дуги выдерживать небольшое расстояние между кончиком электрода и металлом, порядка 3-5 мм (длина сварочной дуги).
Источники переменного тока не имеют смены полярности по причине хаотичного движения заряженных частиц. Поскольку переменный ток постоянно меняет заряд с положительного на отрицательный, то здесь не важно, где будет плюс и минус, на электроде или заготовке.
При сварке постоянным током, когда заряженные отрицательные электроды постоянно перетекают в одном направлении, от минуса к плюсу, возникает такое понятие как полярность. Следовательно, меняя вывода подключения источника сварки можно выставлять различные режимы полярности.
Сварка на постоянном токе имеет свои преимущества:
- Постоянный ток отличается большей стабильностью;
- В результате сварочная дуга горит ровно;
- Практически отсутствует разбрызгивание металла;
- Вследствие данных преимуществ проще контролировать процесс создания и заполнения металлом сварочной ванны.
У источника постоянного тока есть два вывода, к которым можно подсоединить держатель массы и электрода. Один вывод плюсовой, другой минусовой. Подключая держатель электрода к плюсу или, наоборот, к минусу, мы тем самым получаем две различные полярности в сварке — обратную и прямую.
Зависимость от рода напряжения
Если варить на переменном токе, дуга тухнет и разгорается при прохождении синусоидой нуля. На высокочастотном напряжении это изменение визуально незаметно. Род тока обуславливает дуговое постоянство. На аппарате с постоянным показателем возможности по сварке расширены, поскольку можно поменять направление перемещения электронов и дуговую плотность. Это повлияет на соединительное усилие.
Влияние рода и полярности тока объясняется выделением различного количества теплоты.
На генераторах переменного напряжения кабель подключается в любой конфигурации. Следует учитывать тип тока при подборе электродов. На коробке или в инструкции к расходникам указаны рекомендуемые параметры. Практичнее работать с универсальными элементами, рассчитанными на возможность изменения полюсов.
Отличия при работе с инвертором и полуавтоматом
На терморежим электродного кончика при сварке (постоянный ток) влияет полюсность. С плюсовым подключением показатель достигает почти 4 000 г, на минусе – на 1000 г меньше. Используя прямую и обратную полярность при сварке инвертором, можно точнее корректировать рабочий процесс. Во втором случае расходники сгорают быстрее.
Особенность сварки полуавтоматом – наличие присадки-проволоки, подаваемой равномерно. Швы ровные, аккуратные за счет равномерного прогрева металлов. Рабочий процесс облегчает встроенный преобразователь электронного типа. Прямая агрегация клемм уместна для стандартной порошковой проволоки.
Постоянный ток обратной полярности на полуавтомате используется для ионизации защитного газа, флюсовых присадок.
Закономерности выбора
Почему для одних работ выбирается обратная, а для других — прямая полярность при сварке? Ответим на сей вопрос, рассмотрев термические особенности процесса с использованием обратной направленности.
При горении сварочной дуги на заготовке на конце электрода появляется пара участков, именуемых анодным и катодным пятнами. Разность их температур порой доходит до 800 градусов Цельсия (в пользу анодного). То есть количество тепла, выделяемое на заготовке во время работы, достаточно велико, а способ больше подходит для качественного провара швов.
Примечательно, что при работе постоянным током прямой полярности скорость сгорания металла электрода ниже на 20-40%. А для переменного тока соблюдение полярности не актуально вовсе — его особенность в том, что направление тока меняется по 100 раз за единицу времени.
Правила выбора полярности
Главный критерий выбора прямой или обратной полярности при сварке — материал покрытия электродов. Например, угольные расходные элементы очень быстро разогреваются при подключении элементов обратным способом и, как следствие, разрушаются. Проволока же, не имеющая какого-либо покрытия, хорошо горит при прямой полярности, а при использовании переменного тока вовсе не горит.
Габариты и форма получаемого шва также зависят от расположения полюсов. Например, более глубокая проплавка возможна при постоянном токе обратной направленности, что обусловлено увеличенным теплообразованием на аноде и катоде.
Немаловажно помнить — чем быстрее осуществляется сварочный процесс, тем ширина шва и глубина провара становятся меньше.
Основное отличие в подключении
В случае прямой полярности сварочный кабель подключается к положительной клемме аппарата, так что носители электрических зарядов поступают к нему через обрабатываемое изделие. Отрицательный же полюс притока зарядов образуется в районе основного инструмента сварщика – держателя с электродом.
Описанное различие прямой и обратной полярности подключения к инверторам оказывает существенное влияние на температурный режим в зоне сварки.
Так, прямое подсоединение увеличивает температуру на анодном полюсе дугового разряда (знак «+») в сравнении с катодным контактом (знак «-»). Этим эффектом и обуславливается возможная сфера применения прямой полярности при проведении сварочных работ.
Прямая направленность тока обеспечивает выделение значительных количеств тепловой энергии со стороны заготовки. Вследствие этого прямую полярность можно применяться для резки крупногабаритных металлических конструкций и массивных стальных изделий с толстыми стенками.
При обратном включении картина распределения выделяемой тепловой энергии совершенно другая. В этом случае избыток тепла наблюдается на электроде сварочного инвертора, а со стороны обрабатываемой заготовки его уровень заметно понижается.
Вот почему обратная полярность используется в тех случаях, когда нужно свести к минимуму риски выбраковки заготовок, а также при проведении ювелирно выверенных, точных работ.
Обратную полярность применяют также при сварке тонколистовых материалов и сталей различной степени легирования, чувствительных к перегреву. Наибольшее распространение получило использование тока обратного включения при работе под флюсом, а также в среде инертных газов.
Постоянный и переменный ток
Помимо прямой и обратной полярности подачи напряжения, большое влияние на сварку оказывает род тока (постоянный или переменный). Зависимость сварочного процесса в этом случае проявляется в том, что при сварке постоянным током прямой направленности электрод выгорает значительно дольше.
Род и полярность тока, как факторы, совместно влияющие на особенности сварки, имеет смысл рассматривать лишь для постоянного напряжения.
При формировании электрической дуги в режиме переменного тока понятие полярности автоматически исключается из рассмотрения.
Влияние типа питающего напряжения (постоянное или переменное) сказывается при выборе оборудования для сварки. Оно выражается в следующих разноречивых факторах:
- при работе инвертором на постоянном токе удаётся получить более качественный и надёжный шов;
- тот же результат получается при работе с полуавтоматом;
- с другой стороны большинство электронных и автоматизированных систем сварки чувствительно к величине питающего напряжения и нуждаются в стабилизаторе;
- обычный трансформаторный преобразователь в части питающего напряжения не имеет строгих ограничений и может запускаться даже при сильно заниженных его показаниях.
По этой причине при большой нестабильности эксплуатируемой сети лучше всего приобретать обычный трансформаторный агрегат, работающий в режиме переменного тока (в какой-то мере жертвуя качеством).
В противном случае встроенные в инверторы электронные системы будут автоматически отключаться в самый неподходящий момент.
Можно ли менять полярность на сварочном инверторе
Сварочный инвертор-полуавтомат является разновидностью оборудования, позволяющего получать ток большой силы и преобразовывать его в энергию, необходимую для поддержания сварочной дуги. Благодаря инвертору можно менять силу тока и режим полярности при сварке.
Сварочный инвертор.
На передней панели прибора расположены две клеммы с маркировкой в виде «+» и «-«, к которым подсоединяются сварочные кабели. При прямой полярности «+» подается на клемму, подсоединенную к детали, а «-» к электроду. Полярность при сварке инвертором тонкого металла меняется достаточно легко. Для этого нужно поменять местами соединения с полюсами.
Что такое полуавтомат?
В данном сварочном оборудовании вместо привычного электрода используется проволока, поступающая в место сварки с заданной сварщиком скоростью. Чаще всего она плавится в среде защитного газа. MIG – сварка полуавтоматом в среде инертного газа (аргона, гелия и т. д.), а MAG – сварка полуавтоматом в среде активного газа (CO2 и смесей). Самой доступной, и поэтому распространенной, считается углекислота.
Полуавтоматическая сварка также предусматривает использование порошковой (флюсовой) проволоки, которая позволяет за счет входящих в ее состав присадок исключить из процесса сварки баллон с газом. Полуавтоматом можно варить изделия и детали из алюминия, углеродистой, низкоуглеродистой стали, никеля, меди и магния.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.
Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
При сварке с газом – электрод (+), масса (-).
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
[spoiler title=»Источники»]
- https://OTransformatore.ru/raznoe/pryamaya-i-obratnaya-polyarnost-pri-svarke-opredelenie-osobennosti/
- https://vdn-plus.ru/oe-metally-chto-takoye-svarka-tokom-pryamoy-polyarnosti/
- https://samastroyka.ru/obratnaya-i-pryamaya-polyarnost-pri-svarke.html
- https://electrod-svel.ru/tehnika-svarki/kak-ispol-zovat-pryamuyu-i-obratnuyu-polyarnost-pri-svarke.html
- https://spark-welding.ru/raboty-i-obrabotka/polyarnost-peremennogo-toka.html
- https://svarkaprosto.ru/tehnologii/pryamaya-i-obratnaya-polyarnost-pri-svarke
- https://tutsvarka.ru/vidy/pryamaya-i-obratnaya-polyarnost-pri-svarke-chto-eto-takoe-opisaniya-i-primery
- https://svarkapajka.ru/pryamaya-i-obratnaya-polyarnost-pri-svarke.html
- https://svarkaved.ru/o-svarke/vybor-polyarnosti-pri-svarke
- https://WikiMetall.ru/metalloobrabotka/obratnaya-polyarnost-pri-svarke.html
- https://plazmen.ru/opisanie-pryamoj-i-obratnoj-polyarnosti-pri-svarke/
- https://strata. su/drugoe/poluavtomaticheskaya-svarka-polyarnost.html
[/spoiler]
Масса для сварочного аппарата
Главная » Статьи » Масса для сварочного аппарата
Как выбрать клемму массы (для сварочного аппарата)
При покупке сварочного аппарата обычно в комплекте к нему прилагаются следующие приспособления:
Читайте статью на нашем сайте «Сварка в быту: как подобрать электрододержатель к инвертору ручной дуговой сварки»
- сварочный кабель к нему;
- обратный кабель,
- клемма массы.
Если приобретаемый инверторный источник питания (сегодня уже практически никто не пользуется трансформаторами для сварки) рассчитан на бытовые работы, то в большинстве случаев все эти комплектующие требуют немедленной замены. Особенно, если речь идет о китайских сварочных аппаратах, доля присутствия которых сегодня на рынке сварочной техники составляет около 98%, хотя манагеры (недобросовестные продавцы) и пытаются «впарить» их как итальянские, чешские, датские, французские и тому подобное.
Если же замена не произошла сразу, она обязательно потребуется после непродолжительного времени эксплуатации. Обычно бесплатно инвертор комплектуется электрододержателем КВ-200, который стоит 3$ (представьте по какой цене его отпускает завод-изготовитель), соответственно, это эконом-версия и экономят здесь на используемых для изготовления материалах. Это касается токоведущих частей, изготовленных, как правило, из металла с покрытием под латунь или медь, некачественной пластмассы. Для сварки время от времени в быту КВ-200 может прослужить долгое время, однако, при более интенсивных режимах (например, если вы хотите вырезать электродом в металле отверстия) или просто при продолжительной сварке он перегреется, и в прямом смысле этого слова развалится. Но со временем, даже при щадящем использовании, пружина, которая зажимает губки держака, ослабляется и не держит электрод жестко, он начинает шататься. Это действует отрицательно на стабильности дуги, сказывается на качестве сварных швов, но, самое главное, сказывается на нервах сварщика.
Кабель обычно тоже желает лучшего: короткий, вместо медной жилы используется алюминий с гальваническим покрытием.
Все то же относится и к клемме массы. При интенсивной сварке она скорее всего сгорит, со временем ослабляется пружина и, соответственно, контакт. Подобное может также происходить из-за коррозии металлических губок, которые нужно постоянно зачищать до блеска.
Как выбрать хорошую массу, если старая по каким-то причинам пришла в негодность или вы ее изначально решили не использовать (по причине некачественного исполнения)?
Выбирайте торговые марки, которые имеют уже сформировавшуюся положительную репутацию. На самом деле, вы не застрахованы от контрафактной продукции, которую неспециалисты не могут отличить от оригинальной. Покупайте в специализированных магазинах с устоявшейся репутацией.
Масса должна быть подобрана с учетом максимального сварочного тока вашего аппарата и уверенно удерживать вес подключаемого сварочного кабеля. Если в роли основного «сжимающего органа» в массе используется пружина, ее пружинящих свойств должно быть достаточно для обеспечения усилия, необходимого для достижения надежного контакта с изделием. Ключевую роль играет величина раскрытия клеммы, которой должно быть достаточно для уверенного крепления к изделиям различных размеров (в том числе больших).
По конструктивным особенностям и характеру фиксации клеммы заземления разделяют на несколько типов:
- Струбцина
- зажим «Прищепка»
- Магнитная клемма
Каждая имеет свои достоинства и недостатки. Струбцина гарантирует надежный «железный» контакт, потому что фиксируется она жестко при помощи винта. «Прищепка» имеет наибольшее распространение благодаря быстрой фиксации даже на изделиях сложной геометрической формы. Магнитную массу удобнее всего использовать там, где предыдущие две не работают: например, при сварке труб большого диаметра.
Выбирайте по характеру предстоящей работы, какая конструкция массы будет для вас оптимальной.
Рекомендации по выбору и эксплуатации клеммы массы типа «Прищепка» (или «Крокодил»)
Как уже было сказано, чаще всего в быту используют зажим массы, внешне похожий на обычную бытовую прищепку для фиксации белья, только многократно увеличенную. Поэтому расскажем о ней подробно в завершающей части нашей статьи.
Такая масса часто выходит из строя по причине некорректной эксплуатации. Знание того, как работает «прищепка», поможет продлить срок ее службы. Обратите внимание, на любой «прищепке» есть медная, омедненная, либо латунная шина, передающая электрический контакт от первой зажимной губки ко второй. Подключаемый металл изделия, сварку которого вы планируете осуществить, не должен касаться шины. Постоянный контакт с шиной приведет к ее порче. Варианты правильного и неправильного подключения показаны на фото.
Неправильно
Правильно
Пружина позволяет фиксировать «прищепку» на изделии. Однако часто возникает проблема, когда контакт, который подходит с помощью провода к одной прижимной губке, проскакивает через пружину к другой. Пружина начинает нагреваться и теряет свою твердость и жесткость, как следствие, ослабевают пружинящие свойства – клемма массы приходит в полностью неработоспособное состояние.
Если хотите приобрести хорошую «прищепку» для сварки, покупайте предназначенную для профессиональных работ с запасом на 400 …500А. Какие конструктивные особенности имеют подобные изделия:
- Мощная пружина, способная обеспечить действительно надежный контакт;
- Большая степень раскрытия иногда очень выручает;
- Медная шина в таких «прищепках» размещена так, что с ней невозможен физический-электрический контакт.
www.elenak.spb.ru
Комплектующие для сварочных аппаратов в вопросах и ответах
Вопрос: Доброе время суток! помогите в выборе комплектующих к сварочному аппарату Wameta 165 (Финляндия): 1. Два кабеля. Какой они должны быть длины и сечения? 2. Держак. Как правильно подобрать, и посоветуйте модель. 3. Клемма массы. То же, что и с держаком (приобретать буду через интернет, поэтому лучше назвать определенную модель , тип или производителя) 4. Удлинитель – какой выбрать провод и его сечение 5. Электророзетки для подключения переноски и инвертора 6. Какую взять маску (наверное, лучше хамелеон)
Ответ:
- Два кабеля по пять метров длиной каждый сечением 16 мм2, тип КОГ-1 1х16 или КГ 1х16
- Электрододержатель винтового типа или «крокодил» ЕСАБ. Для ваших токов идеально подойдет Prima 200, 200 A (35%). Читайте статью » Держатели для сварки ММА»
- Зажим массы CROCO 200A (мощность до 200 ампер) или магнитный ESAB, очень удобен в монтаже. Магнитные клеммы отлично прилегают к любой металлической поверхности. Обеспечивают превосходный контакт и не подвержены перегреву из-за небольшой области соприкосновения. Как разобраться — материал здесь.
- Удлинитель: кабель ПВС 3х2.5 мм2, длиной 20 метров
- Розетка: сдвоенная на 16А, вилка: 32А. Прочтите «Как правильно подключить сварочник к домашней розетке».
- Про средства защиты лица и глаз доступно написано здесь: «Как приобрести надежную : автосветофильтр или обычный ( отзыв сварщика )»
| Читайте на сайте статью: Ремонт маски хамелеон своими руками |
Вопрос:
1. Сечения 16 мм2 сварочного кабеля для инвертора Wameta 165 будет достаточно? Есть ли «запас по сопротивлению»? Мне кажется было бы надежнее взять 25 2. Удлинитель: провод ПВС 3х2.5 мм2, не целесообразней ли приобрести 4 мм.кв.? Или хватит и два с половиной? Извините за мое ламерство, к сожалению, приходится осваивать все азы и входить в курс дела уже фактически в процессе работы.
- По–первому, можно взять сечение больше или даже меньше, страшного от этого ничего не произойдет, но… есть как всегда одно «но». Использования кабеля 25 мм.кв. значительно увеличит вес, который нужно постоянно держать. Поработайте целый день, и вы поймете, о чем я. Плюс стоимость у него выше. Он дорогой. И следующий момент, если приобрести меньший 10мм2, то что произойдет? Сваривать вы будете, как и раньше, но провод будет греться.
- По-второй проблеме. На самом деле вы можете использовать удлинитель длиной и сто метров с проводом 2,5мм.кв. – в таком случае вы получите все те же предельные 165А на выходе. Удвоив длину да 200 м х2,5 Вы сможете тоже сваривать, только максимальный ток будет ограничен.
Все это при условии, что инвертор «запитывается» от обычной домашней розетки в 220 В.
Вывод: для обычного бытового использования до 100м вам два с половиной будет достаточно.
П.С. Если есть возможность приобрести четверку и нет проблем с местом под ее хранение – берите. Но каких-либо изменений сварочных характеристик вы не увидите.
Похожее
svarka-master.ru
Зажим обратного провода
При работе сварщика важным является наличие зажима обратного отвода провода, который соединяет свариваемое изделие с источником питания. Такой провод отличается меньшей гибкостью и производится из более дешевого материала, чем остальные детали сварочной установки. Обратный провод во многих устройствах оборудован зажимом, который изготавливают из металла способного проводить электрический ток. Такой зажим с легкостью можно поставить на сварочный аппарат инвертор Fubag и соединить со свариваемым изделием.
Зажим для массы сварочного аппарата может применяться в нескольких случаях:
- при необходимости часто снимать клемм;
- для повышения надежности электрического контакта.
Винтовой зажим обеспечивает хороший контакт с частями сварочного устройства, особенно при условиях незащищенности металла. Установить зажим также стоит, если нужно часто надевать или снимать клемму, поскольку не во всех случаях клемма (масса для сварки) является удобной.
Специалисты говорят, что при работе в стационарных условиях можно заменить на медную, алюминиевую или стальную шину. Если будет проводиться сварка с переменным током, нужно учесть воздействие поверхности на передачу тока, а именно его неравномерности в проводниках.
Приобрести зажимы обратного отвода можно в нашем интернет-магазине по выгодной цене. Если у вас возникли вопросы, наши менеджеры всегда готовы на них ответить. Мы предоставляем доставку товаров нашим клиентам по всей территории России.
tegera-russia. ru
WILTEC 62551 Аппарат для сварки MIG или MAG на 180 A Руководство пользователя
Документ
Сварочный аппарат WILTEC 62551 MIG или MAG на 180 А Руководство пользователя
Введение
Благодарим вас за выбор в пользу этого качественного продукта. Чтобы свести к минимуму риск получения травмы, мы просим вас всегда соблюдать некоторые основные меры предосторожности при использовании этого продукта. Пожалуйста, внимательно прочтите данное руководство по эксплуатации и убедитесь, что вы его понимаете. Храните эти инструкции по эксплуатации в надежном месте.
Инициация
Сварочный аппарат MIG подходит как для хобби, так и для профессионального использования. Перед использованием сварочного аппарата или выполнением работ по техническому обслуживанию прочтите руководство пользователя и сохраните его в безопасном месте для использования в будущем.
Сварочный аппарат маленький, эффективный и очень легкий. Его легко носить с собой, нет необходимости использовать плечевой ремень. Устройство также подходит для использования на строительных площадках с питанием от генератора. Сварочное напряжение и скорость подачи проволоки регулируются с помощью регулятора и соответствуют толщине свариваемого листа. Таким образом, регулирование правильных параметров легко. Длина дуги или сварочный нагрев регулируются второй регулировкой и обычно не нуждаются в повторной регулировке с использованием более толстого или тонкого листа, как только вы найдете правильные значения.
Сварочные свойства аппарата наилучшие при использовании стальной проволоки диаметром 0,8 мм. Тем не менее, вы также можете использовать сплошную или сварочную проволоку диаметром 0,6 мм, 0,9 мм или 1 мм.
Примечание: Устройство подходит только для сварки стальной проволокой.
При сварке
- Результаты сварки зависят не только от конкретного сварочного аппарата, но также от заготовки и рабочей среды. Поэтому необходимо соблюдать все инструкции данного руководства пользователя.
- Во время сварки электрический ток подается к сварочной проволоке и заготовке через сварочное сопло. Массовый кабель, прикрепленный к заготовке, отводит ток обратно к устройству, создавая таким образом замкнутую цепь. Ток течет свободно, когда массовый зажим правильно прикреплен к заготовке, а контактная поверхность заготовки чистая, без краски и ржавчины.
- При сварке пользователь должен применять защитный газ, чтобы предотвратить смешивание воздуха со сварочной ванной. В качестве защитного газа подходит двуокись углерода или смесь двуокиси углерода и аргона. Некоторые сварочные проволоки сами образуют защитный газ, образующийся при расплавлении наполнителя проволоки; в этом случае дополнительный защитный газ не требуется.
Указания по технике безопасности
Это устройство безопасно в использовании благодаря не опережающей пластиковой крышке. Сварочный пистолет оснащен защитой от перегрева, которая предотвращает перегрев аппарата во время работы. Устройство защищено как от слишком низкого, так и от слишком высокого напряжения питания. Тем не менее, некоторые риски при сварке сохраняются. Поэтому внимательно прочитайте и соблюдайте следующие инструкции по технике безопасности.
Использование защитного оборудования
Дуга и ее отраженное излучение вредны для незащищенных глаз. Всегда защищайте глаза и лицо подходящей сварочной маской. Дуга и брызги сварки обжигают незащищенную кожу; поэтому во время сварки надевайте защитные перчатки и одежду.
Безопасное использование сварочной горелки
- Части аппарата, например, конец сварочной проволоки и сварочная горелка, нагреваются во время работы. Проволока острая и быстро двигается, будьте особенно внимательны, когда продеваете ее.
- Никогда не носите аппарат на плече во время сварки; поместите его на ровную поверхность. Не храните устройство, повесив его на плечевой ремень. Плечевой ремень подходит только для переноски.
- Не перемещайте баллон с защитным газом, когда к нему прикреплен регулирующий клапан. Закрепите газовый баллон в вертикальном положении на отдельной настенной стойке или тележке для баллонов. После использования всегда закрывайте газовый баллон.
Противопожарная защита
Сварка огнеопасная. Поэтому соблюдайте правила пожарной безопасности. Защитите окружающую среду от сварочных брызг. Удалите легковоспламеняющиеся материалы, например, легковоспламеняющиеся жидкости, из зоны сварки и держите под рукой подходящие огнетушители.
Примечание: Пожар, вызванный искрами, может возникнуть даже через несколько часов после работы.
Внимание! Сварка в легковоспламеняющихся или взрывоопасных зонах строго запрещена.
Напряжение питания
- Не входите вместе с этим устройством в заготовку, например, контейнер или автомобиль.
- Не работайте на мокрых поверхностях.
- Не используйте поврежденные сварочные кабели.
- Не используйте сварочный пистолет или зажим заземления непосредственно на сварочном аппарате или другом электрическом устройстве.
Сварочный дым
Убедитесь в достаточной аэрации. Соблюдайте особые меры предосторожности при сварке металлов, содержащих свинец, кадмий, цинк, ртуть или бериллий. Достаточную подачу свежего воздуха можно также обеспечить с помощью шлема свежего воздуха.
Использование аппарата
- Аппарат поставляется с установленной сварочной проволокой 0,8 мм; таким образом, дальнейшая регулировка не требуется.
- Если не используется рекомендованная сварочная проволока, убедитесь, что контакт сварочной горелки и устройства подходит для размера и типа используемой проволоки.
Перед использованием изделия
Изделия поставляются в прочной специальной упаковке. Тем не менее, перед использованием устройства убедитесь, что изделия не были повреждены при транспортировке. Проверьте также, есть ли в упаковке заказанные вами продукты и необходимые руководства пользователя.
Окружающая среда
- Это устройство подходит как для внутреннего, так и для наружного использования; однако его следует защищать от сильного дождя и прямых солнечных лучей. Храните устройство в сухом и чистом месте и защищайте его от песка и пыли во время использования и хранения. Рекомендуемый диапазон рабочих температур составляет от –20 ℃ до +40 ℃.
- Разместите устройство так, чтобы оно не касалось горячей поверхности и не контактировало с искрами или сварочными брызгами. Убедитесь, что воздух свободно циркулирует внутри машины.
Кабельные соединения
Подключение к сети
- Устройство оснащено кабелем питания длиной 3,3 м и вилкой. Подключите питающий кабель к сети.
- Примечание: Необходим предохранитель на 16 А.
- При использовании удлинителя площадь его поперечного сечения должна быть не меньше площади поперечного сечения питающего кабеля (3×2,5 мм²) . Максимальная длина удлинителя 50 м.
- Сварочный аппарат также может работать от генератора тока. Минимальная мощность генератора 3,5 кВА, рекомендуемая 6,0 кВА, чтобы устройство можно было использовать на полную мощность.
Заземление
Кабель заземления уже подключен к машине. Очистите поверхность заготовки и прикрепите к ней заземляющий зажим, чтобы создать замкнутую и безотказную цепь, необходимую для сварки.
Сварочный пистолет
- Сварочный пистолет уже подключен к аппарату. Сварочный пистолет подает защитный газ, сварочную проволоку и электрический ток к сварному шву. При нажатии на спусковой крючок сварочного пистолета начинается подача защитного газа и подача проволоки. Дуга зажигается, когда сварочная проволока касается заготовки.
- Горловина сварочного пистолета может поворачиваться на 360°. При вращении шейки следите за тем, чтобы шейка вращалась почти до упора. Таким образом, вы предотвратите повреждения и перегрев грифа.
Примечание: При использовании сварочной проволоки диаметром, отличным от 0,8 мм, отрегулируйте контактный наконечник сварочного пистолета в соответствии с толщиной проволоки.
Защитный газ
- Защитный газ, необходимый для стальной проволоки, представляет собой двуокись углерода или смесь аргона и двуокиси углерода, которая заменяет воздух вблизи дуги. Толщина сварочного листа и мощность сварки определяют расход газа.
- Подсоедините байонетное соединение шланга защитного газа к шланговому соединению прибора, а насадку к регулирующему клапану газового баллона.
| № | Пояснение |
| 1 | Подсоедините шланг к штуцеру регулирующего клапана газового баллона и затяните. |
| 2 | Отрегулируйте поток с помощью винта регулирующего клапана. Подходящий расход составляет от 8 до 15 л/мин. |
| 3 | После использования закройте регулирующий клапан. |
Сварочная проволока
Аппарат поставляется со сварочным пистолетом, подключенным к положительному полюсу; таким образом, он подходит для сварки сплошной стальной проволоки без дополнительных настроек.
Адаптация направляющей канавки регулятора подачи проволоки
На заводе канавка регулятора подачи проволоки регулируется для соответствия сварочной проволоке диаметром от 0,8 до 1,0 мм. Если вы хотите использовать сварочную проволоку диаметром 0,6 мм, вам необходимо адаптировать направляющую насечку.
- Откройте регулятор подачи проволоки на рычаге регулятора давления.
- Включите устройство главным выключателем.
- Нажмите на спусковой крючок сварочного пистолета, чтобы переместить подающий ролик в положение, при котором фиксирующий винт направлен вверх и может быть отвинчен.
- Выключить прибор главным выключателем.
- Поверните наполовину крепежный винт подающего ролика с помощью торцового ключа на 2,0 мм.
- Снимите подающий ролик с вала.
- Поверните подающий ролик и установите его на вал до упора вниз, убедившись, что винт направлен вверх.
- Затяните фиксирующий винт ролика подачи.
Заправка сплошной проволоки
- Откройте корпус катушки, нажав на ручку открытия, затем установите катушку так, чтобы она могла вращаться против часовой стрелки. Это устройство принимает бухты проволоки весом 5 кг (диаметр 200 мм) или 1 кг (диаметр 100 мм).
- Закрепите катушку замком катушки.
- Отсоедините конец провода от катушки, но держите его.
- Вытяните примерно 20 см проволоки из катушки и выпрямите вытянутую часть проволоки; обрежьте провод в том месте, где он прямой.
- Откройте рычаг управления давлением, чтобы открыть привод управления подачей проволоки.
- Проденьте проволоку через заднюю подачу до подачи проволоки сварочной горелки.
- Закройте привод управления подачей проволоки и заблокируйте его с помощью рычага управления давлением. Убедитесь, что проволока проходит внутри направляющей прорези механизма подачи.
- С помощью рычага регулировки давления отрегулируйте давление сжатия, но не превышайте центральную линию шкалы. При слишком высоком давлении частицы металла стираются с поверхности проволоки, что может привести к ее повреждению. При слишком низком давлении привод сбивается, вызывая
провод бежит неровно.
Обратная полярность
Некоторые одножильные провода лучше подходят для сварки с присоединением пистолета к отрицательному полюсу; в этом случае полярность должна быть обратной. Проверьте рекомендуемую полярность на упаковке одножильного провода.
- Вытащите заглушку.
- Согните резиновое покрытие кабеля массы, чтобы снять кабель.
- Снимите гайки и шайбы, удерживающие стойки на месте. Обратите внимание на порядок шайб!
- Поменяйте местами кабели.
- Установите на место шайбы и снова затяните гайки с помощью гаечного ключа.
- Установите на место резиновое покрытие опоры троса массы. Эта резиновая крышка всегда должна защищать опору кабеля массы.
Switches and indicating diodes
| No | Name | No | Name |
| 1 | Welding power regulator | 4 | Overheating display |
| 2 | Wire-feed control | 5 | MMA/MIG switch |
| 3 | Standby diode |
Current adjustment with MMA режим сварки
- Мощность сварки регулируется в зависимости от толщины свариваемого листа. Устройство также оснащено подстроечным устройством длины дуги. Контрольный диод указывает на дежурный режим устройства и информирует о возможном перегреве.
- При включении устройства загорается зеленый дежурный диод. В то же время горит мигающий индикатор главного выключателя. В случае перегрева аппарата или слишком низкого или слишком высокого напряжения питания процесс сварки автоматически прерывается, загорается желтый диод перегрева. Он гаснет, как только устройство снова готово к использованию. Убедитесь, что вокруг устройства достаточно места для свободной циркуляции воздуха и охлаждения устройства.
Адаптация мощности сварки
- Адаптация мощности сварки к толщине листа также повлияет на скорость подачи проволоки и ток, подаваемый на проволоку. Это позволяет выполнять сварку в различных рабочих ситуациях. Однако тип соединения и отверстие в корне могут влиять на требуемую мощность сварки.
- Выберите правильный параметр с помощью регулятора мощности сварки в соответствии с толщиной листа свариваемого углового шва. Если толщина листа угловых сварных швов отличается, стандартно отрегулируйте среднее значение.
- Шкала толщины листа дана в миллиметрах, исходя из диаметра проволоки 0,8 мм. При использовании проволоки 0,6 мм регулировку мощности сварки необходимо отрегулировать на величину, немного превышающую толщину листа; при использовании провода 0,9–1 мм установите значение немного ниже.
- Регулятор длины дуги укорачивает или удлиняет дугу, тем самым влияя на температуру сварки.
Более короткая дуга менее горячая, более длинная – более горячая. Регулятор длины дуги также влияет на сварочные свойства дуги и брызг при различных комбинациях диаметров сварочной проволоки и защитных газов. - Если сварной шов слишком выпуклый, дуга слишком короткая или слишком холодная. В этом случае удлините или нагрейте дугу, повернув регулятор по часовой стрелке. Если вы хотите сваривать более холодной дугой, например, чтобы избежать прожигания отверстия в основном материале, укоротите дугу, повернув регулятор против часовой стрелки. При необходимости мощность сварки можно отрегулировать.
- После обрезки дуги, как правило, не требуется повторная регулировка в случае изменения толщины свариваемых листов.
При обслуживании устройства учитывайте коэффициент использования и условия окружающей среды. При правильном использовании и регулярном обслуживании устройство избавит вас от ненужных дисфункций.
Внимание! Перед работой с электрическими кабелями отключите устройство от сети.
Ежедневное обслуживание
- Удалите сварочные брызги с контактного наконечника сварочной горелки и проверьте отдельные детали. Немедленно замените поврежденные компоненты.
- Убедитесь, что изолирующие наконечники горловины сварочной горелки не повреждены и надежно закреплены. Поврежденные изолирующие детали требуют немедленной замены.
- Проверить герметичность кабельных соединений сварочной горелки и кабеля заземления.
- Проверьте состояние питающего напряжения и сварочного кабеля и замените неисправные кабели.
Техническое обслуживание механизма подачи проволоки
Механизм подачи проволоки следует обслуживать по крайней мере при замене катушки.
- Проверьте износ канавки ролика подачи проволоки и при необходимости замените ролик.
- Очистите механизм подачи проволоки сварочной горелки с помощью сжатого воздуха.
Очистка сварочного пистолета
Давление на подающий ролик приводит к удалению металлической пыли с поверхности сварочной проволоки; эта пыль попадает в механизм подачи проволоки. Если механизм подачи проволоки не очищать, он будет постепенно застревать, вызывая сбои в работе механизма подачи проволоки. Очистите механизм подачи проволоки следующим образом:
- Снимите газовое сопло сварочного пистолета, контактные сопла и адаптер контактного сопла.
- Подайте сжатый воздух через подачу с помощью пневматического пистолета.
- Также продуйте регулятор подачи и корпус катушки сжатым воздухом.
- Установите на место компоненты сварочного пистолета. Снова затяните контактный наконечник и адаптер контактного наконечника, чтобы обеспечить фиксацию.
Замена механизма подачи проволоки
Если механизм подачи проволоки сильно изношен или полностью забит, замените его следующим образом:
- Отсоедините сварочный пистолет от аппарата.
- Отсоедините шнур питания пистолета от клеммы устройства.
- Отсоедините заглушку отводящих линий устройства.
- Отверните фиксирующую гайку пистолета.
- Осторожно снимите пистолет с устройства, как только все детали выйдут из отверстия для кабеля в передней части.
- Открутите фиксирующую гайку, открывающую конец механизма подачи проволоки.
- Выровняйте кабель сварочной горелки и снимите механизм подачи проволоки с коллектора.
- Вставьте новую подачу в пистолет. Убедитесь, что механизм подачи проволоки полностью входит в переходник контактного сопла, а на конце направляющей, направленной к устройству, имеется уплотнительное кольцо.
- Затяните механизм подачи проволоки с помощью фиксирующей гайки.
- Отрежьте проволоку примерно за 2 мм до крепежной гайки и закруглите острые края места отреза.
- Установите пистолет на место и затяните все компоненты.
Технические характеристики
| M I G / M M A – 140 | M I G / M M A – 160 | M I G / M M A – 180 | M I G / M M A – 200 | M I G / M M A – 250 | |
| Intake voltage (V) | 1~220 ±10 % / 1~230 ±10 % | ||||
| Frequency (㎐) | 50/60 | ||||
| Мощность (кВА) | 3. 9 | 4.5 | 5.0 | 5.6 | 7.0 |
| Current (A) | 50–140 | 50–160 | 50–180 | 50–200 | 50–200 |
| Nominal oper- ating time (%) | 60 | ||||
| P ower factor | 0.93 | ||||
| E ff iciency (%) | 85 | ||||
| W ire-feed control | internal | ||||
| W ire feed speed (m⁄min) | 2.5–10 | 2.5–12 | 2.5 –12 | 2.5–12 | 2.5–12 |
| Roller diameter (㎜) | R=200 | ||||
| Diameter of wire (㎜) | 0. 6/0.8/1.0 | ||||
| Dimensions L×W×H (㎜) | 420×220×350 | ||||
| W eight (㎏) | 10.6 | ||||
| Insulation class | H | ||||
| Pr otection class | IP21S | ||||
Troubleshooting
| Pr oblem | Cause | Pr Противоположное решение |
| Проволока не двигается или устройство подачи проволоки запутывается. | Дефект роликов подачи, наконечники механизма подачи проволоки повреждены | Проверьте, не слишком ли затянут или ослаблен ролик подачи. |
| Проверьте, не слишком ли изношен подающий ролик. | ||
| Проверьте, не засорен ли проводной канал. | ||
| Проверить, нет ли брызг на конце лески и не сужено ли отверстие или не изношено ли. | ||
| Контрольный диод главного выключателя не горит. | На устройство не подается напряжение питания. | Проверить предохранители напряжения питания. |
| Проверить кабель и вилку питающего напряжения. | ||
| Плохая производительность сварки | На результат сварки влияет несколько факторов | Проверьте настройки резки регулятора мощности сварки и длины дуги. |
| Проверьте правильность крепления зажима заземления, правильную точку зажима и отсутствие повреждений кабеля и соединений. | ||
| Проверьте подачу защитного газа от наконечника сварочной горелки. | ||
| Напряжение питания неравномерное, слишком низкое или слишком высокое. | ||
| Горит диод режима перегрева | Устройство перегрелось. | Проверьте, свободен ли поток охлаждающего воздуха. |
| Превышен объемный коэффициент устройства; подождите, пока погаснет контрольный диод. | ||
| Напряжение питания слишком низкое или слишком высокое. |
Правила утилизации отходов
Директива ЕС об отходах электрического и электронного оборудования (Директива WEEE, 2012/19/EU) была реализована в немецком законодательстве, касающемся электрического и электронного оборудования и приборов.
Все электрические устройства WilTec, подпадающие под действие директивы WEEE, помечены символом перечеркнутого мусорного бака на колесиках. Этот символ указывает на то, что это электрическое устройство нельзя утилизировать вместе с бытовыми отходами.
WilTec Technik GmbH зарегистрирована в немецком регистрационном органе EAR (Stiftung ElektroAltgeräte Register) под регистрационным номером WEEE DE45283704.
Утилизация бывших в употреблении электрических и электронных устройств (предназначенных для использования в странах Европейского Союза и других европейских странах с отдельной системой сбора отходов для этих устройств). Символ на упаковке или самом изделии указывает на то, что с этим изделием нельзя обращаться как с обычными бытовыми отходами, а следует утилизировать на станции по переработке электрических и электронных отходов. Правильно утилизируя этот продукт, вы вносите свой вклад в защиту окружающей среды и здоровья ваших собратьев. Неправильная утилизация представляет угрозу для окружающей среды и здоровья.
Переработка материалов помогает сократить потребление сырья.
Дополнительную информацию об утилизации этого изделия можно получить в местной коммуне, на муниципальных предприятиях по утилизации отходов или в магазине, где вы приобрели изделие.
Информация, содержащаяся в этом документе, может быть изменена в любое время без предварительного уведомления. Никакая часть этого документа не может быть скопирована или иным образом продублирована без предварительного письменного согласия. Все права защищены. WilTec Wildanger Technik GmbH не несет ответственности за возможные ошибки в данном руководстве по эксплуатации, а также в представленных схемах и иллюстрациях.
Несмотря на то, что компания WilTec Wildanger Technik GmbH приложила все возможные усилия для того, чтобы данное руководство по эксплуатации было полным, точным и актуальным, нельзя полностью исключить ошибки. Если вы нашли ошибку или хотите предложить улучшение, мы с нетерпением ждем вашего ответа.
Свяжитесь с нами по телефону
. Отправьте нам электронное письмо по адресу: [email protected] или воспользуйтесь нашей контактной формой: https://www.wiltec.de/contacts/
. Вы можете найти самую последнюю версию этого руководства на нескольких языках. в нашем интернет-магазине: https://www.wiltec.de/docsearch
Наш почтовый адрес:
WilTec Wildanger Technik GmbH Königsbenden 12 52249 Eschweiler Germany.
Хотите забрать свой товар? Наш адрес для сбора:
WilTec Wildanger Technik GmbH Königsbenden 28 52249 Eschweiler Germany
Чтобы сократить время ожидания и упростить обработку на месте, мы просим вас заранее кратко связаться с нами или разместить свой заказ через интернет-магазин.
Электронная почта: [email protected]
Тел.: +49 2403 55592–0
Факс: +49 2403 55592–15
сообщите об этом объявлении
Чтобы вернуть товар для обмена, ремонта или других целей, используйте следующий адрес. Внимание! Чтобы обеспечить беспроблемную жалобу или возврат, важно связаться с нашей службой поддержки клиентов, прежде чем возвращать ваши товары.
Документы/ресурсы
| Сварочный аппарат WILTEC 62551 MIG или MAG на 180 А [pdf] Руководство пользователя 62551, Аппарат для сварки MIG или MAG на 180 A, 62551 Аппарат для сварки MIG или MAG на 180 A, Аппарат для сварки MAG, Аппарат для сварки MIG |