ПРОЦЕССЫ НА ОТДЕЛЬНЫХ УЧАСТКАХ СВАРОЧНОЙ ДУГИ
Процесс зажигания дуги при сварке плавящимся электродом начинается с короткого замыкания электрода с основным металлом.
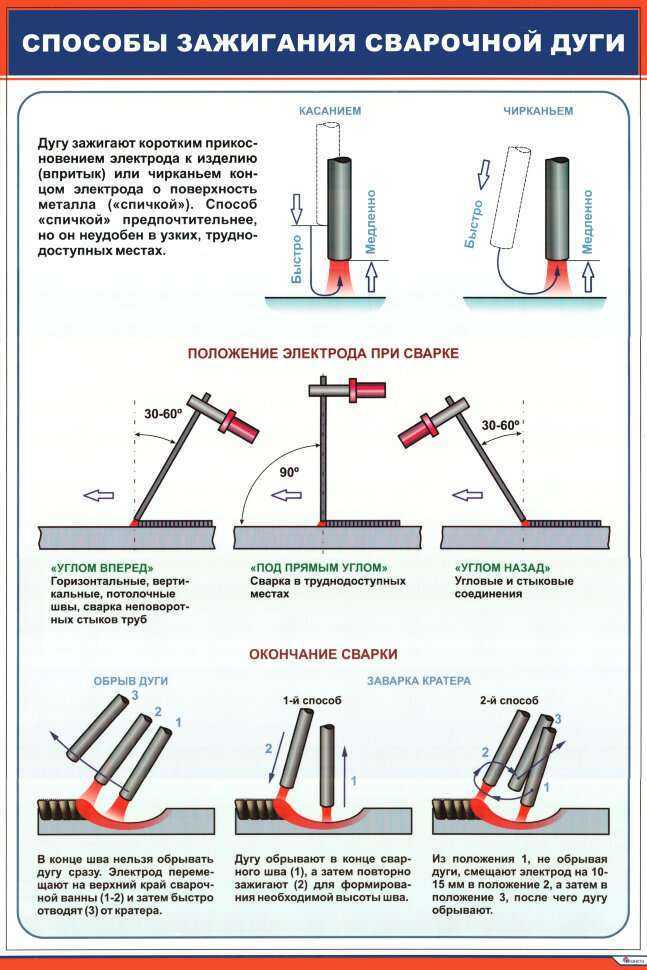
Из-за шероховатости поверхности электродов касание при коротком замыкании происходит отдельными выступающими участками, которые под действием выделяющейся теплоты мгновенно расплавляются, образуя жидкую перемычку между основным металлом и электродом. При отводе электрода жидкая перемычка растягивается, сечение ее уменьшается, сопротивление и температура возрастают. В момент достижения расплавленным металлом перемычки температуры кипения в легко ионизирующихся парах металла возникает дуга. Процесс возникновения и развития дуги длится доли секунды. При сварке неплавящимся электродом происходят те же процессы, но жидкая перемычка образуется за счет плавления только основного металла Очень часто зажигание дуги осуществляется без замыкания электродов: за счет повышенного напряжения между ними. В этом случае применяются осцилляторы, являющиеся источником вспомогательного тока высокого напряжения и частоты.
В силу различной природы физических явлений в катодной, анодной области и столбе дуги дуговой промежуток обычно разделяют на область, примыкающую к катоду, называемую катодной, примыкающую к аноду — анодной областью, а промежуток между ними — столбом дуги (рис. 16). На поверхности катода и анода образуются катодные и анодные активные пятна, через которые проходит весь ток сварочной дуги и поэтому они наиболее нагреты. Высокая температура катодного пятна является непременным условием существования дугового разряда.
Рассмотрим основные физические процессы, протекающие на участках дуги.
В катодной области из катодного пятна происходит эмиссия электронов, которые, ускоряясь электрическим полем в области катодного падения напряжения, попа-
*
дают в столб дуги. Сталкиваясь в столбе дуги с нейтральными частицами, электроны их ионизируют
е + Л° — Л+ + 2емедл, (6)
в результате получаются два медленных электрона и положительный ион.
Положительные ионы, обладая положительным зарядом, движутся к катодному пятну. Если предположить, что каждый эмиттированный катодным пятном электрон ионизирует однократно нейтральную частицу, то коли-
Если предположить, что каждый эмиттированный катодным пятном электрон ионизирует однократно нейтральную частицу, то коли-
Рис. 16. Схема сварочной дуги: а — перенос зарядов; 6 — падение напряжения (Uд — падение напряжения на дуге; UK — падение напряжения в катодной области; Uст — падение напряжения в столбе дуги; Ua — падение напряжения в анодной области)
чество ионов будет равно количеству электронов. Но из-за большой массы ионов скорость их движения в катодной области будет меньше, чем электронов, и в каждый данный момент времени положительный заряд всех ионов будет больше отрицательного заряда электронов. В области катодного падения напряжения создается избыточный объемный положительный заряд, возникновение которого в прикатодной области и создает в ней повышенную напряженность электрического поля. В катодной области на длине около 10-5 см сосредоточена значительная часть напряжения дуги, называемая катодным падением напряжения UK.
В анодной области около анодного пятна на участке, равном длине свободного пробега электрона, наблюдается резкое падение напряжения, так называемое анодное падение напряжения £/а, вызванное наличием большего некомпенсированного объемного отрицательного заряда.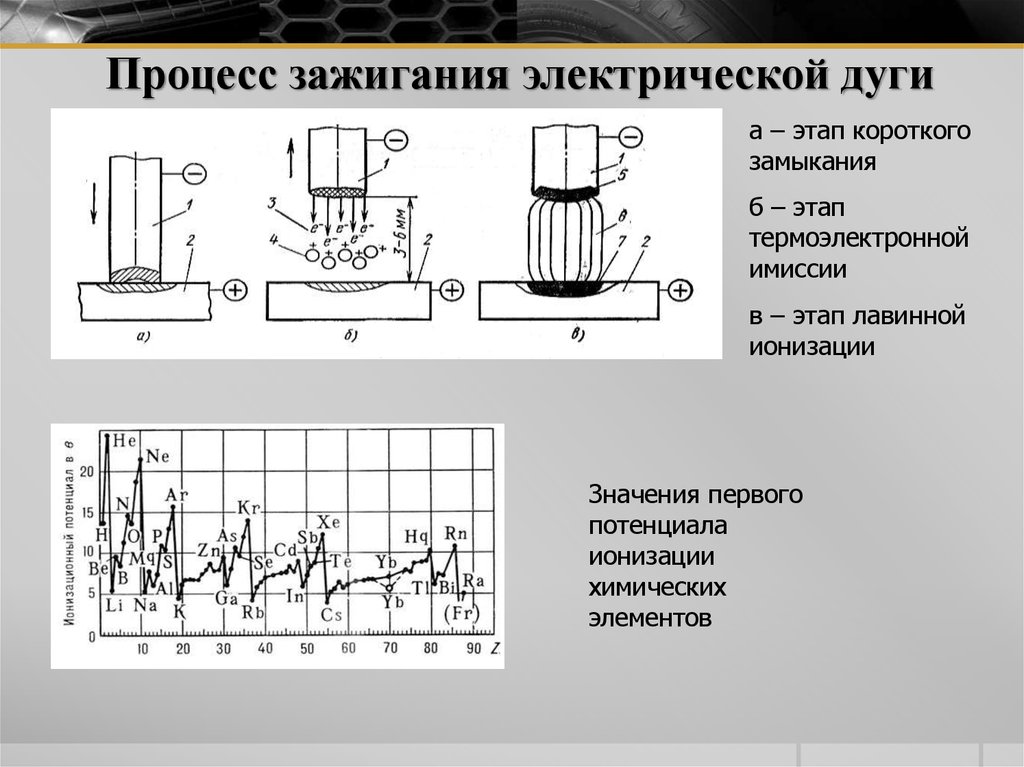 Это имеет место вследствие того, что электроны, возник-
Это имеет место вследствие того, что электроны, возник-
2 Думов С. И.
шиє в столбе дуги на расстоянии от анода, равном или меньшем длины их свободного пробега в направлении электрического ноля, направляются непосредственно на анод. Па этом участке дуги почти отсутствует ионизация п нет положительных ионов, заряд которых мог бы компенсировать заряд электронов. Поэтому электроны, проходя анодную область, резко увеличивают скорость своего движения п, попадая па анодное пятно, тормозятся и централизуются. При торможении электронов выделяется вся приобретенная ими в области анодного падения напряжения кинетическая энергия, а нейтрализация сопровождается выделением энергии, равной работе выхода.
В результате выделения электронами энергии температура электрода в анодном пятне близка к температуре кипения материала анода.
Столб дуги (плазма) — область, расположенная между катодным и анодным падением напряжения. Атмосфера столба дуги представляет собой смесь электронов, положительных ионов (в некоторых случаях отрицательных ионов), а также нейтральных атомов.
Столб дуги в целом не имеет заряда. Он нейтрален. В каждом данном сечении столба дуги одновременно находятся равные количества заряженных частиц противоположных знаков.
Установлено, что градиент падения напряжения в столбе дуги постоянен, и при дуговой сварке электродами из ннзкоуглеродистой стали колеблется в пределах 20— 40 В/см. Падение напряжения в столбе дуги пропорционально его длине:
Uд — UкUaUСТ;
Ua = а — Ы,
где а — сумма падения напряжения в прикатодной и прианодиой области; b — падение напряжения на единицу столба дуги, В/мм; / — длина столба дуги, мм.
Энергия, необходимая для поддержания постоянства дугового промежутка, поступает от источника питания дуги.
Температура столба дуги зависит от эффективного потенциала ионизации газов, заполняющих дуговой промежуток, напряженности поля, плотности тока в электроде, полярности и др. При равном токе и напряженности поля температура изменяется пропорционально изменению эффективного потенциала ионизации. Для прнбли-
Для прнбли-
жекных подсчетов температуры дугового промежутка в зависимости только от эффективного потенциала ионизации можно пользоваться уравнением Хренова
7СТ = 810£/и. Эф. (9)
Здесь 7СТ—температура столба дуги, К; Uu. эф —эффективный потенциал ионизации, В.
Температура столба дуги по его сечению неодинакова. Наибольшую температуру имеет центральная часть столба дуги. Увеличение плотности тока приводит к увеличению температуры столба дуги. Так, при сварке под флюсом переменным током 450 А при диаметре электрода 5 мм температура столба дуги составляет 6000 К, а при диаметре электрода 2 мм — 7800 К.
Современные способы автоматической сварки крупных тонкостенных изделий из алюминиевых сплавов
© 2016 А.М. Тупицын* **, Э.А. Гладков**, А.В. Чернов***
* ООО «СВАРБИ», Москва, Россия
** Московский государственный технический университет им. Н. Э. Баумана, Москва, Россия
Э. Баумана, Москва, Россия
*** Волгодонский инженерно—технический институт – филиал Национального исследовательского ядерного университета «МИФИ», Волгодонск, Ростовская обл., Россия
В статье проведен анализ технологических возможностей современных способов автоматической сварки крупногабаритных тонкостенных изделий ответственного назначения из алюминиевых сплавов.
Рассмотрены виды, достоинства и недостатки, типы дефектов, которые появляются при использовании дуговых, фрикционных, лазерных и гибридных методов.
По результатам анализа выбран наиболее оптимальный и рациональный способ сварки.
Ключевые слова: автоматическая сварка, сварка алюминия, сварка крупногабаритных тонкостенных изделий, дуговая сварка, фрикционная сварка, лазерная сварка, гибридная сварка.
Поступила в редакцию 02.02.2016 г.
ВВЕДЕНИЕ
Алюминиевые сплавы относятся к трудносвариваемым материалам. Высокая теплопроводность, теплоемкость и скорость охлаждения, склонность к образованию пор и горячих трещин [1], наличие оксидной пленки усложняют процесс получения качественных соединений.
Тем не менее, алюминиевые сплавы применяются во многих отраслях промышленности: авиационной,авиакосмической, транспортной и др., так как имеют весьма малую плотность, практически сравнимы по удельной прочности с другими конструкционными сталями и сплавами, обладают высокой коррозионной стойкостью и жаропрочностью [2].
При изготовлении ответственных конструкций из алюминиевых сплавов (особенно крупногабаритных) важно уделить внимание к выбору оптимального способа сварки, способного компенсировать негативные свойства алюминиевых сплавов, а также обеспечить получение прочного бездефектного соединения с сохранением геометрии конструкции.
Помимо этого, необходимо оценить возможность и простоту механизации и автоматизации процесса, так как обеспечение высокой производительности в большинстве случаев является важным критерием при выборе способа,а снижение влияния человеческого фактора в сварочном процессе позволит уменьшить вероятность появления дефектов.
Изучение литературных источников показало, что существует множество способов сварки алюминиевых сплавов:дуговые, фрикционные (трением), лазерные, гибридные, которые могут быть использованы при сварке различных конструкций из алюминиевых сплавов (Рис. 1).
Рис. 1. – Способы сварки алюминия
1. ФРИКЦИОННЫЕ СПОСОБЫ
Фрикционная сварка – это сварка за счет выделения тепла при трении рабочего инструмента и детали.
1.1 Виды
Разновидностью фрикционных способов является сварка трением с перемешиванием СТП (Friction Stir Welding).Сварка происходит за счет нагрева быстро вращающегося шпинделя со штырем в центре, который погружается в стык двух деталей и движется вдоль линии стыка.
Помимо стандартной СТП существуют модернизированные способы [3,4], которые позволяют компенсировать некоторые недостатки:
СТП с двумя шпинделями (Self-reacting или SR-FSW). Это способ, в котором вместо жестко фиксированной подкладки используется еще один шпиндель, находящийся на противоположной стороне от рабочего шпинделя.Способ позволяет получить более симметричный шов [4], а осевое усилие, возникающее в обычной СТП,отсутствует, что позволяет уменьшить размер и сложность приспособлений.
СТП с подогревом (Assisted FCW). В данном способе осуществляется прогрев изделия с помощью TIG сварки,лазерной сварки или системы индукционного нагрева [3]. Происходит снижение напряжения в шпинделе, что приводит к уменьшению износа инструмента.
СТП с импульсным вращением шпинделя (Pulsed FCW). В данном способе используется импульсно изменяющаяся скорость вращения и/или перемещения. Шпиндель вращается в режиме полного реверса. Эксперименты позволили получить симметричную микроструктуру в зоне сварочного шва. При этом швы имели более высокий предел прочности и относительное удлинение [3].
Эксперименты позволили получить симметричную микроструктуру в зоне сварочного шва. При этом швы имели более высокий предел прочности и относительное удлинение [3].
1.2 Достоинства и недостатки
СТП легко автоматизировать, тепловложение минимально, так как отсутствует расплавление сварочной ванны, нет выгорания легирующих элементов, не требуется дополнительная термическая обработка шва, способ позволяет обеспечить высокую производительность сварки, что особенно актуально при сварке крупногабаритных конструкций.
Процесс не требует использования проволок, прутков, флюсов, защитных газов, что значительно снижает себестоимость конструкции.
При использовании СТП возникает необходимость двухсторонней жесткой фиксации изделий, что приводит к невозможности использования способа для сварки сложных пространственных конструкций. Недостатком способа также является высокая стоимость оборудования.
СТП является относительно новым способом, поэтому еще одной проблемой является недостаточная«изученность» процесса, трудно найти в открытых источниках технологию и режимы сварки.
1.3 Дефектность
Отсутствие сварочной ванны решает основные проблемы при сварке алюминия: образование пористости,кристаллизационных трещин, выгорание легирующих элементов [5].
Основным дефектом при сварке трением с перемешиванием является несплавление в корне шва. При выполнении СТП в месте выхода рабочего инструмента из стыка в конце шва остается отверстие. Характерными дефектами является вогнутость, возможность появления твердых включений: осколки рабочего инструмента, остатки грязи,масла, жира [6].
1.4 Чувствительность к аномалиям сборки и сварки
С помощью СТП возможно сваривать в любом пространственном положении. Для обеспечения качественного сварного соединения требуется обеспечить высокую точность сборки конструкции.
2. ЛАЗЕРНЫЕ СПОСОБЫ
Лазерная сварка – это сварка соединений высококонцентрированным источником нагрева.
2.1 Виды
Лазерная сварка алюминиевых сплавов выполняется либо традиционными СО2-лазерами, либо более современными и прогрессивными волоконными лазерами.
Лазеры бывают как периодического (импульсного), так и непрерывного действия [7].
В качестве источника излучения рекомендуется применять волоконные лазеры, так как уровень мощности, который необходим для начала проплавления в 2 раза меньше, чем у CO2-лазера [8], а КПД в 1,5-2 раза выше КПД CO2-лазера (30% против 15-20%) [9]. При этом соединения, полученные излучением СО2 и волоконного лазера,практически не отличаются по внешнему виду и макроструктуре [8].
2.2 Достоинства и недостатки
Достоинствами лазерной сварки являются минимальные тепловложения, высокая концентрация нагрева: объем сварочной ванны в несколько раз меньше, чем при дуговой сварке [8,9], минимальная деформация: в 3-5 раз ниже,чем при дуговой сварке [7], высокая производительность за счет скорости сварки: 50-200 м/ч и более [7,9], низкая степень коробления и деформации деталей [8].
Недостатками способа являются высокая стоимость оборудования, снижение прочностных характеристик соединения из-за провисания сварочной ванны [9], для сварки в автоматизированном режиме требуется тщательно выстроить весь производственный цикл.
2.3 Дефектность
При лазерной сварке, из-за быстрого охлаждения расплава, алюминиевые сплавы склоны к образованию трещин,наблюдается возникновение чешуйчатости сварного шва [8], при использовании CO2 лазера возникает большое количество пор [10].
2.4 Чувствительность к аномалиям сборки и сварки
Данным способом возможно проводить работы в различных пространственных положениях.
Лазерные способы чувствительны к величине зазора между кромками, что существенно увеличивает трудоемкость сборки конструкций, так как возникает необходимость обеспечения высокой точности сборки (Таблица 1) [7,11].
Таблица 1. – Зависимость величины зазора от скорости сварки и толщины металла
|
Толщина металла, мм |
Скорость сварки, мм/сек |
Максимально допустимая |
|
|
величина зазора (b), мм | |||
|
|
|
| |
|
0,8 – 1,5 |
5,5-22,2 |
0,12 |
|
|
22,2-33,3 |
0,10 |
| |
|
|
| ||
|
1,5 – 3,0 |
5,5-22,2 |
0,15 |
|
|
22,2-33,3 |
0,12 |
| |
|
|
|
3. ДУГОВЫЕ СПОСОБЫ
ДУГОВЫЕ СПОСОБЫ
Дуговая сварка – это сварка соединений, в которой используется электрическая дуга для нагрева и расплавления металла.
3.1 Виды
Дуговые способы сварки алюминия разделяются на две большие группы: с использованием неплавящегося вольфрамового электрода (TIG) и с использованием плавящегося электрода-проволоки (MIG).
TIG. Наиболее популярными технологиями TIG сварки являются способы с применением динамических дуг,например, coldArc от компании EWM [12], позволяющий регулировать параметры сварки так, чтобы при изменении расстояния между электродом и изделием, подаваемая энергия сохраняла постоянную составляющую [12].
Для увеличения расплавленного металла и скорости сварки применяют дополнительную присадочную проволоку:холодную или горячую (рис. 2).
MIG. Способы MIG сварки алюминиевых сплавов, в основном, подразделяются на импульсные и «холодные» процессы.
«Холодные» способы позволяют уменьшить количество введенного тепла в основной металл за счет резкого снижения сварочного тока при коротком замыкании. Отрыв капли происходит за счет гравитационных сил. В процессе CMT компании Fronius, отрыв капли происходит еще и с помощью обратного движения сварочнойпроволоки [13]. Подобные технологии разработаны и другими производителями: ColdArc (EWM,) ColdMIG(Merkle), WiseThin (Kemppi), PrecisionPulse (Lincoln Electric).
Отрыв капли происходит за счет гравитационных сил. В процессе CMT компании Fronius, отрыв капли происходит еще и с помощью обратного движения сварочнойпроволоки [13]. Подобные технологии разработаны и другими производителями: ColdArc (EWM,) ColdMIG(Merkle), WiseThin (Kemppi), PrecisionPulse (Lincoln Electric).
Рис. 2. – Схема TIG сварки с присадкой
Импульсные способы позволяют увеличить скорость сварки за счет импульсного увеличения тока.
Сварку алюминиевых изделий с применением импульсной технологии можно производить с помощью процессов Syncro Pulse, PMC (Fronius), Pulse-On-Pulse (Lincoln
Electric), SpeedPulse (Lorch) и др.
В процессах Pulse-On-Pulse и SpeedPulse используются высоко- и маломощные импульсы. Данное решение позволило облегчить процесс выполнения сварочных соединений, улучшить внешний вид швов, увеличить глубину проплавления и скорость сварки [14].
Процесс PMC (Pulse MultiControl) за счет высокочастотной составляющей позволяет оценивать положение капли с последующим изменением сварочных параметров, добиться плавного перетекания капли в ванну. Процесс позволяет автоматически поддерживать минимальную дугу, что приводит к уменьшению разбрызгивания (рис. 3).
Процесс позволяет автоматически поддерживать минимальную дугу, что приводит к уменьшению разбрызгивания (рис. 3).
Рис. 3. – Процесс «перетекания» капли в сварочную ванну
Для увеличения скорости сварки используются тандемы (сварка ведется сразу двумя и более проволоками).Например, две проволоки используются в процессе
Tandem MIG от компании Lincoln Electric.
3.2 Достоинства и недостатки
Основным достоинством дуговых способов является экономичность процесса по сравнению с другими перечисленными способами, легкость автоматизации, отсутствие специализированной оснастки.
Недостатками способа являются более низкая производительность сварочного,
необходимость применять большое количество материалов, относительно низкая концентрация энергии в дуге,неустойчивость горения дуги при высоких скоростях [11].
3.3 Дефектность
Большое количество тепла, вводимое во время сварки, может привести к деформации изделия. Применение рациональной конструкции и импульсных или холодных процессов позволит снизить тепловложение,следовательно, деформацию конструкцию.
При сварке алюминиевых сплавов есть вероятность появления пор и подрезов. Тщательная подготовка поверхности перед сваркой и соблюдение технологии позволит избежать образования пор, а правильный подбор режима сварки предотвратит образование подрезов.
3.4 Чувствительность к аномалиям сборки и сварки
Данным способом можно выполнять качественные сварные соединения во всех пространственных положениях.
Среди перечисленных в статье способов, дуговая сварка является наименее чувствительными к аномалиям изделия и сборки: неравномерной ширине стыка, возможности сварки больших воздушных зазоров.
3.5 Гибридные способы
Данные способы сочетают в себе два и более процесса, что позволяет использовать преимущества каждого и нивелировать их недостатки.
Гибридный способ лазер—дуга. Сварка алюминия осуществляется лазером в сочетании c неплавящимся или плавящемся электродом [11].
Способ используют в том случае, когда необходимо сварить листы в автоматическом режиме с большой скоростью,низким тепловложением и высоким качеством сварных соединений.
Достоинствами является снижение требований к точности сборки деталей[11], высокая стабильность при высоких скоростях сварки (свыше 60 м/ч [15]), снижение мощности луча, снижение потребления энергии, увеличение эффективности оборудования (в 1.5-2 раза по сравнению с лазерной [11]), снижение затрат на расходные материалы(в 2 раза [16]).
Недостатками являются склонность к формированию подрезов, эрозия неплавящегося электрода [10], высокая стоимость оборудования.
Гибридная лазерно—плазменная сварка. Важным преимуществом плазменной сварки является катодная очистка поверхности изделия [11,17].
Микроплазменная составляющая позволяет значительно снизить себестоимость оборудования и увеличить стабильность горения дуги [11].
Недостатком метода является провисание швов, образование подрезов и внутренних пор [15], невозможность достичь стабильного процесса при высоких скоростях сварки [11].
Соединив микроплазменную и лазерную сварку, можно получить высокопроизводительный процесс с повышенным качеством сварных соединений [18], стабилизировать процесс при высоких скоростях, снизить зависимость процесса от оптических свойств поверхности. При сварке происходит очистка поверхности от оксидной пленки[11].
При сварке происходит очистка поверхности от оксидной пленки[11].
Двухлучевая лазерная сварка. Это способ, в котором сварочная ванна формируется за счет воздействия двух лучей лазера.
В настоящее время данная технология недостаточно изучена, поэтому практически не применяется в промышленности [19].
Достоинствами данного способа является устранение прожогов, уменьшение порообразования [11], возможность сварки разнотолщинных деталей и удаления оксидной пленки одним из лазеров.
ЗАКЛЮЧЕНИЕ
В статье были рассмотрены различные способы сварки крупногабаритных тонкостенных конструкций ответственного назначения из алюминиевых сплавов.
Несмотря на высокую производительность и возможность сварки с малым вводом тепла, лазерные способы проблематично использовать при сварке, так как необходимо обеспечить высокую точность сборки и максимальную(«аптечную») чистоту производства. Из-за высокой стоимости оборудования, применение данных способов целесообразно только при массовом производстве конструкций.
Сварку трением с перемешиванием также затруднительно применять в данных конструкциях, так как способ актуален только для соединения простых по форме изделий, при сварке которых возможно обеспечить жесткое двухстороннее закрепление.
Актуально применение гибридных способов сварки, но, из-за малого количества информации в открытых источниках, возникает проблема подбора режима сварки и оценка этих процессов по критерию – «цена-качество».Высокая стоимость оборудования также сужает область применения данных способов.
Способ дуговой сварки MIG, за счет применения импульсных или «холодных» процессов, позволит решить проблему высокого тепловложения при сварке алюминиевых сплавов. Пониженная чувствительность способа к аномалиям сборки стыкового соединения, по сравнению с лазерной сваркой, значительно снижает трудоемкость изготовления сложной пространственной конструкции, а применение адаптивных алгоритмов управления процессом позволит расширить технологические возможности процесса и перейти от ручной и механизированной сварки к автоматизированной с сохранением высокого показателя по критерию «цена – качество».
Помимо этого, за счет автоматизации и механизации процесса возможно значительное увеличение производительности сварки и повышение стабильности процесса. Относительно низкая стоимость оборудования и простота реализации технологического процесса сварки на базе быстродействующих инверторных источников питания, также является серьезным преимуществом при выборе данного способа [20].
На основе идентификации процесса сварки как объекта управления, авторами запланированы работы по разработке и внедрению автоматизированного комплекса для автоматической сварки упомянутых в статье ответственных изделий из алюминиевых сплавов с решением задач геометрической и технологической адаптации процесса сварки к технологическим возмущениям различной физической природы.
Проведя анализ технологических возможностей рассмотренных выше современных способов сварки, авторы пришли к выводу, что для поставленных задач наиболее рациональными и оптимальными способами являютсяMIG/TIG способы сварки с применением импульсных технологий. В своих дальнейших исследованиях авторы уделят внимание совершенствованию этих способов на базе разработки и внедрения автоматизированного оборудования с использованием средств цифрового контроля и управления процессом, а также применения автоматизированных головок с быстродействующими источниками питания и адаптивных роботов.
В своих дальнейших исследованиях авторы уделят внимание совершенствованию этих способов на базе разработки и внедрения автоматизированного оборудования с использованием средств цифрового контроля и управления процессом, а также применения автоматизированных головок с быстродействующими источниками питания и адаптивных роботов.
СПИСОК ЛИТЕРАТУРЫ
1. Mathers G. The Welding of Aluminium and its Alloys. Cambridge: Pub. Woodhead Publishing, Ltd, 2002, 242 p.
2. Макаров, Э.Л. и др. Теория свариваемости сталей и сплавов [Текст] / Э.Л. Макаров, Б.Ф. Якушин. – М.: МГТУ им. Н.Э. Баумана, 2014. – 487 с.
3. Dawes C.J. Friction stir welding. TALAT. 1999, p. 13. Available at: http://mitpublications.org/yellow_images/1361513532_logo_File%204.pdf
4. Thomas W.M., Norris I.M., Staines D.G., Watts E.R. Friction stir welding – process developments and variant techniques. SME Summit. Oconomowoc, 3-4 August 2005, Milwaukee, USA. pp. 1–21. Available at: http://hegesztesportal.hu/tudastar/wt_fsw.pdf
pp. 1–21. Available at: http://hegesztesportal.hu/tudastar/wt_fsw.pdf
5. Threadgill P.L., Leonard A.J., Shercliff H.R., Withers P.J. Friction stir welding of aluminium alloys. International Materials Reviews. 2009, Vol. 54, Issue 2, ISSN 0950-6608, DOI: 10.1179/174328009X411136, pp. 49–93.
6. Gibson B.T., Lammleinb D.H., Praterc T.J., Longhurstd W.R., Coxa C.D., Balluna M.C., Dharmaraja K.J., Cooka G.E., Straussa A.M. Friction stir welding: Process, automation, and control. Journal of Manufacturing Processes. 2014, Vol. 16, Issue 1, ISSN 1526-6125, DOI: 10.1016/j.jmapro.2013.04.002, pp. 56–73.
7. Игнатов, А. Лазерная сварка сталей мощными CO2-лазерами. Часть 1 [Текст] / А. Игнатов //Фотоника. – 2008. – №6. – С. 8.
8. Шиганов, И.Н. и др. Лазерная сварка алюминиевых сплавов [Текст] / И.Н. Шиганов, А.А.
Холопов // Фотоника. – 2010. – №3. – С. 6–10.
– С. 6–10.
9. Шиганов, И.Н. и др. Лазерная сварка алюминиевых сплавов авиационного назначения [Текст] / И.Н. Шиганов, С.В. Шахов, А.А. Холопов// Инженерный журнал: наука и инновации. – 2012. – №6(6). – С. 34–50.
10. Bagger C., Olsen F.O. Review of laser hybrid welding. Journal of Laser Applications. 2005, Vol. 17, №1, DOI 10.2351/1.1848532, p. 13.
11. Григорьянц, А.Г. и др. Гибридные технологии лазерной сварки [Текст] / А.Г. Григорьянц, И.Н. Шиганов, А.М. Чирков. – М.:Издательство МГТУ им. Н.Э. Баумана, 2004. – 49 с.
12. Инновационные процессы сварки TIG/плазменной сварки от компании EWM [Текст]. – [Б.м.], 2014. – С. 24.
13. Гладков, Э.А. и др. Автоматизация сварочных процессов [Текст] / Э.А.Гладков, В.Н. Бродягин, Р. А. Перковский. – М.: МГТУ им.Н.Э. Баумана, 2014. – 421 с.
А. Перковский. – М.: МГТУ им.Н.Э. Баумана, 2014. – 421 с.
14. Lincoln Electric. Pulse-On-Pulse GMAW (MIG). 2006, p. 4.
15. Шелягин, В.А. и др. Технологические особенности лазерной, микроплазменной и гибридной лазерной-микроплазменной сварки алюминиевых сплавов [Текст] / В.А. Шелягин, А.М. Оришич и др. // Автоматическая сварка. – 2014. – Т. №5(734). – С. 35–42.
16. Пауль, К. и др. Гибридная лазерная сварка [Текст] / К. Пауль, Ф. Ридель // Фотоника. – 2009. – №1. – С. 2–5.
17. Патон, Б.Е. и др. Микроплазменная сварка [Текст] / Б.Е. Патон и др. – Киев: Наукова думка, 1979. – 248 с.
18. Патон, Б.Е. и др. Гибридная лазерно-микроплазменная сварка металлов малых толщин [Текст] / Б. Е. Патон и др. // Автоматическая сварка. – 2002. – №3. – С. 5–9.
Е. Патон и др. // Автоматическая сварка. – 2002. – №3. – С. 5–9.
19. Грезев, Н.В. Разработка способа двухлучевой лазерной сварки конструкционных низколегированных трубных сталей : автореф.дисс. канд. техн. наук [Текст] / Н.В. Грязев. –
М., 2010. – 18 с.
20. Гладков, Э.А. Управление процессами и оборудованием при сварке [Текст] Э.А. Гладков – М: Центр «Академия», 2006. – 432 с.
ЭЛЕКТРОННЫЕ РЕСУРСЫ
Научно-практический журнал «Глобальная ядерная безопасность» http://gns.mephi.ru/ru.
Вернуться к списку
Особенности сварки алюминия (стр. 7 из 8)
Механические свойства сварных соединений из сплава АМг6 толщиной 10 мм, выполненных механизированной сваркой на традиционных источниках питания (типа ВДУ-506) следующие [7]: .В = 30,6 кг/мм2, угол загиба . = 133 град.
2.4.2. Механизированная импульсно-дуговая сварка плавящимся электродом.
Повысить качество металла шва алюминиевых сплавов удается применением техники управляемого переноса металла при импульсно-дуговой сварке.
Импульсно-дуговая сварка плавящимся электродом отличается от обычной тем, что на постоянный ток обратной полярности, получаемый от основного источника питания, накладываются кратковременные импульсы тока с определенной частотой (как правило, 50 или 100Гц). Импульсы генерируются импульсным устройством для получения мелкокапельного направленного переноса электродного металла через дугу при более низких значениях сварочного тока, чем это имеет место при естественном мелкокапельном переносе. Величину и длительность импульсов сварочного тока выбирают такими, чтобы можно было обеспечить управляемый перенос металла с торца электрода небольшими каплями в широком диапазоне токов. Как правило, в паузах между импульсами значение тока небольшое, но достаточное для поддержания горения сварочной дуги, при котором ввод теплоты в изделие уменьшается и отсутствует перенос металла.
Импульсно-дуговая сварка обеспечивает повышение механических свойств наплавленного металла и сварных соединений в целом, улучшает стабильность процесса, позволяет выполнять сварку в различных пространственных положениях с улучшенным формированием швов, существенно стабилизировать провар корня шва.
Для механизированной импульсно-дуговой сварки плавящимся электродом используют источник питания ВДГИ-302, который комплектуется подающим механизмом ПДИ-304.
Ориентировочные режимы механизированной импульсно-дуговой сварки алюминия и его сплавов плавящимся электродом в аргоне приведены в табл. 2.7.
Таблица 2.7.
Ориентировочные режимы механизированной импульсно-дуговой сварки алюминия и его сплавов плавящимся электродом в аргоне. [5]
| b, мм | dЭЛ.ПР., мм | Частота импульсов, 1/с | , А | UД, В | , м/ч | Расход аргона, л/мин | Число проходов |
| 4 | 1,4-1,6 | 50 | 130-150 17- | 19 20- | 25 | 10-12 | 1 |
| 5 | 1,4-1,6 | 50 | 140-170 17- | 19 20- | 25 | 10-13 | 1 |
| 6 | 1,4-1,6 | 100 | 160-180 18- | 21 20- | 25 | 12-14 | 1 |
| 8 | 2,0 | 100 160- | 190 22-24 | 25- | 30 12- | 14 2 | |
| 10 | 2,0 | 100 220- | 280 24- | 26 25- | 30 14- | 16 | 2 |
В последние годы широкое распространение при импульсно-дуговой сварке алюминия получили инверторные установки. Наиболее характерным представителем является установка для механизированной сварки типа Sinermig – 401 («OZAS»). Работа источника осуществляется на частоте 26 кГц с возможностью наложения дополнительных импульсов регулируемой амплитуды и скважности. Применение дополнительных импульсов позволяет увеличить производительность на 25% (по данным ОАО «Адмиралтейские верфи»). Использование этого источника позволяет получать кроме указанных выше возможностей, еще и формирование швов с обратным валиком и т.д., что часто требуется при сварке трубопроводов. Это достигается за счет возможности регулировки амплитуды и скважности импульсов, что невозможно на установке ВДГИ-302, где импульсы следуют постоянной амплитуды и частоты. Однако, данных по механическим свойствам изделий из алюминия и его сплавов, сваренных на таком источнике, не существует, ввиду его новизны, поэтому, точно делать выводы о применимости его для сварки конструкций из алюминиевых сплавов нельзя. В данной работе ниже приводится систематические данные по сравнению механических свойств на различных источниках питания при различных видах сварки.
Наиболее характерным представителем является установка для механизированной сварки типа Sinermig – 401 («OZAS»). Работа источника осуществляется на частоте 26 кГц с возможностью наложения дополнительных импульсов регулируемой амплитуды и скважности. Применение дополнительных импульсов позволяет увеличить производительность на 25% (по данным ОАО «Адмиралтейские верфи»). Использование этого источника позволяет получать кроме указанных выше возможностей, еще и формирование швов с обратным валиком и т.д., что часто требуется при сварке трубопроводов. Это достигается за счет возможности регулировки амплитуды и скважности импульсов, что невозможно на установке ВДГИ-302, где импульсы следуют постоянной амплитуды и частоты. Однако, данных по механическим свойствам изделий из алюминия и его сплавов, сваренных на таком источнике, не существует, ввиду его новизны, поэтому, точно делать выводы о применимости его для сварки конструкций из алюминиевых сплавов нельзя. В данной работе ниже приводится систематические данные по сравнению механических свойств на различных источниках питания при различных видах сварки.
3. Оценка способов дуговой сварки алюминия и его сплавов.
1. Электродуговая сварка алюминия является сложным процессом и требует точного поддержания параметров технологического процесса. Это обусловлено специфическими свойствами алюминия (низкая температура плавления ТПЛ =
VCВ
IСВ6600С, высокая теплопроводность . = 0.52 кал/см.сек.0С, высокая скорость кристаллизации металла шва, высокое сродство к кислороду, высокий коэффициент линейного расширения . = 24,58.10-6). При нарушении технологии швы могут быть плохого качества. Основными дефектами являются непровары, прожоги, поры, трещины, окисные и вольфрамовые включения, а также неудовлетворительное формирование шва.
2. При всех видах электродуговой сварки алюминия применяют специальные технологические и конструктивные меры, способствующие удалению окисной пленки с поверхности свариваемого металла, шлаковых включений, снижению загазованности сварочной ванны, уменьшающие коробление и т.д., которые описаны в настоящей работе.
3. Принципиально дуговая сварка алюминия и его сплавов может осуществляться всеми известными методами: ручная дуговая сварка покрытыми электродами, аргонодуговая сварка неплавящимся электродом (симметричным переменным током, асимметричным переменным током, импульсная), плазменная сварка, полуавтоматическая аргонодуговая сварка плавящимся электродом (с использованием источников питания, выполненных по стандартной схеме выпрямления, с использованием низковольтных и высоковольтных подпиток напряжения на сварочной дуге – комбинированная вольтамперная характеристика, с наложением импульсов на сварочное напряжение). Особое внимание при использовании этих методов необходимо обратить на то, что сварку необходимо осуществлять на обратной полярности или переменном токе. Этот процесс промышленно освоен. Применение сварки на прямой полярности принципиально возможно и обеспечивает высокое качество но находится в стадии лабораторных образцов. В табл. 3.1 приведено сравнение механических свойств сварного соединения из сплава АМГ-5, выполненного различными методами и наличия внутренних дефектов. Сварка производилась на сплаве АМг5, S = 2.5 мм, = 1.2 мм.
Сварка производилась на сплаве АМг5, S = 2.5 мм, = 1.2 мм.
Таблица 3.1
Зависимость механических свойств сварного соединения из АМг-5 от вида сварки
| Вид сварки | Установка | Режим сварки | .В, кгс/мм2 | ., град | Дефекты | |||||
| Исходный материал | 32 | |||||||||
| Механизированная сварка плавящимся электродом | ВС-300Б | =110А, UД = 18В | 19 | 105 | П1,0; 7П0,3 | |||||
| ВДУ-506 | =125А, UД = 18В | 21 | 125 | 3П0,3; П1,0 | ||||||
| ВД-506ДК | =120А, UД = 17В | 26 | 45 | 10П0,3 | ||||||
| Механизированная импульсно-дуговая сварка плавящимся электродом | ВДГИ-302 | f = 100Гц, =100А, UД = 20В | 10 | 90 | 2Н5,0; 6П0,3; 2П1,0 | |||||
| ВДГИ-302 | f = 50Гц, IСВ = 100А, UД = 20В | 27 | 103 | |||||||
| Синермиг-401 | = 87А, UД = 16В | 18 | 130 | 3П1,0; 3П0,5 | ||||||
IСВ IСВ IСВIСВIСВdПР
| Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки | УДГУ-351 | Симметричный ток, IСВ = 50А | 16 | 37 | Ц5В0,5; 5П0,3; В0,5 | ||||
| УДГУ-351 | Асимметричный ток, IСВ = 50А, КАС = 0. 56 56 | 9 | 90 | 3П0,3; В2,0 | |||||
| УДГУ-351 | Асимметричный ток, IСВ = 50А, КАС = 0.43 | 26 | 83 | 4С5В0,5; 2В0,5 | |||||
| УДГУ-351 | Пульсир. режим = 0.15с, tп= 0.15с, IСВ = 50А | 23 | 75 | 2С10В0,5; С20В0,5; П 1,0 | |||||
Из анализа данных таблицы 3.1 следует: . . . .
Наилучший результат обеспечивает стандартная установка для импульсно-дуговой механизированной сварки типа ВДГИ-302 на частоте следования импульсов 50Гц. Сварные соединения, сваренные этим методом, единственные среди исследованных в работе, не имеют внутренних дефектов, имеют самую высокую механическую прочность сварного соединения (84% от прочности основного металла) и один из самых высоких углов загиба.
Ко второй группе установок относятся выпрямители для полуавтоматической сварки (ВД-306(506)ДК, ВДУ-506), которые показали очень неплохие результаты. Механическая прочность составляет 81,2% от прочности основного металла для ВД-306ДК и 65% для ВДУ-506.
Механическая прочность составляет 81,2% от прочности основного металла для ВД-306ДК и 65% для ВДУ-506.
К третьей группе установок относится синергетический источник Синермиг-401 на котором производилась импульсно-дуговая механизированная сварка на базовой частоте 26кГц и подача дополнительных импульсов на частоте 100Гц. Полученные данные по этому источнику достаточно противоречивы. С одной стороны получена самая высокая пластичность сварного соединения (данные по углу загиба), с другой стороны – один из самых низких показателей механической прочности (56% от прочности основного металла).
К четвертой группе установок можно отнести метод сварки ТИГ на установках типа УДГУ-501. Самым интересным результатом является факт, что при сварке переменным симметричным током получены одни из самых низких показателей по механической прочности и углу загиба сварного соединения (50% от прочности основного металла). Хуже имеются данные только при коэффициенте асимметрии 0,43, т.е., когда синусоида напряжения на электроде горелки и изделии сдвинута в положительную область, т. е. на изделии присутствует больше положительного потенциала, чем отрицательного (28% от прочности основного металла). Картина качественно меняется, когда коэффициент асимметрии составляет 0,53, т.е. синусоида напряжения на электроде и изделии сдвинута в отрицательную область (81,2% от прочности основного металла) или когда применен пульсирующий режим сварки (72 % от прочности основного металла).
е. на изделии присутствует больше положительного потенциала, чем отрицательного (28% от прочности основного металла). Картина качественно меняется, когда коэффициент асимметрии составляет 0,53, т.е. синусоида напряжения на электроде и изделии сдвинута в отрицательную область (81,2% от прочности основного металла) или когда применен пульсирующий режим сварки (72 % от прочности основного металла).
Раздел XXV. Высокопроизводительные способы сварки и контроль качества.
Должен знать: Способы дуговой сварки, повышающие производительность труда. Оборудование для высокопроизводительных методов сварки. Область применения данных методов. Методы контроля качества сварных соединений. Виды разрушающего и неразрушающего контроля качества. Порядок проведения контроля качества сварного шва. Технику безопасности при выполнении высокопроизводительных методов сварки.
Должен уметь: Подготавливать металл к сварке высокопроизводительными методами. Подготавливать и настраивать оборудование для проведения данных способов сварки. Производить сварку металла с использованием высокопроизводительных методов сварки. Производить контроль качества с разрушением сварного шва. Выполнять неразрушающие методы контроля качества. Соблюдать технику безопасности при выполнении контроля качества сварного соединения.
Производить сварку металла с использованием высокопроизводительных методов сварки. Производить контроль качества с разрушением сварного шва. Выполнять неразрушающие методы контроля качества. Соблюдать технику безопасности при выполнении контроля качества сварного соединения.
Тема 25.1 Сварка спаренными электродами.
Подбор источника питания для сварки спаренными электродами. Подбор силы сварочного тока для выполнения данного способа сварки. Виды сварки спаренными электродами. Выполнение сварки пучком и гребенкой электродов.
Тема 25.2 Сварка погруженной дугой.
Подбор источника питания для сварки погруженной дугой. Настройка источника питания. Подбор вида электродов. Выполнение сварки металла погруженной дугой. Соблюдение техники безопасности при выполнении данного способа сварки.
Тема 25.3 Сварка лежачим электродом.
Подбор и настройка источника питания для сварки лежачим электродом. Подготовка металла для сварки лежачим электродом. Выполнение сварки лежачим электродом. Предупреждение и устранение дефектов при сварке лежачим электродом.
Выполнение сварки лежачим электродом. Предупреждение и устранение дефектов при сварке лежачим электродом.
Тема 25.4 Сварка трехфазной дугой.
Подбор оборудования для сварки трехфазной дугой. Подключение и настройка источника питания. Способы подключения электродов в сварочную цепь. Выполнение сварки трехфазной дугой. Соблюдение техники безопасности.
Тема 25.5 Проверка швов на плотность.
Визуальный осмотр. Керосиновая проба. Пневматическое испытание. Гидравлическое испытание. Проверка прочности шва.
Тема 25.6 Магнитопорошковый метод.
Подготовка сварного соединения к проведению магнитопорошкового метода контроля. Подбор материалов для выполнения контроля. Выполнение контроля. Техника безопасности при выполнении контроля качества сварного шва.
Тематика рефератов и докладов.
1. Сварка алюминия по флюсу. Аргонодуговая сварка.
2. Сварка меди.
3. Сварка бронз, латуни и сплавов.
4. Сварка магниевых сплавов.
5. Сварка титана и никеля.
6. Контактная электросварка.
7. Основные понятия. Способы контактной сварки.
8. Оборудование для контактной сварки.
9. Технология контактной сварки.
10. Особые виды сварки.
11. Лазерная сварка.
12. Электронно-лучевая сварка.
13. Сварка давлением.
14. Диффузионная сварка.
15. Плазменная сварка.
16. Пайка.
17. Высокопроизводительные методы ручной дуговой сварки.
18. Сварка с глубоким проплавлением.
19. Сварка швов в вертикальном положении.
20. Сварка погруженной дугой.
21. Сварка спаренными электродами и пучком электродов.
22. Сварка ванным способом.
23. Сварка трехфазной дугой.
24. Сварка наклонным электродом.
25. Сварка лежачим электродом.
26. Изготовление сварных конструкций.
27. Основы проектирования конструкций.
28. Структура и прочность стали.
29. Расчеты на прочность и устойчивость.
30. Сварочные швы.
31. Сварочные соединения.
32. Элементы сварочных соединений.
33. Оборудование сварочного поста.
34. Современные сварочные посты.
35. Вольтамперная характеристика сварочной дуги.
36. Сварочная дуга.
37. Электрическая дуга.
38. Физические процессы, протекающие в сварочной дуге.
39. Сварочная ванна.
40. Процессы, протекающие в сварочной ванне.
41. Металлургические процессы при сварке.
42. Химические процессы при сварке.
43. Физические процессы при сварке.
44. Дефекты сварного шва.
45. Методы устранения дефектов сварного шва.
46. Плавящиеся электроды.
47. Неплавящиеся электроды.
48. Специальные электроды УОНИ.
49. Флюсы для сварки.
50. Газы, используемые при сварке.
51. Современные газовые смеси, используемые при сварке.
52. Свариваемость.
53. Виды холодных трещин.
54. Методы устранения холодных трещин.
55. Методы, предупреждающие появление холодных трещин.
56. Горячие трещины.
57. Условия возникновения горячих трещин.
58. Способы устранения горячих трещин.
59. Сварочные напряжения.
60. Сварочные деформации.
61. Устройства, предотвращающие появление сварочных деформаций.
62. Способы снятия сварочных напряжений.
63. Способы снятия сварочных деформаций.
64. Современные сварочные трансформаторы.
65. Современные сварочные выпрямители.
66. Современные сварочные генераторы.
67. Современные сварочные преобразователи.
68. Современные сварочные агрегаты.
69. Современные сварочные инверторы.
70. Современные виды сварок, используемые в машиностроении.
71. Дополнительная аппаратура для источников питания сварочной дуги.
72. Осцеляторы.
73. Сварочные полуавтоматы.
74. Сварочные автоматы.
75. Аргонодуговая сварка.
76. Современные виды сварочных аппаратов для плазменной сварки.
77. Электрошлаковая сварка.
78. Область применения электрошлаковой сварки.
79. Нестандартные способы выполнения швов в различных пространственных положениях.
80. Сварка под слоем флюса.
81. Классификация флюсов для сварки.
82. Технология сварки неплавящимся электродом.
83. Процесс наплавки.
84. Наплавка твердыми припоями.
85. Наплавка цветных металлов.
86. Механизированная наплавка.
87. Область применения механизированной наплавки.
88. Дуговая резка.
89. Воздушно-дуговая резка.
90. Механизированная воздушно-дуговая резка.
91. Электродуговое строгание.
92. Сварка лежачим электродом.
93. Сварка трехфазной дугой.
94. Холодная сварка чугуна специальными электродами.
95. Горячая сварка чугуна.
96. Термическая обработка чугуна после сварки.
97. Сварка алюминия.
98. Сварка меди.
99. Сварка титана.
100. Сварка серебряными припоями.
101. Микросварка цветных металлов.
102. Сварка при отрицательных температурах.
103. Сварка в вакууме.
104. Сварка под водой.
105. Альтернативные виды сварки.
106. Сварка трубопроводов большого диаметра.
107. Электроды для сварки нефтегазопроводов.
108. Спецэлектроды для сварки трубопроводов.
109. Современные методы контроля качества сварного шва.
110. Технология выполнения, различных методов контроля качества шва.
111. Нормативно правовая документация при работе на производстве.
Вредные условия труда.
Вопросы для итогового контроля
1. Преимущества и недостатки сварки перед другими способами соединения деталей, ее общая классификация и сущность
2. Сварка трубных конструкций дуговой сваркой
3. Сварные соединения (виды, определение, достоинства, недостатки, применение)
4. Сварочные редукторы (назначение, классификация, устройство, принцип действия, техника безопасности при эксплуатации)
5. Классификация сварных швов .
6. Контроль качества сварных швов (назначение, виды).
7. Обозначение сварных швов на чертежах.
8. Колебательные движения электродов (назначение, разновидности).
9. Подготовка металла под сварку.
10. Сварочные горелки (назначение, классификация, устройство, маркировка, подготовка к работе, требования техники безопасности).
11. Оборудование и классификация сварочного поста электросварщика и газосварщика.
12. Режимы дуговой сварки (назначение, сущность, принцип выбора основных и дополнительных показателей).
13. Сварочная дуга (определение, физическая сущность, способы зажигания, условия устойчивого горения, строение, влияние длины дуги на производительность и качества шва, окончание шва).
14.Технология выполнения швов различной протяженности.
15. Устройство и назначение сварочного трансформатора.
16. Способы заполнения шва по сечению
17. Сварочное пламя (способы получения виды, основные характеристики, строение)
18. Технология и техника выполнения швов в нижнем положении 70
19. Дефекты швов сварных соединений (причины возникновения, способы их устранения)
Дефекты швов сварных соединений (причины возникновения, способы их устранения)
20. Ацетиленовый генератор (назначение, классификация, устройство, подготовка к обслуживанию, требования техники безопасности)
21. Понятие свариваемости металла.
22. Классификация сталей по свариваемости.
23.Техника и технология выполнения швов в горизонтальном, вертикальном и потолочном положении .
24. Сварочная проволока (назначение, требования, химический состав, маркировка) .
25. Высокопроизводительные виды ручной дуговой сварки (значение, виды, техника выполнения).
26. Электроды (классификация, маркировка, требования к хранению).
27. Предохранительные затворы (назначение, классификация, устройство, требования техники безопасности) .
28. Назначение и устройство сварочного выпрямителя.
29. Защитные газы (назначение, классификация, свойства).
30. Основные требования к сварке низко- и среднеуглеродистых сталей . 31.Сварочные автоматы (назначение, устройство, принцип действия, основные характеристики).
32. Флюсы (назначения, классификация, применение) .
33. Способы газовой сварки (назначение, техника выполнения) .
34. Металлургические процессы при сварке плавлением .
35. Ручные резаки (назначение, устройство, принцип действия, требования техники безопасности) .
36. Назначение сварочного преобразователя. Его устройство .
37. Наплавочные работы (виды, назначение, технология, материалы).
38. Напряжения и деформации при сварке (понятия, виды, классификация, причины их возникновения, способы борьбы) .
39. Технология и техника кислородной резки (основные условия резки металлов, назначение, сущность) .
40. Кислородно-флюсовая резка металла.
41. Баллоны для сжатых и сжиженных газов (типы, давление, окраска, надписи на баллонах, требования техники безопасности) .
42. Сварка цветных металлов (медь и ее сплавы, алюминий, титан).
42. Сварочные полуавтоматы (назначение, классификация, устройство, требования техники безопасности).
44. Особенности сварки легированных сталей .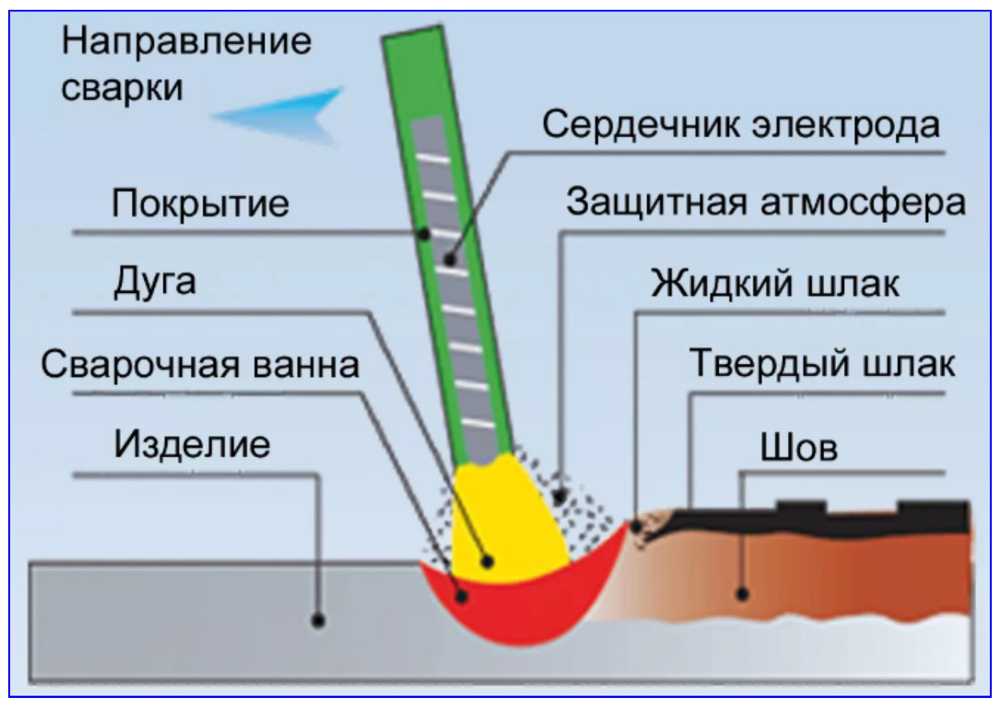
45. сварка трубных конструкций .
46. Газовые шланги (рукава) (назначение, классификация, требования техники безопасности) .
47. Сварка чугуна (газовая, дуговая) .
48. Систему законодательных актов соответствующих им мероприятий обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда обуславливают: Охрана труда
49. Системы организационных и технических мероприятий и средств предотвращающих воздействие на работающих производственных факторов :Производственная санитария
50. Трудовые отношения : отношения между рабочим и бригадиром по поводу определенной
51.Индивидуальный трудовой договор: двустороннее соглашение между работодателем и работником
52.Квалификационный разряд: уровень квалификации одного работника отражающий сложность
53. Вредные условия труда: при которых воздействие определенных факторов приводит к снижению работоспособности, заболеванию и отрицательному здоровью потомства
54. При изменении технологического режима производства, должен быть проведен инструктаж: внеплановый
55. Первичный инструктаж на рабочем месте проводят: для всех вновь принятых рабочих на стройку
Первичный инструктаж на рабочем месте проводят: для всех вновь принятых рабочих на стройку
56. Повторный инструктаж осуществляют: для проверки и повышения уровня знаний по охране труда
57. Перчатки, спецодежда, спец. обувь, очки, противошумные наушники относятся: к средствам индивидуальной защиты
58. Нормой рабочего времени для подростков до 16 лет являются: 4 часа
59. Нормой рабочего времени для подростков от 16до 18 лет являются: 6 часов
60. Расстояние от сварочных проводов до баллонов с кислородом должно бать: не менее 0,5 м
61.Расстояние от сварочных проводов до баллонов с горючим газом: на менее 1 м
62. При сварке в замкнутых пространствах напряжение освещения должно быть: 12 В
63. Работы, связанные со сварочным оборудованием разрешается производить сварщикам: Подключать провода к клемам малого напряжения
64.Сварочные лучи при длительном воздействии на глаза вызывают: ожог глаз
65. Сварочные стекла выбирают в зависимости от: силы сварочного тока
66. Наиболее опасно прохождение тока через: дыхательные мышцы и сердце
Наиболее опасно прохождение тока через: дыхательные мышцы и сердце
66. Высота стенок сварочной кабины должна быть не менее: 2 м
67. Специальное соединение с землей корпусов машин и приборов, которые могут оказаться под напряжением, называется: заземлением
68. Если пораженный током не проявляет признаков жизни, необходимо: приступить к искусственному дыханию и массажу сердца
69. При оказании помощи пораженному электрическим током в первую очередь необходимо: освободить от действия тока
70. Расстояние баллонов от приборов отопления: не менее 1 м
71. Ацетиленовый генератор для работы должен быть установлен: под углом 90 град
72. При обратном ударе пламени необходимо: перекрыть кислородный вентиль
73.При эксплуатации кислородный баллон устанавливают от рабочего места: не менее 5 м
74.При замерзании вентилей кислородного и ацетиленового баллонов отогревать их следует: горячей водой
75.Запрещается совместная транспортировка:несколько баллонов кислорода и ацетилена
76. При какой температуре воздуха нельзя работать на открытой площадке, имея полностью заправленный ацетиленовый баллон
При какой температуре воздуха нельзя работать на открытой площадке, имея полностью заправленный ацетиленовый баллон
10 + 40С
77. Хранение горючих материалов от производства сварочных работ: не менее 5.0 м
78. При зажигании горелки в начале открывается вентиль: ацетиленовый
79. После каждого обратного удара необходимо: осмотреть водяной затвор, проверить обратный клапан, рукава продуть инертным газом
80. Прочищать мундштук наконечника следует: латунной иглой
81. Длина рукавов для газовой сварки и резки не должна превышать?
82. Особо опасные условия поражения людей электрическим током: наличие сырости и токопроводящей пыли
83. Согласно оптимальным нормам в холодные периоды года температура воздуха рабочей зоны при средней тяжести работ: 16°-18°С
84. Вентиляционная система, осуществляющая смену воздуха во всем объёме помещения называется: общеобменная
85. Вентиляционная установка, которая удаляет загрязненный воздух и подает чистый: приточно-вытяжная
86. При ожогах тела следует: наложить стерильную повязку
При ожогах тела следует: наложить стерильную повязку
87. При ожогах глаз следует: холодные примочки из раствора борной кислоты
88. Горение металлов –это: химическая реакция окисления, сопровождающая выделением тепла и света
89. Пожар-это: пламя со скоростью несколько метров в секунду
90. Травмы от пожаров могут возникать: от воспламенения горючих материалов и неисправного состояния электрической проводки
91. Травмы от взрывов могут возникнуть: при неправильном обращении с ацетиленовым генератором и баллонами для сжатых и сжиженных газов
21. Ручные огнетушители навешиваются на конструкции, на высоте не более: 1,5 м
93. При сварочных работах бензобаки закрывай: асбестовыми чехлами
94. Наличие газа в колодцах (для газосварочных работ)проверяй: рудничной лампой
95. Сварщику о средствах огнетушения необходимо знать: расположение пожарного крана, огнетушителей и комплекта противопожарного инвентаря
96. Пожар- это : неконтролируемое горение вне специального очага наносящий материальный ущерб
97. Многослойная газовая сварка ведется : короткими участками
Многослойная газовая сварка ведется : короткими участками
98. Качество наплавленного металла зависит: от силы тока и напряжения
99. Эффективный способ защиты расплавленного металла от вредных элементов: добавление в обмазку легирующих элементов
100. Расстояние металла от ядра в восстановительной зоне : 2-6 мм
101. Влияние шлаков на сварочный шов: шлаковые включения делают металл не однородным, ухудшают его свойства
102. Расстояние, где разрешается производить сварочные работы от сгораемых материалов и с легковоспламеняющимися жидкостями : не менее 5 и 10 метров
103. Легированная сталь это-: сплав углеродистой стали + легирующие элементы
104. При маркировке качественной углеродистой стали буквой Г обозначают повышенное содержание (20Г; 30Г;и т.д.): марганца
105. Как называется легированная сталь если в ней содержится 10% легирующих элементов : высоколегированная
106. Углеродистая сталь с содержанием углерода от 0.65% до 2 % углерода: высокоуглеродистая
107. Положение электрода при сварке характеризуется: Углом наклона к оси сварного шва.
Положение электрода при сварке характеризуется: Углом наклона к оси сварного шва.
108. Сварку швов на поворотах следует производить: без отрыва
109. Сварное соединение-это:неразъемное соединение полученное с помощью сварки
110. Электрическая дуга-это: длительный устойчивый электрический разряд в газовой среде между электродами
111. Сварочная дуга –это: расстояние от дна кратера до конца электрода
112. Вертикальный шов при газовой сварке сваривают: сверху вниз левым способом
113. Оловянистая бронза-это сплав на основе: Медь + Олово
114. Зачищать сварочный шов от шлаков следует: через 15 минут после сварки (после остывания шва)
115. Наплывы чаще всего в швах: нижнем
116. Исправление наружных дефектов: зачищают, при необходимости окисляют и подваривают
117Дефекты при внешнем осмотре: трещиа в шве и околошовной зоне, незаваренные кратеры, прожоги, наплывы
118. Поперечные и круговые движения мундштука горелки служат: для регулировки прогрева и расплавления кромок
119. Способы газовой сварки : левый и правый способы
Способы газовой сварки : левый и правый способы
120. Пламя, где подается одинаковый объём газов: нормальное
121. Время для капитальной очистки ацетиленовых генераторов и водяных затворов: один раз в месяц
122. Определить материал ацетиленового вентиля: сталь
123. Предохранительные затворы служат: для защиты ацетиленового генератора от взрывной волны при обратном ударе
124. Кислородный вентиль изготавливается из: латуни
125. Отличие ручной сварки от автоматической: все процессы выполняет рабочий сварщик
126. Флюс образует на поверхности сварочной ванны: шлак
127. Правильная заделка кратера: при обрыве дуги в процессе сварки, чтобы заделать кратер, дугу зажигают впереди кратера на основном металле, затем перемещают дугу в обратном направлении через кратер к валику шва
128. Если в процессе сварки отсутствует провар сварщик должен: сварщик, обнаружив отсутствие провара в процессе сварки, должен прекратить сварку, устранить дефект и изменить режим сварки
129. Цель наклона электрода при сварке: при наклонном электроде хорошо оттесняются расплавленный металл и шлак из кратера.
Цель наклона электрода при сварке: при наклонном электроде хорошо оттесняются расплавленный металл и шлак из кратера.
130. Расшифруйте сталь 4Св-08Х20Н9Г7Т: 4мм проволока сварочная,8%углерода 20% хрома, 9% никеля,7%марганца,1%титана
Список рекомендуемой литературы
Основная:
Технология и оборудование сварки плавлением: Учебник для вузов. Г.Д. Никифоров, Г.В. Бобров, В.М. Никитин, В.В. Дьяченко; под общ. ред. Г.Д. Никифорова. 2-е издание перераб. и доп. М.: Машиностроение, 1986. 320 с.
Акулов А.И., Бельчук Г.А., Демьяцевич В.Н. Технология и оборудование сварки плавлением: Учеб. для студентов вузов. М.: Машиностроение , 1977. 432с.
Евсеев Г.Б., Глизманенко Д.Л. Оборудование и технология газопламенной обработки металлов и неметаллических материалов: Учеб. для студентов вузов. Под ред. В.М. Сагалевича и Г.В. Полевого. М.: Машиностроение, 1974. 312с.
Технология и оборудование контактной сварки / Под ред. Б.Д. Орлова, 2-е издание. М.:Машиностроение,1986.352с.
М.:Машиностроение,1986.352с.
Николаев Г.А., Ольшанский Н.А. Специальные методы сварки. М.: Машиностроение,1975.232с.
Петрунин И.Е., Лоцманов С.Н., Николаев Г.А. Пайка металлов. М.: Металлургия,1973.279с.
Дополнительная:
Сварка в машиностроении: Справочник. В 4-х т. / Под ред. Г.А. Николаева (пред.) и др. М.: Машиностроение, 1978-79.
Сварка и свариваемые материалы: Справочник, т. 2. Технология и оборудование / Под ред. В.М. Ямпольского. М.: МГТУ им. Н.Э. Баумана , 1996.574с.
СваркавСССР,т.1и2.М.:Наука,1981.
Справочник по пайке / Под. ред. И.Е. Петрунина, 3-е издание. М.: Машиностроение,1991.
Проектирование технологий пайки металлических изделий: Справочник / Лашко С.В., Лашко Н.Ф., Нагапетян И.Г. и др. М.: Металлургия, 1983. 280 с.
CMT — Технологический центр
1. Что за процесс и как он работает?
CMT процесс – это MIG/MAG процесс, который имеет абсолютно новый тип отрыва капли. Это позволяет применять CMT процесс там, где раньше технологии MIG/MAG сварки либо не применялись, либо их было крайне затруднительно применять.
CMT означает Cold Metal Transfer (Холодный перенос металла). Из названия понятно, что процесс позволяет осуществлять «холодный» перенос металла при сварке или пайке. По сравнению с обычным MIG/MAG процессом, здесь вкладывается значительно меньше тепла (см. рис. ниже – оба шва были сделаны при скорости подачи проволоки в 5м/мин, проволока и материал — AlSi 5 1.2 mm//AlMg 3/2 mm).
Dip-transfer arc CMT дуга
Как было сказано выше, уменьшенный ввод тепла достигается за счет нового способа отделения капли от электрода.
Как это работает:
Процесс основан на сварке коротким замыканием. Во время такого процесса образование короткого замыкания сопровождается значительным повышением тока (резким понижением напряжения и повышением сопротивления), что непременно приводит к повышению тепловложения в основной металл. С CMT дугой ситуация иная, при первом обнаружении короткого замыкания ток снижается до минимально допустимого значения, в то же время происходит отрыв капли за счет обратного движения сварочной проволоки (последовательность процесса см. на картинках ниже). Вот почему перенос металла осуществляется при значении тока практически равном нулю и поэтому вклад тепла очень мал (поэтому и называется CMT — холодный перенос металла).
на картинках ниже). Вот почему перенос металла осуществляется при значении тока практически равном нулю и поэтому вклад тепла очень мал (поэтому и называется CMT — холодный перенос металла).
• Во время горения дуги сварочная проволока подводится к ванне.
• В момент входа сварочной проволоки в сварочную ванну дуга гасится, ток снижается для исключения разрыва перемычки.
• В момент короткого замыкания ток снижается до минимума, сварочная проволока отводится назад для облегчения отделения капли.
• Проволока снова подаётся в сварочную ванну, зажигается дуга, начинается новый цикл сварки
На нижеприведенных иллюстрациях показана последовательность фотографий, поясняющая рассматриваемый процесс
Последовательность действий в цикле CMT сварки.
В зависимости от того, какая характеристика была выбрана, это возвратно поступательное движение может повторяться до 70 раз в секунду. Кроме того, две особенности, отмеченные выше (1-ая перенос металла без тока (условно) и 2-ая возвратно поступательное движение электрода), а также 3-я особенность – движение проволоки, должны быть включены в систему управления.
2. Преимущества и диапазон мощностей.
Эта технология имеет следующие преимущества по сравнению с обычными процессами MIG/MAG сварки:
• Благодаря малому тепловложению легкие и сверхлегкие листы (толщина менее 0,3 мм) могут быть соединены с наилучшим результатом (в случае механизированной и автоматизированной сварки). Это именно та область, для которой был разработан CMT процесс.
• Применяемый здесь способ контроля, позволяет измерять длину дуги и механически ее регулировать. Благодаря особому способу контроля процесса, длина дуги измеряется и регулируется скорее «механически», чем «электрически» за счет измерений напряжения, как это происходит в обычных MIG/MAG процессах. Это делает CMT процесс не чувствительным к поверхности деталей, к изменениям в скорости сварки, которые изменяют величину напряжения, а, следовательно, и длину дуги. В результате мы получаем очень стабильную дугу. Кроме того, это означает также и то, что в случае каких либо быстрых изменений при роботизированной сварке дуга не будет прерываться.
• Просмотрев видео обучающей презентации, мы смогли убедиться, что разработанный способ управления процессом не ориентируется на скорость сварки даже если она увеличена до максимума, и не ориентируется на величину вылета. Это также означает высокую стабильность дуги, а значит, и процесса.
• Другое значительное преимущество заключается в отсутствии брызг при сварке и пайке. Особенно видна разница при CMT наплавке по сравнению с обычной наплавкой.
• Также CMT процесс обеспечивает хорошее «покрытие» зазоров между свариваемыми деталями и более высокие скорости сварки и наплавки по сравнению с обычными процессами.
• Более стабильный сварочный процесс за счёт механического слежения за дугой.
• Практически полное отсутствие брызг даже при работе в СО2
• Сварка в совмещённом режиме с пульсом, влияет на проплавление и геометрию шва.
• Возможность сварки по большому зазору, ниже требования к оснастке.
• Высокая скорость сварки в ручном режиме
(в 1.5 ÷ 2 раза выше традиционного полуавтомата)
Диапазон мощностей:
Как было сказано выше, CMT процесс основан на сварке коротким замыканием и поэтому имеет принципиально такой же диапазон мощности.
Диапазон мощности CMT дуги
Как видно из рисунка, верхний предел CMT дуги совпадает с верхним пределом стандартной дуги при сварке коротким замыканием. Однако из-за стабильности дуги нижний предел определяется геометрией шва.
Для некоторого увеличения этого предела был разработан ряд мер, направленный на создание так называемого режима «PulseMix» смешанный пульс. В этом режиме работы, циклы пульсации определенным образом «смешиваются» с циклами CMT для того, чтобы ввести чуть большее количество тепла в металл. Но это не влияет на преимущества высокой стабильности дуги и отсутствие брызг.
3. Возможные области применения CMT процесса:
CMT процесс превосходно подходит для соединения легких и ультра легких листов. Также очевидны преимущества при соединении алюминиевых материалов, толщиной до 3 мм, CrNi материалов (типа нержавеющих сталей, жаропрочных никелевых сплавов и т.п.) и сталей толщиной до 2мм. При наплавке на оцинкованные листы (покрытие, полученное электролитическим или способом погружения) главное преимущество в практически полном отсутствии брызг. Для всех вышеперечисленных применений имеется общее преимущество – сварка и наплавка осуществляются на скоростях выше тех, которые характерны для обычных процессов сварки и наплавки (зависит от геометрии, желаемого значения проплавления и величины размера «а»).
Для всех вышеперечисленных применений имеется общее преимущество – сварка и наплавка осуществляются на скоростях выше тех, которые характерны для обычных процессов сварки и наплавки (зависит от геометрии, желаемого значения проплавления и величины размера «а»).
Есть и несколько иное применение – соединение алюминия с оцинкованной сталью (комментарии в конце раздела).
Алюминиевые материалы:
Совершенно определенные преимущества видны при соединении листов из любых сплавов в диапазоне толщин от 0.3 до 3.0 мм. Используемые здесь присадочные материалы – это сплавы AlSi и AlMg. Чистый аргон используется в качестве защитного газа. Можно принять, что вышеописанные преимущества будут максимальны для всех CMT процессов, для которых не требуется большого проплавления, или где толщина соединяемых деталей не превышает 1мм. Типичный пример – сварка алюминиевых пластин встык, толщиной 0.8 мм без подкладки. Проволока диаметром 1.2 мм, а скорость сварки 150 cm/min (см.рис.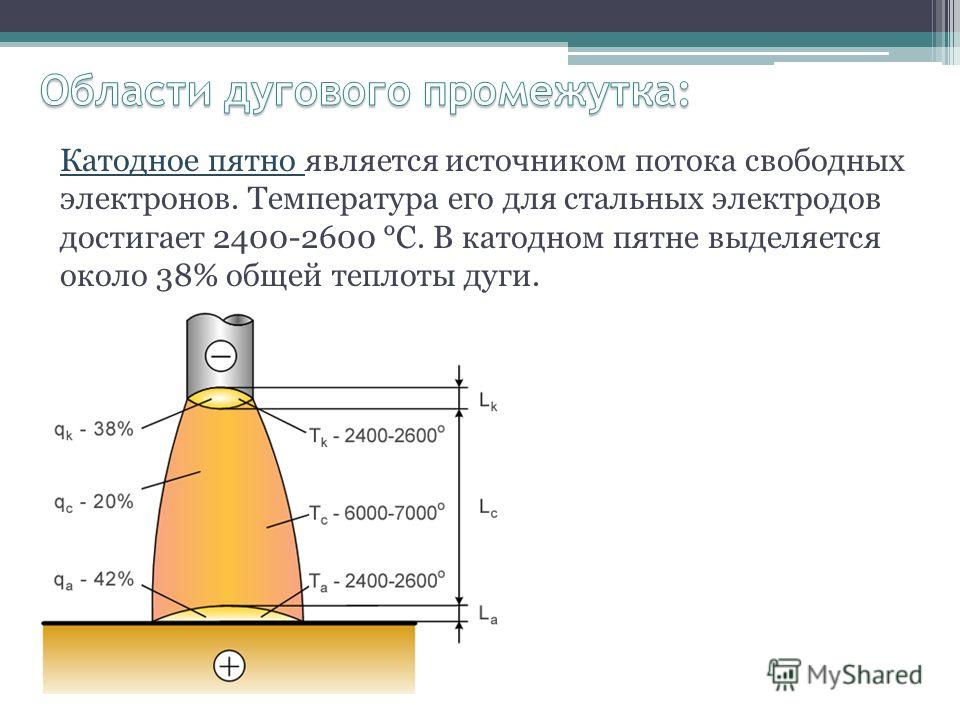 ниже).
ниже).
Стыковое соединение Al – Al, 0.8 мм, без подкладки
Однако, такой результат справедлив не только для стыковых соединений.
Там где используются CMT процессы, пользователи должны принять, что заполнение шва всегда будет больше (толще), и тенденция к сужению ширины сварочного шва (в зависимости от скорости сварки).
Естественно, что при использовании режима «PulseMix» возрастет ширина шва и увеличится проплавление. Режим «PulseMix» должен использоваться на толщинах более 1.5 mm, при любой геометрии соединений. Преимущество здесь в том, что допустимые скорости сварки больше, чем при обычных процессах. Так, например, если вы хотите получить шов с увеличенным размером «а», то вам необходимо работать в режиме «PulseMix».
CrNi материалы
С CrNi материалами процесс имеет преимущества при соединении листов толщиной до 2 мм. Эти преимущества используются при повышенных скоростях сварки. Характеристика «PulseMix» используется, например, для угловых швов (для лучшего смачивания между стенками).
Наплавка оцинкованных листов.
Главные преимущества CMT процесса — это, во-первых, получение швов фактически без брызг, во-вторых, швы не пористые, в-третьих, высокие скорости наплавки. Поскольку мы озабочены отсутствием брызг на поверхности деталей, то необходимо четко разделить типы цинкового покрытия. В случае наплавки на листы с цинковым покрытием, полученным электролитическим способом, допустимы высокие скорости наплавки (150 см\мин) при практически полном отсутствии брызг. Однако, для минимизации брызг на деталях с цинковым покрытием, выполненным способ горячего цинкования, необходимо снизить скорости наплавки (примерно до 70 — 80 см/мин). Кроме того, лучшие результаты (касательно скорости наплавки и внешнего вида шва) могут быть достигнуты за счет увеличения «ведущего» угла наклона горелки (30°). В любом случае, пользователь должен получить увеличенный слой наплавки по сравнению с обычными процессами MIG наплавки пульсирующей дугой.
Присоединение стали к алюминию:
Для соединения стали с алюминием необходимо учитывать и выполнять 2 важных условия:
- • Процесс с минимальным вложением тепла.

- • Стальные листы должны быть оцинкованные.
- • TransPuls Synergic 3200/4000/5000/ MV источник питания

4. Общая установка и состав CMT системы:
Система основана на стандартных компонентах Фрониус, которые комбинируются между собой следующим образом:
Примерная конфигурация для базисного CMT процесса
CMT система сконструирована только для механизированного или автоматизированного применения. Система имеет следующие компоненты:
Оборудование для процесса CMT
Процесс CMT выполняется исключительно с полностью цифровыми инверторными источниками питания. Принципиально сварочная система использует новейшее оборудование для сварки MIG/MAG, но с учетом специфических требований. Прежде всего, достоин внимания высоко-динамичный встроенный в сварочную горелку механизм подачи проволоки. Как только источник питания обнаруживает короткое замыкание, производится возвратное движение сварочной проволоки, с одновременным понижением сварочного тока. В результате отделяется капля. Каждую секунду происходит до 90 чередований «горячей» и «холодной» фаз, что значительно снижает тепловложение в свариваемое изделие. Тепло поступает в металл во время короткой «горячей» фазы горения дуги. В фазе отвода проволоки (холодной) в образующуюся сварочную ванну вводится только одна капля металла. В результате улучшается заполнение зазора, отсутствует необходимость использования подкладки, уменьшаются деформации, практически отсутствует разбрызгивание и сокращается механическая обработка после сварки.
В результате отделяется капля. Каждую секунду происходит до 90 чередований «горячей» и «холодной» фаз, что значительно снижает тепловложение в свариваемое изделие. Тепло поступает в металл во время короткой «горячей» фазы горения дуги. В фазе отвода проволоки (холодной) в образующуюся сварочную ванну вводится только одна капля металла. В результате улучшается заполнение зазора, отсутствует необходимость использования подкладки, уменьшаются деформации, практически отсутствует разбрызгивание и сокращается механическая обработка после сварки.
• Источник сварочного тока TPS 3200 / 4000 / 5000 CMT
• Блок дистанционного управления RCU 5000i (опция)
• Блок охлаждения горелки FK 4000 R
• Интерфейс робота (возможность использовать в составе автоматизированных систем)
• Проволокоподающий механизм VR 7000 CMT
• Горелка (ручная или роботизированная)
• Проволочный буфер (обеспечивает независимость приводов проволокоподающего механизма и горелки)
Заключение
Процесс CMT представляет собой простой в применении способ соединения стали с алюминием. Помимо того CMT обладает более чем удовлетворяющими механически-технологическими качествами. Внимание привлекает не только соединение стали с алюминием, но и также целый спектр перспективных способов применения. Сюда относится пайка без образования брызг листов с покрытием, также как и сварка тонкостенных алюминиевых листов или сварка магния. Проводятся многочисленные испытания, которые определят, какие еще, дальнейшие возможности применения раскроются перед процессом CMT.
Помимо того CMT обладает более чем удовлетворяющими механически-технологическими качествами. Внимание привлекает не только соединение стали с алюминием, но и также целый спектр перспективных способов применения. Сюда относится пайка без образования брызг листов с покрытием, также как и сварка тонкостенных алюминиевых листов или сварка магния. Проводятся многочисленные испытания, которые определят, какие еще, дальнейшие возможности применения раскроются перед процессом CMT.
Автоматическая дуговая сварка — Остальные вопросы
#1 Andrew
Отправлено 16 March 2015 17:30
Автоматизация и механизация процесса дуговой электросварки может быть признана одной из важнейших задач современной сварочной техники. Ручная дуговая сварка слишком трудоемка, требует большого количества квалифицированных кадров, сравнительно дорога, и, естественно, не может обеспечить однородность продукции, а так как последующий контроль качества сварки затруднителен, недостаточно надежен и не всегда выполним, то доверие к качеству сварки снижается и заведомо уменьшаются допускаемые напряжения для сварных швов.
В автоматизации дуговой электросварки за последние годы достигнуты такие успехи, что уже сейчас этот процесс по степени автоматизации основных операций может считаться одним из наиболее передовых и прогрессивных технологических процессов металлообработки.
Автоматизации хорошо поддаются все основные виды дуговой сварки. По степени механизации процесса различают автоматы и полуавтоматы; в последних сохраняется еще значительная доля ручного труда.
Для осуществления автоматической сварки требуется целый комплекс машин, механизмов и приспособлений, составляющих автоматическую установку для дуговой сварки. Устройство, производящее зажигание дуги, подачу электродов по мере сгорания и обеспечивающее устойчивое горение дуги, называется автоматической головкой для дуговой сварки, или дуговым автоматом.
Наиболее важное промышленное значение имеют автоматы для сварки плавким металлическим электродом (рис. 81). Вместо отдельных коротких электродов, применяемых в процессе ручной сварки, при автоматической сварке используется электродная проволока большой длины, в мотках или бухтах, сматываемая механизмом автомата и подаваемая в зону дуги по мере ее плавления.
Проволока подается через передаточный механизм и ведущие ролики небольшим приводным электродвигателем автомата. Пройдя ведущие ролики, а также часто и правильный механизм, устраняющий кривизну и придающий сматываемой с бухты проволоке прямолинейность, она поступает в мундштук или токоподвод автомата, где прижимается к токоведущим контактам и скользит по ним, проводя сварочный ток, питающий дугу. Расстояние от токоподводящих контактов до дуги невелико (несколько сантиметров), поэтому автомат работает как бы коротким непрерывно возобновляемым электродом. Это является важным преимуществом автомата, так как уменьшается нагрев проволоки джоулевым теплом и создается возможность применения очень высоких плотностей тока в электродной проволоке без ее перегрева. Подача проволоки производится автоматически со скоростью ее плавления, поэтому длина дуги при сгорании проволоки остается приблизительно постоянной. Многие автоматы также автоматически производят зажигание дуги в начале сварки и повторное зажигание при случайном обрыве в процессе работы. Регулирование процесса сварки в автомате может быть осуществлено различными путями. Например, можно связать скорость подачи электродной проволоки с напряжением дуги и ее длиной. При нормальной длине дуги и нормальном ее напряжении автомат подает проволоку со скоростью, равной примерно скорости ее плавления; при уменьшении длины дуги скорость подачи проволоки уменьшается, вследствие чего длина дуги и ее напряжение возрастают и устанавливаются их нормальные значения.
Регулирование процесса сварки в автомате может быть осуществлено различными путями. Например, можно связать скорость подачи электродной проволоки с напряжением дуги и ее длиной. При нормальной длине дуги и нормальном ее напряжении автомат подает проволоку со скоростью, равной примерно скорости ее плавления; при уменьшении длины дуги скорость подачи проволоки уменьшается, вследствие чего длина дуги и ее напряжение возрастают и устанавливаются их нормальные значения.
При случайном увеличении длины дуги скорость подачи проволоки возрастает и длина дуги, а вместе с тем и ее напряжение уменьшаются до нормальной заданной величины.
При коротком замыкании, когда напряжение дуги падает почти до нуля, направление подачи электродов меняется, т. е. электрод не подается вперед к основному металлу, а отдергивается назад, и конец электрода удаляется от основного металла. После включения автомата, когда конец электрода еще не касался изделия и дуга отсутствует, напряжение между электродом и изделием равно полному напряжению холостого хода источника тока. Это напряжение выше нормального напряжения дуги, и потому электрод подается вперед, к изделию. Когда конец электрода касается изделия и замыкает накоротко дуговой промежуток, происходит реверсирование подачи е зажигание дуги. Если при отрыве электрода дуга не загорится, описанный процесс повторяют. После зажигания дуги начинается подача электрода вперед к изделию с изменениями скорости подачи соответственно напряжению дуги. Таким образом, длина дуги поддерживается автоматически постоянной с точностью, недоступной для ручной сварки. Современные автоматы поддерживают напряжение дуги с точностью до 0,5 В, что соответствует точности поддержания длины дуги ±0,2-0,3 мм.
Это напряжение выше нормального напряжения дуги, и потому электрод подается вперед, к изделию. Когда конец электрода касается изделия и замыкает накоротко дуговой промежуток, происходит реверсирование подачи е зажигание дуги. Если при отрыве электрода дуга не загорится, описанный процесс повторяют. После зажигания дуги начинается подача электрода вперед к изделию с изменениями скорости подачи соответственно напряжению дуги. Таким образом, длина дуги поддерживается автоматически постоянной с точностью, недоступной для ручной сварки. Современные автоматы поддерживают напряжение дуги с точностью до 0,5 В, что соответствует точности поддержания длины дуги ±0,2-0,3 мм.
Дуговой автомат представляет собой автоматический регулятор, поддерживающий постоянство режима дуговой сварки по возможности независимо от воздействия внешних и случайных возмущающих факторов.
В основу регулирования работы дугового автомата с плавящимся металлическим электродом могут быть положены различные принципы. В настоящее время существует два основных вида дуговых автоматов с плавящимся электродом, различных по принципу регулирования: 1) автоматы с регулированием электриче-ских величин; 2) автоматы с постоянной скоростью подачи электрода.
В настоящее время существует два основных вида дуговых автоматов с плавящимся электродом, различных по принципу регулирования: 1) автоматы с регулированием электриче-ских величин; 2) автоматы с постоянной скоростью подачи электрода.
В автоматах первого типа регулируемой является какая-либо электрическая величина сварочной дуги, регулирующей величиной — скорость подачей электрода. Регулируемой величиной могут служить напряжение, той«или мощность дуги и т. д. В современных автоматах за регулируемую величину принимают обычно напряжение дуги. В сварочной дуге напряжение практически не зависит от силы тока, зависит только от длины дуги, изменяясь пропорционально изменениям длины: U = a+bL.
При наличии автомата, поддерживающего постоянство напряжения дуги, длина дуги останется постоянной и процесс сварки сохранит нормальный характер. Таким образом, регулирование постоянства напряжения дуги эквивалентно регулированию постоянства ее длины. На протяжении десятков лет дуговые автоматы для плавящегося электрода строились только с автоматическим регулированием постоянства напряжения дуги. В. И. Дятлов впервые предложил новый принцип устройства дуговых автоматов для подачи электрода с постоянной скоростью, не зависящей от напряжения дуги или каких-либо других факто-ров. Он впервые обратил внимание на саморегулирование дуги при сварке плавящимся электродом, исследовал это явление и предложил использовать в дуговых автоматах. В ряде случаев саморегулирование дуги протекает настолько интенсивно, что нет необходимости в применении довольно сложных схем автоматического регулирования дуги, — достаточно непрерывно подавать электрод в дугу с постоянной скоростью, равной скорости его плавления.
В. И. Дятлов впервые предложил новый принцип устройства дуговых автоматов для подачи электрода с постоянной скоростью, не зависящей от напряжения дуги или каких-либо других факто-ров. Он впервые обратил внимание на саморегулирование дуги при сварке плавящимся электродом, исследовал это явление и предложил использовать в дуговых автоматах. В ряде случаев саморегулирование дуги протекает настолько интенсивно, что нет необходимости в применении довольно сложных схем автоматического регулирования дуги, — достаточно непрерывно подавать электрод в дугу с постоянной скоростью, равной скорости его плавления.
Саморегулирование дуги вызывается тем, что скорость плавления электрода изменяется с изменением длины дуги: с увеличением длины дуги уменьшается скорость плавления, с уменьшением длины дуги эта скорость увеличивается. При постоянной скорости подачи электрода случайное изменение длины дуги вызывает изменение скорости плавления электрода, направленное на восстановление первоначальной длины дуги.
На интенсивность процесса саморегулирования, помимо других факторов, наиболее сильное влияние оказывают плотность сварочного тока в электроде и форма внешней характеристики источника сварочного тока. При недостаточных плотностях тока саморегулирование протекает так медленно, что начавшееся случайное укорочение дуги часто приводило к короткому замыканию, а удлинение — к обрыву дуги раньше чем в процессе саморегулирования успевала восстановиться нормальная длина дуги. С уве-личением плотности тока быстро возрастает скорость плавления электродной проволоки и интенсивность процесса саморегулирования.
Например, для стальной электродной проволоки при небольших плотностях тока 15-25 а/мм2, дающих скорость плавления электродной проволоки 0,5-1 м/мин, обязательно требуется автоматическое регулирование дуги и постоянная скорость подачи электродной проволоки не может быть использована для этих режимов работы автоматов. При плотностях тока 30-50 а/мм2 и скорости подачи проволоки 1-2 м/мин могут быть использованы как автоматическое регулирование, так и постоянная скорость подачи. Для плотностей тока 50-100 а/мм2 и выше и скоростей подачи проволоки 2-6 м/мин все преимущества — при постоянной скорости подачи. В связи с тенденцией в современной технике к повышению плотностей тока при автоматической сварке быстро возрастает применение автоматов с постоянной скоростью подачи, и этот тип автоматов становится наиболее распространенным. Очень большое значение для саморегулирования дуги имеет форма внешней характеристики источника тока, питающего дугу.
Для плотностей тока 50-100 а/мм2 и выше и скоростей подачи проволоки 2-6 м/мин все преимущества — при постоянной скорости подачи. В связи с тенденцией в современной технике к повышению плотностей тока при автоматической сварке быстро возрастает применение автоматов с постоянной скоростью подачи, и этот тип автоматов становится наиболее распространенным. Очень большое значение для саморегулирования дуги имеет форма внешней характеристики источника тока, питающего дугу.
Выше излагались требования к характеристикам источников тока, действительные для сварочного тока небольших плотностей, применяемого при ручной или автоматической сварке. При высоких плотностях тока и постоянной скорости подачи саморегулирование протекает наиболее интенсивно при пологих характеристиках источника тока и лучшие результаты дают источники тока с постоянным напряжением, а в некоторых случаях целесообразны уже не падающие, а возрастающие внешние характеристики, когда напряжение возрастает с увеличением тока.
Дуговой автомат поддерживает горение дуги и подает электродную проволоку. Для получения сварного шва необходимо перемещать дугу по линии сварки. В зависимости от способа перемещения дуги различают подвесные автоматы, самоходные автоматы и сварочные тракторы. Подвесной автомат не имеет механизма перемещения, оно производится отдельным устройством.
Перемещаться может изделие при неподвижном автомате (так обычно выполняются круговые швы) или же автомат, установленный на самоходную тележку, вдоль изделия, например при сварке длинных прямолинейных швов. Возможно и одновременное перемещение автомата и изделия, удобное при выполнении некоторых криволинейных швов. У самоходных автоматов имеется механизм перемещения, конструктивно объединенный с автоматом. Самоходный автомат перемещается по специальному рельсовому пути.
Сварочным трактором называется легкий компактный самоходный автомат, перемещающийся непосредственно по поверхности свариваемого изделия или по легкому переносному рельсовому пути, укладываемому на поверхность изделия. Сварочные тракторы особенно удобны для сварки изделий больших размеров, таких, как корпусы судов, крупные резервуары и т. п.
Сварочные тракторы особенно удобны для сварки изделий больших размеров, таких, как корпусы судов, крупные резервуары и т. п.
Приведем краткое описание некоторых дуговых автоматов. В первую очередь рассмотрим автомат с регулированием напряжения, а тем самым и длины дуги за счет изменения скорости подачи электродной проволоки. Примером подобного достаточно совершенного автомата непрерывного действия может служить автомат АДС, изготовляемый заводом «Электрик».
- Наверх
- Вставить ник
#2 Andrew
Отправлено 16 March 2015 17:35
Автоматы АДС
В этом автомате непрерывного действия скорость подачи электродной проволоки плавно изменяется в зависимости от напряжения дуги. Автомат обычно применяется для сварки под флюсом дугой переменного тока. Питание дуги производится от сварочного трансформатора ТС через дроссельный регулятор PC, приводного электродвигателя автомата ДГ постоянного тока от вспомогательного управляющего агрегата, состоящего из электродвигателя трехфазного тока ДА и непосредственно соединенных с ним генераторов постоянного тока ГГ и ГК. Генератор ГГ питает электродвигатель автомата ДГ, а генератор ГК — электродвигатель каретки ДК, служащий для перемещения дуги вдоль шва. Для питания постоянным током обмоток возбуждения генераторов и электродвигателей постоянного тока служат два статических двухполупериодных выпрямителя ВДВ и ВНВ.
Питание дуги производится от сварочного трансформатора ТС через дроссельный регулятор PC, приводного электродвигателя автомата ДГ постоянного тока от вспомогательного управляющего агрегата, состоящего из электродвигателя трехфазного тока ДА и непосредственно соединенных с ним генераторов постоянного тока ГГ и ГК. Генератор ГГ питает электродвигатель автомата ДГ, а генератор ГК — электродвигатель каретки ДК, служащий для перемещения дуги вдоль шва. Для питания постоянным током обмоток возбуждения генераторов и электродвигателей постоянного тока служат два статических двухполупериодных выпрямителя ВДВ и ВНВ.
Двигатели ДГ и ДК имеют независимое возбуждение; их обмотки возбуждения питаются от сети переменного тока через понижающий трансформатор ТПВ и выпрямитель ВНВ. Якорь двигателя ДГ питается током от вспомогательного генератора автомата ГГ. Обмотки независимого возбуждения генератора ГГ включены дифференциально навстречу друг другу и создают результирующую магнитодвижущую силу, равную разности магнитодвижущих сил обеих обмоток. Обмотка ГГ1 питается от выпрямителя ВНВ через потенциометр РИД постоянным напряжением; ток в этой обмотке и ее магнитодвижущая сила Aw1 постоянны и не зависят от состояния сварочной цепи. Вторая обмотка возбу-ждения ГГ2 питается от напряжения дуги через выпрямитель ВДВ. Ток в обмотке и ее магнитодвижущая сила Аw2 пропорциональны напряжению сварочной дуги.
Обмотка ГГ1 питается от выпрямителя ВНВ через потенциометр РИД постоянным напряжением; ток в этой обмотке и ее магнитодвижущая сила Aw1 постоянны и не зависят от состояния сварочной цепи. Вторая обмотка возбу-ждения ГГ2 питается от напряжения дуги через выпрямитель ВДВ. Ток в обмотке и ее магнитодвижущая сила Аw2 пропорциональны напряжению сварочной дуги.
Результирующая магнитодвижущая сила обмотки генератора Aw равна
Aw = Aw1 — A w2
,причем эта разность может быть как больше, гак и меньше нуля, т. е. генератор может перемагничиваться и его электродвижущая сила может менять не только величину, но и знак.
При данной схеме число оборотов двигателя автомата ДГ пропорционально напряжению управляющего генератора, и направление его вращения меняется при изменении полярности зажимов генератора. При нормальном напряжении дуги генератор ГГ развивает напряжение, обеспечивающее подачу электродной проволоки мотором ДГ со скоростью, равной скорости ее плавления; с увеличением или уменьшением напряжения дуги соответственно увеличивается или уменьшается скорость подачи проволоки. При значительном уменьшении напряжения дуги, например при коротком замыкании, происходит реверсирование мотора ДГ и удаление конца электродной проволоки от изделия, так что зажигание дуги производится автоматически.
При значительном уменьшении напряжения дуги, например при коротком замыкании, происходит реверсирование мотора ДГ и удаление конца электродной проволоки от изделия, так что зажигание дуги производится автоматически.
Кроме двух обмоток независимого возбуждения, управляющий генератор ГГ имеет еще третью, сериесную обмотку самовозбуждения ГГЗ. Третья обмотка создает Аw 3, по величине пропорциональную току генератора, а по направлению совпадающую с результирующей Aw обмоток независимого возбуждения. Наличие третьей сериесной обмотки возбуждения ГГЗ улучшает динамические свойства автомата, ускоряя изменения скорости подачи проволоки при изменениях длины сварочной дуги.
Генератор ГК питает электродвигатель перемещения дуги ДК, работающий с постоянной скоростью, регулируемой потенциометром РСК; направление перемещения меняется переключением направления тока, питающего якорь электродвигателя ДК. Обычно автомат АДС-1000-2 выполняют в виде сварочного трактора с двумя электродвигателями.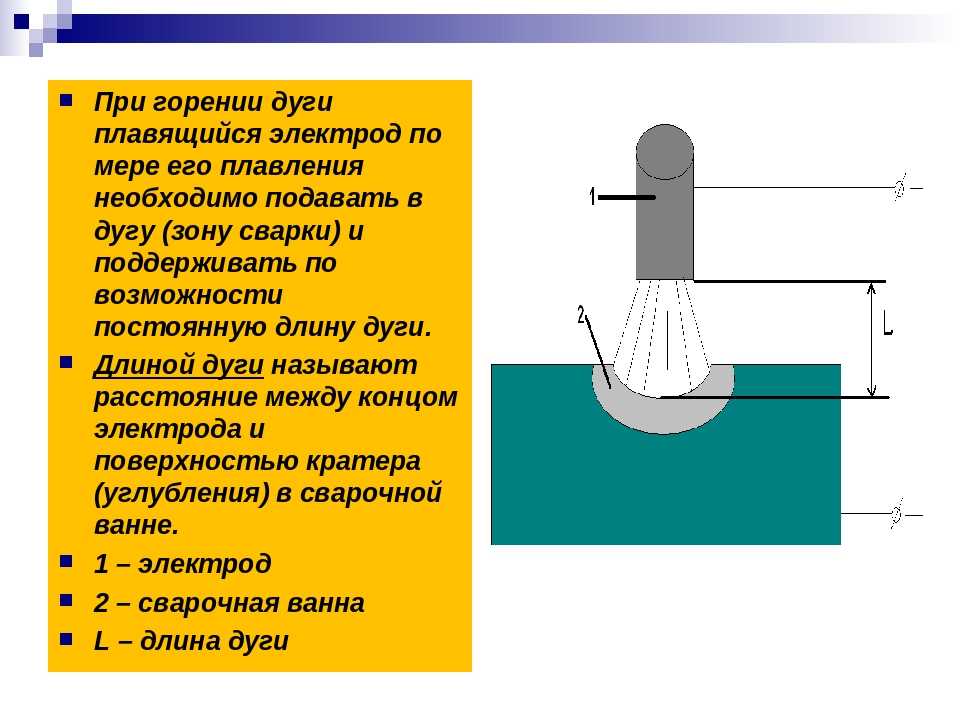 Электродвигатель ДГ подает проволоку, а электродвигатель ДК перемещает самоходную каретку трактора. Автомат АДС-1000-2 предназначен для сварки под флюсом токами до 1200 а проволокой диаметром 3-6 мм. Трактор без флюса и электродной проволоки весит около 60 кг.
Электродвигатель ДГ подает проволоку, а электродвигатель ДК перемещает самоходную каретку трактора. Автомат АДС-1000-2 предназначен для сварки под флюсом токами до 1200 а проволокой диаметром 3-6 мм. Трактор без флюса и электродной проволоки весит около 60 кг.
Автоматы с постоянной скоростью подачи электрода
При достаточных скоростях плавления электродной проволоки возможна удовлетворительная работа дугового автомата при постоянной скорости подачи электродной проволоки без применения каких-либо автоматических механизмов для регулирования процесса сварки. Оригинальная идея использования подобного автомата, требующего минимального ухода и обслуживания, принадлежит Институту электросварки им. Е. О. Патона; институт разработал целую серию автоматов для сварки под флюсом токами до 3000 а.
Конструкции автоматов отличаются простотой: трехфазный асинхронный электродвигатель с постоянным числом оборотов через коробку передач приводит во вращение ролик, подающий электродную проволоку.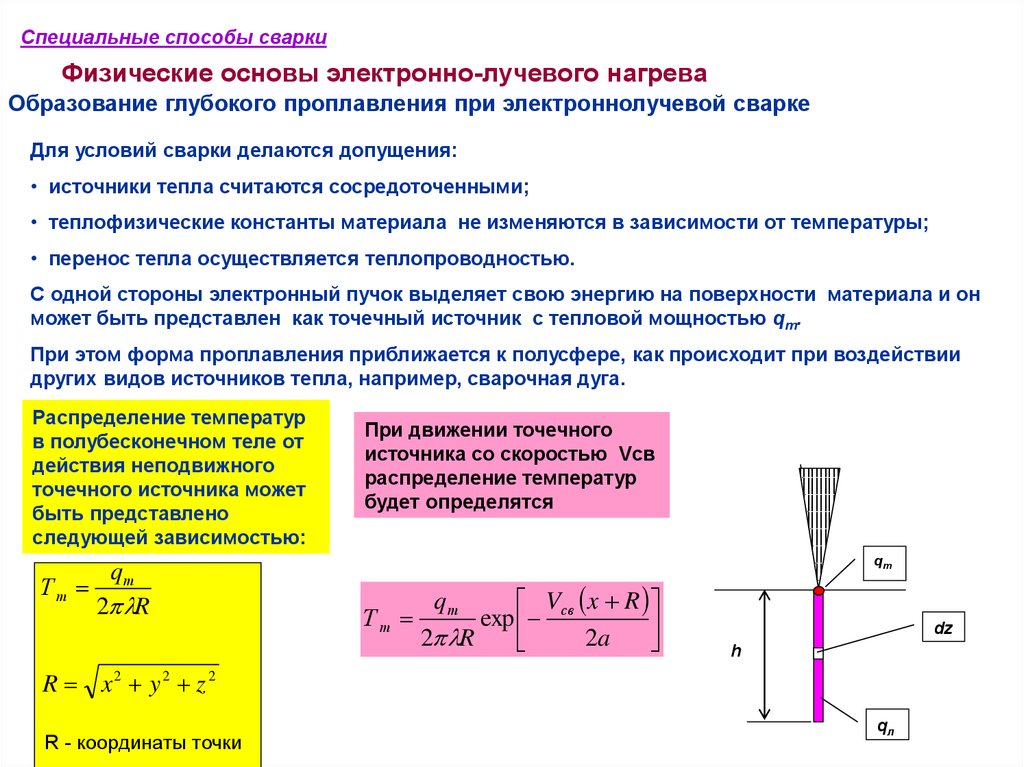 Скорость подачи проволоки изменяется сменой передаточных зубчатых колес. Таким же образом регули-руется скорость перемещения по шву у самоходных автоматов и сварочных тракторов.
Скорость подачи проволоки изменяется сменой передаточных зубчатых колес. Таким же образом регули-руется скорость перемещения по шву у самоходных автоматов и сварочных тракторов.
Автоматы снабжены дополнительными устройствами: для правки электродной проволоки, поворота, наклона и точной установки автомата над швом, указателями и копирами, корректирующими положение конца электрода относительно оси шва. Автоматы с постоянной скоростью подают проволоку все время в направлении к изделию, зажигание дуги производится кратковременным пуском электродвигателя автомата в обратную сторону. После зажигания дуги электродвигатель автомата переключается на подачу электродной проволоки к изделию и вследствие саморегулирования сварочной дуги быстро устанавливается нормальная работа автомата. В конце сварного шва выключается механизм перемещения дуги и автомат, подающий электродную проволоку; сварочный ток не выключается, и дуга продолжает гореть до естественного обрыва вследствие ее удлинения. Таким образом заваривается конечный кратер.
Таким образом заваривается конечный кратер.
Управляют автоматом обычно через установленный в удобном месте кнопочный пульт управления с кнопками «Пуск», «Стоп», «Вверх», «Вниз».
Автоматы с постоянной скоростью подачи электрода наиболее распространены вследствие простоты устройства и. надежности в работе.
Рассмотрим для примера универсальный дуговой автомат АБС, применяемый на многих заводах. Автомат состоит из трех комплектов. Комплект А — подвесная сварочная головка, или собственно автомат, подает электродную проволоку и зажигает дугу, он включает асинхронный трехфазный приводной электродвигатель (0,1 кит, 1450 об/мин), редуктор, ведущие и правильные ролики, токоподводящий мундштук. На автомате смонтирован и кнопочный пульт управления. Комплект Б включает подъемный механизм, позволяющий перемещать автомат по высоте, флюсоаппарат, подающий и отсасывающий флюс, с бункером для флюса и катушку (барабан) для электродной проволоки. Комплект С — самоходная тележка велосипедного типа с отдельным приводным электродвигателем для перемещения. автомата по рельсовому пути из двух швеллеров, лежащих в одной вертикальной плоскости.
автомата по рельсовому пути из двух швеллеров, лежащих в одной вертикальной плоскости.
Сдвоенный пульт управления состоит из трехкнопочного пульта управления и двухкнопочного пульта передвижения тележки. Автомат нормально работает с постоянной скоростью подачи тележки. Регулирование скорости подачи и перемещения тележки производится сменой шестерен. Автомат работает проволокой диаметром 2-6 мм при постоянном или переменном сварочном токе до 1500 а.
Автомат может иметь разносторонние применения. Один комплект А представляет собой простейшую подвесную автоматическую сварочную головку. Комплект АБ образует головку, укомплектованную флюсоаппаратом и механизмом подъема, что упрощает настройку автомата при сварке. Комплект АБС — это самоходный автомат с перемещением его по рельсовому пути. Вес автомата без проволоки и флюса 160 кг.
Сварочные тракторы конструкции Института электросварки им. Е. О. Патона имеют общий электродвигатель, приводящий в движение одновременно как ролики, подающие проволоки, так и бегунки самоходного механизма, перемещающие трактор. Благодаря наличию лишь одного электродвигателя, удачной конструкции и использованию легких сплавов вес тракторов снижен и их габаритные размеры значительно уменьшены.
Благодаря наличию лишь одного электродвигателя, удачной конструкции и использованию легких сплавов вес тракторов снижен и их габаритные размеры значительно уменьшены.
Сварочный трактор ТС-17-М, рассчитанный на сварочный ток до 1200 A, — один из наиболее распространенных дуговых автоматов в промышленности, он весьма универсален, имеет разнообразные области применения, которые расширяются возможностью присоединения специальных узлов. Трактор ТС-17 может работать на постоянном и переменном токе, проволокой диаметром 1,6-5 мм, на сварке стыковых и угловых швов, наклонным электродом, и в положении «в лодочку» при скоростях сварки 16- 126 м/ч.
Автомат работает при постоянной скорости подачи, устанавливаемой, как и скорости перемещения, сменой шестерен. Трактор имеет один общий электродвигатель, приводящий механизмы подачи проволоки и перемещения трактора по шву. Вес трактора [без проволоки и флюса) 42 кг. Он может передвигаться непосредственно по поверхности изделия и по легкому направляющему пути, по копиру, движущемуся по разделке шва, и от руки. Сварочный трактор конструкции ЦНИИТМАШ УТ-1250-3 универсальный, работает электродной проволокой диаметром 1,6-6 мм, преимущественно на переменном токе до 1250 а при скорости сварки 10-80 м/ч. Трактор имеет два приводных электродвигателя, допускающих плавную и точную регулировку числа оборотов. Автомат работает с постоянной скоростью подачи прово-локи, регулировать которую можно плавно во время работы автомата, не прерывая сварки. Вес трактора без флюса и проволоки 50 кг.
Сварочный трактор конструкции ЦНИИТМАШ УТ-1250-3 универсальный, работает электродной проволокой диаметром 1,6-6 мм, преимущественно на переменном токе до 1250 а при скорости сварки 10-80 м/ч. Трактор имеет два приводных электродвигателя, допускающих плавную и точную регулировку числа оборотов. Автомат работает с постоянной скоростью подачи прово-локи, регулировать которую можно плавно во время работы автомата, не прерывая сварки. Вес трактора без флюса и проволоки 50 кг.
Дуговые автоматы используют не только для сварки под флюсом, но и для сварки открытой дугой в защитных газах. Автоматы имеют много разновидностей, отличающихся по назначению: для сварки внутри труб и резервуаров, продольного шва труб, неповоротных стыков труб, для наплавочных работ, для сварки специальных сортов металла и т. д. Заслуживают внимания многоэлектродные, обычно двух- или трехэлектродные автоматы большой мощности с током до 2000 а и более на каждую дугу. Эти автоматы позволяют использовать трехфазную дугу и развивать весьма высокую производительность при сварке металла большой толщины, в производстве труб больших диаметров и пр.
- Наверх
- Вставить ник
#3 Andrew
Отправлено 16 March 2015 17:37
Флюсовая аппаратура
При автоматической дуговой сварке под слоем флюса появляются операции засыпки флюса в шов перед сваркой и уборки его по окончании сварки, так как в шлаковую корку переплавляется лишь около 20% засыпанного флюса, остальное количество может быть использовано повторно. Ручная подача и уборка флюса отнимают много времени и поэтому неприемлемы в современных высокомеханизированных автоматических установках. Для уборки нерасплавленного флюса пользуются пневматическими установками — флюсоаппаратами, засасывающими флюс в шланг, в котором создается вакуум.
Флюсоаппарат может работать от индивидуального вакуум-насоса с приводным электродвигателем или от заводской сети сжатого воздуха, приводящего в действие эжектор флюсоаппарата. В настоящее время в нашей промышленности почти исключительно применяются весьма простые по устройству и надежные в работе флюсоаппараты, действующие от сети сжатого воздуха.
В настоящее время в нашей промышленности почти исключительно применяются весьма простые по устройству и надежные в работе флюсоаппараты, действующие от сети сжатого воздуха.
Основой флюсоаппаратов этого типа является, воздушный эжектор. Под действием струи сжатого воздуха, выходящего из сопла эжектора с большой скоростью, в камере эжектора создается разрежение в несколько сотен миллиметров водяного столба, благодаря которому происходит засасывание флюса вместе с всасываемым в камеру наружным воздухом. Устройство флюсоаппарата смешанного действия, позволяющее одновременно отсасывать и засыпать флюс, и осуществлять непрерывную его циркуляцию, показано на рис. 88. Сжатый воздух из сети поступает с большой скоростью в камеру 1 эжектора через сопло 2 и создает разрежение в шланге 3, всасывающем флюс с наружным воздухом через сосун 4. Скорость движения воздуха во всасывающей части подобрана таким образом (- 20 м/сек), что частицы флюса находятся во взвешенном состоянии и движутся вместе со струей воздуха. В камере 1 эжектора засосанные частицы флюса подхватываются струей воздуха, выходящего из сопла 2 эжектора; таким образом, общая скорость перемещения смеси воздуха с флюсом значительно возрастает.
В камере 1 эжектора засосанные частицы флюса подхватываются струей воздуха, выходящего из сопла 2 эжектора; таким образом, общая скорость перемещения смеси воздуха с флюсом значительно возрастает.
При прохождении струи через постепенно расширяющийся диффузор 5 скорость ее плавно понижается, а после поступления в бункер 7 тангенциально по изогнутой трубе 6 скорость резко падает. В результате этого происходит сепарация смеси, т. е. частицы флюса более не удерживаются воздухом и падают на дно бункера, а воздух, освобожденный от флюса, выбрасывается в окружающую атмосферу. Для улучшения сепарации флюса в крышке бункера установлен циклон 8 в виде открытого снизу усеченного конуса, вызывающий завихрение и резкое изменение направления потока воздуха, что улучшает отделение частиц флюса. Выходное отверстие 9 циклона закрыто колпаком 10 из фильтрующей материи, задерживающим пыль, не осевшую в бункере, и очищающим воздух, выбрасываемый из флюсоаппарата. В бункере 7 имеется небольшое избыточное давление воздуха, благодаря чему при открытии задвижки на ссыпной трубе начинается подача флюса в шов одновременно со всасыванием флюса эжектором по шлангу 3.
Нормальный флюсоаппарат может отсасывать до 500 л/ч флюса, при наибольшей высоте всасывания до 4 м; расход сжатого воздуха, приведенный к атмосферному давлению 20-50 мА/ч,
зависимости от производительности флюсоаппарата и высоты всасывания. Флюсоаппараты могут быть передвижными или стационарными и могут быть установлены отдельно от автомата или смонтированы с автоматом. На рис. показан автомат АБС со смонтированным на нем флюсоаппаратом.
- Наверх
- Вставить ник
#4 Andrew
Отправлено 16 March 2015 17:39
Установки для автоматической дуговой сварки
Для осуществления процесса сварки недостаточно одного автомата, требуется еще ряд дополнительных устройств, образующих шесте с одним или несколькими дуговыми автоматами комплектую установку для автоматической дуговой сварки. Эти устройства и механизмы могут быть весьма разнообразны, в зависимости от конфигурации и размеров изделия, характера производства и т. д.
Эти устройства и механизмы могут быть весьма разнообразны, в зависимости от конфигурации и размеров изделия, характера производства и т. д.
В первую очередь следует отметить механизмы перемещения дуги вдоль шва, затем механизмы регулирования и установочных перемещений автомата и изделия. Часто существенное значение имеют транспортные приспособления для укладки, поворачивания и перемещения изделий. Кроме того, необходимы электрические измерительные и регулировочные приборы, подводка электрического тока, флюсовая аппаратура и разные специальные устройства. Необходим источник тока, питающий автоматическую установку с относящейся к нему аппаратурой; чаще всего это — однофазный сварочный трансформатор.
Установки для автоматической дуговой сварки могут быть классифицированы по различным признакам, в первую очередь по форме свариваемых швов, которые могут быть прямолинейными, круговыми и криволинейными. Далее можно отличать универсальные установки, пригодные без переделки для сварки различных изделий или различных форм швов, и специализированные установки, предназначенные для менее широкого круга изделий или только для одной формы сварных швов. Высокой степенью универсальности обычно обладают установки со сварочными тракторами. Установки могут быть стационарными, к которым подводятся изделия, подлежащие сварке, и передвижными или переносными, которые подводят к неподвижному изделию, что удобно и единственно возможно для громоздких изделий (корпусов судов). Особенно высокой портативностью отличаются сварочные тракторы.
Высокой степенью универсальности обычно обладают установки со сварочными тракторами. Установки могут быть стационарными, к которым подводятся изделия, подлежащие сварке, и передвижными или переносными, которые подводят к неподвижному изделию, что удобно и единственно возможно для громоздких изделий (корпусов судов). Особенно высокой портативностью отличаются сварочные тракторы.
Перемещение дуги может осуществляться движением как автомата, так и изделия, в особенности при сварке круговых швов;
В автоматических сварочных установках важную роль играют устройства для перемещения и поворота изделия с целью постановки швов в наиболее удобное для сварки положение, в особенности для угловых швов «в лодочку», или же для вращения изделия с заданной равномерной скоростью при сварке круговых швов.
Дуговые автоматы обычно питаются сварочным током от сварочных трансформаторов. При небольшом сварочном токе достаточны стандартные сварочные трансформаторы, обычно применяемые для ручной дуговой сварки. Для более значительных токов, требующихся обычно при сварке под флюсом, применяют более мощные сварочные трансформаторы, на 1000 и 2000 A. При отсутствии мощных трансформаторов можно применить параллельное соединение нескольких менее мощных трансформаторов. При автоматической дуговой сварке токи обычно настолько велики, что характеристика дуги становится возрастающей, т. е. ее напряжение повышается с увеличением силы тока. Это обстоятельство и особенности саморегулирования дуги при постоянной скорости подачи электрода делают возможным питание дуги от источников тока с жесткими или возрастающими характеристиками.
Для более значительных токов, требующихся обычно при сварке под флюсом, применяют более мощные сварочные трансформаторы, на 1000 и 2000 A. При отсутствии мощных трансформаторов можно применить параллельное соединение нескольких менее мощных трансформаторов. При автоматической дуговой сварке токи обычно настолько велики, что характеристика дуги становится возрастающей, т. е. ее напряжение повышается с увеличением силы тока. Это обстоятельство и особенности саморегулирования дуги при постоянной скорости подачи электрода делают возможным питание дуги от источников тока с жесткими или возрастающими характеристиками.
- Наверх
- Вставить ник
#5 Andrew
Отправлено 16 March 2015 17:48
Автоматическая сварка под флюсом
Создание автоматической дугой сварки под флюсом является крупнейшим достижением современной сварочной техники. Первоначальная идея способа сварки под флюсом принадлежит изобретателю способа дуговой сварки Н. Г. Славянову. В качестве флюса он применял дробленое оконное стекло.
Первоначальная идея способа сварки под флюсом принадлежит изобретателю способа дуговой сварки Н. Г. Славянову. В качестве флюса он применял дробленое оконное стекло.
Создание промышленного способа автоматической сварки под флюсом и внедрение его в производство в нашей стране неразрывно связано с именем академика Е. О. Патона. В результате многолетней упорной работы коллектива Института электросварки им. Е. О. Патона создана технология сварки под флюсом, разработаны составы и методы изготовления флюсов, созданы оригинальные конструкции автоматов. В развитии способа автоматической сварки под флюсом деятельное участие принимали и принимают коллективы многих заводов, исследовательских институтов и лабораторий нашей страны. Развитие автоматической сварки под флюсом изменило представление о масштабах и возможностях автоматизации процесса дуговой сварки. В ряде производств в настоящее время автоматическая сварка почти полностью вытеснила ручную сварку.
При сварке под флюсом сварочная дуга между концом электрода и изделием горит под слоем сыпучего вещества, называемого флюсом. На рисунке схематически показан процесс сварки под флюсом. Голая электродная проволока 1 с катушки 2 подается в зону дуги автоматом 3. Впереди автомата из бункера 5 по трубке 4 на изделие подается флюс 8, остаток которого, не использованный при сварке, пневматически отсасывается обратно в бункер по трубке 6. Расплавленная и затвердевшая часть образует на шве толстую шлаковую корку 7.
На рисунке схематически показан процесс сварки под флюсом. Голая электродная проволока 1 с катушки 2 подается в зону дуги автоматом 3. Впереди автомата из бункера 5 по трубке 4 на изделие подается флюс 8, остаток которого, не использованный при сварке, пневматически отсасывается обратно в бункер по трубке 6. Расплавленная и затвердевшая часть образует на шве толстую шлаковую корку 7.
На рисунке изображен продольный разрез зоны сварки под флюсом, где 1 — электрод, 2 — газовый пузырь, 3 — сыпучий флюс, 4 — ванна жидкого металла.
Флюс насыпается слоем толщиной 50-60 мм; дуга утоплена в массе флюса и горит в жидкой среде расплавленного флюса, в газовом пузыре, образуемом газами и парами, непрерывно создаваемыми дугой. При среднем насыпном весе флюса около 1,5 г/см9 статическое давление слоя флюса на жидкий металл составляет 7-9 г/см2. Этого незначительного давления, как показывает опыт, достаточно, чтобы устранить нежелательные механические воздействия дуги на ванну жидкого металла, разбрызгивание жидкого металла и нарушение формирования шва даже при очень больших токах.
В то время как при открытой дуге механическое воздействие цуги на ванну жидкого металла делает практически невозможной сварку при силе тока выше 500-600 а вследствие разбрызгивания металла и нарушения правильного формирования шва, погружение дуги во флюс дало возможность увеличить применяемые токи в среднем до 1000-2000 а и максимально до 3000-4000 п. Таким образом, появилась возможность при сварке под флюсом повысить сварочный ток в 6-8 раз по сравнению с открытой дугой с сохранением высокого качества сварки и отличного формирования шва. Производительность сварки при этом растет значительно быстрее увеличения тока, меняется самый характер образования шва.
Маломощная открытая дуга лишь незначительно расплавляет кромки шва, который образуется главным образом за счет расплавленного электродного металла, заполняющего разделку кромок. Мощная закрытая дуга под флюсом глубоко расплавляет основной металл, позволяет уменьшить разделку кромок под сварку, а часто и совсем обойтись без разделки. Снижается доля участия электродного металла в образовании шва; в среднем наплавленный металл образуется на 2/3 за счет расплавления основного металла и лишь на х/3 за счет электродного металла.
Снижается доля участия электродного металла в образовании шва; в среднем наплавленный металл образуется на 2/3 за счет расплавления основного металла и лишь на х/3 за счет электродного металла.
Производительность сварки, определяемая числом метров шва за час горения дуги, при сварке под флюсом значительно выше (до 10 раз), чем при сварке открытой дугой на одинаковых сварочных токах. Таким образом, производительность сварки под флюсом возрастает как за счет увеличения сварочного тока, так и за счет лучшего его использования.
Возможность резкого увеличения силы сварочного тока составляет главное, неоценимое преимущество сварки под флюсом. Заключение дуги в газовый пузырь со стенками из жидкого флюса практически сводит к нулю потери металла на угар и разбрызгивание, суммарная величина которых не превышает 2% веса расплавленного электродного металла. Сварные швы получаются равномерного и очень высокого качества. Отсутствие потерь на угар и разбрызгивание и уменьшение доли электродного металла в обра-зовании шва позволяют весьма значительно экономить расход электродной проволоки. Лучшее использование тока заметно экономит расход электроэнергии. Так как дуга горит невидимо под толстым слоем флюса, не требуется защиты глаз работающих.
Лучшее использование тока заметно экономит расход электроэнергии. Так как дуга горит невидимо под толстым слоем флюса, не требуется защиты глаз работающих.
К недостаткам сварки под флюсом можно отнести невидимость места сварки, закрытого толстым слоем флюса, и довольно значительные расход и стоимость флюса. Невидимость места сварки повышает требования к точности подготовки и сборки изделия под сварку, затрудняет сварку швов сложной конфигурации. Расход флюса по весу в среднем равняется весу израсходованной проволоки, и стоимость его оказывает существенное влияние на общую стоимость сварки.
Применение для сварки под флюсом дуговых автоматов особых осложнений не вызывает, дуга под флюсом обычно устойчивее открытой дуги. Переход на сварку под флюсом потребовал лишь увеличения сварочных токов и соответственного увеличения размеров и усиления конструкции автоматов. Сварка под флюсом в большинстве случаев ведется на токе высоких плотностей, поэтому широко применяются автоматы с постоянной скоростью подачи электродной проволоки.
- Наверх
- Вставить ник
#6 Andrew
Отправлено 16 March 2015 17:55
Флюсы для автоматической дуговой электросварки
Результаты сварки под флюсом сильно зависят от свойств и качества флюса. К флюсам для автоматической дуговой сварки предъявляются многочисленные и разнообразные требования. Флюс должен обеспечивать хорошее формирование наплавленного металла и сварного шва при высокой производительности сварки, надлежащие химический состав, структуру и высокую прочность наплавленного металла. В наплавленном металле не должно образовываться пор и в особенности трещин, устойчивость дуги должна быть достаточной, шлаковая корка должна легко удаляться с поверхности шва по окончании сварки.
При плавлении флюса не должны выделяться в большом количестве вредные газы и дым, особенно при сварке в тесных помещениях, внутри котлов и резервуаров и т. п. Флюс не должен быть слишком гигроскопичным; зерна его должны иметь достаточную механическую прочность, допускающую многократную подачу флюса к месту сварки и уборку нерасплавившейся части флюса без чрезмерного дробления зерен и образования большого количества пыли, снижающей качество сварки. Флюс засыпается на место сварки толстым слоем, 50-60 мм. В процессе сварки расплавляется лишь 20% флюса, образующего шлаковую корку, остальная, не расплавившаяся часть флюса, должна быть убрана и затем снова использована при сварке.
п. Флюс не должен быть слишком гигроскопичным; зерна его должны иметь достаточную механическую прочность, допускающую многократную подачу флюса к месту сварки и уборку нерасплавившейся части флюса без чрезмерного дробления зерен и образования большого количества пыли, снижающей качество сварки. Флюс засыпается на место сварки толстым слоем, 50-60 мм. В процессе сварки расплавляется лишь 20% флюса, образующего шлаковую корку, остальная, не расплавившаяся часть флюса, должна быть убрана и затем снова использована при сварке.
Современные флюсы для автоматической сварки разнообразны по назначению, составу и свойствам. Прежде всего флюсы можно разделить по способу изготовления на плавленые и неплавленые.
Плавленые изготовляют сплавлением в печах; они представляют собой обычно более или менее сложные силикаты, по свойствам близкие к стеклам. В состав плавленых флюсов можно вводить лишь вещества, растворяющиеся в расплаве, не разлагающиеся и не улетучивающиеся при температуре выплавки флюсов; это в первую очередь окислы и галоидные соединения металлов. Роль плавленых флюсов ограничивается созданием шлаков, довольно пассивных в металлургическом отношении.
Роль плавленых флюсов ограничивается созданием шлаков, довольно пассивных в металлургическом отношении.
Неплавленые флюсы представляют собой механические смеси порошкообразных и зернистых материалов. В них можно вводить любые вещества, независимо от их взаимной растворимости на устойчивости при высоких температурах: свободные металлы, ферросплавы, углеродистые вещества, карбонаты и т. д. Поэтому неплавленые флюсы позволяют интенсивно проводить различные металлургические процессы легирования, раскисления, модифицирования, создавать защитную газовую атмосферу в зоне сварки и т. д. и являются мощным средством управления металлургическими процессами при сварке и их регулирования.
В настоящее время наша промышленность применяет преимущественно плавленые флюсы. После создания автором настоящей книги принципиально нового вида неплавленых флюсов, получивших название керамических, неплавленые флюсы находят все большее применение. Керамические флюсы начали применять и в других странах, в США они получили название «агломерированные».
По характеру шлака различают флюсы кислые и основные. По содержанию во флюсах соединений марганца и кремния различают флюсы высоко- и низкомарганцовистые или соответственно кремнистые; по наличию или отсутствию фтора во флюсе — фтористые или бесфтористые и т. д.
По назначению различают флюсы для сварки низкоуглеродистых сталей, легированных спецсталей, цветных металлов, для наплавочных работ и т. п.
Плавленные флюсы
Сварка под флюсом отличается следующими металлургическими особенностями. Исходный металл, основной и электродный, обычно отличается достаточной чистотой и вполне удовлетворительным химическим составом. В процессе сварки низкоуглеродистой стали наиболее сильно испаряется и выгорает марганец; наплавленный металл окисляется с образованием закиси железа FeO. Поэтому флюс должен быть хорошо раскислен и совместно с электродной проволокой пополнять содержание марганца в ванне. Но и совершенно раскисленный флюс, т. е. не содержащий высших окислов марганца и окислов железа, в условиях сварки вступает в химическое взаимодействие с расплавленным металлом.
е. не содержащий высших окислов марганца и окислов железа, в условиях сварки вступает в химическое взаимодействие с расплавленным металлом.
Наиболее важными реакциями являются восстановление окислов марганца и кремния флюса расплавленным железом, так называемый кремне- и марганцевосстановительный процесс:
MnO + Fe = FeO + Mn и SiOa + 2Fe = 2FeO + Si,
Эти реакции обогащают наплавленный металл кремнием и марганцем, но одновременно и закисью железа FeO, для удаления которой необходимо применять соответствующие меры, например поддерживать кислый характер шлака, что связывает FeO в силикат, нерастворимый в жидком металле. Повышение содержания марганца за счет плавленых флюсов практически никогда не бывает чрезмерным. Увеличение содержания кремния иногда превышает допустимые пределы, и приходится принимать меры к его снижению.
Физические свойства флюса не менее важны, чем его химический состав. Температура плавления флюса, как правило, не должна превышать 1200° С. Вязкость флюса в расплавленном состоянии должна быть незначительной. В большинстве случаев лучшие результаты обеспечивают флюсы, дающие при расплавле-нии короткий шлак.
Вязкость флюса в расплавленном состоянии должна быть незначительной. В большинстве случаев лучшие результаты обеспечивают флюсы, дающие при расплавле-нии короткий шлак.
Для уменьшения вязкости флюса и снижения его температуры плавления применяют специальные добавки: природный минерал — плавиковый шпат, по химическому составу представляющий собой почти чистый фтористый кальций CaF2. Однако при сварке он образует вредные газы, содержащие фтор, а также снижает устойчивость горения дуги.
Применяемые плавленые флюсы имеют стеклообразный вид, аморфны, частицы их полупрозначны; называются они стекловидными, или «флюс-стекло»; насыпной вес 1,5-1,8 г/см3. Иногда применяется пемзовидный флюс, или «флюс-пемза», имеющий насыпной вес 0,6-0,9 г/см3 и состоящий из непрозрачных мелкопористых частиц. Грануляция флюсов», т. е. размеры зерен, в разных случаях колеблется от 0,5 до 3 мм.
Чаще всего применяемые плавленые флюсы представляют собой искусственные силикаты, выплавляемые в печах, имеют слабо кислый характер и, по содержанию закиси марганца, относятся к высокомарганцовистым. Во флюсе различают основу, добавки, примеси и загрязнения. Основой флюса являются обычно двойной или тройной силикат закиси марганца, окиси кальция, окиси магния, алюминия и т. длS. качестве добавки, снижающей температуру плавления и вязкость-, чаще всего используется плавиковый шпат. Из примесей и загрязнений, попадающих во флюс вместе с исходными материалами и топливом, а также из футеровки печей, наиболее важны закись железа, окись алюминия А12О3, сера и фосфор. Все эти примеси и загрязнения вредны для флюса, и их предельное содержание ограничивается техническими условиями. Составы плавленых флюсов в процентах для автоматической дуговой сварки низкоуглеродистой стали электродной проволокой Св-08 или Св-08А по ГОСТу 2246-60. Флюсы производятся нашей промышленностью в больших количествах и являются наиболее распространенными; они относятся к высокомарганцовистым.
Во флюсе различают основу, добавки, примеси и загрязнения. Основой флюса являются обычно двойной или тройной силикат закиси марганца, окиси кальция, окиси магния, алюминия и т. длS. качестве добавки, снижающей температуру плавления и вязкость-, чаще всего используется плавиковый шпат. Из примесей и загрязнений, попадающих во флюс вместе с исходными материалами и топливом, а также из футеровки печей, наиболее важны закись железа, окись алюминия А12О3, сера и фосфор. Все эти примеси и загрязнения вредны для флюса, и их предельное содержание ограничивается техническими условиями. Составы плавленых флюсов в процентах для автоматической дуговой сварки низкоуглеродистой стали электродной проволокой Св-08 или Св-08А по ГОСТу 2246-60. Флюсы производятся нашей промышленностью в больших количествах и являются наиболее распространенными; они относятся к высокомарганцовистым.
Безмарганцовистые флюсы при сварке низкоуглеродистой стали в настоящее время не применяются. Получить удовлетворительные результаты сварки низкоуглеродистой стали под среднемарганцовистыми флюсами можно лишь пользуясь специальной электродной проволокой с повышенным содержанием марганца. Применение среднемарганцовистых флюсов весьма незначительно.
Применение среднемарганцовистых флюсов весьма незначительно.
Одним из лучших и широко применяемых в нашей промышленности является высокомарганцовистый флюс ОСЦ-45, разработанный К. В. Любавским. Это силикат марганца MnOSiO2, к которому для снижения температуры плавления и вязкости и для улучшения технологических свойств добавлен при выплавке фто-ристый кальций (остальное случайные примеси и загрязнения). Флюс обладает высокой жидкотекучестью и малой вязкостью при температуре плавления стали. Вследствие высокого содержания закиси марганца этот флюс можно применять при сварке низкоуглеродистых сталей стандартной низкоуглеродистой электродной проволокой; при этом швы получаются высокого качества. Флюс ОСЦ-45 менее чувствителен, чем другие плавленые флюсы, к отклонениям в химическом составе основного металла, электродной проволоки и самого флюса, а также к ржавчине, содержащейся на поверхности основного металла, что практически очень ценно. * К недостаткам флюса можно отнести высокое содержание фтора, могущее вызвать отравление работающих при сварке в замкнутых пространствах (внутри котлов, резервуаров и т.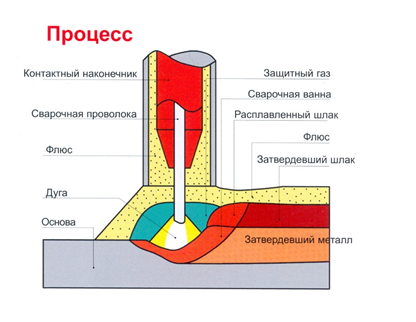 п.), и также снижающее устойчивость дуги.
п.), и также снижающее устойчивость дуги.
Флюс АН-348, разработанный в Институте электросварки им. Е. О. Патона, обеспечивает несколько большую устойчивость дуги по сравнению с флюсом ОСЦ-45. Еще выше устойчивость дуги при сварке под флюсом АН-348-А, выделяющем также меньше вредных газов при работе ввиду пониженного содержания. CaF2. Флюсы ОСЦ-45 и АН-348 производятся промышленностью в больших количествах.
Плавленые флюсы производятся следующим путем. Составные части флюса — марганцевая руда, кварцевый песок, плавиковый шпат и т. д. — смешивают в измельченном состоянии в нужном соотношении и загружают в плавильную печь (электрическую дуговую или стеклоплавильную пламенную). По расплавлении шихты и получении однородности жидкий продукт при температуре около 1400° С впускается тонкой струей в грануляционный бак с проточной водой, где распадается на отдельные зерна и затвердевает в аморфной стекловидной форме без кристаллизации. Затем флюс сушат, дробят на вальцах и пропускают через два сита, имеющие, например, первое 16 отверстий на 1 см2, а второе 600 отверстий на 1 см2. Остаток на втором сите представляет собой готовый продукт; остаток на первом сите поступает на повторное дробление. Материал, прошедший через второе сито, идет в шихту для последующих плавок. Химический состав готового флюса должен соответствовать установленному техническими условиями, что проверяется анализом проб.
Остаток на втором сите представляет собой готовый продукт; остаток на первом сите поступает на повторное дробление. Материал, прошедший через второе сито, идет в шихту для последующих плавок. Химический состав готового флюса должен соответствовать установленному техническими условиями, что проверяется анализом проб.
Керамические неплавленные флюсы
Главной особенностью керамических флюсов является способ их изготовления, во многом сходный со способом изготовления качественных покрытий электродов для ручной сварки, описанным выше.
Составные части флюса тонко измельчаются, смешиваются в нужных соотношениях и замешиваются на водном растворе жидкого стекла в густую пасту, как для покрытия электродов способом опрессовки. Сырая масса гранулируется, т. е. превращается в зерна размером 1-3 мм, затем подсушивается, прокаливается 2 ч при температуре 300-400° С для удаления остатков влаги и повышения механической прочности зерен за счет реакции схватывания жидкого стекла с частицами флюса. Прокаливанием заканчивается изготовление керамического флюса, не требующего плавильных печей и больших затрат горючего или электроэнергии на процесс плавления Средний насыпной вес керамических флюсов около 1,0 г/см3. Каждое зерно керамического флюса состоит из многих тысяч мелких частиц, смешанных в надлежащих соотношениях и прочно скрепленных.
Прокаливанием заканчивается изготовление керамического флюса, не требующего плавильных печей и больших затрат горючего или электроэнергии на процесс плавления Средний насыпной вес керамических флюсов около 1,0 г/см3. Каждое зерно керамического флюса состоит из многих тысяч мелких частиц, смешанных в надлежащих соотношениях и прочно скрепленных.
Керамические флюсы не имеют тех основных недостатков, которые присущи обычным неплавленым флюсам. Механически прочные зерна необходимого размера обеспечивают достаточную газопроницаемость слоя флюса и не выдуваются газами дуги. Прочное склеивание частиц устраняет возможность сепарации и сегрегации отдельных частиц и изменения состава флюса при подаче в зону сварки и уборке, что является одним из главных недостатков неплавленых флюсов. Тонкое измельчение составных частей обеспечивает их полное сплавление и протекание металлургических реакций, как и в электродных покрытиях.
К недостаткам керамических флюсов по сравнению с плавлеными относится меньшая механическая прочность и большая гигроскопичность зерен флюса. Керамические флюсы открыли новые возможности для автоматической дуговой сварки и значительно расширили область ее применения.
Керамические флюсы открыли новые возможности для автоматической дуговой сварки и значительно расширили область ее применения.
Для создания шлака в состав керамических флюсов вводятся различные минеральные вещества. Принципиальным, очень важным преимуществом керамических флюсов является возможность введения в них веществ, разлагающихся при высоких температурах с образованием газов, защищающих зону сварки. Для этой цели вводят карбонат кальция СаСО3 в форме мрамора, разлагающийся при высоких температурах с образованием двуокиси углерода. В процессе сварки особенно важно раскисление металла. Для этой цели в керамические флюсы вводят такие сильные раскислители, как металлические титан, кремний, иногда алюминий. При этом часто попутно удается удалить большую часть серы, снизив ее содержание до нескольких тысячных долей процента, для чего шлаку придается основной характер за счет повышения содержания в нем окиси кальция СаО.
Керамические флюсы открывают широкие возможности легирования наплавленного металла через флюс для придания наплавленному металлу особых свойств. Керамические флюсы сокращают потребление дорогой легированной сварочной проволоки; в большинстве случаев достаточно легирования через флюс с применением дешевой низкоуглеродистой проволоки Св-08. Легирование возможно осуществлять всеми элементами, в том числе углеродом, что сложно в других случаях. Керамические флюсы позволяют модифицировать наплавленный металл, т. е. улучшать его структуру.
Керамические флюсы сокращают потребление дорогой легированной сварочной проволоки; в большинстве случаев достаточно легирования через флюс с применением дешевой низкоуглеродистой проволоки Св-08. Легирование возможно осуществлять всеми элементами, в том числе углеродом, что сложно в других случаях. Керамические флюсы позволяют модифицировать наплавленный металл, т. е. улучшать его структуру.
Наплавленный металл при затвердевании в процессе первичной кристаллизации часто приобретает крупнозернистую дендритную структуру, в форме длинных кристаллов, вытянутых в направлении отвода тепла при затвердевании, нормально к поверхностям охлаждения. В область встречи дендритов, растущих от противоположных сторон ванны, вытесняются загрязнения металла, в связи с чем прочность металла здесь снижается, легко образуются горячие трещины; область получила название «зона слабины» а самое явление стыка дендритов называется транскристаллизацией.
Наступающая при дальнейшем охлаждении стали вторичная кристаллизация, вызываемая распадом аустенита, часто маскирует и делает малозаметной первичную дендритную структуру, которая может быть выявлена лишь специальным глубоким травлением.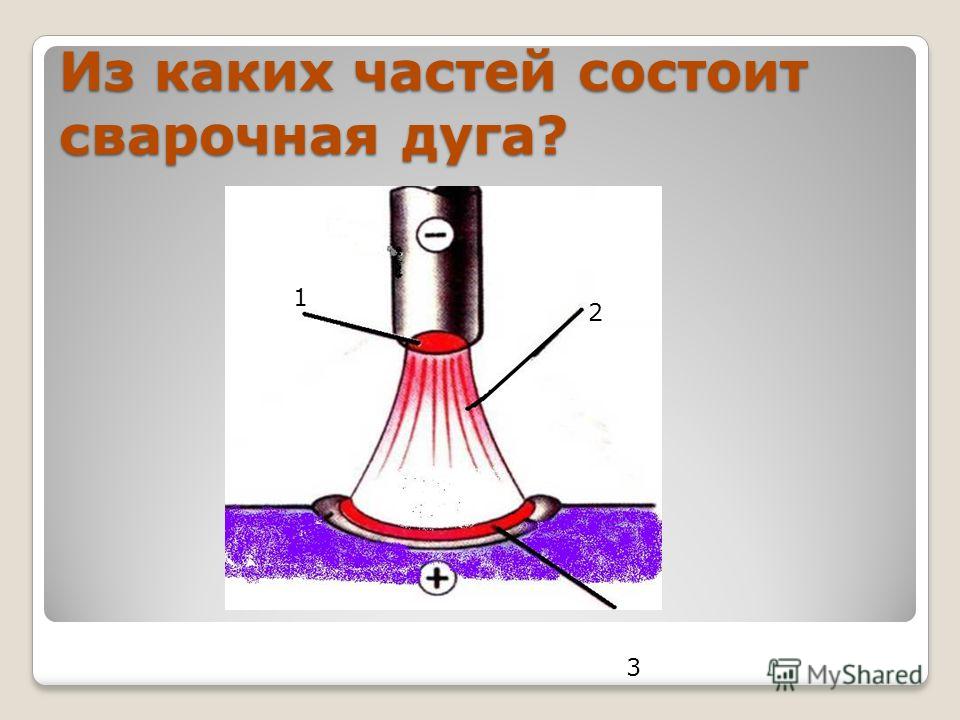 В неудовлетворительной первичной структуре часто кроется причина пониженных механических свойств наплавленного металла.
В неудовлетворительной первичной структуре часто кроется причина пониженных механических свойств наплавленного металла.
Модификацией уничтожается дендритная структура, уже в процессе первичной кристаллизации металл затвердевает с образованием равноосных мелких зерен. Такой металл обладает высокими механическими свойствами. Для модификации пригодны мельчайшие неметаллические включения, служащие центрами кристаллизации, и поверхностно-активные вещества, меняющие поверхностное натяжение металла. Хорошим модификатором в условиях сварки является титан. Модификация осуществляется при сварке электродами с качественным покрытием и под керамическими флюсами. При сварке под плавлеными флюсами модификация обычно выражена слабо, когда модификатор, например титан, вводится в состав электродной проволоки.
Интенсивная модификация металла с получением мелкозернистой равноосной структуры при первичной кристаллизации является преимуществом керамических флюсов. Необходимые элементы для раскисления, легирования и модифицирования металла обычно вводят в керамические флюсы, как и в электродные покрытия, в виде ферросплавов.
Преимуществом керамических флюсов для сварки низкоуглеродистых сталей является малая чувствительность к ржавчине и различным загрязнениям поверхности металла, что позволяет снизить требования к очистке поверхности, проводить сварку на открытом воздухе в сырую погоду; при этом получается плотный металл без пор с высокими показателями механических свойств.
Для сварки низко- и среднелегированных конструкционных сталей высокой прочности разработана серия специальных керамических флюсов для производства ответственных изделий.
Керамические флюсы также применяются для сварки высоколегированных сталей, например для аустенитных хромоникелевых нержавеющих и жароупорных сталей. В этом случае необходима уже легированная аустенитная проволока. Керамический флюс производит лишь необходимое дополнительное легирование. При сварке нержавеющих сталей достигается высокая стойкость зоны сварки против межкристаллитной коррозии.
Известно успешное применение керамических флюсов для сварки меди, никеля и их сплавов для наплавочных работ — автоматическая и полуавтоматическая наплавка производится низкоуглеродистой сварочной проволокой с применением легирующих керамических флюсов, содержащих повышенное количество ферросплавов.
В настоящее время организовано промышленное производство керамических флюсов; в Днепропетровске построен мощный механизированный цех, выпускающий эти флюсы.
- Наверх
- Вставить ник
#7 Andrew
Отправлено 16 March 2015 17:59
Полуавтоматическая дуговая сварка
Для дуговой сварки плавящимся электродом различают автоматическую и полуавтоматическую сварку. Граница между ними довольно неопределенна. Собственно то, что достигнуто к настоящему времени, обычно не выходит за пределы частичной механизации процесса сварки, включающего две основные операции; подачу электрода в дугу по мере его плавления и перемещение дуги по линии сварки. Если механизированы обе операции, процесс считают автоматическим, если же только одна подача электрода, то полуавтоматическим. Автоматическая сварка не всегда осуществима и целесообразна. Она выгодна в массовом и серийном производстве изделий с достаточно длинными прямолинейными и круговыми швами. Огромное количество сварных изделий не удовлетворяет этим требованиям, и большой объем работ выполняется ручной сваркой. С давних пор наряду с автоматами создавались упрощенные приспособления, в той или иной степени уменьшавшие объем ручной работы. В связи с этим получила большое развитие шланговая полуавтоматическая сварка. Автоматический механизм шлангового полуавтомата, аналогичный обычным дуговым автоматам с электрическим приводом, проталкивает электродную проволоку из бухты в зону дуги через гибкий шланг и держатель-наконечник. Длина гибкого шланга может быть до 5 м. Сварщик, держа наконечник, вручную перемещает его вдоль шва.
Автоматическая сварка не всегда осуществима и целесообразна. Она выгодна в массовом и серийном производстве изделий с достаточно длинными прямолинейными и круговыми швами. Огромное количество сварных изделий не удовлетворяет этим требованиям, и большой объем работ выполняется ручной сваркой. С давних пор наряду с автоматами создавались упрощенные приспособления, в той или иной степени уменьшавшие объем ручной работы. В связи с этим получила большое развитие шланговая полуавтоматическая сварка. Автоматический механизм шлангового полуавтомата, аналогичный обычным дуговым автоматам с электрическим приводом, проталкивает электродную проволоку из бухты в зону дуги через гибкий шланг и держатель-наконечник. Длина гибкого шланга может быть до 5 м. Сварщик, держа наконечник, вручную перемещает его вдоль шва.
Первоначально шланговые полуавтоматы предназначались для сварки открытой дугой голой электродной проволокой диаметром 4-5 мм. Работа велась на малых сварочных токах. Вследствие значительного диаметра проволоки шланг был тяжелым, недостаточно гибким, неудобным в работе. Малые токи не позво-ляли значительно повысить производительность сварки по сравнению с ручной сваркой, поэтому шланговые полуавтоматы, хотя и были известны, не находили применения.
Малые токи не позво-ляли значительно повысить производительность сварки по сравнению с ручной сваркой, поэтому шланговые полуавтоматы, хотя и были известны, не находили применения.
Созданию практически пригодного шлангового полуавтомата способствовал переход к способу сварки под флюсом электродной проволокой малых диаметров, не превышающих 2-2,5 мм. Применение флюса позволило увеличить сварочный ток, что улучшило устойчивость дуги и резко повысило производительность сварки. С уменьшением диаметра проволоки снизился вес шланга и увеличилась его гибкость. Схема установки для шланговой полуавтоматической сварки типа ПШ-5, разработанной в Институте электросварки им. Е. О. Патона, показана на рисунке выше.
Электродная проволока диаметром 1,6-2 мм, смотанная в бухту, находящуюся в коробке или кассете 1, проталкивается подающим механизмом 2 через гибкий шланг 3 в держатель 4, находящийся в руке сварщика. Сварочный ток подводится к держателю через гибкий шланг от сварочного трансформатора 5 с дроссельной катушкой. Включающая аппаратура и электроизмерительные приборы смонтированы в аппаратном ящике 6.
Включающая аппаратура и электроизмерительные приборы смонтированы в аппаратном ящике 6.
Подающий механизм работает по принципу постоянной скорости подачи электродной проволоки. Подача производится асинхронным электродвигателем переменного трехфазного тока мощностью 0,1 кет через червячную и две цилиндрические пары зубчатых колес. Скорость подачи проволоки изменяется перестановкой зубчатых колес в пределах 80-600 м/ч. Через гибкий шланг сварочный ток подводится к держателю и электродная проволока подается в зону дуги.
Для пропуска электродной проволоки внутри специального гибкого шланга находится гибкая стальная проволочная спираль, отделенная от токоведущей части шланга сдоем изоляции. Поверх спирали расположены гибкие медные провода, по которым поступает сварочный ток. В провода заложены два изолированных проводника для цепи управления. Токоведущая часть защищена хлопчатобумажной оплеткой и прочной резиновой изоляцией 6. Нормальная длина шланга 3,5 м. Шланг заканчивается держателем-наконечником. На держателе смонтирована воронка-бункер для флюса и кнопка для включения механизма полуавтомата и сварочного тока. Электродная проволока, пройдя гибкий шланг, поступает в наконечник и направляется в зону дуги.
На держателе смонтирована воронка-бункер для флюса и кнопка для включения механизма полуавтомата и сварочного тока. Электродная проволока, пройдя гибкий шланг, поступает в наконечник и направляется в зону дуги.
Сварочный ток по проводникам гибкого шланга поступает в держатель и по трущемуся о металл мундштука концу электродной проволоки направляется в зону дуги. Универсальный держатель ДШ-5 к шланговому полуавтомату состоит из изолированного от других частей криволинейного трубчатого мундштука 1, воронки для флюса 2 с заслонкой 3 и ручки 4, внутри которой смонтированы пусковая кнопка и присоединение шланга к держателю. Опорный костыль 5 или специальная насадка фиксируют расстояниемежду мундштуком и изделием и позволяют копировать конфигурацию шва. Существует целый набор специальных держателей к полуавтомату для сварки в труднодоступных местах, обварки труб и фланцев и пр. Флюс для сварки засыпается вручную в воронку держателя.
Сварка полуавтоматом нормально производится на переменном токе, но иногда и на постоянном токе, например при работе в полевых условиях, при сварке тонкого металла и т. п. Полуавтомат рассчитан на проволоку диаметром 2 мм, ток 200-650 а и скорость сварки (перемещение дуги по шву) 15-40 м/ч. Может применяться проволока диаметром 1,6 мм при токах 150-450 а и проволока диаметром 1,2 мм при токах 100-170 А. Несмотря на сравнительно малые сварочные токи, при шланговой полуавтоматической сварке получается глубокое расплавление основного металла (до 10- 12 мм), что обеспечивает возможность сварки металла не только малых, но и больших толщин. Значительная глубина расплавления объясняется большой плотностью тока.
п. Полуавтомат рассчитан на проволоку диаметром 2 мм, ток 200-650 а и скорость сварки (перемещение дуги по шву) 15-40 м/ч. Может применяться проволока диаметром 1,6 мм при токах 150-450 а и проволока диаметром 1,2 мм при токах 100-170 А. Несмотря на сравнительно малые сварочные токи, при шланговой полуавтоматической сварке получается глубокое расплавление основного металла (до 10- 12 мм), что обеспечивает возможность сварки металла не только малых, но и больших толщин. Значительная глубина расплавления объясняется большой плотностью тока.
Шланговые полуавтоматы часто оказываются выгоднее автоматической и ручной сварки. Они пригодны для сварки металла толщиной от 2-3 мм до самых больших толщин, встречающихся на практике, для сварки всех видов стыковых швов — одно- и двусторонних, со скосом и без скоса кромок, угловых швов в тавровом и нахлесточном соединениях, а также и прорезных швов.
Шланговыми полуавтоматами можно выполнять не только сплошные, но и прерывистые швы; они успешно применяются как в заводских, так и в полевых условиях на открытом воздухе, например при сварке стыков трубопроводов, при сооружении строительных металлоконструкций, каркасов высотных зданий и т. д.
д.
Различие между автоматами и шланговыми полуавтоматами довольно условно. Установив неподвижно держатель полуавтомата и перемещая под ним изделие прямолинейно или вращая его, получают дуговой автомат. Существуют шланговые автоматы; в них проволока из шланга поступает не в ручной держатель, а в компактную самоходную сварочную головку, перемещающуюся по линии сварки.
- Наверх
- Вставить ник
#8 Andrew
Отправлено 16 March 2015 18:03
Дуговая сварка порошковыми проволоками
Сварка под флюсом, особенно полуавтоматическая, затруднена из-за невозможности точного направления электрода в разделку и наблюдения за образованием шва. При сварке в защитных газах надежность защиты может нарушаться из-за сквозняков, забрызгивания газовых сопл и т.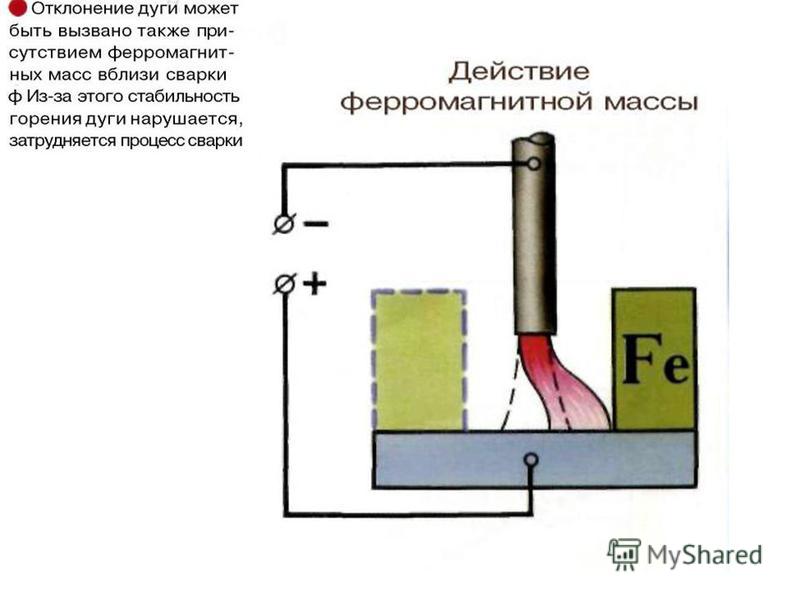 п. В этих условиях применение порошковых проволок, сочетающих в себе положительные свойства открытых стальных электродов (защита, легирование и раскисление расплавленного металла), и механизированной сварки проволоками сплошного сечения (высокая производительность) представляет большие производственные преимущества, особенно монтажных условиях. Этому способствует и отсутствие газовой аппаратуры (баллонов, шлангов, газовых редукторов), флюса и флюсовой аппаратуры, усложняющих процесс сварки или повышающих его трудоемкость (засыпка и уборка флюса и др.).
п. В этих условиях применение порошковых проволок, сочетающих в себе положительные свойства открытых стальных электродов (защита, легирование и раскисление расплавленного металла), и механизированной сварки проволоками сплошного сечения (высокая производительность) представляет большие производственные преимущества, особенно монтажных условиях. Этому способствует и отсутствие газовой аппаратуры (баллонов, шлангов, газовых редукторов), флюса и флюсовой аппаратуры, усложняющих процесс сварки или повышающих его трудоемкость (засыпка и уборка флюса и др.).
Возможность наблюдения при полуавтоматической сварке за направлением электрода в разделку, особенно при сварке с его поперечными колебаниями, а также за образованием шва — основные пре-имущества сварки порошковыми проволоками. Изменение состава наполнителя сердечника порошковой проволоки позволяет воздействовать на химический состав шва и технологические характеристики дуги.
Сущность способа
Конструкция порошковой проволоки определяет некоторые особенности ее расплавления дугой.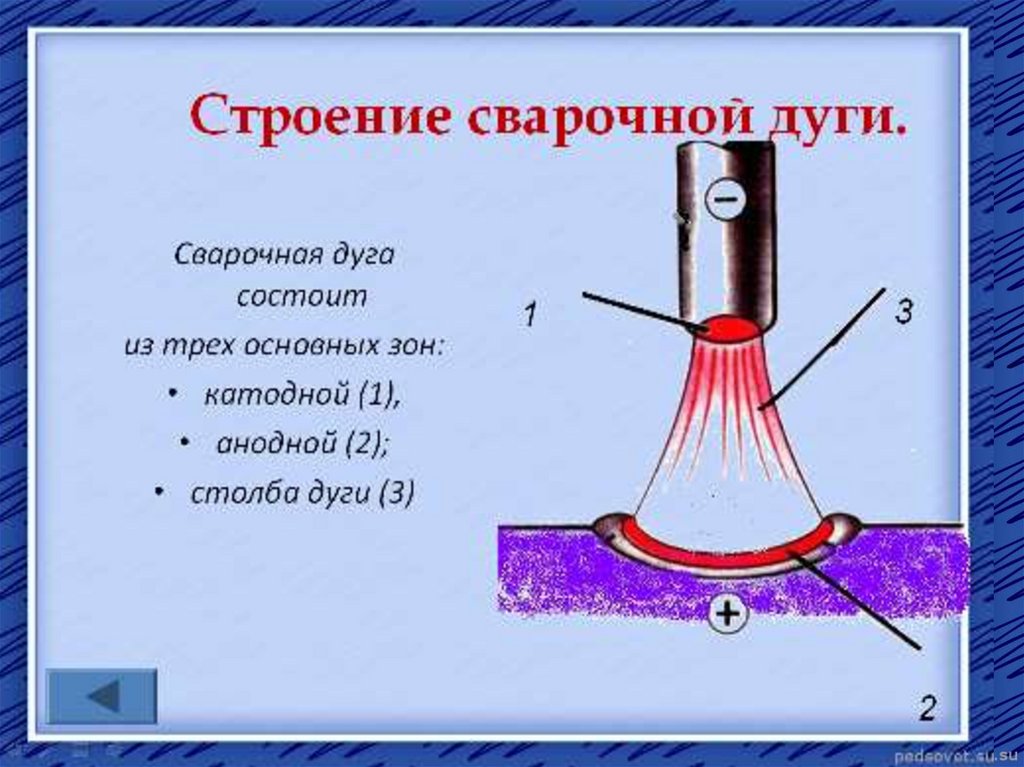 Сердечник проволоки на 50-70% состоит из неметаллических материалов и поэтому его электросопротивление велико — в сотни раз больше, чем металлической оболочки. Поэтому практически весь сварочный ток проходит через металлическую оболочку, расплавляя ее. Плавление же сердечника, расположенного внутри металлической оболочки, происходит в основном за счет теплоизлуче-ния дуги и теплопередачи от расплавляющегося металла оболочки. Ввиду этого сердечник может выступать из оболочки, касаться ванны жидкого металла или переходить в нее частично в нерасплавленном состоянии. Это увеличивает засорение металла шва неметаллическими включениями.
Сердечник проволоки на 50-70% состоит из неметаллических материалов и поэтому его электросопротивление велико — в сотни раз больше, чем металлической оболочки. Поэтому практически весь сварочный ток проходит через металлическую оболочку, расплавляя ее. Плавление же сердечника, расположенного внутри металлической оболочки, происходит в основном за счет теплоизлуче-ния дуги и теплопередачи от расплавляющегося металла оболочки. Ввиду этого сердечник может выступать из оболочки, касаться ванны жидкого металла или переходить в нее частично в нерасплавленном состоянии. Это увеличивает засорение металла шва неметаллическими включениями.
Техника сварки
Обычно порошковые проволоки используют для сварки шланговыми полуавтоматами. Ввиду возможности наблюдения за образованием шва техника сварки стыковых и угловых швов в различных соединениях практически не отличается от техники их сварки в защитных газах плавящимся электродом. Однако образование на поверхности сварочной ванны шлака, затекающего при некоторых условиях в зазор между кромками в передней части сварочной ванны, затрудняет провар корня шва. При многослойной сварке поверхность предыдущих слоев следует тщательно зачищать от шлака.
При многослойной сварке поверхность предыдущих слоев следует тщательно зачищать от шлака.
Сварка порошковыми проволоками имеет свои недостатки. Малая жесткость трубчатой конструкции порошковой проволоки требует применения подающих механизмов с ограниченным усилием сжатия проволоки в подающих роликах. Выпуск проволоки в основном диаметром 2,6 мм и более, требуя применения для устойчивого горения дуги повышенных сварочных токов, позволяет использовать их для сварки только в нижнем и редко в вертикальном положении. Это объясняется тем, что образующаяся сварочная ванна повышенного объема, покрытая жидкотекучим шлаком, не удерживается в вертикальном и потолочном положениях силой поверхностного натяжения и давлением дуги.
Наличие на поверхности сварочной ванны шлака, замедляя кристаллизацию расплавленного металла, также ухудшает условия образования шва в пространственных положениях, отличных от нижнего. Существенный недостаток порошковых проволок, сдерживающий их широкое промышленное применение, — повышенная вероятность образования в швах пор, вызываемая наличием пустот в проволоке. Кроме того, нерасплавившиеся компоненты сердечника, переходя в сварочную ванну, способствуют появлению газообразных продуктов. Диссоциация мрамора, окисление и восстановление углерода при нагреве и плавлении ферромарганца в сочетании с мрамором и другие процессы также могут привести к образованию в металле сварочной ванны газовой фазы. В результате этого в швах появляются внутренние и поверхностные поры.
Кроме того, нерасплавившиеся компоненты сердечника, переходя в сварочную ванну, способствуют появлению газообразных продуктов. Диссоциация мрамора, окисление и восстановление углерода при нагреве и плавлении ферромарганца в сочетании с мрамором и другие процессы также могут привести к образованию в металле сварочной ванны газовой фазы. В результате этого в швах появляются внутренние и поверхностные поры.
В этих условиях режим сварки (сила тока, напряжение, вылет электрода) оказывает большое влияние на возможность возникновения в швах пор. Повышает вероятность образования пор также влага, попавшая в наполнитель при хранении проволоки, а кроме того, смазка и ржавчина, следы которых имеются на металлической ленте.
Порошковую проволоку можно использовать и при сварке в углекислом газе. Вероятность образования в швах пористости в этом случае снижается. В зависимости от состава наполнителя для сварки используют постоянный ток прямой или обратной полярности от источников с жесткой или крутопадающей характеристикой.
- Наверх
- Вставить ник
Устранение неполадок при дуговой сварке: пошаговые решения
Это простое в использовании руководство по устранению неполадок при дуговой сварке. Просто найдите проблему в оглавлении слева или сопоставьте одну из наших многочисленных иллюстраций с проблемой.
Условия, которые часто приводят к проблемам, включают:
- Использование низкокачественного защитного газа со слишком высоким уровнем влажности. Влага в воздухе также может вызвать проблемы.
- Нечистое оборудование
- Нечистые материалы и присадочные стержни
- Неравномерный поток защитного газа
- Изменения параметров сварки
- Поверхностное загрязнение
- Проблемы с газовым покрытием (недостаточный поток газа вызывает загрязнение электродов и деталей)
- Проблемы с заземлением
- Изменения напряжения из-за использования другого оборудования в магазине или неправильное напряжение
- Перегрев из-за короткого замыкания между соплом и электродом
Дефект сварного шва
Поиск и устранение неисправностей дуговой сварки по проблеме
Деформация
Почему возникает деформация:
| Как это исправить:
|
Шаг 1.
Проверить усадку наплавленного металла.- Надлежащим образом закрепите детали или прихватите детали, чтобы избежать усадки.
- Заготовка или отдельные детали с учетом усадки сварного шва.
- Проковать наплавленный металл, пока он еще горячий.
Шаг 2. Проверить равномерный нагрев деталей.
- Для тяжелых конструкций желателен предварительный подогрев.
- Иногда бывает полезно перед сваркой снять деформации при прокатке или формовании путем снятия напряжений.
Шаг 3. Проверьте последовательность сварки.
- Изучить конструкцию и разработать определенную последовательность сварки.
- Предотвратить чрезмерный локальный нагрев за счет распределительной сварки.
Сварочные напряжения
Шаг 1. Проверьте чрезмерную жесткость соединений.
- Небольшое перемещение деталей во время сварки снижает сварочные напряжения.
- Разработайте процедуру сварки, которая позволит всем деталям двигаться как можно дольше.
Шаг 2. Проверьте процедуру сварки.
- Используйте как можно меньше сварочных проходов.
- Используйте специальную прерывистую или чередующуюся последовательность сварки и процедуры обратного шага или пропуска.
- Надлежащим образом зажмите детали, прилегающие к стыку. Используйте резервные приспособления для быстрого охлаждения деталей.
Этап 3. Если не существует неблагоприятных условий, напряжения могут быть присущи любому сварному шву, особенно в тяжелых деталях.
- Удалите каждый наплавленный металл.
- Готовое изделие для снятия напряжения при температуре от 1100 до 1250°F (от 593 до 677°C) в течение 1 часа на каждые 1,0 дюйма (25,4 см) толщины.
Деформация тонких листов
Деформация ацетиленового сварного шва Поиск и устранение неисправностей
Деформация дуговой сварки Предложения по устранению неисправностей
Почему это происходит:
| Решения:
|
Шаг 1.
Проверьте усадку наплавленного металла.- Выберите электрод с высокой скоростью сварки и умеренными проникающими свойствами.
Шаг 2. Проверьте, нет ли чрезмерного локального нагрева в месте соединения.
- Предотвратить чрезмерный локальный нагрев пластин, прилегающих к сварному шву, путем быстрой сварки.
Шаг 3. Проверьте правильность подготовки соединения.
- В свариваемых деталях не должно быть избыточного корневого отверстия в стыке свариваемых деталей.
- Кромки молоткового соединения тоньше, чем остальные пластины перед сваркой. Это удлиняет края, а усадка сварного шва заставляет их возвращаться к исходной форме.
Шаг 4. Проверьте процедуру сварки.
- Используйте специальную прерывистую или переменную последовательность сварки и отступайте или пропускайте процедуру.
- Предварительно нагрейте материал для достижения напряжения.
Шаг 5. Проверить крепление деталей.
- Надлежащим образом зажмите детали, прилегающие к стыку. Используйте резервные приспособления для быстрого охлаждения деталей.
Плохой внешний вид сварного шва
Поиск и устранение неисправностей ацетилена Плохой внешний вид сварного шва
Плохой внешний вид сварного шва Поиск и устранение неисправностей дуговой сварки
Причины плохого внешнего вида сварного шва:
| Решения:
|
Шаг 1. Проверьте технику сварки на правильность манипуляций с током и электродом.
- Убедитесь, что используется надлежащая технология сварки для используемого электрода.
- Не используйте чрезмерный сварочный ток.
- Всегда используйте однородное переплетение или скорость перемещения.
Шаг 2. Проверьте характеристики типа используемого электрода.
- Используйте электрод, предназначенный для данного типа сварного шва и основного металла, а также для положения, в котором должен выполняться сварной шов.
Шаг 3. Проверьте положение сварки, для которого предназначен электрод.
- Не выполняйте угловые сварные швы электродами, расположенными вниз (плоским положением), если детали не расположены правильно.
Шаг 4. Проверьте правильность подготовки шва.
- Тщательно подготовьте все соединения.
Трещины в сварных швах
Как устранить трещины в сварных швах под напряжением
- Неправильная температура сварки
- Чрезмерная нагрузка на сварной шов
- Химическая атака
- Стержень и основной материал разного состава
- Окисление или деградация сварного шва
- Используйте рекомендуемую температуру сварки
- Возможность расширения и сжатия
- Оставайтесь в пределах известной химической стойкости и рабочих температур материала
- Использовать аналогичные материалы и инертный газ для сварки
- См. рекомендуемое приложение
Шаг 1. Проверьте соединение на наличие чрезмерной жесткости.
- Измените процедуру сварки и перепроектируйте конструкцию, чтобы исключить жесткие соединения.
Шаг 2. Сварные швы слишком малы по сравнению с размером соединяемых деталей?
- Избегайте использования небольшого сварного шва между тяжелыми пластинами. Увеличьте размер сварного шва дополнительным присадочным металлом.
Шаг 3. Проверьте каждую остановку процедуры сварки.
- Не делайте сварки в нитках. Наплавляйте металл сварного шва в полном размере короткими участками длиной от 8,0 до 10,0 дюймов (от 203,2 до 254,0 мм). (Это называется последовательностью блоков.)
- Последовательность сварки должна быть такой, чтобы концы могли двигаться как можно дольше.
- Предварительный нагрев свариваемых деталей иногда помогает уменьшить высокие усадочные напряжения, вызванные локальной высокой температурой.
- Заполните все кратеры в конце сварочного прохода, перемещая электрод назад по готовому сварному шву на короткое расстояние, равное длине кратера.
Шаг 4. Проверьте качество сварных швов.
- Убедитесь, что сварные швы прочные и сплавление хорошее. Убедитесь, что длина дуги и полярность правильные.
Шаг 5. Проверьте правильность подготовки соединений.
- Подготовьте швы с равномерным и надлежащим раскрытием корня. В некоторых случаях необходимо открытие корня. В других случаях может потребоваться усадка или прессовая посадка.
Подрез
Шаг 1. Проверьте настройку сварочного тока.
- Используйте умеренную скорость сварки и не пытайтесь сваривать на слишком высокой скорости.
Шаг 2. Проверьте правильность обращения с электродом.
- а. Не используйте слишком большой электрод. Если лужа расплавленного металла станет слишком большой, может возникнуть подрез.
- б. Чрезмерная ширина переплетения приведет к подрезу и не должна использоваться. Равномерное переплетение, не превышающее диаметр электрода в три раза, в значительной степени способствует предотвращению подрезов в стыковых сварных швах.
- с. Если электрод находится слишком близко к вертикальной пластине при выполнении горизонтального углового шва, это приведет к подрезу на вертикальной пластине.
Неполный провар
Поиск и устранение неисправностей Неполный провар
Пример плохого провара
Провар дуговой сварки Предложения по поиску и устранению неисправностей
2 Почему неполное выполнение:
| Решения:
|
Шаг 1.
Убедитесь, что электрод предназначен для используемого положения сварки.- Электроды следует использовать для сварки в том положении, для которого они предназначены.
- Убедитесь, что в нижней части сварного шва имеются надлежащие корневые отверстия.
- Если возможно, используйте резервную планку.
- Сколоть или вырезать заднюю часть соединения и наплавить в этой точке валик металла сварного шва.
Шаг 2. Проверьте размер используемого электрода.
- Не ожидайте чрезмерного проникновения электрода.
- Используйте электроды малого диаметра в узкой сварочной разделке.
Шаг 3. Проверьте настройку сварочного тока.
- Используйте достаточный сварочный ток для получения надлежащего провара. Не сваривайте слишком быстро.
Шаг 4. Проверьте скорость сварки.
- Контролируйте скорость сварки, чтобы проникнуть в нижнюю часть сварного соединения.
Пористые сварные швы
Поиск и устранение неисправностей Пористость дуговой сварки
Поиск и устранение неисправностей пористых сварных швов
Почему возникают пористые сварные швы:
| Решения:
|
Шаг 1. Проверьте свойства электрода.
- Некоторые электроды по своей природе обеспечивают более качественные сварные швы, чем другие. Убедитесь, что используются правильные электроды.
Шаг 2. Проверьте текущие настройки и процедуру сварки.
- Сварной шов, выполненный из нескольких нитей, может содержать небольшие отверстия. Плетение часто устраняет эту проблему.
Шаг 3. Проверьте время образования лужи, чтобы убедиться, что оно достаточно для выхода захваченного газа.
- Лужение дольше сохраняет расплавленный металл сварного шва и часто обеспечивает более прочные сварные швы.
Шаг 4. Проверьте, не загрязнен ли основной металл.
- В некоторых случаях причиной может быть основной металл. Проверьте это на наличие сегрегаций и примесей.
Хрупкие сварные швы
Шаг 1. Проверьте тип используемого электрода.
- Неокрашенные электроды дают хрупкие сварные швы. Если требуются пластичные сварные швы, следует использовать экранированные дуговые электроды.
Шаг 2. Проверьте настройку сварочного тока.
- Не используйте чрезмерный сварочный ток, так как это может привести к крупнозернистой структуре и окисленным отложениям.
Шаг 3. Проверьте наличие основного металла с высоким содержанием углерода или сплава, который не был принят во внимание.
- а. Однопроходный сварной шов может быть более хрупким, чем многослойный, поскольку его микроструктура не очищается последовательными слоями металла шва.
- б. Сварные швы могут поглощать легирующие элементы из основного металла и становиться твердыми.
- с. Не сваривайте металл, если его состав и характеристики не известны.
Плохая сварка плавлением
Плохая сварка плавлением
Плохая дуговая сварка плавлением Поиск и устранение неисправностей
Плохая сварка плавлением Причины:
| Решения:
|
Шаг 1. Проверьте диаметр электрода.
- При сварке швов с узкими канавками используйте электрод, достаточно маленький, чтобы доставать до дна шва.
Шаг 2. Проверьте настройку сварочного тока.
- Используйте достаточный сварочный ток, чтобы наплавить металл и проникнуть в пластины.
- Более тяжелые пластины требуют более высокого тока для данного электрода, чем легкие пластины.
Шаг 3. Проверьте технику сварки.
- Убедитесь, что плетение достаточно широкое, чтобы полностью оплавить боковые стенки соединения.
Шаг 4. Проверьте подготовку шва.
- Наплавленный металл должен сплавляться с основным металлом, а не скручиваться от него или просто прилипать к нему.
Коррозия
Шаг 1. Проверьте тип используемого электрода.
- Неизолированные электроды обеспечивают сварку, которая менее устойчива к коррозии, чем основной металл.
- Защитные дуговые электроды обеспечивают сварку, которая более устойчива к коррозии, чем основной металл.
- Для лучшей коррозионной стойкости используйте присадочный стержень, состав которого аналогичен составу основного металла.
Шаг 2. Проверьте, соответствует ли наплавленный металл коррозионной жидкости или атмосфере.
- Не ожидайте от сварного шва большего, чем от основного металла. Для нержавеющих сталей используйте электроды, коррозионная стойкость которых равна или выше, чем у основного металла.
Этап 3. Проверка металлургического эффекта сварки.
- При сварке аустенитной нержавеющей стали 18-8 убедитесь, что анализ стали и процедура сварки верны, чтобы сварка не вызывала выделения карбида. Выпадение карбида – это подъем углерода на поверхность зоны сварки. Это условие можно исправить отжигом при 19от 00 до 2100°F (от 1038 до 1149°C) после сварки. Таким образом можно устранить коррозию в виде оксида железа или ржавчины.
Шаг 4. Проверьте правильность очистки сварного шва.
- Некоторые материалы, такие как алюминий, требуют тщательной очистки от шлака после сварки, чтобы предотвратить коррозию в процессе эксплуатации.
Хрупкие соединения
Этап 1. Проверьте закалку основного металла на воздухе.
- В сталях со средним содержанием углерода или некоторых сплавах зона термического влияния может быть твердой в результате быстрого охлаждения. Предварительный нагрев от 300 до 500°F (149до 260°C) следует прибегать перед сваркой.
Шаг 2. Проверьте процедуру сварки.
- Многослойные сварные швы склонны к отжигу в зонах сильного термического влияния.
- Снятие напряжения при температуре от 1100 до 1250°F (от 593 до 677°C) после сварки обычно уменьшает твердые участки, образующиеся во время сварки.
Шаг 3. Проверьте тип используемого электрода.
- Использование аустенитных электродов часто бывает успешным при обработке специальных сталей, но в зоне термического влияния обычно содержится твердый сплав.
Магнитная продувка
Шаг 1. Проверьте отклонение дуги от ее нормального пути, особенно на концах стыков и в углах.
- Убедитесь, что земля правильно расположена на рабочем месте. Размещение земли в направлении отклонения дуги часто бывает полезным.
- Полезно разделить землю на две или более частей.
- Сварка в направлении, в котором дует дуга.
- Держите короткую дугу.
- Изменение угла наклона электрода относительно изделия может помочь стабилизировать дугу.
- Магнитный удар сводится к минимуму при сварке переменным током.
Брызги
Брызги сварки Пример
Шаг 1. Проверьте свойства используемого электрода.
- Выберите правильный тип электрода.
Шаг 2. Проверьте, не слишком ли велик сварочный ток для используемого типа и диаметра электрода.
- Используйте короткую дугу, но не используйте чрезмерный сварочный ток
Шаг 3. Проверьте на наличие сколов.
- Окрасьте детали, прилегающие к сварным швам, побелкой или другим защитным покрытием. Это предотвращает приваривание сколов к деталям, и их можно легко удалить.
- Электроды с покрытием дают более крупные сколы, чем электроды без покрытия.
Чрезмерный расход электрода
Дуговая сварка Устранение неполадок расхода электрода
Причины необычного расхода электрода:
| Решения:
|
Загрязнение электрода
Причины загрязнения электрода:
| Решения:
|
Заготовка имеет загрязнение вольфрамом
Причины загрязнения вольфрамом:
| Решения:
|
Проблемы со сварочным напряжением
Проблемы со сварочным напряжением:
| Решение:
|
Материал электрода
Проблемы с материалом электрода:
| Решение:
|
Качество материала электрода
Причины качества материала электрода:
| Решение:
|
Размеры электродов или геометрия
Поиск и устранение неисправностей дуговой сварки Геометрия или размеры электродов
Причины проблемы:
| Решение:
|
Сварочные кабели
Дуговая сварка Поиск и устранение неисправностей сварочных кабелей
Проблемы со сварочными кабелями
| Решение:
|
Проблемы с запуском дуги
Дуговая сварка Поиск и устранение неисправностей, когда сварочная дуга не запускается
Причины затрудненного зажигания сварочной дуги:
| Решения:
|
Дуга не передается
Дуговая сварка Поиск и устранение неисправностей, когда дуга не передается
Причины, по которым дуга не передается:
| Решения:
|
Другие руководства
Руководство по поиску и устранению неисправностей для систем дуговой сварки
Наши самые популярные аппараты для сварки электродом
Сварочный процесс является одним из самых сложных производственных процессов и зачастую наименее понятным. Чтобы иметь стабильный выходной сигнал, сварочная система должна получать согласованные входные данные. Единый подход к устранению неполадок
следует ответить на вопрос: что изменилось? Если в прошлом система работала правильно, значит что-то изменилось, что вызвало проблему. Общие проблемы сварки
Проблемы, связанные с запуском дуги, блужданием дуги и стабильностью процесса сварки
Инструменты и приспособления
Действия по устранению неисправностей оборудования*** Прежде чем продолжить, убедитесь, что вы обладаете необходимой квалификацией для выполнения этих действий по устранению неполадок ***
Плазменно-дуговая сварка
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Вернуться к началу | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
О компании Pro-Fusion | Copyright 2003-2015 Pro-Fusion by Elderfield & Hall. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Поиск и устранение неисправностей дуги при роботизированной сварке
Роботизированная сварка требует времени и минимизирует его потери. Все, начиная от пористости, образования микродуг и разбрызгивания, способствует неэффективному процессу сварки, который требует устранения неполадок и решения проблем.
Сбои при запуске дуги попадают именно в эту категорию оптимизации процесса.
Будь то отказ дуги в середине сварки или отказ в начале нового сварного шва, вы можете указать на несколько распространенных причин возникновения этой проблемы. Степень сложности выявления и устранения этих проблем будет разной, но давайте подробно рассмотрим, что вызывает эти сбои при запуске дуги, а затем углубимся в каждую из них и некоторые способы преодоления проблемы — и как оптимизация может привести к большим выгодам в будущем .
Как возникают сбои при запуске дуги?
Согласно моему опыту, причина номер один сбоев дуги — неверные наборы параметров, привязанные к концу дуги. Если ваша проволока не находится в хорошем физическом состоянии в конце последнего сварного шва, то, когда вы приступите к началу нового шва, у вас будут проблемы с проводимостью, проблемы с прилипанием, и ваша сварочная дуга не запустится.
Любое крупное скручивание на конце проволоки из-за плохих параметров конца дуги вызовет проблемы с проводимостью. Этот шарик не только увеличивает общую площадь поверхности проволоки, вызывая тем самым потерю плотности тока, необходимого для поддержки начала дуги, но и может вызвать блуждание тока, что еще больше ухудшает возможность чистого зажигания дуги.
Кроме того, процесс затвердевания конца проволоки по завершении сварки может привести к другим проблемам. Чтобы понять, какое огромное значение имеет мяч в конце, нужно понять физику того, что происходит. Металл добывается из земли, содержащей различные вещества, такие как руда, песок и грязь. Частью этого является содержание кремнезема, и хотя его часто добавляют в расплав для улучшения смачивания сварочной ванны, он может оставлять островки в сварном шве и на конце проволоки. Что происходит при сварке, так это то, что металл затвердевает раньше кремнезема (стеклоподобного вещества). Когда металл затвердевает на конце проволоки, это обычно происходит до того, как кремнезем оставит тонкий слой «стекла» на дне шарика на конце проволоки. Это, в свою очередь, обеспечивает изоляцию от электрического тока между проволокой и свариваемыми деталями.
Кремнеземные образования на концах проводов
Стекло является изолятором, электричество не может проходить через него. Эта крошечная стеклянная бусинка стоит между вашей деталью и сварочной горелкой, пытающейся направить на нее 500 ампер энергии. Иногда стекло разбивается, и вам это удается, но именно это происходит, когда вы слышите постоянный треск и хлопки сварочной горелки. Это часто происходит из-за разбитого стекла или дуги, пытающейся прыгнуть на них.
Специалистам по робототехнике очень трудно спланировать или идентифицировать это явление.
Если на конце проволоки образовались отложения кремнезема, желательно, чтобы они были настолько минимальными, чтобы при следующем поджигании дуги она мгновенно разрушалась и не вызывала разрыва дуги. Чтобы исправить это, в большинстве случаев вы будете увеличивать напряжение в параметрах конца дуги, чтобы обеспечить немного больший потенциал для обгорания конца провода. Вы хотите, чтобы эта проволока после каждого сварного шва выглядела более похожей на иглу, так как эта форма поможет гарантировать, что следующий сварной шов будет иметь хорошие шансы на чистый старт. Просто сделав это и избавившись от микродуги внутри наконечника, вы сэкономите сотни, а возможно, и тысячи часов простоя вашей роботизированной сварки в год.
И это не преувеличение. Каждый раз, когда у вас выходит из строя проволочный стержень или вам нужно зайти в эту роботизированную ячейку для чего-либо, вы, как правило, вызываете как минимум пять минут простоя. Теперь, если вы делаете это 15 раз в день на 20 роботах, эти небольшие задержки в обслуживании в сумме приводят к значительным затратам со стороны автоматизации и снижают итоговую прибыль производства.
Это вопрос оптимизации процесса роботизированной сварки. Просто просмотрите и посмотрите, каковы небольшие причины, по которым вы испытываете простои, и устраните их. Эти небольшие шаги в конечном итоге экономят тысячи долларов в год, просто потратив время на то, чтобы погрузиться в детали ваших проблем и оптимизировать процесс для повышения скорости и эффективности. Все без добавления нового оборудования.
Лучше потратить два часа на выяснение этого, чем потерять тысячи напрасно за год.
Образование кремнезема на сварном шве
Вам также нужно быть осторожным в начале сварки, чтобы избежать дуговых замыканий.
Вы начинаете сварку на кратере старого сварного шва? Если да, то вам нужно искать то самое стекловидное образование или островок кремнезема в кратере сварного шва, с которого вы пытаетесь начать.
Так же, как и в случае с шаром, образование кремнезема на сварном шве является изолятором. Это обычное явление поверх сварных швов, особенно если вы используете порошковую проволоку или свариваете грязный материал. Силикагель имеет еще одно преимущество, заключающееся в том, что он помогает удалять загрязнения из сварного шва, особенно те, которые относятся к покрытиям, маслу, оставшемуся на детали, грязным деталям и т. д.
Кремнезем по своей природе не образует твердого состояния раньше, чем жидкий металл; поэтому примеси всплывают наверх. Это создает стеклянные островки на сварном шве, и это хорошо, потому что вы видите, как примеси вытягиваются из материала сварного шва и остаются сверху там, где вы хотите, а не внутри самого сварного шва. Когда они опускаются внутри сварного шва, это может привести к включениям или концентраторам напряжения, что может повлиять на качество сварного шва. Это еще одно физическое наблюдение, о котором вы должны знать.
Опять же, это вопрос настройки напряжения и программирования для учета этого. Вы хотите начать сварку и каждый раз обеспечивать хороший контакт/непрерывность.
Возникновение микродуги, вызывающей сбои дуги
Если кажется, что микродуг является причиной любого сбоя технологического процесса, это потому, что так оно и есть. Дуговые замыкания ничем не отличаются.
У нас есть длинная статья о том, как ограничить образование микродуг. Я всем рекомендую прочитать, но в целом микродуги возникают в результате:
- Отсутствие литого провода
- Внешний диаметр проволоки не соответствует спецификации
- Внутренний диаметр контактного наконечника не соответствует спецификации
- Удлиненные или изношенные расходные детали
Помогает ли добавление цикла развертывания?
Добавление к процессу цикла развертывания — еще один способ борьбы с дуговыми замыканиями и образованием кремнезема на конце проволоки. Если ваша роботизированная сварочная ячейка не рассчитана на скорость и эффективность, это один из самых надежных способов устранения дуговых замыканий. Но для высокопроизводительных операций это обычно увеличивает время цикла.
Большинство роботизированных ячеек расширяют один раз каждые два или три цикла сварки, если не реже. В тех случаях, когда у вас действительно грязный процесс, часто требуется дополнительное развертывание, особенно в тех случаях, когда у вас может быть 20+ сварных швов за цикл при больших объемах. Возвращаться назад и резать эту проволоку каждый раз после каждого сварного шва значительно увеличило бы время цикла и не имело большого смысла с точки зрения производительности.
Резюме
Микродуговой разряд — это один из немногих звуков, которые можно услышать в процессе сварки. Хотя образования кремнезема, которые создают дуговые разломы, могут привести к дополнительным более распространенным проблемам, помните о мелких деталях.
Это может включать в себя, где программа робота запускается после остановки или как ваше напряжение может помочь взорвать пласт кремнезема. Таким образом, вы можете значительно повысить эффективность вашего роботизированного процесса.
—
Если вы считаете этот блог интересным, но ищете более подробную информацию о роботизированных сварочных горелках, у нас есть руководство, которое находится прямо у вас в рулевой рубке. Прочитайте Полное руководство по роботизированным сварочным горелкам здесь или нажмите кнопку ниже.
Сварочный дым – фактор риска легочных заболеваний
1. Общество A.W. Влияние сварки на здоровье I. Американское общество сварщиков; Майами, Иллинойс, США: 1979. [Google Scholar]
2. Lockey J.E., Schenker M.B., Howden D.G., Desmeules M.J., Saracci R., Sprince N.L., Harber P.I. Актуальные проблемы профессиональных заболеваний легких. Являюсь. Преподобный Респир. Дис. 1988; 138:1047–1050. [PubMed] [Google Scholar]
3. Берлингер Б., Бенкер Н., Вайнбрух С., Львов Б., Эберт М., Кох В., Эллингсен Д.Г., Томассен Ю. Физико-химическая характеристика различных сварочных аэрозолей. Анальный. Биоанал. хим. 2011;399: 1773–1780. doi: 10.1007/s00216-010-4185-7. [PubMed] [CrossRef] [Google Scholar]
4. Антонини Дж. М. Влияние сварки на здоровье. крит. Преподобный Токсикол. 2003; 33: 61–103. doi: 10.1080/713611032. [PubMed] [CrossRef] [Google Scholar]
5. Международное агентство по изучению рака . Сварка, триоксид молибдена и оксид индия-олова. МАИР; Lyon, France: 2018. [Google Scholar]
6. Mocevic E., Kristiansen P., Bonde J.P. Риск ишемической болезни сердца после профессионального воздействия сварочного дыма: систематический обзор с метаанализом. Междунар. Арка Занять. Окружающая среда. Здоровье. 2015;88:259–272. doi: 10.1007/s00420-014-0965-2. [PubMed] [CrossRef] [Google Scholar]
7. Chen W., Thomas J., Sadatsafavi M., FitzGerald J.M. Риск сопутствующих сердечно-сосудистых заболеваний у пациентов с хронической обструктивной болезнью легких: систематический обзор и метаанализ. Ланцет Респир. Мед. 2015;3:631–639. doi: 10.1016/S2213-2600(15)00241-6. [PubMed] [CrossRef] [Google Scholar]
8. Ониши К. Тотальное лечение хронической обструктивной болезни легких (ХОБЛ) как независимого фактора риска сердечно-сосудистых заболеваний. Дж. Кардиол. 2017;70:128–134. doi: 10.1016/j.jjcc.2017.03.001. [PubMed] [CrossRef] [Академия Google]
9. Циммер А.Т., Бисвас П. Механистическое понимание выбросов аэрозолей при пайке. Айхай. 2000;61:351–361. doi: 10.1080/15298660008984543. [PubMed] [CrossRef] [Google Scholar]
10. Даш Дж., Д’Арси Дж. Физические и химические характеристики переносимых по воздуху частиц при сварочных операциях на автомобильных заводах. Дж. Оккуп. Окружающая среда. Гиг. 2008; 5: 444–454. doi: 10.1080/15459620802122720. [PubMed] [CrossRef] [Google Scholar]
11. Brand P., Lenz K., Reisgen U., Kraus T. Численное распределение мелких и ультрадисперсных частиц дыма от различных сварочных процессов. Анна. Занять. Гиг. 2013;57:305–313. [PubMed] [Академия Google]
12. Ленерт М., Пеш Б., Лотц А., Пельцер Дж. , Кендзиа Б., Гаврих К., Хайнце Э., Ван Гелдер Р., Панкенбург Э., Вайс Т. и соавт. Воздействие вдыхаемых, вдыхаемых и ультрадисперсных частиц сварочного дыма. Анна. Занять. Гиг. 2012; 56: 557–567. [Бесплатная статья PMC] [PubMed] [Google Scholar]
13. Cena L.G., Chisholm W.P., Keane M.J., Chen B.T. Полевое исследование осаждения в дыхательных путях наноразмерных фракций металлов из сварочного дыма из мягкой и нержавеющей стали. Дж. Оккуп. Окружающая среда. Гиг. 2015;12:721–728. дои: 10.1080/15459624.2015.1043055. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
14. Cena L.G., Chisholm W.P., Keane MJ, Cumpston A., Chen BT, Valentin J. Распределение по размерам и расчетное респираторное отложение общего хрома, шестивалентного хрома , марганец и никель в аэрозолях дыма при дуговой сварке газов. Аэрозольные науки. Технол. 2014;48:1254–1263. doi: 10.1080/02786826.2014.980883. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
15. Гейзер М., Крейлинг В. Г. Отложение и биокинетика вдыхаемых наночастиц. Часть. Волокнистый токсикол. 2010;7:2. дои: 10.1186/1743-8977-7-2. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
16. Валентин Дж. Руководство по практическому применению модели респираторного тракта человека МКРЗ. Отчет МКРЗ, поддерживающий руководство 3: одобрен комитетом МКРЗ 2 в октябре 2000 г. Ann ICRP. 2002; 32:13–306. doi: 10.1016/S0146-6453(03)00011-3. [PubMed] [CrossRef] [Google Scholar]
17. Гольдони М., Акампа О., Лонго С., Поли Д., Тальяферри С., Корради М., Ренцулли Ф.С., Мутти А. Меж- и внутрипредметные изменчивость кинетики выдоха в дыхательных путях и осаждение твердых частиц в загрязненной среде внутри помещений. Междунар. Дж. Хиг. Окружающая среда. Здоровье. 2012; 215:312–319. doi: 10.1016/j.ijheh.2011.10.012. [PubMed] [CrossRef] [Google Scholar]
18. Агентство по охране окружающей среды США. Методы определения эталонных концентраций при вдыхании и применение ингаляционной дозиметрии. Агентство по охране окружающей среды США; Reasearch Triangle Park, NC, USA: 1994. [Google Scholar]
19. Kuempel E.D., Sweeney L.M., Morris J.B., Jarabek A.M. Достижения в моделях ингаляционной дозиметрии и методах оценки профессионального риска и определения пределов воздействия. Дж. Оккуп. Окружающая среда. Гиг. 2015;12:С18–С40. дои: 10.1080/15459624.2015.1060328. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
20. Манойкумар Н., Сримуруганандам Б., Шива Нагендра С.М. Применение модели многолучевой дозиметрии частиц для количественной оценки возрастных отложений твердых частиц в дыхательных путях человека. Экотоксикол. Окружающая среда. Саф. 2019; 168: 241–248. doi: 10.1016/j.ecoenv.2018.10.091. [PubMed] [CrossRef] [Google Scholar]
21. Corley R.A., Kabilan S., Kuprat A.P., Carson J.P., Minard K.R., Jacob R.E., Timchalk C., Glenny R., Pipavath S., Cox T., et др. Сравнительное компьютерное моделирование воздушных потоков и дозиметрия паров в дыхательных путях крысы, обезьяны и человека. Токсикол. науч. 2012; 128: 500–516. дои: 10.1093/toxsci/kfs168. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
22. Cena L.G., Keane M.J., Chisholm W.P., Stone S., Harper M., Chen B.T. Новый метод оценки осаждения наночастиц сварочного дыма при дыхании. Дж. Оккуп. Окружающая среда. Гиг. 2014; 11: 771–780. doi: 10.1080/15459624.2014.
3. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
23. Moller W., Felten K., Sommerer K., Scheuch G., Meyer G., Meyer P., Haussinger K., Kreyling W.G. , задержка и перемещение ультрадисперсных частиц из центральных дыхательных путей и периферии легких. Являюсь. Дж. Дыхание. крит. Уход Мед. 2008; 177: 426–432. doi: 10.1164/rccm.200602-301OC. [PubMed] [CrossRef] [Академия Google]
24. Крейлинг В.Г., Земмлер-Бенке М., Такенака С., Моллер В. Различия в биокинетике вдыхаемых частиц нано- и микрометрового размера. Акк. хим. Рез. 2013;46:714–722. doi: 10.1021/ar300043r. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
25. Ленерт Б.Е. Легочные и торакальные субпопуляции макрофагов и клиренс частиц из легких. Окружающая среда. Перспектива здоровья. 1992; 97: 17–46. doi: 10.1289/ehp.929717. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
26. Авашиа С.Б., Риггинс В.С., Линдли С., Хоффмастер А., Драмгул Р., Некомото Т., Джексон П.Дж., Хилл К.К., Уильямс К., Леман Л. и др. Пневмония со смертельным исходом среди рабочих-металлистов из-за ингаляционного воздействия Bacillus cereus, содержащего гены токсина Bacillus anthracis. клин. Заразить. Дис. 2007; 44: 414–416. дои: 10.1086/510429. [PubMed] [CrossRef] [Google Scholar]
27. Hinds W.C. Аэрозольная технология: свойства, поведение и измерение частиц в воздухе. 2-е изд. Джон Уайли и сыновья, инк.; Нью-Йорк, штат Нью-Йорк, США: Чичестер, Великобритания: Вайнхайм, Германия: Брисбен, Австралия: Сингапур: Торонто, Онтарио, Канада: 1999. [Google Scholar]
28. Yu C.P., Chen Y.K., Morrow P.E. Анализ кинетики подвижности альвеолярных макрофагов при перегрузке легких пылью. Фундамент. заявл. Токсикол. 1989; 13: 452–459. doi: 10.1016/0272-0590(89)-0. [PubMed] [CrossRef] [Google Scholar]
29. Oberdorster G., Ferin J., Morrow P.E. Объемная нагрузка альвеолярных макрофагов (АМ): возможная причина снижения клиренса частиц, опосредованного АМ. Эксп. Легких Res. 1992; 18:87–104. doi: 10.3109/01920
53. [PubMed] [CrossRef] [Академия Google]
30. Морроу П.Е. Возможные механизмы, объясняющие перегрузку легких пылью. Фундамент. заявл. Токсикол. 1988; 10: 369–384. doi: 10.1016/0272-0590(88)-9. [PubMed] [CrossRef] [Google Scholar]
31. Обердорстер Г., Обердорстер Э., Обердорстер Дж. Нанотоксикология: развивающаяся дисциплина, развивающаяся в результате изучения ультрадисперсных частиц. Окружающая среда. Перспектива здоровья. 2005; 113:823–839. doi: 10.1289/ehp.7339. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
32. Chang C., Demokritou P., Shafer M., Christiani D. Физико-химические и токсикологические характеристики частиц сварочного дыма, образующихся в процессе сварки в реальном времени. Окружающая среда. науч. Воздействие процесса. 2013;15:214–224. дои: 10.1039/C2EM30505D. [PubMed] [CrossRef] [Google Scholar]
33. Каллиомаки П.Л., Хиваринен Х.К., Айтио А., Лакома Э.Л., Каллиомаки К. Кинетика металлических компонентов интратрахеально закапываемых взвесей сварочного дыма из нержавеющей стали у крыс. бр. J. Ind. Med. 1986; 43: 112–119. doi: 10.1136/oem.43.2.112. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
34. Леонард С.С., Чен Б.Т., Стоун С.Г., Швеглер-Берри Д., Кеньон А.Дж., Фрейзер Д., Антонини Дж.М. Сравнение сварки нержавеющей и низкоуглеродистой стали дыма при образовании активных форм кислорода. Часть. Волокнистый токсикол. 2010;7:32. дои: 10.1186/1743-8977-7-32. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
35. Hedenstedt A., Jenssen D., Lidestein B.M., Ramel C., Rannug U., Stern R.M. Мутагенность частиц дыма при сварке нержавеющей стали. Сканд. J. Рабочая среда. Здоровье. 1977; 3: 203–211. doi: 10.5271/sjweh. 2776. [PubMed] [CrossRef] [Google Scholar]
36. Хансен К., Стерн Р.М. Сварочные дымы и соединения хрома в анализах трансформации клеток. Дж. Заявл. Токсикол. 1985; 5: 306–314. doi: 10.1002/jat.2550050509. [PubMed] [CrossRef] [Академия Google]
37. Бейкер Р.С., Арлаускас А., Тандон Р.К., Крисп П.Т., Эллис Дж. Токсическое и генотоксическое действие дымов электродуговой сварки на культивируемые клетки млекопитающих. Дж. Заявл. Токсикол. 1986; 6: 357–362. doi: 10.1002/jat.2550060510. [PubMed] [CrossRef] [Google Scholar]
38. Антонини Дж. М., Кришна Мурти Г. Г., Брэйн Дж. Д. Реакция на сварочные дымы: повреждение легких, воспаление и высвобождение фактора некроза опухоли-альфа и интерлейкина-1 бета. Эксп. Легких Res. 1997; 23: 205–227. дои: 10.3109/0197068. [PubMed] [CrossRef] [Google Scholar]
39. Stohs S.J., Bagchi D. Окислительные механизмы при токсичности ионов металлов. Свободный Радик. биол. Мед. 1995; 18: 321–336. doi: 10.1016/0891-5849(94)00159-H. [PubMed] [CrossRef] [Google Scholar]
40. Hetland R.B., Myhre O., Lag M., Hongve D., Schwarze PE, Refsnes M. Важность растворимых металлов и активных форм кислорода для высвобождения цитокинов, индуцированного минеральными частицами. . Токсикология. 2001; 165: 133–144. doi: 10.1016/S0300-483X(01)00418-8. [PubMed] [CrossRef] [Академия Google]
41. Антонини Дж. М., Лаурик Н. Дж., Мурти Г. Г., Брейн Дж. Д. Влияние растворимости сварочного дыма на жизнеспособность и функцию макрофагов легких in vitro. Дж. Токсикол. Окружающая среда. Здоровье А. 1999;58:343–363. [PubMed] [Google Scholar]
42. McNeilly J.D., Heal M.R., Beverland I.J., Howe A., Gibson MD, Hibbs L.R., MacNee W., Donaldson K. Растворимые переходные металлы вызывают провоспалительные эффекты сварочного дыма в витро. Токсикол. заявл. Фармакол. 2004; 196: 95–107. doi: 10.1016/j.taap.2003.11.021. [PubMed] [CrossRef] [Академия Google]
43. Антонини Дж. М., Леонард С. С., Робертс Дж. Р., Солано-Лопес С. , Янг С. Х., Ши X., Тейлор М. Д. Влияние дыма при ручной дуговой сварке нержавеющей стали на образование свободных радикалов, повреждение ДНК и индукцию апоптоза. Мол. Клетка. Биохим. 2005; 279:17–23. doi: 10.1007/s11010-005-8211-6. [PubMed] [CrossRef] [Google Scholar]
44. Баддинг М.А., Фикс Н.Р., Антонини Дж.М., Леонард С.С. Сравнение цитотоксичности и окислительного стресса от сварочных дымов, образующихся при использовании новых расходных материалов на основе никеля, меди, по сравнению с мягкими и нержавеющими материалами. сварка на основе стали в макрофагах мыши RAW 264.7. ПЛОС ОДИН. 2014;9:e101310. doi: 10.1371/journal.pone.0101310. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
45. Дрисколл К.Е., Коста Д.Л., Хэтч Г., Хендерсон Р., Обердорстер Г., Салем Х., Шлезингер Р.Б. оценка токсичности дыхательных путей: использование и ограничения. Токсикол. науч. 2000; 55: 24–35. doi: 10.1093/toxsci/55.1.24. [PubMed] [CrossRef] [Google Scholar]
46. Erdely A. , Salmen-Muniz R., Liston A., Hulderman T., Zeidler-Erdely P.C., Antonini J.M., Simeonova P.P. Взаимосвязь между легочными и системными маркерами воздействия нескольких типов сварочных твердых частиц. Токсикология. 2011; 287:153–159. doi: 10.1016/j.tox.2011.06.008. [PubMed] [CrossRef] [Google Scholar]
47. Антонини Дж. М., Робертс Дж. Р., Чепмен Р. С., Соукуп Дж. М., Гио А. Дж., Шрирам К. Легочная токсичность и внелегочное распределение металлов в тканях после многократного воздействия различных сварочных дымов. Вдох. Токсикол. 2010; 22:805–816. doi: 10.3109/08958371003621641. [PubMed] [CrossRef] [Google Scholar]
48. Антонини Дж.М., Робертс Дж.Р., Стоун С., Чен Б.Т., Швеглер-Берри Д., Чепмен Р., Зейдлер-Эрдели П.С., Эндрюс Р.Н., Фрейзер Д.Г. Стойкость осажденных металлов в легких после вдыхания дыма при сварке нержавеющей стали и мягкой стали у крыс. Арка Токсикол. 2011; 85: 487–49.8. doi: 10.1007/s00204-010-0601-1. [PubMed] [CrossRef] [Google Scholar]
49. Yu IJ. , Song K.S., Chang H.K., Han J.H., Kim K.J., Chung Y.H., Maeng S.H., Park S.H., Han K.T., Chung K.H., et al. Фиброз легких у крыс Sprague-Dawley, вызванный воздействием дыма при ручной дуговой сварке нержавеющей стали. Токсикол. науч. 2001; 63: 99–106. doi: 10.1093/toxsci/63.1.99. [PubMed] [CrossRef] [Google Scholar]
50. Антонини Дж.М., Робертс Дж.Р., Стоун С., Чен Б.Т., Швеглер-Берри Д., Фрейзер Д.Г. Кратковременное вдыхание дыма от сварки мягкой стали не влияло на воспаление и повреждение легких, но изменяло защитные реакции на бактерии у крыс. Вдох. Токсикол. 2009 г.;21:182–192. doi: 10.1080/08958370802360661. [PubMed] [CrossRef] [Google Scholar]
51. Антонини Дж. М., Робертс Дж. Р. Хром в сварочном дыму из нержавеющей стали подавляет защитные реакции легких против бактериальной инфекции у крыс. J. Иммунотоксикол. 2007; 4: 117–127. doi: 10.1080/154761336953. [PubMed] [CrossRef] [Google Scholar]
52. Антонини Дж. М., Кришна Мурти Г. Г., Роджерс Р. А., Альберт Р. , Ульрих Г. Д., Брейн Дж. Д. Пневмотоксичность и легочный клиренс различных сварочных дымов после интратрахеальной инстилляции у крыс. Токсикол. заявл. Фармакол. 1996;140:188–199. doi: 10.1006/taap.1996.0212. [PubMed] [CrossRef] [Google Scholar]
53. McNeilly J.D., Jimenez L.A., Clay M.F., MacNee W., Howe A., Heal M.R., Beverland I.J., Donaldson K. Растворимые переходные металлы в сварочном дыму вызывают воспламенение посредством активации. NF-kappaB и AP-1. Токсикол. лат. 2005; 158:152–157. doi: 10.1016/j.toxlet.2005.03.005. [PubMed] [CrossRef] [Google Scholar]
54. Antonini J.M., Clarke R.W., Krishna Murthy G.G., Sreekanthan P., Jenkins N., Eagar T.W., Brain J.D. Свежеобразованный сварочный дым из нержавеющей стали вызывает сильное воспаление легких у крыс, поскольку по сравнению со старым дымом. Токсикол. лат. 1998;98:77–86. doi: 10.1016/S0378-4274(98)00103-9. [PubMed] [CrossRef] [Google Scholar]
55. Yu I.J., Song K.S., Maeng S.H., Kim S.J., Sung J.H., Han J. H., Chung Y.H., Cho M.H., Chung K.H., Han K.T., et al. Воспалительные и генотоксические реакции при 30-дневном воздействии сварочного дыма. Токсикол. лат. 2004; 154:105–115. doi: 10.1016/j.toxlet.2004.07.009. [PubMed] [CrossRef] [Google Scholar]
56. Солано-Лопес С., Зейдлер-Эрдели П.С., Хаббс А.Ф., Рейнольдс С.Х., Робертс Дж.Р., Тейлор М.Д., Янг С.Х., Кастранова В., Антонини Дж.М. Воздействие сварочного дыма и сопутствующие воспалительные и гиперпластические изменения в легких опухолечувствительных мышей a/j. Токсикол. Патол. 2006; 34: 364–372. дои: 10.1080/01
0600815122. [PubMed] [CrossRef] [Google Scholar]
57. Zeidler-Erdely P.C., Kashon M.L., Li S., Antonini J.M. Реакция транскриптома легкого мыши на сварочный дым: влияние паров нержавеющей и мягкой стали на ген легких экспрессия у мышей A/J и C57BL/6J. Дыхание Рез. 2010;11:70. дои: 10.1186/1465-9921-11-70. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
58. Falcone L. M., Erdely A., Kodali V., Salmen R., Battelli L.A., Dodd T., McKinney W., Stone S., Donlin М., Леонард Х.Д. и др. Вдыхание газовой дуговой сварки мягкой стали с высоким содержанием железа способствует развитию опухолей легких у мышей. Токсикология. 2018;409: 24–32. doi: 10.1016/j.tox.2018.07.007. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
59. Фальконе Л.М., Эрдели А., Салмен Р., Кин М., Баттелли Л., Кодали В., Бауэрс Л., Стефаниак А.Б., Кашон М.Л., Антонини Дж.М. и соавт. Легочная токсичность и канцерогенный потенциал легких суррогатных оксидов металлов в дыме при дуговой сварке металлическим газом и нержавеющей стали: железо в качестве основного медиатора по сравнению с хромом и никелем. ПЛОС ОДИН. 2018;13:e0209413. doi: 10.1371/journal.pone.0209413. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
60. Zeidler-Erdely P.C., Meighan T.G., Erdely A., Battelli L.A., Kashon M.L., Keane M., Antonini J.M. Продвижение опухоли легких хромсодержащими сварочными твердыми частицами на мышиной модели. Часть. Волокнистый токсикол. 2013;10:45. дои: 10.1186/1743-8977-10-45. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
61. Антонини Дж. М., Робертс Дж. Р., Швеглер-Берри Д., Мерсер Р. Р. Сравнительное микроскопическое исследование легких человека и крысы после чрезмерного воздействия сварочного дыма. Анна. Занять. Гиг. 2013;57:1167–1179. [Бесплатная статья PMC] [PubMed] [Google Scholar]
62. Ярмарковаи Г., Сари-Минодье И., Часпуль Ф., Ботта С., Де Мео М., Орсьер Т., Берж-Лефранк Дж. Л., Галлис П. ., Ботта А. Оценка риска сварщиков с использованием анализа восьми металлов с помощью ICP-MS в крови и моче и оценка повреждения ДНК с помощью кометного и микроядерного анализов; влияние полиморфизмов XRCC1 и XRCC3. Мутагенез. 2005; 20: 425–432. doi: 10.1093/mutage/gei058. [PubMed] [CrossRef] [Google Scholar]
63. Li H., Hedmer M., Wojdacz T., Hossain M.B., Lindh C.H., Tinnerberg H., Albin M., Broberg K. Окислительный стресс, укорочение теломер и Метилирование ДНК в связи с профессиональным воздействием сварочного дыма от слабого до умеренного. Окружающая среда. Мол. Мутаген. 2015; 56: 684–693. doi: 10.1002/em.21958. [Статья бесплатно PMC] [PubMed] [CrossRef] [Google Scholar]
64. Сингх З., Чадха П. Оценка повреждения ДНК как показателя генетической токсичности в сварочных микросредах на предприятиях по производству железа. Токсикол. Инд Здоровье. 2016; 32:1817–1824. doi: 10.1177/07482337155. [PubMed] [CrossRef] [Google Scholar]
65. Хара-Эттингер А.К., Лопес-Тавера Дж.К., Завала-Черна М.Г., Торрес-Бугарин О. Оценка генотоксичности мексиканских сварщиков, подвергавшихся профессиональному воздействию сварочного дыма, с использованием микроядерного теста на Отшелушенные клетки слизистой оболочки полости рта: перекрестное исследование случай-контроль. ПЛОС ОДИН. 2015;10:e0131548. doi: 10.1371/journal.pone.0131548. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
66. Вульч Г., Нерсесян А., Кунди М., Яксе Р., Бехам А., Вагнер К.Х., Кнасмюллер С. Чувствительность биомаркеров генотоксичности и острой цитотоксичности в носовых и буккальных клетках сварщиков. Междунар. Дж. Хиг. Окружающая среда. Здоровье. 2014; 217:492–498. doi: 10.1016/j.ijheh.2013.09.005. [PubMed] [CrossRef] [Google Scholar]
67. Graczyk H., Lewinski N., Zhao J., Sauvain J.J., Suarez G., Wild P., Danuser B., Riediker M. Повышение уровня окислительного стресса после Вдыхание сварочного дыма: контролируемое исследование воздействия на человека. Часть. Волокнистый токсикол. 2016;13:31. дои: 10.1186/с12989-016-0143-7. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
68. Nuernberg A.M., Boyce P.D., Cavallari J.M., Fang S.C., Eisen E.A., Christiani D.C. Концентрация 8-изопростана и 8-OHdG в моче у производителей котлов при сварке . Дж. Оккуп. Окружающая среда. Мед. 2008; 50: 182–189. doi: 10.1097/JOM.0b013e31815cf6cc. [PubMed] [CrossRef] [Google Scholar]
69. Кайл М.Л., Фанг С., Баккарелли А.А., Тарантини Л., Каваллари Дж., Кристиани Д.К. ни одного рабочего дня и лет проработал сварщик в котельной. Окружающая среда. Здоровье. 2013;12:47. дои: 10. 1186/1476-069Х-12-47. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
70. Goulart M., Batoreu M.C., Rodrigues A.S., Laires A., Rueff J. Продукты липопероксидации и тиоловые антиоксиданты у рабочих, подвергшихся воздействию хрома. Мутагенез. 2005; 20:311–315. doi: 10.1093/mutage/gei043. [PubMed] [CrossRef] [Google Scholar]
71. Азари М.Р., Эсмаилзаде М., Мехраби Ю., Салехпур С. Мониторинг профессионального воздействия озона и оксидов азота на сварщиков мягкой стали. Танафос. 2011;10:54–59. [Бесплатная статья PMC] [PubMed] [Google Scholar]
72. Девальд Э., Губе М., Бауманн Р., Бертрам Дж., Коссак В., Ленц К., Рейсген У., Краус Т., Бранд П. Оценка биологического воздействия сварочного дыма, выделяемого металлом Активная газовая и ручная дуговая сварка металлом на людях. Дж. Оккуп. Окружающая среда. Мед. 2015;57:845–850. doi: 10.1097/JOM.0000000000000495. [PubMed] [CrossRef] [Google Scholar]
73. Kim J.Y., Chen J.C., Boyce P.D., Christiani D.C. Воздействие сварочного дыма связано с острыми системными воспалительными реакциями. Занять. Окружающая среда. Мед. 2005; 62: 157–163. doi: 10.1136/oem.2004.014795. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
74. Andujar P., Simon-Deckers A., Galateau-Salle F., Fayard B., Beaune G., Clin B., Billon -Галланд М.А., Дурупти О., Пайрон Дж.К., Дусет Дж. и др. Роль наночастиц оксидов металлов в гистопатологических изменениях, наблюдаемых в легких сварщиков. Часть. Волокнистый токсикол. 2014;11:23. дои: 10.1186/1743-8977-11-23. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
75. Kaya E., Fidan F., Unlu M., Sezer M., Tetik L., Acar M. Оценка альвеолярного клиренса с помощью Tc-9Ингаляционная радиоаэрозольная сцинтиграфия с 9m DTPA у сварщиков. Анна. Нукл. Мед. 2006; 20: 503–510. doi: 10.1007/BF03026813. [PubMed] [CrossRef] [Google Scholar]
76. Ахсан С.А., Лацкович М., Катнер А., Палермо С. Металлическая лихорадка: обзор литературы и случаев, зарегистрированных в Луизианском токсикологическом центре. J. La. State Med. соц. 2009; 161: 348–351. [PubMed] [Google Scholar]
77. Блан П.Д., Боуши Х.А., Вонг Х., Винтермейер С.Ф., Бернштейн М.С. Цитокины при лихорадке металлического дыма. Являюсь. Преподобный Респир. Дис. 1993;147:134–138. doi: 10.1164/ajrccm/147.1.134. [PubMed] [CrossRef] [Google Scholar]
78. Линдал М., Леандерсон П., Тагессон С. Новый аспект лихорадки металлического дыма: цинк стимулирует образование кислородных радикалов в нейтрофилах человека. Гум. Эксп. Токсикол. 1998; 17:105–110. doi: 10.1177/096032719801700205. [PubMed] [CrossRef] [Google Scholar]
79. El-Zein M., Infante-Rivard C., Malo J.L., Gautrin D. Является ли лихорадка металлического дыма детерминантой респираторных симптомов, связанных со сваркой, и/или повышенной реактивности бронхов? Продольное исследование. Занять. Окружающая среда. Мед. 2005; 62: 688–69.4. doi: 10.1136/oem.2004.018796. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
80. Fine J.M., Gordon T., Chen L.C., Kinney P., Falcone G., Beckett W. S. Металлическая лихорадка: характеристика клинических и плазменных ответов IL-6 при контролируемом воздействии на человека паров оксида цинка при пороговом значении и ниже его. Дж. Оккуп. Окружающая среда. Мед. 1997; 39: 722–726. doi: 10.1097/00043764-199708000-00006. [PubMed] [CrossRef] [Google Scholar]
81. Бауманн Р., Йораслафски С., Маркерт А., Рэк И., Даватгарбенам С., Коссак В., Герхардс Б., Краус Т., Бранд П., Gube M. IL-6, центральный медиатор острой фазы, как ранний биомаркер воздействия паров металлов на основе цинка. Токсикология. 2016; 373:63–73. doi: 10.1016/j.tox.2016.11.001. [PubMed] [CrossRef] [Академия Google]
82. Дойг А. Т., Чаллен П. Дж. Опасности для органов дыхания при сварке. Анна. Занять. Гиг. 1964; 7: 223–231. doi: 10.1097/00043764-196505000-00053. [PubMed] [CrossRef] [Google Scholar]
83. Coggon D., Inskip H., Winter P., Pannett B. Крупозная пневмония: профессиональное заболевание сварщиков. Ланцет. 1994; 344:41–43. doi: 10.1016/S0140-6736(94)
[PubMed] [CrossRef] [Google Scholar]84. Палмер К.Т., Пул Дж., Эйрес Дж.Г., Манн Дж., Бердж П.С., Коггон Д. Воздействие паров металлов и инфекционная пневмония. Являюсь. Дж. Эпидемиол. 2003; 157: 227–233. дои: 10.1093/aje/kwf188. [PubMed] [CrossRef] [Google Scholar]
85. Палмер К.Т., Куллинан П., Райс С., Браун Т., Коггон Д. Смертность от инфекционной пневмонии у металлургов: сравнение со смертностью от астмы на профессиях, подверженных респираторные сенсибилизаторы. грудная клетка. 2009; 64: 983–986. doi: 10.1136/thx.2009.114280. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
86. Торен К., Кварфордт И., Бергдал И.А., Ярвхольм Б. Повышение смертности от инфекционной пневмонии после профессионального воздействия неорганической пыли, паров металлов и химикатов. грудная клетка. 2011;66:992–996. doi: 10.1136/thoraxjnl-2011-200707. [PubMed] [CrossRef] [Google Scholar]
87. Ван дер Полл Т., Опал С.М. Патогенез, лечение и профилактика пневмококковой пневмонии. Ланцет. 2009; 374:1543–1556. doi: 10.1016/S0140-6736(09)61114-4. [PubMed] [CrossRef] [Google Scholar]
88. Suri R., Periselneris J., Lanone S., Zeidler-Erdely P.C., Melton G., Palmer K.T., Andujar P., Antonini J.M., Cohignac V., Erdely А. и др. Воздействие сварочного дыма и инфицирование Streptococcus pneumoniae нижних дыхательных путей. Дж. Аллергия Клин. Иммунол. 2016; 137: 527–534. doi: 10.1016/j.jaci.2015.06.033. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
89. Палмер К.Т., Косгроув М. Вакцинация сварщиков против пневмонии. Занять. Окружающая среда. Мед. 2012;69:932. doi: 10.1136/oemed-2012-101057. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
90. Health and Safety Executive . Вакцинация против пневмонии для работников, подвергшихся воздействию сварочного и металлического дыма. НИУ ВШЭ; Норидж, Великобритания: 2014. [Google Scholar]
91. Coggon D., Harris E.C., Cox V., Palmer K.T. Пневмококковая вакцинация сварщиков. грудная клетка. 2015;70:198–199. doi: 10.1136/thoraxjnl-2014-206129. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
, и другие. Идентификация генов токсина сибирской язвы у Bacillus cereus, связанных с заболеванием, напоминающим ингаляционную сибирскую язву. проц. Натл. акад. науч. США. 2004; 101:8449–8454. doi: 10.1073/pnas.0402414101. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
93. Хоффмастер А.Р., Хилл К.К., Джи Дж.Э., Марстон С.К., Де Б.К., Попович Т., Сью Д., Уилкинс П.П., Авашиа С.Б., Драмгул Р. ., и другие. Характеристика изолятов Bacillus cereus, вызывающих фатальные пневмонии: Штаммы тесно связаны с Bacillus anthracis и содержат гены вирулентности B. anthracis. Дж. Клин. микробиол. 2006;44:3352–3360. doi: 10.1128/JCM.00561-06. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
94. Tuschl H., Weber E., Kovac R. Исследования иммунных параметров у сварщиков. Дж. Заявл. Токсикол. 1997; 17: 377–383. doi: 10.1002/(SICI)1099-1263(199711/12)17:6<377::AID-JAT454>3. 0.CO;2-8. [PubMed] [CrossRef] [Google Scholar]
95. Chinn D.J., Stevenson I.C., Cotes J.E. Продольное респираторное обследование рабочих верфи: влияние торговли и атопического статуса. бр. J. Ind. Med. 1990; 47:83–90. doi: 10.1136/oem.47.2.83. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
96. Christensen S.W., Bonde J.P., Omland O. Проспективное исследование ухудшения функции легких в связи с сварочными выбросами. Дж. Оккуп. Мед. Токсикол. 2008;3:6. doi: 10.1186/1745-6673-3-6. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
97. Erkinjuntti-Pekkanen R., Slater T., Cheng S., Fishwick D., Bradshaw L., Kimbell-Dunn M., Dronfield L. , Пирс Н. Двухлетнее наблюдение за показателями легочной функции у сварщиков в Новой Зеландии. Занять. Окружающая среда. Мед. 1999; 56: 328–333. doi: 10.1136/oem.56.5.328. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
98. Халуза Д., Мошаммер Х., Хохгаттерер К. Пыль в воздухе. Часть II: Влияние профессионального воздействия сварочного дыма на функцию легких в 9-летнем исследовании. Легкое. 2014; 192:111–117. doi: 10.1007/s00408-013-9529-6. [PubMed] [CrossRef] [Google Scholar]
99. Оздемир О., Нуманоглу Н., Гонуллу У., Саваш И., Альпер Д., Гурсес Х. Хронические последствия сварочного воздействия на легочные функциональные тесты и респираторные симптомы. Занять. Окружающая среда. Мед. 1995; 52:800–803. doi: 10.1136/oem.52.12.800. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
100. Мео С.А. Спирометрическая оценка функции легких (максимальная произвольная вентиляция легких) у сварщиков. Саудовская Мед. Дж. 2003; 24: 656–659. [PubMed] [Google Scholar]
101. Skoczynska A., Gruszczynski L., Wojakowska A., Scieszka M., Turczyn B., Schmidt E. Связь между типом рабочего места и функцией легких у медных шахтеров. Биомед. Рез. Междунар. 2016;2016:5928572. doi: 10.1155/2016/5928572. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
102. Sobaszek A., Edme J.L., Boulenguez C., Shirali P., Mereau M., Robin H., Haguenoer J. M. Респираторные симптомы и функция легких среди сварочные аппараты из нержавейки. Дж. Оккуп. Окружающая среда. Мед. 1998;40:223–229. doi: 10.1097/00043764-199803000-00004. [PubMed] [CrossRef] [Google Scholar]
103. Sobaszek A., Boulenguez C., Frimat P., Robin H., Haguenoer J.M., Edme J.L. Острые респираторные эффекты воздействия сварочного дыма из нержавеющей стали и мягкой стали. Дж. Оккуп. Окружающая среда. Мед. 2000;42:923–931. doi: 10.1097/00043764-200009000-00016. [PubMed] [CrossRef] [Google Scholar]
104. Шрам Дж., Шофилд С.Дж., Косгроув М.П., Куллинан П. Сварка, снижение продольной функции легких и хронические респираторные симптомы: систематический обзор когортных исследований. Евро. Дыхание Дж. 2013; 42:1186–119.3. doi: 10.1183/0
105. Сингх Д., Агусти А., Анзуэто А., Барнс П.Дж., Бурбо Дж., Челли Б.Р., Крайнер Г.Дж., Фрит П., Халпин Д.М.Г., Хан М., и другие. Глобальная стратегия диагностики, лечения и профилактики хронической обструктивной болезни легких: отчет комитета GoldScience за 2019 г. Eur. Дыхание Ж. 2019; 18:53–55. [PubMed] [Google Scholar]
106. Холм М., Ким Дж. Л., Лиллиенберг Л., Стораас Т., Йоги Р., Сванес К., Шлунссен В., Форсберг Б., Гисласон Т., Янсон К., и другие. Заболеваемость и распространенность хронического бронхита: влияние курения и сварки. Исследование РЕЙН. Междунар. Дж. Туберк. легкие дис. 2012; 16: 553–557. doi: 10.5588/ijtld.11.0288. [PubMed] [CrossRef] [Академия Google]
107. Лиллиенберг Л., Зок Дж.П., Кромхаут Х., Плана Э., Джарвис Д., Торен К., Когевинас М. Популяционное исследование воздействия сварки на работе и респираторных симптомов. Анна. Занять. Гиг. 2008; 52:107–115. [PubMed] [Google Scholar]
108. Фидан Ф., Унлу М., Кокен Т., Тетик Л., Акгун С., Демирель Р., Сертесер М. Оксидантно-антиоксидантный статус и функция легких у сварщиков. Дж. Оккуп. Здоровье. 2005; 47: 286–292. doi: 10.1539/joh.47.286. [PubMed] [CrossRef] [Академия Google]
109. Mur J.M., Pham Q.T., Teculescu D., Massin N., Meyer-Bisch C., Moulin J. J., Wild P., Leonard M., Henquel J.C., Baudin V., et al. Эволюция респираторного здоровья дуговых сварщиков за пять лет. Междунар. Арка Занять. Окружающая среда. Здоровье. 1989; 61: 321–327. doi: 10.1007/BF00409387. [PubMed] [CrossRef] [Google Scholar]
110. Beckett W.S., Pace P.E., Sferlazza S.J., Perlman G.D., Chen A.H., Xu X.P. Реактивность дыхательных путей у сварщиков: контролируемое проспективное когортное исследование. Дж. Оккуп. Окружающая среда. Мед. 1996;38:1229–1238. doi: 10.1097/00043764-199612000-00008. [PubMed] [CrossRef] [Google Scholar]
111. Thaon I., Demange V., Herin F., Touranchet A., Paris C. Повышенное снижение функции легких у рабочих, подвергшихся воздействию сварочного дыма. Грудь. 2012; 142:192–199. doi: 10.1378/сундук.11-0647. [PubMed] [CrossRef] [Google Scholar]
112. Mur J.M., Teculescu D., Pham Q.T., Gaertner M., Massin N., Meyer-Bisch C., Moulin J.J., Diebold F., Pierre F., Meurou -Понселе Б. и др. Функция легких и клинические данные поперечного исследования дуговых сварщиков. Эпидемиологическое исследование. Междунар. Арка Занять. Окружающая среда. Здоровье. 1985;57:1–17. doi: 10.1007/BF00383541. [PubMed] [CrossRef] [Google Scholar]
113. Baur X., Sigsgaard T., Aasen T.B., Burge P.S., Heederik D., Henneberger P., Maestrelli P., Rooyackers J., Schlunssen V., Vandenplas O. ., и другие. Рекомендации по лечению профессиональной астмы. Евро. Дыхание Дж. 2012; 39: 529–545. doi: 10.1183/0
114. Beach J.R., Dennis J.H., Avery A.J., Bromly C.L., Ward R.J., Walters E.H., Stenton S.C., Hendrick D.J. Эпидемиологическое исследование бронхиальной астмы у сварщиков. Являюсь. Дж. Дыхание. крит. Уход Мед. 1996;154:1394–1400. doi: 10.1164/ajrccm.154.5.8
4. [PubMed] [CrossRef] [Google Scholar]
115. Бейкерли Н.Д., Мур В.К., Веллор А.Д., Яаккола М.С., Робертсон А.С., Бердж П.С. Тенденции профессиональной астмы за пятнадцать лет: данные схемы эпиднадзора Shield. Занять. Мед. 2008; 58: 169–174. doi: 10. 1093/occmed/kqn007. [PubMed] [CrossRef] [Google Scholar]
116. El-Zein M., Malo J.L., Infante-Rivard C., Gautrin D. Частота вероятной профессиональной астмы и изменения калибра дыхательных путей и реакции у начинающих сварщиков. Евро. Дыхание Дж. 2003; 22: 513–518. дои: 10.1183/0
117. Кристиансен П., Йоргенсен К.Т., Хансен Дж., Бонде Дж.П. Искупление лекарств от астмы среди сварщиков нержавеющей и мягкой стали: общенациональное последующее исследование. Междунар. Арка Занять. Окружающая среда. Здоровье. 2015; 88: 743–750. doi: 10.1007/s00420-014-1000-3. [PubMed] [CrossRef] [Google Scholar]
118. Hannu T., Piipari R., Tuppurainen M., Nordman H., Tuomi T. Профессиональная астма, вызванная сварочным дымом из нержавеющей стали: клиническое исследование. Евро. Дыхание Дж. 2007; 29: 85–90. doi: 10.1183/0
119. Hannu T., Piipari R., Kasurinen H., Keskinen H. , Tuppurainen M., Tuomi T. Профессиональная астма вследствие ручной дуговой сварки специальных нержавеющих сталей . Евро. Дыхание Дж. 2005; 26: 736–739. doi: 10.1183/0
120. Lee H.S., Chia SE, Yap J.C., Wang Y.T., Lee C.S. Профессиональная астма, вызванная точечной сваркой. Сингапур. Мед. Дж. 1990; 31: 506–508. [PubMed] [Академия Google]
121. Кескинен Х., Каллиомаки П.Л., Аланко К. Профессиональная астма, вызываемая дымом при сварке нержавеющей стали. клин. Аллергия. 1980; 10: 151–159. doi: 10.1111/j.1365-2222.1980.tb02092.x. [PubMed] [CrossRef] [Google Scholar]
122. Wittczak T., Dudek W., Walusiak-Skorupa J., Swierczynska-Machura D., Cader W., Kowalczyk M., Palczynski C. Металл-индуцированная астма и Рентгенологические изменения грудной клетки у сварщиков. Междунар. Дж. Оккуп. Мед. Окружающая среда. Здоровье. 2012; 25: 242–250. doi: 10.2478/s13382-012-0031-9. [PubMed] [CrossRef] [Академия Google]
123. Мелдрам М., Робоун Р., Карран А.Д., Фишвик Д. Роль профессии в развитии хронической обструктивной болезни легких (ХОБЛ) Occup. Окружающая среда. Мед. 2005; 62: 212–214. doi: 10.1136/oem.2004.015511. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
124. Salvi S.S., Barnes P.J. Хроническая обструктивная болезнь легких у некурящих. Ланцет. 2009; 374: 733–743. doi: 10.1016/S0140-6736(09)61303-9. [PubMed] [CrossRef] [Google Scholar]
125. Whittemore A.S., Perlin S.A., DiCiccio Y. Хроническая обструктивная болезнь легких у некурящих на протяжении всей жизни: результаты NHANES. Являюсь. Дж. Общественное здравоохранение. 1995;85:702–706. doi: 10.2105/AJPH.85.5.702. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
126. Behrendt CE ХОБЛ легкой и средней и тяжелой степени у некурящих: различные демографические профили. Грудь. 2005; 128:1239–1244. doi: 10.1378/сундук.128.3.1239. [PubMed] [CrossRef] [Google Scholar]
127. Hnizdo E., Sullivan P. A., Bang K.M., Wagner G. Связь между хронической обструктивной болезнью легких и занятостью в промышленности и населении США: исследование данных из Третье национальное обследование состояния здоровья и питания. Являюсь. Дж. Эпидемиол. 2002; 156: 738–746. дои: 10.1093/aje/kwf105. [PubMed] [CrossRef] [Google Scholar]
128. Блан П.Д., Менезес А.М., Плана Э., Маннино Д.М., Халлал П.С., Торен К., Эйснер М.Д., Зок Дж.П. Профессиональное воздействие и ХОБЛ: экологический анализ международных данных . Евро. Дыхание Дж. 2009; 33: 298–304. doi: 10.1183/0
129. Omland O., Wurtz E.T., Aasen T.B., Blanc P., Brisman J.B., Miller M.R., Pedersen O.F., Schlunssen V., Sigsgaard T., Ulrik C.S., et al. . Профессиональная хроническая обструктивная болезнь легких: систематический обзор литературы. Сканд. J. Рабочая среда. Здоровье. 2014;40:19–35. doi: 10.5271/sjweh.3400. [PubMed] [CrossRef] [Google Scholar]
130. Мастранжело Г., Тартари М. , Федели У., Фадда Э., Сайя Б. Определение риска хронической обструктивной болезни легких в зависимости от профессии с использованием метода случай-контроль дизайн. Занять. Мед. 2003; 53: 165–172. doi: 10.1093/occmed/kqg041. [PubMed] [CrossRef] [Google Scholar]
131. Koh D.H., Kim J.I., Kim K.H., Yoo S.W. Воздействие сварочного дыма и хроническая обструктивная болезнь легких у сварщиков. Занять. Мед. 2015;65:72–77. дои: 10.1093/occmed/kqu136. [PubMed] [CrossRef] [Google Scholar]
132. Ленерт М., Хоффмейер Ф., Гаврих К., Лотц А., Хайнце Э., Берресхайм Х., Мергет Р., Харт В., Ван Гелдер Р. , Hahn J.U., et al. Влияние воздействия сварочного дыма на функцию легких: результаты немецкого исследования WELDOX. Доп. Эксп. Мед. биол. 2015; 834:1–13. [PubMed] [Google Scholar]
133. Cosgrove M.P. Легочный фиброз и воздействие дыма при сварке стали. Занять. Мед. 2015; 65: 706–712. doi: 10.1093/occmed/kqv093. [PubMed] [CrossRef] [Академия Google]
134. Godbert B., Wissler M. P., Vignaud J.M. Десквамативная интерстициальная пневмония: аналитический обзор с акцентом на этиологию. Евро. Дыхание 2013; 22:117–123. doi: 10.1183/0
135. Becker N., Claude J., Frentzel-Beyme R. Риск рака у сварщиков, подвергающихся воздействию паров, содержащих хром и никель. Сканд. J. Рабочая среда. Здоровье. 1985; 11: 75–82. doi: 10.5271/sjweh.2242. [PubMed] [CrossRef] [Академия Google]
136. Sjogren B., Gustavsson A., Hedstrom L. Смертность в двух когортах сварщиков, подвергшихся воздействию высоких и низких уровней шестивалентного хрома. Сканд. J. Рабочая среда. Здоровье. 1987; 13: 247–251. doi: 10.5271/sjweh.2056. [PubMed] [CrossRef] [Google Scholar]
137. Sjogren B., Hansen K.S., Kjuus H., Persson P.G. Воздействие сварочного дыма из нержавеющей стали и рак легких: метаанализ. Занять. Окружающая среда. Мед. 1994; 51: 335–336. doi: 10.1136/oem.51.5.335. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
138. Международное агентство по изучению рака. Хром, никель и сварка. МАИР; Lyon, France: 1990. [Google Scholar]
139. Guha N., Loomis D., Guyton K.Z., Grosse Y., El Ghissassi F., Bouvard V., Benbrahim-Tallaa L., Vilahur N., Muller K. ., Страйф К. Канцерогенность сварки, триоксида молибдена и оксида индия-олова. Ланцет Онкол. 2017;18:581–582. doi: 10.1016/S1470-2045(17)30255-3. [PubMed] [CrossRef] [Google Scholar]
140. Pesch B., Kendzia B., Pohlabeln H., Ahrens W., Wichmann H.E., Siemiatycki J., Taeger D., Zschiesche W., Behrens T., Jockel К.Х. и др. Воздействие сварочного дыма, шестивалентного хрома или никеля и риск рака легких. Являюсь. Дж. Эпидемиол. 2019;188:1984–1993. doi: 10.1093/aje/kwz187. [PubMed] [CrossRef] [Google Scholar]
141. Амбруаз Д., Уайлд П., Мулен Дж.Дж. Обновление метаанализа рака легких и сварки. Сканд. J. Рабочая среда. Здоровье. 2006; 32:22–31. doi: 10.5271/sjweh.973. [PubMed] [CrossRef] [Google Scholar]
142. Simonato L., Fletcher A. C., Andersen A., Anderson K., Becker N., Chang-Claude J., Ferro G., Gerin M., Gray C.N., Хансен К.С. и соавт. Историческое проспективное исследование европейских сварщиков нержавеющей стали, мягкой стали и судостроительных заводов. бр. J. Ind. Med. 1991;48:145–154. doi: 10.1136/oem.48.3.145. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
143. Moulin J.J. Метаанализ эпидемиологических исследований рака легких у сварщиков. Сканд. J. Рабочая среда. Здоровье. 1997; 23:104–113. doi: 10.5271/sjweh.187. [PubMed] [CrossRef] [Google Scholar]
144. t Mannetje A., Brennan P., Zaridze D., Szeszenia-Dabrowska N., Rudnai P., Lissowska J., Fabianova E., Cassidy A., Mates Д., Бенко В. и соавт. Сварка и рак легких в Центральной и Восточной Европе и Великобритании. Являюсь. Дж. Эпидемиол. 2012; 175:706–714. дои: 10.1093/aje/kwr358. [PubMed] [CrossRef] [Google Scholar]
145. Хансен К.С., Лауритсен Дж.М., Скайт А. Заболеваемость раком среди сварщиков мягкой и нержавеющей стали и других рабочих-металлистов. Являюсь. J. Ind. Med. 1996; 30: 373–382. doi: 10.1002/(SICI)1097-0274(199610)30:4<373::AID-AJIM1>3.0.CO;2-X. [PubMed] [CrossRef] [Google Scholar]
146. Moulin J.J., Wild P., Haguenoer J.M., Faucon D., De Gaudemaris R., Mur J.M., Mereau M., Gary Y., Toamain J.P., Birembaut Y. , и другие. Исследование смертности среди сварщиков мягкой и нержавеющей стали. бр. J. Ind. Med. 1993;50:234–243. doi: 10.1136/oem.50.3.234. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
147. Beaumont J.J., Weiss N.S. Смертность сварщиков, судостроителей и других слесарей в котельных Местный № 104, АФТ-КПП. Являюсь. Дж. Эпидемиол. 1980; 112: 775–786. [PubMed] [Google Scholar]
148. Даниэльсен Т.Е., Лангард С., Андерсен А. Заболеваемость раком среди сварщиков и других рабочих верфи с информацией о предыдущем трудовом стаже. Дж. Оккуп. Окружающая среда. Мед. 2000; 42: 101–109.. doi: 10.1097/00043764-200001000-00023. [PubMed] [CrossRef] [Google Scholar]
149. Стинланд К. Десятилетний отчет о смертности среди сварщиков мягких сталей. Сканд. J. Рабочая среда. Здоровье. 2002; 28: 163–167. doi: 10.5271/sjweh.660. [PubMed] [CrossRef] [Google Scholar]
150. Лангард С. Рак, связанный с никелем, у сварщиков. науч. Общая окружающая среда. 1994; 148:303–309. doi: 10.1016/0048-9697(94)
151. Sorensen A.R., Thulstrup A.M., Hansen J., Ramlau-Hansen C.H., Meersohn A., Skytthe A., Bonde J.P. Риск рака легких в зависимости от низкоуглеродистой стали и нержавеющей стали сварка. Сканд. J. Рабочая среда. Здоровье. 2007;33:379–386. doi: 10.5271/sjweh.1157. [PubMed] [CrossRef] [Google Scholar]
152. Беккер Н. Смертность от рака среди сварщиков, подвергающихся воздействию паров, содержащих хром и никель. Результаты третьего наблюдения: 1989–1995 гг. Дж. Оккуп. Окружающая среда. Мед. 1999; 41: 294–303. doi: 10.1097/00043764-199
- 0-00012. [PubMed] [CrossRef] [Google Scholar]
153. Даниэльсен Т.Е., Лангард С. , Андерсен А. Заболеваемость раком среди норвежских сварщиков котлов. Занять. Окружающая среда. Мед. 1996; 53: 231–234. doi: 10.1136/oem.53.4.231. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
154. Даниэльсен Т.Е., Лангард С., Андерсен А., Кнудсен О. Заболеваемость раком среди сварщиков мягкой стали и других рабочих верфи. бр. J. Ind. Med. 1993; 50:1097–1103. doi: 10.1136/oem.50.12.1097. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
155. Хонаряр М.К., Лунн Р.М., Люс Д., Аренс В., Т. Маннетье А., Хансен Дж., Буаун Л., Лумис Д., Бирнс Г., Вилахур Н. и др. Сварочные дымы и рак легких: метаанализ исследований случай-контроль и когортных исследований. Занять. Окружающая среда. Мед. 2019;76:422–431. doi: 10.1136/oemed-2018-105447. [PubMed] [CrossRef] [Google Scholar]
156. Richiardi L., Boffetta P., Simonato L., Forastiere F., Zambon P., Fortes C., Gaborieau V., Merletti F. Профессиональные факторы риска для легких рак у мужчин и женщин: популяционное исследование случай-контроль в Италии. Рак вызывает контроль. 2004; 15: 285–294. doi: 10.1023/B:CACO.0000024223.
157. Лерхен М.Л., Виггинс К.Л., Самет Дж.М. Рак легких и профессия в Нью-Мексико. Дж. Натл. Рак инст. 1987;79:639–645. [PubMed] [Google Scholar]
158. Vallieres E., Pintos J., Lavoue J., Parent M.E., Rachet B., Siemiatycki J. Воздействие сварочного дыма увеличивает риск рака легких у малокурящих, но не у заядлых курильщиков: Данные двух исследований случай-контроль в Монреале. Рак Мед. 2012; 1:47–58. doi: 10.1002/cam4.6. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
159. Вонг Дж.Й.Ю., Бассиг Б.А., Сеоу В.Дж., Ху В., Джи Б.Т., Блэр А., Сильверман Д.Т., Лан К. Риск рака легких у сварщиков и литейщики с историей заядлого курения в США: Национальное испытание по скринингу легких. Занять. Окружающая среда. Мед. 2017;74:440–448. doi: 10.1136/oemed-2016-104168. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
160. Kendzia B., Behrens T., Jockel K.H., Siemiatycki J., Kromhout H., Vermeulen R., Peters S., Van Gelder R., Olsson A., Bruske I., et al. Сварка и рак легких в объединенном анализе исследований случай-контроль. Являюсь. Дж. Эпидемиол. 2013; 178:1513–1525. doi: 10.1093/aje/kwt201. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
161. Санкила Р.Дж., Карьялайнен Э.С., Оксанен Х.М., Хакулинен Т.Р., Теппо Л.Х. Связь между профессией и раком легких по возрасту и гистологическому типу. Рак. 1990;65:1651–1656. doi: 10.1002/1097-0142(19