Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
А именно:
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест».
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
 Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.

Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 59, Средняя: 3
Сварка алюминия — руководство за 20 минут
Что вы узнаете:
Сварка алюминия, алюминий и его сплавы
Алюминий — это химический элемент, который составляет около 8% земной коры, что делает его самым распространенным металлом и третьим по распространенности элементом после кислорода и кремния.
 Алюминий хорошо известен своей низкой плотностью (около 2,7 г / см 3 ) и, благодаря явлению пассивации, отличной коррозионной стойкостью.
Алюминий хорошо известен своей низкой плотностью (около 2,7 г / см 3 ) и, благодаря явлению пассивации, отличной коррозионной стойкостью.Сварка алюминия — полное руководство. Как мне сварить алюминий?
Поскольку чистый алюминий является относительно мягким, добавляются небольшие количества легирующих элементов для получения ряда механических свойств. Сплавы сгруппированы по основным легирующим элементам. Определенные коммерческие сплавы имеют четырехзначное обозначение в соответствии с международными спецификациями на деформируемые сплавы или буквенно-цифровую систему ISO.
В таблице 1 представлены дополнительные сведения о составе этих классификаций.
Система нумерации алюминия
Первая цифра серии указывает на основной легирующий элемент, добавляемый в алюминиевый сплав, и используется для описания серии, то есть серии 1000 или серии 5000 и т. д.
Вторая цифра представляет модификацию конкретного сплава в серии; т.
 е. x1xx представляет первую модификацию указанного сплава, в то время как x2xx представляет вторую модификацию. Третья и четвертая цифры обозначают сплав в определенной серии. Подводя итог, сплав 2024, входит в серию сплавов 2000 года, имеет ноль модификаций и указан сплав типа 24.
е. x1xx представляет первую модификацию указанного сплава, в то время как x2xx представляет вторую модификацию. Третья и четвертая цифры обозначают сплав в определенной серии. Подводя итог, сплав 2024, входит в серию сплавов 2000 года, имеет ноль модификаций и указан сплав типа 24.Однако есть исключение из этой системы нумерации, которая касается алюминия серии 1000; последние две цифры показывают минимальный процент алюминия выше 99%. Например, 1050 означает минимальное содержание алюминия 99,50%.
Алюминиевые сплавы также будут включать обозначение допуска, они определяют дополнительные этапы обработки (если они реализованы).
Обозначения и допуски приведены в таблице 2. В дополнение к обозначениям и допуски, приведенным в таблице 2, есть два поднабора для «Н» — деформационное упрочнение и «Т» — термическая обработка. Таблицы 3 и 4 описывают эти обозначения «H» и «T» соответственно.
| Серия | легирующий элемент | Прочность на растяжение (МПа) * 1 | Термообработанные | Приложения |
| 1 ххх | 99% минимум алюминия (чистый) | 70 — 185 | нет | Коррозионная стойкость, трубопровод, электропроводность |
| 2 ххх | медь | 185 — 430 | ✔ | Универсальные, аэрокосмические, поковки |
| 3 ххх | марганца | 110 — 280 | нет | Кастрюли и сковородки, теплообменники, коррозионная стойкость |
| 4 ххх | кремний | 170 — 380 | X / ✔ | Присадочная проволока (сварочная) |
| 5 ххх | магниевый | 125 — 350 | нет | Морские, автомобильные, сосуды под давлением, мосты, здания |
| 6 ххх | Магний и кремний | 125 — 400 | ✔ | Экструзии, декоративные, автомобильные, универсальные |
| 7 ххх | цинк | 220 — 750 | ✔ | Универсальная, аэрокосмическая, броневая плита, спортивное спортивное снаряжение |
* 1 Зависит от состава и последующих этапов обработки
| Обозначение характера | Смысл |
| F | Как изготовлено — применяется к продуктам процесса формования, в которых не применяется особый контроль над условиями термического или деформационного упрочнения |
| О | Отожженный — применяется к продукту, который был нагрет для получения условий с самой низкой прочностью для улучшения пластичности |
| H | Штамм закаленный — применяется к продуктам, которые укрепляются за счет холодной обработки. Деформационное упрочнение может сопровождаться дополнительной термической обработкой, которая приводит к некоторому снижению прочности. Две или более цифры всегда следуют за ‘H’ Деформационное упрочнение может сопровождаться дополнительной термической обработкой, которая приводит к некоторому снижению прочности. Две или более цифры всегда следуют за ‘H’ |
| W | Термообработка раствора — нестабильный характер, применимый только к сплавам, которые самопроизвольно стареют при комнатной температуре после термической обработки раствора |
| T | Термическая обработка — для получения стабильных температур, отличных от F, O или H. Применяется к продукту, который был подвергнут термообработке, иногда с дополнительным деформационным упрочнением для получения стабильного отпуска. Одна или несколько цифр всегда следуют за буквой «Т» |
| Обозначение Н * 2 | Значение |
| h2x | Напряжение закаленное |
| h3x | Напряжение закаленное и частично отожженное |
| h4x | Штамм закаленный и стабилизированный |
| h5x | Штамм закаленный и лакированный или окрашенный |
* 2 Вторая цифра «х» указывает на степень деформационного упрочнения: х2 — четверть жесткой, х4 — полутвердой, х6 — три четверти твердой, х8 — полная жесткая, х9 — сверхтвердая
| Обозначение Т * 3 | Значение |
|---|---|
| T1 | Естественно состарился после охлаждения от процесса формирования при повышенной температуре |
| T2 | Холод работал после охлаждения в процессе формирования при повышенной температуре, а затем подвергался естественному старению |
| T3 | Раствор подвергается термообработке, холодной обработке и естественному старению |
| T4 | Раствор подвергается термообработке и естественному старению |
| T5 | Искусственно состаренный после охлаждения в процессе формирования при повышенной температуре |
| T6 | Раствор термообработан и искусственно состарен |
| T7 | Раствор термообработан и стабилизирован (отработанный) |
| T8 | Раствор подвергается термообработке, холодной обработке и искусственному старению |
| T9 | Раствор термообработанный, искусственно состаренный и обработанный холодным способом |
| T10 | Холод работал после охлаждения в процессе формирования при повышенной температуре, а затем подвергался искусственному старению |
* 3 Дополнительные цифры могут быть добавлены к обозначению «Tx» и обозначают снятие напряжения. TX51 или TXX51 — напряжение, снятое при растяжении, и TX52 или TXX52 — напряжение, снятое при сжатии
TX51 или TXX51 — напряжение, снятое при растяжении, и TX52 или TXX52 — напряжение, снятое при сжатии
Зачем используют и нужна сварка алюминия?
Алюминиевые сплавы широко распространены в транспортных целях, поскольку они обеспечивают инженерные материалы хорошим соотношением прочности и веса при разумных затратах. В дальнейшем используют его коррозионную стойкость и проводимость (термическую и электрическую) некоторых сплавов. Хотя обычно у него низкая прочность, некоторые из более сложных сплавов могут иметь механические свойства, эквивалентные сталям.
В связи с многочисленными преимуществами алюминиевых сплавов, предлагаемых для промышленности, существует необходимость в определении лучших практик для его сварки.
Сложно ли сваривать алюминий?
Алюминиевые сплавы создают множество трудностей при сварке, в том числе:
- Высокая теплопроводность. Это приводит к чрезмерному рассеиванию тепла, что может затруднить сварку и / или привести к нежелательному искажению деталей из-за того, что требуется больший подвод тепла. Для анализа сварки желательно использовать рентгенографический метод контроля рентгеновские пленки, типа AGFA D7, AGFA D4 от GE
- Растворимость водорода. Водород очень хорошо растворяется в расплавленном алюминии, в результате чего сварочная ванна поглощает водород во время обработки. Как только расплавленный материал затвердевает, пузырьки водорода захватываются, создавая пористость.
- Оксидный слой. Алюминий имеет оксидный слой (оксид алюминия), который имеет гораздо более высокую температуру плавления (2060 ° С), чем исходный алюминиевый сплав (660 ° С). При сварке это может привести к тому, что оксидный слой будет включен в область сварного шва, что может привести к отсутствию дефектов плавления и снижению прочности сварного шва. Следовательно, заготовки должны быть очищены проволочной щеткой или химическим травлением перед сваркой, чтобы предотвратить включение оксида.
 Для анализа сварки желательно использовать рентгенографический метод контроля рентгеновские пленки, типа AGFA D7, AGFA D4 от GE
Для анализа сварки желательно использовать рентгенографический метод контроля рентгеновские пленки, типа AGFA D7, AGFA D4 от GEКак можно сварить алюминий?
Существует множество процессов, которые можно использовать для сварки алюминия и его сплавов, которые подробно описаны ниже:
Дуговая сварка алюминия
Дуговая сварка обычно используется для соединения алюминиевых сплавов. Большинство сортов кованой стали серий 1xxx, 3xxx, 5xxx, 6xxx и 7xxx средней прочности (например, 7020) могут быть сварены методом дуговой сварки. В частности, сплавы серии 5ххх обладают отличной свариваемостью. Высокопрочные сплавы (например, 7010 и 7050) и большая часть серии 2xxx не рекомендуются для сварки плавлением, поскольку они склонны к растрескиванию и образованию трещин.
Большинство сортов кованой стали серий 1xxx, 3xxx, 5xxx, 6xxx и 7xxx средней прочности (например, 7020) могут быть сварены методом дуговой сварки. В частности, сплавы серии 5ххх обладают отличной свариваемостью. Высокопрочные сплавы (например, 7010 и 7050) и большая часть серии 2xxx не рекомендуются для сварки плавлением, поскольку они склонны к растрескиванию и образованию трещин.
- Можете ли вы сварить алюминий с помощью MIG? Сварка может быть успешно использована для соединения алюминиевых сплавов. Процесс лучше всего подходит для более тонких материалов, таких как алюминиевый лист, потому что количество требуемого тепла меньше по сравнению с более толстыми пластинами. Чистый аргон является предпочтительным защитным газом для этого процесса, и используемая сварочная проволока / стержень должна быть по составу максимально схожей со свариваемыми деталями.
- Можете ли вы сварить алюминий с TIG? Сварка может также использоваться для соединения алюминиевых сплавов. Вследствие высокой теплопроводности сыпучего алюминия процесс TIG обеспечивает достаточное выделение тепла для поддержания зоны сварки достаточно горячей, чтобы создать сварочную ванну. Сварка TIG может использоваться для соединения толстых и тонких профилей. Подобно сварке MIG, чистый аргон является предпочтительным защитным газом, и используемая сварочная проволока / стержень должна быть по составу аналогична свариваемым деталям.
 Вследствие высокой теплопроводности сыпучего алюминия процесс TIG обеспечивает достаточное выделение тепла для поддержания зоны сварки достаточно горячей, чтобы создать сварочную ванну. Сварка TIG может использоваться для соединения толстых и тонких профилей. Подобно сварке MIG, чистый аргон является предпочтительным защитным газом, и используемая сварочная проволока / стержень должна быть по составу аналогична свариваемым деталям.
Вследствие высокой теплопроводности сыпучего алюминия процесс TIG обеспечивает достаточное выделение тепла для поддержания зоны сварки достаточно горячей, чтобы создать сварочную ванну. Сварка TIG может использоваться для соединения толстых и тонких профилей. Подобно сварке MIG, чистый аргон является предпочтительным защитным газом, и используемая сварочная проволока / стержень должна быть по составу аналогична свариваемым деталям.Лазерная сварка алюминия
Как и другие процессы сварки, в том числе дуговой сварки, лазерные лучи могут быть использованы для сварки многих серий алюминиевых сплавов. Лазерная сварка обычно является более быстрым процессом сварки по сравнению с другими процессами сварки из-за высокой плотности мощности на поверхности материала. Лазерная сварка в замочной скважине позволяет получать сварные швы с высоким соотношением сторон (узкая ширина сварного шва: большая глубина сварного шва), что приводит к узким зонам термического влияния Лазерная сварка может использоваться с чувствительными к растрескиванию материалами, такими как алюминиевые сплавы серии 6000, в сочетании с подходящим присадочным материалом, таким как алюминиевые сплавы 4032 или 4047. Используемые защитные газы выбираются в зависимости от марки алюминия, подлежащего соединению.
Используемые защитные газы выбираются в зависимости от марки алюминия, подлежащего соединению.
Электронно-лучевая сварка
Подобно лазерной сварке, электронные лучи хороши для получения быстрых сварных швов и небольших сварочных ванн. Электронные пучки также лучше при изготовлении сварных швов в очень толстых сечениях алюминия. В отличие от других процессов сварки , электронно-лучевая сварка происходит в вакууме, что означает, что защитный газ не требуется, что приводит к очень чистым сварным швам.
Правильный выбор присадочного металла (присадочная проволока или присадочный стержень), тщательно выбранные параметры сварки и конструкция соединения необходимы для минимизации риска образования горячих трещин в алюминиевых сплавах при использовании процессов сварки плавлением, таких как дуговая, электронно-лучевая и лазерная сварка.
Сварка трением алюминия
Сварка трением — это процесс соединения в твердом состоянии (т. е. плавление металла не происходит), который особенно подходит для соединения алюминиевых сплавов. Сварка трением способна объединить все серии алюминиевых сплавов, в том числе 2ххх и 7ххх, которые сложны в процессах на основе плавления. Кроме того, благодаря природе твердотельного процесса, необходимость в защитном газе устраняется, и достигается превосходная механическая производительность области сварки по сравнению со сваркой плавлением. Существует несколько вариантов обработки трения:
е. плавление металла не происходит), который особенно подходит для соединения алюминиевых сплавов. Сварка трением способна объединить все серии алюминиевых сплавов, в том числе 2ххх и 7ххх, которые сложны в процессах на основе плавления. Кроме того, благодаря природе твердотельного процесса, необходимость в защитном газе устраняется, и достигается превосходная механическая производительность области сварки по сравнению со сваркой плавлением. Существует несколько вариантов обработки трения:
- Сварка трением с перемешиванием, была разработан в TWI Ltd в 1991 году. Она работает с использованием нерасходуемого инструмента, который вращается и погружается в интерфейс двух заготовок. Затем инструмент проходит через поверхность раздела, и тепло от трения вызывает нагрев и размягчение материала. Вращающийся инструмент затем механически смешивает размягченный материал для получения сварного шва. Процесс обычно используется для соединения алюминиевого листа / материала плиты
- Заправка фрикционной мешалкой точечной сварки, является развитием процесса сварке трением и используется в качестве метода точечной сварки для замены заклепок в алюминиевом листовом металле.
- Линейная сварка трением, работает путем колебания одной заготовки относительно другой, находясь под большим сжимающим усилием. Трение между колеблющимися поверхностями производит тепло, в результате чего материал поверхности раздела пластифицируется. Затем пластифицированный материал вытесняется с поверхности раздела, в результате чего заготовки укорачиваются (выгорают) в направлении силы сжатия. Во время выгорания интерфейсные загрязнения, такие как оксиды и посторонние частицы, которые могут повлиять на свойства и, возможно, срок службы сварного шва, выбрасываются во вспышку. После удаления загрязнений происходит чистый контакт металла с металлом, что приводит к сварке. Процесс используется для соединения сыпучих алюминиевых компонентов для получения почти чистых форм
- Роторная сварка трением, аналогичен линейной сварке трением за исключением того, что объемные алюминиевые детали имеют цилиндрическую форму и вращаются для генерирования тепла от трения вместо линейных колебаний

Какой метод лучше всего использовать для сварки алюминия?
Лучший метод для сварки алюминия и его сплавов зависит от области применения соединения.
 Следующие пункты должны быть включены для рассмотрения, прежде чем принимать решение о сварочном процессе:
Следующие пункты должны быть включены для рассмотрения, прежде чем принимать решение о сварочном процессе:- Стоимость (сварочное оборудование, расходные материалы, утилизация отходов, расходы оператора и т. д.)
- Желаемая производительность сварки
- Геометрические ограничения
- Наличие поставщика
- стабильность
- Допуск искажения
- Скорость производства
Как сварить алюминий в домашних условиях с аргоном и без него
Екатерина
Алюминий имеет множество положительных свойств, благодаря которым без него не обходится ни авиастроение, ни изготовление электротехники, ни строительство. Дома тоже часто необходимо осуществлять операции с алюминием: например, изготовить алюминиевый бак для воды, соединить алюминиевые детали между собой, отремонтировать металлический корпус какой-либо техники, заварить трубу и т.д. Этот металл довольно легкий, хорошо воспламеняется, имеет высокую степень электро- и теплопроводности./8ce4a8c4a69941b.s.siteapi.org/img/171827839dd7d8abda9a5f9c88819e94277ebcba.jpg) Вместе с тем варить алюминий в домашних условиях – сложное занятие, требующее подготовки. Из этой статьи вы узнаете, как приварить алюминий к алюминию дома и получить в итоге прочное, качественное соединение.
Вместе с тем варить алюминий в домашних условиях – сложное занятие, требующее подготовки. Из этой статьи вы узнаете, как приварить алюминий к алюминию дома и получить в итоге прочное, качественное соединение.
Содержание статьи
- Сварка алюминия на производстве и дома
- Подготовка алюминия к сварке
- Аргоновая сварка алюминия
- Сварка без аргона
- Полезные советы
Сварка алюминия на производстве и дома
В промышленности алюминий сваривают при помощи аргона. Мощная струя защитного газа не позволяет металлу окисляться во время сварки и защищает шов от образования пор. Варить алюминий в домашних условиях проблематично: не каждый начинающий сварщик обладает опытом аргоновой сварки. Вы можете столкнуться со следующими проблемами:
- Прожог материала. Собираясь сварить алюминий инвертором, помните, что металл покрыт тугоплавкой оксидной пленкой. Чтобы ее разрушить, понадобится повысить температуру до 1400 -1450 градусов по Цельсию. Довольно сложно при этом будет не прожечь саму алюминиевую деталь, ведь температура ее плавления гораздо ниже – 660 градусов по Цельсию.
- Дефекты сварного шва: поры, кристаллизационные трещины. Их возникновение обусловлено наличием в составе алюминия таких элементов, как кремний и водород. При неправильно подобранной технологии бракованный шов можно будет визуально отличить от качественного, как только металл застынет.
- Растекание металла из сварочной ванны. Так как материал очень текуч, то варить алюминий инвертором нужно при помощи теплоотводящих подкладок.
- Возникновение характерного кратера на шве, который образуется в алюминии по завершению работы. Его ликвидация требует особых навыков.
- Деформация сваренных поверхностей при застывании. Это происходит из-за усадки материала. Наименьшая вероятность видоизменения деталей гарантирована, если сваривать по алюминию лазером.
 Довольно сложно при этом будет не прожечь саму алюминиевую деталь, ведь температура ее плавления гораздо ниже – 660 градусов по Цельсию.
Довольно сложно при этом будет не прожечь саму алюминиевую деталь, ведь температура ее плавления гораздо ниже – 660 градусов по Цельсию.Подготовка алюминия к сварке
Перед тем как сваривать алюминий, деталь тщательно очищают металлической щеткой от загрязнений, следов лака и старой краски. Затем поверхности обезжиривают растворителем. Чтобы удостовериться в целостности металла, его обрабатывают проникающим раствором.
Затем поверхности обезжиривают растворителем. Чтобы удостовериться в целостности металла, его обрабатывают проникающим раствором.
Оксидную пленку с поверхности стравливают нагретым до 60-70 градусов по Цельсию 5-% раствором щелочи. Как правило, достаточно пары минут, после чего детали омываются горячей и холодной водой. Затем их стоит на 6-7 минут поместить в 20-% раствор азотной кислоты, также нагретый до 60-70 градусов. Смывание происходит сначала холодной, затем горячей водой, после чего деталь сушится. Поверхности следует сварить не позже, чем через 2-3 часа после очистки. Если планируется сварка обычным, плавящимся, электродом по алюминию, то электрод должен быть обработан по выше описанной схеме.
Разделка кромок зависит от того, какими материалами будет проводиться сварка. При использовании покрытых электродов торцы отбортовывают, если они не толще 1,5 мм, и разделывают, если они толще 20 мм. Если будут применяться иные электроды, то разделка кромок необходима при толщине деталей больше 4 мм.
При шовном методе металлические поверхность должны быть плотно пригнаны одна к другой. Кроме того, их толщина не должна превышать 4 мм. Точечный способ предполагает, что толщина деталей будет находиться в диапазоне 0, 04 – 6 мм при максимальном зазоре в 0,3 мм.
При правильно проведенной подготовке и грамотно выбранном режиме алюминий можно варить любым оборудованием: и сварочным инвертором, и трансформатором, и полуавтоматом. Определившись, чем сварить алюминий, примите решение, как именно будет протекать процесс: с использованием защитного газа либо же без него.
Аргоновая сварка алюминия
Сварка алюминия в домашних условиях при помощи аргона может проводиться:
- Неплавящимися электродами.
Проведение работ неплавящимся электродом по алюминию наиболее целесообразно, если нужно получить потолочные и вертикальные швы или же заварить трещину. Однако сварку можно производить во всех пространственных положениях. Поскольку аргон имеет большую массу, чем воздух, то при формировании всех швов, кроме горизонтальных, этот газ можно смешать с гелием.
Чтобы рассчитать оптимальную силу тока, нужно количество миллиметров диаметра электрода умножить на 30-45. Примерно такое количество ампер понадобится для формирования прочного соединения. Если детали имеют толщину до 6 мм, то подойдут электроды с толщиной до 4 мм. Если же толщина заготовки превышает 6 мм, то вам необходимы электроды с диаметром 6 мм. При расчете количества аргона учтите, что за 1 минуту непрерывной работы будет истрачено от 6 до 16 литров газа.
При работе вольфрамовым электродом его следует вести за присадочной проволокой. Выбрав максимальную скорость, вы сможете избежать дефектов шва.
- Присадочной проволокой. Полуавтоматическая электросварка необходима, если толщина детали – 3 мм и больше. Чтобы сварить инвертором в среде защитного газа, выберите проволоку толщиной 1,2 – 1,6 мм. Чем больше температура ее плавления будет приближена к температуре плавления детали, тем легче пройдет сварка.
Проволока при работе таким аппаратом подается в автоматическом режиме, движения же горелки нужно осуществлять вручную в направлении справа налево. Горелка должна быть оснащена тефлоновой направляющей и иметь длину не более 3 м. Расстояние от сопла до алюминиевой поверхности — примерно 10-15 мм, отклонение горелки от вертикали – 10-20 градусов. Этого достаточно для хорошего провара, и расход газа происходит вполне экономно.
Горелка должна быть оснащена тефлоновой направляющей и иметь длину не более 3 м. Расстояние от сопла до алюминиевой поверхности — примерно 10-15 мм, отклонение горелки от вертикали – 10-20 градусов. Этого достаточно для хорошего провара, и расход газа происходит вполне экономно.
Как сварить алюминий полуавтоматом, можно ознакомиться здесь.
Сварка без аргона
Многих хозяев интересует, как сварить алюминий без аргона. Для этого необходимы специальные расходники – например, электроды Nobitec 412 или пруток TBW Harasil NC12. Заранее подготовьте большое количество электродов, так как они расходуются в 3 раза быстрее, чем это происходит при сварке стальных изделий.
Желательно предварительно прогреть алюминий до температуры 150-200 градусов по Цельсию. Сварку стоит производить короткой дугой при токе в 70-100 А. Электрод должен располагаться под углом в 90 градусов. После окончания работ окалина отбивается при помощи молотка, сварной шов зачищается щеткой.
Данный способ подойдет для тех, кто не умеет сваривать аргоном либо не имеет оборудования для газовой сварки. При этом прочность соединения будет не хуже, чем при аргоновой сварке. Несмотря на то, что специализированные электроды довольно дорогие, итоговая стоимость соединения выходит меньшей, чем при сварке аргоном.
Полезные советы
- Сварка должна производиться постоянным током на обратной полярности. Можно ли варить алюминий переменным током? Можно, при условии, что будут задействованы осциллятор и балластный реостат.
- Лучше всего алюминий варится при температуре 18 – 22 градуса по Цельсию и влажности в пределах 70%
- Поверхности нельзя зачищать при помощи наждачной бумаги и абразивов.
- Алюминиевые сплавы перед электросваркой стоит укрепить способом нагартовки. В промышленных условиях покрытие алюминия может составлять до 40% от его объема, в бытовых следует формировать гораздо более тонкий слой.
- Чтобы избежать горячих трещин, поверхности перед тем, как заварить, необходимо подогреть.
- Чтобы научиться варить без кратеров, сперва потренируйтесь на ненужных фрагментах металла. Не выключая дугу, необходимо произвести сварку в обратном направлении. Заваривая кратер, сформируйте над ним своеобразный купол, и во время остывания на этом месте не образуется трещина.
- Скорость вылета алюминиевой проволоки при использовании полуавтомата должна быть на 15-20% больше, чем у аналогов, изготовленных из черных металлов.
- Перед тем, как варить алюминий электродом, не забудьте прокалить расходный материал, поскольку он очень гигроскопичен.
- Если при сварке плавящимся электродом произошел обрыв дуги, то следующий шов должен накладываться на предыдущий примерно на 1 см. Перед тем, как продолжить работу, удалите с электрода и кратера шлаковую корку.

Похожие публикации
Сварка алюминия и его сплавов
Содержание
Алюминий – это цветной металл светло-серого цвета, который нашёл массовое применение во всех отраслях. Алюминий имеет малый вес, легко поддаётся механической обработке, его легко отливать, ковать, а также варить. Хотя у него есть особенности, которые затрудняют процесс сварки, но об это позже.
Алюминий имеет малый вес, легко поддаётся механической обработке, его легко отливать, ковать, а также варить. Хотя у него есть особенности, которые затрудняют процесс сварки, но об это позже.
Алюминий обладает хорошей пластичностью даже при минусовой температуре. Хорошо проводит электрический ток (4 раза лучше чем сталь) и обладает высокой теплопроводностью (в 3 раза лучше проводит тепло чем сталь). Благодаря окисной плёнке, которая образуется на поверхности металла, обладает высокой устойчивостью к коррозии. Также эта плёнка негативно влияет на сварку алюминия и его сплавов.
Температура плавления алюминия 660 ºC, но не всё так просто! Алюминий имеет на своей поверхности плёнку из оксида алюминия. Образуется она при взаимодействии алюминия с кислородом. Температура плавления оксида алюминия составляет 1982 C, что почти в три раза превышает температуру плавления чистого алюминия.
Основная задача перед тем как приступить к сварке или пайки, это удаление оксидной плёнки с поверхности металла. Удаление защитной плёнки является неотъемлемой частью технологии сварки и устраняется несколькими способами:
Удаление защитной плёнки является неотъемлемой частью технологии сварки и устраняется несколькими способами:
- механическим;
- химическим;
- электрическим способом.
Механический способ является самым простым и доступным. К такому способу относится обработка поверхности металлической щёткой, напильником или наждачной бумагой.
К химическому способу удаления оксидной плёнки относится травление металла. Травление осуществляется специальными щелочными растворами, которые наносят на поверхность металла. А также применяются сварочные флюсы в процессе сварки или пайки.
К электрическому способу относится сам процесс сварки, при котором происходит разрушение оксидной плёнки. Отличным примером такого способа является аргонодуговая сварка алюминия на переменном токе. При использовании переменного тока, происходит интенсивное разрушение окислив с поверхности металла.
Химический способ является самый эффективным. Но по причине того, что алюминий быстро окисляется, не стоит затягивать процесс сварки. Рекомендуется в течении 2-3 часов произвести процесс сварки или пайки.
Но по причине того, что алюминий быстро окисляется, не стоит затягивать процесс сварки. Рекомендуется в течении 2-3 часов произвести процесс сварки или пайки.
Выполнить сварку алюминия и его сплавов можно разными способами. Основные из них: аргонодуговая TIG, полуавтоматическая в среде защитных газов, ручная дуговая и газовая сварка. Также алюминий можно паять.
Аргонодуговая сварка алюминия выполняется вольфрамовым электродом в защитном газе аргоне. Лучшим вариантом будет применение смеси аргона и гелия. Дело в том, что гелий имеет более высокую теплопроводность, а это позволяет нагреть сварочную ванну до больших температур. Отлично подходит для деталей из тонколистового алюминия.
Как говорилось выше, сварку выполняется на переменном токе высокой частоты. Допускается небольшое выступание вольфрамового электрода из сопла. TIG сварка алюминия производится короткой дугой. Не допускается касание электрода поверхности расплавленной ванны. Это приведёт электрод к негодности.
Это приведёт электрод к негодности.
Возможно выполнять сварочные работы постоянным током прямой полярности. Использование постоянного тока может принести некоторые проблемы (в частности, тяжелое зажигание и поддержка дуги, разбрызгивание металла, большой расход присадочного материала и т.д.). Поэтому дл я сварки алюминия лучше применять переменный ток, или постоянный обратной полярности.
Перед сваркой необходимо выполнить качественное травление поверхности металла. Более подробную технологию и режимы сварки алюминия, производимую аргонодуговой сваркой можно прочесть здесь.
Ручная дуговая сварка алюминия
Ручная дуговая сварка алюминия выполняется электродами разного диаметра. Такой тип соединения применяется для неответственных изделий.
Чтобы заварить алюминий электродом, понадобится инвертор и алюмо-кремниевые электроды марок E 4043 или E 4047. Основная задача сварочных электродов – устранение небольших повреждений участков изделия в полевых условиях. Такой способ применяется крайне редко.
Основная задача сварочных электродов – устранение небольших повреждений участков изделия в полевых условиях. Такой способ применяется крайне редко.
Полуавтоматическая сварка в среде защитного газа (MIG)
Также можно сварить алюминий полуавтоматом. Сварку таким способом производят на постоянном токе обратной полярности. В качестве защитного газа выступает аргон. Он обеспечивает хорошую защиту сварочной ванны и стабильное горение дуги. В качестве наплавляемого материала применяется специальная проволока для сварки алюминия (СвAМг5, СвАМг6).
Хорошо использовать инверторные аппараты, которые снабжены специальным программным обеспечением, которое позволяет работать с алюминием. В таких устройствах заложены оптимальные режимы работы с таким металлом.
Наклон горелки при таком способе сварки — 30º относительно поверхности металла. Сварку можно выполнять без сопутствующих колебательных движений.
Сварку можно выполнять без сопутствующих колебательных движений.
При V – образной разделке корень шва варить короткой дугой.
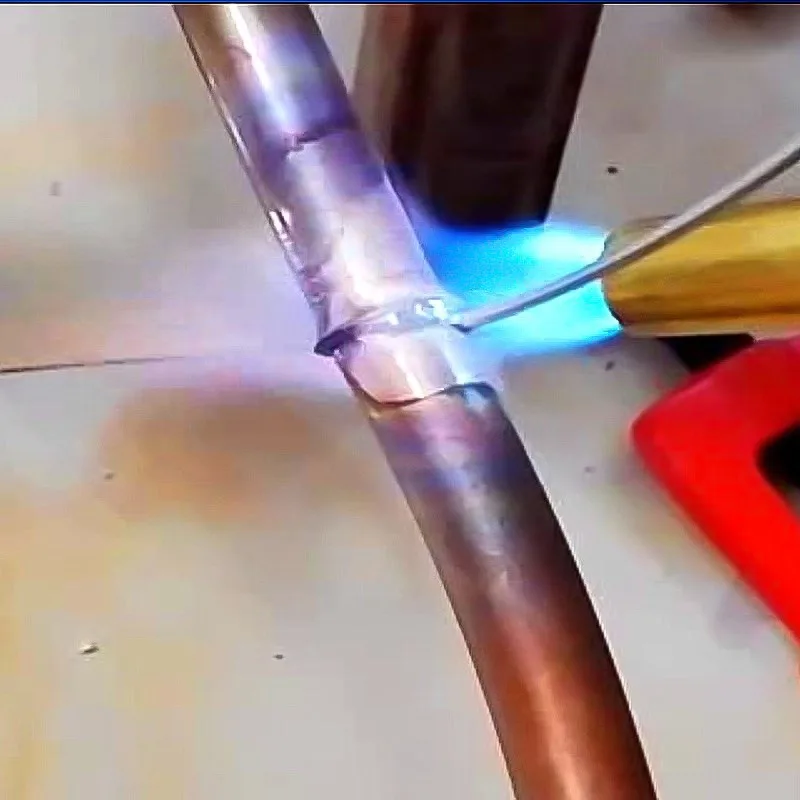
Газовая сварка алюминия
Для газовой сварки алюминия применяют газовые горелки. В качестве горючего гага используют ацетилен. Для раскисления сварочной ванны применяются специальные флюсы, которые способен растворить окись алюминия. В качестве присадки можно применить сплав алюминия и силиция (кремния).Для газовой сварки применяют присадочные прутки. Более подробную технику сварки алюминия горелкой можно прочесть здесь.
Газовая сварка алюминия | Сварка и сварщик
Алюминий и его сплавы широко применяют в промышленности в виде листов, труб и другого профильного материала. Сплавы алюминия имеют высокие механические свойства при малой плотности, что достигается легированием их марганцем (Mn), магнием (Mg), кремнием (Si), никелем (Ni), хромом (Сr) и другими элементами. Алюминиевые сплавы делят на две группы — деформируемые и литейные. Деформируемые, в свою очередь, подразделяют на неупрочняемые и упрочняемые термообработкой. К деформируемым неупрочняемым сплавам алюминия относят сплавы алюминия с Mg или Мn, а к термически упрочняемым — дюралюмины Д1, Д16 и сплавы АВ, АК и В-95. Из литейных сплавов наибольшее распространение получили силумины — сплавы алюминия с кремнием Si (4-12% Si). Литейные сплавы применяют для деталей, имеющих сложную конфигурацию.
Деформируемые, в свою очередь, подразделяют на неупрочняемые и упрочняемые термообработкой. К деформируемым неупрочняемым сплавам алюминия относят сплавы алюминия с Mg или Мn, а к термически упрочняемым — дюралюмины Д1, Д16 и сплавы АВ, АК и В-95. Из литейных сплавов наибольшее распространение получили силумины — сплавы алюминия с кремнием Si (4-12% Si). Литейные сплавы применяют для деталей, имеющих сложную конфигурацию.
Основной трудностью при сварке алюминия является образование на его поверхности оксидной пленки с температурой плавления 2050°С, которая затрудняет плавление металла и сплавление свариваемых кромок. Оксидная пленка имеет плотность 3,85 г/см3 и остается на поверхности сварочной ванны. Другая трудность при газовой сварке алюминия заключается в том, что при нагреве алюминий не меняет цвет, и поэтому трудно уловить момент начала его плавления. Для этого требуются опыт и навык сварщика.
При газовой сварке алюминия необходимо учитывать низкую температуру плавления и высокую теплопроводность, что требует правильного выбора мощности сварочного пламени.
| Толщина свариваемого металла, мм | до 1,5 | 1,6-3,0 | 3,1-5,0 | 5,1-10,0 | 10-15 |
| Диаметр присадочной проволоки, мм | 1,5-2,5 | 2,5-3 | 3-4 | 4-6 | 6-8 |
Для газовой сварки алюминия и его сплавов согласно ГОСТ 7871-75 используют 11 марок присадочной проволоки: Св-А97, Св-А5с, Св-АМц, Св-Мг3, Св-АМг5, Св-АМг6, Св-АМг7, Св-АК3, Св-АК5, Св-АКЮ, Св-АК12. При сварке алюминия используется сварочная проволока Св-АК5. Сплавы алюминий-магний сваривают сварочной проволокой Св-АК5, Св-АКЮ, Св-АМг3, Св-АМг5, в качестве присадка используют проволоку Св-АМц и Св-АК5.
Согласно ГОСТ 7871-75, применяют следующие диаметры сварочной проволоки: 0,8; 1,0; 1,2; 1,4; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 7,0; 8,0; 9,0; 10; 11; 12 мм.
Сварочная проволока должна иметь ровную, гладкую поверхность, без трещин, закатов и вмятин. Проволока поставляется в бухтах, масса бухты не должна превышать 40 кг. При сварке литейных алюминиевых сплавов применяют присадочной металл того же состава, что и основной. Основным видом соединений при газовой сварке деталей из алюминия и его сплавов являются стыковые соединения. Применение тавровых, угловых и особенно нахлесточных соединений не рекомендуется. Зазор между свариваемыми деталями следует устанавливать, руководствуясь данными, приведенными в таблице.
| Толщина деталей в стыковой соединении, мм | Величина зазора, мм | Расстояние между прихватами, мм |
| До 1,5 | 0,5-1,0 | 20-30 |
| 1,6-3,0 | 0,8-2,0 | 30-50 |
| 3,1-5,0 | 1,8-3,0 | 50-80 |
| 5,0-10,0 | 2,5-4,0 | 80-120 |
| 10,1-15,0 | 3,5-5,0 | 120-211 |
| 15,1-50,1 | 4,5-6,0 | 200-360 |
Стыковые соединения деталей толщиной до 4 мм выполняют без скоса кромок, с зазором между ними от 0,5 до 2 мм. При толщине металла свыше 5 мм обязательно делается V-образный скос кромок (угол 30-35° с каждой стороны). При толщинах свыше 12 мм рекомендуется двусторонняя Х-образная разделка кромок (угол 30-35° с каждой стороны). Разделку кромок осуществляют механическим способом. Кромки свариваемых деталей и присадочный материал перед сваркой необходимо тщательно очистить от грязи и масла напильником или металлической щеткой на ширину 30-40 мм с каждой стороны шва и обезжирить. Присадочную проволоку и свариваемые кромки промывают в течение 10 мин в щелочном растворе, составленном из 20-25 г едкого натра и 20-30 г углекислого натрия на 1 дм3 воды при температуре 65°С с последующей промывкой в проточной воде. После этого кромки и присадочную проволоку травят в течение 2 мин в 25%-ном растворе ортофосфорной кислоты или в 15%-ном растворе азотной кислоты. После травления детали и проволоку промывают в горячей, а потом в холодной воде и протирают ветошью.
При толщине металла свыше 5 мм обязательно делается V-образный скос кромок (угол 30-35° с каждой стороны). При толщинах свыше 12 мм рекомендуется двусторонняя Х-образная разделка кромок (угол 30-35° с каждой стороны). Разделку кромок осуществляют механическим способом. Кромки свариваемых деталей и присадочный материал перед сваркой необходимо тщательно очистить от грязи и масла напильником или металлической щеткой на ширину 30-40 мм с каждой стороны шва и обезжирить. Присадочную проволоку и свариваемые кромки промывают в течение 10 мин в щелочном растворе, составленном из 20-25 г едкого натра и 20-30 г углекислого натрия на 1 дм3 воды при температуре 65°С с последующей промывкой в проточной воде. После этого кромки и присадочную проволоку травят в течение 2 мин в 25%-ном растворе ортофосфорной кислоты или в 15%-ном растворе азотной кислоты. После травления детали и проволоку промывают в горячей, а потом в холодной воде и протирают ветошью.
Для удаления оксидов алюминия из сварочной ванны, а также облегчения разрушения оксидной пленки при газовой сварке алюминия и его сплавов применяют флюсы. Флюсы содержат легкоплавкие смеси хлористых соединений, щелочных и щелочноземельных элементов, к которым добавляют небольшое количество фтористых соединений. Флюсы наносят на свариваемые кромки или нагретую сварочную проволоку в виде порошка или пасты, приготовленной на воде или спирте. Для разведения флюса применяется фарфоровая, стеклянная или эмалированная посуда, разводят флюс в необходимом количестве из расчета хранения его 4-5 ч. Более длительное хранение флюса в разведенном состоянии снижает его активность.
Флюсы содержат легкоплавкие смеси хлористых соединений, щелочных и щелочноземельных элементов, к которым добавляют небольшое количество фтористых соединений. Флюсы наносят на свариваемые кромки или нагретую сварочную проволоку в виде порошка или пасты, приготовленной на воде или спирте. Для разведения флюса применяется фарфоровая, стеклянная или эмалированная посуда, разводят флюс в необходимом количестве из расчета хранения его 4-5 ч. Более длительное хранение флюса в разведенном состоянии снижает его активность.
Флюс на проволоку и кромки наносят чистой кистью или конец присадочной проволоки погружают в разведенный флюс. Флюс наносят тонким слоем на подготовленные кромки детали и на прилегающие к шву поверхности на расстояние, равное трехкратной ширине шва.
Содержащиеся во флюсах фтористые соединения растворяют в расплавленном состояний оксид алюминия. Хлористые соли лития отнимают кислород от оксида алюминия. Все флюсы для сварки алюминия, особенно те, которые содержат хлористый литий, очень гигроскопичны, поэтому их хранят в герметически закрытых банках и открывают лишь перед употреблением. При выполнении прихватки флюс наносят только на присадочный металл. После сварки остатки флюса необходимо удалять с поверхности шва и прилегающей к нему зоне для предотвращения коррозии сварного соединения. Сварные швы очищают металлической щеткой с последующей промывкой 2%-ным раствором азотной кислоты, затем горячей водой и просушкой.
При выполнении прихватки флюс наносят только на присадочный металл. После сварки остатки флюса необходимо удалять с поверхности шва и прилегающей к нему зоне для предотвращения коррозии сварного соединения. Сварные швы очищают металлической щеткой с последующей промывкой 2%-ным раствором азотной кислоты, затем горячей водой и просушкой.
При газовой сварке алюминия и его сплавов пламя берется нормальное. Избыток кислорода и горючего газа не допускается, так как свободный кислород окисляет алюминий, а избыток горючего газа приводит к сильной пористости шва. Мощность сварочного пламени выбирается из расчета расхода ацетилена 75 дм3/ч на 1 мм толщины свариваемого изделия. Расход ацетилена в зависимости от толщины свариваемого металла приведен ниже:
| Толщина металла, мм | Расход ацетилена, дм3/ч |
| 1,5 | 50-100 |
| 1,6-3 | 100-200 |
| 3,1-5 | 200-400 |
| 5,1 -10 | 400-700 |
| 10,1-15 | 700-1200 |
| 15,1-25 | 900-1200 |
| 25,1-50 | 900-1200 |
Газовую сварку выполняют восстановительной зоной пламени, расстояние от конца ядра до свариваемой поверхности 3-5 мм. Сварку ведут левым способом. Угол наклона мундштука горелки к поверхности свариваемого металла в начале сварки должен составлять почти 90°, а затем по мере прогрева свариваемых деталей угол устанавливается в зависимости от их толщины. Мундштук горелки располагают под углом 20-45° к свариваемой поверхности. Угол наклона присадочной проволоки во всех случаях составляет 40- 60° к свариваемой поверхности.
Сварку ведут левым способом. Угол наклона мундштука горелки к поверхности свариваемого металла в начале сварки должен составлять почти 90°, а затем по мере прогрева свариваемых деталей угол устанавливается в зависимости от их толщины. Мундштук горелки располагают под углом 20-45° к свариваемой поверхности. Угол наклона присадочной проволоки во всех случаях составляет 40- 60° к свариваемой поверхности.
Виды поперечных колебаний мундштука горелки и сварочного прутка зависят от толщины свариваемого металла. При газовой сварке деталей из алюминиевых сплавов толщиной до 3 мм поперечных колебаний не делают, а при. больших толщинах в процессе сварки горелки выполняют различные поперечные колебания. При сварке алюминиевых деталей свыше 5 мм применяют правый способ сварки.
При газовой сварке алюминия необходимо стремиться к тому, чтобы сварка выполнялась только в нижнем положении. Сварку листов необходимо начинать, отступив от края на 50-100 мм, с последующей заваркой оставленного участка в обратном направлении. Сварочный процесс должен выполняться непрерывно, отрыв сварочного пламени от ванны расплавленного металла не допускается. Свариваемые детали толщиной более 10 мм перед сваркой рекомендуется подогревать до температуры 300-350°С. Подогрев осуществляется в электрических, газовых печах или газовыми горелками. Литые детали из алюминиевых сплавов сваривают с общим подогревом до температуры 250°С, отливки из силумина — до температуры 350-400°С. При заварке трещин концы их засверливают, разделывают до определенного угла и заваривают от середины к краям. Длинные трещины заваривают обратноступенчатым способом.
Сварочный процесс должен выполняться непрерывно, отрыв сварочного пламени от ванны расплавленного металла не допускается. Свариваемые детали толщиной более 10 мм перед сваркой рекомендуется подогревать до температуры 300-350°С. Подогрев осуществляется в электрических, газовых печах или газовыми горелками. Литые детали из алюминиевых сплавов сваривают с общим подогревом до температуры 250°С, отливки из силумина — до температуры 350-400°С. При заварке трещин концы их засверливают, разделывают до определенного угла и заваривают от середины к краям. Длинные трещины заваривают обратноступенчатым способом.
|
20.05.2013 Особенности алюминия, влияющие на характер сварки Свойства алюминия и его сплавов отличаются от свойств сталей, поэтому их сварка имеет ряд особенностей. Алюминий характеризуется низкой температурой плавления — около 640°C, то есть она значительно ниже температуры плавления стали (около 1500°С), причем прочность его при нагреве резко снижается. Кроме того, он не меняет цвет при нагреве (что характерно для большинства металлов) и вследствие этого не «подсказывает» сварщику, что нагрет почти до температуры плавления. Таким образом, из-за специфических свойств алюминия (высокая теплопроводность и низкая температура плавления в сочетании со значительным уменьшением прочности при нагреве) вероятность «прожога» или даже расплавления детали при сварке алюминия значительно выше, чем при сварке стали. Алюминий имеет значительную литейную усадку (в 2 раза больше, чем у стали), поэтому при затвердевании металла сварочной ванны в нем развиваются значительные внутренние напряжения и деформации, ведущие к образованию так называемых «горячих трещин». В настоящее время из всех известных способов для сварки алюминия при ремонте автомобилей, чаще всего применяются два следующих: аргонодуговая и полуавтоматическая. Способ аргонодуговой сварки вольфрамовым электродом (в отличие от сварки сталей, ведущейся на постоянном токе) для сварки алюминия и его сплавов применяется процесс на переменном токе (для разрушения оксидной пленки). В последнее время наиболее популярны инверторные источники питания, с возможностью изменения частоты напряжения. Сварку тонкостенных алюминиевых деталей рекомендуется проводить на повышенной частоте, а заварку дефектов отливок — на пониженной. Полуавтоматическая сварка алюминия и его сплавов более производительна, по сравнению с аргонодуговой. Она выполняется на постоянном токе с положительной полярностью на электроде либо капельным переносом в импульсном режиме. Сварка в импульсном режиме выполняется обычно инверторными источниками питания, например NN PULSEMIG 270. Полуавтоматическая сварка для ремонта алюминиевых автомобильных кузовов Аппараты для контактно-точечной сварки не могут использоваться для соединения алюминиевых деталей, поскольку в этом случае потребуется ток в три раза большей силы. Если значительно увеличить продолжительность сварки, создать сварную точку все равно не удастся, поскольку тепло на границе контактируемых поверхностей будет слишком быстро рассеиваться в окружающую среду и подлежащий свариванию алюминий не будет плавиться. Стандартные MIG/MAG-аппараты подходят для сварки алюминия весьма условно. Оптимального результата можно добиться, используя аппараты, которые снабжены специальной программой для сварки алюминия (ALU). В профессиональной линейке RedHotDot полуавтоматов HOTMIG 3/19/27 и 29 все аппараты оснащены программой сварки алюминия.
Алюминиевая проволока значительно мягче стальной. В связи с этим рекомендуется применять четырехроликовое подающее устройство для того, чтобы прижимное усилие распределялось на каждую пару роликов. Ролики для подачи алюминиевой проволоки должны иметь U-образную канавку, чтобы защитить поверхность проволоки от повреждения. Применение приводных горелок со встроенной собственной катушкой Ø 100 мм, SpoolGun специально разработанных для мягкой алюминиевой проволоки небольшого сечения до Ø 0. Для аппаратов, не оснащённых специальным разъёмом для SpoolGun, существуют готовые горелки для алюминия, в качестве направляющей применяется тефлоновая трубка для уменьшения трения проволоки и заменены контактные трубки. При сварке деталей из алюминия горелку устанавливают под углом 10-20° к вертикали. Расстояние между соплом горелки и свариваемыми деталями должно быть 10-15 мм. При большем расстоянии необходимо увеличивать давление защитного газа для обеспечения защиты сварочной ванны. Расход защитного газа 12-24 л/мин.
Сварка «электрозаклепкой» через отверстие в верхнем листе Сварить два алюминиевых листа можно двумя следующими способами. Первый из них предусматривает наличие отверстия только в верхнем листе, второй – в обоих листах. Прежде чем приступить к сварке, нужно удалить лаковое покрытие в зоне сваривания. В отличие от стальных листов перед сваркой алюминия требуется устранить оксидную пленку, лучше всего – с помощью шлифовальной машинки или наждачной бумаги зернистостью P 80. Непосредственно перед сваркой зону сварки рекомендуется еще раз очистить от оксидной пленки, обработав щеткой из нержавеющей стали. Края вокруг отверстий верхнего и нижнего листов для удаления оксидной пленки следует отшлифовать до металлического блеска (диаметр обработанных участков – 25 мм). Для лучшего прилегания листов следует отшлифовать и располагающиеся вокруг отверстий участки внутренних поверхностей: диаметр отшлифованных зон поверхности – около 15 мм. Исходная точка сварки в среде защитного газа должна располагаться на расстоянии 10-15 мм от отверстий. Как только сварной шов достигнет края отверстия, при двухслойной сварке с отверстием только в верхнем листе необходимо сразу перейти к донышку, где выполняют сварной шов по всей окружности. На обратной стороне нижнего листа при хорошем качестве сварки должен выступать валик сварного шва, величина которого должна составлять 1/3 – 2/3 от толщины листа. При сквозном отверстии через несколько листов также применяют внешнее зажигание дуги. Когда сваривают два листа, сварочную горелку по достижении края отверстия перемещают к месту смыкания листов внутри отверстия. Отверстие будет заполнено материалом электрода, если соответствующую окружность обойти сварочным швом полтора раза. Когда сваривают три листа, горелку направляют к тому месту в отверстии, где смыкаются нижний и средний листы. В этом случае, чтобы отверстие оказалось заполнено достаточным количеством материала, следует обойти окружность сварочным швом дважды. Далее сошлифовывают выступающий с обратной стороны сварной шов и дополнительно обрабатывают обратную поверхность проволочной металлической щеткой. В заключение проваривают края отверстия с обратной стороны, располагая сварочную горелку перпендикулярно поверхности. При этом сварной шов также должен начинаться от внешней точки начала горения дуги. |
||||
 Алюминий имеет высокую теплопроводность (примерно в 5 раз выше, чем у рядовых сталей), поэтому тепло от места сварки интенсивно отводится в свариваемые детали. Это диктует необходимость повышенного тепловложения по сравнению со сваркой сталей. Из-за этого же рекомендуется предварительный подогрев массивных алюминиевых деталей.
Алюминий имеет высокую теплопроводность (примерно в 5 раз выше, чем у рядовых сталей), поэтому тепло от места сварки интенсивно отводится в свариваемые детали. Это диктует необходимость повышенного тепловложения по сравнению со сваркой сталей. Из-за этого же рекомендуется предварительный подогрев массивных алюминиевых деталей.
 При этом источник постоянно выдает базовый ток (достаточный для поддерживания дуги, но слишком низкий для обеспечения отрыва капель расплавленного металла от электрода и переноса их к сварочной ванне) и кратковременно выдает в виде импульсов ток больших значений, обеспечивающий контролируемый перенос капель металла от расходуемого электрода к изделию. Импульсный режим имеет преимущества перед капельным переносом, так как позволяет вести сварку во всех пространственных положениях, из-за меньшего тепловложения облегчает сварку тонкостенных изделий и уменьшает разбрызгивание. Импульсные аппараты значительно дороже традиционных, основное своё применение нашли в промышленности, сборочных производственных конвейерах.
При этом источник постоянно выдает базовый ток (достаточный для поддерживания дуги, но слишком низкий для обеспечения отрыва капель расплавленного металла от электрода и переноса их к сварочной ванне) и кратковременно выдает в виде импульсов ток больших значений, обеспечивающий контролируемый перенос капель металла от расходуемого электрода к изделию. Импульсный режим имеет преимущества перед капельным переносом, так как позволяет вести сварку во всех пространственных положениях, из-за меньшего тепловложения облегчает сварку тонкостенных изделий и уменьшает разбрызгивание. Импульсные аппараты значительно дороже традиционных, основное своё применение нашли в промышленности, сборочных производственных конвейерах.
 8 мм, полностью исключает замятие и застревание проволоки в рукаве горелки. Сварочный полуавтомат должен иметь евроразъём и специальную розетку для подключения вилки дистанционного управления, как у аппаратов HOTMIG 19, HOTMIG27 и HOTMIG 29.
8 мм, полностью исключает замятие и застревание проволоки в рукаве горелки. Сварочный полуавтомат должен иметь евроразъём и специальную розетку для подключения вилки дистанционного управления, как у аппаратов HOTMIG 19, HOTMIG27 и HOTMIG 29. Если сварке подлежат три листа, также сверлят общее сквозное отверстие. Диаметр отверстий должен составлять 10 мм, в том числе и при удалении деформированной части кузова фрезерованием сварных точек.
Если сварке подлежат три листа, также сверлят общее сквозное отверстие. Диаметр отверстий должен составлять 10 мм, в том числе и при удалении деформированной части кузова фрезерованием сварных точек. Благодаря такому внешнему зажиганию дуги осуществляется прогрев зоны сварки и обеспечивается хорошее проникновение материала электрода в исходной точке.
Благодаря такому внешнему зажиганию дуги осуществляется прогрев зоны сварки и обеспечивается хорошее проникновение материала электрода в исходной точке.
Сварка алюминия несложная, просто другая
Менеджер по техническим вопросам компании AlcoTec Wire Corp Тони Андерсон видел, как использование алюминия изменило производство прицепов и кузовов грузовиков.
Он видел, как производители использовали желательные характеристики алюминия — его легкий вес, высокую прочность, универсальность как в экструзии, так и в литье, а также коррозионную стойкость — и воспользовались улучшенной топливной экономичностью и превосходными возможностями переработки.
Наряду с этим он видел проблемы, с которыми приходится сталкиваться при сварке.
«Произошли изменения в культуре и в понимании разницы между сталью и алюминием — потому что они очень разные в том, что касается сварки», — говорит он. «Довольно часто считается, что сварить алюминий очень сложно, что на самом деле не так. Это просто другое. Как только вы поймете разницу, сварить его будет очень легко — гораздо проще, чем сталь».
Андерсон написал статью «Дуговая сварка алюминия в производстве грузовых прицепов: понимание характеристик оборудования и необходимость технического обучения».
Он говорит, что его личные интересы направлены на разработку и использование одного из наиболее традиционных методов сварки алюминия: дуговой сварки металлическим газом (GMAW) или сварки в среде инертного газа (MIG).
Некоторыми присущими сварке MIG алюминия проблемами, по сравнению со сваркой стали, являются: непровар, неполное проплавление в начале сварного шва и образование кратеров или концевых трещин на концах сварного шва. Он говорит, что в последнее время были усовершенствованы как источники питания, так и системы подачи, используемые для этого процесса сварки:
Он говорит, что в последнее время были усовершенствованы как источники питания, так и системы подачи, используемые для этого процесса сварки:
- Возможность подачи
Он говорит, что это способность последовательно подавать сварочную проволоку в катушке при сварке MIG, без перерыва.
«Самая частая проблема при переходе от сварки MIG стали к сварке MIG алюминия — это, пожалуй, самая распространенная проблема», — говорит он. «Возможность подачи — гораздо более важная проблема для алюминия, чем для стали. В первую очередь это связано с различием механических свойств материалов.
«Стальная сварочная проволока приспособлена, ее легче подавать на большее расстояние и она выдерживает гораздо большее механическое воздействие по сравнению с алюминиевой. Алюминий мягче, более подвержен деформации или стружке во время операции подачи и, следовательно, требует гораздо большего внимания при выборе и настройке системы подачи для сварки МИГ.
«Проблемы с подачей проволоки часто проявляются в форме неравномерной подачи проволоки или обратного прожога (приплавление сварочной проволоки к внутренней части контактного наконечника).
Чтобы предотвратить чрезмерные проблемы с подачей такого рода, важно понимать всю систему подачи и ее влияние на алюминиевую сварочную проволоку».Он говорит, что при запуске системы подачи со стороны катушки в первую очередь необходимо учитывать настройки тормоза. По его словам, натяжение тормоза должно быть сведено к минимуму. Требуется только достаточное тормозное давление, чтобы предотвратить свободное вращение катушки при остановке сварки.
«Электронные тормозные системы, а также электронные и механические комбинации были разработаны для обеспечения большей чувствительности тормозной системы», — говорит он. «Входные и выходные направляющие, а также вкладыши, которые обычно изготавливаются из металлического материала для сварки стали, должны быть изготовлены из неметаллического материала, такого как нейлон, чтобы предотвратить истирание и стружку алюминиевой проволоки.
«Были разработаны приводные валки, часто с контурами U-образного типа со скошенными и не острыми краями, которые являются гладкими, выровненными и обеспечивают правильное давление приводных валков.
Чрезмерное давление приводного ролика может деформировать алюминиевую проволоку и увеличить сопротивление трения через вкладыш и контактный наконечник. Контактный наконечник I.D. и качество имеют большое значение.«Мы видим появление контактных наконечников, изготовленных специально для сварки алюминия, с гладкими внутренними отверстиями и отсутствием острых заусенцев на входном и выходном концах наконечников, которые могут легко срезать более мягкие алюминиевые сплавы. Алюминиевая сварочная проволока используется как в нажимных, так и в тянущих системах подачи; однако признаются ограничения, зависящие от области применения и расстояния подачи. Системы двухтактной подачи для алюминия были разработаны и усовершенствованы, чтобы помочь решить проблемы с подачей, и могут использоваться в более важных/специализированных операциях, таких как роботизированные и автоматизированные приложения».
- Горячий запуск
Он говорит, что алюминий имеет теплопроводность примерно в шесть раз больше, чем сталь, и из-за этой способности быстро отводить тепло от зоны сварки всегда существовала неотъемлемая проблема, особенно при начале сварки этого материала.
Он добавляет, что нередко происходит неполное проплавление в начале сварки алюминия из-за высокой теплопроводности материала.«Одним из методов, который теперь можно использовать для решения этой проблемы, особенно на более толстых алюминиевых профилях, используемых в конструкционных приложениях, является использование оборудования с функцией горячего пуска», — говорит он. «Эта функция может позволить пользователю программировать характеристики начального тока сварки независимо от общих параметров сварочного тока, тем самым предоставляя пользователю возможность начать сварку с более высокой плотностью тока в течение заданного периода времени, прежде чем перейти к общему режиму сварки. Условия для остальной части сварного шва.
«Это позволяет использовать более высокое тепловложение в начале сварки, что может помочь преодолеть значительный отвод тепла, связанный с этим материалом, до того, как область сварки нагреется в процессе сварки. Результатом этого метода является устранение или значительное снижение вероятности неполного сплавления в начале сварки и, таким образом, увеличение ожидаемого срока службы сварных компонентов, подвергающихся высоким нагрузкам или усталостным нагрузкам».
- Функция заполнения кратера
Он говорит, что другие характеристики алюминия, которые могут создавать проблемы при сварке, связаны с его тепловым расширением (которое примерно вдвое больше, чем у стали) и его усадкой при затвердевании (которое составляет 6% по объему). Это может увеличить как деформацию, так и размер кратера сварки.
«Одной из распространенных проблем при сварке алюминия является растрескивание кратера или то, что иногда называют растрескиванием концов», — говорит он. «При сварке MIG на обычном оборудовании после отпускания курка сварочной горелки дуга гаснет, и в сварочную ванну не добавляется дополнительный присадочный металл для заполнения кратера. Следовательно, если не принять никаких дополнительных мер предосторожности, останется большая воронка, которая будет иметь более высокую вероятность растрескивания.
«Кратеры могут быть серьезными дефектами, и большинство стандартов сварки требуют, чтобы они были заполнены и не имели трещин.
Сливные язычки или другие методы обнаружения кратеров сварки на обрезках вдали от сварного шва обычно непрактичны. Однако, если размер сварочной ванны можно уменьшить до того, как дуга полностью погаснет, образующийся кратер может быть очень маленьким или почти полностью исчезнуть, и, следовательно, сварной шов может быть свободен от трещин.«В прошлом для решения этой проблемы с подключением использовался ряд методов сварки. Изменение направления движения в конце сварного шва, увеличение скорости движения для уменьшения размера кратера, а также обеспечение подходящего наращивания и повторного формования области кратера заподлицо с поверхностью сварного шва механическими средствами — вот некоторые из используемых методов. Эти методы часто трудно контролировать, они требуют специальной подготовки и не всегда достигают своей цели.
«В последнее время для сварки алюминия было разработано сварочное оборудование со встроенной функцией заполнения кратера. Эта функция предназначена для постепенного прекращения сварки путем уменьшения сварочного тока в течение заданного периода времени по мере завершения сварки.
Эта функция может быть регулируемой, чтобы пользователь мог выбирать наиболее благоприятные условия окончания сварки и, таким образом, предотвращать образование кратера в месте окончания сварного шва. Испытания показали, что эта функция заполнения кратера чрезвычайно удобна для пользователя и очень эффективна в устранении проблемы растрескивания кратера».
 Чтобы предотвратить чрезмерные проблемы с подачей такого рода, важно понимать всю систему подачи и ее влияние на алюминиевую сварочную проволоку».
Чтобы предотвратить чрезмерные проблемы с подачей такого рода, важно понимать всю систему подачи и ее влияние на алюминиевую сварочную проволоку». Чрезмерное давление приводного ролика может деформировать алюминиевую проволоку и увеличить сопротивление трения через вкладыш и контактный наконечник. Контактный наконечник I.D. и качество имеют большое значение.
Чрезмерное давление приводного ролика может деформировать алюминиевую проволоку и увеличить сопротивление трения через вкладыш и контактный наконечник. Контактный наконечник I.D. и качество имеют большое значение. Он добавляет, что нередко происходит неполное проплавление в начале сварки алюминия из-за высокой теплопроводности материала.
Он добавляет, что нередко происходит неполное проплавление в начале сварки алюминия из-за высокой теплопроводности материала.
 Сливные язычки или другие методы обнаружения кратеров сварки на обрезках вдали от сварного шва обычно непрактичны. Однако, если размер сварочной ванны можно уменьшить до того, как дуга полностью погаснет, образующийся кратер может быть очень маленьким или почти полностью исчезнуть, и, следовательно, сварной шов может быть свободен от трещин.
Сливные язычки или другие методы обнаружения кратеров сварки на обрезках вдали от сварного шва обычно непрактичны. Однако, если размер сварочной ванны можно уменьшить до того, как дуга полностью погаснет, образующийся кратер может быть очень маленьким или почти полностью исчезнуть, и, следовательно, сварной шов может быть свободен от трещин. Эта функция может быть регулируемой, чтобы пользователь мог выбирать наиболее благоприятные условия окончания сварки и, таким образом, предотвращать образование кратера в месте окончания сварного шва. Испытания показали, что эта функция заполнения кратера чрезвычайно удобна для пользователя и очень эффективна в устранении проблемы растрескивания кратера».
Эта функция может быть регулируемой, чтобы пользователь мог выбирать наиболее благоприятные условия окончания сварки и, таким образом, предотвращать образование кратера в месте окончания сварного шва. Испытания показали, что эта функция заполнения кратера чрезвычайно удобна для пользователя и очень эффективна в устранении проблемы растрескивания кратера».Андерсон говорит, что, несмотря на то, что более широкое использование сварки алюминия повысило спрос в отрасли на технически компетентный персонал, по-прежнему не хватает опытных инженеров-сварщиков, техников, инспекторов, контролеров и сварщиков, потому что сварка алюминия традиционно составляла небольшая часть всей сварочной промышленности.
В рамках своей роли в Техническом консультативном совете Университета штата Феррис, который выпускает наибольшее количество инженеров-сварщиков из всех колледжей США, Андерсон пытался помочь разработать учебную программу, в которой больше внимания уделяется алюминию. Его компания также проводит четырехдневные программы по технологии сварки алюминия на различных заводах, которые переходят от стали к алюминию.
Его компания также проводит четырехдневные программы по технологии сварки алюминия на различных заводах, которые переходят от стали к алюминию.
Какие алюминиевые сплавы лучше всего подходят для сварки?
Алюминий и его сплавы чрезвычайно популярны для широкого спектра применений. Тем не менее, существует распространенное заблуждение, что алюминий не может быть эффективно соединен с помощью обычных процессов сварки, как стальные сплавы.
Многие люди думают, что у них нет другого выбора, кроме как соединить алюминиевые детали с помощью механических застежек, таких как заклепки, но на самом деле все сложнее. Есть некоторые нюансы, когда речь идет о сварке алюминия.
В этой статье вы получите общее представление о том, насколько поддаются сварке алюминий и его сплавы. Вы также узнаете о методах сварки и о шести лучших алюминиевых сплавах для сварки. Эта информация поможет вам определить, можно ли сваривать алюминиевое изделие.
Содержание
Насколько алюминий поддается сварке?
Квадратные алюминиевые профили, вваренные в раму
Вообще говоря, способность алюминия к сварке (свариваемость) варьируется в зависимости от серии сплавов. Он может варьироваться от «очень хорошо» до «не поддается сварке обычными методами дуговой сварки». Тем не менее, большинство алюминиевых сплавов можно сваривать в правильных условиях и при соблюдении надлежащих мер предосторожности.
Он может варьироваться от «очень хорошо» до «не поддается сварке обычными методами дуговой сварки». Тем не менее, большинство алюминиевых сплавов можно сваривать в правильных условиях и при соблюдении надлежащих мер предосторожности.
Из-за его физических и химических свойств методы сварки алюминия отличаются от других металлов. Таким образом, эту практику должны выполнять только профессионалы, специально обученные сварке алюминия.
В частности, сварка алюминия усложняется двумя свойствами.
- Оксидный слой на его поверхности
- Теплопроводность алюминия
Давайте поговорим о каждом из этих свойств.
Оксидный слой
Одной из мер предосторожности, которую должны соблюдать сварщики при работе с алюминием, является подготовка или очистка поверхности, которую они собираются сваривать. Алюминий естественным образом образует на своей поверхности слой оксида, что вызывает проблемы.
Этот оксидный слой устойчив к коррозии — желательное качество в большинстве случаев — но материал твердый. Его температура плавления почти в три раза выше, чем у алюминия. Таким образом, если оксид алюминия не будет полностью удален, он может создать загрязнения в соединении, что приведет к пористости и трещинам.
Его температура плавления почти в три раза выше, чем у алюминия. Таким образом, если оксид алюминия не будет полностью удален, он может создать загрязнения в соединении, что приведет к пористости и трещинам.
Теплопроводность
Следует также помнить, что алюминий имеет гораздо более высокую теплопроводность, чем сталь. И хотя его температура плавления ниже, чем у стали, вам нужно приложить больше тепловой энергии к сварному шву.
Одним из способов борьбы с высокой теплопроводностью в некоторых соединениях является предварительный нагрев алюминия. Опытные сварщики делают это, чтобы предотвратить прожоги на более тонких алюминиевых участках и на более толстых материалах, чтобы обеспечить достаточное проплавление сварного шва.
Методы сварки алюминия
Человек, использующий сварочный аппарат TIG для изготовления алюминиевой рамы
Лучший метод сварки конкретного алюминиевого изделия зависит от различных факторов. Это может быть толщина материала, назначение детали и свариваемые сплавы.
Вообще говоря, двумя наиболее распространенными методами сварки алюминия являются сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG). Для этих процедур обученный специалист должен подобрать соответствующий состав присадочного металла. Они будут принимать во внимание различные факторы, такие как:
- Свариваемость основного металла
- Требования к механическим свойствам
- Коррозионная стойкость
- Анодирующие покрытия
Существуют таблицы, помогающие выбрать соответствующие присадочные металлы для многих алюминиевых сплавов.
Сварка трением с перемешиванием (FSW) — это еще один тип сварки, который можно использовать в некоторых случаях для создания очень высокопрочных сварных швов. В отличие от методов дуговой сварки, которые мы упоминали, он включает использование высокоскоростного вращающегося цилиндрического инструмента для размягчения и смешивания алюминия.
К сожалению, СТП может не подходить для всех случаев, так как требует специальной настройки оборудования и позволяет сваривать только стыковые соединения.
Для сварки алюминия можно использовать несколько других методов сварки, например лазерную сварку (LBW). Однако в большинстве отраслей они менее распространены.
Свариваемость различных серий сплавов
Квадратные экструдированные алюминиевые трубы
Хотя свариваемость различных алюминиевых сплавов различается, вы можете определенно увидеть закономерности в их свариваемости, которые различаются в зависимости от их основных легирующих элементов или серий марок.
Сплавы серий 2XXX и 7XXX обладают очень высокой прочностью и часто используются в аэрокосмической и авиационной промышленности. Но эти сплавы иногда называют «несвариваемыми».
Большинство сплавов этой серии чрезвычайно склонны к горячему растрескиванию из-за содержания в них меди или цинка. Однако термин «несвариваемый» вводит в заблуждение, поскольку некоторые из этих сплавов действительно можно сваривать. Но сварщик должен принять особые меры предосторожности, чтобы обеспечить хорошее качество сварки.
Сплавы, принадлежащие к серии 6XXX, обладают хорошей свариваемостью, если используются соответствующие методы для предотвращения их склонности к растрескиванию. Они не такие прочные, как сплавы 2ХХХ и 7ХХХ, но обладают другими превосходными физическими свойствами. Сплавы серии 6XXX часто используются в сварочных работах, несмотря на трудности.
Сплавы серии 4XXX обычно используются в качестве присадочного материала для сварки других алюминиевых сплавов, включая сплавы серии 6XXX. Содержание в них кремния значительно снижает их температуру плавления и позволяет им улавливать некоторые легирующие компоненты других термообрабатываемых сплавов.
Наконец, остальные сплавы серий 1XXX, 3XXX и 5XXX обычно демонстрируют свариваемость от хорошей до отличной, хотя только сплавы серии 5XXX обычно используются для применений, требующих структурной целостности.
6 Распространенные алюминиевые сплавы для сварки
В следующей таблице показаны некоторые наиболее часто свариваемые алюминиевые сплавы.
| Обозначение сплава | Преимущества | Недостатки | Общие приложения |
|---|---|---|---|
| 3003 | Очень популярный сплав общего назначения. Отличная формуемость и свариваемость | Не особенно сильный. | Обработка листового металла, штамповка, топливные баки, кухонная утварь, электроника. |
| 5052 | Прочнее, чем 3003. Хорошая свариваемость и отличная коррозионная стойкость. | Не подлежит термообработке. | Сосуды под давлением, резервуары, гидравлические трубки, приборы, морское оборудование. |
| 5083 | Высокая эффективность сварки и очень высокая прочность соединения. Хорошая коррозионная стойкость. | Не подлежит термообработке. | Буровые установки, резервуары и морские компоненты, криогенные установки. |
| 5454 | Прочность от средней до высокой, отличная свариваемость. | Не рекомендуется для облицовки. | Применения в условиях высоких температур, например, для перевозки автоцистерн с горячим асфальтом и самосвальных кузовов, а также для хранения некоторых емкостей для хранения химикатов, таких как перекись водорода. |
| 6061 | Хороший универсальный сплав. | Не лучший рейтинг в какой-либо конкретной области. | Конструкционные и сварные узлы, вагоны, трубопроводы, самолеты, автозапчасти. |
| 6063 | Средняя прочность и хорошая коррозионная стойкость, свариваемость и обрабатываемость. | Плохая обрабатываемость. | Прессованные детали, такие как перила из труб, мебель, архитектурное, медицинское оборудование. |
Вывод: можно ли сваривать алюминиевые изделия?
Роботизированный сварочный аппарат
Если процесс формирования требует сварки вашего алюминиевого изделия, есть большая вероятность, что вы сможете это сделать! За некоторыми исключениями, такими как многие представители серий 2XXX и 7XXX, алюминиевые изделия можно соединять с помощью соответствующих методов сварки.
В дополнение к ручной сварке вы также можете использовать роботизированную сварку для своего проекта. Роботизированная сварка обеспечивает более высокую точность сварки, согласованность и большую производительность. В Gabrian мы используем роботизированные сварочные установки для некоторых наших клиентов, занимающихся экструзией алюминия.
Если вам нужна помощь в изготовлении вашего следующего изделия из алюминия или требуется помощь в обработке, свяжитесь с нашей командой специалистов по обслуживанию. Вы также можете ознакомиться с нашими линиями алюминиевого проката и изделий из экструдированного алюминия, чтобы узнать, как мы можем удовлетворить ваши производственные потребности.
Почему алюминий так трудно сваривается?
Алюминий быстро становится популярным металлом в производстве. Он легкий, не вызывает коррозии и имеет привлекательный внешний вид, что делает его идеальным материалом для многих проектов. Однако многие из тех же свойств, которые делают алюминий отличным вариантом для изготовления, также являются причинами, по которым с ним может быть трудно работать.
Хотя может показаться заманчивым предположить, что принципы сварки можно обобщить для целого ряда металлов, это далеко не так. Сварка связана с химией, и каждый металл обладает уникальными химическими свойствами, которые требуют особых процессов. Алюминий не ведет себя так, как другие металлы во время сварки, поэтому может быть сложно определить ход и качество сварки.
Проще говоря, алюминий плохо поддается сварке, потому что он мягкий, очень чувствительный металл, изолированный более прочным оксидным слоем. Алюминий очень чувствительны к примесям в расплавленном состоянии, что увеличивает риск со слабыми, пористыми сварными швами. Низкая температура плавления и отличные тепловые характеристики. проводимость создают гораздо меньшее окно работоспособности, чем вы могли бы получить с металл как сталь. Это маленькое окно в сочетании с недостатком визуального восприятия алюминия. показаний, может затруднить оценку хода сварки.
«Первый день в школе» (CC BY 2. 0) Айко, Томаса и Джульетты+Исаака
0) Айко, Томаса и Джульетты+Исаака
Специальные инструменты и методы необходимы для эффективного изучения некоторых более сложных свойств алюминия. Однако вам не нужно быть мастером-сварщиком, чтобы научиться работать с алюминием. Нужно просто понять материал — почему он действует так, а не иначе и что вы можете сделать, чтобы работать с ним наиболее эффективно. Обладая этими знаниями и практикой, любой может научиться сваривать алюминий как профессионал.
Алюминий и стальСталь и алюминий по-разному реагируют на тепло, что затрудняет передачу принципы сварки от одного к другому совсем не бесшовные. Для начинающих, температура плавления алюминия значительно ниже, чем у стали, 1221 F (660,3°C) и 2500°F (1370°C) соответственно.
Сталь во время сварки проявляет характерные признаки, которые помогают вам ориентироваться
процесс. При нагревании материал меняет цвет, светится, а затем
идет расплавленный. Steel дает вам указания, когда добавлять материалы и двигаться дальше. Алюминий нет. Материал просто становится блестящим при нагревании. Это отсутствие
визуальные индикаторы могут затруднить распознавание этапов, на которые вы смотрите
для процесса нагрева. Как только вы поработаете с алюминием достаточно, чтобы
зная его поведение, улавливать эти сигналы становится легче. Обучение
сварка алюминия — это просто новый опыт обучения.
Алюминий нет. Материал просто становится блестящим при нагревании. Это отсутствие
визуальные индикаторы могут затруднить распознавание этапов, на которые вы смотрите
для процесса нагрева. Как только вы поработаете с алюминием достаточно, чтобы
зная его поведение, улавливать эти сигналы становится легче. Обучение
сварка алюминия — это просто новый опыт обучения.
Большинство сварочных инструментов и методов предназначены для работы со сталью, а не с алюминием. Позже мы более подробно обсудим, какие именно машины и методы хорошо подходит для сварки алюминия.
Что делает алюминий таким сложным? работать с? Окисление Алюминий обладает естественными некоррозионными свойствами, что может сделать сварку
процесс немного сложнее. Поверх алюминия находится слой толщиной около 4 нм,
образуются в результате воздействия воды или воздуха. Это оксид алюминия,
очень стабильный материал, который предотвращает дальнейшую коррозию или окисление
металл. Помните, что температура плавления алюминия составляет 1221 F (660,3 C)?
Хорошо плавится оксид алюминия при значительно более высокой температуре — 3762 F (2072
С) если быть точным.
Помните, что температура плавления алюминия составляет 1221 F (660,3 C)?
Хорошо плавится оксид алюминия при значительно более высокой температуре — 3762 F (2072
С) если быть точным.
Слой оксида алюминия служит изолятором для алюминия внутри, что затрудняет прямое применение тепла. Плавление через окисленное слой требует сильного нагрева, но это тепло может так же быстро прожечь дыры в алюминий снизу. Это является причиной очень маленького окна работоспособность отмечена ранее.
Крайний случай этого защитного слоя называется анодированным
алюминий. Анодирование – это тщательно контролируемое промышленное окисление.
процесс, применяемый к алюминию. Более толстый и пористый слой обеспечивает еще большую
защищает от коррозии и создает идеальную поверхность для краски и герметика.
Бейсбольные биты — отличный пример анодированного алюминия. В то время как есть много
преимущества использования анодированного алюминия для определенных проектов, это чрезвычайно
сложно сварить. На самом деле, настоятельно рекомендуется этого не делать.
Алюминий — очень чувствительный металл. Он гораздо более восприимчив к загрязнениям. чем многие другие материалы, что делает его очень легко скомпрометированным. Есть количество способов, которыми алюминий может испортиться и создать проблемы во время сварки. Чтобы этого избежать, необходимо тщательно очищать алюминий от примесей. как его оксидированный слой перед сваркой. Если чистый металл используется неправильно вдали, его необходимо правильно хранить, чтобы предотвратить попадание воздуха, грязи и воды. загрязняя его снова. Хранение алюминия при комнатной температуре помогает предотвратить любое окисление, которое может произойти в результате реакции на конденсацию. Алюминий, имеющий были правильно очищены и хранились, хранится не более нескольких дней, хотя всегда полезно очищать материал непосредственно перед его использованием. для обеспечения наилучшего качества.
Вы рискуете ослабить структурную стабильность сварного шва, если
алюминий не подвергался надлежащей очистке и/или хранению. Это верно для базы
материал, а также присадочные металлы.
Это верно для базы
материал, а также присадочные металлы.
Расплавленный алюминий поглощает водород с возрастающей скоростью по мере нагревания — чем горячее жидкий алюминий, тем больше водорода он поглощает. водород начинает выделяться обратно по мере затвердевания металла, образуя пузырьки внутри материала. Эти пузырьки воздуха делают затвердевший металл пористым. и слабый. Без использования надлежащего защитного газа микроотверстия, образованные примеси будут саботировать прочность соединения.
Хотя водород не вызывает растрескивания алюминия, как это происходит в стали,
алюминий представляет опасность перегрева
растрескивание. Правильный выбор присадочного металла и конструкции шва может
минимизировать этот риск. Соображения по выбору лучшего присадочного металла для вашего
проект должен включать желаемую отделку, прочность и антикоррозийные свойства
среди прочих. Обратитесь к таблице алюминиевых наполнителей, чтобы выбрать наилучший вариант. для данного проекта и выбирается желаемый результат.
для данного проекта и выбирается желаемый результат.
Как и в любом проекте, толщина материала влияет на то, как вы подойти к сварным швам. Алюминий может быть особенно сложным в этом отделе. В связи низкой температуре плавления и отсутствию четких визуальных ориентиров при работе с различная толщина материала может иметь тенденцию вызывать разочарование при первый. Потому что для разрушения оксида алюминия требуется так много тепла. создать сплав, более тонкий материал может превратиться из готового в разрушенный в течение секунды.
С другой стороны, более толстый металл может создавать видимость хорошего сварного шва, даже если металл не был достаточно проплавлен для правильного плавления. В результате получается слабый сварной шов, который может сломаться. Опыт является самым большим преимуществом в работе с алюминием различной толщины. Чем лучше вы понимаете, как ведет себя металл, тем больше у вас шансов получить правильный сварной шов для любой толщины материала.
Первым шагом к успешной сварке алюминия является очистка материала тщательно. Поскольку алюминий очень чувствителен к примесям, подготовка металл правильно может иметь огромное значение в качестве сварного шва. Начните с обезжиривания металл, прежде чем использовать средство для удаления оксидов или щетку из нержавеющей стали, чтобы очистить внешний слой из оксида алюминия. Если вы используете щетку из нержавеющей стали, убедитесь, что она использовался/будет использоваться только для алюминия, чтобы предотвратить загрязнение. Не забудьте хранить подготовленный алюминий правильно, иначе вам придется начать процесс заново. Также важно убедиться, что алюминий находится в помещении. Температура перед сваркой. Это предотвратит образование конденсата на металла, заставляя алюминий восстанавливать окисленный слой.
Использование правильного процесса сварки Большинство сварочных аппаратов предназначены для стали, поэтому важно убедиться, что вы
иметь подходящую машину для сварки алюминия — сварочные аппараты TIG и MIG — лучшие варианты для этой работы.
- ВИГ: ВИГ на переменном токе — отличный инструмент для сварки алюминия, поскольку переменный ток по существу «счищает» окисленный слой с алюминия во время сварки. Высокочастотный TIG на переменном токе обеспечивает надлежащее проникновение тепла, что приводит к более ровному сварному шву.
- MIG: Механизм подачи проволоки (MIG) — еще один инструмент, хорошо подходящий для работы с алюминием. Однако вам нужно будет найти отдельные инструменты со специальными возможностями, такие как шпулемет, чтобы эффективно сваривать металл. Также важно выбрать защитный газ, который предотвратит риск пористости алюминия. Гелий и аргон — два варианта, которые минимизируют этот риск. При использовании гелия необходимо применять более высокое напряжение из-за более высокого потенциала ионизации газа. Это относится как к TIG, так и к MIG 9.0036
Правильный выбор
присадочный металл, соответствующий вашему основному сплаву и дающий вам право
properties для вашего проекта имеет важное значение, чтобы избежать взлома.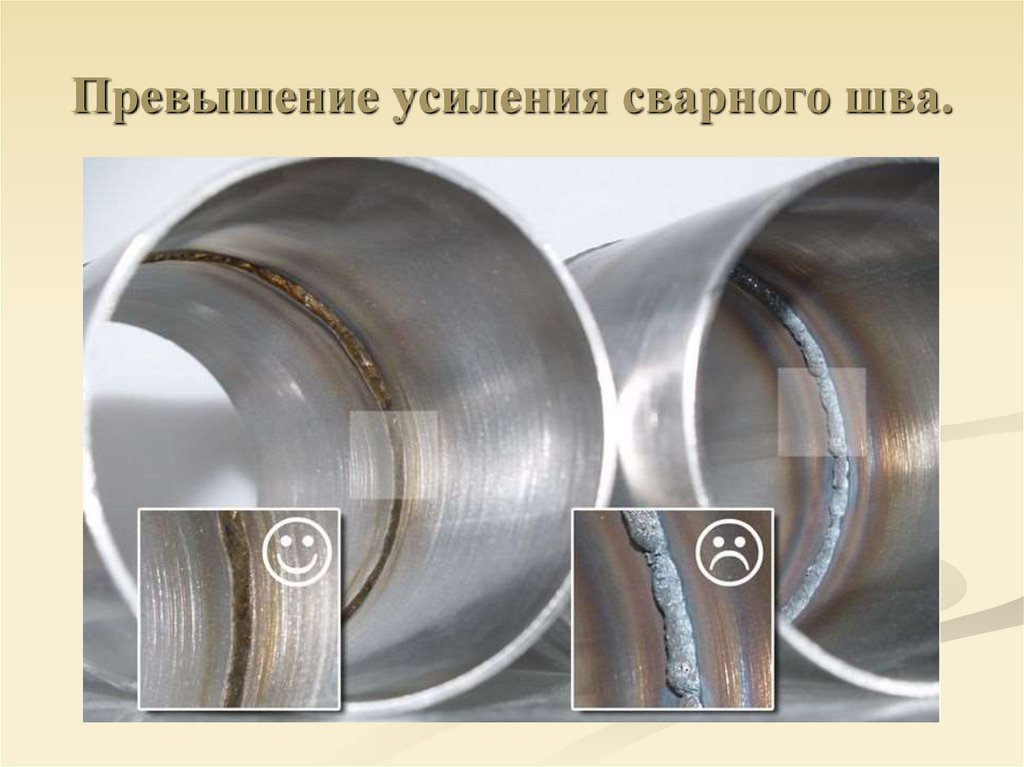 Есть 4
семейства алюминиевых сплавов, из которых можно выбрать присадочный металл.
Есть 4
семейства алюминиевых сплавов, из которых можно выбрать присадочный металл.
- 1XXX – 99 % или более алюминия
- 2XXX – медные сплавы
- 4XXX – кремниевые сплавы
- 90 6 90 16 магниевые сплавы 90 6 90
2 Просмотр таблицы с подробными сведениями о свойствах каждого сплава семья поможет вам наилучшим образом выбрать присадочный металл.
ШлифованиеПравильный выбор шлифовального круга, особенно для более мягких металлов таких как алюминий, латунь и медь, также помогут обеспечить качество сварных швов. правильно. Поскольку алюминий — такой мягкий металл, он расплавится, если не использовать его. правильный диск. Это может не только испортить сварной шов, но и склеить диск. и испортить свой инструмент. Те же шлифовальные диски, которые используются для стальных проектов, не могут быть используется для алюминия. Помимо риска расплавления алюминия и разрушения инструмент, диски, уже использованные на стали, загрязнят алюминий.
Никогда не делиться
шлифовальные диски между проектами с использованием алюминия и других металлов.Так же, как алюминий дает менее очевидные визуальные сигналы во время при сварке, при шлифовке тоже выглядит иначе. Алюминий не сбрасывает искрит так же, как и сталь. Это может затруднить определение того, насколько вы притираются. Важно знать об этом и корректировать соответствующим образом. для обеспечения правильно выполненных сварных швов.
Технологии- Стрингер : Использование стрингера позволяет лучше накапливать тепло. Это приводит к гораздо лучшему сварному шву, чем вы могли бы получить, используя технику плетения на алюминии. Как упоминалось ранее, превосходные свойства теплопроводности алюминия делают необходимым воздействие на металл очень высокой температурой. Эти методы обеспечат проникновение тепла и правильное плавление.
- Толкай, не тяни: Также важно избегать использования угла перетаскивания или метода натяжения при сварке MIG на алюминии. Недостаточное покрытие газом, создаваемое этими методами, создает серьезные проблемы для алюминия, поскольку он очень чувствителен к примесям. Полученные сварные швы будут пористыми и визуально непривлекательными. В то время как закопченный внешний вид сварного шва можно сделать более эстетичным, точечные отверстия, созданные захваченными примесями, необратимо ослабляют структуру сварного шва.
Толчок Методика решает эти проблемы, обеспечивая полную подачу защитного газа. защищает расплавленный алюминий от примесей.
АксессуарыПоскольку визуальные признаки алюминия очень тонкие, хороший шлем с четкие, качественные линзы могут иметь огромное значение. уже достаточно сложно читайте поведение материала, размытая линза только усугубляет процесс трудно измерить.
Также важно отметить, что алюминий не магнитится. Если ты полагаясь на любой из ваших инструментов, таких как магниты сварочного зажима, чтобы прилипнуть к материал, они не будут.
Зачем использовать алюминий?Вы можете спросить: «Если с алюминием так сложно работать, неужели он действительно стоит ли тратить время и ресурсы на обучение сварке?» Ответ – твердое «да».
Как бы трудно ни было поначалу работать, есть много стимулов для учимся сваривать алюминий. Те же уникальные свойства, которые делают его сложным для сварки также являются значительными преимуществами выбора металла для определенных проекты.
- Некоррозионные свойства : То же самое естественное окисление, которое может вызвать головную боль в процессе сварки, на самом деле является значительным преимуществом использования алюминия. Это особенно верно при изготовлении деталей, которые будут подвергаться воздействию агрессивных элементов.
- Легкий материал : Алюминий имеет лучшее отношение прочности к весу (КСВ), чем сталь. В то время как сталь прочнее и менее подвержена деформации при экстремальных нагрузках, КСВ алюминия делает его идеальным выбором для многих проектов, требующих хорошего баланса прочности и веса.
- Проводник: Хотя алюминий не так хорошо проводит тепло, как медь, его низкая цена и малый вес делают его очень популярным материалом для изготовления радиаторов.
- Косметика: Алюминий часто выбирают из-за его косметических качеств, включая его способность эффективно впитывать краску и герметик после анодирования.
- Пригоден для вторичной переработки: Алюминий легко и дешево перерабатывается, что делает его предпочтительной альтернативой более дорогим и сложным материалам, таким как сталь.
- Температура: Хотя алюминий имеет значительно более низкую температуру плавления, чем сталь, он становится прочнее и стабильнее по мере снижения температуры поверхности. Сталь, с другой стороны, становится более хрупкой при понижении температуры. Это не столь важно, учитывая экстремальные условия, необходимые для выявления различных температурных свойств алюминия и стали. Тем не менее, все еще важно отметить, что касается морских и авиационных приложений.
Идите вперед и сваривайте алюминий.
Хотя научиться сваривать алюминий может быть сложно, этот металл имеет множество полезных свойств, которые оправдывают потраченные усилия. Понимание именно то, что касается металла, что затрудняет работу с ним, важно для определения того, как вы подходите к проекту. С правильными инструментами и методы, а также приличное количество практики, сварка алюминия поможет стать гораздо менее сложной задачей. Также, как и с любым умением, управляемым практика может оказать огромную помощь в навигации и реализации информации выше. Если возможно, подумайте о том, чтобы посещать курсы или работать с кем-то, у кого есть опыт сварки алюминия. Знания важны, но ничто не сравнится с опытом.
Ноу-хау в области алюминия – производительность сварки
В сообществе сварщиков имеется некоторая дезинформация или ее отсутствие в отношении алюминия. Алюминиевые конструкции не обязательно сложнее проектировать или сваривать, чем стальные, они просто другие.
И слишком часто эти различия не учитываются. В этой статье представлены лишь некоторые из распространенных ошибок, которых следует избегать сварщикам для достижения более качественной сварки алюминия, независимо от того, выполняется ли сварка TIG или MIG.
Различия свойствПри сварке алюминия проектировщик и сварщик не могут предполагать, что свойства основного материала и свойства сварного шва равны. В случае стали сварной шов можно сделать таким же прочным, как и основной материал, но в случае с алюминием это не так. В большинстве случаев сварной шов алюминиевого сплава слабее свариваемого сплава.
«Сварной шов не такой прочный, как основной материал, чего многие люди не осознают, — говорит Франк Г. Армао, директор по алюминиевым технологиям в Lincoln Electric Co. — Тепло от сварки влияет на свойства исходного материала. Редко когда вы можете сделать сварной шов таким же прочным, как основной материал, когда вы свариваете алюминий».
Требуемые сварочные токи и напряжения для сварки алюминия выше, чем для стали, поэтому сварщикам действительно требуется мощное оборудование для сварки алюминия.Сварка по-разному влияет на две классификации алюминиевых сплавов, термообрабатываемые и нетермообрабатываемые. Серии термообрабатываемых алюминиевых сплавов — 2000, 6000 и 7000, а нетермообрабатываемые сплавы — 1000, 3000, 4000 и 5000. где-то между 325 F и 400 F. Но при сварке материал вокруг сварного шва становится намного горячее, чем 400 F, поэтому материал имеет тенденцию терять некоторые из своих механических свойств. Если сварщик выполняет термообработку после сварки, свойства термообрабатываемого алюминиевого сплава могут быть улучшены, но если нет, то область вокруг сварного шва становится значительно слабее, чем остальная часть алюминия.
Алюминиевые сплавы, не подлежащие термообработке, упрочняются путем их деформационного упрочнения, что вызывает физические изменения в материале. «Но когда вы свариваете сплав, подвергнутый холодной обработке, зона термического влияния (ЗТВ) сварного шва возвращается к свойствам после слабого отжига», — говорит Армао. Таким образом, сварщик может сделать сварной шов таким же прочным, как основной материал, только в случае нетермообрабатываемых сплавов, когда он начинает с отожженного материала.
Но в большинстве случаев сниженные свойства приемлемы.«Две недели назад я работал на флоте, — говорит Армао. «Многие судовые алюминиевые сплавы не подлежат термической обработке, и мы работали с 5083-h26, прочность которого после холодной обработки составляет около 50 тысяч фунтов на квадратный дюйм. Но отожженные свойства составляют всего около 40 тысяч фунтов на квадратный дюйм, поэтому, когда вы его сварите, вы получите HAZ, который составляет 40 тысяч фунтов на квадратный дюйм. Но часто дизайнеры этого не понимают. Они рассчитаны на 50 тысяч фунтов на квадратный дюйм, и сварные швы выходят из строя. На самом деле это очень распространено».
Требуется для тяжелых условий эксплуатацииАлюминий имеет низкую температуру плавления – 1200 F по сравнению с 2600–2700 F для стали. «Люди склонны думать, что из-за такой низкой температуры плавления они могут использовать легкое оборудование для сварки алюминия, что неверно», — говорит Армао.
Теплопроводность алюминия в пять раз выше, чем у стали, а это означает, что тепло рассеивается очень быстро.
При сварке алюминия сварщик не может исходить из того, что свойства основного материала и свойства сварного шва равны. При сварке алюминия, как только добавляется тепло, материал пытается его отвести. Следовательно, требуемые сварочные токи и напряжения для сварки алюминия выше, чем для стали, поэтому сварщикам действительно требуется мощное оборудование для сварки алюминия.«Обычно, если вы хотите сварить алюминий толщиной 1/2 дюйма или более, вам понадобится аппарат на 300 ампер, будь то сварка TIG или MIG», — отмечает Армао.
Кроме того, из-за низкой температуры плавления при сварке алюминия обычно используются горелки с водяным охлаждением. «Если вы выполняете сварку TIG или MIG силой тока более 200 ампер в производственных условиях, вам необходимо использовать горелки и горелки с водяным охлаждением, — говорит Армао. Горелки с водяным охлаждением позволяют сварщику использовать более высокую силу тока для более продолжительного рабочего цикла. Горелки с воздушным охлаждением перегреваются при использовании при более высокой силе тока и рабочих циклах, необходимых для производственной работы.
Распылительный перенос является ответомНе все сварочное оборудование MIG, подходящее для стали, подходит для алюминия. В то время как большинство людей используют перенос короткой дугой, когда они сваривают сталь MIG, перенос струйной дуги всегда рекомендуется для алюминия.
«Короткая дуга никогда не рекомендуется для алюминия», — говорит Армао. «Токи слишком малы, чтобы генерировать достаточно тепла в материале, чтобы гарантировать хорошее плавление, и вы, как правило, получаете дефекты сварки».
Перенос струйной дуги представляет собой плавный перенос капель расплавленного металла с конца электрода в расплавленную ванну. Однако в переносе струйной дуги участвует большое количество тепла, что создает большую сварочную ванну с хорошим проплавлением. Это может быть трудно контролировать, и его нельзя использовать для алюминия тоньше 3/16 дюйма.
«Но импульсная сварка MIG позволяет получить перенос струйной дуги при гораздо более низком среднем токе, поэтому теперь вы можете сваривать MIG алюминий практически любой толщины.
Предварительный подогрев не требуется вы хотите», — отмечает Армао.«Многие люди совершают ошибку, предварительно нагревая каждый свариваемый кусок алюминия, что не обязательно, если у вас есть соответствующее оборудование», — говорит Армао. «Люди увлекаются предварительным нагревом, особенно термообрабатываемых сплавов. Предварительный нагрев в абсолютном смысле не так уж и плох, если вы его контролируете. Поскольку последний этап термообработки нагревается до температуры от 325 F до 400 F, 200 F — это столько, сколько вам нужно для предварительного нагрева. Если вы предварительно нагреете до 600 F, вы не будете знать, какими свойствами вы обладаете, потому что механические свойства алюминия изменяются».
Предварительный нагрев нетермообрабатываемых алюминиевых сплавов не столь вреден, так как не оказывает существенного влияния на механические свойства.
«Проблема, с которой я столкнулся в производственной среде, — добавляет он, — заключается в том, что если у вас есть 100 сварщиков в вашем цеху и вы говорите им, чтобы они предварительно нагревались, но не превышали 200 F, всегда будет пара Ребята, если 200 F хорошо, то 600 F лучше.
Поэтому его трудно контролировать в производственной среде».Исключение составляет сварка толстого куска алюминия с тонким. Для двух разных толщин стандартный метод заключается в предварительном нагреве толстого куска.
Вопросы анодированияПри сварке анодированного алюминия чаще всего используется сварка TIG. Оксид алюминия является электрическим изолятором, и поскольку анодированное покрытие довольно толстое, может быть трудно зажечь дугу. Если люди попытаются сварить анодированное покрытие, сварной шов станет липким и пористым. Поэтому для большинства сварщиков Армао рекомендует шлифовать или шлифовать анодированное покрытие в этой области. Затем сварщик может сварить эту область, как любой алюминий, хотя сварной шов выглядит иначе, чем остальная часть детали, потому что он не анодирован.
Существует процедура, используемая для сварки анодированного покрытия, которое сохраняет внешний вид анодированного покрытия. «Но он специализированный, и его нелегко освоить», — говорит Армао.
Эта процедура чаще всего используется в морской индустрии.Другие соображения для сварщиков включают сварку алюминия методом TIG с полярностью переменного тока. Сварка на постоянном токе затрудняет удаление слоя оксида алюминия. Исключение составляет сварка TIG тяжелого алюминия, например, блоков цилиндров, где постоянный ток обеспечивает более глубокое проплавление.
The Lincoln Electric Co.
Свариваемость алюминия | OnlineMetals.com®
Свариваемость алюминия | OnlineMetals.com®Скидка 20% на выбор Лист/плита из нержавеющей стали для аэрокосмической промышленности Код использования: SPACE20
- Домашний
- Свариваемость алюминия
Алюминиевые сплавы можно соединять различными способами. Но они также обладают некоторыми свойствами, которые требуют понимания в зависимости от того, какой метод вы используете. Таким образом, первым шагом к успешной сварке алюминия является ознакомление с различными алюминиевыми сплавами, их свойствами и соображениями по выбору присадочного металла для каждого из них. - Алюминиевые сплавы
- Термообрабатываемый и нетермообрабатываемый
- Сварочные процессы
- Распространенные дефекты сварки
Алюминиевые сплавы
Чистый алюминий – относительно мягкий металл. Но в сочетании с легирующими элементами он может давать широкий диапазон механических свойств. Эти сплавы подразделяются на семейства в соответствии с основными легирующими элементами с четырехзначной системой идентификации. Вот обзор распространенных семейств алюминиевых сплавов и их характеристик свариваемости вместе с распространенными присадочными металлами:
1000 Сплавы:
Почти чистый алюминий, 99 % с микроэлементами, составляющими остальное.
Это семейство используется для передачи электрического тока или для защиты от коррозии в определенных условиях. Алюминиевые сплавы серии 1000 легко свариваются с присадочным металлом 1100.2000 Сплавы:
Это семейство высокопрочных аэрокосмических сплавов. Они чрезвычайно чувствительны к горячему растрескиванию и являются наименее свариваемыми алюминиевыми сплавами. В частности, 2024 является наименее поддающимся сварке. Но есть пара исключений, 2219и 2519, которые легко свариваются с присадочным металлом 2319 или 4043.
3000 Сплавы:
Коллекция алюминиевых сплавов средней прочности. Они очень пластичны и часто используются для теплообменников и кондиционеров. Алюминиевые сплавы серии 3000 легко свариваются с присадочным металлом 4043 или 5356.
4000 Сплавы:
Обычно используются в качестве присадочных сплавов для сварки или пайки, а не в качестве основного материала. Однако, когда они используются в качестве основных материалов, алюминиевые сплавы серии 4000 легко свариваются с присадочным металлом 4043.
5000 Сплавы:
Семейство высокопрочных сплавов для листового и толстолистового проката. Алюминиевые сплавы серии 5000 легко свариваются с присадочным металлом 5356. Однако с более прочными сплавами, такими как 5083, 5183 или 5556, следует использовать присадочные металлы.
6000 Сплавы:
Алюминиевые сплавы серии 6000 плохо поддаются сварке, поскольку они склонны к растрескиванию. Однако при использовании надлежащих технологий их можно легко сваривать с использованием присадочных металлов 4043 или 5356.
7000 Сплавы:
Еще одна группа высокопрочных авиакосмических сплавов. Эти сплавы в основном не поддаются сварке из-за их склонности к горячему растрескиванию и коррозии под напряжением. 7075 особенно уязвим. Исключениями являются 7003, 7005 и 7039, которые легко свариваются с наполнителями 5356. Сплавы могут быть дополнительно классифицированы в зависимости от того, являются ли они нетермообрабатываемыми или термообрабатываемыми сплавами.
Купить алюминий сегодня
Наверх
Таблицы термообрабатываемых и нетермообрабатываемых алюминиевых сплавов
Вот полезная разбивка по свариваемости алюминиевых сплавов в термообрабатываемых и нетермообрабатываемых вариантах и с какими наполнителями лучше всего сочетаются основные металлы:
Таблица A-7
Таблица A-8
Таблица A-9
Таблица A-9 продолжение
Нетермообрабатываемые алюминиевые сплавы
Для нетермообрабатываемых сплавов прочность материала сплавов зависит от эффекта деформационного упрочнения и упрочнения твердого раствора элементов сплава таких как магний и марганец. В основном они встречаются в алюминиевых сплавах серий 1000, 3000 и 5000. При сварке эти сплавы могут терять эффекты деформационного упрочнения и вызывать разупрочнение околошовной зоны термического влияния.
Термообрабатываемые алюминиевые сплавы
Твердость материала и прочность термообрабатываемых сплавов зависят от их состава и термической обработки.
Основные легирующие элементы этих материалов определены в алюминиевых сплавах серий 2000, 6000 и 7000. Отметим, что при сварке плавлением термообрабатываемых сплавов происходит перераспределение упрочняющих составляющих в зоне термического влияния (ЗТВ), что приводит к снижению прочности материала в локальной зоне.Наверх
Процессы
TIG (вольфрамовый инертный газ), MIG (металлический инертный газ) и кислородно-топливные процессы подходят для сварки плавлением большинства кованых марок серий 1XXX, 3XXX, 5XXX и 6XXX; в частности, сплавы 5XXX обладают превосходной свариваемостью. Эти процессы также хорошо подходят для сплавов средней прочности серии 7XXX. Мы не рекомендуем сваривать плавлением высокопрочные сплавы, такие как 7010, 7050 и большинство сплавов 2XXX, потому что они склонны к ликвации и затвердеванию (см. Общие дефекты сварки алюминия ниже). Техника сварки трением с перемешиванием особенно подходит для получения прочных сварных швов алюминиевых сплавов.
Этот метод является отличным выбором для термообрабатываемых сплавов, склонных к горячему растрескиванию.Наверх
Распространенные дефекты сварки алюминия
Свариваемость алюминия и его сплавов хорошая, если принять соответствующие меры предосторожности. Однако важно знать, какие дефекты могут возникнуть и как их избежать. Наиболее распространенные дефекты сварных швов плавлением:
Пористость
Алюминий является одним из металлов, наиболее подверженных пористости. Пористость возникает, когда газообразный водород попадает в сварочную ванну при охлаждении металла. Водород появляется из-за водяного пара или загрязнения углеводородами через масла, смазки, смазочные материалы и растворители. Пока металл шва находится в расплавленном состоянии, он поглощает большое количество водорода. Затем, когда он затвердевает, он пытается вытеснить водород. Однако, если сварной шов затвердевает даже умеренно быстро, водород не имеет возможности выйти, а вместо этого остается и образует небольшие поры внутри сварного шва.
Для сведения к минимуму вероятности пористости из-за углеводородного загрязнения следует проводить тщательную очистку поверхности материала и присадочной проволоки. Вот несколько подходящих техник:Механическая очистка: После обезжиривания используйте проволочную щетку, шабрение для удаления загрязнений с поверхности металла. Растворители: Органические растворители можно использовать для удаления жира, масла, грязи и незакрепленных частиц. Погружение, распыление или протирание металлов растворителями перед сваркой может помочь удалить любые загрязнения и примеси. Химическое травление: Используйте раствор 5% гидроксида натрия для очистки металлов с последующим подъемом с помощью NO3 и воды для удаления продуктов реакции с поверхности.
Растрескивание при затвердевании
Поскольку алюминиевые сплавы испытывают сильное тепловое расширение и существенное сжатие при затвердевании, они также подвержены растрескиванию. Как правило, эти трещины возникают вдоль центральной линии сварного шва.
В основном это вызвано неправильным сочетанием присадочного и основного металла, неправильной геометрией сварного шва или сваркой в условиях высоких ограничений. Кроме того, примеси, такие как сера и фосфор, являются основным фактором, поскольку эти элементы отделяются во время затвердевания. Поэтому перед сваркой важно удалить масляные или жировые загрязнения из зоны сварки. Также следует избегать металлов с низкой температурой плавления, таких как медь, олово, свинец и цинк. Риск растрескивания при затвердевании может быть дополнительно снижен за счет использования несовместимого, стойкого к растрескиванию наполнителя, такого как сплавы серий 4XXX и 5XXX.Ликвидационное растрескивание
Термически обрабатываемые сплавы, особенно сплавы 6ХХХ и 7ХХХ, более склонны к ликвационному растрескиванию. Этот тип растрескивания возникает в результате локализованного оплавления на границах зерен зоны термического влияния в сочетании с неспособностью выдерживать усадочные деформации при остывании металла шва.
Но риск ликвационного растрескивания можно уменьшить, используя присадочный металл с более низкой температурой плавления, чем основной металл.Дефекты профиля сварного шва
Высокая теплопроводность алюминия и быстрое затвердевание сварочной ванны делают его сплавы особенно восприимчивыми к дефектам профиля на сварном шве. Чтобы избежать риска несоответствия, подреза и недостаточного проплавления или провара, убедитесь, что вы используете правильные параметры и технику сварки.
Наверх
Хотите узнать больше?
Как сваривать алюминий с помощью шпульного пистолета – научиться обращаться с более мягким алюминием
от Пьера Янга
Широкое распространение получило использование алюминия в качестве материала для изготовления.
Он используется во многих отраслях промышленности для оформления различных объектов, от предметов быта до транспортных средств. С широким распространением потребность в сварке алюминия также резко возросла.Алюминий привлекает промышленных дизайнеров по ряду причин. Этот материал не только очень легкий, но и обладает исключительной коррозионной стойкостью. Именно по этим причинам алюминий изготавливается во всевозможных формах и размерах. Однако люди, имеющие значительный опыт сварки, знают, насколько сложно сваривать алюминий.
Проблемы сварки алюминия
Сварка алюминия не так проста и понятна, как сварка стали. Алюминий намного мягче стали, что крайне затрудняет его подачу через гильзу. Оборудование, используемое для сварки алюминия, должно быть специально приспособлено для работы с этим более мягким металлом. Настройки станка, которые используются для работы с обычной сталью, также должны быть скорректированы в соответствии с алюминием. Кроме того, алюминиевая проволока настолько мягкая, что может легко сломаться или повредиться во время подачи.
Вот где пистолет с катушкой имеет большое значение.Что такое катушка?
Пистолет для катушки — это специализированное сварочное оборудование. Это автономный пистолет, который используется для подачи алюминиевой проволоки с катушек, установленных на пистолете. Эти катушки весят 1 фунт в случае алюминия и имеют диаметр около 4 дюймов. Особенность, которая делает шпульные пистолеты подходящими для сварки алюминия, заключается в том, что расстояние между проволокой и контактным наконечником значительно уменьшено, обычно менее 12 дюймов, что значительно упрощает подачу мягкого алюминия.
Пистолеты для катушек рекомендуются для более мягкой проволоки и меньшего диаметра. Это очень удобно и экономично для людей, которые часто переключаются между сваркой алюминия и стали.
Пистолет с катушкой по сравнению с обычной установкой MIG
Основное преимущество использования пистолета с катушкой заключается в том, что алюминиевая проволока должна подаваться только на короткое расстояние по сравнению с обычной установкой MIG, в которой направляющий канал имеет длину от 8 до 10 футов.
длинная. Протолкнуть алюминий на такое большое расстояние практически невозможно. Пистолет для катушки устраняет эту проблему и обеспечивает эффективную подачу алюминия для сварки.Другим преимуществом пистолета с катушкой по сравнению с обычной установкой MIG является то, что в пистолет загружается 1 фунт алюминиевой проволоки, что обеспечивает стабильную подачу подачи. Хотя сварочный пистолет относительно менее маневренный по сравнению с обычным MIG, это один из наиболее эффективных способов сварки алюминия.
Сварка алюминия
Чтобы добиться успеха при сварке алюминия, следует учитывать некоторые факторы. Помимо длины, на которую необходимо протолкнуть алюминиевую подачу, на гладкость и долговечность алюминиевого сварного шва могут влиять многие другие факторы. Вы можете найти этот пост в блоге особенно полезным, если вы изо всех сил пытаетесь найти подлинное руководство о том, как сваривать алюминий MIG с помощью шпульного пистолета.
Методы настройки
Сварка алюминия отличается от сварки стали.
В первую очередь при сварке алюминия необходимо внести изменения в машину, чтобы сделать ее пригодной для работы с более мягким алюминием.Направляющая
Спирально накрученная стальная направляющая используется для сварки стали, но этот тип направляющей не подходит для сварки алюминия. Это связано с тем, что этот тип вкладыша царапает и соскребает стружку с мягкого алюминия. При сварке алюминия вам понадобится вкладыш из нейлона или тефлона. Эти материалы значительно снижают трение и предотвращают царапание или срезание алюминия.
Направляющие проволоки
Как и направляющий канал, направляющие проволоки, подходящие для сварки стали, необходимо менять при сварке алюминия. Направляющие из нейлона или тефлона рекомендуются, если вы хотите уменьшить трение и избежать стружки алюминия.
Приводные ролики
Использование приводных роликов с V-образной канавкой является обычной практикой при сварке стали. Однако для сварки алюминия в приводных роликах необходимо иметь П-образную канавку.
Это связано с тем, что приводные ролики с U-образными канавками не имеют острых краев, которые могли бы срезать алюминий. Натяжение приводных роликов также должно быть уменьшено, поскольку алюминий слишком мягкий, чтобы выдерживать такое сильное натяжение во время подачи.Контактные наконечники
Контактные наконечники сварочного аппарата также должны быть заменены для сварки алюминия. Расширение алюминия при нагревании больше, чем у стали. Поэтому для сварки алюминия необходима насадка с большим отверстием в контактном наконечнике.
Натяжение тормоза
Натяжение тормоза также должно быть отрегулировано слабо по сравнению с тем, что установлено для сварки стали. Таким образом, требуется меньшее усилие, чтобы стянуть алюминиевый провод с катушки.
Кабели пистолета
Прочность алюминия по сравнению со сталью намного ниже. Следовательно, пистолет следует держать как можно более прямым, чтобы алюминиевая проволока не запутывалась и плавно проходила через лайнер.
Actual Process
Чтобы узнать, как сваривать алюминий MIG с помощью сварочного пистолета с катушкой, все, что вам нужно сделать, это выполнить простые шаги, перечисленные ниже: нужно вставить алюминиевую проволоку в ваш шпульный пистолет. Для этого вам сначала нужно открыть контактный наконечник и крышку канистры вашего шпульного пистолета.
- Возьмите около 8 дюймов алюминиевой проволоки и закрепите ее. После этого вставьте кабель в пистолет. Поместите катушку с алюминиевой проволокой внутрь канистры пистолета и накройте ее. Не забудьте закрыть натяжной рычаг, расположенный сбоку вашего шпульного пистолета.
- Выберите контактные наконечники, соответствующие диаметру проволочного ремня. Присоедините контактный наконечник к пистолету с последующей установкой насадки. После установки двух компонентов ваш сварочный пистолет готов к использованию для сварки алюминия.
- Отрегулируйте натяжение проволоки, чтобы обеспечить правильную и постоянную скорость подачи алюминиевой проволоки. Если он слишком свободный, скорость ощущения алюминиевой проволоки не будет постоянной. Вам нужно отрегулировать натяжение до точки, при которой проволока начнет выходить плавно и с постоянной скоростью.
- Убедитесь, что вы очистили алюминиевую поверхность от любых оксидов. Вы можете сделать это, используя ацетон и щетку из нержавеющей стали.
- Всегда держите угол от 1 до 15 градусов, когда вы выполняете сварочные работы. Это предотвратит внешний вид сварного шва безобразным и закопченным после завершения.
- Сопло пистолета не должно касаться основного металла. Если это произойдет, он может в конечном итоге сгореть.
- Для этого процесса требуется газообразный аргон, чтобы защитить сварной шов от атмосферных воздействий. Катушка пистолета должна быть подключена к положительному концу отсека.
 Никогда не делиться
шлифовальные диски между проектами с использованием алюминия и других металлов.
Никогда не делиться
шлифовальные диски между проектами с использованием алюминия и других металлов. Недостаточное покрытие газом, создаваемое этими методами, создает серьезные проблемы для алюминия, поскольку он очень чувствителен к примесям. Полученные сварные швы будут пористыми и визуально непривлекательными. В то время как закопченный внешний вид сварного шва можно сделать более эстетичным, точечные отверстия, созданные захваченными примесями, необратимо ослабляют структуру сварного шва.
Недостаточное покрытие газом, создаваемое этими методами, создает серьезные проблемы для алюминия, поскольку он очень чувствителен к примесям. Полученные сварные швы будут пористыми и визуально непривлекательными. В то время как закопченный внешний вид сварного шва можно сделать более эстетичным, точечные отверстия, созданные захваченными примесями, необратимо ослабляют структуру сварного шва.




 Но в большинстве случаев сниженные свойства приемлемы.
Но в большинстве случаев сниженные свойства приемлемы. При сварке алюминия, как только добавляется тепло, материал пытается его отвести. Следовательно, требуемые сварочные токи и напряжения для сварки алюминия выше, чем для стали, поэтому сварщикам действительно требуется мощное оборудование для сварки алюминия.
При сварке алюминия, как только добавляется тепло, материал пытается его отвести. Следовательно, требуемые сварочные токи и напряжения для сварки алюминия выше, чем для стали, поэтому сварщикам действительно требуется мощное оборудование для сварки алюминия.
 вы хотите», — отмечает Армао.
вы хотите», — отмечает Армао. Поэтому его трудно контролировать в производственной среде».
Поэтому его трудно контролировать в производственной среде». Эта процедура чаще всего используется в морской индустрии.
Эта процедура чаще всего используется в морской индустрии. Алюминиевые сплавы можно соединять различными способами. Но они также обладают некоторыми свойствами, которые требуют понимания в зависимости от того, какой метод вы используете. Таким образом, первым шагом к успешной сварке алюминия является ознакомление с различными алюминиевыми сплавами, их свойствами и соображениями по выбору присадочного металла для каждого из них.
Алюминиевые сплавы можно соединять различными способами. Но они также обладают некоторыми свойствами, которые требуют понимания в зависимости от того, какой метод вы используете. Таким образом, первым шагом к успешной сварке алюминия является ознакомление с различными алюминиевыми сплавами, их свойствами и соображениями по выбору присадочного металла для каждого из них.  Это семейство используется для передачи электрического тока или для защиты от коррозии в определенных условиях. Алюминиевые сплавы серии 1000 легко свариваются с присадочным металлом 1100.
Это семейство используется для передачи электрического тока или для защиты от коррозии в определенных условиях. Алюминиевые сплавы серии 1000 легко свариваются с присадочным металлом 1100.

 Основные легирующие элементы этих материалов определены в алюминиевых сплавах серий 2000, 6000 и 7000. Отметим, что при сварке плавлением термообрабатываемых сплавов происходит перераспределение упрочняющих составляющих в зоне термического влияния (ЗТВ), что приводит к снижению прочности материала в локальной зоне.
Основные легирующие элементы этих материалов определены в алюминиевых сплавах серий 2000, 6000 и 7000. Отметим, что при сварке плавлением термообрабатываемых сплавов происходит перераспределение упрочняющих составляющих в зоне термического влияния (ЗТВ), что приводит к снижению прочности материала в локальной зоне. Этот метод является отличным выбором для термообрабатываемых сплавов, склонных к горячему растрескиванию.
Этот метод является отличным выбором для термообрабатываемых сплавов, склонных к горячему растрескиванию. Для сведения к минимуму вероятности пористости из-за углеводородного загрязнения следует проводить тщательную очистку поверхности материала и присадочной проволоки. Вот несколько подходящих техник:
Для сведения к минимуму вероятности пористости из-за углеводородного загрязнения следует проводить тщательную очистку поверхности материала и присадочной проволоки. Вот несколько подходящих техник: В основном это вызвано неправильным сочетанием присадочного и основного металла, неправильной геометрией сварного шва или сваркой в условиях высоких ограничений. Кроме того, примеси, такие как сера и фосфор, являются основным фактором, поскольку эти элементы отделяются во время затвердевания. Поэтому перед сваркой важно удалить масляные или жировые загрязнения из зоны сварки. Также следует избегать металлов с низкой температурой плавления, таких как медь, олово, свинец и цинк. Риск растрескивания при затвердевании может быть дополнительно снижен за счет использования несовместимого, стойкого к растрескиванию наполнителя, такого как сплавы серий 4XXX и 5XXX.
В основном это вызвано неправильным сочетанием присадочного и основного металла, неправильной геометрией сварного шва или сваркой в условиях высоких ограничений. Кроме того, примеси, такие как сера и фосфор, являются основным фактором, поскольку эти элементы отделяются во время затвердевания. Поэтому перед сваркой важно удалить масляные или жировые загрязнения из зоны сварки. Также следует избегать металлов с низкой температурой плавления, таких как медь, олово, свинец и цинк. Риск растрескивания при затвердевании может быть дополнительно снижен за счет использования несовместимого, стойкого к растрескиванию наполнителя, такого как сплавы серий 4XXX и 5XXX. Но риск ликвационного растрескивания можно уменьшить, используя присадочный металл с более низкой температурой плавления, чем основной металл.
Но риск ликвационного растрескивания можно уменьшить, используя присадочный металл с более низкой температурой плавления, чем основной металл. Он используется во многих отраслях промышленности для оформления различных объектов, от предметов быта до транспортных средств. С широким распространением потребность в сварке алюминия также резко возросла.
Он используется во многих отраслях промышленности для оформления различных объектов, от предметов быта до транспортных средств. С широким распространением потребность в сварке алюминия также резко возросла. Вот где пистолет с катушкой имеет большое значение.
Вот где пистолет с катушкой имеет большое значение. длинная. Протолкнуть алюминий на такое большое расстояние практически невозможно. Пистолет для катушки устраняет эту проблему и обеспечивает эффективную подачу алюминия для сварки.
длинная. Протолкнуть алюминий на такое большое расстояние практически невозможно. Пистолет для катушки устраняет эту проблему и обеспечивает эффективную подачу алюминия для сварки. В первую очередь при сварке алюминия необходимо внести изменения в машину, чтобы сделать ее пригодной для работы с более мягким алюминием.
В первую очередь при сварке алюминия необходимо внести изменения в машину, чтобы сделать ее пригодной для работы с более мягким алюминием. Это связано с тем, что приводные ролики с U-образными канавками не имеют острых краев, которые могли бы срезать алюминий. Натяжение приводных роликов также должно быть уменьшено, поскольку алюминий слишком мягкий, чтобы выдерживать такое сильное натяжение во время подачи.
Это связано с тем, что приводные ролики с U-образными канавками не имеют острых краев, которые могли бы срезать алюминий. Натяжение приводных роликов также должно быть уменьшено, поскольку алюминий слишком мягкий, чтобы выдерживать такое сильное натяжение во время подачи.
 Если он слишком свободный, скорость ощущения алюминиевой проволоки не будет постоянной. Вам нужно отрегулировать натяжение до точки, при которой проволока начнет выходить плавно и с постоянной скоростью.
Если он слишком свободный, скорость ощущения алюминиевой проволоки не будет постоянной. Вам нужно отрегулировать натяжение до точки, при которой проволока начнет выходить плавно и с постоянной скоростью.Советы по сварке алюминия с помощью шпульного пистолета
Теперь, когда вы знаете, чем сварка MIG для алюминия отличается от сварки MIG стали, и почему обычная сварка MIG для стали не подходит для сварки алюминия, теперь мы можем перейти к некоторым полезным насадки для сварки алюминия шпульным пистолетом.
Толщина металла
Сварка MIG может применяться для алюминия толщиной 14 калибра и более. Если вы хотите сваривать алюминий толщиной менее 14 калибров, вам, возможно, придется использовать оборудование для сварки TIG на переменном токе или импульсную сварку MIG. Чтобы гарантировать, что алюминиевая подача не будет потрачена впустую из-за стружки или соскабливания во время подачи, вы всегда должны учитывать толщину алюминиевого материала.
Очистка
Одним из самых важных советов, который поможет вам в эффективной сварке алюминия, является очистка материала перед сваркой. Оксидный слой следует удалять с алюминия после обезжиривания с помощью проволочной щетки из нержавеющей стали. Убедитесь, что вы очистили проволочную щетку, прежде чем использовать ее на алюминии. Кроме того, щетку следует использовать только на алюминии.
Right Защитный газ
При сварке алюминия в качестве защитного газа используется 100% аргон, поскольку алюминий является цветным металлом. Экранирование закачивается с расходом 20-30 кубических футов в час.
Экранирование закачивается с расходом 20-30 кубических футов в час.
Используемый процесс
Для сварки MIG алюминия желательным способом переноса является перенос распылением. Причина этого в том, что он плавно переносит маленькие капли расплавленного металла от контактного наконечника к расплавленной сварочной ванне. Поскольку это режим передачи довольно высокой энергии, его не следует использовать на алюминиевом материале тоньше 14 калибра.
Варианты подачи
Хотя мы обсудили только подачу алюминия с помощью шпульного пистолета, существуют и другие варианты подачи, в том числе системы push-pull. Пистолеты для катушек являются отличным вариантом, потому что они могут эффективно подавать мягкий алюминий, находя довольно маленькую сварочную ванну на пистолете, который напоминает пистолет. Пистолеты с катушкой также исключают возможность гнездования птиц. С другой стороны, двухтактные системы идеальны, когда сварка должна выполняться вдали от источника питания.
Похожие вопросы
Почему для сварки алюминия рекомендуется использовать шпульный пистолет?
Пистолет для катушки сокращает расстояние, которое должен пройти алюминий, чтобы достичь сварочной ванны. Поскольку алюминий является очень мягким материалом, он может поцарапаться или соскоблиться, если его заставить перемещаться на такое же расстояние, как в обычном сварочном аппарате MIG.
Какой тип сварки лучше всего подходит для сварки алюминия?
Для сварки алюминия можно использовать сварку TIG и MIG. Основное отличие заключается в том, что для сварки алюминия методом MIG требуется дополнительный компонент. Этим компонентом является шпульный пистолет или двухтактная система.
Какой защитный газ следует использовать для сварки алюминия?
Для сварки алюминия следует использовать 100% аргон, поскольку алюминий является цветным металлом.
О Пьере Янге
Привет, я Пьер Янг, квалифицированный сертифицированный сварщик AWS.