Как правильно варить нержавейку электродом: рекомендации, таблицы
Нержавейка — это особый вид стали, легированной хромом и никелем. Она прекрасно противостоит коррозии и поэтому активно используется при изготовлении различных изделий. Так, из этого материала производят трубы и емкости, а также детали кузова автомобиле, различные декоративные элементы. Для ремонта деталей из нержавейки применяют РДС (ручную дуговую сварку). Именно о ней и поговорим в нашей новой статье.
Основные способы сварки нержавейки
Сегодня для соединения заготовок из нержавеющей стали используют все три самые популярные разновидности сварки: ручную дуговую, при помощи вольфрамового электрода и с присадочной проволокой полуавтоматом. Принцип работы у всех этих способов примерно одинаковый. Между заготовкой и горелкой или держаком возбуждается дуга, под действием температуры металл плавится, в сварочную ванну подается присадочный материал, который и заполняет полость, создавая шов.
Сварка нержавейки электродом (метод MMA)
Выполняется с использованием покрытых электродов. Для работы нужны сами стержни с обмазкой, инвертор, электрододержатель и клемма с проводами. Сам электрод не только играет роль присадочного материала. Его покрытие обеспечивает высокий уровень защиты для сварочной ванны. Этот вариант считается самым доступным и недорогим. И оборудование, и материалы стоят довольно дешево. Однако, стоит помнить, что качества шва не всегда соответствует ожиданиям. Но, если нужен просто ремонт, сварки нержавейки простым электродом будет вполне достаточно.
Сварка нержавейки в среде аргона с вольфрамовым электродом (TIG)
Для выполнения сварки по этой технологии необходима специальная горелка, неплавящийся вольфрамовый электрод и присадочные прутки для сварки нержавейки. Этот способ немного проще, т.к. сварщику куда удобнее держать дугу одной длины, при этом шов выходит идеально ровный и достаточно узкий.
К недостаткам ТИГ сварки можно отнести то, что это процесс не слишком быстрый, а расходники стоят довольно дорого, как и оборудование.
Сварка нержавейки полуавтоматом
Для сварки в полуавтоматическом режиме применяются специальные источники тока, совмещенные с подающим механизмом. Проволока, поступающая от него, выступает в качестве электрода. Защита сварочной ванны обеспечивается использованием защитного газа, идущего из баллона с редуктором. Считается, что этот тип сварки один из самых производительных, но качество получаемого соединения немного уступает соединению, выполненному с вольфрамовым электродом.
Как правильно варить сваркой нержавейку: основные особенности
Сварка нержавейки в домашних условиях, как и на производстве — задача не из простых. Существуют свои нюансы и сложности, о которых обязательно нужно помнить, иначе качественного шва не выйдет. Одна из главных проблем заключается в сильном линейном расширении легированных видов стали при сильном нагреве. Из-за этого сразу после остывания заготовки возможно появление трещин. Для того, чтобы избежать эту неприятность, необходимо правильно подбирать электроды. В них должны быть добавки, увеличивающие пластичность итогового соединения и устойчивость к различным динамическим нагрузкам.
Существуют свои нюансы и сложности, о которых обязательно нужно помнить, иначе качественного шва не выйдет. Одна из главных проблем заключается в сильном линейном расширении легированных видов стали при сильном нагреве. Из-за этого сразу после остывания заготовки возможно появление трещин. Для того, чтобы избежать эту неприятность, необходимо правильно подбирать электроды. В них должны быть добавки, увеличивающие пластичность итогового соединения и устойчивость к различным динамическим нагрузкам.
При этом важно отметить, что в процессе сварки длинные сплошные швы выполняют сегментами по 10 см. при этом каждый новый отрезок начинают из конца предыдущего участка. Такой подход используют для того, чтобы избежать деформации плоскости заготовок.
Еще одна неприятность, с которой может столкнуться сварщик во время сварки нержавейки инвертором — это негативное влияние высоких температур на легированные элементы. Так, хром и никель просто на просто выгорают при сильном нагреве. Поэтому, чтобы справиться с этой проблемой, важно правильно подобрать расходные материалы. Содержание этих веществ в присадке должно быть выше, чем в металле, чтобы компенсировать потери.
Поэтому, чтобы справиться с этой проблемой, важно правильно подобрать расходные материалы. Содержание этих веществ в присадке должно быть выше, чем в металле, чтобы компенсировать потери.
Среди прочих проблем, возникающих в процессе сварки нержавейки дуговой сваркой, можно выделить недостаточный уровень защиты ванны от контакта с кислородом. Из-за этого возможно возникновение на поверхности открытых и закрытых пор. Для предотвращения такой реакции нужно обеспечить надлежащий уровень защиты обмазкой или специальными газами, иначе шов не будет герметичным.
Сварка нержавейки инвертором: когда можно использовать РДС
По качеству получаемого шва ММА сильно уступает сварки МИГ и ТИГ, поэтому использовать ее рекомендуется исключительно для выполнения соединений на неответственных конструкциях. Т.к. инверторы для ручной дуговой сварки стоят совсем недорого, их часто покупаю для использования дома или на даче. Пользоваться этой методикой можно для выполнения соединений как в нижнем положении, так и вертикального типа.
Если говорить об использовании РДС на производстве, то использовать ее можно для выполнения небольших прихваток, а также выполнения сборки конструкций. Этот метод идеален для выполнения коротких швов. Помимо этого, сварку ММА можно применять и для ремонта некоторых изделий. Так, если в швах присутствуют такие дефекты, как поры, трещины, с использованием электродов их вполне реально устранить.
Преимущества сварки нержавейки инвертором ручной дуговой сварки заключаются в следующем:
- Низкая стоимость оборудования по сравнению с аппаратами TIG и полуавтоматами.
- Отсутствие необходимости в использовании газовых баллонов.
- Возможность работать с заготовками толщиной 1–20 мм.
- Доступность используемых сварочных материалов.
- Компактность инверторов для РДС.
К недостаткам сварки нержавейки в домашних условиях можно отнести:
- Необходимость удаления шлака для оценки качества полученного соединения.

- Низкая скорость выполнения сварки.
- При перегреве возможно осыпание обмазки с электрода, поэтому в процессе работы необходимо выполнять перерывы.
- Чем дольше выполняется сварка, тем короче становится электрод. Это может мешать поддержанию и контролю длины дуги.

Правильная сварка нержавейки: основные рекомендации
Существует несколько базовых советов, способных сделать процесс сварки нержавейки максимально комфортным и эффективным. К ним относятся:
- Если нужно сварить заготовки, толщиной от 4 мм, придется выполнить V-образную разделку.
- Загрязненный металл обязательно нужно предварительно зачистить щеткой и убрать масляную пленку при помощи растворителя.
- Тонкие листы варят без разделки кромок.
- Чтобы снизить вероятность возникновения трещин, с заготовок необходимо убрать лишнюю температуру. Для этого используют медные пластины, в редких случаях воду.

Настройка аппарата для сварки нержавейки
Прежде, чем приступить к работе с заготовками из нержавеющей стали, крайне важно правильно подобрать не только электроды, но и инвертор. Так, подбирая сварочный аппарат для сварки нержавейки стоит обратить внимание на следующие нюансы:
- Бытовая модель должна работать от сети на 220 В, промышленная — 380 В.
- Для сварки данного вида стали подойдут только инверторы. При использовании трансформаторов могут возникнуть проблемы.
- Максимальная сила тока должна составлять не менее 140 А для использования в быту и 250 А для производства.
- Хорошо, если аппарат способен функционировать при просадках сети.
- Нелишними будут такие функции, как горячий старт, антиприлипание и форсаж дуги.
Опытные специалисты отдают предпочтение и профессиональным электродам. Одна из самых востребованных марок — ЦЛ-11. Именно такие электроды стоит купить для сварки нержавейки.
Для сварки нержавейки мы рекомендуем задать на инверторе следующие настройки:
|
Толщина металла, мм |
Сила тока, А |
Диаметр электрода, мм |
|
1-3 |
20-60 |
1-1.5 |
|
3-4 |
50-90 |
1.6-2.0 |
|
4-5 |
60-100 |
2. |
|
5-6 |
80-120 |
2.5-3.1 |
 0-2.4
0-2.4
Обработка шва из нержавейки после сварки
Как только шов готов, можно приступать к его финальной обработке. Первым делом рекомендуется удались шлак. После этого приступают к визуальной оценке состояния соединения. Важно, чтобы не было пор, трещин, наплывов и иных дефектов.
В случае, если изделие в будущем будет использоваться во влажной среде, его обрабатывают специальными кислотами. Благодаря ей на поверхности образуется защитный слой из хрома. На финальном же этапе заготовки шлифуют с лицевой стороны при помощи специальных кругов или шлифовальной ленты, а затем проводят полировку. Мы предлагаем вашему вниманию богатый ассортимент товаров по низким ценам и с быстрой доставкой по всей Беларуси. Обращайтесь!
Мы предлагаем вашему вниманию богатый ассортимент товаров по низким ценам и с быстрой доставкой по всей Беларуси. Обращайтесь!Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Как известно, сварка нержавеющей или высоколегированной стали немыслима без использования соответствующих расходных сварочных материалов, то есть без электродов. А получение хорошего сварочного шва зависит не только от наличия современного высокотехнологичного сварочного оборудования, а также от мастерства сварщика, которые, безусловно, играют большую роль, но и от качества используемых сварочных электродов.
Высоколегированная сталь широко используется во всех отраслях. Из нержавеющей стали выпускают приборы, оборудование, монеты, посуду, трубопроводы и многое другое.
Представленная на сайте нашей компании продукция, в том числе и электроды для сварки нержавеющей стали, зарекомендовала себя с положительной стороны, и применяются многими предприятиями, представляющими самые различные отрасли промышленности. Одними из самых распространенных видов электродов, которые предназначены для сварки жаростойких высоколегированных марок стали, являются ОЗЛ-6, ЦЛ-11.
Одними из самых распространенных видов электродов, которые предназначены для сварки жаростойких высоколегированных марок стали, являются ОЗЛ-6, ЦЛ-11.
Основными требованиями к электродам для нержавейки являются образование прочного, стойкого к разрыву и воздействию негативных сред сварного шва, который в свою очередь должен максимально соответствовать характеристикам свариваемых сталей. Все электроды для сварки нержавеющих сталей должны подвергаться обязательной проверке на соответствие химического состава и поставляться в специальной упаковке, которая препятствует попаданию влаги. Кроме того, при сварке высоколегированной стали электроды должны обеспечивать ровный аккуратный шов. Поэтому все производители уделяют особое внимание данному типу электродов.
Электроды для сварки нержавеющей сталиДанный вид сварочных электродов был специально разработан для сваривания нержавеющих и химостойких типов сталей, изделия из которых используются при высоких рабочих температурах. Для улучшения рабочих характеристик стержни электродов выполняются из хромоникелевого сплава, отличающегося хорошими антикоррозийными свойствами уже при образовании первого слоя шва. Помимо этого, шов приобретает хорошую устойчивость к образованию трещин, что очень важно при сварке трудносвариваемых сталей и сплавов.
Для улучшения рабочих характеристик стержни электродов выполняются из хромоникелевого сплава, отличающегося хорошими антикоррозийными свойствами уже при образовании первого слоя шва. Помимо этого, шов приобретает хорошую устойчивость к образованию трещин, что очень важно при сварке трудносвариваемых сталей и сплавов.
Как уже упоминалось выше, одними из самых распространенных марок электродов для нержавеющих сталей отечественного производства являются ОЗЛ-6, ЦЛ-11.
Сварочные электроды ЦЛ-11 рассчитаны на применение при сварочных работах по коррозийно-стойким хромоникелевым сталям марок 08Х18Н12Б, 08Х18Н12Т, 12Х18Н9Т, 12Х18Н10Т и им подобным, в частности, когда к сварному шву предъявляются достаточно жесткие требования относительно стойкости к межкристаллитной коррозии. Допускается сварка в любом пространственном положении шва, за исключением вертикального (т.е. сверху-вниз), при постоянном токе обратной полярности. Электроды ЦЛ-11 используют при сварке конструкций и узлов в машиностроении, в том числе и энергомашиностроении, а также нефтеперерабатывающей и химической промышленности.
Электроды ЦЛ-11 используют при сварке конструкций и узлов в машиностроении, в том числе и энергомашиностроении, а также нефтеперерабатывающей и химической промышленности.
Сварочные электроды ОЗЛ-6 рассчитаны на применение при сварочных работах на ответственном оборудовании, выполненном из литья и проката сталей жаростойких марок, например, 20Х23Н18, 20Х23Н13 и аналогичных или схожих по своим характеристикам, предназначенном для работы в окислительных средах при высокой температуре (до 1000°С). Кроме этого электроды для сварки марки ОЗЛ-6 могут быть использованы для сварки стали марки 25Х25Н20С2 и хромистой стали типа 15Х25Т, а также сварки низколегированных и углеродистых сталей с аустенитными высоколегированными сталями. Допускается сварка в любом пространственном положении шва, за исключением вертикального (т.е. сверху-вниз), при постоянном токе обратной полярности. В результате образуется шов из жаростойкого металла, способного выдерживать температурную нагрузку вплоть до 1000°С, который устойчив к межкристаллитной коррозии. Электроды ОЗЛ-6 используют при сварке конструкций и узлов работающих при высоких температурах в ненагруженном или слабонагруженном состоянии.
Электроды ОЗЛ-6 используют при сварке конструкций и узлов работающих при высоких температурах в ненагруженном или слабонагруженном состоянии.
Маркиэлектродов для нержавеющей стали ОЗЛ-6, ЦЛ-11
Цена на электроды для нержавейки ОЗЛ-6, ЦЛ-11
Электрод для нержавейки
Электроды по нержавейке: маркировка, марки, особенности применения
Сварка деталей, изготовленных из нержавеющих сталей, представляет собой непростой процесс, требующий от его исполнителя наличия соответствующих знаний и навыков. Для выполнения такой процедуры, кроме всего прочего, необходимы специальные электроды по нержавейке, которые могут иметь диаметр 3,4 или 5 мм.
Электроды AS P-309L турецкого производства применяются при сварке нержавеющих и жаропрочных сталей
Почему важно использовать специальные электроды для сварки нержавейки
Нержавеющая сталь с момента ее появления на рынке активно используется для изготовления отдельных изделий и конструкций различного назначения. Высокая популярность стальных сплавов данной категории объясняется не только их исключительной коррозионной устойчивостью, но также целым перечнем других достоинств – твердостью, прочностью, долговечностью, привлекательным внешним видом изделий из нержавейки и др. Между тем одним из наиболее значимых недостатков нержавеющих сталей является плохая свариваемость, что несколько затрудняет выполнение монтажных работ с этим материалом.
Высокая популярность стальных сплавов данной категории объясняется не только их исключительной коррозионной устойчивостью, но также целым перечнем других достоинств – твердостью, прочностью, долговечностью, привлекательным внешним видом изделий из нержавейки и др. Между тем одним из наиболее значимых недостатков нержавеющих сталей является плохая свариваемость, что несколько затрудняет выполнение монтажных работ с этим материалом.
Сварка этих листов из коррозионностойкой нержавеющей сталей была выполнена электродом ЦТ-15
Причины того, что нержавеющие стали обладают плохой свариваемостью (под которой понимают возможность создания надежных неразъемных соединений при помощи сварки), заключаются в следующем.
- Стали, относящиеся к категории нержавеющих, обладают меньшей (в два раза) теплопроводностью, чем обычные углеродистые стальные сплавы. Нержавейка в процессе выполнения сварки хуже отводит тепло и сильно перегревается, поэтому выполнять такой технологический процесс следует на меньших значениях сварочного тока (на 15–20%), чем при соединении деталей из обычных стальных сплавов.
- При сварке массивных изделий, изготовленных из нержавеющих сталей, между ними следует оставлять достаточно широкий зазор. Если пренебречь этим требованием, то в структуре основного металла, прилегающей к зоне сварного шва, могут образоваться микротрещины, значительно снижающие качество и надежность полученного соединения.
- Из-за сильного электрического сопротивления, создаваемого в зоне сварки, электроды, при помощи которых она выполняется, сильно нагреваются. Именно поэтому выполнять сварочные работы со сталями данной категории следует, используя специальные электроды для нержавейки. Выбрать такие электроды можно по маркировке.

Пример расшифровки маркировки электродов
Неправильный выбор электродов, режимов выполнения сварки изделий, изготовленных из нержавеющих сталей, а также непрофессиональное использование сварочного оборудования может привести к межкристаллитной коррозии. Это явление значительно ухудшает коррозионную устойчивость металла шва и основного металла в прилегающей к сварному соединению зоне и выражается в том, что в структуре металла при нагреве свыше 5000° формируются карбиды железа и хрома. Такие карбидные включения, появляясь на границах кристаллической решетки металла, делают его очень хрупким и уязвимым к коррозии, что и становится причиной значительного снижения надежности сварного соединения.
Такие карбидные включения, появляясь на границах кристаллической решетки металла, делают его очень хрупким и уязвимым к коррозии, что и становится причиной значительного снижения надежности сварного соединения.
Для того чтобы избежать такого негативного явления, как межкристаллитная коррозия, следует правильно подбирать режимы сварки и электроды для ее выполнения, а также обеспечивать быстрое охлаждение зоны сформированного сварного соединения.
Основные технологии сварки
На качество сварки, используемой для соединения деталей из нержавеющих сталей, оказывает влияние множество факторов. К наиболее значимым из них следует отнести квалификацию сварщика, выполняющего работы, правильность выбора режима сварки и электродов для ее осуществления. Любому, кто соберется варить нержавейку, важно также знать, в чем заключаются отличия этого металла от обычных углеродистых сталей.
Варить нержавейку, в зависимости от особенностей соединяемых деталей, можно по различным технологиям. Одной из наиболее распространенных технологий, при помощи которых выполняют соединение изделий из нержавейки с толщиной от 1,5 мм, является сварка в среде защитных газов.
Сварка нержавеющей стали вольфрамовым электродом
Такая сварка, выполняемая неплавящимся вольфрамовым электродом, используется преимущественно для соединения:
- корпусных деталей оборудования и приборов различного назначения;
- других изделий, для изготовления которых используется листовая нержавейка;
- трубопроводов из нержавейки, предназначенных для транспортировки различных сред.
В зависимости от используемого сварочного оборудования и требуемой производительности процесса выполняться такая сварка может ручным, полуавтоматическим и автоматическим способами.
При сварке изделий, изготовленных из нержавейки, можно использовать и плавящиеся электроды – металлические стержни с нанесенным на них покрытием либо специальную проволоку, отличающуюся высоким уровнем легирования. К таким методам сварки относятся:
К таким методам сварки относятся:
- импульсно-дуговая, используемая для соединения деталей толщиной до восьми десятых миллиметра;
- короткодуговая, выполняемая в среде инертных газов, – для нержавейки толщиной от восьми десятых до трех миллиметров;
- дуговая струйная, применяемая для соединения листового материала толщиной свыше трех миллиметров;
- дуговая, выполняемая под слоем флюса, – для изделий, толщина которых превышает десять миллиметров;
- плазменная, которая является универсальным способом соединения деталей из нержавейки любой толщины.
Технологию плазменной сварки используют для соединения любых металлов и сплавов
При использовании для выполнения сварочных работ такого оборудования, как инвертор, процесс можно выполнять и постоянным, и переменным током.
Чтобы варить изделия из нержавейки и получать при этом качественные и надежные соединения, важно учитывать несколько важных нюансов.
- При использовании электрода из вольфрама им не следует совершать резких колебательных движений, как это делается при формировании сварного шва на обычных сталях. Такие движения могут привести к тому, что электрическая дуга, сформированная электродом, разрушит защитную пленку на основном металле, а это станет причиной значительного ухудшения его антикоррозионных свойств.
- Чтобы избежать попадания в область формируемого сварного шва вольфрама, из которого изготовлен неплавящийся электрод, зажигать сварочную дугу следует не на самих соединяемых изделиях, а на специальной графитовой пластине (или использовать для этого опцию бесконтактного розжига дуги).
- На обратную сторону сварного шва также желательно подавать струю аргона, который защитит сильно разогретый основной металл и формируемый сварной шов от окисления.
 Такие движения могут привести к тому, что электрическая дуга, сформированная электродом, разрушит защитную пленку на основном металле, а это станет причиной значительного ухудшения его антикоррозионных свойств.
Такие движения могут привести к тому, что электрическая дуга, сформированная электродом, разрушит защитную пленку на основном металле, а это станет причиной значительного ухудшения его антикоррозионных свойств.Популярные марки электродов для сварки нержавейки
Достаточно часто сварку нержавейки выполняют при помощи плавящихся штучных электродов, поэтому вопрос правильного выбора таких расходных материалов является очень актуальным. Металл, из которого изготовлены стержни таких электродов, должен:
Металл, из которого изготовлены стержни таких электродов, должен:
- обладать высокой устойчивостью к такому явлению, как термическая ползучесть;
- отличаться небольшим показателем теплового расширения;
- иметь повышенную упругость;
- отличаться высокой износоустойчивостью и теплопроводностью.
Области применения электродов
На выбор электрода, при помощи которого можно варить изделие из нержавейки, решающее влияние оказывает марка свариваемой стали. Так, в зависимости от данного параметра современные специалисты применяют электроды следующих популярных марок:
- ОЗЛ-8 и ЦЛ-11 – для нержавейки, используемой в пищевой промышленности;
- ЭА400/10У, НЖ-13, ЦТ-15 (редко) – для нержавеющих сталей, отличающихся повышенной устойчивостью к коррозии;
- ОЗЛ-6 – для жаропрочных сплавов, в химический состав которых входит нержавеющая сталь;
- КТИ-7А, ЦТ-28 – для нержавейки, из которой изготавливаются различные инструменты;
- АНЖР-1, АНЖР-2, ЭА395/9 – для нержавейки другого назначения.

Электроды АНЖР-1 и АНЖР-2 применяются для сварки без предварительного подогрева и без последующей термообработки
При использовании штучных электродов, специально предназначенных для сварки нержавейки, следует соблюдать осторожность, так как слой остывающего шлака, сформированный в процессе выполнения сварки, отскакивает с поверхности шва самопроизвольно. Еще не до конца остывшие кусочки такого шлака, если не соблюдать осторожность, могут послужить причиной ожога.
К наиболее популярным электродам, используемым для соединения изделий из нержавейки, относятся изделия с маркировкой ЦЛ-11. На поверхность таких электродов нанесено покрытие, выполненное на основе карбонатов и соединений фтора. Они применяются при сварке сталей хромоникелевой группы (12Х118Н10Т и 9Т, 08Х18Н12Б и Т). Использование электродов данной марки позволяет минимизировать риск развития межкристаллитной коррозии у данных сплавов. За счет особенностей химического состава своего покрытия электроды ЦЛ-11 хорошо демонстрируют себя при температурах, не превышающих 450°.
Технические параметры электродов ЦЛ-11
К наиболее значимым достоинствам электродов данной марки следует отнести:
- минимальное разбрызгивание расплавленного металла;
- хорошую ударную вязкость формируемого сварного шва;
- возможность выполнять качественный сварной шов в любых пространственных положениях;
- хорошую пластичность готового соединения;
- минимальный риск образования трещин в сварном шве, что обеспечивает высокое качество и надежность формируемого соединения.
Высокой популярностью у отечественных специалистов пользуются также электроды ОЗЛ-6 и НЖ-13. Электроды с маркировкой НЖ-13 отлично демонстрируют себя при использовании для сварки пищевой нержавейки, а также сплавов, относящихся к хромоникелевой и хромоникелемолибденовой категориям. Изделия марки ОЗЛ-6 лучше применять в тех случаях, когда сварка будет выполняться в окислительной среде или при высоких температурах (до 1000°). При использовании электродов данной марки можно получить сварное соединение более высокого качества, если выполнять его не на переменном, а на постоянном токе.
Технические характеристики электродов ОЗЛ-6
Среди достоинств электродов марки ОЗЛ-6 следует выделить:
- минимальное разбрызгивание расплавленного металла;
- высокую жаростойкость сформированного соединения;
- высокую устойчивость металла сварного шва к образованию межкристаллитной коррозии.
В отличие от изделий марки ЦЛ-11, электроды ОЗЛ-6 нельзя применять для формирования сварных швов, расположенных вертикально.
Кроме электродов известных отечественных марок, у специалистов-сварщиков большой популярностью пользуются изделия для сварки нержавейки, выпускаемые под брендом ESAB.
Электроды ESAB выпускаются и на российских предприятиях в том числе, соответствуют требованиям ГОСТа и международных стандартов
Наиболее популярными марками электродов от данного производителя являются:
- ОК 61.30;
- ОК 61.35;
- ОК 63.30;
- ОК 67.45.
Так же, как и изделия других производителей, электроды ESAB в зависимости от их марки могут быть использованы для выполнения качественной сварки нержавейки различных категорий.

Электроды ESAB по нержавейкеESAB — мировой лидер в производстве сварочных материалов и оборудования. телефон: +7 (812) 334-07-70 Популярные электроды ESAB по нержавейке(8 из 49) См. все(49)
См. также |
 Самый покупаемый нержавеющий электрод ESAB.
Самый покупаемый нержавеющий электрод ESAB. 85
85

 82
82
Сварочные электроды для сварки нержавеющей стали
Содержание
На качество сварки влияет не только мастерство сварщика и наличие современного высокотехнологичного сварочного оборудования, но и качество используемых сварочных электродов. Так, что следует отнестись к этому со всей ответственностью.
Для каждого вида металла используют определенную марку электродов.Электроды для сварки нержавеющей стали обладают своими особенностями.
Правильно подобранные электроды это уже пол дела
Главным требованием к этому расходному материалу для высоколегированной стали является образование прочного шва, максимально соответствующего всем характеристикам свариваемых сталей. При работе, электроды должны обеспечить ровный, аккуратный, стойкий к разрыву и воздействиям окружающей среды шов. Еще на последнем этапе производства, электроды для нержавейки подвергаются строгой проверке на соответствие их химического состава. Для увеличения эффективности работы, стержни электродов производят из хромоникелевого сплава, который отличается высокими противокоррозионными свойствами, при образовании уже первого слоя шва. Для соединения нержавеющих сталей необходим аппарат с хорошо направленным током или монтированным осциллятором.
При работе, электроды должны обеспечить ровный, аккуратный, стойкий к разрыву и воздействиям окружающей среды шов. Еще на последнем этапе производства, электроды для нержавейки подвергаются строгой проверке на соответствие их химического состава. Для увеличения эффективности работы, стержни электродов производят из хромоникелевого сплава, который отличается высокими противокоррозионными свойствами, при образовании уже первого слоя шва. Для соединения нержавеющих сталей необходим аппарат с хорошо направленным током или монтированным осциллятором.
Виды электродов
Итак, разберем попорядку, каким электродом можно заварить нержавейку. Самыми распространенными видами этих расходников, предназначенных для сваривания нержавеющей стали являются ОЗЛ-6, ЦЛ-11, НЖ – 13. Для более детального ознакомления со всеми тонкостями выбора необходимого материала, рекомендую посмотреть обучающее видео для новичков.
ЦЛ-11
Сварочные электроды ЦЛ-11 применяют при сварочных работах по хромоникелевым сталям, устойчивым к воздействию коррозии, следующих марок: 08Х18Н12Б, 08Х18Н12Т, 12Х18Н9Т, 12Х18Н10Т. То есть ЦЛ-11используют в том случае, когда к сварному шву предъявлены более строгие требования относительно устойчивости к воздействию межкристаллической коррозии. Соединение электродом ЦЛ-11допускается в любом положении шва, кроме вертикального с применением постоянного тока.
То есть ЦЛ-11используют в том случае, когда к сварному шву предъявлены более строгие требования относительно устойчивости к воздействию межкристаллической коррозии. Соединение электродом ЦЛ-11допускается в любом положении шва, кроме вертикального с применением постоянного тока.
Электроды ЦЛ-11предназначены для ручной сварки при температуре до 450°С. Они обладают специальным покрытием, в котором присутствуют карбонаты и фтористые соединения. К преимуществам данных электродов можно отнести: стойкость шва к межкристаллической коррозии, пластичность и высокую ударную вязкость швов, исключение образования горячих трещин, низкий уровень разбрызгивания металла, аккуратный, ровный шов.
ОЗЛ-6
Сварочные электроды ОЗЛ-6 применяют при высоких температурах для работы на литейном оборудовании в окислительной среде. Сварка электродом ОЗЛ-6 допускается любом положении шва, кроме вертикального. Шов, образующийся в результате соединения материалами ОЗЛ-6, может выдержать температурную нагрузку до 1000°С.
Предназначаются для ручной дуговой сварки жаростойких нержавеющих сталей с применением постоянного тока. В их покрытии также содержатся карбонаты и фтористые соединения. К преимуществам ОЗЛ-6 можно отнести: повышенную жаростойкость металла шва, стойкость металла к межкристаллической коррозии, пластичность и высокую ударную вязкость шва, минимальное разбрызгивание металла, аккуратный шов.
НЖ – 13
Данный вид электродов рекомендуется для выполнения ручной дуговой сварки пищевой нержавейки с применением постоянно тока. Также их можно использовать в случае задействования современных нержавеющих сталей, с присутствием хромоникелемолибденовых или хромоникелевых сплавов.
Целесообразно планировать соединение нержавейки с произведением предварительных расчетов использования необходимых компонентов. Выбрать подходящий сварочный аппарат. Рекомендую приобрести специальную сварочную головку, которая предназначена для сваривания тонкостенных труб из нержавейки, что обеспечит максимальную защиту в применении кольцевой камеры.
Электрод электроду рознь
Все электроды нужно использовать только по их назначению, то есть если электрод предназначен для соединения нержавеющих сталей, то вы не должны пытаться сварить цветной металл. Почему так? Если вы сварите изделие не соответствующим видом электродов, никто не гарантирует, что такой шов долго «проживёт». Чтобы правильно сориентироваться в выборе электродов для нержавеющих сталей, можно ознакомиться с прайс-листами заводов-изготовителей либо посмотреть обучающее видео.
Также необходимо учесть, что существуют электроды с покрытием и без него, бывают плавящиеся и неплавящиеся, для постоянного тока и переменного. Поэтому, выбирая электроды для конкретных задач, нужно быть особо внимательными.
Технологические особенности
Характерной особенностью соединения нержавеющей стали является хрупкость и возникновение коррозии. Во время пребывания металла в интервале температур от 500 до 800 градусов происходит выпад карбидов хрома, вызывающий разрушение изделия в процессе его эксплуатации. Для устойчивости стали к разрушениям, необходимо ослабить эффект выпадения карбидов, что обеспечит стабилизацию свойств стали в месте шва.
Для устойчивости стали к разрушениям, необходимо ослабить эффект выпадения карбидов, что обеспечит стабилизацию свойств стали в месте шва.
Существует несколько видов сваривания нержавеющей стали:
- Ручной способ;
- Плазменный способ.
Ручная сварка применяется в том случае, когда толщина листа нержавейки – 1,5 мм. Если лист тоньше данного параметра, подойдет ручная дуговая сварка с использованием вольфрамовых электродов либо импульсная дуговая с использованием плавящихся электродов. Для ручной дуговой сварки используется компактный сварочный аппарат, который называют инвертором. Для ознакомления с нюансами работы, используя инвенторный аппарат, рекомендую посмотреть обучающее видео.
Плазменный способ применяют для сварки нержавеющей стали любой толщины. Также широко распространен плазменный способ дуговой сварки под флюсом, чаще использующийся в строительной и промышленной сфере.
По завершении сварочных работ, нержавеющая сталь подлежит определенной обработке, также необходимо произвести закрепление сварочных швов. После соединения нержавейки, на шве образуется тонкий слой хрома, который необходимо удалить, для обеспечения прочности соединения и исключения коррозии. Существует несколько способов удаления данного слоя:
После соединения нержавейки, на шве образуется тонкий слой хрома, который необходимо удалить, для обеспечения прочности соединения и исключения коррозии. Существует несколько способов удаления данного слоя:
- Изделие подлежит термической обработке, при температуре выше +1000 °C;
- Производится механическая обработка шлифовальными материалами и инструментами;
- Происходит травление фосфорной либо азотной кислотой, что, помимо удаления слоя хрома, обеспечивает высокую прочность шва.
Несколько рекомендаций
В заключение хочется дать несколько рекомендации:
- При повышении температуры во время сварочных работ по нержавеющей стали до +450-500 °C, существует вероятность возникновения кристаллизационных трещин, значительно ослабевающих конструкцию.
- Во время длительной сварки нержавейки при интервале температур от +360 °C до +550 °C, пластические свойства конструкции снижаются, она становится хрупкой.
- Сведите к минимуму расстояние между прихватками, так как сварка нержавейки предполагает более длинные прихватки.
- Прежде чем приступить к сварке, накалите изделие при температуре +1000-1200 °C и охлаждайте на воздухе, на протяжении 3 часов.
- Качественная сварка требует максимальной быстроты, без подвергания свариваемого металла длительному воздействию тепла. При необходимости нескольких проходов, их выполняют поочерёдно, предварительно охлаждая металл до +100 °C.
Электроды По нержавейке и Для нержавейки
Нержавеющие стали подразделяются на три больших категории:
- мартенситные нержавеющие стали;
- хромистые или ферритные стали;
- аустенитные стали.
Стали содержащие хром менее 12%, называются нержавеющими. Хром образует защитную пленку на поверхности металла состоящую из оксида хрома. Благодаря ней стали обладают нержавеющими и коррозиестойкими свойствами. Но при разрушении этой пленки при воздействии, каких либо химических или механических воздействий, сталь теряет свою коррозиестойкий. Но пленка оксида хрома имеет свойство восстанавливаться при взаимодействии с кислородом.
Но пленка оксида хрома имеет свойство восстанавливаться при взаимодействии с кислородом.
Нержавеющие стали, на сегодняшний день очень широко применяются в для изготовления посуды для пищевой промышленности, в химической и нефтехимической промышленности, а также при изготовление оборудования, которое в процессе эксплуатации подвергается воздействие высоких температур.
Сварка нержавеющих сталей производиться вольфрамовыми электродами, они имеют электрическое удельное сопротивление в шесть раз превышающие сопротивление обычных электродов. Для выполнения сварочных работ на трубах и тонких листах выбирают дуговую сварку с использованием плавящимися электродами. При выполнении сварочных работ на нержавеющей стали, плавящимися электродами в инертном газе создает импульсную дугу и позволяется сваривать весьма тонкие листы толщиной до 0,8 мм.
Существуют универсальные виды электродов подходящие для всех видов сварочных работ по нержавейки. Такие электроды из-за высокого содержания в металле, из которого изготовлен электрод хрома и никеля очень высоко и благодаря этому фактору образуются весьма прочные соединения. Следует отметить, что такие же электроды используются для сварки углеродистых сталей с нержавеющими листами.
В современной промышленности нержавеющие электроды практически не заменимы для выполнения работ по легированным сталям, а также к сталям, содержащим высокое количество легирующих примесей.
Такие электроды из-за высокого содержания в металле, из которого изготовлен электрод хрома и никеля очень высоко и благодаря этому фактору образуются весьма прочные соединения. Следует отметить, что такие же электроды используются для сварки углеродистых сталей с нержавеющими листами.
В современной промышленности нержавеющие электроды практически не заменимы для выполнения работ по легированным сталям, а также к сталям, содержащим высокое количество легирующих примесей.
Получаемый в процессе сварочных работ шов обладает высокими высокой стойкостью к межкристаллитной коррозии. При выполнение сварных работ расход сварных электродов составляет, 1 килограмм на 1,5 килограмма стали. При использовании сварочных электродов для работы с теплоустойчивыми легированными сталями позволяют получить шов способный выдержать темпера ту до 600С.
Сварка нержавейки для начинающих: электроды для сварки, технология работы инвертором и полуавтоматом
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них.

Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом!
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.

Электроды ММА для нержавеющих сталей
Вопрос №2.
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Ответ:
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3
Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Електроды ЦЛ-11
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Мех.показатели:
Временное сопротивление разрыву, более 540Н/мм2
Относительное удлинение, более 20%
Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61.85, ОК61.30
Вопрос №4
Какой газ применяют для защиты шва?
Ответ:
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Вопрос №5
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
Ответ:
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва. Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
Теперь о технологии. Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов
• Струйный перенос – лучше всего использовать порошковую проволоку без газа
• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Вопрос №6
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Ответ:
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.
Сварочный полуавтомат
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
Вам необходимо верно подобрать соотношение параметров скорости и напряжения. Только в таком случае вы получите шов, который будет соответствовать критериям качества.
способы и как правильно варить
Больше ста лет человечество находит применение нержавеющей стали во многих сферах своей деятельности. Ее применяют для производства различных конструкций, арматуры, емкостей, разнообразного крепежа, инструментов. Достаточно часто изготовить либо отремонтировать изделия из нержавеющих сплавов невозможно без применения соответствующего сварочного процесса. При этом необходимо понимать, что сварка нержавейки должна осуществляться с учетом специфических особенностей данного высоколегированного металла.
1 / 1
Нержавеющая сталь – что это за материал
Главное достоинство высоколегированного коррозионностойкого сплава – это уникальная комбинация железа с углеродом (<0,12%) и хромом (>10,5%). Такое содержание основных химических компонентов позволило значительно повысить антикоррозионную стойкость металла.
С учетом химического состава специалисты условно разделяют нержавеющие сплавы на 3 основные группы:
-
Хромистые.
Наиболее дешевый класс нержавейки. Характеризуются повышенной прочностью. Однако за счет низкой пластичности плохо поддаются обработке.
-
Хромоникелевые. Имеют большую пластичность. Пользуются большой востребованностью. Присутствие никеля позволяет стабилизировать структуру металла, а также придать сплавам слабые магнитные характеристики.
-
Хромомарганцевоникелевые. За счет добавления марганца не только сохраняется пластичность металла, но и увеличивается его прочность.
 Наиболее дешевый класс нержавейки. Характеризуются повышенной прочностью. Однако за счет низкой пластичности плохо поддаются обработке.
Наиболее дешевый класс нержавейки. Характеризуются повышенной прочностью. Однако за счет низкой пластичности плохо поддаются обработке.
Также нержавеющие сплавы могут различаться физическим строением. Наиболее известные виды имеют ферритную, аустенитную, мартенситную структуру.
Какими методами сваривают нержавейку
Сварку нержавеющих сталей можно осуществлять разнообразными способами. К наиболее популярным технологиям относятся:
-
Ручная дуговая сварка с использованием плавящихся покрытых электродов (ММА).
Практически каждый сварщик-любитель может позволить себе покупку инвертора для РДС для бытовых работ. Этот способ сварки может обеспечить высокое качество сварного соединения деталей из нержавейки при наличии определенного опыта.
-
Полуавтоматическая сварка проволокой с применением смеси защитного газа (MIG/MAG) на основе инертного (аргона). Применение этого способа сварки (сварочных полуавтоматов) позволяет быстро производить сварку, гарантируя получение равномерного шва высокого качества. Рекомендуется использовать этот способ сварки для выполнения сварных швов большой протяженности.
-
Сварка с помощью неплавящегося электрода в среде инертного газа (TIG). За счет применения инверторов для ручного аргонодугово
 Практически каждый сварщик-любитель может позволить себе покупку инвертора для РДС для бытовых работ. Этот способ сварки может обеспечить высокое качество сварного соединения деталей из нержавейки при наличии определенного опыта.
Практически каждый сварщик-любитель может позволить себе покупку инвертора для РДС для бытовых работ. Этот способ сварки может обеспечить высокое качество сварного соединения деталей из нержавейки при наличии определенного опыта.
го сварочного процесса предоставляется возможность соединять тонколистовые заготовки с высоким качеством и привлекательным внешним видом. Рекомендуется для сварки конструкций, имеющих особые требования.
Особенности сварки нержавеющей стали
Необходимо понимать, что сварка нержавеющей стали имеет определенные нюансы из-за специфических особенностей этого высоколегированного металла:
-
За счет наличия хрома в структуре стали значительно снижаются прочностные параметры сварного соединения. Так как в результате создания высоких температур в ходе сварочного процесса этот химический элемент начинает вступать в реакцию с углеродом. Как следствие, образуется карбид хрома. В связи с этим рекомендуется быстро охлаждать место соединения заготовок, даже с помощью обычной воды.
-
Пониженная теплопроводность. Поэтому для осуществления сварочного процесса нужно применять ток силой на 15-20% ниже, чем при соединении деталей из обычных сталей.
-
Металл характеризуется повышенным коэффициентом расширения. В связи с этим требуется постоянно контролировать величину зазора между соединяемыми заготовками.
-
Отличается большим электрическим сопротивлением. Поэтому рекомендуется применять для сварки электроды на основе хромоникелевых стержней не длиннее 350 мм.

Приступая к процессу соединения деталей из нержавеющих сплавов, требуется учитывать эти нюансы. Это даст возможность получить качественный результат. При не соблюдении этих рекомендаций появляется большая вероятность образования дефектов в сварном шве.
Обработка изделий перед сваркой
Перед осуществлением сварочного процесса требуется непременно выполнить следующие операции:
-
Удалить с поверхности соединяемых деталей загрязнения. Это можно сделать с помощью металлической щетки, наждачной бумаги.
-
Обработать места соединения заготовок любым растворителем (специальной жидкостью, ацетоном, уайт-спиритом). Отсутствие жировых пятен позволит значительно увеличить устойчивость дуги.
-
Произвести обработку свариваемых поверхностей средством, исключающим налипание брызг расплавленного металла. Это даст возможность устранить необходимость в последующей очистке изделия.
Обработка изделий после сварки
Дополнительная обработка изделий из нержавеющей стали после завершения сварочного процесса должна осуществляться непременно. Не проведение этой операции может спровоцировать появление негативных последствий: образованию коррозии, уменьшению прочностных характеристик готового изделия.
Для обработки сваренной продукции из нержавеющих сплавов стандартно применяют следующие технологии:
-
Механическую очистку с использованием стальных щеток. Позволяют улучшить внешний вид.
-
Пескоструйный способ. Дает возможность придать изделию достаточную привлекательность.
-
Шлифование.
Гарантирует получение шва с идеально ровной поверхностью.
-
Для защиты места неразъемного соединения от естественного разрушения применяют пассивацию и травление.
 Гарантирует получение шва с идеально ровной поверхностью.
Гарантирует получение шва с идеально ровной поверхностью.
Оборудование для сварки нержавейки
Выбирая сварочные аппараты в Москве, необходимо учитывать специфические нюансы конкретных соединяемых деталей. В нашем магазине можно купить оборудование для сварки по любой технологии:
-
Аппараты КЕДР PRIME для метода MMA/ARC. Отличаются эффективной системой охлаждения, высокой мощностью, хорошей защищенностью. Быстрая настройка основных параметров сварочного процесса обеспечивается за счет оснащения модели цифровым информативным дисплеем.
-
Сварочные полуавтоматы КЕДР UltraMIG. Позволяют осуществлять полуавтоматическую и ручную дуговую сварку как углеродистых, так легированных стальных сплавов.
-
Аппараты аргонодуговой сварки КЕДР TIG.
Позволяют производить сварочные процессы в линейных и импульсных режимах. При этом можно легко менять настройки любого рабочего параметра.
 Позволяют производить сварочные процессы в линейных и импульсных режимах. При этом можно легко менять настройки любого рабочего параметра.
Позволяют производить сварочные процессы в линейных и импульсных режимах. При этом можно легко менять настройки любого рабочего параметра.
Все модели отличаются компактными размерами и небольшим весом. Их можно применять как на производствах, так и в автосервисах.
Электроды из нержавеющей стали — Сварочные материалы — Arweld
показать после: 6 12 18 30 60 120 Сортировать по: по умолчанию имя по возрастанию по убыванию цена по возрастанию цена по убыванию дата по возрастанию дата по убыванию сначала РекомендуетсяЭлектроды из нержавеющей стали Avesta 308L / MVR, диаметр 2,0 1,1 кг
Аустенитные электроды Avesta 308L с очень низким содержанием углерода для сварки сталей типов 19% Cr, 10% Ni и аналогичных
Электроды из нержавеющей стали Avesta 308L / MVR, диаметр 2,5 1 кг
Электроды Avesta аустенитные с очень низким содержанием углерода для сварки сталей 19% Cr 10% Ni и аналогичных
Электроды для нержавеющей стали E-309L fi 2.
5Электрод предназначен для сварки различных марок стали .Используется для объединения разных видов. Рекомендуется для соединения нержавеющих сталей с углеродистыми сталями
.Электроды для нержавеющей стали E-309L fi 3.2
Электрод предназначен для сварки различных марок стали . Используется для объединения разных видов.Рекомендуется для соединения нержавеющих сталей с углеродистыми сталями
.Электроды из нержавеющей стали OK 61.30 диам. 1,6 / 1,6 кг
Аустенитные электроды с очень низким содержанием углерода для сварки сталей 19% Cr 10% Ni и аналогичных
Электроды из нержавеющей стали ОК 61.30 диам. 2,0 / 1,6 кг
Аустенитные электроды с очень низким содержанием углерода для сварки сталей 19% Cr 10% Ni и аналогичных
Электроды из нержавеющей стали OK 61.30 fi 2.5
Аустенитные электроды с очень низким содержанием углерода для сварки сталей 19% Cr 10% Ni и аналогичных
Электроды из нержавеющей стали ОК 61.
30 диам. 2,5 / 1,5 кгАустенитные электроды с очень низким содержанием углерода для сварки сталей 19% Cr 10% Ni и аналогичных
Электроды из нержавеющей стали OK 61.30 fi 3,2 / 4,1 кг
Аустенитные электроды с очень низким содержанием углерода для сварки сталей 19% Cr 10% Ni и аналогичных
Электроды из нержавеющей стали ОК 61.30 fi 4,0 / 4,1 кг
Аустенитные электроды с очень низким содержанием углерода для сварки сталей 19% Cr 10% Ni и аналогичных
Электроды для нержавеющей стали OK 63,30 диам. 2,0 / 1,6 кг E 316L
Аустенитные электроды с очень низким содержанием углерода для сварки сталей, устойчивых к коррозии, типа 18% Cr 12% Ni 2,8% Mo и аналогичных
Электроды из нержавеющей стали ОК 63.Диаметр 30 2,5 / 1,7 кг E 316L
Аустенитные электроды с очень низким содержанием углерода для сварки сталей, устойчивых к коррозии, типа 18% Cr 12% Ni 2,8% Mo и аналогичных
Электроды для нержавеющей стали OK 63.
30 fi 3,2 / 4,1 кг E 316LАустенитные электроды с очень низким содержанием углерода для сварки сталей, устойчивых к коррозии, типа 18% Cr 12% Ni 2,8% Mo и аналогичных
Электроды из нержавеющей стали ОК 63.30 Ø 4,0 / 4,3 кг E 316L
Аустенитные электроды с очень низким содержанием углерода для сварки сталей, устойчивых к коррозии, типа 18% Cr 12% Ni 2,8% Mo и аналогичных
Электроды из нержавеющей стали OK 67.60 fi 2,5 / 1,7 кг E 309L
Электрод для жаропрочных хромистых и хромоникелевых сталей.Рекомендуется для соединения нержавеющих сталей с углеродистыми сталями
.Электроды из нержавеющей стали OK 67.60 fi 3,2 / 4,3 кг E 309L
Электрод для жаропрочных хромистых и хромоникелевых сталей. Рекомендуется для соединения нержавеющих сталей с углеродистыми сталями
.Электроды из нержавеющей стали ОК 67.60 fi 4,0 / 4,3 кг E 309L
Электрод для жаропрочных хромистых и хромоникелевых сталей.
. Рекомендуется для соединения нержавеющих сталей с углеродистыми сталямиЭлектроды термостойкие OK 67.15 fi 2,5 / 0,6 кг E 310
Электроды аустенитные для жаропрочных сталей типа 25% Cr, 20% Ni.Наплавленный металл не содержит феррита и устойчив к температурам до 1100С
Электроды термостойкие ОК 67,15 ф 3,2 / 1,7 кг E 310
Электроды аустенитные для жаропрочных сталей типа 25% Cr, 20% Ni. Наплавленный металл не содержит феррита и устойчив к температурам до 1100С
Электроды термостойкие ОК 67.Диаметр 15 4,0 / 1,7 кг E 310
Электроды аустенитные для жаропрочных сталей типа 25% Cr, 20% Ni. Наплавленный металл не содержит феррита и устойчив к температурам до 1100С
Электроды термостойкие ОК 67,45 диам. 3,2 / 1,7 кг E 307
Электроды аустенитные с содержанием феррита до 5% для сварки высоколегированных и низколегированных сталей
Электроды термостойкие ОК 67.45 Ø 4,0 / 1,7 кг E 307
Электроды аустенитные с содержанием феррита до 5% для сварки высоколегированных и низколегированных сталей
Электрододержатель 350 мм
Электрододержатель 350 мм
Контейнер для электродов 450 мм
Держатель электрода 450 мм
 5
5 30 диам. 2,5 / 1,5 кг
30 диам. 2,5 / 1,5 кг 30 fi 3,2 / 4,1 кг E 316L
30 fi 3,2 / 4,1 кг E 316L Рекомендуется для соединения нержавеющих сталей с углеродистыми сталями
Рекомендуется для соединения нержавеющих сталей с углеродистыми сталями
Методы сварки нержавеющей стали — справочник
Нержавеющая сталь — один из самых ценных материалов в различных кругах. Он используется во многих отраслях промышленности, в строительстве и ремеслах. Он отличается высокой прочностью, устойчивостью к механическим повреждениям и деформации, а также к внешним факторам. Как следует из названия, этот вид стали не подвержен коррозии. Поскольку он не ржавеет, его также можно использовать в более сложных условиях — во влажных местах или просто на открытом воздухе.Как уже упоминалось, он также играет важную роль в строительном мире. Металлические конструкции встречаются все чаще, и нет никаких признаков того, что они будут приходить в упадок.
Как сваривать нержавеющую сталь и для чего она нужна?
Обработка стали как материала может потребовать различных действий. Ей придают соответствующую форму, например, сгибая листы с использованием соответствующей техники. Однако иногда стальные элементы необходимо постоянно соединять, и это требует использования одного из способов сварки. Самая распространенная и простая сварка — сталь методом MMA, т.е.с использованием электросварщиков — трансформатора и инвентаря. В этом случае используются так называемые покрытые электроды, которые покрыты слоем флюса. Когда он нагревается, он создает газовую оболочку, необходимую для этой деятельности. Недостатком метода является медлительность, поэтому он подходит для периодической сварки.
Самая распространенная и простая сварка — сталь методом MMA, т.е.с использованием электросварщиков — трансформатора и инвентаря. В этом случае используются так называемые покрытые электроды, которые покрыты слоем флюса. Когда он нагревается, он создает газовую оболочку, необходимую для этой деятельности. Недостатком метода является медлительность, поэтому он подходит для периодической сварки.
Соединительные элементы, изготовленные из стали, обычно используются при проектировании.Если из нескольких стальных балок нужно сделать более длинную секцию или, например, некоторую геометрическую форму, обязательно дотянуться до сварочного аппарата. То же касается и сварки стальных листов. На данный момент сварка кислого чугуна может выполняться несколькими способами. Еще одно популярное решение — сварка TIG — с использованием газового баллона. Для этого используются неплавкие электроды, не уменьшающиеся в процессе эксплуатации. Метод считается очень точным, но, как и классическая сварка MMA, не впечатляет своей эффективностью.
Сварка нержавеющей стали — как правильно выбрать электроды?
При сварке стержневыми электродами используются плавящиеся электроды, количество которых систематически уменьшается. Это приводит к постепенному сокращению расстояния между металлом и сварщиком. Это дополнительное ограничение помимо медленности процесса и его не очень высокой эффективности. Электроды для сварки нержавеющей стали аппаратами для ручной дуговой сварки имеют крышки и доступны в различных вариантах. Самыми популярными являются рутил, сокращенно ER или ERR.Их можно сваривать в различных положениях, используя постоянный или переменный ток. Основным компонентом их покрытия является рутил, то есть диоксид титана. Перед началом работы электроды следует просушить при температуре 100-150 градусов около часа.
Кроме того, для сварочных аппаратов MMA рекомендуются кислотные (EA), кислотно-рутиловые (EAR) или основные (EB) электроды. Последние подходят для сварки высокопрочных сталей, которые относятся к категории трудносвариваемых металлов и толстостенных элементов. Они могут работать как с постоянным, так и с переменным током, а также их необходимо просушивать перед использованием — даже при температуре 400 градусов. Менее требовательны в этом отношении целлюлозные электроды (ЭК), предназначенные для низколегированных и низкоуглеродистых сталей, поскольку их не нужно сушить. Для метода TIG обычно используются вольфрамовые электроды без покрытия.
Они могут работать как с постоянным, так и с переменным током, а также их необходимо просушивать перед использованием — даже при температуре 400 градусов. Менее требовательны в этом отношении целлюлозные электроды (ЭК), предназначенные для низколегированных и низкоуглеродистых сталей, поскольку их не нужно сушить. Для метода TIG обычно используются вольфрамовые электроды без покрытия.
Как перенести сварку и о чем она?
Знатоки также высоко ценят аппараты для сварки MIG / MAG, то есть для сварки MIG.Это интересные устройства, потому что они также могут работать как сварочные аппараты MMA. Фактически, мы имеем дело с двумя устройствами в одном наборе. Процесс сварки происходит в газовой защите, но газ подается не из флюса, а из баллона (так же, как и в случае сварочных аппаратов TIG). Этот способ сварки основан на использовании безэкранированных электродов, то есть сварочной проволоки. Метод очень действенный.
Независимо от выбранной техники сварки необходимо обеспечить надлежащую подготовку нержавеющей стали — точную фиксацию, избегая контакта с черной сталью (способствует возникновению очагов коррозии). Низколегированные и нелегированные стали склонны к ржавлению, поэтому следует избегать любого загрязнения частицами. Другой вопрос — защита гребня сварного шва от окисления. Это важно, потому что оксидный слой, образованный при высокой температуре, может снизить коррозионную стойкость сварных швов. Поэтому после завершения работ рекомендуется удалить его такими методами, как чистка щеткой, шлифовка, травление или пескоструйная обработка.
Низколегированные и нелегированные стали склонны к ржавлению, поэтому следует избегать любого загрязнения частицами. Другой вопрос — защита гребня сварного шва от окисления. Это важно, потому что оксидный слой, образованный при высокой температуре, может снизить коррозионную стойкость сварных швов. Поэтому после завершения работ рекомендуется удалить его такими методами, как чистка щеткой, шлифовка, травление или пескоструйная обработка.
312 ЭЛЕКТРОДЫ ДЛЯ НЕРЖАВЕЮЩЕЙ СТАЛИ
ЭЛЕКТРОД РУЧНОЙ ДЛЯ РЕМОНТА НЕРЖАВЕЮЩЕЙ СТАЛИ
Это щелочно-рутиловый электрод с улучшенными механическими свойствами наплавки из нержавеющей стали. Высокая трещиностойкость. Сварка всех низколегированных и высоколегированных сталей. Электрод можно использовать по-разному для ремонта с высокой степенью защиты. Мягкое плавление, эстетичный внешний вид швов, самопадающий шлак.
ТИП СВАРОЧНОЙ СТАЛИ:
Углеродистая сталь, оцинкованная сталь, нержавеющая сталь, инструментальная сталь, марганцевая сталь и т. Д.
Д.
ОСНОВНОЕ ПРИМЕНЕНИЕ:
Ремонт и техническое обслуживание неизвестных, трудно свариваемых или неизвестных сталей. Подходит для буферных слоев перед поверхностным упрочнением, конструкции поршневых штоков, шестерен.
ПРЕИМУЩЕСТВА:
- Идеально универсальный
- Высокое сопротивление
- Депозит стали
- Очень красивый гребень
СТАНДАРТЫ: EN 1600 / ISO 3581-A: E29.9 R 32; AWS A5-4 (E312-16)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Химический анализ слоя (%): | Fe: (базовый) | С: | Si: 1.0 | Mn: 0,6 | Кр: 9.0 | Ni: 9,5 | Пн: 900 09 0,5 |
| Механические свойства слоя: | Rp 0,2:> 500 МПа Rm: 750/850 МПа A%:> 20 | ||||||
| Полярность электродов: | положительный | ||||||
| Напряжение выходной цепи (OCV): | ∼ 50 В | ||||||
| Деталь № | ∅ × Длина (мм) | шт / упаковка | кг / упаковка | Упаковок / ящиков | |
| E2 | S2,5 × 300 | 95 | 1,7 | 1 | |
| E2 | S | 3,2 × 350 | 60 | 2,0 | 1 |
| Деталь № | ∅ × Длина (мм) | шт / упаковка | кг / упаковка | Упаковок / ящиков |
| E220110S | 2,5 × 300 | 15 | 0,270 | 1 |
| E220111S | 3,2 × 350 | 10 | 0,340 | 1 |

Электроды из нержавеющей стали — BEJMET Stainless items
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции веб-сайта (кроме необходимых для его работы).Их включение предоставит вам доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям пользователей.
Продавцы аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под управлением которого работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Цель сбора этих файлов — выполнить анализ, который будет способствовать развитию программного обеспечения. Вы можете узнать больше об этом в политике Shoper в отношении файлов cookie.
Цель сбора этих файлов — выполнить анализ, который будет способствовать развитию программного обеспечения. Вы можете узнать больше об этом в политике Shoper в отношении файлов cookie.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговую деятельность.
.Электроды для нержавеющей стали 308L Inox 4,0 мм 1,7 кг 9000 1
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции веб-сайта (кроме необходимых для его работы).Их включение предоставит вам доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям пользователей.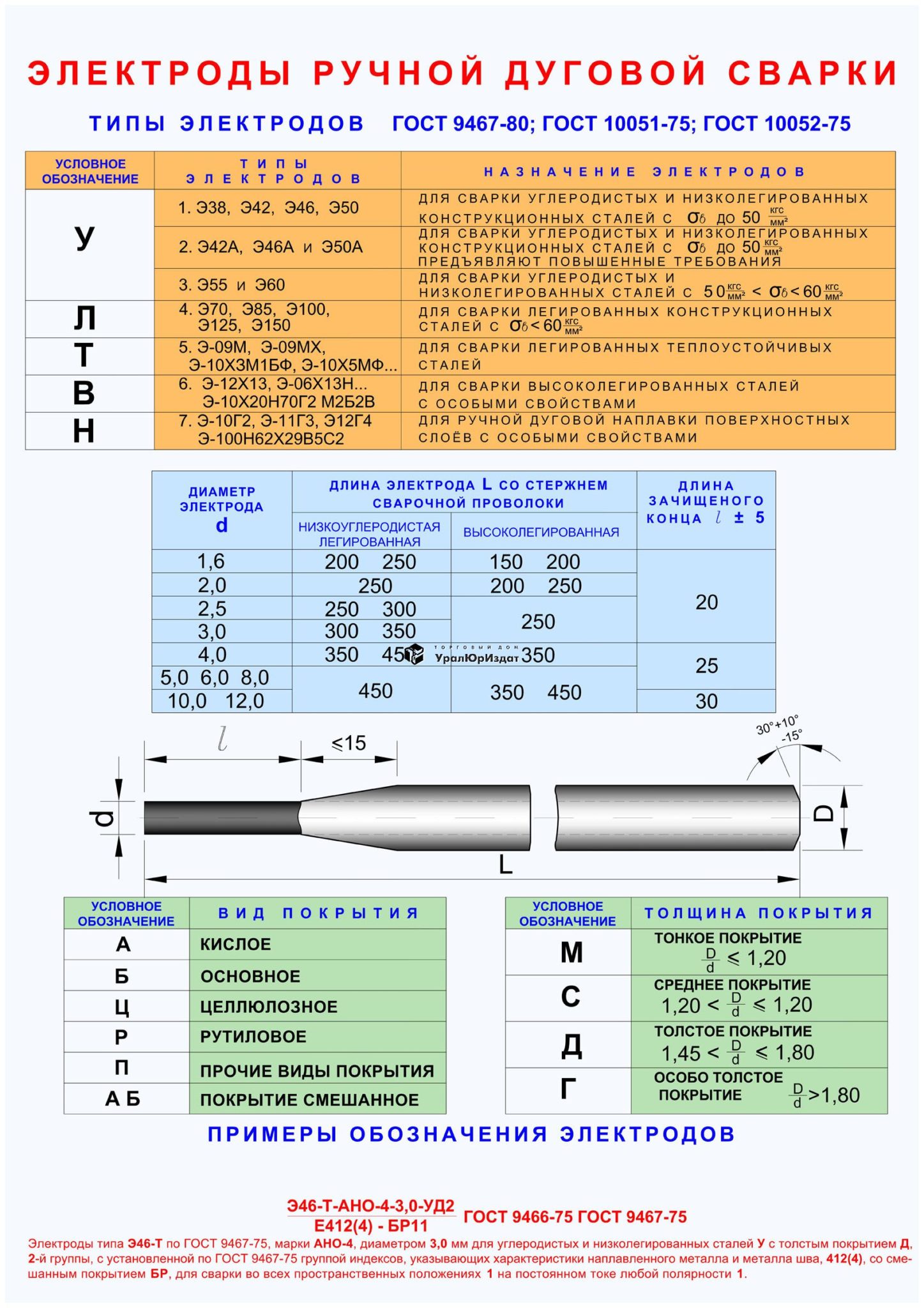
Продавцы аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под управлением которого работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Цель сбора этих файлов — выполнить анализ, который будет способствовать развитию программного обеспечения. Вы можете узнать больше об этом в политике Shoper в отношении файлов cookie.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговую деятельность.
.Сварочные электроды для литого алюминия и нержавеющей стали
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции веб-сайта (кроме необходимых для его работы). Их включение предоставит вам доступ ко всем функциям веб-сайта.
Их включение предоставит вам доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям пользователей.
Продавцы аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под управлением которого работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Цель сбора этих файлов — выполнить анализ, который будет способствовать развитию программного обеспечения. Вы можете узнать больше об этом в политике Shoper в отношении файлов cookie.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговую деятельность.
.Электроды для нержавеющей стали Oerlikon SUPRANOX 316L Ø3.2×350мм 120шт.
Товар есть в наших магазинах
Вы можете купить этот товар, не оформляя онлайн-заказ, в одном из наших магазинов рядом с вами. Немедленно проверьте, где товар доступен.
Немедленно проверьте, где товар доступен.
Введите свои контактные данные, и мы сообщим вам, когда товар будет в наличии
- Электроды Oerlikon SUPRANOX из нержавеющей стали 316L Ø3.2х350мм 120шт.
- Код продукта: W000375876
- Выберите размер, о котором мы хотим вам сообщить:
Рутиловый электрод с покрытием SUPRANOX 316L — идеальное решение для сварки аустенитного стабилизированного и нестабилизированного Cr -Ni нержавеющие стали -Mo и стали, химический состав которых аналогичен.
Благодаря мелкокапельной сварке электрода и процесс сварки проходит плавно.При этом у не заметно разбрызгивания, у и шлака, который самопроизвольно отрывается от гладкой и чистой поверхности сварного шва. Характерной особенностью также является беспроблемный процесс розжига и повторного зажигания. Рабочая температура металла шва в агрессивной среде не должна превышать ° С, ° С.
Рабочая температура металла шва в агрессивной среде не должна превышать ° С, ° С.
EN 1600: E 19 12 3 L R 1 2
AWS A5.4: E 316L-17
1.4401 (X4CrNiMo17-12-2), 1.4435 (X2CrNiMo18-14-3)
1.4571 (X6CrNiMoTi17-12-2), 1.4583 (X10CrNiMoNb18-12)
AISI 316L
Технические параметры:
| Диаметр проволоки: | Ø 3,2 |
| Применение: | Высоколегированные и жаропрочные стали |
Отзывы пользователей
Чтобы оценить продукт или добавить отзыв , тебе нужно быть. .Какой тип сварочной проволоки и электрода используются для сварки труб и труб из нержавеющей стали 304?
Какой тип сварочной проволоки и электрода используются для сварки труб и труб из нержавеющей стали 304?
Электрод для сварки труб 304: Э308-16 (А102).
Сварочная проволока: ER308.
Сварка: сварка также может быть написана как «сварка» или сварка или сплавление. Это технология обработки и режим соединения, при котором два или более видов материалов (одинаковых или разных) нагреваются, подвергаются давлению или используются вместе для объединения атомов двух заготовок.Сварка широко используется как в металлических, так и в неметаллических областях. В процессе сварки заготовка и припой плавятся, образуя зону плавления, а соединение между материалами формируется после охлаждения и затвердевания расплавленной ванны. В этом процессе обычно применяется давление. Существует много видов источников энергии для сварки, в том числе газовая пламенная, дуговая, лазерная, электронно-лучевая, фрикционная и ультразвуковая.
Это технология обработки и режим соединения, при котором два или более видов материалов (одинаковых или разных) нагреваются, подвергаются давлению или используются вместе для объединения атомов двух заготовок.Сварка широко используется как в металлических, так и в неметаллических областях. В процессе сварки заготовка и припой плавятся, образуя зону плавления, а соединение между материалами формируется после охлаждения и затвердевания расплавленной ванны. В этом процессе обычно применяется давление. Существует много видов источников энергии для сварки, в том числе газовая пламенная, дуговая, лазерная, электронно-лучевая, фрикционная и ультразвуковая.
До конца 19 века единственным сварочным процессом была ковка металла, которую кузнецы использовали сотни лет.Самая ранняя современная технология сварки появилась в конце 19 века, сначала дуговая сварка и сварка в кислородном газе, а затем контактная сварка. Труба из нержавеющей стали 304 сваривается сварочной проволокой 304/308.
- Сварочный пруток: Э308-16 (А102).
- Сварочная проволока: ER308.
- Сварочная проволока: А107; S309 можно использовать в качестве сварочной проволоки, e308lt1-1 можно использовать в качестве порошковой проволоки.
Какой сварочный электрод используется для сварки трубопроводов водородом под высоким давлением? Вам нужен щелочной электрод?
Для сварки трубопроводов выбранный сварочный стержень, как правило, аналогичен материалу трубопровода и обычно использует принцип равной прочности или более сильной точки.Щелочная сварочная проволока обычно используется на важных позициях, но требования к щелочной сварочной проволоке относительно высоки, а кислотно-щелочное свойство относительно. Пока качество может быть гарантировано, можно использовать кислотный сварочный электрод, а общий материал будет определять состав сварочного электрода. Вы не сможете подобрать его самостоятельно.
Какой электрод подходит для сварки трубопроводов высокого давления?
В настоящее время 6010 используется в крупных трубопроводах, таких как проект транспортировки газа с запада на восток. Процесс укупорки 81n1, сварка электродом 7010 вниз и сварочные материалы подложки должны выбираться в соответствии с конкретным материалом гроба. Следует использовать различные методы сварки. Углеродистая сталь или коррозионностойкая нержавеющая сталь должны определяться в зависимости от качества жидкости. Тонкостенный полный аргон и толстостенный аргон должны быть электрифицированы. Диаметр трубы следует определять в зависимости от скорости потока. Толщина стенки должна определяться в зависимости от давления. Определите сварочный стержень в соответствии с материалом трубы; Но сейчас это обычно аргонодуговая сварка (или прямая аргонодуговая сварка) с электросварочным покрытием.Трубопровод также делится на обычный трубопровод из углеродистой стали и трубопровод из нержавеющей стали.
Процесс укупорки 81n1, сварка электродом 7010 вниз и сварочные материалы подложки должны выбираться в соответствии с конкретным материалом гроба. Следует использовать различные методы сварки. Углеродистая сталь или коррозионностойкая нержавеющая сталь должны определяться в зависимости от качества жидкости. Тонкостенный полный аргон и толстостенный аргон должны быть электрифицированы. Диаметр трубы следует определять в зависимости от скорости потока. Толщина стенки должна определяться в зависимости от давления. Определите сварочный стержень в соответствии с материалом трубы; Но сейчас это обычно аргонодуговая сварка (или прямая аргонодуговая сварка) с электросварочным покрытием.Трубопровод также делится на обычный трубопровод из углеродистой стали и трубопровод из нержавеющей стали.
Используйте J507 для низкого выбора и r207 для высокого выбора. R307 лучше и проще купить. R207 используется редко. Это зависит от местоположения. В общем, J507 достаточно.
Сколько электродов необходимо для сварки одного километра трубопровода 377 на 8?
Если n стыков, то на один метр такого шва нужно около 6 кг сварочной проволоки? Если вы хотите узнать, сколько сварочных стержней вам нужно, вам необходимо рассчитать общую длину сварного шва. Например, если длина сварного шва составляет 377 * 3,14 = 1184 мм, общая длина сварного шва составляет 1184 * n. Вы имеете в виду длину шва или длину трубы?
Например, если длина сварного шва составляет 377 * 3,14 = 1184 мм, общая длина сварного шва составляет 1184 * n. Вы имеете в виду длину шва или длину трубы?
Какой сварочный электрод подходит для трубопровода подачи воды под высоким давлением?
Это зависит от материала трубы, и соответствующий сварочный пруток выбирается в соответствии с материалом. И технология сварки сварщика должна быть выбрана в соответствии с материалом трубопровода. Общий сварочный стержень подходит, или белый стальной сварочный стержень следует выбирать в зависимости от материала.И технология сварки сварщика должна быть лучше, обычный электрод может быть электродом J507, сначала зависит от материала вашей трубы, чтобы выбрать, какой электрод. В зависимости от материала выбрать соответствующий электрод.
Сколько килограммов сварочной проволоки нужно для трубы с толщиной стенки 14мм и DN350?
Сколько килограммов сварочной проволоки требуется для трубы DN350 с толщиной стенки 14 мм? Я научу вас методу расчета объем * плотность по прямоугольному параллелепипеду с большой шириной раскрытия. Я надеюсь, что это может быть принято.
Я надеюсь, что это может быть принято.
Сварка жидкостных труб при минус 40 град. Какой электрод используется для сварки. Какой метод сварки?
Каковы требования к сварочной проволоке для сварки трубопроводов?
- 1. Температура плавления.
- 2. Ликвидность.
- 3. Прочность на растяжение после сварки. Эти три технических индикатора. Этот же материал подобен основному материалу.
Источник: Китайский производитель стальных труб — Yaang Pipe Industry (www.steeljrv.com)
(Yaang Pipe Industry является ведущим производителем и поставщиком изделий из никелевого сплава и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, фитинги для труб из нержавеющей стали, трубы из нержавеющей стали. Продукция Yaang широко используется в судостроении, атомной энергетике, судостроении. машиностроение, нефтяная, химическая, горнодобывающая, очистка сточных вод, природный газ и сосуды под давлением и другие отрасли промышленности. )
)
Если вы хотите получить больше информации о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу sales@steeljrv.ком
Обратите внимание, что вас могут заинтересовать другие технические статьи, которые мы опубликовали:
Как приварить нержавеющую сталь к углеродистой стали: шаг за шагом
Сварка электродом (SMAW) предпочтительнее для сварки нержавеющей стали с углеродистой сталью в полевых условиях, поскольку она очень портативна и создает сильные защитные газы. Кроме того, это самый экономичный способ, поскольку вам потребуется всего несколько прутков из нержавеющей стали.
Однако у вас должен быть некоторый опыт сварки, так как компонент из нержавеющей стали сложнее сваривать и он дороже.
Сварочное тепло может деформировать и снизить коррозионную стойкость тонкой нержавеющей стали. Таким образом, было бы лучше, если бы компоненты были толще 1/8 дюйма (3,2 мм). Если они тоньше, возможно, лучше использовать сварку MIG или TIG.
У Weldpundit есть вводная статья о том, как сваривать нержавеющую сталь с углеродистой сталью.
Содержание
Теперь давайте посмотрим, как приклеить нержавеющую сталь к стали, достигнув при этом хорошей коррозионной стойкости.
1.Определите сталь
Легко отличить нержавеющую сталь от обычной:
Определить тип и марку каждого металла сложнее.
Нержавеющая сталь
Существует три основных типа нержавеющей стали:
- Наиболее распространенные марки нержавеющей стали, такие как 304 (или 18/8), относятся к аустенитному типу . Большая часть кухонной посуды и пищевых контейнеров изготовлена из аустенитной стали. Аустенитная нержавеющая сталь легче всего сваривается.
- Однако у вас может быть ферритная нержавеющая сталь , используемая для декоративных или термостойких компонентов.Этот тип сложнее сваривать.
- Наконец, у вас может быть мартенситная нержавеющая сталь , используемая для режущих инструментов. Этот тип является наиболее трудносвариваемым и требует предварительного нагрева и последующей термической обработки после сварки.
 Этот тип является наиболее трудносвариваемым и требует предварительного нагрева и последующей термической обработки после сварки.
Этот тип является наиболее трудносвариваемым и требует предварительного нагрева и последующей термической обработки после сварки.Различить аустенитный и два других типа легко, поскольку аустенитный не является магнитным, а два других типа магнитными.
Магнит не прилипает к аустенитной стали или может слегка притягивать некоторые марки, прошедшие холодную закалку.Два других типа прилипают к магниту, такому как углеродистая сталь.
Вы можете сваривать ферритную и мартенситную нержавеющую сталь с углеродистой сталью без предварительного нагрева, следуя этому руководству. Но только если вы:
- Используете аустенитные стержни E309.
- Сварка некритичных объектов, не выдерживающих высоких механических или термических нагрузок.
- Не нужно проводить дальнейшую термообработку ферритной или мартенситной стали.
Если необходима дальнейшая термическая обработка, вы должны использовать специальные стержни для каждой марки. И четко определенная и строгая процедура с предварительным подогревом и термообработкой после сварки, особенно для мартенситной стали.
И четко определенная и строгая процедура с предварительным подогревом и термообработкой после сварки, особенно для мартенситной стали.
Для идентификации каждой марки, например, 304 из 316, необходимо химических тестов . Но в этом нет необходимости, так как вы используете стержневые стержни E309 для сварки всех марок мягкой стали с отличными результатами.
Углеродистая сталь
Существует три типа углеродистой стали:
- Наиболее распространенной углеродистой сталью является мягкая сталь . Большая часть стали вокруг вас относится к этому типу и является самой легкой для сварки сталью.Популярный сорт — A36.
- Далее идет среднеуглеродистая сталь с содержанием углерода 0,30-0,50% и требует предварительного нагрева для предотвращения растрескивания после сварки.
- Наконец, высокоуглеродистая сталь с содержанием углерода 0,50-0,90% нуждается в предварительном нагреве и последующей термообработке после сварки.

Если вы используете аустенитный стержень E309, вы можете сваривать среднеуглеродистую или даже высокоуглеродистую сталь с нержавеющей без предварительного нагрева.
Чтобы различить типы углеродистой стали, вы можете использовать искровой тест, а также тест на твердость.На Weldpundit есть статья о том, как идентифицировать металлы.
Поскольку аустенитная нержавеющая сталь и низкоуглеродистая сталь являются наиболее популярными, следующие шаги посвящены именно им. Теперь давайте посмотрим, какое оборудование вам нужно.
2. Соберите необходимое оборудование
Вам необходимо собрать все необходимое для сварки средства индивидуальной защиты :
- Сварочная маска является самым важным СИЗ. Он позволяет вам видеть свою работу и защищает ваши глаза и лицо от излучения дуги (ультрафиолетового и инфракрасного излучения), искр, брызг и летящих предметов.
- Защитные очки защищают глаза от всех летящих предметов, в том числе от шлака на борте, когда вы его чистите. Они также защищают ваши глаза от ультрафиолетовых лучей в случае случайного разряда дуги.
- Защитная маска отлично подходит для очистки и подготовки металлов.
- Беруши или наушники , особенно если вы используете угловую шлифовальную машину.
- Толстые сварочные перчатки для защиты рук от УФ-излучения, искр, брызг и горячего металла.
- Огнеупорная одежда , закрывающая все тело. Никогда не носите синтетическую одежду.
- Кожаные сапоги . Искры от шлифовки и сварочные брызги могут легко повредить синтетическую обувь и вызвать сильные ожоги.
- Сварочный респиратор с фильтрами P100 для дыма из нержавеющей стали.
 Они также защищают ваши глаза от ультрафиолетовых лучей в случае случайного разряда дуги.
Они также защищают ваши глаза от ультрафиолетовых лучей в случае случайного разряда дуги.При сварке электродом вам также понадобится отбойный молоток и проволочная щетка для очистки шлакового покрытия, оставшегося на валике.
Вам также понадобится отдельный набор инструментов для детали из нержавеющей стали . Все, что соприкасается с углеродистой сталью, не должно соприкасаться с нержавеющей сталью, потому что это загрязнит ее частицами железа. Если это произойдет, нержавеющая сталь может начать ржаветь, в зависимости от окружающей среды.
Все, что соприкасается с углеродистой сталью, не должно соприкасаться с нержавеющей сталью, потому что это загрязнит ее частицами железа. Если это произойдет, нержавеющая сталь может начать ржаветь, в зависимости от окружающей среды.
Проведите быструю проверку безопасности, чтобы избежать неожиданностей, которые могут нанести вред вам или вашей работе. Например, оголенные электрические провода, плохие газовые соединения, хорошо проветриваемое помещение, достаточное освещение и т. д.
3. Выберите сварочный электрод E309L-16
Самое важное, что нужно сделать правильно, это правильный электрод для сварки разнородных металлов. сварка.
Лучшим стержнем для сварки нержавеющей стали с мягкой сталью является E309L-16. Этот стержень имеет высокое содержание хрома и никеля. Он также предназначен для предотвращения горячего растрескивания. E309-16 оставляет красивый валик с высокой прочностью, пластичностью, коррозионной и термостойкостью. После этого, если у вас есть более сложные для сварки или неизвестные металлы , вы можете использовать сварочный пруток E312.
Штанга E309L-16 наиболее популярна для этой работы. Давайте посмотрим, что означает это название:
- E означает, что это электрод в сочетании с флюсовым материалом.
- 309 обозначает аустенитную нержавеющую сталь с 23% хрома и 13% никеля и добавкой феррита для противодействия горячему растрескиванию.
- L со сверхнизким содержанием углерода. 0,03% вместо 0,08% у типичного E309. Чем ниже содержание углерода, тем меньше загрязнение углеродом, которое приводит к проблемам с коррозией и растрескиванием. Если нержавеющая часть также имеет сверхнизкое содержание углерода, необходим стержень E309L.
- Наконец, суффикс -16 указывает на тип флюсового материала, покрывающего стержень.Он поддерживает как переменный ток (AC), так и постоянный ток (DC), но дает наилучшие результаты при использовании постоянного тока. Он прост в использовании, но его трудно сваривать в вертикальном и потолочном положении. Бусинка выглядит относительно плоской с умеренной рябью.
 Бусинка выглядит относительно плоской с умеренной рябью.
Бусинка выглядит относительно плоской с умеренной рябью.Поскольку стержни -16 можно сваривать на переменном токе, они подходят, если вы столкнулись с дефектом дуги (магнитные помехи).
Стержень E312 предназначен для сварки неизвестных или трудносвариваемых разнородных металлов, например, мартенситной нержавеющей стали с высокоуглеродистой сталью или даже инструментальной стали.Но в большинстве случаев E309 более чем достаточно, его легче найти и он дешевле.
Что следует учитывать при использовании стержней из нержавеющей стали
Стержни из нержавеющей стали имеют свои отличия от обычных стержней.
- При сварке нержавеющим стержнем образуется вредных паров . Если вы свариваете в помещении, вам нужна вентиляция для улавливания паров и использование сварочного респиратора. Убедитесь, что ветер уносит пары от вас, и используйте сварочный респиратор, если вы свариваете на открытом воздухе. Вы можете прочитать эту статью о том, как защитить себя от сварочного дыма и газов и эту статью о сварочных респираторах для домашней сварки.
- Для правильной работы стержням из нержавеющей стали требуется высокое напряжение холостого хода (OCV). OCV — это напряжение между электрододержателем и рабочим зажимом при отсутствии дуги. Если ваш сварочный аппарат может сжигать стержни E7018, он также будет сжигать стержни E309. Однако, если OCV будет слишком низким, у вас не будет стабильной дуги, и стержень будет прилипать к металлу.
- Еще одна проблема со стержнями из нержавеющей стали заключается в том, что они чувствительны к влажности воздуха . Поэтому, если флюс поглощает влагу, стержни будут больше прилипать, создавать нестабильную дугу и создавать валик с пористостью. Лучше всего все подготовить и вскрыть упаковку прутка непосредственно перед сваркой. После сварки оставшиеся стержни необходимо хранить в идеально герметичной упаковке или в печи для хранения стержней. Вот статья о том, как хранить сварочные прутки с наконечниками для домашних сварщиков.
- Сварочные стержни имеют тенденцию прилипать к основному металлу. Нержавеющие стержни прилипают чаще , и это гарантированно вызовет разочарование у новых сварщиков. Чтобы избежать прилипания стержня, вы можете разогреть его, зажигая дугу на металлоломе, или использовать функцию горячего старта, если ваш сварочный аппарат ее поддерживает.
- Эти стержни плавятся быстрее , даже если сила тока ниже по сравнению с обычными стержнями. Поэтому всегда используйте более высокую скорость сварки.
- Флюсовое покрытие из нержавеющей стали чувствительно к теплу и может легко гореть.Сгоревший флюс теряет свои свойства, что приводит к некачественному сварному шву. Это еще одна причина быть осторожным при настройке силы тока.
- Шлаковое покрытие имеет тенденцию само отслаиваться от при остывании, поэтому всегда надевайте защитные очки, когда смотрите на буртик.
 Вы можете прочитать эту статью о том, как защитить себя от сварочного дыма и газов и эту статью о сварочных респираторах для домашней сварки.
Вы можете прочитать эту статью о том, как защитить себя от сварочного дыма и газов и эту статью о сварочных респираторах для домашней сварки. Вот статья о том, как хранить сварочные прутки с наконечниками для домашних сварщиков.
Вот статья о том, как хранить сварочные прутки с наконечниками для домашних сварщиков.
Известно, что сварка электродом дает хорошие результаты даже при сварке грязных металлов. Дуга агрессивна с эффектом копания, флюс обладает очищающими и антиокислительными свойствами.
Но чтобы получить качественный валик и сохранить часть из нержавеющей стали в целости, необходимо удалить все посторонние материалы, даже с компонента из мягкой стали.
Теперь давайте посмотрим, как очистить каждый из этих металлов.
Нержавеющая сталь
Нержавеющая сталь легко чистится. Большую часть времени нержавеющая сталь не содержит серьезных загрязнений, за исключением случаев, когда она хранилась в плохих условиях хранения.
Нержавеющая сталь может содержать масло или легкую смазку . Убрать их можно тряпкой, слегка смоченной ацетоном или, что еще лучше, чистящим средством на спиртовой основе.
Также бывает поверхность оксидов если резать металл плазменным резаком.Эти оксиды жесткие и могут ограничивать поток лужи.
Если на детали из нержавеющей стали имеются окислы или видимая грязь, их можно удалить с помощью:
- Чистой проволочной щетки из нержавеющей стали.
- Угловая шлифовальная машина с подходящим лепестковым кругом для нержавеющей стали. Но не держите его неподвижно на одном месте, чтобы избежать обесцвечивания.
- Пескоструйная обработка чистым кварцевым песком для быстрого результата.
Однако есть важное замечание. Нельзя использовать инструмент, загрязненный частицами железа, на детали из нержавеющей стали.
Например, лепестковые диски, используемые для обработки низкоуглеродистой стали, загрязнены частицами железа. Если вы сделаете это, компонент из нержавеющей стали рано или поздно заржавеет, в зависимости от окружающей среды.
Если вы используете загрязненный инструмент, вы можете использовать мягкий химический очиститель для удаления свободного железа.
Кроме того, убедитесь, что на всех шлифовальных кругах, дисках, проволочных щетках и т. д. указано, что они подходят для обработки нержавеющей стали.
д. указано, что они подходят для обработки нержавеющей стали.
Наконец, если вы подозреваете наличие влаги на стали, вы должны удалить ее с помощью горелки или горячего и сухого воздуха.Влага будет выделять водород и кислород, что приведет к включениям и пористости валика из нержавеющей стали.
Мягкая сталь
С другой стороны, все, кроме нежелательных материалов, может покрывать детали из мягкой стали, такие как:
- Прокатная окалина , представляющая собой поверхностную смесь оксидов железа, образующуюся при горячей прокатке стали. Свежую окалину трудно удалить. Вот подробная статья о том, как удалить прокатную окалину.
- Ржавчина — это еще одна форма оксидов железа, образующаяся в присутствии влаги или воды.Свежая ржавчина поверхностна, но она может впиться в металл, если останется надолго.
- Мягкая сталь часто окрашивается краской для защиты от ржавчины.
- Также есть корпус из оцинкованной стали . Оцинкованная поверхность содержит цинк, который имеет низкую температуру кипения и выделяет большое количество паров.
 Оцинкованная поверхность содержит цинк, который имеет низкую температуру кипения и выделяет большое количество паров.
Оцинкованная поверхность содержит цинк, который имеет низкую температуру кипения и выделяет большое количество паров.Пескоструйная обработка, угловая шлифовальная машина или проволочная щетка являются распространенными методами очистки низкоуглеродистой стали.
Вы также можете использовать химические способы, учитывая их безопасность. Никогда не используйте хлорированные химические продукты. Сварочная дуга и тепло превращают хлор в еще более вредные газы.
Область рядом с стыком должна быть очищена до металлического блеска не менее 1 дюйма (2,5 см). Если мягкая сталь оцинкована, удалите покрытие не менее чем до 2 дюймов (5 см). Все примеси могут вызвать горячее растрескивание и пористость, особенно цинк.
Кроме того, на чистой поверхности дуга зажигается легче и плавнее. Кроме того, лужа будет стекать и лучше наполнять пальцы ног.
Подготовьте мягкую сталь отдельно от нержавеющей стали, чтобы избежать загрязнения железом.
5. Подготовьте соединение
Обеспечьте симметричную посадку . Неправильные стыки могут продуваться в более широких или более тонких частях. Кроме того, по возможности старайтесь выполнять сварку в горизонтальном положении, так как это легче всего сваривать.
Подготовка соединения нержавеющей стали со сталью несложная. Всегда старайтесь создать соединение, для которого требуется наименьшее количество сварочного металла.
Например, если металл имеет толщину 1/8″ (3,2 мм), оставьте узкий корневой зазор 1/32″ (0,8 мм).
Если вы хотите попробовать сварить более тонкие металлы, лучше не оставлять открытый корень.
Если металл имеет толщину 3/16″ (4,8 мм), скосите соединение под углом 30 градусов и сделайте одно V-образное соединение. Оставьте узкий корневой зазор 1/16″ (1,6 мм) и корневую поверхность 1/16″.
Для V-образного соединения требуется меньше металла, поэтому у вас больше шансов на успех.
Для более толстых металлов сделайте двойное V-образное соединение, так как для этого требуется еще меньше металла для сварки. Но двойной V требует сварки с обеих сторон.
Но двойной V требует сварки с обеих сторон.
Угловая шлифовальная машина с лепестковым диском для каждого металла отлично подходит для снятия фаски.
При стыковой сварке тонких нержавеющих сталей всегда рекомендуется использовать толстый резервный охлаждающий стержень под стыком. Алюминиевый или, что еще лучше, медный охлаждающий стержень быстро поглощает тепло и охлаждает компонент из нержавеющей стали. Кроме того, охлаждающий стержень не срастается с заготовками.
Однако, если вы используете медный охлаждающий стержень под соединением, существует вероятность загрязнения меди из-за тепла сварки.Чтобы избежать этого, вы можете поместить между ними тонкий никелевый лист или использовать рифленый охлаждающий стержень, чтобы не касаться стыка. Или для простоты используйте алюминиевый стержень.
Если вы свариваете более толстый металл или не свариваете корневой шов, вы можете разместить охлаждающие стержни поверх металла прямо рядом с ЗТВ шва.
Когда вы размещаете охлаждающую балку и металлы, зажмите их на сварочном столе , чтобы они оставались на месте.
Вы выбираете наименьшую силу тока , при которой стержень из нержавеющей стали плавится и легко сплавляется с обоими металлами.
Детали из нержавеющей стали требуют наименьшего количества тепла, чтобы избежать деформации, прогорания и сохранения коррозионной стойкости.
Кроме того, деталь из мягкой стали также требует низкой силы тока, иначе она загрязнит металл сварного шва чрезмерным содержанием углерода.
Однако нельзя устанавливать слишком низкую силу тока . Лужа должна легко контролироваться, заполнять края и иметь плоский валик без включений шлака. Низкая сила тока также затрудняет запуск удилища и облегчает его прилипание к металлу.
На упаковке стержня указан диапазон силы тока, полярность и допустимые положения сварки.
Стержни из нержавеющей стали требуют на 15% меньше тепла, чем обычные стержни. Например, стержень из нержавеющей стали диаметром 1/8 дюйма (3,2 мм) требует 100 А для углового соединения, а стержень E7018 — 125 А. Для плоского стыкового соединения вам понадобится 95А или даже меньше.
Например, стержень из нержавеющей стали диаметром 1/8 дюйма (3,2 мм) требует 100 А для углового соединения, а стержень E7018 — 125 А. Для плоского стыкового соединения вам понадобится 95А или даже меньше.
Вы можете использовать среднее значение рекомендованного диапазона упаковки и протестировать его на аналогичном металлоломе. После этого вы регулируете силу тока, если это необходимо.
При сварке электродом вы устанавливаете силу тока, учитывая в основном размер стержня. Вы выбираете размер стержня, учитывая толщину металла и соединение.
У Weldpundit есть подробная статья о том, как выбрать электроды для электродуговой сварки, включая размер и силу тока.
Вы установили низкую силу тока для сварки с низким нагревом. Но еще одним фактором, определяющим, сколько тепла уходит в металлы, является скорость движения . Это всегда быстрее, чем скорость, которую вы используете для мягкой стали. При правильной скорости дуга указывает на переднюю 1/3 лужи.
Наконец, прихватите металлы через каждые 2 дюйма (5 см), чтобы избежать деформации. Длина прихватки зависит от толщины: чем толще металлы, тем длиннее, но крупнее прихватки.
8. Сварка с правильным рабочим углом
Сварка нержавеющей стали с мягкой сталью аналогична обычной сварке нержавеющей стали с одним основным отличием. Вы направляете стержень немного больше на компонент из нержавеющей стали. Независимо от неравномерного рабочего угла, окончательный валик будет симметричным с хорошим боковым сплавлением и не будет иметь шлаковых включений.
Например, если вы используете типичный угол 45 градусов для сварки углового соединения, вы рискуете получить шлаковые включения и неровный валик. Вместо этого попробуйте угол ближе к 60 градусам, указав больше на сторону из нержавеющей стали. Всегда сначала экспериментируйте на подобном металлоломе.
Угол движения довольно вертикальный на 5-10 градусов.
9. Советы по дуговой сварке нержавеющей стали со сталью
Вот некоторые моменты, которые следует учитывать при сварке нержавеющей стали с мягкой сталью.
- Помните, что при сварке аустенитным стержнем предварительный нагрев для большинства металлов не требуется. Когда вы свариваете аустенитную сталь, вы не нагреваете металл . Предварительный нагрев перед сваркой повреждает аустенитную сталь.
- Будьте осторожны , чтобы не перегреть стержни из нержавеющей стали , иначе флюсовое покрытие сгорит и испортится. Не устанавливайте силу тока выше необходимой.
- Следует избегать удара дугой по металлу, а в стык или по предыдущим бусинкам.
- Всегда следите за тем, чтобы длина короткой дуги не превышала диаметр электрода. Длинная дуга вызовет пористость, брызги, включения и другие дефекты.
- Предпочитают прямые буртики (или стрингеры) без широких движений из стороны в сторону для более высокой скорости и меньшего тепловложения. Если необходимы манипуляции, держите его короче, чем в 2,5 раза больше диаметра стержня.
- Всегда заполнять конечный кратер . Если есть зазор, усадочные силы могут расколоть валик.
- Если у вас возникли проблемы с деформацией, упрочнение валиком может помочь. Упрочнение — это когда вы нагреваете шарик закругленным молотком, когда он раскален докрасна. Это помогает противостоять чрезмерной усадке.
- Всегда очищайте шлаковый материал , если вы выполняете прерывистую или многопроходную сварку, чтобы предотвратить шлаковые включения.
- Лучше избегать многопроходных сварных швов при правильной подготовке шва и выборе правильного размера стержня. Если необходимы многопроходные сварные швы, подождите, пока предыдущий валик остынет .
 Если необходимы манипуляции, держите его короче, чем в 2,5 раза больше диаметра стержня.
Если необходимы манипуляции, держите его короче, чем в 2,5 раза больше диаметра стержня. Если у вас большое соединение, несколько перекрывающихся валиков со стержнем E309 могут привести к горячему растрескиванию, вызванному избыточным содержанием никеля. Но только в том случае, если сварной шов служит в жестких условиях, особенно при высоких температурах.
Но только в том случае, если сварной шов служит в жестких условиях, особенно при высоких температурах.
Чтобы избежать этого, вы привариваете поверхность компонента из мягкой стали стержнем E309. Это называется техникой намазывания маслом .
После этого для заполнения шва используется обычный нержавеющий стержень. Например, E308L для стали 304L или E316 для стали 316.
10. Послесварочная очистка детали и валика из нержавеющей стали
Сварка электродом создает не очень красивый валик и сильное разбрызгивание. Вы также хотите очистить последний валик и ЗТВ из нержавеющей стали, чтобы избежать коррозии, особенно в суровых условиях. Любые остаточные брызги, шлак, железо и т. д. будут действовать как очаги концентрации коррозии.
Чтобы удалить брызги и сделать бортик более плоским, его можно отшлифовать с помощью лепесткового диска с зернистостью 40-60. После этого вы можете использовать диск Scotch Brite и создать более гладкую поверхность. Но не забудьте использовать диски, не загрязненные железом от предыдущей работы.
Но не забудьте использовать диски, не загрязненные железом от предыдущей работы.
Наконец, вы можете удалить изменения цвета различными способами:
- Механически с помощью низкоскоростных инструментов и мягких полировальных абразивов и пасты. Однако вы не можете добраться до труднодоступных мест.
- Химически с мягкими растворами фосфорной кислоты или эквивалентными коммерческими очистителями для нержавеющей стали. Избегайте традиционных травильных химикатов или паст, поскольку они содержат вредные химические вещества.
- Электрохимический , который сочетает в себе слабые кислоты и низковольтное электричество. Это эффективный, безопасный, но дорогой метод. Ее также называют электрополировкой.
Часто задаваемые вопросы
Давайте рассмотрим очень популярный вопрос о сварке нержавеющей стали с мягкой сталью с помощью сварочного аппарата.
Можно ли сваривать нержавеющую сталь с мягкой сталью с помощью стержня 7018?
Вы получите плохие или даже опасные результаты, если будете сваривать нержавеющую сталь с мягкой сталью с помощью обычных сварочных электродов, таких как E7018. Шарик не будет иметь коррозионной стойкости с низкой прочностью, пластичностью и термостойкостью. Кроме того, валик будет очень хрупким и может треснуть при механическом или термическом воздействии. Наконец, стержень из мягкой стали также повредит дорогой компонент из нержавеющей стали.
Шарик не будет иметь коррозионной стойкости с низкой прочностью, пластичностью и термостойкостью. Кроме того, валик будет очень хрупким и может треснуть при механическом или термическом воздействии. Наконец, стержень из мягкой стали также повредит дорогой компонент из нержавеющей стали.
E7018 представляет собой типичный стальной стержень, не содержащий хрома, обеспечивающий коррозионностойкий буртик.
Кроме того, углерод в металле сварного шва E7018 захватывает хром из зоны термического влияния компонента из нержавеющей стали (ЗТВ), образуя карбиды.Карбиды сделают полученный валик очень твердым с низкой пластичностью (эластичностью). Другими словами, очень хрупкий.
Хотя металл сварного шва E7018 крадет хром из компонента из нержавеющей стали, он загрязняет ЗТВ из нержавеющей стали нежелательным углеродом. Это приведет к образованию карбидов в ЗТВ, снижению коррозионной стойкости и сделает ее хрупкой.
Однако вы можете не использовать стержни из нержавеющей стали, если ваш проект небольшой и простой и не требует качественного буртика из нержавеющей стали. И если вы не заботитесь о сохранении характеристик ЗТВ нержавеющего компонента.
И если вы не заботитесь о сохранении характеристик ЗТВ нержавеющего компонента.
Но имейте в виду, что бусина будет хрупкой и может треснуть даже через долгое время.
Если вы хотите продолжить, вы можете сваривать с помощью E7018, так как он обеспечивает низкое проплавление, а значит, низкое разбавление и меньше углерода в металле сварного шва. Кроме того, флюс содержит элементы, которые очищают металл сварного шва, делая его несколько менее хрупким, чем рутиловые стержни, такие как E6013.
Кроме того, флюс E7018 имеет низкое содержание влаги, что помогает избежать проблем с пористостью.
Было бы полезно использовать меньшую силу тока и более высокую скорость сварки, чем обычно, чтобы предотвратить чрезмерную деформацию и коррозию ЗТВ компонента из нержавеющей стали.
Полученная бусина будет выглядеть узкой, высокой и серой. Но он будет достаточно прочно скреплять металлы, если соединение:
- не выдерживает сильных ударов.
- Не подвергается воздействию высоких или низких температур или
- В агрессивной среде.

Стержень E6013 имеет несколько худшие механические характеристики, но выделяет меньше тепла, чем E7018. Это помогает предотвратить деформацию и сжигание мыслей.
Стержни E6010 и E6011 имеют агрессивную дугу с глубоким проплавлением и легко деформируются и прожигают компоненты из нержавеющей стали.
Другие статьи Weldpundit
Как сварить МИГ нержавеющую сталь с мягкой сталью: шаг за шагом.
Электроды для сварки электродами (SMAW). Спецификации и категории.
Можно ли сваривать чугун со сталью? А как это сделать.
Можно ли научиться сварке самостоятельно? Что тебе нужно.
Вы тяните или толкаете сварочным аппаратом? Руководство для начинающих.
Большой перечень инструментов и оборудования для сварки.
Сравнение процессов сварки электродом и порошковой проволокой-S.
Сварочная маска Запотевает? 10 способов предотвратить это.
Сварка нержавеющих сталей
Автор : Пьер-Жан Куна, Жуанвиль-ле-Пон, Франция
Подтверждение : абзацы, отмеченные (*) в тексте, взяты из «Работа с нержавеющими сталями», Париж (SIRPE), 1998 г.
Титульная фотография : ESAB AB, Гетеборг (S)
Содержимое
1 Общая информация о нержавеющих сталях
2 Процессы сварки нержавеющих сталей
3 Свариваемость нержавеющих сталей
4 Выбор защитных газов для сварки нержавеющих сталей
5 Выбор сварочных материалов для сварки нержавеющих сталей
6 Подготовка шва при дуговой сварке
7 Окончательная обработка для сварных швов
8 Техника безопасности
9 Глоссарий: термины и определения
1 Общая информация о нержавеющих сталях
1.1 Аустенитные нержавеющие стали: Fe-Cr-Ni (Mo)
Эти сплавы являются наиболее популярными марками нержавеющих сталей из-за их превосходной формуемости, коррозионной стойкости и свариваемости. Все они немагнитны в отожженном состоянии.
Диапазон составов: C ≤ 0,10% — 16% ≤ Cr ≤ 28% — 3,5% ≤ Ni ≤ 32% — (Mo ≤ 7%).
1.2 Ферритные нержавеющие стали: Fe-Cr-(Mo)
Ферритные нержавеющие стали имеют низкое содержание углерода, хром (и молибден) являются основными легирующими элементами.
Они не закаляются при термической обработке и всегда магнитны.
Диапазон составов: C ≤ 0,08% — 10,5% ≤ Cr ≤ 30% — (Mo ≤ 4,5%).
1.3 Аустенитно-ферритная дуплексная нержавеющая сталь: Fe-Cr-Ni (Mo)-N
Микроструктура дуплексных нержавеющих сталей состоит из смеси аустенита и феррита. Они проявляют характеристики обеих фаз с более высокой прочностью и пластичностью. Азот добавляется для придания прочности, а также для улучшения свариваемости.Они магнитны и не отверждаются при термической обработке.
Диапазон составов: C ≤ 0,03% — 21% ≤ Cr ≤ 26% — 3,5% ≤ Ni ≤ 8% — (Mo ≤ 4,5%) — N ≤ 0,35%.
1.4 Мартенситные нержавеющие стали: Fe-Cr-(Mo-Ni-V)
Эти сплавы можно подвергать термообработке до широкого диапазона полезных уровней твердости.
Полученная мартенсовая структура является магнитной.
Диапазон составов: C ≤ 1,2% — 11,5% ≤ Cr ≤ 17% — (Mo ≤ 1,8% — Ni ≤ 6% — V ≤ 0,2%).
2 Процессы сварки нержавеющей стали
2.
 1 Электродуговые процессы
1 Электродуговые процессы2.1.1 Процессы с электродом из тугоплавкого металла
2.1.1.1 Дуговая сварка вольфрамовым электродом в среде защитного газа: GTAW (*)
Принцип ручной газовой вольфрамовой дуговой сварки Процесс GTAW, также известный как процесс TIG (вольфрамовый инертный газ) или WIG (инертный газ Вольфрама), показан на рисунке выше. Энергия, необходимая для плавления металла, обеспечивается электрической дугой, которая зажигается и поддерживается между вольфрамовым электродом или электродом из вольфрамового сплава и заготовкой в инертной или слегка восстановительной атмосфере.Нержавеющие стали всегда свариваются в режиме DCEN (отрицательный электрод постоянного тока) или DCSP (прямая полярность постоянного тока). В этих условиях электроны ударяют по заготовке, увеличивая проникновение, в то время как электрод, который обычно изготавливается из торированного вольфрама (2% ThO 2 ), подвергается очень малому износу. Если используется присадочный металл, он бывает в виде голых стержней или проволоки в бухтах для автоматической сварки. Поток инертного газа, который защищает зону дуги от окружающего воздуха, позволяет поддерживать очень стабильную дугу.В зависимости от основного материала защитные газы в основном состоят из смесей аргона (Ar), гелия (He) и водорода (H 2 ) (см. раздел 4 «Выбор защитных газов для сварки нержавеющей стали»).
Если используется присадочный металл, он бывает в виде голых стержней или проволоки в бухтах для автоматической сварки. Поток инертного газа, который защищает зону дуги от окружающего воздуха, позволяет поддерживать очень стабильную дугу.В зависимости от основного материала защитные газы в основном состоят из смесей аргона (Ar), гелия (He) и водорода (H 2 ) (см. раздел 4 «Выбор защитных газов для сварки нержавеющей стали»).
Основные преимущества этого процесса при обработке нержавеющих сталей можно резюмировать следующим образом:
- концентрированный источник тепла, ведущий к узкой зоне плавления;
- очень стабильная дуга и спокойная сварочная ванна небольшого размера. Отсутствуют брызги, и, поскольку в процессе не требуется флюс, остатки окисления удаляются, так что любая окончательная операция очистки очень упрощается;
- отличное металлургическое качество с точным контролем провара и формы сварного шва во всех положениях;
- прочные и беспористые сварные швы
- очень низкий износ электрода
- легкое обучение
Обычный диапазон толщины заготовки равен 0. от 5 мм до 3,5/4,0 мм.
от 5 мм до 3,5/4,0 мм.
2.1.1.2 Плазменная дуговая сварка: PAW (*)
Принцип плазменной сварки с замочной скважиной Плазменная сварка аналогична дуговой сварке вольфрамовым электродом в среде защитного газа (GTAW). Существенное отличие состоит в том, что дуговая плазма сужается соплом для создания высокоэнергетического потока плазмы, в котором достигаются температуры от 10 000 до 20 000°C.
В процессах сварки обычно используется конфигурация «дуга с переносом», при которой суженная дуга образуется между электродом и заготовкой, тогда как в других применениях чаще используется суженная дуга с «непереносом».
Поскольку струя плазмы очень узкая, она не может обеспечить достаточную защиту сварочной ванны, поэтому необходимо добавить кольцевой поток защитного газа большего диаметра.
Газы, используемые как для этой цели, так и для формирования плазмы, аналогичны используемым в GTAW, а именно чистый аргон (Ar), Ar – водород (H 2 ) до 20%, Ar-гелий (He) – H 2 . Водородсодержащие смеси рекомендуются для сварки аустенитных нержавеющих сталей, но, как и в случае с GTAW, запрещены для ферритных, мартенситных и дуплексных марок.Для последних материалов рекомендуется добавлять азот для поддержания соответствующих пропорций аустенита и феррита в сварном шве (см. раздел 4 «Выбор защитных газов для сварки нержавеющих сталей»).
Водородсодержащие смеси рекомендуются для сварки аустенитных нержавеющих сталей, но, как и в случае с GTAW, запрещены для ферритных, мартенситных и дуплексных марок.Для последних материалов рекомендуется добавлять азот для поддержания соответствующих пропорций аустенита и феррита в сварном шве (см. раздел 4 «Выбор защитных газов для сварки нержавеющих сталей»).
При ручной плазменной сварке, когда горелка держится в руке, используются так называемые процессы «микроплазмы» и «миниплазмы» для токов от 0,1 до 15 А и метод «невозникающей струи» для токов. примерно от 15 до 100 ампер.
При автоматической сварке, когда горелка устанавливается на каретке, используется так называемый процесс «замочной скважины».За счет увеличения сварочного тока (выше 100 ампер) и потока плазмообразующего газа создается очень мощный плазменный пучок, который позволяет добиться полного проникновения в заготовку. Во время сварки отверстие постепенно прорезает металл, а сварочная ванна течет позади, образуя сварной шов.
Основным преимуществом процесса PAW по сравнению с GTAW является замечательная стабильность дуги, что приводит к:
- «жесткая» дуга, позволяющая лучше контролировать потребляемую мощность;
- большая устойчивость к изменениям расстояния между соплом и заготовкой без существенного изменения морфологии сварного шва;
- узкая зона термического влияния (ЗТВ) и, как правило, более высокие скорости сварки;
- повышенная устойчивость к некачественной подготовке, особенно в случае сварки с отверстием под ключ.
Обычный диапазон толщины заготовки:
- от 0,1 мм до 1,0 мм для процессов микроплазмы и миниплазмы
- от 1,0 мм до 3,5 мм для техники безнапорной струи
- 3,5 мм до 10,0 мм для процесса «замочная скважина» (за один проход).
2.1.2 Процессы с плавким электродом
2.1.2.1 Дуговая сварка металлическим газом: GMAW (*)
Принцип дуговой сварки металлическим газом В процессе GMAW, также известном как процесс MIG (металлический инертный газ), тепло сварки производится дугой, зажигаемой между
непрерывно подаваемый электрод из металлической проволоки и заготовку.
В отличие от процессов GTAW и PAW, электрод является расходуемым, дуга зажигается между плавкой присадочной проволокой и заготовкой в среде защитного газа.
Основные характеристики этого процесса:
- использование очень высоких плотностей тока в электродной проволоке (>90 А/мм 2 ), примерно в 10 раз выше, чем в процессе покрытых электродов (SMAW);
- быстрое плавление электродной проволоки (скорость плавления около 8 м/мин) из-за высокой температуры дуги, что делает необходимым использование автоматической системы подачи проволоки, поставляемой по 12 кг.катушки; Нержавеющие стали
- всегда свариваются в режиме DCEP (положительный электрод постоянного тока) или DCRP (обратная полярность постоянного тока), при этом положительный полюс генератора подключается к электроду;
- сварочная горелка обычно удерживается вручную (так называемый «полуавтоматический» процесс), но для высоких мощностей сварки она закрепляется на каретке («автоматический» процесс).

Механизм переноса металла в дуге является важным технологическим параметром, различают три основных режима:
Режим с коротким замыканием или погружным переносом , при котором металл плавится с образованием крупных капель, диаметр которых часто превышает диаметр электродной проволоки.Когда капля образуется на конце электрода, она вступает в контакт со сварочной ванной и создает короткое замыкание с внезапным увеличением тока. Поверхностное натяжение вызывает эффект защемления, который отделяет каплю от электрода. Частота этого явления составляет от 20 до 100 Гц, что соответствует времени цикла от 0,01 до 0,05 секунды.
Режим шаровой передачи или гравитационной передачи . Как и в предыдущем случае, плавление происходит в виде крупных капель, которые отрываются, когда их масса становится достаточной для преодоления сил поверхностного натяжения, и благодаря большей длине дуги свободно падают до соприкосновения со сварочной ванной. Режим переноса распылением предполагает плотность тока выше определенного переходного уровня, порядка 200 А/мм 2 . Электрод плавится, образуя поток мелких капель. По мере дальнейшего увеличения плотности тока кончик электрода становится коническим, и поток еще более мелких капель высвобождается в осевом направлении.
Режим переноса распылением предполагает плотность тока выше определенного переходного уровня, порядка 200 А/мм 2 . Электрод плавится, образуя поток мелких капель. По мере дальнейшего увеличения плотности тока кончик электрода становится коническим, и поток еще более мелких капель высвобождается в осевом направлении.
GMAW требует наличия защитного газа для предотвращения окисления в сварочной дуге (см. раздел 4 «Выбор защитных газов для сварки нержавеющих сталей»). Аргон с 2% кислорода (O 2 ) обеспечивает стабильную дугу и подходит для большинства применений.Примерно такой же результат дает аргон с 3% углекислым газом (CO 2 ). Скорость сварки и провар иногда можно увеличить, если к защитному газу аргон + O 2 или аргон + CO 2 добавить гелий (He) и водород (H 2 ). Газы с более высоким содержанием CO 2 (процесс MAG) имеют тенденцию вызывать значительное поглощение углерода сварочной ванной вместе с окислением хрома. Именно по этой причине они не рекомендуются.
Именно по этой причине они не рекомендуются.
Размер валика и степень проникновения зависят от марки обрабатываемой детали (ферриты, аустениты и т. д.).), тип соединения, режим переноса и мастерство сварщика. Для одиночных V-образных соединений и квадратных стыковых соединений, сваренных за один проход, общий диапазон толщины заготовки составляет от 1,0 мм до 5,0 мм.
Примечание : Процесс GMAW часто называют сваркой MIG. Часто возникает путаница между процессами сварки MIG и MAG. Фактически, в процессе MIG окислительная природа защитного газа (см. раздел «Выбор газов для сварки нержавеющих сталей») незначительна, тогда как в процессе MAG она преднамеренно усиливается.Однако в процессе GMAW/MIG часто требуется низкое процентное содержание кислорода (O 2 ) или диоксида углерода (CO 2 ) в защитном газе (аргоне) для улучшения как стабильности дуги, так и смачивания расплавленным металлом. . Типичные уровни: 2% O 2 или 3% CO 2 . Более высокие уровни O 2 или CO 2 вызывают чрезмерное окисление хрома (Cr), марганца (Mn) и кремния (Si) и чрезмерное поглощение углерода (C) в сварочной ванне. Например, содержание углерода (% C) в металле сварного шва, равное 0.025% для 2% CO 2 , содержащего защитный газ, может достигать 0,04% для 4% CO 2 .
Более высокие уровни O 2 или CO 2 вызывают чрезмерное окисление хрома (Cr), марганца (Mn) и кремния (Si) и чрезмерное поглощение углерода (C) в сварочной ванне. Например, содержание углерода (% C) в металле сварного шва, равное 0.025% для 2% CO 2 , содержащего защитный газ, может достигать 0,04% для 4% CO 2 .
2.1.2.2 Дуговая сварка порошковой проволокой: FCAW (*)
Пример порошковой электродной проволокиВариантом процесса GMAW является процесс FCAW (дуговая сварка порошковой проволокой), в котором электродная проволока состоит из оболочки из нержавеющей стали, заполненной твердым флюсом, роль которой аналогична роли покрытия электрода в ручной процесс SMAW.Сердечник обеспечивает раскислители и шлакообразующие материалы и может обеспечивать защитный газ в случае самозащитных электродов FCAW.
Метод FCAW сочетает в себе преимущества метода SMAW с высокой производительностью автоматического или полуавтоматического процесса за счет возможности непрерывной подачи порошковой проволоки. По сравнению с обычным твердым электродом флюс обеспечивает покрытие шлаком и повышает производительность.
По сравнению с обычным твердым электродом флюс обеспечивает покрытие шлаком и повышает производительность.
Таким образом, при силе тока около 200 ампер скорость осаждения составляет около 100 г/мин.для сплошной проволоки диаметром 1,6 мм, содержащей 20 % Cr и 10 % Ni, по сравнению с примерно 170 г/мин для порошковой проволоки того же диаметра. Это большое различие связано с тем, что в порошковой проволоке электричество проводит только металлическая оболочка, так как сердечник, состоящий из смеси минерального и металлического порошков, возможно связанных в силикат щелочного металла, имеет высокое удельное электрическое сопротивление.
И FCAW, и GMAW имеют одинаковые размеры буртика. Для одиночных V-образных соединений и квадратных стыковых соединений, сваренных за один проход, общий диапазон толщины заготовки равен 1.от 0 мм до 5,0 мм.
2.1.2.3 Дуговая сварка защитным металлом (покрытый электрод): SMAW (*)
Принцип процесса дуговой сварки защищенным металлом Несмотря на то, что процесс SMAW, также известный как процесс MMA (Manual Metal Arc), является очень старым, так как Кьелберг сообщил о первых применениях в 1907 году, он по-прежнему широко используется благодаря своей большой гибкости и простоте использования.
Электрод состоит из металлического сердечника, покрытого слоем флюса.Сердечник обычно представляет собой сплошную катанку из нержавеющей стали. Покрытие, играющее важную роль в этом процессе, выдавливается на сердечник и придает каждому электроду свою особую «индивидуальность». Он выполняет три основные функции: электрическую, физическую и металлургическую. Электрическая функция связана с инициированием и стабилизацией дуги, в то время как физическое воздействие связано с вязкостью и поверхностным натяжением шлака, которые контролируют перенос капель металла, эффективную защиту сварочной ванны и ее смачиваемость.Металлургическая роль заключается в химическом обмене между сварочной ванной и шлаком, то есть в рафинировании металла сварного шва.
Покрытие содержит определенное количество карбоната кальция (CaCO 3 ), который диссоциирует в дуге при температуре около 900°C с образованием CaO и CO 2 , последний обеспечивает защиту зоны дуги. В следующем разделе дается краткое описание наиболее часто используемых покрытых электродов:
- Рутиловые (титановые) электроды : Образование шлака является основным защитным механизмом в электродах на основе рутила. Рутиловые электроды просты в обращении, обеспечивают малое разбрызгивание и обеспечивают сварку с гладкой поверхностью. Шлак, образующийся в процессе сварки, легко удаляется;
- Основные (известковые) электроды : Известняк является основным компонентом электродов с основным покрытием благодаря его благоприятным дугостабилизирующим и металлургическим характеристикам. Он также выделяет углекислый газ, который обеспечивает газовую защиту. Однако основным недостатком известняка является его высокая температура плавления. Этому противодействуют добавки плавикового шпата (CaF 2 ), который помогает снизить температуру плавления шлака.Основные покрытия будут поглощать влагу, если они оставлены на открытом воздухе на какое-то время, и необходимо соблюдать особую осторожность, чтобы электрод оставался сухим.
 Рутиловые электроды просты в обращении, обеспечивают малое разбрызгивание и обеспечивают сварку с гладкой поверхностью. Шлак, образующийся в процессе сварки, легко удаляется;
Рутиловые электроды просты в обращении, обеспечивают малое разбрызгивание и обеспечивают сварку с гладкой поверхностью. Шлак, образующийся в процессе сварки, легко удаляется;Типичное время высыхания составляет один час при температуре приблизительно от 150°C до 250°C.
Электроды с рутиловым покрытием могут использоваться как в режимах переменного, так и постоянного тока, тогда как основные (покрытые известью) электроды используются в основном в режиме DCEP.
Обычный диапазон толщины заготовки:
от 1,0 до 2 мм.5 мм для однопроходных процессов
от 3,0 мм до 10,0 мм для многопроходного метода
2.1.2.4 Дуговая сварка под флюсом: SAW (*)
Принцип сварки под флюсомВ процессе сварки под флюсом тепло при сварке выделяется за счет прохождения сильного электрического тока между одной или несколькими непрерывными проволоками и заготовкой под порошковым флюсом, который образует защитное покрытие из расплавленного шлака.
Процесс может быть как полностью, так и полуавтоматическим, хотя в случае с нержавеющими сталями большая часть работы выполняется на полностью автоматическом оборудовании.
В автоматическом процессе сварочный ток может быть очень высоким, до 2000 ампер на проволоку, что приводит к большой потребляемой мощности и, следовательно, к сильному растворению основного металла присадочным материалом.
Процесс подходит для стыковой и угловой сварки в плоском положении и горизонтально-вертикальной угловой сварки.Источник питания обычно имеет обратную полярность DCEP, реже переменный ток, когда несколько проводов используются одновременно, чтобы избежать явления дугового разряда. Для генераторов как постоянного, так и переменного тока скорость выдачи электродной проволоки должна быть равна скорости плавления, чтобы получить идеально стабильную дугу. Это достигается за счет использования подающих роликов, управляемых моторным редуктором с сервоуправлением скоростью. Для сварки нержавеющих сталей наиболее широко используется флюс известково-фтористого типа, его типичный состав:
25% ≤ CaO + MgO ≤ 40%, SiO 2 ≤ 15%, 20% ≤ CaF 2 ≤ 35%.
Существуют две формы, получаемые либо плавлением, либо склеиванием. Плавленые флюсы получают нагреванием до температур порядка 1600-1700°С и превращают в порошкообразную форму либо распылением на выходе из плавильной печи, либо дроблением и просеиванием затвердевшего сыпучего материала. Связующие флюсы изготавливаются из сырья соответствующей зернистости, скрепленного щелочно-силикатным связующим. Полученную смесь сушат, затем подвергают механической обработке для получения желаемого конечного размера частиц.
Связующие флюсы изготавливаются из сырья соответствующей зернистости, скрепленного щелочно-силикатным связующим. Полученную смесь сушат, затем подвергают механической обработке для получения желаемого конечного размера частиц.
Во время сварки расплавляется только часть флюса, а нерасплавленный материал собирают, обычно с помощью всасывающего шланга, и возвращают в бункер для дальнейшего использования. Расплавленный флюс затвердевает за зоной сварки и при охлаждении и может быть легко отделен.
Для более толстых материалов сварные швы обычно выполняются в один или два прохода, т. е. один проход на ручном подварочном шве или один проход с любой стороны листа, но также может использоваться многопроходный метод. В более тонком материале сварные швы могут выполняться за один проход с помощью рифленой подложки.
Поскольку процесс SAW используется в основном для толстого листа из аустенитной нержавеющей стали, необходимо соблюдать особую осторожность, чтобы избежать образования сигма-фазы из-за использования высоких энергий сварки. Это особенно касается сплавов 25 % Cr – 20 % Ni, а также сплавов 18 % Cr – 9 % Ni с высоким содержанием феррита. При многопроходной сварке, когда интервал температур 650‒900 °С пересекается несколько раз, возрастает риск образования сигма-фазы. Затем настоятельно рекомендуется последующий отжиг на твердый раствор при 1050°C.
В состоянии поставки флюсы совершенно сухие. Во избежание влагопоглощения рекомендуется хранить флюс при температуре примерно на 10°С выше, чем в цехе, в атмосфере, относительная влажность которой не превышает 50%.
Если опасаетесь или подозреваете поглощение влаги, полезно выпекать порошок при температуре 300°C не менее двух часов.
Процесс под флюсом обычно используется для соединения тяжелых заготовок толщиной от 10 до 80 мм после завершения корневого шва с использованием другого процесса сварки.Нижний бортик также может быть выполнен с помощью рифленой подложки.
2.1.2.5 Приварка шпилек: SW
Приварка шпилек — это метод крепления металлического шпильки к заготовке, как правило, в виде листа или пластины. Существует два различных метода приварки шпилек: дуговая сварка (ARC) и конденсаторный разряд (CD).
Существует два различных метода приварки шпилек: дуговая сварка (ARC) и конденсаторный разряд (CD).
—
Дуговая сварка шпилек (ARC ) включает в себя те же основные принципы и металлургические аспекты, что и любая другая процедура дуговой сварки.Шпилька соприкасается с заготовкой с помощью ручного инструмента, называемого шиповочным пистолетом, и зажигается дуга, которая расплавляет основание шпильки и участок заготовки. Перед сваркой на конец шпильки надевается керамический наконечник , чтобы защитить дугу и ограничить металл сварного шва.- Затем шпилька вдавливается в сварочную ванну и удерживается на месте до тех пор, пока расплавленный металл не затвердеет и не сформирует однородный шов. Цикл завершается менее чем за секунду, обеспечивая соединение полной прочности.Расширяемая втулка отламывается, чтобы обнажить гладкую и полную галтель у основания шпильки.
- Приварка шпилек конденсаторным разрядом (CD ) включает в себя те же основные принципы и металлургические аспекты, что и любая другая процедура дуговой сварки. Когда сварочная горелка активирована, специальный прецизионный сварочный наконечник инициирует контролируемую электрическую дугу из батареи конденсаторов сварочного аппарата, которая расплавляет конец шпильки и часть заготовки. Шпилька удерживается на месте по мере затвердевания расплавленного металла, мгновенно создавая высококачественный сварной шов.Поскольку весь цикл сварки завершается за несколько миллисекунд, сварку тонкого листа можно выполнять без выраженной деформации, прожогов и обесцвечивания, а также крепежными элементами малого диаметра (9 мм и менее). Сварка CD также позволяет приваривать шпильки из разнородных металлических сплавов.
 Когда сварочная горелка активирована, специальный прецизионный сварочный наконечник инициирует контролируемую электрическую дугу из батареи конденсаторов сварочного аппарата, которая расплавляет конец шпильки и часть заготовки. Шпилька удерживается на месте по мере затвердевания расплавленного металла, мгновенно создавая высококачественный сварной шов.Поскольку весь цикл сварки завершается за несколько миллисекунд, сварку тонкого листа можно выполнять без выраженной деформации, прожогов и обесцвечивания, а также крепежными элементами малого диаметра (9 мм и менее). Сварка CD также позволяет приваривать шпильки из разнородных металлических сплавов.
Когда сварочная горелка активирована, специальный прецизионный сварочный наконечник инициирует контролируемую электрическую дугу из батареи конденсаторов сварочного аппарата, которая расплавляет конец шпильки и часть заготовки. Шпилька удерживается на месте по мере затвердевания расплавленного металла, мгновенно создавая высококачественный сварной шов.Поскольку весь цикл сварки завершается за несколько миллисекунд, сварку тонкого листа можно выполнять без выраженной деформации, прожогов и обесцвечивания, а также крепежными элементами малого диаметра (9 мм и менее). Сварка CD также позволяет приваривать шпильки из разнородных металлических сплавов.Процесс ARC или CD ?
Дуговой процесс обычно используется для шпилек диаметром 6 мм и выше, а также при сварке более толстых основных материалов или в конструкционных применениях.
Метод CD обычно используется для шпилек диаметром до 9 мм и используется в основном при сварке тонколистового металла.
Шпильки из нержавеющей стали
Большинство нержавеющих сталей можно приваривать шпильками. За исключением свободных классов механической обработки, шпильки из аустенитных нержавеющих сталей чаще всего используются для приварки шпилек.
Шпильки из нержавеющей сталив настоящее время привариваются к нержавеющей стали, а также могут быть приварены к низкоуглеродистой стали. При этом существенно, чтобы содержание углерода в основном металле не превышало 0,20%.
Слева: Дуговая сварка шпилек.Справа: приварка шпилек конденсаторного разряда2.2 Процессы сопротивления и индукции
2.2.1 Точечная сварка сопротивлением: RSW (*)
Принцип контактной точечной сварки Этот процесс до сих пор широко используется и особенно подходит для сварки тонких листов из нержавеющей стали. Плавление вызывается резистивным нагревом за счет прохождения электрического тока через материалы заготовки в месте соединения.
Плавление вызывается резистивным нагревом за счет прохождения электрического тока через материалы заготовки в месте соединения.
В процессе точечной сварки обычно различают пять различных стадий, а именно:
- Расположение соединяемых листов
- Опускание верхнего электрода и приложение зажимного усилия
- Сварка переменным током низкого напряжения с выделением тепловой энергии W (джоули) = R (омы) x I 2 (амперы) x t (секунды)
- Удержание силы зажима или приложение дополнительной силы ковки и, наконец,
- Подъем верхнего электрода перед переходом к следующему циклу.
Что касается электродных материалов, то в случае нержавеющих сталей наилучшее сочетание низкого удельного сопротивления и высокой механической прочности получается у сплавов медь-кобальт-бериллий. Наконечники электродов обычно имеют форму усеченного конуса с открытым углом 120°. Формирование очага сварки зависит от сварочного тока и его продолжительности, а также от силы прижима электродов.
Параметры сварки, рекомендуемые для аустенитной нержавеющей стали с содержанием 18 % Cr – 9 % Ni и стабилизированного феррита с содержанием 17 % Cr, указаны в следующей таблице.
| Толщина листа (мм) | Диаметр наконечника электрода (мм) | Усилие зажима электрода (даН) | Сварочный ток (А) | Время сварки (число периодов) |
|---|---|---|---|---|
| 18 % Cr – 9 % Ni | Аустенитный | Классы | ||
| 0,5 | 3,0 | 170 | 3 500 | 3 |
| 0.8 | 4,5 | 300 | 6000 | 4 |
| 2,0 | 6,0 | 650 | 11 000 | 8 |
| Стабилизированный | Феррит 17% Cr | Классы | ||
| 0,5 | 3,0 | 150 | 4000 | 3 |
| 0,8 | 4,5 | 250 | 7 550 | 4 |
Параметры, приведенные в приведенной выше таблице, должны быть оптимизированы с учетом состояния поверхности (травление, глазурь, светлый отжиг, полировка), которое оказывает сильное влияние на сопротивление поверхности раздела, что, в свою очередь, играет решающую роль в формирование.
В отличие от других процессов сварки плавлением, при контактной точечной сварке ванну расплава нельзя контролировать визуально. Единственные дефекты, заметные глазу, — чрезмерная вмятина электрода и поверхностное разбрызгивание. Тем не менее, простым, хотя и разрушительным методом контроля является так называемое «испытание на отрыв», которое позволяет быстро определить качество точечного сварного шва. В этом испытании один из сваренных листов отделяется от другого, так что «пуговицы» металла имеют тенденцию отрываться от одного или другого из листов.
2.2.2 Сварка контактным швом: RSEW (*)
Принцип контактной шовной сварки Принцип контактной шовной сварки аналогичен точечной сварке, за исключением того, что процесс является непрерывным. Основное отличие заключается в типе электродов, которые представляют собой два колеса из медного сплава, оснащенные соответствующей системой привода. Кромки колеса обычно имеют либо двойную фаску, либо выпуклый профиль.По сравнению с точечной сваркой, где основной процесс
Параметры — это сварочный ток, время нагрева и время удержания, дополнительные факторы, которые следует учитывать в сварке шва, — это использование модулированного или импульсного тока и скорости сварки.
Кромки колеса обычно имеют либо двойную фаску, либо выпуклый профиль.По сравнению с точечной сваркой, где основной процесс
Параметры — это сварочный ток, время нагрева и время удержания, дополнительные факторы, которые следует учитывать в сварке шва, — это использование модулированного или импульсного тока и скорости сварки.
Параметры сварки, рекомендованные для Austenitic Cr-CR-Ni, указаны в следующей таблице.
| Толщина листа (мм) | Толщина колеса (мм) | Зажимная сила (Дан) | Время сварки (периоды) | Время от времени (периоды) | Сварочный ток (AMP) | Скорость сварки (см / мин) |
|---|---|---|---|---|---|---|
| 0.5 | 3,0 | 320 | 3 | 2 | 7 900 | 140 |
| 0,8 | 4,5 | 460 | 3 | 3 | 10 600 | 120 |
| 1,5 | 6,5 | 80 | 3 | 4 | 15 000 | 100 |
| 2,0 | 8,0 | 1 200 | 4 | 5 | 16 700 | 95 |
3. 0 0 | 9,5 | 1 500 | 5 | 7 | 17 000 | 95 |
Как при точечной, так и при шовной сварке основными преимуществами электрического нагрева сопротивления являются:
- ограниченное изменение микроструктуры в зонах термического влияния,
- фактическое отсутствие поверхностного окисления при правильном охлаждении листов (струей холодной воды)
- очень небольшая деформация листов после сварки.
2.2.3 Выступающая сварка: PW (*)
Основные схемы проекций В этом процессе небольшие подготовленные выступы на одной из двух поверхностей заготовки расплавляются и разрушаются при подаче тока через плоские электроды из медного сплава. Выступы формируются тиснением (детали из листового металла) или механической обработкой (детали из цельного металла) обычно на более толстой или более электропроводной заготовке соединения. Выступы имеют такую форму и расположение, чтобы концентрировать ток, и одновременно может выполняться большое количество точечных сварных швов. Используются более низкие токи и давления, чем при спортивной сварке, чтобы избежать разрушения выступов до того, как противоположная поверхность детали расплавится. Время сварки примерно одинаково для одного или нескольких выступов одной и той же конструкции.
Выступы имеют такую форму и расположение, чтобы концентрировать ток, и одновременно может выполняться большое количество точечных сварных швов. Используются более низкие токи и давления, чем при спортивной сварке, чтобы избежать разрушения выступов до того, как противоположная поверхность детали расплавится. Время сварки примерно одинаково для одного или нескольких выступов одной и той же конструкции.
Выступающая сварка особенно удобна для получения нескольких точек сварки одновременно между двумя заготовками.
Доступны различные конструкции приварных крепежных деталей для кольцевой рельефной сварки; например шпильки, болты, штифты, гайки и прокладки.
2.2.4 Электрошлаковая сварка: ESW
Принцип процесса электрошлаковой сваркиПринцип процесса электрошлаковой сварки
Процесс электрошлаковой сварки разработан в Е.О. Патона (Украина) в начале 1950-х гг.
Электрошлаковая сварка представляет собой однопроходный процесс, используемый для получения стыковых соединений в вертикальном положении. Соединения толщиной более 15 мм (без верхнего предела толщины) можно сваривать за один проход, при этом требуется простая подготовка шва с прямыми кромками. Этот процесс аналогичен операции вертикальной разливки, поскольку расплавленный металл сварного шва удерживается двумя пластинами заготовки и парой охлаждаемых медных башмаков.
За исключением запуска электрошлакового режима, дуга отсутствует.Непрерывно подаваемые электроды оплавляются электрическим нагревом сопротивления, когда они проходят через проводящий слой расплавленного шлака (шлаковая ванна).
Шлаковая ванна также плавит прилегающие кромки листа заготовки и защищает расплавленный металл от атмосферы. Температура ванны составляет порядка 1900°С.
Для запуска электрошлакового процесса на дно шва наносится слой флюса и зажигается дуга между электродами и стартовым блоком или стартовой площадкой, чтобы образовалась ванна с расплавленным шлаком.
В процессе сварки медные башмаки и устройство подачи проволоки перемещаются вверх по стыку со скоростью порядка 30 мм/мин. Скорость осаждения металла составляет около 350 г/мин. Состав электродной проволоки обычно совпадает с составом основного металла. Наиболее популярные диаметры электродов 1,6 мм, 2,4 мм и 3,2 мм.
Металлургическая структура электрошлаковых соединений отличается от других сварных швов плавлением. Медленное охлаждение и затвердевание могут привести к крупнозернистой структуре.Именно по этой причине этот процесс рекомендуется только для аустенитных марок стали.
2.2.5 Сварка оплавлением: FW (*)
Слева: принцип сварки оплавлением. Справа: влияние параметров сварки на окончательный профиль сварного шва. Этот метод используется в основном для длинных изделий, т.е. стержни, прутки, трубы и фасонные профили. Хотя стыковая сварка оплавлением внешне похожа на сварку с осадкой, на самом деле она совершенно другая. Действительно, во время сварки с осадкой было замечено, что, когда стыкуемые поверхности не находятся в идеальном контакте, ток проходит только в нескольких небольших областях, что приводит к интенсивному локальному нагреву и быстрому плавлению, создавая дуги, которые яростно выбрасывают расплавленный металл из сустав из-за связанных магнитных полей (феномен мигания).
Действительно, во время сварки с осадкой было замечено, что, когда стыкуемые поверхности не находятся в идеальном контакте, ток проходит только в нескольких небольших областях, что приводит к интенсивному локальному нагреву и быстрому плавлению, создавая дуги, которые яростно выбрасывают расплавленный металл из сустав из-за связанных магнитных полей (феномен мигания).
Важными параметрами процесса являются сварочный ток и напряжение, которые должны быть достаточными для возникновения оплавления, мгновенная скорость оплавления, которая должна быть пропорциональна расходу металла и компенсироваться перемещением подвижных зажимов, продолжительность оплавления и заключительный этап ковки в осадке.Шероховатость исходных поверхностей прилегания должна быть такой, чтобы точек контакта было достаточно много и они были хорошо распределены для получения равномерного оплавления по всей площади стыка.
После осадки профиль соединения должен иметь характерный трехреберный профиль, свидетельствующий об успешной операции сварки. Рекомендуемые параметры сварки в зависимости от площади сечения приведены для аустенитных марок в следующей таблице.
Рекомендуемые параметры сварки в зависимости от площади сечения приведены для аустенитных марок в следующей таблице.
| Толщина (мм) | Площадь сечения (мм 2 ) | Начальное отверстие матрицы (мм) | Окончательное отверстие матрицы (мм) | Потери материала (прошивка и ковка) (мм) | Время вспышки (сек) |
|---|---|---|---|---|---|
| 2.0 | 40 | 13 | 5 | 8 | 2,2 |
| 5,0 | 570 | 25 | 7 | 18 | 6,0 |
| 10,0 | 1700 | 40 | 15 | 25 | 17,0 |
Некоторые типичные области применения: колесные диски (для велосипедов), изготовленные из сваренных оплавлением колец, прямоугольные рамы (для окон и дверей) и т. д.
д.
2.2.6 Высокочастотная индукционная сварка: HFIW (*)
Принцип индукционной сварки ВЧПринцип индукционной сварки ВЧ
Высокочастотная индукционная сварка в основном используется для изготовления труб из полосы. Процесс выполняется с помощью многовалковой формовочной системы. На выходе из последней прокатной клети труба имеет продольный разрез, закрытый сваркой.Соединение образуется контактом твердое тело с промежуточным оплавлением, так как края полосы сближаются парой горизонтальных валков (отжимных валков).
Из-за скин-эффекта наведенный ВЧ-ток (от 140 до 500 кГц) следует по пути минимального импеданса, концентрируя нагрев на краях.
В случае ферритных нержавеющих сталей этот высокопроизводительный процесс позволяет избежать явления укрупнения зерна, которому подвержены эти марки.
В этом случае мощность сварки составляет от 150 до 300 кВт в зависимости от диаметра трубы, скорость сварки варьируется в зависимости от машины от 50 до 90 м/мин.
2.3 Процессы радиационной энергии (*)
2.3.1 Лазерная сварка: LBW
Принцип работы CO2 (CO2, N2, He) лазера, используемого для сваркиЛазерный эффект (усиление света за счет стимулированного испускания излучения) был открыт в оптическом диапазоне длин волн Майманом в 1958 году. Сразу же появилась возможность использования лазерного луча в качестве бесконтактного источника мощности большой мощности небольшой площади для сварочных работ.Доступные непрерывные уровни мощности особенно высоки для углекислотных лазеров, хотя следует помнить, что эффективная мощность сварки зависит от отражательной способности материала заготовки для данной длины волны падающего света.
Источниками, наиболее широко используемыми для целей сварки, являются газовые лазеры CO 2 и твердотельные лазеры на иттрий-алюминиевом гранате (YAG). YAG-лазеры предпочтительны для сварки тонких листов нержавеющей стали (< 1,5 мм) в импульсном режиме. Так называемые лазеры CO 2 лучше приспособлены для сварки более толстых листов или полос из нержавеющей стали (1.от 5 до 6,0 мм).
Так называемые лазеры CO 2 лучше приспособлены для сварки более толстых листов или полос из нержавеющей стали (1.от 5 до 6,0 мм).
Как и высокочастотная индукционная сварка (ВЧСВ), этот процесс широко используется для производства прямошовных труб. При мощности около 6 кВт полосу толщиной 2 мм из стабилизированной 17% Cr ферритной нержавеющей стали можно сваривать со скоростью около 7 м/мин, а поскольку термический цикл очень короткий, укрупнение зерен в зоне термического влияния крайне ограничен.
2.3.2 Электронно-лучевая сварка: EBW
Принцип электронно-лучевой сваркиЭлектронно-лучевая сварка использует энергию высокоскоростного сфокусированного пучка электронов, сталкивающихся с основным материалом.При высокой энергии луча возможно проплавление отверстия в материале и формирование сквозных сварных швов на скорости порядка 20 м/мин.
EBW может производить глубокие и тонкие сварные швы с узкими зонами термического влияния. Отношение глубины к ширине порядка 20:1.
Отношение глубины к ширине порядка 20:1.
Сварные швы выполняются в вакууме, что исключает загрязнение сварочной ванны газами. Вакуум не только предотвращает загрязнение сварного шва, но и создает стабильный луч. Концентрированный характер источника тепла делает этот процесс очень подходящим для нержавеющих сталей.Доступную мощность можно легко контролировать, и один и тот же сварочный аппарат можно использовать для однопроходной сварки нержавеющей стали толщиной от 0,5 мм до 40 мм.
3 Свариваемость нержавеющих сталей
3.1 Аустенитные нержавеющие стали: Fe-Cr-Ni (Mo)-(N)
➤ Конструкции, содержащие несколько процентов феррита (обычный случай )
- Нечувствителен к горячему растрескиванию
- Хорошая стойкость к межкристаллитной коррозии для низкоуглеродистых и стабилизированных марок
- Отличная прочность и пластичность
- После длительного воздействия температур от 550 до 900°C может произойти охрупчивание из-за распада феррита с образованием сигма-фазы
➤ Полностью аустенитные конструкции (исключение )
- Чувствителен к горячему растрескиванию при затвердевании
- Хорошая стойкость к межкристаллитной коррозии для низкоуглеродистых и стабилизированных марок
- Отличная прочность и пластичность
3.
 2 Ферритные нержавеющие стали: Fe-Cr-(Mo-Ni-V)
2 Ферритные нержавеющие стали: Fe-Cr-(Mo-Ni-V)➤ Полуферритные марки: 0,04% C — 17% Cr
- Чувствителен к охрупчиванию из-за укрупнения зерна при температуре выше 1150°C
- Низкая прочность и пластичность
- Чувствителен к межкристаллитной коррозии
- Термообработка после сварки при температуре около 800°С восстанавливает механические свойства и стойкость к межкристаллитной коррозии
➤ Ферритные марки: 0,02 % C – 17–30 % Cr – (стабилизированный Ti, Nb )
- Чувствителен к охрупчиванию из-за укрупнения зерна при температуре выше 1150°C
- Удовлетворительная пластичность и улучшенная ударная вязкость по сравнению с полуферритными марками
- Обычно нечувствителен к межкристаллитной коррозии
3.3 Аустенитно-ферритные дуплексные нержавеющие стали: Fe-Cr-Ni (Mo)-N
- Нечувствителен к горячему растрескиванию
- Превосходная ударная вязкость и хорошая пластичность в диапазоне температур от –40°C до 275°C
- Чувствителен к охрупчиванию по сигма-фазе при температуре от 500 до 900°C
3.
 4 Мартенситные нержавеющие стали: Fe-Cr-(Mo-Ni-V)
4 Мартенситные нержавеющие стали: Fe-Cr-(Mo-Ni-V)- Чувствителен к холодному растрескиванию, в зависимости от содержания углерода и водорода и уровней остаточного напряжения, ниже примерно 400°C (обычно рекомендуется предварительный и последующий нагрев)
- Высокая прочность на растяжение и твердость Хорошая ударная вязкость, особенно для низкоуглеродистых марок
4 Выбор защитных газов для сварки нержавеющих сталей
(1)4.1 Влияние защитного газа на: GTAW, PAW, GMAW, FCAW и LBW
Выбор защитного газа оказывает существенное влияние на следующие факторы:
- Эффективность защиты (контролируемая атмосфера защитного газа)
- Металлургия, механические свойства (потеря легирующих элементов, поглощение атмосферных газов)
- Коррозионная стойкость (потеря легирующих элементов, захват атмосферных газов, поверхностное окисление)
- Геометрия сварного шва (профили валика и проплавления)
- Внешний вид поверхности (окисление, брызги)
- Стабильность дуги и зажигание
- Перенос металла (если есть)
- Окружающая среда (выброс дыма и газов)
Взаимодействие между процессом сварки и защитным газом более подробно описано в § 2.
4.2 Выбор сварочного газа
| Процесс сварки | Защитный газ — плазменный газ | Фоновый газ |
|---|---|---|
| GTAW | Ар | |
| Ar + H 2 (до 20 %) – (1) | Ар | |
| Ar + He (до 70 %) | Н 2 (2) | |
| Ar + He + H 2 (1) | Н 2 + 10 % Н 2 (1) | |
| Ar + N 2 (2) | ||
| ЛАПА | То же, что и GTAW | То же, что и GTAW |
| GMAW | 98 % Ar + 2 % O 2 | |
| 97 % Ar + 3 % CO 2 | ||
| 95 % Ar + 3 % CO 2 + 2 % H 2 (1) | То же, что и GTAW | |
| 83 % Ar + 15 % He + 2 % CO 2 | ||
| 69 % Ar + 30 % He + 1 % O 2 | ||
| 90 % He + 7,5 % Ar + 2,5 % CO 2 | ||
| FCAW | № | № |
| 97 % Ar + 3 % CO 2 | То же, что и GTAW | |
| 80 % Ar + 20 % CO 2 | ||
| Вес | Он | То же, что и GTAW |
| Ар |
Ar: аргон; H 2 : водород; Он: гелий; N 2 : азот; CO 2 : двуокись углерода
(1) Водородсодержащие смеси нельзя использовать для сварки ферритных, мартенситных и дуплексных нержавеющих сталей
(2) Для сварки азотсодержащих аустенитных и дуплексных нержавеющих сталей в защитную оболочку можно добавлять азот газ
5 Рекомендуемые сварочные материалы для сварки нержавеющих сталей
| Основание | Материал | Сварка | Расходные материалы | ||
|---|---|---|---|---|---|
| EN | 10088 | AISI (1) | ЕН 1600 | ЕН 12072 | ЕН 12073 |
| Имя | Номер | Покрытые электроды (2) | Проволока и стержни (3) | Порошковые электроды (4) | |
| X5CrNi18-10 | 14301 | 304 | Е 19 9 | Г 19 9 л | Т 19 9 л |
| X2CrNi18-9 | 14307 | 304 л | Е 19 9 л | Г 19 9 л | Т 19 9 л |
| X2CrNi19-11 | 14306 | 304 л | Е 19 9 л | Г 19 9 л | Т 19 9 л |
| X5CrNiTi18-10 | 14541 | 321 | Е 19 9 № | Г 19 9 № | Т 19 9 № |
| X5CrNiMo17-12-2 | 14401 | 316 | Е 19 12 2 | Г 19 12 3 л | Т 19 12 3 л |
| X2CrNiMo17-12-2 | 14404 | 316 л | Е 19 12 3 л | Г 19 12 3 л | Т 19 12 3 л |
| X6CrNiMoTi17-12-2 | 14571 | 316 Ти | Е 19 12 3 № | Г 19 12 3 № | Т 19 12 3 № |
| X2CrNiMo18-15-4 | 14438 | 317 л | В 19 13 4 Н Л | Г 19 13 4 л | Т 13 13 4 Н Л |
| X10CrNi18-8 | 14310 | 301 | Е 19 9 | Г 19 9 л | Т 19 9 л |
| X2CrNiN18-7 | 14318 | 301 л | Е 19 9 л | Г 19 9 л | Т 19 9 л |
| X12CrNi23-13 | 14833 | 309 С | Е 22 12 | Г 22 12 Н | Т 22 12 Н |
| X8CrNi25-21 | 14845 | 310 С | Е 25 20 | Г 25 20 | Т 25 20 |
| X25CrNiMo18-15-4 | 14438 | 317 л | В 19 13 4 Н Л | Г 19 13 4 л | Т 13 13 4 Н Л |
| X2CrTi12 | 14512 | 409 | Е 19 9 л | Г 19 9 л | Т 13 Ти |
| X6Cr17 | 14016 | 430 | Е 17 или 19 9 л | G 17 или 19 9 л | Т 17 или 19 9 л |
| X3CrTi17 | 14510 | 430 Ти/439 | Е 23 12 л | Г 23 12 л | Т23 12 л |
| X2CrMoTi18-2 | 14521 | 444 | Е 19 12 3 л | Г 19 12 3 л | Т 19 12 3 л |
| X2CrTiNb18 | 14509 | 441 | Е 23 12 л | Г 23 12 л | Т 23 12 л |
| X6CrMo17-1 | 14113 | 434 | Е 19 12 3 л | Г 19 12 3 л | Т 19 12 3 № |
| X2CrNiN23-4 | 14362 | – | Е 25 7 2 Н Л | Г 25 7 2 л | Т 22 9 3 Н Л |
| X2CrNiMoN22-5-3 | 14462 | – | Е 25 7 2 Н Л | Г 25 7 2 л | Т 22 9 3 Н Л |
| X12Cr13 | 14006 | 410 | Е 13 или 19 9 л | G 13 или 19 9 л | Т 13 или 19 9 л |
| X20Cr13 | 14021 | – | Е 13 или 19 9 л | G 13 или 19 9 л | Т 13 или 19 9 л |
| X30Cr13 | 14028 | 420 | Е 13 или 19 9 л | G 13 или 19 9 л | Т13 или 19 9 л |
(1) AISI: Американский институт чугуна и стали
(2) Покрытые электроды для ручной дуговой сварки нержавеющих и жаропрочных сталей. Существует два основных флюсовых покрытия: основное (В) или известковое (постоянный ток) и рутиловое (R) или диоксид титана (постоянный или переменный ток )
Существует два основных флюсовых покрытия: основное (В) или известковое (постоянный ток) и рутиловое (R) или диоксид титана (постоянный или переменный ток )
(3) Проволочные электроды, проволоки и стержни для дуговой сварки нержавеющих и жаропрочные стали: G для GMAW, W для GTAW, P для PAW или S для SAW .
(4) Порошковые электроды для дуговой сварки металлическим электродом с газовой защитой и без нее нержавеющих и жаропрочных сталей
6 Подготовка шва при дуговой сварке
Основными основными типами соединений, используемых при дуговой сварке, являются стыковые, нахлесточные, угловые, кромочные и Т-образные конфигурации.Выбор подходящей конструкции для конкретного применения будет зависеть главным образом от следующих факторов:
- Требуемые механические свойства сварного шва
- Тип свариваемого сплава
- Размер, форма и внешний вид свариваемого узла
- Стоимость подготовки стыка и выполнения сварного шва
Независимо от того, какой тип соединения используется, надлежащая очистка заготовок перед сваркой имеет важное значение для получения сварных швов с хорошим внешним видом и механическими свойствами. Для небольших узлов обычно бывает достаточно ручной очистки проволочной щеткой из нержавеющей стали, мочалкой из нержавеющей стали или химическим растворителем. Для больших сборок или для очистки на производственной основе обезжиривание паром или очистка резервуара могут быть более экономичными. В любом случае необходимо полностью удалить с поверхностей заготовок весь окисел, масло, жир, грязь и другие посторонние вещества.
Для небольших узлов обычно бывает достаточно ручной очистки проволочной щеткой из нержавеющей стали, мочалкой из нержавеющей стали или химическим растворителем. Для больших сборок или для очистки на производственной основе обезжиривание паром или очистка резервуара могут быть более экономичными. В любом случае необходимо полностью удалить с поверхностей заготовок весь окисел, масло, жир, грязь и другие посторонние вещества.
6.1 GTAW и PAW
Стыковое соединение с квадратной кромкой является самым простым в подготовке и может быть сварено с присадочным металлом или без него в зависимости от толщины двух свариваемых деталей.Позиционирование детали для стыкового соединения с прямоугольной кромкой всегда должно быть достаточно тугим, чтобы обеспечить 100% проплавление. При сварке тонкого материала без добавления присадочного металла необходимо соблюдать крайнюю осторожность, чтобы избежать непровара или прожога.
Стыковое соединение фланцевого типа следует использовать вместо стыкового соединения с квадратной кромкой, если требуется некоторое усиление. Это соединение практично только на относительно тонком материале (1,5-2,0 мм).
Это соединение практично только на относительно тонком материале (1,5-2,0 мм).
Соединение внахлестку имеет то преимущество, что полностью исключает необходимость подготовки кромок.Единственным требованием для выполнения хорошего сварного шва внахлестку является плотный контакт листов по всей длине свариваемого соединения.
Угловые соединения часто используются при изготовлении кастрюль, ящиков и всех типов контейнеров. В зависимости от толщины основного металла может потребоваться или не потребоваться присадочный металл для обеспечения надлежащего усиления всех угловых соединений. Следите за тем, чтобы детали хорошо соприкасались по всей длине шва.
Все Т-образные соединения требуют добавления присадочного металла для обеспечения необходимого наращивания.Если требуется 100-процентное проплавление, убедитесь, что сила сварочного тока соответствует толщине основного материала.
Краевые швы используются исключительно на тонком материале и не требуют добавления присадочного металла. Подготовка проста, но эту конфигурацию не следует использовать, когда к готовому соединению должны быть приложены прямые растягивающие нагрузки, поскольку этот тип соединения может разрушиться в корне при относительно низких напряжениях.
Подготовка проста, но эту конфигурацию не следует использовать, когда к готовому соединению должны быть приложены прямые растягивающие нагрузки, поскольку этот тип соединения может разрушиться в корне при относительно низких напряжениях.
6,2 GMAW
Для сварных швов GMAW раскрытие корня, а также углы V часто могут быть уменьшены по сравнению с теми, которые обычно используются в SMAW.Таким образом, количество металла шва на единицу длины может быть уменьшено до 30% за счет создания конструкций, требующих меньшего количества присадочного металла. При проектировании сварных швов GMAW для узких канавок часто необходимо использовать высокую плотность тока (распылительный перенос).
6.3 FCAW
В стыковых сварных соединениях корневые отверстия и углы V могут быть уменьшены, что часто позволяет сэкономить порядка 40% количества присадочного металла, используемого в соединении.
Оптимальная конструкция соединения часто определяется легкостью удаления шлака при многопроходной сварке.
При угловой сварке можно использовать меньшие размеры для той же прочности. Глубокая проникающая способность порошковой проволоки обеспечивает такую же прочность, как и большее филе электрода SMAW, имеющего низкую проникающую способность.
По сравнению с электродами SMAW, проволока FCAW обеспечивает значительную экономию средств по целому ряду причин, таких как более высокая скорость наплавки, более узкие канавки и иногда два прохода перед остановкой для удаления шлака.
6,4 пила
Отверстия канавок уменьшены по сравнению с теми, которые требуются для других дуговых процессов.Сварочные проходы тяжелее, чем для электродов SMAW. Для конфигураций с открытым корнем часто желательно обеспечить флюсовую подложку, удерживаемую на месте медным охлаждающим стержнем или керамическим стержнем.
Для всех процессов фаска не требуется для толщины 3,0 мм и менее, но более толстый основной материал должен быть скошен для формирования канавки «V», «U» или «J».
7 Окончательная обработка сварных швов
Необходимость в отделке поверхности касается в первую очередь дуговых сварных швов. Сварные швы, выполненные контактной сваркой, за исключением стыковой сварки оплавлением, обычно вводятся в эксплуатацию после сварки или после легкой очистки.
По завершении операции дуговой сварки область сварки и окружающий основной материал могут быть загрязнены сварочными брызгами и оксидными пленками, в зависимости от типа соединения, толщины материала и применяемой технологии сварки.
Для обеспечения максимальной коррозионной стойкости особое внимание следует уделить чистовой обработке, чтобы удалить все поверхностные загрязнения и неровности, которые могут стать очагами коррозионного воздействия при последующей эксплуатации.
В некоторых случаях, когда соображения коррозионной стойкости, гигиены и эстетической привлекательности имеют первостепенное значение, может быть необходимо удалить излишки металла сварного шва и отполировать зону сварки, чтобы она слилась с окружающим основным металлом.
Обычная отделочная обработка может быть любой из следующих, используемых отдельно или в комбинации, в зависимости от метода сварки и требуемой степени отделки:
- Механическая отделка молотком, щеткой, шлифованием, полированием и полировкой;
- Кислотное травление с последующей пассивацией и промывкой.
7.1 Удаление шлака, брызг и оксидов
Шлак, оставшийся после сварки, должен быть удален путем осторожного удара молотком, при этом следует соблюдать осторожность, чтобы не образовались вмятины на прилегающей металлической поверхности.Сварочные брызги, вероятно, являются одним из наиболее трудно удаляемых видов загрязнения, особенно для сварных швов, включающих хорошо отполированные листы. По этой причине обычно рекомендуется защищать поверхности листа, прилегающие к сварному шву, пластиковыми покрытиями. Эта мера предосторожности сводит площадь, требующую финишной обработки, к минимуму.
Удаление оксидных пленок и сварочных брызг может быть достигнуто с помощью проволочной щетки из нержавеющей стали. Если используется щетка из не нержавеющей стали, загрязнение частицами железа может привести к ржавчине и обесцвечиванию при последующей эксплуатации.
Если используется щетка из не нержавеющей стали, загрязнение частицами железа может привести к ржавчине и обесцвечиванию при последующей эксплуатации.
Другим методом удаления сварочного шлака и брызг с тяжелых компонентов является пескоструйная обработка. В этом процессе абразивные частицы (кремнезем, оксид алюминия и т. д.) выбрасываются на заготовку с помощью жидкости под высоким давлением (воздух или вода).
7.2 Шлифовка
Физические свойства нержавеющих сталей требуют осторожности во время шлифовки, чтобы предотвратить перегрев и связанное с этим обесцвечивание под воздействием тепла. Это явление происходит, когда температура поверхности превышает 200°C. В этом процессе поверхность заготовки обрабатывается шлифовальным кругом, вращающимся с высокой скоростью, с тангенциальными скоростями от 20 до 80 м/сек.Абразивные частицы обычно представляют собой либо оксид алюминия (корунд), либо карбид кремния (карборунд). Для операций грубого шлифования, таких как снятие избыточной толщины в месте сварного шва, применяют цилиндрические круги диаметром 100-200 мм с зернистостью порядка 40 меш. В зависимости от типа вяжущего тангенциальная скорость изменяется от 25 до 60 м/сек. Для финишных шлифовальных операций (например, тонкое выравнивание сварных швов) используются полужесткие или гибкие абразивные диски диаметром от 150 до 250 мм и зернистостью от 80 до 120 меш, тангенциальная скорость которых составляет от 12 до 15 м/сек. .
В зависимости от типа вяжущего тангенциальная скорость изменяется от 25 до 60 м/сек. Для финишных шлифовальных операций (например, тонкое выравнивание сварных швов) используются полужесткие или гибкие абразивные диски диаметром от 150 до 250 мм и зернистостью от 80 до 120 меш, тангенциальная скорость которых составляет от 12 до 15 м/сек. .
7.3 Полировка
Полировка – это обычная операция по отделке поверхности. Обычной процедурой является удаление следов шлифовки с помощью абразива 180–320 меш. Используемые инструменты (швабры и швабры) должны быть строго зарезервированы для нержавеющей стали, чтобы избежать любого риска загрязнения частицами железа. По сравнению с другими материалами удаление вещества требует большого количества энергии для нержавеющих сталей. Поэтому необходимо соблюдать осторожность, чтобы избежать чрезмерного нагрева (максимальная температура порядка 200°C), который может вызвать легкое окисление поверхности, препятствующее образованию пассивной пленки. Давление, оказываемое диском или ремнем, должно быть отрегулировано до минимального уровня, обеспечивающего удовлетворительную полировку без локального перегрева.
Давление, оказываемое диском или ремнем, должно быть отрегулировано до минимального уровня, обеспечивающего удовлетворительную полировку без локального перегрева.
7.4 Химическая обработка
7.4.1 Травление
При определенных процессах сварки соединение покрывается цветным оксидом, который необходимо удалить, чтобы восстановить пассивность. Можно использовать несколько техник.
➤ Травильные ванны для аустенитных марок :
52% азотная кислота (36° Боме): 100 л
65% плавиковая кислота: 20 л
или фторид натрия: 30 кг
вода: 900 л
➤ Травильные ванны для ферритных марок :
52% азотная кислота (36° Боме): 100 л
65% плавиковая кислота: 10 л
или фторид натрия: 30 кг
вода: 900 л
Время погружения при 20°C обычно варьируется от 15 минут до 3 часов.Температура ванны и время погружения должны тщательно контролироваться, чтобы предотвратить коррозию металла. После травления детали необходимо обильно промыть водой без содержания хлора.
➤ Травильные пасты и гели :
Использование паст или гелей позволяет ограничить обработку зонами сварки. Их составы различаются, но часто содержат азотную кислоту. Пасту или гель наносят кистью, а затем поверхность очищают щеткой из нержавеющей стали. После травления пораженный участок промывают водой.
7.4.2 Пассивация
После травления металл остается незащищенным, и для восстановления его коррозионной стойкости необходимо сформировать новый пассивный слой.
➤ Пассивирующие ванны
Детали погружаются в кислотную ванну примерно следующего состава:
52% азотная кислота (36° Боме): 250 л
вода: 750 л
Время погружения при 20°C обычно варьируется от 15 минут до одного часа. После пассивации детали тщательно промывают водой.
➤ Пассивирующие пасты и гели
Пасты и гели применяются для локальной пассивации зон сварки. Продукт на основе азотной кислоты наносится на обрабатываемые поверхности, затем полностью удаляется щеткой из нержавеющей стали или нейлона с последующим ополаскиванием водой.
➤ Обеззараживание
Различные операции по обработке листового металла могут оставлять на поверхности частицы, богатые железом, которые необходимо удалить. Хотя их цель различна, методы, используемые для обеззараживания, такие же, как и для пассивации.
8 Техника безопасности
8.1 Поражение электрическим током
При всех операциях ручной дуговой сварки основным риском является поражение электрическим током при контакте с оголенными токоведущими частями сварочной цепи. Напряжение дуги находится в диапазоне от 10 до 40 вольт, но, поскольку напряжение, необходимое для зажигания дуги, может быть выше, источники питания имеют напряжение холостого хода до 80 вольт.
Хотя эти напряжения кажутся низкими по сравнению с 220 вольтами бытовых источников питания, было показано, что только напряжения менее 50 вольт переменного тока (переменный ток) или 120 вольт постоянного тока (постоянный ток) вряд ли будут опасны для здоровых людей в сухая рабочая среда.
Следующие рекомендации содержат основные меры предосторожности для здоровья и безопасности, необходимые для обеспечения безопасной работы и предотвращения несчастных случаев.
- Цепи электрода и заготовки находятся под напряжением, когда сварочный аппарат включен. Никогда не допускайте контакта «под напряжением» частей цепей с голой кожей или мокрой одеждой. Соответствующая одежда, такая как перчатки, сапоги и комбинезон, защитит сварщика от поражения электрическим током.
- Всегда изолируйте себя от обрабатываемой детали и заземления с помощью сухой изоляции при сварке во влажных помещениях или на металлических полах, особенно в таких положениях, как сидя или лежа, когда большие участки тела могут соприкасаться с проводящей поверхностью.
- Никогда не погружайте электрододержатель в воду для его охлаждения.
- Когда сварочный аппарат используется в качестве источника питания для механизированной сварки, приведенные выше рекомендации также относятся к автоматическому электроду, электродной катушке, сварочной головке, соплу или полуавтоматическому сварочному пистолету.

Другой вид опасности поражения электрическим током может возникнуть из-за блуждающих сварочных токов, которые возвращаются к источнику сварки не по сварочному проводу, а по другим путям. Например, несмотря на то, что обратка отключена, сварка возможна, когда обратный ток протекает через защитный проводник источника питания.Блуждающие токи могут быть сопоставимы по силе со сварочным током при плохой или неисправной изоляции обратного провода, который может быть закорочен другими проводниками. При сварке строительных конструкций и трубопроводов обратный сварочный провод должен располагаться как можно ближе к месту сварки.
8.2 Дымы и газы
При сварке могут образовываться пары и газы, опасные для здоровья. Эти пары и газы могут загрязнять атмосферу вокруг рабочей станции.Должны быть приняты меры предосторожности для устранения риска таких паров и газов. Если нет, дымы и газы должны контролироваться у их источника с помощью местной вентиляции и/или вытяжной системы на дуге, чтобы не допустить их попадания в зону дыхания. Не следует использовать респираторное оборудование до тех пор, пока не будут устранены все другие возможности. Как правило, средства индивидуальной защиты органов дыхания используются только в качестве временной меры, но бывают обстоятельства, когда в дополнение к мерам вентиляции все же может потребоваться личная защита.
Не следует использовать респираторное оборудование до тех пор, пока не будут устранены все другие возможности. Как правило, средства индивидуальной защиты органов дыхания используются только в качестве временной меры, но бывают обстоятельства, когда в дополнение к мерам вентиляции все же может потребоваться личная защита.
Не выполняйте сварку вблизи паров хлорированных углеводородов, образующихся при обезжиривании, очистке или распылении. Тепло и излучение дуги могут реагировать с парами растворителя с образованием фосгена, высокотоксичного газа, вместе с другими раздражающими продуктами.
8.3 Излучение дуги
Излучение дуги может повредить глаза и вызвать ожог кожи. Следующие рекомендации следует соблюдать, чтобы обеспечить безопасность работы и предотвратить возгорание дуги.
- Используйте защитный экран с соответствующим фильтром и стеклянным экраном для защиты глаз от излучения дуги и искр как при сварке, так и при наблюдении за сваркой открытой дугой. Линзы фильтров должны соответствовать европейским стандартам.
- Используйте подходящую одежду для защиты кожи от излучения дуги.
- Защитите других находящихся рядом людей с помощью подходящего экрана и предупредите их, чтобы они не смотрели на дугу и не подвергались воздействию излучения дуги, горячих брызг или металла.
 Линзы фильтров должны соответствовать европейским стандартам.
Линзы фильтров должны соответствовать европейским стандартам.9 Глоссарий: термины и определения
9.1 Процессы
Переменный ток (AC ): вид электричества, который периодически меняет свое направление.Для тока 50 циклов ток движется сначала в одном направлении, а затем в противоположном направлении, реверсируя 50 раз в секунду.
Arc Blow : отклонение электрической дуги от ее нормального пути из-за магнитных сил.
Длина дуги : Расстояние от кончика электрода до точки контакта дуги с поверхностью заготовки.
Arc Seam Weld : Шовный шов, выполненный в процессе дуговой сварки (например, GTAW, PAW, GMAW, SMAW, SAW).
Дуговая точечная сварка : Точечная сварка, выполненная в процессе дуговой сварки (например, GTAW, GMAW).
Дуговая сварка : Группа сварочных процессов, при которых тепло для сварки получают от электрической дуги или дуг с использованием или без использования присадочного металла.
Коэффициент времени дуги : Отношение времени дуги к общему времени, в течение которого доступно питание.
Автоматическая сварка : Сварка, при которой операция преимущественно контролируется машиной.
Электрод постоянного тока, отрицательный (DCEN ): Расположение выводов дуговой сварки постоянным током, в котором заготовка является положительным полюсом, а электрод — отрицательным полюсом сварочной дуги (например, GTAW, PAW).
Положительный электрод постоянного тока (DCEP ): Расположение проводов дуговой сварки постоянным током, в котором заготовка является отрицательным полюсом, а электрод — положительным полюсом сварочной дуги.
Постоянный ток обратной полярности (DCRP) = DCEP
Постоянный ток прямой полярности (DCSP) = DCEN
Электронно-лучевая сварка (EBW ): Процесс сварки, при котором выделяется тепло, когда высокоскоростной сфокусированный пучок электронов сталкивается с заготовкой.Сварку обычно проводят в вакуумной камере.
Электрошлаковая сварка (ESW ): процесс сварки, основанный на нагревании сопротивлением (RI 2 ) расплавленного электропроводящего шлака. Стыки (в вертикальной конфигурации) толщиной более 15 мм (без верхнего предела толщины) можно сваривать за один проход, при этом используется простая подготовка шва с прямыми кромками.
Сварка оплавлением (FW ): процесс сварки, при котором заготовки (прутки, трубы) зажимаются в специальном приспособлении и слегка сближаются.Через зажимы проходит сильный ток, и небольшие участки контакта между заготовками перегреваются до тех пор, пока не произойдет выброс расплавленного металла, т. е. вспышка.
е. вспышка.
Дуговая сварка порошковой проволокой (FCAW ): Дуговая сварка металлическим электродом, при которой используется непрерывный металлический электрод (трубчатый электрод). Экранирование обеспечивается флюсом, содержащимся внутри трубчатого электрода. Дополнительная защита может обеспечиваться или не обеспечиваться газовой смесью, подаваемой извне.
Газовая дуговая сварка металлическим электродом (GMAW ): Дуговая сварка металлическим электродом, при которой используется непрерывный металлический электрод.Защита дуги и сварочной ванны полностью обеспечивается подачей газа извне.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка ВИГ : Процесс дуговой сварки в среде инертного газа с использованием неплавящегося вольфрамового электрода. Присадочный металл может использоваться или не использоваться.
Индукционная сварка (IW ): Процесс сварки, при котором тепло для сварки получают за счет сопротивления деталей потоку индукционного сварочного тока высокой частоты (IHFW) или индукционного сварочного тока низкой частоты (ILFW), с приложение давления. Действие высокочастотного или низкочастотного сварочного тока заключается в концентрации сварочного тепла в нужном месте.
Действие высокочастотного или низкочастотного сварочного тока заключается в концентрации сварочного тепла в нужном месте.
Сварка в среде инертного газа : Дуговая сварка, при которой дуга и сварочная ванна защищены от атмосферы средой, которая полностью (процессы GTAW, PAW) или в основном (процессы GMAW, FCAW) представляет собой инертный газ.
Лазерная сварка (LBW ): Процесс сварки, при котором тепло для сварки получается за счет применения концентрированного когерентного светового луча, сфокусированного на стыке.
Плазменная дуговая сварка (PAW ): Дуговая сварка в среде инертного газа с использованием неплавящегося вольфрамового электрода.
Сварка с выступом (PW ): Процесс сварки, при котором небольшие подготовленные выступы на поверхности детали плавятся и разрушаются при подаче тока через два противоположных электрода.
Сварка контактным швом (RSEW ): процесс сварки, при котором листы зажимаются между двумя роликовыми электродами, которые движутся вдоль стыка, образуя ряд точечных сварных швов.
Точечная сварка сопротивлением (RSW ): Процесс сварки, при котором свариваемые листы зажимаются между двумя противоположными электродами, и в течение очень короткого времени пропускают сильный ток.
Сварка сопротивлением : Процесс сварки, при котором тепло получают электрическим сопротивлением на границе раздела компонентов, когда они прижимаются друг к другу и пропускают ток.
Корневой запуск : Первый запуск в корне многопроходного процесса.
Полуавтоматическая сварка : Сварка, при которой операция сварки частично контролируется машиной, но требует ручного управления.
Дуговая сварка металлическим электродом с защитой (SMAW) или ручная дуговая сварка металлическим электродом : Дуговая сварка металлическим электродом с покрытыми электродами длиной не более 450 мм, выполняемая оператором. Экранирование получается за счет разложения покрытия электрода.
Приварка шпилек (SW ): Процесс сварки, при котором тепло выделяется с помощью электрической дуги, зажигаемой между концом шпильки и компонентом заготовки.Когда достигается соответствующая температура, две части вступают в тесный контакт.
Дуговая сварка под флюсом (SAW ): Дуговая сварка металлическим электродом, при которой используется проволочный электрод или электроды; дуга или дуги покрыты флюсом, часть которого плавится, образуя удаляемое шлаковое покрытие на сварном шве.
Скорость перемещения : Относительная скорость перемещения между электродом и поверхностью заготовки.
Напряжение (вольты) : Напряжение, измеренное на клеммах источника питания, которое определяет длину дуги.Истинное напряжение дуги всегда будет иметь более низкое значение на дуге.
Ткачество : Метод наплавки металла сварного шва, при котором электрод колеблется.
Сварочный ток (ампер)
9.
 2 Типы сварных соединений
2 Типы сварных соединенийУгол скоса : Угол, под которым кромка компонента подготовлена для выполнения сварного шва.
Фаска : Подготовка кромки под углом.
Опорная полоса : Кусок материала, помещаемый в корень и используемый для контроля проплавления сварного шва.
Стыковое соединение : соединение между концами или краями двух примыкающих элементов, расположенных примерно в одной плоскости (т. е. образующих друг с другом угол, близкий к 180°).
Сварной шов встык : Сварной шов, при котором металл шва наплавляется в пределах кромки стыкового соединения.
Фаска : Другой термин для обозначения фаски.
Закрытое соединение : Соединение, в котором соединяемые поверхности (кромки двух частей) соприкасаются во время сварки.
Вогнутый угловой шов : Угловой шов, поверхность которого вогнута.
Угловое соединение : Соединение между концами или краями двух частей, образующее угол более 30°, но менее 135°.
Крестообразный стык : Соединение, при котором две плоские пластины привариваются к другой плоской пластине под прямым углом и по одной оси.
Двойной V-образный стыковой шов : Стыковой шов, в котором подготовленные кромки обоих компонентов имеют двойную фаску, так что в поперечном сечении зона сплавления образует две противоположные V-образные формы.
Кромочное соединение : Соединение между кромками двух деталей, образующими угол друг к другу, близкий к 0°.
Представление кромки : Придание квадратной формы, нарезание канавок или фаска кромки при подготовке к сварке.
Угловой шов : Сварной шов приблизительно треугольного сечения, соединяющий две поверхности примерно под прямым углом друг к другу в виде соединения внахлестку, Т-образного соединения или углового соединения.
Плоский угловой шов : Угловой шов, поверхность которого плоская.
Линия сплавления : Соединение наплавленного металла с нерасплавленным основным материалом.
Зазор или корневое отверстие : Расстояние в любом поперечном сечении между краями, концами или поверхностями, подлежащими соединению.
Зона термического влияния (ЗТВ ): часть основного металла, непосредственно примыкающая к линии сплавления, которая не была расплавлена, но в которой микроструктура подверглась воздействию тепла сварки.
Соединение : Соединение, подлежащее сварке, между двумя или более заготовками или между двумя или более частями одной заготовки.
Соединение внахлестку : Соединение между двумя перекрывающимися частями, образующими друг с другом угол, близкий к 0°.
Открытое соединение : Соединение, в котором соединяемые детали разделены определенным зазором во время сварки.
Нахлест : Выступ металла сварного шва за пределы носка, поверхности или корня сварного шва.
Пенетрация : Глубина, на которую зона плавления простирается ниже поверхности свариваемой детали или деталей.
Корень соединения : Зона, в которой элементы были ближе всего перед сваркой.
Одинарная V-образная стыковая сварка : Стыковая сварка, в которой подготовленные кромки обеих частей скошены так, что в поперечном сечении зона сплавления образует V-образную форму.
Квадратный стыковой шов : Стыковой шов, в котором стыковые кромки лежат примерно под прямым углом к поверхности соединяемых компонентов и параллельны друг другу.
Т-образное (или тройниковое) соединение : Соединение между концом или краем одной детали и поверхностью другой детали, при этом два компонента образуют угол, близкий к 90°.
Прихваточный шов : Легкий сварной шов, используемый для облегчения сборки или для поддержания выравнивания кромок во время сварки.
Толщина шва : Минимальная толщина сварного шва, измеренная по линии, идущей от корня и проходящей через точку посередине между пальцами.
Подрез : Канавка, вплавленная в основной металл рядом с носком сварного шва и оставшаяся незаполненной металлом сварного шва.
Соединение Y : Соединение между концом или краем одной детали и поверхностью другой части, образующие друг с другом угол более 10°, но менее 70°.
Поверхность сварного шва : Открытая поверхность сварного шва плавлением на стороне, с которой был выполнен сварной шов.
Проплавление сварного шва : Глубина плавления или плавления, измеренная от исходной поверхности основного металла.
Усиление сварного шва : Наплавленный металл на поверхности сварного шва, превышающий указанную толщину сварного шва.
9.3 Сварочные материалы
Покрытый электрод : Присадочный стержень с покрывающим флюсом (для SMAW), используемый при дуговой сварке, состоящий из металлического сердечника с относительно толстым покрытием, которое обеспечивает защиту расплавленного металла и стабилизирует дугу.
Присадочный металл : Металл, добавляемый во время сварки (пайки или наплавки).
Присадочный стержень : Присадочный металл в виде стержня (например, для GTAW).
Присадочная проволока : Присадочный металл в виде бухты проволоки (например, для GMAW и SAW).
Флюс : Плавкий материал, используемый для защиты сварного шва от атмосферного загрязнения, для стабилизации дуги и для выполнения металлургических функций (для предотвращения, растворения или облегчения удаления оксидов и других нежелательных веществ).
Порошковый электрод : Присадочный металл в виде небольшой трубки с флюсом в сердцевине. Сердечник содержит раскислители и шлакообразующие материалы, а также может обеспечивать защитный газ (некоторые электроды с флюсовой сердцевиной являются самозащитными).
Ручная сварка нержавеющей стали | Блог jtbmetaldesigns
Сварка стержнем, которая является упрощенной формой электродуговой сварки.
 Чаще всего соединяемый металл — это мягкая сталь, но можно приклеивать нержавеющую сталь.Электроды помещаются в держатель, и этот держатель подключается к источнику питания низкого напряжения с большой силой тока. Заземляющий зажим подключается к заготовке, и электрическая цепь замыкается, когда стержневой электрод приближается к заготовке и зажигает дугу. Дуга расплавляет конец стержня, мгновенно втекая в свариваемое соединение. Сварка стержнем предназначена для сварки металла толщиной 1/8 дюйма и более.
Чаще всего соединяемый металл — это мягкая сталь, но можно приклеивать нержавеющую сталь.Электроды помещаются в держатель, и этот держатель подключается к источнику питания низкого напряжения с большой силой тока. Заземляющий зажим подключается к заготовке, и электрическая цепь замыкается, когда стержневой электрод приближается к заготовке и зажигает дугу. Дуга расплавляет конец стержня, мгновенно втекая в свариваемое соединение. Сварка стержнем предназначена для сварки металла толщиной 1/8 дюйма и более.
Что нужно
Помимо очевидного сварочного источника питания, вам понадобится несколько предметов для сварки нержавеющей стали.Вам понадобится сварочный помощник с затемнением 10 или более темным сварочным стеклом, кожаные сварочные перчатки, немного нержавеющей стали, угловая шлифовальная машина или другой электрический режущий инструмент для резки металла, а также несколько электродов из нержавеющей стали. Сплав нержавеющей стали, который я здесь свариваю, это 304, и я использую 308L, что означает, что это низкоуглеродистый сплав. Стержень 308 является наиболее распространенным для сварки нержавеющей стали с нержавеющей сталью.
Стержень 308 является наиболее распространенным для сварки нержавеющей стали с нержавеющей сталью.
Источник питания, который я использую
Источником питания, который я выбрал для сварки нержавеющей стали, был сварочный аппарат Longevity Stickweld на 140 ампер.Он питается от новейшей инверторной технологии, что делает его мощным сварочным аппаратом с малым весом. На выходе только постоянный ток, но это идеально подходит для сварки нержавеющей стали. Чтобы добавить универсальности, сварочный аппарат может питаться либо от стандартного домашнего тока 120 вольт, либо от сети 220 вольт. Имейте в виду, что если вы решите использовать входное напряжение 120 вольт, вы сможете потреблять не более 100 ампер.
Подготовка к сварке
Как видите, у меня есть 4 детали, которые я буду сваривать в квадратную раму, и я установил тяжелый стальной стержень, чтобы удерживать их на месте, пока не смогу сварить их прихваточным швом.Зажим был бы лучше, я просто схватил что-то рядом.
Укладка бусины
Что ж, после того, как я выполнил все подключения к источникам питания для сварки и закрепил сварку, пришло время зажечь дугу и наложить валик. Поскольку моя нержавеющая сталь была толщиной всего 1/8 дюйма, а я использовал сварочные электроды диаметром 3/32 дюйма, я начал со скромного постоянного тока 75 ампер. Положительный электрод. Я должен сказать, что стержень из нержавеющей стали был тихим и имел очень мало брызг. Возможно, самым удивительным аспектом всего опыта был поток.Некоторая часть флюса буквально СКРЫЛАСЬ со сварного шва, когда он остыл! Действительно, должна быть большая разница в коэффициенте расширения между сварочным сплавом и флюсовым покрытием. Остальное снялось с большой легкостью. Эти удилища имеют великолепный дизайн.
Ручная сварка нержавеющей стали с другими стальными сплавами
Я делал кое-что из оставшегося квадратного прутка из нержавеющей стали 304 размером 1/4″. Сначала я не знал, что делать, потом пришло видение, когда я вспомнил то, что видел год назад. Я видел граффити с рисованием глаза. Надпись обычно гласит «глаз истины». Я размышлял как о новом простом рисунке, так и о мощном послании. Как только я согнул нержавеющий стержень вручную, я решил сделать свою собственную версию глаза правды.
Я видел граффити с рисованием глаза. Надпись обычно гласит «глаз истины». Я размышлял как о новом простом рисунке, так и о мощном послании. Как только я согнул нержавеющий стержень вручную, я решил сделать свою собственную версию глаза правды.Представленные здесь сварочные стержни представляют собой стержни из нержавеющей стали, изготовленные компанией Forney. Это 1/8-дюймовые стержни, рассчитанные на силу тока 60-110 ампер и пригодные для сварки как на переменном, так и на постоянном токе. Они отлично подходят для соединения нержавеющей стали с мягкой сталью.Это будет особенно удобно при приварке крепежных деталей к настенным панелям из нержавеющей стали.
Результаты специальных стержней из нержавеющей стали
Я сварил квадратные стержни из нержавеющей стали 304 с постоянным током 75 ампер, и этого было достаточно для стержней из 308L. Когда я перешел на стержни 312, этого не произошло. Я перешел на 85 ампер, и стержни работали немного лучше, но все еще застревали. Наконец, я перешел на 95 ампер, и мне повезло больше. Не совсем легко зажечь дугу.По сути, они чем-то напоминают использование стальных стержней 7018. Тем не менее, я получил сварные швы, показанные на картинке здесь. Неплохо для второй попытки. Я подозреваю, что это сплав с высоким содержанием никеля, так как он получился блестящим. Еще более неустойчивым поток был при охлаждении. Второй шов снизу, когда немного остыл, флюс соскочил и попал мне между глаз. Я не получил травм, но был немного напуган. Я счастлив, что у меня есть способ соединить нержавеющую сталь с другими стальными сплавами.
Завершенный проект
Показанный выше проект сварки стали и нержавеющей стали привел к завершению работы под названием «Глаз Гора».«Проушина» из мягкой стали установлена и приварена к раме из нержавеющей стали 304. Это, в свою очередь, установлено на предварительно просверленной доске из тополя, окрашенной глубокой и пышной искусственной потертой позолотой.
Связанные статьи
Нравится:
Нравится Загрузка…
РодственныеДуговая сварка в среде защитного газа (SMAW / -Stick-)
В процессе дуговой сварки в среде защитного газа (SMAW / «Stick-») возникает дуга между плавящимся электродом с флюсовым покрытием и заготовкой.SMAW хорошо известен своей универсальностью, поскольку его можно использовать во всех положениях сварки, как при производственной, так и при ремонтной сварке. Это один из самых простых сварочных процессов с точки зрения требований к оборудованию, и его можно легко использовать в удаленных местах. Тем не менее, это строго ручной процесс сварки, который обычно требует высокого уровня навыков сварщика. Кроме того, обычно толщина материала ограничивается примерно 0,062 дюйма (1,6 мм).
Электроды с покрытиемHASTELLOY® и HAYNES® для SMAW проходят ряд квалификационных испытаний для определения пригодности электрода к использованию, химического состава наплавленного металла, прочности и механических свойств металла шва.Электроды с покрытием обычно изготавливаются для получения наплавленного металла с химическим составом, соответствующим составу соответствующего основного металла. Составы покрытий обычно классифицируются как от слабощелочных до слабокислых в зависимости от конкретного сплава. Для получения дополнительной информации о требованиях к классификации электродов с покрытием на основе никеля читатель может обратиться к: AWS A5.11/A5.11M, Спецификация для электродов для сварки никеля и никелевых сплавов для дуговой сварки в среде защитного металла, Американское общество сварщиков. .
Перед использованием электроды с покрытием должны оставаться запечатанными во влагонепроницаемом контейнере. После вскрытия канистры все покрытые электроды следует хранить в печи для хранения электродов. Рекомендуется, чтобы в печи для хранения электродов поддерживалась температура от 250 до 400ºF (от 121 до 204ºC). Если покрытые электроды подвергаются воздействию неконтролируемой атмосферы, их можно восстановить путем нагревания в печи при температуре от 600 до 700ºF (от 316 до 371ºC) в течение 2–3 часов.
Типичные параметры SMAW представлены в таблице 3 для сварки в плоском положении.Хотя электроды с покрытием классифицируются как электроды переменного/постоянного тока, почти во всех ситуациях электрическая полярность должна быть положительной для электрода постоянного тока (DCEP / «обратная полярность»). Для максимальной стабильности дуги и контроля расплавленной ванны важно поддерживать короткую длину дуги. Электрод обычно направляют обратно к расплавленной ванне (сварка наотмашь) с углом сопротивления примерно от 20° до 40°. Несмотря на то, что методы сварки стрингерным валиком обычно предпочтительнее, могут потребоваться некоторые манипуляции с электродом и плетение, чтобы разместить расплавленный металл сварного шва там, где это необходимо.Величина переплетения зависит от геометрии сварного шва, положения сварки и типа электрода с покрытием. Эмпирическое правило заключается в том, что максимальная ширина переплетения должна примерно в три раза превышать диаметр проволоки сердечника электрода. После наплавки наплавленные валики предпочтительно должны иметь слегка выпуклый контур поверхности. Соответствующий сварочный ток зависит от диаметра электрода с покрытием. При работе в рекомендуемых диапазонах тока электроды должны демонстрировать хорошие характеристики дугообразования с минимальным разбрызгиванием.Использование чрезмерного тока может привести к перегреву электрода, снижению стабильности дуги, отслаиванию покрытия электрода и пористости металла шва. Чрезмерное разбрызгивание свидетельствует о том, что длина дуги слишком велика, сварочный ток слишком велик, полярность не изменена или покрытие электрода поглощает влагу. Рекомендуемая скорость перемещения для SMAW составляет от 3 до 6 дюймов в минуту (дюйм/мин) / от 75 до 150 мм/мин.
SMAW сплавов на основе никеля плохо подходит для сварки в нерабочем положении и, как правило, возможен только при 0.Электроды диаметром 093 дюйма (2,4 мм) и 0,125 дюйма (3,2 мм). Во время сварки в нерабочем положении сила тока должна быть снижена до нижнего предела диапазона, предложенного в Таблице 3. Чтобы сохранить профиль валика относительно плоским во время вертикальной сварки, необходима технология плетения валика. Использование электродов диаметром 0,093 дюйма (2,4 мм) уменьшит требуемую ширину переплетения и позволит получить более плоские валики. При вертикальной сварке возможен диапазон положений электрода от переднего (угол подачи до 20°) до сварки слева (угол сопротивления до 20°).При потолочной сварке требуется сварка наотмашь (угол сопротивления от 0° до 20°).
Начальная пористость может возникнуть из-за того, что электроду требуется короткое время, чтобы начать создавать защитную атмосферу. Это особая проблема с некоторыми сплавами, такими как сплав HASTELLOY® B-3®. Эту проблему можно свести к минимуму, используя стартовую пластину из того же сплава, что и заготовка, или путем шлифовки каждого старта до прочного металла сварного шва. Небольшие кратерные трещины могут также возникать в местах сварки. Их можно свести к минимуму, используя небольшое пошаговое движение для заполнения кратера непосредственно перед разрывом дуги.Рекомендуется, чтобы все начало и конец сварки были отшлифованы до прочного металла сварного шва.
Шлак, образовавшийся на поверхности сварного шва, должен быть полностью удален. Это можно сделать, сначала зачистив поверхность сварочным/отбойным молотком, а затем зачистив поверхность проволочной щеткой из нержавеющей стали. При многопроходной сварке важно, чтобы весь шлак был удален с последнего наплавленного валика до того, как будет наплавлен следующий валик. Любой оставшийся сварочный шлак может поставить под угрозу коррозионную стойкость сварного соединения.
.