Сварка швов в горизонтальном положении на вертикальной плоскости еще более затруднительна, чем сварка швов в вертикальном положении, и требует более высокой квалификации сварщика. При такой сварке условия формирования шва еще более затруднительны. Величина сварочного тока принимается на 10—20% меньше по сравнению со сваркой в нижнем положении.
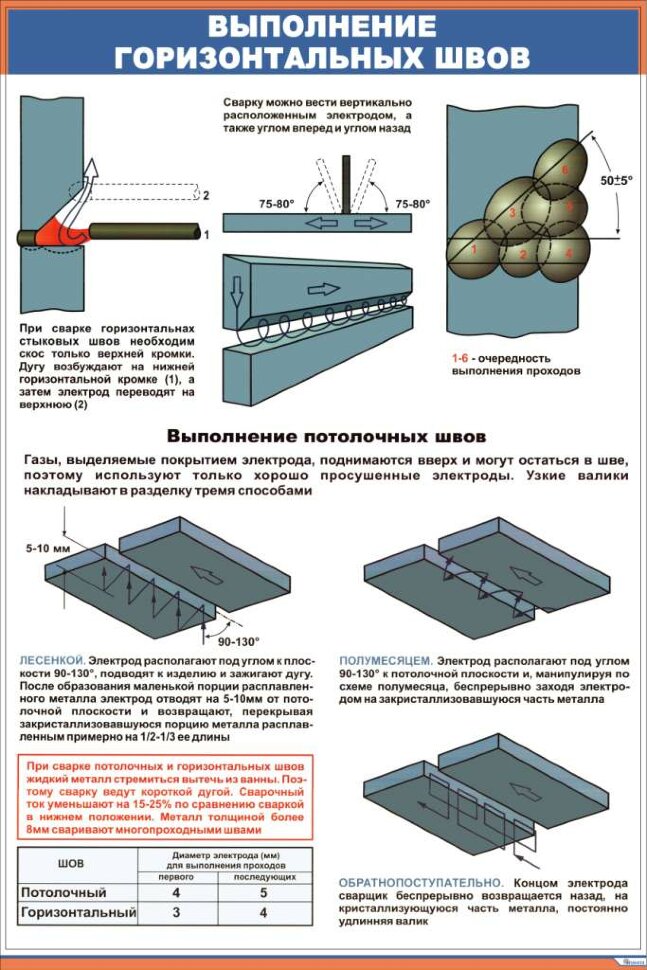
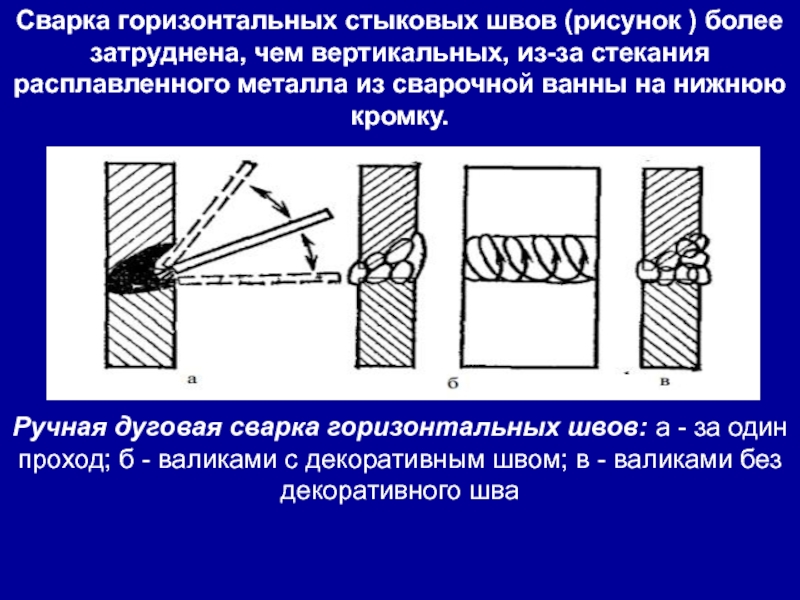
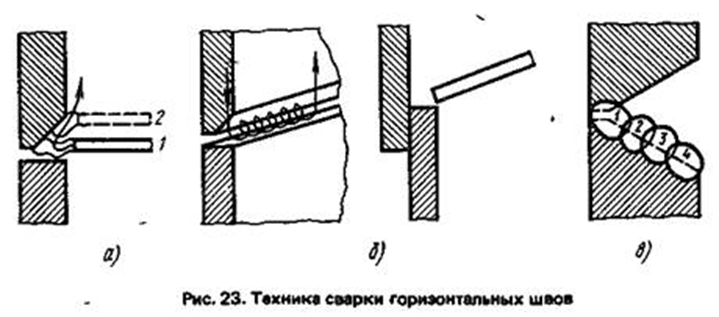
Наибольшие трудности представляет сварка в горизонтальном положении однопроходных (однослойных) швов стыковых соединений с разделкой кромок. Для лучшего формирования шва скос кромки делают только у верхнего листа. Дугу возбуждают на нижней нескошенной кромке, проваривают корень шва, постепенно переводят ее на скошенную кромку верхнего листа, поднимая вверх стекающую каплю металла, заполняя расплавленным металлом всю разделку за один проход.
Сварку выполняют электродами диаметром не более 4 мм, сообщая концу электрода петлеобразные движения.
Рис. 1. Сварка швов в горизонтальном положении: а, б— положение электрода и траектория конца электрода при выполнении однопроходного (однослойного) шва; а —выполнение шва отдельными валиками; г — выполнение шва на-хлесточного соединения
Удобнее сваривать горизонтальные швы в несколько проходов отдельными продольными валиками. Первый валик (корень шва) выполняют электродами диаметром 2—3 мм, последующие внутренние валики — диаметром 4—5 мм. Последний, отделочный (декоративный), валик выполняют электродами диаметром 4 мм, сообщая концу электрода петлеобразные движения.
Наиболее легко выполняются в горизонтальном положении сварные швы нахлесточных соединений, т. к. горизонтальная кромка нижнего листа образует полочку, удерживающую расплавленный металл.
Реклама:
Читать далее:
Сварка швов в потолочном положении
Статьи по теме:
Сварка горизонтальных швов — Энциклопедия по машиностроению XXL
Сварка горизонтальных швов по технике выполнения близка к технике сварки вертикальных швов сверху вниз. Для предупреждения сте-кания металла ванны сварку рекомендуется производить при короткой дуге без поперечных колебаний электрода.
[c.177]
Для сварки горизонтальных швов на стали толщиной до 6 мм обычно применяют проволоки диаметром 0,8… 1,4 мм. Металл толщиной до 3 мм сваривают углом назад без скоса кромок и поперечных колебаний, направляя электрод снизу вверх. При толщине металла более 4 мм делают скос на кромке верхнего листа и сварку выполняют, направляя электрод сверху вниз.
[c.213]
При сварке тонколистового металла электрод отклоняют от вертикали на 20. .. 30° в сторону направления сварки. При сварке угловых швов в соединениях с вертикальной стенкой держатель дополнительно отклоняют от вертикальной стенки на угол 30. .. 45°. Вертикальные швы на тонколистовом металле обычно выполняют на спуск (электрод под углом назад для лучшего удержания расплавленного металла от стекания).
Сварку на подъем применяют при необходимости обеспечить глубокий провар кромок. При сварке горизонтальных швов электрод располагают на нижней части кромок и перемещают с поперечными колебаниями. Потолочные швы выполняют вертикальным электродом или с наклоном углом назад с поперечными колебаниями.
[c.139]
Односторонние подрезы могут быть вызваны смещением электрода с оси стыка и неправильным ведением электрода, особенно при сварке горизонтальных швов на вертикальной плоскости.
[c.13]
При сварке швов в вертикальном положении мундштук горелки находится под углом 45° к поверхности трубы. При этом сварщик выполняет спиралеобразное движение горелкой. После расплавления кромки сварочное пламя немного отводят от ванны, не нарушая ее защиты, что дает возможность жидкому металлу затвердеть. В случае стекания жидкого металла из ванны в процессе сварки угол наклона горелки уменьшают. Газовую сварку горизонтальных швов на вертикальной плоскости выполняют с некоторым смещением ванны, облег-
[c. 119]
Сварка горизонтальных швов аналогична по технике выполнения сварке вертикальных швов. После возбуждения дуги электрод располагают ниже горизонтали для предотвращения стекания жидкого металла.
[c.377]
При сварке горизонтальных швов на вертикальной плоскости (рис. 195, а) разделку дают лишь верхнему листу, дугу возбуждают на нижней кромке, затем постепенно переходят на скошенную верхнюю кромку.
[c.469]
Сварка горизонтальных швов по своему выполнению очень близка к сварке вертикальных швов. Наиболее часто приходится
[c.103]
Сварка горизонтальных швов, расположенных на. вертикальной плоскости, производится под флюсом со свободным формированием (рис. 6).
[c.279]
При сварке в вертикальном положении сила тока уменьшается на 10—20%, при сварке горизонтальных швов — на 15—20 % и при сварке потолочных швов — на 20—25 %.
[c.167]
Сварка горизонтальных швов сложнее сварки вертикальных швов (рис. 13.11,а). При сварке стыковых швов с разделкой последний декоративный шов выполняют при движении дуги под углом 45° к оси шва (рис. 13.11,6). Однако чаш,е декоративный шов не заваривают, а ограничиваются валиками (рис. 13.11, в).
[c.174]
Сварку горизонтальных швов (рис. Х1У.4, в) осуществляют правым способом, препятствующим стеканию жидкого металла на нижнюю кромку за счет давления газов пламени.
[c.354]
Сварка горизонтальных швов
[c.35]
При сварке горизонтальных швов (см. рис. 121, б) верхний лист подвергается разделке. Дугу возбуждают на кромке нижнего листа, а затем постепенно переходят на скошенную верхнюю кромку.
[c.271]
У готовых блоков, подаваемых для стыковки с днищем или с ранее установленным блокам, стыковые кромки должны быть обработаны под К-образный шов с односторонним скосом, что позволяет производить сварку горизонтальных швов на вертикальной поверхности. Подготовленный таким образом блок переносится башенным краном на фундамент для формирования башни. Порядок сборки и прихватки листов блока приведен на рис. 106. Расстояние между центрами прихваток в продольных стыках рекомендуется сохранять в пределах 200—300 мм, а прихватки выполнять длиной 40—50 мм.
[c.186]
Значительную сложность представляет сварка горизонтальных швов на вертикальной плоскости. Для заполнения разделки применяют ниточные многослойные швы. При получении определенных навыков возможно выполнение этих швов с колебательными движениями.
[c.100]
Фиг. 10. Сварка горизонтальных швов с одним скосом.
Наплывы образуются в результате натекания жидкого металла на кромки недостаточно прогретого основного металла (рис. 115, а). Наплывы чаще всего образуются прн сварке горизонтальных швов. Они могут быть в отдельных местах и иметь значительную протяженность. Причинами возникновения наплывов могут быть неправильный наклон мундштука горелки и присадочной проволоки к поверхности свариваемого металла. Обнару-
[c.274]
При сварке горизонтальных швов электрод для удержания расплавленного металла от стекания располагают снизу и перемещают по шву с поперечными колебаниями. Потолочные швы выполняют вер-
[c.391]
Рис. 5-29. Форма соединения при сварке горизонтальных швов со скосом только одной из кромок
Подготовка кромок при сварке горизонтальных швов, расположенных на вертикальной плоскости
[c.194]
При сварке в положениях, отличных от нижнего, применяют только электродную проволоку диаметром 0,5—1,4 мм. Значения тока и напряжения дуги должны быть минимальными (17—21 В), однако обеспечивающими устойчивое горение дуги.
Увеличение напряжения дуги приводит к резкому возрастанию разбрызгивания и нарушению процесса, особенно при сварке горизонтальных швов.
[c.481]
Сварка горизонтальных швов на вертикальной плоскости (рис. 34, б) несколько сложнее сварки вертикальных швов и требует. более высокой квалификации сварщика. Чтобы уменьшить стекание жидкого металла, скос кромок делают только у верхнего листа. Дугу возбуждают на нижней кромке (положение /), а затем переводят ее на кромку верхнего листа (положение II), поднимая вверх стекающую каплю металла. Колебательные движения электродом при этом производят по спирали.
[c.81]
Сварку горизонтальных швов на металле толщиной 1…6 мм выполняют тонкой проволокой на режимах с частыми короткими замыканиями и импульсной дугой. Металл толщиной до 3 мм сваривают без разделки кромок. При толщине металла >4 мм необходим скос кромки верхнего листа. Сварку ведут с наклоном электрода сверху вниз. На металле толщиной >8 мм корневой шов сваривают тонкой проволокой с частыми короткими замыканиями, импульсно-дуговой сваркой или неплавящимся электродом.
Разделку заполняют плавящимся электродом на больших токах, а облицовочный шов сваривают тем же способом, что и корневой.
[c.129]
Сварку горизонтальных швов стали толщиной до 6 мм обычно проводят в углекислом газе проволоками диаметром 0,8… 1,4 мм. Соединения на металле толщиной до 3 мм без скоса кромок сваривают с наклоном электрода снизу вверх и углом назад без поперечных колебаний. При толщине металла >4 мм делают скос на кромке верхнего листа и сварку выполняют с наклоном электрода сверху вниз.
[c.132]
Стыковые швы со скосом и без скоса кромок делают односторонними с подкладкой (рис. 45, в) в конструкциях, у которых доступ к обратной стороне шва невозможен. Односторонние швы без подкладок в этих конструкциях, обычно имеют дефекты в корне шва и поэтому недостаточно надежны. У-об-разные швы со скосом одной кромки применяют главным образом при сварке горизонтальных швов на вертикальной плоскости, а с криволинейным скосом кромок (рис. 45, г)—при толщине деталей от 20 до 60 мм. При такой подготовке кромок сечение шва и количество наплавленного металла значительно уменьшается, но обработка металла усложняется.
[c.93]
Сварка горизонтальных швов меньшей толщины производится в один проход уширенным валиком.
[c.143]
Выбор способа сварки зависит также от пространственного положения шва. При сварке швов в нижнем положении выбор способа сварки, как указано выше, зависит от толщины металла. Сварку вертикальных швов снизу вверх следует производить левым способом (рис. 91, а). Сварку горизонтальных швов выполняют левым способом, направляя пламя го-
[c.102]
Очень неблагоприятные условия формирования шйа при выполнении горизонтальных швов на вертикальной плоскости. Расплавленный металл ванны натекает на нижнюю свариваемую кромку, что приводит к формированию несимметричного усилени шва, а также подрезов. При сварке горизонтальных швов предъявляются жесткие требования к сокращению размеров сварочной ванны.[c.24]
Сварку горизонтальных швов на металле толщиной 1… 6 мм выполняют тонкой проволокой на режимах с частыми короткими замыканиями и импульсной дугой. При толщине металла более 4 мм необходим скос кромки верхнего листа. Сварку проводят с наклоном электрода сверху вниз. На металле толщиной более 8 мм корневой шов сваривают тонкой проволокой с частыми короткими замыканиями, импульсно-дуговой сваркой или непла-вящимся электродом.
[c.210]
Сварка горизонтальных швов по своему выполнению очень близка к сварке вертикальных швов. Наиболее часто приходится варить горизонтальные стыковые швы резервуарных конструкций. Подготовку в этом случае делают обычно с одним скосом у верхнего листа (рис. 73). Дугу зажигают на нижней горизонтальной кромке, затем переходят на наклонный скос, наклоняя электрод вниз (рис. 73, последовательные положения электрода а, б, в). Сварка горизонтальных швов листов толщиной более 8—10 мм произодится путем последовательной наплавки валиков.[c.121]
При сварке горизонтальных швов электрод для удержания расплавленного металла от стекания располагают снизу и перемещают п шву без поперечных колебаний. Потолочные швы выполняют вертикальным электродом или с наклоном углом назад. Для удержания расплавленного металла примеияют поперечные колебания элект рода
[c.327]
Сварка горизонтальных швов на вертикальной плоскости производится так же, как и вертикальных швов, электродами диаметром не более 4 мм. При толщинах листов, свариваемых в горизонтальном иоложенпи, свыше 10 мм желательно иметь К-об-разную подготовку кромок. В этом случае, при многослойной сварке, кроме первого и последнего слоя, можно применять электроды диаметром 5 мм.
[c.67]
Автоматическая, полуавтоматическая а ручная сварка горизонтальных швов при полистовой сборке
[c.474]
Сварка горизонтальных швов по выполнению несколько труднее, чем сварка вертикальных швов. Чаще всего в горизонтальном положении (на вертикальной плоскости) приходится спаривать стыковые швы. Сварка горизонтальных угловых и1вов ничем не отличается от нижнем» сваркп.
[c.178]
Сварочные автоматы для выполнения швов порошковой проволокой подразделяются для сварки в нижнем положении — универсальный сварочный трактор ТС-42, для сварки горизонтальных швов на вертикальной плоскости — аппарат А-1325 и для сварки с принудительным формированием — аппарат А-1150У.
[c.213]
Фиг. 55. Сварка горизонтальных швов и — с односторонниы скосом б — о двусторонним
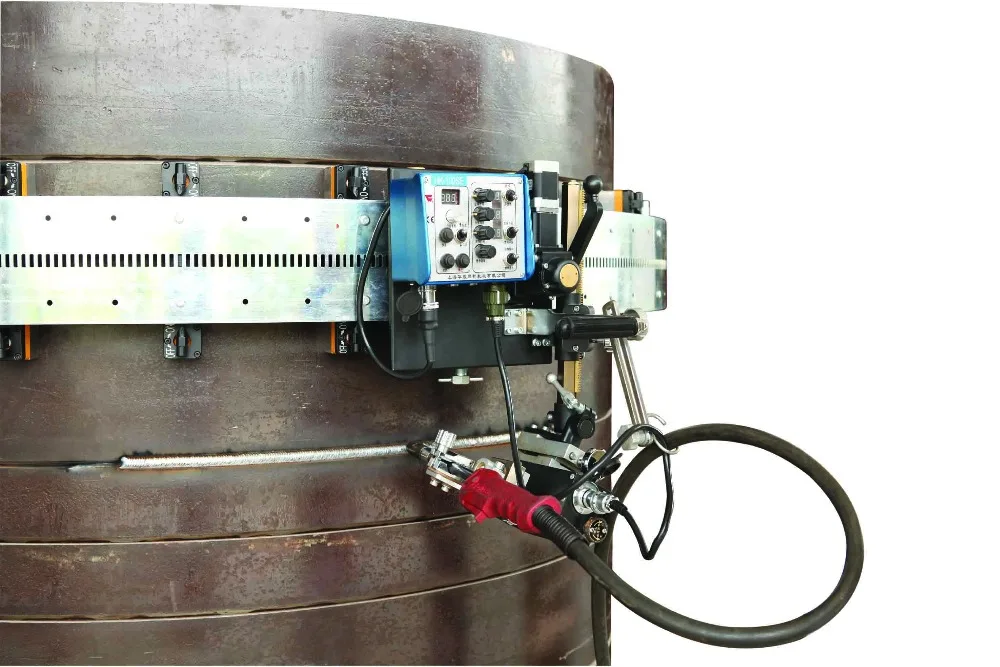
Установки для сварки горизонтальных швов резервуаров ГОРИЗОНТ-2 в аренду в Самаре
Комплекс представляет собой самоходную автоматизированную установку собственного производства, которая перемещается по строящемуся резервуару под управлением двух операторов, находящихся внутри установки. Комплекс состоит из:
— П-образной рамы с подвесной люлькой со смонтированными на ней сварочным узлом; — системы подачи и рециркуляции флюса; — блоков управления системой и процессом сварки.
Сварочный комплекс «Горизонт-2» (аналог Koike Aronson) хорошо зарекомендовал себя при сварке резервуаров по всей территории России и СНГ. Каждый комплекс поставляется в высокой степени готовности к эксплуатации и представляет собой наилучшее решение задач заказчика с учетом их индивидуальных пожеланий.
Преимущества:
Рамная конструкция — Установлены разъемные ограждения на крыше платформ в соответствии с требованиями безопасности и нормами работ на высоте. Предусмотрен Г-образный вынос рамы для крепления соединительных кабелей от источников сварочного тока. Вес кабельной линии распределяется равномерно на цепном подвесе. Привод ведущего колеса частотнорегулируемый. Плавность хода на всем диапазоне регулировки скорости 0-3 метров/мин обеспечивается мотор-редуктором с асинхронным электродвигателем 0,75 кВт и частотным приводом.
Система рециркуляции флюса — Низкошумная турбина Delfin, производства Италии, (рабочее напряжение 380 В, мощность 2,2 кВт) расположена на крыше платформы, что приводит к дополнительному пониженному уровню шума в рабочей зоне оператора. Предусмотрены люки обслуживания узлов ведущего и ведомого колеса, мотор-редуктора.В транспортном положении (Д*Ш*В 2460*2107*2515 мм, вес 1700 кг) возможна транспортировка в вертикальном положении в контейнере 20 Highcube.
Система управления комплексом — Главная сторона установки выбирается оператором. Имеется возможность работы только одной стороной без привлечения второго сварщика. Вся электроника и автоматика выполнена на элементной базе Schneider, Siemens и ABB. На каждый электрический шкаф имеется подробная монтажная и принципиальная схема.
Гидравлическая система сведения/разведения сторон — Предусмотрена система гидравлического дросселя с обратным клапаном, что обеспечивает защиту от случайного грубого (ударного) сведения сторон рамы. Бункер-сепаратор конусообразной формы. Система рециркуляции флюса обеспечивает минимальные потери флюса во время сварочного процесса. Предусмотрена зона обслуживания и подготовки сварочного шва слесарем: зачистки листа, устранения дефектов, установки газобаллонного оборудования с горелкой для подогрева стыка. Лестницы изготовлены из профильной трубы и размещены с внутренней стороны установки, что обеспечивает безопасность подъема операторов.
Лекция Техника сварки горизонтальных швов
Тема «Техника сварки швов в горизонтальном положении»
Содержание лекции:
1. Трудности при сварке горизонтальных швов.
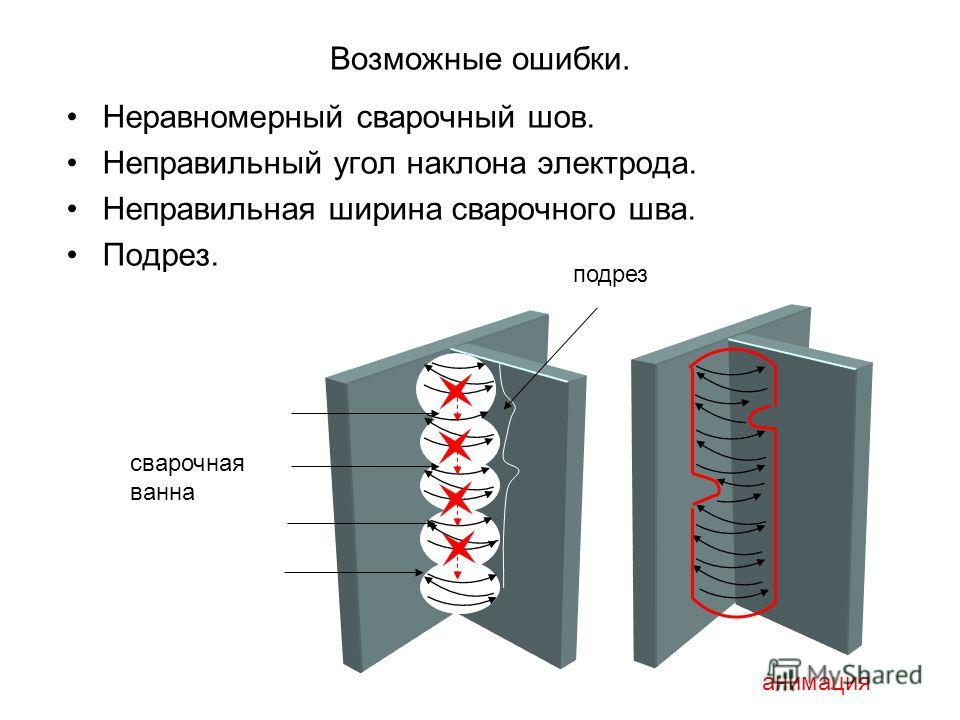
Сварка горизонтальных швов, как и других, отличных от нижнего шва, связана с рядом трудностей, вызванных расположением соединения. Процесс сваривания швов, расположенных в горизонтальном положении, осложняется воздействием силы тяжести.
Дело в том, что в процессе работы расплавленный металл может вытекать из сварочной ванны. Кроме того, наблюдается и выпадение капель расплавленного электродного металла, они пролетают мимо ванны.
Горизонтальные соединения также сопровождаются следующими сложностями: расплавленный материал стекает на нижнюю кромку, из-за чего существует вероятность того, что на верхней кромке появится подрез. Для предотвращения такого явления специалисты советуют делать скос верхней кромки, при этом нижнюю не трогать, она будет задерживать металл в ванне.
Справиться можно и с остальными трудностями. При горизонтальной сварке, обычно используют дугу довольно короткой длины, а электрод передвигают либо без манипуляций, либо поперечными колебаниями. Кроме того, рекомендуется во время сварки периодически отводить электрод от ванны, чтобы позволить металлу кристаллизоваться и сделать горизонтальный сварочный шов более качественным.
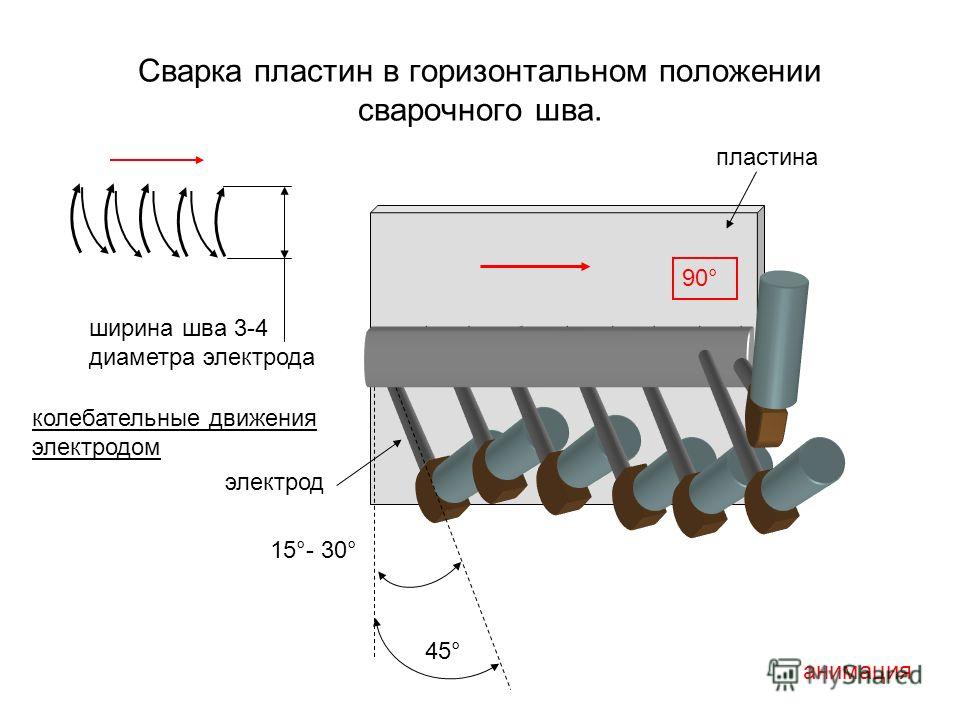
Также при горизонтальной сварке, и других сложных швах, специалисты советуют делать валик меньшей ширины, которая не должна превышать 2-3 диаметра электрода. Силу тока, в этом случае, следует снизить процентов на 10-20, а электроды выбирать с диаметром не больше пяти миллиметров.
2. Особенности сварки горизонтальных швов.
При создании швов в горизонтальном положении специалисты советуют держать электрод под углом 80-90 градусов, как изображено на рисунке.
Отметим, что необходимо добиваться того, чтобы дуга горела с максимально возможной глубиной проплавления металлоизделия. Это позволит снизить влияние «козырька», который создается при сваривании под углом меньше 80 градусов.
Чтобы добиться нужной ширины шва и усилить валик, нужно следить за скоростью сварки, длиной дуги. Также сваривание нужно производить колебательными движениями по направлению сварки (т.е. немного вперед, потом назад).
И еще. В зависимости от того, как ведет себя шлак, нужно выдерживать угол наклона электрода. За счет того, что шлак стекает на нижнюю кромку, сварка может производиться практически под углом 90 градусов, а в некоторых случаях и «углом вперед».
3. Сварка многослойного горизонтального шва.
Делая горизонтальный шов сварки, следует соблюдать следующую технологию:
Первый валик (корневой) делается короткой дугой, электрод передвигается без колебательных поперечных движений. Угол наклона к поверхности должен быть 80 градусов (±5°). Отметим, в таком случае шлак будет стекать частично на нижнюю кромку, а частично в зазор. При этом можно делать также сварку «углом вперед» тогда, когда нужно уменьшить проплав, или, наоборот, «углом назад» – если нужно увеличить проплавление корневого валика. Для создания первого валика обычно используют среднюю или максимально допустимую силу тока.
Для создания второго валика обычно применяют среднюю силу тока. Слой делается в один проход. В зависимости от ширины получившегося корневого валика, может использоваться электрод с большим диаметром. Процесс сварки осуществляется по технологии «углом назад».
Для выполнения третьего валика можно прибегнуть к двум способам, в зависимости от того, каким вышел второй слой шва. Если 2-й валик имеет площадку, то третьим обычно заполняют «лодочку», которая находится между вторым валиком и верхней кромкой. В том случае, когда второй слой получился «нормальным», то третий выполняют в два подхода. Третий валик делается усилением на площадь, расположенную между нижней кромкой и 2-м валиком. Это нужно выполнить так, чтобы третий валик находился на расстоянии от верхней кромки равном диаметру электрода. Вторым подходом создается четвертый валик, который выполняют в зависимости от того, каким получился третий слой и каково расстояние между вершиной 3-го валика и верхней кромкой. Отметим, что если это расстояние равно диаметру электрода то четвертый слой производится без манипулирования. Если же расстояние больше, то электрод передвигают поперечными колебательными движениями. Все эти способы показаны на рисунках.
все остальные слои сварочного шва выполняются по аналогии с третьим валиком.
2. Технология газовой сварки горизонтальных швов. Технология сварки трубопроводов
Похожие главы из других работ:
Газовая сварка
2. Материалы, используемые в процессе газовой сварки. Требования, предъявляемые качеству материалов
При газовой сварке в качестве источника теплоты используется газовое пламя — пламя горючего газа, сжигаемого для этой цели в кислороде в специальных горелках. В качестве горючих газов используют ацетилен, водород, природные газы, нефтяной газ…
Газовая сварка
3. Технология газовой сварки
Внешний вид, температура и влияние сварочного пламени на расплавленный металл зависят от состава горючей смеси, т.е. соотношение в ней кислорода и ацетилена. Изменяя состав горючей смеси, сварщик изменяет свойства сварочного пламени…
Газовая сварка
5. Требования, предъявляемые к качеству газовой сварки и методы контроля
Для обеспечения работы изделия стыковые швы должны иметь небольшое усиление высотой 1-2 мм. Излишнее усиление шва (более 3 — 4 мм) в изделии, работающем на динамическую нагрузку…
Газовая сварка
6. Испытания, проводимые при приемке изделий, изготовленных путем газовой сварки
Гидравлическому испытанию подвергаются различные сосуды, котлы и трубопроводы, работающие под давлением. Гидравлическим испытанием контролируется не только плотность сварных соединений…
Изготовление титанового короба методом сварки
1.6.2 Обработка швов после сварки
После сварки швы и прилегающие к ним поверхность необходимо зачистить металлической щеткой или фибровыми дисками…
Металлургические процессы при сварке низкоуглеродистых, низколегированных и высоколегированных сталей
2.2 Технология сварки
Высоколегированные стали и сплавы, как правило, обладают увеличенным до 1,5 раза коэффициентом линейного расширения при нагревании и пониженным в 1,5—2 раза коэффициентом теплопроводности по сравнению с низкоуглеродистыми сталями. ..
Разработка технологии сварки балки двутавровой
2.3 Определение параметров сварных швов и режимов сварки
В режимы полуавтоматической сварки в среде углекислого газа входят: род электрического тока и полярность, сила сварочного тока, напряжение дуги, скорость сварки, расход защитного газа, диаметр электродной проволоки, скорость подачи проволоки…
Сборка и сварка фермы
5. Технология выполнения швов
Узлы фермы сваривают последовательно — от середины фермы к опорным узлам. Сначала выполняют стыковые, а затем угловые швы. Если швы разного сечения, то вначале накладывают швы с большим сечением, а затем с меньшим…
Совершенствование технологического процесса изготовления конструкции металлургической промышленности на ОАО «ЗСМК»
2.4.3 Расчет параметров режима сварки угловых швов при автоматической сварке тавровых соединений
Рисунок 3 — Тавровое соединение с разделкой кромок Если тавровое или угловое соединение выполнено с разделкой кромок, то расчет параметров режима сварки и размеров шва производится по методике. ..
Техника и технология газовой сварки
Режимы и техника газовой сварки
При необходимости использования флюса он наносится на свариваемые кромки или вносится в сварочную ванну оплавляемым концом присадочного прутка (налипающим на него при погружении во флюс)…
Технологический процесс сборки-сварки корпуса топливного бака горючего первой ступени ракеты-носителя семейства «Анагара»
2.1.4 Приспособления для сварки кольцевых швов
Данное приспособление предназначено для сварки кольцевых швов обечайки и сварки обечайки с днищем. В состав приспособления входят следующие элементы и узлы: коробка скоростей на передней бабке, установленной неподвижно на фундаменте…
Технология автоматической сварки
Автоматы и технология сварки поворотных сварных швов под слоем флюса
В настоящее время на строительстве магистральных трубопроводов применяют в основном базовую схему организации сварочно-монтажных работ. По этой схеме доставленные на базу трубы свариваются в секции длиной 18.36 метров…
Технология автоматической сварки
Автоматы и технология сварки неповоротных сварных швов в среде защитных газов
Для сварки неповоротных стыков магистральных трубопроводов наибольшее распространение получили аппараты фирмы CRC-Evans (рис. 5). Аппараты для наружной сварки (External Welder) выпускаются в трёх базовых конфигурациях: для сварки «горячего» прохода…
Технология автоматической сварки
Самоходные сварочные автоматы и технология сварки протяженных сварных швов под слоем флюса
Протяжённые сварные швы резервуаров и газгольдеров, расположенные в нижнем положении свариваются с помощью сварочных самоходных сварочных автоматов под слоем флюса. Такие автоматы называются сварочными тракторами…
Электросварочные и газосварочные работы
2.5. Технология сварки
Зафиксировав стык, произвести предварительный подогрев до температуры 100° — 150°С в случае если температура окружающего воздуха ?+5°С. ..
Высококачественная машина для сварки горизонтальных швов. Доступна для продажи. Местное послепродажное обслуживание. Вопрос 6: Где находится ваша фабрика? О: Наша фабрика расположена в районе Панью, городе Гуанчжоу, провинции Гуандун, Китае. Мы обеспечим такое же хорошее послепродажное обслуживание, как и предпродажное обслуживание, на любой ваш вопрос мы ответим в течение 12 часов.
16 800,00 $/ комплект
1 комплект (минимальный заказ)
2, Датчик OMRON и фотоэлектрический переключатель из Японии. 3, SMC Waterway обнаружил переключатель потока из Японии. 7, управляющие тиристоры SEMIKRON из Германии.
$8,000.00-$20,000.00/ Комплект
1,0 комплекта (минимальный заказ)
2. Он оснащен интеллектуальным микрокомпьютерным контроллером, который может устанавливать различные виды сварочных спецификаций. Нижний сварочный электрод используется для фиксации цилиндра, чтобы облегчить фиксацию формы и сварку.Электрическая система проводимости: Примите традиционное устройство проводимости серебряной плитки.
10 800,00 долл. США/ комплект
1,0 комплекта (минимальный заказ)
​​ Сравнение затрат на сварочные материалы. Для сварки кольцевым швом резервуара для хранения обычно требуется скос X при ручной сварке, в то время как мы рассматриваем скос типа K при использовании автоматической машины для кольцевой сварки. Возьмем, к примеру, 60-миллиметровый лист корпуса резервуара со сварочной нагрузкой 10 метров, требуемые сварочные материалы, которые будут потребляться, будут такими.A, на основе скоса 60°X при ручной сварке расчет необходимого количества сварочных материалов в шве: зазор G=2 мм, δ = 60 мм, F=0, угол скоса 60°, например: скорость наплавки металла = 2×60 + 30×tg30°×2×30/2×2 + ( 2 × 30 × tg30 ° + 2 ) × 3 × 2/3 × 2 мм2 × 10 м × 7,8 г / см3 = 101. 85 кг Сварочная проволока = 101,85 Сварочный флюс = 1,8×113,16 кг = 203,00 кг B, : Исходя из угла наклона 45°K при автоматической сварке кольцевым швом, расчет необходимого количества сварочных материалов в шве: Зазор G=2 мм, S1 = 60 мм, F=0, угол наклона 45°, например: скорость наплавки металла = 2×60 + 60/2×tg45×60/2 + ( 30×tg45° + 2 )×3×2/3×2мм2×10м×7.8 г/см3 = 89,54 кг Сварочная проволока = 89,54 Сварочный флюс = 1,2×99,50 кг = 119,40 кг Ø Стоимость материалов будет сохранена: Каждая 10-метровая сварка шва может снизить стоимость сварочных материалов: около 40 долларов США; 1. Каждые 10 метров могут снизить стоимость сварочной проволоки весом 24 кг, что также составляет около 35 долларов США; 2, Сварочный флюс может снизить стоимость на 5 долларов США за каждые 10 метров; , Стоимость человеко-часов / сварка Сравнение времени между ручной сваркой и автоматической машинной сваркой Возьмем, к примеру, сварку кольцевым швом 50-мм обечайки. Процесс сварки. Диаметр сварочной проволоки. Мощность сварки. Скорость сварки, мм/мин. Тип фаски. стоимость (пожалуйста, обратитесь к вашей местной стоимости заработной платы) 10-метровая сварка швов разница в стоимости человеко-часов Ручная сварка ¢ 1.6-2,0 мм — 250A — 200 60 ° X Тип Скос 50 проходов Около 55 часов Автоматическая сварка и центрирование 3,2 мм — 500 А — 500 мм/мин 45 ° фаска типа K Около 22 проходов Около 9,2 часа Примечания: 1, Автоматическая сварочная машина в 6-8 раз быстрее, чем вручную снизить стоимость вашего проекта.
Сварочный аппарат для горизонтального шва Parmo Ms, 400 В, Parmo Electro Products
Сварочный аппарат для горизонтального шва Parmo Ms, 400 В, Parmo Electro Products | ID: 21133886297
Спецификация продукции
Сварка Тип
Seam
Материал
МС
Напряжение
400
Марка
Пармо
Частота
50 Гц
Фаза
2
Водоснабжение
30 л/мин.
нагрузки
нагрузки
100-200 кВА
сварочный ток
17000-39000
Standard Stake
100 мм
Трансформатор и электрод
Охлаждение воды
5
Описание продукта
Товар
Блок
ТКР 250
ТКР 400
Номинальная мощность
В
400+-10%
400+-10%
Фаза
Тел.
2
2
Частота
Гц.
50
50
Нагрузка
кВА
200
100
Сварочный ток
А
39000
17000
Стандартный сток
мм.
100
100
Трансформатор и электрод
х
С водяным охлаждением
С водяным охлаждением
Водоснабжение
л/мин.
30
30
Заинтересованы в этом товаре?Уточнить цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания1998
Юридический статус фирмы Физическое лицо — собственник
Характер деятельностиПроизводитель
Количество сотрудников26-50 человек
Годовой оборотRs.1–2 крор
IndiaMART Участник с июня 2006 г.
GST24ACPPV0984K1ZV
Экспорт в Малайзию, Шри-Ланку, Южную Африку, Алжир, Катар
Parmo Electro Products , с 1998 производит широкий спектр сварочных аппаратов . Ассортимент предлагаемой продукции состоит из машины для точечной сварки , машины для стыковой сварки, пневматической машины для точечной сварки стыков и многих других.Предлагаемая продукция изготавливается с использованием материалов самого высокого качества. Эти продукты получили широкое признание благодаря отличным характеристикам, прочной конструкции, простоте использования и длительному сроку службы. Кроме того, эти продукты находят применение в различных областях.
Видео компании
Вернуться к началу 1
Есть потребность? Лучшая цена
1
Есть потребность? Лучшая цена
Автоматический сварочный аппарат для дуговой сварки под флюсом для горизонтальных швов бака
Марка источника питания и механизма подачи проволоки — Lincoln Electric, США.
Всепогодный электрический шкаф.
Надежный двигатель постоянного тока для движения трактора.
Блок автоматической регенерации флюса.
Точная регулируемая ручная поперечная направляющая для регулировки по вертикали и горизонтали.
Узел салазок сварочной головки.
Автоматический датчик скорости механизма подачи проволоки.
Флюс хранится в блоке восстановления флюса, а также в разгрузочном бункере флюса.
Смотровое стекло в бункере для флюса и в блоке восстановления флюса
Один и тот же источник питания можно использовать для корневых швов и для вертикальных сварных швов FCAW / MIG / SMAW.
Две или более сварочных головок FCAW / MIG / SMAW можно использовать с одним источником питания (с помощью Multiweld 350), что увеличивает производительность вертикальной сварки более чем в два раза.
Тот же механизм можно использовать для дуговой строжки.
Диапазон температур окружающей среды, при которых может работать машина: от -5 до + 65 град С.
Машина компактна, легка и может перемещаться без использования большого крана.
Возможна корневая сварка с подкладкой
Bygging AGW выполняет работу, эквивалентную шести сварщикам.
2.2м/мин заготовок сварочного аппарата шва горизонтальных ЗФ-500—ЗФ-3000
Автоматический сварочный аппарат MIG для продольных швов Сварка коротких швов горизонтальных заготовок.
1. Машина для сварки продольных швов профессионально используется для прямошовной сварки различных металлических изделий. Обладает сильной маневренностью, простотой, удобством и надежностью.Он имеет гладкую сварку, хорошую консистенцию, высокую эффективность и красивый сварной шов.
2. Оборудование главным образом использовано в листе нержавеющей стали, листе углеродистой стали гальванизирует сталь цинка, работу автоматической сварки продольного шва цилиндра.
3. Продольный шов сварки для цилиндра стыкуется с продольным швом плоской пластины. Он подходит для различных методов сварки, таких как сварка в защитных газах и аргонодуговая сварка с автолизом (заполнение).
4.Оборудование состоит из корпуса машины для сварки продольных швов, сварочного аппарата и электрической системы управления.
5. В автоматическом сварочном аппарате используется конструкция горизонтальной сварки, то есть положение заготовки относительно фиксировано, горелка приводится в действие моторным редуктором для перемещения формы горизонтального движения, чтобы обеспечить сварку плоским швом с прямым швом.
6. Контроль процесса сварки контролируется программируемым контроллером (PLC), автоматическая и ручная регулировка
3. Американский источник сварки; 4. Китайский источник сварки; 5. другие
шов под флюсом, труба под флюсом
Дуговая сварка под флюсом (SAW) в основном подходит для сварки в горизонтальном положении. При использовании определенных вспомогательных инструментов может быть реализована сварка в угловом и горизонтальном положениях сварки.Основным фактором, влияющим на форму и работоспособность шва под флюсом, являются параметры процесса сварки.
Параметры сварки под флюсом в основном включают: сварочный ток, напряжение дуги, скорость сварки, диаметр сварочной проволоки и длину выдвижения.
1. Сварочный ток В обычных условиях сварки глубина провара прямо пропорциональна сварочному току. С увеличением сварочного тока глубина провара и усиление шва значительно увеличиваются, в то время как ширина шва изменяется незначительно.При этом соответственно увеличивается и степень плавления сварочной проволоки, что увеличивает остаточную высоту сварного шва. С уменьшением сварочного тока провар и высота излишка уменьшаются.
2. Напряжение дуги С увеличением напряжения дуги ширина сварки значительно увеличивается, а проплавление и усиление шва уменьшаются. Однако, когда напряжение дуги слишком велико, не только уменьшается глубина проплавления, что приводит к неполному проплавлению, но также плохое формирование сварного шва, затрудненное удаление шлака и даже подрезы и другие дефекты.Поэтому при увеличении напряжения дуги необходимо соответствующим образом увеличивать сварочный ток.
3. Скорость сварки
Когда другие параметры сварки остаются неизменными, а скорость сварки увеличивается, тепловложение при сварке соответственно уменьшается, так что глубина проплавления также уменьшается. Слишком большая скорость сварки вызовет такие дефекты, как неполный провар. Для обеспечения качества сварки необходимо гарантировать определенное количество сварочного тепла, то есть при увеличении скорости сварки для повышения производительности следует соответственно увеличить сварочный ток и напряжение дуги.
4. Диаметр сварочной проволоки и длина удлинителя При сохранении других параметров сварки и увеличении диаметра сварочной проволоки увеличивается диаметр столба дуги, то есть уменьшается плотность тока, что приведет к увеличению ширины шва и уменьшению провара. Наоборот, увеличивается глубина провара и уменьшается ширина шва.
Когда другие параметры сварки остаются неизменными и увеличивается длина сварочной проволоки, сопротивление также увеличивается, и увеличивается эффект предварительного нагрева расширенной части сварочной проволоки, а также увеличивается скорость плавления сварочной проволоки.В результате проплавление становится более мелким, а усиление сварного шва увеличивается. Длина удлинения сварочной проволоки должна контролироваться и не быть слишком большой.
5. Наклон троса Направление наклона сварочной проволоки делится на наклон вперед и наклон назад. Направление и величина угла наклона различны, а также различны сила и нагрев дуги на расплавленную ванну, что влияет на формирование сварного шва. Когда сварочная проволока наклонена назад под определенным углом, сварка перед сварочной ванной предварительно нагревается, потому что дуга направлена в направлении сварки, и выпуск жидкого металла из расплавленной ванны дугой ослабевает, что приводит к широкий сварной шов и более мелкий провар.Наоборот, ширина сварного шва меньше, а глубина проплавления больше, но легко вызвать несплавление и подрез на краю сварного шва и ухудшить форму сварного шва.
6. Прочее а. Форма канавки б. Корневая щель c. Толщина сварного шва и условия рассеивания тепла сварного шва.
Стальная труба, сваренная под флюсом: Стальная труба, изготовленная из рулонной полосовой стали в качестве сырья, часто экструдированная при температуре и сваренная автоматической двухпроволочной двусторонней дуговой сваркой под флюсом.
Характеристики стальных труб, сваренных дуговой сваркой под флюсом: Труба LSAW имеет простой производственный процесс, высокую эффективность производства, низкую стоимость и быстрое развитие. Спиральношовная труба ( SSAW Pipe ) обычно имеет более высокую прочность, чем прямошовная труба. Он может производить сварные трубы большего диаметра из более узкой заготовки, а также может производить сварные трубы разного диаметра из заготовки одинаковой ширины.
Но по сравнению с прямошовной трубой той же длины длина сварного шва увеличивается на 30-100%, а скорость производства ниже.Поэтому в большинстве сварных труб меньшего диаметра используется прямошовная сварка, а в сварных трубах большого диаметра в основном используется спиральная сварка.
Горизонтальный сварочный аппарат шва Сварочный аппарат шва нержавеющей стали Сварщик шва сопротивления
1. Ваша компания принимает индивидуальное предложение, у нас есть особые потребности. MC — компания, занимающаяся исследованиями и производством модульных станков с ЧПУ. У нас есть очень богатый опыт и сильные возможности для исследований и разработок станков.Мы очень готовы предложить вам индивидуальное высокоэффективное оборудование, если у вас есть определенные потребности.
2. Какой сертификат получают машины вашей компании? Мы прошли сертификацию системы качества ISO9001 и сертификацию CE.
3. У вас есть прайс-лист для дополнительной конфигурации? У нас есть различные конфигурации и так много различных спецификаций, поэтому мы не можем предложить вам прайс-лист. Пожалуйста, свяжитесь с нашим инженером по продажам, если вас интересует определенная конфигурация.
4. Принимает ли ваша компания цену CIF? Цена на условиях CIF включает стоимость доставки станка с ЧПУ, который необходимо указать в зависимости от порта назначения и в разные месяцы. Пожалуйста, свяжитесь с нами, когда у вас возникнет такая потребность. Цена CIF также включает морскую надбавку, которая составляет 2 ‰ от 1,1 * общей суммы.
5. Если ваш инженер приедет в нашу страну, чтобы починить машину и пройти обучение, сколько это будет стоить? Стоимость в основном включает стоимость авиабилетов туда и обратно, питание и проживание, а также сбор за визу. Стоимость персонала составляет 100 долларов США в день на человека, как правило, это работа для двух человек. Но это будет зависеть от большого оборудования или установки и отладки всей линии.
6.Какая гарантия? Гарантия 12 месяцев, которая начинается со дня прибытия машины в порт импортера.
7.Какие у вас способы транспортировки? В большинстве стран мы транспортируем нашу машину по морю, а для внутренних стран мы можем использовать железнодорожный или автомобильный транспорт.Экспортируемый станок с ЧПУ упакован в деревянный ящик, который можно закрепить в штаб-квартире 40.
8. Если на машину не распространяется гарантия, как взимать плату за аксессуары? Для машины с истекшим сроком гарантии, которая нуждается в замене деталей, мы будем взимать плату в соответствии с предложением на запчасти. Если у вас есть какие-либо вопросы, пожалуйста, напишите нам для консультации.
9. Что делать, если машина вышла из строя? Если машина неисправна и пользователи не могут ее устранить, напишите нам для консультации. Наш сервисный отдел ответит в течение 24 часов.
10.Как определить гарантию на машину? Когда вы начали отсчет времени? Мы идентифицируем гарантию по заводскому номеру. Гарантийные сроки отсчитываются с момента ввода в эксплуатацию и приемки оборудования. Если у вас есть какие-либо вопросы, пожалуйста, напишите нам для консультации.
11.Как долго длится гарантийный срок станка? Мы привержены клиентским машинам с годовой гарантией. При покупке пользователем, зарегистрированным в качестве участника на этом сайте, с заводским номером машины, вы можете воспользоваться расширенной гарантией на 3 месяца.Для получения подробной информации, пожалуйста, обратитесь к службе членства.
12. Есть ли у MC руководство по техническому обслуживанию и руководство по эксплуатации? Каждый станок с ЧПУ, покидающий завод, будет сопровождаться соответствующей серией или моделью с инструкциями на английском языке, включая руководство по техническому обслуживанию и руководство по эксплуатации. Прилагаемая документация может также включать инструкции контроллера ЧПУ, инструкции по приобретенным частям (например, поворотному столу, масляному радиатору)
Патент США на автоматизированное устройство для установки распорки и патент для удаления прокладок (Патент № 10 107 002, выдан 23 октября 2018 г.)
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РАССМОТРЕННЫЕ ЗАЯВКИ
Эта заявка претендует на приоритет U.S. 62/442,185, поданный 4 января 2017 г., для автоматизированного устройства для установки подпруги и устройства для снятия прокладок.
УРОВЕНЬ ТЕХНИКИ
1. Область изобретения
Варианты осуществления настоящего изобретения относятся к устройствам для удерживания в изогнутой конфигурации или установки металлических пластин в цилиндрический резервуар по мере его изготовления. Варианты осуществления также могут быть снабжены средствами для удаления между металлическими пластинами дистанционирующих прокладок, используемых для удерживания металлических пластин в надлежащем расстоянии друг от друга, когда они прихватываются или привариваются на месте во время строительства резервуара.
2. Описание предшествующего уровня техники
В современной технологии для сварки горизонтальных сварных швов в резервуарах и сосудах заводской или полевой постройки используется ручная система прокладок, клиньев, штифтов, шпоночных пластин, штифтов, U-образных стержней, листовых рессор, молотки и другие принадлежности, некоторые из которых привариваются прихватками или привариваются к пластинам, подлежащим выравниванию. Эта система очень трудоемка, требует больших материальных затрат и требует много времени.
Конструкция больших цилиндрических резервуаров включает в себя сначала создание круглого основания, к которому должны быть приварены горизонтальные листы металлической оболочки для создания резервуара.Как только основание установлено, первый горизонтальный ряд металлических пластин корпуса прикрепляется или приваривается к периметру основания так, чтобы первый горизонтальный ряд металлических листов был ориентирован перпендикулярно основанию и образовывал полный цилиндр вокруг основания.
После приваривания первого ряда листов корпуса установка последующих рядов металлических листов корпуса становится более сложной, поскольку теперь металлические листы необходимо поднимать вверх и размещать поверх первого ряда сварных листов.Это еще более усложняет то, что металлические пластины, образующие второй и последующие ряды на резервуаре, должны быть согнуты, чтобы соответствовать кривизне или обхвату первого ряда, и должны быть расположены на соответствующем расстоянии от следующего нижнего ряда пластин, чтобы их можно было сварены вместе. Все это делается над базовым уровнем и на постоянно увеличивающейся высоте над базовым уровнем по мере того, как резервуар приближается к своей окончательной высоте.
Как правило, вертикальные швы пластин свариваются вместе, а затем горизонтальные швы пластин подгоняются и/или свариваются вместе.Прокладки используются для удержания пластин на правильном расстоянии и выравнивании перед сваркой, но их необходимо снимать в процессе сварки.
До сих пор изгибание металлических пластин для выравнивания новых пластин с обхватом следующего нижнего ряда пластин выполнялось вручную. Аналогично, размещение прокладок для обеспечения надлежащего зазора и выравнивания между пластинами для установки и/или сварки, а также удаление этих прокладок между пластинами также выполнялось вручную.
В настоящее время существуют автоматические сварочные аппараты, которые автоматизируют процесс сварки резервуаров, но по-прежнему существует потребность в автоматическом устройстве для выравнивания и подгонки листа по окружности, а также в устройстве автоматического удаления прокладок для удаления прокладок во время сварки листов.
Варианты осуществления настоящего раскрытия удовлетворяют эти потребности путем предоставления устройства или устройств для выравнивания новых пластин по вертикали с обхватом пластин следующего нижнего ряда на резервуаре. Опционально установка может быть снабжена оборудованием для автоматического удаления прокладок между новой пластиной и пластинами следующего нижнего ряда по ходу процесса сварки. Это устройство может быть автономным оборудованием или может быть встроено в существующую автоматическую машину для кольцевой сварки, предназначенную для сварки резервуаров.
Эти новые устройства разрабатываются для снижения затрат труда и материалов, а также для сокращения времени, необходимого для выравнивания пластин, при одновременном повышении точности выравнивания пластин и безопасности при подгонке горизонтальных сварных швов и сварочных операциях.
РЕЗЮМЕ
Варианты осуществления настоящего изобретения обеспечивают автоматизированную систему, использующую устройство или устройства для автоматизации выравнивания горизонтальных сварных швов как в заводских, так и в полевых резервуарах или сосудах перед прихваткой или окончательной сваркой.Устройство или устройства автоматизированной системы могут также использоваться для удаления прокладок, используемых для сварки швов с зазором, и обеспечения выравнивания пластин перед сваркой горизонтальных швов.
Устройство перемещается по верхней части плиты на опорных роликах. Устройство поддерживается в вертикальном положении и может перемещаться горизонтально по верхней части кожуха. Устройство можно вручную или механически перемещать по резервуару или сосуду. Устройство использует один или несколько домкратов или другие механические методы для обеспечения точного вертикального выравнивания пластин перед прихваткой или окончательной сваркой.Плунжеры могут приводиться в действие сжатым воздухом, электрическими средствами или другими механическими способами.
В состав устройства может входить оборудование для снятия и сбора прокладок и штифтов, предотвращающее их падение и тем самым повышающее безопасность работы.
Устройство для выравнивания может представлять собой сплошные блоки или ролики и может иметь различные профили или давление, чтобы обеспечить выравнивание пластин заподлицо внутри, заподлицо снаружи или по центру друг над другом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС.1 показан резервуар в стадии строительства с использованием автоматического устройства для установки обвязки и устройства для удаления прокладок, которое сконструировано в соответствии с вариантом осуществления настоящего раскрытия.
РИС. 2 — устройство по фиг. 1 в разрезе по линии 2 — 2 на фиг. 1.
РИС. 3 представляет собой вид сверху приводного механизма по линии 3 — 3 на фиг. 1.
РИС. 4 представляет собой вид в разрезе по линии 4 — 4 на фиг.2 показаны бараны.
РИС. 5 представляет собой вид с торца ползуна по линии 5 — 5 на фиг. 4.
РИС. 6 представляет собой вид сбоку выравнивающего ползуна по линии 6 — 6 на фиг. 4.
РИС. 7A и 7B представляют собой увеличенные виды, показывающие работу плунжера для удаления прокладок, показанного на фиг. 4.
РИС. 8 представляет собой увеличенный вид устройства выравнивания экстрактора прокладок по линии 8 — 8 на фиг. 7А.
РИС.9 представляет собой вид сверху устройства по фиг. 1 смонтирован на автомате кольцевой сварки.
ПОДРОБНОЕ ОПИСАНИЕ
Варианты выполнения сборщика кольцевых сварных швов в соответствии с данным изобретением включают пуансон для выравнивания пластин, расположенный на нижнем конце вертикальной стойки, которая будет перемещаться вдоль внутренней стороны резервуара, и, напротив этого ползуна, блок, расположенный на нижний конец вертикальной стойки, которая будет перемещаться вдоль внешней стороны резервуара. Блок может представлять собой подушкообразный блок или сплошной блок и может включать пару роликов, диаметры которых отличаются друг от друга. Ползунок, который может быть электрическим, гидравлическим или пневматическим, может быть установлен на горизонтальной плите и может включать опорный блок на своем конце, обращенном к плите. Перемещая ползун к листу или от него, можно добиться точного вертикального выравнивания листов перед прихваткой или окончательной сваркой.
В некоторых вариантах осуществления вертикальная стойка представляет собой балку кольцевого сварщика. В других вариантах осуществления вертикальная стойка является частью конского хомута, который включает в себя две разнесенные вертикальные стойки, соединенные на своем верхнем конце горизонтальным элементом рамы, образуя Т-образную форму.На каждом конце горизонтального элемента рамы расположен ролик, выполненный с возможностью следовать вдоль верхней кромки пластин для выравнивания по вертикали с обхватом пластин следующего нижнего ряда резервуара. Ролики могут приводиться в действие средствами, известными в данной области техники, для перемещения подпруг по верхнему краю. В некоторых вариантах. Ролики обычно имеют по меньшей мере одну V-образную канавку, размер которой позволяет принимать листы толщиной до любой, включая 1½ дюйма.
В некоторых вариантах осуществления монтажник кольцевых сварных швов может включать в себя стержень для удаления прокладок, соединенный с нижним концом вертикальной стойки с внутренней стороны и расположенный на расстоянии в горизонтальном направлении от стержня для выравнивания пластин.Как и пуансон для выравнивания пластин, плунжер для извлечения прокладок может быть установлен на горизонтальной пластине. Съемник прокладок, расположенный на обращенном к пластине конце стержня, имеет паз, размер которого позволяет захватывать прокладки, когда монтажник кольцевого сварного шва перемещается по верхнему краю, при этом ползун входит в съемник и проталкивает захваченные прокладки через внешнюю сторону резервуара. . Как правило, эти прокладки имеют зазор в диапазоне от ⅛ дюйма до 3/32 дюйма. В некоторых вариантах осуществления прорезь шире к переднему концу, чем к заднему концу прорези, и может сужаться к заднему концу. Плунжер съемника прокладок может быть электрическим, гидравлическим или пневматическим. В некоторых вариантах осуществления напротив поршня для удаления прокладок на нижнем конце внешней боковой вертикальной стойки предусмотрена корзина для улавливания выталкиваемых прокладок.
Обратимся теперь к чертежам и сначала к фиг. 1 показано автоматизированное устройство 10 для установки подпруг и удаления прокладок, которое сконструировано в соответствии с вариантом осуществления настоящего раскрытия. Это устройство 10 показано на фиг. 1 используется при строительстве резервуара 12 .Устройство 10 опирается на плиту 14 , которая добавляется к баку 12 , и катится на опорных роликах 16 , предусмотренных на устройстве 10 . Эти ролики 16 можно увидеть на ФИГ. 2, а приводной механизм 18 для этих роликов 16 показан на фиг. 3.
Как показано на РИС. 1, 2, 3, 7A и 7B приводной механизм 18 опирается на горизонтальный элемент рамы 20 , к которому крепится пара вертикальных балок, стоек или труб 22 .Вертикальные балки 22 расположены на расстоянии друг от друга таким образом, что они охватывают пластину 14 , которая добавляется к резервуару 12 , и проходят вниз за горизонтальный стык 24 , где находится нижний край 26 Добавляемая пластина 14 соответствует горизонтальной поверхности 28 пластин 14 ′, состоящей из ряда пластин непосредственно под пластиной 14 на баке 12 .
Обратимся теперь к ФИГ.2, 4, 7A и 7B, одна из вертикальных балок или труб 22 снабжена блоком 46 (например, опорными блоками или цельными блоками) с роликами 30 , которые входят в зацепление с резервуаром 12 в месте соединения 24 , где пластина 14 , которая добавляется к баку 12 , встречается с горизонтальной поверхностью 28 пластин 14 ′ в ряду непосредственно ниже. Другая вертикальная балка или труба 22 снабжена домкратами 32 и 34 , которые при активации толкают к противоположной вертикальной балке или трубе 22 .
Ползуны 32 и 34 показаны на РИС. 4 и 5, и бывают двух типов: центрирующий цилиндр 32 для выравнивания пластин 14 по вертикали с пластинами 14 ′ и цилиндр съемника прокладок 34 для выталкивания прокладок 36 из горизонтального стыка. 24 между пластиной 14 и пластинами 14 ′. Выравнивающий цилиндр 32 может включать в себя ролик или опорный блок 33 на своем конце, обращенном к пластине.
Обратимся теперь к ФИГ. 2 и 6 показана функция выравнивающего цилиндра 32 , где выравнивающий цилиндр 32 вынуждает плиту 14 , которая добавляется к баку 12 , выровнять ее по вертикали с плитами 14 ′, расположенными в ряд непосредственно ниже. В вариантах осуществления ролики 30 могут быть различных размеров и иметь конфигурацию, обеспечивающую выравнивание пластин 14 и 14 ‘ заподлицо внутри (как показано на ФИГ.6) или поочередно заподлицо снаружи, или выравнивание может центрировать пластины 14 и 14 ′ на общей вертикальной оси. В качестве неограничивающего примера ролики 30 могут представлять собой пару роликов, диаметры которых отличаются друг от друга.
На фиг. 7A, 7B и 8 показана функция штока 34 съемника прокладок. ИНЖИР. 8 показано устройство 38 для выравнивания съемника прокладок, которое предусмотрено вместе со штоком 34 съемника прокладок.Устройство 38 для извлечения прокладок направляет прокладку 36 в установочный паз 40 , который выравнивает прокладку 36 по вертикали со штоком съемника прокладок 34 , когда устройство 10 движется горизонтально. Это позволяет поршню съемника прокладок 34 , когда он активирован, нажимать на прокладку 36 , чтобы вытолкнуть ее из горизонтального соединения 24 с зазором, расположенного между нижней частью 26 пластины 14 , которая добавлены к баку 12 и горизонтальной поверхности 28 пластин 14 ′ в ряду непосредственно ниже.Это приспособление для выравнивания съемника прокладок 38 может понадобиться, поскольку прокладки 36 часто изгибаются вверх или вниз и должны быть выпрямлены с помощью устройства выравнивания съемника прокладок 38 , чтобы выровнять прокладки 36 по вертикали с помощью штока съемника регулировочных прокладок . 34 до того, как шток 34 для удаления прокладок сможет нажать на прокладку 36 , чтобы снять ее и втолкнуть в удерживающую корзину 42 , как показано на РИС. 7А и фиг.7Б. В вариантах осуществления установочный паз 40 шире на переднем конце 41 A, чем на заднем конце 41 B, и может сужаться, по крайней мере частично, к заднему концу 41 B.
В качестве альтернативы, устройство 10 может быть установлено на вертикальной балке 22 ‘ автоматического аппарата для кольцевой сварки, известного в технике, как показано на фиг. 9, и используется в сочетании с автоматическим сварочным аппаратом.
Хотя варианты осуществления были описаны с определенной степенью конкретности, могут быть внесены изменения в детали конструкции и расположение компонентов без отклонения от сущности и объема настоящего раскрытия.Изобретение не ограничено описанными вариантами осуществления, а должно быть ограничено только объемом прилагаемой формулы или формулы изобретения, включая полный диапазон эквивалентов, на который распространяется каждый элемент.

 Для предупреждения сте-кания металла ванны сварку рекомендуется производить при короткой дуге без поперечных колебаний электрода.
[c.177]
Для предупреждения сте-кания металла ванны сварку рекомендуется производить при короткой дуге без поперечных колебаний электрода.
[c.177]
 119]
119] 13.11,а). При сварке стыковых швов с разделкой последний декоративный шов выполняют при движении дуги под углом 45° к оси шва (рис. 13.11,6). Однако чаш,е декоративный шов не заваривают, а ограничиваются валиками (рис. 13.11, в).
[c.174]
13.11,а). При сварке стыковых швов с разделкой последний декоративный шов выполняют при движении дуги под углом 45° к оси шва (рис. 13.11,6). Однако чаш,е декоративный шов не заваривают, а ограничиваются валиками (рис. 13.11, в).
[c.174] Подготовленный таким образом блок переносится башенным краном на фундамент для формирования башни. Порядок сборки и прихватки листов блока приведен на рис. 106. Расстояние между центрами прихваток в продольных стыках рекомендуется сохранять в пределах 200—300 мм, а прихватки выполнять длиной 40—50 мм.
Подготовленный таким образом блок переносится башенным краном на фундамент для формирования башни. Порядок сборки и прихватки листов блока приведен на рис. 106. Расстояние между центрами прихваток в продольных стыках рекомендуется сохранять в пределах 200—300 мм, а прихватки выполнять длиной 40—50 мм.
 Они могут быть в отдельных местах и иметь значительную протяженность. Причинами возникновения наплывов могут быть неправильный наклон мундштука горелки и присадочной проволоки к поверхности свариваемого металла. Обнару-
[c.274]
Они могут быть в отдельных местах и иметь значительную протяженность. Причинами возникновения наплывов могут быть неправильный наклон мундштука горелки и присадочной проволоки к поверхности свариваемого металла. Обнару-
[c.274]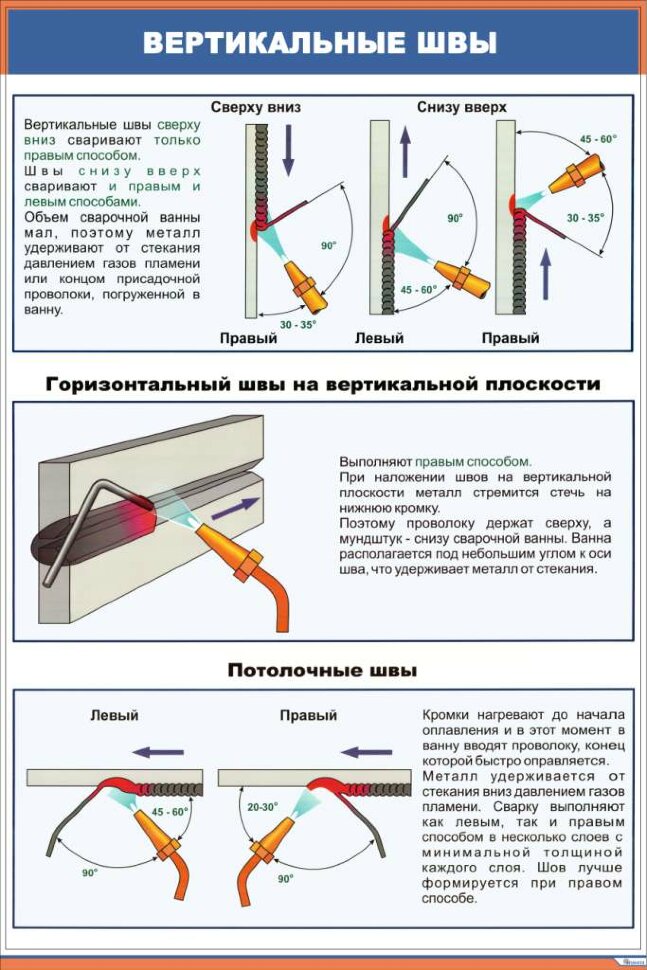
 45, г)—при толщине деталей от 20 до 60 мм. При такой подготовке кромок сечение шва и количество наплавленного металла значительно уменьшается, но обработка металла усложняется.
[c.93]
45, г)—при толщине деталей от 20 до 60 мм. При такой подготовке кромок сечение шва и количество наплавленного металла значительно уменьшается, но обработка металла усложняется.
[c.93] [c.24]
[c.24] [c.121]
[c.121] Чаще всего в горизонтальном положении (на вертикальной плоскости) приходится спаривать стыковые швы. Сварка горизонтальных угловых и1вов ничем не отличается от нижнем» сваркп.
[c.178]
Чаще всего в горизонтальном положении (на вертикальной плоскости) приходится спаривать стыковые швы. Сварка горизонтальных угловых и1вов ничем не отличается от нижнем» сваркп.
[c.178] Комплекс состоит из:
Комплекс состоит из:
 Бункер-сепаратор конусообразной формы. Система рециркуляции флюса обеспечивает минимальные потери флюса во время сварочного процесса. Предусмотрена зона обслуживания и подготовки сварочного шва слесарем: зачистки листа, устранения дефектов, установки газобаллонного оборудования с горелкой для подогрева стыка. Лестницы изготовлены из профильной трубы и размещены с внутренней стороны установки, что обеспечивает безопасность подъема операторов.
Бункер-сепаратор конусообразной формы. Система рециркуляции флюса обеспечивает минимальные потери флюса во время сварочного процесса. Предусмотрена зона обслуживания и подготовки сварочного шва слесарем: зачистки листа, устранения дефектов, установки газобаллонного оборудования с горелкой для подогрева стыка. Лестницы изготовлены из профильной трубы и размещены с внутренней стороны установки, что обеспечивает безопасность подъема операторов. Кроме того, наблюдается и выпадение капель расплавленного электродного металла, они пролетают мимо ванны.
Кроме того, наблюдается и выпадение капель расплавленного электродного металла, они пролетают мимо ванны.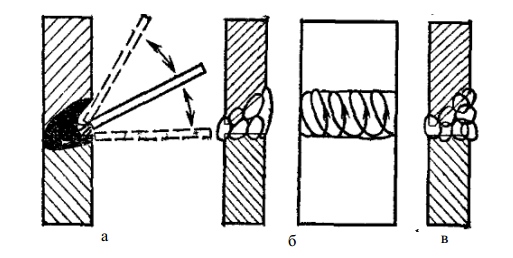 Силу тока, в этом случае, следует снизить процентов на 10-20, а электроды выбирать с диаметром не больше пяти миллиметров.
Силу тока, в этом случае, следует снизить процентов на 10-20, а электроды выбирать с диаметром не больше пяти миллиметров.



 Излишнее усиление шва (более 3 — 4 мм) в изделии, работающем на динамическую нагрузку…
Излишнее усиление шва (более 3 — 4 мм) в изделии, работающем на динамическую нагрузку…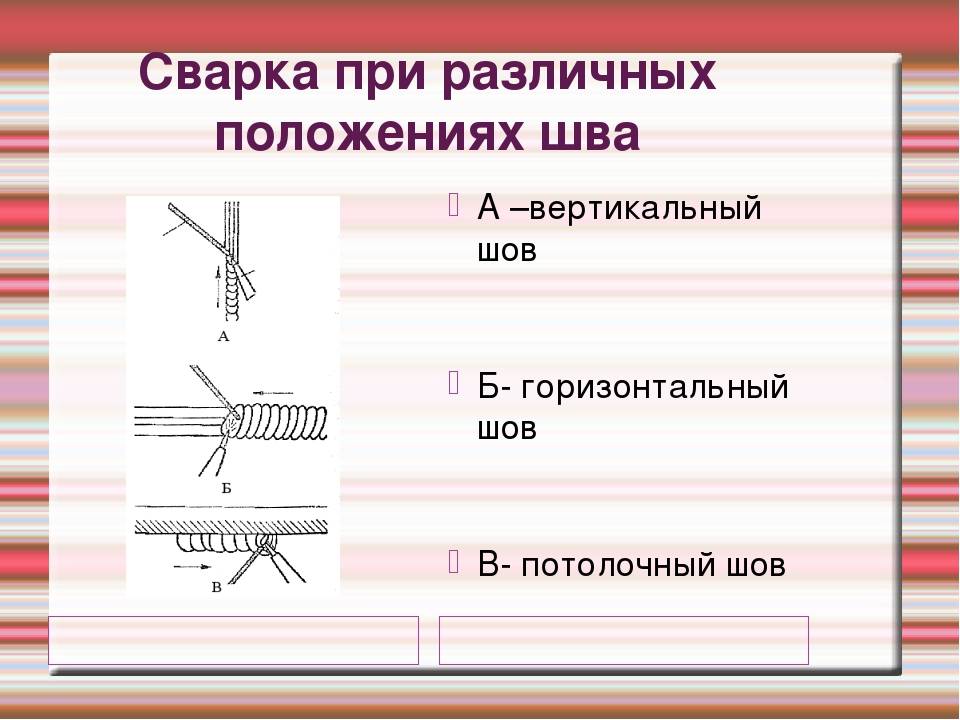 ..
.. ..
.. По этой схеме доставленные на базу трубы свариваются в секции длиной 18.36 метров…
По этой схеме доставленные на базу трубы свариваются в секции длиной 18.36 метров…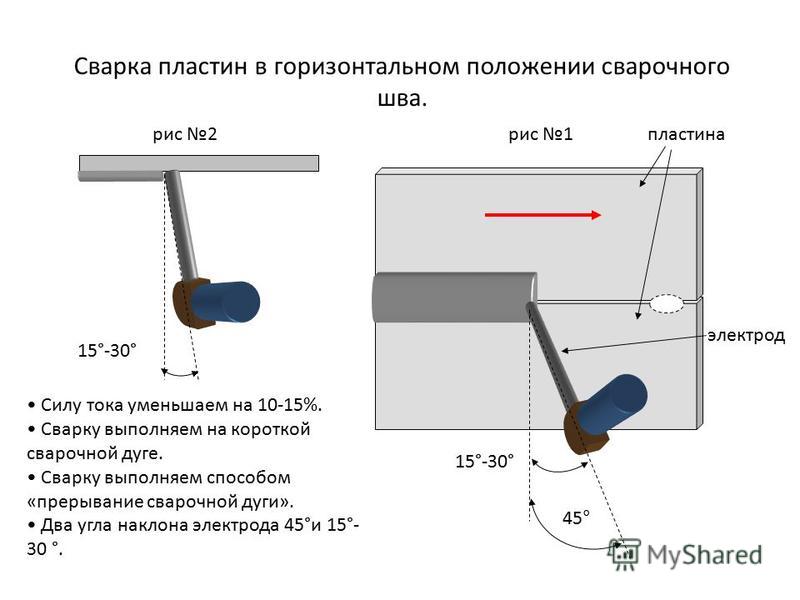 ..
.. Нижний сварочный электрод используется для фиксации цилиндра, чтобы облегчить фиксацию формы и сварку.Электрическая система проводимости: Примите традиционное устройство проводимости серебряной плитки.
Нижний сварочный электрод используется для фиксации цилиндра, чтобы облегчить фиксацию формы и сварку.Электрическая система проводимости: Примите традиционное устройство проводимости серебряной плитки. 85 кг Сварочная проволока = 101,85 Сварочный флюс = 1,8×113,16 кг = 203,00 кг B, : Исходя из угла наклона 45°K при автоматической сварке кольцевым швом, расчет необходимого количества сварочных материалов в шве: Зазор G=2 мм, S1 = 60 мм, F=0, угол наклона 45°, например: скорость наплавки металла = 2×60 + 60/2×tg45×60/2 + ( 30×tg45° + 2 )×3×2/3×2мм2×10м×7.8 г/см3 = 89,54 кг Сварочная проволока = 89,54 Сварочный флюс = 1,2×99,50 кг = 119,40 кг Ø Стоимость материалов будет сохранена: Каждая 10-метровая сварка шва может снизить стоимость сварочных материалов: около 40 долларов США; 1. Каждые 10 метров могут снизить стоимость сварочной проволоки весом 24 кг, что также составляет около 35 долларов США; 2, Сварочный флюс может снизить стоимость на 5 долларов США за каждые 10 метров; , Стоимость человеко-часов / сварка Сравнение времени между ручной сваркой и автоматической машинной сваркой Возьмем, к примеру, сварку кольцевым швом 50-мм обечайки. Процесс сварки. Диаметр сварочной проволоки.
85 кг Сварочная проволока = 101,85 Сварочный флюс = 1,8×113,16 кг = 203,00 кг B, : Исходя из угла наклона 45°K при автоматической сварке кольцевым швом, расчет необходимого количества сварочных материалов в шве: Зазор G=2 мм, S1 = 60 мм, F=0, угол наклона 45°, например: скорость наплавки металла = 2×60 + 60/2×tg45×60/2 + ( 30×tg45° + 2 )×3×2/3×2мм2×10м×7.8 г/см3 = 89,54 кг Сварочная проволока = 89,54 Сварочный флюс = 1,2×99,50 кг = 119,40 кг Ø Стоимость материалов будет сохранена: Каждая 10-метровая сварка шва может снизить стоимость сварочных материалов: около 40 долларов США; 1. Каждые 10 метров могут снизить стоимость сварочной проволоки весом 24 кг, что также составляет около 35 долларов США; 2, Сварочный флюс может снизить стоимость на 5 долларов США за каждые 10 метров; , Стоимость человеко-часов / сварка Сравнение времени между ручной сваркой и автоматической машинной сваркой Возьмем, к примеру, сварку кольцевым швом 50-мм обечайки. Процесс сварки. Диаметр сварочной проволоки. Мощность сварки. Скорость сварки, мм/мин. Тип фаски. стоимость (пожалуйста, обратитесь к вашей местной стоимости заработной платы) 10-метровая сварка швов разница в стоимости человеко-часов Ручная сварка ¢ 1.6-2,0 мм — 250A — 200 60 ° X Тип Скос 50 проходов Около 55 часов Автоматическая сварка и центрирование 3,2 мм — 500 А — 500 мм/мин 45 ° фаска типа K Около 22 проходов Около 9,2 часа Примечания: 1, Автоматическая сварочная машина в 6-8 раз быстрее, чем вручную снизить стоимость вашего проекта.
Мощность сварки. Скорость сварки, мм/мин. Тип фаски. стоимость (пожалуйста, обратитесь к вашей местной стоимости заработной платы) 10-метровая сварка швов разница в стоимости человеко-часов Ручная сварка ¢ 1.6-2,0 мм — 250A — 200 60 ° X Тип Скос 50 проходов Около 55 часов Автоматическая сварка и центрирование 3,2 мм — 500 А — 500 мм/мин 45 ° фаска типа K Около 22 проходов Около 9,2 часа Примечания: 1, Автоматическая сварочная машина в 6-8 раз быстрее, чем вручную снизить стоимость вашего проекта.

 Ассортимент предлагаемой продукции состоит из машины для точечной сварки , машины для стыковой сварки, пневматической машины для точечной сварки стыков и многих других.Предлагаемая продукция изготавливается с использованием материалов самого высокого качества. Эти продукты получили широкое признание благодаря отличным характеристикам, прочной конструкции, простоте использования и длительному сроку службы. Кроме того, эти продукты находят применение в различных областях.
Ассортимент предлагаемой продукции состоит из машины для точечной сварки , машины для стыковой сварки, пневматической машины для точечной сварки стыков и многих других.Предлагаемая продукция изготавливается с использованием материалов самого высокого качества. Эти продукты получили широкое признание благодаря отличным характеристикам, прочной конструкции, простоте использования и длительному сроку службы. Кроме того, эти продукты находят применение в различных областях.




 экран факела+управление ПЛК;
экран факела+управление ПЛК; С уменьшением сварочного тока провар и высота излишка уменьшаются.
С уменьшением сварочного тока провар и высота излишка уменьшаются.
 Когда сварочная проволока наклонена назад под определенным углом, сварка перед сварочной ванной предварительно нагревается, потому что дуга направлена в направлении сварки, и выпуск жидкого металла из расплавленной ванны дугой ослабевает, что приводит к широкий сварной шов и более мелкий провар.Наоборот, ширина сварного шва меньше, а глубина проплавления больше, но легко вызвать несплавление и подрез на краю сварного шва и ухудшить форму сварного шва.
Когда сварочная проволока наклонена назад под определенным углом, сварка перед сварочной ванной предварительно нагревается, потому что дуга направлена в направлении сварки, и выпуск жидкого металла из расплавленной ванны дугой ослабевает, что приводит к широкий сварной шов и более мелкий провар.Наоборот, ширина сварного шва меньше, а глубина проплавления больше, но легко вызвать несплавление и подрез на краю сварного шва и ухудшить форму сварного шва.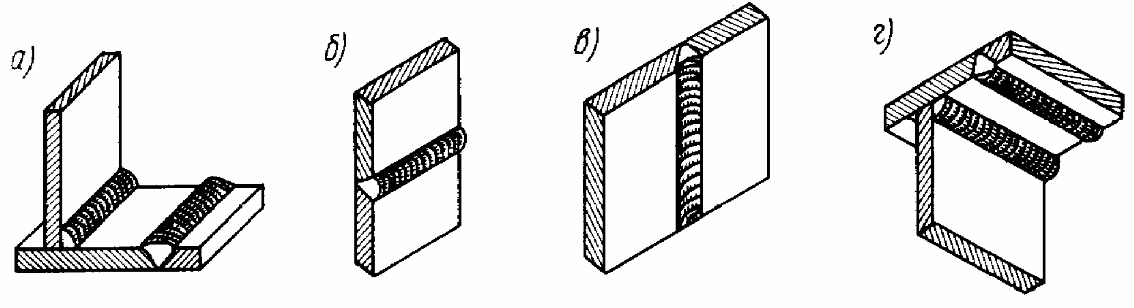 Спиральношовная труба ( SSAW Pipe ) обычно имеет более высокую прочность, чем прямошовная труба. Он может производить сварные трубы большего диаметра из более узкой заготовки, а также может производить сварные трубы разного диаметра из заготовки одинаковой ширины.
Спиральношовная труба ( SSAW Pipe ) обычно имеет более высокую прочность, чем прямошовная труба. Он может производить сварные трубы большего диаметра из более узкой заготовки, а также может производить сварные трубы разного диаметра из заготовки одинаковой ширины.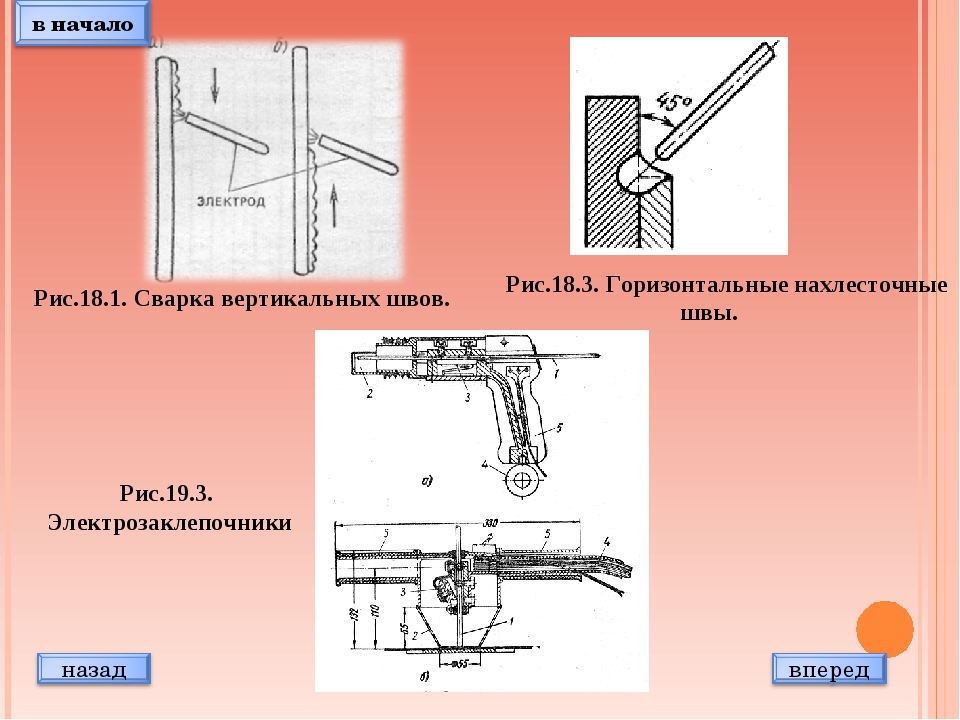
 Стоимость персонала составляет
Стоимость персонала составляет  Наш сервисный отдел ответит в течение 24 часов.
Наш сервисный отдел ответит в течение 24 часов. Прилагаемая документация может также включать инструкции контроллера ЧПУ, инструкции по приобретенным частям (например, поворотному столу, масляному радиатору)
Прилагаемая документация может также включать инструкции контроллера ЧПУ, инструкции по приобретенным частям (например, поворотному столу, масляному радиатору)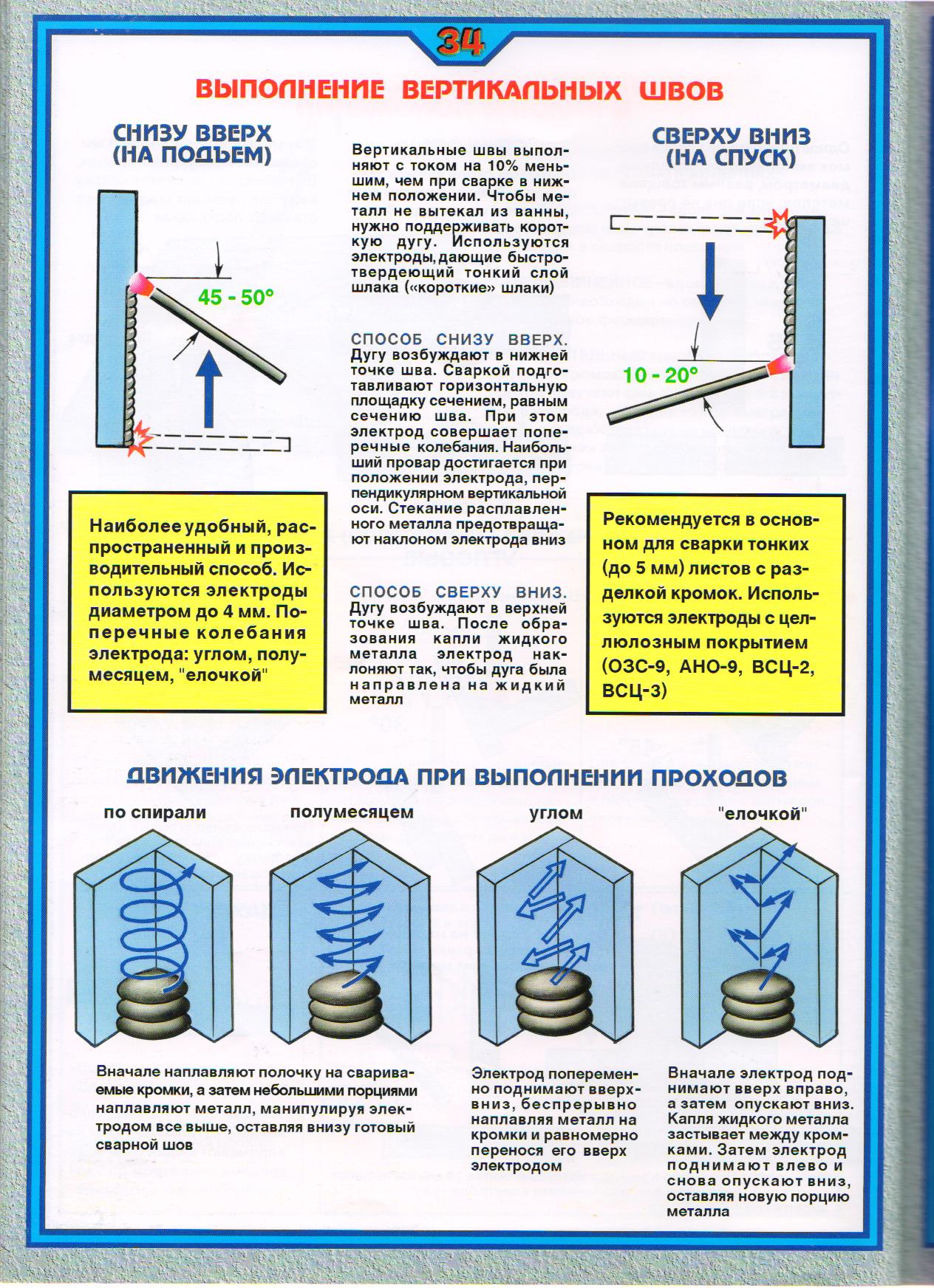

 Это устройство может быть автономным оборудованием или может быть встроено в существующую автоматическую машину для кольцевой сварки, предназначенную для сварки резервуаров.
Это устройство может быть автономным оборудованием или может быть встроено в существующую автоматическую машину для кольцевой сварки, предназначенную для сварки резервуаров.
 7A и 7B представляют собой увеличенные виды, показывающие работу плунжера для удаления прокладок, показанного на фиг. 4.
7A и 7B представляют собой увеличенные виды, показывающие работу плунжера для удаления прокладок, показанного на фиг. 4. Ползунок, который может быть электрическим, гидравлическим или пневматическим, может быть установлен на горизонтальной плите и может включать опорный блок на своем конце, обращенном к плите. Перемещая ползун к листу или от него, можно добиться точного вертикального выравнивания листов перед прихваткой или окончательной сваркой.
Ползунок, который может быть электрическим, гидравлическим или пневматическим, может быть установлен на горизонтальной плите и может включать опорный блок на своем конце, обращенном к плите. Перемещая ползун к листу или от него, можно добиться точного вертикального выравнивания листов перед прихваткой или окончательной сваркой.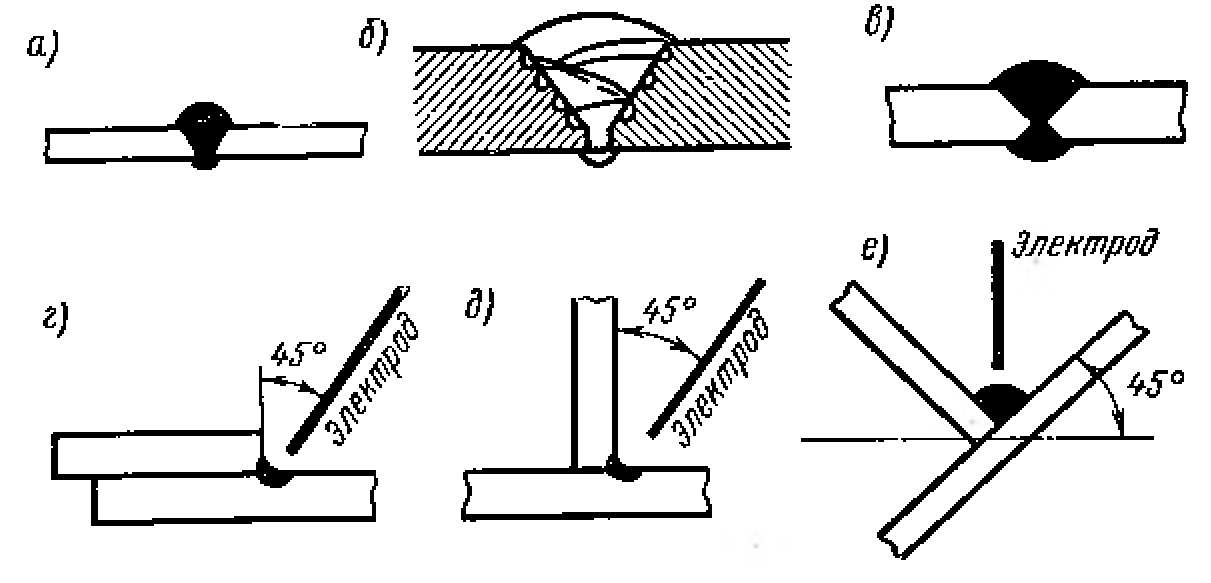 Плунжер съемника прокладок может быть электрическим, гидравлическим или пневматическим. В некоторых вариантах осуществления напротив поршня для удаления прокладок на нижнем конце внешней боковой вертикальной стойки предусмотрена корзина для улавливания выталкиваемых прокладок.
Плунжер съемника прокладок может быть электрическим, гидравлическим или пневматическим. В некоторых вариантах осуществления напротив поршня для удаления прокладок на нижнем конце внешней боковой вертикальной стойки предусмотрена корзина для улавливания выталкиваемых прокладок. 3.
3. Другая вертикальная балка или труба 22 снабжена домкратами 32 и 34 , которые при активации толкают к противоположной вертикальной балке или трубе 22 .
Другая вертикальная балка или труба 22 снабжена домкратами 32 и 34 , которые при активации толкают к противоположной вертикальной балке или трубе 22 . В вариантах осуществления ролики 30 могут быть различных размеров и иметь конфигурацию, обеспечивающую выравнивание пластин 14 и 14 ‘ заподлицо внутри (как показано на ФИГ.6) или поочередно заподлицо снаружи, или выравнивание может центрировать пластины 14 и 14 ′ на общей вертикальной оси. В качестве неограничивающего примера ролики 30 могут представлять собой пару роликов, диаметры которых отличаются друг от друга.
В вариантах осуществления ролики 30 могут быть различных размеров и иметь конфигурацию, обеспечивающую выравнивание пластин 14 и 14 ‘ заподлицо внутри (как показано на ФИГ.6) или поочередно заподлицо снаружи, или выравнивание может центрировать пластины 14 и 14 ′ на общей вертикальной оси. В качестве неограничивающего примера ролики 30 могут представлять собой пару роликов, диаметры которых отличаются друг от друга.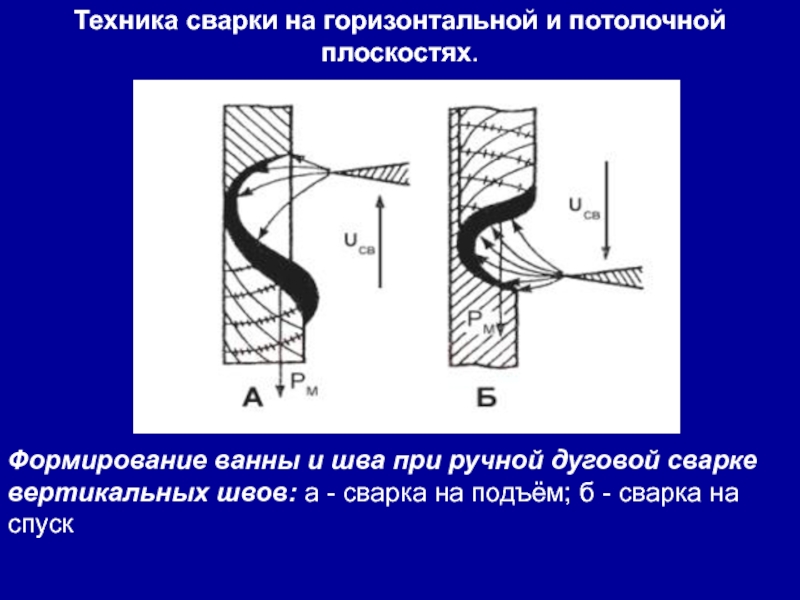 Это позволяет поршню съемника прокладок 34 , когда он активирован, нажимать на прокладку 36 , чтобы вытолкнуть ее из горизонтального соединения 24 с зазором, расположенного между нижней частью 26 пластины 14 , которая добавлены к баку 12 и горизонтальной поверхности 28 пластин 14 ′ в ряду непосредственно ниже.Это приспособление для выравнивания съемника прокладок 38 может понадобиться, поскольку прокладки 36 часто изгибаются вверх или вниз и должны быть выпрямлены с помощью устройства выравнивания съемника прокладок 38 , чтобы выровнять прокладки 36 по вертикали с помощью штока съемника регулировочных прокладок . 34 до того, как шток 34 для удаления прокладок сможет нажать на прокладку 36 , чтобы снять ее и втолкнуть в удерживающую корзину 42 , как показано на РИС.
Это позволяет поршню съемника прокладок 34 , когда он активирован, нажимать на прокладку 36 , чтобы вытолкнуть ее из горизонтального соединения 24 с зазором, расположенного между нижней частью 26 пластины 14 , которая добавлены к баку 12 и горизонтальной поверхности 28 пластин 14 ′ в ряду непосредственно ниже.Это приспособление для выравнивания съемника прокладок 38 может понадобиться, поскольку прокладки 36 часто изгибаются вверх или вниз и должны быть выпрямлены с помощью устройства выравнивания съемника прокладок 38 , чтобы выровнять прокладки 36 по вертикали с помощью штока съемника регулировочных прокладок . 34 до того, как шток 34 для удаления прокладок сможет нажать на прокладку 36 , чтобы снять ее и втолкнуть в удерживающую корзину 42 , как показано на РИС.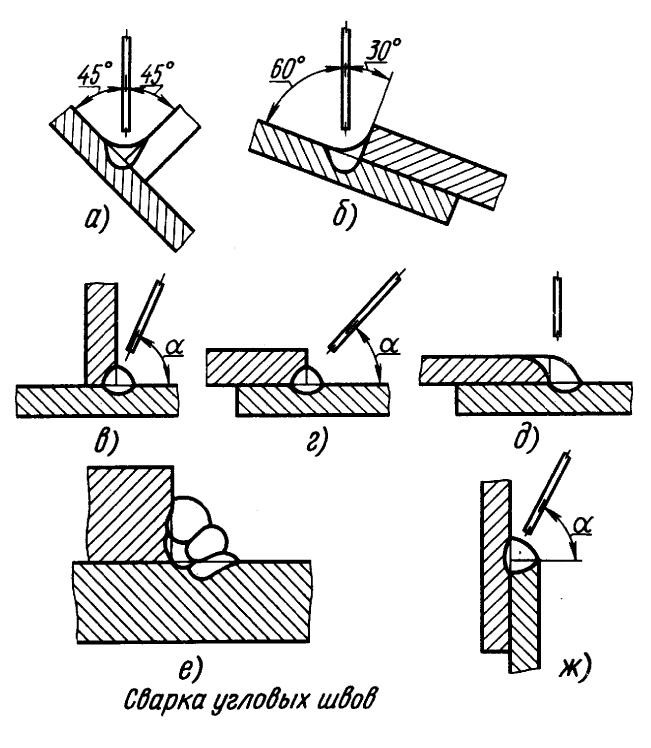 7А и фиг.7Б. В вариантах осуществления установочный паз 40 шире на переднем конце 41 A, чем на заднем конце 41 B, и может сужаться, по крайней мере частично, к заднему концу 41 B.
7А и фиг.7Б. В вариантах осуществления установочный паз 40 шире на переднем конце 41 A, чем на заднем конце 41 B, и может сужаться, по крайней мере частично, к заднему концу 41 B.