Автоматы сварочные
В настоящее время широкое распространение получили передвижные автоматы сварочные и неподвижные подвесные автоматические головки. В передвижных сварочных автоматах встречаются следующие основные элементы:
- сварочная головка, которая зажигает сварочную дугу, автоматически подает проволоку в дугу и тем самым поддерживает ее автоматическое горение,
- на сварочной головке крепится флюсовая аппаратура для подачи (а иногда для отсоса) флюса,
- устройство для перемещения сварочной головки вдоль шва (в данном примере таким устройством является тележка с колонной, передвигающаяся по рельсовым путям),
- пульт управления,
- аппаратный шкаф.
В неподвижных подвесных головках отсутствует механизм ее перемещения — тележка.
Передвижной сварочный автомат выполняет две основные функции:
- подачу сварочной проволоки в зону дуги по мере ее оплавления;
- перемещение дуги вдоль стыка.


Механизм подачи состоит из электродвигателя и редуктора. При использовании электродвигателей переменного тока применяют регулируемые редукторы. Электродвигатели постоянного тока могут работать в сочетании с нерегулируемыми редукторами. Подающие ролики располагаются на выходных волах редуктора. Их назначение — стабильная подача сварочной проволоки без проскальзывания. Достаточно надежно это обеспечивается применением двух пар ведущих роликов. Нанесение насечки на ролики иногда недопустимо из-за смятия поверхности проволоки. К корпусу редуктора крепится мундштук для подачи проволоки в сварочную ванну. Мундштук должен обеспечивать минимальное блуждание торца проволоки относительно сварочной ванны. Для этого иногда перед мундштуком устанавливают правильный механизм. Кроме того, в мундштуке должен обеспечиваться надежный электрический контакт со сварочной проволокой. Блуждание контакта по высоте мундштука нежелательно. Конструкции мундштуков различны в зависимости от способа сварки, диаметра и жесткости проволоки.
Для сварки плавящимся электродом проволоками большого диаметра (3-5 мм) наибольшее распространение получили мундштуки с роликовыми скользящими контактами. При использовании проволок меньшего диаметра (0,8-2,5 мм) применяют трубчатые мундштуки. Скользящий контакт создает сменный наконечник мундштука. Конструкция подвески головки должна предусматривать возможность ее установочных перемещений: вертикальное — для установления необходимого вылета электрода или угла наклона электродной проволоки относительно свариваемого стыка; поперечное — для установки торца сварочной проволоки по центру стыка в начале сварки и корректировки его в процессе сварки. Необходимым условием устойчивого горения дуги при автоматической сварке является постоянство длины дуги. Постоянство длины дуги обеспечивается равенством скорости подачи электродной проволоки в зону дуги и скоростью ее плавления. Если скорость подачи электродной проволоки больше скорости плавления, то периодически будет происходить короткое замыкания электрода и изделия.
- колебания напряжения в сети, к которой подключена сварочная установка;
- неровностей на поверхности листов и наличия прихваток;
- отклонения от диаметра электродной проволоки, в результате чего будет изменяться скорость ее плавления;
- магнитного дутья;
- других причин, изменяющих скорость подачи электрода или скорость его плавления.
Автоматическая сварочная головка фирмы Kemec быстро и точно реагирует на эти нарушения и восстанавливает заданную длину дуги.
Сварка автомат и полуавтомат чем отличаются
Автоматы, равно как и полуавтоматы, создают точные качественные сварные соединения различных материалов любой толщины. Из-за этого они востребованы на разных производственных площадках. Однако стоит подчеркнуть, что есть существенная разница в работе полуавтоматического агрегата и полностью автоматизированной установки.
Из-за этого они востребованы на разных производственных площадках. Однако стоит подчеркнуть, что есть существенная разница в работе полуавтоматического агрегата и полностью автоматизированной установки.
Виды и принцип работы полуавтомата
Основные компоненты сварочного аппарата:
- панель управления;
- механизм и рукав для подачи проволоки;
- горелка;
- кабель энергоснабжения;
- шланг и редуктор подачи газа;
- газовый баллон;
- система управления;
- выпрямитель и нагреватель.
Подобное оборудование представлено в широком ассортименте, который упорядочен по возможностям и упорядочен по видам. Согласно общепринятой классификации сварочное оборудование делится на ручное, автоматическое и полуавтоматическое.
Самый простой тип – ручные сварки – идеально подходит для бытового использования, мастерских и других небольших производств. Автоматы и полуавтоматы характеризуются высокой производительностью и точностью обработки. Они являются составной частью производственных линий на больших и средних предприятиях. Помимо скорости работы они обеспечивают качественное соединение заготовок.
Автоматы и полуавтоматы характеризуются высокой производительностью и точностью обработки. Они являются составной частью производственных линий на больших и средних предприятиях. Помимо скорости работы они обеспечивают качественное соединение заготовок.
Читайте также: Плюсы ручной дуговой сварки
В силу объективных причин автоматическое оборудование стоит на порядок дороже по сравнению с установками бытового или полупрофессионального уровня. Системы комфортны в эксплуатации, поскольку требуется минимальное участие человека. Помимо этого, они отличаются более обширными функциональными возможностями и рассчитаны на длительный срок использования.
Лучше оценить достоинства автоматического оборудования позволяет понимание принципов его работы:
- внутри корпуса заключена бобина с намотанной на нее проволокой. Это расходный материал, заменяющий привычный электрод дуговой ручной сварки. Подается проволока в автоматическом режиме;
- расходный материал подводится к соплу газовой горелки, где плавится и становится элементом соединения металлических заготовок;
- стабильность дуги обеспечивается автоматической системой, которая поддерживает горение и синхронную подачу проволоки;

Сварка автомат и полуавтомат имеют сходные принципы работы. Но есть и существенное отличие: в автомате буквально все процессы выполняются исключительно механизмами и контролируются системой управления. В полуавтоматах некоторые операции требуют вмешательства человека.
Полуавтоматическое сварочное оборудование делится на несколько видов в зависимости от эксплуатационных характеристик. Относительно способа защиты сварочного шва отличают полуавтоматы для работы под флюсом и в защитной газовой среде. По источнику питания они могут быть:
- однофазными. Для подключения достаточно обычной сети питания напряжением 220 Вольт. Важно, чтобы поддерживалось стабильное напряжение. Если оно будет «скакать», то сварочное соединение будет иметь дефекты;
- трехфазными. Обеспечивается высокое качество и беспроблемная работы оборудования.
Техника сваривания металлов полуавтоматом
Технология соединения металлов с использованием полуавтоматической установки очень важна с точки зрения качества выполнения работ.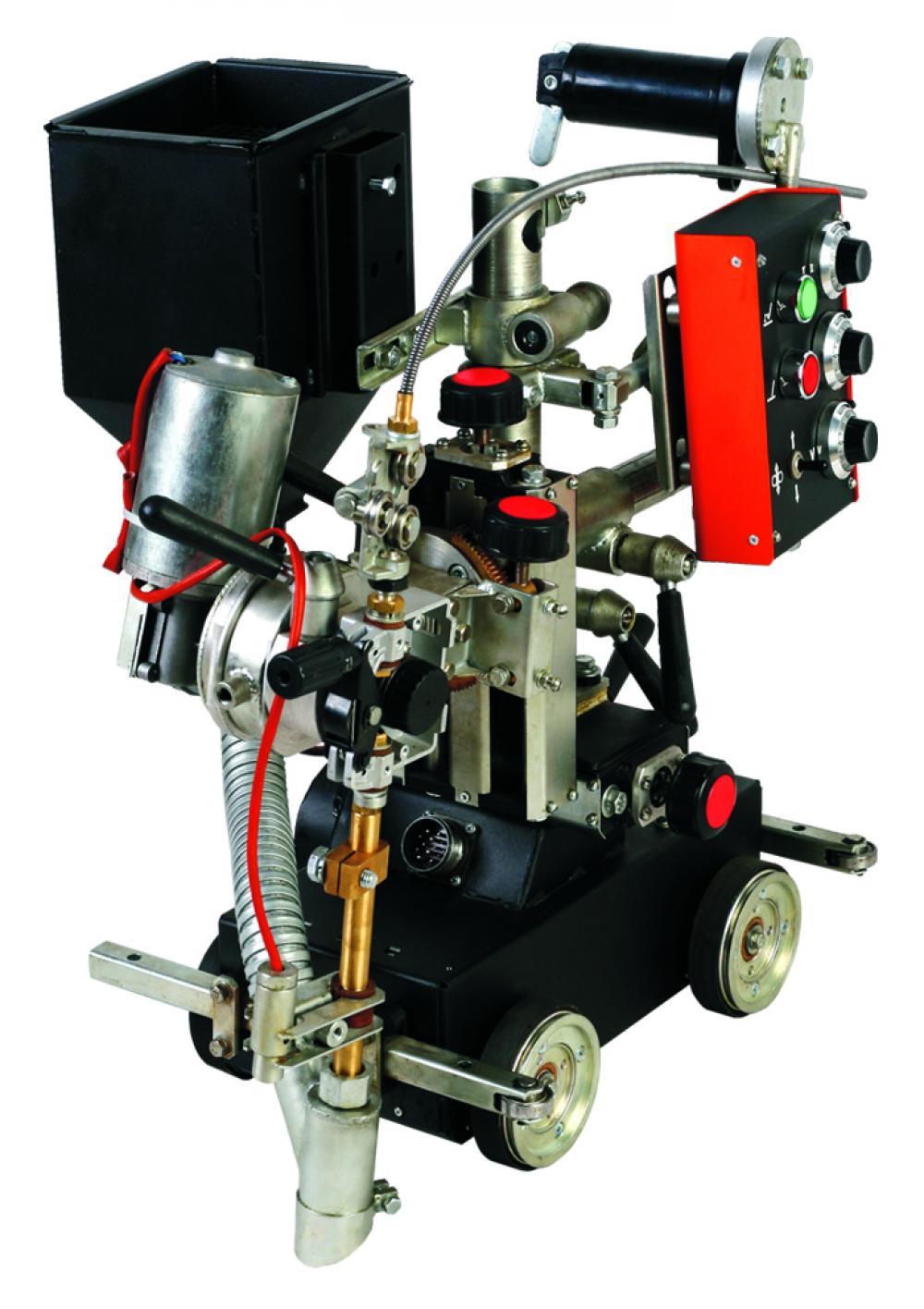 Важно добиться того, что с течением времени шов не утратит своих первоначальных характеристик. Работа с полуавтоматом существенно отличается от технологических особенностей эксплуатации ручной дуговой сварки.
Важно добиться того, что с течением времени шов не утратит своих первоначальных характеристик. Работа с полуавтоматом существенно отличается от технологических особенностей эксплуатации ручной дуговой сварки.
Ниже рассмотрены основные приемы и техники выполнения сварочных работ с использованием полуавтомата.
Сварка в среде защитного газа
При необходимости в работе полуавтоматических установок может использоваться защитный газ. Это необходимо для того, чтобы отсечь атмосферный воздух от области сваривания и предотвратить окисления шва. При таком подходе значительно повышается прочность сварного соединения.
Для сварочных работ применяются разные инертные газы, но чаще всего востребованы углекислый и гелий. Выбор обуславливается их сравнительно невысокой стоимостью и небольшим расходом в процессе выполнения работы.
В случае использование углекислого газа важно добиться высокого качества подготовки рабочей поверхности. Чем тщательней будет очищена поверхность, тем меньше вероятность того, что где-то останется пыль, грязь, ржавчина или остатки краски. Зачищают кромки наждачной бумагой, металлической щеткой или болгаркой.
Зачищают кромки наждачной бумагой, металлической щеткой или болгаркой.
Существует несколько технологических приемов выполнения сварочных работ полуавтоматом в защищенной среде:
- непрерывное сваривание. Требует навыков и является одним из наиболее сложных вариантов. Подразумевается, что горелка продет от начала до конца сварного шва без пауз и остановок;
- точечная автоматическая сварка. Заготовки соединяются с помощью большого количества сварных соединений, выполненных в виде точек, а не сплошным швом;
- коротким замыканием. Выбирается в большинстве случаев, когда требуется соединить два тонких стальных листа. Металл расплавляется импульсами, которые генерируются в результате спровоцированного короткого замыкания в сварочном аппарате. Расплав двух заготовок после остывания образует одну конструкцию.
При работе полуавтоматической установкой в среде защитного газа многие специалисты отдают предпочтение режиму переменного тока. Прежде всего, нужно правильно настроить параметры оборудования, учитывая тип и толщину металла. Расход газа определяется режимом сварки, а проволока расходуется со скоростью 4 см за минуту рабочего времени. Точнее выбрать оптимальные настройки можно с помощью таблиц ГОСТа.
Прежде всего, нужно правильно настроить параметры оборудования, учитывая тип и толщину металла. Расход газа определяется режимом сварки, а проволока расходуется со скоростью 4 см за минуту рабочего времени. Точнее выбрать оптимальные настройки можно с помощью таблиц ГОСТа.
После завершения подготовительных работ, можно приступать к сварке. Включается подача газа, затем подключается питание для возбуждения электрической дуги (инициируется прикосновением проволоки к поверхности заготовок). Затем нажимается кнопка пуска, которая включает механизм подачи расходного материала в зону выполнения сварочных работ.
Для получения высококачественного шва необходимо учесть некоторые очень важные нюансы:
- подача проволоки должна осуществляться строго прямо, но не вплотную к шву. Нужно сохранить беспрепятственный обзор сварочной ванны;
- между кромками свариваемых заготовок оставляется небольшой интервал;
- зазор определяется в зависимости от толщины заготовки. 1 мм – если изделие имеет стенки толщиной около 1 см. Если стенки толще, то зазор должен составлять примерно 10% от этой величины.
 1 мм – если изделие имеет стенки толщиной около 1 см. Если стенки толще, то зазор должен составлять примерно 10% от этой величины.
1 мм – если изделие имеет стенки толщиной около 1 см. Если стенки толще, то зазор должен составлять примерно 10% от этой величины.Технология работы с алюминием
Полуавтомат обладает широким спектром возможностей, что позволяет сваривать разные металлы, включая и алюминий. В силу его особых свойств следует придерживаться специальных требований, чтобы получить хороший результат:
- на поверхности алюминия есть тонкий слой амальгамы, температура плавления которой существенно выше по сравнению с самим металлом. Поэтому для плавления требуется защитный газ;
- плавится алюминий очень быстро и обладает высокой текучестью. Желательно использовать подложку, которая позволит избежать многих неприятных моментов;
- для работы с алюминием лучше всего подходит режим обратной полярности с постоянным током. На горелке устанавливается положительный заряд, а на детали отрицательный.
Придерживаясь этих рекомендаций, сварщик быстро разрушит амальгаму и получит хорошего качества расплав. В итоге будет создан качественный сварной шов.
В итоге будет создан качественный сварной шов.
Сварка с проволокой
Полуавтомат позволяет работать как в газовой среде, так и без таковой. Можно сварить заготовки под флюсом. Но данный вариант больше подходит для промышленности и мало приемлем в быту из-за высокой стоимости флюса. Чтобы понять специфику метода, нужно обратить внимание на основные характеристики флюса – порошка, размещенного в средней части расходника.
Не рекомендуется применять самозащитные электроды в сочетании с полуавтоматической сваркой в случаях, когда требуется соединение тонких листов металла или же предстоит работа с среднеуглеродистой сталью. В противном случае не исключено образование дефектов – горячих трещин.
Повысить температуру дуги целесообразно для того, чтобы добиться полного расплавления порошка внутри защитного электрода. Достигается это за счет обратной полярности.
Правила выполнения сварочных работ
При выполнении серийных операций на промышленном производстве применяются автоматические или полуавтоматические сварочные установки. Основная разница между ними заключается в следующем:
Основная разница между ними заключается в следующем:
- в автомате подача расходных материалов и движение дуги механизировано;
- полуавтомат лишен автоматического перемещения сварочной дуги: она подается оператором.
Новичкам для работы на полуавтоматическом оборудовании потребуются практические навыки его использования. Стать мастером и постоянно получать качественный результат только после изучения всех тонкостей работы оборудования и отработки приемов на практике.
Важно не забывать о требованиях техники безопасности. В обязательном порядке следует использовать защитную маску и форму, чтобы избежать ультрафиолетового ожога. Ни в коем случае нельзя пренебрегать требованиям ГОСТов и правил, которые помогут предотвратить травмы.
Для того, чтобы исключить вероятность случайного брака, специалисты рекомендуют перед началом работ всегда делать пробный шов. Таким нехитрым способом можно убедиться в том, все ли настройки подобраны правильно. И всегда нужно помнить о том, что полуавтоматы не могут работать в режим «нон стоп». Периодически нужно делать технологические паузы.
И всегда нужно помнить о том, что полуавтоматы не могут работать в режим «нон стоп». Периодически нужно делать технологические паузы.
Читайте также: Сварочный инвертор для начинающих — какой выбрать
Автоматы сварочные многодуговые — Энциклопедия по машиностроению XXL
Автоматы для многодуговой сварки в большинстве случаев состоят из комплекта двух или трех одноэлектродных сварочных головок, в них обеспечивается одновременная подача соответствующего числа электродных проволок при раздельном питании (двухдуговой автомат ДТС-38 А-639). Двухдуговые автоматы позволяют применять схему трехфазного питания и осуществлять сварку трехфазной дугой. [c.75]Автоматы для многодуговой и многоэлектродной сварки обычно представляют собой комплект из двух или трех сварочных головок, смонтированных на общей траверсе. Технические характеристики этой группы автоматов приведены в табл. 46, технологические показатели—в табл. 47. Общие ви-
[c.49]
47. Общие ви-
[c.49]
Для питания трехфазной Дуги могут применяться обычные сварочные однофазные трансформаторы, соединяемые по трех( зной схеме звезда , треугольник и др. Для питания двухдуговых сварочных автоматов используют двухфазные схемы, соединенные по схеме Скотта. Технические характеристики специализированных трансформаторов для многодуговой и многоэлектродной сварки приведены в табл. 10. [c.12]
Для питания трехфазной дуги могут применяться обычные однофазные сварочные трансформаторы, соединенные по трехфазной схеме. Для питания двухдуговых сварочных автоматов применяют двухфазные схемы С трансформаторами, соединенными по схеме Скотта. Технические характеристики трансформаторов для многодуговой сварки приведены в табл. 7. [c.13]
ГЛАВА 10 МНОГОДУГОВЫЕ СВАРОЧНЫЕ АВТОМАТЫ [c.157]
В чем заключается отличие многодуговых сварочных автоматов от однодуговых
[c. 163]
163]
Область применения многодуговых сварочных автоматов. [c.163]
I — станки для обрезки торцов стенок балок 2 — автоматы для сварки и подварки стыков стенки 3 — рычажные кантователи 4 — листоправйльные машины 5 — дисковые ножницы 6 — очистка стенок и полок 7 — мостовой кран 8 — сборочный стан 9 — питатель 10 — установка для очистки шлака И — электромагнитный кантователь 12 — подъемник 13 — сварочные многодуговые установки 14 — шлепперы 15 — рольганг 16 — машины для правки грибовидности полок 17 -г торцефрезерные станки 18 — продольные рольганги [c.468]
Автоматы для многодуговон и многоэлектроднон сварки обычно представляют собой комплекс из нескольких сварочных головок, смонтированных на общей траверсе. Технические характеристики, назначение п конструктивные особенности автоматов для многодуговой сварки приведены в табл. [c.79]
Кроме того, автоматы можно подразделить на следующие группы однодвух- н многоэлектродные одно-, двух, и многодуговые. Самоходные автоматы для дуговой сварки плавящимся электродом изготовляются по ГОСТ 8213—75 (табл. 37). В новых моделях автоматов применяют следующие условные обозначения условные буквы — АД (автомат для дуговой сварки способ защиты дуги (Ф — флюс, Г — защитный газ, ФГ — универсальный) номинальный сварочный ток, 10 А номер модели, климатическое исполнение по ГОСТ 15150—69.
[c.41]
Самоходные автоматы для дуговой сварки плавящимся электродом изготовляются по ГОСТ 8213—75 (табл. 37). В новых моделях автоматов применяют следующие условные обозначения условные буквы — АД (автомат для дуговой сварки способ защиты дуги (Ф — флюс, Г — защитный газ, ФГ — универсальный) номинальный сварочный ток, 10 А номер модели, климатическое исполнение по ГОСТ 15150—69.
[c.41]
Многодуговые автоматы по своей конструкции аналогичны однодуто-вым, и их также изготовляют из унифицированных узлов. В отличие от однодуговых автоматов многодуговые имеют большее число сварочных головок, подающих механизмов, кассет для электродной проволоки и т. д. Система управления многодугового автомата должна обеспечивать управление электроприводами соответствующих механизмов перемещения сварочных головок по принятой циклограмме и возможность ее изменения. [c.158]
Устройство сварочного автомата
В настоящее время широкое распространение получили передвижные сварочные автоматы и неподвижные подвесные автоматические
головки. В передвижных автоматах встречаются следующие основные элементы
(рис. 21.1):
В передвижных автоматах встречаются следующие основные элементы
(рис. 21.1):
- сварочная головка,
- тележка,
- пульт управления,
- аппаратурный шкаф и др.
В неподвижных подвесных головках отсутствует механизм ее перемещения — тележка. Передвижной сварочный автомат выполняет две основные функции: подачу сварочной проволоки в зону дуги по мере ее оплавления и перемещение дуги вдоль стыка. Неподвижная подвесная автоматическая головка предназначена только для подачи сварочной проволоки в зону дуги. Перемещение свариваемого стыка осуществляется механизмами стапеля (установки).
Сварочная головка предназначена для механизированной подачи сварочной
проволоки. Основные элементы головки (рис. 21.1): механизм 3 подачи
проволоки, подающие ролики 2, мундштук 1 и устройства 5, 6, 10 для установочных
перемещений головки.
Механизм подачи состоит из электродвигателя и редуктора.
При использовании электродвигателей переменного тока применяют регулируемые
редукторы. Электродвигатели постоянного тока могут работать в сочетании с
нерегулируемыми редукторами.
Электродвигатели постоянного тока могут работать в сочетании с
нерегулируемыми редукторами.
Подающие ролики расположены на выходных валах редуктора. Их назначение — стабильная подача сварочной проволоки без проскальзывания. Достаточно надежно это обеспечивается применением двух пар ведущих роликов. Нанесение насечки на ролики иногда недопустимо из-за смятия поверхности проволоки.
К корпусу редуктора крепят мундштук для обеспечения электрического контакта и
подачи проволоки в сварочную ванну. Мундштук должен обеспечивать минимальное
блуждание торца проволоки относительно сварочной ванны. Для этого иногда перед
мундштуком устанавливают правильный механизм. Кроме того, в мундштуке должен
обеспечиваться надежный электрический контакт со сварочной проволокой. Блуждание
контакта по высоте мундштука нежелательно. Конструкции мундштуков различны в
зависимости от способа сварки, диаметра и жесткости проволоки. Для сварки
плавящимся электродом проволоками большого диаметра (3—5 мм) наибольшее
распространение получили мундштуки с роликовым скользящим контактом. При
использовании проволок меньшего диаметра (0,8—2,5 мм) применяют трубчатые
мундштуки. Скользящий контакт создается сменным наконечником мундштука.
При
использовании проволок меньшего диаметра (0,8—2,5 мм) применяют трубчатые
мундштуки. Скользящий контакт создается сменным наконечником мундштука.
Конструкция подвески головки должна предусматривать возможность ее установочных перемещений:
- вертикальное — для установления необходимого вылета электрода или угла наклона электродной проволоки относительно свариваемого стыка;
- поперечное — для установки торца сварочной проволоки по центру стыка в начале сварки и корректировки его в процессе сварки.
Тележка 7 предназначена для перемещения автомата по свариваемому стыку. В большинстве конструкций тележка выполняет роль базового элемента. На ее корпусе устанавливают головку, кассету для сварочной проволоки 4 и пульт управления автоматом 11. Тележка должна обеспечивать плавность хода в широком диапазоне скоростей сварки. Различают тележки тракторного и кареточного типа.
Тележка тракторного типа перемещается с помощью бегунковых колес либо по
направляющим стапеля, либо непосредственно по свариваемому изделию. Тележка
кареточного типа перемещается только по направляющим стапеля или самого
автомата.
Тележка
кареточного типа перемещается только по направляющим стапеля или самого
автомата.
Конструкция направляющих элементов зависит от формы свариваемого
стыка. Для сварки продольных прямолинейных стыков часто применяют консольные
направляющие. Консольные автоматы универсальны. Их можно использовать и для
сварки поворотных кольцевых швов. В этом случае каретку автомата устанавливают
неподвижно. В автоматах для сварки неповоротных кольцевых стыков каретка
перемещается по направляющим, имеющим форму окружности. Для перемещения каретки
применяют бегунковые колеса, зубчатые рейки, ходовые винты.
Тележки автоматов перемещаются с помощью электродвигателя 8 через редуктор 9. В автоматах с электроприводом постоянного тока скорость перемещения тележки регулируется изменением частоты вращения электродвигателя. В автоматах с электроприводом переменного тока настройку скорости перемещения тележки осуществляют сменными шестернями в редукторе.
Рис. 21. 1. Схема автомата для сварки плавящимся электродом
Сварочные автоматы
При автоматической сварке требуется поддержание постоянства основных
параметров дуги — тока и напряжения. Для этих целей используют принудительное
регулирование и саморегулирование дуги.
Для этих целей используют принудительное
регулирование и саморегулирование дуги.
Принудительное регулирование дуги нашло применение в сварочных автоматах электродом регулирующее воздействие чаще всего оказывает изменение скорости подачи электродной проволоки. Например, при снижении напряжения дуги механизм подачи проволоки уменьшает скорость подачи проволоки; при увеличении напряжения, наоборот, — ускоряет.
В сварочных автоматах для сварки вольфрамовым электродом регулирующим воздействием служит принудительное восстановление ранее заданного (опорного) напряжения. Это осуществляется изменением длины дугового промежутка перемещением электрода по высоте.
Принудительное регулирование по напряжению особенно эффективно при наличии высоких значений градиента β в столбе дуги:
Uд = α + βlд,
где α — падение напряжения в приэлектродных областях; lд — длина дуги.
Для принудительного регулирования в автоматах для сварки плавящимся электродом могут быть использованы и другие регулируемые величины (например, ток дуги) и регулирующие воздействия (например, напряжение холостого хода источника, сопротивление сварочной цепи).
Саморегулирование дуги использовано в автоматах для сварки плавящимся электродом с постоянной скоростью его подачи.
Классификация сварочных автоматов
В основе классификации могут лежать различные признаки: тип электрода, способ перемещения, характер защиты и др.
- По типу применяемого электрода автоматы подразделяют на автоматы с плавящимся электродом и автоматы с неплавящимся (вольфрамовым) электродом.
- По способу перемещения тележки различают автоматы тракторного типа и кареточные.
- По способу защиты ванны различают автоматы для сварки в среде защитных газов, для сварки под флюсом или по флюсу и универсальные.
- По пространственному выполнению сварных соединений различают автоматы для
сварки швов в нижнем положении, вертикальных и горизонтальных швов в
вертикальной плоскости; кольцевых поворотных и неповоротных стыков и кольцевых
в горизонтальной плоскости.
- По способу поддержания постоянства параметров дуги выпускают автоматы с принудительным регулированием дуги и саморегулированием.
- По числу горящих дуг различают автоматы для сварки одной дугой, двумя дугами и трехфазной дугой.

В настоящее время для дуговой сварки выпускают большое число различных типбв подвесных и самоходных автоматов. Их базовые узлы имеют одинаковое функциональное назначение. Поэтому наиболее перспективными следует считать автоматы, собранные из унифицированных узлов. Переход к унифицированным автоматам позволит осуществить их массовое производство, облегчит условия эксплуатации, упростит разработку новых типов.
Широкое применение получили автоматы для сварки вольфрамовым электродом
АДСВ-5, АСГВ-4, АРК-3; для сварки плавящимся электродом АДПГ-500, ТС-35,
АДС-1000 и др.
Автоматы для сварки полимеров Для сварки полимерных кровельных покрытий из ПВХ пл.
см. также: ООО «Акрос БФМ» |
Поиск по сайту: Спецпредложения Ручные аппараты нагретого воздуха Для сварки прямых протяженных швов и ручные аппараты (для обварки углов, фонарей, труб и т.д. — см. «Ручные аппараты нагретого воздуха»). ———————————————- Насадки и принадлежности для сварки |
 , ПЭ, ЭПДМ, ТПО и битумно-полимерных покрытий мы предлагаем сварочные автоматы (для сварки прямых протяженных швов) иручные аппараты (для обварки углов, фонарей, труб и т.д. — см. «Ручные аппараты нагретого воздуха«). Аппараты и автоматы позволяют получать швы шириной от 20 до 120 мм. Температура сварки плавно регулируется до 650 гр.
, ПЭ, ЭПДМ, ТПО и битумно-полимерных покрытий мы предлагаем сварочные автоматы (для сварки прямых протяженных швов) иручные аппараты (для обварки углов, фонарей, труб и т.д. — см. «Ручные аппараты нагретого воздуха«). Аппараты и автоматы позволяют получать швы шириной от 20 до 120 мм. Температура сварки плавно регулируется до 650 гр. , ПВХ пл., ПК, ПС, АБС, ПММА, ПВДФ, ПФС.
, ПВХ пл., ПК, ПС, АБС, ПММА, ПВДФ, ПФС.Производители Автоматов сварочных из России
Продукция крупнейших заводов по изготовлению Автоматов сварочных: сравнение цены, предпочтительных стран экспорта.
- где производят Автоматы сварочные
- ⚓ Доставка в порт (CIF/FOB)
Страны куда осуществлялись поставки из России 2018, 2019, 2020, 2021
- 🇰🇿 КАЗАХСТАН (23)
- 🇧🇦 БОСНИЯ И ГЕРЦЕГОВИНА (5)
- 🇺🇦 УКРАИНА (4)
- 🇩🇪 ГЕРМАНИЯ (3)
- 🇺🇿 УЗБЕКИСТАН (2)
- 🇰🇬 КИРГИЗИЯ (2)
- 🇱🇹 ЛИТВА (2)
- 🇲🇳 МОНГОЛИЯ (2)
- 🇪🇸 ИСПАНИЯ (2)
- 🇰🇷 КОРЕЯ, НАРОДНО-ДЕМОКРАТИЧЕСКАЯ РЕСПУБЛИКА (1)
- 🇹🇲 ТУРКМЕНИЯ (1)
- 🇫🇮 ФИНЛЯНДИЯ (1)
- 🇪🇪 ЭСТОНИЯ (1)
- 🇱🇻 ЛАТВИЯ (1)
- 🇷🇸 СЕРБИЯ (1)
Выбрать Автоматы сварочные: узнать наличие, цены и купить онлайн
Крупнейшие экспортеры из России, Казахстана, Узбекистана, Белоруссии, официальные контакты компаний. Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
Автоматы сварочные.
🔥 Внимание: на сайте находятся все крупнейшие российские производители Автоматов сварочных, в основном производства находятся в России. Из-за низкой себестоимости, цены ниже, чем на мировом рынке
Поставки Автоматов сварочных оптом напрямую от завода изготовителя (Россия)
Крупнейшие заводы по производству Автоматов сварочных
Заводы по изготовлению или производству Автоматов сварочных находятся в центральной части России. Мы подготовили для вас список заводов из России, чтобы работать напрямую и легко можно было купить Автоматы сварочные оптом
Автоматические или полуавтоматические машины и аппараты для дуговой (включая плазменно-дуговую) сварки металлов
Изготовитель машины и аппараты для дуговой (включая плазменно-дуговую) сварки металлов
Поставщики Машины и аппараты для ручной сварки покрытыми электродами
Крупнейшие производители Части машин и аппаратов для электрической (в том числе с электрическим нагревом газа)
Экспортеры машины и аппараты
Компании производители Машины и аппараты для ручной сварки покрытыми электродами
Производство препараты для травления металлических поверхностей; флюсы и препараты вспомогательные для пайки тугоплавким припоем или для сварки; порошки и пасты для пайки тугоплавким припоем…
Изготовитель части оборудования для мойки или сушки бутылок или дремкостей; заполнения
Поставщики Горелки газовые с дутьем
Крупнейшие производители Выпрямители
Экспортеры барабаны для канатов
Автоматическое сварочное оборудование | Новый и отремонтированный
Автоматизируйте сварочный процесс сегодня
Установка и оборудование для автоматизации сварки и резки — новые, бывшие в употреблении и отремонтированные на продажу
Хотя есть много сварочных работ, которые лучше всего выполнять вручную, и многие другие, которые можно выполнять вручную, если это необходимо (например, если сварка слишком мала, чтобы иметь автоматический сварочный аппарат, или если необходимо провести ремонт далеко от одного из этих устройств), есть также много сварных швов, с которыми вполне можно справиться с помощью автоматизированного процесса сварки.Некоторые из них, такие как сварка труб большого диаметра во многих отраслях промышленности (например, на нефтяных буровых платформах и химических заводах, если назвать только два примера), должны выполняться автоматическим сварочным аппаратом, таким как орбитальный сварочный аппарат, из-за точность, необходимая для предотвращения потенциально опасной утечки.
Обычно используется автоматический сварочный аппарат в двух различных ситуациях. В полуавтоматической сварке используется предварительно запрограммированный автоматический сварочный аппарат, но детали фактически загружаются на сварочный стенд (или его аналог) оператором, который размещает их, а затем включает сварочный аппарат до тех пор, пока сварка не будет завершена.Затем оператор удаляет готовую деталь и повторяет процесс столько раз, сколько необходимо.
Полностью автоматическая сварка устраняет человеческий фактор, за исключением того, что он может следить за тем, чтобы машины работали должным образом. В этих установках детали и готовые заготовки перемещаются другими машинами, такими как конвейерные ленты, и операция сварки часто является непрерывной для большого количества отдельных деталей. Это действительно промышленное использование автоматического сварочного аппарата, которое в основном используется на очень крупных предприятиях, таких как автомобильные заводы.
Достоинства и недостатки сварочного автомата
Сварочные автоматыимеют как свои преимущества, так и недостатки, и, как и во многих других случаях, выигрыш в одном месте компенсируется потерями в другом. Сварочные автоматы намного быстрее, чем могут надеяться опытные сварщики, и обеспечивают достойное качество работы, несмотря на их большую скорость. Автоматический сварочный аппарат примерно в восемь раз быстрее, чем ручной сварщик. Эти сварщики не останавливаются и не устают, хотя со временем они могут перегреться, и их необходимо отключить на время.Поскольку много сварочного лома образуется из-за усталости сварщика, когда человек держит электрод, потери будут меньше в течение долгого рабочего дня, когда автоматические сварочные системы являются основными «рабочими».
Сварочные автоматытакже обеспечивают высокое качество сварного шва, поскольку они полностью единообразны в применении электрической дуги или другого сварочного инструмента. Машины всегда в работе, если только они не выходят из строя, и после того, как они были куплены, им не нужно платить.
И наоборот, сварщики-люди все еще сохраняют некоторые преимущества перед сварочными автоматами. Стоимость установки даже небольшого набора автоматов для сварки может составлять около четверти миллиона долларов США, поэтому начальные затраты на человека-сварщика намного меньше. Автоматические сварочные аппараты также требуют очень много времени для настройки, поэтому срочность сварочных работ также должна быть взвешена. Ручная сварка чрезвычайно универсальна, в то время как автоматические сварочные аппараты выполняют эту задачу периодически и должны быть полностью перенастроены, если необходимо выполнить другой сварной шов.Кроме того, если техническое обслуживание не выполняется должным образом, машины могут выйти из строя и вызвать катастрофическую паузу в производстве. Сварочные автоматы бывают быстрыми, эффективными и очень полезными, но они не являются полным решением для каждой ситуации, и об этом должны помнить их потенциальные пользователи.
Полностью или полуавтоматические сварочные системыбывают разных форм и размеров и могут использоваться в самых разных областях, от сварки труб до судостроения.
Колонна и стрела (TIG, плазменная сварка, MIG и процесс под флюсом)…
Чтобы соответствовать строгим требованиям аэрокосмической и ядерной промышленности, манипуляторы с колоннами и стрелами должны обеспечивать исключительную жесткость и низкий прогиб под нагрузкой. Другие важные требования включают плавность и постоянство движения оси. Для удовлетворения этих требований был разработан ряд манипуляторов с колоннами и стрелами, в которых используются высококачественные вспомогательные компоненты и снятые напряжения конструкции, которые включены в конструкцию, что обеспечивает лучшую в своем классе устойчивость.Эта философия дизайна применяется к более крупным моделям для тяжелых условий эксплуатации.
Легкий режим и стандартный диапазон обычно больше подходят для применения в аэрокосмической отрасли и в точном малом машиностроении, где важными факторами являются минимальный прогиб стрелы и отсутствие вибрации при полном выдвижении стрелы. Существуют варианты для прецизионного привода стрелы (для линейной сварки) или даже прецизионного привода колонны (вертикального) с использованием механизмов типа шарико-винтовой передачи с рециркуляцией. Как и во всех манипуляторах с колонной и стрелой, движение стрелы и колонны может осуществляться посредством прецизионных подшипников и направляющих.Конструктивные особенности включают изделия из толстого сечения, которые были сняты напряжения, чтобы обеспечить высочайшие стандарты прямолинейности и допусков по размерам. Применимые процессы сварки включают TIG, плазменную сварку и MIG / MAG, где высокая нагрузка на сварочную головку не является основным фактором.
Манипуляторы с колонной и стрелойHeavy Duty и Extra Heavy Duty имеют те же конструктивные особенности, что и легкие и стандартные манипуляторы, поэтому их также можно использовать для точных применений, включая такие процессы, как Dual Arc — Plasma / TIG.Тем не менее, эти устройства найдут применение в основном в процессах MIG / MAG и сварки под флюсом (SAW), предлагая ряд дополнительных функций, включая тележки с приводом и вращение шкворня колонны. Для перевозки всего контрольного и сварочного оборудования доступны специальные негабаритные ходовые тележки.
Если заводское пространство является важным фактором, мы можем предложить модели с выдвижной стрелой, что минимизирует потребность в пространстве сзади. Движение телескопических секций синхронно для обеспечения максимально возможной плавности движения.
Все манипуляторы с колонной и стрелой предназначены для работы с целым рядом органов управления. В зависимости от размера и режима работы управление движением стрелы может осуществляться с помощью преобразователя частоты с обратной связью от энкодера.
Бренды сварщиков колонн и стрел включают Bode, ESAB, SAF, Lincoln, Gullco, Pandjiris, Ransome, Arsonson
.Сварочные аппараты (TIG, плазменные и MIG-процессы) …
Установки для сварки продольным швом подходят для производства труб для самых разных толщин и длин материалов.Применения простираются от шовной сварки труб малого диаметра с короткой длиной и сверхтонкой толщиной стенок для изготовления сильфонов и инструментов до резервуаров для напитков и пивоварения большого диаметра и толстостенных сосудов высокого давления. Бренды сварщиков швов включают Bode, Jetline, ProArc, SAF, AMET, ESAB, Koike.
Свяжитесь с нашей командой, если вам нужна помощь и совет по выбору подходящей машины и области применения для вашего проекта.
Примеры промышленности по сварке швов…
Ниже приведены некоторые примеры передовых технологий шовной сварки, используемых в различных коммерческих секторах — авиакосмическая промышленность, автоматика, сильфоны, вытяжка дыма, резервуары для нагрева воды, молочное оборудование
Сварочные станки (плазменная сварка TIG и процесс MIG) …
Поставляются новые и бывшие в употреблении сварочные аппараты токарного типа для систем круговой сварки, подходящие для небольших компонентов, таких как сильфоны, датчики и преобразователи, вплоть до разнообразных более крупных компонентов, включая резервуары для горячей воды, топливные контейнеры, контейнеры для ядерных отходов, продукты питания и напитки контейнеры.
Для деталей малого и среднего размера мы предлагаем нашу новую линейку токарных станков Pro-Arc. Эти агрегаты головки и задней бабки оснащены редукторами с гармоническими гармониками со сверхнизким люфтом и приводом серводвигателя энкодера. Существуют варианты настольных и отдельно стоящих моделей с элементами управления, подходящими для самых требовательных точных применений. Типичные процессы сварки включают Micro TIG, Micro Plasma, TIG, Plasma и MIG.
Системы круговой токарной сварки могут работать с деталями диаметром до 1500 мм и весом до 10 000 кг.Меньшие модели идеально подходят для сварки таких компонентов, как воздушные цилиндры, клапанные сборки, каталитические преобразователи и гидравлические приводы. Возможны различные варианты управления, включая ПЛК. Обычно выбирается процесс сварки TIG, плазма и MIG, что отражает требования к сварным швам более толстого сечения.
Марки токарного сварочного оборудования: Bode, Jetline, Pandjiris, Pro-Arc, Weldlogic,
Примеры использования сварочных станков …
Ниже приведены некоторые примеры передовых технологий сварочных токарных станков, используемых в различных коммерческих секторах.Аэрокосмическая техническая сварка, Приборы и датчики, Сварка паром, воздухом и водой под давлением, Сварка боеприпасов
Роботизированное сварочное оборудование
Есть два популярных типа промышленных сварочных роботов. Это двое роботов с шарнирным соединением и прямолинейные роботы. Робототехника контролирует движение вращающегося запястья в пространстве. Описание некоторых из этих сварочных роботов приведено ниже: Прямолинейные роботы движутся по одной из трех осей (X, Y, Z). Помимо линейного движения робота по осям, к роботу прикреплено запястье, обеспечивающее вращательное движение.Это создает роботизированную рабочую зону в форме коробки.
В шарнирно-сочлененных роботах используются руки и вращающиеся шарниры. Эти роботы движутся как человеческая рука с вращающимся запястьем на конце. Это создает роботизированную рабочую зону неправильной формы. При настройке сварочного робота необходимо учитывать множество факторов. Роботизированную сварку нужно спроектировать иначе, чем ручную сварку. Роботизированная сварочная система может работать с большей повторяемостью, чем ручной сварщик, из-за однообразия задачи.Однако для роботов может потребоваться регулярная калибровка или перепрограммирование.
Роботы должны иметь количество осей, необходимое для обеспечения правильного диапазона движения. Рука робота должна иметь возможность подходить к работе под разными углами. Роботизированные сварочные системы могут работать непрерывно при соблюдении соответствующих процедур технического обслуживания. Непрерывные простои производственной линии можно свести к минимуму с помощью правильной конструкции роботизированной системы. Необходимо завершить планирование следующих непредвиденных обстоятельств:
· Быстрая замена вышедших из строя роботов.
· Установка резервных роботов на производственной линии
· Распространение сварки сломанных роботов на работающих роботов рядом с
Бренды роботов-сварщиков включают Motoman, OTC, Kuka, ABB, Fanuc, Panasonic, Miller, Lincoln
Преимущества роботизированной сварки
Производительность
Робот обычно работает между двумя или более рабочими станциями. Это означает, что во время цикла роботизированной сварки оператор выгружает сварную сборку, а затем загружает новые компоненты в сварочное приспособление.Поскольку меньше манипуляций по сравнению с циклом ручной сварки, робот достигает гораздо более высокого уровня времени горения дуги. Робот также очень быстро перемещается между суставами, что дает дополнительную экономию времени цикла. Обычно роботизированная система увеличивает производительность в два-четыре раза. Это зависит от характера сварки. Сборка с большим количеством коротких сварных швов может быть произведена с наибольшей экономией времени. Снижение затрат, которое приносит роботизированная сварка, может помочь компаниям стать более конкурентоспособными и победить конкуренцию со стороны стран-производителей с низкими затратами в Восточной Европе или Китае.Чтобы оценить, какого рода повышение производительности может быть достигнуто, было бы целесообразно сравнить время ручной сварки со временем роботизированной сварки.
Качество
Робот имеет очень высокую повторяемость (± 0,08 мм) и отличную точность следования по траектории. Робот представляет сварочный пистолет с правильным углом сварки, скоростью сварки и расстоянием. Высокий уровень интеграции сварочного оборудования гарантирует, что оптимальные условия сварки могут быть использованы для каждого соединения.Конечным результатом является неизменно высокое качество продукции, изо дня в день, из года в год со снижением затрат на доработку, брак или удаление сварочных брызг.
Расходные материалы
Сварщик, выполняющий сварку вручную, должен решать, как выполнять сварку в соответствии с правильными стандартами, но часто сварной шов оказывается слишком большим. Однако робот всегда сваривает шов правильной длины и размера, на выполнение которых он был запрограммирован. Это означает, что можно добиться некоторой потенциальной экономии на расходе проволоки. Если, например, ручной сварщик сваривает угловой шов 5 мм, а требуется только 4 мм, экономия только на сварочной проволоке составит ошеломляющие 36%!
Труда
В последние годы становится все труднее нанимать сварщиков-ручных сварщиков.Обычно существует определенная текучесть кадров, и это, конечно, требует затрат на набор и обучение. Когда рабочая сила является проблемой, компании часто работают сверхурочно или вынуждены нанимать дополнительную рабочую силу по контракту для удовлетворения потребностей, и это может серьезно повлиять на производственные затраты. Если продукты не могут быть доставлены конечному потребителю, могут быть понесены штрафные санкции или будущий бизнес может оказаться под угрозой. Хотя ручная сварка будет требоваться всегда, компании, инвестирующие в роботизированную автоматизацию, гораздо меньше зависят от ручной сварки.
Безопасность
Роботизированная сварочная система решает проблемы, связанные со здоровьем и безопасностью, связанные с опасным сварочным дымом и воздействием дуги. Компании могут снизить риск того, что их сотрудники потребуют компенсацию, если они пострадали от опасной производственной среды.
Гибкость
Робот может использоваться для сварки многих различных продуктов и позволяет компаниям рассматривать производство точно в срок. За счет сокращения незавершенного производства и уровня запасов можно добиться экономии за счет того, что к уровню запасов добавляется меньшая стоимость с точки зрения затрат на рабочую силу, транспортировку и хранение.
Площадь
По сравнению с такой же производительностью, полученной при ручной сварке, роботу требуется меньше места на полу.
Хотели бы вы поговорить с нашей командой?
Может быть, вы не уверены, какой сварочный аппарат вам подходит? Наши специалисты по продажам будут рады обсудить ваши требования к сварке.
Обладая обширными знаниями обо ВСЕХ марках и моделях, они могут предложить наиболее подходящую машину для вашего применения и бюджета.
С понедельника по пятницу в течение рабочего дня с 8:00 до 17:00 по Гринвичу мы постараемся ответить на ваш запрос в течение 2 часов с момента получения вашего электронного письма.
Автоматическая сварка, автоматические сварочные аппараты и системы: Polysoude
Готовые решения для автоматизированной сварки с «нулевым дефектом» Изготовленное на заказ оборудование и автоматические сварочные системыPOLYSOUDE известны своим техническим совершенством, они были приняты ведущими мировыми компаниями и современными производителями.
POLYSOUDE предоставляет полные интегрированные системы для удовлетворения всех ваших требований к автоматике и обработки самых сложных приложений:
- Сварка GTAW горячей / холодной проволокой, плазменная сварка и комбинации процессов
- Сварка сложных материалов, таких как титан, дуплекс, цирконий, алюминий и т. Д.
- Сварка толстостенных стен в узкие канавки
- Комбинирование деталей всех видов и размеров, многоосевых манипуляторов и держателей резаков
Источники сварочного тока для автоматической сварки
Посмотреть наши продуктыНовейшее оборудование для различных областей применения
Источник сварочного тока для автоматизированных приложений состоит из нескольких интегрированных подузлов, каждый из которых выполняет определенные функции:
Один или два инвертора мощности для подачи сварочного тока, а также тока для нагрева присадочной проволоки в случае сварки GTAW Hot Wire Приложения.На сегодняшний день инверторные источники являются самыми современными, их превосходит только уникальный высокопроизводительный транзисторный источник питания POLYSOUDE PC-TR.
- Программируемый блок управления, управляемый с помощью встроенного микроконтроллера или ПК.
- Встроенная или внешняя система сбора данных.
Сварочные манипуляторы и периферийное оборудование
Посмотреть наши продуктыКомплексные решения
Polysoude предлагает специальные решения, в которых сварочная горелка перемещается в нужное положение, а обрабатываемая деталь поддерживается с помощью сварочного манипулятора, такого как позиционер или вращатель.После выбора наиболее подходящего процесса сварки для вашего применения и требований Polysoude предлагает вам интегрированные автоматизированные сварочные системы с использованием первоклассных сварочных манипуляторов и периферийных устройств в сочетании с модульными электромеханическими компонентами в виде сварочных горелок, направляющих, механизмов подачи проволоки и т. Д. Все идеально синхронизируется с помощью нашего специального управления сваркой с ЧПУ, что дает вам гарантию идеально воспроизводимого и отслеживаемого автоматизированного процесса сварки.
Электромеханические компоненты, датчики и видео
Посмотреть наши продуктыE Существенное для производительности системы
Был разработан и постоянно совершенствуется широкий спектр электрических и механических совместимых компонентов для особых нужд автоматизированной сварки.Модульные компоненты готовы к сопряжению с любым держателем сварочной горелки или манипулятором заготовок и вместе с нашим управлением сваркой с ЧПУ образуют интегрированную систему, дающую вам гарантию идеально воспроизводимого и отслеживаемого автоматизированного процесса сварки.
Оборудование для сварки в узкие канавки
Посмотреть наши продуктыСварка TIG с узкими канавками — важный процесс
POLYSOUDE предлагает обширную линейку сварочных горелок с узкой канавкой для всех толщин стенок до 300 мм и более.
У каждой горелки есть диапазон, позволяющий использовать ее от максимальной толщины стенки (максимальная глубина вставки резака в канавку) до завершения работ по закрытию поверхности.
Необходимо изучить два основных подхода и их преимущества:
— Один стрингер на слой
— Один проход колебаний на слой
Оборудование для плазменной сварки
Посмотреть наши продуктыУниверсальные решения для плазменной сварки
Являясь продолжением TIG, плазменная дуговая сварка имеет гораздо более высокую плотность энергии дуги и более высокую скорость плазменного газа под плазмой, проталкиваемой через сужающее сопло.
Polysoude приобрел опыт в области плазменной сварки на протяжении многих лет и предлагает широкий спектр оборудования от орбитальной сварки до решений для шовной сварки.
Каждое оборудование может использоваться для различных применений и может сваривать самые распространенные металлы толщиной примерно до 10 мм.
Плазменная сварка дает множество преимуществ:
— Механическое сужение дуги с помощью сопла с водяным охлаждением: позволяет выполнять сварку большей толщины при стандартной квадратной стыковой подготовке.
— Повышенная скорость сварки до 500 мм / мин, в зависимости от материалов и толщина
- Техническая консультация
- Инжиниринг и изготовление оборудования
- Разработка технологии сварки
- Прочие сопутствующие услуги, такие как обучение операторов и т. Д.
Превосходный сварочный автомат по выгодной цене
Повысьте производительность и эффективность своего сварочного бизнеса с помощью сенсационного сварочного автомата , доступного по привлекательным предложениям на Alibaba.com. Этот автоматический сварочный аппарат оснащен революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы.Сварочный автомат потребляет мало электроэнергии при сохранении заданной мощности, независимо от того, используется ли он в личных целях или в деловых целях.
Современные изобретения, лежащие в основе этого автоматического сварочного аппарата . Дизайн и стиль делают его очень гибким и применимым в широком спектре сварочных задач. Сварочный автомат не подвержен неблагоприятным воздействиям сильной жары или холода, что делает их пригодными и применимыми в широком диапазоне погодных условий.Они поставляются с широким выбором, который учитывает многочисленные факторы и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий сварочный автомат для своих нужд.
Доступность этих автоматических сварочных аппаратов на Alibaba.com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность. Расходы на эксплуатацию и техническое обслуживание автоматического сварочного аппарата также невероятно низкие благодаря легкодоступным запасным частям и простоте их ремонта.Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными поставщиками и продавцами автоматического сварочного аппарата на сайте, если вам потребуются дополнительные инструкции.
Поднимите свой сварочный бизнес на новый уровень с помощью привлекательного сварочного автомата на Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящий автоматический сварочный аппарат для их выполнения.Воспользуйтесь скидками сегодня и узнайте, что вы можете платить доступные цены за качественную продукцию.
Автоматический сварочный аппарат и инструменты для сварщиков LEISTER
Что такое автоматическая сварка?
Проще говоря, автоматическая сварка включает ручной процесс сварки и превращает этот процесс в автоматизированную систему, работающую на станке. Человеческий фактор в автоматизированном процессе сварки — это просто щелкнуть переключателем, чтобы начать работу. Они созданы специально, поэтому после их запуска контроль над ними минимален.Освободив рабочих для выполнения более сложных задач, сварочные автоматы являются фаворитом предприятий, стремящихся сократить расходы и повысить эффективность современного строительства.
Каковы преимущества автоматических сварочных аппаратов?
Автоматическая сварка дает множество преимуществ: от повышения качества до производительности и рентабельности. Некоторые особые преимущества автоматической сварки включают:
- Более чистый и равномерный сварной шов
- Увеличенный объем сварочного шва
- Снижение затрат на рабочую силу
- Уменьшение отходов металлолома
- Снижение человеческого фактора в процессе сварки
Во всех этих случаях ваши накладные расходы снижаются, а также сокращается время, необходимое для получения правильного типа сварного шва, что идеально подходит для предприятий, ориентированных на бизнес и чувствительных ко времени.В некоторых особых случаях, когда сварной шов особенно сложен или уникален, все же может быть лучше воспользоваться проверенными руками рабочего. Однако есть много применений, в которых автоматическая сварка выиграет, например, если качество сварного шва имеет решающее значение, если идентичные детали изготовлены путем повторяющихся сварных швов, или если детали приобрели большую ценность перед сваркой.
Какой вид автоматической сварки существует?
В современной строительной индустрии существует три основных типа автоматической сварки.
- Сварка полуавтоматическая. Этот тип автоматической сварки по-прежнему требует ручного труда, и рабочий все еще должен работать на сварочном аппарате вручную. Разница в том, что аппарат автоматически контролирует параметры сварщика, чтобы оптимизировать производительность.
- Автоматы сварочные. Эти автоматические сварочные аппараты — это те, которые практически не требуют вмешательства человека после активации аппарата. Рабочий по-прежнему будет следить за машиной на предмет ошибок или неисправностей, но, как правило, предварительно запрограммированный инструмент, работающий с автоматическим сварным швом, не требует вмешательства человека.
- Роботы-сварщики. Эти почти автономные сварочные аппараты подняли автоматизацию на новый уровень, установив машину на роботизированной руке, которая контролирует направление и скорость сварки и использует программы для понимания как простых, так и сложных сварочных работ.
Какие отрасли могут получить выгоду от автоматической сварки?
Отрасли, которые могут получить выгоду от технологии автоматической сварки, включают производителей товаров и строительных компаний .Сварка обычно происходит именно в этих двух секторах. Поскольку большинство автоматических сварочных аппаратов сконструированы так, чтобы быть статичными — и их сложно переносить с работы на работу, — компании, которые, скорее всего, увидят окупаемость своих инвестиций в автоматическую сварку, это те, которые выполняют сварку на заводе или складе.
Сварка требует большого мастерства, чтобы выполнять ее безопасно и правильно, но благодаря достижениям в технологии сварка превратилась в автоматизацию. И теперь, когда автоматизация становится все более популярной благодаря своим преимуществам, производители и строительная промышленность начали внедрять автоматическую сварку в свои процессы.Если ваш бизнес стремится к повышению качества и снижению затрат, подумайте о добавлении автоматической сварки. Вы можете обнаружить, что сочетание человеческих и машинных возможностей является наиболее эффективным и рентабельным преимуществом для вашей компании.
Автоматическая сварка — обзор
Те, кто читал эту главу, возможно, пришли к выводу, что ручная сварка TIG считалась лучшей за рассматриваемый период. Нет ничего более далекого от правды. На протяжении более двадцати лет участок сварки труб на верфи Барроу стремится получить подходящий и надежный комплект оборудования для автоматической орбитальной сварки труб.Многие поставщики предложили оборудование, которое, по их мнению, подходило для судостроительных целей, но большинство из них не соответствовало особым требованиям изготовления трубопроводов для судов.
Испытания и развитие оборудования
Первые работы по установке оборудования для орбитальной сварки проводились в районе разработки сварочных работ труб на судостроительном заводе Виккерс в начале 1970-х годов. К сожалению, конструкция и / или характеристики оборудования оказались в значительной степени неадекватными для производственного использования, особенно там, где были условия строго ограниченного доступа, рис.5.5 и 5.6.
5.5. Головка для орбитальной сварки Astromatic AM11 показывает требуемый чрезмерный радиальный зазор и несбалансированное распределение веса.
5.6. Головка для орбитальной сварки с указанием необходимого радиального зазора.
Совсем недавно Vickers приобрела три станка новейшей конструкции с самыми компактными размерами, доступными на момент покупки, и охватывающими диапазон диаметров 3–220 мм. Оборудование может использоваться с присадочной проволокой или без нее и обеспечивает плавную регулировку тока от 8 до 250 А, возможность дистанционного управления, автоматическое регулирование расхода и импульсный ток.Колебания горелки не предусмотрены, что может вызвать некоторые проблемы с трубами большего размера.
Когда машина была куплена, было известно, что французские военно-морские верфи используют этот тип оборудования для сварки труб из нержавеющей стали малого диаметра. Кроме того, в то время как ранее мы искали комплект для автоматической сварки труб для стыковых сварных швов среднего размера, 76–200 мм, акцент начал меняться, поскольку мы столкнулись с потребностью в стыковой сварке труб диаметром 20– 38 мм, которые ранее были соединены механическими муфтами или сварными швами.Кроме того, введение клапанов того же размера, которые можно было ремонтировать на месте, привело к большему количеству стыковой сварки и меньшему количеству механических соединений. Эти два изменения касались материала медного сплава, который не является самым простым материалом для сварки в фиксированном положении — конечно, в другой категории по сравнению с нержавеющей сталью, свариваемой французами.
Первоначальные процедурные работы были выполнены на диаметре 33,4 и стенке 4,5 мм для корневого проплавления, как аутогенных швов, так и со вставками из ЭП. Это было связано с тем, что многие из уже имеющихся на складе фитингов были подготовлены со стандартом V для ручной сварки, а предыдущие работы показали, что упрощенная подготовка к сварке с использованием 2.Толщина носа 5 мм, дает приемлемые результаты без использования расходной вставки. Были выполнены работы с диаметром 21,3 мм и стенкой 3,7 мм, процедуры были одобрены заказчиком.
Затем возникла проблема, которая вернула программу процедуры к исходному состоянию. Когда машины 2 и 3 были установлены на значения, используемые на машине 1, которая использовалась для выполнения разработки процедуры, ни одна из них не дала приемлемого сварного шва. Фактически, не было никакого сравнения настроек трех машин для достижения успешных сварных швов.После нескольких дней, проведенных в Барроу, пытаясь откалибровать машины в допустимых пределах, все машины были возвращены поставщику.
После этой первоначальной проблемы были снова выполнены процедурные испытания, и все машины были утверждены с аналогичными настройками; После утверждения процедуры две машины регулярно работали в производственном цехе с показателем успеха 99%. Конечно, уместно отметить, что только 44% сварных швов, выполненных с момента внедрения оборудования, были выполнены из-за доступности.Используемая сварочная головка требует длины поперечного прямого участка 55–60 мм и минимального радиального зазора 57 мм. Это дает некоторое представление о доступности сварных швов даже для заводских сборочных работ. По результатам проведенных исследований ожидается, что примерно 20% сварных швов будет доступно на борту судов класса, строящегося в настоящее время.
Дальнейшие разработки привели к утвержденным процедурам для трубопровода из низкоуглеродистой стали с малым внутренним диаметром, и было показано, что трубы из монеля и медно-никелевого сплава 70/30 аналогичного размера можно сваривать с использованием одинаковых настроек.
Несмотря на то, что блоки присадочной проволоки были приобретены вместе с оборудованием, раннее использование показало, что согласованность не может быть гарантирована, поэтому было принято решение сначала принять сварку корней на автоматических машинах и продолжить ручное заполнение TIG.
Последние модификации, выполненные в отделе разработки, привели к значительному повышению производительности устройств подачи проволоки, а также были проведены процедурные работы в отношении нержавеющей и мягкой стали.
Решения для роботизированной сварки и автоматизации
Переделка? Неработающее оборудование? Нехватка рабочей силы? Стоимость лома? Это некоторые из причин, по которым вы подумываете об автоматизации сварки.С помощью решения Miller вы можете повысить производительность и качество, сведя к минимуму затраты и время простоя.The Miller
® Automation DifferenceЕсли вам нужно комплексное решение, которое легко установить, более крупная система автоматизации, объединяющая несколько компонентов, или обновление существующей роботизированной системы, команда автоматизации Miller может вам помочь.
| • | Роботизированные сварочные системы PerformArc ™. Если вы новичок в автоматизации или расширяете свои возможности, наше семейство предварительно спроектированных, готовых к сварке, роботизированных сварочных модулей MIG (GMAW) и TIG (GTAW) удовлетворит потребности вашего бизнеса. |
| • | Стационарная автоматика для сварки Jetline®. Автоматизированные системы для сварки швов / кольцевых швов, предлагающие гибкие решения, повышающие производительность при сварке с высокой степенью прочности. |
| • | Системы лазерной сварки. Решение для повышения скорости обработки, уменьшения искажений и улучшения свойств материала. |
| • | Средства автоматизации. В качестве комплексного решения для автоматизации Miller работает со сторонними интеграторами и ведущими производителями робототехники, включая FANUC, Yaskawa Motoman, ABB, Panasonic, KUKA Robotics и другие, для создания систем любого размера. Наши продукты для автоматизации обеспечивают самые современные характеристики для оптимизации результатов сварки. |
Независимо от того, обновляете ли вы новейшие сварочные технологии или внедряете новую автоматизированную сварочную систему, Miller может улучшить ваш автоматизированный процесс сварки, чтобы повысить производительность и снизить общую стоимость владения.
Плюсы и минусы автоматизированной сварки
Автоматическая сварка может значительно повысить производительность и рентабельность производителей.
Успешное применение автоматизированных сварочных систем может дать огромные преимущества, в том числе:
- Повышенное качество и точность
- Меньшие затраты
- Повышенная повторяемость
- Уменьшенные расходные материалы
- Пониженная потребность в рабочей силе
- Повышенная безопасность
- Уменьшение брака и переделки
- Простота эксплуатации
По мере того, как производители становятся все более и более сложными из-за роста затрат на рабочую силу, нехватки навыков и глобальной конкуренции, это преимущества, которые современный производитель просто не может позволить себе игнорировать.Самые новаторские производители в настоящее время применяют автоматизацию сварки в обычном порядке.
Что такое технологии автоматизации сварки?
Технология автоматизации сварки »- это общий термин, используемый для описания широкого спектра устройств — некоторых простых, а некоторых очень сложных — предназначенных для автоматизации повторяющихся сварочных задач, повышения точности сварки, повышения качества сварки, повышения повторяемости и повышения квалификации сварщиков.
Опытный сварщик инстинктивно и за доли секунды принимает решения относительно скорости движения, угла горелки, колебаний, подводимого тепла, напряжения и подачи проволоки.Сварка — это не бинарный процесс. По самой своей природе сварка — это многопараметрическая задача, которую необходимо решать в режиме реального времени. Люди доказали, что в этом нет ничего лучше, однако высокая стоимость квалифицированных сварщиков вызвала огромный интерес и развитие технологий автоматизации сварки , начиная от робототехники и заканчивая адаптивным отслеживанием шва.
Значительное повышение производительности при использовании правильных приложений
Хотя соединение металлов концептуально просто, сварка превратилась в один из самых сложных производственных процессов.
Компании, не знающие о достижениях в области автоматизации сварки, нередко тратят сотни тысяч (а в некоторых случаях и миллионы) долларов на подъемно-транспортное оборудование и автоматизацию сборки, упуская из виду возможность значительного снижения затрат, повышения производительности и качества. усовершенствования за счет сочетания принципиально новых сварочных процессов, таких как K-TIG и Friction Stir, с современным оборудованием для автоматизации сварки.
Стоимость такого оборудования обычно несущественна по сравнению с порядком экономии затрат, которая может быть достигнута в подходящих производственных приложениях или значительных проектах.
Ручная сварка имеет свое место
Превосходное качество может быть достигнуто квалифицированным сварщиком вручную, а для некоторых применений вы просто не можете превзойти ручную сварку вручную.
Механизация и автоматизация сварки поддаются производству, где повторяемость является ключевым моментом. Крупные инвестиции в сложные технологии автоматизации сварки вряд ли будут иметь смысл для мастерских, занимающихся небольшими объемами уникальных проектов. При этом даже производственные предприятия, в которых работает один человек, могут получить значительную выгоду от базовой механизации сварки, такой как вращатели, позиционеры, закаточные машины, сварочные тележки в сочетании с высокопроизводительным процессом сварки.
Полностью или полуавтоматическая автоматизация?
Автоматическая сварка делится на две основные категории: полуавтоматическая сварка и полностью автоматическая сварка.
Полуавтоматическая сваркаПри полуавтоматической сварке оператор вручную загружает и настраивает заготовки. Затем промышленная система управления управляет горелкой, перемещениями деталей и параметрами сварки (предварительно установленными или регулируемыми динамически с помощью датчиков), которые выполняют сварку.По завершении сварки оператор должен удалить свариваемый компонент и подготовиться к следующему сварному шву. Полуавтоматическая сварка на сегодняшний день является наиболее распространенной категорией автоматизации сварки и предназначена для увеличения, а не для полной замены квалифицированных операторов.
Сварочный автоматПолностью автоматическая сварка включает установку или серию машин (обычно роботов), загрузку заготовки, перемещение детали или горелки в нужное положение, выполнение сварки, контроль качества соединения и выгрузку готового продукта, а также может включать в себя пост -проверка качества сварки.Производители, занимающиеся производством больших объемов прецизионных компонентов, могут значительно повысить производительность за счет полностью автоматической сварки.
Какие сварочные приложения лучше всего подходят для автоматизации?Сварочные аппараты, для которых автоматизация наиболее выгодна, имеют одну или несколько из следующих характеристик:
- Требуется высокая производительность
- Качество и повторяемость имеют решающее значение
- Точность сварки очень важна
- Детали идентичны
- Детали имеют значительную ценность
- Сварочный ремонт — дело сложное или дорогое
- Необходимо снизить затраты на сварку
- Расходные материалы необходимо уменьшить
- Труд дорогостоящий и / или труднодоступный
- Сварщики, работающие вручную, могут оказаться в опасности
- Недопустимо высокий процент брака и переделки
- Площадь цеха ограничена
Производство сосудов под давлением и резервуаров, в частности резервуаров из высококачественных нержавеющих и коррозионно-стойких материалов, является примерами применений, которые обладают почти всеми этими характеристиками и идеально подходят для полуавтоматической автоматизации сварки.
Целостность и повторяемость сварных швов
Качество сварки определяется двумя основными факторами: целостностью и повторяемостью сварки.
Целостность сварного шваСистемы автоматизации сварки помогают обеспечить целостность сварного шва за счет использования промышленных контроллеров процесса сварки. Комбинируя механизированное перемещение горелки или детали (для обеспечения постоянной скорости движения, что обычно является критическим параметром сварки) с предварительно установленным или динамически регулируемым током, напряжением, длиной дуги, рисунком переплетения, импульсным режимом и подачей проволоки, можно выполнять сложные сварочные операции. более высокий стандарт, чем это возможно при ручной сварке.Контроль качества может быть встроен в автоматизированную процедуру сварки и обеспечиваться во время сварки, а не полагаться на постсварочный контроль.
Повторяемость сварного шва Системы автоматизации сварки помогают обеспечить повторяемость сварных швов за счет высокой степени точности процесса, а в случае адаптивной сварки (см. Top 20 Welding Automation Technologies ) возможность регулировки параметров сварки в режиме реального времени в ответ на изменения условия подгонки или сварки.При использовании адаптивной сварки параметры обычно могут изменяться только в заданном диапазоне, чтобы обеспечить полное соответствие процедуре сварки. Повышенная производительностьПолуавтоматические и полностью автоматические сварочные системы могут значительно увеличить производительность за счет уменьшения или устранения зависимости от людей. При использовании систем автоматизации сварки максимальная скорость производства не ограничивается человеческой выносливостью, концентрацией или часами работы.
Большинство частично или полностью автоматизированных сварочных систем могут значительно опередить квалифицированного сварщика-ручного сварщика.
Превосходное качество сваркиАвтоматизация скорости перемещения, тока и других ключевых переменных снижает вероятность ошибки человека в процессе сварки. Как правило, автоматическая сварка запускается только тогда, когда все предварительно определенные требования удовлетворены, либо посредством предварительного контроля сварного шва, предварительного сканирования сварного шва или адаптивного измерения сварного шва в реальном времени.
Ручная сварка требует высокой степени концентрации в течение длительного периода времени, что неизбежно приводит к усталости сварщика и увеличивает вероятность возникновения дефектов.В некоторых случаях, особенно при работе с дорогостоящими деталями, только экономия на списанных деталях и материалах может оправдать покупку автоматизированной сварочной системы.
Повышенная консистенция сварного шваВысокоавтоматизированные сварочные камеры могут многократно выполнять одну и ту же сварочную операцию в течение очень продолжительных периодов времени. Действительно, если предположить, что условия сварки в высшей степени согласованы, хорошо запрограммированная автоматическая сварочная система будет обеспечивать стабильное качество сварки практически на неопределенный срок.
Автоматизация сварки позволяет в большей степени соблюдать процедуры сварки и стандарты обеспечения качества, а также может значительно снизить частоту таких процессов доработки, как шлифование, механическая обработка и повторная сварка.
Снижение затрат на рабочую силу
Высокоавтоматизированные сварочные камеры могут многократно выполнять одну и ту же сварочную операцию в течение очень продолжительных периодов времени. Действительно, если предположить, что условия сварки в высшей степени согласованы, хорошо запрограммированная автоматическая сварочная система будет обеспечивать стабильное качество сварки практически на неопределенный срок.
Автоматизация сварки позволяет в большей степени соблюдать процедуры сварки и стандарты обеспечения качества, а также может значительно снизить частоту таких процессов доработки, как шлифование, механическая обработка и повторная сварка.
Сниженные затраты на рабочую силуПолное использование людей, выполняющих ручную сварку, может значительно увеличить затраты производителя на рабочую силу. Производители должны учитывать не только время, которое сварщики тратят на изготовление детали, но и их перерывы, часы работы, сверхурочную работу, ежегодный отпуск, отпуск по болезни, травмы с потерей рабочего времени, текучесть кадров, время обучения, ежедневные отвлекающие факторы и множество других факторы, влияющие на личную производительность и, следовательно, на стоимость рабочей силы.
Многие производители вынуждены работать сверхурочно со сварщиками-ручными сварщиками или нанимать дополнительную рабочую силу по контракту, чтобы удовлетворить спрос. Это может иметь серьезные и негативные последствия для производственных затрат. Если продукты не могут быть доставлены требовательному конечному потребителю, могут применяться штрафные санкции, и отношения с покупателем могут быть поставлены под угрозу. Компании с относительно высокой зависимостью от автоматизированной сварки и относительно низкой зависимостью от ручной сварки в значительной степени защищены от этих воздействий.
В целом, полуавтоматическая сварочная система обеспечит как минимум вдвое большую производительность, чем у квалифицированного сварщика, в то время как полностью автоматическая система с несколькими позиционерами и возможностью загрузки и выгрузки деталей может обеспечить производительность до 8 раз больше, чем у квалифицированного руководства сварщик.
Пониженная рабочая силаНаличие квалифицированной рабочей силы для ручной сварки является серьезной проблемой во многих регионах. Во многих западных странах средний возраст сварщиков быстро растет, поскольку все меньше и меньше молодых людей выбирают ручную сварку в качестве профессии.
Для примера, средний возраст 360 000 сварщиков в США сейчас превышает 55 лет и продолжает расти. Согласно статистике Американского общества сварщиков (AWS), менее 20% людей моложе 35 лет. Только в США к 2020 году будет дефицит в 290 000 квалифицированных сварщиков из-за продолжающегося убытия и роста спроса со стороны бурильщиков природного газа, производителей стали, автомобилестроения и других секторов. Эта ситуация отражается в Европе, Канаде, Австралии и других странах с развитой экономикой.
Критически важно, что для эксплуатации оборудования автоматизации сварки требуются только операторы станков общего профиля, которые гораздо более доступны и значительно более доступны по цене, чем квалифицированные сварщики.
Экономическая эффективностьХотя первоначальные капитальные затраты на некоторые системы автоматизации сварки более высокого уровня могут быть значительными, окупаемость и окупаемость инвестиций могут быть очень быстрыми в результате значительно более высокой пропускной способности, производительности, снижения затрат на рабочую силу, повышения качества и точности, сокращения отходов и переделок. , уменьшение очистки и другие факторы.
Производители, внедряющие системы автоматизации сварки, могут либо уменьшить размер своей рабочей силы, либо назначить своих высококвалифицированных сварщиков для выполнения критически важных ручных операций, а менее квалифицированных и низкооплачиваемых операторов поручить надзору за автоматизированными сварочными операциями.
Повышенная безопасностьДля многих сварочных работ безопасность работников может быть значительно повышена за счет автоматизации сварочных процессов. Многие сварочные работы, такие как сварка в ограниченном пространстве, опасны.Почти все сварочные работы могут нанести вред токсичным сварочным дымом и вспышкой дуги. Такие приложения можно автоматизировать и в значительной степени исключить необходимость участия человека. Автоматизированные сварочные системы могут значительно снизить как вероятность получения травм с потерей рабочего времени в краткосрочной перспективе, так и негативно повлиять на общее состояние здоровья сварщика в долгосрочной перспективе.
Высокоавтоматизированные роботизированные сварочные ячейки сами по себе представляют потенциальную опасность. Однако это в значительной степени смягчается использованием нескольких устройств безопасности, таких как лазерные завесы, закрытые сварочные ячейки и наличие многочисленных кнопок аварийного останова в пределах легкой досягаемости операторов и руководителей.
Круглосуточная работаАвтоматизированные сварочные станции не нуждаются в дымках. Время, необходимое для выполнения планового обслуживания большинства систем автоматизации сварки, составляет лишь небольшую часть общего времени, связанного с периодами отдыха, необходимыми для сварщиков, выполняющих ручную сварку.
Высокоавтоматизированные (обычно роботизированные) сварочные процессы, включающие возможности обработки материалов, могут работать непрерывно намного дольше, чем ручные сварочные аппараты, в том числе в течение 24 часов и более.Время и ресурсы, связанные со сложным расписанием сотрудников, могут быть значительно сокращены.
ТочностьАвтоматизация сварочных процессов может значительно повысить точность сборки и геометрии стыков, а также точность и точность самого сварного шва. Идентичная подгонка в сочетании с идентичными параметрами сварки приводит к идентичным высококачественным сварным швам.