Азы сварки инвертором — топ советов для начинающих | ММА сварка для начинающих
- Азы сварки инвертором или что нужно знать новичку
- Подготовка металла перед сваркой
Азы сварки инвертором — топ советов для начинающих
Лёгкие и удобные сварочные инверторы появились в продаже не так давно, но уже успели завоевать свою популярность среди сварщиков всех мастей. И вправду, зачем тягать неподъёмный сварочный трансформатор, когда можно купить пятикилограммовый инвертор и варить им все, начиная от лопат и заканчивая тяжёлыми металлоконструкциями.
Что уж тут говорить, прост сварочный инвертор и для освоения новичкам. Здесь нет необходимости подключать баллоны с газом, знать какие-то сложные нюансы касательно безопасности проведения сварочных работ. Кроме того, удобен инвертор и тем, что его можно подключить к обычной бытовой розетке, не боясь, что у тебя в доме выбьет пробки, а соседи с криком прибегут, поскольку у них сгорел новый телевизор от твоей сварки.
В общем, о преимуществах сварочных инверторов можно разговаривать бесконечно. Однако в данной статье сайта про ручную дуговую сварку mmasvarka.ru речь пойдёт не об этом, а о том, как можно за минимально короткие сроки овладеть на любительском уровне инвертором для сварки.
Азы сварки инвертором или что нужно знать новичку
Допустим, вы купили инвертор и очень хотите проверить его на деле, сварить какую-нибудь железяку. Что же, медлить нельзя, поскольку электросварка это очень увлекательное занятие, которое сильно затягивает, да так, что оторваться потом невозможно.
Помню, когда то и я купил свой первый сварочный инвертор. В ход шли не только трубы, но и гвозди, сварить которые с первого раза мне, правда так и не удалось. Ошибка вышла на счет электродов, я на тот момент не знал и купил электроды для переменного тока, которые не подходят при использовании инвертора.
Дело в том, что трансформаторные аппараты «всеядны», а вот что касается инверторов, то для них должны быть подобраны электроды постоянного тока. Поэтому в первый раз я так и намучался с гвоздями: сварка все время прилипала к металлу, и я не как не мог оторвать электрод от него.
Поэтому в первый раз я так и намучался с гвоздями: сварка все время прилипала к металлу, и я не как не мог оторвать электрод от него.
Второе, на что хотелось бы обратить ваше внимание, так это на силу тока. На самом деле все очень просто, и для сварки толстых металлов используются электроды диаметром в 3 мм., и выше, а для сварки тонкого металла, электроды диаметром не более двух миллиметров.
В свою очередь, чтобы варить электродами разного диаметра, на сварочном инверторе должен быть выставлен определённый ток. Чем больше диаметр электродов, тем выше должен быть сварочный ток. И если для сварки электродами 2 мм, используется ток в 30-50 А., то вот для электродов в 4 мм, значение тока уже переваливает за сотню ампер.
Подготовка металла перед сваркой
Следующей особенностью, о которой должны знать новички-электросварщики, является удаление сильной ржавчины с металла. Если металл покрыт толстым слоем ржавчины, то это приведёт к образованию плохого контакта, из-за чего непременно возникнут сложности со сваркой.
Поэтому, не ленимся, и болгаркой, а возможно щеткой по металлу, если не доводим поверхность до блеска, то, хотя бы, напрочь, избавляемся от ржавчины на ней. В таком случае электрод не будет прилипать к металлу, который, в свою очередь, не будет разбрызгиваться в стороны, да так, что заготовка приобретёт совсем мрачный, и уж точно, не товарный вид.
Что ещё следует учитывать начинающим сварщикам, которые решили освоить за несколько дней сварочный инвертор. В первую очередь, это скорость сварки, она тем выше, чем тоньше металл вы будете варить. Порой лучше сначала взять тонкие листы на прихватки, а уж потом, аккуратно проваривать шов.
При этом нужно захватывать кромки двух заготовок, передвигая электрод из стороны в сторону. Думаю, этих простых советов действительно хватить для того, чтобы не накосячить с электродами, как я, в свой первый раз. Как говорится, лучше учиться на чужих ошибках, чем на своих собственных.
Еще статьи про сварку:Записки начинающего сварщика — Страница 42 — Ручная дуговая сварка — ММA
День добрый!
Первый и, надеюсь, не последний раз в жизни варил ручной дуговой сваркой. Вот на чем удалось поэкспериментировать:
1) инвертор — Jasic/Сварог real arc 200
2) Электроды: Inforce МР-3 3мм и Судиславль ОЗС-12 2мм
3) Кусок железки толщиной ~10мм (похоже на фрагмент плуга от с/х техники).
4) маска, краги и т.п.
Итак «достижения» чайника 🙂
С железа предварительно сбил ржавчину, прошелся щеткой до металла, но не до блеска. Под прищепку зачистил до блеска.
«Шов» №1 — самый, самый первый :), ОЗС-12 2мм, ток примерно 50.
«Шов» №2 после нескольких попыток, ОЗС-12 2мм, ток примерно 40, явно тока маловато.
«Шов» №3а МР-3 3мм, ток примерно 100. По ощущениям процесс контролируется лучше, чем на 2мм, т.к. идет чуть медленней.
«Шов» №3в МР-3 3мм, ток примерно 100. Пробовал варить с отрывом, не получилось, то залипало, то не разжигалось после отрыва. Плюнул, дожог без отрыва, пытаясь изображать нечто похожее на возвратно-поступательные движения вдоль шва.
«Шов» №4 МР-3 3мм, ток примерно 80.
«Шов» №5а ОЗС-12 2мм, ток примерно 40.
«Шов» №5б,в ОЗС-12 2мм, ток примерно 50-60 (этот режим для 2мм понравился более всего).
— по началу разжигать пробовал «тычками» — прилипает, не понравилось. Либо зажечь получается и по инерции после тычка отводишь электрод далеко от металла и дуга сразу гаснет.
— приноровился чиркать, доля успешного розжига больше, прилипает меньше.
— На токах: ~80А для 3мм и ~40А для 2мм разжечь очень сложно, пока тыканьем да чирканьем не прогреешь конец электрода — не горит совсем. Чуть зазор увеличил и сразу тухнет.
— на 70+ амперах 2мм стержень выгорает быстрей обмазки, начинает гореть с перерывами. Приходится толкать электрод в заготовку, чтобы обмазка разрушалась быстрей.— если дугу укорачивать до погружения в ванну, то начинает шипеть :).
— на 2мм процесс происходит быстро, я пока не успеваю его уверенно контролировать. То стержень электрода в обмазке выгорит, то подавать его не успеваю, а при этом еще нужно соображать куда шов вести :).
— смотрел разные видео, у народа дуга тянется, чуть ли не до пары сантиметров и не тухнет, понимаю, что так варить не следует, но это видимо говорит о хороших характеристиках сварочника. Так вот, я дугу даже до сантиметра дотянуть не могу, тухнет раньше :(. Похоже всякими там уонями нормально варить не светит.
— в связи с пунктом выше, когда электрод новый и длинный, его конец больше колбасит и процесс идет прерывисто, шов виляет. Возможно удастся руку набить и будет стабильней.
— от светлой одежки дуга бликует «внутрь» маски — не комфортно. Возможно маску нужно на лицо сажать плотней.
— если варить длинный шов и начинаешь в какой то момент видеть дугу (ушел вправо и электрод дугу не прикрывает), то она очень яркая и слепит. Когда она закрыта от взгляда электродом — комфортней.
— сварочную ванну в деталях не разглядел, пока вижу некое рыжее пятно под и за электродом.
Вот такие вот впечатления от первого опыта…
Примечание: ток — в попугаях по крутилке сварочника.
Прикрепленные изображения
Легко поддается электросварке. Учимся варить электросваркой. Особенности сварочной дуги и полярности при создании шва
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Перед началом любого обучения необходимо домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала .
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток .
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
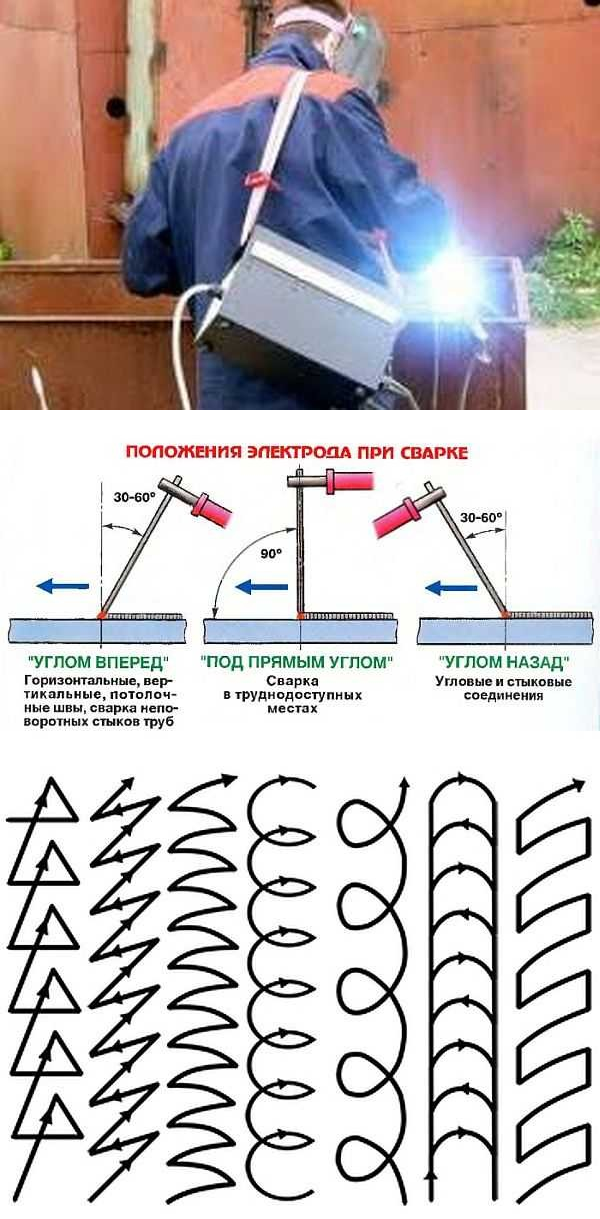
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки.
Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
 Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
Для необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Профессия: «Электросварщик ручной дуговой сварки» Электросварщик
Сварочные работы используются практически во всех отраслях промышленности. Сложно назвать какой-либо сегмент производства, где не требовался бы труд сварщика. В качестве профессии для начинающих предоставляет возможность получения перспективной работы. Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.
В первую очередь сварщик в совершенстве должен владеть сварочным оборудованием. При этом от него, как специалиста, требуется доскональное знание принципов его действия, подготовки оборудования к работе и выявления возможных неисправностей. Сварщик должен владеть технологией проведения сварочных работ от подготовки соединяемых поверхностей до зачистки сварного шва и обнаружении .
Специалист, выполняющий сварочные работы, должен знать, как правильно сваривать электросваркой, определить оптимальный режим для сварки различных материалов, выставить значение тока. Сложность работы газоэлектросварщика также заключается в том, что в процессе проведения сварочных работ изменение режима сварки может отрицательно влиять на их качество, поэтому крайне важно с самого начала правильно определить скорость сварки. Квалифицированные сварщики выполняют ручную дуговую сварку, и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, (в том числе с ограниченной свариваемостью).
Как научиться варить электросваркой
Профессии сварщика обучают в колледжах, профессионально-технических училищах, курсах. Обучение проводится три года на базе девятых и два года на базе одиннадцатых классов.
Если же вы не собираетесь работать сварщиком, но хотите узнать, как научиться работать электросваркой, чтобы самому, при необходимости, уметь что-либо заварить, можете воспользоваться советами этой статьи, или литературой из серии «Электросварка самоучитель». Конечно при этом вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное — понять как правильно пользоваться электросваркой, изучить основы электросварки, научиться основным приемам работы.
Азы электросварки
Прежде всего, надо приобрести сварочный аппарат и электроды, которыми надо запастись в приличном количестве, так как в процессе обучения, их много придется испортить, прежде чем вы добьетесь первого положительного результата. Электроды для сварки своими руками выбирайте диаметром 3 мм. Для обучения в домашних условиях они самые подходящие, так как более тонкие подходят для очень тонкого металла, варить который могут только опытные сварщики, а более толстые сильно нагружают электросеть.
Электросварка своими руками
Для начинающих — нелегкое, но вполне осуществимое дело, хотя и требует большой усидчивости. Нужно только побольше практиковаться. А процесс обучения лучше проводить под присмотром профессионалов, которые могут помочь советом и исправить ошибки.
Чтобы понять, как правильно варить металл, воспользуйтесь каким-нибудь ненужным металлическим куском. Заранее поставьте рядом ведро воды. Ни в коем случае не выполняйте работу на деревянном верстаке. Соблюдайте осторожность, так как даже маленькие остатки уже использованного электрода могут вызвать пожар.
Надежно прикрепите зажим «заземления» к детали. Кабель должен быть хорошо изолирован и заправлен в держатель. После этого можете выставить значение мощности тока на сварочном аппарате. Оно должно соответствовать диаметру электрода.
Оно должно соответствовать диаметру электрода.
Пространственные положения сварного шва
Теперь можно попробовать зажечь дугу. Для этого установите электрод под углом около 60 градусов по отношению к заготовке. Очень медленно проведите по поверхности электродом. После появления искр прикоснитесь электродом к заготовке и приподнимите его так, чтобы зазор не превышал 5 миллиметров. Если все сделано правильно, то зажжется дуга. Такой зазор нужно поддерживать на протяжении всего времени работы. Учтите, что электрод будет выгорать. Перемещать его надо медленно. Если произойдёт залипание электрода, то качните им в сторону. Если дуга длиной 2 — 3 миллиметра не зажигается, то необходимо увеличить силу тока на . Старайтесь получить устойчивую дугу длиной 3 — 5 миллиметров между деталью и концом электрода.
Если у вас все получилось с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения (подробнее смотрите ниже). Расплавленный металл как бы «подгребайте» к центру дуги. В итоге должен получиться красивый шов, имеющий маленькие волны из наплавленного металла.
Расплавленный металл как бы «подгребайте» к центру дуги. В итоге должен получиться красивый шов, имеющий маленькие волны из наплавленного металла.
Для образования и удержания электрической дуги к свариваемому изделию и электроду от источника питания поступает сварочный ток (постоянный или переменный).
Схема движения электрода
При подсоединении положительного полюса источника питания (анода) к изделию, производится ручная дуговая сварка прямой полярности. Если к изделию подключен отрицательный полюс, то выполняется сварка обратной полярности. Под действием дуги металлический стержень электрода (так называемый электродный металл), его покрытие и материал изделия (основной металл) расплавляются. Электродный металл, теперь представляющий собой отдельные капли, покрытые шлаком, поступает в сварочную ванну, в которой смешивается с основным металлом, при этом расплавленный шлак выходит на поверхность.
Величина сварочной ванны зависит от пространственного положения и режимов сварки, конструкции сварного соединения, скорости перемещения дуги на поверхности изделия, размеров и формы разделки соединяемых кромок и т.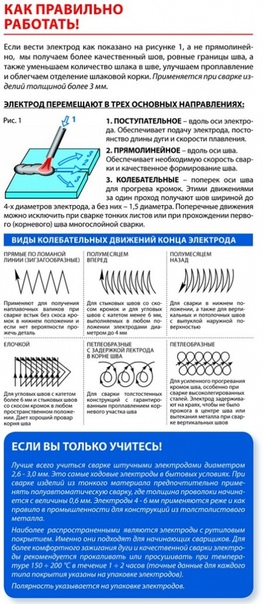 д. Она обычно колеблется в следующих пределах: ширина 8 — 15 мм, глубина до 6 мм, длина 10 — 30 мм.
д. Она обычно колеблется в следующих пределах: ширина 8 — 15 мм, глубина до 6 мм, длина 10 — 30 мм.
Длиной дуги называется расстояние от одного активного пятна на поверхности сварочной ванны до другого на расплавленной поверхности электрода. При плавлении покрытия электрода над сварочной ванной и около дуги образуется газовая атмосфера, вытесняющая воздух из сварочной зоны сварки и предотвращающая его взаимодействие с расплавленным металлом. В ней также находятся пары легирующих элементов электродного и основного металлов.
Покрывающий поверхность сварочной ванны и капель расплавленного электродного металла, шлак препятствует их взаимодействию с атмосферным воздухом и способствует очищению от примесей расплавленного металла.
При постепенном удалении дуги металл в сварочной ванне кристаллизуется, образуя шов, соединяющий свариваемые детали. На его поверхности образуется слой застывшего шлака.
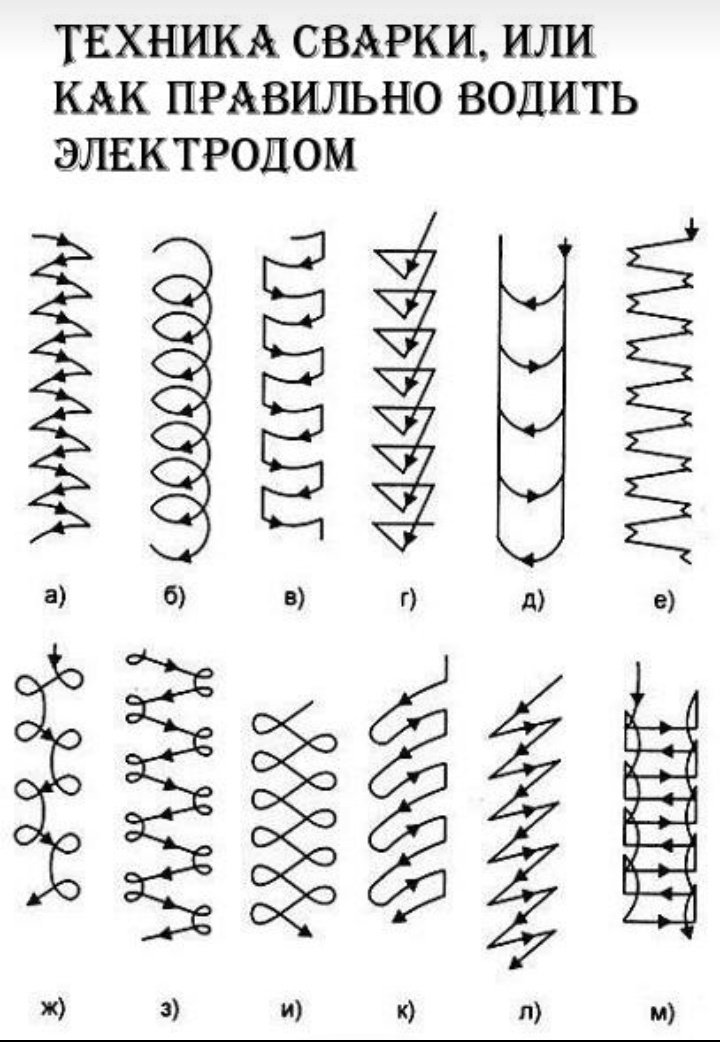
Техника ручной дуговой сварки
Залогом качественной сварки является правильное поддержание и перемещение электрической дуги. При слишком длинной дуге происходит окисление и азотирование расплавленного металла, разбрызгивание его капель и создание пористой структуры шва.
При слишком длинной дуге происходит окисление и азотирование расплавленного металла, разбрызгивание его капель и создание пористой структуры шва.
Ровный, красивый и качественный шов получается только при правильном размере дуги и ее равномерном перемещении. Оно может происходить по трем основным направлениям.
Сварка с опиранием электрода
В результате все три движения, накладываясь друг на друга, создают достаточно сложную траекторию движения электрода. На практике у каждого опытного мастера есть свои навыки выбора траектории перемещения электрода. Классические траектории движения электрода, выполняемые при ручной дуговой сварке, представлены ниже на рисунках. Но в любом случае, траектория перемещения дуги должна выбираться так, чтобы кромки соединяемых деталей проплавлялись, образуя необходимое количество наплавленного металла и заданную форму шва.
Нижние многослойные швы
В процессе выполнения электродуговой сварки металлов электрод может выгорать почти полностью — остается только небольшой кусочек стержня в зажиме держателя. Если к этому моменту шов не удается закончить, то сварку следует временно прекратить. После замены электрода надо удалить шлак и снова возобновить сварку.
Если к этому моменту шов не удается закончить, то сварку следует временно прекратить. После замены электрода надо удалить шлак и снова возобновить сварку.
Схема движения электрода при выполнение вертикальных швов
Чтобы завершить оборванный шов, дугу зажигают на расстоянии 12 миллиметров от углубления, которое образовалось на конце шва и называется кратером. Для этого электрод возвращают к кратеру с целью образования сплава нового и старого электродов, а потом снова начинают его перемещать по первоначально выбранной траектории.
Горизонтальный шов на вертикальной плоскости
Преимущества ручной дуговой сварки:
- возможность выполнения работ в местах с ограниченным доступом;
- возможность сварки различных видов сталей благодаря очень широкому выбору выпускаемых типов электродов;
- возможность сравнительно быстрого перехода от одного соединяемого материала к другому;
- возможность проведения сварки из любых пространственных положений;
- простота и достаточно легкая транспортабельность сварочного оборудования.
К недостаткам электродуговой сварки металлов можно отнести:
- вредные условия процесса выполнения сварки;
- низкие производительность и КПД в сравнении с другими
Сварка – это одна из достаточно сложных, но крайне востребованных технологий работы с металлами. Куда не кинешь взгляд – обязательно используются сварные соединения. Без этого процесса не обходится ни одно промышленное производство, строительная компания, ремонтное или сервисное предприятие. Незаменимой становится сварка и при строительстве и благоустройстве собственного жилья.
Но вот проблема – сварные работы требуют определенной
подготовленности. Можно, конечно, при необходимости обращаться к мастерам сварщикам по объявлениям, или к своим знакомым, владеющим необходимыми навыками. Но лучше все же поставить перед собой вопрос —
как научиться работать электросваркой самостоятельно, чтобы не быть ни от кого зависимым. Сегодня, когда домашнее сварочное оборудование перестало быть проблемой, умение проводить такие работы, особенно для собственника индивидуального жилья – неоценимый плюс, так как множество проблем просто перестанет существовать.
Но прежде всего необходимо разобраться с основными понятиями электросварки и приобрести и снаряжение. Сварка – это такой технологический процесс, где от оснащенности рабочего места напрямую зависит и качество работы.
Сама суть электросварки заключается в следующем. Силовая установка вырабатывает мощный сварочный ток, который по кабелям подводится к рабочему посту. Между электродом и поверхностью свариваемого металла создается электрическая сварочная дуга – устойчивый разряд, характеризующийся высочайшими температурными показателями. Это приводит к плавлению металла и присадочного материала. Образуется так называемая сварочная ванна – область расплава, контролируя и направляя которую сварщик формирует шов. После снятия дуги происходит кристаллизация расплавленного металла и создается прочное монолитное соединение деталей.
Эта очень упрощенно описанная схема реализуется в нескольких сварочных технологиях:
- Самой распространенной
является ручная дуговая сварка, которая по существующей терминологии имеет аббревиатуру ММA
(от английского названия «Mаnuаl Metаl Arс »). Главная особенность – использование плавких электродов со специальной обмазкой. Преимущества – не требуется особо сложного технического обеспечения
, газобаллонного оборудования. Недостаток – возможность сварных работ только с черными
металлами или нержавейкой.
 Главная особенность – использование плавких электродов со специальной обмазкой. Преимущества – не требуется особо сложного технического обеспечения
, газобаллонного оборудования. Недостаток – возможность сварных работ только с черными
металлами или нержавейкой.
Главная особенность – использование плавких электродов со специальной обмазкой. Преимущества – не требуется особо сложного технического обеспечения
, газобаллонного оборудования. Недостаток – возможность сварных работ только с черными
металлами или нержавейкой.В подавляющем числе случаев, если рассматривается сварка на бытовом уровне, то имеется в виду именно эта технология.
- Сварка по технологии ТIG позволяет работать с легированными сталями и некоторыми цветными металлами. Термин «Tungstеn Inеrt Gаs » говорит сам за себя: вольфрам и инертный газ. Дуга в этом случае создается между свариваемой поверхностью и неплавким вольфрамовым электродом, а в качестве заполнения вводится присадочный пруток того или иного типа. Одновременно через сварочную горелку с жаростойким керамическим соплом постоянно подается защитный инертный газ, который обеспечивает чистоту шва.
Сварка по по
добной технологии имеет массу достоинств, но требует и специального оборудования, и высокой квалификации работника.
- Мetаl
Inert Gаs
– Metаl Aсtive Gаs )
– одна из самых передовых современных технологий, которая все чаще используется и домашними мастерами. Процесс с
варки проходит также в среде инертных или активных газов с автоматической подачей присадочного материала (сварочной проволоки) которая играет роль электрода.
Эта технология позволяет выполнять швы высокого качества в любой плоскости и с очень большой производительностью. В какой-то мере она даже проще, чем М МА , но требует сложного и достаточно громоздкого оборудования – самого сварочного аппарата, механизма подачи проволоки, газобаллонного устройства, горелки с со специальным рукавом, через который полается проволока и защитный газ.
- Существует еще и точечная электросварка – SPOT, которая находит широчайшее применение в частности , на кузовных участках предприятий автосервиса. Она тоже потребует особого сложного оборудования, и в домашних условиях практически не применяется.
Любой новичок всегда начинает с освоения приемов
именно ручной дуговой сварки (MMА
), поэтому все рассматриваемые ниже вопросы будут посвящены именно ей.
Чтобы начать самостоятельно практиковаться, необходимо подготовить определённое оборудование, оснащение и расходные материалы.
Сварочный аппарат для дуговой сваркиДля проведения сварочных работ по технологии ММА используется один из трех типов аппаратов:
- Сварочный трансформатор – один из простейших видов оборудования. Принцип работы элементарен – сетевое напряжение 220 В (или 380, для трехфазной сети) преобразуется в более низкое, порядка 25 – 50 В , но за счет этого резко возрастает значение силы тока.Достоинства такой схемы – ее простота, высокая надежность и простота в обслуживании, высокие показатели мощности. Подобные аппараты недороги, что, наверное, во многом и предопределяет их распространённость.
Недостатков же у трансформатора гораздо больше – сварочная дуга от переменного тока не отличается
стабильностью, нередки случаи залипания
электродов, большое разбрызгивание металла, швы не отличаются
аккуратностью. Помимо этого, потребуются специальные электроды именно для «переменки». Сварочные трансформаторы весьма зависимы от сетевого напряжения, а сами в процессе работы могут серьезно
«просаживать» сеть. Не отличаются они компактностью и легкостью
. Одним словом, начинать обучение с таким оборудованием – нежелательно. Как правило, для работы на подобных аппаратах потребуются хорошие навыки.
Помимо этого, потребуются специальные электроды именно для «переменки». Сварочные трансформаторы весьма зависимы от сетевого напряжения, а сами в процессе работы могут серьезно
«просаживать» сеть. Не отличаются они компактностью и легкостью
. Одним словом, начинать обучение с таким оборудованием – нежелательно. Как правило, для работы на подобных аппаратах потребуются хорошие навыки.
- Сварочные ММА-выпрямители отличаются от т рансформаторов тем, что дают на выходе постоянный ток. Работать с ними намного легче, так как «постоянная» дуга намного стабильнее, и швы получаются более аккуратными.
Однако, недостатки остаются – та же массивность и габаритность , даже побольше, нежели у сварочных трансформаторов, зависимость от напряжения питания и большая нагрузка на сеть. По цене они дороже, чем трансформаторные аппараты.
- Без преувеличения можно сказать
, что буквально революцию в сварочных технологиях произвели аппараты, работающие по инверторной схеме. Сетевое переменное напряжение 220 В
с частотой 50 Гц проходит целый каскад частотных и амплитудных трансформаций, и на входе получается требуемый постоянной ток с высочайшей степенью стабилизации. Всеми процессами управляет микропроцессорная сборка, что позволяет проводить требуемые регулировки с высокой степенью точности.
Самое современное решение — сварочный инвертор
Все это дает целый «букет» достоинств такого аппарата:
— Оборудование спокойно переносит достаточно серьезные колебания м=сетевого напряжения, что особо бывает важно в загородных поселках , где подобные проблемы — весьма частое явление.
— Вместе с этим, у инверторов, по сравнению с другими аппаратами, минимальное потребление энергии — они практически не перегружают сеть.
— Стабилизированный ток и возможность его точной регулировки позволяют выполнять точные и аккуратные швы. Разбрызгивание практически отсутствует.
— Аппарат отличается компактностью и малыми весом.
Выпускается широкий ассортимент подобных аппаратов – от инверторов бытового класса до профессионального оборудования. Для начинающих сварщиков – это самое оптимальное решение.Цены на качественные инверторы достаточно высоки, но, во-первых, имеют тенденцию к снижению, а во-вторых, подобная разовая покупка полностью себя оправдает. А продаже появилось немало и недорогих аппаратов весьма сомнительной сборки. Поэтому очень важно правильно подойти к проблеме выбора инвертора — нужно обязательно обратить внимание на ряд важных нюансов:
- Максимальный сварочный ток. Если аппарат планируется применять в условиях домашнего хозяйства, то, как правило, останавливаются на моделях с величиной 150 – 200 А. этого вполне достаточно для работы с электродами диаметров до 4 мм.
- Устойчивость электронной схемы к перепадам сетевого напряжения. Качественные инверторы должны выдерживать колебания в пределах ± 20 ÷ 25 % .
- Инвертор должен иметь систему принудительного охлаждения, работающую постоянно при включенном
питании, или же оснащенную
автоматикой, запускающую вентиляцию при определенном
значении температуры радиаторов.
- Не следует забывать о потребляемой мощности аппарата – она может быть порядка 2 ÷ 3 кВт у небольших моделей, но может достигать и более значительных величин у аппаратов полупрофессионального или профессионального класса.
- То, о че м м ногие просто не знают: параметр, определяющий допустимую длительность сварочного процесса – продолжительность включения (ПВ). Никакой аппарат не может работать без перерывов, и в параметрах обязательно указывается ПВ, выраженное в процентах от общей длительности работы оборудования. У моделей бытового класса это обычно составляет порядка 40% — ничего не поделаешь, такова плата за компактность аппарата. На практике это означает, что период «отдыха», в данном случае, в 1,5 раза дольше, нежели время сварки, например, 1 минута непрерывной работы потребует затем не менее, чем полутора минутной паузы.
- Для начинающих сварщиков будут очень удобно, если в схеме аппарата реализованы некоторые полезные функции:

— «НotStаrt
» существенно облегчает первоначальный розжиг сварочной дуги. Электроника автоматически импульсно повышает значение тока в момент розжига.
Электроника автоматически импульсно повышает значение тока в момент розжига.
— «АrcFоrce » поможет справиться с извечной проблемой новичков – залипанием электрода к металлической поверхности. При уменьшении требуемого зазора между электродом и металлом повышается ток, предотвращая эту неприятность.
— «AntiStick» — функция, которая предотвратит перегрев автомата, если залипания избежать все же не удалось. В этом случае питание просто автоматически отключится.
Еще один важный совет. «Ахиллесовой пятой» инверторов является определенная сложность проведения ремонтных работ в случае выхода схемы из строя. При выборе аппарата лучше отдать предпочтение моделям с многоплатной компоновкой электронной схемы. Покупать подобные аппараты немного дороже, но диагностика поломок становится проще, ремонтопригодность — намного выше.
Видео: как выбрать сварочный инвертор
Сварочные провода, держатель электродов, зажим массыСварочные инверторы, как правило, уже укомплектованы проводами, держателем электродов и зажимом массы. Однако, при покупке на эти элементы тоже стоит обратить пристальное внимание – иногда можно нарваться на некачественные изделия.
Однако, при покупке на эти элементы тоже стоит обратить пристальное внимание – иногда можно нарваться на некачественные изделия.
- Сварочные провода должны быть в гибкой резиновой изоляции, иметь надежные латунные контактные вилки, подходящие к разъемам конкретного аппарата. Сечение кабеля должно быть не менее 16 мм², если аппарат рассчитан на ток до 150 А , 25 мм² – при 200 А и даже 35 мм², если предполагается работа с токами 250 А и выше. Не следует гнаться за большой длиной проводов или самостоятельно удлинять их – это может привести к перегрузке электроники и выходу инвертора из строя.
- Электрододержатель – важнейший элемент экипировки сварщика, так как именно им мастер манипулирует в процессе работы. Не стоит использовать для работы самодельные «вилки» —
это достаточно опасно в плане получения световых ожогов глаз или поражения током. Самыми распространенными
и удобными на сегодняшний день являются держатели пассатижного
типа – «прищепки». Одни удобны, позволяют легко и быстро произвести замену электрода, хорошо изолированы со всех сторон и обеспечивают должную безопасность.

Одни из самых распространенных — держатели-«прищепки» пассатижного типа
Держатель должен иметь надежный зажим для электродов, позволяющий размещать из не только перпендикулярно, но и под углом 45 º. Нужно не полениться и проверить материал контактной части – там должна быть медь или латунь, но никак не омедненная сталь. Это – явный признак дешевой подделки, который легко выявить с помощью маленького магнитика. Необходимо проверить надежность фиксации электродов, особенно малого диаметра (2 мм) – с этим нередко бывают проблемы у некачественных держателей пассатижного типа.
Важным фактором является и удобность держателя, его сбалансированность, «развесовка
» – работа с ним не должна вызывать быстрой усталости рук. Он должен иметь достаточно длинную рукоятку, позволяющую принять
наиболее удобное положение руки, рифленую
поверхность, чтобы исключить проскальзывание в ладони, одетой в рукавицу. Не забываем и о том, что для держателей также определено максимальное значение сварочного тока.
- Зажим для подключения массы должен иметь мощную пружину, надёжное соединение с проводом, латунные контакты для обжима металлической заготовки, соединенные медной шиной.
- Прежде всего, для сварочных работ потребуется маска или щиток. Щитки часто идут в комплекте инверторов, но у них есть неудобство – его необходимо удерживать свободной рукой, а это далеко не всегда возможно. Лучше приобрести полноценную маску.
Этот предмет экипировки предохраняет глаза от световых ожогов, прикрывает лицо от попадания брызг металла или искр, а органы дыхания, в определенной степени, от поднимающихся газов. Вместе с тем , светофильтр должен обеспечивать хорошую видимость накладываемого шва при зажигании дуги — подбор производится индивидуально. Светофильтр должен быть прикрыт защитным стеклом.
Сама маска изготавливается из термостойкого пластика. Она не должна быть тяжелой
и громоздкой, вызывающей быструю усталость. Необходимо проверить удобство наголовника и его фиксацию в нужном положении, возможность регулировки под требуемый размер.
Необходимо проверить удобство наголовника и его фиксацию в нужном положении, возможность регулировки под требуемый размер.
Большой популярность стали пользоваться маски — «хамелеоны», оснащенные специальными жидкокристаллическими светофильтрами, мгновенно меняющими светопроводимость в момент зажигания дуги. Удобство бесспорное – нет необходимости постоянно откидывать маску для визуального контроля исполненного шва, упрощается и процесс розжига дуги. Такие маски имеют определенные степени регулировки быстроты срабатывания и степени затемнения – это еще одно их значимое преимущество. Недостаток у них – достаточно высокая цена.
- Для работы потребуется специальная одежда, сшитая их прочной плотной такни , исключающей моментальное проплавление или прожиг при попадании искр (например, брезент) Категорически запрещены накладные карманы на куртке или штанах.
Обувь должна быть кожаная, полностью закрытая, ее
верх должен надежно
прикрываться штанинами. Руки необходимо защитить кожаными или плотными брезентовыми рукавицами или перчатками (крагами) с длинными манжетами, полностью закрывающими область запястья.
- Для производства сварочных работ, кроме того, понадобится специальный молоток для скалывания шлака – секач , железная щетка для зачистки поверхности металла. Нарезка заготовок и разделка деталей (снятие фаски и т.п .) потребует машинки-«болгарки» с отрезным и шлифовальным кругами.
Электрод представляет из себя стальной стержень, покрытый слоем обмазки. Стержень является и проводником для сварочного тока, и присадочным материалом. Обмазка при воздействии высоких температур создает защитный слой шлаков и газа, предохраняющий сварной шов от мгновенного окисления кислородом и азотом воздуха.
Очень важно — правильно подобрать электроды
Случаются ситуации, когда и оборудование хорошее, и все вроде делается по правилам, но сварной шов не получается. Возможно, причина кроется в неправильной подборке электродов. Увы, но многие начинающие мастера подбирают их, ориентируясь лишь на толщину сечения стержня, выпуская из виду остальные характеристики. А между тем
, классификация электродов достаточно сложна и многообразна. Конечно, можно получить консультацию при покупке, если конечно
сам продавец в этом понимает. Но можно попытаться разобраться с некоторыми вопросами и самостоятельно.
Возможно, причина кроется в неправильной подборке электродов. Увы, но многие начинающие мастера подбирают их, ориентируясь лишь на толщину сечения стержня, выпуская из виду остальные характеристики. А между тем
, классификация электродов достаточно сложна и многообразна. Конечно, можно получить консультацию при покупке, если конечно
сам продавец в этом понимает. Но можно попытаться разобраться с некоторыми вопросами и самостоятельно.
Для примера – электрод Э42 A-У OHИ -13/45— 3,0-УД (ГOСТ 9966— 75) или E-432(5) – Б 1 0 (ГOСТ 9967— 75). О чем могут рассказать цифры и буквы?
- Э42 A– специальное обозначение, говорящее о механических и прочностных качествах создаваемого шва. Характеристика, больше требующаяся для инженерных расчетов .
- УOHИ -13/45 – здесь зашифрована марка изделия. которая присвоена ему производителем.
- 3,0 – диаметр металлического стержня – 3 мм.
- Буква «У» говорит о том, что он предназначен для сварки углеродистых или низколегированных сталей – то, что чаще всего требуется в домашних условиях. Можно встретить обозначения «Л», «Т», «В» — это электроды для легированных и ин струментальных сталей различного типа, а «Н» — для создания наплавочного слоя на поверхности металла.
- Буква «Д» в данном примере говорит о толстой обмазке. Тонкий слой будет обозначен «М» , средний – «С» и очень толстый – «Г». Предпочтение следует отдать толстой обмазке.
По следующему ГОСТУ расшифровка такова:
- E-432(5) – информация для специалистов о физико-химических свойствах наплавляемой присадки.
«Б» — это классификация обмазочного покрытия. В приведенном примере – основное. Кроме того можно встретить такие обозначения:
— «А» —
покрытие кислого типа
, подходит и для постоянки , и для переменки, для любых
типов швов, но дает
сильное разбрызгивание.
— «Б» — основное, применяется для сварки мощных толстых деталей с использованием обратной полярности.
— «Р» — рутиловая обмазка – одна из самых распространённых, отлично подойдет для начинающего сварщика и для работ в домашних условиях.
— «Ц» — обмазка с целлюлозной составляющей. Очень удобна при работах большого масштаба, но требует особой квалификации сварщика, так как не терпит перегрева.
— «РЦ », «РЦЖ » — комбинированный тип. Буква «Ж», помимо этого, говорит о включении в состав железного порошка. В основном используется квалифицированными специалистами для особого вида работ.
- Следующая цифра говорит о пространственном расположении швов, которые можно исполнять данным электродом.
— «1» — универсальные;
— «2» — все, кроме вертикальных сверху-вниз ;
— «3» —
недопустимы
«потолок» и вертикаль, так же,
как в п. 2;
— «4» — электрод может выполнять исключительно нижние швы.
- Последняя цифра маркировки – индекс, говорящий о параметрах требуемого сварочного тока. Данные сведены в специальную таблицу, учитывающие и тип тока, и величину напряжения холостого хода аппарата, и нужную полярность. Чтобы не углубляться в подробности – только несколько слов о том, что необходимо учитывать. Всего градаций десять, от «0» до «9» . Для переменного тока могут применяться любые, кроме «0» . При «постоянке » полярность подключения не будет иметь значения для индексов «1», «4», «7» . Электроды «2», «5» и «8» — исключительно для прямой полярности, а «0», «3», «6» , и «9» — только для обратной.
Диаметр электродов подбирается в зависимости от толщины свариваемых деталей. Упрощенно можно ориентироваться на следующие параметры:
— Для заготовок толщиной до 2 мм — Ø 1. 5 ÷ 2.5 мм;
5 ÷ 2.5 мм;
— 3 мм – Ø 3.0;
— 4 ÷ 5 мм – Ø 3.0 ÷ 4.0;
— 6 ÷ 12 мм – Ø 4.0 ÷ 5.0;
— свыше 12 мм – Ø 5.0.
Видео: классификация электродов для ручной дуговой сварки
Подготовка рабочего местаЧтобы приступить к практическим занятиям, необходимо подготовить себе рабочее место:
- Работать лучше всего на свежем воздухе и открытом пространстве – исключается вероятность возгорания конструкций здания, меньше воздействие токсичных испарений.
- Около рабочего места не должно быть никаких легковоспламеняющихся материалов или жидкостей.
- На случай возгорания следует приготовить средства пожаротушения – воду, трудновоспламеняемую накидку из плотной ткани, песок. При этом применять для тушения пламени воду можно только при полном обесточивании аппарата.
Оптимальное решение — металлический сварочный верстак
- Работать лучше всего на металлическом верстаке. Следует продумать вопрос фиксации заготовок (тиски, струбцины и т. п
.)
- Удлинитель должен иметь сечение кабеля, отвечающее пиковой потребляемой мощности сварочного аппарата.
- Перед началом работы необходимо предусмотреть меры, чтобы исключить появление посторонних людей, а в особенности – детей.
 п
.)
п
.)Если все готово, можно переходить к практическим действиям. Для начала лучше всего приготовить лист металла, зачищенный от грязи и ржавчины – первые шаги лучше отрабатывать на нем , не торопясь сразу сваривать какие-либо детали.
К заготовке присоединяется зажим массы. Очень важен хороший контакт в месте соединения – его следует зачистить металлической щеткой
Начинать обучение лучше всего с электродами Ø 3 мм – с ними легче «набить руку». Величина сварочного тока в этом случае будет порядка 80 – 100 А. электрод вставляется в держатель, проверяется надежность его крепления.
- Первым «упражнением» будет зажигание и удержание сварочной дуги. Для этого, после включения аппарата и опускания маски, нужно либо чиркнуть электродом по по
верхности металла, либо несколько раз постучать по одному месту. Обязательно должна появиться искра, и теперь самое важное – удержать горящую дугу. Для этого необходимо строго выдерживать зазор между электродом и поверхностью металла. Положение электрода – примерно 30 º от перпендикуляра к поверхности.
 Обязательно должна появиться искра, и теперь самое важное – удержать горящую дугу. Для этого необходимо строго выдерживать зазор между электродом и поверхностью металла. Положение электрода – примерно 30 º от перпендикуляра к поверхности.
Обязательно должна появиться искра, и теперь самое важное – удержать горящую дугу. Для этого необходимо строго выдерживать зазор между электродом и поверхностью металла. Положение электрода – примерно 30 º от перпендикуляра к поверхности.Нормальным зазором считается такой, которые примерно равен толщине стержня электрода – это называется короткой дугой. При инверторной сварке с использованием качественных и сухих электродов обычно со стабильностью дуги проблем не возникает. При увеличении зазора до 4 – 5 мм получается длинная дуга, которая уже качественного шва не даст. Чрезмерное приближение электрода к поверхности может окончиться его залипанием . В этом случае следует сразу же качнуть держатель в сторону, пока не начался перегрев стержня.
При поддерживании дуги следует помнить, что электрод постоянно выгорает, и нужно корректировать его положение относительно поверхности металла.
- Теперь нужно четко
разобраться со структурой расплавляемого металла в области дуги. В начале нагрева появляется красное жидкое пятно – это еще
не металл
, а расплавившаяся обмазка электрода, которая создала защитный слой. Через 2—
3 секунды в центре этого пятна появится ярко-оранжевая или даже беловатая капля с легким
дрожанием или рябью на своей поверхности – это и есть сварочная ванна, область расплавленного металла. Важно научиться четко
различать жидкий шлак и саму ванну – от этого будет зависеть и качество накладываемого шва.
- Как только ванна сформировалась, начинаем пробовать осуществить ее перемещение, плавно перемещая электрод, не меняя при этом зазора. Капля металла всегда перемещается в область повышенной температуры, поэтому и ванна будет стремиться за дугой. Со своей стороны, давление дуги несколько отталкивает ванну в противоположном направлении. Поработав практически и поняв этот принцип, можно попробовать сформировать валик наплавленного металла на поверхности листа.
- Для некоторого усложнения задачи лучше всего наметить на поверхности металла линию, которую выдерживать при создании сварного валика. Электрод будет перемещаться вдоль линии с небольшими колебательными движениями в стороны – так как показано на схеме.
 Электрод будет перемещаться вдоль линии с небольшими колебательными движениями в стороны – так как показано на схеме.
Электрод будет перемещаться вдоль линии с небольшими колебательными движениями в стороны – так как показано на схеме.После наложения этого «шва» необходимо дать ему остыть, а затем сколоть слой шлака, чтобы визуально оценить качество. Возможно, потребуются корректировки силы тока. Это, например, будет заметно по непроваренным участкам – ток явно недостаточен. Повышенное значение может привести к прожигу листа. Все это определяется только экспериментальным путем , какие-либо четкие рекомендации давать сложно.
Первое упражнение — создание ровных валиков
Не допускается пористости швов, включения в металлическую структуру частиц шлака – это соединение не отличается прочностью.
В ходе
практики можно будет определиться какое направление сварки будет наиболее удобным – на себя или от себя, протягивая ванну за электродом или наоборот
, толкая ее
вперед
. Многие мастера советуют все же проводить сварку если ровные и качественные валики начали
получаться, можно переходить к следующему этапу – свариванию двух заготовок.
- Сварные швы по пространственному положению бывают нижними, на вертикальной плоскости (горизонтальные или вертикальные) и потолочными. Начинать, конечно, нужно с нижних – умение выполнять остальные придет далеко не сразу, по мере накопления опыта.
- По расположению сопрягаемых деталей швы подразделяют на стыковые, угловые, тавровые и нахлесточные . Каждый из них имеет свои особенности наложения, движения электрода, разделки и выставления заготовок.
- Сварку двух деталей начинают с прихваток, которые обеспечат стабильное положение деталей при наложении основного шва. Обычно для прихватки ток вставляют на 20— 30% больше, работая при этом на короткой дуге. При этом прихватки не должны быть ближе 10 мм от края заготовок или вблизи от от верстий. После наложения прихваток есть возможность проконтролировать правильность положения деталей и внести необходимые корректировки.
- Вначале следует научиться накладывать однослойные швы на тонких, 3—
4 мм заготовках. Более сложные варианты, с корневой проваркой и заполнением, могут быть освоены, года с простейшими приемами
будут
достигнуты устойчивые навыки.
 Более сложные варианты, с корневой проваркой и заполнением, могут быть освоены, года с простейшими приемами
будут
достигнуты устойчивые навыки.
Более сложные варианты, с корневой проваркой и заполнением, могут быть освоены, года с простейшими приемами
будут
достигнуты устойчивые навыки.Не следует пугаться вот таких первых неудач — опыт обязательно придет
Одним словом, все остальное будет зависеть только от старания и регулярных практических тренировок начинающего сварщика. Хорошо, если будет возможность обратиться к специалисту, чтобы он смог оценить получаемые результаты. Если нет – можно сравнить итоги своей работы с демонстрируемыми в интернете видеороликами с мастер-классами по дуговой сварке. Опыт, твердость руки, умение правильно выбирать параметры и уверенность в своих силах обязательно придут.
Видео: мастер-класс по ручной дуговой сварке
Профессия: «Электросварщик ручной дуговой сварки» Электросварщик
Сварочные работы используются практически во всех отраслях промышленности. Сложно назвать какой-либо сегмент производства, где не требовался бы труд сварщика. В качестве профессии для начинающих предоставляет возможность получения перспективной работы. Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.
Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.
В первую очередь сварщик в совершенстве должен владеть сварочным оборудованием. При этом от него, как специалиста, требуется доскональное знание принципов его действия, подготовки оборудования к работе и выявления возможных неисправностей. Сварщик должен владеть технологией проведения сварочных работ от подготовки соединяемых поверхностей до зачистки сварного шва и обнаружении .
Специалист, выполняющий сварочные работы, должен знать, как правильно сваривать электросваркой, определить оптимальный режим для сварки различных материалов, выставить значение тока. Сложность работы газоэлектросварщика также заключается в том, что в процессе проведения сварочных работ изменение режима сварки может отрицательно влиять на их качество, поэтому крайне важно с самого начала правильно определить скорость сварки.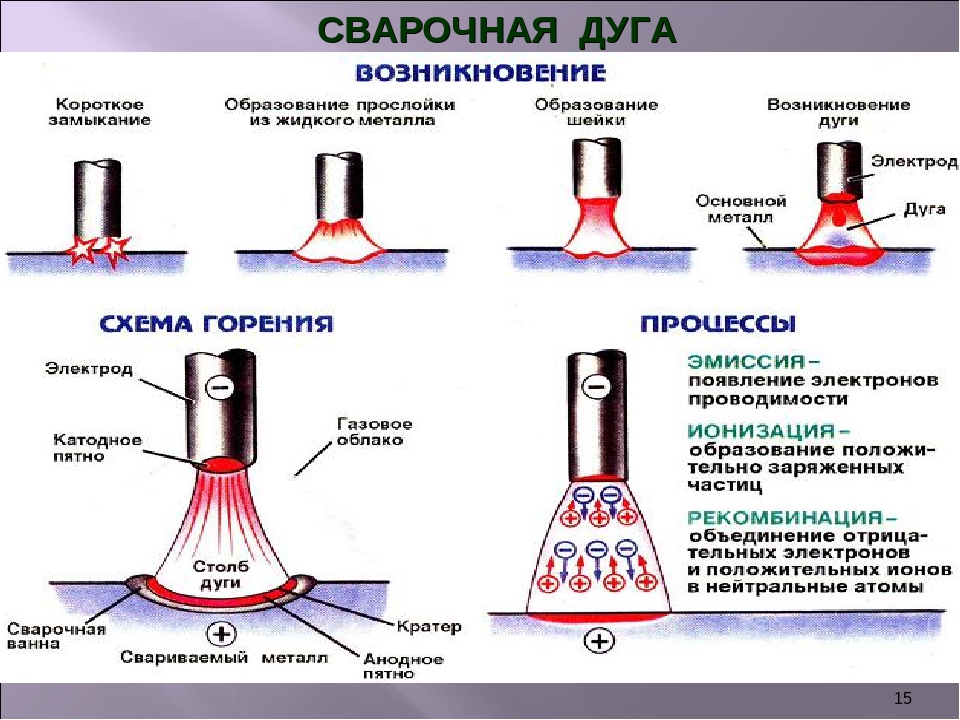 Квалифицированные сварщики выполняют ручную дуговую сварку, и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, (в том числе с ограниченной свариваемостью).
Квалифицированные сварщики выполняют ручную дуговую сварку, и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, (в том числе с ограниченной свариваемостью).
Как научиться варить электросваркой
Профессии сварщика обучают в колледжах, профессионально-технических училищах, курсах. Обучение проводится три года на базе девятых и два года на базе одиннадцатых классов.
Если же вы не собираетесь работать сварщиком, но хотите узнать, как научиться работать электросваркой, чтобы самому, при необходимости, уметь что-либо заварить, можете воспользоваться советами этой статьи, или литературой из серии «Электросварка самоучитель». Конечно при этом вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное — понять как правильно пользоваться электросваркой, изучить основы электросварки, научиться основным приемам работы.
Азы электросварки
Прежде всего, надо приобрести сварочный аппарат и электроды, которыми надо запастись в приличном количестве, так как в процессе обучения, их много придется испортить, прежде чем вы добьетесь первого положительного результата. Электроды для сварки своими руками выбирайте диаметром 3 мм. Для обучения в домашних условиях они самые подходящие, так как более тонкие подходят для очень тонкого металла, варить который могут только опытные сварщики, а более толстые сильно нагружают электросеть.
Электроды для сварки своими руками выбирайте диаметром 3 мм. Для обучения в домашних условиях они самые подходящие, так как более тонкие подходят для очень тонкого металла, варить который могут только опытные сварщики, а более толстые сильно нагружают электросеть.
Электросварка своими руками
Для начинающих — нелегкое, но вполне осуществимое дело, хотя и требует большой усидчивости. Нужно только побольше практиковаться. А процесс обучения лучше проводить под присмотром профессионалов, которые могут помочь советом и исправить ошибки.
Чтобы понять, как правильно варить металл, воспользуйтесь каким-нибудь ненужным металлическим куском. Заранее поставьте рядом ведро воды. Ни в коем случае не выполняйте работу на деревянном верстаке. Соблюдайте осторожность, так как даже маленькие остатки уже использованного электрода могут вызвать пожар.
Надежно прикрепите зажим «заземления» к детали. Кабель должен быть хорошо изолирован и заправлен в держатель. После этого можете выставить значение мощности тока на сварочном аппарате. Оно должно соответствовать диаметру электрода.
Оно должно соответствовать диаметру электрода.
Пространственные положения сварного шва
Теперь можно попробовать зажечь дугу. Для этого установите электрод под углом около 60 градусов по отношению к заготовке. Очень медленно проведите по поверхности электродом. После появления искр прикоснитесь электродом к заготовке и приподнимите его так, чтобы зазор не превышал 5 миллиметров. Если все сделано правильно, то зажжется дуга. Такой зазор нужно поддерживать на протяжении всего времени работы. Учтите, что электрод будет выгорать. Перемещать его надо медленно. Если произойдёт залипание электрода, то качните им в сторону. Если дуга длиной 2 — 3 миллиметра не зажигается, то необходимо увеличить силу тока на . Старайтесь получить устойчивую дугу длиной 3 — 5 миллиметров между деталью и концом электрода.
Если у вас все получилось с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения (подробнее смотрите ниже). Расплавленный металл как бы «подгребайте» к центру дуги. В итоге должен получиться красивый шов, имеющий маленькие волны из наплавленного металла.
Для образования и удержания электрической дуги к свариваемому изделию и электроду от источника питания поступает сварочный ток (постоянный или переменный).
Схема движения электрода
При подсоединении положительного полюса источника питания (анода) к изделию, производится ручная дуговая сварка прямой полярности. Если к изделию подключен отрицательный полюс, то выполняется сварка обратной полярности. Под действием дуги металлический стержень электрода (так называемый электродный металл), его покрытие и материал изделия (основной металл) расплавляются. Электродный металл, теперь представляющий собой отдельные капли, покрытые шлаком, поступает в сварочную ванну, в которой смешивается с основным металлом, при этом расплавленный шлак выходит на поверхность.
Величина сварочной ванны зависит от пространственного положения и режимов сварки, конструкции сварного соединения, скорости перемещения дуги на поверхности изделия, размеров и формы разделки соединяемых кромок и т. д. Она обычно колеблется в следующих пределах: ширина 8 — 15 мм, глубина до 6 мм, длина 10 — 30 мм.
д. Она обычно колеблется в следующих пределах: ширина 8 — 15 мм, глубина до 6 мм, длина 10 — 30 мм.
Длиной дуги называется расстояние от одного активного пятна на поверхности сварочной ванны до другого на расплавленной поверхности электрода. При плавлении покрытия электрода над сварочной ванной и около дуги образуется газовая атмосфера, вытесняющая воздух из сварочной зоны сварки и предотвращающая его взаимодействие с расплавленным металлом. В ней также находятся пары легирующих элементов электродного и основного металлов.
Покрывающий поверхность сварочной ванны и капель расплавленного электродного металла, шлак препятствует их взаимодействию с атмосферным воздухом и способствует очищению от примесей расплавленного металла.
При постепенном удалении дуги металл в сварочной ванне кристаллизуется, образуя шов, соединяющий свариваемые детали. На его поверхности образуется слой застывшего шлака.
Техника ручной дуговой сварки
Залогом качественной сварки является правильное поддержание и перемещение электрической дуги. При слишком длинной дуге происходит окисление и азотирование расплавленного металла, разбрызгивание его капель и создание пористой структуры шва.
При слишком длинной дуге происходит окисление и азотирование расплавленного металла, разбрызгивание его капель и создание пористой структуры шва.
Ровный, красивый и качественный шов получается только при правильном размере дуги и ее равномерном перемещении. Оно может происходить по трем основным направлениям.
Сварка с опиранием электрода
В результате все три движения, накладываясь друг на друга, создают достаточно сложную траекторию движения электрода. На практике у каждого опытного мастера есть свои навыки выбора траектории перемещения электрода. Классические траектории движения электрода, выполняемые при ручной дуговой сварке, представлены ниже на рисунках. Но в любом случае, траектория перемещения дуги должна выбираться так, чтобы кромки соединяемых деталей проплавлялись, образуя необходимое количество наплавленного металла и заданную форму шва.
Нижние многослойные швы
В процессе выполнения электродуговой сварки металлов электрод может выгорать почти полностью — остается только небольшой кусочек стержня в зажиме держателя. Если к этому моменту шов не удается закончить, то сварку следует временно прекратить. После замены электрода надо удалить шлак и снова возобновить сварку.
Если к этому моменту шов не удается закончить, то сварку следует временно прекратить. После замены электрода надо удалить шлак и снова возобновить сварку.
Схема движения электрода при выполнение вертикальных швов
Чтобы завершить оборванный шов, дугу зажигают на расстоянии 12 миллиметров от углубления, которое образовалось на конце шва и называется кратером. Для этого электрод возвращают к кратеру с целью образования сплава нового и старого электродов, а потом снова начинают его перемещать по первоначально выбранной траектории.
Горизонтальный шов на вертикальной плоскости
Преимущества ручной дуговой сварки:
- возможность выполнения работ в местах с ограниченным доступом;
- возможность сварки различных видов сталей благодаря очень широкому выбору выпускаемых типов электродов;
- возможность сравнительно быстрого перехода от одного соединяемого материала к другому;
- возможность проведения сварки из любых пространственных положений;
- простота и достаточно легкая транспортабельность сварочного оборудования.

К недостаткам электродуговой сварки металлов можно отнести:
- вредные условия процесса выполнения сварки;
- низкие производительность и КПД в сравнении с другими
Когда мы упоминаем слово «сварка», то сразу представляется сложный процесс со множеством нюансов, правил, непростой в использовании техники и оборудования, требований к уровню квалификации работника. Но так дела обстоят не всегда. Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.
Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.
Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы . Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из , то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из , то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Металл, который вы собираетесь «варить», должен быть . Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке.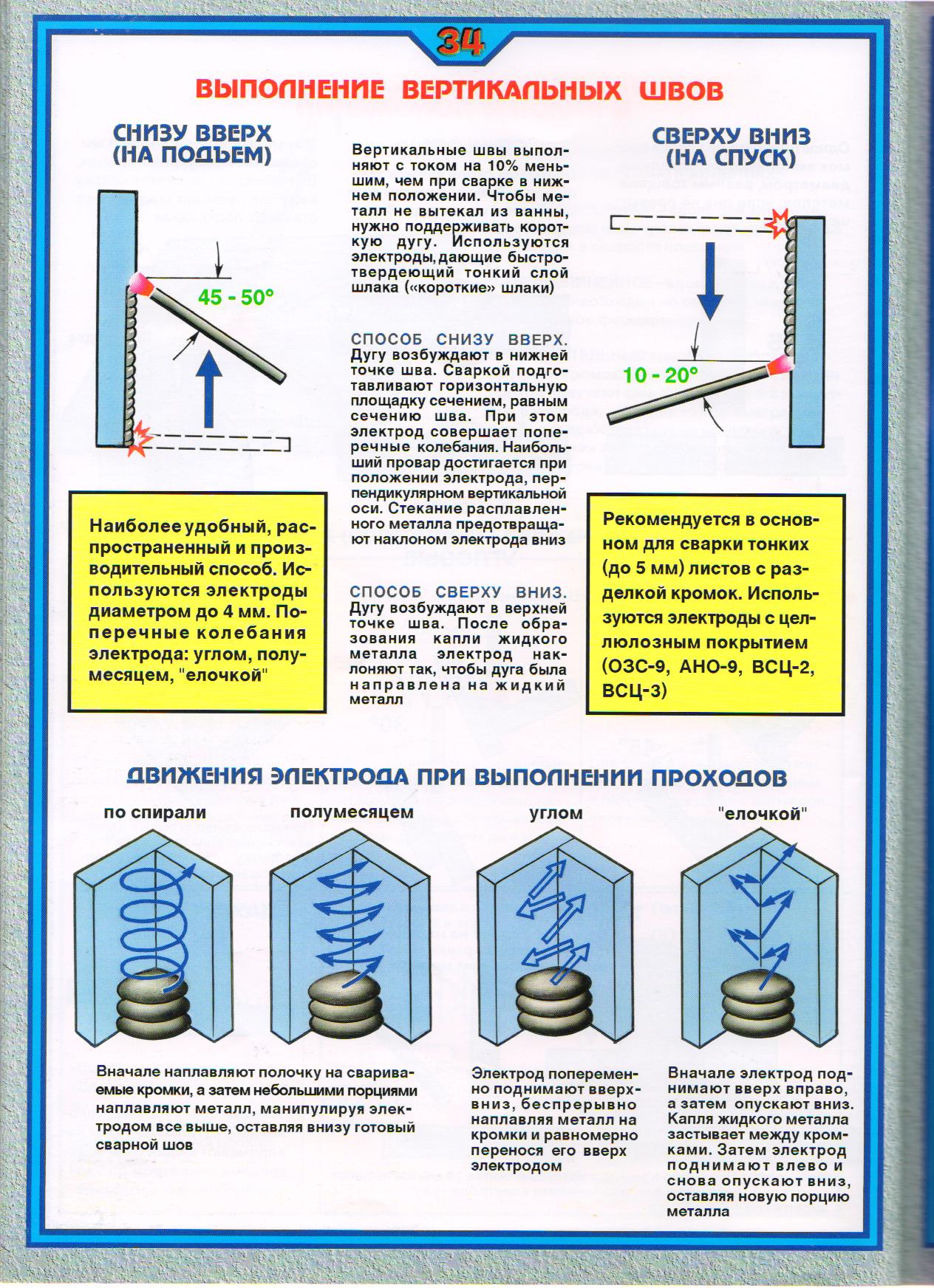 Приведены рекомендуемые значения.
Приведены рекомендуемые значения.
Не спешите! Торопясь сделать шов, вы, скорее всего, получите некачественное соединение.
В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
Несколько раз ударить кончиком электрода об изделие;
Применить способ, аналогичный розжигу спички.
Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
Сварочные конструкции своими руками. Азы сварки металла инвертором для начинающих
Свой собственный сварочный аппарат всегда пригодится в хозяйстве, пусть и нечасто, но он бывает очень нужен, а иногда без него ну просто никак. Особенно, если вы привыкли что-то самостоятельно мастерить. Поэтому микросварка своими руками, изготовленная из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нам нужно.
Поэтому микросварка своими руками, изготовленная из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нам нужно.
Не будем рассматривать вариант покупки заводского сварочного аппарата, так как это будет требовать денег, а сразу пойдем по пути изготовления самодельной мини сварки в домашних условиях. Здесь есть несколько вполне доступных схем сварочных аппаратов для самостоятельного изготовления, но наиболее простым и малозатратным представляется аппарат контактной, либо точечной сварки.
Чтобы сразу не возникало сомнений, почему будем описывать именно вариант как , для этого четко определимся в том, что нам для этого не понадобятся теоретические знания курса электротехники и виртуозное владение слесарными навыками работ. Все будет просто, понятно и доступно.
Подготовка
Основной деталью всех электросварочных аппаратов является силовой трансформатор (если не рассматривать современное электронное сварочное оборудование, еще называемое инверторами). Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.
Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.
Старую микроволновку при желании найти не проблема, поискав ее или у ближайших знакомых (тех, кто побогаче), или заглянув на доски бесплатных объявлений, где их часто предлагают за символическую плату. Из внутренностей микроволновой печи нас будет интересовать всего одна деталь — это высоковольтный трансформатор.
Здесь сразу определимся, не вдаваясь особо в технические расчеты, что изготовленная из такого трансформатора от микроволновки контактная сварка будет способна генерировать сварочный ток от 800 до 1000 ампер. Этого тока вполне хватит для сваривания между собой полосок металла толщиной до 2 мм, причем даже из нержавеющей стали, что для простой сварки является сложной задачей.
Подготовка сварочного трансформатора
Высоковольтный трансформатор микроволновки представляет собой стальной сердечник, набранный из тонких стальных пластин и расположенных внутри его двух обмоток из медной проволоки. Нам понадобится та обмотка, что на вид поменьше, она считается первичной и будет намотана из более толстого проводника. Другая обмотка (та, что больше в размерах) будет вторичной и она нам просто не нужна. Вот ее в первую очередь и необходимо демонтировать из трансформатора.
Нам понадобится та обмотка, что на вид поменьше, она считается первичной и будет намотана из более толстого проводника. Другая обмотка (та, что больше в размерах) будет вторичной и она нам просто не нужна. Вот ее в первую очередь и необходимо демонтировать из трансформатора.
Для этого надо разобрать трансформатор, а точнее — его сердечник, который набран из стальных пластин, плотно сжатых и скрепленных между собой двумя тонкими сварными швами. Здесь нам понадобится разрезать эти сварочные швы, для чего можно использовать либо ножовку по металлу, либо болгарку с тонким кругом.
Имейте в виду! Могут встречаться трансформаторы, скрепленные наружным жестяным кожухом и болтами. В этом случае просто раскручиваем болтовые соединения и аккуратно разжимаем кожух. Все, проблем с дальнейшей разборкой возникать не должно.
Выполняйте эту операцию по разборке трансформатора очень аккуратно, так как первичная обмотка нам еще понадобится, поэтому ни в коем случае не гнем и не царапаем ее при извлечении. А вот со вторичной обмоткой не церемонимся, ее можно резать и вытаскивать с помощью молотка и зубила по частям, так будет гораздо проще.
А вот со вторичной обмоткой не церемонимся, ее можно резать и вытаскивать с помощью молотка и зубила по частям, так будет гораздо проще.
В результате мы имеем целую и неповрежденную первичную обмотку трансформатора и его стальной сердечник в виде двух разделенных частей.
Дальше, наматываем вторичную обмотку нашего будущего сварочного трансформатора. Вот здесь нам все-таки придется прикупить кусок нового медного провода в изоляции с сечением в 50 мм2 или около 8 мм в диаметре. Для этого мы берем его и обматываем вокруг центрального Ш-образного магнитопровода сердечника, делая два полных витка. Всего такого медного провода нам понадобится с учетом вывода на сварочные контакты примерно 50 см, единственное условие — обмотку надо сделать так, чтобы она была серединой проводника.
Затем собираем трансформатор, при этом первичная обмотка должна остаться на своем месте, а вместо вторичной должна быть помещена наша новая обмотка из медного провода. Скрепляем две части сердечника с помощью обычной двухкомпонентной эпоксидной смолы и зажимаем всю конструкцию в слесарных тисках на сутки. После высыхания эпоксидки трансформатор полностью готов к работе. Фото
После высыхания эпоксидки трансформатор полностью готов к работе. Фото
Сборка конструкции
Сделав проверочные замеры простым тестером при подключении первичной обмотки к сети 220 В имеем на вторичной обмотке напряжение около 2 В, но при силе электрического тока примерно в 800 А (это не измеряется, а вычисляется — здесь верим на слово). Такой силы тока более чем достаточно для того, чтобы сделать прочное сварное соединение двух металлических пластин.
Теперь делаем корпус. Для этого можно использовать любые подручные материалы, такие как дерево, фанера, листы прочного пластика или оцинкованная жесть. Главное — разместить сам трансформатор и нижний контакт на прочном основании, так как одно из условий — это прочный контакт сварочных электродов со свариваемой поверхностью, который, в свою очередь, возможен при приложении больших усилий.
Осталось изготовить сварочные контакты и механическая часть нашего сварочного аппарата будет закончена. Один из контактов будет находиться снизу и он будет неподвижным, поэтому его основание лучше сделать из деревянного бруска длиной в 30 см, так легче будет крепить его к основанию.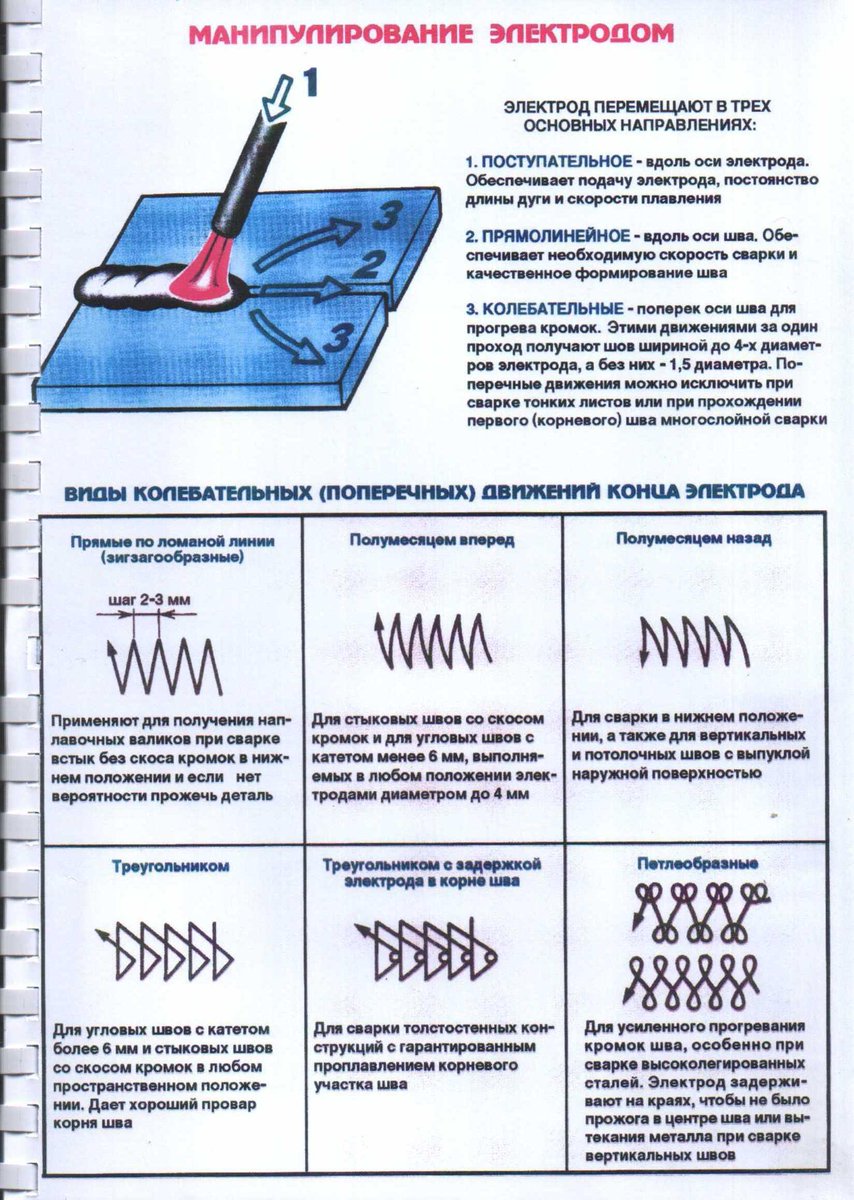 На конце бруска с помощью изготовленного кронштейна крепим сварочный электрод, к которому и подсоединяем один из проводов силовой обмотки трансформатора.
На конце бруска с помощью изготовленного кронштейна крепим сварочный электрод, к которому и подсоединяем один из проводов силовой обмотки трансформатора.
Сварочные электроды для микросварки можно изготовить своими руками из медного прутка с сечением от 5 до 10 мм в диаметре, делая небольшое заострение на конце в месте контакта со свариваемой поверхностью. Лучше, конечно, для этого использовать вольфрамовые стержни или специальные электроды для контактной сварки из сплава бериллиевой бронзы с добавками циркония.
Верхний контакт делаем в виде рычага. Для этого также можно применить деревянный брусок или не очень массивный металлический профиль в виде трубы небольшого диаметра. Единственно, что на металлическом рычаге конструкция крепления сварочного электрода будет сложнее, так как ее надо будет еще и изолировать. В основании рычага подвижного контакта обязательно предусматриваем пружину так, чтобы рычаг в нормальном состоянии постоянно находился в верхнем положении. Для этого можно использовать стальную пружину или эластичную резиновую ленту.
В завершении доделываем электрическую схему мини сварочника, подключив провод со стандартной вилкой для сети 220 В к концам первичной обмотки нашего силового трансформатора, причем обязательно при этом надо предусмотреть выключатель 220 В. Для этого подойдут как старый провод от микроволновки, так и любой выключатель, рассчитанный на напряжение 220 В и силу тока в 5 А, лучше, если это будет микровыключатель (микрик) нажимного типа.
Важно! Не забываем хорошо изолировать все электрические соединения и контакты.
Все, ваш собственноручно изготовленный мини сварочник для дачи или дома готов и, как оказалось, сделать его самому не так уж и сложно. Теперь вы сможете спокойно сваривать небольшие плоские детали из различных металлов, но для этого вам надо будет потренироваться и обрести практические навыки.
А также вы можете посмотреть на видео, как сделать контактную точечную сварку своими руками и как ей можно пользоваться.
youtube.com/embed/lTyHXuL-6-Q?feature=oembed&wmode=opaque»>
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят.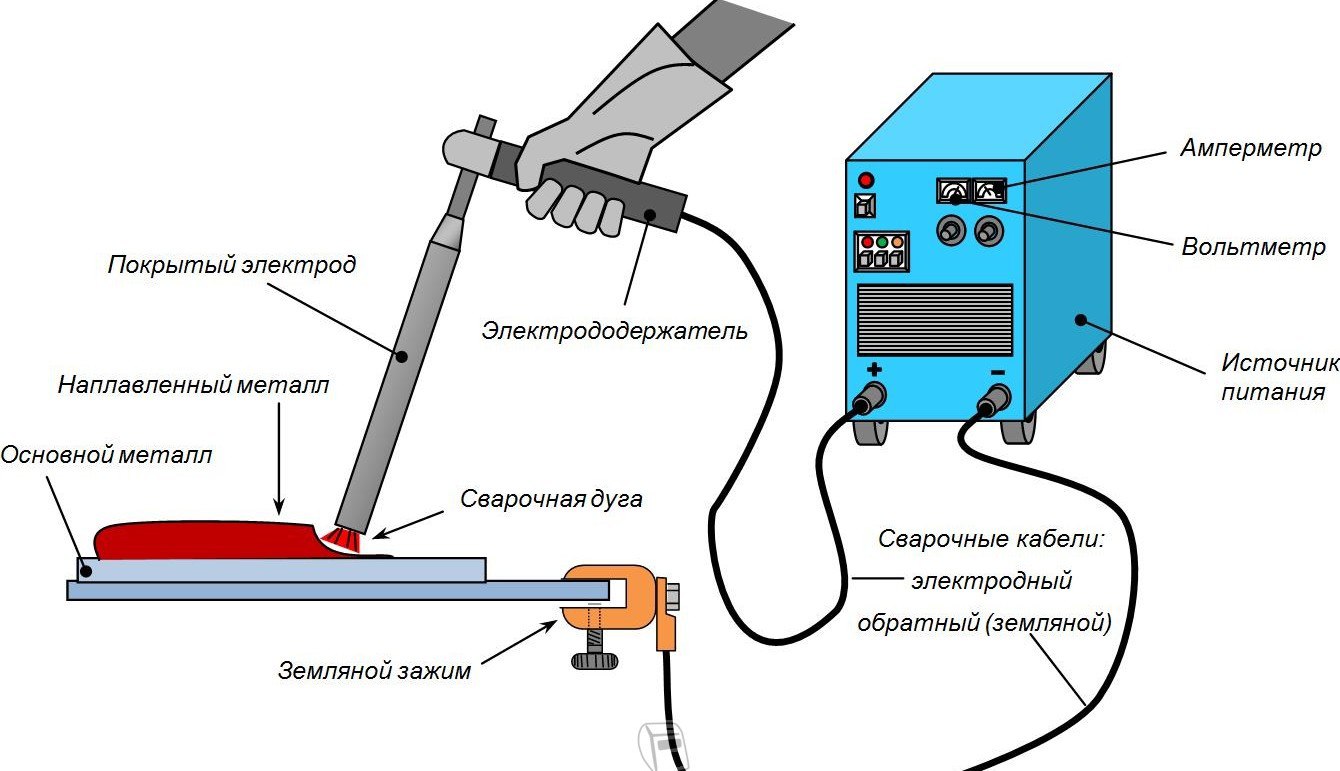 К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора.
К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.

 Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.

Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
 Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: .
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать и т.д.
Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки.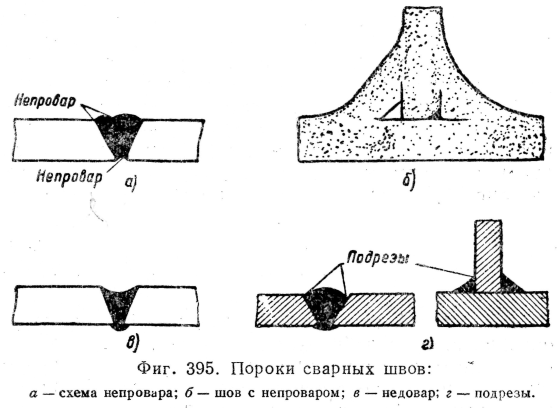 Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видео инструкции
Нуждающиеся в сваривании металлические детали возникают очень часто у людей, проживающих в частном доме. Именно поэтому количество начинающих сварщиков растет в геометрической прогрессии. После приобретения сварки, нужно научиться правильно пользоваться аппаратом. Если с обучением по использованию болгарки, перфоратора и дрели трудностей не возникает, то как варить сваркой в домашних условиях, знают далеко не многие новички.
Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок — это сварка. Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
Достигается это за счет того, что на металл воздействуют повышенные температуры.
После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Как происходит сваривание металла
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
- Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
- Сварочный шов образовывается при перемещении ванны. Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
- После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода. Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика
Разобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Обучение как научиться варить металл сваркой
Если вы являетесь начинающим сварщиком, то перед тем, как приступать к работе аппаратом, необходимо выполнить подготовительные работы. Эти работы включают в себя подготовку рабочего места. Рабочее место должно быть хорошо освещаемым, а работу лучше производить на открытом воздухе, чтобы не получить отравление парами металла.
Рабочее место должно быть хорошо освещаемым, а работу лучше производить на открытом воздухе, чтобы не получить отравление парами металла.
Практиковаться рекомендуется на куске металла, толщина которого должна быть не менее 3-4 мм. Кроме того, уделите внимание его габаритам, так как учиться на маленьком кусочке очень неудобно. От используемого материала зависит, как быстро вы научитесь правильно работать сваркой.
Надев защитную одежду и маску, следует приступать к работе. Как это делать, в материале рассмотрим пошагово, что позволит начинающим сварщикам научиться не только правильно, но еще и быстро варить металл инверторной сваркой.
Особенности подключения электрода
Если собираетесь научиться варить сварочным аппаратом, то делать это рекомендуется с применения универсального электрода диаметром 3 мм. Перед началом работ необходимо установить электрод в специальный держатель сварочного аппарата. Держатели бывают разных типов — пружинные и винтовые. Для закрепления электрода в пружинном держателе понадобится нажать на кнопку, и в открывшееся отверстие вставить устройство. Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод.
Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод.
Когда электрод установлен, следует подключить кабели. Один кабель с электродом крепится к плюсовому контакту, а второй провод подключается к отрицательному контакту на сварочном устройстве, который на конце имеет зажим для присоединения к привариваемой детали. Такая полярность подключения является наиболее распространенная, и называется она прямой. Если же необходимо варить нержавеющие материалы, то к плюсу присоединяется зажим, а к минусу электрод.
Какой ток выставить
Одно из важных условий — научиться выбирать правильный ток. Его величина напрямую зависит от толщины свариваемого металла и соответствующего диаметра электродов. Ниже представлена таблица, по которой и выбирается величина силы тока, зависящая от толщины заготовок и размера электродов.
Опираясь на вышеописанную таблицу, следует установить соответствующую величину тока, и только после этого приступать к манипуляциям. Далее выясним, как правильно варить металл сварочным аппаратом.
Начинаем варить деталь — как правильно это делать
Дуга возникает непосредственно после того, как электрод прикасается к детали. Однако просто взять и прикоснуться нельзя, поэтому существует два способа касания:
- Посредством чирканья электродом по наружной части заготовки. При этом способе требуется перемещать электрод вдоль шва, тем самым исключается вероятность возникновения следов
- Постукиванием — требуется постучать по детали кончиком электрода
Появляется быстро дуга на новом электроде. Если же электрод имеет оплавленную часть, то перед тем, как зажигать его, нужно стукнуть кончиком по заготовке. Перед тем, как переходить к работе, нужно потренироваться осуществлять розжиг электрода. Если не освоите особенности розжига электрода, то переходить к дальнейшим манипуляциям просто бессмысленно.
Под каким углом держать электрод при сварке
При работе важно соблюдать такое условие, как угол наклона электрода. Если хотите научиться правильно работать сваркой, то следует знать следующее, что электрод должен быть наклонен к сварщику на угол от 30 до 60 градусов, как показано на фото ниже. Наклон подбирается в зависимости от необходимости сварного шва и выставленного тока.
Если хотите научиться правильно работать сваркой, то следует знать следующее, что электрод должен быть наклонен к сварщику на угол от 30 до 60 градусов, как показано на фото ниже. Наклон подбирается в зависимости от необходимости сварного шва и выставленного тока.
На фото выше первое расположение именуется «угол назад». При нем происходит движение расплавляющегося металла за электродом. Двигать электрод требуется с такой скоростью, чтобы плавящийся шлак заполнял ванну. При таком способе варки осуществляется прогревание большой глубины металла.
Есть и другой способ — «с углом вперед». Этот метод менее популярен, и применяется он для того, чтобы обеспечить не сильный прогрев металла. Обычно такие манипуляции проводятся, когда варится не толстый металл. Сварочный шов в таком положении тянется за наклоненным электродом. При таком способе получается острый угол расположения электрода по отношению к детали.
Как двигается электрод при сварке
Разобравшись в вопросе о том, как зажечь сварочную дугу, а также с особенностями удержания электрода, можно приступать к делу. Когда дуга будет зажжена, держать электрод требуется на расстоянии 2-3 мм от наружной части заготовки. Именно здесь и проявляется все мастерство сварщика. Чтобы получить навыки работы сваркой, нужно потренироваться удерживать зажженный электрод. Вся трудность при движении электрода в том, что при этом надо учитывать следующее:
Научиться работать электросваркой не трудно, но перед тем, как переходить к серьезным манипуляциям, нужно набраться опыта. Чтобы научиться «класть» ровные швы, следует предварительно провести линию мелом, и уже ориентироваться по ней. Это исключит необходимость на начальном этапе обучения контролировать ровность шва.
Сваривание металла — некоторые важные особенности
Если уже научились класть сварочный шов, тогда можно переходить к выполнению более сложных действий. Соединение двух деталей сварочным способом имеет некоторые особенности, которые важно знать новичку, стремящемуся научиться пользоваться сваркой. Это такие особенности:
- При соединении двух деталей надо учитывать, что может возникнуть их перекос. Это происходит по той причине, что во время протягивания шва происходит смешение детали
- Чтобы исключить перекос соединяемых деталей, понадобится предварительно их закрепить. Осуществляется это разными способами — скрепление струбцинами и прочими стяжками, а также путем сварочных прихваток
- Прихватка — это наиболее распространенный метод сваривания двух деталей. Выполняется он так — сначала нужно приложить детали друг к другу, и соединить их в этом положении путем точечного соединения. Далее осуществлять сваривание деталей между собой сварочным швом
 Это происходит по той причине, что во время протягивания шва происходит смешение детали
Это происходит по той причине, что во время протягивания шва происходит смешение деталиОсвоив технологию применения сварочного аппарата можно переходить к выполнению более сложных манипуляций. При работе сваркой важно соблюдать технику безопасности, чтобы избежать вероятности получения травмы.
Подводя итог, надо отметить, что научиться пользоваться сваркой в домашних условиях не трудно. Для этого рекомендуется выбрать соответствующий аппарат, и подготовиться к обучению. Имея в распоряжении сварочный аппарат, остается только научиться им работать.
Металлические конструкции соединяют двумя способами: разъемным – с помощью винтового крепежа, и неразъемным – с помощью сварки. Второй способ надежнее и долговечнее, его часто предпочитают первому, когда в необходимости разбирать конструкцию нет нужды. В собственном доме, особенно ещё строящемся или благоустраиваемом, потребность в сварочных работах возникает часто, поэтому многим хотелось бы знать, как правильно варить металл самостоятельно, чтобы не искать специалиста для мелких работ.
На сварку двух труб времени уйдет гораздо меньше, чем на поиск сварщика
Выбор аппарата для бытовой сварки
Видов сварки сегодня очень много. Но большинство из них предназначены для специальных работ или рассчитаны на промышленные масштабы. Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант.
Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант.
Самый простой способ расплавить металл для соединения деталей – точечно воздействовать на него высокой температурой электрической дуги, возникающей между элементами с разными зарядами.
Именно этот процесс обеспечивают аппараты для электродуговой сварки, работающие от постоянного или переменного тока:
- Сварочный трансформатор варит переменным током. Для новичка такой аппарат вряд ли подойдет, так как работать с ним сложнее из-за «скачущей» дуги, для управления которой нужен немалый опыт. К другим минусам трансформаторов можно отнести негативное влияние на сеть (вызывает скачки напряжения, которые могут привести к поломке бытовой техники), сильный шум при работе, внушительные габариты прибора и большой вес.
- Инвертор имеет множество преимуществ перед трансформатором. Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.
Что ещё необходимо иметь
Сварочный аппарат без электродов – совершенно бесполезный агрегат. Электроды – это расходный материал, они тоже бывают разными: плавящимися и неплавящимися, металлическими (из стали, меди и других металлов) и неметаллическими, в виде проволоки или жесткого стержня, с разным защитным покрытием и т.д.
Тем, кто задался вопросом, как правильно варить сваркой электродами, начинать лучше всего со стальных универсальных стержней толщиной 3 мм или 4 мм. Диаметр указан на упаковке, выбрать нужные будет несложно. Освоив работу с ними, можно будет переходить на другие виды, но вряд ли они будут востребованы в быту.
Помимо расходных материалов для сварки обязательно потребуется маска сварщика. Работать без неё категорически нельзя, иначе можно быстро получить ожог роговицы глаз и много других проблем со зрением. Лучшими считаются маски со стеклом-хамелеоном. Вернее, с автоматическим светофильтром, реагирующим на изменения освещенности и защищающим глаза от вредного излучения.
Также желательно обзавестись подходящей одеждой, обувью и перчатками, которые не прожигаются искрами и в случае чего смогут защитить от удара током.
Из инструментов понадобится молоток для сбивания окалины со шва, а также всевозможные тиски, зажимы и магнитные уголки, с помощью которых можно фиксировать свариваемые детали в нужном положении.
Минимальный набор для начинающего сварщика
Азы сварочных работ
Чтобы вызвать образование электрической дуги, нужно, чтобы соприкоснулись два разнозаряженных токопроводящих элемента. Одним из них, отрицательным, выступает электрод, а другим свариваемая поверхность, к которой подсоединяется металлический зажим, кабель от которого подключен положительному выходу инвертора.
Сварка электродом обусловлена расплавлением металла теплом, выделяемым дугой. Чтобы шов получился ровным, она не должна прерываться. Итак, для начала работы необходимо установить электрод, настроить инвертор, зажечь дугу и научиться её контролировать.
Установка электрода
Инверторный аппарат снабжен двумя кабелями. На конце одного из них закреплен зажим-прищепка, которым он цепляется за металлическую деталь. А второй кабель оснащен держателем для электрода, который может быть винтовым или пружинным.
На нашем сайте Вы можете ознакомиться с самыми – от строительных компаний, представленных на выставке домов «Малоэтажная Страна».
У винтового держателя нужно открутить головку на ручке, а после установки электрода в гнездо снова закрутить её. С пружинным проще: достаточно нажать на клавишу, чтобы открыть гнездо.
Подключение сварочного аппарата
Сварочные кабели подключаются к инвертору через специальные выходы на корпусе прибора с разной полярностью. К какому из них присоединить зажим, а к какому электрод, зависит прежде всего от свариваемых материалов. С этим моментом нужно разобраться, чтобы понять, как правильно варить сваркой, и не путаться:
К какому из них присоединить зажим, а к какому электрод, зависит прежде всего от свариваемых материалов. С этим моментом нужно разобраться, чтобы понять, как правильно варить сваркой, и не путаться:
- Стандартное подключение для сварки стальных деталей – минус на кабель массы с электродом, а плюс на кабель с зажимом. Оно носит название прямой полярности и подходит для большинства соединений, требующихся в быту. Прямая полярность обеспечивает классическое движение электронов от минуса к плюсу, при котором они передают металлу значительную часть энергии и лучше нагревают его.
- Если выполнить подключение зажима на минус, а электрода на плюс, получим обратную полярность с меньшей степенью нагрева. Что бывает необходимо при сварке изделий из нержавеющей стали и в некоторых других случаях.
Совет! Овладевать азами сварки лучше всего на деталях из «черного» металла, используя подключение с прямой полярностью.
Теперь можно включать аппарат в сеть и приступать к работе.
Зажигание электрической дуги
Перед тем как научиться варить сваркой, нужно вызвать появление дуги, для чего осуществляют кратковременный контакт электрода с металлической деталью. Сделать это можно двумя способами: впритык и чирканьем:
- Розжиг впритык заключается в постукивании по металлу кончиком подключенного электрода.
- Зажигание дуги чирканьем выполняется аналогично тому, как зажигается спичка о коробок.
Преимуществ ни у одного из этих способов нет – каждый делает так, как ему больше нравится и удобно.
Видео описание
Наглядно способы розжига электродов показаны в видео:
Главное, чтобы движения были достаточно быстрыми, а контакт кратковременным, иначе электрод «прилипнет» к металлу. Особенно часто это случается с новыми, ещё не побывавшими в работе электродами.
В то же время частично израсходованный электрод может не зажечься сразу из-за образовавшегося на его кончике наплыва от расплавленного защитного покрытия. Его проще отбить методом постукивания.
Его проще отбить методом постукивания.
Непосредственно к тому, как правильно варить электросваркой, можно переходить после уверенного овладения навыком возбуждения дуги. Но для начала стоит разобраться, что происходит или должно происходить в процессе. Без этого двигаться дальше не получится.
На нашем сайте Вы можете найти контакты строительных компаний, которые предлагают . Напрямую пообщаться с представителями можно посетив выставку домов «Малоэтажная Страна».
Анализ сварочного процесса
В месте возникновения сварочной дуги температура сильно повышается, в результате чего начинает плавиться металл и свариваемых деталей, и самого стержня электрода. Жидкий расплавленный металл заполняет собой выжженное углубление, которое на профессиональном языке зовется сварной ванной.
Схематичное изображение процесса электродуговой сварки
Одновременно разрушается и защитное покрытие электрода, выполняя свою функцию: часть покрытия плавится, превращаясь в шлак, который закрывает собой свежий стык и препятствует контакту металла с кислородом, а также сохраняет под собой высокую температуру. А другая часть переходит в газообразное состояние, создавая вокруг сварной ванны защитную атмосферу, и тоже не пропуская к ней кислород воздуха.
А другая часть переходит в газообразное состояние, создавая вокруг сварной ванны защитную атмосферу, и тоже не пропуская к ней кислород воздуха.
Видео описание
Все это хорошо видно на замедленной съемке:
Шлаковую корку со сварного шва отбивают постукиванием молотка после того, как он остынет.
Важные нюансы
Основной секрет, как правильно сварить две детали и получить ровный шов, заключается в том, чтобы при перемещении электрода шлак успевал покрывать всю поверхность расплавленного металла. А это зависит от скорости перемещения, угла наклона электрода и траектории его движения. Немалое значение имеет и сила тока.
Универсальный рабочий угол наклона составляет 30-60 градусов относительно вертикали. При этом:
- двигая электрод углом вперед (от себя), удобно делать любые вертикальные, горизонтальные и круговые швы;
- углом назад (к себе) – сваривать угловые соединения;
- вертикальное положение электрода допускается только при сварке в труднодоступных местах;
- угол больше 60 градусов сильно растягивает сварную ванну, а металл свариваемых деталей при этом прогревается хуже. Его обычно используют, когда нужно обрезать излишки или подправить грубый шов.
 Его обычно используют, когда нужно обрезать излишки или подправить грубый шов.
Его обычно используют, когда нужно обрезать излишки или подправить грубый шов.Скорость сварки определяется экспериментально: нужно следить, чтобы форма и размеры сварной ванны оставались стабильными, не вытягивались и не расплывались. Очень важно при этом удерживать электрод на одинаковом расстоянии от поверхности – в 3-5 мм от неё. Причем по мере выжигания и углубления ванны его необходимо чуть опускать, а при переходе на следующий участок снова приподнимать, стараясь не выходить из указанных пределов.
Чтобы соединить кромки двух деталей, нужно добиться проникновения их частиц друг в друга. Для этого электрод должен двигаться не по прямой линии, а по определенной траектории, совершая колебания из стороны в сторону. Эта траектория может напоминать елочку, лесенку, восьмерки, связанные треугольники и т.п.
Результатом должен стать ровный валик из наплавленного металла с одинаковой по всей длине высотой и шириной. Чтобы добиться этого, нужно немало тренироваться, отрабатывая движения и регулируя силу тока. Потому что есть разница, как варить сваркой тонкие листы, толстостенные трубы или другие изделия.
Потому что есть разница, как варить сваркой тонкие листы, толстостенные трубы или другие изделия.
Изначально она подбирается по таблице и зависит от того, какую толщину имеют свариваемые детали.
Это приблизительные значения, и даны они для сварки, когда электрод направлен вниз. При выполнении вертикальных или потолочных швов силу тока уменьшают на 10-20%.
Обратите внимание! Чем тоньше свариваемая кромка, тем меньшего диаметра берут электроды, и наоборот. «Тройка» подходит для материалов самой ходовой толщины от 2 до 5 мм.
Но при скачках напряжения в сети установленной силы тока может не хватать для нормального течения процесса в отработанном режиме. Тогда приходится снижать скорость перемещения электрода или использовать другую траекторию движения, чтобы проходить по одному месту не один раз.
Все это довольно трудно описать словами – нужно пробовать и добиваться удовлетворительных результатов.
Видео описание
В этом очень поможет обучающее видео:
Совет! Учиться варить лучше всего не на стыках, а на плоскости, отрабатывая скорость, траекторию, уровень и угол наклона.
Сварка элементов
Уверенно освоив азы сварочного процесса, можно переходить к соединению элементов в единую конструкцию. И здесь тоже есть свои тонкости, связанные с реакцией металла на такое воздействие.
В первую очередь нужно правильно оценивать длину шва и добиваться того, чтобы он не тянул соединяемые детали на стыках. Для этого их обязательно фиксируют в заданном положении с помощью струбцин или другими способами. А чтобы закрепить фиксацию, прихватывают поперечными швами в нескольких местах. И лишь потом обваривают.
Порядок сварки зависит от длины стыка. В одном направлении и в один заход можно варить лишь короткие швы длиной до 300 мм. Если это расстояние больше, необходимо компенсировать возникающие напряжения, накладывая швы небольшими отрезками.
Схемы выполнения швов в зависимости от длины
Не слишком красивые швы по окончании работы можно аккуратно срезать и отшлифовать болгаркой.
Заключение
Теперь вы имеете представление о том, как научиться варить электросваркой самостоятельно. Но в этом деле знать теорию – это практически не знать ничего. Нужна практика, отработка движений до автоматизма, а самое главное – выработка особого чутья, которое подскажет, когда нужно опустить электрод чуть ниже, когда изменить его угол или увеличить силу тока. Все это приходит со временем. Но нужно быть готовым к тому, что как минимум одна пачка электродов уйдёт на тренировки.
Weld Tech 101 | Изучите основы, чтобы начать сварку
Вы когда-нибудь смотрели на свой телефон и думали: «Как, черт возьми, я выжил до этого удивительного изобретения?» Серьезно, я, наверное, знаю телефонные номера двух или трех человек и получаю пошаговые инструкции по крайней мере до 50 процентов мест, куда я бываю. Отложите в сторону постоянный социальный контакт через звонки и текстовые сообщения и просто подумайте о полезности вашего телефона, это потрясающе, что люди функционировали до смартфонов. До появления смартфонов с GPS и голосовыми командами люди находили решения своих повседневных проблем. Будь то написание писем или использование старой доброй печатной карты, люди придумали, как это сделать. Точно так же, как этот старый школьный способ решения проблем, люди также соединяли металлы перед сваркой. Будь то крепеж (болты, шпильки, заклепки), пайка или пайка, вы можете скрепить два куска металла. Но сварка позволяет взять два куска металла и по сути сделать их одним целым.
До появления смартфонов с GPS и голосовыми командами люди находили решения своих повседневных проблем. Будь то написание писем или использование старой доброй печатной карты, люди придумали, как это сделать. Точно так же, как этот старый школьный способ решения проблем, люди также соединяли металлы перед сваркой. Будь то крепеж (болты, шпильки, заклепки), пайка или пайка, вы можете скрепить два куска металла. Но сварка позволяет взять два куска металла и по сути сделать их одним целым.Текст и фото Сами Шараф // Иллюстрации Поля Лагетта // Сварка Лен Хига в Sleepers Speed Shop
DSPORT Выпуск № 167
Сварка — это процесс соединения одинаковых металлов путем плавления двух частей вместе. Есть разные способы сварки; некоторые полагаются на электричество для генерации дуги, в то время как другие воспламеняют газ для выработки тепла. То, что на самом деле происходит во время процесса сварки, просто сводится к нагреву металлов до их температур плавления, пока они не расплавятся (а затем остынут) как одно целое.
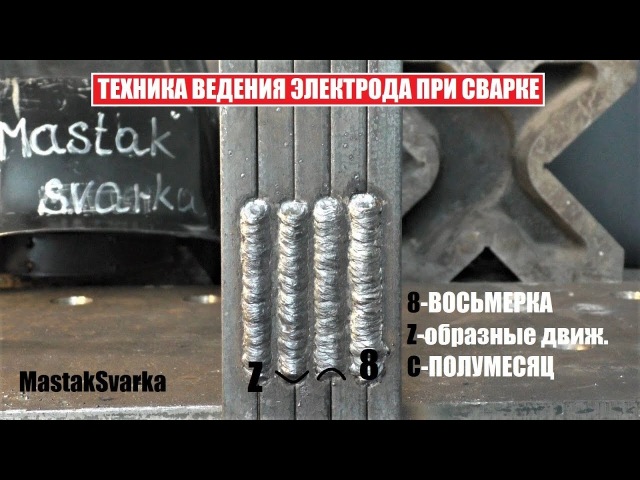 Компоненты, составляющие процесс сварки, начинаются с использования сварочного аппарата. Сварщик создает тепло, в результате чего образуется лужа расплавленного металла. Глубина плавления называется проникновением. Очень важно иметь надлежащее проникновение для функционального соединения металлов. Сварной шов без проплавления просто не выдержит и в конечном итоге сломается. Наконец, наплавленный сварной шов называется валиком, который часто накапливается на верхней части заготовки. Если в старших классах вы ходили в автомагазин или металлообработку, то, вероятно, вспомните кислородно-ацетиленовую сварку.Кислородно-ацетиленовая сварка, вероятно, станет первым процессом, которому научатся начинающие сварщики и производители. Кислородно-ацетилен сжигает газообразный ацетилен, образуя горелку, способную нагреть металл до точки плавления. Добавление газообразного кислорода при сгорании газообразного ацетилена создает температуру пламени, превышающую 5500 градусов, что позволяет нагревать многие типы металлов.
Компоненты, составляющие процесс сварки, начинаются с использования сварочного аппарата. Сварщик создает тепло, в результате чего образуется лужа расплавленного металла. Глубина плавления называется проникновением. Очень важно иметь надлежащее проникновение для функционального соединения металлов. Сварной шов без проплавления просто не выдержит и в конечном итоге сломается. Наконец, наплавленный сварной шов называется валиком, который часто накапливается на верхней части заготовки. Если в старших классах вы ходили в автомагазин или металлообработку, то, вероятно, вспомните кислородно-ацетиленовую сварку.Кислородно-ацетиленовая сварка, вероятно, станет первым процессом, которому научатся начинающие сварщики и производители. Кислородно-ацетилен сжигает газообразный ацетилен, образуя горелку, способную нагреть металл до точки плавления. Добавление газообразного кислорода при сгорании газообразного ацетилена создает температуру пламени, превышающую 5500 градусов, что позволяет нагревать многие типы металлов. Этот универсальный процесс прост и портативен, поскольку не требует электричества, а также может использоваться для сварки, нагрева, резки и пайки всех типов металлов путем замены насадок или наконечников.Все три других основных типа сварки используют электричество для генерации дуги, которая в конечном итоге нагревает металлы до температуры, превышающей их температуры плавления, для получения сварного шва. Дуговая сварка палкой или экранированным металлом (SMAW) — это процесс сварки, при котором возникает дуга между металлическим электродом с покрытием и заготовкой. Металлический электрод (откуда и происходит термин «палочка») покрыт флюсом, который плавится во время сварки с выделением углекислого газа. Газообразный диоксид углерода действует как защитный газ для защиты расплавленного металла от загрязнения, в первую очередь от кислорода и водяного пара, которые могут ослабить сварной шов.Хотя этот процесс требует более высокого уровня координации, чтобы правильно залить бортик лужей, это эффективный процесс при работе с грязным материалом или материалом, содержащим ржавчину.
Этот универсальный процесс прост и портативен, поскольку не требует электричества, а также может использоваться для сварки, нагрева, резки и пайки всех типов металлов путем замены насадок или наконечников.Все три других основных типа сварки используют электричество для генерации дуги, которая в конечном итоге нагревает металлы до температуры, превышающей их температуры плавления, для получения сварного шва. Дуговая сварка палкой или экранированным металлом (SMAW) — это процесс сварки, при котором возникает дуга между металлическим электродом с покрытием и заготовкой. Металлический электрод (откуда и происходит термин «палочка») покрыт флюсом, который плавится во время сварки с выделением углекислого газа. Газообразный диоксид углерода действует как защитный газ для защиты расплавленного металла от загрязнения, в первую очередь от кислорода и водяного пара, которые могут ослабить сварной шов.Хотя этот процесс требует более высокого уровня координации, чтобы правильно залить бортик лужей, это эффективный процесс при работе с грязным материалом или материалом, содержащим ржавчину. MIG или сварка металла в инертном газе теперь также известна как газовая дуговая сварка металла (GMAW). В этом процессе металлы нагреваются до точки плавления с помощью электрической дуги. Дуга возникает между непрерывной плавящейся электродной проволокой и заготовкой. Газовая часть этого метода используется в качестве защитного газа. Таким образом, он течет от самого сварочного пистолета, чтобы защитить дугу от загрязнений.Благородный газ, обычно аргон, используется, поскольку он не вступает в реакцию во время горения, удерживая кислород и водяной пар вдали от сварного шва. Помимо аргона, часто используется газообразный гелий из-за его аналогичных инертных свойств, но менее дорогой стоимости. Многие считают, что сварка MIG — это самый простой для освоения вид сварки, и часто к этому процессу прибегают, поскольку он способствует более быстрому рабочему процессу. Еще одно преимущество сварки MIG заключается в том, что металл не должен быть таким чистым, как сварка TIG. С учетом сказанного, этот щадящий процесс известен как грязный, поскольку он производит больше искр, дыма и дыма, чем сварка TIG.
MIG или сварка металла в инертном газе теперь также известна как газовая дуговая сварка металла (GMAW). В этом процессе металлы нагреваются до точки плавления с помощью электрической дуги. Дуга возникает между непрерывной плавящейся электродной проволокой и заготовкой. Газовая часть этого метода используется в качестве защитного газа. Таким образом, он течет от самого сварочного пистолета, чтобы защитить дугу от загрязнений.Благородный газ, обычно аргон, используется, поскольку он не вступает в реакцию во время горения, удерживая кислород и водяной пар вдали от сварного шва. Помимо аргона, часто используется газообразный гелий из-за его аналогичных инертных свойств, но менее дорогой стоимости. Многие считают, что сварка MIG — это самый простой для освоения вид сварки, и часто к этому процессу прибегают, поскольку он способствует более быстрому рабочему процессу. Еще одно преимущество сварки MIG заключается в том, что металл не должен быть таким чистым, как сварка TIG. С учетом сказанного, этот щадящий процесс известен как грязный, поскольку он производит больше искр, дыма и дыма, чем сварка TIG. TIG (вольфрамовый инертный газ) или газо-вольфрамовая дуговая сварка (GTAW) использует неплавящийся вольфрамовый электрод для создания электрической дуги с обрабатываемой деталью. В качестве инертного газа для защиты обычно используется аргон. Защитный газ защищает зону термического влияния, расплавленный металл и вольфрамовый электрод. Этот универсальный сварочный процесс лучше всего подходит для сложных сварочных работ на таких металлах, как углеродистые и низколегированные стали (например, хромомолибденовые трубы 4130), нержавеющая сталь различных марок, инконель, алюминий, магний и титан.Основным недостатком сварки TIG является то, что это относительно медленный процесс. Кроме того, для обеспечения эффективности сварки TIG обычно необходимо обеспечить чистоту свариваемого материала, поскольку примеси могут снизить прочность сварного шва. В зависимости от свариваемого материала и его толщины процесс сварки TIG может варьироваться в зависимости от полярности электрода. Текущие настройки могут изменить полярность на отрицательный постоянный ток, положительный постоянный ток или переменный ток.
TIG (вольфрамовый инертный газ) или газо-вольфрамовая дуговая сварка (GTAW) использует неплавящийся вольфрамовый электрод для создания электрической дуги с обрабатываемой деталью. В качестве инертного газа для защиты обычно используется аргон. Защитный газ защищает зону термического влияния, расплавленный металл и вольфрамовый электрод. Этот универсальный сварочный процесс лучше всего подходит для сложных сварочных работ на таких металлах, как углеродистые и низколегированные стали (например, хромомолибденовые трубы 4130), нержавеющая сталь различных марок, инконель, алюминий, магний и титан.Основным недостатком сварки TIG является то, что это относительно медленный процесс. Кроме того, для обеспечения эффективности сварки TIG обычно необходимо обеспечить чистоту свариваемого материала, поскольку примеси могут снизить прочность сварного шва. В зависимости от свариваемого материала и его толщины процесс сварки TIG может варьироваться в зависимости от полярности электрода. Текущие настройки могут изменить полярность на отрицательный постоянный ток, положительный постоянный ток или переменный ток. При сварке TIG отрицательным током на постоянном токе заготовка нагревается сильнее, что обеспечивает более глубокий провар.Для более тонких металлов, которые не требуют такого большого проникновения, положительный ток постоянного тока подает больше тепла на вольфрамовый электрод. Сварка TIG на переменном токе используется для обработки цветных металлов, чтобы очистить сварной шов от загрязнений. После того, как вы выбрали сварщика и освободили чистую и безопасную рабочую зону, вам понадобится пара средств защиты, чтобы начать сварку.
При сварке TIG отрицательным током на постоянном токе заготовка нагревается сильнее, что обеспечивает более глубокий провар.Для более тонких металлов, которые не требуют такого большого проникновения, положительный ток постоянного тока подает больше тепла на вольфрамовый электрод. Сварка TIG на переменном токе используется для обработки цветных металлов, чтобы очистить сварной шов от загрязнений. После того, как вы выбрали сварщика и освободили чистую и безопасную рабочую зону, вам понадобится пара средств защиты, чтобы начать сварку.Сварочный капюшон (маска или шлем)
Сварочный кожух используется для защиты головы, лица, шеи и глаз сварщика от ожогов, УФ-излучения, искр, ИК-излучения и тепла.НИКОГДА не смотрите на сварочную дугу невооруженным глазом — сетчатку глаза легко повредить. Взгляд на сварочную дугу может вызвать что угодно — от легкого дискомфорта до необратимой потери зрения.Перчатки
Высококачественные перчатки, устойчивые к воздействию тепла и огня, сохраняя при этом маневренность, необходимы любому сварщику.
Куртка, рубашка и / или фартук
Многие сварщики предпочитают использовать специальную одежду для сварки, огнестойкую, защищающую от брызг и снижающую поглощение тепла, сохраняя при этом комфорт.Этого можно добиться, надев сварочные рубашки с длинными рукавами, куртки и / или фартуки. Еще один привлекательный вариант для начинающих сварщиков — это сварка порошковой проволокой. Этот процесс похож на конфигурацию «клеевого пистолета» при сварке MIG, за исключением того, что он не требует внешнего защитного газа для защиты сварного шва от загрязнений. Сварочные аппараты с флюсовой сердцевиной оснащены полым проволочным электродом с непрерывной подачей, который содержит флюсовый компаунд. Во время процесса сварки флюс вступает в реакцию с дугой, выделяя углекислый газ и выступая в качестве защитного газа.Благодаря встроенным защитным свойствам сварка с флюсовой сердцевиной идеально подходит для наружных работ (для вентиляции дыма) и для обработки металлов, которые не обязательно являются чистыми.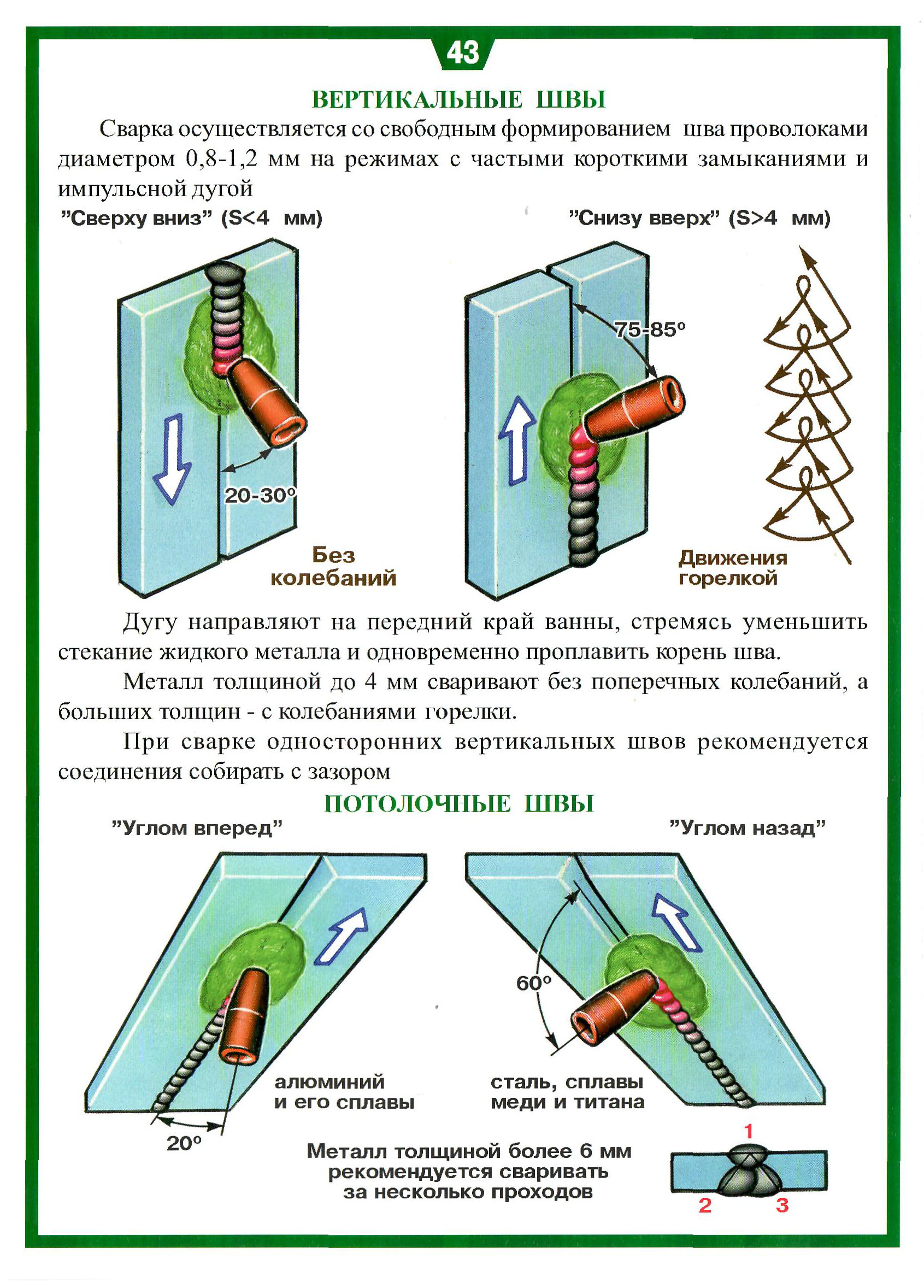 Положительным моментом этого процесса является то, что многие производители сварочного оборудования разработали машины, которые могут работать как в качестве традиционных сварочных аппаратов MIG, так и в качестве сварочных аппаратов с флюсовой проволокой. Обратной стороной этого процесса является то, что сварные швы не выглядят такими чистыми, как сварка MIG. Это может быть связано (в некоторой степени) со слоем шлака, который накапливается поверх сварного шва, который необходимо будет либо сколоть, либо отшлифовать, когда сварной шов остынет.Сварка может быть опасной, если не будут приняты надлежащие меры предосторожности. Чтобы защитить себя и окружающих, помните о следующих десяти мерах предосторожности до, во время и после сварки. Выбрать сварщика по типу металла Сварка — сложный и многогранный предмет, на освоение которого может потребоваться целая жизнь. Знание основ — хорошая отправная точка. Отсюда используйте любые доступные вам ресурсы, будь то ваш сосед, который ремонтирует сельскохозяйственное оборудование, или производитель в вашей местной тюнинговой мастерской, это богатые знания, полученные из опыта.
Положительным моментом этого процесса является то, что многие производители сварочного оборудования разработали машины, которые могут работать как в качестве традиционных сварочных аппаратов MIG, так и в качестве сварочных аппаратов с флюсовой проволокой. Обратной стороной этого процесса является то, что сварные швы не выглядят такими чистыми, как сварка MIG. Это может быть связано (в некоторой степени) со слоем шлака, который накапливается поверх сварного шва, который необходимо будет либо сколоть, либо отшлифовать, когда сварной шов остынет.Сварка может быть опасной, если не будут приняты надлежащие меры предосторожности. Чтобы защитить себя и окружающих, помните о следующих десяти мерах предосторожности до, во время и после сварки. Выбрать сварщика по типу металла Сварка — сложный и многогранный предмет, на освоение которого может потребоваться целая жизнь. Знание основ — хорошая отправная точка. Отсюда используйте любые доступные вам ресурсы, будь то ваш сосед, который ремонтирует сельскохозяйственное оборудование, или производитель в вашей местной тюнинговой мастерской, это богатые знания, полученные из опыта. Из этой статьи вы должны лучше познакомиться с основными процессами сварки и теоретическим пониманием соединения металлов. С этого момента вам захочется как можно больше времени практиковаться в наложении сварных швов. Один из отличных практических методов — изучить пять основных соединений (стык, угол, нахлест, кромку и тройник) и научиться эффективно сваривать эти соединения. Знание этих сварных швов позволит вам выполнить самый мелкий ремонт и изготовить простые кронштейны для вашего автомобиля. Изучив основы и освоив методы, вы сможете перейти к другим типам сварки и получить возможность сваривать различные типы материалов.Приваривайте!
Из этой статьи вы должны лучше познакомиться с основными процессами сварки и теоретическим пониманием соединения металлов. С этого момента вам захочется как можно больше времени практиковаться в наложении сварных швов. Один из отличных практических методов — изучить пять основных соединений (стык, угол, нахлест, кромку и тройник) и научиться эффективно сваривать эти соединения. Знание этих сварных швов позволит вам выполнить самый мелкий ремонт и изготовить простые кронштейны для вашего автомобиля. Изучив основы и освоив методы, вы сможете перейти к другим типам сварки и получить возможность сваривать различные типы материалов.Приваривайте!Руководство по сварке для начинающих
Сваривание двух металлических частей вместе образует прочную связь, при которой металлы нагреваются до точки плавления, смешиваются вместе и затем охлаждаются, образуя единый объект. Этот тип связи прочнее, чем другие связи, такие как пайка, которую можно перевернуть.
Существует четыре основных типа сварки: MIG, TIG, порошковая сварка и ручная сварка. Используемый процесс и методы сварки зависят от области применения, типов свариваемого металла, а также навыков и опыта сварщика.
Используемый процесс и методы сварки зависят от области применения, типов свариваемого металла, а также навыков и опыта сварщика.
Сварка МИГ
Начинающим сварщикам, только обучающимся сварке, следует начинать со сварки металла в среде инертного газа (MIG), также известной как газовая дуговая сварка металла (GMAW). МИГ — это тип электродуговой сварки, основанный на создании электрической цепи, проходящей через свариваемые объекты, и сварочной проволоки, которая действует как электрод. Когда сварочная проволока касается металлического объекта, электрическая цепь замыкается. Затем провод отодвигается на небольшое расстояние, вызывая электрическую дугу, которая нагревается до тысяч градусов по Фаренгейту, расплавляя провод и частично расплавляя два куска металла.Это создает ванну расплава, в которой все три металла сливаются, чтобы стать одним, когда он охлаждается и затвердевает, оставляя валик вдоль сварного шва.
По мере продолжения сварки по шву проволока плавится, и из наконечника сварочного пистолета непрерывно подается больше проволоки. В то же время газ выходит из пистолета, распространяясь по дуге, чтобы защитить зону сварки от загрязняющих веществ в воздухе, таких как кислород и азот.
Сварка TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) требует большего мастерства и занимает больше времени, чем сварка MIG, но обеспечивает большую точность.TIG, также известная как газовая дуговая сварка вольфрамом (GTAW), может использоваться для сварки алюминия и сплавов, таких как хром-молибден 4130. Сварка TIG аналогична сварке MIG, но вместо расходуемой проволоки в качестве электрода используется металлический вольфрамовый стержень внутри сварочной горелки. Сварщик держит пистолет в одной руке, а другой рукой подает присадочный стержень. Поскольку дуга создает лужу расплава из двух заготовок, тепло этой лужи плавит присадочный стержень, так что все три смешиваются вместе в луже. Как и сварка MIG, сварочные горелки TIG рассеивают защитный газ для защиты нового сварного шва.
Как и сварка MIG, сварочные горелки TIG рассеивают защитный газ для защиты нового сварного шва.
Сварочный аппарат TIG также включает ножную педаль для регулировки тока, протекающего через электрическую цепь, возникающую между металлическими предметами и вольфрамовым электродом. Это можно использовать для медленного увеличения или уменьшения нагрева металла, что может помочь предотвратить хрупкость, вызванную тепловым ударом.
Порошковая сварка
Третий тип сварки, называемый дуговой сваркой порошковой проволокой (FCAW), использует электродную трубку с непрерывной подачей вместо проволоки, используемой для сварки MIG.Трубка снаружи металлическая, в сердечнике — флюс. Поскольку флюс плавится во время сварки, он создает жидкий шлак и газ, которые защищают сварной шов от загрязнений. Это обеспечивает лучшую защиту сварного шва, чем защитный газ, используемый при сварке MIG, особенно там, где сильный ветер может рассеивать газ, но это также приводит к большему количеству брызг, которые впоследствии необходимо удалить.
Сварка палкой
Сварка штучной сваркой, также известная как дуговая сварка в экранированном металле (SMAW), является двуручным методом, как и TIG.Сварка палкой использует металлический присадочный стержень или стержень, покрытый флюсом. По мере того как материал стержня плавится под действием тепла, флюсовое покрытие также плавится, образуя как газ, так и жидкий шлак, которые защищают сварной шов от окисления. Как и в случае с FCAW, защитный газ не нужно подавать во время процесса сварки, но оставшийся шлак оставляет беспорядок, требующий очистки с помощью шлифовальной машины или растворителей.Сварочное оборудование
После того, как выбран метод сварки, следующим шагом будет выбор подходящего сварочного оборудования.Сварщики могут выбрать сварочный аппарат MIG или многофункциональный сварочный аппарат MIG / Stick / TIG, который можно использовать для всех четырех основных типов дуговой сварки. Наряду с подходящей машиной, следующим важным элементом оборудования является сварочный шлем для защиты лица и особенно глаз от сильного тепла и яркого света, создаваемого электрической дугой. Новейшие технологии сделали возможным автоматическое затемнение шлемов с экранами обзора, которые мгновенно настраиваются на уровень освещенности, так что сварщик имеет постоянный визуальный контроль.
Новейшие технологии сделали возможным автоматическое затемнение шлемов с экранами обзора, которые мгновенно настраиваются на уровень освещенности, так что сварщик имеет постоянный визуальный контроль.
Сварщикам также необходимы прочные кожаные перчатки и обувь, а также кепки, хлопковые рубашки с длинными рукавами, нагрудники, комбинезоны и / или фартуки для защиты кожи от искр.
Сварочные материалыСварочные материалы
Материалы, необходимые для сварки, включают расходные материалы, такие как проволока MIG и порошковая проволока различных диаметров и материалов, сварочные наконечники, электродные стержни или трубки, флюс и стержни для сварки TIG или газовой пайки.Другое полезное оборудование включает магниты и зажимы для удержания металлических предметов на месте во время сварки, регулируемые сварочные столы и рабочие стойки, а также сварочные одеяла из стекловолокна для предотвращения распространения искр.
Приварные язычки различных размеров и форм используются для создания фланцев, отверстий, ручек и других механических деталей при приваривании к трубе или другому металлическому объекту.
Методы сварки
Каждый сварщик развивает свои предпочтительные методы сварки. Один из наиболее часто используемых способов — это «складывание десятицентовиков», которое в конечном итоге выглядит как цепочка круглых монет, пересекающихся по длине сварного шва.По мере того, как сварочная дуга разжижает небольшую лужу металла, сварщик толкает ванну расплава вперед вместе с электродом, используя плавное движение, подобное написанию серии буквы «е» курсивом.Альтернативные движения могут быть описаны как «фигура 8» или «полумесяц». Ключом к каждому типу движения является обеспечение того, чтобы электрод равномерно толкал ванну расплава вперед и назад между двумя деталями, чтобы обе были полностью сварены.
Некоторые сварщики предпочитают тянуть, а не толкать ванну расплава, в зависимости от их руки (правой или левой) и положения заготовки. При сварке MIG выбор остается за личным предпочтением.
В режиме TIG сварщик толкает лужу вдоль шва, следя за тем, чтобы она двигалась вперед и назад, при этом другой рукой погружая конец стержня в лужу и из нее.
Однако сварка стержнем и порошковой сердцевиной требует тягового движения, чтобы избежать сварки над расплавленным флюсовым шлаком, что создает пористость и «червоточины» в готовом сварном шве.
Различия в материалах
Сварка разных типов металла различается в зависимости от различных физических характеристик каждого из них. Например, нержавеющая сталь не передает тепло так же хорошо, как другие металлы, поэтому в зоне сварного шва легко накапливать слишком много тепла, вызывая деформацию стали и снижая ее коррозионную стойкость.Чтобы контролировать нагрев, уменьшите ток сварочного аппарата и увеличьте скорость движения горелки. По сравнению со всеми типами стали, алюминий имеет гораздо более высокую теплопроводность, а также более низкую температуру плавления. Он также очень реактивен по отношению к воздуху, создавая твердый окислительный слой на поверхности. Поскольку этот оксидный слой плавится при гораздо более высокой температуре, чем находящийся под ним алюминий, его необходимо удалить проволочной щеткой или химическим растворителем перед началом сварки.
Алюминий можно сваривать как TIG, так и MIG методами, но алюминиевая присадочная проволока довольно мягкая и может легко запутаться в механизме подачи проволоки сварочной горелки MIG.Во избежание этого используйте тефлоновый или пластиковый вкладыш в механизме подачи проволоки и направляющих трубках для поддержки проволоки от механизма подачи к горелке.
Для сварки алюминия требуется сварочный аппарат с большей силой тока и более высокая скорость сварки, чем для стали, чтобы избежать «прожигания» основного металла и расплавления отверстия при слишком большом нагреве. Алюминиевые сварные швы также должны быть хорошо защищены от окисления инертным защитным газом, например аргоном.
Что следует знать о сварке — Руководство для начинающих от Besttacticalreview.com Кристофер Джозеф
Сварка — это вид деятельности, который существует уже очень давно.
Хотя пластиковые трубы устанавливаются чаще, чем металлические,
многие трубы сделаны из металла и нуждаются в сварке. Собственно говоря,
Сварка — непростая задача, которую Том, Дик и Гарри могут выполнить без
обучение. Искусство сварки требует терпения, достаточной практики и
получить необходимые знания, чтобы они могли выполнять это превосходно. Если вы
новичок в сварке, важно с самого начала усвоить положительные качества сварки.
чтобы потом не ошибиться.
Собственно говоря,
Сварка — непростая задача, которую Том, Дик и Гарри могут выполнить без
обучение. Искусство сварки требует терпения, достаточной практики и
получить необходимые знания, чтобы они могли выполнять это превосходно. Если вы
новичок в сварке, важно с самого начала усвоить положительные качества сварки.
чтобы потом не ошибиться.
Начинающим сварщикам необходим надлежащий инструктаж, чтобы они могут избежать вреда себе на практике. При правильном мышлении, энергии, сварочные инструменты и процедуры, сварка может оказаться более легкой практикой, чем думает большинство. Ниже приведены восемь вещей, которые следует соблюдать новичку в сварке. узнайте о них, чтобы они стали успешными сварщиками в будущем.
1) Безопасность — в первую очередь
Любой сварщик должен думать о своей безопасности
сначала еще до того, как начнутся сварочные работы.Прежде всего, новичок в
сварщик должен получить правильное снаряжение, такое как сертифицированный сварочный шлем, пожарный
прочная куртка, сварочные перчатки, идеальный сварщик, защитные очки и сварка
плоскогубцы.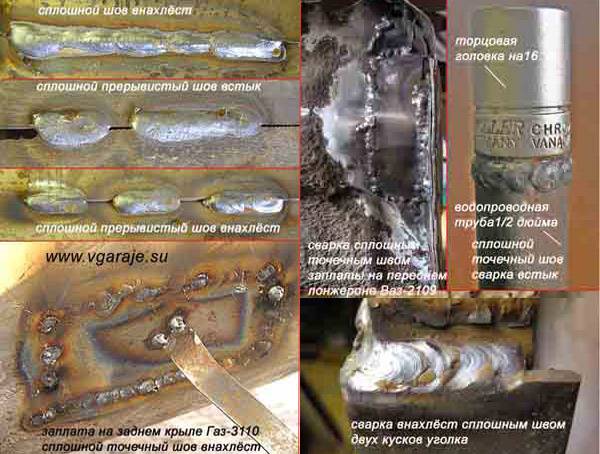 Убедитесь, что в сварочном помещении достаточно вентиляции, чтобы
не задохнись. Как вариант, вы можете применить систему удаления дыма. Брать
меры предосторожности при сварке и избегайте сварки вблизи легковоспламеняющихся материалов. Выбирать
помещение с достаточным пространством, в котором могут свободно летать искры.Тренироваться
начинающим сварщикам следует держать голову подальше от дыма.
Убедитесь, что в сварочном помещении достаточно вентиляции, чтобы
не задохнись. Как вариант, вы можете применить систему удаления дыма. Брать
меры предосторожности при сварке и избегайте сварки вблизи легковоспламеняющихся материалов. Выбирать
помещение с достаточным пространством, в котором могут свободно летать искры.Тренироваться
начинающим сварщикам следует держать голову подальше от дыма.
2) Отверстие для установки расходных материалов
Для плавной работы во время сварки
сварщик должен правильно установить расходные материалы. Чтобы добиться отличного качества сварки,
Сварщик должен обеспечить хорошую проводимость. Сварщик должен установить
плотно закройте свои расходные материалы и в соответствии с рекомендациями производителя. Есть
различные расходные материалы, используемые при сварке, такие как; насадки, цанговые патроны,
диффузоры и контактные наконечники, среди прочего.Безопасное соединение
расходные материалы позволят избежать утечек в любой форме и, таким образом, предотвратить несчастные случаи из-за
происходит. Поэтому при обучении новичка, показывая им, как подключить
Правильный выбор расходных материалов — одна из важнейших составляющих процесса сварки.
быть успешным.
Поэтому при обучении новичка, показывая им, как подключить
Правильный выбор расходных материалов — одна из важнейших составляющих процесса сварки.
быть успешным.
3) Чистота важна
Поддержание чистоты сварочной поверхности — это важный. Это потому, что чистая сварочная поверхность устранит любые ошибки. которые могут быть сделаны при сварке.Свариваемую поверхность следует очистить. также. Это важно, потому что грязь, жир, масло и т. Д. мусор может попасть в сварочную ванну, что приведет к загрязнению и плохое качество сварки. Каждому новому сварщику необходимо хорошо обучать правильные процессы очистки для различных материалов. Это упростит для сварщика и результат — качественные сварные швы.
4) Различные сварочные процессы
Когда вы отправляетесь на сварку, вы должны знать
существуют различные сварочные процессы, о которых следует знать.Три основных процесса сварки
включают процессы TIG, MIG и Stick-порошковой наплавки. Эти процессы различаются
друг от друга, некоторые из них просты в использовании и подходят для начинающих, в то время как
другие методы отлично подходят для профессиональных сварщиков. Например, МИГ и
порошковые под сварку проволокой. Все эти три вида сварки отличаются от
друг друга. MIG и порошковая сварка проще всего в использовании, в то время как TIG немного сложнее.
технические, поскольку они связаны с автомобильными и архитектурными работами.Кроме того, TIG — это
считается самым трудным для изучения, и нужно очень внимательно относиться к
применяя это. Новичок должен иметь возможность изучить эти различные виды сварки.
процессы, если они хотят стать профи в будущем. Если вы очень хотите
изучая, вы также можете узнать о плазме
резак тоже.
Эти процессы различаются
друг от друга, некоторые из них просты в использовании и подходят для начинающих, в то время как
другие методы отлично подходят для профессиональных сварщиков. Например, МИГ и
порошковые под сварку проволокой. Все эти три вида сварки отличаются от
друг друга. MIG и порошковая сварка проще всего в использовании, в то время как TIG немного сложнее.
технические, поскольку они связаны с автомобильными и архитектурными работами.Кроме того, TIG — это
считается самым трудным для изучения, и нужно очень внимательно относиться к
применяя это. Новичок должен иметь возможность изучить эти различные виды сварки.
процессы, если они хотят стать профи в будущем. Если вы очень хотите
изучая, вы также можете узнать о плазме
резак тоже.
5) Знать входное напряжение
Перед тем, как приступить к сварке, вы должны знать
два наиболее важных напряжения для использования. Это 110 В и 230 В.Кроме того, они
присутствуют в большом количестве домов. В общем, чем выше входное напряжение
позволит вам проникать в более толстые материалы, в то время как более низкое входное напряжение
позволит вам проникать в более тонкие материалы. Если вы новичок, это будет
отлично подходит для начала работы со сварочным аппаратом с двойным напряжением, обеспечивающим как низкое, так и низкое напряжение.
более толстые напряжения. Это поможет новичкам обрести уверенность и научиться
полностью использовать сварщика.
В общем, чем выше входное напряжение
позволит вам проникать в более толстые материалы, в то время как более низкое входное напряжение
позволит вам проникать в более тонкие материалы. Если вы новичок, это будет
отлично подходит для начала работы со сварочным аппаратом с двойным напряжением, обеспечивающим как низкое, так и низкое напряжение.
более толстые напряжения. Это поможет новичкам обрести уверенность и научиться
полностью использовать сварщика.
6) Пользовательский интерфейс
Не все сварочные аппараты просты в использовании.Таким образом,
новичку следует выбрать сварщика с простыми в использовании настройками. Приходят некоторые сварщики
с трудностями в использовании шкалы в настройках сварки. Замечательная машина должна быть
возможность настройки набора номера с логической прогрессией, которая позволяет вам
выбрать процесс, толщину и тип материала, который вы собираетесь сваривать
и форма сварочного материала, который вы собираетесь сваривать. Качественные машины будут
автоматически распознает, к какому входному напряжению вы подключены, и будет
при необходимости измените настройки.Такой сварщик облегчит задачу новичку.
пользоваться аппаратом и привыкать к сварке.
Качественные машины будут
автоматически распознает, к какому входному напряжению вы подключены, и будет
при необходимости измените настройки.Такой сварщик облегчит задачу новичку.
пользоваться аппаратом и привыкать к сварке.
7) Материал
В некоторых случаях процессы и расходные материалы лучше подходят для сварки определенных материалов, а в некоторых ситуациях могут потребоваться дополнительные инструменты. Перед покупкой сварочного аппарата ознакомьтесь с инструкциями производителя и подумайте о проектах, которые вы имеете в виду, прежде чем выбирать Это. Подумайте, нужны ли вам другие материалы, такие как нержавеющая сталь, алюминий. или низкоуглеродистой стали различной толщины.Например, вы можете сваривать алюминий применяя процесс MIG, но вы получите отличные результаты, используя катушку пистолет для подачи расходных материалов. Купите идеальную машину, если хотите получить качество Результаты.
8) Сохраняйте комфорт во время сварки
Один из лучших способов для новичка
стать профессиональным сварщиком и хорошо овладеть этим искусством — это убедиться, что они
удобны в своей рабочей зоне. Когда рабочая зона эргономична
организованный, сварщику будет легко и комфортно работать в таком
площадь.К тому же сварщик останется прохладным и комфортным во время
весь процесс сварки. Когда рабочая зона организована и находится в хорошем состоянии,
таких вещей, как травмы и несчастные случаи, можно избежать с большим отрывом. Следовательно,
убедитесь, что у вас есть удобная рабочая зона как у новичка, чтобы выполнять
лучше.
9) Техническое обслуживание крайне важно
После сохранения рабочей зоны и машин
чистым, пора узнать, как поддерживать различные инструменты, которые вы используете
во время сварки, чтобы продлить срок их службы и эффективность.Гарантировать
чтобы вы узнали, как поддерживать каждый сварочный инструмент и детали в хорошем состоянии, чтобы
что они могут продолжать выступать на высоком уровне. Время от времени пересматривайте
соединения, источник питания, газовые баллоны и первичная линия электропередачи. Проверка
Вся сварочная система часто обеспечивает качественные результаты для любого сварщика.
Проверка
Вся сварочная система часто обеспечивает качественные результаты для любого сварщика.
Итог
Когда дело доходит до сварки, нужно многому научиться, прежде чем человек выходит, чтобы выполнить работу. Сварка выходит за рамки обычного понимание того, как держать пистолет и располагать его под прямым углом.Это влечет за собой привитие положительных качеств новичку, чтобы они следовали им во всем свою сварочную карьеру. Кроме того, сварщик должен научиться хранить рабочие поверхности чистые, остаются удобными, разбираются в различных сварках процессы и понять, как правильно обслуживать сварочные инструменты для повышения эффективности и долговечность.
О писателе
Кристофер Джозеф по профессии инженер-механик, но он тоже любит вести блог.Он занимается онлайн и офлайн бизнесом. Он также любит делиться своими знаниями. Вы можете найти его блог здесь: https://besttacticalreviews.com/
6 лучших сварщиков для начинающих (MIG, TIG, Stick) — лучший выбор в 2021 году
Вы можете изучить большинство основ сварки за один день.
Легко освоить, но чтобы по-настоящему овладеть этими навыками, нужны годы. И вы все равно потратите всю жизнь на изучение мелочей, которые делают художника.Как начинающему сварщику, вам нужен аппарат, который легко настроить и использовать, чтобы свести к минимуму ошибки и укрепить вашу уверенность.
Но вам все еще требуется достаточно энергии для выполнения полезной работы, а также приличный набор функций, которые позволят вам развивать свои навыки с годами. Мы собрали хороший выбор сварщиков, подходящих для начинающих.
Выбор сварочного процесса
Проверьте свои потребности в таблице ниже, и вы сразу узнаете, в каком направлении двигаться в поисках идеальной машины.
| Процесс: | Преимущества: | Подходит для: |
|---|---|---|
| TIG | Точность, прочность, контроль нагрева, красота | Открытые сварные швы, кузов, авиация |
| МИГ | Простота обучения, универсальность, быстрое производство | Ремонт оборудования, изготовление, быстрая работа |
| Рукоять | Дешево, большинство материалов, быстро | Ветер, ржавая сталь, высокая прочность |
| Сердечник | Дешево, легко освоить, без газа, большой объем | Сделай сам, ветер, листовой металл, изготовление, ремонт |
| Многопроцессорный | Экономия места и средств | Комплексные проекты |
Быстрое сравнение
| Продукт | |||
|---|---|---|---|
| Изображение | Продукт | Подробности | |
Хобарт Хендлер 140 | Механизм подачи металла Профессиональное качество Регулятор Миллера | ||
Иствуд TIG 200 | Возможности Pro за деньги Популярно у автомехаников Вход 120 или 240 В | ||
Да Сварщик MIG-205DS | Блокировка спускового крючка 2T / 4T Двойное напряжение питания MIG / TIG / флюс / стержень | ||
Хобарт Stickmate 160i | Весит менее 20 фунтов Двойное питание 120/240 В Сварка стали толщиной до 3/8 дюйма | ||
Форни Easy Weld 140FC-I | 19-фунтовая гиря 30-140 ампер Регулируемая скорость подачи проволоки | ||
Weldpro MIG155Gsv | Двойной вход 120/240 В Блокировка спускового крючка 2T / 4T Включает регулятор |
Лучшие аппараты для начинающих сварщиков
В этом списке лучших станков для начинающих новички будут в кратчайшие сроки.
1. Hobart Handler 140 Сварочный аппарат MIG
- 110 В Вход
- Лист толщиной 24 на сталь 1/4 дюйма
- Совместимость с генератором
- 20-процентный рабочий цикл при 90 А
- MIG и сердечник из флюса
- 25–140 ампер
Плюсы
- Весит всего 65 фунтов
- Зажим заземления промышленного класса
- Привод с алюминиевой проволокой
- Регулятор марки Миллера
- Высококачественная горелка MIG
Минусы
- Несоответствующее качество
- Гаечный ключ, необходимый для регулировки натяжения
Обзор
Один из самых популярных сварщиков MIG для начинающих. Hobart Handler 140 может работать от генератора мощностью 4000 Вт, что позволяет вам выйти из дома или магазина и выполнить работу на своем участке, где нет доступных входов 110/115/120.
Сварочный аппарат Hobart Handler 140 MIG 110v оснащен системой привода с тремя канавками, что позволяет выбрать сплошную проволоку MIG двух разных размеров или проволоку с флюсовым сердечником. На этой машине можно устанавливать катушки с проволокой диаметром 4 или 8 дюймов. Хобарт создает промышленные машины для профессиональных сварщиков, и это проявляется в качестве сборки этой машины.
Handler 140 обеспечивает мощность от 25 до 140 А, диапазон, который позволяет сваривать от листового металла толщиной 24 до стали толщиной 1/4 дюйма. Рабочий цикл составляет 20 процентов при 90 ампер. Некоторые пользователи упоминали незначительные проблемы с качеством, такие как отключение проводов. Другим пользователям не нравилось использовать гаечный ключ для регулировки натяжения катушки вместо барашковой гайки, как у других сварщиков.
Hobart включает в себя высококачественный газовый регулятор марки Miller для процесса MIG, а на сварочный аппарат Hobart Handler 140 MIG 110v предоставляется трехлетняя гарантия.
2. Сварочный аппарат Eastwood 200 AC / DC TIG
- Двойной вход 120/240
- AC / DC TIG / палочные процессы
- Полезный выход от 10 до 200 А
- Сварка стали толщиной ¼ дюйма
- Преобразователь прямоугольной формы
- Гарантия 3 года
Плюсы
- Корректировка предпотока-постпотока
- 60-процентный рабочий цикл при 90 А
- Резак WP-17 с гибкой головкой промышленного стандарта
- Высокочастотное зажигание дуги без касания
Минусы
- Блокировка спускового крючка 2T / 4T
- Отсутствует импульсная модуляция
Обзор
Эта и без того хорошая машина была недавно модернизирована, в июле 2021 года, и стала еще лучше. Сварочный аппарат Eastwood TIG 200 AC / DC TIG теперь оснащен резаком CK-17 с гибкой головкой — ножной педалью новой конструкции с качающимся механизмом для точной работы. Счетчик расхода газа теперь является более качественным прибором, отвечающим за частую жалобу владельца.
Сварочный аппарат Eastwood TIG 200 AC / DC TIG теперь оснащен резаком CK-17 с гибкой головкой — ножной педалью новой конструкции с качающимся механизмом для точной работы. Счетчик расхода газа теперь является более качественным прибором, отвечающим за частую жалобу владельца.
Сварочный аппарат Eastwood TIG 200 AC / DC TIG — это настоящий аппарат для сварки TIG с прямоугольной волной, обеспечивающий лучшее качество дуги и дополнительную возможность очистки алюминиевых сварочных луж. Эта машина сваривает листы толщиной 16 мм и листы толщиной 1/4 дюйма. Эта машина — идеальный инструмент для ремонта сломанных кронштейнов двигателя, фиксации облицовки и сварки алюминиевых картеров трансмиссии.
Eastwood снабдил этот сварочный аппарат гораздо более жестким рабочим циклом, и теперь у вас есть 60-процентный рабочий цикл при 190 А при напряжении 240 В и 60 процентов при 143 А. гибкая голова, теперь у нее есть газовые линзы. Сварочный аппарат Eastwood TIG 200 AC / DC TIG поставляется с цангами для электродов диаметром до 1/8 дюйма.
Этим обновлением машины, которая и без того была довольно хорошей, Иствуд доказал, что она прислушивается к мнению клиентов.
3. YesWelder MIG-205DS MIG / флюсовый сердечник / TIG / стержневой сварочный аппарат
- Режим MIG с синергическим управлением
- Блокировка спускового крючка 2T / 4T
- Вход 110/220 В
- Для крепления 2- и 10-фунтовых катушек
- MIG / сердечник из флюса / TIG / стержень
Плюсы
- Крышка передней панели
- Lift-type TIG запускает
- Цифровой ЖК-дисплей
- Одна кнопка выбирает функцию
- Легкий, 33 фунта
Минусы
- Принимает только 2-фунтовые катушки с проволокой
- Требуется дополнительная передача для TIG / MIG
Обзор
Аппарат YesWelder MIG-205DS для сварки MIG / флюсовым сердечником / TIG / стержневой сваркой обеспечивает сварку MIG / флюсом, TIG и электродную сварку. Имея входное напряжение 120 или 240 вольт, аппарат YesWelder MIG-205DS MIG / flux core / TIG / stick Welder оснащен ЖК-цифровым дисплеем и синергетическим контролем дуги для режима MIG. Вы можете легко выбрать один из четырех сварочных процессов, переключившись с помощью одной цифровой кнопки.
Имея входное напряжение 120 или 240 вольт, аппарат YesWelder MIG-205DS MIG / flux core / TIG / stick Welder оснащен ЖК-цифровым дисплеем и синергетическим контролем дуги для режима MIG. Вы можете легко выбрать один из четырех сварочных процессов, переключившись с помощью одной цифровой кнопки.
Благодаря откидной пластмассовой пылезащитной крышке, аппарат YesWelder MIG-205DS MIG / flux core / TIG / stick Welder эффективно защищает ЖК-экран и цифровые кнопки от пыли, дыма и мусора. Одним из недостатков этого аппарата является то, что в комплект поставки не входит горелка TIG, поэтому вам придется покупать ее отдельно, если вы заинтересованы в сварке TIG.
YesWelder MIG-205DS MIG / флюсовый сердечник / TIG / стержневой сварочный аппарат предназначен для установки катушек с проволокой весом 2 и 10 фунтов. Он оснащен блокировкой пускового курка 2/4 зубца, что позволяет выполнять длительные сварочные работы без необходимости удерживать спусковой крючок нажатым. Этот аппарат предназначен для сварки TIG только на постоянном токе, поэтому он не подходит для сварки алюминия, и на стороне MIG / сердечника из флюса нельзя использовать пистолет для катушки. Вы, вероятно, сможете справиться со сваркой алюминия, перейдя с алюминиевыми электродами в режим дуговой сварки. На этом аппарате можно сваривать сталь толщиной до ⅜ дюйма.
Вы, вероятно, сможете справиться со сваркой алюминия, перейдя с алюминиевыми электродами в режим дуговой сварки. На этом аппарате можно сваривать сталь толщиной до ⅜ дюйма.
4. Hobart 500570 Устройство для дуговой сварки Stickmate 160i
- Сваривает стальную пластину толщиной до 3/8 дюйма
- Работает на входе 120 и 240 вольт
- Выходная мощность 160 А
- Дуговая сварка постоянным током
- Гарантия 5 лет
Плюсы
- Весит менее 20 фунтов
- Технология горячего старта
- Плавная регулировка силы тока
- Широкий выходной диапазон 20-160 А
- Регулируемый плечевой ремень
Минусы
- Разработан в США, но произведен в Китае
- Максимум 80 А при 120 В
Обзор
Являясь одним из старейших, самых инновационных и уважаемых американских сварочных брендов, многие пользователи покупают аппараты, потому что Хобарт — американская легенда. Однако стоит отметить, что аппарат для дуговой сварки Hobart Stickmate 160i на самом деле производится в Китае. Это высококачественная машина, но если для вас важно «Сделано в США», то это единственная особенность, которой она не обладает. Тем не менее, владельцы в подавляющем большинстве оставляют ему хорошие отзывы, и Хобарт подкрепляет его той же 5-летней гарантией, что и на модели американского производства.
Однако стоит отметить, что аппарат для дуговой сварки Hobart Stickmate 160i на самом деле производится в Китае. Это высококачественная машина, но если для вас важно «Сделано в США», то это единственная особенность, которой она не обладает. Тем не менее, владельцы в подавляющем большинстве оставляют ему хорошие отзывы, и Хобарт подкрепляет его той же 5-летней гарантией, что и на модели американского производства.
Усовершенствованная конструкция делает дуговой сварочный аппарат Hobart Stickmate 160i достаточно мощным, чтобы сваривать сталь толщиной до 1/4 дюйма при весе менее 20 фунтов.Этот аппарат оснащен бесступенчатой регулировкой усилителя с шагом в 1 ампер. Владельцы сообщают, что машина отключает выключатели при превышении 80 ампер при напряжении 120 вольт. Это не постоянная проблема, и ее можно решить с помощью выключателя с более высоким номиналом в цепи.
Аппарат для дуговой сварки Hobart Stickmate 160i — это аппарат с двумя входами, способный работать от 120 или 240 вольт. Работа этого сварочного аппарата на входе 240 В — еще один способ избежать проблемы с выключателем, упомянутой выше. При напряжении 240 вольт этот аппарат может сваривать сталь толщиной до 3/8 дюйма при токе 160 ампер.Это удобная и мощная машина, отличающаяся промышленным качеством сборки и простотой в эксплуатации.
Работа этого сварочного аппарата на входе 240 В — еще один способ избежать проблемы с выключателем, упомянутой выше. При напряжении 240 вольт этот аппарат может сваривать сталь толщиной до 3/8 дюйма при токе 160 ампер.Это удобная и мощная машина, отличающаяся промышленным качеством сборки и простотой в эксплуатации.
5.Сварочный аппарат для сердечника флюса Forney Easy Weld 140FC-I для начинающих
- Живой вытяжной вентилятор
- Адаптер с 20 А на 15 А
- 45-процентный рабочий цикл при 60 А
- Лист толщиной 24 на пластину 1/4 дюйма
- Диапазон 30-140 А
Плюсы
- Широкий диапазон регулировки
- Плавная регулировка подачи
- Провод заземления 8-футового пистолета МИГ
- Весит всего 19 фунтов
- Принимает 2-фунтовые и 10-фунтовые катушки
Минусы
- Возможность MIG без газа
- Жесткая проволока плохо подается
Обзор
Даже без газовой MIG нам нравится сварочный аппарат Forney Easy 140FC-I для начинающих. Эта машина очень легкая, весит 19 фунтов. Эта машина оснащена вытяжным вентилятором, который охлаждает коробку и увеличивает срок ее службы. Когда температура не слишком высокая или машина не работает, вентилятор отключается до тех пор, пока он снова не понадобится.
Эта машина очень легкая, весит 19 фунтов. Эта машина оснащена вытяжным вентилятором, который охлаждает коробку и увеличивает срок ее службы. Когда температура не слишком высокая или машина не работает, вентилятор отключается до тех пор, пока он снова не понадобится.
Forney имеет хорошую репутацию благодаря высокому качеству сборки. Сварочный аппарат с сердечником из флюса Forney Easy 140FC-I для начинающих имеет рабочий цикл 30 процентов при 90 А. Выходной диапазон составляет 30–140 ампер, что довольно много для начинающего сварщика, работающего от 120 вольт.Вы можете сваривать листовой металл 24 калибра при токе 30 ампер и лист толщиной 1/4 дюйма при 140 амперах.
Благодаря репутации Forney в области качества и обширной дилерской сети, годовой гарантии, компактности и отличной производительности, вы вряд ли будете разочарованы установкой Forney Easy 140FC-I Flux Core Welder для начинающих. Эта машина является лидером в своем ценовом диапазоне по качеству, долговечности и простоте использования.
6.Weldpro MIG155Gsv Аппарат для дуговой сварки MIG / Stick для начинающих
- Двойная входная мощность 120/240 вольт
- Диапазон выходного сигнала от 30 до 155 А
- Лист 24 калибра до пластины 3/8 дюйма
- Предлагает процессы стержневого стержня постоянного тока, сварки MIG и флюса
- Без электромагнитных помех
Плюсы
- Блокировка спускового крючка 2T / 4T
- Дополнительные детали будут работать с TIG
- Плавная регулировка скорости подачи проволоки и нагрева
- Включает газовый регулятор
- Поставляется с зажимом дугового электрода
Минусы
- Некоторые пользователи жалуются на плохую подачу проволоки
- На этой машине устанавливаются только двухфунтовые катушки с проволокой
Обзор
WeldPro MIG155Gsv — это мощный аппарат 3-в-1, который может запускать процессы газовой MIG, флюсовой сердцевины и стержня прямо из коробки, что идеально подходит для начинающих, чтобы начать практиковать. Вы также можете заказать дополнительные детали в WeldPro, чтобы сделать эту коробку совместимой с TIG постоянным током. Этот сварочный аппарат имеет входное питание с двойным напряжением 120 и 240 вольт, что означает, что вы можете подключить его к стандартному бытовому току и сваривать до 140 ампер или подключить к электросети 240 в сети, например, в сушилке или коммерческом электроснабжении в офисе на срок до 155 выходная мощность ампер.
Вы также можете заказать дополнительные детали в WeldPro, чтобы сделать эту коробку совместимой с TIG постоянным током. Этот сварочный аппарат имеет входное питание с двойным напряжением 120 и 240 вольт, что означает, что вы можете подключить его к стандартному бытовому току и сваривать до 140 ампер или подключить к электросети 240 в сети, например, в сушилке или коммерческом электроснабжении в офисе на срок до 155 выходная мощность ампер.
Weldpro оснащает MIG155Gsv электронной схемой реакции, которая контролирует дугу и динамически регулирует настройки для достижения оптимальных характеристик в точке сварки.Владельцам нравится плавная регулировка скорости и нагрева, которые намного лучше, чем ступенчатые или ступенчатые настройки для точной настройки в соответствии с конкретными условиями.
Эта машина поставляется с газовым регулятором, шлангом, горелкой MIG и держателем электрода дугового разряда. Имеются сообщения о беспорядочной подаче проволоки и случайных проблемах с контролем качества. WeldPro имеет отличную репутацию в области обслуживания клиентов и предоставляет на MIG155Gsv 2-летнюю гарантию.
WeldPro имеет отличную репутацию в области обслуживания клиентов и предоставляет на MIG155Gsv 2-летнюю гарантию.
Трудно ли научиться сварке? — Типы, методы и руководство
0Последнее обновление:
Если у вас есть мастерство и внимание к деталям, сварка может стать для вас приятным занятием.Вначале это может показаться трудным, но через две недели вы сможете понять основы сварки.
За короткое время вы изучите основы и с этого момента улучшите свои сварочные навыки. Большинство людей обычно спрашивают: «Трудно ли научиться сварке?» Что ж, в этой статье мы ответим на ваши вопросы о сварке. Но сначала что такое сварка?
Но сначала что такое сварка?
Что такое сварка?
Сварка — это процесс соединения двух металлических деталей. Хотя существуют и другие методы крепления металла, такие как клепка, пайка и пайка, сварка более популярна, поскольку она универсальна и осуществима.
Существуют различные способы сварки металла. Несколько способов использовать тепло для размораживания двух деталей, которые вы прикрепляете, и, как правило, для эффективного скрепления деталей используется присадочный металл. В некоторых методах сварки используется давление, в других — давление и нагрев.
Если вы соединяете металлы с помощью пайки и пайки, две металлические части сохраняют свои характеристики. Во время сварки соединяемые детали меняются. Эти изменения создают прочную связь. Он такой же мощный, как исходный материал, из которого сделаны металлы.
Давайте теперь рассмотрим некоторые из наиболее распространенных типов сварки, которым вы также научитесь.
Кредит: Парилов, Shutterstock
.Общие типы сварки
Наиболее часто используемые типы сварки включают:
В этом типе сварки используются обмотки из металлической проволоки, пропущенной через сварочный пистолет, чтобы уменьшить нарушения в процессе сварки. Эта постоянная процедура позволяет сварщику формировать прочные и идеальные стыки.
Сварочная проволока — это быстрый, более доступный по цене и идеальный вариант для начинающих сварщиков.Этот вид сварки в основном используется для тонких металлических листов.
Если у вас мелкий и быстрый ремонт, этот вид сварки для вас. Сварка штучной сваркой — наиболее часто применяемый вид сварки, и вместо использования металлических кабелей используется стержневой анод. Этот тип медленный, но он может сваривать корродированные металлы вместе.
- Сварка вольфрама в инертном газе
Сварка вольфрамом или TIG используется в автомобильных задачах. Специалисты предпочитают этот тип сварки, поскольку результаты кажутся чистыми и хорошо выполненными. TIG идеально подходит для соединения тонких и листовых металлических предметов. Сварка вольфрамом — самая сложная задача, но этому можно научиться.
TIG идеально подходит для соединения тонких и листовых металлических предметов. Сварка вольфрамом — самая сложная задача, но этому можно научиться.
Требования к началу сварки
Обучение
Вы можете получить знания о сварке на собственном опыте. Например, если член вашей семьи владеет гаражом и зарабатывает на жизнь ремонтом автомобилей, вы можете проявить интерес к обучению сварке.
Однако лучший способ научиться сварке — это пройти обучение у специалиста.Только по окончании обучения вы получите лицензию на работу грамотным сварщиком.
Тем не менее, если вы не собираетесь работать сварщиком, а хотите работать только над проектами для индивидуального использования, вам не нужна лицензия.
Материалы
Чтобы сваривать разные материалы для разных проектов, у вас должны быть полные и эффективные сварочные материалы и инструменты.
У вас должно быть следующее:
Рабочие материалы — это металлические детали, которые вы хотите прикрепить. Чтобы сварка была эффективной, материалы должны быть достаточно прочными, чтобы выдерживать тепло, и быть гибкими, чтобы образовывать прочную связь.
Чтобы сварка была эффективной, материалы должны быть достаточно прочными, чтобы выдерживать тепло, и быть гибкими, чтобы образовывать прочную связь.
Возможно, вы видели сварщиков, надевающих защитное снаряжение, такое как перчатки, комбинезон, защитную обувь, сварочные щитки и многое другое. Чтобы обезопасить себя от чрезмерного нагрева, который вызывает факел, и выбросов газов. Обязательно наденьте защитное снаряжение, так как оно обеспечит более эффективное и безопасное выполнение задач.
В наши дни в магазинах доступен широкий выбор сварочного инструмента.Некоторые из наиболее часто используемых инструментов включают измерительные инструменты, кислородно-ацетиленовые горелки, защитные газы и расходные стержни. Кроме того, вам потребуются молотки, пилы и зажимы.
Кредит: Monkey Business Images, Shutterstock
.Безопасность при сварке
Сварка использует электричество и чрезмерное тепло. Перед началом сварки обязательно надеть защитное снаряжение. Чтобы уберечь вас от этих суровых условий.
Чтобы уберечь вас от этих суровых условий.
Независимо от того, свариваете ли вы материалы на рабочем месте или дома, вы должны соблюдать правила техники безопасности при использовании электрического оборудования и обеспечивать общую безопасность на работе.Находясь дома, соблюдайте список «безопасности магазина».
Этот список должен содержать конкретные указания о том, как сохранить чистоту и безопасность на рабочем месте или в магазине. Он также должен включать обслуживание инструмента, потому что инструменты в хорошем состоянии безопаснее, чем инструменты в плохом состоянии.
Убедитесь, что вы храните материалы и инструменты в подходящих местах. После их использования они должны быть готовы и хорошо учтены. И самое главное, вы должны хранить свои принадлежности в запираемом месте.
Легко ли делать сварку?
Сварка становится проще, если вы прошли соответствующую подготовку. К сварочным задачам предъявляются самые разные требования, и каждое из них отличается от других и имеет меняющийся уровень сложности.
Например, сварщикам, работающим в цехах по изготовлению металлической мебели, легче по сравнению с подводными сварщиками, строящими нефтяные вышки. Наличие правильных инструментов облегчает сварку. Тем не менее, уровень сложности может увеличиваться в зависимости от используемого типа сварки.
Например, сварщикам, использующим вольфрамовые инертные газы, требуется специальная подготовка для использования их оборудования. С другой стороны, сварщикам стержневой сваркой может не потребоваться всестороннее обучение. Даже в этом случае, если у вас есть опыт в этой деятельности, научиться сварке не составит труда.
Новички могут столкнуться с трудностями и потерпеть неудачу один, два или даже трижды. Однако со временем и постоянной практикой вы будете уверены, что сварка будет легким и полезным занятием. Если вам нравится конструировать и производить вещи, у вас уже есть основа для сварки.Обучение сварке — медленная процедура.
Вы должны понимать, как включить электрический ток для перегрева. Также вам нужно прикрепить две металлические детали. Крепление металла может показаться трудным, но как только у вас будут все инструменты на месте, металл будет хорошо растушевываться.
Также вам нужно прикрепить две металлические детали. Крепление металла может показаться трудным, но как только у вас будут все инструменты на месте, металл будет хорошо растушевываться.
Поначалу сварка может показаться унылой. Тем не менее, это намного проще, чем вы думаете. Вы также должны изучить меры предосторожности, чтобы избежать травм. Как только вы усвоите правила, вы сможете продвигаться вверх.
Давайте теперь рассмотрим некоторые проблемы, с которыми вы можете столкнуться при изучении различных методов сварки.
Проблемы, с которыми вы можете столкнуться при изучении сварки штангой
Кредит: Кристофер ПБ, Shutterstock
- По мере горения ваш электрод становится короче.
Вам нужно будет отрегулировать положение руки, поскольку палка сгорает. Большинство новичков не держат наконечник достаточно близко для правильного проникновения электрода.Эта «длинная дуга» может привести к образованию очень яркой лужи и непрочному сварному шву.
- Возникновение дуги может разочаровывать.
Хотя это то же самое, что зажечь спичку, большинство новичков будут продолжать попадать анод в ловушку на стали из-за отсутствия техники. Это входной барьер для выполнения вашего первого сварного шва.
- Трудно узнать скорость движения.
Многие начинающие сварщики палкой слишком быстро или медленно вытягивают лужу.Это приводит к отключению борта. Вы можете сказать это по тому, как бусинка будет шире и уже в разных местах.
Чтобы получить правильную ширину шва, вы должны поддерживать одинаковую скорость перемещения по всему сварному шву. Обычно для обучения требуется много практики и ошибок.
- Холодный прокат — еще одна проблема.
Может быть «неплавление» по краям сварных швов, если угол наклона рукоятки или сила тока машины неправильные. Бусина не вспыхивает вместе со сталью, а немного проседает, потому что она не полностью сплавлена со сталью.
Проблемы, с которыми вы можете столкнуться при изучении сварки MIG
Кредит изображения: Данил Евский, Shutterstock
- Сварочный аппарат MIG более сложен в настройке.
Вам нужно будет бороться с потоком газа (кубические футы каждый час), скоростью подачи проволоки (дюймы в минуту), натяжением приводного ролика (давлением на кабель) и напряжением. После того, как сварочный аппарат MIG (металлический инертный газ) настроен правильно, сварка станет простой.
Тем не менее, вы должны полностью прочитать свое руководство. В противном случае у вас будут сварные швы ниже среднего. Как новичок, вы можете разочароваться в настройке машины для работы. Новичкам также сложно запомнить правильные настройки для различных проектов.
- Отсутствует слияние с проводным MIG.
Сварные швы при сварке MIG кажутся более жесткими, чем сварка штучной сваркой. Кроме того, из-за низкой силы тока шарики могут стать непрочными. Если вы новичок и хотите улучшить проплавление сварного шва, рекомендуется постоянно избавляться от прокатной окалины с помощью шлифовального станка.
Если вы новичок и хотите улучшить проплавление сварного шва, рекомендуется постоянно избавляться от прокатной окалины с помощью шлифовального станка.
Отсутствие плавления вызывает трещины в сварном шве — это может быть угрозой безопасности (особенно на крупных проектах).
- Получение нужного оборудования.
Необходимое оборудование для сварки MIG, такое как сопла и контактные наконечники, может сбить с толку новичков. Они различаются в зависимости от размера проволоки, и на их запоминание нужно время.
Проблемы, с которыми вы можете столкнуться при изучении сварки TIG
Кредит: YAKISTUDIO, Shutterstock
- Ножная педаль может быть сложной.
Руки уже заполнены — одна держится за наполнитель, а другая — за горелку. Помимо этих задач, вам необходимо хорошо отрегулировать ножную педаль по всему сварному шву.
Это регулирование силы тока может разочаровать новичков. Это может быть особенно неприятно для новичков, у которых сначала нет соответствующей синхронизации.
- У новичков часто бывает загрязнение вольфрамом.
Если вольфрам соприкоснется с присадочной палочкой или сталью, сталь расплавится вместе с ним и скатывается в комок. Вольфрам не захватывает сплошную дугу, и для повторной сварки его необходимо затачивать. Частые визиты к верстачной шлифовальной машине для заострения вольфрама могут вызвать у новичков ощущение, что они не прогрессируют.
- Начинающим сварщикам приходится сталкиваться с несовпадением сварных швов.
Если вы новичок, то тут и там выложите отличный бусинку. Однако в течение некоторого времени вы, вероятно, будете испытывать затруднения с этой процедурой. Это нормально. Ваши бусы по-прежнему будут отражать тот факт, что вы новичок, пока ваш подход не станет плавным.
- Вертикальная и потолочная сварка с помощью TIG затруднена.

Из-за расположения руки сварка вертикально и над головой с использованием вольфрама в среде инертного газа затруднена. Новички могут быть недовольны неуклюжими движениями рук, в которых нуждаются эти позиции.Это приводит к большему загрязнению вольфрамом и нарушению работы сварных швов.
Верхняя сторона сварного шва
Самое лучшее в сварке — это то, что у вас всегда будет что-то новое. Благодаря сварке у вас всегда будет новый проект, над которым нужно работать, и вы будете искать дополнительные деньги. Вы также всегда будете изучать новые навыки, так как есть бесчисленные задания.
Работа на полную ставку может быть однообразной. Ежедневно делать одно и то же — это постоянный распорядок. Однако сварка — это забавно. Большая часть приобретения навыков является частью процедуры выращивания.Вы обнаружите, что хотите совершенствоваться и становиться сварщиком.
Лучший способ начала сварки
Практический опыт — лучший способ начать сварку. Когда ты поступаешь в сварочную школу, тебе не захочется удивляться; вы хотите понять, во что вы ввязываетесь.
Когда ты поступаешь в сварочную школу, тебе не захочется удивляться; вы хотите понять, во что вы ввязываетесь.
Перед тем, как посвятить себя школе, вы можете посетить информационную сессию или семинар, прежде чем начать учиться. Посетите ближайший магазин и узнайте, можете ли вы проследить за рабочим.Они обучат вас тому, как стать сварщиком, без необходимости сразу же отправляться в школу. По мере того, как вы начнете постепенно практиковаться, вы поймете, что лучше всего подходит для вас.
Научиться сварке — это просто
Если вы новичок в сварке или только начинаете тренироваться, не беспокойтесь. При условии, что вы будете внимательны и будете соблюдать правила техники безопасности, сварка будет проще простого. Однако вы не узнаете процесс сварки за один раз.
Тем не менее, тренируйтесь и работайте как можно больше.Есть огромная потребность в сварщиках как на месте, так и за рубежом.
Для решения сварочных задач в различных отраслях промышленности, таких как строительство, автомобилестроение, нефтедобыча, судоходство и многих других, вам потребуется дополнительное обучение. Поэтому идите на тренировку, потому что это несложно.
Поэтому идите на тренировку, потому что это несложно.
Кредит предоставленного изображения: Шивани Хасрадж Дхаргаве, Shutterstock
Основные принципы сварки |
Число применений сварки, казалось бы, бесконечно. Независимо от того, являетесь ли вы профессиональным сварщиком или просто любителем, у тех, кто понимает основы 101 сварки и фундаментальные принципы того, что такое сварка, есть множество возможностей.Технологии влияют на сварку так же, как и на все остальные сферы нашей жизни, и теперь сварщики могут работать на любой глубине воды (и даже в космосе!). Сварка — это соединение двух объектов вместе с использованием тепла и присадочного материала. Наполнитель нагревается до точки плавления и может объединяться между двумя объектами. В результате получается прочное соединение (также известное как сварной шов).
Существует три основных типа традиционной сварки. Это:
- Ручная сварка
- Металлический инертный газ (известный как сварка MIG)
- Вольфрам в инертном газе (сварка TIG)
Существуют и другие разновидности сварки, включая плазменную дугу и лазерную сварку, но три основных типа сварки, сварка электродом, сварка MIG и TIG покрывают до 90% сварочных задач во всем мире.
Сварка палкой
Это самая популярная техника для новичков и профессионалов в сварке. Сварка палкой работает путем пропускания электрического тока через металл и электрод (известный как палочка). Процесс работает, потому что электрод плавится. Это заставляет его соединяться с металлом и образовывать соединение. Причина, по которой это такой популярный вид сварного шва, заключается в том, что его очень легко освоить. Отчасти это также может быть связано с тем, что оборудование для сварки штангой дешевле, чем другие типы сварочного оборудования.Есть три основных типа сварочных комплектов, доступных для тех, кто хочет попробовать сварку штучной сваркой. Это:
У каждого из них будут свои особенности с точки зрения того, где их можно использовать наиболее эффективно. Как правило, сварочные аппараты на постоянном токе будут немного дороже. Однако эти дополнительные затраты могут быть оправданы, если вы ищете более чистые сварные швы и повышенную универсальность.
Сварка МИГ
Как и сварка штучной сваркой, сварка MIG очень проста в освоении. Он работает путем подачи присадочной проволоки в сварочную горелку и выбора скорости, с которой вы хотите, чтобы она выходила.Это создает дугу, что означает, что вы можете оплавить проволоку прямо на стык. В результате получается чистый и прочный сварной шов. Окисление предотвращается за счет использования газа. Если вы ищете более профессиональную отделку сварных швов, вам следует выбрать комплекты для сварки MIG, которые дороже, чем сварка штучной сваркой.
Он работает путем подачи присадочной проволоки в сварочную горелку и выбора скорости, с которой вы хотите, чтобы она выходила.Это создает дугу, что означает, что вы можете оплавить проволоку прямо на стык. В результате получается чистый и прочный сварной шов. Окисление предотвращается за счет использования газа. Если вы ищете более профессиональную отделку сварных швов, вам следует выбрать комплекты для сварки MIG, которые дороже, чем сварка штучной сваркой.
Сварка TIG
Это самая сложная из основных сварочных технологий, обычно предназначенная для профессиональных сварщиков. Он работает почти так же, как сварка MIG, но позволяет лучше контролировать дугу и сварку.Это потому, что вы можете контролировать температуру сварочной ванны, что означает гораздо большую точность. В результате получаются прочные и эстетичные сварные швы.
Не все сварные швы предназначены для соединения двух металлических частей. Сварка пластмасс — популярное хобби и ценный навык в современной обрабатывающей промышленности из-за большого объема выполняемых задач по изготовлению пластмасс. Наборы для сварки пластмасс работают примерно так же, как наборы для соединения металла, но вместо металла используются термопласты.Процесс обучения использованию комплектов для сварки пластмасс и оборудования, такого как Triac ST, очень быстр, и даже новички смогут легко создавать соединения.
Обучение сварке — ценный навык. Независимо от того, интересуетесь ли вы сваркой в качестве хобби или карьеры, она подходит как для практических умов, так и для творческих людей. Надеюсь, вам понравился наш пост по основам сварки 101. Если вас интересуют более фундаментальные принципы сварки, дайте нам знать, отправив электронное письмо по адресу [email protected], в теме письма «Основы сварки 101», пожалуйста.
Сварка для начинающих — Metfab
Лучший сварщик для начинающих? Лучший сварщик для начинающих, если его выбрать с умом, может оказаться последним, в котором вы когда-либо будете нуждаться. В качестве бонуса вы не будете долго сваривать как новичок.
Простота использования и универсальность в совокупности делают сварщика лучшим для начинающих. Выбирайте с умом, чтобы получить максимальную отдачу от металлоконструкций.
Достаточно простой в использовании, чтобы новичок мог быстро начать делать полезные сварные швы без разочарования, и достаточно универсален, чтобы сваривать популярные металлы различной толщины в различных условиях.
Как и наши современные сварочные аппараты MIG.
Чтобы прояснить ситуацию, лучший сварщик для начинающих — это настоящий сварщик MIG, способный выполнять дуговую сварку металла в газовой среде (GMAW). Используя газовую защиту для наилучшей защиты сварных швов, сварщик MIG может также выполнять сварку без газа, используя проволоку с флюсовым сердечником.
Некоторые безгазовые сварщики получают статус MIG. Но они работают только с проволокой с флюсовым сердечником, и им не хватает универсальности и простоты использования, присущих машинам для полной сварки MIG.
Сварщик MIG поможет новичку в быстром выполнении прочных и эффективных сварных швов — намного быстрее и проще, чем с любым другим типом сварочного аппарата.
Если вы новичок или недавно проявляете интерес к сварке, возможно, вы не знаете, что существует множество различных типов сварки. Из всех стилей и типов сварки четыре наиболее распространенных — это MIG, TIG, Stick и дуговая сварка порошковой проволокой. Давайте рассмотрим четыре типа сварки и определим, подходит ли сварка MIG для начинающих.
СваркаMIG считается стилем сварки для начинающих или для любителей.Постоянная подача проволоки и равномерное смешение газов позволяют выполнять сварку, которую легко освоить и которую легко освоить. С помощью сварочного аппарата MIG вы можете обрабатывать все типы металлов, включая сталь, алюминий, нержавеющую сталь и никель.
Бывают случаи, когда сварка MIG не подходит, например, вертикальная сварка и сварка над головой. Температуры менее приемлемы, и сварные швы в таких ситуациях будут растекаться. Однако, поскольку вы можете выбирать из множества газов, толщины проволоки и типов металлов, сварка MIG чрезвычайно популярна.
При использовании подходящего оборудования для сварки MIG не приходится много гадать. Вы набираете в машине тип металла, толщину и тип проволоки. Как только это будет сделано, оборудование заработает само, обеспечивая оптимальную скорость нагрева и подачи проволоки для выполняемой работы. Изучив различные углы и скорости сопла для получения наилучшего сварного шва, вы в значительной степени освоите сварку MIG.
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это сварочный процесс, отличный от сварки MIG.Во-первых, для сварки TIG нет присадочного материала или линейки. Вместо того, чтобы использовать другой металл для нагрева и соединения деталей, сварка TIG нагревает два куска металла и плавит их вместе.
СваркаTIG — это более точная сварочная практика, для которой требуется хорошо обученный оператор. Чтобы решить, что лучше, сварка TIG или MIG для новичков, почти всегда ответ будет падать на сварку MIG.
Еще одно существенное отличие — способности сварщиков. Сварка TIG обычно используется для сварки более тонких металлов и сварных швов меньшего размера. Сварка MIG может соединять более толстые металлы и создавать большие валики из-за присадочного материала.
Сварка TIG обычно используется для сварки более тонких металлов и сварных швов меньшего размера. Сварка MIG может соединять более толстые металлы и создавать большие валики из-за присадочного материала.
Сварка палкой, также известная как дуговая сварка защищенным металлом (SMAW), является одним из старейших известных методов сварки. Это также один из самых сложных видов сварки. Поскольку углы наконечников, электрический ток и настройки должны быть точными, это может быть сложно изучить, использовать и освоить.
Для сваркипалкой используется пруток, что очень похоже на подачу проволоки в сварочном аппарате MIG.Вам нужно будет постоянно заменять этот стержень по мере его использования. Однако, из-за универсальности сварки штангой, она полезна для многих типов соединений металлов, которые другие модели не могут выполнить.
Самым значительным преимуществом сварки штангой является то, что ее можно выполнять в неблагоприятных условиях, таких как дождь или ветер. Для того, чтобы хорошо разбираться в сварке штангой, у вас должен быть большой опыт и знания, поэтому не рекомендуется для начинающих.
Сварка сердечником под флюсом (FCAW) — более быстрая альтернатива сварке MIG.Однако это не для новичков, так как преимуществ больше, но требуется более высокая кривая обучения. В отличие от сварщиков MIG, в сердечнике из флюса не используется газ. Вместо этого проволока с постоянной подачей покрыта флюсом, который обеспечивает защиту от загрязнений, которую делает газовый пузырь сварочного аппарата MIG.
Как и сварка штучной сваркой, сердечник из флюса можно использовать в неблагоприятных условиях, таких как ветер (однако, не под дождем). Самым большим преимуществом является то, что FCAW может соединять загрязненные металлы вместе без ущерба для состава.
Дуговая сварка или сварка TIG для начинающих не рекомендуется.Освоив более удобный для новичков метод, такой как сварка MIG, вы можете переходить к более продвинутым методам, таким как сварка палкой, TIG и дуговая сварка порошковой проволокой.
Как собрать сварочный аппарат MIG Ваш новый сварочный аппарат MIG будет готов к сварке в считанные минуты после распаковки.
- Подсоедините пистолет (резак) и кабель (быстрые евро-разъемы делают это еще проще)
- Подсоедините рабочий кабель / зажим
- Проверьте или установите ролик привода проволоки, соответствующий размеру проволоки
- Нагрузка катушки с проволокой
- Подключить шнур питания к розетке
- Пропустить проволоку в кабельный канал до пистолета
- Присоедините контактный наконечник и сопло пистолета
- Подключите газ при использовании сплошного провода
Это так просто.
Убедитесь в этом сами, посмотрев видеоролик о базовой настройке сварочного аппарата MIG.
Знать основы сварки
Процесс сварки прост. Он заключается в нагревании двух металлических частей до точки плавления. Затем расплавленные жидкости объединяются в сварочной ванне и превращаются в одну, когда расплавленные металлы затвердевают. Сварка — один из ключевых навыков в производстве металла.
Он заключается в нагревании двух металлических частей до точки плавления. Затем расплавленные жидкости объединяются в сварочной ванне и превращаются в одну, когда расплавленные металлы затвердевают. Сварка — один из ключевых навыков в производстве металла.
Третий источник металла, также известный как наполнитель, обычно вводят и расплавляют вместе с двумя основными металлами, чтобы увеличить общую массу сварного шва.
Этими присадочными металлами могут быть электроды, присадочные стержни или проволока с непрерывной подачей, в зависимости от выбранного процесса сварки.
При правильном выполнении сварной шов не будет иметь дефектов, таких как проколы, и будет хорошо соединяться с основным металлом на своих внешних краях. Хороший сварной шов также будет проникать до основания основных металлов и полностью их плавить.
Чтобы узнать несколько основных терминов по сварке, перейдите сюда.
Режимы глобуса или распыления для толстой стали Большинство фермеров могут не осознавать, что регулировка напряжения, силы тока и скорости подачи проволоки на аппаратах для сварки проволокой может обеспечить режимы передачи, точно настроенные для толстого металла. По словам Карла Хоэса из Lincoln Electric, ограничивающим фактором для режимов шарового или распыления является то, что они могут использоваться только на металле толщиной ⅛ дюйма и толще и только при выполнении плоских и горизонтальных угловых швов.
Шаровая передача (короткая дуга): напряжение, сила тока и скорость подачи выше, чем в стандартном режиме короткого замыкания. Это приводит к тому, что большие шарики проволоки выходят из конца проволоки и попадают в сварочную ванну. Этот режим обеспечивает сварку глубокого проплавления на толстом материале, но при этом образуется много брызг.
Распылительная дуга: напряжение, ток и скорость подачи проволоки выше, чем в шаровом режиме. Он производит поток крошечных капель расплава, которые разбрызгиваются по дуге от проволоки к металлу. Для истинного распыления вам потребуется газ, богатый аргоном. Распылительная дуга позволяет использовать проволоку большого диаметра, поэтому наплавляется много металла и получается бусинка великолепного вида. Его можно использовать только для плоских или горизонтальных угловых швов; лужа очень жидкая. Обязательно замените сопло вашего пистолета на сопло длиной около 3 дюймов или больше
Его можно использовать только для плоских или горизонтальных угловых швов; лужа очень жидкая. Обязательно замените сопло вашего пистолета на сопло длиной около 3 дюймов или больше
Во-первых, попрактикуйтесь в обращении со сварочным пистолетом без сварки.Положите его ствол в одну руку и опустите эту руку на стол. Другая рука управляет спусковым крючком пистолета. Встаньте в удобное положение и плавно перемещайте пистолет по рабочей поверхности. Отрегулируйте позу и движения пистолета так, чтобы они казались естественными. Попытайтесь расслабиться, позвольте этому течь.
Присоедините рабочий кабель к заготовке и держите пистолет так, чтобы проволока касалась поверхности сварного шва под углом примерно 30 градусов. Слегка коснитесь проволокой поверхности, нажмите спусковой крючок и осторожно потяните пистолет на себя, чтобы сделать первый пробный сварной шов.Проволока должна плавиться в сварочную лужу с равномерной скоростью и издавать устойчивый треск во время движения. При необходимости отрегулируйте настройки сварочного аппарата.
Это личное предпочтение, но я считаю, что научиться дуговой сварке электродом — отличное начало. Однако вам нужно подумать о том, над какими проектами вы планируете работать.
Имейте в виду, что не существует единого метода сварки, который лучше всего подходил бы для всех областей применения.
Рассматривая три основных метода, между ними есть некоторая взаимосвязь, но есть также определенные вещи, которые каждый из них делает лучше, чем два других.
Например, сварка TIG — это выбор для сварки хрома, латуни, меди, магния и титана. Для сварки алюминия требуется метод MIG или TIG. Но для сваривания чугуна вам понадобится аппарат для ручной сварки.
Если вы выбрали сварку стали или нержавеющей стали, вы можете выбрать любой из трех методов. Просто помните, что сварка стали сварочным аппаратом TIG займет значительно больше времени, чем сварочным аппаратом MIG или стержневой сваркой.
И, если вы ведете сварку на открытом воздухе или на сквозняках, вы не захотите сваривать сталь методом MIG, если сначала не переключитесь на проволоку с флюсовым сердечником.
Не пугайтесь выбора, поскольку сварщики-любители работают почти исключительно со сталью. Таким образом, вы можете сузить выбор методов сварки до электродных или MIG-методов.
Если вы планируете сваривать металлы толщиной от 1/4 ″ до 5/16 ″ снаружи или в сарае с открытыми дверями на ферме или ранчо, вам, вероятно, больше понравится сварка штучной сваркой.
Если вы работаете с более тонкой сталью и будете находиться в помещении почти без ветра, то вы, вероятно, сначала захотите научиться сварке MIG.
Современный аналог моего 30-летнего сварщика постоянного и переменного тока, которым я до сих пор регулярно пользуюсь, можно найти здесь!
Сварочный аппарат MIG, который я использую в магазине, — это Lincoln Easy MIG 180!
Научитесь самостоятельно выполнять сварку MIG Достаточно немного попрактиковаться, и вы начнете делать простые ремонтные работы и проекты.
Промышленные производители ценят сварку MIG за ее способность адаптироваться к автоматизированным процессам. Создатели сварочных аппаратов MIG используют ту же приспособляемость для создания потребительских машин, оснащенных множеством функций, которые помогают новичкам научиться сварке.
Потратьте немного времени на изучение хорошей книги по сварке и посмотрите несколько видеороликов о сварке, подобных показанному выше. Затем соберите несколько кусков металлолома, настройте нового сварочного аппарата и приступайте к сварке. После некоторых проб и ошибок вы научитесь этому.
Продолжайте читать, чтобы узнать, сколько функций сварочных аппаратов MIG и процесса сварки MIG объединены, что делает MIG лучшим сварочным аппаратом для начинающих сварщиков.
Подготовьте металл Отметьте линию твердосплавным резцом или столярным шилом и разрежьте отрезной пилой по металлу или ножовкой. Для получения прочного шва очистите металл обезжиривателем.
Никогда не смотрите прямо на сварочную дугу даже в течение доли секунды без сварочной маски.Непрямое воздействие сварочной дуги также может повредить вам глаза, даже если вы находитесь на улице.
Обязательно наличие качественной сварочной маски. Независимо от того, планируете ли вы наблюдать за инструктором, другом или наставником по сварке, неплохо иметь собственный сварочный шлем. Не отчаивайтесь от ассортимента и ценового диапазона.
Начните с хорошего самозатемняющегося шлема с регулируемой функцией затемнения. Хороший можно получить, не разбивая банк. При этом ваши глаза — одно из самых ценных предметов оборудования, которым вы владеете.
При надлежащем уходе новый шлем должен прослужить много лет. У меня было несколько за эти годы.
Как новый сварщик, ваш опыт будет улучшен благодаря функции регулируемого затемнения. Отличный способ познакомиться с его эффективностью — посмотреть, как сваривает кто-то другой.
Это дает вам возможность отрегулировать затемнение на шлеме под огнем, не отвлекаясь. Качество сварного шва должно улучшиться быстрее, если вы сможете более четко видеть, что вы делаете.
Вы не хотите, чтобы регулировка была слишком легкой до такой степени, что дуга ослепляет вас. С другой стороны, слишком темно, и вы не сможете увидеть, куда идете со сварным швом.
Простые элементы управленияВы найдете таблицу настроек на боковой панели основных сварочных аппаратов. Найдите толщину материала и отсканируйте таблицу, чтобы увидеть варианты настроек для газа или без газа с разными размерами проводов. Используйте элементы управления на передней панели для установки начальных значений напряжения (нагрева) и скорости подачи проволоки (силы тока).
Еще проще: современные сварочные аппараты MIG позволяют вводить информацию о материале, а аппарат самостоятельно регулирует напряжение и скорость подачи проволоки. Новички в сварке, а также более продвинутые энтузиасты оценят эту функцию.
Сначала потратьте немного времени, просто положив бусинки на цельный кусок более толстой стали. Сконцентрируйтесь на ванне, которая представляет собой небольшую ванну расплавленного металла у основания дуги. Вообще говоря, бассейн должен быть достаточно круглым.
Сварка — это все о бассейне и о том, как сварщик создает и поддерживает его. Укладка монет — это термин, придуманный для описания хорошего сварного шва. Представьте себе монету, положенную на бок под очень небольшим углом с слегка приподнятой задней кромкой.
А теперь представьте ту же самую десятицентовую монету, половина массы которой находится под поверхностью свариваемого металла, а другая половина — над основным металлом. Теперь представьте цепочку монет, перекрывающих друг друга по длине сварного шва.
Если все сделано с правильной силой тока, скоростью и длиной дуги, у вас сложится несколько монет.
Если валик узкий и кажется, что он лежит поверх основного металла, а не является его частью, то либо сила тока слишком низкая, либо сварка выполняется слишком быстро.
И наоборот, если валик имеет более продолговатую или каплевидную форму с концом капли на заднем крае, возможно, сварка выполняется слишком медленно или напряжение может быть слишком высоким.
Защита от сваркиПоскольку мы уже обсуждали сварочный шлем, давайте обсудим некоторые другие элементы, предназначенные для защиты во время сварки.Ультрафиолетовые лучи, исходящие от дуги, могут обжечь всю открытую кожу в непосредственной близости.
Убедитесь, что ваша декольте и плечи не обнажены. Возникший в результате ожог очень похож на очень сильный солнечный ожог.
Раскаленные докрасна искры и расплавленный металл, падающий из области сварки, нанесут серьезный вред вашей коже и одежде, не предназначенной для этого.
Если вы когда-нибудь видели, как горячая искра приземляется на теннисную обувь и прожигает ее, а также ноготь на ноге ниже, что ж … вы поняли.
Помимо кожаных сварочных перчаток, носите как минимум толстые хлопчатобумажные рубашки с длинными рукавами, рубашки с пуговицами и синие джинсы.