Экструдер для полипропилена, сварка листового полипропилена экструдером
Опубликовано: 20.03.2017
За последние десятилетия полипропилен занял значительную нишу в строительной сфере, вытеснив многие другие материалы. Данный материал имеет ряд весомых преимуществ, одно из которых заключается в довольно простом монтаже. Одним из способов создания полипропиленовых конструкций является сваривание, позволяющая получить аккуратные и полностью герметичные швы. Рассмотрим один из вариантов сварки полипропилена при помощи экструдера, который применяется при создании разного рода емкостей.
Оглавление:
- Листовой полипропилен
- Технология сварки
- Сварка полипропиленовых листов
- Методы ручной сварки
- Подведем итоги
Листовой полипропилен
Полипропилен в виде листов получается путем пропускания расплавленного материала под специальными валиками. Он находит широкое применение при создании емкостей, изготовлении труб больших диаметров, в качестве изоляционного материала. Этому способствуют следующие характеристики:
Он находит широкое применение при создании емкостей, изготовлении труб больших диаметров, в качестве изоляционного материала. Этому способствуют следующие характеристики:
- Устойчивость к влаге;
- Высокая механическая прочность;
- Устойчивость к химическим веществам;
- Инертность к ультрафиолетовым лучам.
Кроме того, материал универсален с точки зрения обработки и монтажа. Его можно фрезеровать, резать и соединять различными способами. На данный момент наибольшей популярностью пользуются 3 способа соединения:
- Механический. Требует использование крепежа и не дает высоких изоляционных характеристик конструкции;
- Склеивание. Устойчивость к химическим воздействиям позволяет склеивать материал без ущерба для него;
- Сварка листов полипропилена . Позволяет получить прочное и надежное соединение благодаря использованию специальных инструментов для сварки полипропилена.
Технология сварки
Главная особенность сводится к тому, что при сваривании не происходит изменений в химическом составе листов. Для этого применяется стыковочный материал, а также пруток для сварки, хотя процесс может обходиться и без него.
Для этого применяется стыковочный материал, а также пруток для сварки, хотя процесс может обходиться и без него.
Основные процессы сводятся к трем пунктам:
- Нагрев соединяемых элементов до образования вязкой поверхности;
- Стыковка расплавленных частей механическим способом;
- Остывание деталей в фиксированном состоянии.
Для получения швов высокого качества необходимо соблюдение ряда условий:
- Температура внешней среды не менее 15°С;
- Соответствие присадок свариваемому полипропилену;
- Высокое качество свариваемых поверхностей;
- Правильный выбор инструмента и насадок для него.
Сварка полипропиленовых листов
Сварка для полипропилена выпускается в виде устройств ручного и автоматического использования в зависимости от применяемых инструментов для сварки. В рамках данной статьи рассмотрим ручные способы.
В рамках данной статьи рассмотрим ручные способы.
Методы ручной сварки
Различаются несколько способов:
- Экструзионный. Монтирование деталей производится экструдером для сварки. Это ручной аппарат достаточно небольших размеров, но при этом он позволяет создавать достаточно надежное соединение полипропиленовых листов. Показатели прочности сварных конструкций дают результат в 0,8 по сравнению с 1 исходного материала. Использование экструдера позволяет осуществлять сварку листового полипропилена толщиной от 16 мм. Принцип данного метода заключается в подаче горячего воздуха, который расплавляет материал в зоне проведения сварочных работ. Экструдер подает размягченный состав и перемешивает его до однородности, что позволяет получить шов высокой прочности.
- Строительный фен. Фен для сварки подает разогретый до 180° воздух на края поверхностей, которые оплавляются. Их соединяют и ждут остывания. Полученный результат не может похвастаться высокой прочностью, но такой способ имеет право на существование для соединения полипропилена своими руками.
 Метод можно применять для малых элементов, которые не будут испытывать больших нагрузок. Рекомендован для материала толщиной 20 мм.
Метод можно применять для малых элементов, которые не будут испытывать больших нагрузок. Рекомендован для материала толщиной 20 мм. - Полифазный способ. Данный метод применим для листов самой различной толщины. Его осуществление производится на специальных подвижных столах. Шов, полученный таким способом, имеет высокие показатели прочности и герметичности.
 Метод можно применять для малых элементов, которые не будут испытывать больших нагрузок. Рекомендован для материала толщиной 20 мм.
Метод можно применять для малых элементов, которые не будут испытывать больших нагрузок. Рекомендован для материала толщиной 20 мм.Ручные способы имеют важные преимущества благодаря своей мобильности, что позволяет создавать различные конструкции.
Подведем итоги
Сварка полипропиленовых листов в последнее время находит все больше сфер применения, так как позволяет получить изделия с высокими эксплуатационными характеристиками. Качество производимых работ в большой мере связаны с выбором инструмента и его правильного применения.
Большое распространение при сварочных работах с полипропиленом имеет ручной инструмент, применение которого возможно как в быту, так и в промышленности. Ручной инструмент типа экструдера позволяет получать надежные соединения без потери мобильности монтажа.
Сергей Одинцов
tweet
Сварка листового полипропилена — Мастерские
Содержание
- 1 Свойства материала
- 2 Виды полипропилена
- 3 Особенности сварки листового полипропилена
- 3.1 Методы ручной сварки листового полипропилена
- 3.2 Автоматическая сварка
- 3.3 Сварка отдельных видов полипропилена
- 4 Основы технологии сварки листового полипропилена
На смену традиционным материалам прошлого века со всеми их преимуществами и недостатками пришел новый, недорогой, эффективный, незаменимый в отдельных сферах, материал будущего. Полипропилен обладает рядом очевидных преимуществ. Несложные способы монтажа позволяют его использовать в качестве конструктивного строительного материала. Сварка листового полипропилена включает в себя термомеханические и термические технологии, которые обеспечивают высокопрочные, абсолютно герметичные соединения.
Полипропилен обладает рядом очевидных преимуществ. Несложные способы монтажа позволяют его использовать в качестве конструктивного строительного материала. Сварка листового полипропилена включает в себя термомеханические и термические технологии, которые обеспечивают высокопрочные, абсолютно герметичные соединения.
Свойства материала
Получаемый методом каландрирования расплавленной массы через валки заданных размеров, материал производится в листах. Широко используется в строительстве, изготовлении бытовых предметов, производстве труб, как гидроизоляционный материал. Его важные свойства, такие как:
гидрофобность;
- стойкость к механическим воздействиям, истиранию;
- химическая стойкость,
- инертность к воздействию ультрафиолета,
объясняют широкую популярность полипропилена, который является к тому же  Материал используют в строительстве, горном деле, нефтехимии.
Материал используют в строительстве, горном деле, нефтехимии.
Виды полипропилена
Уникальные свойства материала способствуют его широкому применению. Полипропилен бывает:
- экструдированным;
- кашированным;
- прессованным,
каждый вид имеет собственное назначение, виды монтажа, сварки, склейки.
Маркировка листового полипропилена РР зависит от дополнительных технических характеристик. Маркировка и свойства:
- H – химическая стойкость;
- R – химостойкость дополненная повышенной прочностью, устойчивостью к высоким температурам;
- S – химическая устойчивость, не горючий материал;
- S-el – инертность к химическим реагентам, не горючесть, электропроводность.
Такая маркировка используется на территории страны и за рубежом.
Листовой полипропилен делится на типы по способу производства:
- плотный;
- ячеистый;
- вспененный,
каждый, из них имеет свои технические и технологические особенности. Плотный имеет жесткость, ячеистый имеет структуру упаковочного материала, вспененный ценится как материал для эффективной изоляции.
Плотный имеет жесткость, ячеистый имеет структуру упаковочного материала, вспененный ценится как материал для эффективной изоляции.
Особенности сварки листового полипропилена
Все виды и типы листового полипропилена являются универсальным материалом с точки зрения обработки. Фрезеровка, резка, машинная обработка механическое соединение и сварка – применяются к любому из типов, видов этого материала. Как можно соединять листы полипропилена:
механическим способом, с использованием крепёжного материала, метод не предполагает сохранение герметичности, водонепроницаемости конструкции;
- методом склеивания, химическая инертность материала позволяет создавать достаточно прочные герметичные конструкции без его повреждения;
- сварка, метод с использованием экструдера, фена прочего сварочного оборудования обеспечивает прочные надёжные, абсолютно герметичные соединения.
Метод соединения выбирается в зависимости от производственных целей, технических характеристик материала, наличия технических возможностей.
Методы ручной сварки листового полипропилена
Сварочное оборудование производится как для ручного использования, так и для автоматического применения. Ручная сварка осуществляется следующими методами:
- Экструзионный метод. Соединение осуществляют небольшим по размерам аппаратом, который называется ручной экструдер. Применение ручного экструдера позволяет формировать достаточно надёжные соединения с коэффициентом прочности по отношению к исходному материалу – 0,8, позволяет производить стыковку листов толщиной не менее 16мм. Данным методов производят сварку крупных изделий сложной конфигурации.
Принцип состоит в подаче воздуха, размягчающего и нагревающего пластмассу в зоне сварки, куда встраивается полипропиленовая проволока. Размягчённый состав с помощью присадки подающейся экструдером соединяется с составом разогретого листа, перемешиваясь до однородной массы. Соединения получаются сверхпрочными, с высокого качества швом.
Соединения получаются сверхпрочными, с высокого качества швом.
- Стыковка строительным феном. Под воздействием струи горячего воздуха (180°) расплавляются края листов полипропилена, соединяются и остывают. Метод действенен только при соединениях листов в 20мм толщиной. Шов не отличается высокой механической прочностью. Применение метода рекомендовано для сварки мелких элементов, не предназначенных для серьёзных нагрузок.
- Стыковой или полифузный метод. Применяется для стыковки элементов разной толщины, в том числе и самой большой. Производится с помощью подвижных специальных столов. Шов при стыковой сварке обладает высокой прочностью, надёжностью.
Стыковочные работы проводятся с определённой последовательностью мероприятий. Подготовка рабочего места, очищение от грязи и пыли. Обработка материала абразивными материалами, для придания лучших адгезионных характеристик.
Важнейшее преимущество ручного сварочного оборудования состоит в том, что оно позволяет производить соединительные работы непосредственно на месте, это широкие возможности для создания самых разных конструкций.
Аппараты ручной сварки предполагают использование присадочных материалов. Часто используется полипропиленовая проволока круглого или треугольного сечения разного диаметра (1- 6мм).
Автоматическая сварка
Принцип полифузного сваривания, автоматической сварки состоит в нагреве деталей в месте соединения и стыковки под высоким давлением.
- Края свариваемых деталей фиксируются специальным устройством,
- нагреваются до требуемой температуры,
- прижимаются друг к другу с помощью давления.
Качество получаемого соединения оценивается как очень высокое, надёжность подобных соединений подтверждена практикой.
Преимущества автоматической сварки:
- стыковка листов между собой без швов;
- сварка листов в рулоны;
- соединение под прямым углом;
- торцевое, угловое соединение гарантировано высокой прочности;
- не требуется регулировки давления, оно поддерживается на заданном уровне;
- не происходит перегрева и деформации шовного соединения благодаря автоматическому поддерживанию заданной температуры.
- Автоматика обеспечивает монолитность соединений.

Осуществляются операции на специальном оборудовании. Используются швейцарские станки Leister, немецкие Rothenberger, российские Ingenia, это машины с автоматическим циклом, числовым программным управлением, в арсенале имеющие три цикла сварки.
Сварка отдельных видов полипропилена
Сварка применима для прессованного, экструдированного полипропилена всех марок и типов. Автоматическая или ручная, полифузная, с помощью фена или экструдера сварка применяется для решения различных производственных задач.
Среди всех видов полипропилена выделяется кашированный. Это полипропилен, склеенный с тканевым материалом. Одну сторону листа, с повышенной адгезией соединяют с тканевым материалом из полиэфирных волокон или стеклоткани. Соединяют путём каландрирования, то есть, в процессе экструзии пластмассу механически прижимают к тканевому полотну, ткань внедряется в слой полимера. Так получается уникальный по своим физико-техническим свойствам полипропилен, сочетающтй в себе все самые превосходные качества стеклопластика и полимера:
- прочность;
- повышенная несущая способность;
- улучшенные возможности для пищевых ёмкостей;
- химическая стойкость самой высокой степени.

Максимально прочное соединение ткани и полимера происходит за счёт клеящих составов изготовленных на основе полиэфирной, эпоксидной смолы, других клеев промышленных составов.
Основы технологии сварки листового полипропилена
Основа технологии состоит в том, что соединение элементов термическим способом не влечёт за собой изменения их химического состава. Сварка происходит с использованием стыковочного материала, используется пруток, но сварку осуществляют и без него. Доведение соединяемых поверхностей до вязкого состояния путём нагрева, принудительная стыковка механическим образом, рождает цельную деталь определённой прочности после остывания.
Для обеспечения нормального технологического процесса сварки требуются некоторые обязательные условия:
- Чистое светлое помещение с минимальной температурой воздуха 15°;
- Соответствие присадочных материалов основному;
- Правильный выбор сварочного инструмента и насадок к нему;
- Допустимое качество используемых материалов, лист должен иметь правильную геометрию, ровную поверхность, однородность цвета, пруток ровное сечение, структуру без пузырьков или иных вкраплений;
- Наличие дополнительного инструмента, ножей, наждачных шкурок, растворителей для снятия жира, прочего
- Края свариваемых листов перед сваркой обработать фрезером, для предания угла наклона края 45° к плоскости листа. Соединить листы обработанными краями, так, чтобы образовался паз, в который затем нужно подавать расплавленный полипропилен через экструдер.
- При соединении листов методом спайки феном и склейки, края листов обрабатываются под 90° к плоскости листа.
 Соединить листы обработанными краями, так, чтобы образовался паз, в который затем нужно подавать расплавленный полипропилен через экструдер.
Соединить листы обработанными краями, так, чтобы образовался паз, в который затем нужно подавать расплавленный полипропилен через экструдер.Соблюдение условий гарантирует надёжное качество стыковочных сварных работ любым известным способом.
Экструдер для сварки полипропилена в Украине. Цены на экструдер для сварки полипропилена на Prom.ua
Работает
Пластик под пайку — PPТ40 — 100 грамм — Полипропилен с тальком для сварки (пайки) пластика
На складе в г. Хмельницкий
Доставка по Украине
150 грн/упаковка
Купить
ПластМайстер
Работает
PPТ20 — 100 грамм — полипропилен с тальком для сварки (пайки) пластика
На складе в г. Хмельницкий
Доставка по Украине
150 грн/упаковка
Купить
ПластМайстер
Работает
Прутки пластиковые присадочные — PPТ20 — 500 грамм — полипропилен с тальком для сварки (пайки) пластика
На складе в г. Хмельницкий
Хмельницкий
Доставка по Украине
690 грн/упаковка
Купить
ПластМайстер
Работает
Прутки для пайки — PPТ40 — 1 кг. Полипропилен с тальком для сварки (пайки) пластика
На складе в г. Хмельницкий
Доставка по Украине
1 250 грн/упаковка
Купить
ПластМайстер
Работает
Сварочный пруток — PPТ20 — 1 кг. Полипропилен с тальком для сварки (пайки) пластика
На складе в г. Хмельницкий
Доставка по Украине
1 250 грн/кг
Купить
ПластМайстер
Работает
Прутки пластиковые присадочные — PPТ20 — 500 грамм — полипропилен с тальком для сварки (пайки) пластика
На складе в г. Ровно
Доставка по Украине
690 грн/упаковка
Купить
R-MISS
Работает
PP — полипропилен млечный — 50 грамм для сварки (пайки) пластика
На складе в г. Ровно
Доставка по Украине
80 грн/упаковка
Купить
R-MISS
Работает
Электроды для сварки пластика — PP 100 грамм — полипропилен белый
На складе в г. Ровно
Ровно
Доставка по Украине
133 грн/комплект
Купить
R-MISS
Работает
Пластик под пайку — PPТ40 — 100 грамм — Полипропилен с тальком для сварки (пайки) пластика
На складе в г. Ровно
Доставка по Украине
148 грн/упаковка
Купить
R-MISS
Работает
PPТ20 — 100 грамм — полипропилен с тальком для сварки (пайки) пластика
На складе в г. Ровно
Доставка по Украине
149 грн/упаковка
Купить
R-MISS
Работает
Фен для сварки полипропилена Weldex thermoplan L
На складе
Доставка по Украине
9 000 грн
Купить
ООО «ПОЛИМЕРБУД»
Работает
Электроды для сварки пластика — PP 100 грамм — полипропилен белый
Доставка из г. Ровно
990 грн/комплект
Купить
garazhOk Потрібних речей
Работает
Пластик под пайку — PPТ40 — 100 грамм — Полипропилен с тальком для сварки (пайки) пластика
Доставка из г. Ровно
Ровно
150 грн/упаковка
Купить
garazhOk Потрібних речей
Работает
PPТ20 — 100 грамм — полипропилен с тальком для сварки (пайки) пластика
Доставка из г. Ровно
150 грн/упаковка
Купить
garazhOk Потрібних речей
Работает
Прутки пластиковые присадочные — PPТ20 — 500 грамм — полипропилен с тальком для сварки (пайки) пластика
Доставка из г. Ровно
690 грн/упаковка
Купить
garazhOk Потрібних речей
Смотрите также
Работает
Прутки для пайки — PPТ40 — 1 кг. Полипропилен с тальком для сварки (пайки) пластика
Доставка из г. Ровно
1 250 грн/упаковка
Купить
garazhOk Потрібних речей
Работает
Ручной сварочный экструдер Herz Exon 1A
На складе
Доставка по Украине
109 471.92 грн
Купить
ООО «ПОЛИМЕРБУД»
Работает
Ручной сварочный экструдер Herz Exon 1
На складе
Доставка по Украине
155 753. 46 грн
46 грн
Купить
ООО «ПОЛИМЕРБУД»
Работает
Ручной сварочный экструдер Herz Exon 2A
На складе
Доставка по Украине
145 016.87 грн
Купить
ООО «ПОЛИМЕРБУД»
Работает
Ручной сварочный экструдер Herz Exon 3A
На складе
Доставка по Украине
139 808.49 грн
Купить
ООО «ПОЛИМЕРБУД»
Работает
PP — полипропилен млечный — 50 грамм для сварки (пайки) пластика
На складе в г. Хмельницкий
Доставка по Украине
80 грн/упаковка
Купить
ПластМайстер
Работает
Стержні поліпропіленові для зварювання/пайки пластику YATO : 2.5 x 5 мм, L= 1 м, при t= 300°C, 5 шт YT-82303
Под заказ
Доставка по Украине
200 грн
Купить
instrumentik
Работает
Стержні поліпропіленові для зварювання/пайки пластику YATO : 2.5 x 5 мм, L= 1 м, при t= 300°C, 5 шт YT-82307
Под заказ
Доставка по Украине
200 грн
Купить
instrumentik
Работает
Прутки для пайки — PPТ40 — 1 кг. Полипропилен с тальком для сварки (пайки) пластика
Полипропилен с тальком для сварки (пайки) пластика
На складе в г. Ровно
Доставка по Украине
1 248 грн/упаковка
Купить
R-MISS
Работает
Сварочный пруток для сварки полипропилена РР, полиэтилена РЕ. Ф4мм. Бухты по 5 кг
Доставка по Украине
230 грн/кг
Купить
ТОВ Київспеценергобуд
Работает
Прутки для пайки — широкий полипропилен — 0,5 кг. — 12 мм.
На складе в г. Хмельницкий
Доставка по Украине
по 490 грн
от 2 продавцов
490 грн/упаковка
Купить
ПластМайстер
Работает
Сварочный пруток — PPТ20 — 1 кг. Полипропилен с тальком для сварки (пайки) пластика
На складе в г. Ровно
Доставка по Украине
1 248 грн/кг
Купить
R-MISS
Работает
Ручной сварочный экструдер TOPLINK LZ5001B
Доставка по Украине
60 000 грн
Купить
toplink
Работает
Электроды для сварки пластика PPТ40 — 500 грамм — полипропилен с тальком
На складе в г. Хмельницкий
Хмельницкий
Доставка по Украине
690 грн/упаковка
Купить
ПластМайстер
Сварка экструдером полипропилена в Калининграде: 161-товар: бесплатная доставка [перейти]
Партнерская программаПомощь
Калининград
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Мебель и интерьер
Мебель и интерьер
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Промышленность
Промышленность
Все категории
ВходИзбранное
Сварка экструдером полипропилена
 regmarkets.ru/listpreview/images3/96/69/9669887fe9045b77760cd72cf9eddb92.jpg»>
regmarkets.ru/listpreview/images3/96/69/9669887fe9045b77760cd72cf9eddb92.jpg»>448 960
Leister Экструдер сварочный FUSION 3 для сварки пластика Тип: экструдер, Производитель: Leister
ПОДРОБНЕЕЕще цены и похожие товары
636 160
Экструдер для сварки изделий из термопластов MEK-58 Тип: экструдер, Производитель: Munsch
ПОДРОБНЕЕЕще цены и похожие товары
186 280
Welping Ручной сварочный экструдер для сварки пластика WP40H 570040
ПОДРОБНЕЕЕще цены и похожие товары
 mds.yandex.net/get-mpic/5221948/img_id4800589620869008332.jpeg/300×300″>
mds.yandex.net/get-mpic/5221948/img_id4800589620869008332.jpeg/300×300″> jpeg/300×300″>
jpeg/300×300″>MAXPILER Аппарат для сварки пластиковых труб, сварочник, паяльник для полипропиленовых, Инструмент для пайки ПВХ труб MPW-0632 форма нагревателя: мечевидная, мощность: 600 Вт, максимальная температура нагрева: 300 °C
ПОДРОБНЕЕЕще цены и похожие товары
 net/get-mpic/5335973/img_id7578197352155139853.jpeg/300×300″>
net/get-mpic/5335973/img_id7578197352155139853.jpeg/300×300″> jpeg/300×300″>
jpeg/300×300″> mds.yandex.net/get-mpic/364668/img_id3867657469461080751.jpeg/300×300″>
mds.yandex.net/get-mpic/364668/img_id3867657469461080751.jpeg/300×300″> jpeg/300×300″>
jpeg/300×300″> mds.yandex.net/get-mpic/4079169/img_id5723827316741605739.jpeg/300×300″>
mds.yandex.net/get-mpic/4079169/img_id5723827316741605739.jpeg/300×300″> jpeg/300×300″>
jpeg/300×300″> mds.yandex.net/get-mpic/4880410/img_id2777745900538894129.jpeg/300×300″>
mds.yandex.net/get-mpic/4880410/img_id2777745900538894129.jpeg/300×300″> jpeg/300×300″>
jpeg/300×300″> mds.yandex.net/get-mpic/5233785/img_id230735581232205448.jpeg/300×300″>
mds.yandex.net/get-mpic/5233785/img_id230735581232205448.jpeg/300×300″> png/300×300″>
png/300×300″>2 страница из 6
Экструдер для полипропилена. Экструдеры ЭПК для переработки полиэтилена, полипропилена, ПВХ-пластиката и других полимерных материалов
ГлавнаяРазноеЭкструдер для полипропилена
Сварка листового полипропилена экструдером
Март 20, 2017
За последние десятилетия полипропилен занял значительную нишу в строительной сфере, вытеснив многие другие материалы. Данный материал имеет ряд весомых преимуществ, одно из которых заключается в довольно простом монтаже. Одним из способов создания полипропиленовых конструкций является сваривание, позволяющая получить аккуратные и полностью герметичные швы. Рассмотрим один из вариантов сварки полипропилена при помощи экструдера, который применяется при создании разного рода емкостей.
Данный материал имеет ряд весомых преимуществ, одно из которых заключается в довольно простом монтаже. Одним из способов создания полипропиленовых конструкций является сваривание, позволяющая получить аккуратные и полностью герметичные швы. Рассмотрим один из вариантов сварки полипропилена при помощи экструдера, который применяется при создании разного рода емкостей.
Листовой полипропилен
Полипропилен в виде листов получается путем пропускания расплавленного материала под специальными валиками. Он находит широкое применение при создании емкостей, изготовлении труб больших диаметров, в качестве изоляционного материала. Этому способствуют следующие характеристики:
- Устойчивость к влаге;
- Высокая механическая прочность;
- Устойчивость к химическим веществам;
- Инертность к ультрафиолетовым лучам.
Кроме того, материал универсален с точки зрения обработки и монтажа. Его можно фрезеровать, резать и соединять различными способами. На данный момент наибольшей популярностью пользуются 3 способа соединения:
На данный момент наибольшей популярностью пользуются 3 способа соединения:
- Механический. Требует использование крепежа и не дает высоких изоляционных характеристик конструкции;
- Склеивание. Устойчивость к химическим воздействиям позволяет склеивать материал без ущерба для него;
- Сварка листов полипропилена. Позволяет получить прочное и надежное соединение благодаря использованию специальных инструментов для сварки полипропилена.
Выбор метода базируется на основании целей применения конечного продукта. Часто в промышленности и быту отдается предпочтение методу сварки полипропилена посредством сварочного экструдера. Рассмотрим его подробнее.
Технология сварки
Главная особенность сводится к тому, что при сваривании не происходит изменений в химическом составе листов. Для этого применяется стыковочный материал, а также пруток для сварки, хотя процесс может обходиться и без него.
Основные процессы сводятся к трем пунктам:
- Нагрев соединяемых элементов до образования вязкой поверхности;
- Стыковка расплавленных частей механическим способом;
- Остывание деталей в фиксированном состоянии.

Для получения швов высокого качества необходимо соблюдение ряда условий:
- Температура внешней среды не менее 15°С;
- Соответствие присадок свариваемому полипропилену;
- Высокое качество свариваемых поверхностей;
- Правильный выбор инструмента и насадок для него.
Сварка полипропиленовых листов
Сварка для полипропилена выпускается в виде устройств ручного и автоматического использования в зависимости от применяемых инструментов для сварки. В рамках данной статьи рассмотрим ручные способы.
Методы ручной сварки
Различаются несколько способов:
- Экструзионный. Монтирование деталей производится экструдером для сварки. Это ручной аппарат достаточно небольших размеров, но при этом он позволяет создавать достаточно надежное соединение полипропиленовых листов. Показатели прочности сварных конструкций дают результат в 0,8 по сравнению с 1 исходного материала. Использование экструдера позволяет осуществлять сварку листового полипропилена толщиной от 16 мм. Принцип данного метода заключается в подаче горячего воздуха, который расплавляет материал в зоне проведения сварочных работ. Экструдер подает размягченный состав и перемешивает его до однородности, что позволяет получить шов высокой прочности.
 Принцип данного метода заключается в подаче горячего воздуха, который расплавляет материал в зоне проведения сварочных работ. Экструдер подает размягченный состав и перемешивает его до однородности, что позволяет получить шов высокой прочности.
Принцип данного метода заключается в подаче горячего воздуха, который расплавляет материал в зоне проведения сварочных работ. Экструдер подает размягченный состав и перемешивает его до однородности, что позволяет получить шов высокой прочности.- Строительный фен. Фен для сварки подает разогретый до 180° воздух на края поверхностей, которые оплавляются. Их соединяют и ждут остывания. Полученный результат не может похвастаться высокой прочностью, но такой способ имеет право на существование для соединения полипропилена своими руками. Метод можно применять для малых элементов, которые не будут испытывать больших нагрузок. Рекомендован для материала толщиной 20 мм.
- Полифазный способ. Данный метод применим для листов самой различной толщины. Его осуществление производится на специальных подвижных столах. Шов, полученный таким способом, имеет высокие показатели прочности и герметичности.
Ручные способы имеют важные преимущества благодаря своей мобильности, что позволяет создавать различные конструкции.
Для использования аппаратов для ручной работы необходимы различные присадки. В большинстве случаев это стержни из полипропилена с сечением в виде круга или треугольника диаметром от 1 до 6 мм.
Подведем итоги
Сварка полипропиленовых листов в последнее время находит все больше сфер применения, так как позволяет получить изделия с высокими эксплуатационными характеристиками. Качество производимых работ в большой мере связаны с выбором инструмента и его правильного применения.
Большое распространение при сварочных работах с полипропиленом имеет ручной инструмент, применение которого возможно как в быту, так и в промышленности. Ручной инструмент типа экструдера позволяет получать надежные соединения без потери мобильности монтажа.
electrod.biz
Экструдеры для переработки полиэтилена, полипропилена, ПВХ-пластиката
ООО «Полипром Кузнецк» предлагает широкий ассортимент одношнековых экструдеров различной производительности.
Сегодня мы готовы изготовить для вас экструдер для переработки полипропилена, полиэтилена, пластифицированного ПВХ и других полимерных материалов. Экструдер, предназначенный для работы в составе трубных и плёночных линий, оснащается барьерным шнеком, обеспечивающим наивысшее качество расплава и отличную производительность. Шнековые пары азотируются.
Получить более подробную информацию о наших экструдерах вы можете в статье «Экструдеры: назначение, устройство, комплектация».
Фотографии экструдеров
Для увеличения кликните по миниатюре.
Технические характеристики экструдеров
Экструдеры для переработки ПВД, ПНД и ПП
ПВД, ПНД и ПП — полиэтилен высокого давления, полиэтилен низкого давления и полипропилен соответственно.
| ЭПК 36×30 | 36 | 15 | 45 | 1450x850x1400 | 580 |
| ЭПК 45×30 | 45 | 30 | 85 | 1850x900x1400 | 900 |
| ЭПК 60×30 | 60 | 55 | 160 | 2400x1300x1400 | 1300 |
| ЭПК 75×30 | 75 | 90 | 250 | 2600x1600x1400 | 2300 |
Экструдеры для переработки ПВХ-пластиката
ПВХ-пластикат — пластифицированный поливинилхлорид.
| ЭПК 40×27 | 40 | 11 | 40 | 1450x850x1400 | 580 |
| ЭПК 50×27 | 50 | 15 | 70 | 1850x900x1400 | 800 |
| ЭПК 60×25 | 60 | 22 | 100 | 2400x1000x1400 | 1100 |
Цена экструдера и условия поставки
ООО «Полипром Кузнецк» производит экструдеры и другое оборудование для переработки пластмасс самостоятельно, основываясь на собственной конструкторской и производственной базе, что позволяет нам учитывать ваши пожелания по технически характеристикам поставляемого оборудования.
Цена экструдера зависит от его комплектации. Чтобы узнать цену и подобрать необходимый вам экструдер свяжитесь с нами удобным вам способом.
В целях снижения цены экструдера или улучшения рентабельности, мы можем уменьшить мощность привода и производительность необходимого вам экструдера. О том, почему иметь наиболее производительное и дорогое оборудование не всегда выгодно, вы можете прочитать в специальной статье «О рентабельности производства».
Всё оборудование проходит заводские испытания, по возможности под нагрузкой. По желанию заказчика возможно обучение обслуживающего персонала на нашей базе.
poly-prom.ru
Сварка полипропиленовых листов с применением термического оборудования
Широко распространенным методом соединения полипропиленовых деталей является диффузионная сварка.
Сварка листов из пропилена предполагает соединение их встык или под прямым углом. Возможен ручной способ, для этого применяется экструдер или фен, или автоматический, то есть на стыковом сварочном станке.
Автоматическая сварка
Самым качественным методом термического соединения листов из пропилена является полифузионная сварка. Она выполняется на специальных сварочных станках (столах). На станок укладывают два листа, фиксируя их прижимным устройством. Работник задает параметры толщины и длины соединяемых деталей.
Она выполняется на специальных сварочных станках (столах). На станок укладывают два листа, фиксируя их прижимным устройством. Работник задает параметры толщины и длины соединяемых деталей.
Края листов прижимаются к нагревательному элементу. В процессе соединения концы поверхностей прогреваются в течение определенного периода времени. При нагреве до необходимой температуры нагревательный элемент выходит из зоны процесса, а раздвижные столы выполняют прижим деталей с определенным усилием. Образовавшийся шов является самым надежным и прочным из всех соединений, полученными другими способами. Коэффициент прочности полученного шва к исходному материалу достигает 0,9.
Стыковка полипропиленовых материалов на станке производится в сухом и теплом цеховом помещении. Плюс этого способа в быстроте и качестве полученного стыка.
Этим методом можно соединять изделия любой толщины. На станке можно сваривать листы в рулоны тридцатиметровой длины. Ширина такого рулона находится в зависимости от размеров сварочного элемента станка и обычно составляет три-четыре метра.
Указанные параметры подходят к большинству полипропиленовых изделий, что делает использование станка очень выгодным, а при изготовлении больших партий изделий — просто незаменимым.
Оборудование для сварки своими руками.
Ручная сварка полипропилена возможна, если применять такое оборудование, как экструдер или фен. При этом используется присадочный пруток из полипропилена. Перед соединением листов их стыковые поверхности зачищают мелкой шкуркой, придавая им неровность для лучшего сцепления. Нужно помнить, что весь процесс должен происходить в теплом, сухом и непыльном помещении с наличием электричества.
Присадочный пруток поступает в экструдер или фен, где происходит его разогрев до нужной температуры, затем выполняется сама сварка. После окончания процесса нужно подождать пять минут для остывания места соединения. Экструдер — это аппарат для сварки своими руками, поэтому при его использовании трудно поддерживать равномерное давление, что не лучшим образом отражается на качестве шва.
Шов, выполненный с применением экструдера менее прочный, чем место соединение деталей, полученное на станке. Коэффициент прочности полученного соединения к материалу изделия-до 0,8.
Экструдер дает возможность сваривать полимерные листы толщиной до 16 мм.
Достоинства сварки своими руками заключаются в том, что нужное оборудование и детали можно доставить непосредственно на объект и варить на месте. Это дает широкие возможности для соединения полипропиленовых конструкций разнообразных форм.
Особенности сварки феном.
Шов, полученный при использовании пистолета с горячим воздухом, обладает наименьшей прочностью. Коэффициент прочности соединения к исходному материалу достигает 0,7. Этим способом лучше всего скреплять детали толщиной до 10 мм. Поэтому указанный способ применяется при создании небольших деталей или изделий, не подвергающихся большим нагрузкам в процессе эксплуатации.
При сварке с использованием фена локально нагревается лист, предназначенный для стыковки, и добавочный пруток до температуры 180 градусов.
Конструкция аппарата предоставляет возможность поддержания одинаковой температуры нагреваемого воздуха, но температура свариваемых листов будет зависеть от скорости процесса.
Применяя экструдер и фен, следует помнить, что при замедленной сварке материал вблизи шва может перегреваться, что приведет в дальнейшем к снижению качества соединения.
При недостаточном прогреве деталей произойдет то же самое.
Важно помнить и следить за тем, чтобы соединяемые детали были выполнены из материалов, относящихся к одному классу.
В настоящее время оборудование для сварки полимерных материалов можно купить в различных компаниях по приемлемым ценам. Опытные специалисты проконсультируют Вас по всем вопросам, и подберут оптимальный вариант.
Похожие статьи
goodsvarka.ru
метод переработки полиэтилена и пластмасс
Экструзия – это процесс плавления полимера (допустим, полиэтилена), в результате которой он превращается в изделие определенного размера. Общая технология экструзии всегда одна и та же, но некоторые факторы изменяются в зависимости от толщины, которую необходимо получить. После плавки полиэтилен сушится воздухом, и этот процесс тоже считается частью экструзии. Машина, которая выполняет данную работу, называется экструдером. В наше время это самый распространенный метод создания полиэтиленовой пленки.
Общая технология экструзии всегда одна и та же, но некоторые факторы изменяются в зависимости от толщины, которую необходимо получить. После плавки полиэтилен сушится воздухом, и этот процесс тоже считается частью экструзии. Машина, которая выполняет данную работу, называется экструдером. В наше время это самый распространенный метод создания полиэтиленовой пленки.
Описание процесса экструзии
Такая сложная и комплексная процедура не может выполняться без соответствующего оборудования. Для получения качественной пленки необходим надежный и исправно работающий экструдер. Для начала в бункер машины загружаются полиэтиленовые гранулы, а затем включается функция нагрева. Вскоре гранулы плавятся и превращаются в вязкую прозрачную массу. Это и есть основа будущей пленки.
Вязкая масса проходит сквозь узкие отверстия, которые формируют кольцо. Результатом этой операции является «труба» из пленки. Как правило, в экструдерах предусмотрена функция изменения диаметра этой «трубы».
Затем пленка подвергается воздействию сжатого воздуха, после чего меняет форму. Она становится похожей на сильно вытянутый по вертикали баллон. Посреди валков элеватора находится небольшой зазор, в области которого соединяются края «баллона». Как результат, пленка оседает на дно экструдера и представляет собой сплюснутый рукав.
Нередко для изготовления полиэтиленовых пакетов применяются фальцеватели. В результате получается рукав с фальцовкой. Если изготовитель хочет сразу же нарезать пленку, то в конце сушки он применяет специальные ножи.
Особенности экструзии
Метод экструзии почти одинаков для большинства полимеров. Но температура плавки у каждого своя. Производители полиэтиленовой пленки пользуются расчетными номограммами, чтобы точно определять температуру, при которой плавятся те или иные термопласты. Чаще всего для плавки используются:
- полиэтилен;
- полипропилен;
- поливинилхлорид;
- полиформальдегид;
- полистирол.
В отличие от большинства плавящихся веществ, температура плавления полимеров может колебаться в довольно широком диапазоне. Так, полиэтилен плавится при температуре от 100 до 125°С, а различные виды полипропилена могут требовать температуру от 80 до 170°С. Это обуславливается составом полимеров, а также условиями проведения экструзии.
Так, полиэтилен плавится при температуре от 100 до 125°С, а различные виды полипропилена могут требовать температуру от 80 до 170°С. Это обуславливается составом полимеров, а также условиями проведения экструзии.
Экструзия полимеров требует от изготовителя пленки высоких профессиональных знаний. К примеру, поликарбонат и полиметилметакрилат – это полимеры с высокой вязкостью, которые при неосторожном превышении температуры могут потерять свои ключевые свойства.
Как известно, изначально полиэтилен существует в виде порошка. Но для того, чтобы загрузить его в экструдер, нужно сначала добиться гранулированной формы. Для этого проводятся следующие операции:
- Литье или прессование (иногда применяются другие методы) для получения цельной массы полимера.
- Плавка с последующим пропусканием через круглые отверстия (диаметр – от 1,5 до 2,5 мм).
- Нарезка полученной толстой нити на небольшие гранулы.
Только после этого полиэтилен можно загружать в экструдер. Аналогичные операции нужно проделывать и с полипропиленом, а также с некоторыми другими полимерами. Практически любая линия экструзии может работать со всеми полимерами, но машины не в силах сами подстраиваться под изменение материала.
Аналогичные операции нужно проделывать и с полипропиленом, а также с некоторыми другими полимерами. Практически любая линия экструзии может работать со всеми полимерами, но машины не в силах сами подстраиваться под изменение материала.
Плавление и охлаждение полиэтилена
Экструзия полиэтилена мало отличается от экструзии других полиолефинов, но нужно помнить одну важную вещь. При плавке полиэтилена выделяется намного больше тепла, чем, скажем, при плавке «родственного» полипропилена. Поэтому, если в прошлый раз экструдер работал с полипропиленом, а теперь необходимо экструдировать полиэтилен, то перед началом работы нужно снизить мощность нагревателей. Если пренебречь этим правилом, то пленка будет кристаллизоваться, станет хрупкой и непрозрачной.
Такой же результат – помутнение и хрупкость – ожидает и при неправильном охлаждении. Полиэтилен нужно охлаждать быстро и интенсивно. Если полимер будет слишком долго сохранять свое тепло, то начнется кристаллизация, которая в первую очередь скажется на прозрачности, а потом и на ударопрочности пленки.
Процесс экструзии с помощью кольцевого зазора (именно он был описан в начале статьи) имеет один существенный недостаток. Полученная пленка имеет неравномерную толщину и часто образовывает складки. Чтобы снизить риск этих побочных явлений, была сконструирована специальная головка экструдера. Ее внутренние и наружные стенки одновременно вращаются, минимизируя разброс толщины. Шанс появления складок тоже заметно падает.
Несмотря на этот недостаток, кольцевой зазор – лучший способ экструзии из ныне существующих. Именно он лежит в основе большинства полиэтиленовых изделий, которые используются на производствах, при строительстве и в быту.
Коронаторная обработка пленки после экструзии
Существуют специальные приспособления – коронаторы, которые применяются для обработки наружной поверхности пленочных рукавов. Они обдают пленку коронными разрядами тока. Данная процедура является необходимой, если изготовленная пленка будет подвергаться флексопечати.
Структура любого полимера – не волокнистая, поэтому краска будет легко держаться на на пленке и без дополнительной обработки (клейка, стимуляция и т. д.). Но использование коронаторов обязательно, ведь без них краска будет слезать с пленки в течение нескольких секунд. Краска, какой бы она ни была, превратится в каплю и будет спокойно передвигаться по полимерной пленке. Коронные разряды тока обеспечивают для пленки и краски валентную связь, и изначальная форма сохраняется на долгое время.
д.). Но использование коронаторов обязательно, ведь без них краска будет слезать с пленки в течение нескольких секунд. Краска, какой бы она ни была, превратится в каплю и будет спокойно передвигаться по полимерной пленке. Коронные разряды тока обеспечивают для пленки и краски валентную связь, и изначальная форма сохраняется на долгое время.
Дефекты пленки и их устранение
Такой сложный процесс, как экструзия пластмасс и полимеров, нечасто может обойтись без погрешностей. В большинстве случаев возникают недочеты, которые необходимо устранить. Поэтому мы рассмотрим основные погрешности при экструзии полиэтилена, а также опишем способы их устранения:
- Плохая прозрачность пленки. Эта проблема чаще всего решается повышением температуры плавки, а также повышением (или, наоборот, понижением) интенсивности охлаждения. Если ни один из способов не помогает, то остается только сменить марку полиэтилена.
- Посторонние вкрапления. Для решения этой проблемы нужно проверить, правильно ли хранится сырье (гранулированный полиэтилен), а также протестировать его качество.
- Полосы на пленке. Чаще всего они бывают продольными, реже – поперечными или хаотичными. Почти всегда это связано с плохим состоянием головки экструдера. Ее необходимо отполировать и очистить от нагара.
- Потускнение поверхности пленки. Чтобы избавиться от этого неприятного эффекта, нужно снизить температуру плавки, поднять давление во время экструзии, снизить скорость вращения шнека, отполировать головку экструдера.
- Шероховатость поверхности. Для избавления от этой проблемы можно отполировать головку и повысить температуру плавки, а также подсушить полиэтиленовые гранулы. Но это не всегда помогает, и тогда приходится заменять партию полимера.

Отдельного внимания заслуживает проблема разнотолщинности, которая уже была описана выше. Неравномерная толщина может иметь разный характер, и в зависимости от этого варьируется способ устранения проблемы:
- если раздутый рукав полностью асимметричен, то нужно изменить размер зазора по периметру, а также проверить, равномерно ли прогревается головка экструдера;
- если разнотолщинность проявляется только поперек рукава, то нужно также изменить размер зазора и отрегулировать температуру плавки;
- если разнотолщинность проявляется только вдоль рукава, то нужно изменить скорость его отвода, отрегулировать скорость вращения шнека, параметры температуры и охлаждения.

Заключение
Итак, экструзия – это процесс, при котором полиэтилен из гранулированного материала превращается в прозрачную пленку. Данная процедура является комплексной и требует не только специального оборудования, но и профессиональных навыков человека, который будет работать с экструдером. Тем не менее, при создании изделий из полимеров без экструзии обойтись невозможно.
propolyethylene.ru
Экструдеры ЭПК для переработки полиэтилена, полипропилена, ПВХ-пластиката и других полимерных материалов
Данное оборудование указано в следующих разделах каталога:
Экструдер ЭПК36х30М
Экструдер ЭПК45х30
Экструдер ЭПК50х27
Экструдер — это машина для непрерывной переработки полимерного сырья (гранул, дробленки, агломерата) в однородный расплав и придания ему формы путём продавливания через экструзионную головку и специальное калибрующее устройство, сечение которого соответствует конфигурации готового изделия.
Исходное сырьё засыпается (вручную или с помощью специального загрузчика) в бункер экструдера. Из бункера, минуя горловину загрузочной воронки, сырьё попадает в загрузочную зону шнека, а затем транспортируется по цилиндру пластикации. От сдавливания, перемешивания и контакта с нагретым цилиндром и шнеком полимерное сырьё расплавляется и превращается в однородную массу — расплав.
Возможно изготовление экструдеров для переработки полипропилена, полиэтилена, пластифицированного ПВХ и других полимерных материалов.
Конструкция экструдеров
Экструдеры одношнековые ЭПК имеют оптимальную компоновку: на единой раме смонтированы специальный вертикальный редуктор со встроенным упорным подшипником и асинхронный электродвигатель, расположенный под узлом пластикации и соединенный с редуктором упругой муфтой. Шнек вставляется непосредственно в выходной вал редуктора. Такая схема расположения элементов позволяет сократить размеры экструдера, что упрощает его транспортировку и обслуживание.
Электрошкаф с системой тепловой автоматики, приборами управления всей технологической линией и пультом оператора прикреплен так же к единой раме. Сосредоточение важнейших приборов в одном месте позволяет минимизировать количество обслуживающего персонала — для управления необходим всего один оператор (для обслуживания полноценной экструзионной линии кроме оператора необходимо наличие одного или двух подсобных рабочих, общее количество персонала зависит от назначения и мощности экструзионной линии).
Система тепловой автоматики включает в себя температурные зоны экструдера, а так же дополнительные зоны для управления нагревом головок или фильер. Для контроля и управления каждой зоной используется отдельный прибор тепловой автоматики. Это позволяет тонко регулировать температуру на каждом участке, что (при правильном использовании) благоприятно сказывается на качестве получаемого расплава.
Поверхности шнека и цилиндра пластикации насыщаются азотом, что придаёт им долговечность и коррозионную стойкость.
Экструдеры, предназначеные для работы в составе трубных и плёночных линий, оснащаются барьерными шнеками, обеспечивающими наивысшее качество расплава и отличную производительность.
Принцип действия барьерного шнека состоит в разделении твердого материала и расплава в зоне плавления. На данном участке шнек имеет дополнительный виток, который не касается стенки цилиндра. Таким образом, образуются два канала шнека:
- в начале — небольшого объема для расплава и значительного — для гранул,
- а в конце наоборот: большой объем — для расплава и небольшой — для нерасплавленного полимера.
Через барьерный виток расплав из канала с гранулами перетекает в канал с расплавом.
Экструдеры, предназначенные для работы в составе линий для производства профиля из пластифицированного ПВХ, имеют увеличенный диаметр шнековой пары и уменьшенную частоту вращения шнека.
Оба типа экструдеров комплектуются частотными преобразователями «Дельта Электроникс», позволяющими бесступенчато регулировать частоту вращения шнека и, соответственно, производительность по расплаву.
Технические характеристики экструдеров
Экструдеры для переработки ПВД, ПНД и ПП
ПВД, ПНД и ПП — полиэтилен высокого давления, полиэтилен низкого давления и полипропилен соответственно.
| Модель | Диаметр шнека, мм | Мощность привода, кВт | Производительность, кг/ч, макс. | Габариты, Д×Ш×В, мм | Масса, кг |
| ЭПК 36×30 | 36 | 15 | 50 | 1450×850×1400 | 580 |
| ЭПК 45×30 | 45 | 30 | 85 | 1850×900×1400 | 900 |
| ЭПК 60×30 | 60 | 55 | 140 | 2400×1300×1400 | 1300 |
| ЭПК 75×30 | 75 | 90 | 250 | 2600×1600×1400 | 2300 |
Экструдеры для переработки ПВХ-пластиката
ПВХ-пластикат — пластифицированный поливинилхлорид.
| Модель | Диаметр шнека, мм | Мощность привода, кВт | Производительность, кг/ч, макс. | Габариты, Д×Ш×В, мм | Масса, кг |
| ЭПК 40×27 | 40 | 11 | 50 | 1450×850×1400 | 580 |
| ЭПК 50×27 | 50 | 15 | 70 | 1850×900×1400 | 800 |
| ЭПК 60×25 | 60 | 22 | 100 | 2400×1000×1400 | 1100 |
Чтобы получить готовое изделие, кроме экструдера необходимо ещё несколько устройств, которые вместе составляют экструзионную линию.
Экструзионные линии позволяют получать на выходе гранулят, плёнку, трубы, профили из ПВХ-пластиката и т.д.
Экструдер ЭПК75 с трубной головкой
granat-e.ru
Экструзия полипропилена — Справочник химика 21
| Рис. 148. Схема метода горизонтальной экструзии полипропилена на охлаждающий валок 1—охлаждающие валки 2—головка 3 — воздушное сопло 4 — на намотку |
Длинный цилиндр экструдера имеет большее преимущество при экструзии полипропилена, чем любого другого термопластичного материала. Как правило, экструдер с отношением длины шнека к его диаметру 15 1 при любой заданной скорости экструдирует полипропилена меньше, чем полиэтилена. Однако при отношении длины шнека к его диаметру, превышающем 20 1, производительность при переработке полипропилена выше, чем при использовании полиэтилена. Это объясняется тем, что полипропилен обнаруживает бо- [c. 128]
128]
В АО «Уфаоргсинтез» действует современное производство полипропилена мощностью 100 тью. т/год. Процесс включает стадии приготовления катализатора полимеризации, собственно полимеризации, а также очистки, осушки и экструзии полипропилена. [c.71]
| Рис. 147. Схема метода вертикальной экструзии полипропилена на охлаждающий валок |
Экструзия. С увеличением давления скорости экструзи полипропилена возрастают больше, чем полиэтилена низкого давления, поэтому полипропилен имеет большую текучесть при нормальном экструзионном давлении. Оптимальные температуры экструзии — от 170 до 180° в цилиндре и от 190 до 220° в сопле, в агвисимости от формы изделия. [c.164]
Экструзия полипропилена осуществляется на экструдерах того же типа, что и полиэтилена. Пригодны как одночервячные, так и двухчервячные экструдеры. Лучшие результаты получаются при использовании длинных червяков. [c.33]
[c.33]
Полипропилен, так же как и полиэтилен, относится к классу полиолефинов. Процессы переработки полипропилена и полиэтилена очень схожи. Следует только иметь в виду, что при экструзии полипропилена выделяется меньшее количество тепла за счет превращения механической энергии, поэтому требуется большая мощность внешних нагревателей. [c.150]
Производство полипропиленовых листов осуществляется на установках, состоящих из экструдера со щелевым мундштуком, трехвалкового гладильного каландра, тянущего и приемного устройства. Экструзия в листы производится при более низкой температуре расплава (200—250°С) и более высокой температуре охлаждающих валков, чем экструзия пленок из полипропилена. Температура охлаждающих валков подбирается соответственно вязкости расплава при переработке полимеров средней вязкости она составляет 70—85°С, а в случае высоковязких материалов — 120—130° С [71]. Производительность агрегата для экструзии полипропилена при прочих равных условиях на 10—15% ниже, чем при переработке полиэтилена.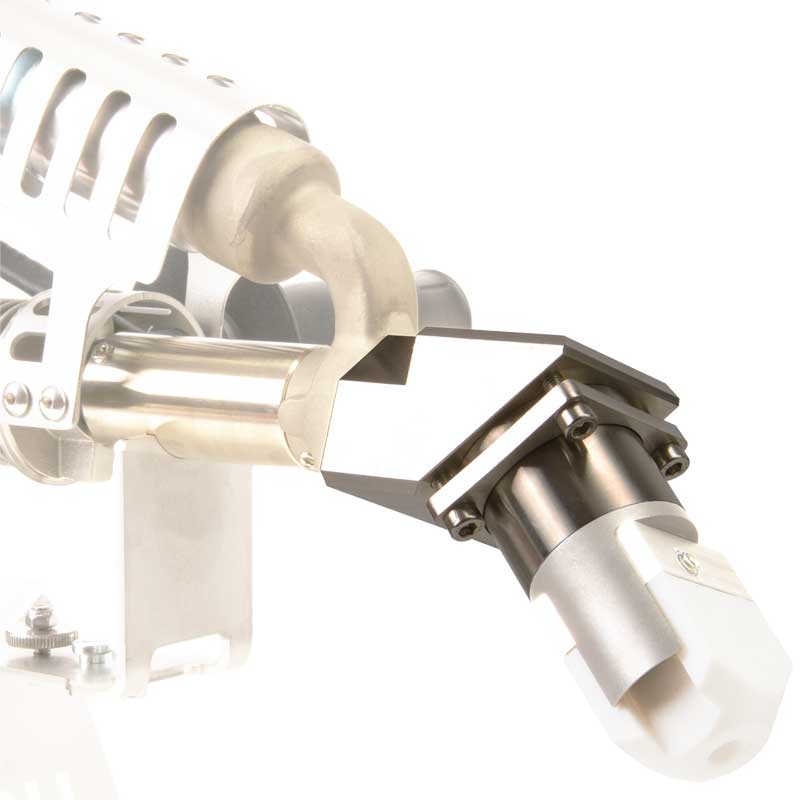 Экструзионным методом изготовляют листы толщиной до 10 мм. [c.266]
Экструзионным методом изготовляют листы толщиной до 10 мм. [c.266]
Ниже приведен рекомендуемый технологический режим процесса экструзии полипропилена в пленку [79] [c.267]
Измепепие ПТР в процессе многократной экструзии полипропилена с добавками стабилизаторов [c.140]
Весьма интересны данные, полученные в работе авторы которой исследовали влияние угла входа на величину критической скорости сдвига. Оказалось, что уменьшая величину угла входа от 90° до 3°, можно при экструзии полипропилена (Т = 190° С) существенно увеличить значение критического градиента скорости (от 480 до 18 ООО сек ), как зто видно из рис. У.46. [c.298]
В ряде случаев удается экспериментально получить не полную кривую зависимости прочности от степени сшивания, а только ее отдельные ветви. Так, при изучении влияния степени поперечного сшивания на механические свойства сополимеров ненасыщенных полиэфиров в исследованном интервале степеней поперечного сшивания было обнаружено только монотонное увеличение прочности. Такое же изменение прочности было получено при взаимодействии свободных радикалов лигнина со свободными радикалами, образующимися при экструзии полипропилена. [c.67]
Такое же изменение прочности было получено при взаимодействии свободных радикалов лигнина со свободными радикалами, образующимися при экструзии полипропилена. [c.67]
Другое практическое использование так называемого эффекта Вайссенберга было предложено Максвеллом и Скало-ра . При сдвиговых деформациях полимера, расположенного между двумя параллельными пластинами, возникает сила, которая стремится раздвинуть пластины. Если в центре одной из пластин сделать отверстие, то возникающая сила окажется достаточной, чтобы полимер смог выдавиться из отверстия. Максвелл и Скалора сконструировали экструдер, работающий на этом принципе. Главная часть экструдера—это камера, в которой помещен вращающийся диск. Полимер подвергается сдвигу между вращающимся диском и стенкой камеры. При действии упругих или нормальных сил полимер выдавливается через отверстие, расположенное в центре камеры. Хотя конструкция этой машины еще несовершенна, перспективы ее использования очевидны, в особенности для переработки тех полимеров, для которых желательно обеспечить минимальную продолжительность пребывания в машине. Величина описанного эффекта зависит от упругости полимера. Метцнер с сотрудниками показал, что экструзия полипропилена этим методом более перспективна, так как его эластичность в 150 раз превышает эластичность полиэтилена . [c.46]
Величина описанного эффекта зависит от упругости полимера. Метцнер с сотрудниками показал, что экструзия полипропилена этим методом более перспективна, так как его эластичность в 150 раз превышает эластичность полиэтилена . [c.46]
chem21.info
что это такое, как и где используется, характеристики
Место ручного экструдера для сварки — одно из почётных на полках с оборудованием строительных магазинов.
Его основная работа — соединение полипропиленовых заготовок и деталей из полипропилена, создание конструкций из пластмасс и предметов из плотной плёнки, сварка листов пластика, пайка резервуаров, сооружение предметов детской площадки и тому подобное.
Однако, для пайки поливинилхлоридных деталей этот аппарат не подходит, как и для создания трубопроводных конструкций. Прочность швов, полученных с помощью экструдера, менее 85 процентов, поэтому трубопровод не будет достаточно герметизирован.
Содержание статьиПоказать
- Общая информация
- Виды
- РУЧНОЙ СВАРОЧНЫЙ ЭКСТРУДЕР: СХЕМА РАБОТЫ
- Виды швов
- Подготовительный этап
- Выполнение сварки
- Заключение
Общая информация
Этот аппарат работает по такой системе: нагретая воздушная масса, идущая из сопел экструдера и увеличивает температуру промежутка (канавы или стыка) между соединяющимися деталями, делая последние пластичнее.
Параллельно в рабочую зону аппарата подходит прут. Он плавится и соединяется с диском (его называют также шнек), образуя однородную пластиковую массу.
Через фильерный инструмент или сварочный башмак выходит расплавленная полимерная смесь. Шов получается, когда вся масса остывает до комнатной температуры. Это похоже на выдавливание кетчупа из упаковки.
Это похоже на выдавливание кетчупа из упаковки.
Поверхности, которые соединяет мастер, должны быть идентичны друг другу. Это подразумевает, что составные элементы, плотность упаковки материала и его текучесть у деталей одинаковы.
Прут для сварки по этим характеристикам также должен быть похож на элементы.
Виды
- Шнековые. В них проволока для присадки плавится в шнековом резервуаре экструдерного аппарата и выдавливается сквозь стержень с винтовой поверхностью вдоль оси — шнек. Вместо проволоки используют и материал в гранулированном состоянии. Он находится в специальном отделении, где соединяется в однородную расплавленную массу и становится пригодным к подаче.
- Безшнековые. Прут в этих моделях накаляется электронагревателями в участке нагрева. Задний конец проволоки в этом варианте остается твердым и подталкивает нагретый вязкий материал на участок образования шва.
- Скомбинированные. В них совмещаются шнековы и безшнековый типы.
 Прут в этих моделях накаляется электронагревателями в участке нагрева. Задний конец проволоки в этом варианте остается твердым и подталкивает нагретый вязкий материал на участок образования шва.
Прут в этих моделях накаляется электронагревателями в участке нагрева. Задний конец проволоки в этом варианте остается твердым и подталкивает нагретый вязкий материал на участок образования шва.Сварочные экструдеры лучше выбирать, когда нужно сварить пластиковые детали с большой толщиной. При этом соединения получатся быстро и практически безошибочно.
Всё потому, что мастеру не нужно контролировать состояние сварочного углубления, как во время варки металлических конструкций.
Кроме того, правильно подавать и убирать шлак тоже не приходится. Новичок легко справится с экструдерным устройством в первые часы практики.
РУЧНОЙ СВАРОЧНЫЙ ЭКСТРУДЕР: СХЕМА РАБОТЫ
Перед тем, как соединять элементы, их нужно нагреть. В корпус сварочного экструдера для этой цели может быть встроен термофен. Он нужен для того, чтобы пластиковые детали нагрелись потоком воздуха перед тем, как на них подастся присадочный материал.
Нагретая воздушная масса может идти не только от термофена, но и от компрессорной установки или организационной пневмосети. Присадочная проволока нагревается благодаря электрическим нагревателям, встроенным по кругу экструзионного отделения.
В устаревших моделях экструдеров шнековая камера подогревается жарким воздухом, который нагревает также и зону сварочной работы. Перед тем, как «дойти до сварки» воздух идёт через отделение с диском и плавит материалы для присадки.
Последний подходит к зоне сварки сквозь башмак в состоянии своеобразной лавы.
Ручной сварочный экструдерный аппарат используют в основном для пайки полиэтилена с низким давлением, полипропиленовых деталей и остальных типов термических пластмасс из первой группы.
У них температура плавления и температура разрушения рознятся на 50 градусов Цельсия. Это уменьшает беспокойство по поводу деструкции, так как даже перенапряжение на 35-45 градусов не повреждает итоговое соединение.
Вторая группа термических пластмасс включает поливинилиденфторид и поливинилхлорид. Они плавятся и разрушаются с очень маленькой температурной разницей, поэтому тут важно жёстко контролировать терморежим сварки.
Чтобы работа со 2й группой термопластов протекала «как надо», шнековая деталь должна быть особой: иметь специальную форму, чтобы перемешивание массы было равномерным, а сам полимер не перегревался.
При работе с элементами из этих материалов, экструдер должен долго работать в ожидающем режиме или не выключатся долгое время.
Виды швов
Экструдер создает нужное соединение с первого раза. Виды швов ручного сварочного экструдера:
- V-вид
- Х-вид
- К-вид
- HV-вид
- Двойной HV-вид
- Е-вид
- F-вид
Подготовительный этап
Момент подготовки перед экструзионной сварки отличается от такого для других типов. Но, как и в других случаях, поверхности деталей нужно очистить от грязи и пыли, иначе шов получится некачественным.
Но, как и в других случаях, поверхности деталей нужно очистить от грязи и пыли, иначе шов получится некачественным.
Также пластмассы легко окисляются из-за воздействия воздуха. Очистить кромки нужно не более чем за двадцать минут до начала пайки.
Если вы сделаете это раньше, детали всё равно придется расчищать заново. Не пробуйте использовать для очистки растворитель, он может деформировать пластмассу.
Выполнение сварки
Если экструдерный аппарат не новый, и вы уже использовали его раньше, уберите из резервуара остатки присадки, которые вы применяли до этого.
Сделать это нужно, даже если вы использовали тот же материал, что и в этот раз. Если присадка нагреется еще раз, её прочность уменьшится.
Затем нужно снять блокировку с холодного пуска, разогреть устройство и подающие детали до температуры, при которой вы собираетесь работать, установить настройки производительности.
Во время того, как вы будете варить, поддерживайте необходимый наклон экструдера. Он будет зависеть от того, какой тип шва вы выбрали. Если вы проработали долго и нуждаетесь в перерыве, поместите сварочный аппарат на подставку для него.
Он будет зависеть от того, какой тип шва вы выбрали. Если вы проработали долго и нуждаетесь в перерыве, поместите сварочный аппарат на подставку для него.
Если пауза будет долгой, снизьте температуру аппарата примерно на 45 градусов. Нагрев присадки приостановится, но проблем с продолжением процесса не будет.
Заключение
Мы выяснили, что сварка ручным экструдером несложная, и с ней сможет справиться даже новичок.
В отличие от других видов соединения пластика и металла, экструзионная сварка не требует постоянного контроля сварочной области и подачи присадки.
Поэтому для сварки этим методом не нужно быть профессионалом. Единственное условие — соблюдение инструкций по использованию экструдера и правил сваривания конструкций. Желаем удачи в работе!
Экструзионная сварка термопластов — TWI
Резервуар полипропиленовый, изготовленный методом экструзии и сварки горячим газом
Введение
Экструзионная сварка применяется при изготовлении толстостенных изделий, таких как резервуары и трубы, где необходимо получение больших объемов однородных швов в за один проход, в отличие от сварки горячим газом, где необходимо было бы выполнять шов за несколько проходов.
При изготовлении резервуаров экструзионная сварка в основном используется для сварки днищ и крышек, хотя в некоторых случаях панели корпуса также свариваются с использованием этой технологии. При изготовлении труб большого сечения его можно использовать там, где требуются методы ручной сварки. Еще одним применением экструзионной сварки являются экологические приложения, где она используется при соединении облицовочного материала для строительства свалок, отстойников и кровельных покрытий. Он также находит все более широкое применение в сельском хозяйстве и водном хозяйстве, например, при изготовлении дренажных систем, отстойников и люков.
Оборудование
Экструзионные сварочные аппараты доступны в различных размерах, от компактных устройств со встроенной подачей воздуха, весом всего 2,8 кг, до больших 13-килограммовых аппаратов, используемых для сварки облицовочного материала на полигонах. Они могут поставляться как в конфигурациях на 110 В, так и на 240 В.
Рис.1. Пистолет для экструзионной сварки
Экструзионная сварка исторически использовалась для сварки в основном ПП и ПЭВП, хотя некоторые современные типы экструдеров также предназначены для сварки ПВХ и ПВДФ. В случае с ПВХ из-за его узкого «окна» обработки экструдер необходимо продуть с помощью сварного стержня из полипропилена или полиэтилена, чтобы убедиться, что в цилиндре не осталось материала ПВХ, который может разлагаться.
Аппараты для экструзионной сварки предназначены для обеспечения точного определения определенных параметров для максимального качества сварки, а именно:
- Температура сварочного материала — экструдата
- Массовый расход сварочного материала
- Температура горячего газа для предварительного нагрева подложки
- Количество горячего газа
Достигаемая скорость сварки зависит от расхода экструдата, толщины материала, площади поперечного сечения шва, а также размера и конструкции сварочного башмака из ПТФЭ.
Подготовка
Как и при сварке горячим газом, хорошее качество экструзионных сварных швов может быть достигнуто только при правильной подготовке свариваемых деталей. Их необходимо очистить, чтобы удалить любые загрязнения и оксидный слой на поверхности материала, а затем полностью скрепить вместе, чтобы обеспечить идеальное выравнивание для нанесения начального корневого прохода 3-миллиметрового сварного шва горячим газом. Корневой шов обеспечивает полное проплавление шва, что увеличивает прочность сварного шва, а также гарантирует, что детали остаются вместе во время процесса экструзии. Из-за большого количества воздуха, используемого для предварительного нагрева (обычно 300 л/мин в соответствии с рекомендациями DVS), стандартный прихваточный шов горячим газом может разрушиться из-за расширения.
Угол наклона экструдера по отношению к заготовке также чрезвычайно важен для обеспечения равномерного предварительного нагрева подложки и равномерного потока экструдата ( Рис. 2a и 2b ). Если используются неправильные параметры, или слишком холодные, поверхность сварного шва будет очень шероховатой и неравномерной по внешнему виду, а полученный сварной шов будет иметь низкую прочность. Если сварной шов слишком горячий, поверхность будет выглядеть мокрой, и сварной шов снова будет иметь низкую прочность.
Рис. 2a) Пример хорошего качества экструзионного сварного шва
Рис. 2b) На этой фотографии показан сварной шов с использованием неправильных параметров сварки эксплуатация и мониторинг. Электронное управление плавильной камеры не позволяет приводному двигателю работать до тех пор, пока материал не достигнет нужной температуры. Это предотвращает нагрузку на двигатель и винтовой привод.
Описание
Рис.3. Схема пистолета для экструзионной сварки
Приводной двигатель (1) представляет собой электрическую дрель с улучшенной передачей, которая приводит в движение винтовой вал в нагретом цилиндре. Это также подает сварочный стержень (2) в точку ввода стержня (3) через пару прижимных роликов, а затем в экструдер (4). Современные экструдеры имеют специальную подачу сварочного прутка, которая предотвращает его скручивание и обеспечивает постоянную подачу прутка. Это улучшает однородное качество сварного шва, поскольку изменения на входе из-за перекручивания и перегибов сварочного стержня могут привести к отклонениям на выходе. Шнек экструдера измельчает сварочный пруток в гранулы. Полученный гранулят затем подают в плавильную камеру (5), где он расплавляется. Затем масса проходит через ствол к предварительно сформированному взаимозаменяемому башмаку из ПТФЭ (6), где ей придается форма требуемого шва.
Некоторые машины также имеют возможность напрямую загружать гранулят, а не сварочную проволоку. Эти экструдеры в основном используются на свалках, где существует вероятность образования длинных швов и неблагоприятных погодных условий. Бункеры могут быть закрыты, чтобы уменьшить вероятность попадания влаги и загрязнения на сварочный стержень.
Сварочный башмак правильной конструкции, соответствующий типу свариваемого шва, размещается на конце экструдера. Основной материал нагревается (пластифицируется) нагревательным соплом (7) воздухом, подаваемым (в данной конструкции) через встроенный воздухонагреватель (8).
Экструзионная сварка — это процесс ручной сварки, который зависит от навыков оператора. Поэтому для достижения высокого качества шва рекомендуется пройти качественную программу обучения и сертификации. Как и в случае сварки горячим газом, европейский стандарт (BS EN 13067) устанавливает требования к утверждению сварщиков пластмасс при экструзионной сварке. Схема сертификации CSWIP PW-6-96 доступна для сертификации персонала, занимающегося сваркой пластмасс, для проведения как теоретического теста, так и практического экзамена по экструзионной сварке полипропилена и полиэтилена высокой плотности. Сертификация действительна в течение двух лет с продлением еще на два года, если сварщик продолжает использовать процесс на регулярной основе в течение этого периода времени. По истечении четырехлетнего периода сварщику необходимо будет пройти полную повторную проверку.
См. дополнительную информацию о сварке и испытаниях пластмасс или свяжитесь с нами.
Экструзионная сварка — Layfield
Экструзионная сварка геомембраны
Экструзионная сварка является основным методом отделки ПЭВП и других полиолефиновых геомембранных материалов.
Экструзионная сварка — это метод отделки, при котором валик расплавленного пластика используется для сварки термопластичных геомембранных материалов. Качество экструзионного сварного шва зависит от навыков сварщика. Персонал Layfield обладает уникальной квалификацией, чтобы удовлетворить ваши требования к экструзионной сварке всех типов термопластичных геомембран.
В машинах для экструзионной сварки используется нагретый цилиндр с пластикирующим шнеком для подачи расплавленного пластика к башмаку особой формы. Башмак имеет форму валика из пластика, подходящего для типа и толщины свариваемого материала. Для предварительного нагрева зоны сварки к машине для экструзионной сварки прикреплен нагнетатель горячего воздуха. Сварщик использует собственный вес для создания давления, необходимого для сварки, а оператор управляет сварочным аппаратом вручную. Экструзионные сварочные аппараты бывают разных размеров с разной производительностью.
Экструзионная сварка чаще всего выполняется на листовых материалах из полиэтилена высокой плотности. Экструзионная сварка также широко используется для Enviro Liner и полипропилена. Экструзионная сварка других термопластичных материалов не распространена.
| 1 октября 2010 г. | Экструзия (Ремонт) Сварка |
| Материал | стилей |
| Полиэтилен высокой плотности (HDPE) | 40 мил, 60 мил, 80 мил, 100 мил 40T 1 мил, 60T 1 мил, 80T 1 мил, 100T 1 мил |
| Поливинилхлорид (ПВХ) | Сварка растворителем или горячим воздухом |
| Энвиро Лайнер® | 30 мил, 40 мил |
| Полипропилен (ПП) | 36(S) 2 мил, 45(S) 2 мил |
| Армированный полиэтилен (RPE®) | Не применимо |
| Геосинтетическая глиняная подкладка (GCL) | Не применимо |
| ОПАСНОСТЬ® | HAZ535, остальные модели могут быть сварены растворителем или горячим воздухом |
| Арктический лайнер® | Сварка растворителем или горячим воздухом |
| XR-5® | Горячий воздух или специальный клей |
| Специальные вкладыши | Сварка горячим воздухом |
| Примечание 1 : T относится к текстурированному геомембранному материалу (одностороннему или двустороннему). Примечание 2 : S относится к подложке из ткани в материале. | |
Экструзионная сварка представляет собой процесс с ограниченной толщиной. Количество нагретого пластика, необходимое для сварки, может расплавить тонкие листы. Экструзионная сварка требует баланса между температурой и толщиной сварочного валика. Если валик слишком толстый или температура сварки слишком высокая, может произойти деформация листа. Вообще говоря, чем толще материал, тем меньше деформации и тем лучше будет шов экструзией. Некоторые материалы, такие как полипропилен, не требуют такой высокой температуры для сварки. Это позволяет проводить экструзионную сварку более тонких материалов. Профили сварочных башмаков также адаптированы к толщине свариваемого материала, при этом почти плоские башмаки используются для тонкого листа. Для сварки тонкопленочных материалов может потребоваться специальное сварочное оборудование, создающее небольшой сварочный валик.
Экструзионная сварка является медленным процессом и обычно ограничивается отделочными работами, поперечными швами и врезками. Сварщик экструзионной сварки требуется на всех проектах HDPE для выполнения отделочных работ, которые не может выполнить сварщик клиньев. Обычно клиновая сварка используется для всех производственных сварных швов, а экструзионная сварка используется для проходки труб и чистовой сварки. Для работы экструзионного сварочного аппарата требуется минимальный зазор. В проходках и отстойниках труб под трубой должен быть зазор не менее 600 мм (24 дюйма) для проведения сварки.
Перед началом экструзионной сварки на отдельных кусках проектируемого материала в условиях объекта подготавливается пробный сварной шов. Этот квалификационный сварной шов используется для подтверждения настроек сварщика. Изготавливается короткий отрезок сварного шва (около 1 м), берутся купоны и испытываются на разрушение. Если испытания соответствуют спецификациям проекта, можно приступать к сварке. Если испытания не пройдены, сварщик корректируется и переаттестуется.
Экструзионные сварные швы также обычно проверяются с помощью разрушающих испытаний. Бригады Layfield оснащены полевыми портативными тензиометрами для полевых разрушающих испытаний. Сварные швы испытывают на сдвиг и отрыв. Испытание на сдвиг является основным испытанием на прочность сварного шва, в то время как испытание на отслаивание используется для подтверждения качества сварного шва. Из-за расположения экструзионного сварного шва испытание на отслаивание можно проводить только с одной стороны. Спецификации для испытаний на сдвиг и отслаивание содержатся в буклете со спецификациями геомембраны и в этом разделе в разделе спецификаций HDPE.
Завершенные сварные швы экструзией обычно проверяются с помощью вакуумной камеры. Шов заливают мыльной водой, сверху помещают прозрачную коробку и применяют вакуум. Дефекты проявляются в виде потока пузырьков в вакуумной камере. Для получения подробной информации о тестировании в вакуумной камере см. техническую записку Layfield по тестированию.
Сварка в полевых условиях требует, чтобы свариваемые поверхности были чистыми и сухими. Также могут быть ограничения из-за температуры и других факторов окружающей среды. Сварщики экструзионной сварки могут быть чувствительны к присутствию влаги в зоне сварки, но вентилятор предварительного нагрева имеет тенденцию сохранять зону сварки сухой в большинстве условий. Экструзионная сварка в экстремально холодную погоду может быть ограничена; более подробную информацию см. в технической записке Layfield по сварке при холодной температуре.
Подготовка к экструзионной сварке включает очистку и шлифовку свариваемых участков, а затем прихватку заплаты или нахлеста с помощью ручной сварки горячим воздухом. Прихваточный шов удерживает материал на месте во время операций шлифовки и сварки. Все заплатки должны иметь закругленные углы.
Экструзионная сварка листа HDPE требует шлифовки перед сваркой. Пленки HDPE окисляются на поверхности при воздействии на них, и метод экструзионной сварки требует удаления этого слоя окисления. Экструзионные сварные швы готовят шлифованием абразивным кругом непосредственно перед сваркой. При шлифовке должно сниматься не более 10% толщины материала футеровки. Направление следов шлифования не имеет значения, было показано, что как параллельное, так и перпендикулярное шлифование эффективны при условии, что следы шлифования не выходят за пределы зоны сварки. Подготовка зоны шва шлифовкой должна производиться не более чем за 45 мин до начала сварки. Шлифование поверхности не всегда требуется для материалов из полипропилена или Enviro Liner (в зависимости от условий на месте), однако обычной практикой является придание шероховатости проволочным кругом.
Из-за большой массы материала, выдавливаемого в экструзионный сварочный валик, возникают потенциальные проблемы с концентрацией напряжений во время охлаждения. Для предотвращения образования напряжений в экструзионном сварном шве существуют два ограничения. Первое ограничение заключается в том, что экструзионные швы нельзя охлаждать искусственно воздухом или водой. Второе ограничение заключается в том, что рядом друг с другом можно размещать не более двух экструзионных буртиков.
Экструзионная сварка очень чувствительна к присутствию влаги, и распространенной проблемой является просачивание влаги из зоны нахлеста во время сварки. Поскольку экструзионные сварные швы часто ремонтируются, перед сваркой в дефект может попасть значительное количество воды. В некоторых случаях может быть очень трудно контролировать эту воду, чтобы можно было выполнить сварку. Один из методов заключается в том, чтобы поместить временную заплату поверх протекающего дефекта и заклеить ее лентой или другим герметиком. Затем прихватывается заплата большего размера и нормально приваривается. Жертвенный пластырь остается под готовым пластырем.
Если у вас есть какие-либо вопросы относительно экструзионной сварки или установки на месте, обратитесь к представителю Layfield.
How to Weld Plastic — наяда компании NH inc
В 1998 году мы осознали необходимость обучения сварке пластмасс в США и Канаде. Сварщики пластмасс обычно учатся, следуя примеру других сварщиков, которые много лет работают в этом бизнесе, или просто учатся самостоятельно после покупки инструмента для сварки пластмасс. В США и Канаде нет стандартов сварки пластмасс, которым должны следовать производители. Школа сварки пластмасс обнаружила потребность в официальной программе обучения сварке пластмасс.
КУРСЫ «НА ДОМУ»
Для начинающих или опытных производителей пластмасс мы предлагаем курсы для начинающих или курсы повышения квалификации. Стандартные курсы по изготовлению пластика, включая сварку горячим газом и экструзионную сварку листового полипропилена и ПВХ. Другие материалы могут быть добавлены или заменены. Мы также предлагаем обучение по стыковой и раструбной сварке труб и сварке термопластичных футеровок. Обучение сварке пластмасс будет проводиться на объекте заказчика. К оборудованию заказчика для проведения занятия может быть добавлено дополнительное сварочное оборудование. Обучение также может быть адаптировано к потребностям вашей компании.
Обучение по изготовлению пластмасс предлагает сертификат о прохождении курса сварки термопластов. Также доступны справочные материалы по сварке пластмасс и ремонту пластмасс, включая программное обеспечение для проектирования пластиковых резервуаров, консультации и услуги свидетелей-экспертов.
РАСПИСАНИЕ ЧЕТЫРЕХДНЕВНОГО КУРСА ПО СВАРКЕ НА МЕСТЕ
ЧЕТЫРЕХдневное занятие:
В понедельник утро будет посвящено теории пластика и теории сварки пластика
Понедельник во второй половине дня будет практическая сварка пластика с использованием инструментов для сварки горячим газом, сварка полипропилена. Мы начнем узнавать, «как выглядит и ощущается хороший сварной шов». Мы будем использовать пластиковые сварочные швы на плоском листе, после чего сварим простой одиночный V-образный шов с использованием нескольких проходов и угловой сварной шов на полипропилене.
Вторник Мы продолжим сварку полипропиленовых швов, сварив еще одну одинарную букву «V» и угловой шов, а затем перейдем к сварке двойной «V» на полипропилене. Мы проведем полевые испытания одинарной «V» и двойной «X» в последний день занятий.
Вторник днем мы выполним те же сварные швы на ПВХ или на другом пластиковом материале, выбранном заказчиком.
Среда продолжим с ПВХ или вторым пластиком. Либо только полипропилен, либо оба пластика будут сварены горячим газом, чтобы показать методы изготовления углов, а также ремонт. Затем следует визуальный осмотр всех сварных швов, выполненных во время занятия. Повторная сварка производится на всех сварных швах, не прошедших визуальный контроль. Если позволит время, мы подготовим образцы экструзионного сварного шва, которые будут включать прихватку в горячем газе наших образцов, подлежащих экструзионной сварке. Мы будем использовать экструдер для выполнения как «стыковых швов», так и «угловых швов»
В четверг мы закончим экструзионные швы и проведем теоретический обзор последних трех дней. Мы подготовим образцы сварных швов для теоретических испытаний на изгиб.
Для тех клиентов, которые используют ПЭВП: мы можем заменить часть ПП или ПВХ на ПЭВП.
Для тех клиентов, у которых есть особые потребности, такие как акриловые краски и т. д., мы покроем это в среду/четверг.
Мы не используем фторполимеры на этом занятии, так как в классе нет специальной вентиляции, необходимой для сварки этих материалов.
Специальные однодневные и двухдневные курсы повышения квалификации могут проводиться в помещении клиента либо в четверг/пятницу перед занятием, либо в понедельник/вторник после занятия. Эти специальные сеансы могут быть либо/или/и горячим газом, и экструзией. Или, по желанию клиента, мы можем пройти обучение по специальным проектам или фторполимерам. Эти внутренние занятия могут быть организованы для 6 сотрудников и могут включать практические занятия или теоретические занятия во время проведения практических занятий по сварке. Специальная цена обсуждается и оплачивается заранее. Также может быть предоставлено оборудование. Заказчик несет ответственность за сварочный электрод, мощность, оборудование и материалы для сварки. Если какой-либо из них требуется для этого курса, необходимо заранее договориться о том, чтобы материалы были у вас дома. Ларри обычно путешествует со своим снаряжением.
Базовые сборы Ларри за внутреннее обучение следующие:
Плата за поездку: 1 доллар США за милю (эта стоимость обычно пропорциональна между всеми посещениями клиента в любой конкретной поездке) или фактическими расходами на авиабилеты.
Суточные Ларри: 75 долларов, включая дни в пути.
Плата за проживание: около 150 долларов США в день (Ларри получит расчет в отеле)
Плата за студента: 75 долларов США за студента (менеджеры, супервайзеры, QA/QC освобождаются от платы за каждого студента.
Эта плата применяется только к любому учащемуся, получившему «Сертификат об обучении»)
В день на объекте 1250 долларов США в день Специальные цены для специальных проектов всегда могут быть согласованы.
Использование оборудования Ларри включено в плату за дневное обучение и стоимость проезда.
Для получения дополнительной информации, пожалуйста, позвоните Ларри по следующему номеру: (630)-319-3480 или
Чип по телефону (603) 848-7153.
Экструзионная сварка является основным методом отделки ПЭВП
Kwerk.de > ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ ПО ЭКСТРУЗИОННОЙ СВАРКЕ > ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ ПО ЭКСТРУЗИОННОЙ СВАРКЕ
ХАРТВИГ СПИЦХОРН, РУКОВОДИТЕЛЬ ТЕХНИЧЕСКОГО ПРОЕКТА, KWERK GMBH |
Компоненты с толстыми стенками могут быть, среди прочего, соединены вместе методом экструзионной сварки. Для ПВХ эта процедура имеет ограниченное применение, а для PVDF необходимы специальные винты. Сварка производится проволокой 3 мм соотв. 4 мм и однородной и полностью пластифицированной сварочной добавки. |
| Экструзионная сварка характеризуется следующими особенностями: — Использование сварочной добавки с той же формовочной массой. Процесс сварки: С помощью горячего газа, выходящего из сопла сварочного аппарата, поверхности соединения свариваемых деталей нагреваются до температуры сварки. Сварочная добавка, непрерывно выдавливаемая из устройства с ручным управлением, будет вдавливаться в сварочную канавку. Сварочное давление будет прикладываться с помощью сварочного башмака, который крепится непосредственно к экструдеру в соответствии с формой сварки. Конструкция сварочной обуви: Экструдированная добавка для сварки распределяется с помощью сварочного башмака, а затем вдавливается на место. Сварочные башмаки должны быть адаптированы к конкретному типу шва (клиновой, угловой). Общее правило: чем шире сварной шов, тем длиннее должна быть обувь. От формы сварочного башмака зависят следующие факторы: — Объем заполнения, Температура: Температура воздуха 270 290 ºC для ПП, ПЭ | Подготовка сварного шва: Непосредственно перед сваркой соединяемых поверхностей прилегающие участки Отделка сварного шва: Сварные швы всегда должны выполняться так, чтобы последующая обработка не требовалась. Швы экструзионной сварки должны иметь ровную гладкую поверхность и безупречные кромочные зоны. Чтобы избежать зазубрин в корне шва, герметизирующий проход или закрепление шва можно сварить горячим газом. Экструдат, который время от времени вытекает на кромку сварочного башмака, должен особенно в случае соединений, подвергающихся высоким нагрузкам удаляться вручную без надрезов с помощью карточного скребка соответствующей формы или треугольного скребка. Влияние влаги: Время от времени пластмассы впитывают влагу, в большинстве случаев только нагруженную на поверхность. Способ устранения: — Предварительная сушка сварочных добавок, если это возможно. |
Предотвращение образования пустот в сварном шве: Пустоты образуются только после самого процесса сварки. Их можно уменьшить, изменив уровень влажности, скорость охлаждения и геометрию сварочного башмака, но не другие параметры сварки. | |
Типы швов: Стыковое соединение с V-образным швом |
| Стыковое соединение с DV-швом |
Тройник (угловой шов) с ВН-швом Двойной шов HV Спецификация форм сварки в случае Т-образного соединения (угловой шов): Факторы, обеспечивающие безупречные сварные швы: — температура сварочной добавки, |
Услуги по экструзионной сварке пластмасс — Услуги по сварке горячим воздухом
Узнать о возможностях… ← Вернуться к возможностямРазрезка пластика по размерамДисплеиЛазерная резкаОбработка с ЧПУИзготовление на заказЭкструзионная сваркаОбработка кромок, формовка и полировкаФормование драпировки и печиВакуумное формованиеДополнительные услугиУплотнение и прокладкиЛитье под давлением
Существует ряд методов сварки термопластов, включая ручную сварку горячим газом (воздухом) и экструзионную сварку горячим газом (воздухом). Далее рассматриваются ручная сварка горячим газом (воздух) и экструзионная сварка горячим газом (воздух), поскольку они играют важную роль в области изготовления термопластов на заказ. Дальнейшим применением этих методов является модификация или ремонт деталей, формованных ротационным формованием, выдувным формованием, вакуумным формованием или литьем под давлением.
Наиболее часто свариваемые термопластичные материалы:
- Полипропилен
- Полиэтилен
- Поливинилхлорид
- Хлорированный поливинилхлорид
- Поливинилденфторид
Сварка означает повышение температуры материалов до их термопластичного состояния, применение давления, позволяющего молекулам заново расположиться, и, таким образом, создание новой однородной области при охлаждении. Термопластическое состояние, то есть диапазон температур, в котором материал пригоден для сварки, различается для разных материалов. По сравнению с ПП и ПЭ ПВХ и ХПВХ имеют очень маленькое термопластичное состояние, т. е. температурный диапазон для сварки относительно узок.
Важным фактором является совместимость материалов. Рекомендуется убедиться, что скорость течения расплава материалов ПЭВП, подлежащих сварке, одинакова или близка. С полипропиленом не рекомендуется использовать гомополимерный стержень с сополимерным исходным материалом.
Ручная сварка горячим газом (воздух) и экструзионная сварка горячим газом (воздух) являются ручными операциями и требуют использования присадочного материала. Качество сварки во многом зависит от знаний и навыков оператора. Оператор должен хорошо разбираться как в настройке оборудования, так и в правильном выполнении сварки.
Экструзионная сварка
Экструзионная сварка позволяет выполнять сварку больших размеров за один проход. Это предпочтительный метод для соединения материалов толщиной более 6 мм. Сварочный стержень втягивается в миниатюрный ручной пластиковый экструдер, пластифицируется и выдавливается из экструдера на соединяемые детали, которые размягчаются струей горячего воздуха, чтобы обеспечить соединение.
Сварка горячим газом
Сварка горячим газом, также известная как сварка горячим воздухом — это метод сварки пластика, аналогичный металлу, хотя конкретные методы отличаются. Тепловая пушка специальной конструкции, называемая аппаратом для сварки горячим воздухом , создает струю горячего воздуха, которая размягчает как соединяемые детали, так и пластиковый присадочный стержень, причем все они должны быть из одного или очень похожего пластика. Сварка горячим воздухом/газом является распространенным методом изготовления небольших изделий, таких как резервуары для химикатов, резервуары для воды, теплообменники и сантехника. Два листа пластика нагреваются горячим газом или нагревательным элементом, а затем скручиваются вместе. Это быстрый процесс сварки, который можно выполнять непрерывно.
Speed Tip Welding
При скоростной сварке пластиковый сварочный аппарат, похожий на паяльник по внешнему виду и мощности, оснащен подающей трубкой для пластикового сварочного стержня. Скоростной наконечник нагревает стержень и подложку, в то же время прижимая расплавленный сварочный стержень к нужному месту. В стык укладывается валик из размягченного пластика, и детали и сварочный стержень сплавляются. Для некоторых типов пластика, таких как полипропилен, расплавленный сварочный пруток необходимо «смешивать» с полурасплавленным основным материалом, изготавливаемым или ремонтируемым. Эти методы сварки совершенствовались с течением времени и уже более 50 лет используются профессиональными производителями и ремонтниками пластмасс во всем мире. Метод быстрой сварки наконечником является гораздо более быстрой техникой сварки, и с практикой его можно использовать в узких углах. Вариант «пистолета» со скоростным наконечником представляет собой, по сути, паяльник с широким плоским наконечником, который можно использовать для расплавления сварного шва и присадочного материала для создания соединения.
Сварные пластиковые изделия включают:
- Термопластовые резервуары для гальваники, анодирования, очистки, очистки сточных вод и химической промышленности
- Резервуары ротационного формования
- Гибкие вкладыши
- Раковины
- Сертифицированные Sematech мокрые скамейки
- Цельная конструкция шкафов, мокрых столов, укладчиков вафель, полировальных машин, центрифуг и баков
- Вытяжные шкафы
- Воздуховоды и фитинги для вытяжки и вентиляции
Частичный перечень материалов для сварки пластмасс:
- ПВХ, ХПВХ, ПЭНД,ПП, ПВДФ, ПЭНП, ПЭНД.
- Corzan® FMRC 4910 Внесен в список 3002299.
- Kytec® (смола MP-20) Внесен в список 3D1Q5.AM.
- FR-CP7-D Внесен в список 3D7 Q7.AM.
- Halar® 901 (сверхчистый для систем DI и UPW).
- Clear Halar® (453) Перечислен 4D7Q9.AM.
- Corzan® 11 Внесен в список 3010025.
- Непрозрачный халар®.
- Материалы, одобренные FM4910, предназначенные для использования в производстве полупроводников и чистых помещений
Фотогалерея
Фильтр с помощью возможностей:
— Пластиковая резак для сизелазера режущегося обработки.
Сброс фильтров
Не найдено изображений, соответствующих описанию. Измените фильтры, чтобы увидеть дополнительные результаты, или нажмите «Сбросить фильтры» выше, чтобы начать заново.
Термовоздушные инструменты и сварочные аппараты для пластика
Название продукта
Описание продукта
Leister® FUSION 1 Аппарат для сварки пластика
Гениально простой и компактный аппарат для сварки пластика для полиэтилена (ПЭ) и полипропилена (ПП).
Сварочный башмак K5/6 IA 163.778
Сварочный башмак для экструзионного сварочного аппарата Leister® FUSION 1
Сварочный башмак K12 IA 163. 779
Сварочный башмак для экструзионного сварочного аппарата Leister® FUSION 1
Сварочный башмак K8/10 IA FUSION 1 для экструзионного сварочного аппарата Leister
9003 WelderСварочный башмак AK-10 (под углом 70°)
Сварочный башмак для Leister® FUSION 1 Extrusion Welder
Сварочный башмак AK-10 (под углом 30°)
Сварочный башмак для Leister® FUSION 1 Extrusion 1 Сварщик
Сварочный башмак AV-10 (угол 30°)
Сварочный башмак для экструзионного сварочного аппарата Leister® FUSION 1
Сварочный башмак 163.786 (пустой)
Сварочный башмак для сварочного аппарата Leister®00 FUSION 9 IA 163.793
Сварочный башмак для экструзионной сварочной машины Leister® FUSION 1
S2/FUSION Сварочный башмак Int Air — галтель 25 мм
Сварочный башмак Leister® 145.816
S2/FUSION 3 — Сварочный башмак S2/FUSION 3 Int Air Welding0003
Сварочный башмак Leister® 145.817
Сварочный башмак Int Air — V-образный шов 15 мм (145. 903) — S2, FUSION 2 и FUSION 3/3C
Сварочный башмак Leister® 145.903
30 ммСварная обувь Leister® 145.905
INT Воздушный штифта сварки — V Seam 20 мм (145,909) — Weldplast S2 & Fusion 3/3C
Leister® Helving Shoe 145.909
INT Air Sweed — V Sew 8/10mm (145.915. ) — S2, FUSION 2 и FUSION 3/3C
Сварочный башмак Leister® 145.915
Сварочный башмак S2/FUSION Int Air — V-образный шов 25 мм
Сварочный башмак Leister® 145.916
Сварочный башмак Int Air — внешний угол 10 мм и FUSION 2/3USION — 10 мм, FUSION, S/FUSION 23,645) 3C
Сварочный башмак Leister 146.645
Сварочный башмак Int Air — внешний угол 12 мм (146.649) — S2, FUSION 2 и FUSION 3/3C 3C
Угловой переходник Leister 148.816
S2/Fusion int воздух 45 градусов Адаптер Адаптер Адаптер 3/3C
Leister 148.817 Адаптер угла
S2/Fusion INT Air Weting Обувь — Внешний угол 8 мм
Leister Welding Shoe 146.643
Leister® FUSION 1 FUSION 1CULEST.
Изоляционное покрытие для Leister® FUSION 1 Safekeeping
Leister® WELDPLAST S1
Добейтесь идеального качества шва с помощью одного компактного экструдера (артикул № 148.396).
Фильтр Leister® WELDPLAST S1/S2 (134.361)
Сменный воздушный фильтр для Leister Weldplast S1 и S2
Трубка горячего воздуха S1 6H 14 мм (149.456) Для WELDPLAST S1
Положение 6h и 14 мм Н.Д. Трубка горячего воздуха для Leister Weldplast S1
S1 Трубка горячего воздуха — 9H-3H 14 мм (149.467) Для WELDPLAST S1
Положение 9h/3h, 14 мм Н.Д. Трубка горячего воздуха для Leister Weldplast S1
S1 Сварочный башмак – заготовка (149.430) Для WELDPLAST S1
Заготовка/наконечник для сварки Leister Weldplast S1
S1 Сварочный башмак — скругление 5/6 мм (149.402) Для WELDPLAST S1
Сварочный башмак с укруглением 5/6 мм/наконечник для Leister Weldplast S1 Сварочный башмак/наконечник с V-образным швом 3/4 мм для Leister Weldplast S1
S1 Сварочный башмак — V-образный шов 8/10 мм (149. 385) Для WELDPLAST S1
Сварочный башмак/наконечник с V-образным швом 8/10 мм для Leister Weldplast S1
S1 Башмак для сварки угловой (149.364) Для WELDPLAST S1
Угловой сварочный башмак/наконечник для Leister Weldplast S1
S1 Сварочный башмак — скругление 8/10 мм (148.627) Для WELDPLAST S1
Leister K-8/10 EA Угловой сварочный башмак/наконечник для Leister Weldplast S1
S1 Welding Обувь — v Sew 5/6 мм
Сварная обувь для Leister Weldplast S1
S1 Сварка. Удлинитель сопла
Welding Shoe for Leister Weldplast S1
S1 Angle Adapter — 45 Degrees
Welding Shoe for Leister Weldplast S1
S1 Angle Adapter — 90 Degrees
Welding Shoe for Leister Weldplast S1
S1 Air Nozzle Set — 16mm O.D. (широкий)
Сварочный башмак для Leister Weldplast S1 (Стандарт)
Сварочный башмак для Leister Weldplast S1
Подставка для инструмента Leister® WELDPLAST S1
Подставка для инструмента для Leister Weldplast S1
Leister® WELDPLAST S2
Компактная, эргономичная рабочая лошадка (артикул 127. 215).
S2 Направляющая горячего воздуха с наружным воздуховодом из ПВХ
Leister® 133.850 Направляющая горячего воздуха
Угловой адаптер 45° (139.460) Для WELDPLAST S2
Leister® Weldplast S2 45° Угловой адаптер 9000 Угловой переходник (139.461) Для WELDPLAST S2
Угловой переходник Leister® Weldplast S2 90° (139.461)
Башмак для сварки наружного шва, 15 мм (146.651) — WELDPLAST S2, FUSION 2 и FUSION 3/3C 145.947) Для WELDPLAST S2
Сварочный башмак Leister® 30 мм (1,2″) (145.947) для Weldplast S2
Пустой сварочный башмак 74 X 50 X 58 мм (145,946) — WELDPLAST S2, FUSION 2 и FUSION 9 0/03C
Leister® 74x50x58 мм (2,91×1,96×2,3″) (145,946) Пустой сварочный башмак
Заглушка для сварки 45 X 30 X 54 мм (145,945) — WELDPLAST S2, FUSION 2 и FUSION 3/3C
Leister® 45x30x54 мм (1,96×1,18×1,5″) (145,945) Заглушка для сварки
8/10 мм (145,944) — WELDPLAST S2, FUSION 2 и FUSION 3/3C
Leister® 8/10 мм (0,13/0,4″) Башмак для угловой сварки (145. 944)
Башмак для угловой сварки 20 мм (145.940) Для WELDPLAST S 2
Башмак для сварки угловых швов Leister® 20 мм (0,8″) (145.940) для Weldplast S2.
Сварочный башмак для сварки с V-образным швом 0,5 дюйма / X-образным швом 0,98 дюйма (145.907) — WELDPLAST S2, FUSION 2 и FUSION 3/3C
Башмак для сварки внахлест 35 мм (145.897) — WELDPLAST S2, FUSION 2 и FUSION 3/3C
Башмак для сварки внахлест Leister® 35 мм (1,4″) (145.897) 2 и FUSION 3/3C
Башмак для сварки внахлест Leister® 25 мм (0,98 дюйма) (145.896)
Башмак для угловой сварки 15 мм (145.812) — WELDPLAST S2, FUSION 2 и FUSION 3/3C
Башмак для угловой сварки Leister® 15 мм (0,6 дюйма) (145.812) 2 и FUSION 3/3C
Leister® 14 мм (0,5 дюйма) башмак/наконечник для сварки угловых швов. (145.811)
Башмак для сварки внутренних угловых швов, 20 мм (145.488) — WELDPLAST S2, FUSION 2 и FUSION 3/3C
Leister®, 20 мм (0,8″) Башмак для сварки внутренних угловых швов/наконечник. (145.488)
S1/S2/S4 Сварочный башмак с внешним воздухом — внахлест 40 мм
Башмак для экструзионного воздуха для Weldplast S1/S2/S4
S1/S2/S4 Угловой башмак с внешним воздухом (длинный)
Башмак для экструзионного воздуха для Weldplast S1/S2 /S4
S1/S2/S4 Угловой башмак с внешним воздухом (короткий)
Башмак для экструзионного воздуха для сварки Weldplast S1/S2/S4
S1/S2/S4 Башмак для сварки с внешним воздухом — галтель 15 мм
Башмак для экструзионного воздуха для Weldplast S1 /S2/S4
S1/S2/S4 Сварочный башмак Ext Air — скругление 20 мм 9- Скругление 30 мм
Надувной башмак для экструзии Weldplast S1/S2/S4
S1/S2/S4 Ext Сварочный башмак — скругление 5/6 мм
Надувной башмак для экструзии для Weldplast S1/S2/S4
S1/S2/S4 Ext Башмак для воздушной сварки – угловой 8/10 мм
Башмак для экструзии для сварки Weldplast S1/S2/S4
S1/S2/S4 Ext Air Сварочный башмак — пустой 54X40X52мм
Экструзионный пневматический башмак для Weldplast S1/S2/S4 /S4
S1/S2/S4 Сварочный башмак с внешним воздухом — внахлест 25 мм
Башмак для экструзионного воздуха для Weldplast S1/S2/S4
S1/S2/S4 Сварочный башмак с внешним воздухом — внахлест 35 мм
Башмак для экструзии S1 для Weldplast /S2/S4
S1/S2/S4 Сварочный башмак Ext Air — V-образный шов 12 мм
Экструзионный пневматический башмак для Weldplast S1/S2/S4
S1/S2/S4 Ext Air Сварочный башмак — V-образный шов 15 мм
Экструзионный пневматический башмак для Weldplast S1/S2/S4 — V-образный шов 20 мм
Экструзионный пневматический башмак для Weldplast S1/S2/S4
S1/S2/S4 Внешний пневматический сварочный башмак — V-образный шов 25 мм
Экструзионный пневматический башмак для Weldplast S1/S2/S4
S1/S2/S4 Башмак для сварки Ext Air — V-образный шов 30 мм
Башмак для экструзионного воздуха для Weldplast S1/S2/S4
S1/S2/S4 Ext Air Сварочный башмак — внешний угол 146. 642
Экструзионный пневматический башмак для Weldplast S1/S2/S4
S1/S2/S4 Ext Air Сварочный башмак — внешний угол 146.644
/S2/S4S4 Сопло предварительного нагрева (маленькое)
Сопло предварительного нагрева для Leister Weldplast S4
Lesiter 117.065 Воздушная направляющая
Сопло предварительного нагрева S4 Ext Air (среднее)
Сопло предварительного нагрева для Leister Weldplast S4
Сопло S4 предварительного нагрева Ext Air (большое)
Сопло предварительного нагрева для Leister Weldplast S4
S4 Ext Airgle Адаптер
Угловой адаптер для Leister Weldplast S4
S4 Ext Air Угловой адаптер 90 градусов
Угловой адаптер для Leister Weldplast S4
Fusion 2 Угловой адаптер 90 градусов
Leister 147.601 Угловой адаптер
0002 Рукав изоляционного покрытия Leister® WELDPLAST S1-S2Изоляционное покрытие для безопасного хранения Weldplast S1/S2.
Рукав изоляционного покрытия Leister® FUSION 3C
Изоляционное покрытие для безопасного хранения Fusion 3C.
Текстильный пылевой фильтр Leister® для WELDPLAST S2
Текстильный пылевой фильтр для Weldplast S2.
Воздушный фильтр Leister® для WELDPLAST S2
Нижний воздушный фильтр для Weldplast S2.
Leister® Triac AT
Triac AT — интеллектуальный и надежный ручной инструмент с горячим воздухом для сварки и усадки пластмасс.
Leister® Triac ST
Ручной инструмент с горячим воздухом, используемый в основном для сварки и производства пластмасс.
Нагревательный элемент для симистора ST
Достигает 120 В, 1550 Вт
Комплект для ремонта пластиковых контейнеров Leister
Легко ремонтирует пластиковые контейнеры и возвращает их в эксплуатацию
Комплект для ремонта промышленных тканей Leister
Легко чините вывески из промышленной ткани, баннеры, брезент для грузовиков и многое другое.
Комплект для сварки пластмасс Leister
Сварка пластмасс упрощается с помощью комплекта для сварки пластмасс Leister.
Ручной экструдер Leister® Fusion 3C
Подходит для использования в производстве контейнеров и трубопроводов, а также в гражданском строительстве.
Leister® Diode PID
Leister DIODE PID предлагает электронную регулировку температуры сварки и подачу внешнего воздуха, что делает его идеальным для мобильных монтажных работ.
Leister® Diode S
Мощный сварочный аппарат с внешней подачей воздуха. Поворотный регулятор температуры инструмента помогает производить стабильные качественные сварные швы при каждом использовании.
Leister® Electron ST
Самый мощный ручной инструмент Leister®, подходящий для строительных площадок.
Leister® Solano AT
Легче, тише и надежнее любого теплового фена на рынке.
Leister® Hot Jet S
Самый компактный ручной инструмент от Leister®, Hot Jet S.
Нагревательный элемент Leister® для Hot Jet S
Нагревательный элемент для Leister Hot Jet S.
Leister® Labor S с распределительной коробкой
Идеально подходит для сварки в небольших помещениях.
Сварочная ручка Leister® S
Оптимизирована для сварки волочением.
Сварочная ручка Leister® R
Оптимизирована для сварки волочением.
Leister® Minor
Компактный и легкий, MINOR предназначен для мобильной подачи воздуха в руки Leister с горячим воздухом.
Leister® Forte S3
Для беспламенной усадки поддонов и сыпучих грузов.
Leister® Ghibli
LEISTER GHIBLI обеспечивает работу без напряжения при сварке или усадке горячим воздухом.
Leister® Robust
ROBUST сочетает в себе компактную конструкцию и значительную мощность, обеспечивая потенциал воздушного потока до 46 фут3/кв.
Удлинительная насадка 5 мм — Leister®
Удлинительная насадка 5 мм
Насадка для скоростной сварки 3 мм — Leister®
3 мм. наконечник для скоростной сварки Leister® (артикул № 106.989)
Наконечник для скоростной сварки 4 мм — Leister®
4 мм. Наконечник для скоростной сварки Leister® (номер продукта 106. 990)
Насадка Speed 5 мм — Leister®
5 мм. насадка для скоростной сварки Leister® (номер продукта 106.991)
Насадка для скоростной сварки 5,7 мм — Leister®
5,7 мм. Наконечник для скоростной сварки Leister® (артикул № 106.992)
Наконечник для скоростной сварки 7 мм — Leister®
7 мм. Наконечник для скоростной сварки Leister® (артикул № 106.993)
Насадка для прихватки — Leister®
Насадка для прихватки Leister® (номер продукта 106.996)
Насадка с широким пазом 20 мм Push Fit — Leister
20 мм. Насадка с широкой щелью Leister® (номер продукта 106.998)
Сопло с широкой щелью 1,6 дюйма — Leister®
Сопло с широкой щелью 1,6 дюйма от Leister® (номер продукта 106.999)
Сопло с угловой плоской щелью 20 мм — Leister®
20 мм Угловое плоскощелевое сопло (артикул № 107.123)
Щелевое сопло 40 мм — Leister®
40 мм. щелевая насадка Leister® (артикул 107.132)
Трубчатое сопло 5 мм (107. 144) — Leister®
Трубчатое сопло 5 мм производства Leister® (артикул 107.144) для использования с Hot Jet S и Labor S.
Трубчатое сварочное сопло 5 мм — Leister®
(артикул 100.303) для симистора Leister с ручным управлением и диодного PID/S.
Трубчатая насадка 5 мм (107.154) — Leister®
5 мм. трубчатая насадка Leister® (номер продукта 107.154)
Прижимной ролик Leister 28 мм 1,1 дюйма 106.976
Эргономичный прижимной ролик Leister 28 мм 1,1 дюйма.
Подставка для инструментов Leister 107.348
Подставка для инструментов создана для моделей Leister Triac AT, Triac BT и Triac S.
Кейс для хранения Leister 116.586
Кейс для хранения для Triac AT, Triac BT, Triac S и Electron.
Латунная щетка Leister 116.798
Латунная проволочная щетка Leister для более мягких материалов.
Прибор для проверки швов Leister 138.314
Датчик для проверки швов кровли является важным инструментом проверки качества для всех кровельщиков.