учимся правильно варить. Особенности программы обучения
Сварка – это наиболее надежное соединение неразъемных деталей. В повседневной жизни она широко используется в изготовлении изгороди с использованием сетки-рабицы, тепличных каркасов, печей для бань и гаражей или различных емкостей, необходимых на дачных участках. Человек, владеющей навыками сварочных работ, способен создать на своем приусадебном участке настоящие шедевры ажурных ограждений, навесов для крыш и прочих необходимых в быту вещей.
Чем обоснована надежность сварки: основы сварочных работ
По прочности создания неразъемных соединений, сварка занимает лидирующие позиции. Это обеспечивается нагреванием сплавов из различных металлов с помощью электрической дуги, которое приводит к пластической деформации используемых материалов. При этом происходит взаимное проникновение элементарных частиц электрода в строение соединяемых материалов. В результате возникают молекулярные связи, обладающие сверхвысокой прочностью.
Благодаря современным инновационным технологиям, в настоящее время появилась возможность использовать для сварки лазерные и электронные лучи, ультразвук и пламя газовой горелки. Но для сварки в бытовых условиях по-прежнему самой оптимальной остается электродуговая сварка, источником энергии, для создания электрической дуги которой служат сварочные аппараты различных типов, в том числе и инверторы.
Способы сварки
Существуют следующие способы сварки:
- Газопрессовая , с использованием пламени ацетилкислорода. Преимущества этого вида сварки в высокой производительности. Поэтому она находит широкое применение в нефтяной и газовой отрасли, в частности при строительстве магистралей для транспортировки нефти и газа, а также в машиностроении.
- Контактная , осуществляемая электрическим током, имеющим относительно низкое напряжение при достаточно высокой силе тока. Этот способ включает следующие разновидности: сварка встык, шов и точечная.


Кроме этого, в отдельных случаях применяется роликовая и электрошлаковая сварка, трением и термитная, а также ряд других разновидностей.
Выбор правильного оборудования
Если вы решили освоить технику выполнения сварочных работ, то вам потребуется сварочное оборудование. Его можно арендовать или купить. В настоящее время торговые точки предлагают сварочные аппараты, оснащенные устройством, позволяющим увеличивать или уменьшать силу тока. Любители делать все собственными руками, могут смастерить сварочный аппарат из подручных средств. В любом случае, вам потребуется один из следующих преобразователей электрической энергии:
- Трансформатор для преобразования переменного тока бытовой электрической сети в ток, необходимый для осуществления сварочных работ. Выбирая агрегат этого типа, необходимо учитывать, что дешевые модели не смогут обеспечить необходимую стабильность электрической дуги. Для них характерно «просаживание» напряжения. К тому же, они слишком тяжелые.
- Выпрямитель. Это прибор, который преобразует переменный электрический ток, подаваемый в потребительские сети в постоянный. В отличие от трансформаторов, данные агрегаты обеспечивают достаточную стабильность электрической дуги, что, в свою очередь, повышает качество сварного шва.
- Инвертор. Он преобразует переменный ток бытовой электросети, в требуемый постоянный, с необходимым для качественной сварки напряжением. Этот аппарат отличается компактностью и небольшим весом, легкостью зажигания, быстрым действием и высокой производительностью.

** Рекомендация. Наиболее эффективным из перечисленных аппаратов считается инвертор, отличающийся экономичностью и высокой производительностью.
Как правильно выбрать электроды для сварки
Для самой распространенной, дуговой сварки требуются электроды, которые предназначены для подведения тока к сварочному шву. В большинстве случаев, это – проволока, состоящая из специального плавящегося порошка. Но для тех, кто впервые сталкивается со сварочными работами, лучше использовать электроды, в виде твердых стержней, покрытых плавящимся составом. Они позволяют даже новичку оформить ровный шов. Оптимальный диаметр стержня электрода для этой категории сварщиков – 3 мм. Электроды меньшего диаметра применяются для соединения тонких листов металла, а для использования
Они позволяют даже новичку оформить ровный шов. Оптимальный диаметр стержня электрода для этой категории сварщиков – 3 мм. Электроды меньшего диаметра применяются для соединения тонких листов металла, а для использования
электродов большего диаметра необходимо оборудование большей мощности.
Безопасность проведения сварочных работ (экипировка сварщика)
Сварочные работы сопровождаются ярким световым излучением и множеством брызг раскаленного металла. Поэтому, сварщик должен позаботиться о защите кожи своего лица и глаз от ожогов. Для этих целей потребуется специальный щиток и маска. Но не только лицо и глаза нуждаются в защите. Кожа рук подвержена ожогам от разлетающихся брызг плавящегося металла в большей мере. Поэтому, рукавицы из брезента или замши – необходимое средство обеспечения безопасности. Идеальный вариант – наличие халата или комбинезона из плотной брезентовой или прорезиненной ткани.
В целях обеспечения пожарной безопасности, в местах проведения сварочных работ должна быть емкость с водой или другие средства, защищающие от возгорания при попадании случайной искры.
Пошаговая инструкция выполнения сварочных работ
- Свариваемая поверхность должна быть тщательно защищена. На ней не должно быть загрязнений и ржавчины.
- Перед началом выполнения сварочных работ, необходимо вставить электрод в держатель аппарата для сварки и создать электрическую дугу. Для этого необходимо вызвать движение тока в зоне сварки. Осуществить этот процесс можно, чиркнув стержнем электрода по металлу или, касаясь им поверхности заготовки в виде постукивания.
- Как только появится электрическая дуга, необходимо создать зазор между ней и соединяемой поверхностью. Этот зазор должен иметь постоянную величину и находиться в пределах от 3 до 5 мм.
** Рекомендация. Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
- Угол наклона стержня должен составлять 70?. Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.
- Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
 Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.
Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях.
Видео — ручная дуговая сварка для начинающих
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;

Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
 Данные аппараты позволяют получить электрическую дугу высокой стабильности;
Данные аппараты позволяют получить электрическую дугу высокой стабильности;Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
 Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;После остывания металла необходимо при помощи молотка сколоть шлак с поверхности ванны и сделать подробный осмотр сделанной работы. Если имеются непроваренные элементы, то необходимо добавить силу тока. Если ток чрезмерно завышен, то это будет видно по большому прожигу металла.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках.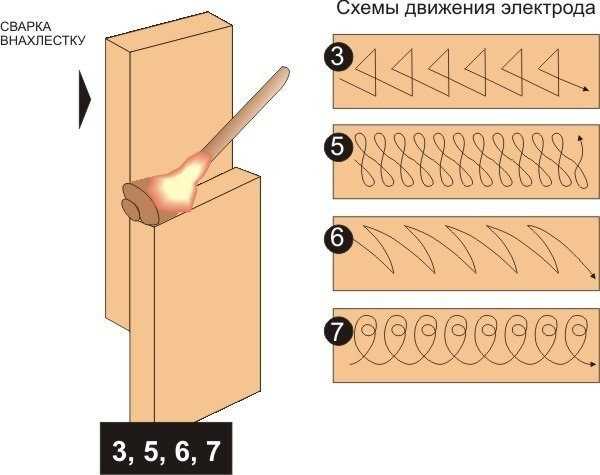 Последовательность работ следующая:
Последовательность работ следующая:
- Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
- В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
- После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
После остывания шов отбивается молотком от шлака и проверяется на качество. Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
Сварка металлов — наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
Давайте разберемся, так ли это. Как варить металл электросваркой?
В современной торговой сети имеется большое разнообразие инверторов, средств защиты при проведении сварочных работ. Они доступны любому, следовательно, купив соответствующее оборудование, можно самостоятельно эти сварочные работы выполнять. Надо только усвоить, что такое технология сварки металлов, каковы требования безопасности. Кроме того, надо получить необходимую практику выполнения сварки.
Виды сварки металлов
В наше время разработано много различных технологий того, как сваривать металл. Например, можно использовать электронное и лазерное излучение, соединять изделия газовым пламенем и варить ультразвуком. Но наиболее широко используется такой источник энергии, как электрическая дуга.
Также следует побеспокоиться о пожаробезопасности — убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
Обязательно надо ознакомиться с инструкцией по применению сварочного аппарата и выполнить все данные там рекомендации.
Электробезопасность
Прежде чем пытаться осваивать на практике, как сваривать металл, необходимо убедиться, что параметры электрической сети, от которой запитан сварочный аппарат, соответствуют его требованиям. Иначе могут быть повреждены другие электроприборы, подключенные к сети, причем не только у вас, но и у соседей. Особенно это касается трансформаторных сварочных аппаратов, которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.
Порядок подготовки к работе
Как правильно сварить металл? Место, подлежащее сварке, должно быть зачищено до металла, быть сухим. Запрещено выполнять работы по сварке в сырую погоду, в дождь и при отрицательных температурах воздуха. Нельзя допускать намокания и электродов.
Запрещено выполнять работы по сварке в сырую погоду, в дождь и при отрицательных температурах воздуха. Нельзя допускать намокания и электродов.
Как правильно сваривать металл электросваркой?
Сварка осуществляется при постоянном напряжении или при переменном. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.
При сварке постоянным током возможно два варианта подключения сварочного аппарата. При подключении плюса к массе, а минуса к электроду (это называется прямой полярностью) больше разогревается металл, зона расплавления создается глубокой и узкой. Такое включение используется при сварке толстого металла и приводит к экономному расходованию электродов. При противоположном включении (обратная полярность) более сильно разогревается и расходуется быстрее электрод, зона расплавления получается широкой и неглубокой. Поэтому обратная полярность используется лишь при сварке тонких листов металла.
Отличительные особенности инверторов
Как правильно варить металл преобразуют переменное напряжение промышленной сети в импульсную последовательность более высокой частоты и затем формируют ток постоянного напряжения. Благодаря наличию электронной схемы, реализующей данные преобразования, инвертор обладает малым влиянием на питающую электросеть при работе, имеет более плавную регулировку выходного напряжения, характеризуется небольшими весом и габаритами. По качеству получаемого инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
Благодаря наличию электронной схемы, реализующей данные преобразования, инвертор обладает малым влиянием на питающую электросеть при работе, имеет более плавную регулировку выходного напряжения, характеризуется небольшими весом и габаритами. По качеству получаемого инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
Как выбрать инвертор
Важным параметром инвертора является период нагрузки (ПВ) источника тока. Эта величина, характеризующая коэффициент полезного действия инвертора, показывает отношение времени сварки к времени холостого хода. Бытовые аппараты не работают непрерывно. Они должны периодически остывать. Так, значение ПВ 30% инвертора означает, что после каждых 3 минут сварки вам придётся 7 минут ожидать, пока источник не остынет. При попытке продолжить работу без перерыва агрегат может сгореть. Или сработает защита, и он выключится. Поэтому следует выбирать инвертор с ПВ не менее 60% и максимальным током не менее 140 — 160 А.
Или сработает защита, и он выключится. Поэтому следует выбирать инвертор с ПВ не менее 60% и максимальным током не менее 140 — 160 А.
Подготовка к работе с инвертором
Для приобретения опыта в том, как правильно варить металл инвертором, сначала рекомендуется работать с металлом не менее 2-3 мм толщиной и использовать электроды 3 мм. Электроды лучше купить новые. Старые, залежавшиеся, позаимствованные у других, с большой вероятностью будут отсыревшими и непригодными к работе.
Как правильно сварить металл? Если это ваш первый опыт, сначала попытайтесь сделать шов на поверхности одного куска металла, не сваривая его с другой деталью.
Рассмотрим последовательность выполнения работы.
Во-первых, необходимо подключить электрод к его держателю, а провод массы к свариваемой заготовке с помощью клеммы. Другие концы проводов надо соединить с выходами инвертора в прямой полярности.
Во-вторых, надо включить аппарат и установить его выходные параметры в соответствии с рекомендациями в зависимости от толщины свариваемого материала и выбранного размера электрода.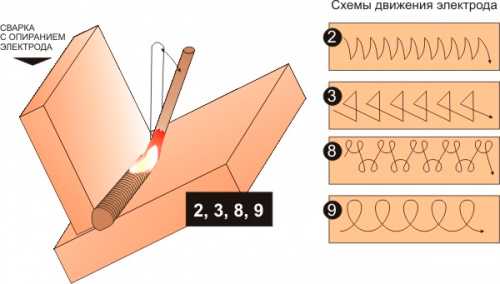
Технология сварки металлов предусматривает, что для разогрева металла до нужной для получения качественного шва температуры необходимо взять соответствующий толщине материала электрод. Чем толще последний, тем больший слой металла он может разогреть и тем больший ток надо установить на инверторе для образования электрической дуги. В то же время чем больше ток, тем быстрее плавится металл и тем быстрее расходуется электрод. Для тонкого слоя металла при высоком токе и толстом электроде часто образуются дыры, прогорание материала насквозь. При слишком малом токе либо не возникает электрическая дуга, либо, при ее возникновении, получается некачественный шов, так называемый непрогар.
Третье, на что следует обратить внимание, — это образование электрической дуги. Для этого надо чиркнуть концом электрода по месту, которое подлежит сварке, как спичкой по коробку, не удаляя конец электрода от металла. При возникновении дуги на металле образуется красное пятно. Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны — капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны — капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
В-четвертых, надо сдвинуть в сторону выполняемого шва на один-два миллиметра конец электрода, опять-таки удерживая его на указанном расстоянии от металла. Снова подождать образования капли, и так далее, продвигаясь вдоль выполняемого сварочного шва. При касании электродом поверхности металла создается короткое замыкание, дуга исчезает, инвертор отключает ток. Поэтому при выполнении шва надо стараться выдерживать постоянное расстояние между концом электрода и поверхностью металла, приближая постепенно электрод к ней по мере его сгорания. Вернее, электрод не сгорает, а расплавляется, металл в сварочной ванне образуется в основном из металлического сердечника электрода. Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
В процессе сварки рекомендуют удерживать электрод под углом примерно 30 градусов от перпендикуляра к свариваемой детали для того, чтобы образовывалась компактная сварочная ванна, а место сварки было вам хорошо видно. Чем сильнее наклонен электрод к детали в процессе сварки, тем более удлиненным в противоположную сторону будет пятно нагреваемой поверхности металла и более время образования сварочной ванны при той же силе тока. Самое узкое пятно плавящегося металла достигается при перпендикулярном положении электрода к поверхности металла. Но в этом случае затруднено наблюдение сварщиком за процессом сварки. Поэтому такое положение используется лишь при сварке в труднодоступных местах.
Как правильно сваривать металл инвертором?
Потренировавшись в выполнении сварочного шва на простой поверхности, можно приступать к соединению металлических деталей. Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
Главное — успех приходит с опытом. Приобретя его, вы сможете вместо пользования услугами сторонних специалистов (за довольно большие деньги) научиться выполнять сварочные работы своими руками. Удачного вам обучения и работы!
Сварка по праву считается одной из самых распространённых технологий соединения металла. Без сварочных работ не обходится ни одно строительство, а сварочный аппарат является незаменимой вещью в арсенале любого домашнего мастера. Сварить ворота, забор, арматурный каркас, приварить петли, собрать основу для теплицы, вольера для собаки, поставить калитку – сварке везде найдётся применение.
Также сварочные работы являются одним из главных технологических элементов . Но с чего начать сварку, а главное – на какие нюансы необходимо обратить внимание? В этом материале мы ответим на следующие вопросы:
- Как выбрать сварочный аппарат.
- На каком токе варить.
- Какая потребуется оснастка.
- Как получить качественные сварные швы.
- Как варить разные металлы.

Сварочные работы — необходимый теоретический минимум
Учиться сварке нужно по самой распространённой технологии – ручной дуговой сварке (коротко ММА – от английского сокращения «Manual Metal Arc»). Причём варить надо, используя инверторный сварочный аппарат. Почему именно инвертор? Инверторы выдают постоянный ток с высокой степенью стабилизации. Они имеют небольшой вес, портативны (можно переносить, перебросив ремень через плечо). Позволяют осуществить все настройки «под себя» даже начинающему сварщику. Инверторы, в отличие от обычного сварочного трансформатора, хорошо выдерживают перепады напряжения, а в процессе работы не «просаживают» слабые электрические сети.
Существуют и более продвинутые технологии сварки. Например, TIG (сокращение от Tungsten Insert Gas). Это – ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа (аргона).
И MIG-MAG (Metal Inert/Active Gas). Это – ручная дуговая сварка с автоматической подачей плавящегося металлического электрода (присадочной проволоки) в защитной среде инертного/активного газа.
Данные типы сварки, в силу высокой цены на используемое оборудование и оснастку и требований к квалификации сварщика, больше подходят для профессиональных работ в ремонтных мастерских или на предприятиях. Например, для кузовного ремонта автомобиля, реставрационных работ, сварки тонких металлических деталей, соединения цветных металлов с повышенными требованиями к качеству шва.
Для выполнения большинства работ «на даче» оптимально подходит ручная дуговая сварка с использованием инверторного сварочного аппарата.
Но, несмотря на кажущуюся простоту (купил инвертор и вари), есть множество нюансов, которые необходимо учесть для получения качественного и прочного шва. Начать следует с выбора сварочного аппарата. Как это сделать?
На дачном участке чаще всего приходится заниматься сваркой так называемых «чёрных» металлов. Отсюда: сначала определяемся с видом и толщиной металла, который предполагается варить. От этого зависит тип и диаметр сварочного электрода. Диаметр сварочного электрода определяет величину сварочного тока. И уже затем, в зависимости от этой величины, выбираем сварочный инвертор.
Диаметр сварочного электрода определяет величину сварочного тока. И уже затем, в зависимости от этой величины, выбираем сварочный инвертор.
Зависимость диаметра электрода от толщины металла представлена в следующей таблице.
Чем толще металл, тем больше берётся диаметр электрода, и тем больше должен быть ток у сварочного аппарата. У каждого электрода (в зависимости от его диаметра) есть нижний предел силы тока. Если уменьшить ток ниже этого предела, то качественного сварочного шва уже не получить. Для наглядности, настройка силы сварочного тока сведена в эту таблицу.
В среднем, в зависимости от предполагаемых работ, на каждый 1 мм диаметра электрода требуется ток в 25-30 ампер.
Перед началом сварочных работ также следует прикинуть допустимую нагрузку на вашу электрическую сеть.
При токе около 110А потребляемая мощность инвертора составит от 3 до 4 кВт. В обычной электрической сети стоят предохранительные автоматы на 16А, в 3.5 кВт. Соответственно, при превышении данных величин, автомат отключит электричество. Вывод: либо не превышать допустимую мощность, либо, если есть необходимость варить на больших токах, например, электродом в 5 мм т.н. «пятёркой», ставить более мощный автомат и увеличивать сечение проводки.
Вывод: либо не превышать допустимую мощность, либо, если есть необходимость варить на больших токах, например, электродом в 5 мм т.н. «пятёркой», ставить более мощный автомат и увеличивать сечение проводки.
Для большинства работ при строительстве подходит сварочный аппарат с максимальным сварочным током на 140 ампер (аппарат лучше брать с небольшим запасом по току, на 160-165А, а не впритык). Мощности такого инвертора за глаза хватит, чтобы вести сварку одним из самых ходовых электродов диаметром в 3 мм – т.н. «тройкой».
Следующий фактор, оказывающий влияние не только на выбор инвертора, но и на удобство работы с ним – это ПВ (Продолжительность включения). Почему важно обратить внимание на данный показатель? ПВ определяется как отношение времени работы сварочного аппарата под нагрузкой (чистое время сварки) к общему периоду времени цикла сварки (время сварки + время паузы).
За общее время цикла сварки обычно принимается:
- По евростандарту – 5 минут при 40 °C.
- В России – 10 минут при 20 °C.

Оптимальное значение ПВ составляет 60%. Т.е. работаем 6 минут (при 10 минутном цикле) — 4 минуты отдыхаем. Если ПВ меньше 60%, например, составляет всего 15%, то это означает, что через 1.5 минуты работы потребуется сделать отдых на 8-9 минут. Это приведёт к простою в работе. Попытка увеличить непрерывное время работы приводит к срабатыванию тепловой защиты аппарата.
Если ПВ сварочного аппарата составляет 60% на максимальном токе, то этого более чем достаточно для работы даже в условиях повышенной температуры. На практике сварка не ведётся непрерывно в течение этих 6 минут (электрод столько не горит), а с перерывами, необходимыми для замены электрода, очистки рабочего шва от шлака, визуального контроля свариваемых деталей.
Практика сварочных работ
Качественная сварка начинается с подготовки рабочего места и необходимых приспособлений. Лучше всего для этого обзавестись сварочным столом. На нём размещаются металлические заготовки и крепёжные приспособления: струбцины, уголки и т. д., с помощью которых фиксируются свариваемые детали.
д., с помощью которых фиксируются свариваемые детали.
Iven Пользователь FORUMHOUSE
По личному опыту могу сказать, что в сварке иногда очень нужна плоскость, т. е. ровная поверхность, на которой можно что-то сварить. Привязываться нужно к этой плоскости. Свой первый сварочный стол я сделал из металлического листа 1250х2500х3 мм, высотой 75 см. В качестве ножек использовал профильную трубу 20х40х2 мм.
В качестве столешницы можно использовать любой кусок металла. Например, берём лист 1000х2000х4 – это будет столешница. Из другого листа меньшего размера — 1000х2000х2 мм — делаем среднюю полку.
При самодельном конструировании и изготовлении сварочного стола открывается большой простор для творчества. Качество сварки во многом определятся удобством работы за столом. Соответственно, многие мастера делают сварочный стол «под себя».
Идём дальше. Первый помощник любого сварщика – это всевозможные струбцины, крепёжная оснастка и уголки. Без них невозможно закрепить свариваемые детали на столе, соблюсти необходимые допуски и геометрию изделия. Пользователи FORUMHOUSE предпочитают струбцинам заводского изготовления самодельные, сделанные для каждого конкретного случая сварки. Это оправдано при больших объёмах работы.
Без них невозможно закрепить свариваемые детали на столе, соблюсти необходимые допуски и геометрию изделия. Пользователи FORUMHOUSE предпочитают струбцинам заводского изготовления самодельные, сделанные для каждого конкретного случая сварки. Это оправдано при больших объёмах работы.
Сергейб3 Пользователь FORUMHOUSE
Сварочные работы подразумевают сварку швеллера, уголка, трубы и т.д. В каждом конкретном случае струбцина уникальна.
Хорошо продуманная и сделанная струбцина превращается в третью, по-настоящему универсальную «руку» сварщика.
Одна из главных сложностей любого начинающего сварщика – соблюдение прямых углов у свариваемых деталей. Нередки случаи, когда тщательно размеченные и нарезанные заготовки (например, прямоугольный ) после сварки «ведёт», и он превращается в параллелограмм. Как этого избежать?
Металл при остывании сжимается. С какой стороны больше швов, и где они толще, туда и поведёт металл. Поэтому сначала необходимо временно прихватить свариваемые изделия, а не варить начисто каждую сторону. Для фиксации углов под 90 градусов вместо уголков можно использовать металлические «косынки» или укосины из профильной трубы. Причём укосины привариваются не встык, а внахлёст.
Поэтому сначала необходимо временно прихватить свариваемые изделия, а не варить начисто каждую сторону. Для фиксации углов под 90 градусов вместо уголков можно использовать металлические «косынки» или укосины из профильной трубы. Причём укосины привариваются не встык, а внахлёст.
Ещё одно правило: если уголки и струбцины помогают выдерживать прямой угол, то плоскостность изделия может обеспечить только сборка на ровной поверхности. Перед началом сварки необходимо проверить диагонали, если они ушли, вносятся соответствующие корректировки. Для контроля прямых углов можно использовать угольники.
Также при сварке пространственных, не несущих повышенной нагрузки конструкций – вольера для собаки, каркаса под теплицу и т.д. – не стоит увлекаться тотальной проваркой всех мест, т.к 1 кв.мм сварочного шва выдерживает нагрузку примерно в 40 кг. Чем меньше в подобных конструкциях швов (в разумных пределах), тем меньше вероятность, что после остывания металла их поведёт.
Nikola1 Пользователь FORUMHOUSE
Я варил петли у ворот. Сначала прихватил 2 половинки створок, проверил лёгкость открытия – открываются легко. Затем обварил петли сплошным швом, проверяю лёгкость открытия – открываются туго. Что я сделал не так?
Это может произойти из-за того, что не совпала ось верхней и нижней петель, металл повело, петлю при сварке перегрели, потерялась её геометрия.
svar4ik Пользователь FORUMHOUSE
Если после прихватки ворота открывались без проблем, а после проварки нет – значит, петли тянет из-за возникновения остаточных сварочных напряжений.
Боремся с этим так:
- сперва петли привариваем к воротам, когда они лежат на сборочном столе;
- правильно располагаем и прихватываем все детали;
- закладываем соответствующие зазоры (около 2 мм) между петлёй и столбом;
- петель должно быть 2 на каждую сторону (а не 3 или 4), так проще соблюсти соосность;
- для компенсации сварочных деформаций провариваем петли к коробке и полотну ворот крест-накрест.

Сварка чугуна
Сварка чугуна считается непростой задачей. Чаще всего электродуговую сварку чугуна осуществляют «горячим» методом. Для этого свариваемые заготовки предварительно нагревают до 600-650°С. В дачных условиях, для сваривания не особо ответственных конструкций, можно использовать т.н. «холодный» метод сварки – без предварительного нагрева деталей и используя специальные электроды.
Klez Пользователь FORUMHOUSE
Чугун можно варить электродами для нержавейки. Сколько я ими варил, ничего не треснуло, не отлетело. «Уоньками» на «прямой» полярности тоже варится, а вот если рутилом, то сварка трещит по шву.
Более подробно о видах электродов рассказывается в статье .
Mictlayotl Пользователь FORUMHOUSE
Я свариваю чугун так: зачищаю место сварки, разделываю кромки и свариваю деталь либо ЦЧ4, либо УОНИИями. От смены полярности разницы не увидел. Сварку веду на минимальном токе, периодически остужая свариваемые детали на воздухе.
При сварке чугуна «на холодную» нельзя допускать перегрева свариваемых деталей. Поэтому сварку ведут короткими участками, длиной по 30-40 мм, не проваривая всю деталь за один раз, с тщательной проковкой полученных швов молотком. Проковка металла снимает остаточное напряжение в металле, что предотвращает появление трещин в сварном шве.
Также важно подготовить деталь перед сваркой – сделать разделку трещины.
makar4ic Пользователь FORUMHOUSE
Я как-то уронил на пол чугунный казан. Появилась трещина в 5 см, казан выбросить жалко, я решил заварить его.
Форумчанин поступил так:
- нашёл конец трещины;
- засверлил конец трещины сверлом на 4 мм и разделал трещину (снял фаски под углом) болгаркой, диском толщиной 3 мм;
- сварка велась электродом ЦЧ диаметром 3 мм;
- получившийся шов форумчанин зачистил болгаркой с зачистным диском.
Основная проблема сварки чугуна в том, что есть чугун ковкий, серый, высокопрочный. Кроме этого, в месте шва повышается хрупкость металла. Поэтому каждый случай требует индивидуального подхода.
Кроме этого, в месте шва повышается хрупкость металла. Поэтому каждый случай требует индивидуального подхода.
Если нет специальных электродов, то можно сделать самодельный, навивая поверх электрода, предназначенного для сварки стали (УОНИ 13/45, АНО-4), по спирали медную проволоку диаметром 1.2-2 мм.
Сварка оцинкованного металла
Timakval Пользователь FORUMHOUSE
Я решил сварить из оцинкованных труб лестницу. Столкнулся с проблемой – не получается проварить детали с первого раза. Цинк перед сваркой снимал зачистным кругом. Какие ещё есть секреты?
Dashnik: Пользователь FORUMHOUSE
Оцинкованные трубы — это такой же чёрный металл, только покрытый цинком. Место сварки зачищать надо до блеска, полностью сняв слой цинка. Место, куда цепляется «крокодил», также нужно зачистить и надёжно зафиксировать на трубе.
Важно запомнить, что в процессе сварки цинк интенсивно испаряется. Выделяющиеся пары цинка опасны для здоровья. Поэтому сварку оцинкованных изделий необходимо вести либо в помещении, оборудованном принудительной вентиляцией, либо на открытом воздухе.
Поэтому сварку оцинкованных изделий необходимо вести либо в помещении, оборудованном принудительной вентиляцией, либо на открытом воздухе.
Если цинк нельзя удалить, то нужно вдумчиво подойти к выбору электродов. Для сварки низкоуглеродистых сталей лучше использовать электроды с рутиловым покрытием. Например:
- АНО-4
- ОЗС-4
Для сварки низколегированных сталей – электроды с покрытием основного типа:
- УОНИ-13/45
- УОНИ-13/55
- ДСК-50
Варят, совершая электродом возвратно-поступательное движение. Это способствует предварительному выгоранию цинка. Если слой цинка на заготовке составляет более 40 мкм, то для получения качественного шва слой цинка необходимо полностью удалить.
Удлинитель для сварочного инвертора
Часто необходимо вести сварочные работы на большом удалении от электрической сети (например, при сварке забора). Необходим удлинитель метров на 30-50, а то и больше. Какое сечение провода выбрать для нормальной работы сварочного инвертора? Опираясь на практический опыт форумчан, можно сделать вывод: для удлинителя берём медный гибкий (многопроволочный) двухжильный провод.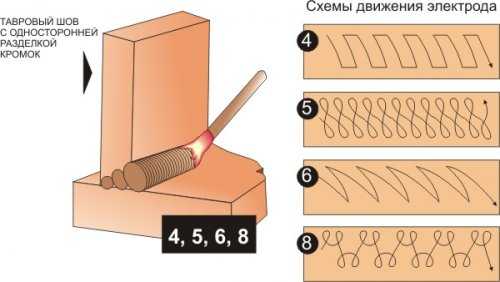 Сечение жилы провода — 2.5 мм2. Если предполагается заземление, то берём трёхжильный провод того же сечения. Нагрузку подключаем на отдельный автомат защиты на 16 или 20А.
Сечение жилы провода — 2.5 мм2. Если предполагается заземление, то берём трёхжильный провод того же сечения. Нагрузку подключаем на отдельный автомат защиты на 16 или 20А.
И в завершение статьи — памятка для начинающего сварщика от FORUMHOUSE:
- Начинать учиться варить лучше всего, выполняя шов по горизонтальной поверхности, в нижнем положении. Это позволит быстро набить руку и научиться контролировать сварочный процесс.
- Перед началом сварочных работ металл необходимо очистить от загрязнений, ржавчины, краски, иначе не добиться качественного шва.
- Электроды держим сухими. Состав сердечника должен быть схож с составом свариваемого металла.
- Наклон электрода при сварке выдерживаем примерно в 45 градусов, расстояние от электрода до металла — 2-3 мм.
- Вести электрод можно углом вперёд и углом назад. Если электрод вести углом назад, то проплавление будет глубже. Если углом вперёд, то проплавление будет меньше, а шов шире.
Стыковое сварочное соединение. Если толщина металла у стыкуемых заготовок больше 5 мм, то перед сваркой у заготовок необходимо снять фаски. У свариваемых встык деталей выдерживаем зазор в 1-2 мм. Сначала прихватываем заготовки, используя зажимные приспособления, и только потом провариваем их по всей длине.
Если толщина металла у стыкуемых заготовок больше 5 мм, то перед сваркой у заготовок необходимо снять фаски. У свариваемых встык деталей выдерживаем зазор в 1-2 мм. Сначала прихватываем заготовки, используя зажимные приспособления, и только потом провариваем их по всей длине.
Угловое/тавровое сварочное соединение. Сварочный шов имеет вид треугольника. Для получения качественного шва его толщина должна быть равна толщине свариваемого металла. Если за один проход невозможно проварить необходимую толщину шва (металл толстый), делаем несколько проходов.
Сварка вертикального шва. При данном типе соединения выставляется меньший ток (подбирается индивидуально), чем, например, при сварке по горизонтали. Иначе металл сильно нагреется и потечёт, а качественный шов не получится. Вести электрод лучше снизу вверх, т.к. в данном случае расплавленный металл удерживается уже застывшим снизу металлом.
Сварка на прямой и обратной полярности.
Прямая полярность: к «+» инвертора подключается масса. Держак подключается к «-«.
Обратная полярность: масса подключается к «-«. Держак — к «+».
. можно, пройдя по этой ссылке.
По каким критериям выбрать сварочный аппарат, рассказывается в этом видео. Обо всех преимуществах работы со сварочным инвертором можно узнать из этого видеосюжета.
Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.
Основные понятия
Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Принцип ее работы таков : она разогревает металл в определенной небольшой зоне до температуры плавления. Называется такая сварка электродуговой.
При образовании электрической дуги может использоваться как постоянный, так и переменный ток. При переменном применяются трансформаторы, при постоянном — инверторы.
Проще работа обстоит с инверторами, т. к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Гораздо труднее обстоит работа с трансформаторами, т. к. ток переменный, он оказывает влияние на скачки напряжения, чему обычно не очень рады соседи и бытовая техника. Аппарат при этом большой и тяжелый.
Таким образом становится очевидно, что для новичков больше подойдет сварочный инвертор .
Необходимые инструменты
Для сварочных работ необходим набор инструментов и спецзащиты.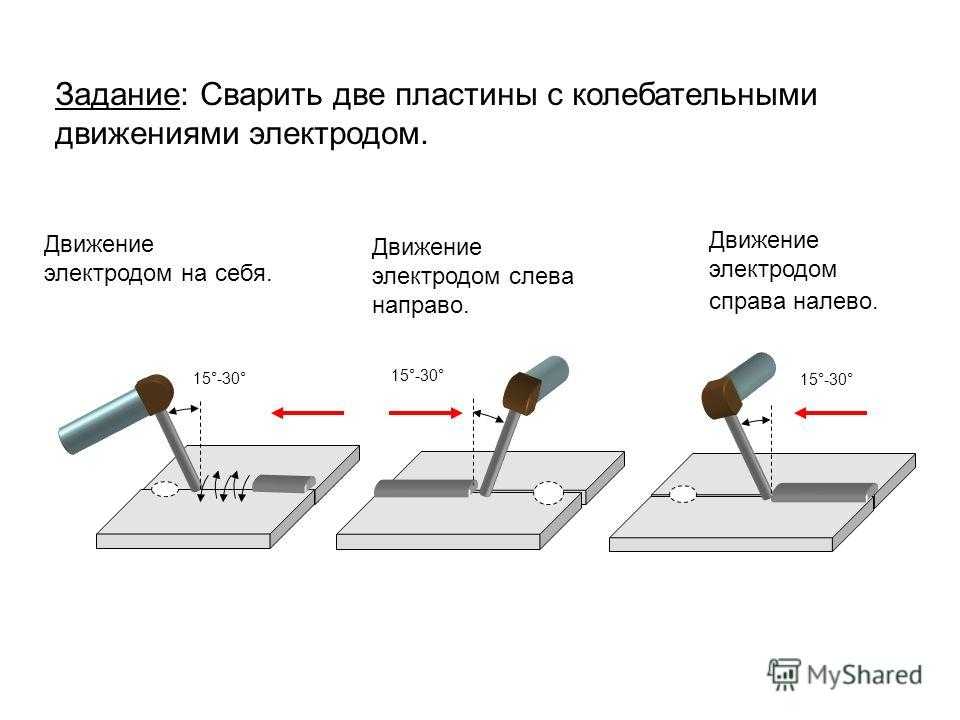 Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите . Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.
Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока . После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Как научиться варить
В первое время проводить сварочные работы необходимо под надзором опытного сварщика, он покажет как научиться варить сваркой, даст совет и поможет в случае проблем. Можно попрактиковаться на куске металла.
Для начинающих сварщиков больше всего подойдет 3 мм электрод . Он стоит немного дороже, но с ним проще работать. Позже, как будет получен опыт, можно будет перейти к другим вариантам. Зафиксировать его можно в специальном держателе, который бывает пружинный и винтовой и крепится к одному из кабелей. После фиксирования электрода можно приступить к соединению кабелей.
На сварочном аппарате имеется два выхода : положительный и отрицательный. Также есть два кабеля, один из них заканчивается держателем, куда вставляется электрод, другой — специальным зажимом.
Также есть два кабеля, один из них заканчивается держателем, куда вставляется электрод, другой — специальным зажимом.
При обычных видах сварки подключают прямую полярность: минус идет на электрод, плюс на деталь. Но при некоторых работах используют обратную полярность.
Процесс электросварки
После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла , при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять .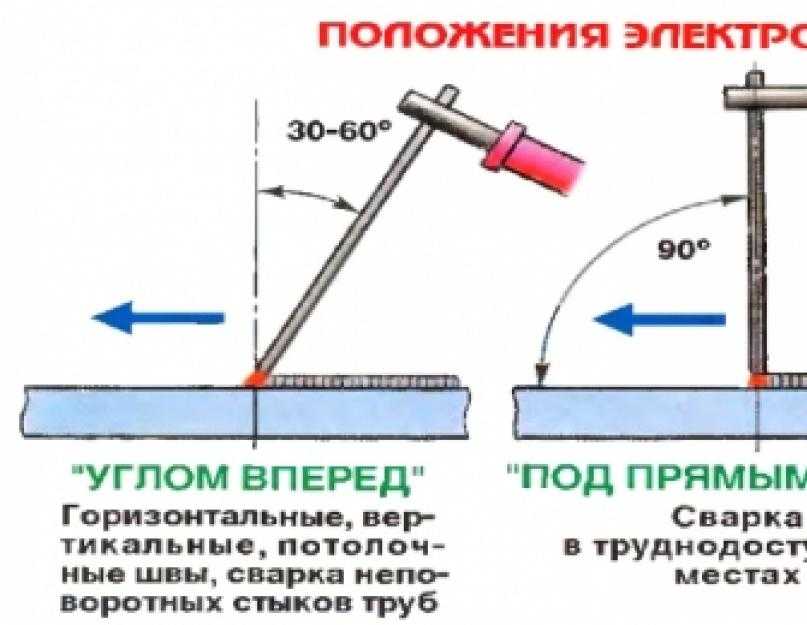 Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Движение электрода может протекать по трем направлениям :
- Поступательное.
- Поперечное.
- Продольное.
Во время работы можно накладывать один вариант на другой. Каждый мастер предпочитает работать по собственному направлению. Ведь основная задача состоит в надежном соединении металлов, а каким образом это происходит — не так важно.
Некоторые нюансы
Недостаточно просто водить электродом по металлу. Необходимо знать некоторые нюансы сварки и как правильно сварить определенный металл. Один из них заключается в том, что шов «тянет» деталь, из-за чего их может повести. И в итоге получится совсем не тот результат, что ожидал мастер. Чаще всего избежать этой проблемы можно, прихватив деталь в нескольких местах, примерно через каждые 10 см. Делается это с двух сторон, после чего начинается основная работа.
Чаще всего избежать этой проблемы можно, прихватив деталь в нескольких местах, примерно через каждые 10 см. Делается это с двух сторон, после чего начинается основная работа.
Как правильно выбрать ток
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра .
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры :
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая . Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички :
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе . Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Электросварка для начинающих — задача непростая. Но при достаточном желании его можно освоить. Нужно лишь следовать основным правилам и слушать советы более опытных мастеров. В итоге можно будет переходить к сложным задачам, оттачивая свое мастерство.
Азы сварщика. Электросварка – осваиваем самостоятельно. Сварка инвертором для начинающих в домашних условиях
Многие из тех, кто проживает в частном доме или имеет дачу, хотят научиться электродуговой сварке, чтобы не обращаться каждый раз за помощью к соседям, друзьям или знакомым. И это вполне реально.
Самое главное, как говорится, — это желание, а опыт уже придет со временем. В данном обзоре предлагаем вашему вниманию простые советы и подсказки для новичков.
И начнем, пожалуй, с техники безопасности во время сварки. Начинающие сварщики почему-то забывают о том, что надо соблюдать определенный «дресс-код».
Если вы считаете, что можно работать со сваркой в обычных резиновых тапочках и засучив рукава, то это неправильно. Во-первых, на ноги нужно надевать ботинки или сапоги, и джинсы должны обязательно накрывать обувь, чтобы в нее не попали капли раскаленного металла.
Одежду заправлять в штаны не нужно — она должна быть навыпуск. Рукава одежды должны плотно прилегать к телу, если они широкие можно замотать малярным скотчем.
Это необходимо для того, чтобы искра случайно не попала под одежду. Причем одежда должна быть или х/б, или из плотной джинсовой ткани. Никакой синтетики. Что касается области шеи, то она тоже должна быть закрытой.
Также для сварки потребуются перчатки-краги (кожаные или спилковые) и сварочная маска. Для начала можно обойтись бюджетным вариантом, а потом уже прикупить, например, с автоматическим затемняющим фильтром.
Какие выбрать электроды для сварки
Самыми ходовыми считаются электроды диаметром 3 мм, и для начинающего сварщика — это самый оптимальный вариант, поэтому на них желательно и остановиться. Однако в домашних условиях можно также использовать электроды диаметром 2 мм.
Причем желательно купить как рутиловые электроды, так и с основным покрытием. Самые популярные рутиловые электроды — это АНО 21 и МР-3, с основным покрытием — УОНИ 13/55.
Какую полярность сварки выбрать
На сварочных аппаратах инверторного типа можно варить как на прямой, так и на обратной полярности. В первом случае «-» идет на электрододержатель, а «+» — на массу. Во втором случае — наоборот.
На прямой полярности обычно варят тонкий металл (1-2 мм), тогда как обратная полярность используется уже при сварке толстого металла, поскольку, когда «+» находится на самом электроде, а «-» на детали, обеспечивается лучший провар металла.
Обратите внимание, что чаще всего сварщики подбирают силу тока экспериментальным путем. То есть, выставляют, максимальное значение (например, 130-150 Ампер), затем понижают до того значения, когда металл будет хорошо проплавляться.
А вообще, на каждый миллиметр толщины электрода надо брать примерно 30-35 Ампер, но опять же, потом нужно корректировать силу тока по ходу сварки. Быстро этому не научишься, но со временем все станет понятно.
С чего новичку начать обучение сварке
Сначала необходимо научиться не варить швы, а зажигать дугу и отрывать электрод от металла. Например, в ходе сварки или в момент розжига дуги электрод может попросту прилипнуть (или залипнуть).
Что делать в этом случае? Если электрод прилип к детали, то не ждите, пока он перегреется и лопнет в каком-нибудь месте. Нужно наклонять электрод влево-вправо, стараясь одновременно тянуть его на себя.
Теперь можно попробовать сварить вместе какие-нибудь две детали. Причем лучше тренироваться на толстом металле.
Если захотите попробовать сваривать сначала тонкий металл, то, скорей всего, вы его будете прожигать, и соответственно, будете расстраиваться, что у вас ничего не получается. А на толстом металле вы быстро разберетесь, что к чему. Потом и на тонком металле будет легче.
Как начать сваривать заготовки из металла
Первым делом нужно зажечь дугу. Чиркаете обмазкой на конце электрода по металлу, и когда появляется искра, то отводите конец электрода на 2-3 мм от поверхности детали.
Круговыми движениями добиваемся появления сварочной ванны, стараясь выдерживать зазор между электродом и деталью, после чего начинаем вести электрод вдоль детали по ровной линии. Угол наклона электрода — 45 градусов.
И в конечном итоге у вас получится что-то похожее на шов, правда, до идеала ему еще далеко. Нужно будет набивать руку.
Теперь давайте попробуем сварить две детали. И первым делом нужно зачистить металл болгаркой от ржавчины и грязи примерно на 2-3 см от края. Если металл толстый, то необходимо выдерживать определенный зазор.
Ставим две прихватки: одну в начале шва, вторую — уже в конце. И провариваем весь шов по всей длине, совершая электродом зигзагообразные движения. С первого раза у вас может не получиться, но не расстраивайтесь, все приходит с опытом.
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертораСварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертораЧтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Как выглядит схема инверторной сваркиДля того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус . В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть . В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок . Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения . На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы . После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройстваПосле проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.
Проверка сварочного аппарата
Как пользоваться самодельным аппаратомПосле включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
После остывания металла необходимо при помощи молотка сколоть шлак с поверхности ванны и сделать подробный осмотр сделанной работы. Если имеются непроваренные элементы, то необходимо добавить силу тока. Если ток чрезмерно завышен, то это будет видно по большому прожигу металла.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках. Последовательность работ следующая:
- Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
- В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
- После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
После остывания шов отбивается молотком от шлака и проверяется на качество. Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
Квартира, а тем более частный дом, нуждаются в регулярном проведении обслуживающих и ремонтных работ. Домашнему умельцу приходится быть универсалом, способным выполнять множество различных задач. Поэтому мастера хотят освоить как можно больше технологий.
Одним из наиболее востребованных навыков является умение выполнять сварочные работы. Практика показывает, что лучше всего подойдет электросварка для начинающих – технология проста и доступна любому, кто хочет научиться ее использовать. Прежде чем приступить к освоению метода, следует ознакомиться с теоретическими аспектом вопроса, согласны?
Вся необходимая информация подробно изложена в нашей статье. Мы описали принцип действия электрической сварки и обозначили, какой аппарат лучше подобрать для работы в домашних условиях. Кроме того, в статье приведена пошаговая технология сваривания деталей, способы выполнения швов, а также перечислены вероятные деффекты соединений.
Электрическим называют один из методов сварки, когда для нагрева и последующего расплавления металлов применяется электрическая дуга. Температура последней доходит до 7000°С, что намного превышает температуру плавления большинства металлов.
Процесс электросварки протекает следующим образом. Для образования и поддержания в рабочем состоянии электрической дуги подается ток от сварочного прибора к электроду.
Когда электродный стержень касается свариваемой поверхности, проходит сварочный ток. Под его воздействием и воздействием электрической дуги электрод и металлические кромки свариваемых элементов начинают плавиться. Из расплава образуется, как говорят сварщики, сварочная ванна, в которой расплавленный электрод перемешивается с основным металлом.
На поверхность ванны всплывает расплавленный шлак, который образует защитную пленку. После отключения дуги металл постепенно остывает, образуя шов, покрытый окалиной. После полного остывания материала ее счищают.
Для сварки могут использоваться неплавящиеся и плавящиеся электроды. В первом случае для образования сварочного шва в расплав вводят присадочную проволоку, во втором этого не требуется. Для образования и последующего поддержания в рабочем состоянии электрической дуги используется специальное оборудование.
Навыки на поприще сварщика в бытовых условиях требуются для выполнения обширного ряда работ:
Галерея изображений
Выводы и полезное видео по теме
Особенности сваривания труб:
Как правильно выбрать сварочный инвертор:
При желании любой домашний мастер сможет освоить азы сварки. Это не так уж и сложно. Потребуется терпение, аккуратность и, безусловно, точное исполнение всех инструкций. Все будет намного проще, если процесс освоения нового навыка будет проходить под руководством опытного специалиста.
В быту, особенно в сельском подворье и загородном жилье, на мини-ферме есть вид работ, без которых просто невозможно обойтись. Это соединение или резка любого железа, цветных металлов и алюминия (в среде защитного газа) с помощью электродуговой сварки. Нанимать мастеров на них – себе дороже.
Для чего нужен сварочный аппарат
Умельцы без сварки не соберут ни одно механическое приспособление, ни мини-транспорт для облегчения работ в поле, огороде, саду, перевозки очень многого.
Понятно, что сварщиком нельзя стать в одно мгновение, нужно поучиться или хотя бы попрактиковаться у профессионалов. И, конечно же, собрать самим или приобрести магазинное устройство для образования электродуги.
И наши советы помогут и им сориентироваться в ассортименте и моделях. Поскольку этот рынок заполнен и надёжными в работе, но дорогими, и дешёвыми, но бесполезными из-за низкого качества или для примитивной сварки.
Типизация электродуговых аппаратов
Подобные бытовые устройства есть таких типов:
- разновидностей тока;
- трехфазные на 380 в.;
- инверторные.
Наиболее подходят устройства для домашней сборки людям с небольшими навыками в электроделе на основе токов — постоянного и переменного.
Хотя с первым током есть несколько вариаций, и в них новичку можно запутаться. Советуем их для обученных электричеству.
И ниже рассмотрим, как сделать сварочный аппарат своими руками быстро и эффективно.
Трансформаторы. Эти устройства понижают напряжение и повышают ток для образования электрической дуги. Например, вместо 220 вольт получаете 17-45, но с током до шестисот ампер (домашней сварке надо не более 160 ампер, оптимум – две с половиной сотни).
Регулировка тока выполняется ступенчато. Можно изготовить несложное дополнение для этого из высоковольтных триодов и диодов с регулируемым сопротивлением. Или подсоединить несколько витков толстого металла (медь) для снижения тока. Схема сварочного аппарата показана на сайте, можете рассмотреть и на видео.
К тому же они выполняют и вторую функцию – образуют с помощью встроенных выпрямителей постоянный ток также для сварочных работ.
Наибольшее количество самоделок создаются на основе трансформации тока и напряжения в ту или иную сторону. Их свойств достаточно на несложные электроработы в быту.
Выпрямитель. Это также сварочный агрегат, но для качественных работ и с разнообразными металлами. В быту не изготавливаются. И приобретать подобное устройство, кстати, недешевое, стоит лишь для длительных сварочных процессов и на создание особо прочных швов.
Например, при крупных дорожно-транспортных происшествиях со значительными повреждениями кузова автомобиля. Учитывая тонкий метал, чтобы его не пережечь и произвести необходимые соединения, по прочности не уступающие заводским.
Инверторы (с англ. — преобразователи). Сначала о классификации токов: есть постоянный (DC) и переменный (AC).
Ученые, от Эдиссона и до не менее знаменитого Николы Теслы, интересовались этими переходами одного в другое. Так возник инверторный сварочный аппарат.
Трансформация тока в нём многоходовая. Амплитудный ток превращается в постоянный, а тот, посредством сварочного трансформатора, снова выходит либо в DC, либо в AC.
Оба, смотря на который настроена схема, затем превращаются в электродугу с постепенным изменением её параметров в нужных диапазонах.
Создать в домашних условиях его сложно, но в продаже – он массовый, несмотря на значительную дороговизну.
Чем «варить»?
Усилие тока зависит от того инструмента, которым произведёте сварку, — электрода.
Его толщина привязывается к толще свариваемых деталей: если они равны пяти – шести миллиметрам, то электрод не должен быть тоньше четырёх. Это максимум на самоделках.
Можно снизить расход электричества, если варите размеры более тонкими сердечниками (до полутора см). В этом случае ток снизится в пять раз.
Монтаж сварного агрегата в виде трансформатора
Для этого необходимы:
- набор пластин для магнитопровода – на базарах от сгоревших обмоток купите недорого или в разборке;
- провод крупного сечения на оба вида обмоток.
Основа для них – стальные пластинки не тоньше трети миллиметра. Их собираете в прямоугольник с большим внутренним пространством, где с двух вертикальных сторон должны поместиться первичная и вторичная намотка.
Количество витков зависит от площади стального каркаса, посчитать её легко с линейкой и арифметикой. А сумму поделить пополам.
Толщина провода вычисляется по такой схеме: установленные киловатты сварника разделить на две тысячи и умножить на единицу с тринадцатью сотыми.
Как собирается конструкция сварочного аппарата. Сначала наматывается первичная обмотка, заводите слой за слоем, изолируете всю обмотку, выводите на контактную пластину с четырьмя креплениями: начало и конец обмотки на подсоединение 220 в., еще два отвода от 165 и 190 витка. Отводы – вариаторы тока.
Вторичная намотка идет так: из 70 витков 40-41 накрывают сверху первичку, остальные витки переходят на другую сторону.
Её концы также выведите на гетинакс (текстолит) – отсюда «плюс» и «минус» уйдут один на сварочный рычаг, второй — на свариваемую деталь. Аппарат готов к работе. Сделайте фото самодельного сварочного аппарата.
В ходе длительной эксплуатации возможен ремонт сварочного аппарата: подтяжка крепления пластин (вибрируют), контактных пластин.
Фото советы как сделать сварочный аппарат своими руками
Учимся пользоваться сварочным аппаратом — Сварка и металл
Содержание
- 1 Что нужно купить, чтобы приступить к сварке
- 2 Какие бывают виды и типы электродов по маркам
- 3 Какую выбрать полярность при сварке металла электродами
- 4 Как подобрать диаметр электрода для сварки металла разной толщины
- 5 Как разжечь электрод
- 6 Как вести электрод и правильный угол наклона электрода
- 7 Секреты и техника сварки инвертором для начинающих
- 8 Азы электросварки
- 8.1 Виды электросварки
- 8.2 Технология сварочных работ
- 9 Как научиться варить сваркой
- 9. 1 Как подключать электрод
- 9.2 Начало сварки: зажигаем дугу
- 9.3 Наклон электрода
- 9.4 Движения электрода
- 9.
- 10 Как правильно сваривать металл
- 10.1 Как выбрать ток для сварки
- 11 Выбор аппарата для бытовой сварки
- 12 Что ещё необходимо иметь
- 13 Азы сварочных работ
- 13.1 Установка электрода
- 13.2 Подключение сварочного аппарата
- 13.3 Зажигание электрической дуги
- 13.4 Анализ сварочного процесса
- 13.5 Важные нюансы
- 14 Видео описание
- 15 Сварка элементов
Теория сварочных работ
Начинающий сварщик задумывается, какой сварочный инвертор купить, и какие нужны приспособления для сваривания металла электродами. Если отбросить профессиональное использование сварки, покупайте сварочный инвертор, а не трансформатор или полуавтомат.
Сварочный инвертор преобразует переменный ток из электрической сети в постоянный.
Плюсы инверторного сварочного аппарата, по сравнению с полуавтоматом и трансформатором:
- Небольшой вес и габариты, в среднем инвертор весит 3-5 кг.
- Простота использования для новичков.
- Позволяет быстро освоить сварочное дело.
О достоинствах инверторов можно рассказывать бесконечно, но лучше один раз увидеть, чтобы понять, какие плюсы есть у этого вида сварочного оборудования.
Теперь расскажем, что за процесс идёт во время сварки металла и как оценивать результат. Есть две металлических заготовки разных размеров. К металлу через электрод и массу подводится постоянное напряжение от сварочного инвертора. Чтобы возникла электрическая дуга, необходимы два токопроводящих элемента с плюсом и минусом. При касании металла электродом, которые имеют разную полярность, зажигается электрическая дуга с выделением высокой температуры. Металл начинает плавиться и, одновременно, при движении, плавится металлический стержень электрода с особым покрытием – обмазкой.
При сгорании, обмазка создаёт газовую защиту шва, предохраняя его от вредного воздействия кислорода.
Также при сварке образуется защитный шлаковый слой сварочной ванны, который, затем, отбивается специальным молотком сварщика.
На этот вопрос отвечает статья — Инструменты и принадлежности для ручной дуговой сварки: базовый набор. Если кратко, то вам потребуются для начала сварки инвертором в домашних условиях:
- Электроды.
- Маска сварщика.
- Краги или защитные перчатки.
- Защитная курка, штаны и закрытая обувь.
- Молоток сварщика и щетка для удаления шлака.
О выборе маски для сварки металла специалист рассказывает в этом видео.
Оптимальный выбор начинающего сварщика – маска со светофильтром типа «хамелеон».
Её неоценимый плюс, по сравнению с обычным защитным щитком с затемнённым стеклом, – сварщик видит свариваемые детали. Ему не нужно поднимать и опускать маску, т.к. «хамелеон» автоматически затемняется при появлении сварочной дуги и надёжно защищает глаза.
При прекращении сварочного процесса стекло автоматически просветляется. Это упрощает работу. Новичок в сварке не нахватается т. н. «зайчиков» от яркой вспышки дуги, если не вовремя опустит маску с обычным стеклом.
Если зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть на ассортимент, то глаза просто разбегаются от предложений разных типов электродов. Что купить?
Выбирая электроды для сварки, обратите внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу. Есть электроды следующих видов. Для сварки:
- Углеродистой и легированной стали
- Для сваривания нержавейки и цветных металлов.
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл – профильные и круглые трубы, уголки, полосы, арматуру, швеллеры, двутавровые балки, трубы водопровода и т.д.
Также обратите внимание на обмазку электродов. Есть четыре типа покрытий – основной, рутиловый, кислый и целлюлозный. Оставим за рамками данной статьи кислое и целлюлозное покрытие электродов. Для домашних работ сварщику достаточно электродов с рутиловым покрытием (марки МР-3 и ОК 63) и основным покрытием (марка УОНИ 13/55).
Плюсы электродов с основным покрытием:
- Подходят для сварки ответственных конструкций с высокими требованиями к качеству шва.
- Шов пластичен и ударостоек.
Недостаток электродов с основным покрытием:
- Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.
- Для начинающих сварщиков более сложен повторный поджиг электрода.
Плюсы электродов с рутиловым покрытием:
- Металл меньше разбрызгивается.
- Легкий повторный поджиг электрода.
- Стабильность дуги во всех пространственных положениях.
Инвертор для ручной дуговой сварки выдает постоянный ток. Если посмотреть на переднюю панель аппарата, то вы увидите, что на ней находятся два разъёма для подключения сварочных кабелей с метками + и -.
Прямая полярность: к плюсу аппарата подключается «прищепка», а к минусу держак.
Обратная полярность: к плюсу аппарата подключается держатель электрода, а к минусу зажим «прищепка» — масса.
Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.
Практика это опровергает.
При сварке, на контакте с плюсом, выделяется больше тепла, поэтому на обратной полярности, держак подключён к плюсу, провар всегда глубже. В результате, на обратной полярности лучше сваривать металл с толстыми стенками. Это — профильная труба, пластины, уголок с толщиной 4-5 мм. И наоборот, на прямой полярности надо сваривать тонкий металл, толщиной не более 1.5-2 мм, чтобы избежать проплавления стенок и появления дырок.
Убедится в правдивости этого высказывания вы можете на практике. Возьмите сварочный инвертор, установите сварочный ток на 100 А. Подключите к разъёмам аппарата держатель электрода и массу и разрежьте металл, — пластину толщиной 4-5 мм, уголок или арматуру сначала на прямой, а потом на обратной полярности, не меняя силу тока и электрод диаметром 3 мм. Вы увидите, что на обратной полярности резка металла идёт быстрее.
Как подобрать диаметр электрода для сварки металла разной толщиныЗапомните простое правило: диаметр электрода зависит от толщины свариваемого металла. Металл с толщиной меньше 1 мм обычно варят полуавтоматом или аргонодуговой сваркой, а не электродами. Для ориентира, ниже таблица: «Соотношение толщины стали к диаметру электрода».
Для каждого диаметра электроды выставляется свой ток.
Совет начинающим сварщикам: рассчитать силу тока можно так: на каждый 1 мм диаметра электрода нужно примерно 30 А силы тока. Т. е. для электрода «тройки» выставляйте ток около 90-100 А.
На практике, каждый сварщик подбирает диаметр электрода и силу тока на инверторе индивидуально.
Как разжечь электродСуществует два способа. Вариант один: разжечь электрод – впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.
Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Как вести электрод и правильный угол наклона электродаПосле розжига дуги контролируйте сварочную ванну. Удерживайте электрод на расстоянии 2-3 мм от поверхности свариваемых заготовок. Вы должны видеть и отделять сварочную ванну от шлака.
Сварочная ванна – это яркое белое пятно из раскалённого металла.
Электрод держите под углом от 30° до 60°, одновременно сохраняя оптимальное расстояние, т.к. стержень плавиться. Контролируйте его положение и состояние сварочной ванны. Ускоряйте или замедляйте движение руки в зависимости от различных условий и случаев.
Угол наклона электрода сварщик выбирает в зависимости от пространственного положения, сварного шва и выставленного тока. Чем быстрей вы ведёте электрод, тем меньше нагрев металла и величина провара. Если вести электрод медленно, то можно перегреть металл и прожечь дыру в изделии.
Тренироваться самостоятельно новичку сначала нужно на толстом листе металла. Задача: научиться разжигать сварочную дугу и вести электрод по горизонтальной поверхности, чтобы получился качественный шов.
После этого можно приступать к сварке в других пространственных положениях. Хорошим подспорьем для новичков станет видео — Сварка для «чайников» от FORUMHOUSE, в котором технический специалист Денис Замыслов расскажет об азах сварочного мастерства и выборе инверторного аппарата.
- Для сварки возьмите обычный бытовой сварочный инвертор.
- Оптимальный диаметр электрода – 2.5 мм, «трешка» требует большего тока.
- Разожгите электрод. Для этого чиркните им по ровной металлической поверхности.
- Сварочный шов ведите восьмерками. Начиная снизу-вверх с шагом не более 1 мм.
- Не варите изделие сразу от начала и до конца. Сделайте пару прихваток, чтобы металл не повело из-за нагрева разных сторон.
- Если после сварки и отбивки шлака остались пустоты, проварите эти места еще раз.
- Отбейте шлак. Береги глаза! Одевайте защитный очки или делайте это в сварочной маске хамелеоне.
- Сварочные швы бывают горизонтальные, вертикальные и потолочные.
- Самый простой для новичков — горизонтальный.
- Качественный вертикальный шов сделать особенно сложнее из-за некомфортных условий работы.
Задача сварщика – «слепить» друг с другом две кромки свариваемого металла и наплавить сверху шва, расплавленный металл из стержня электрода.
Если попросить друга помощи подержать заготовку, то он может нахвататься «зайчиков» и получить ожог из-за брызг расплавленного металла.
Выводы
Задача первоначального обучения выполнена. Мы рассказали о базовых основах и технологиях сварочного дела инвертором для домашних мастеров. Повторим, возможность сделать красивые, ровные и качественные швы есть у каждого. Они получаются только при регулярной практике и сожжённых нескольких кг электродов.
Советы начинающим сварщикам:
- Перед сваркой не забывайте о применении средств защиты. Очень важно! Не варите без маски, краг и специальной одежды — сварочного костюма, материал которого не прожжёт искрами и брызгами раскалённого металла, иначе вы можете повредить глаза или получить ожёг открытых участков тела.
- Электроды храните в сухом месте. Не варите отсыревшими электродами или электродами с отбитой обмазкой. Высушить электроды можно в электрической печи или в бытовой духовке.
- Чем больше вы тренируетесь и используете металла и электродов, тем качественнее получаются сварные швы. Начав со сварки забора из профнастила, со временем, вы перейдете к более сложным работам. Сварке арок, теплиц, откатных и распашных ворот, калиток, козырьков над домом, самодельных инструментов и приспособлений, которые применяются в домашней мастерской.
- Особенно сварка пригодится при строительстве дома, если предполагается работа с металлоконструкциями и используются трубопрофиль, арматура, уголок, швеллер и т.д.
Узнать больше о правильной сварке инвертором вы можете в теме Обучение работе со сварочным аппаратом.
Рекомендуем статьи:
- Сварочные работы. Секреты мастерства: как выбрать сварочный аппарат, на каком токе варить разные металлы.
- 4 сварочных лайфхака для «чайников»: как сделать пенал для хранения электродов, как срастить сварочные кабели и выбрать оптимальную длину для выполнения разных работ.
Источник: https://www.forumhouse.ru/journal/themes/28-pravilnaya-svarka-likbez-dlya-chajnikov-i-sekrety-masterstva
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок).
Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Источник:https://stroychik.ru/tools/kak-pravilno-varit-svarkoj
Металлические конструкции соединяют двумя способами: разъемным – с помощью винтового крепежа, и неразъемным – с помощью сварки. Второй способ надежнее и долговечнее, его часто предпочитают первому, когда в необходимости разбирать конструкцию нет нужды. В собственном доме, особенно ещё строящемся или благоустраиваемом, потребность в сварочных работах возникает часто, поэтому многим хотелось бы знать, как правильно варить металл самостоятельно, чтобы не искать специалиста для мелких работ.
Выбор аппарата для бытовой сварки
Видов сварки сегодня очень много. Но большинство из них предназначены для специальных работ или рассчитаны на промышленные масштабы. Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант.
Самый простой способ расплавить металл для соединения деталей – точечно воздействовать на него высокой температурой электрической дуги, возникающей между элементами с разными зарядами.
Электрическая дугаИменно этот процесс обеспечивают аппараты для электродуговой сварки, работающие от постоянного или переменного тока:
- Сварочный трансформатор варит переменным током. Для новичка такой аппарат вряд ли подойдет, так как работать с ним сложнее из-за «скачущей» дуги, для управления которой нужен немалый опыт. К другим минусам трансформаторов можно отнести негативное влияние на сеть (вызывает скачки напряжения, которые могут привести к поломке бытовой техники), сильный шум при работе, внушительные габариты прибора и большой вес.
- Инвертор имеет множество преимуществ перед трансформатором. Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.
Поэтому если перед вами стоит задача, как научиться варить электросваркой, то лучше всего приобрести инверторный аппарат.
Сварочный инверторЧто ещё необходимо иметь
Сварочный аппарат без электродов – совершенно бесполезный агрегат. Электроды – это расходный материал, они тоже бывают разными: плавящимися и неплавящимися, металлическими (из стали, меди и других металлов) и неметаллическими, в виде проволоки или жесткого стержня, с разным защитным покрытием и т. д.
Тем, кто задался вопросом, как правильно варить сваркой электродами, начинать лучше всего со стальных универсальных стержней толщиной 3 мм или 4 мм. Диаметр указан на упаковке, выбрать нужные будет несложно. Освоив работу с ними, можно будет переходить на другие виды, но вряд ли они будут востребованы в быту.
Электроды для инвертораПомимо расходных материалов для сварки обязательно потребуется маска сварщика. Работать без неё категорически нельзя, иначе можно быстро получить ожог роговицы глаз и много других проблем со зрением.
Вернее, с автоматическим светофильтром, реагирующим на изменения освещенности и защищающим глаза от вредного излучения.
Также желательно обзавестись подходящей одеждой, обувью и перчатками, которые не прожигаются искрами и в случае чего смогут защитить от удара током.
Из инструментов понадобится молоток для сбивания окалины со шва, а также всевозможные тиски, зажимы и магнитные уголки, с помощью которых можно фиксировать свариваемые детали в нужном положении.
Азы сварочных работ
Чтобы вызвать образование электрической дуги, нужно, чтобы соприкоснулись два разнозаряженных токопроводящих элемента. Одним из них, отрицательным, выступает электрод, а другим свариваемая поверхность, к которой подсоединяется металлический зажим, кабель от которого подключен положительному выходу инвертора.
Сварка электродом обусловлена расплавлением металла теплом, выделяемым дугой. Чтобы шов получился ровным, она не должна прерываться. Итак, для начала работы необходимо установить электрод, настроить инвертор, зажечь дугу и научиться её контролировать.
Установка электрода
Инверторный аппарат снабжен двумя кабелями. На конце одного из них закреплен зажим-прищепка, которым он цепляется за металлическую деталь. А второй кабель оснащен держателем для электрода, который может быть винтовым или пружинным.
Сварочные кабелиПодключение сварочного аппарата
Сварочные кабели подключаются к инвертору через специальные выходы на корпусе прибора с разной полярностью. К какому из них присоединить зажим, а к какому электрод, зависит прежде всего от свариваемых материалов. С этим моментом нужно разобраться, чтобы понять, как правильно варить сваркой, и не путаться:
- Стандартное подключение для сварки стальных деталей – минус на кабель массы с электродом, а плюс на кабель с зажимом. Оно носит название прямой полярности и подходит для большинства соединений, требующихся в быту. Прямая полярность обеспечивает классическое движение электронов от минуса к плюсу, при котором они передают металлу значительную часть энергии и лучше нагревают его.
- Если выполнить подключение зажима на минус, а электрода на плюс, получим обратную полярность с меньшей степенью нагрева. Что бывает необходимо при сварке изделий из нержавеющей стали и в некоторых других случаях.
Овладевать азами сварки лучше всего на деталях из «черного» металла, используя подключение с прямой полярностью.
Теперь можно включать аппарат в сеть и приступать к работе.
Зажигание электрической дуги
Перед тем как научиться варить сваркой, нужно вызвать появление дуги, для чего осуществляют кратковременный контакт электрода с металлической деталью. Сделать это можно двумя способами: впритык и чирканьем:
- Розжиг впритык заключается в постукивании по металлу кончиком подключенного электрода.
- Зажигание дуги чирканьем выполняется аналогично тому, как зажигается спичка о коробок.
Преимуществ ни у одного из этих способов нет – каждый делает так, как ему больше нравится и удобно.
Анализ сварочного процесса
В месте возникновения сварочной дуги температура сильно повышается, в результате чего начинает плавиться металл и свариваемых деталей, и самого стержня электрода. Жидкий расплавленный металл заполняет собой выжженное углубление, которое на профессиональном языке зовется сварной ванной.
Схематичное изображение процесса электродуговой сваркиОдновременно разрушается и защитное покрытие электрода, выполняя свою функцию: часть покрытия плавится, превращаясь в шлак, который закрывает собой свежий стык и препятствует контакту металла с кислородом, а также сохраняет под собой высокую температуру. А другая часть переходит в газообразное состояние, создавая вокруг сварной ванны защитную атмосферу, и тоже не пропуская к ней кислород воздуха.
Важные нюансы
Основной секрет, как правильно сварить две детали и получить ровный шов, заключается в том, чтобы при перемещении электрода шлак успевал покрывать всю поверхность расплавленного металла. А это зависит от скорости перемещения, угла наклона электрода и траектории его движения. Немалое значение имеет и сила тока.
При этом:
- двигая электрод углом вперед (от себя), удобно делать любые вертикальные, горизонтальные и круговые швы;
- углом назад (к себе) – сваривать угловые соединения;
- вертикальное положение электрода допускается только при сварке в труднодоступных местах;
- угол больше 60 градусов сильно растягивает сварную ванну, а металл свариваемых деталей при этом прогревается хуже. Его обычно используют, когда нужно обрезать излишки или подправить грубый шов.
Скорость сварки определяется экспериментально: нужно следить, чтобы форма и размеры сварной ванны оставались стабильными, не вытягивались и не расплывались. Очень важно при этом удерживать электрод на одинаковом расстоянии от поверхности – в 3-5 мм от неё. Причем по мере выжигания и углубления ванны его необходимо чуть опускать, а при переходе на следующий участок снова приподнимать, стараясь не выходить из указанных пределов.
Чтобы соединить кромки двух деталей, нужно добиться проникновения их частиц друг в друга. Для этого электрод должен двигаться не по прямой линии, а по определенной траектории, совершая колебания из стороны в сторону. Эта траектория может напоминать елочку, лесенку, восьмерки, связанные треугольники и т.п.
Варианты движений кончика электрода во время сваркиИзначально она подбирается по таблице и зависит от того, какую толщину имеют свариваемые детали.
| Толщина деталей, мм | Сила тока, А |
| 1-2 | 25-50 |
| 3 | 100-140 |
| 4-5 | 160-200 |
| 6-12 | 220-280 |
Это приблизительные значения, и даны они для сварки, когда электрод направлен вниз. При выполнении вертикальных или потолочных швов силу тока уменьшают на 10-20%.
Чем тоньше свариваемая кромка, тем меньшего диаметра берут электроды, и наоборот. «Тройка» подходит для материалов самой ходовой толщины от 2 до 5 мм.
Но при скачках напряжения в сети установленной силы тока может не хватать для нормального течения процесса в отработанном режиме. Тогда приходится снижать скорость перемещения электрода или использовать другую траекторию движения, чтобы проходить по одному месту не один раз.
Все это довольно трудно описать словами – нужно пробовать и добиваться удовлетворительных результатов.
Видео описание
В этом очень поможет обучающее видео:
Учиться варить лучше всего не на стыках, а на плоскости, отрабатывая скорость, траекторию, уровень и угол наклона. Воображаемый стык на металлической пластине можно начертить мелом и укладывать вдоль него сварной валик до тех пор, пока он не будет получаться хорошо.
Сварка элементов
Уверенно освоив азы сварочного процесса, можно переходить к соединению элементов в единую конструкцию. И здесь тоже есть свои тонкости, связанные с реакцией металла на такое воздействие.
В первую очередь нужно правильно оценивать длину шва и добиваться того, чтобы он не тянул соединяемые детали на стыках. Для этого их обязательно фиксируют в заданном положении с помощью струбцин или другими способами. А чтобы закрепить фиксацию, прихватывают поперечными швами в нескольких местах. И лишь потом обваривают.
Порядок сварки зависит от длины стыка. В одном направлении и в один заход можно варить лишь короткие швы длиной до 300 мм. Если это расстояние больше, необходимо компенсировать возникающие напряжения, накладывая швы небольшими отрезками.
Схемы выполнения швов в зависимости от длиныНе слишком красивые швы по окончании работы можно аккуратно срезать и отшлифовать болгаркой.
Теперь вы имеете представление о том, как научиться варить электросваркой самостоятельно. Но в этом деле знать теорию – это практически не знать ничего. Нужна практика, отработка движений до автоматизма, а самое главное – выработка особого чутья, которое подскажет, когда нужно опустить электрод чуть ниже, когда изменить его угол или увеличить силу тока. Все это приходит со временем. Но нужно быть готовым к тому, что как минимум одна пачка электродов уйдёт на тренировки.
Источник: https://m-strana.ru/articles/kak-pravilno-varit/
Маша
/ редактор статьи
Добавлено статей
23
Советы начинающим сварщикам | Статьи о сварке от МЭЗ
18.03
2021
- Безопасность
- Чем варить
- Какие электроды использовать
- Настройка инвертора
- Поджиг
- Хранение
Сварочные работы требуют особых умений и навыков, которые начинающий сварщик приобретает с опытом. В этой статье мы даем несколько теоретических и практических советов, которые помогут новичкам освоить азы ручной дуговой сварки с использованием электродов.
Безопасность
Самый первый вопрос – как обеспечить собственную безопасность при сварке. Для этого необходима соответствующая экипировка:
- защитные куртка и штаны;
- перчатки или краги;
- закрытая обувь;
- защитная маска.
Идеальный вариант – маска «хамелеон». Ее стекло имеет светофильтр: при розжиге дуги оно автоматически затемняется, чтобы защитить глаза сварщика, с прекращением работ – вновь становится светлым.
Чем варить
Сварка с использованием трансформатора без труда дается опытному мастеру. Но если вы пока еще неопытный сварщик, безусловно, трансформатору следует предпочесть бытовой инвертор. Варить им гораздо проще и легче: он обеспечивает быстрый поджиг, стабильное горение дуги, минимальное количество разбрызгиваемого металла. Но главное, в отличие от трансформатора, на аппарате можно задать силу тока, рекомендуемую производителем в том или ином случае, а также регулировать ее в процессе сварки. Она зависит от:
- особенностей металла;
- диаметра электрода;
- пространственного положения сварки.
Кроме того, у современных аппаратов есть несколько дополнительных полезных функций. Например, «форсаж дуги» – стабильное горение при изменении параметров тока. При работе с инвертором варят на постоянном токе, как правило, обратной полярности. Электродуга обычно короткая или предельно короткая (2–3 мм). Для освоения навыков лучше всего выбрать деталь средней толщины – 4–5 мм (во избежание прожига металла), предпочтительная толщина электрода – 2,5–3 мм.
Какие электроды использовать
На упаковке с электродами производитель также всегда указывает, какие стали варит тот или иной электрод. В зависимости от этого выбирают стержни с основным, рутиловым, целлюлозным или кислым покрытием. Для бытовых работ, как правило, используются два первых варианта. Но если вы только осваиваете сварку, попробуйте варить сначала рутиловыми электродами.
Дело в том, что при работе с расходниками с основной обмазкой новичкам не всегда легко дается повторный поджиг.
Такой проблемы не возникает с рутиловыми электродами – дуга также мгновенно зажигается и устойчиво горит во всех пространственных положениях. Кроме того, именно такие электроды малочувствительны к влаге, загрязнениям, окалине – в отличие от аналогов с основным покрытием. В последнем случае поверхность деталей всегда должна быть сухой и тщательно зачищенной.
Настройка инвертора
Перед началом сварки настройте на инверторе силовые параметры тока. Они будут зависеть от диаметра электрода. Существует одно негласное правило: с увеличением диаметра электрода на 1 мм сила тока увеличивается примерно на 30 ампер. Таким образом, если вы используете электрод d 3 мм («тройку»), сила тока будет варьироваться в диапазоне 90–100 А.
На практике, с приобретением опыта каждый сварщик настраивает эти параметры под себя индивидуально. Для начала попробуйте варить на горизонтальной поверхности.
Поджиг
В зависимости от марки электрода поджиг может выполняться двумя видами: легким постукиванием конца электрода по поверхности детали или чирканьем (наподобие чирканья спички о торец спичечного коробка) до получения поджига. Последний способ редко подходит для работы с труднодоступными местами.
Дальнейшие действия:
- после поджига дуга удерживается на расстоянии от поверхности в 2–3 мм;
- угол наклона электрода должен составлять 30–60 градусов, сварка выполняется углом вперед в горизонтальном, потолочном, вертикальном положениях, углом назад – работе с тавровыми соединениями, под прямым углом – в труднодоступных местах;
- перед тем, как заваривать детали сплошным швом, сделайте в месте соединения пару прихваток – точечных швов, чтобы из-за нагрева разных сторон металл не «повело»;
- в зависимости от условий сварки движения можно ускорять или замедлять – в последнем случае увеличивается провар в месте соединения;
- по завершении работ отбейте шлак в зоне шва легким постукиванием молотка.
Хранение
Храните электроды в сухом помещении – в противном случае обмазка может отсыреть и раскрошиться. В любом случае перед сваркой электроды рекомендуется просушить и прокалить – в бытовой духовке или электропечи. Время и температура прокалки зависят от марки электрода, они указываются производителем на упаковке.
Навыки в сварке приобретаются со временем благодаря практическому опыту. Начав, например, с профнастила или простейших деталей, со временем можно будет перейти к более сложным работам: сварке калиток, ворот, теплиц, козырьков над входной дверью и других металлоконструкций.
В каталоге МЭЗ представлен широкий выбор электродов, в том числе и тех марок, которые отлично подойдут для освоения навыков сварки. В частности, это электроды с рутиловым покрытием: МР-3, АНО-4, МК-46.00 – аналог ОК-46.00 собственного производства Магнитогорского электродного завода. Вся продукция сертифицирована.
Возможно, вас заинтересует
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
5
(6. 5 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
АНО-21 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
АНО-21 СТАНДАРТ
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
МР-3 (НАКС, РРР)
Ток — переменный или постоянный обратной полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2. 5
(2.5 кг)
Ø
3
(1 кг)
Ø
3
(2.5 кг)
Ø
4
(1 кг)
Ø
4
(2.5 кг)
МР-3 ЛЮКС
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6. 5 кг)
МР-3 ЛЮКС (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
ОЗС-4 (НАКС)
Ток — переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Цена с НДС за 1 кг.Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
АНО-4 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
ОЗС-12 (НАКС, РРР)
Ток — переменный или постоянный прямой полярности
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
МК-46.00 (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2. 5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИ-13/45 (НАКС, РРР, РС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИИ-13/45 (ОСТ 5. 9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИ-13/45 А (НАКС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.Показать еще
Основы сварочного дела
Главная » Статьи » Основы сварочного дела
Основы сварочных работ – самоучитель начинающего сварщика
Сварка изделий из нержавеющей стали – это задача, с которой часто сталкивается каждый мастер, привыкший выполнять все работы по дому самостоятельно. Такая работа имеет ряд особенностей, в том числе и касающихся выбора присадочного материала – для сварки нержавейки применяют особые электроды, способные придавать сварному шву характеристики, аналогичные свойствам основного материала изделий.
Электрическая контактная сварка в настоящее время является одним из экономичных и прочных способов соединения. Основное применение – машиностроение и металлургия. Разделяется на несколько видов, которые имеют свои особенности. Из данной статьи вы узнаете все виды электрической сварки, их преимущества и способы применения.
Чугун – это материал, довольно широко применяемый для изготовления самых разных изделий. Для соединения деталей изделия в единое целое часто применяется сварка. Но для того чтобы сварное чугунное изделие получилось действительно качественным и долговечным, при ведении сварки необходимо учитывать некоторые химические и физические особенности этого материала.
stalevarim.ru
Основы сварочного дела
Дуговой сваркой называется сварка плавлением, при которой нагрев свариваемых кромок осуществляется теплотой электрической дуги.
Дуговая сварка классифицируется по следующим основным признакам: по виду электрода (плавящимся или неплавящимся электродом), по виду дуги (свободной или сжатой дугой), по характеру воздействия дуги на основной металл (дугой прямого или косвенного действия, трехфазной дугой). Плавящиеся электроды подразделяются на штучные, проволочные и ленточные. Они применяются как сплошного сечения, так и порошковые. Неплавящиеся электроды применяются: вольфрамовые, угольные и графитовые.
Дуговую сварку производят постоянным током прямой и обратной полярности, переменным током как промышленной, так и повышенной частот и пульсирующим током. При этом сварка может быть выполнена как одно-, двух- и многодуговая (с раздельным питанием каждой дуги), так и одно-, двух- и многоэлектродная (с общим подводом сварочного тока).
В промышленности и строительстве получили наибольшее применение следующие основные разновидности дуговой сварки.
Рунная дуговая сварка производится двумя способами: неплавящимся и плавящимся электродом. По первому способу (рис. 3, а) свариваемые кромки изделия 5 приводят в соприкосновение, между неплавящимся (угольным или графитовым) электродом 3 и изделием возбуждают электрическую дугу 4. Кромки изделия и вводимый в зону дуги присадочный материал 2 нагреваются до плавления и образуют ванну расплавленного металла, который после затвердевания превращается в сварной шов /. Этот способ используется иногда при сварке цветных металлов и их сплавов, а также при наплавке твердых сплавов. Второй способ сварки (рис. 3, б), выполняемой плавящимся электродом, является основным при ручной дуговой сварке. Электрическая дуга 2 возбуждается между металлическим (плавящимся) электродом / и свариваемыми кромками изделия 4. Теплота дуги расплавляет электрод и кромки изделия. Получается общая ванна расплавленного металла, которая, охлаждаясь, образует сварной шов 3. Автоматическая сварка под флюсом (рис. 4) — это дуговая сварка, в которой механизированы основные движения (на рис. показаны стрелками), выполняемые сварщиком при ручной сварке — подача электрода / в зону дуги 2 и перемещение его вдоль свариваемых кромок изделия 7. При полуавтоматической сварке механизирована подача электрода в зону дуги, а перемещение электрода вдоль свариваемых кромок производится сварщиком вручную. Жидкий- металл сварочной ванны 5 защищают от воздействия кислорода и азота воздуха расплавленным шлаком 4, образованным от плавления флюса 3, подаваемого в зону дуги.
§ 7. Сварочные выпрямители
Сварочные выпрямители получили большое, распространение. Основные их преимущества следующие: высокий к.п.д. и относительно небольшие потери холостого хода; высокие динамические свойства при меньшей электромагнитной индукции; отсутствие вращающихся частей и бесшумность в работе; равномерность нагрузки фаз; небольшая масса; возможность замены медных проводов алюминиевыми. Однако следует иметь в виду, что для выпрямителей продолжительные короткие замыкания представляют большую опасность, так как могут выйти из строя диоды. Кроме того, сварочные выпрямители чувствительны к колебаниям напряжения в сети. Все же по основным технико-экономическим показателям сварочные выпрямители являются более прогрессивными, чем, например, сварочные преобразователи.
§ 9. Понятие о свариваемости
Процесс сварки представляет собой сочетание нескольких одновременно протекающих процессов, которые определяют качество получаемого сварного соединения. К этим процессам относятся: нагрев металла околошовных участков, плавление, кристаллизация основного металла или взаимная кристаллизация основного и присадочного (или электродного) металлов. Протекание этих процессов определяется в основном свойствами свариваемых металлов. Однако такие факторы, как слишком высокая температура, очень большие скорости охлаждения, необоснованный выбор присадочного металла и режима сварки, могут значительно снизить качество сварного соединения. При разнородных металлах процесс взаимной кристаллизации может не произойти, вследствие чего сварка таких металлов не может быть осуществлена.
Свариваемостью называется свойство или сочетание свойств металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
Большое влияние на свариваемость металлов и сплавов оказывает их химический состав. Это особенно наглядно видно на примере железоуглеродистых сплавов. Свариваемость углеродистой стали изменяется в зависимости от содержания основных примесей. Углерод является наиболее важным элементом в составе стали, определяющим почти все основные свойства стали в процессе обработки, в том числе и свариваемость. Низкоуглеродистые стали (С
markmet.ru
Основы сварочного дела. Геворкян В.Г. 1985 | Библиотека: книги по архитектуре и строительству
В учебнике даны основы технологии дуговой, электрошлаковой, контактной и газовой сварки, кислородной и электродуговой резки; особенности технологии сварки легированных сталей, цветных металлов и их сплавов, чугуна, пластмасс, а также способы и режимы сварки трубопроводов. В 4-е издание внесены изменения, касающиеся оборудования и материалов, расширено описание машин контактной сварки; введена глава «Наплавочные работы».
Введение
Раздел 1. Электрическая сварка плавлением и дуговая резка
Глава 1. Классификация и сущность дуговой сварки
Глава 2. Электрическая сварочная дуга § 1. Основные понятия § 2. Тепловые свойства сварочной дуги
§ 3. Плавление и перенос металла в дуге
Глава 3. Источники питания сварочной дуги § 4. Основные требования § 5. Сварочные преобразователи § 6. Сварочные аппараты переменного тока § 7. Сварочные выпрямители
§ 8. Монтаж и обслуживание сварочного оборудования
Глава 4. Металлургические процессы при сварке § 9. Понятие о свариваемости § 10. Основные реакции в зоне сварки
§ 11. Кристаллизация металла сварочной ванны
Глава 5. Сварочная проволока и электроды § 12. Сварочная проволока
§ 13. Металлические электроды
Глава 6. Технология ручной дуговой сварки § 14. Сварные соединения и швы § 15. Выбор режима сварки и техника выполнения швов § 16. Высокопроизводительные способы сварки
§ 17. Деформации и напряжения при сварке
Глава 7. Автоматическая и полуавтоматическая сварка под флюсом § 18. Сущность и преимущества § 19. Сварочные флюсы § 20. Оборудование для сварки под флюсом § 21. Технология сварки
§ 22. Электрошлаковая сварка
Глава 8. Сварка в защитном газе § 23. Сущность и преимущества § 24. Защитные газы § 25. Оборудование для сварки в защитном газе § 26. Технология аргонодуговой сварки
§ 27. Технология дуговой сварки в углекислом газе
Глава 9. Дуговая резка § 28. Способы резки плавящимся электродом
§ 29. Способы резки неплавящимся электродом
Раздел II. Газовая сварка и кислородная резка
Глава 10. Газовая сварка § 30. Оборудование газосварочных постов
§ 31. Сварочные горелки
Глава 11. Сварочное пламя § 32. Газы для сварки и резки металлов
§ 33. Сварочное пламя
Глава 12. Технология газовой сварки § 34. Техника выполнения газовой сварки
§ 35. Технология газовой сварки
Глава 13. Кислородная резка § 36. Сущность процесса кислородной резки § 37. Оборудование для кислородной резки
§ 38. Технология кислородной резки
Раздел III. Контактная сварка
Глава 14. Технология контактной сварки § 39. Сущность контактной сварки § 40. Стыковая контактная сварка § 41. Точечная контактная сварка
§ 42. Шовная контактная сварка
Глава 15. Оборудование для контактной сварки § 43. Машины для стыковой контактной сварки § 44. Машины для точечной контактной сварки
§ 45. Машины для шовной контактной сварки
Раздел IV. Особенности технологии сварки различных материалов. Наплавочные работы. Сварка трубопроводов
Глава 16. Сварка легированных сталей § 46. Свариваемость легированных сталей § 47. Сварка низколегированных сталей
§ 48. Сварка средне- и высоколегированных сталей
Глава 17. Сварка цветных металлов и их сплавов § 49. Особенности сварки цветных металлов и их сплавов § 50. Сварка меди и ее сплавов
§ 51. Сварка алюминия и его сплавов
Глава 18. Сварка чугуна § 52. Особенности сварки чугуна § 53. Горячая сварка чугуна
§ 54. Холодная сварка чугуна
Глава 19. Наплавочные работы § 55. Виды наплавочных работ
§ 56. Технология наплавки
Глава 20. Сварка полимеров и пластмасс § 57. Основные виды полимеров и пластмасс
§ 58. Способы сварки.
Глава 21. Сварка трубопроводов § 59. Номенклатура и сортамент труб и фасонных частей § 60. Подготовка труб к сварке
§ 61. Способы и режимы сварки
Раздел V. Контроль качества сварки. Техника безопасности
Глава 22. Контроль качества сварки § 62. Основные дефекты сварных швов
§ 63. Виды контроля сварных соединений
Глава 23. Техника безопасности § 64. Основные положения техники безопасности при электрической сварке § 65. Техника безопасности при газовой сварке и кислородной резке § 66. Техника безопасности при контрольных испытаниях сварных швов
§ 67. Техника безопасности на строительно-монтажной площадке
Список литературы
books.totalarch.com
Основы сварочного дела
Краткое содержание
Введение
Раздел 1. Электрическая сварка плавлением и дуговая резка
Глава 1. Классификация и сущность дуговой сварки
Дуговая сварка классифицируется по следующим основным признакам: по виду электрода (плавящимся или неплавящимся электродом), по виду дуги (свободной или сжатой дугой), по характеру воздействия дуги на основной металл (дугой прямого или косвенного действия, трехфазной дугой). Плавящиеся электроды подразделяются на штучные, проволочные и ленточные. Они применяются как сплошного сечения, так и порошковые. Неплавящиеся электроды применяются: вольфрамовые, угольные и графитовые.
Дуговую сварку производят постоянным током прямой и обратной полярности, переменным током как промышленной, так и повышенной частот и пульсирующим током. При этом сварка может быть выполнена как одно-, двух- и многодуговая (с раздельным питанием каждой дуги), так и одно-, двух- и многоэлектродная (с общим подводом сварочного тока).
В промышленности и строительстве получили наибольшее применение следующие основные разновидности дуговой сварки.
Глава 2. Электрическая сварочная дуга
Электрическая сварочная дуга представляет собой устойчивый длительный электрический разряд в газовой среде между твердыми или жидкими электродами при высокой плотности тока, сопровождающийся выделением большого количества теплоты. Электрический разряд в газе есть электрический ток, проходящий через газовую среду благодаря наличию в ней свободных электронов, а также отрицательных и положительных ионов, способных перемещаться между электродами под действием приложенного электрического поля (разности потенциалов между электродами).
При высоких температурах значительная часть молекул газа обладает достаточной энергией для того, чтобы при столкновениях могло произойти разбиение нейтральных молекул на ионы; кроме того, с повышением температуры увеличивается общее число столкновений между молекулами газа. При очень высоких температурах на процесс ионизации начинает влиять также и излучение газа и раскаленных электронов. При обычных температурах ионизацию можно вызвать, если уже имеющимся в газе электронам и ионам сообщить с помощью электрического поля большие скорости.
При термоэлектронной эмиссии благодаря высокой температуре свободные электроны «испаряются» с поверхности металла. Чем выше температура, тем большее число свободных электронов приобретает энергию, достаточную для преодоления потенциального барьера в поверхностном слое и выхода из металла. При автоэлектронной (холодной) эмиссии создается внешнее электрическое поле, которое изменяет потенциональный барьер у поверхности металла и облегчает выход тех электронов, которые имеют достаточную энергию для преодоления этого барьера.
Глава 3. Источники питания сварочной дуги
При каждом коротком замыкании напряжение падает до нулевого значения. Для последующего восстановления дуги необходимо напряжение порядка 25…30 В. Такое напряжение должно обеспечиваться за время не более 0,05 с, чтобы поддерживать горение дуги в период между короткими замыканиями. Следует учесть, что при коротких замыканиях сварочной цепи развиваются большие токи (токи короткого замыкания), которые могут вызвать перегрев в проводке и обмотках источника тока.
Эти условия процесса сварки в основном и определяют требования, предъявляемые к источникам питания свврочной дуги. Для обеспечения устойчивого процесса сварки источники питания дуги должны удовлетворять следующим требованиям:
напряжение холостого хода должно быть достаточным для легкого возбуждения дуги и в то же время не должно превышать нормы безопасности. Максимально допустимое напряжение холостого хода установлено для источников постоянного тока — 90 В, а для источников переменного тока — 80 В;
ток короткого замыкания не должен превышать сварочный ток более чем на 40…50%. При этом источник тока должен выдерживать продолжительные короткие замыкания сварочной цепи. Это условие необходимо для предохранения обмоток источника тока от перегрева и повреждения;
мощность источника тока должна быть достаточной для выполнения сварочных работ.
напряжение устойчивого горения дуги (рабочее напряжение) должно быстро устанавливаться и изменяться в зависимости от длины дуги. С увеличением длины дуги напряжение должно быстро возрастать, а с уменьшением — быстро падать. Время восстановления рабочего напряжения от 0 до 30 В после каждого короткого замыкания (при капельном переносе металла от электрода к свариваемой детали) должно быть менее 0,05 с;
ток короткого замыкания не должен превышать сварочный ток более чем на 40…50%. При этом источник тока должен выдерживать продолжительные короткие замыкания сварочной цепи. Это условие необходимо для предохранения обмоток источника тока от перегрева и повреждения;
мощность источника тока должна быть достаточной для выполнения сварочных работ.
Кроме того, необходимы устройства, позволяющие регулировать сварочный ток в требуемых пределах.
Промышленностью выпускаются следующие типы источников питания сварочной дуги: сварочные преобразователи, сварочные аппараты переменного тока, сварочные выпрямители.
Сварочные преобразователи подразделяют на следующие группы: по числу питаемых постов — однопостовые, предназначенные для питания одной сварочной дуги; многопостовые, питающие одновременно несколько сварочных дуг; по способу установки — стационарные, устанавливаемые неподвижно на фундаментах; передвижные, монтируемые на тележках; по р о д у двигателей, приводящих генератор во вращение,— машины с электрическим приводом; машины с двигателем внутреннего сгорания (бензиновым или дизельным) ; по способу выполнения — однокорпусные, в которых генератор и двигатель вмонтированы в единый корпус; раздельные, в которых генератор и двигатель установлены на одной раме, а привод осуществляется через соединительную муфту.
Глава 4. Металлургические процессы при сварке
Процесс сварки представляет собой сочетание нескольких одновременно протекающих процессов, которые определяют качество получаемого сварного соединения. К этим процессам относятся: нагрев металла около шовных участков, плавление, кристаллизация основного металла или взаимная кристаллизация основного и присадочного (или электродного) металлов. Протекание этих процессов определяется в основном свойствами свариваемых металлов. Однако такие факторы, как слишком высокая температура, очень большие скорости охлаждения, необоснованный выбор присадочного металла и режима сварки, могут значительно снизить качество сварного соединения. При разнородных металлах процесс взаимной кристаллизации может не произойти, вследствие чего сварка таких металлов не может быть осуществлена.
Основные особенности металлургических процессов, протекающих при сварке, определяются следующими условиями: высокой температурой процесса, небольшим объемом ванны расплавленного металла, большими скоростями нагрева и охлаждения, отводом теплоты в окружающий ванну основной металл и, наконец, интенсивным взаимодействием расплавляемого металла с газами и шлаками в зоне дуги.
Высокая температура сварочной дуги значительно ускоряет физико-химические процессы, происходящие при плавлении металла. Она вызывает также в объеме дуги диссоциацию (распад) молекул кислорода, азота и паров воды. В атомарном состоянии газы, обладая большой химической активностью, интенсивно взаимодействуют с расплавленным металлом шва. Высокая температура способствует выгоранию примесей и тем самым из- меняет химический состав свариваемого металла.
Глава 5. Сварочная проволока и электроды
Содержание углерода в сварочной проволоке не превышает 0,12—0,15% (за редким исключением), что снижает склонность металла шва к газовой пористости и образованию твердых закалочных структур. Содержание кремния в углеродистой проволоке составляет менее 0,03%, так как наличие кремния способствует образованию при сварке пор в металле шва. Допустимое содержание серы и фосфора также ограничено (0,04% каждого элемента), так как они даже при малой концентрации способствуют образованию трещин в сварном шве.
Медь и ее сплавы сваривают проволокой и прутками из меди и сплавов на медной основе (ГОСТ 16130—72). Алюминий и алюминиевые сплавы сваривают сварочной проволокой из алюминия и его сплавов (ГОСТ 7871—75). Для сварки других металлов и сплавов применяют сварочную проволоку или стержни, изготовленные либо по ГОСТу на свариваемый металл, либо по техническим условиям.
Вместо дорогостоящей легированной сварочной проволоки успешно применяют порошковую электродную проволоку. Ее изготовляют из стальной ленты, свернутой в трубочку, внутрь которой помещают шихту (порошок), состоящую из смеси ферросплавов, железного порошка и графита. Диаметр порошковой проволоки 2,5…5 мм. Состав шихты подбирают так, чтобы образовавшийся от расплавленных оболочки и шихты жидкий сплав имел после охлаждения химический состав и свойства, установленные для металла шва. Сварку порошковой проволокой производят открытой дугой, под флюсом или в защитных газах.
В настоящее время получил применение разработанный Институтом электросварки им. Е. О. Патона способ сварки самозащитной проволокой, т. е. сплошной легированной проволокой без защитной среды (открытой дугой). Этот способ основан на использовании специальных электродных проволок, содержащих раскисляющие и стабилизирующие элементы. Обычно при сварке открытой дугой происходит выгорание марганца и кремния, а металл шва обогащается кислородом и азотом. При сварке специальной для данного способа легированной проволокой происходит компенсация выгорания марганца и кремния за счет повышенного их содержания в металле проволоки. Металл проволоки содержит также алюминий, титан, цирконий и церий. Эти элементы обеспечивают хорошее раскисление металла сварочной ванны, образуя соединения, переходящие в шлак.
Глава 6. Технология ручной дуговой сварки
Глава 7. Автоматическая и полуавтоматическая сварка под флюсом
Глава 8. Сварка в защитном газе
Глава 9. Дуговая резка
Раздел 2. Газовая сварка и кислородная резка
Глава 10. Газовая сварка
Глава 11. Сварочное пламя
Глава 12. Технология газовой сварки
Глава 13. Кислородная резка
Раздел 3. Контактная сварка
Глава 14. Технология контактной сварки
Глава 15. Оборудование для контактной сварки
Раздел 4. Особенности технологии сварки различных материалов. Наплавочные работы. Сварка трубопроводов
Глава 16. Сварка легированных сталей
Глава 17. Сварка цветных металлов и их сплавов
Глава 18. Сварка чугуна
Глава 19. Наплавочные работы
Глава 20. Сварка полимеров и пластмасс
Глава 21. Сварка трубопроводов
Раздел 5. Контроль качества сварки. Техника безопасности
Глава 22. Контроль качества сварки
Глава 23. Техника безопасности
Список литературы
engineering.ua
Как самостоятельно научиться правильно сваривать металл: урок электродуговой сварки инвертором
На дачном участке, у себя в частном доме, гараже или собственной мастерской часто бывают случаи, когда требуются навыки сварщика. Особенно данные навыки полезны при ведении строительства собственными силами. А научиться, как пользоваться электросваркой и использовать ее для своих нужд довольно просто. Для этого нужно понимать основы сварки металла, знать некоторые профильные секреты и научиться ими пользоваться.
Основы сварки
Суть электросварки металла состоит в следующих действиях. Силовой агрегат в виде трансформатора или инвертора вырабатывает определенной мощности ток, который подается по кабелям к специальному электроду из металла. Между металлической заготовкой, приготовленной к сварке и электродом возникает электрический разряд, образуя устойчивую высокотемпературную электрическую дугу, расплавляющую металл. При этом образуется точечная ванночка кипящего металла, в которой плавится и сам электрод, выполняющий одновременно роль присадочного материала.
Сварщик, передвигая дугу, формирует шов, в котором кипящий метал обоих свариваемых между собой заготовок перемешивается образуя единое монолитное соединение.
Виды электросварки
Электрическая дуга горит за счет мощного тока подаваемого к электроду. Ток может быть переменным и вырабатываться сварочным трансформатором или постоянным, подаваемым к месту сварки от инвертора:
- Трансформатор. В зависимости от модели может подключаться к сети 220 либо 380 V. Но работать с этим агрегатом новичку будет сложно, так как при переменном токе электродуга непостоянна и удерживать ее человеку с небольшим опытом сварочных работ довольно трудно. При этом дуга создает шум и ей свойственно разбрызгивать кипящий металл из ванночки. Сам трансформатор отличается большим весом, громоздкостью и создает значительные перепады напряжения в электросети особенно в момент зажигания электродуги. Это, естественно, отрицательно воздействует на бытовую технику.
- Инвертор. Выдает к электроду постоянный ток, преобразованный из переменного, который он получает от централизованной электросети напряжением 220 V. Аппарат имеет небольшой вес, компактный, работает бесшумно и практически не влияет на напряжение в сети, отличается высокой производительностью. Подаваемый к электроду постоянный ток обеспечивает устойчивое горение электродуги, которой даже можно варить жесть, благодаря чему ее проще контролировать и перемещать при сварке.
Именно такой аппарат должен использовать начинающий мастер для приобретения сварочных навыков.
Технология процесса
Электросварка относится к высокотемпературному процессу плавки металла. Чтобы было понятно, как правильно сваривать металл электросваркой, нужно отчетливо осознавать все происходящие процессы:
- Электродуга зажигается при прикосновении электрода к металлу, после чего между ними образуется небольшое расстояние (2−5 мм) которое требуется постоянно удерживать. Под воздействием дуги металл свариваемых заготовок и электрода плавится и перемешивается.
- Объем сварной ванночки зависит от подаваемого на электрод напряжения, ее положения в пространстве, скорости, с которой перемещается электродуга, размера и формы кромок свариваемых заготовок и других аспектов. Средняя глубина ванночки обычно составляет около 6 мм, длина порядка 10−30 мм, а ширина в пределах 8−15 мм.
- Покрытие электрода при сгорании образует облачко газа, которое защищает дугу и расплавленный металл от окисления при взаимодействии с воздухом, а также обеспечивает поддержку определенной температуры, необходимой для плавления металла.
- В момент, когда горящий электрод перемещается из точки, в которой только что был расплавлен металл, начинается процесс кристаллизации и остывания шва, соединяющего сваренные детали. При этом на его поверхности образуется корка шлака, которая в дальнейшем сбивается молотком.
- Образовавшийся на поверхности расплавленного металла шлак от покрытия электрода также способен держать температуру во время кристаллизации металла одновременно, не допуская к нему кислород из воздуха.
Рабочие инструменты сварщика
Инверторы для сварки продаются уже с комплектом кабелей с электродным держателем и прищепкой для массы. Но при покупке все эти рабочие элементы рекомендуется тщательно осмотреть, чтобы убедиться в их качестве.
Сварочные кабели должны быть покрыты гибкой резиновой изоляцией с надежными контактными наконечниками из латуни и подходить к разъему выбранного аппарата. Если инвертор рассчитан для работы в пределах 150А — его кабеля должны иметь сечение около 16 мм2. При силе тока в 200А — 25 мм2, а свыше 250А — желательно использовать сечение 35 мм2. Также нежелательно удлинять провода, так как это снижает мощность тока, подаваемого к электроду.
Держатель электродов. Является самым важным инструментом сварщика, потому, что им производится основная манипуляция электродугой при сваривании металла. Обычно это качественно изолированный и совершенно безопасный держатель в виде прищепки. Эта модель удобна тем, что после замены, перед тем как варить электродом, его можно выставить не только перпендикулярно по отношению к держателю, но и выставить определенный градус в 45о.
Зажим, при помощи которого масса подключается к свариваемой заготовке, должен иметь мощную пружину и латунные контакты.
Кроме всего этого, сварщик должен быть обеспечен:
- Защитной маской, которая не пропускает вредные лучи сварочной дуги.
- Перчатки и одежду из плотного, непрогораемого материала и кожаной обувью.
- Подсобными инструментами в виде комбинированного молотка с зубилом и металлической щетки.
- Ведром с водой или огнетушителем.
Электроды выбираются в зависимости от толщины металла, который будет свариваться. Мощность напряжения для сварки выставляется в расчете от используемого диаметра электрода, при этом следует отталкиваться от значения — на 1 мм диаметра электрода достаточно мощности в пределах 30−40 А.
Желательно данное значение не превышать, иначе электрод будет вместо спокойной плавки металла просто выдувать его из ванночки.
Азы электродугового способа
В рекомендациях, как научиться варить инвертором, рекомендуется обратить внимание именно на начало процесса сварки. Прежде чем начать работу, следует выставить свариваемые заготовки в заданное положение, а при надобности надежно их зафиксировать на рабочем столе. Для пожарной безопасности рядом должно находиться ведро с водой. Во избежание случайного возгорания нельзя производить сварку на основании из дерева. Не допускается разбрасывать горячие огарки электродов в зоне ведения сварных работ.
Розжиг электродуги и наложение шва
Чтобы зажечь дугу без залипания электрода рекомендуется его наклонить к металлической заготовке под углом примерно около 60 и произвести им скользящее движение (примерно, как спичку о коробок). После того как появится искра, электрод следует оторвать от металла на расстояние не более 3−5 мм и удерживать его в таком положении на протяжении всего процесса сварки. Если электрод во время розжига дуги залипнет к поверхности металла, его нужно просто качнуть из стороны в сторону и повторить попытку розжига.
Электрод во время горения дуги нужно медленно перемещать вдоль свариваемых кромок металлических заготовок, плавно совершая им колебательные движения. Этими движениями расплавленный под большой температурой металл как бы «сгребается» в центр ванночки, образуя монолитный, слегка выпуклый шов.
После того как электрод сгорит до минимального размера, его следует заменить новым. После этого удаляется шлак с наваренного шва, а затем на расстоянии примерно около 10−12 мм от углубления, которое образовалось в конце проваренного шва, зажигается электродуга.
После этого электрод возвращается к углублению, заполняется кипящим металлом от электрода, и работа продолжается.
Манипуляция электродом
Перед тем как научиться варить инвертором, нужно познакомиться с траекториями движения электрода, которые нужно делать при сварочных работах. Они могут выполняться по трем направлениям:
- Поступательные движения. Небольшие колебательные движения дуги производятся вдоль свариваемого шва. Для этого достаточно поддерживать стабильное горение электродуги определенной длинны.
- Поперечные движения из стороны в сторону выполняются для формирования определенной ширины сварного шва. Обычно используется для перекрытия ранее наложенных сварных швов.
- Продольное направление. Формируется обычный, но тонкий шов определенной высоты, которая образуется в зависимости от скорости движения электрода и его диаметра. Для придания образовавшемуся шву большей прочности он перекрывается новым, выполненным с помощью поперечного движения электродуги.
На практике при сварке особенно толстого металла используются все три движения, которые производятся по очереди при последовательной накладке очередных швов друг на друга.
Кроме классических манипуляций у каждого сварщика со временем вырабатывается личный почерк. Но главная работа заключается в хорошей проплавке кромок свариваемых деталей и создание шва заданной высоты и ширины.
Работа с трубами
Ручной дуговой сваркой могут накладываться вертикальные, горизонтальные и потолочные швы и самый простой — сварка в нижнем положении. Например, отопление, при горизонтальном положении трубопровода сварка выполняется практически во всех пространственных положениях. Кроме этого, если труба расположена вертикально, накладывается только горизонтальный шов.
Трубу можно самостоятельно заварить путем ее поворота вокруг своей оси, используя газовый аппарат или инвертор. В данном случае ее сваривают вертикальным швом или в нижнем положении.
Если толщина стенок свариваемых труб не более 6 мм, на стык накладываются два шва: коренной и перекрывающий слой. При толщине стенок в диапазоне 6−12 мм накладывается не менее 3 слоев. Если металл имеет толщину больше 19 мм, тогда шов формируется из четырех и более слоев.
Каждый наложенный шов обязательно должен освобождаться от шлака и тщательно зачищаться, после чего разрешается накладывать очередной слой.
Самым ответственным швом является первый (коренной). Он полностью расплавляет кромки трубы и после окончания сварки тщательно проверяется на наличие пор и трещин. Если таковы обнаруживаются, они вырезаются, и это место проваривается по-новому.
Второй слой и все следующие выполняются в более медленном темпе, при этом начало каждого нового слоя должно исходить от предыдущего со смещением в пределах 15−30 мм. Завершающий верхний слой должен плавно сливаться с поверхностью металла свариваемой трубы и иметь определенный катет.
Для улучшения качества проваренного стыка трубы новый слой по отношению к предыдущему ведется в обратном направлении.
Несколько советов мастера
Чтобы лучше усвоить практические уроки электросварки, желательно начинать тренироваться с умения накладывать швы на толстом металлическом листе. На нем легче научиться манипулировать электродугой, накладывая самые различные швы, используя простые размеренные движения электрода. Полученные навыки помогут прочувствовать, под каким углом электрода и при каких движениях лучше получается шов и в дальнейшем помогут выработать определенный стиль владения держателем.
Сваривать две заготовки длинным сплошным швом сразу не рекомендуется. При температуре шов будет стягиваться, и сваренная деталь деформируется. Чтобы этого не произошло, заготовки следует временно скрепить между собой небольшими точечными прихватками с шагом примерно 80 — 250 мм. При этом шаг зависит от размеров заготовок, приготовленных к сварке.
- Автор: admin
- Распечатать
Оцените статью:
(6 голосов, среднее: 3.5 из 5)
Поделитесь с друзьями!
18 основных сварочных инструментов для начинающих (с иллюстрациями)
Сварка может оказаться сложной задачей для начинающих.
Для этого требуется так много инструментов, и вы будете работать с таким количеством тепла и таким количеством компонентов под давлением, что опасность может показаться непреодолимой.
Впрочем, бояться нечего. Вот список лучших сварочных инструментов для начинающих, которые помогут безопасно и эффективно освоить профессию.
Сварочные инструменты для начинающих
1. Сварочная маска с автоматическим затемнением
Самая простая и самая узнаваемая часть сварочного оборудования, которую вы можете получить, сварочная маска является основным продуктом профессии и необходима для обеспечения безопасности.
Основное назначение сварочной маски любого типа — предотвратить появление шрамов на лице от искр и пламени во время работы, а также предотвратить повреждение кожи и глаз из-за высокой температуры.
Маски с автоматическим затемнением имеют дополнительную функцию защиты глаз от резкого света, излучаемого другими сварочными инструментами, и от самого нагретого металла.
Стекла, закрывающие глаза, затенены, чтобы пропускать только определенное количество света за раз, что позволяет вам видеть, не повреждая глаза.
См. список рекомендуемых касок с автоматическим затемнением здесь.
2. Сварочные перчатки
Перчатки говорят сами за себя. Сварочные перчатки состоят из слоев прочной ткани и изоляции, что предотвращает травмы от тепла и случайных искр. Сварочные перчатки легко найти везде, где вы покупаете перчатки, но они необходимы для любой формы сварки, которую вы можете выполнять.
Обычно нужно знать 2 типа;
- Перчатки для сварки MIG. Как правило, они толще и снабжены набивкой на тыльной стороне ладони для защиты руки, находящейся в покое, при фиксации доминирующей руки во время сварки. Если перчатка становится слишком горячей, более свободная конструкция позволяет легко ее сбросить.
- Перчатки для сварки TIG — более тонкие и мягкие перчатки, где важна точность. Ловкость имеет ключевое значение при сварке TIG, и перчатки будут иметь более плотное прилегание, чтобы обеспечить точное движение, удерживая стержень и горелку.
Убедитесь, что у вас есть подходящие перчатки для работы.
3. Клещи для сварки MIG
Клещи для сварки MIG широко доступны в большинстве хозяйственных магазинов, а также в Интернете. Они далеки от специального предмета и довольно дешевы для того, сколько вы можете с ними сделать.
Они имеют несколько применений, в том числе:
- Снятие сопла с горелки MIG – Они оснащены круглыми зажимами, идеально подходящими для снятия сопла с горелки MIG.
- Ослабьте и затяните контактный наконечник . Это то, что вам придется делать регулярно по мере износа.
- Cut 1/4″ Вылет – Экономит ваше время вместо использования отдельных кусачек.
- Удаление сварочных брызг – Очистка внутренней части сопла от брызг упрощается с помощью кончиков плоскогубцев.
Качественные клещи для сварки MIG необходимы, если у вас есть сварочный аппарат MIG.
4. Сварочные магниты
Сварочные магниты — один из самых универсальных инструментов в вашем наборе. Именно поэтому они так полезны при сварке.
С помощью сварочного магнита вы можете удерживать металлические детали на месте без использования зажимов и легко манипулировать ими.
Они также позволяют монтировать металлические детали и сваривать их под углом друг к другу.
Короче говоря, они позволяют сваривать куски листового металла так, как не позволяют зажимы. Чем дольше вы их используете, тем больше применений вы найдете для них.
5. Отбойный молоток
Одним из аспектов сварки MIG или сварки электродом является конденсация шлака по мере того, как металл плавится и образует сварной шов.
Этот шлак нужно время от времени откалывать. Для этого и нужен отбойный молоток.
Отбойные молотки имеют плоскую и заостренную стороны, оптимизированные для различных видов шлака.
Возможно, вы не будете использовать их слишком часто, но они сделают процесс сварки более чистым и управляемым.
6. Приспособление для сварки каркаса
Приспособление для сварки каркаса не является столь же необходимым, как многие другие предметы в этом списке, но все же неплохо иметь его.
Приспособление для сварки каркаса обеспечивает устройство для сварки под углом 90 градусов. Хотя вы можете использовать для этого сварочный магнит, монтажный зажим обеспечивает гораздо большую степень поддержки во время сварки и позволяет использовать более тяжелые металлические детали.
В отличие от магнитов, он также позволяет одновременно сваривать прихваточным швом несколько слоев или несколько компонентов с идеальным качеством 9Угол 0 градусов.
Сопутствующее : Список подарков для сварщиков
7. Скоростной угольник
Скоростной угольник может быть инструментом, который вы используете чаще всего из перечисленных здесь вещей. Вы можете измерить любой кусок либо перпендикулярно другому для разреза под углом 90 градусов, либо под любым другим углом с помощью квадрата скорости.
Скоростной угольник представляет собой угловой измерительный прибор в форме прямоугольного треугольника, позволяющий выполнять различные измерения под разными углами. Из всех имеющихся в вашем распоряжении сварочных инструментов именно этот вам понадобится больше всего. Вы не можете сделать многого, если не можете измерить.
8. Металлическая щетка
Подобно отбойному молотку, металлическая щетка — это то, о чем не часто думаешь, но постоянно используешь при сварке.
Металлическая щетка удаляет шлак и нагар с верхней части остывших сварных швов, оставляя их чистыми и красивыми.
Не каждый сварочный процесс приводит к образованию шлака, но для правильного выполнения работы требуются как отбойные молотки, так и металлические щетки.
9. Угловая шлифовальная машина
Если вы регулярно свариваете, то угловая шлифовальная машина может быть очень полезным инструментом в вашем наборе инструментов.
Во-первых, он может резать металл. Вы всегда обнаружите, что вам нужно сократить запас металла. С помощью отрезного круга вы можете с удивительной легкостью резать все, от листового металла до прутка.
Угловые шлифовальные машины также полезны для подготовки металла перед сваркой. Чтобы избежать таких дефектов, как пористость и растрескивание, необходимо очистить основной металл. Хотя это можно сделать с помощью проволочной щетки, угловая шлифовальная машина может сэкономить вам много времени.
Наконец, сварочная угловая шлифовальная машина — отличный инструмент для очистки и финишной обработки сварных швов. Когда остается много шлака, использование угловой шлифовальной машины является одним из эффективных способов его очистки. Кроме того, если вам нужно отполировать металл, с которым вы работаете, угловая шлифовальная машина тоже может это сделать!
10. Измеритель листового металла
Для эффективной сварки вам необходимо знать толщину металла, с которым вы работаете.
Стальной металлический калибр представляет собой колесо с зубьями, расположенными на разной ширине, что соответствует различной стандартной ширине листового металла. В качестве инструмента калибр листового металла незаменим для сварщиков любого уровня квалификации.
Информация о толщине листового металла, с которым вы будете работать, может определить многое другое в вашем проекте в целом.
У большинства профессиональных сварщиков есть таблица, в которой указано, какие настройки следует использовать для листового металла какой толщины.
Также может быть трудно отличить один кусок листового металла от другого, просто взглянув на него, а это означает, что измеритель всегда пригодится.
11.
Мыльный каменьМыльный камень не изготавливается из мыла, но его маркировочный инструмент имеет аналогичную консистенцию.
Вы используете мыльный камень в качестве инструмента для маркировки, который легко снимается после того, как вы закончите. Думайте об этом как о куске мела, сделанном специально для письма на металле.
Мыльный камень превосходит что-то вроде графита, потому что он может выдерживать высокую температуру и воздействие пламени от горелок и других сварочных инструментов.
Позволяет рисовать сложные формы, изогнутые линии и другие рисунки в дополнение к письму прямо на металле.
12. Напильник по металлу
Подобно угловой шлифовальной машине, напильник по металлу в основном используется для удаления неровностей и заусенцев с обрабатываемого металла.
Металлические напильники также широко используются для всех видов других проектов по металлообработке; вы, вероятно, использовали их раньше в какой-то момент.
В то время как угловые шлифовальные машины хороши для более грубого удаления, напильники предназначены для финишной обработки и придания изделию красивого вида.
13. Зажим C
Зажим C — это зажим, похожий на букву C.
Они могут оказывать давление сверху и снизу одновременно и очень часто используются для самых разных проектов, связанных с оборудованием, а не только для сварки. Зажимы
C также допускают большее давление, чем зажимные зажимы или даже некоторые сварочные зажимы, что позволяет гораздо более надежно удерживать все, что вам нужно зажать.
14. Сварочные сапоги
Травмы стопы являются одним из наиболее распространенных и наименее обсуждаемых несчастных случаев на производстве. По оценкам, 25 процентов всех заявлений об инвалидности являются результатом травм ног на работе.
Зная все это, вы должны защитить свои ноги от горячего металла и тяжелого оборудования, с которым вы будете работать во время сварки.
Любая пара сварочных ботинок должна быть максимально прочной. Обязательны прочная кожа и армированные сталью пальцы. Цель состоит в том, чтобы защитить ваши ноги от попадания на них расплавленного металла.
15. Сварочная тележка
Сварочная тележка — это не столько инструмент, сколько средство перемещения других инструментов.
Баллоны с воздухом тяжелые. Вентиляторы тяжелые. Газовые баллоны тяжелые.
Сварочная тележка позволяет перемещать все эти вещи более легко и эффективно. К некоторым сварочным тележкам также прикреплены ящики для инструментов, что дает вам хорошее место для всего остального в этом списке.
16. Сварочные рукава
Сварочные рукава относятся к той же категории, что и сварочные сапоги, поскольку они жизненно важны для вашей безопасности во время сварки, но обычно не обсуждаются.
Сварочные рукава представляют собой съемные рукава, обычно изготовленные из кожи или другой негорючей и прочной ткани, которые защищают одежду и кожу от повреждений.
Большинство сварочных рукавов прикрепляются к фартуку или имеют подтяжки, удерживающие их на месте во время сварки. Другие модели ближе к женскому укороченному топу с частичной грудью и воротником, прикрепленным к рукавам как для комфорта, так и для дополнительной защиты.
Когда вокруг летают искры горящего металла, последнее, что вы хотите, это чтобы ваша рубашка загорелась из-за этого, так что больше покрытия всегда лучше.
17. Защитные очки
Сварочный шлем не всегда может быть надет, а иногда это излишне.
Для таких случаев идеально подойдут надежные защитные очки.
Защитные очки изготовлены из прочного пластика и предотвращают попадание в глаза искр от чего-то вроде угловой шлифовальной машины.
18. Гель для насадок для сварки MIG
Гель для насадок — это еще одна вещь, жизненно необходимая для сварки, но часто упускаемая из виду. Гель для насадки предотвращает прилипание металлического сопла горелки к свариваемому металлу.
Как бы легко не допустить такой ситуации, всегда лучше перестраховаться, чем сожалеть. Близость сварочного пистолета с более тонким наконечником к металлу, который он сваривает, также может показать, насколько необходимо что-то подобное. №
Гель для насадки легко наносится в виде воска на сопло горелки или сварочного пистолета. Он будет нагреваться и растворяться в жидком покрытии во время работы, поддерживая барьер между двумя металлическими поверхностями и предотвращая прилипание.
Округление
Как указано выше, начинающие сварщики должны начать со сварки MIG, чтобы освоить ремесло.
Все инструменты из этого списка пригодятся вам, когда вы научитесь сварке, и многие из них вы будете использовать долгие годы.
Удачи!
Что нужно для начала сварки? [Советы начинающим]
Лучшие сварочные проекты для начинающих
Включите JavaScript
Лучшие сварочные проекты для начинающих
Искусство сварки существует со времен средневековья. В ходе своего развития сварка была усовершенствована до такой степени, что практически каждый может изучить ее основы.
За короткое время новый сварщик может справиться с малыми и средними проектами. Сказав это, потребуется время, чтобы получить знания и получить достаточно практики, чтобы приобрести необходимые навыки для решения более сложных задач.
В этой статье мы сосредоточимся на методах, о которых, как мне кажется, думает большинство людей, когда думают о сварке. Под дуговой сваркой большинство понимает использование электрической машины с плавящимся электродом. Этот тип сварки также называют сваркой «палкой».
Но можно справедливо сказать, что сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG) также являются формами дуговой сварки. Сегодня мы будем обсуждать в основном Stick и MIG.
Какой сварочный аппарат лучше всего подходит для новичка?
Сварочные аппараты MIG превзошли аппараты для сварки электродом и стали наиболее распространенными аппаратами, приобретаемыми для промышленных работ.
- Непрерывная подача проволоки устраняет необходимость остановки работы, чтобы выбросить и заменить изношенный электрод.
- Защитный слой в среде инертного газа при сварке MIG выполняет те же функции, что и твердое флюсовое покрытие стержней, используемых при электродной сварке.
- Оба используются для защиты расплавленной ванны от загрязнения, которое может привести к пористости, хрупкости сварных швов и другим проблемам.
- Готовый сварной шов MIG не будет покрыт шлаком. Таким образом, вы экономите время, поскольку вам не нужно удалять шлак для проверки качества сварного шва.
- Лучше всего проводить сварку МИГ в помещении, вдали от ветра и больших вентиляторов. Защитный газ, дующий непосредственно на сварной шов, легко сдувается ветром. Он должен защищать сварной шов от атмосферных газов и в остальном выполнять свои обязанности.
Как бы то ни было, у проволочной машины есть некоторая гибкость. На большинстве машин можно заменить проволоку с флюсовым сердечником, что устраняет необходимость в защитном газе. Проволока с флюсовым сердечником позволяет выполнять сварку на улице в ветреную погоду, но на сварном шве образуется флюс.
Что касается цены, то сварочные аппараты MIG обычно дороже, чем аппараты для сварки электродом. Я настоятельно рекомендую Lincoln Electric MIG 180, о котором я написал обширное исследование
СОВЕТ: Вам понравится мой обзор продукта Lincoln Electric Pro MIG 180. Это действительно глубоко.
Какой тип сварочных работ лучше всего подходит для начинающих?
Вам нужно будет задать себе вопрос, будет ли большая часть ваших проектов осуществляться в помещении, на открытом воздухе или в сочетании того и другого. Что нужно для сварки?
Когда начинать обучение сварке электродом?
Если вы думаете, что большую часть времени будете проводить сварку на открытом воздухе, то сварка электродом может стать для вас правильным выбором. Обучение сварке электродом или стержнем имеет и другие преимущества.
Кроме того, изучение основ сварки электродом, вероятно, поможет вам быстрее освоить сварку MIG и TIG, если вы в будущем захотите повысить свои навыки сварки.
Вы также сможете надежно сваривать более тяжелые материалы с помощью сварочного аппарата.
Можно приобрести различные удилища для разных обстоятельств. Таким образом, обеспечивается больший диапазон уверенности в прочности и качестве сварного шва.
Когда начинать сварку MIG новичку?
Если вы решили, что всегда будете работать в помещении над более легкими и тонкими изделиями, и вам нравится простота сварки MIG, то это может быть лучшим путем для вас.
Вы можете обнаружить, что кривая обучения при сварке MIG более пологая, чем при сварке электродом.
СОВЕТ: Прочтите мои сообщения 8 советов для новичков в сварке MIG для облегчения старта.
Сварочный аппарат переменного тока подходит для начинающих или мне нужен AC/DC?
Начинающие сварщики могут захотеть приобрести аппарат, работающий только на переменном токе. Они дешевле, и если вы решите, что вам не очень нравится сварка, у вас не так много денег.
Вы можете приобрести аппарат переменного тока как начинающий сварщик. Качество сварных швов может быть очень хорошим. Достаточно хорошо, что для большинства работ вполне подойдет машина переменного тока. И вам будет меньше больно видеть, как он сидит в углу гаража и не используется, если это та жизнь, к которой ваша машина в конечном итоге будет отнесена.
При переменном токе или сокращенно AC ток течет туда-сюда, меняя полярность шестьдесят раз в секунду – (60 Герц). В процессе сварки слышен заметный жужжащий звук, который отсутствует при сварке на постоянном токе.
Есть несколько человек, которые на самом деле предпочитают выполнять всю свою сварку на переменном токе. Однако большинство сварщиков предпочитают сварку на постоянном токе большую часть времени, когда он доступен.
ПРИМЕЧАНИЕ: При сварке на переменном токе помните, что вы должны использовать стержни, специально предназначенные для сварки на переменном токе.
Почему я должен тратить намного больше на покупку сварочного аппарата переменного/постоянного тока?
Машина переменного/постоянного тока предлагает три варианта полярности. Вы можете сваривать на переменном токе или можете выбрать сварку на постоянном или постоянном токе.
При постоянном токе электроны текут только в одном направлении, в отличие от смены полярности шестьдесят раз в секунду, как при переменном токе, как мы обсуждали ранее. В дополнение к первым двум вариантам вы также можете выбрать сварку с постоянным током, текущим в противоположном направлении.
Когда вы переключаете направление потока электронов, переходя с DC+ на DC-, вы вручную меняете полярность.
Возможность выбора между этими тремя вариантами может улучшить качество сварки. И вы сразу заметите разницу при переключении со сварки переменным током на сварку постоянным током.
Пять самых больших отличий:
- Сам процесс сварки будет протекать более плавно
- У вас будет более стабильная дуга, меньше прилипаний и т. д.
- На постоянном токе больше не будет жужжания
- Будет меньше брызг, сварка на постоянном токе
- Сварочные электроды, предназначенные для переменного или постоянного тока, можно использовать при сварке на постоянном токе.
Приобретение блока переменного/постоянного тока, такого как Forney 235, может быть лучшим выбором, учитывая, что в будущем вы, возможно, захотите заняться множеством различных проектов.
Если вы чувствуете, что вам никогда не понадобится больше, чем сварочный аппарат переменного тока, то вам следует приобрести именно его. Они дешевле и просты в использовании и отлично подходят для оценки вашего интереса и навыков.
Какой сварочный шлем лучше всего подходит для новичка?
В первый раз, когда я попал по дуге более сорока лет назад, я использовал флип-шлем с фиксированным фильтром. Я перешел от этого шлема к шлему с фиксированным фильтром, который поднимался и опускался. В то время это казалось большим улучшением.
Сегодня выбор стилей шлемов кажется бесконечным. Линзы с автоматическим затемнением изменили мир сварки, когда они впервые появились на рынке.
Самозатемняющиеся линзы становятся все больше и больше. Возможность видеть большую часть рабочей зоны до и после зажигания дуги очень помогает. Особенно, если вы часто свариваете в нерабочем положении.
Три лучших сварочных шлема, которые я рекомендую, перечислены ниже. Они все фантастические. Даже с ограниченным бюджетом. Если хотите, можете просмотреть весь мой список лучших сварочных шлемов для начинающих.
Должен ли я покупать линзы с регулируемым диапазоном затемнения?
Линзы с регулируемым диапазоном затемнения также стали отличным обновлением. С помощью этой функции сварщик может точно настроить автоматическое затемнение линзы в соответствии с яркостью дуги.
Это часто индивидуально для каждого человека из-за чувствительности его собственных глаз. Теперь у вас есть возможность быстро найти наиболее выгодный уровень фильтра, позволяющий видеть то, что вы делаете, с меньшим напряжением глаз.
Цена на эти каски сейчас настолько низкая, что нет особого смысла не покупать шлем с функциями самозатемнения и регулируемой затемнения. Ваши глаза и ваши сварные швы будут вам за это благодарны!
Какие сварочные перчатки лучше всего подходят для начинающих сварщиков?
Как и в случае с касками, выбор сварочных перчаток огромен. Перчатки бывают разных размеров, форм, цветов, кожи и длины манжеты, и это лишь некоторые из них. Я люблю кожаные перчатки Rapicca, вы можете увидеть их ниже.
СОВЕТ: Ищите перчатки с кевларовой строчкой из воловьей кожи и хлопковой подкладкой. Там должно быть несколько вариантов в зависимости от того, где вы делаете покупки.
Воловья кожа может быть легко окрашена практически в любой яркий цвет, и пока она новая, она приятна для глаз. Но не слишком зацикливайтесь на цвете, потому что, если вы вообще много работаете с ними, они не останутся красивыми надолго.
В процессе сварки возникают три вещи, от которых нам необходимо защищаться. Мы должны защитить себя от горячих искр, ультрафиолетовых лучей и горячего металла.
Наш сварочный шлем защитит глаза и лицо от ультрафиолетовых лучей и горячих искр.
Наши 14-дюймовые сварочные перчатки защитят наши руки и большую часть предплечий от ультрафиолетовых лучей, горячих искр и горячего металла.
УФ-лучи, создаваемые сварочной дугой, могут вызывать серьезные ожоги, подобные солнечным ожогам, на всех других открытых участках кожи. Поскольку у нас уже закрыты глаза, руки и нижняя часть предплечья, нам нужно позаботиться о верхней части предплечья и груди.
Какую защитную одежду следует носить при сварке?
Наиболее практичной верхней одеждой для многих является хлопчатобумажная футболка, покрытая огнестойкой рубашкой или курткой сварщика с длинными рукавами.
Хлопковая майка защитит верхнюю часть груди от прямых УФ-лучей, станет вторым слоем защиты от горячих искр, а также поможет впитать пот в жаркие дни.
Огнестойкие рубашки для сварщиков можно приобрести с удлиненным воротником, чтобы защитить верхнюю часть груди и нижнюю часть шеи от ультрафиолетовых лучей.
Они также помогут предотвратить попадание горячих искр на рубашку. Удлиненный воротник или нет, рассмотрите возможность покупки дополнительного размера, чтобы надеть его поверх вашей обычной одежды для сварки в более холодных условиях.
Другими вариантами защиты верхней части тела являются рукава, накидки и фартуки.
ПРИМЕЧАНИЕ : Никогда не надевайте одежду из полиэстера во время сварки!
Как защитить нижнюю часть ремня во время сварки?
Надо защищать все ниже пояса от таких же раскаленных искр, УФ-лучей и раскаленного металла. Джинсы из плотного денима подойдут для большинства ситуаций.
Тем не менее, любые плотные хлопчатобумажные и огнестойкие хлопчатобумажные брюки для сварки будут работать, чтобы закрыть вас от щиколоток. Одна вещь, которую вы не хотите, это манжеты на ногах. Из них получаются отличные ловушки для искр.
Лучше всего носить кожаные туфли или сапоги.
ПРИМЕЧАНИЕ: Не носите теннисные туфли с тонким голенищем.
Что надеть при резке и шлифовке
После того, как вы наденете СИЗ для сварки, вы получите большую часть оборудования, необходимого для шлифовки и резки. Если вы приобрели новый шлем с автоматическим затемнением и регулируемым диапазоном затемнения, включая затемнение, то все готово.
Если нет, то нужно будет подобрать пластиковую защитную маску, защитные очки, которые будут надеты вместе при шлифовке. Пара солнцезащитных очков дополнит ваш ансамбль.
Указание по технике безопасности: при шлифовании всегда надевайте защитные наушники!
Что лучше для новичка, плазменный резак или кислородно-ацетиленовая горелка?
Принимая решение о покупке плазменного резака или резака для начала, вам необходимо иметь представление о том, какие работы по металлу вы планируете выполнять чаще всего.
Хотя у меня есть и то, и другое, большую часть времени я использую плазменный резак. Тем не менее, я бы предпочел кислородно-ацетиленовую горелку, если бы у меня была только одна.
Фактически, я жил без плазменного резака примерно три года назад. Они отлично подходят для того, для чего созданы, но их универсальность ограничена по сравнению с кислородно-ацетиленовой установкой.
Например, когда вы покупаете кислородно-ацетиленовый комплект, он обычно поставляется с рукояткой, двумя необходимыми газовыми регуляторами, наконечником для газовой сварки и режущим узлом.
С его помощью вы сможете сваривать газом, резать сталь, нагревать замерзшие гайки и болты для более легкого удаления, нагревать сталь для гибки или переделки во что-то более полезное и многое другое.
Какое периферийное оборудование необходимо для плазменной резки и кислородно-ацетиленовой горелки?
И плазменная резка, и газокислородная/ацетиленовая резка требуют наличия периферийного оборудования, прежде чем их можно будет использовать.
Для плазменной резки требуется подача воздуха извне, поэтому, если у вас нет воздушного компрессора подходящего размера, его необходимо будет приобрести заранее.
Вам нужно будет либо купить, либо арендовать баллон с кислородом и ацетиленом, чтобы использовать газовую горелку. Размер бутылок будет зависеть от того, как часто они будут использоваться.
Если вы редко пользуетесь, то вам может подойти небольшой комплект фонарика с бутылочками. Если вы будете использовать его несколько раз в месяц, вы, вероятно, захотите взять напрокат несколько больших бутылей в своем любимом магазине сварочных принадлежностей.
Вы всегда можете начать с маленьких бутылок, а затем перейти к более крупным арендным платам. Это позволит вам сохранить бутылки меньшего размера на случай, если вам понадобится передвигаться с фонариком. Их будет намного легче носить с собой.
После подключения компрессора к новому плазменному резку вы будете готовы к более точной резке, чем с помощью газовой горелки.
Преимущество плазменных резаков в том, что они не так сильно нагревают основной металл. Это помогает предотвратить деформацию тонких материалов в процессе нагрева и охлаждения.
Нужна ли шлифовальная машина начинающему сварщику?
Для начала у каждого сварщика в ящике стола должна быть пара средних и больших металлических напильников. Отбойный молоток и проволочная щетка также являются необходимыми предметами.
Угловая шлифовальная машина
Если вы не будете работать только над проектами размером с пинту, в вашем будущем должна быть хотя бы маленькая угловая шлифовальная машина. Портативный шлифовальный станок более универсален, чем настольный шлифовальный станок.
Что касается угловых шлифовальных машин, то 4,5″ подойдет большинству новичков. Все ваши любимые производители электроинструментов делают такие. Существует широкий выбор колес и дисков, которые можно использовать только с одной угловой шлифовальной машиной 4,5 дюйма.
Конечно, есть обычные диски для шлифовки стали. Имеются диски для шлифовки кирпичной кладки. Можно купить различные отрезные круги для резки стали или кирпичной кладки. Еще одним хорошим инструментом является конечное проволочное колесо с узлами для очистки и полировки жестких материалов.
Настольный шлифовальный станок
Настольный шлифовальный станок может появиться позже, по мере расширения вашего опыта и проектов. Если вам нужна настольная шлифовальная машина для ваших проектов, убедитесь, что у вас есть прочный стол с тяжелой стороной, к которому ее можно прикрутить.
Это предотвратит хождение по полу из-за вибрации и давления на колеса во время процесса шлифования.
Чашечная щетка
Если вам нужно более легкое прикосновение, вы можете приобрести чашечную щетку с нейлоновой или стальной щетиной. Шлифовальный/шлифовальный диск с лепестками – один из моих любимых.
Шлифовальная подушка с крючком и петлей, к которой крепятся листы наждачной бумаги различной зернистости, является отличным аксессуаром.
Существует по крайней мере один комплект, который включает большинство или все вышеперечисленные аксессуары по очень разумной цене.
Стоит ли начинающему сварщику покупать отрезную пилу?
Если у вас есть резак, отрезная пила не является обязательным оборудованием магазина. Но это чертовски близко. Это что-то вроде круиз-контроля в машине, без него можно жить, но иметь его приятно.
Отрезные пилы очень удобны для быстрой резки прямых кромок с возможностью на большинстве из них резать под углом до 45 градусов. Когда все шланги горелки свернуты на стойке, и вам не очень-то хочется разогреваться, откройте отрезную пилу.
Вы можете закрепить материал и разрезать его за меньшее время, чем требуется, чтобы вытащить огнемет. Преимущество в том, что вам не нужно будет делать много шлифовки перед началом сварки. Всегда держите под рукой как минимум один дополнительный отрезной круг.
Большинство крупных производителей инструментов для мастерских производят отрезные пилы. У меня есть один, похожий на изображение ниже, в котором используется стальное лезвие. Лезвия немного дороже, но служат намного дольше, чем я думал.
Хорошая новость заключается в том, что вы можете использовать для этого либо стальной диск, либо волокнистый/абразивный круг. Вы должны всегда носить средства защиты слуха при использовании пилы, но со стальным лезвием собаке вашего соседа, вероятно, также понадобятся средства защиты органов слуха.
Нужен ли сварочный стол начинающим сварщикам?
Столы для сварки очень удобно иметь под рукой. Вы можете обойтись без него в зависимости от нескольких вещей.
- Сварка небольших изделий, требующая много времени, требует таблицы. Найдите тот, который подходит для вашего рабочего места и достаточно большой, чтобы вместить ваши вещи.
- Для более крупных вещей, если у вас достаточно бетонного пола, подъездной дорожки или внутреннего дворика, вы можете обойтись без них. Конечно, чем вы моложе, тем легче будет обойтись без него.
СОВЕТ: Очень удобно, когда к одному краю приварен кусок уголка, образующий желоб. Если вы свариваете отрезки материала встык, это лучший способ, чтобы все было хорошо выровнено. Просто положите их в корыто и соедините встык перед прихваткой.
Прикрепление тисков также является прекрасным дополнением к столу. Тиски пригодятся для всего: от удерживания ручки горелки, чтобы вы могли очистить наконечник, до работы в качестве третьей руки, удерживающей сварочные детали во время их прихватки.
Обязательно выберите тиски самого высокого качества, достаточно большие, чтобы делать то, что вам нужно. Тогда покупайте на следующий размер больше.
Как начинающему сварщику, есть ли другие инструменты, которые могут мне понадобиться?
Опять же, в зависимости от того, что вы планируете строить или ремонтировать, может быть много мелких предметов, которые облегчат вам жизнь.
- Для маркировки металла перед резкой вам понадобится мыльный камень. Я предпочитаю цилиндрические палочки в форме карандаша. Мыльный камень похож на твердый мел и довольно хорошо виден, если смотреть на него через темную линзу при резке. Покупайте горстями, потому что я клянусь, что они уползут, когда погаснет свет.
- Вам, конечно, понадобится рулетка. 25-футовых может быть больше, чем вам нужно, но я хотел бы иметь по крайней мере один поблизости.
- Ассортимент квадратов обязателен. Вероятно, вы можете обойтись регулируемым угольником 1 фут и обрамляющим угольником для начала.
- Для многих проектов вам может понадобиться уровень. Для начала может быть достаточно уровня торпеды с магнитом вдоль одной стороны. Вам понадобится более длинный, когда экономика поднимется.
- Я довольно часто использую тиски. Начните со стандартной пары прямых челюстей. Существует, наверное, дюжина конструкций с зажимными губками разного типа. Вы быстро узнаете, какие из них лучше всего помогут вам в вашей работе.
- Нет ничего более удобного, чем стандартная пара плоскогубцев для захвата и удерживания горячих кусков металла.
Термины и определения для начинающих сварщиков, которые могут пригодиться
- Абразив – Шлак, используемый для очистки или придания шероховатости поверхности.
- Легирование – Добавление металла или сплава к другому металлу или сплаву.
- Переменный ток (AC) – Электрический ток, который периодически меняет направление, обычно много раз в секунду.
- Дуговая сварка – Группа сварочных процессов, при которых происходит коалесценция металлов путем нагревания их дугой, с приложением давления или без него, с использованием или без использования присадочного металла.
- Электрод для дуговой сварки – Часть сварочной системы, через которую проходит ток, заканчивающийся дугой.
- Обратный огонь – Мгновенное опускание пламени в сварочный или режущий наконечник с последующим появлением или полным исчезновением пламени.
- Сварка наотмашь – Метод сварки, при котором сварочная горелка или пистолет направляются в направлении, противоположном направлению сварки.
- Основа – Материал (основной металл, металл сварного шва или гранулированный материал), помещаемый в основание сварного соединения с целью поддержки расплавленного металла сварного шва.
- Основной металл (материал) – Металл (материал), подлежащий сварке, пайке, пайке или резке. См. также субстрат.
- Радиус изгиба – Радиус кривизны образца изгиба или изгибаемой области формованной детали. Измеряется по внутренней стороне изгиба.
- Фаска – подготовка кромки под углом.
- Сварка пайкой – Метод сварки с использованием присадочного металла, имеющего температуру ликвидуса выше 840 °F (450 °C) и ниже солидуса основных металлов.
- Заусенец – Неровный выступ, кромка, выпуклость или область, оставшаяся на металле после резки, сверления, штамповки или штамповки.
- Стыковое соединение – Соединение между двумя элементами, лежащими в одной плоскости.
- Защитный проход – Последний проход сварного соединения.
- Коалесценция – Объединение многих материалов в одно тело.
- Полное Плавление – Плавление, произошедшее по всей поверхности основного материала, предназначенной для сварки, а также между всеми слоями и проходами.
- Полное проплавление – Соединение, при котором металл сварного шва полностью заполняет канавку и сплавляется с основным металлом по всей его толщине.
- Электрод с покрытием – Электрод из присадочного металла, используемый для дуговой сварки в среде защитных газов, состоящий из сердечника из металлической проволоки с флюсовым покрытием.
- Кратер – При дуговой сварке углубление на поверхности сварного шва.
- Кратерная трещина – Трещина в кратере сварного шва.
- Приспособление для резки – Устройство для преобразования горелки для газокислородной сварки в горелку для кислородно-топливной резки.
- Баллон – переносной контейнер, используемый для транспортировки и хранения сжатого газа.
- Наплавленный металл – Присадочный металл, добавленный во время сварки, пайки или пайки.
- Эффективность наплавки – При дуговой сварке отношение массы наплавленного металла к массе нетто израсходованного присадочного металла, исключая заглушки.
- Скорость осаждения – Вес материала, осажденного в единицу времени.
- Глубина проплавления – Расстояние, на которое проплавление проникает в основной металл или предыдущий проход от поверхности, расплавленной во время сварки.
- Постоянный ток – Электрический ток, протекающий в одном направлении.
- Отрицательный электрод постоянного тока (DCEN) – Расположение выводов дуговой сварки постоянным током, при котором электрод является отрицательным полюсом, а заготовка – положительным полюсом сварочной дуги.
- Положительный электрод постоянного тока (DCEP) – Расположение выводов дуговой сварки постоянным током, при котором электрод является положительным полюсом, а заготовка – отрицательным полюсом сварочной дуги.
- Рабочий цикл – Процент времени в течение периода времени, в течение которого источник питания может работать на номинальной мощности без перегрева.
- Присадочный материал – материал, добавляемый при выполнении сварных, паяных или паяных соединений.
- Угловой сварной шов – Сварной шов приблизительно треугольного поперечного сечения, который соединяет две поверхности примерно под прямым углом друг к другу в соединении внахлестку, Т-образном соединении или угловом соединении.
- Фильтрующая пластина – прозрачная пластина, окрашенная в разную степень затемнения, для использования в защитных очках, касках и ручных щитках для защиты рабочих от вредных ультрафиолетовых, инфракрасных и видимых излучений.
- Плоское положение сварки — Положение сварки, при котором ось сварного шва приблизительно горизонтальна, а поверхность сварного шва лежит примерно в горизонтальной плоскости.
- Воспоминание — Отступление пламени в смесительную камеру горелки или обратно.
- Флюс – Материал, используемый для предотвращения, растворения или облегчения удаления оксидов и других нежелательных поверхностных веществ.
- Сварка спереди – Метод сварки, при котором сварочная горелка или пистолет направляются в направлении сварки.
- Плавление – Сплавление присадочного металла и основного металла (подложки) или только основного металла, приводящее к коалесценции.
- Газовая сварка – Сварка теплом кислородно-топливного пламени с добавлением или без добавления присадочного металла или давлением.
- Сварной шов с канавкой – Сварной шов, выполненный в канавке между двумя элементами. Примеры: одинарная V, одинарная U, одинарная J, двойная фаска и т. д.
- Наплавка твердым сплавом – Наплавка на рабочем месте для уменьшения износа.
- Горячая трещина – Трещина, образовавшаяся при температурах, близких к завершению затвердевания сварного шва.
- Горячий проход – При сварке труб второй проход проходит над корневым проходом.
- Наклонное положение — При сварке труб ось трубы поворачивается под углом 45 градусов к горизонтальному положению и остается неподвижной.
- Неполное сплавление – Неоднородность сварного шва, при которой не произошло сплавления между металлом сварного шва и соединением или прилегающими сварными швами.
- Неполное проплавление шва – состояние сварного шва с разделкой кромок, при котором металл шва не проходит через толщину шва.
- Инертный газ – Газ, который обычно не соединяется химически с основным металлом или присадочным металлом.
- Соединение – Соединение элементов или краев элементов, которые должны быть соединены или были соединены.
- Прорезь – Ширина разреза, получаемого в процессе резки.
- Замочная скважина – Метод сварки, при котором концентрированный источник тепла полностью проникает через заготовку, образуя отверстие на передней кромке расплавленного металла сварного шва. По мере продвижения источника тепла расплавленный металл заполняет отверстие, образуя сварной шов.
- Соединение внахлестку – Соединение между двумя перекрывающимися элементами в параллельных плоскостях.
- Ликвидус – Самая низкая температура, при которой металл или сплав полностью жидкие.
- Диапазон плавления – Диапазон температур между солидусом и ликвидусом.
- Проплавление – Видимое усиление, производимое на противоположной стороне сварного соединения с одной стороны.
- Напряжение холостого хода – Напряжение между выходными клеммами сварочного аппарата при отсутствии тока в сварочной цепи.
- Проклевка – Механическая обработка металлов ударными ударами.
- Сварка пробкой – Круговой сварной шов, выполненный через отверстие в одном элементе нахлестного или Т-образного соединения.
- Пористость – дыровидная неоднородность, образованная захватом газа во время затвердевания.
- Последующий нагрев – Нагрев узла после сварки, пайки, термического напыления или резки.
- Термическая обработка после сварки – Любая термическая обработка после сварки.
- Предварительный нагрев – Применение тепла к основному металлу непосредственно перед сваркой, пайкой твердым припоем, термическим напылением или резкой.
- Усиление – Металл сварного шва на лицевой или корневой поверхностях, превышающий количество металла, необходимого для заполнения шва.
- Остаточное напряжение – Напряжение, остающееся в конструкции или элементе в результате термической и/или механической обработки. Напряжение возникает при сварке плавлением прежде всего потому, что расплавленный материал сжимается при охлаждении от солидуса до комнатной температуры.
- Обратная полярность – Расположение проводов дуговой сварки постоянного тока с работой в качестве отрицательного полюса и электродом в качестве положительного полюса сварочной дуги.
- Корневое отверстие – Разделение в корне сустава между заготовками.
- Корневая трещина – Трещина в корне сварного шва.
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW) – Процесс сварки под действием тепла электрической дуги между металлическим электродом, покрытым флюсом, и изделием. Экранирование происходит от разложения покрытия электрода.
- Защитный газ – Защитный газ, используемый для предотвращения загрязнения атмосферы.
- Пайка – Процесс соединения с использованием присадочного металла с температурой ликвидуса менее 840 °F и ниже солидуса основного металла.
- Солидус – Самая высокая температура, при которой металл или сплав полностью затвердевают.
- Брызги – Частицы металла, выбрасываемые во время сварки и не являющиеся частью сварного шва.
- Прямая полярность – Дуговая сварка постоянным током, где работа является положительным полюсом.
- Термическая обработка для снятия напряжения — Равномерный нагрев сварного компонента до температуры, достаточной для снятия большей части остаточных напряжений.
- Растрескивание при снятии напряжения – Растрескивание в металле сварного шва или в зоне термического влияния во время послесварочной термической обработки или высокотемпературной эксплуатации.
- Стрингерный валик – Наплавленный валик, выполненный без поперечного перемещения сварочной дуги.
- Прихваточный шов – Сварной шов, предназначенный для удержания частей сварного соединения в надлежащем положении до тех пор, пока не будут выполнены окончательные сварные швы.
- Прочность на растяжение – максимальное напряжение, которое материал при растяжении может выдержать без разрыва.
- Сварка ВИГ – См. Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW).
- Расстояние до резака — расстояние от внешней поверхности сопла резака до заготовки.
- Трещина под бортом – Трещина в зоне термического влияния, как правило, не доходящая до поверхности основного металла.
- Выточка — Канавка вплавилась в опорную плиту рядом с носком шва или корнем шва и осталась незаполненной металлом шва.
- Сварной шов – Металл, наплавленный в стыке в результате процесса и используемой присадочной проволоки.
- Сварочные выводы – Вывод заготовки и электрода контура дуговой сварки.
- Сварочная проволока – Форма сварочного присадочного металла, обычно упакованная в виде бухт или катушек, которая может проводить или не проводить электрический ток в зависимости от используемого процесса сварки.
- Сварочный проход – Один проход сварки вдоль стыка. Результатом прохода является сварной шов или слой.
- Сварочная ванна – локализованный объем расплавленного металла в сварном шве до его затвердевания в виде металла сварного шва.
- Сварочная ванна – Нестандартный термин для обозначения сварочной ванны.
- Скорость подачи проволоки — скорость расхода проволоки при сварке.
- Рабочий провод – Электрический проводник между источником тока дуговой сварки и изделием.
Читать далее
- Как сварить раму автомобиля?
- Как выбрать сварочную силу тока?
- Какая обувь лучше всего подходит для сварки?
- Почему сварщики носят сварочные колпаки?
- Лучший сварочный аппарат для начинающих
- Вам нужен металлический сварочный стол для сварки?
- Что такое блинный сварочный колпак?
- Советы начинающим сварщикам
- Для чего используются сварочные зажимы?
7 Советы начинающим сварщикам
Лучшие сварочные проекты для начинающих
Пожалуйста, включите JavaScript
Лучшие сварочные проекты для начинающих
Если у вас есть желание научиться сварке, вы можете найти это полезным и прочитать мои 7 советов для начинающих сварщиков. они написаны на основе моего собственного опыта, и я надеюсь, что вы найдете их полезными.
1. Знать основы сварки
Процесс сварки прост. Он заключается в нагревании двух кусков металла до точки, при которой они плавятся. Затем расплавленные жидкости объединяются в сварочной ванне и становятся единым целым, когда расплавленные металлы затвердевают.
Третий источник металла, также известный как наполнитель, обычно вводят и расплавляют вместе с двумя основными металлами, чтобы увеличить общую массу сварного шва. Эти присадочные металлы будут либо электродами, присадочными прутками, либо проволокой с непрерывной подачей в зависимости от выбранного процесса сварки.
При правильном выполнении сварной шов не будет иметь дефектов, таких как точечные отверстия, и будет хорошо стыковаться с основным металлом на внешних краях. Хороший сварной шов также проникает до основания основных металлов и полностью сплавляет их вместе.
СОВЕТ: Посмотрите мой пост о нескольких основных терминах сварки.
2. Решите, какой метод сварки изучать в первую очередь.
Это личное предпочтение, но я считаю, что обучение дуговой сварке электродом — отличное начало. Однако вам нужно учитывать одну вещь: над какими проектами вы планируете работать.
Не существует единого метода сварки, подходящего для всех применений.
Если рассматривать три основных метода сварки, то между ними есть некоторое пересечение, но есть и специфические вещи, которые каждый из них делает лучше, чем два других.
- Сварка ВИГ – лучший выбор для сварки хромомолибдена, латуни, меди, магния и титана. Для сварки алюминия требуется метод MIG или TIG. Но для сварки чугуна вам понадобится сварочный аппарат.
- Вы можете выбрать один из трех методов сварки стали или нержавеющей стали. Просто имейте в виду, что вам потребуется значительно больше времени, чтобы сварить сталь с помощью сварочного аппарата TIG, чем с помощью MIG или сварочного аппарата.
- Если вы свариваете снаружи или в местах со сквозняком, вам не понадобится сварка стали методом MIG, если вы сначала не переключитесь на проволоку с флюсовой сердцевиной.
- Если вы планируете сваривать металлы толщиной от 1/4″ до 5/16″ снаружи или в сарае с открытыми дверями на ферме или ранчо, вам, вероятно, больше подойдет сварка электродом.
- Работая с более тонкой сталью и находясь в помещении, где почти нет ветра, вероятно, лучше сначала изучить сварку MIG.
Не пугайтесь выбора, поскольку сварщики-любители работают почти исключительно со сталью. Таким образом, вы сужаете свой выбор методов сварки электродом или методами MIG.
Современным эквивалентом моего 30-летнего заводского сварочного аппарата переменного/постоянного тока, которым я до сих пор регулярно пользуюсь, является сварочный аппарат Lincoln Electric Stick, показанный на рисунке ниже.
Сварочный аппарат MIG, которым я пользуюсь в магазине, называется Lincoln Easy MIG 180!
СОВЕТ: Проверьте мой пост о типах сварки.3. Защищайте глаза во время сварки или наблюдения
Никогда не смотрите прямо на сварочную дугу даже на долю секунды без сварочного шлема. Непрямое воздействие сварочной дуги даже в качестве стороннего наблюдателя также может привести к повреждению глаз.
Качественный сварочный шлем обязателен. Независимо от того, планируете ли вы наблюдать за инструктором по сварке, другом или наставником, хорошей идеей будет иметь собственный сварочный шлем. Не расстраивайтесь из-за ассортимента и доступных ценовых диапазонов.
Начните с хорошего автозатемняющегося шлема с регулируемой функцией затемнения. Хороший можно получить, не нарушая банк. Сказав это, ваши глаза являются одним из самых ценных элементов оборудования, которым вы владеете.
Проверьте лучшие 3 шлема, которые я рекомендую:
Или прочитайте мой пост полностью и проверьте мою подборку из 10 лучших сварочных шлемов, доступных в настоящее время.
Если вы новичок в сварке, вам будет удобнее пользоваться регулируемой шторкой. Отличный способ убедиться в его эффективности — понаблюдать, как кто-то другой сваривает.
Это дает вам возможность регулировать затемнение шлема под огнем, не отвлекаясь. Качество сварки должно улучшаться быстрее благодаря возможности более четко видеть, что вы делаете.
ПРИМЕЧАНИЕ: Вы не хотите, чтобы регулировка была слишком легкой, чтобы дуга не ослепляла вас. С другой стороны, слишком темно, и вы не сможете увидеть, куда идете со сварным швом.
4. Найдите наставника по сварке
Если возможно, запланируйте посещение курсов по сварке. Если это не вариант для вас, хороший наставник может оказаться бесценным. Это может быть друг или знакомый, имеющий опыт сварки того типа, которому вы хотели бы научиться в первую очередь.
Как уже говорилось ранее, я предлагаю вам сначала изучить сварку электродом, также известную как «палка», или сварку MIG. Возможность взаимодействовать с другим человеком, задавая вопросы, относящиеся к вашему пониманию, поможет вам учиться намного быстрее.
Но есть и другие способы изучить основы, если у вас нет наставника.
Отличный набор обучающих DVD-дисков для начинающих, которые начинаются с процесса дуговой сварки, — это видеоролики Steve Bleile Arc Welding I и II.
Даже если у вас есть наставник, возможность ссылаться на основы, представленные опытным сварщиком, таким как Стив, может уберечь вас от вредных привычек, от которых вам придется отучиться позже.
5. Практика, практика, практика
Потратьте некоторое время в начале, просто накладывая бусины поверх цельного куска более толстой стали. Сконцентрируйтесь на бассейне, который представляет собой небольшой бассейн расплавленного металла у основания дуги. Вообще говоря, бассейн должен быть довольно круглым.
Сварка заключается в бассейне и в том, как он формируется и поддерживается сварщиком. Укладка десятицентовиков — это термин, придуманный для описания хорошего сварного шва. Представьте десятицентовую монету, лежащую на боку под очень небольшим углом, с немного приподнятым задним краем.
Теперь представьте себе ту же монету, половина массы которой находится под поверхностью свариваемого металла, а другая половина — над основным металлом. Теперь представьте цепочку десятицентовиков, перекрывающих друг друга по всей длине сварного шва.
Если сделать это при правильной силе тока, скорости и длине дуги, вы сложите несколько десятицентовиков.
Если валик узкий и кажется, что он лежит поверх основного металла, а не является его частью, то либо ток слишком мал, либо вы свариваете слишком быстро.
И наоборот, если валик имеет форму от продолговатой до каплевидной с острием каплевидной формы на задней кромке, возможно, сварка выполняется слишком медленно или напряжение может быть слишком высоким.
СОВЕТ: я настоятельно рекомендую проверить 2 моих лучших сварочных проекта для начинающих.
6. Настройтесь на успех
В зависимости от размера и масштаба вашего проекта, вы, по крайней мере, какое-то время можете столкнуться со сваркой в нерабочем положении. Но для начала подготовьте небольшой участок для сварки, желательно металлический стол или что-то подобное.
Сядьте перед своим основным металлом, положив его на стол. Из удобного положения научитесь создавать хорошие бусины последовательно.
После того, как вы повысите качество сварки и почувствуете, что готовы, соедините два куска металла встык, оставив между ними небольшой зазор, и потренируйтесь сваривать их вместе. Далее устанавливаем тройник.
Положите один кусок металла на стол, а другой — перпендикулярно ему, чтобы получилась перевернутая буква Т. Сварите два основных металла вместе в месте их соединения.
Другим распространенным соединением является соединение внахлестку. Вы можете попрактиковаться в этом, положив два куска стали друг на друга и слегка сдвинув верхнюю часть в сторону.
Сварите их вместе в точке, где край верхней части проходит вдоль нижней части. Когда вы хорошо сварите эти три типа соединений, вы станете сварщиком.
7. Защита для сварщиков
Поскольку мы уже обсудили шлем сварщика, давайте обсудим некоторые другие предметы, предназначенные для защиты при сварке. УФ-лучи, испускаемые дугой, обжигают всю открытую кожу в непосредственной близости.
Убедитесь, что декольте и плечи не открыты. Полученный ожог очень похож на очень сильный солнечный ожог.
Раскаленные докрасна искры и расплавленный металл, падающие из зоны сварки, причинят вред вашей коже и одежде, не предназначенной для этого.
Если вам когда-нибудь попадалась горячая искра на вашу теннисную обувь и прожигала ее, а также ноготь на ноге под ней, ну… вы поняли.
В дополнение к кожаным сварочным перчаткам носите как минимум рубашки из плотного хлопка с длинными рукавами, рубашки на пуговицах и синие джинсы. Я рекомендую FR или огнестойкую одежду.
Отличная сварочная рубашка с закрытым воротником по отличной цене — это Miller Electric Welding Jacket.
Читать следующие
- Основы защитного оборудования для начинающих сварщиков
- MIG против TIG Welding
- Лучшие ботинки для сварки
- Отличные гаджеты для сварщики Hobby
- Диа Новички
- Лучший сварочный аппарат для начинающих
Сварка для начинающих / Сварка для начинающих
Заинтересованы в сварке для начинающих? Или вы просто хотели научиться сваривать как новичок?
Какие основные шаги необходимо знать начинающему сварщику? Ну, я тебя прикрыл.
Сварщики несут ответственность за изготовление, техническое обслуживание и ремонт всех видов вещей в этом мире. Без них у нас не было бы машин, самолетов, супермаркетов и многого другого!
Итак, хотите ли вы заняться сваркой в качестве хобби или планируете зарабатывать этим на жизнь, это руководство для начинающих по сварке — это то, с чего стоит начать.
Содержание
Что такое сварка?
Сварка — это тип производственного процесса, при котором по крайней мере две детали соединяются под воздействием тепла, давления или того и другого.
Обеспечивает прочное соединение, как только детали остынут.
Как вы знаете, сварка обычно выполняется на металле и термопластах, , но используется и на дереве!
Когда соединение завершено, оно обычно называется «сваркой». Если вы хотите попасть в отрасль, это отличный язык, который нужно знать, чтобы вы могли присоединиться ко всем шуткам, связанным со сваркой, и отраслевым разговорам.
Детали, которые соединяются при сварке, называются «основными материалами».
Материал, добавляемый для обеспечения возможности соединения этих частей, известен как «наполнитель», но иногда его также называют «расходным материалом».
Вы определенно столкнетесь с этими терминами во время своего сварочного приключения.
Полезно отметить, что некоторые материалы считаются «несвариваемыми», в то время как для эффективной сварки других требуются очень специфические процессы или методы.
Какой вид сварки проще всего освоить новичку?
Сварка МИГ — это самый простой вид сварки, с которого новичку следует начать обучение. Почему? Потому что в нем используется сплошной проволочный электрод, подаваемый через сварочный пистолет.
Вам не нужно постоянно менять его, как при сварке электродом, и вам не нужно слишком беспокоиться о защитном газе, когда все настроено.
Внедрение этого типа сварки позволило всем, от любителей до профессионалов, сваривать на удивление хорошо.
Конечно, это еще не все развлечения и игры; вам нужно будет освоить некоторые базовые навыки. Но, как только вы их освоите, вы можете рассчитывать на очень качественные соединения.
Это отличный способ заняться хобби, но вы также можете научиться сварке электродом, так как это наиболее традиционная форма!
Сколько времени нужно, чтобы научиться сварке?
По правде говоря, есть поэтому много факторов, которые вступают в игру при ответе на этот вопрос, поскольку все люди разные.
Если вы знаете кого-нибудь из сварщиков лично, спросите у них, как долго они учились.
Их ответ, вероятно, будет примерно таким: «Я начал X лет назад, я еще не закончил учиться».
Хотя они могут просто оставаться скромными, это достаточно хороший ответ для тех, кто действительно увлечен. Тем не менее, мы хотим дать вам более конкретный ответ .
В зависимости от типа сварочного процесса, который вы хотите изучить, для овладения им потребуется около 100 часов и уверенно.
Сказав это, вы можете изучить основы сварки электродом примерно за 10 часов, если вы очень увлечены.
Сварка электродом
Сварка электродом, также известная как SMAW или покрытым электродом, является наиболее распространенным типом дуговой сварки, используемым сегодня.
Не говоря уже о том, что это традиционный стиль сварки! Вы серьезно погружаетесь в историю, когда решаете научиться сварке электродом.
Этот тип сварки использует электрод фиксированной длины, а также источник питания для соединения множества различных металлов.
Сердечник электрода представляет собой цельный металлический стержень. Но окружающий его представляет собой смесь минеральных соединений, металлических порошков и связующего вещества.
Вам не нужно слишком беспокоиться о специфике покрытия.
Недавно я написал подробную статью, в которой осветил все преимущества и потенциал процесса сварки электродами.
Если вы хотите узнать больше о S отметьте или SMAW W elding , просто перейдите по ссылке ниже, чтобы найти полное руководство, которое вам когда-либо понадобится.
Стержень используется для подачи электричества на дугу и подачи присадочного металла для соединения (если вы забыли эти термины, просто еще раз быстро просмотрите приведенный выше раздел, и все будет раскрыто).
Каждый стержень имеет разные характеристики, но мы подробно рассмотрим их позже.
Основы сварки электродом: что нужно знать
Как сварить новичку? Итак, мы рассмотрели, что сварка палочкой — это , но как на самом деле сделать ? Это реальный вопрос, верно?
Что ж, не нужно больше об этом думать, мы сразу приступим к этому.
Основная предпосылка сварки электродом заключается в создании дуги между металлическим электродом и обрабатываемым металлом.
Для этого электричество должно течь от сварочного аппарата к стержню, чтобы он расплавился и образовал сварочную ванну.
Другими словами, он превращается в небольшую лужицу на вашей заготовке.
Покрытие на электроде плавится с металлом, чтобы гарантировать, что сварочная ванна не загрязняется элементами и не подвергается коррозии.
Если вы читали о других типах сварки (просто прокрутите немного вниз, чтобы посмотреть), вы быстро поймете, что это работает как защитный газ.
Флюс (на покрытии) образует шлак поверх сварного шва. После того, как он полностью остынет, его нужно отколоть, так как он больше не нужен и выглядит довольно некрасиво.
Не говоря уже о том, что при сдаче экзамена по сварке для начинающих вам будет понижена оценка, если вы продолжите его.
Сварка электродом: плюсы
Как и во всем в жизни, у сварки плавлением есть свои плюсы и минусы. Мы немного рассмотрим их все, чтобы вы могли быть хорошо подготовлены к тому, что ждет вас впереди.
Низкая стоимость
Оборудование, необходимое для дуговой сварки, довольно простое. Таким образом, вам не нужно много капитала, чтобы начать.
Защитный газ? Неа!
Поскольку электроды, используемые при сварке плавлением, имеют собственный защитный газ, вам не нужно таскать с собой кучу баллонов.
Super Versatile
Сварка различных материалов важна для многих ремонтных сварщиков. Ручная сварка поддерживает это. Как? Потому что все, что вам нужно сделать, это изменить тип электрода, который вы используете, и приступить к работе!
Что может быть проще, не так ли?
Можно выполнять на улице
У вас не возникнет проблем с ветром до 58 км/ч при сварке электродом. Но если вы решите использовать MIG, у вас возникнут проблемы с любое количество ветра.
Недостатки сварки электродом
Ладно, мы думаем, пришло время рассказать о минусах процесса сварки электродом!
Больше, чем MIG или TIG
Дуга электродуговой сварки дает тонн искр. Если вы находитесь внутри или в стесненных условиях, сварка электродом представляет гораздо больший риск, чем MIG или TIG.
Производит шлак
Шлак является побочным продуктом газа, выделяемого электродом для защиты дуги от окружающей среды.
После завершения сварки необходимо удалить шлак с помощью проволочного колеса, отбойного молотка или проволочной щетки.
Это может быть вполне пожароопасным. Кроме того, это требует дополнительного времени на уборку.
Необходимость замены электродов
При сварке больших объектов замена электродов может быть болезненной. К сожалению, вы не можете просто продолжать пользоваться одним и тем же, поскольку он (в буквальном смысле) исчезает.
Не подходит для тонких металлов
Сварка электродом слишком прочна для листового металла. Он почти гарантированно прогорит насквозь!
Сварка электродом прочнее, чем MIG?
Сварка методом МИГ и обеспечивает высококачественную отделку сварного шва (при условии хорошей обработки поверхности). Но, с точки зрения силы, они довольно очень равны.
Проволока E70, используемая для сварки MIG, и электрод 7018, используемый для сварки электродом, имеют одинаковую прочность.
Как мы можем утверждать это наверняка? Ну, потому что они оба имеют предел прочности на разрыв 70 000 фунтов на квадратный дюйм.
Обычно это будет прочнее, чем сталь, с которой вы хотите работать (хотя вы всегда должны проверять).
Что касается всего остального, то сварка электродом и сварка МИГ имеют свои преимущества и недостатки.
Если вы ищете традиционные стили, палка – единственный способ выбрать . Тем не менее, MIG удивительно прост в освоении, поэтому может быть лучшим выбором для начинающих.
Оборудование для обеспечения безопасности, которое вам нужно
Необходимое для сварки электродомСамое важное, что нужно учитывать, когда вы впервые начинаете сварку электродом, – это безопасность .
Как новичок в сварке, вы можете просто захотеть сразу приступить к делу, мы настоятельно рекомендуем вам сначала приобрести все необходимое оборудование для обеспечения безопасности.
Прежде всего, вам нужно прочитать все руководства пользователя для вашего оборудования.
Независимо от того, говорит ли он вам, как правильно закрепить шлем или как правильно настроить сварочный аппарат, вам нужен , чтобы прочитать его.
Затем рассмотрите все различные детали, необходимые для защиты от тепла, искр и ультрафиолетовых лучей. Сюда входят:
- Ношение одежды с длинными рукавами
- Ношение огнестойкого фартука сварщика
- Ношение защитных очков
- Ношение шлема сварщика (желательно с автоматическим затемнением)
- Ношение термостойких перчаток (т.е. длинные перчатки)
Я использую кожаные сварочные перчатки RAPICCA 16 дюймов.
Покупка: если вы заинтересованы в кожаных сварочных перчатках RAPICCA 16 дюймов, просто перейдите по ссылке на Amazon, где вы можете увидеть текущие цены.
Наш выбор
RAPICCA 16 дюймов, 932℉, кожаные сварочные перчатки
22,99 $
+ Усиленная двухслойная набивка из кевлара
+ Экранированные пальцы
+ Предназначены для высоких температур
+ Прочная строчка
+ Внутренняя подкладка: термостойкий5 хлопок
8 Проверить наличие на Amazon
16. 09.2022 04:51 GMT
После того, как вы приобрели все эти СИЗ (средства индивидуальной защиты), пришло время подумать о вентиляции.
Если вы свариваете на открытом воздухе, вам не о чем беспокоиться.
Однако для тех, кто находится в замкнутом пространстве, вам необходимо развернуть механизм, который отводит от вас ядовитые пары.
Сварка электродом: необходимое оборудование для запуска
Понятно, что для начала электродуговой сварки вам понадобится куча оборудования.
Но на самом деле, чтобы в него вникнуть, многого не надо! Другие инструменты, которые помогут облегчить жизнь, но для новичков вы можете придерживаться этого списка и все будет хорошо.
Многофункциональный сварочный аппарат
Приобретение многоцелевого сварочного аппарата означает, что вы можете без проблем практиковать сварку электродом, сварку TIG, и MIG.
Отлично подходит для начинающих, таких как вы, которые пытаются выяснить, какой тип им нравится больше всего.
Зажим заземления
Вам необходимо подключить его к машине, а затем прикрепить к секции, которую вы свариваете.
Обеспечивает как безопасность , так и стабильность .
Удаление шлака
Независимо от того, используете ли вы шлаковую стружку и молоток или щетку, вам понадобится какой-либо инструмент для удаления защитного покрытия с готового сварного шва.
Электроды
Существует так много разных типов электродов, что вам нужно быть осторожным при покупке.
Мы поможем вам выбрать правильные в следующем разделе!
Сварочные магниты
Они не только удерживают деталь на месте, но и позволяют создавать идеальные прямые углы в работе.
Металлический напильник
Угловые шлифовальные машины отлично подходят для обработки крупных деталей, но металлический напильник идеально подходит для окончательной обработки деталей.
Угловая шлифовальная машина
Если вам нужно отрезать металл или напилить его, вы можете сделать все это с помощью угловой шлифовальной машины.
Они абсолютно необходимы.
Я использую угловую шлифовальную машину DEWALT, лопастной переключатель, 4-1/2 дюйма. Этот инструмент никогда не сгорит, если на него будет возложена большая нагрузка.
Он доступен по цене и оснащен надежной системой выброса пыли, которая отводит пыль, шлифовку и любой горячий мусор от рук пользователя.
Покупка: Если вас интересует инструмент для угловой шлифовальной машины DEWALT, лопастной переключатель, 4 1/2 дюйма, просто перейдите по ссылке на Amazon, где вы можете увидеть текущие цены.
Лучший выбор!
Инструмент для угловой шлифовальной машины DEWALT
+ Высокое качество и доступная цена
+ Система удаления пыли
+ Удобство и удобство в использовании
+ Колесо Quick-Change™
Проверить наличие на Amazon
Мыльный камень
Когда вам нужно пометить проект (что, скорее всего, будет все время), мыльный камень — это единственный способ сделать это эффективно.
Какой самый простой сварочный электрод? Электроды
E7018 — одни из самых простых в использовании сварочных электродов. Они содержат много порошка и очень толстое покрытие, которое сводит к минимуму разбрызгивание.
Понятно, что это важно для новичков, которые поначалу могут бояться искр.
Кроме того, они создают удивительно плавную дугу. Опять же, это идеально для новичков в сварке, так как в первую очередь трудно справиться с зажиганием дуги!
Не говоря уже о том, что электроды E7018 можно использовать для и различных материалов.
Сюда входят углеродистая сталь, низколегированные металлы, высоколегированные металлы и многое другое.
Как выбрать правильный электрод для электродуговой сварки
Выбрать правильный электрод довольно сложно, но очень важно найти тот, который точно подойдет для вашего проекта.
The most common electrodes used include the following:
| Mild steel types of welding rods | Application |
|---|---|
| 6010 | pipe welding and shipyards (deliver deep penetration) |
| 6011 | переменного или постоянного тока |
| 6012 | общего назначения |
| 6013 | сварка со средним проплавлением |
| 7018 | сварка низко- и среднеуглеродистой стали |
| 7024 | высокоскоростная плоская или горизонтальная сварка |
А вот вариант 6013 — лучшая сварочная проволока для начинающих.
Если вас интересует лучшая сварочная проволока для начинающих, то просто перейдите по ссылке на Amazon, где можно увидеть актуальные цены.
Наш выбор
Hobart 770459 6011 Стержень, 1/8-5 фунтов
36,04 $
+ Сварочные электроды 6013 и 6011 идеально подходят для начинающих.
+ 6011 почти не осталось шлака.
+ Очень легко ударить, но необходим правильный баланс между соединением частей и прожиганием
Проверить наличие на Amazon
16.09.2022 06:21 утра по Гринвичу
Сказав это, 7018 может похвастаться удивительной прочностью при сварке, поэтому вы можете вместо этого выбрать этот.
Чтобы убедиться, что вы выбрали правильный вариант, нужно понять, что означают цифры.
Вы встретите такие термины, как E6010, E7018 и другие.
Вот как работает метод именования:
Таблица сварочных электродовДве цифры в начале означают прочность на разрыв. Итак, если электрод начинается с 70, это 70 000 фунтов на квадратный дюйм.
Вы должны убедиться, что этот номер соответствует вашему основному материалу, иначе сварка пойдет не по плану.
Третье число — это положение, в котором следует использовать электрод:
- 1 означает, что вы можете использовать его по своему усмотрению
- 2 означает, что вы можете сваривать в горизонтальном положении
Четвертая цифра показывает ток, который необходимо обеспечить для сварочного стержня и его покрытия.