Азы сварки инвертором — топ советов для начинающих
Азы сварки инвертором — топ советов для начинающихЛёгкие и удобные сварочные инверторы появились в продаже не так давно, но уже успели завоевать свою популярность среди сварщиков всех мастей. И вправду, зачем тягать неподъёмный сварочный трансформатор, когда можно купить пятикилограммовый инвертор и варить им все, начиная от лопат и заканчивая тяжёлыми металлоконструкциями.
Что уж тут говорить, прост сварочный инвертор и для освоения новичкам. Здесь нет необходимости подключать баллоны с газом, знать какие-то сложные нюансы касательно безопасности проведения сварочных работ. Кроме того, удобен инвертор и тем, что его можно подключить к обычной бытовой розетке, не боясь, что у тебя в доме выбьет пробки, а соседи с криком прибегут, поскольку у них сгорел новый телевизор от твоей сварки.
В общем, о преимуществах сварочных инверторов можно разговаривать бесконечно. Однако в данной статье сайта про ручную дуговую сварку mmasvarka.
Азы сварки инвертором или что нужно знать новичку
Допустим, вы купили инвертор и очень хотите проверить его на деле, сварить какую-нибудь железяку. Что же, медлить нельзя, поскольку электросварка это очень увлекательное занятие, которое сильно затягивает, да так, что оторваться потом невозможно.
Помню, когда то и я купил свой первый сварочный инвертор. В ход шли не только трубы, но и гвозди, сварить которые с первого раза мне, правда так и не удалось. Ошибка вышла на счет электродов, я на тот момент не знал и купил электроды для переменного тока, которые не подходят при использовании инвертора.
Дело в том, что трансформаторные аппараты «всеядны», а вот что касается инверторов, то для них должны быть подобраны электроды постоянного тока. Поэтому в первый раз я так и намучался с гвоздями: сварка все время прилипала к металлу, и я не как не мог оторвать электрод от него.
Второе, на что хотелось бы обратить ваше внимание, так это на силу тока. На самом деле все очень просто, и для сварки толстых металлов используются электроды диаметром в 3 мм., и выше, а для сварки тонкого металла, электроды диаметром не более двух миллиметров.
В свою очередь, чтобы варить электродами разного диаметра, на сварочном инверторе должен быть выставлен определённый ток. Чем больше диаметр электродов, тем выше должен быть сварочный ток. И если для сварки электродами 2 мм, используется ток в 30-50 А., то вот для электродов в 4 мм, значение тока уже переваливает за сотню ампер.
Подготовка металла перед сваркой
Следующей особенностью, о которой должны знать новички-электросварщики, является удаление сильной ржавчины с металла. Если металл покрыт толстым слоем ржавчины, то это приведёт к образованию плохого контакта, из-за чего непременно возникнут сложности со сваркой.
Поэтому, не ленимся, и болгаркой, а возможно щеткой по металлу, если не доводим поверхность до блеска, то, хотя бы, напрочь, избавляемся от ржавчины на ней. В таком случае электрод не будет прилипать к металлу, который, в свою очередь, не будет разбрызгиваться в стороны, да так, что заготовка приобретёт совсем мрачный, и уж точно, не товарный вид.
В таком случае электрод не будет прилипать к металлу, который, в свою очередь, не будет разбрызгиваться в стороны, да так, что заготовка приобретёт совсем мрачный, и уж точно, не товарный вид.
Что ещё следует учитывать начинающим сварщикам, которые решили освоить за несколько дней сварочный инвертор. В первую очередь, это скорость сварки, она тем выше, чем тоньше металл вы будете варить. Порой лучше сначала взять тонкие листы на прихватки, а уж потом, аккуратно проваривать шов.
При этом нужно захватывать кромки двух заготовок, передвигая электрод из стороны в сторону. Думаю, этих простых советов действительно хватить для того, чтобы не накосячить с электродами, как я, в свой первый раз. Как говорится, лучше учиться на чужих ошибках, чем на своих собственных.
Поделиться в соцсетях
Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы
Основы сварки
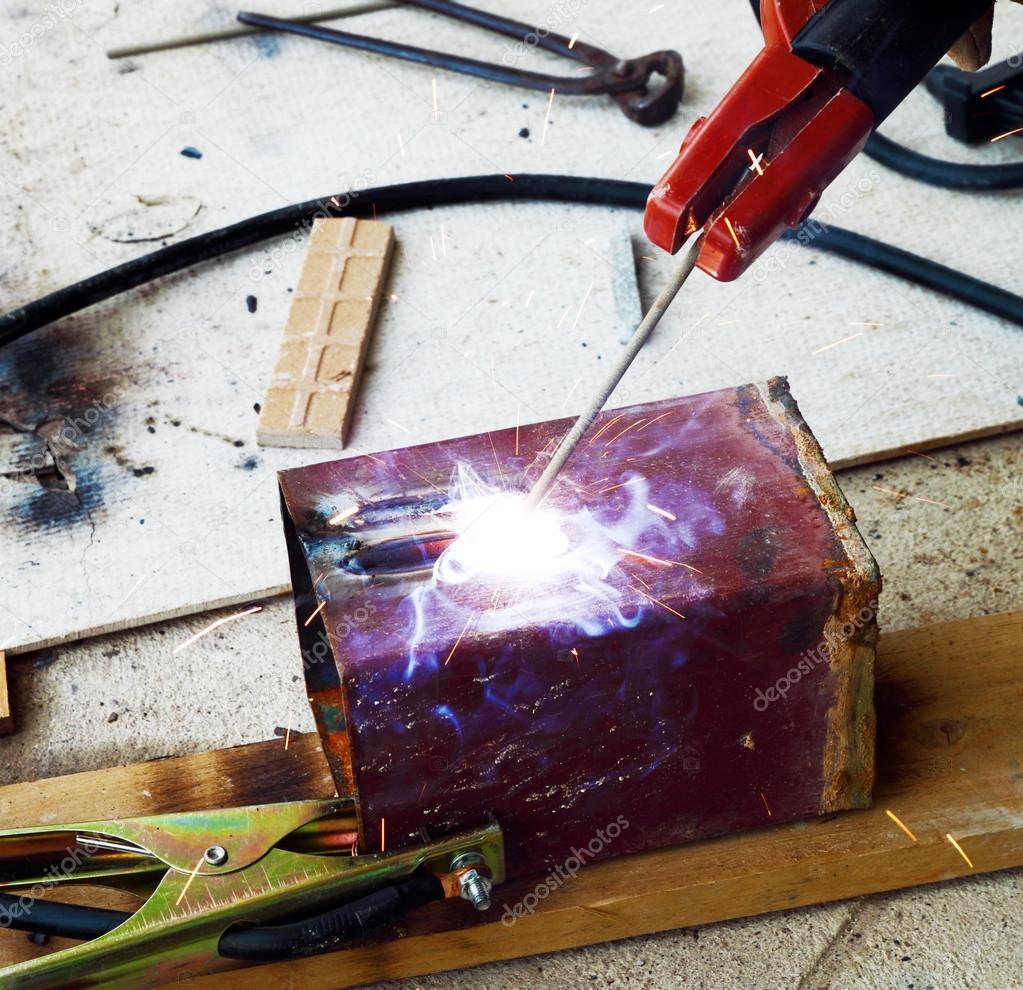
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Отличия прямой и обратной полярности при сварке инвертором
В сварочной дуге электрический ток — это поток электронов, перемещающихся в плазме от отрицательного электрода (катода) к положительному (аноду). При этом примерно одна треть тепловой энергии аккумулируется на катоде, а две трети — на аноде. По этой причине при сварке инвертором полярность напрямую влияет на то, где будет большее выделение тепла: на свариваемой детали или на электроде. Стандартной считается прямая полярность, когда электрод подключен к минусовой клемме инвертора, а заготовка — к плюсовой (см. рис. ниже). При таком режиме сварки происходит глубокое проплавление свариваемого металла с образованием стабильной сварочной ванны и более медленное расходование электрода. Этим способом сваривают большинство мало- и среднеуглеродистых конструкционных сталей, а также изделия из чугуна.
При этом примерно одна треть тепловой энергии аккумулируется на катоде, а две трети — на аноде. По этой причине при сварке инвертором полярность напрямую влияет на то, где будет большее выделение тепла: на свариваемой детали или на электроде. Стандартной считается прямая полярность, когда электрод подключен к минусовой клемме инвертора, а заготовка — к плюсовой (см. рис. ниже). При таком режиме сварки происходит глубокое проплавление свариваемого металла с образованием стабильной сварочной ванны и более медленное расходование электрода. Этим способом сваривают большинство мало- и среднеуглеродистых конструкционных сталей, а также изделия из чугуна.
При сварке с обратной полярностью электрододержатель соединен с плюсовым контактом инвертора, а клемма массы — с минусовым. В этом случае отрыв электронов происходит от металла заготовки, а их поток направлен в сторону электрода. Вследствие этого на нем выделяется большая часть тепловой энергии, что позволяет вести сварку инвертором с ограниченным нагревом свариваемой детали. Этот режим применяют при сваривании деталей из тонкого металла, нержавеющих сталей и металлов с низкой устойчивостью к повышенным температурам. Кроме того, обратная полярность используется при необходимости увеличить скорость плавления электрода, а также когда инвертором сваривают детали в газовой среде или с использованием флюсов.
Этот режим применяют при сваривании деталей из тонкого металла, нержавеющих сталей и металлов с низкой устойчивостью к повышенным температурам. Кроме того, обратная полярность используется при необходимости увеличить скорость плавления электрода, а также когда инвертором сваривают детали в газовой среде или с использованием флюсов.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.
Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Технология сварочных работ
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
Возникновение сварочной дуги
Строение и свойства электрической дуги
Классификация сварочной дуги
Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.
Средние размеры сварочной ванны:
- ширина- 0,8-1,5 см;
- длина 1-3 см;
- глубина — около 0,5-0,7 см.
Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое.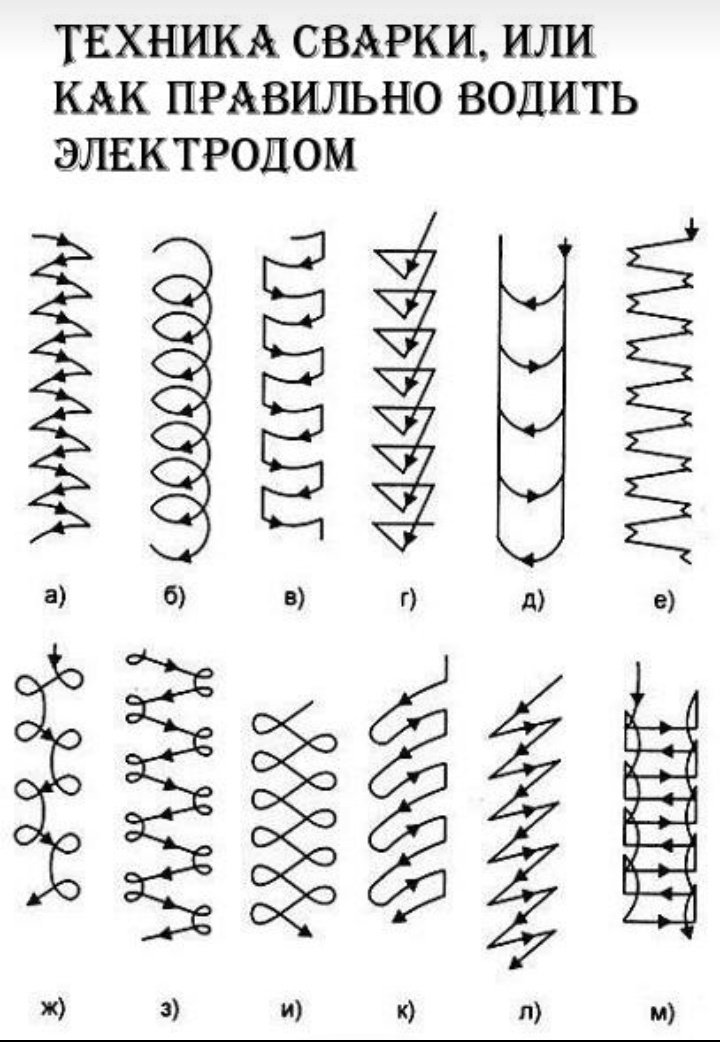 Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Пошаговая инструкция по сварке инвертором для начинающих
Для освоения сварки инвертором начинающему сварщику необходимо изучить некоторые основы сварочной технологии и освоить азы сварки штучными электродами. Кроме этого, обязательно нужно разобраться с предельными возможностями электрической сети дома или дачи, а также определиться с оборудованием места проведения сварочных работ и подключением силового кабеля для запитывания инвертора. Для обучения сварке штучными электродами листового и конструкционного проката небольшой толщины с использованием инвертора достаточно будет приобрести пачку электродов с основным покрытием Ø 2÷3 мм. Также потребуется металлическая щетка для зачистки сварных швов и поверхностей свариваемых заготовок.
Настройка силы тока
Правильный подбор величины тока сварочного инвертора является залогом качества сварного шва. Для того чтобы выбрать значение, соответствующее толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора. После этого необходимо включить тумблер питания аппарата, а затем, поворачивая регулятор, установить необходимое значение силы тока. У некоторых устройств шкала его значений нанесена на лицевой панели инвертора по дуге поворота регулятора, у других оно отображается на цифровом индикаторе (см. фото ниже).
После этого необходимо включить тумблер питания аппарата, а затем, поворачивая регулятор, установить необходимое значение силы тока. У некоторых устройств шкала его значений нанесена на лицевой панели инвертора по дуге поворота регулятора, у других оно отображается на цифровом индикаторе (см. фото ниже).
В любом случае это будет приблизительная величина, поэтому вполне возможно, что силу тока для хорошего провара придется подстраивать в процессе выполнения пробных сварных швов.
Как подключать электрод
На одном конце любого штучного электрода 20÷30 мм внутреннего стержня свободны от обмазки. Этой частью он фиксируется в держателе (держаке), через который на него подается сварочный ток. В настоящее время самыми распространенными являются зажимные держатели («прищепки») с профилированной под стержень электрода внутренней частью губок. Эти приспособления отличаются удобством, большой скоростью замены огарков на новые электроды и их жесткой фиксацией.
Розжиг дуги
Традиционно для зажигания сварочной дуги применяют два метода. При первом концом вертикально удерживаемого электрода слегка касаются поверхности металла, а затем отводят его назад на расстояние в несколько миллиметров (см. левый рис. ниже). При втором его движение аналогично перемещению головки спички по боковине коробка, поэтому он называется «чирканьем» (см. правый рис. ниже).
При использовании инвертора розжиг электрода значительно облегчен наличием у этих устройств специальной функции «горячий старт», которая при касании металла выдает импульс тока повышенной мощности, а при возникновении дуги возвращает значение силы тока к номинальному.
Передвижение и наклон электрода при сварке
При сварке инвертором движение электрода вдоль свариваемых поверхностей осуществляется так же, как и при использовании других технологий ручной сварки. И так же существует три основных разновидности его наклона по отношению к прямой линии движения (см. рис. ниже). Большинство сварочных швов выполняют углом вперед. Это самая распространенная сварочная технология, и она лучше всего подходит для начинающих при освоении сварки инвертором. При работе в ограниченных пространствах и сваривании труднодоступных мест используют сварку с перпендикулярным положением электрода. Он требует высокой квалификации и не подходит для обучения новичков даже несмотря на то, что функции инвертора могут компенсировать их некоторые ошибки. Сваривание угловых и стыковых сопряжений чаще всего выполняют сваркой с углом назад.
рис. ниже). Большинство сварочных швов выполняют углом вперед. Это самая распространенная сварочная технология, и она лучше всего подходит для начинающих при освоении сварки инвертором. При работе в ограниченных пространствах и сваривании труднодоступных мест используют сварку с перпендикулярным положением электрода. Он требует высокой квалификации и не подходит для обучения новичков даже несмотря на то, что функции инвертора могут компенсировать их некоторые ошибки. Сваривание угловых и стыковых сопряжений чаще всего выполняют сваркой с углом назад.
Контроль промежутка дуги
Электрическая дуга возникает в зазоре между торцом электрода и плоскостью заготовки. От правильного выбора и поддержания требуемой величины сварочной дуги в процессе сварки инвертором во многом зависит равномерность и качество сварного шва. В соответствии с рекомендациями по технике сварки в идеальном варианте ее размер не должен быть больше диаметра электрода. Но постоянно выдерживать такое расстояние очень трудно, поэтому приемлемой считается дуга, не превышающая диаметр более чем на один – два миллиметра.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.


Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом.
 Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Подведем итоги
Сварочная работа требует особых знаний, навыков и специального оборудования. Обратим внимание, что это довольно сложный и опасный процесс, требующий строго соблюдения техники безопасности.
Навыки сварщика требуют определенного времени и практики. Нет ничего зазорного в тренировке на куске ненужного металла. Это позволяет набить руку и понять суть сварочного процесса.
Это позволяет набить руку и понять суть сварочного процесса.
Прежде чем приступить к сварке деталей, следует отточить владение сварочным аппаратом и умение наваривать швы на заготовках и затем перейти к более сложным элементам.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.

Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать
Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.
Электроды для сварочных аппаратов
Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм — для сваривания толстостенных заготовок.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру). В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм. Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока. Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания. Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Научиться варить правильно — это значит научиться планировать и готовиться.
Техника ручной дуговой сварки
Траектория движения электрода
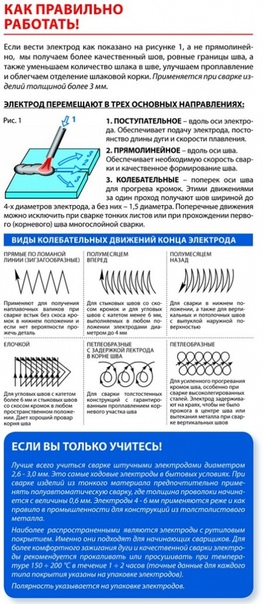
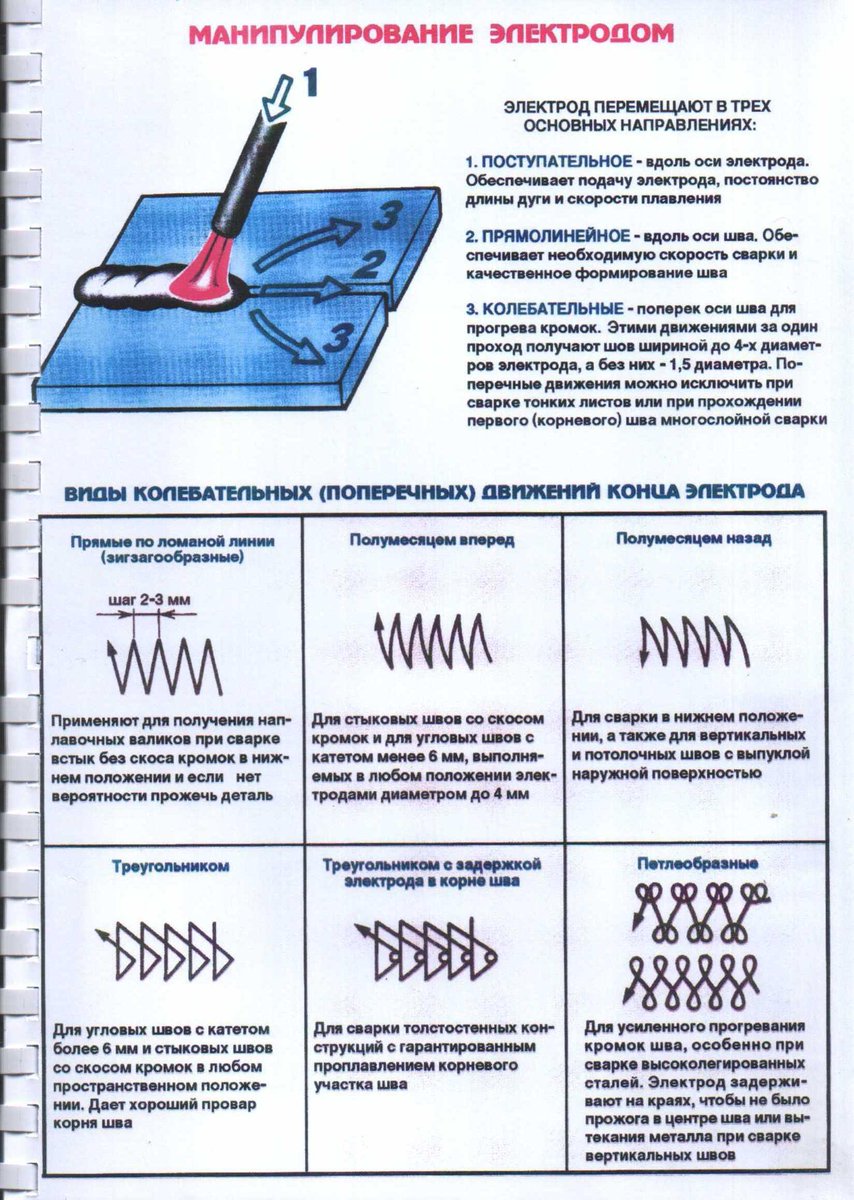
- Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях.
- Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
- Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва.
- Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
- Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
- Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
 То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Схема дуговой сварки
- Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва.
- Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2.
- При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
- Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
 Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.- С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок.
- Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
- При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
- «Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
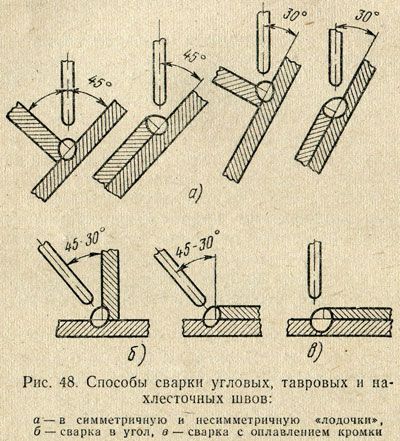
- Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки.
- Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
- При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
 На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.| Рис. 4. Положение электрода и изделия при выполнении угловых швов: А — сварка в симметричную «лодочку»; Б — в несимметричную «лодочку»; В — «в угол» наклонным электродом; Г — с оплавлением кромок | Рис. 5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной. |
- Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
- Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
- Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
- При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва.
- Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
- При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна.
- Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
- Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
 Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.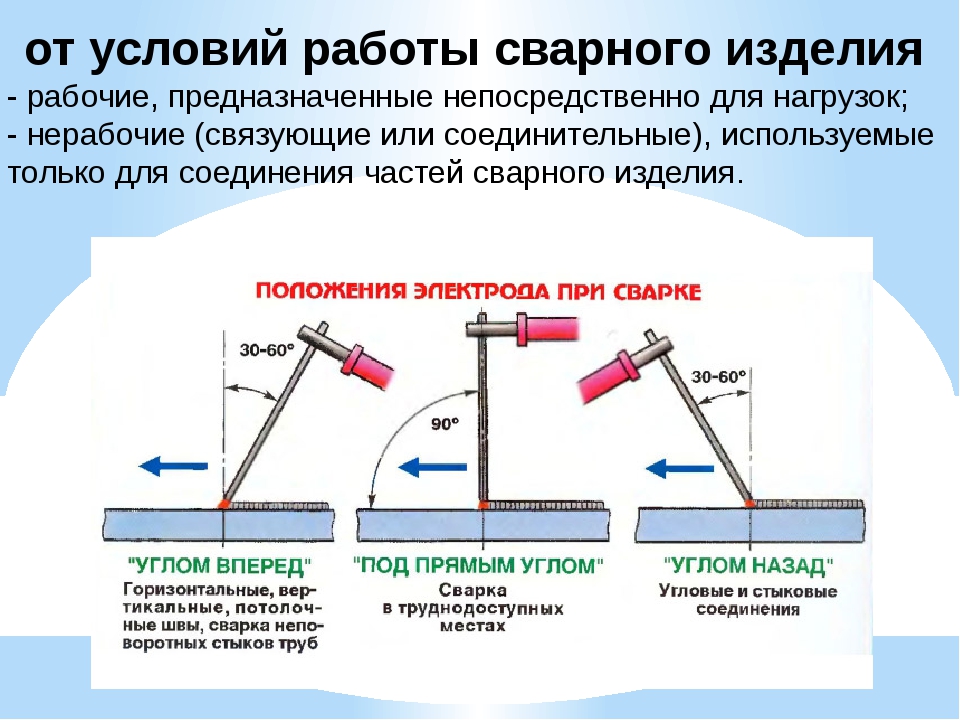
 Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
Виды швов
Соединительные швы бывают:
- тавровые;
- стыковые;
- угловые;
- внахлёст.
По расположению сварные швы делятся на: потолочные, горизонтальные, вертикальные. (рис. 3)
рис.3
Горизонтальный шов самый простой, электрод опускается к низу под углом 60-70 градусов. ( рис. 4)
рис.4
Вертикальный шов – электрод ведут по вертикали снизу-вверх или сверху-вниз. Лучше держать электрод под углом 45-50° вниз от вертикального положения, чтобы металл не стекал. Желательно делать шов одним прогоном. (рис 5).
рис.5
Потолочный шов – самый сложный. Сварочная ванна располагается вверху, над сварщиком и перевёрнута вверх дном. Движение электрода производится на себя, на очень короткой дуге. Желательно варить электродами 3-4 мм.(рис. 6)
рис.6
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
Непровар
Подрез
Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Условия для качественного вертикального шва
Чтобы шов получился правильным, он должен:
- быть высокопрочным;
- выполнен качественно;
- выглядеть эстетично.
Самыми распространенными ошибками являются:
- Неправильное нахождение стержня в процессе работы. Он в обязательном порядке должен находится перпендикулярно, иначе образуется угол, и дуга станет непостоянной.
- В случаях, когда сварщику требуется варить вертикальный шов дуговой сваркой, не соблюдается размер длины дуги. Когда она слишком длинная, образовываться подтеки.
- Наклон стержня для снижения количества подтеков. Таким образом нарушается весь технологический процесс.
Рекомендуется не забывать выполнять такие полезные рекомендации:
- нужно подготовить свое изделие: зашкурить, удалить с него грязь, избавиться от остатков масла, ржавчины или краски;
- если вышло, что появление подтеков неизбежно – немного увеличить силу тока вместе с шириной каждого шва.
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.

Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.

Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
Стоимость сварочных работ металлоконструкций за метр
29.08.2019 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Какова технология автоматической сварки металлоконструкций
- Какова технология полуавтоматической сварки металлоконструкций
- Каковы особенности сварки алюминиевых металлоконструкций
- Какие дефекты возможны при сварке металлоконструкций
На протяжении длительного времени металлические конструкции соединяются между собой при помощи сварки. Этой технологией пользуются не только любители в домашних условиях, но и профессионалы в промышленных масштабах.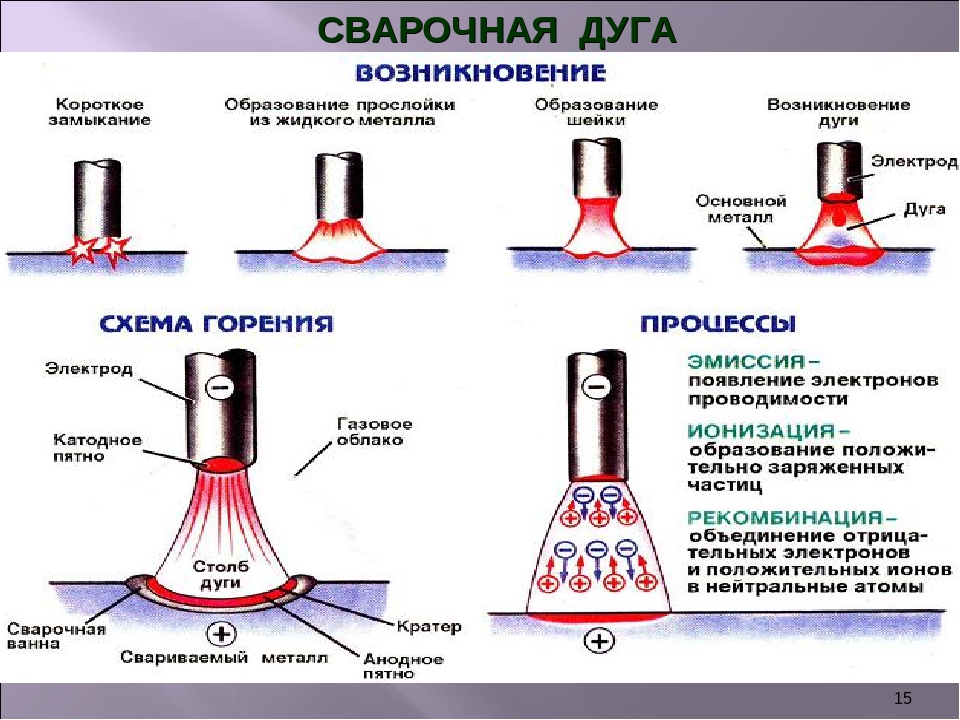 Методики сварочных работ постоянно совершенствуются, поэтому в настоящее время результат, который показывает технология сварки металлоконструкций (независимо от их габаритов), гораздо выше, чем пару десятков лет назад.
Методики сварочных работ постоянно совершенствуются, поэтому в настоящее время результат, который показывает технология сварки металлоконструкций (независимо от их габаритов), гораздо выше, чем пару десятков лет назад.
Азы электросварки
Итак, подробно рассмотрим с чего лучше начать, или же дуговая сварка для начинающих.
Во-первых, вкратце разберемся с теорией сварочных работ. Чтобы понять суть процесса, прежде нужно расшифровать несколько терминов:
Сварочная дуга – это длительный электрический разряд (создающийся с помощью сварочного аппарата) существующий благодаря поддерживаемому электрическому полю, расплавляющий участок стыкуемого элемента. Температура сварочной дуги очень высока, она колеблется от 6000 до 8000 °С.
Длина дуги – это расстояние от конца электрода до изделия. Длина дуги бывает:
- короткая — 1-1,5мм;
- нормальная-1,5-2мм;
- длинная -более 3мм.
Эффективно использование короткой дуги. Именно так обеспечиваются хорошая защита и малое тепловложение при сварке. Чем больше длина дуги, тем хуже защита и выше напряжение на дуге, а вследствие выше и температура шва.
Именно так обеспечиваются хорошая защита и малое тепловложение при сварке. Чем больше длина дуги, тем хуже защита и выше напряжение на дуге, а вследствие выше и температура шва.
Повышенная температура шва может привести к перегреву металла. Последующим деформациям, а в случае с легированными сталями и к выгоранию легирующих компонентов.
Электрод – металлический стержень, на который нанесен слой того или иного покрытия, улучшающий его свойства. При сварке сердечник электрода расплавляется и формирует шов. Они подсоединяются к сварочному аппарату и через него подводится ток к свариваемому элементу.
Сварочная ванна – расплавляемый при сварке участок стыкуемого элемента, где происходит смешивание частиц элемента и расплавленного электрода.
Температура сварочной ванны выше чем температура плавления свариваемого металла, обычно превышение над температурой плавления составляет 100-500°С.
Как обеспечить правильную сборку конструкции
Для получения надежной конструкции необходимо соблюдать следующие правила:
- при выборе проката запрещено отступать от требований проекта;
- необходимо соблюдать очередность монтажных работ;
- каждый элемент должен находиться на месте, предусмотренным чертежом;
- четко соблюдайте величину зазоров и рабочий угол стыковки;
- перед проведением сварочных работ необходимо выполнить подготовительные процедуры, предусмотренные технической документацией.
Как происходит сварка плавящимся электродом?
Процесс происходит таким образом: зажигается дуга, металл стыкуемой детали и электрода плавятся и перемешиваются в сварной ванне, при остывании расплавленного металла получается сварочный шов. Чем больше сварочный ток, тем глубже проплавляется металл (провар).
Дуговая сварка может осуществляться под воздействием постоянного (DC) так и переменного тока (АС).
Процесс проводимый на переменном токе на практике используется довольно редко из-за того, что горение дуги нестабильно. В основном на переменном токе сваривают толстолистовой металл, поскольку именно при переменном токе возможно получить наибольшую температуру, требующуюся для проплавления деталей.
Также незаменима в случае сваривания намагниченного металла, поскольку в данном случае использование постоянного тока исключается. Из оборудования необходим трансформатор и специализированный сварочный аппарат.
Процесс на постоянном токе наиболее распространена, поскольку сварочная дуга в процессе горит более стабильно, что позволяет получить шов при меньших трудозатратах, также при данном виде сварки образуется меньше брызг, что тоже упрощает работу сварщика. Из оборудования необходим выпрямитель или инвертор.
Из оборудования необходим выпрямитель или инвертор.
Обозначениями типов сварки
Зачастую, новички в сварочном деле сталкиваются с различными обозначениями типов сварки MMA, MIG, MAG, TIG. Что же значат эти буквы? Давайте поподробнее разберем каждый из перечисленных типов.
ММА — это ручная дуговая сварка плавящимся штучным электродом. Это ростой вид сварки, используемый как в промышленности, так и в быту.
MIG — это дуговая сварка в среде инертного газа, механизированная. В качестве плавящейся присадки применяется проволока.
MАG — это дуговая сварка в среде активного газа, с плавящимся проволочным электродом.
MIG/MАG наиболее производительны по сравнению с ММА.
TIG — это дуговая сварка, неплавящимся электродом в среде инертного газа. Как видно из названия, для неё применяют вольфрамовые электроды, имеющие очень высокую температуру плавления (более 3000°С).
Перечислим основные достоинства:
- Невысокая цена материалов и сварочного оборудования;
- можно осуществлять в различных положениях;
- Широкий спектр металлов;
- Возможно проведение в стесненном пространстве;
Перечислим основные недостатки:
- Сильное влияния на качество сварного шва профессионализма исполнителя;
- Наличие значительного выделения вредных веществ, воздействию которых подвергается сварщик;
- Невысокая производительность;
- Отклонение дуги из-за намагничивания металла
Какие же электроды применяют?
- с основным покрытием
- с кислотным покрытием
- электроды с целлюлозным покрытием
- электроды с рутиловым покрытием
Многие сталкиваются с вопросом как же выбрать необходимый электрод? Подбор диаметра электродов осуществляется по таблице, предоставляемой производителем (обычно указываемой на упаковке), выбирают по толщине заготовки. Подробнее читайте в нашей статье.
Подробнее читайте в нашей статье.
Вывод
Всегда стоит помнить, что успешной, работа будет лишь тогда, когда выполняются все рекомендации и правила по работе со сваркой и сварочными аппаратами. Также нужно учитывать вид требуемого соединения, материала, разновидности конструкций, а также их соединений. Это напрямую будет влиять на качество шва и на функциональные возможности металлических конструкций.
Если пренебрегать всеми правилами и советами, швы могут приходить в негодное состояние, а именно лопаться, расходится или трескаться. Из всего вышесказанного стоит сделать вывод о том, что не стоит браться за работу, не зная о чем идёт речь, для начала нужно хорошо разбираться в теории и попрактиковаться на соединениях с начальным уровнем сложности.
Что нужно для работы инвертором
Сварочный аппарат инверторного типа или источник питания необходимый для создания сварочной дуги. Существует огромное количество различных производителей и марок инверторов, разумеется, цены на инверторы значительно отличаются.
Однако, принцип работы всех инверторов одинаков, различия существуют в вольт-амперной характеристике и качестве оборудования.
Чтобы приступить к работе необходимо:
- Сварочный аппарат;
- Электроды;
- Маска;
- Сварочные краги;
- Спецодежда (роба) и спецобувь
- Молоток (секач) сварщика
- Щетка по металлу
Если вы в первый раз решили попробовать себя, выбирайте недорогие материалы и инструменты. Для обучения подойдет сварочный инвертор средней ценовой группы (который можно взять в аренду), электроды 3 мм и маска Хамелеон.
Требования
К рассматриваемым работам допускают только профессиональных сварщиков. Их уровень квалификации регулируется требованиям нормативно-правовых документов, в зависимости от сложности объекта.
Качество применяемых материалов должно соответствовать ГОСТу 27772-88. В данном межгосударственном стандарте классифицирован стальной прокат, который разрешено использовать при монтажных работах.
На сварочных чертежах металлоконструкций необходимо выполнять полную расшифровку, которая включает в себя:
- тип применяемого металла;
- габаритные размеры;
- способ стыковки элементов;
- применяемое сварочное оборудование
Согласно действующему законодательству, сборка металлоконструкций на всех объектах выполняется под контролем государственных органов технического надзора.
Как правильно сварить металл?
Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).

Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:
1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание.
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
Важный момент при сварке — это наклон электрода. Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
1.Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Движения электрода при сварке.
Для получения качественного шва, крайне важно какими будет траектория движения.
Существуют различные способы:
- Круговые или же эллиптические — при вертикальном расположении стыка. При выполнении процесса этим способом равномерно прогреваются и провариваются обе кромки. Сами круговые движения выгоняют шлак из ванны.
- Движения треугольником. Движение по траектории треугольника чаще всего применяют для угловых швов. Так же как и при круговых обеспечивает хороший прогрев кромок и провар корня шва. Данный способ часто применяется при соединении деталей свыше 6мм.
- Проводка электрода по z-образной траектории. Использовать лучше для деталей с толщиной стенки меньше 6мм. Характерен для выполнения процесса в нижнем положении и встык.
 Использовать лучше для деталей с толщиной стенки меньше 6мм. Характерен для выполнения процесса в нижнем положении и встык.
Использовать лучше для деталей с толщиной стенки меньше 6мм. Характерен для выполнения процесса в нижнем положении и встык.Положения при сварке.
Различают следующие положения: нижнее, горизонтальное, вертикальное, а также потолочное.
Сложность работ при разных пространственных положениях шва значительно отличается. Самым простым считается выполнение в нижнем положении, детали находятся внизу, а сварщик над ними. Именно с таких швов следует начинать тому, кто не занимался ранее.
Потому что расплавленный металл не вытекает из сварочной ванны, что делает процесс сварки значительно легче.
Следующими по сложности считаются горизонтальные и вертикальные швы. При выполнении вертикальных и горизонтальных швов электродуговой сваркой, стыкуемые элементы находятся в вертикальном положении.
При таком положении есть риск вытекания расплава из сварочной ванны, а следовательно квалификация сварщика должна быть более высокой. Чтобы получить хороший результат при данном положении, необходимо выполнять процесс на короткой дуге, а также использовать электроды со специальным покрытием, препятствующем вытеканию металла.
При выполнении вертикального шва целесообразно вести процесс снизу вверх, дабы образовывать ступеньку, мешающую вытеканию металла. Ведение электрода сверху-вниз допустимо, но при этом возможно ухудшение качества шва за счет вытекания металла, а также не проплавления шва.
Потолочное положение считается самым сложным, ведь помимо того, что физически трудно держать над собой руку длительное время, еще и сложно обеспечить надлежащее качество шва.
Для того чтобы понять как варить потолочный шов, любому сварщику нужна практика. Для выполнения работы, которую не придется переваривать, рекомендуем выбирать электроды с основным покрытием, а также вести процесс на короткой дуге при небольшом напряжении.
Умение выполнять потолочные швы считается признаком квалифицированности сварщика.
Виды сварки для сборки
Сталь – основной материал для металлоконструкций. Как правило, при монтаже используются обычные марки. Нержавеющую сталь применяют только в случае особых требований технологического процесса, например, на объектах пищевой промышленности.
На конечный результат решающее влияние оказывает режим сварки.
На крупных сборочных предприятиях используют автоматические установки для работы под слоем флюса или защитным газом. В последнем случае используют аргон, азот, гелий и прочие технические газы, а также смеси на их основе. Специфика использования флюса заключается в том, что работы невозможно выполнять под углом. Например, сборку и сварку конструкций из листового и профильного металла можно выполнять с использованием сварочного флюса, а при работе с круглым профилем необходимо использовать защитный газ.
При незначительных объемах работ целесообразнее использовать ручной труд с применением полуавтоматов и прочих аппаратов для ручной дуговой сварки.
Температурный режим процесса
Опытные сварщики знают, какое влияние на рабочий процесс оказывает температура окружающей среды. При отрицательных показателях зону соединения подвергают дополнительной термообработке, для облегчения работ.
При сварке разнородных материалов обрабатывается только термостойкий элемент.
Основные ошибки
Теперь, когда мы разобрались с основными моментами при выполнении работ поговорим о распространенных ошибках, связанных с применением электродов, а также о том, как их предотвратить.
Неумение правильно удерживать сварочную дугу. Это приводит к неравномерному расплавлению металла. Результатом становятся прожёги, грубая чешуйчатость и прочие наружные дефекты.
Применение не просушенных электродов. Это приведет к большому количеству пор. Важно хранить сварочные материалы в сухом месте.
Большая длина дуги. Данная ошибка может привести к прожогу и появлению пор.
Скорость перемещения электрода. В результате чего может образоваться непровара или наплывы. Это зависит то того быстрее или медленнее оптимального значения ведется процесс. Скорость сварки, а также силу тока сварщик индивидуально подбирает. Кто-то варит быстро и ток побольше ставит. Кто-то же наоборот более медленно ставя ток меньше. Это приходит с опытом. В начале нужно придерживаться рекомендованных значений.
Это приходит с опытом. В начале нужно придерживаться рекомендованных значений.
Угол наклона. От угла наклона во многом зависит глубина проплавления. Углом вперед варят тонкий металл.
Советы начинающему сварщику
- Перед началом выполнения работы провести подготовку.
- Не забывайте произвести очистку свариваемых элементов от грязи и ржавчины, масла, краски, пыли.
- Работы можно проводить только в защитном снаряжении (маска, спецодежда, спецобувь), в противном случае, весьма вероятны травмы при работе.
- Подбираем электроды для каждого материала индивидуально. Не варим все подряд уонями.
- Электроды просушиваем (иногда можно прогреть резаком, но лучше как положено в печи).
- Особое внимание уделите выбору режима.
Вот мы и ответили на вопрос как варить металл. Если у вас еще остались какие-либо вопросы о сварке в общем, или о том, как сделать конкретную металлоконструкцию, будем рады видеть вас на нашем сайте mrmetall. ru вы всегда получите интересующие ответы, а еще откроете для себя что-то новое, полезное и интересное в мире сварки.
ru вы всегда получите интересующие ответы, а еще откроете для себя что-то новое, полезное и интересное в мире сварки.
Технология профессиональной сварки металлоконструкций
Сварка металлоконструкций, как и любой другой её вид, имеет свои нюансы. Они четко проявляются в сравнении соединений на любительском уровне и в масштабах глобального производства конструкций из металла, которые собираются на больших стапелях. Нужно понимать от чего зависит качество профессиональной работы и как им воспользоваться в своих целях. Весь процесс регулируют такие положения:
- для умения правильно формировать швы, существует соответственный раздел, с которым стоит ознакомиться. Это напрямую влияет на качество соединений, а их количество на сложность конструкции;
- ГОСТ 27772-88, а также СНИП II 23-81, эта часть рассказывает о деталях. Здесь каждый сможет ознакомиться с возможностью в тех или иных ситуациях использовать разные материалы для сварки, и понять в каких случаях их применение будет целесообразным;
- классификация сварки подразумевает раздел сварочных работ на те, что под силу любителю с базовыми знаниями и те, с которыми справится только профессионал. Вся подробная информация хранится в документе Минтопэнерго РФ РД 15.132-96.
- раздел о контроле сварочных работ, с которым также стоит обязательно ознакомиться.
 Вся подробная информация хранится в документе Минтопэнерго РФ РД 15.132-96.
Вся подробная информация хранится в документе Минтопэнерго РФ РД 15.132-96.Все требования будут относиться к сварщику с повышенным уровнем умений. Но если есть желание развить свои способности, ознакомится с подобной информацией, не будет лишним, это позволит расширить своё понимание процесса сварки и сборки конструкций. Также документы объяснят, какой металл подойдет в том или ином случае, и дадут понять, кто сможет выполнить требуемые виды соединений. Не стоит забывать и о контроле сварки.
Электросварка сопротивлением: обзор
В этой статье представлен обзор сварки сопротивлением (ERW). В нем обсуждается высокочастотная ЭПВ (контактная и индукционная) и контактная сварка с вращающимся колесом (переменным, постоянным током и прямоугольной волной). В нем описаны различия между процессами, а также источники питания и сварочные ролики.
Индекс:
Основные сведения о процессе, источнике питания и сварочном ролике
Для производства труб и трубопроводов доступно несколько процессов электросварки сопротивлением (ERW). Хотя каждый процесс имеет разные характеристики, все процессы ERW имеют одну общую черту — все они производят кованый сварной шов.
Хотя каждый процесс имеет разные характеристики, все процессы ERW имеют одну общую черту — все они производят кованый сварной шов.Кованый сварной шов создается путем применения комбинации тепла и давления или силы ковки в зоне сварного шва. Успешная кованая сварка использует оптимальное количество тепла, которое обычно немного меньше температуры плавления материала, и почти одновременное приложение окружного давления к секции, которое сжимает нагретые кромки (см. Рисунок 1).
Как следует из названия, тепло, выделяемое при сварке, является результатом сопротивления материала потоку электрического тока. Давление исходит от роликов, которые сжимают трубку до ее конечной формы.
Двумя основными типами ВПВ являются высокочастотные (ВЧ) и вращающиеся контактные колеса.
Основы ВЧ сварки
Рисунок 2 /
Объект
 Процессы. Двумя процессами ВЧ сварки являются ВЧ контактная и ВЧ индукционная. В обоих процессах оборудование, обеспечивающее электрический ток, не зависит от оборудования, обеспечивающего давление кузницы. Кроме того, в обоих методах ВЧ могут использоваться импедеры, представляющие собой магнитомягкие компоненты, расположенные внутри трубы, которые помогают сфокусировать сварочный ток на краях полосы.
Процессы. Двумя процессами ВЧ сварки являются ВЧ контактная и ВЧ индукционная. В обоих процессах оборудование, обеспечивающее электрический ток, не зависит от оборудования, обеспечивающего давление кузницы. Кроме того, в обоих методах ВЧ могут использоваться импедеры, представляющие собой магнитомягкие компоненты, расположенные внутри трубы, которые помогают сфокусировать сварочный ток на краях полосы. Рисунок 3 / Объект
ВЧ индукционная сварка. В случае индукционной ВЧ сварки сварочный ток передается на материал через рабочую катушку перед точкой сварки (см. рис. 2).Рабочая катушка не соприкасается с трубкой — электрический ток индуцируется в материал через магнитные поля, окружающие трубку. Индукционная сварка ВЧ устраняет следы контакта и уменьшает необходимость настройки при изменении размера трубы. Он также требует меньше обслуживания, чем контактная сварка.
По оценкам, 90 процентов трубных заводов в Северной Америке используют индукционную сварку ВЧ.
ВЧ контактная сварка. Контактная ВЧ-сварка передает сварочный ток материалу через контакты, расположенные на полосе (см. рис. 3).Мощность сварки подается непосредственно на трубу, что делает этот процесс более эффективным с точки зрения электричества, чем индукционная сварка ВЧ. Поскольку он более эффективен, он хорошо подходит для производства толстостенных труб и труб большого диаметра.
Блоки питания. ВЧ-сварочные аппараты также классифицируются по способу выработки электроэнергии. Два типа — вакуумная трубка и твердотельный. Тип вакуумной трубки является традиционным источником питания. Однако с момента их появления в начале 90-х твердотельные устройства быстро завоевали известность в отрасли.По оценкам, в Северной Америке работает от 500 до 600 машин каждого типа.
Основы сварки вращающимися контактными колесами
При сварке вращающимся контактным колесом электрический ток передается через контактное колесо в точке сварки. Контактное колесо также оказывает некоторое давление кузницы, необходимое для процесса сварки.
Три основных типа сварочных аппаратов с вращающимися контактными колесами: переменный ток, постоянный ток и прямоугольная волна. Во всех трех источниках питания электрический ток передается щеточными узлами, которые взаимодействуют с контактными кольцами, прикрепленными к вращающемуся валу, поддерживающему контактные колеса.Эти контактные колеса передают ток на края полосы.
Сварка вращающихся контактных колес переменного тока. В сварочном аппарате с вращающимся контактным диском переменного тока ток передается через щетки на вращающийся вал, на котором установлен трансформатор. Трансформатор снижает напряжение и увеличивает ток, что делает его пригодным для сварки. Две ветви выходной цепи трансформатора соединены с двумя половинами вращающегося контактного колеса, которые изолированы друг от друга.Полоса замыкает цепь, действуя как проводник между двумя половинами колеса.
Традиционные сварочные аппараты с вращающимся контактным колесом используют переменный ток частотой 60 Гц или обычный сетевой ток.
Фигура 5 / Объект
Чтобы выровнять колебания тепла, были введены мотор-генераторы для создания переменного тока на более высоких частотах.Некоторые из используемых частот были 180, 360, 480 и 960 Гц. Также было произведено несколько полупроводниковых устройств для генерации токов более высокой частоты. Синусоида переменного тока с частотой 960 Гц достигает максимальной амплитуды 1920 раз в секунду, в отличие от 120 раз в секунду для сигнала с частотой 60 Гц. Синусоида с частотой 960 Гц производит тепло с гораздо более постоянной температурой.
Сварка вращающихся контактных колес постоянным током. Следующим шагом в сварке вращающихся контактных колес был источник питания постоянного тока. Производимая мощность имеет почти постоянную амплитуду.Хотя это решает проблему переменного нагрева, основным недостатком является то, что этот тип сварочного аппарата связан с более высокими затратами на техническое обслуживание.
Следующим шагом в сварке вращающихся контактных колес был источник питания постоянного тока. Производимая мощность имеет почти постоянную амплитуду.Хотя это решает проблему переменного нагрева, основным недостатком является то, что этот тип сварочного аппарата связан с более высокими затратами на техническое обслуживание.
Поскольку невозможно изменить напряжение постоянного тока с помощью трансформатора, необходимо подавать сварочный ток большой силы и низкого напряжения на вал через большое количество щеток (92 для постоянного тока против 8 для переменного тока) с высокой плотностью тока. Передача тока низкого напряжения с большой силой тока приводит к избыточному (отходному) теплу, которое вызывает сильный износ, что приводит к высоким затратам на техническое обслуживание, упомянутым ранее.
Сварка вращающихся контактных колес прямоугольной формы. Последним шагом в развитии сварки с вращающимся контактным колесом является источник питания прямоугольной формы. Этот метод сочетает в себе постоянную теплоту сварки постоянного тока с меньшими затратами на техническое обслуживание, характерными для аппаратов переменного тока (см. рис. 5).
Хотя методы контактной сварки с вращающимся контактом предшествовали более широко используемым процессам ВЧ-сварки, они по-прежнему играют жизненно важную роль в специальных сварочных работах. Вращательная контактная сварка полезна в тех случаях, когда невозможно установить импедер на внутреннем диаметре трубы.Примерами этого являются трубы малого диаметра для холодильного оборудования и трубы, внутренний диаметр которых окрашивается сразу после процесса сварки.
Этот метод сочетает в себе постоянную теплоту сварки постоянного тока с меньшими затратами на техническое обслуживание, характерными для аппаратов переменного тока (см. рис. 5).
Хотя методы контактной сварки с вращающимся контактом предшествовали более широко используемым процессам ВЧ-сварки, они по-прежнему играют жизненно важную роль в специальных сварочных работах. Вращательная контактная сварка полезна в тех случаях, когда невозможно установить импедер на внутреннем диаметре трубы.Примерами этого являются трубы малого диаметра для холодильного оборудования и трубы, внутренний диаметр которых окрашивается сразу после процесса сварки.
Сколько роликов требуется?
Типы прижимных роликов для сварки, или, как их иногда называют, прижимных коробов, которые применяют давление, необходимое для сварки, столь же разнообразны, как и сварочные агрегаты, используемые для подачи тепла. Отжимные коробки для сварки с вращающимся контактным колесом обычно имеют два или три роликовых блока, при этом контактный ролик служит одним из роликов.
Количество роликов в прижимной коробке пропорционально размеру и форме свариваемого изделия. Нет жестких и быстрых правил; однако общие рекомендации для диапазонов размеров круглых труб или труб следующие:
- От 3/8 до 2 дюймов используются двухвалковые блоки.
- От 1/2 до 3 1/2 дюйма используются блоки с тремя роликами.
- От 2 до 10 дюймов используются блоки с четырьмя роликами.
- Более 10 дюймов требуется пять или более рулонов.
Сегодня гораздо больше, чем в прошлом, многие формы — квадратные, прямоугольные, шестиугольные — свариваются в готовом виде, а не переделываются после сварки по кругу.Сварочные коробки, используемые для форм, изготавливаются по индивидуальному заказу для каждого применения и обычно имеют не более пяти роликов.
Новое слово в основах безопасности заземления при дуговой сварке
Электрики. Инженеры-электрики. Строители. Сварщики. «Одна из этих вещей не похожа на другие, одна из этих вещей просто не принадлежит».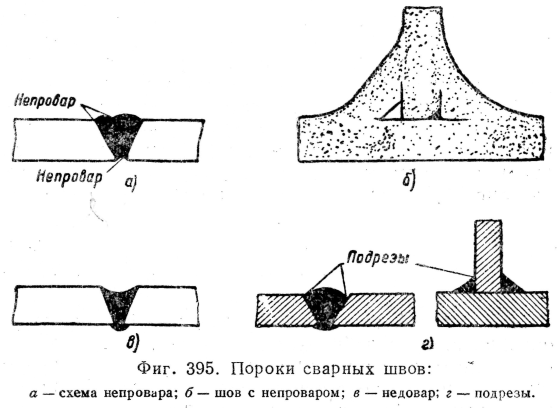
Сможете ли вы сказать, какая вещь не похожа на другие, когда закончите читать это предложение?
Прежде чем вы начнете ругаться, говоря, что вступление к статье намекает на классический детский телесериал (слегка измененный для взрослой аудитории, ориентированной на промышленность), вы действительно знаете, кто из электриков, инженеров-электриков, строителей или сварщиков не принадлежит?
Сдаться?
Хотя основной нитью между этими группами людей является электричество, на самом деле все эти люди принадлежат: все они ежедневно или регулярно работают с электричеством.
Мы знаем, о чем вы думаете: какое место занимают сварщики? Хотя это может показаться неочевидной связью, сварщики вступают в контакт с электричеством, что требует такого же или даже большего количества правил техники безопасности при поражении электрическим током при выполнении дуговой сварки.
Получите прочные знания в области электрического заземления, поняв, почему и как сварщики должны защищать себя, используя основы сварки и электрического заземления.
Что такое заземление?
Электрическое заземление — это соединение между электрическим компонентом и его системой электропроводки с землей (или землей) с использованием провода в качестве проводника.
Основной целью заземления является предотвращение травмирующего или смертельного поражения электрическим током, вызванного выходом электрического тока от открытой металлической части электрического устройства к телу.
Надлежащее заземление гарантирует, что этот тип электрического тока предотвратит причинение вреда человеку, передавая или изолируя любые электрические заряды на землю, а не на человека.
Зачем выполнять меры предосторожности при заземлении, особенно при дуговой сварке?
Поскольку на сварочный контур подается сварочное напряжение, лицо, выполняющее дуговую сварку (т.е. сварка металлов теплом, выделяемым электрической дугой) рискует получить удар электрическим током, если он или она находится на электрическом пути через сварочную цепь, которая может иметь несколько электрических цепей.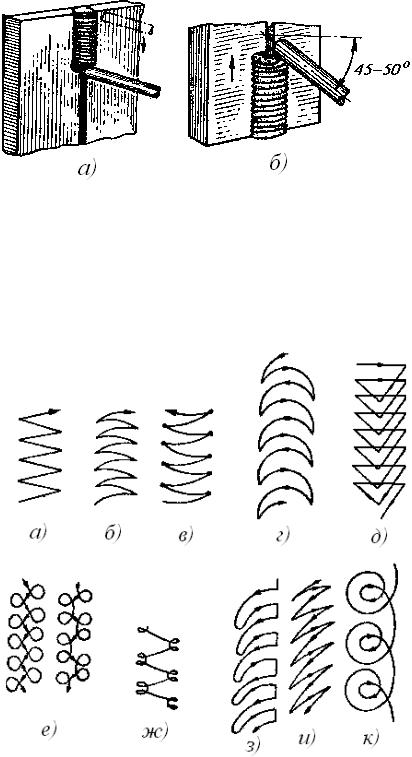
Как правильно выполнить заземление?
Как было сказано ранее, сварочные цепи в совокупности представляют собой проводящие материалы, через которые должен протекать сварочный ток; сюда входят клеммы сварочного аппарата, сварочные кабели, заготовка и ее соединение, а также пистолет, горелка и электрододержатель.Довольно контрольный список инвентаризации сварочной цепи.
Для точного заземления сварочной цепи см. Американский национальный стандарт (ANSI Z49.1) «Безопасность при сварке, резке и родственных процессах». По существу, заготовка или металлический стол, на который опирается заготовка, должны быть заземлены.
Заготовка или рабочий стол должны быть подключены к подходящему заземлению, в идеале к металлическому каркасу здания или конструкции, при этом заземление должно быть отделено от подключения сварочного контура.
Продолжая тему безопасности прежде всего, удлинители, используемые для заземления , должны регулярно проверяться на непрерывность заземления.
Кроме того, сварщики должны надевать сухие изолирующие перчатки, а также изолировать электрододержатели, пистолеты, горелки и сварочные кабели для дополнительной защиты от поражения электрическим током.
Lincoln Electric (Канада) всегда заряжена и готова предоставить находчивую и практическую информацию для наших уважаемых клиентов. Для получения дополнительной информации о процессе заземления при дуговой сварке ознакомьтесь с нашей контактной информацией выше и свяжитесь с нами сегодня.
Доля
Основы сварки MIG | Долговечность
Новые сварщики, которые только учатся сварке, должны начать со сварки в среде инертного газа (MIG), также известной как дуговая сварка в среде защитного газа (GMAW). MIG — это тип электродуговой сварки, основанный на создании электрической цепи, проходящей через свариваемые объекты, и сварочной проволоки, которая действует как электрод.
Когда сварочная проволока касается металлического предмета, цепь замыкается. Затем провод оттягивается на небольшое расстояние, вызывая электрическую дугу, которая нагревается до тысяч градусов по Фаренгейту, расплавляя провод и частично расплавляя два куска металла. Это создает ванну расплава, в которой все три металла сливаются в один, когда он охлаждается и затвердевает, оставляя валик вдоль сварного шва.
Затем провод оттягивается на небольшое расстояние, вызывая электрическую дугу, которая нагревается до тысяч градусов по Фаренгейту, расплавляя провод и частично расплавляя два куска металла. Это создает ванну расплава, в которой все три металла сливаются в один, когда он охлаждается и затвердевает, оставляя валик вдоль сварного шва.
По мере того, как сварочное действие продолжается вдоль шва, проволока плавится, и с наконечника сварочной горелки непрерывно подается новая проволока. В то же время из горелки выбрасывается газ, распространяющийся вокруг дуги, чтобы защитить зону сварки от загрязняющих веществ в воздухе, таких как кислород и азот.
ВВЕДЕНИЕ В МИГ-СВАРКУ
Сварка МИГ была разработана в 1940-х годах, и 60 лет спустя общий принцип остается тем же самым. Сварка MIG использует электрическую дугу для создания короткого замыкания между постоянно подаваемым анодом (+ сварочная горелка с подачей проволоки) и катодом (- свариваемый металл).
Тепло, выделяемое при коротком замыкании, вместе с нереакционноспособным (следовательно, инертным) газом локально плавит металл и позволяет ему смешиваться.Как только тепло удаляется, металл начинает остывать и затвердевать, образуя новый кусок расплавленного металла.
Несколько лет назад полное название сварки в инертном газе (MIG) было изменено на дуговую сварку металлическим газом (GMAW), но если вы назовете это так, что большинство людей не поймут, о чем, черт возьми, вы говорите, название сварка MIG конечно застрял.
Сварка МИГ удобна тем, что ее можно использовать для сварки различных металлов: углеродистой стали, нержавеющей стали, алюминия, магния, меди, никеля, кремниевой бронзы и других сплавов.
МАШИНА ДЛЯ СВАРКИ МИГ
Внутри сварочного аппарата вы найдете катушку с проволокой и ряд роликов, которые проталкивают проволоку к сварочному пистолету. Внутри этой части сварочного аппарата мало что происходит, поэтому стоит потратить всего минуту и ознакомиться с различными частями.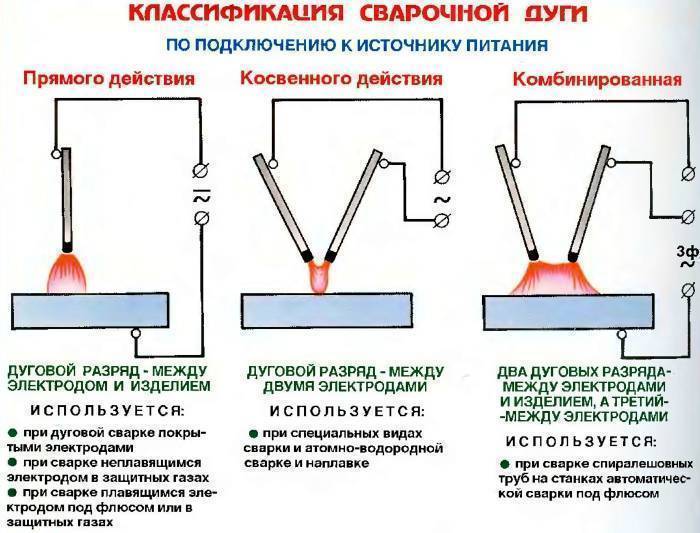 Если механизм подачи проволоки по какой-либо причине заедает (это случается время от времени), вам следует проверить эту часть машины.
Если механизм подачи проволоки по какой-либо причине заедает (это случается время от времени), вам следует проверить эту часть машины.
Большая катушка с проволокой должна удерживаться натяжной гайкой.Гайка должна быть затянута достаточно, чтобы катушка не разматывалась, но не настолько, чтобы ролики не могли вытянуть проволоку из катушки.
Если вы проследите за проволокой с катушки, вы увидите, что она входит в набор роликов, которые стягивают проволоку с большого рулона. Этот сварочный аппарат предназначен для сварки алюминия, поэтому в него загружена алюминиевая проволока. Сварка MIG, которую я собираюсь описать в этом руководстве, предназначена для стали, в которой используется проволока медного цвета.
ГАЗОВЫЙ БАК
Если вы используете сварочный аппарат MIG с защитным газом, позади аппарата MIG будет баллон с газом.Резервуар состоит либо из 100% аргона, либо из смеси CO2 и аргона. Этот газ защищает сварной шов по мере его образования. Без газа ваши сварные швы будут выглядеть коричневыми, забрызганными и вообще не очень красивыми. Откройте главный клапан баллона и убедитесь, что в баке есть немного газа. Ваши манометры должны показывать давление в резервуаре от 0 до 2500 фунтов на квадратный дюйм, а регулятор должен быть установлен в диапазоне от 15 до 25 фунтов на квадратный дюйм в зависимости от того, как вы хотите все настроить и от типа сварочного пистолета, который вы используете.
Без газа ваши сварные швы будут выглядеть коричневыми, забрызганными и вообще не очень красивыми. Откройте главный клапан баллона и убедитесь, что в баке есть немного газа. Ваши манометры должны показывать давление в резервуаре от 0 до 2500 фунтов на квадратный дюйм, а регулятор должен быть установлен в диапазоне от 15 до 25 фунтов на квадратный дюйм в зависимости от того, как вы хотите все настроить и от типа сварочного пистолета, который вы используете.
Хорошее эмпирическое правило — открывать все вентили всех бензобаков в магазине только на пол-оборота или около того.Открытие клапана до конца не улучшит ваш поток больше, чем простое открывание клапана, так как бак находится под таким большим давлением. Логика этого такова, что если кому-то нужно быстро перекрыть газ в чрезвычайной ситуации, ему не нужно тратить время на открытие полностью открытого клапана. Это может показаться не таким уж большим делом с аргоном или CO2, но когда вы работаете с легковоспламеняющимися газами, такими как кислород или ацетилен, вы можете понять, почему это может пригодиться в случае чрезвычайной ситуации.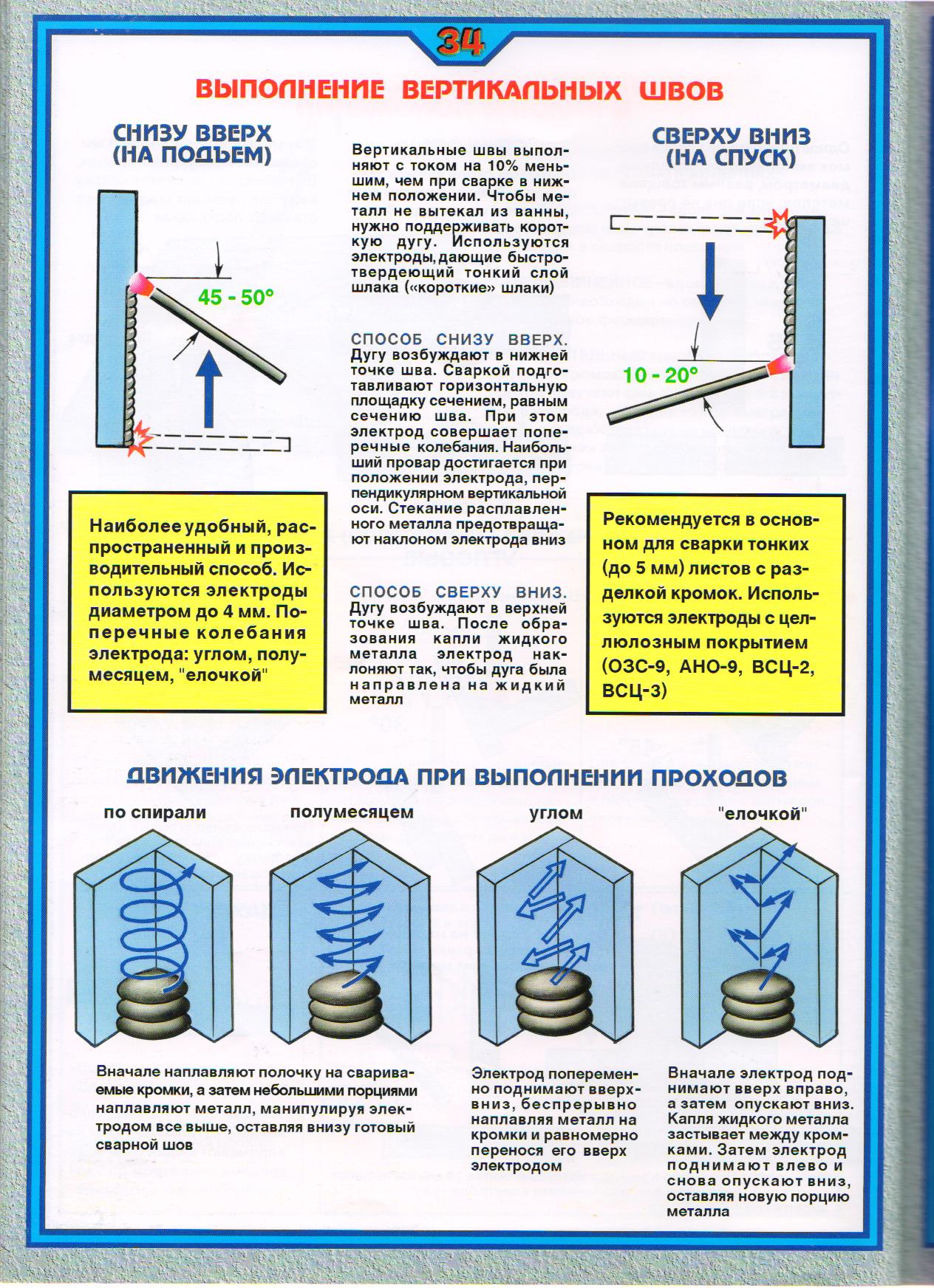
После того, как проволока проходит через ролики, она направляется по набору шлангов к сварочному пистолету.Шланги несут заряженный электрод и газообразный аргон.
СВАРОЧНЫЙ ПИСТОЛЕТ
Сварочный пистолет — это конец дела. Именно на него будет направлено большинство вашего внимания во время процесса сварки. Пистолет состоит из курка, который управляет подачей проволоки и подачей электричества. Провод направляется сменным медным наконечником, который изготавливается для каждого конкретного сварщика. Наконечники различаются по размеру, чтобы соответствовать диаметру проволоки, с которой вы работаете.Скорее всего, эта часть сварочного аппарата уже будет у вас настроена. Снаружи наконечник пистолета закрыт керамической или металлической чашкой, которая защищает электрод и направляет поток газа из наконечника пистолета. Вы можете увидеть небольшой кусок проволоки, торчащий из наконечника сварочного пистолета на фотографиях ниже.
ЗАЖИМ ЗАЗЕМЛЕНИЯ
Зажим заземления является катодом (-) в цепи и замыкает цепь между сварочным аппаратом, сварочной горелкой и изделием. Он должен быть прикреплен либо непосредственно к свариваемому металлу, либо к металлическому сварочному столу, подобному тому, что изображен ниже (у нас есть два сварочных аппарата, следовательно, два зажима, вам нужен только один зажим от сварщика, прикрепленного к вашему изделию для сварки).
Он должен быть прикреплен либо непосредственно к свариваемому металлу, либо к металлическому сварочному столу, подобному тому, что изображен ниже (у нас есть два сварочных аппарата, следовательно, два зажима, вам нужен только один зажим от сварщика, прикрепленного к вашему изделию для сварки).
Зажим должен хорошо соприкасаться со свариваемой деталью, чтобы он работал, поэтому обязательно сошлифуйте всю ржавчину или краску, которые могут мешать его соединению с вашей работой.
БЕЗОПАСНОСТЬ ПРЕЖДЕ ВСЕГО!
Безопасность всегда является наивысшим приоритетом на сварочной площадке.Рабочий всегда может отремонтировать часть оборудования или зашлифовать плохой сварной шов и заново сварить стык. Однако травма может быть необратимой. Опасности при сварке могут включать ожоги горячим металлом, ожоги дугой, потерю слуха, расчленение и потерю зрения.
Ко всем этим потенциальным опасностям следует относиться очень серьезно. Вот почему в категории личной безопасности есть из чего выбрать. Перед началом любых сварочных работ необходимо приобрести или взять напрокат защитное оборудование, а затем использовать его.
Перед началом любых сварочных работ необходимо приобрести или взять напрокат защитное оборудование, а затем использовать его.
СВАРКА МЕТАЛЛОВ ВМЕСТЕ
Если вы впервые занимаетесь сваркой, вы можете потренироваться, просто спустив валик, прежде чем сваривать два куска металла вместе. Сделать это можно, взяв кусок металлолома и сделав на его поверхности сварной шов по прямой линии.
После того, как вы немного опробовали свой метод на каком-то ломе, пришло время заняться настоящей сваркой. Вы в основном просто берете сварочный аппарат и делаете движение шитья по верхней части шва.Идеально сваривать снизу приклада вверх, продвигая сварной шов кончиком пистолета вперед, однако это не всегда удобно и не всегда является хорошим способом начать обучение. Вначале совершенно нормально сваривать в любом удобном для вас направлении/положении.
Welding.Com » Введение в сварку сопротивлением
Сварка сопротивлением является одним из старейших процессов электросварки, используемых сегодня в промышленности. Сварка производится комбинацией тепла, давления и времени.Как следует из названия контактной сварки, это сопротивление материала свариваемому, протекающему току, вызывающему локальный нагрев детали.
Сварка производится комбинацией тепла, давления и времени.Как следует из названия контактной сварки, это сопротивление материала свариваемому, протекающему току, вызывающему локальный нагрев детали.
Давление, оказываемое клещами и наконечниками электродов, через которые протекает ток, удерживает свариваемые детали в тесном контакте до, во время и после временного цикла сварочного тока. Требуемая величина временного тока в соединении определяется толщиной и типом материала, величиной временного тока и поперечным сечением контактных поверхностей сварочных наконечников.
Основы контактной сварки
Точечная сварка сопротивлением осуществляется при пропускании тока через кончики электродов и отдельные соединяемые куски металла. Сопротивление основного металла протеканию электрического тока вызывает локальный нагрев в месте соединения и сварку.
Стержень контактной точечной сварки формируется внутри по отношению к поверхности основного металла. На приведенном ниже рисунке показана точка контактной точечной сварки по сравнению с газовой вольфрамовой дугой.
Пятно газовой вольфрамовой дуги выполнено только с одной стороны. Точечная сварка сопротивлением обычно выполняется электродами с каждой стороны заготовки. Точечная сварка сопротивлением может выполняться с заготовкой в любом положении.
Образец резистивного точечного сварного шва образуется при нагреве границы раздела сварного шва за счет сопротивления поверхностей шва протеканию электрического тока. Во всех случаях, конечно, ток ДОЛЖЕН протекать, иначе сварка не может быть выполнена. Давление кончиков электродов на заготовку удерживает деталь в тесном контакте во время сварки.Помните, однако, что машины для контактной точечной сварки НЕ предназначены для использования в качестве силовых зажимов для стягивания заготовок во время сварки.
1 – Производство тепла
Модификация закона Ома может быть сделана, когда ватты и тепло считаются синонимами. Когда ток проходит через проводник, электрическое сопротивление проводника потоку тока вызывает выделение тепла. Основная формула для производства тепла может быть сформулирована:
Основная формула для производства тепла может быть сформулирована:
H = I R, где:
H= ТЕПЛО, I2 = КВАДРАТ СВАРОЧНОГО ТОКА и R= СОПРОТИВЛЕНИЕ
Вторичная часть контура контактной точечной сварки, включая свариваемые детали, фактически представляет собой ряд сопротивлений.Суммарное аддитивное значение этого электрического сопротивления влияет на выходной ток аппарата контактной точечной сварки и тепловыделение цепи.
Ключевым фактом является то, что хотя значение тока одинаково во всех частях электрической цепи, значения сопротивления могут значительно различаться в разных точках цепи.
Машины контактной точечной сварки, производимые Miller Electric Mfg. Co., сконструированы таким образом, чтобы минимальное сопротивление оказывалось в трансформаторе, гибких кабелях, щипцах и наконечниках электродов.Машины контактной точечной сварки Miller предназначены для наиболее эффективной подачи сварочного тока на свариваемое изделие. Именно в месте сварки требуется наибольшее относительное сопротивление. Термин «относительный» означает по отношению к остальной части фактической сварочной цепи.
Термин «относительный» означает по отношению к остальной части фактической сварочной цепи.
В рабочей зоне есть шесть основных точек сопротивления. Они:
- Точка контакта между электродом и верхней заготовкой.
- Верхняя заготовка.
- Интерфейс верхней и нижней заготовок.
- Нижняя заготовка
- Контакт между нижней заготовкой и электродом.
- Сопротивление кончиков электродов.
2 – Время
Точечная сварка сопротивлением зависит от сопротивления основного металла и величины тока, протекающего для получения тепла, необходимого для выполнения точечной сварки. Еще один важный фактор – время. В большинстве случаев при точечной сварке используется сила тока в несколько тысяч ампер. Такие значения силы тока, протекающие через относительно высокое сопротивление, создают много тепла за короткое время.Для выполнения точечной сварки с хорошим сопротивлением необходимо строго контролировать время протекания тока.
3 – Давление
Следует тщательно учитывать влияние давления на контактную точечную сварку. Основная цель давления — удерживать свариваемые детали в тесном контакте на границе стыка. Это действие обеспечивает постоянное электрическое сопротивление и проводимость в точке сварки. Запрещается использовать щипцы и наконечники электродов для стягивания заготовки.Машина контактной точечной сварки не предназначена для электрического зажима типа «С». Свариваемые детали должны быть состыкованы ДО приложения давления.
4 – Наконечники электродов
Медь является основным материалом, обычно используемым для наконечников и клещей для контактной точечной сварки. Назначение наконечников электродов состоит в том, чтобы проводить сварочный ток к заготовке, быть фокусом давления, прикладываемого к сварному соединению, отводить тепло от рабочей поверхности и сохранять целостность их формы и характеристик тепловых и электрических характеристик. электропроводность в рабочих условиях.