На заметку начинающему мастеру: сварка электродом
Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой. Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Содержание статьи
- Азы электросварки
- Особенности сварки электродом
- Технология дуговой сварки
- Подготовительный этап
- Образование дуги
- Формирование шва
- Обзор основных ошибок начинающих
Азы электросварки
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, важно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Некоторые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических капель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
- Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
- Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра.
 Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака. - При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов. Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
 Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Обзор основных ошибок начинающих
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:
По стандартам, основные ошибки делятся на 6 критериев:
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
 Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Электросварка для начинающих: как правильно варить электросваркой своими руками
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что сварка инвертором для начинающих – лучшее, что может предложить рынок.
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
[box type=”fact”]Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.[/box]
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
 Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении.
Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении.
[box type=”info”]Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.[/box]
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.

Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
[box type=”info”]Если же стержни долгое время находились в неотапливаемом сыром помещении, то их нужно высушить в течение двух-трех часов при температуре 2000 градусов. В этих целях можно воспользоваться старым духовым шкафом или специальным оборудованием, если таковое имеется.[/box]
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
- В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
- Процесс сварки начинается с розжига дуги.
- Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить.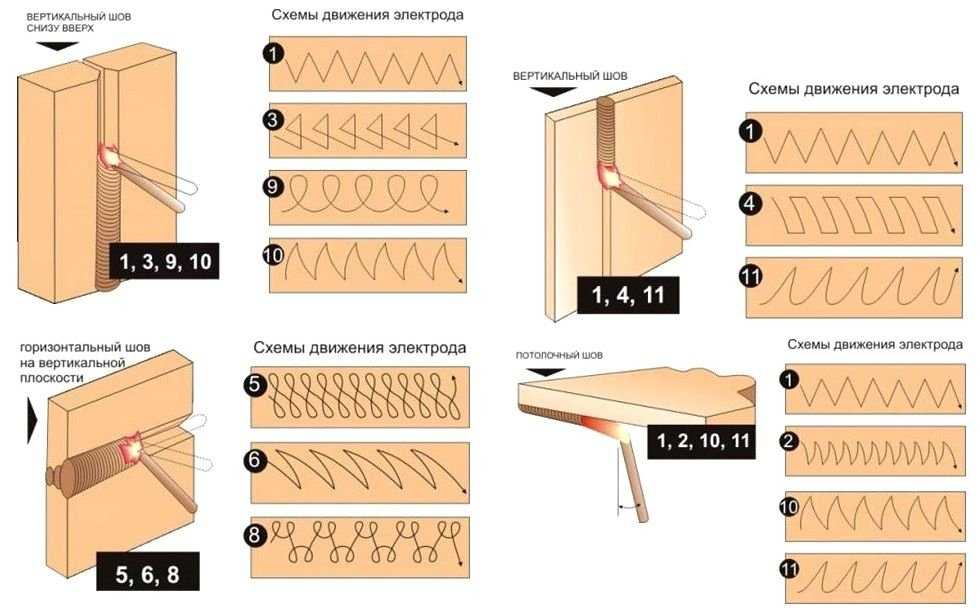 Сделать это очень просто путем постукивания небольшим молоточком по шву.
Сделать это очень просто путем постукивания небольшим молоточком по шву.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.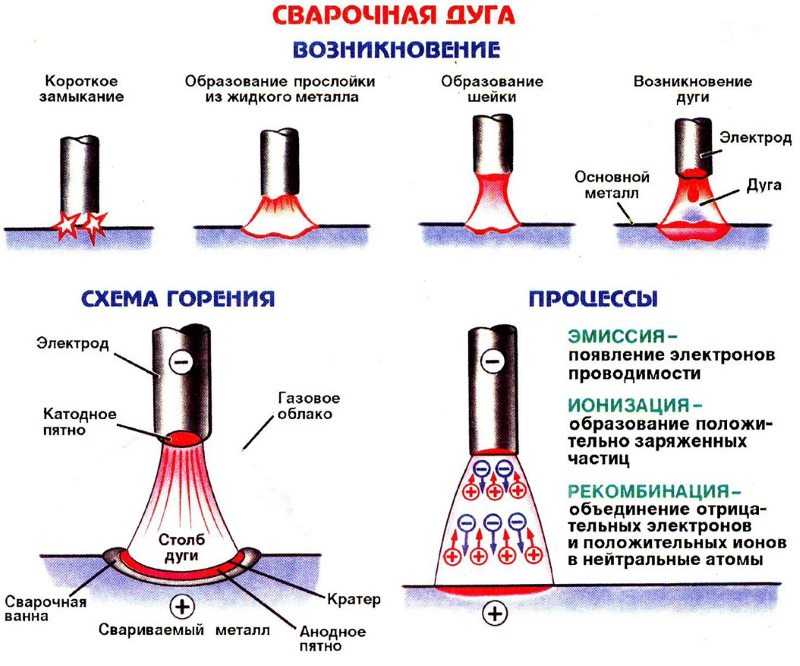
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Влияние силы тока
Таблица выбора сварочного тока.
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
[box type=”fact”]Чтобы научиться правильно варить и получать красивые швы, необходимо потренироваться. [/box]
[/box]
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Частые ошибки новичков
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
[box type=”info”]Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.[/box]
Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.[/box]
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
С чего начать сварку электродами
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
- Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
- Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
 Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм.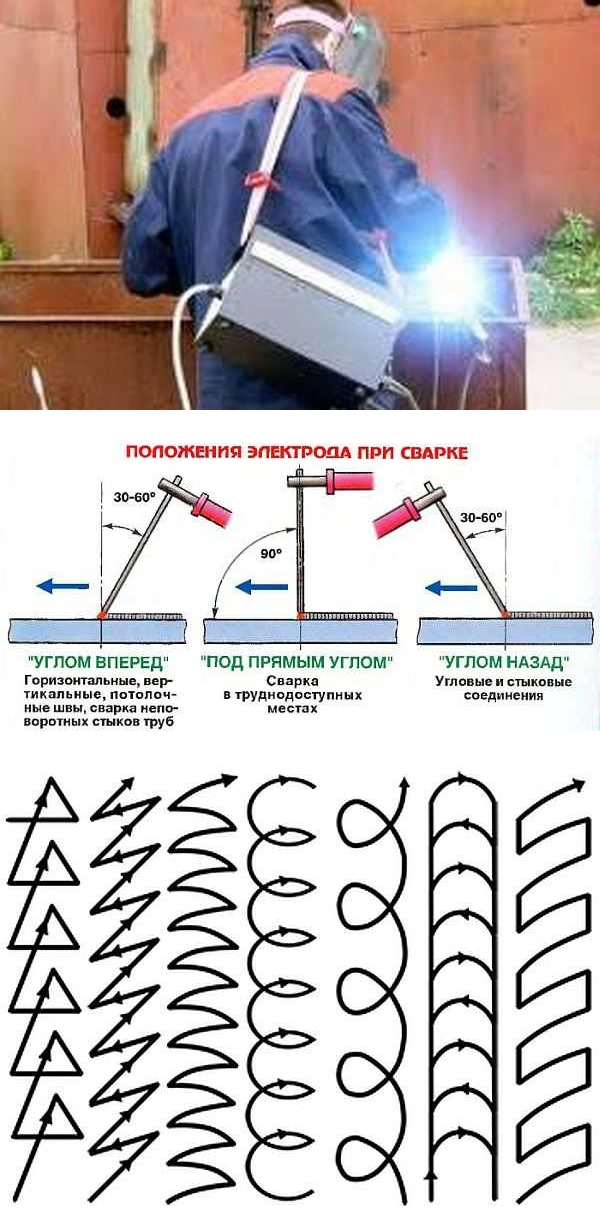 Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °.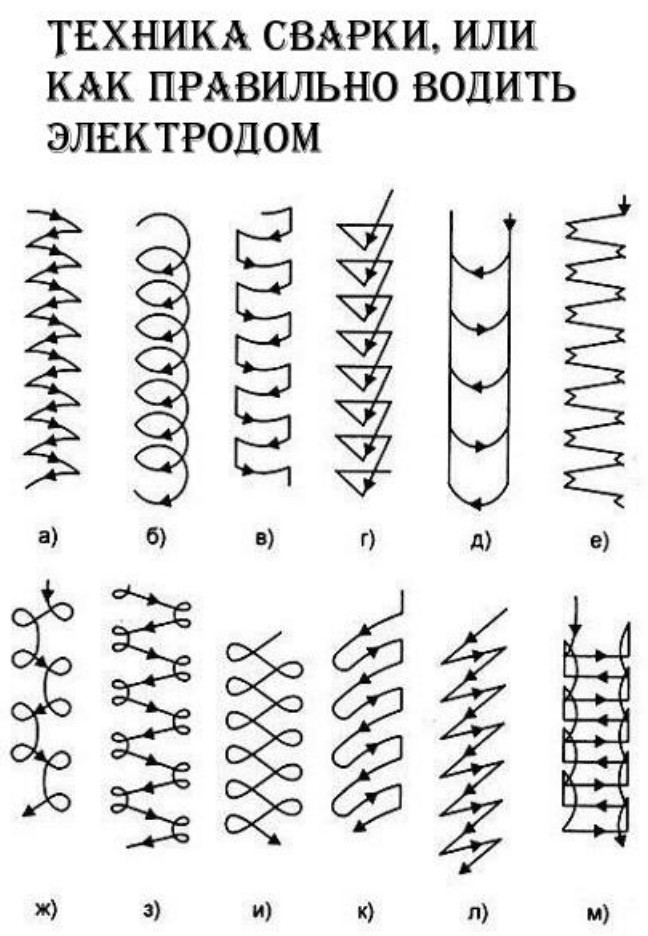 Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Как правильно варить электродами начинающим электросваркой
На сегодня без сварки трудно себе представить современную жизнь, а именно поэтому, число людей соприкасающихся с ней в работе или быту, постоянно растет. Стать хорошим сварщиком, профессионалом своего дела — задача не из простых.
Стать хорошим сварщиком, профессионалом своего дела — задача не из простых.
Но это значит обеспечить себя востребованной, интересной и высокооплачиваемой работой. И даже если у вас уже есть другая профессия, умение самостоятельно сварить какую-либо металлоконструкцию будь то забор, гараж, теплица или что-либо иное, не останется невостребованным.
Как правильно варить дуговой сваркой электродами, для начинающих это серьезный вопрос. Разберемся с ним в данной статье.
Азы электросварки
Итак, подробно рассмотрим с чего лучше начать, или же дуговая сварка для начинающих.
Во-первых, вкратце разберемся с теорией сварочных работ. Чтобы понять суть процесса, прежде нужно расшифровать несколько терминов:
Сварочная дуга – это длительный электрический разряд (создающийся с помощью сварочного аппарата) существующий благодаря поддерживаемому электрическому полю, расплавляющий участок стыкуемого элемента. Температура сварочной дуги очень высока, она колеблется от 6000 до 8000 °С.
Длина дуги – это расстояние от конца электрода до изделия. Длина дуги бывает:
- короткая — 1-1,5мм;
- нормальная-1,5-2мм;
- длинная -более 3мм.
Эффективно использование короткой дуги. Именно так обеспечиваются хорошая защита и малое тепловложение при сварке. Чем больше длина дуги, тем хуже защита и выше напряжение на дуге, а вследствие выше и температура шва.
Повышенная температура шва может привести к перегреву металла. Последующим деформациям, а в случае с легированными сталями и к выгоранию легирующих компонентов.
Электрод – металлический стержень, на который нанесен слой того или иного покрытия, улучшающий его свойства. При сварке сердечник электрода расплавляется и формирует шов. Они подсоединяются к сварочному аппарату и через него подводится ток к свариваемому элементу.
Сварочная ванна – расплавляемый при сварке участок стыкуемого элемента, где происходит смешивание частиц элемента и расплавленного электрода.
Температура сварочной ванны выше чем температура плавления свариваемого металла, обычно превышение над температурой плавления составляет 100-500°С.
Как происходит сварка плавящимся электродом?
Процесс происходит таким образом: зажигается дуга, металл стыкуемой детали и электрода плавятся и перемешиваются в сварной ванне, при остывании расплавленного металла получается сварочный шов. Чем больше сварочный ток, тем глубже проплавляется металл (провар).
Дуговая сварка может осуществляться под воздействием постоянного (DC) так и переменного тока (АС).
Процесс проводимый на переменном токе на практике используется довольно редко из-за того, что горение дуги нестабильно. В основном на переменном токе сваривают толстолистовой металл, поскольку именно при переменном токе возможно получить наибольшую температуру, требующуюся для проплавления деталей.
Также незаменима в случае сваривания намагниченного металла, поскольку в данном случае использование постоянного тока исключается. Из оборудования необходим трансформатор и специализированный сварочный аппарат.
Процесс на постоянном токе наиболее распространена, поскольку сварочная дуга в процессе горит более стабильно, что позволяет получить шов при меньших трудозатратах, также при данном виде сварки образуется меньше брызг, что тоже упрощает работу сварщика. Из оборудования необходим выпрямитель или инвертор.
Обозначениями типов сварки
Зачастую, новички в сварочном деле сталкиваются с различными обозначениями типов сварки MMA, MIG, MAG, TIG. Что же значат эти буквы? Давайте поподробнее разберем каждый из перечисленных типов.
ММА — это ручная дуговая сварка плавящимся штучным электродом. Это ростой вид сварки, используемый как в промышленности, так и в быту.
MIG — это дуговая сварка в среде инертного газа, механизированная. В качестве плавящейся присадки применяется проволока.
MАG — это дуговая сварка в среде активного газа, с плавящимся проволочным электродом.
MIG/MАG наиболее производительны по сравнению с ММА.
TIG — это дуговая сварка, неплавящимся электродом в среде инертного газа. Как видно из названия, для неё применяют вольфрамовые электроды, имеющие очень высокую температуру плавления (более 3000°С).
Перечислим основные достоинства:
- Невысокая цена материалов и сварочного оборудования;
- можно осуществлять в различных положениях;
- Широкий спектр металлов;
- Возможно проведение в стесненном пространстве;
Перечислим основные недостатки:
- Сильное влияния на качество сварного шва профессионализма исполнителя;
- Наличие значительного выделения вредных веществ, воздействию которых подвергается сварщик;
- Невысокая производительность;
- Отклонение дуги из-за намагничивания металла
Какие же электроды применяют?
- с основным покрытием
- с кислотным покрытием
- электроды с целлюлозным покрытием
- электроды с рутиловым покрытием
Многие сталкиваются с вопросом как же выбрать необходимый электрод? Подбор диаметра электродов осуществляется по таблице, предоставляемой производителем (обычно указываемой на упаковке), выбирают по толщине заготовки. Подробнее читайте в нашей статье.
Что нужно для работы инвертором
Сварочный аппарат инверторного типа или источник питания необходимый для создания сварочной дуги. Существует огромное количество различных производителей и марок инверторов, разумеется, цены на инверторы значительно отличаются.
Однако, принцип работы всех инверторов одинаков, различия существуют в вольт-амперной характеристике и качестве оборудования.
Чтобы приступить к работе необходимо:
- Сварочный аппарат;
- Электроды;
- Маска;
- Сварочные краги;
- Спецодежда (роба) и спецобувь
- Молоток (секач) сварщика
- Щетка по металлу
Если вы в первый раз решили попробовать себя, выбирайте недорогие материалы и инструменты. Для обучения подойдет сварочный инвертор средней ценовой группы (который можно взять в аренду), электроды 3 мм и маска Хамелеон.
Как правильно сварить металл?
- Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
- Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
- Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).
Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:
1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание.
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
Важный момент при сварке — это наклон электрода. Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
1.Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Движения электрода при сварке
Для получения качественного шва, крайне важно какими будет траектория движения.
Существуют различные способы:
- Круговые или же эллиптические — при вертикальном расположении стыка. При выполнении процесса этим способом равномерно прогреваются и провариваются обе кромки. Сами круговые движения выгоняют шлак из ванны.
- Движения треугольником. Движение по траектории треугольника чаще всего применяют для угловых швов. Так же как и при круговых обеспечивает хороший прогрев кромок и провар корня шва. Данный способ часто применяется при соединении деталей свыше 6мм.
- Проводка электрода по z-образной траектории. Использовать лучше для деталей с толщиной стенки меньше 6мм. Характерен для выполнения процесса в нижнем положении и встык.
Положения при сварке
Различают следующие положения: нижнее, горизонтальное, вертикальное, а также потолочное.
Сложность работ при разных пространственных положениях шва значительно отличается. Самым простым считается выполнение в нижнем положении, детали находятся внизу, а сварщик над ними. Именно с таких швов следует начинать тому, кто не занимался ранее.
Потому что расплавленный металл не вытекает из сварочной ванны, что делает процесс сварки значительно легче.
Следующими по сложности считаются горизонтальные и вертикальные швы. При выполнении вертикальных и горизонтальных швов электродуговой сваркой, стыкуемые элементы находятся в вертикальном положении.
При таком положении есть риск вытекания расплава из сварочной ванны, а следовательно квалификация сварщика должна быть более высокой. Чтобы получить качественный результат при данном положении, необходимо выполнять процесс на короткой дуге, а также использовать электроды со специальным покрытием, препятствующем вытеканию металла.
При выполнении вертикального шва целесообразно вести процесс снизу вверх, дабы образовывать ступеньку, мешающую вытеканию металла. Ведение электрода сверху-вниз допустимо, но при этом возможно ухудшение качества шва за счет вытекания металла, а также не проплавления шва.
Потолочное положение считается самым сложным, ведь помимо того, что физически трудно держать над собой руку длительное время, еще и сложно обеспечить надлежащее качество шва.
Для того чтобы понять как варить потолочный шов, любому сварщику нужна практика. Для выполнения работы, которую не придется переваривать, рекомендуем выбирать электроды с основным покрытием, а также вести процесс на короткой дуге при небольшом напряжении.
Умение выполнять потолочные швы считается признаком квалифицированности сварщика.
Основные ошибки
Теперь, когда мы разобрались с основными моментами при выполнении работ поговорим о распространенных ошибках, связанных с применением электродов, а также о том, как их предотвратить.
Неумение правильно удерживать сварочную дугу. Это приводит к неравномерному расплавлению металла. Результатом становятся прожёги, грубая чешуйчатость и прочие наружные дефекты.
Применение не просушенных электродов. Это приведет к большому количеству пор. Важно хранить сварочные материалы в сухом месте.
Большая длина дуги. Данная ошибка может привести к прожогу и появлению пор.
Скорость перемещения электрода. В результате чего может образоваться непровара или наплывы. Это зависит то того быстрее или медленнее оптимального значения ведется процесс.
Скорость сварки, а также силу тока сварщик индивидуально подбирает. Кто-то варит быстро и ток побольше ставит. Кто-то же наоборот более медленно ставя ток меньше. Это приходит с опытом.
В начале нужно придерживаться рекомендованных значений.
Угол наклона. От угла наклона во многом зависит глубина проплавления. Углом вперед варят тонкий металл.
Советы начинающему сварщику
- Перед началом выполнения работы провести подготовку.
- Не забывайте произвести очистку свариваемых элементов от грязи и ржавчины, масла, краски, пыли.
- Работы можно проводить только в защитном снаряжении (маска, спецодежда, спецобувь), в противном случае, весьма вероятны травмы при работе.
- Подбираем электроды для каждого материала индивидуально. Не варим все подряд уонями.
- Электроды просушиваем (иногда можно прогреть резаком, но лучше как положено в печи).
- Особое внимание уделите выбору режима.
Вот мы и ответили на вопрос как варить металл.
Если у вас еще остались какие-либо вопросы о сварке в общем, или о том, как сделать конкретную металлоконструкцию, будем рады видеть вас на нашем сайте mrmetall.ru вы всегда получите интересующие ответы, а еще откроете для себя что-то новое, полезное и интересное в мире сварки.
Как варить сваркой электродами для начинающих
Стать хорошим сварщиком — задача не из простых. Но это значит обеспечить себя востребованной, интересной и высокооплачиваемой работой. В нашей статье Вы найдете подробное и пошаговое описание сути процесса и способов как самостоятельно начать сваривать будь то забор, гараж или теплица.
Содержание
- Азы электросварки
- Как происходит сварка плавящимся электродом
- Обозначениями типов сварки
- Что нужно для работы инвертором
- Как правильно сварить металл
- Движения электрода при сварке
- Положения при сварке
- Основные ошибки
- Советы начинающему сварщику
Азы электросварки
Итак, подробно рассмотрим с чего лучше начать, или же дуговая сварка для начинающих.
Во-первых, вкратце разберемся с теорией сварочных работ. Чтобы понять суть процесса, прежде нужно расшифровать несколько терминов:
Сварочная дуга – это длительный электрический разряд (создающийся с помощью сварочного аппарата) существующий благодаря поддерживаемому электрическому полю, расплавляющий участок стыкуемого элемента. Температура сварочной дуги очень высока, она колеблется от 6000 до 8000 °С.
Длина дуги – это расстояние от конца электрода до изделия. Длина дуги бывает:
- короткая — 1-1,5мм;
- нормальная-1,5-2мм;
- длинная -более 3мм.
Эффективно использование короткой дуги. Именно так обеспечиваются хорошая защита и малое тепловложение при сварке. Чем больше длина дуги, тем хуже защита и выше напряжение на дуге, а вследствие выше и температура шва.
Повышенная температура шва может привести к перегреву металла. Последующим деформациям, а в случае с легированными сталями и к выгоранию легирующих компонентов.
Электрод – металлический стержень, на который нанесен слой того или иного покрытия, улучшающий его свойства. При сварке сердечник электрода расплавляется и формирует шов. Они подсоединяются к сварочному аппарату и через него подводится ток к свариваемому элементу.
Какие же электроды применяют
- с основным покрытием
- с кислотным покрытием
- электроды с целлюлозным покрытием
- электроды с рутиловым покрытием
Подбор диаметра электродов осуществляется по таблице, предоставляемой производителем (обычно указываемой на упаковке), выбирают по толщине заготовки.
Сварочная ванна – расплавляемый при сварке участок стыкуемого элемента, где происходит смешивание частиц элемента и расплавленного электрода.
Температура сварочной ванны выше чем температура плавления свариваемого металла, обычно превышение над температурой плавления составляет 100-500°С.
Как происходит сварка плавящимся электродом
Процесс происходит таким образом: зажигается дуга, металл стыкуемой детали и электрода плавятся и перемешиваются в сварной ванне, при остывании расплавленного металла получается сварочный шов. Чем больше сварочный ток, тем глубже проплавляется металл (провар).
Дуговая сварка может осуществляться под воздействием постоянного (DC) так и переменного тока (АС).
Процесс проводимый на переменном токе на практике используется довольно редко из-за того, что горение дуги нестабильно. В основном на переменном токе сваривают толстолистовой металл, поскольку именно при переменном токе возможно получить наибольшую температуру, требующуюся для проплавления деталей.
Также незаменима в случае сваривания намагниченного металла, поскольку в данном случае использование постоянного тока исключается. Из оборудования необходим трансформатор и специализированный сварочный аппарат.
Процесс на постоянном токе наиболее распространена, поскольку сварочная дуга в процессе горит более стабильно, что позволяет получить шов при меньших трудозатратах, также при данном виде сварки образуется меньше брызг, что тоже упрощает работу сварщика. Из оборудования необходим выпрямитель или инвертор.
Обозначениями типов сварки
Зачастую, новички в сварочном деле сталкиваются с различными обозначениями типов сварки MMA, MIG, MAG, TIG. Что же значат эти буквы? Давайте поподробнее разберем каждый из перечисленных типов.
ММА — это ручная дуговая сварка плавящимся штучным электродом. Это самый простой вид сварки, используемый как в промышленности, так и в быту.
MIG — это дуговая сварка в среде инертного газа, механизированная. В качестве плавящейся присадки применяется проволока.
MАG — это дуговая сварка в среде активного газа, с плавящимся проволочным электродом.
MIG/MАG наиболее производительны по сравнению с ММА.
TIG — это дуговая сварка, неплавящимся электродом в среде инертного газа. Как видно из названия, для неё применяют вольфрамовые электроды, имеющие очень высокую температуру плавления (более 3000°С).
Ручная дуговая электродами (MMA)
56.94%
В среде аргона неплавящимся электродом (TIG)
8.33%
Полуавтоматическая сварка в СО2 или др. газах (MAG-MIG)
23.61%
Под слоем флюса
2.78%
Газовая
8.33%
Проголосовало: 72
Перечислим основные достоинства:
- Невысокая цена материалов и сварочного оборудования;
- можно осуществлять в различных положениях;
- Широкий спектр металлов;
- Возможно проведение в стесненном пространстве;
Перечислим основные недостатки:
- Сильное влияния на качество сварного шва профессионализма исполнителя;
- Наличие значительного выделения вредных веществ, воздействию которых подвергается сварщик;
- Невысокая производительность;
- Отклонение дуги из-за намагничивания металла
Что нужно для работы инвертором
Сварочный аппарат инверторного типа или источник питания необходимый для создания сварочной дуги. Существует огромное количество различных производителей и марок инверторов, разумеется, цены на инверторы значительно отличаются.
Однако, принцип работы всех инверторов одинаков, различия существуют в вольт-амперной характеристике и качестве оборудования.
Чтобы приступить к работе необходимо:
- Сварочный аппарат;
- Электроды;
- Маска;
- Сварочные краги;
- Спецодежда (роба) и спецобувь
- Молоток (секач) сварщика
- Щетка по металлу
Если вы в первый раз решили попробовать себя, выбирайте недорогие материалы и инструменты. Для обучения подойдет сварочный инвертор средней ценовой группы (который можно взять в аренду), электроды 3 мм и маска Хамелеон.
Как правильно сварить металл
Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).
Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:
1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание.
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
Важный момент при сварке — это наклон электрода.
Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
1.Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Движения электрода при сварке
Для получения качественного шва, крайне важно какими будет траектория движения.
Существуют различные способы:
- Круговые или же эллиптические — при вертикальном расположении стыка. При выполнении процесса этим способом равномерно прогреваются и провариваются обе кромки. Сами круговые движения выгоняют шлак из ванны.
- Движения треугольником. Движение по траектории треугольника чаще всего применяют для угловых швов. Так же как и при круговых обеспечивает хороший прогрев кромок и провар корня шва. Данный способ часто применяется при соединении деталей свыше 6мм.
- Проводка электрода по z-образной траектории. Использовать лучше для деталей с толщиной стенки меньше 6мм. Характерен для выполнения процесса в нижнем положении и встык.
Положения при сварке
Различают следующие положения: нижнее, горизонтальное, вертикальное, а также потолочное.
Сложность работ при разных пространственных положениях шва значительно отличается. Самым простым считается выполнение в нижнем положении, детали находятся внизу, а сварщик над ними. Именно с таких швов следует начинать тому, кто не занимался ранее.
Потому что расплавленный металл не вытекает из сварочной ванны, что делает процесс сварки значительно легче.
Следующими по сложности считаются горизонтальные и вертикальные швы. При выполнении вертикальных и горизонтальных швов электродуговой сваркой, стыкуемые элементы находятся в вертикальном положении.
При таком положении есть риск вытекания расплава из сварочной ванны, а следовательно квалификация сварщика должна быть более высокой. Чтобы получить хороший результат при данном положении, необходимо выполнять процесс на короткой дуге, а также использовать электроды со специальным покрытием, препятствующем вытеканию металла.
При выполнении вертикального шва целесообразно вести процесс снизу вверх, дабы образовывать ступеньку, мешающую вытеканию металла. Ведение электрода сверху-вниз допустимо, но при этом возможно ухудшение качества шва за счет вытекания металла, а также не проплавления шва.
Потолочное положение считается самым сложным, ведь помимо того, что физически трудно держать над собой руку длительное время, еще и сложно обеспечить надлежащее качество шва.
Для того чтобы понять как варить потолочный шов, любому сварщику нужна практика. Для выполнения работы, которую не придется переваривать, рекомендуем выбирать электроды с основным покрытием, а также вести процесс на короткой дуге при небольшом напряжении.
Умение выполнять потолочные швы считается признаком квалифицированности сварщика.
Основные ошибки
Теперь, когда мы разобрались с основными моментами при выполнении работ поговорим о распространенных ошибках, связанных с применением электродов, а также о том, как их предотвратить.
Неумение правильно удерживать сварочную дугу. Это приводит к неравномерному расплавлению металла. Результатом становятся прожёги, грубая чешуйчатость и прочие наружные дефекты.
Применение не просушенных электродов. Это приведет к большому количеству пор. Важно хранить сварочные материалы в сухом месте.
Большая длина дуги. Данная ошибка может привести к прожогу и появлению пор.
Скорость перемещения электрода. В результате чего может образоваться непровара или наплывы. Это зависит то того быстрее или медленнее оптимального значения ведется процесс. Скорость сварки, а также силу тока сварщик индивидуально подбирает. Кто-то варит быстро и ток побольше ставит. Кто-то же наоборот более медленно ставя ток меньше. Это приходит с опытом. В начале нужно придерживаться рекомендованных значений.
Угол наклона. От угла наклона во многом зависит глубина проплавления. Углом вперед варят тонкий металл.
Советы начинающему сварщику
- Перед началом выполнения работы провести подготовку.
- Не забывайте произвести очистку свариваемых элементов от грязи и ржавчины, масла, краски, пыли.
- Работы можно проводить только в защитном снаряжении (маска, спецодежда, спецобувь), в противном случае, весьма вероятны травмы при работе.
- Подбираем электроды для каждого материала индивидуально. Не варим все подряд уонями.
- Электроды просушиваем (иногда можно прогреть резаком, но лучше как положено в печи).
- Особое внимание уделите выбору режима.
Вот мы и ответили на вопрос как варить металл. Если у вас еще остались какие-либо вопросы о сварке в общем, или о том, как сделать конкретную металлоконструкцию, будем рады видеть вас на нашем сайте mrmetall.ru вы всегда получите интересующие ответы, а еще откроете для себя что-то новое, полезное и интересное в мире сварки.
азы, технология, выбор тока, техника ручной дуговой сварки — Sibear.ru
Как правильно варить сваркой: азы, технология, выбор тока, техника ручной дуговой сварки
Если ты работаешь с металлом и ищешь где купить его по хорошей цене, то смотри тут. В торговом доме «Горячая Сталь» ты сможешь приобрести оптом и в розницу множество металлопродукции. Прайс лист можно найти на сайте по ссылке выше.
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Содержание статьи
- 1 Азы электросварки
- 1.1 Виды электросварки
- 1.2 Технология сварочных работ
- 2 Как научиться варить сваркой
- 2.1 Как подключать электрод
- 2.2 Начало сварки: зажигаем дугу
- 2.3 Наклон электрода
- 2.4 Движения электрода
- 3 Как правильно сваривать металл
- 3.1 Как выбрать ток для сварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Похожие статьи
Как варить сваркой электродами
Главная » Статьи » Как варить сваркой электродами
Как правильно научиться варить металл электросваркой?
- 24-12-2014
- 25
- 223
Оглавление: [скрыть]
- Основы электросварки
- Процесс электросварки
- Подготовительный этап
- Образование дуги
- Формирование сварочного шва
- Как сваривать после остановки?
- Техника безопасности
Сварка металлов является одной из важнейших операций при изготовлении и эксплуатации металлических конструкций. Изготовление сложных металлических деталей, узорных изделий, изделий из высоколегированных сталей — это удел профессионалов, которые хорошо знают, как правильно варить металл электросваркой. Ведь именно электросварка является самым распространенным видом, имеющим много преимуществ.
Схемы дуговой электросварки.
В жизни часто возникает необходимость соединения или ремонта простых металлических деталей — труб, профилей, полосы, простых конструкций. Познакомившись с тем, как правильно варить металл электросваркой, любой человек способен произвести все работы своими силами.
Основы электросварки
Электросварка основана на процессе соединения металлических деталей путем расплавления прилегающих друг к другу кромок деталей и заполнения этого участка расплавленным металлом. Расплавление металла производится при помощи электрической дуги. Дуга между электродом и поверхностью заготовки создается путем подачи постоянного тока большой мощности.
Схема точечной электросварки.
Комплект сварочного аппарата включает в себя инвертор, трансформатор, кабель, держатель. Инвертор предназначен для преобразования переменного тока в постоянный. С помощью трансформатора обеспечивается необходимая сила сварочного тока. Сила тока регулируется в зависимости от толщины свариваемой заготовки, вида металла и типа электрода и составляет от 30 до 400 А.
Электрод представляет собой металлический провод (наиболее распространены диаметром 3-5 мм), покрытый специальной обмазкой. Его длина обычно составляет 250-500 мм. Обмазка в процессе сварки выполняет роль инертной среды. В состав обмазки обычно входит смесь металлов (никель, марганец, железо) и минералов (глинозем, магнезия, известняк).
Вернуться к оглавлению
Оборудование и инструмент, необходимый для производства сварки:
- сварочный аппарат;
- комплект электродов;
- молоток;
- зубило;
- защитный щиток;
- щетка металлическая;
- напильник;
- шкурка наждачная;
- болгарка;
- штангенциркуль;
- шаблоны и щупы.
Последовательность процесса электросварки развивается следующим образом. На электрод через держатель подключается положительный полюс (анод) и подается постоянный электрический ток. В зазоре между электродом и поверхностью заготовки формируется электрическая дуга, которая расплавляет весь металл, попадающий в зону ее действия.
Схема сварочного аппарата для электросварки.
Одновременно расплавляется металл основы электрода. Этот металл в виде капель заполняет пространство между расплавленными кромками заготовки в сварочной ванне — в результате образуется сварочный шов. Под воздействием высокой температуры возникает газовое облако из испарений обмазки. Это облако за счет своей химической инертности обеспечивает защиту расплавленного металла от взаимодействия с воздухом. Поверх сварного шва появляется шлак из продуктов распада обмазки, который образует дополнительный защитный слой от окисления. Сварной шов постепенно остывает, а металл в нем кристаллизуется. Так обеспечивается соединение заготовок.
Вернуться к оглавлению
Первым делом необходимо выбрать электрод и установить величину сварочного тока. Как правило, электроды используются диаметром 3,2 или 4 мм. Далее следует штангенциркулем замерить толщину заготовки для установки силы тока. Электрод диаметром 3,2 мм можно применять при толщине заготовки до 3 мм, а сила тока устанавливается 90 А. Использовать электрод диаметром 4 мм следует для заготовок толщиной до 4 мм; при этом сила тока при толщине заготовки до 3 мм — 100 А, а при толщине 3-4 мм — 120 А.
Перед сваркой необходимо подготовить участок сварки. Для этого заготовка очищается от грязи и внешних покрытий (краска, грунтовка и т. д.). Участок непосредственных работ необходимо зачистить болгаркой, шкуркой или напильником до металла основы. Заготовка закрепляется.
Вернуться к оглавлению
Основные виды траекторий поперечных колебаний при дуговой сварке.
Процесс сварки начинается с формирования дуги между электродом и поверхностью заготовки. Для этого держатель устанавливается под углом 60º к поверхности заготовки и слегка проводится по ней до появления искр. Если произойдет залипание электрода, он высвобождается легким наклоном из стороны в сторону. После появления искр электрод приподнимается над поверхностью на высоту до 5 мм.
В промежутке между электродом и поверхностью заготовки должна образоваться электрическая дуга. Минимальная длина дуги 3 мм, но рекомендуется обеспечить оптимальную длину дуги, равную 5 мм. Если стабильная дуга не образуется, следует увеличить силу сварочного тока. Дуга должна поддерживаться все время сварки с заданным размером. Увеличение длины дуги не допустимо, так как в увеличенном зазоре могут развиться окислительные процессы или реакция азотирования, происходит разбрызгивание расплавленных металлических капель, может возникнуть пористость в сварном шве. В процессе сварки длина электрода уменьшается, но необходимо длину дуги сохранять неизменной, плавно приближая остаток к поверхности.
Вернуться к оглавлению
Образованная дуга направляется в начало участка работ и расплавляет металл. Сварной шов формируется путем плавного медленного продольного движения электрода по линии сварки. По виду его перемещения швы можно подразделить на несколько видов.
Виды сварных швов.
- Самый простой — ниточный шов, получается только при продольном направлении движения. Ширина такого шва составляет 2-3 мм. Такой шов обладает невысоким качеством и может использоваться только в неответственных деталях.
- Более качественным, но также не гарантирующим надежность является шов, образованный движением электрода в двух направлениях, продольном и поперечном. Ширина такого шва — до 15 мм. Проекция движения электрода представляет собой зигзаг или синусоиду. В этом случае электрод медленно продвигают вдоль линии сварки и одновременно двигают поперечно из стороны в сторону на ширину 10-15 мм.
- Надежный сварочный шов образуется при движении электрода в трех направлениях. Сохраняется продольное и поперечное движение, но при достижении крайних положений по обе стороны от линии сварки электрод сдвигают назад на 10-20 мм. Так обеспечивается возвратно-поступательное движение, которое позволяет вторично обработать шов. Шаг до следующего сдвига составляет 30-50 мм. В проекции такое движение в трех направлениях представляет собой винтообразную линию или орнамент.
https://moiinstrumenty.ru/www.youtube.com/watch?v=iIFsWWGCmJo
При формировании сварного шва электрод направляется под углом 75-80º к поверхности заготовки в направлении линии сварки и строго под углом 90º по направлению в сторону от линии сварки.
Вернуться к оглавлению
В процессе сварки возникает необходимость смены электрода или остановки сварки по другим причинам. В месте остановки образуется углубление, называемое кратером. Возобновлять работы нужно в следующем порядке:
Схема влияния угла наклона на сварочный шов.
- На расстоянии 12 мм от кратера зажигается дуга.
- Дуга медленно перемещается к кратеру.
- Место расположения кратера тщательно проваривается путем колебательных движений электродом.
- Затем процесс сварки продолжают в обычном режиме.
Сварка обычно проводится в несколько слоев. При толщине заготовки до 6 мм достаточно 2 слоя, при толщине 6-12 мм — 3 слоя, при толщине более 12 мм — 4 слоя. Направление движения электрода в слоях меняется.
После окончания сварки шов обрабатывается, излишки сбиваются зубилом или обрабатываются болгаркой и напильником.
Вернуться к оглавлению
Следует помнить, что сварка — это опасный процесс, поэтому необходимо использовать защитные средства. Щиток с защитным стеклом необходим для защиты глаз от ярких вспышек дуги и лица от расплавленных брызг. Одежда должна быть плотной, защищающей от расплава. На руках должны быть плотные защитные перчатки. Необходимо учитывать наличие электропроводящих частей, которые должны быть надежно изолированы. Работы запрещено производить вблизи легковоспламеняющихся материалов.
https://moiinstrumenty.ru/www.youtube.com/watch?v=cWZvqqtrdUM
Электросварка — это один из самых распространенных и эффективных видов сварки. Сваривать металл в простых конструкциях вполне под силу любому человеку.
moiinstrumenty.ru
Как правильно варить сваркой с использованием электродов?
Будет ли это ремонт в квартире либо же постройка нового гаража – знания азов сварки металлов пригодятся всегда. Когда происходит постройка нового объекта, то в любом случае нужно будет прибегать к сварочным работам для модификации элементов интерьера или экстерьера. Для красивых швов понадобится рука профессионала, однако, там, где это не принципиально, работу сделает и неопытный сварщик, который знает, как правильно варить сваркой электродами.
Общие сведения
Электросварка – это процесс соединения металлов при помощи тепловой энергии электрической дуги. Температура при сварке электродом может достигать 6500°С, что превышает температуру правления большинства известных металлов. Есть огромное количество областей производства, где применяется электрическая дуговая сварка. Эта технология предоставляет возможность создавать массивные сооружения и производить экономичный ремонт конструкций, не требующих много физических усилий.
Сварка с использованием электрода
Сваренные металлы не уступают по прочности оригинальной конструкции. Чем стремительнее развивается строительная индустрия, тем больше появляется сфер применения этой технологии. Каждый уважающий себя хозяин должен знать, как правильно варить электродом 3 мм.
Особенности электросварки
Сегодня различают следующие типы дуговой сварки:
- ручная;
- полуавтоматическая;
- автоматическая.
Если в рамках строительного проекта нужно выполнять длинные швы, то рациональным решением будет использование автоматической сварки. Ручной тип больше подходит для более тривиальных задач. «Красота» при ручном сваривании зависит от профессиональности сварщиков. Есть несколько способов узнать, как варить сваркой электродам – видео и пошаговые инструкции имеют самую высокую информативность.
Ручной тип в основном применяется во время выполнения монтажных работ или строительства с использованием металла в форме широких листовых полос. Технология также позволяет соединять трубопроводы, поэтому широко применяется при выполнении сантехнических работ.
Виды электродов
Есть различные типы электродов для ручной дуговой сварки:
- Проводник, обработанный силикатной обсыпкой. Это популярный тип, используется для резки металлов. Наиболее распространённые размеры: 0,3 см и 0,4 см. Перед тем как варить сваркой электродами тройкой или четверкой, необходимо иметь представление о виде работы, которую нужно проделать.
- Вольфрамовые. Данный вид применяется при аргонодуговой сварке для варки металлов и различных поверхностей. Особенностью этих электродов является то, что они не поддаются плавке.
- Электроды, обработанные стеклянной обсыпкой. Эти электроды для сварки оцинкованных труб используются наиболее часто. Когда проваривается шов, шлаковый шлейф отпадает сам, что существенно снижает риск повреждения конструкции.
Технология сварки электродами
Чтобы воспользоваться технологией дуговой сварки, для начала необходимо убедиться, что к электроду подключен переменный или постоянный ток. Электрическая дуга, генерирующая тепловую энергию, образовывается при удержании проводника на свариваемом объекте.
После воздействия высокой температуры дуги (она может достигать 7000°С), происходит плавка металла. Электрод расплавляется и соединяется со смесью металлов.
«Обратите внимание!
Нужно знать, как правильно варить нержавейку электродами, чтобы получить полноценный сплав.»
В процессе сварки используется сварочная ванна. Размеры ванны зависят от множества факторов, в число которых входят размер конструкции, скорость движения дуги, а также режима сварки (ручной или автоматический). Длина ванны в среднем составляет 15 мм.
Как подключать электрод?
Если подключить к изделью анод (+), то будет происходить ручная дуговая сварка прямой полярности. При присоединении отрицательного полюса (-), будет выполняться сварка ручного типа с обратной полярностью. Таким образом, имеется прямое и обратное подключение проводника. Оба эти виды подключения можно использовать – конкретный тип зависит от толщины металла. Для тонких материалов применяется обратное подключение, а для металлов большой толщины (более 0,3 см) – прямое.
Как правильно зажигать дугу?
Прежде чем зажечь дугу, необходимо выбрать нужную силу тока на сварочном устройстве. Аппарат имеет два кабеля:
- на первом находится зажим;
- на втором – специальный держатель, на который крепится электрод.
Зажечь дугу можно двумя способами:
Способы зажигания сварочной дуги
Подготовка электродов к сварке и виды передвижения являются основными отличиями способов зажигания дуги.
Если используют процесс касания, то электрод располагают под углом 90 градусов по отношению к тому месту, где будет образован шов. Когда произошло первое касание, проводник отводят на 0,3 сантиметра. За счет большого количества тепловой энергии достигается температура, помогающая соединять металлы.
Метод зажигания чирканья напоминает зажигание спички. Касание должно быть плавным, а располагать проводник нужно в одном направлении. После касания инструмент нужно отвести от рабочей области. Этот метод является наиболее распространённым из-за его сравнительной простоты, но в то же время он не позволяет достичь труднодоступных мест.
Необходимый наклон электрода
Подача электродов зависит от того, какое положение занимает сварка, а также от толщины и свойств металла, который необходимо сплавить. Что касается направления сварки, то здесь возможны следующие варианты:
Вне зависимости от того, какое направление было выбрано сварщиком, важно убедиться, что была достигнута максимальная глубина сварки, а шов формируется правильно. Чтобы получить ровный и эстетически красивый шов рекомендуется наклонять проводник под углом 30-60°.
Положение электрода при сварке
Движение электрода
Движения электродов, что выполняются во время сварки, называют колебательными. Существует большое количество подходов к выполнению сварочных работ.
Первое движение называется поступательным. Используя это движение, сваривание происходит по оси электрода, при этом поддерживается стабильная длина дуги. Конкретная длина дуги при сварке электродами зависит от марки устройства, а также особенностей процесса сварки. Уменьшив двину дуги, качество шва тоже будет уменьшаться. Также появляется возможность короткого замыкания. Дуга должна быть в пределах диаметра электрода (по крайней мере, она не должна выходить за 1,3 его диаметра). Если дуга слишком большая, это спровоцирует разбрызгивание металла по всей сварочной ванне (форма шва также будет непривлекательной).
Второе движение называется смещение и подразумевает смещение проводника вдоль его оси, чтобы образовать шов. Конкретная скорость смещения зависит от:
- диаметра устройства;
- силы переменного или постоянного тока;
- скорости плавления.
Если поперечные смещения отсутствуют, то шов получится узким (он чаще всего используется при сплаве тонких конструкций).
Варианты движения электрода при сварке
Как выбрать ток для сварки?
Для начала стоит определить вид тока для сварочных работ: постоянный или переменный. При использовании переменного тока уменьшается глубина приваривания (примерно на 45%), в то время как провар уменьшается на 15%, если использовать переменный ток (на 25%).
Определившись с полярность электрода, необходимо выбрать диаметр проводника. От него зависит вид тока, а также время горения электрода при сварке. Например, если используется проводник диаметром 2,5 мм, то для сваривания необходимо подать ток 70–120 А. В тех ситуациях, когда речь идет о сварке тонких металлов, необходимо подбирать проводник толщиной 2–3 мм, при этом нужно подавать ток силой 40–70 А. Таким образом, можно сделать вывод, что на силу тока влияет вид толщины материала и диаметра электрода.
Заключение
Нужно помнить, что электрическая сварка бывает автоматической, полуавтоматической и ручной, а выбор проводников и тока зависит от тонкостей сварочных работ. Кроме того, если работник выяснил, как правильно варить сваркой электродами, типы швов у него будут получаться тонкие и красивые.
svarkaipayka. ru
Азы сварки электродами для начинающих
Содержание
Прошло уже несколько сот лет, как люди впервые соединили две металлические поверхности воедино, используя для этого процесс расплавления металлического стержня при помощи электрического тока. Этот стержень и есть электрод.
Состав электрода и его значение
Обмазка, или его поверхность, состоит из смеси металлов – никеля, марганца, железа и минералов – глинозема, магнезии, известняка, которые находятся в порошкообразном состоянии. Металлы плавятся, а минералы являются своеобразной защитой от действия кислорода. Такая защита необходима для усиления соединения. В данную смесь дополнительно добавляют краситель, который облегчает их распознавание по видам.
Основой для обмазки служит тонкая металлическая проволока. Вид которой, зависит от того, для каких работ предназначается использовать данное изделие. В основном для этого используют проволоку изготовленную из нержавеющей стали или углеродную проволоку.
наклон электрода
По изделию идет передача электрического тока, предназначенного для нагрева и плавления поверхности металла.
Каждый человек рано или поздно в жизни сталкивается с такой ситуацией, когда нужно в быту что- то сварить при помощи электрической сварки и аппарата. Прежде всего, для этого необходимо иметь сварочный аппарат и, естественно, навыки работы, ведь обязательно нужно знать, как правильно варить электродами.
Принцип процесса электрической сварки
Если варить электросваркой в домашних условиях, используют любой аппарат для сварки, максимальная мощность которого составляет 160 Амп. Во время работ происходит возбуждение дуги между плоскостью детали и электродом. Для успешного работы необходимо соблюдение некоторых правил:
- К плоскости деталей, которые нуждаются в сварке необходимо прикрепить один провод, который отходит от трансформатора – масса, а другой провод, к которому прикреплен электрод в держатель, нужно поднести к плоскости места приварки и по нему вести торцом изделия. При этом будет возникать дуга.
- Для того чтобы правильно провести сварку, необходимо правильно варить при помощи электродов. Это достигается в результате выбора нужного удаления от поверхности соединения. Оптимальным считается расстояние от 2 до 6 мм. В результате действия высокой температуры дуги, плавится металл на сварочной поверхности и заполняется канавка, которая образовалась в момент воздействия дуги на металлическую поверхность. Если правильно и аккуратно вести электрод по длине места соединения, эта канавка заполняется расплавленным металлом.
- Большое значение для эффективного и качественного результата имеет выбор самих элетродов. Для проведения работ используют такие его виды: стальной, медный, чугунный, биметаллический, латунный. Также их подразделяют на марки, например, 332, 350 и другие. Для обозначения их маркировки, применяют своеобразный индекс, обозначающий параметр вязкости сварочного шва, а числа на индексе указывают на уровень твердости металла. Главное правило, которым необходимо пользоваться при их подборе – расчет на толщину металла.
- Для того, чтобы сварка прошла удачно, необходимо уметь правильно удерживать сварочный электрод. Должен быть наклон приблизительно 80 градусов, по направлению к дуге. Возникновение дуги можно добиться двумя методами: черканием (изделие нужно держать, как спичку во время поджигания) и подъемом (им постукивают по поверхности и во время появления дуги поднимают).
Важно не только правильно держать сварочный электрод, но и подобрать необходимую силу тока. Если она будет слишком маленькой, дуга будет постоянно тухнуть.
Умение держать электрод во время сварки, дает возможность набить руку и варить на более высоком уровне и с большей скоростью.
движение торцом электрода при сварке
Выбор нужного количества
Важной операцией при подготовке к работе является подсчет необходимого количества электродов. При этом нужно учитывать такие факторы: толщина и масса металла, длина шва. Эта процедура позволяет вести работы эффективно и экономно, если при этом вести электрод равномерно. Для подсчета их количества используется несколько способов. Наиболее популярным является подсчет по весу выплавленного металла. Единица измерения, в которой исчисляют их количество – килограмм. Покупка – это довольно значительные траты. Для того, чтобы хоть немного сэкономить на покупке, необходимо учитывать их вид, силу тока во время правильной сварки электродом.
Можно также использовать автоматический или полуавтоматический вид сварочного процесса. Эти способы заключаются в том, что необходимо водить электродом по кругу, они дают возможность намного уменьшить их количество, необходимое для того, чтобы варить плоскости деталей и металлов.
Дополнительные материалы
Как варить сварочным инвертором
Сварочный инвертор – современный сварочный аппарат, простой, удобный в обращении, поможет вам справиться с любыми сварочными работами легко и в кратчайшие сроки. Разобраться с премудростями инверторной сварки также не составит особого труда.
Как произвести правильный расчет расхода электродов?
Прежде, чем начинать сваривание, стоит заранее озаботиться приобретением необходимого количества электродов. Но для этого вам необходимо точно знать, сколько именно электродов вам понадобится для работы. Проведя все расчеты можно избежать большого количества излишков или необходимости докупать сварочные материалы.
Сварочные работы по чугуну
Для обработки чугунных изделий используются разные способы и методы сварки. Большое разнообразие применяемых технологий обусловлен особенностями данного металла. Чугун является очень прочным и чувствительным материалом, требующим особого внимания со стороны профессиональных мастеров.
metallmania.ru
Как правильно варить трубы электросваркой: технология процесса, секреты и уроки сварки для начинающих
В ситуации, когда необходимо соединить металлические детали, чаще всего прибегают к методу создания сварного шва, поскольку он способен обеспечить достаточно высокую надежность. Этот способ получил широкое распространение не только в промышленности, но и в обычной повседневной жизни.
Подавляющее большинство домашних мастеров периодически используют сварку. Везет тем из них, кто обладает навыками сварки. Если же их нет, то в этом случае ничего не остается другого, как обращаться к специалистам.
Но при желании каждому под силу научиться варить. И первое, чему следует уделить внимание в самом начале — ознакомиться основами электросварки для начинающих. Речь идет об уроках, рассказывающих об особенностях создания различных швов. Приступать к выполнению более сложных работ следует лишь после того, как владелец получит достаточный опыт. Далее мы остановимся подробнее на нюансах сварочных работ и определенных хитростях этого процесса.
С чего начать подготовительный этап?
Первое, что нужно сделать тем, кто хочет научиться варить — приобрести необходимое оборудование. Полный комплект, который потребуется для выполнения подобной работы, будет включать:
- аппарат для сварки;
- набор электродов;
- молоток для отбивания шлака;
- щетка.
При выборе электрода необходимо обращать внимание на его диаметр, который будет определяться толщиной свариваемого металлического листа. Также следует позаботиться и о защите. Для сварки нам понадобятся:
- сварочная маска со специальным светофильтром;
- плотная одежда с длинным рукавом;
- перчатки, желательно из замши.
В числе обязательных для выполнения сварочных работ инструментов должны числиться сварочный выпрямитель, трансформатор или инвертор. Именно с помощью этих аппаратов и будет решена задача по преобразованию переменного тока в постоянный, что позволит выполнять сварку.
Технология сварочного процесса
Приступая к электросварке, следует помнить о том, что эта работа проводится в условиях высоких температур. Обеспечивает выполнение подобных работ электрическая дуга, которая должна поддерживаться между электродом и свариваемым изделием.
Именно во время ее контакта с заготовкой и происходит расплавление металла основы и сварочного электрода. В этот момент возникает явление, которое среди специалистов получило название сварочной ванны. В ней основной и металл электрода смешивается в однородную массу.
Ванна может иметь различные размеры, что определяется используемым режимом сварки, пространственным положением, скоростью перемещения дуги, формами и размерами кромки и пр.Обычно она достигает в ширину порядка 8–15 мм, в длину 10–30 мм, а в глубину — около 6 мм.
На каждом электроде имеется специальное покрытие, именуемое обмазкой. В момент ее расплавления возникает специальная газовая зона в области дуги и над ванной. Благодаря ей воздух покидает зону сварки и исключается взаимодействие расплавленного металла с кислородом. Также она содержит пары основного и электродного металла.
Уже на самом шве появляется сплав, не позволяющий контактировать расплаву с воздухом, что ухудшило бы качество сварки. По мере удаления электрической дуги происходит кристаллизация металлов, в результате возникает шов, благодаря которому прочно соединяются свариваемые детали. На самом шве находится защитный слой шлака, который по окончании сварочных работ обязательно нужно убрать.
Азы электродуговой сварки
Чтобы получить как можно лучшие результаты при создании сварочного шва, начинающим сварщикам в первую очередь нужно ознакомиться с уроками, где уделяется внимание правильному выполнению этой работы на первых этапах. Желательно и получать практику выполнения сварочных работ под руководством опытного специалиста, который не только укажет на ошибки, но и подскажет, как их не допускать в будущем. Прежде чем начинать сваривать детали, нужно убедиться, что она достаточно надежно зафиксирована.
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании. Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл.
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
При точном соблюдении всех рекомендаций должна зажечься дуга. Пока сварка не будет закончена, нужно держать электрод на расстоянии 5 мм. Следует иметь в виду, что во время сварки металла стержень электрода начнет постепенно выгорать.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
Может возникнуть такая ситуация, что во время сварки изделий электрод будет полностью израсходован, но при этом его не хватило для создания всего шва. В этом случае нужно сделать перерыв в работе. Отключив аппарат, нужно вставить новый электрод, убрать с поверхности шва шлак, а затем продолжить сварку. От созданного в конце шва углубления, часто именуемого кратером, нужно сделать отступ около 12 мм и зажечь дугу. Приближать электрод следует с тем расчетом, чтобы при контакте возник сплав из металла старого и вновь установленного электрода. Далее сварку выполняют в обычном режиме.
Особенности сваривания трубопровода инвертором
Метод дуговой электросварки подходит для создания вертикального шва при условии, что он находится с торца трубы. В случае создания горизонтального шва последний должен находиться на ее окружности. Если приходится выполнять потолочный и нижний швы, то они должны находиться сверху и снизу. Среди всех названных именно последний создает меньше проблем в выполнении.
Если приходится иметь дело со стальными трубами, то чаще всего используется метод сварки встык, предусматривающий проваривание каждой кромки по высоте стенок. Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Подготовка
До того как приступить к электосварке металлических изделий, нужно выполнить подготовительные мероприятия:
- Со свариваемой алиментов необходимо удалить верхний слой.
- При наличии у торцов трубы неровностей их нужно срезать или же выправить.
- Далее начинаем обрабатывать кромки. Здесь необходимо не менее 10 миллиметров поверхности, прилегающей к кромкам трубы снаружи и внутри стильно зачислить до появления металлического блеска.
Основные этапы
Далее уже можно начинать непосредственно сварку трубы. Обработка каждого стыка должна выполняться непрерывно, пока они не будут полностью приварены. Создавать поворотные и неповоротные стыки труб со стенками не более 6 мм следует как минимум в два слоя. Если стенки имеют ширину 6–12 мм, то должно быть создано три слоя, более 19 мм — 4 слоя. При сварке труб необходимо учитывать один важный нюанс: с очередного шва, создаваемого на стыке, необходимо удалять шлак, лишь после этого можно переходить к созданию нового.
Особое внимание следует уделить созданию первого шва, поскольку от него многое зависит. Выполнять его нужно таким образом, чтобы он расплавил каждую кромку и участки притупления. Очень важно обследовать его крайне внимательно, поскольку на нём могут быть трещины. В случае их обнаружения их нужно выплавить или же вырубить, после чего участок снова заваривается. При создании остальных слоев необходимо не спеша поворачивать трубу. При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
Создавать финишный слой нужно с тем расчетом, чтобы он обеспечил плавный переход на основной металл и при этом имел ровную поверхность. Добиться наивысшего качества заваривания труб при помощи сварки можно, если очередной слой будет выполняться в обратном направлении по отношению к предыдущему, при этом их замыкающие точки должны находиться вразброс друг от друга.
Заключение
Сварочные работы отличаются достаточной сложностью, поэтому начинающим сварщикам предстоит немало потратить времени и сил, чтобы создать качественные и прочные сварные соединения. Но прежде им следует получить представление об основных моментах из уроков, без которых невозможно выполнять качественно и правильно варить металл.
Важно не только подготовить все необходимые инструменты и материалы, но и с особой тщательностью подойти к изучению технологии сварочного процесса. Это очень важно потому, что любая ошибка может впоследствии сказаться на качестве сварного шва, и если этому не уделить внимание на начальном этапе, то в дальнейшем все усилия будут напрасны, в результате придется все переделывать.
- Автор: Виталий Данилович Орлов
stanok.guru
Как научиться работать электросваркой — первые шаги
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что сварка инвертором для начинающих – лучшее, что может предложить рынок.
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
- В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
- Процесс сварки начинается с розжига дуги.
- Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Влияние силы тока
Таблица выбора сварочного тока.
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Частые ошибки новичков
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
С чего начать сварку электродами
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
- Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
- Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Источник: https://svaring.com/welding/teorija/azy-svarki-elektrodami
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать.
И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется.
О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур.
Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади.
Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор.
Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят.
К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом.
Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры.
Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе.
После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика.
Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак.
Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой.
Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете.
В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну.
У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток.
Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может.
Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту.
Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Источник: https://stroychik.ru/tools/kak-pravilno-varit-svarkoj
Уроки электросварки инвертором для начинающих
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка.
Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы.
Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
На одном из кабелей сварочного аппарата размещен фиксатор, как правило, они бывают двух типов:
- Винтовой. Ручка держателя вращается и позволяет вставить в образовавшееся гнездо электрод;
- Пружинный. Чтобы вставить электрод необходимо нажать на кнопку на ручке.
После подключения электрода наступает черед подключения кабелей аппарата. Сварочный агрегат имеет два выхода: отрицательный и положительный и два кабеля:
- Первый оканчивается зажимом для электрода;
- Второй имеет фиксатор для подсоединения к детали.
Схема подключения зависит от работы. В инверторных устройствах плюс подключается к детали, а минус к электроду. Такая полярность дает лучший разогрев металла и, следовательно, большую прочность сварным соединениям. Для сварки нержавейки аргоном выполняют обратное подключение.
После подключения электрода и кабелей необходимо научиться зажигать дугу. Ее зажигание происходит при соприкосновении детали и электрода. Возможны два метода:
- Постукивание. Необходимо несколько раз легко ударить концом электрода по детали;
- Проведение. Вдоль будущего шва делается быстрое проводящее движение электрода.
Новый электрод разжигается быстро. Немного сложнее разжечь уже использованный – для этого необходимо освободить его от нагара путем постукивания об деталь.
Прежде чем приступить к следующему этапу обучения необходимо научиться стабильно и быстро разжигать дугу.
Наиболее удобное положение электрода характеризуется как наклоненное к сварщику под углом 30-60°. Варьирование в данных пропорциях ведется по ходу сварки по состоянию сварной ванны.
Возможны два варианта наклона электрода:
- Угол назад. По данной схеме расплавленный шлак идет за электродом, который движется с такой скоростью, чтобы шлак успевал закрывать сварную ванну. При таком положении электрода металл прогревается на значительную глубину;
- Угол вперед. В данном случае разогрев металла будет несильный, сварной шов будет идти за электродом.
При проведении сварки мастер должен оценивать несколько параметров:
- Движение электрода должно производиться по спланированной схеме для получения ровного и красивого шва;
- По мере расплавления металла электрод опускается ниже, но не более чем на 2-3 мм от края металла;
- Состояние и размер сварной ванны регулируются посредством скорости движения электрода;
- Важно контролировать направление шва.
Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках. Последовательность работ следующая:
- Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
- В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
- После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
После остывания шов отбивается молотком от шлака и проверяется на качество. Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
Источник: https://electrod.biz/hobbi/uroki-elektrosvarki-dlya-nachinayushhih.html
Сварка инвертором для начинающих и азы электросварки
Сварка инвертором для начинающих и азы электросварки
С появлением на рынках недорогих инверторов для сварки постоянным током, у каждого домашнего мастера появилась уникальная возможность научиться варить. Сделать это со сварочным инвертором намного проще, чем со старым трансформаторным аппаратом переменного тока, который очень сильно нагружает электросеть.
Стоимость инвертора для сварки во многом зависит от его характеристик и бренда. Однако даже самого дешёвого сварочного аппарата с лихвой хватит для того, чтобы сварить забор на даче или собрать небольшую металлоконструкцию. При этом чтобы освоить сварочный инвертор, понадобится совсем немного времени.
Как варить сварочным инвертором для начинающих, и каковы основы электросварки, будет рассказано ниже, в этой статье сайта mmasvarka.ru.
Что такое сварочный инвертор, принцип работы
Сварочный инвертор назвали так потому, что он способен преобразовывать входящий переменный ток, в постоянные его значения. Сам по себе инвертор имеет очень высокие значения КПД (почти 90/%), что намного выше, чем у обычного сварочного трансформатора.
Практически все сварочные инверторы способны работать от домашней электросети в 220 Вольт. Однако есть и особые аппараты для работы, которых нужны все 380 В. Немаловажное преимущество сварочных инверторов и в том, что они способны работать от пониженного напряжения в 160 В.
Ну а для новичков, которые только учатся варить, сварочный инвертор станет просто незаменимым помощником. Здесь и более стабильная дуга, чем на сварочном аппарате переменного тока, и другие возможности, помогающие в значительной мере облегчить сварочный процесс.
Основы и азы сварки инвертором
В первую очередь нужно разобраться из чего состоит сварочный инвертор, и какие его элементы управления потребуются в работе. На вид инвертор представляет собой небольшой прямоугольный ящик, вес которого может достигать 10 кг. С одной стороны инвертора расположены элементы управления, с другой стороны, вентиляционные отверстия.
Основными элементами управления инвертором является кнопка включения и регулятор силы тока. Кроме того, в зависимости от модели и функциональных возможностей сварочного аппарата, спереди могут размещаться и вспомогательные элементы управления. Неотъемлемыми атрибутами любого инвертора, являются выхода «+» и «-» для подключения электродного держателя и минусовой клеммы-прищепки.
Выбирая сварочный инвертор, следует учитывать, для чего он именно нужен и какой металл им по толщине придётся сваривать. Посмотреть рейтинг сварочных инверторов и самые популярные их модели, можно в этой статье сайта про ручную дуговую сварку.
Сварка инвертором для начинающих
Сварочный инвертор умеет варить только постоянным током. Следовательно, меняя полярность подключения инвертора, можно изменять параметра электросварки.
Если держатель с электродом подключается к минусовой клемме инвертора, а «масса» к плюсовой клемме, то такое подключение инвертора называется «прямым».
Способ прямого подключения к инвертору подходит для сварки толстых металлов, толщиной более 5 мм.
Обратное подключение инвертора, когда на электрод подаётся плюс, а к свариваемой заготовке минус, используется преимущественно при сварке тонких металлов. Однако такое подключение инвертора не является строгим правилом, и оно может быть изменено в ряде случаев.
Все дело в том, что при подключении инвертора в обратной последовательности, большая температура нагрева приходится на электрод, а не на металл, что уберегает его от прожога. О том, что такое прожог сварного шва при сварке уже рассказывалось в прошлой статье.
Сварочная дуга и образование шва
Чтобы сформировать сварочный шов, нужно зажечь дугу. Для этого электрод лёгким постукиванием или чирканьем проводится по поверхности металла. Сам электрод состоит из металлического стержня и специальной обмазки нанесённой на него. По сути, когда электрод соприкасается с металлом, образуется КЗ — короткое замыкание, которое способствует быстрому разогреванию металлов и их сварки.
Что нужно знать начинающему сварщику:
- Длина дуги — рекомендуется выдерживать дугу как можно короче, хотя бы на первых порах сварки. Инициировать сварочную дугу можно, как было сказано выше, двумя способами: лёгким постукиванием электрода или его чирканьем. Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.
- Движение электродом — когда дуга инициирована, можно приступать к сварке металлов. Для этого электрод ведётся из стороны в сторону, захватывая и наполняя раскалённым металлом кромки свариваемых изделий. Движение электродом можно осуществлять различными способами, например: ёлочкой, треугольником и т. д.
- Скорость сварки — зависит от толщины свариваемого металла. Чем тоньше металл, тем выше скорость сварки, а иначе прожогов не избежать.
Обязательно нужно не забыть и заварить в конце сварочного шва кратер. Для этого достаточно немного вернуться в конце шва назад, удержать дугу, и после заполнения кратера металлом разорвать её отводом в сторону.
Еще статьи про сварку:- Прожог сварного шва: причины, из-за чего это происходит
- Как варить трубы: полезные советы для начинающих
- Что делать, если нахватался зайчиков при сварке
Источник: https://zen.yandex.ru/media/id/5d8f52fc6d29c100acf25c5a/5dc9912d1322b67386d1868f
Что такое электросварка? (с изображением)
Электросварка — это процесс нагревания и сваривания двух кусков металла с помощью мощного электрического тока. Его изобрел профессор Элиу Томсон. Это требует использования специального устройства, называемого динамо-машиной, которое высвобождает ток, используемый для сварки.
В отличие от более традиционных методов, электросварка требует лишь минимальных навыков и понимания со стороны оператора динамо-машины. Он должен только изучить правильную температуру сварки используемого металла, но не обязан изучать более сложные процессы обычной сварки. Использование динамо-машины в этом типе сварки является саморегулирующимся и требует лишь периодической смазки для продолжения правильной работы. Это делает этот метод идеальным для начинающего сварщика.
Сплав и любые два одинаковых куска металла можно соединить электросваркой. Два разных куска металла также могут быть сварены таким образом, если точка сварки ни одного из них не превышает другого. Если разная температура сварки является проблемой, металлы все еще можно сваривать с использованием сотера в точке сварки.
В процессе электросварки металлические детали соединяются между собой с помощью медных зажимов. Электричество проходит через детали, нагревая их и соединяя в точке, где встречаются две металлические детали. Кажется, что наибольшее тепло будет в точке встречи двух металлов, но область, где металлы образуют петлю и не соприкасаются, сначала становится горячей, а затем излучается наружу к стыкам.
Распределение тепла регулируется путем обеспечения последовательного движения с помощью регулирующего рычага. Это гарантирует, что оба металла станут мягкими и соединятся друг с другом одновременно. Когда процесс электросварки завершен, образуется бесшовное соединение.
К преимуществам электросварки относится тот факт, что этот метод не требует лишнего расхода топлива и обеспечивает заданную точность. Тепло не выходит далеко за пределы точки сварки. Это делает его идеальным для изолированных проводов. Концы каждого провода можно приварить, оставив изоляцию нетронутой.
Хотя электрическая сварка может потреблять до 50 000 ампер электричества, она использует электродвижущую силу, которая содержит только полвольта электричества. Это делает динамо-машину неспособной поражать человека электрическим током или током во время использования. Сварка с использованием электричества может занять от доли секунды до нескольких минут в зависимости от задания, и этот метод можно использовать как для больших, так и для малых работ.
Основы сварки MIG 101 — Часть 1 — Эрик из «Инструменты в действии» учится сваривать из Интернета — «Инструменты в действии»
Даже Эрик выглядит круто в шлеме такой инструмент, как Эрик, может научиться сварке через Интернет. Единственными источниками, которые у него есть, будут MillerWelds.com и YouTube. Сварка требует много практики, это только основы для начала работы. Как только вы овладеете этим навыком, ваш мир откроется для совершенно нового спектра. Если вы творческий тип, представьте, что вы можете построить, исправить, изменить. В конце этих статей и с помощью Миллера и YouTube, мы надеемся, вы будете сваривать и с БОЛЬШОЙ практикой овладеете техникой.Существует 4 основных процесса сварки: MIG, TIG, FCAW и Stick. MIG — это самый простой процесс для изучения, поэтому мы сосредоточим нашу статью на нем и поговорим о других процессах по мере развития наших навыков.
Большинство сварочных аппаратов MIG можно адаптировать двумя способами:
- MIG «Инертный газ для металла»: в основном это означает, что вы должны использовать газовый баллон с аргоном или смесью аргона и углекислого газа. Этот газ защищает дугу от элементов во время сварки. Этот способ немного сложнее, но создает меньше брызг и, на мой взгляд, оставляет более красивый сварной шов. Мы решили пойти по этому пути.
- FCAW «Дуговая сварка с флюсовой сердцевиной»: в основном вам не нужен газ для защиты дуги. Проволока имеет флюс, который делает это за вас. Этот способ прост в настройке и отлично подходит для грязных уличных условий, но оставляет брызги.
Переключиться между двумя процессами относительно просто, просто поменяйте 2 провода и поменяйте полярность внутри сварочного аппарата. Посмотрите в своем руководстве пользователя, чтобы узнать, нужно ли что-то изменить с вкладышем. Вкладыш проходит внутри шланга и защищает проволоку при подаче к пистолету. Сварочные аппараты бывают всех форм, размеров и всех видов цен. Для нашего проекта мы хотели найти сварочный аппарат, который был бы простым в использовании, инновационным и обладал бы достаточной мощностью для реализации более крупных проектов. Еще одна вещь, о которой следует помнить, это мощность, 120 или 230 В, в зависимости от вашей установки, очевидно, что 230 В даст вам гораздо больше энергии.
Мы нашли Millermatic 211 Auto-Set с MVP. Функция Auto-Set великолепна, в основном вы просто устанавливаете толщину материала и размер проволоки, а затем начинаете сварку. Вот и все, сварка для чайников. Машина сваривает любые материалы размером 24 ga – 3/8 дюйма. Функция MVP позволяет изменять напряжение, просто меняя концы вилки, вы будете ограничены по толщине при подключении к сети 120 В. Еще одна особенность заключается в том, что при коротком замыкании наконечника касанием изделия устройство выключается и сбрасывается с помощью триггера. Вы также можете использовать эту машину вручную, руководство под дверцей содержит множество информации для ручных настроек.
Конечно, устройство носит имя Miller Electric, которое, на мой взгляд, является одним из лучших имен в отрасли сварки. Miller Electric производит сварочные аппараты дольше, чем большинство наших читателей. Они знают сварку и сделаны в США. Таким образом, вы не только чувствуете себя хорошо, потому что ваша покупка поддерживает американского рабочего, но и получаете высококачественный, передовой продукт, на который распространяется трехлетняя гарантия.
Сварочный аппарат прост в установке. Присоедините шланг, закрутите наконечник, подключите газ и протяните провод. Подача проволоки на этом станке проста, ослабьте гайку, стяните старую катушку. Вставьте старую катушку и затяните ее, пока не почувствуете легкое сопротивление, затем протяните кабель через автоматическую подачу. Нам не пришлось менять приводной ролик, так как он был установлен на прилагаемый провод и был готов к работе. Вам нужно будет обеспечить свой собственный газ, вы можете получить баллоны и газ в любом магазине сварочных материалов. Для обычной сварки мы использовали смесь 75 % аргона и 25 % углекислого газа, которая рекомендуется для легкого общего применения. Сварщик поставляется с проволокой .30, которая отлично подходит для обычных работ с мягкой сталью. Вот отличная статья о покупке вашего первого сварочного аппарата.
Вы почти готовы к сварке, Но сначала мы должны обсудить самое важное в сварке, безопасность! Мы рассмотрим технику безопасности во второй части нашего курса «Основы сварки 101». Помните, что я не опытный сварщик, а Эрик только учится. Мы все узнаем новое. Если вы видите ошибку, сообщите нам об этом.
Аргонная смесь Миллерматик 211 Автоустановка Передняя панель Боковая панель открыта с заглушкой MVP В правом верхнем углу вы бы перепутали провода, чтобы изменить полярность для Flux Core. Приводной механизм Кончик Даже Эрик круто выглядит в шлеме
Основы сварки MIG | Долговечность
Переключить навигацию
Поиск
Новые сварщики, которые только учатся сварке, должны начать со сварки в среде инертного газа (MIG), также известной как дуговая сварка в среде защитного газа (GMAW). MIG — это тип электродуговой сварки, основанный на создании электрической цепи, проходящей через свариваемые объекты, и сварочной проволоки, которая действует как электрод.
Когда сварочная проволока касается металлического предмета, цепь замыкается. Затем провод оттягивается на небольшое расстояние, вызывая электрическую дугу, которая нагревается до тысяч градусов по Фаренгейту, расплавляя провод и частично расплавляя два куска металла. Это создает ванну расплава, в которой все три металла сливаются в один, когда он охлаждается и затвердевает, оставляя валик вдоль сварного шва.
По мере того, как сварочное действие продолжается вдоль шва, проволока плавится, и с наконечника сварочной горелки непрерывно подается новая проволока. В то же время из горелки выбрасывается газ, распространяющийся вокруг дуги, чтобы защитить зону сварки от загрязняющих веществ в воздухе, таких как кислород и азот.
ВВЕДЕНИЕ В СВАРКУ МИГ
Сварка МИГ была разработана в 1940-х годах, и 60 лет спустя общий принцип остался тем же. Сварка MIG использует электрическую дугу для создания короткого замыкания между постоянно подаваемым анодом (+ сварочная горелка с подачей проволоки) и катодом (- свариваемый металл).
Тепло, выделяемое при коротком замыкании, вместе с нереакционноспособным (следовательно, инертным) газом локально плавит металл и позволяет ему смешиваться. Как только тепло удаляется, металл начинает остывать и затвердевать, образуя новый кусок расплавленного металла.
Несколько лет назад полное название сварки в инертном газе (MIG) было изменено на дуговую сварку металлическим электродом в газе (GMAW), но если вы назовете это так, что большинство людей не поймут, о чем, черт возьми, вы говорите, название сварка MIG конечно застрял.
9Сварка MIG 0002 удобна тем, что ее можно использовать для сварки различных металлов: углеродистой стали, нержавеющей стали, алюминия, магния, меди, никеля, кремниевой бронзы и других сплавов.МАШИНА ДЛЯ СВАРКИ МИГ
Внутри сварочного аппарата вы найдете катушку с проволокой и ряд роликов, которые проталкивают проволоку к сварочному пистолету. Внутри этой части сварочного аппарата почти ничего не происходит, поэтому стоит потратить всего минуту и ознакомиться с различными частями. Если механизм подачи проволоки по какой-либо причине заедает (это случается время от времени), вам следует проверить эту часть машины.
Большая катушка с проволокой должна удерживаться натяжной гайкой. Гайка должна быть затянута достаточно, чтобы катушка не разматывалась, но не настолько, чтобы ролики не могли вытянуть проволоку из катушки.
Если вы проследите за проволокой с катушки, вы увидите, что она входит в набор роликов, которые стягивают проволоку с большого рулона. Этот сварочный аппарат предназначен для сварки алюминия, поэтому в него загружена алюминиевая проволока. Сварка MIG, которую я собираюсь описать в этом руководстве, предназначена для стали, в которой используется проволока медного цвета.
ГАЗОВЫЙ БАК
Если вы используете защитный газ в сварочном аппарате MIG, позади MIG будет газовый баллон. Резервуар состоит либо из 100% аргона, либо из смеси CO2 и аргона. Этот газ защищает сварной шов по мере его образования. Без газа ваши сварные швы будут выглядеть коричневыми, забрызганными и вообще не очень красивыми. Откройте главный клапан баллона и убедитесь, что в баке есть немного газа. Ваши манометры должны показывать давление в резервуаре от 0 до 2500 фунтов на квадратный дюйм, а регулятор должен быть установлен в диапазоне от 15 до 25 фунтов на квадратный дюйм в зависимости от того, как вы хотите все настроить, и от типа используемого сварочного пистолета.
Хорошее эмпирическое правило – открывать все вентили всех бензобаков в магазине только на пол-оборота или около того. Открытие клапана до конца не улучшит ваш поток больше, чем простое открывание клапана, так как бак находится под таким большим давлением. Логика этого заключается в том, что если кому-то нужно быстро перекрыть газ в чрезвычайной ситуации, ему не нужно тратить время на открытие полностью открытого клапана. Это может показаться не таким уж большим делом с аргоном или CO2, но когда вы работаете с легковоспламеняющимися газами, такими как кислород или ацетилен, вы можете понять, почему это может пригодиться в случае чрезвычайной ситуации.
Когда проволока проходит через ролики, она направляется по набору шлангов к сварочному пистолету. Шланги несут заряженный электрод и газообразный аргон.
СВАРОЧНЫЙ ПИСТОЛЕТ
Сварочный пистолет — это бизнес-конец вещей. Именно на него будет направлено большинство вашего внимания во время процесса сварки. Пистолет состоит из курка, который управляет подачей проволоки и подачей электричества. Провод направляется сменным медным наконечником, который изготавливается для каждого конкретного сварщика. Наконечники различаются по размеру, чтобы соответствовать диаметру проволоки, с которой вы работаете. Скорее всего, эта часть сварочного аппарата уже будет у вас настроена. Снаружи наконечник пистолета закрыт керамической или металлической чашкой, которая защищает электрод и направляет поток газа из наконечника пистолета. Вы можете увидеть небольшой кусок проволоки, торчащий из наконечника сварочного пистолета на фотографиях ниже.
ЗАЖИМ ЗАЗЕМЛЕНИЯ
Зажим заземления является катодом (-) в цепи и замыкает цепь между сварочным аппаратом, сварочной горелкой и объектом. Он должен быть прикреплен либо непосредственно к свариваемому металлу, либо к металлическому сварочному столу, подобному тому, что изображен ниже (у нас есть два сварочных аппарата, следовательно, два зажима, вам нужен только один зажим от сварщика, прикрепленного к вашему изделию для сварки).
Зажим должен иметь хороший контакт со свариваемой деталью, чтобы он работал, поэтому обязательно сошлифуйте всю ржавчину или краску, которые могут помешать соединению зажима с вашей работой.
БЕЗОПАСНОСТЬ ПРЕЖДЕ ВСЕГО!
Безопасность всегда является наивысшим приоритетом на сварочной площадке. Рабочий всегда может отремонтировать часть оборудования или зашлифовать плохой сварной шов и заново сварить стык. Однако травма может быть необратимой. Опасности при сварке могут включать ожоги горячим металлом, ожоги дугой, потерю слуха, расчленение и потерю зрения.
Ко всем этим потенциальным опасностям следует относиться очень серьезно. Вот почему в категории личной безопасности есть из чего выбрать. Перед началом любых сварочных работ необходимо приобрести или взять напрокат защитное оборудование, а затем использовать его.
СВАРКА МЕТАЛЛОВ ВМЕСТЕ
Если это ваш первый опыт сварки, вы можете потренироваться в сварке валика перед сваркой двух металлических частей. Сделать это можно, взяв кусок металлолома и сделав на его поверхности сварной шов по прямой линии.
После того, как вы немного опробовали свой метод на каком-то ломе, пришло время заняться настоящей сваркой. Вы в основном просто берете сварочный аппарат и делаете движение шитья по верхней части шва. Идеально сваривать снизу приклада вверх, продвигая сварной шов кончиком пистолета вперед, однако это не всегда удобно и не всегда является хорошим способом начать обучение. Вначале совершенно нормально сваривать в любом удобном для вас направлении/положении.
СОПУТСТВУЮЩИЕ ПРОДУКТЫ
Посмотреть как Сетка Список
4 позиции
Показывать
12 16 32
на страницу
Сортировать по Должность наименование товара Цена Установить нисходящее направление
Посмотреть как Сетка Список
4 позиции
Показывать
12 16 32
на страницу
Сортировать по Должность наименование товара Цена Установить нисходящее направление
Основы сварки – техника и технология сварки
Перейти к содержимому
Тематический блог
Архив рубрики: Основы сварки
- Главная
- Архив по категории «Основы сварки»
Коды и методы IaaS
Стандарты безопасности при сварке предназначены для предотвращения несчастных случаев при сварке. Сварка — это процесс, включающий сплав двух металлов для создания изделия, подобно сплавлению нескольких различных металлических частей для создания стальной детали. Сварка может выполняться с использованием ручного или автоматического сварочного оборудования; тем не менее, все же лучше максимально соблюдать стандарты безопасности при сварке. Известно, что сварка очень опасна, особенно если сварка происходит в зоне, где присутствуют легковоспламеняющиеся газы. Безопасность сварки лучше всего обеспечивается путем проведения надлежащего обучения технике безопасности при сварке, осмотра сварочного оборудования перед работой и проверки того, что рабочие знают стандарты безопасности при сварке перед выполнением сварочных работ, чтобы свести к минимуму вероятность безопасности сварки и травм.
Опасности при сварке
Опасности при сварке в основном связаны с двумя факторами: рабочей средой и самим процессом сварки. При сварке выделяется тепло, которое может нанести вред людям, находящимся поблизости. Использование тазеров и другого оборудования, связанного с электрическим током, также может привести к образованию вредных паров. Кроме того, в процессе сварки могут выделяться легковоспламеняющиеся газы.
Сварщики должны строго соблюдать правила безопасности при сварке, особенно на рабочем месте. Сварочные аппараты могут вызвать серьезные проблемы со здоровьем, если они отвлекают внимание. Один из способов предотвращения рисков, связанных с безопасностью сварки, — не отвлекаться во время работы. Держите глаза сосредоточенными на текущей работе. Отвлекшиеся сварщики могут оглядываться или проверять другие вещи, которые не следует делать во время работы. Вы должны стараться сохранять концентрацию и внимание во время сварки.
Настройки
Другим методом обеспечения безопасности при сварке является выполнение сварочных работ с рекомендованными настройками. Операторы должны следовать всем рекомендациям работодателей-сварщиков или регулирующего органа. Например, вы никогда не должны использовать сварочный аппарат со слишком большим количеством охлаждающей жидкости. Слишком много охлаждающей жидкости может ускорить работу сварщиков, а иногда и доставлять им проблемы. Всегда внимательно следуйте инструкциям, чтобы не оказаться в непредвиденной ситуации.
Очень распространенным правилом безопасности при сварке является соблюдение безопасного расстояния от сварочных работ. Эта мера безопасности особенно важна для рабочих, которые активно участвуют в сварочных процессах. Сварщики дышат сварочным дымом, и некоторые из этих паров могут быть весьма опасны. Насколько это возможно, сварщики должны держаться на безопасном расстоянии от самого процесса сварки.
Оборудование
Сварщикам также рекомендуется закрепить все сварочное оборудование. В большинстве правил техники безопасности при сварке рекомендуется закрепить защитное оборудование для сварки в безопасном месте, чтобы предотвратить несчастный случай. Некоторое защитное оборудование, которое используют сварщики, включает сварочные шлемы, перчатки, маски и защитную одежду. Сварочные очки также настоятельно рекомендуются для защиты глаз от сварочного дыма.
Перед началом работы всегда необходимо пройти курс по технике безопасности при сварке. Такой инструктаж по технике безопасности обычно проводится самой сварочной компанией или авторизованным учебным заведением. Курс научит вас различным методам обеспечения безопасности при сварке. Это включает в себя защитный газ, защитный раствор и правильное использование оборудования. Обучение технике безопасности очень важно, работаете ли вы в магазине или у себя дома.
В целом можно сказать, что на безопасность сварки стоит обращать внимание. Соблюдая упомянутые выше правила, вы можете значительно снизить вероятность возникновения многих опасностей, связанных со сваркой, таких как искры, возгорание и взрыв. После того, как вы ознакомитесь с опасностями каждого кодекса и метода IaaS (Международной ассоциации инженеров-металлургов), вам также следует ознакомиться с правилами IIS (Шотландский институт страхования). Обладая этими знаниями, вы можете быть уверены, что не столкнетесь ни с одним из кодов IaaS или IIS во время работы.
Как стали возможны сварочные процессы?
Существует множество сварочных процессов и технологий, которые были разработаны и усовершенствованы с течением времени. Все эти сварочные процессы имеют один общий фактор, а именно способность увеличивать прочность создаваемых деталей, одновременно обеспечивая возможность легкого ремонта и замены деталей. В то время как в сварочном цехе доступны различные сварочные процессы, от традиционной мокрой сварки до сварки под высоким давлением и цинкования, есть некоторые сварочные процессы и технологии, которые чаще используются в сварочных цехах.
Основные сварочные процессы
Самыми основными сварочными процессами и технологиями являются дуговая сварка. В этом методе используется электрическая дуга, представляющая собой мощный луч постоянного тока, направленный на зону сварки. Объектом сварки может быть тонкий кусок металла, например гвоздь, или более крупный металл, например лист или даже предмет мебели. Для создания хорошего сварного шва дуга должна гореть достаточно долго, чтобы зона сварки была защищена от окружающей среды. Еще одна вещь, которую следует учитывать, это то, что у вас должен быть хороший, мощный источник питания, чтобы правильно использовать этот тип сварочных процессов и методов.
Другим сварочным процессом и технологией, используемой сегодня, является газовая дуговая сварка металлическим электродом или GMAW. Этот метод сварки включает подачу в сварочный пистолет газообразного аргона, который является нейтрализатором, чтобы предотвратить взрыв аргона в плазменном состоянии, что может привести к ожогу сварщика. Вместо этого аргон заставляет сварочный стержень вдавливаться в проводящий металлический электрод с небольшим отверстием в центре. Когда стержень соприкасается с электродом, отверстие в центре электрода заполняется флюсом, и сварщик получает хороший результат сварки.
Существует несколько сварочных процессов и технологий, включающих компрессию воздуха или методы сварки сжатым воздухом. Эти методы сварки часто используются в тех случаях, когда сварщик должен находиться в несколько опасных рабочих условиях. Сжатый воздух подается в сварочную ванну, где и будет происходить процесс сварки. Этот метод сварки использует большинство процессов и методов сварки MIG. Эти методы сварки также называются дуговой сваркой металлическим электродом или сваркой постоянным током.
Подробнее Техника
Третий метод сварки, известный как сварка в твердом состоянии, также широко используется в производстве. Сварочный процесс при сварке в твердом состоянии включает подачу присадочной проволоки в контейнере под давлением через сварочный пистолет с одновременным заданием сварочной операции при температуре плавления. Сварочный пистолет расплавит металл до точки плавления, и как только он расплавится, проволока будет сварена на месте.
Последний метод сварки, который мы обсудим, — газовая сварка. Этот метод сварки включает подачу сварочной проволоки (сварочный свинец или расходуемая жидкость) в канистру, которая также заполнена сварочной жидкостью в канистре под очень высоким давлением. Сварочный стержень проходит через сварочную камеру, и проволока плавится, проходя через сопло сварочной горелки. Затем расплавленный металл выходит через выходную дверцу сварочного аппарата. Этот метод сварки использует много топлива, но имеет хороший срок службы и может давать очень точное изображение.
Газовый стакан часто используется для газовой сварки. Тумблер (или трубчатый металл) очень похож на канюлю с внешней резьбой на одном конце. Сварочная жидкость будет проходить через стакан, а затем кончик стакана соприкасается со сварочными стержнями. Это приведет к тому, что сварной шов будет более прочным, чем если бы сварочный стержень подавался через канюлю, не касаясь кончиком сварочного материала. Как видите, использование тумблера сделает процесс сварки более эффективным.
Данная технология сварки используется в сочетании с газовыми, электрическими и пневматическими источниками энергии. Сварка давлением становится все более популярной в сварочной промышленности. Этот метод сочетает в себе сильные стороны других процессов сварки и делает их еще более эффективными. Важно помнить, что при сварке давлением свариваемые материалы прочнее, чем швы, проходящие через канюли.
Обзор некоторых распространенных методов сварки
В общем, существует несколько различных методов, используемых для создания сварного шва, и используемые методы сварки зависят от типа создаваемого сварного шва. Наиболее распространенным методом сварки, используемым для всех видов сварных швов, который мы обсудим здесь, является метод дуговой сварки. При использовании сварочного пистолета с дугообразным наконечником (вольфрамовый инертный газ) между свариваемыми металлами создается дуга. Это может быть выполнено с помощью традиционных сварочных аппаратов арочного типа или новых высокоскоростных аппаратов для плазменной дуговой сварки. Существуют и другие разновидности методов сварки, в том числе; двусторонняя, прямая подача и мокрая резка. Все эти методы имеют свои преимущества и ограничения.
Контроль
Методы контроля сварных швов предназначены для обнаружения проблем до того, как они приведут к разрушению сварного шва. Это достигается путем визуального осмотра свариваемых деталей с целью выявления дефектов сварных швов или их отсутствия. В дополнение к визуальному осмотру методы визуального контроля сварных швов включают, помимо прочего, изгиб, скручивание, треск и растрескивание. Все эти методы могут представлять серьезную опасность для сварного шва и могут потребовать дополнительных методов улучшения сварного шва для предотвращения разрушения сварного шва в будущем.
Индикаторы разрушения сварных швов могут быть визуальными или механическими. индикаторы разрушения сварного шва могут быть как внешними, так и внутренними. Обычными индикаторами внешнего разрушения сварного шва являются внешняя коррозия, деформация, вздутие, изгиб или отслаивание. Как правило, когда эти сварные швы возникают, они чаще всего обнаруживаются в незараженных областях, таких как стыки, стыки, центры сварки, в которых сварной шов неглубокий или находится близко к подаче воздуха или охлаждающей жидкости. Поэтому перед началом работ необходимо осмотреть места сварки.
Методы внутреннего контроля сварных швов включают различные физические осмотры сварных участков сварочной ванны. Двумя наиболее распространенными методами являются испытание на механическое кручение и дуговая сварка с магнитным флюсом (FTC-MAW). В большинстве методов контроля сварных швов используются продольные или более плоские лучевые и горизонтальные линейные сканирования порошковой проволокой. Хотя эти тесты позволяют визуально обнаружить напряжения и ослабления сварного шва, они не могут определить, вызваны ли эти напряжения и ослабления внешними силами или они являются результатом деформации сварочной ванны. Кроме того, они не показывают глубину сварочной ванны или области напряжения сварки в зоне сварки.
Индикаторы отказа
Индикаторы отказа сварного шва, использующие методы механического контроля, предназначены для обнаружения напряжений в сварном шве, а индикаторы, использующие методы магнитного контроля, предназначены для определения слабости сварного шва. сварные участки в вашей сварной конструкции можно наблюдать с помощью обоих типов испытаний. Дуговая сварка с магнитной проволокой (FTC-MAW) использует стержень в присадочном металле, который нагревается, как правило, вольфрамовым электродом, чтобы вызвать локальный нагрев по всей сварочной ванне. Затем за стержнем следует магнитный импульс, и образуется сварочная ванна. Поскольку интенсивность магнитного поля колеблется, индикаторы разрушения сварного шва продолжают смещаться до тех пор, пока сварной шов не станет достаточно слабым, чтобы отойти от магнитного фокуса.
В другом варианте описанного выше метода используется ручной конусный зонд, который проходит от сварного шва на конце сварного шва до его самой глубокой части в сварочной ванне. В механизме удержания сварки есть небольшая ручка, которая позволяет пользователю непрерывно измерять глубину сварки и площадь сварочной ванны. Зонд можно поворачивать вручную, пока он все еще находится в зоне фиксации сварного шва, для непрерывного измерения индикаторов разрушения сварного шва. Если индикаторы разрушения сварного шва продолжают меняться, это признак того, что могут потребоваться дополнительные испытания.
Последним вариантом вышеуказанного теста являются электрогидравлические индикаторы разрушения сварных швов. Этот тип испытаний может быть выполнен без использования каких-либо расходных материалов. Тестер держит электроды в ведре со смесью воды и топлива. Электрический ток используется для генерации переменного тока в присадочном металле по мере его охлаждения, который нагревает сварочную ванну. Когда температура сварного шва приближается к точке плавления, ток создает дугу, которая нагревает присадочный металл по мере его охлаждения.
После того, как присадочный металл остынет до надлежащей температуры плавления, ток резко прекращается. Теперь сварочный стержень остывает и сплавляется со сварочной ванной. Если сварка не удалась, это указывает на то, что следует приварить новую дугу до того, как стержень остынет. Самое важное, что следует помнить при испытании сварных швов, это то, что сварной шов должен остывать без перерыва. В противном случае вы настраиваете себя на некачественный сварной шов, который в конечном итоге выйдет из строя.
Различные процессы, используемые для сварки
Говорят, что наиболее важным сварочным материалом является тепло. И это верно для любого вида сварочных работ, независимо от того, работаете ли вы на крыше с деревом или металлом, и холодная сварка металла — ваш выбор. Тепло может переносить жир из одной части в другую. Многие курсы по сварке преподаются для конкретных применений, чтобы у студентов были наилучшие возможности стать успешными сварщиками. Вот некоторые учебные материалы по сварке, с которыми вы можете столкнуться в школах сварщиков:
- Термическая обработка: Термическая обработка — это процесс нагрева сварочных материалов при высокой температуре и последующего их охлаждения при более низких температурах. Они достигают двух результатов. Одним из них является снижение риска коррозии путем уничтожения бактерий и грибков с помощью высокой температуры и давления. Это делается с помощью аппаратов холодной плазменной резки и различных методов механической сварки трением. Второй — повышение прочности металлов на растяжение за счет механического трения. Все эти процессы могут использоваться вместе или независимо друг от друга в соответствии с требованиями.
- Сварка MIG и сварка TIG: Сварка MIG — это способ сварки двух металлических частей вместе с использованием присадочной проволоки, которая оставляет голую металлическую поверхность открытой в точке, где начинается сварка. Этот тип сварки использует низкую силу тока и различные типы электродов. Сварка TIG, с другой стороны, использует более высокую силу тока и использует различные типы электродов для соединения. Это традиционная технология сварки, в которой используется тепло горелки для соединения тонких металлических деталей друг с другом. Единственное отличие состоит в том, что при сварке TIG присадочный стержень располагается между деталями, которые необходимо соединить.
- Газовая металлизация: это усовершенствованный процесс сварки, в котором используется тепло и давление для сплавления различных металлов с помощью присадочного стержня из твердого металла и сварочной горелки. Это сложный и длительный процесс, включающий в себя различные сложные сварочные операции. Его продукция имеет превосходное качество и не имеет никакого отношения к прочности или твердости сплавляемого материала.
- Это еще один передовой метод сварки, который используется для сплавления алюминия, магния и других сплавов. Это очень важно при сварке алюминия, поскольку обеспечивает наиболее точный результат и дает идеальный результат при сварке алюминиевых листов, стержней и листов с равномерным и равномерным распределением тепла. Этот метод сварки также обеспечивает очень хорошую производительность и не использует защитный газ. Единственным сварочным газом, используемым при сварке MIG и TIG, является аргон или неон.
- Сухое шитье: это процесс сварки, при котором место заготовки утрамбовывается с помощью воды. Этот процесс используется для соединения нескольких токопроводящих деталей путем плавления окружающей поверхностной воды. Затем заготовка помещается между сварочной дугой и окружающей заготовкой таким образом, что при точечной сварке используется тепло для сварки соединений. Этот метод также используется при пайке проводящих материалов.
- Распыление: еще один процесс сварки, который можно использовать для соединения металлических деталей путем их плавления с помощью струи распыления под давлением. Это недорогой метод, который можно использовать для соединения заготовок разного размера и диаметра. Это очень быстрый процесс, который позволяет выполнить сварку менее чем за секунду. Это популярный выбор для тех, кто ищет методы сварки, которые не слишком грязны. При этом виде сварки нет необходимости использовать защитные газы.
Различные процессы по-разному влияют на сварочные дымы, с которыми сталкивается сварщик и другие рабочие, находящиеся поблизости. Некоторые сварочные газы более опасны, чем другие, и вызывают кашель, хрипы, тошноту и даже боли в груди. Некоторые из газов, которые вызывают сварочные дымы, представляют собой двуокись углерода, оксиды азота, их смеси и даже окись углерода. Некоторые из них могут быть вредны для вас, если их вдыхать в течение длительного времени. Например, угарный газ вызывает кому и даже может привести к летальному исходу. Всегда рекомендуется следовать руководству по технике безопасности при сварке, прилагаемому к сварочному оборудованию, чтобы избежать ненужного воздействия сварочного дыма.
Приварка шпилек: основы и преимущества
Независимо от того, являетесь ли вы квалифицированным инженером или производителем, вы, скорее всего, регулярно используете сварку при выполнении металлоконструкций. Чтобы уточнить, сварка — это процесс нагрева, в котором используется электрическая дуга для соединения двух металлических деталей. Обычный процесс, да, но ни в коем случае не простой. Существует широкий спектр методов, материалов и инструментов, которые можно использовать. Что касается используемых методов, то они должны быть тесно связаны с типом приложения, вашими конкретными требованиями и способностями, имеющимся оборудованием и бюджетом.
И это подводит нас к приварке шпилек, одному из самых популярных методов сварки, основанному на его скорости, точности, надежности и внешнем виде.
Вот все, что нужно знать инженерам-проектировщикам о приварке шпилек, включая три различных процесса, преимущества каждого из них, а также инструменты и оборудование, задействованные в этом процессе.
Приварка шпилек требует доступа рабочего только к одной стороне соединения, что упрощает выполнение работы одним человеком.
Что такое приварка шпилек?
По сути, приварка шпилек представляет собой метод одностороннего крепления, при котором металлическая деталь соединяется с другим металлическим компонентом, обычно с металлическим листом, известным как основной материал. Детали сплавляются вместе с помощью сильной электрической дуги, создаваемой положительным электрическим током. Дуга выделяет достаточно тепла, чтобы оба металла достигли своих точек плавления. Как только образуется расплавленная ванна, деталь и исходный материал прижимаются друг к другу, образуя надежное соединение и становясь единым целым.
Приварка шпилек популярна отчасти из-за того, насколько быстро ее можно выполнить. При наличии подходящего оборудования рабочие могут приварить шпильку за миллисекунды. Скорость, однако, не влияет на прочность и надежность получаемых соединений. Они на самом деле прочнее, чем сам исходный материал, когда-то сформированный, и будут служить всю жизнь.
Вот некоторые преимущества приварки шпилек:
Внешний вид. Приварка шпилек предпочтительна из-за в значительной степени «невидимого» эффекта, который она создает из-за того, что процесс крепления выполняется только на одной стороне основного материала. На обратной стороне остаются минимальные следы. Таким образом, это рекомендуемый метод сварки, если целью является крепление ворот, которое не бросается в глаза, но при этом очень надежно.
Адаптируемый. Приварка шпилек может использоваться с различными металлами и размерами шпилек. Нержавеющая сталь, мягкая сталь, алюминий, медь и латунь могут быть эффективно приварены шпильками при использовании соответствующего оборудования. Шпильки могут быть с резьбой, без резьбы или с внутренней резьбой и иметь диаметр от 1 до 25 мм, если у вас есть соответствующие приспособления и оборудование.
Доступен. При приварке шпилек рабочим не нужно корчиться, чтобы выполнить эффективный сварной шов. Им нужен доступ только к одной стороне. Также имеется оборудование, облегчающее маневрирование. Например, более тонкие сварочные инструменты позволяют сварщикам работать в труднодоступных местах.
Без отверстий. В металлическом листе не делаются отверстия, когда к нему вплавляется шпилька, поэтому нет необходимости очищать или обрабатывать металлический лист после процесса. Таким образом, исключается риск любой протечки или ослабления листа. Отсутствие утечек также предотвращает коррозию сварного шва, поэтому он остается чистым и долговечным.
Скорость. Приварка шпилек — это чрезвычайно быстрый метод крепления. Чтобы использовать приварку шпилек в больших масштабах, пользователи могут ускорить процесс, вложив средства в более мощное оборудование. Например, существуют машины для приварки шпилек, которые могут выполнять до восьми сварных швов в минуту. Процесс также может быть полностью или частично автоматизирован, чтобы производить до 60 приварных шпилек в минуту.
Автоматизация может применяться ко всему процессу или только к его частям. Вам может потребоваться автоматизация всего процесса или только определенного этапа в зависимости от требований к точности, скорости и внешнему виду. Компании могут добиться аналогичных результатов, используя меньшее оборудование и ручные инструменты, так что не пугайтесь, предполагая, что вам нужен значительный бюджет.
Для увеличения производительности заводы могут инвестировать в автоматические машины для приварки шпилек, которые производят до 60 сварных швов в минуту.
Типы приварки шпилек
Существует три основных типа приварки шпилек, которые одинаково эффективны. Решение о том, что использовать, зависит от требований к сварке и материалов.
Сварка с конденсаторным разрядом (CD) — это распространенный процесс приварки шпилек, рекомендуемый для случаев, когда сварные соединения должны быть практически безупречными, а обратная маркировка должна быть сведена к абсолютному минимуму ради внешнего вида. Он очень эффективен на чистых и плоских исходных материалах, таких как мягкая сталь, нержавеющая сталь и алюминий.
Сварка CD работает с материалами толщиной не менее 0,7 мм, поэтому это лучший вариант для тонких исходных материалов. CD имеет более строгие ограничения, чем другие процессы, в отношении диаметра шпильки, которую можно приварить. Шпильки меньшего диаметра (1 мм) необходимы для эффективной и надежной сварки.
CD не так универсален, как другие виды приварки шпилек. Поэтому, если исходный материал загрязнен, покрыт или изогнут, лучшим выбором может быть сварка дуговой сваркой (DA).
Несмотря на то, что сварка CD не так устойчива к дефектам основного материала, как другие виды сварки, она недорогая и быстрая (отсюда и ее популярность).
При сварке CD используются конденсаторы, настроенные на определенные заранее заданные напряжения в зависимости от диаметра шпильки и толщины основного элемента. Шпилька размещается так, чтобы приварной штифт, небольшой кусочек металла в нижней части шпильки CD, касался основного материала. Таким образом, электрический ток, проходящий через металлический лист и шпильку, нагревает их до точки плавления и образует ванну расплава. Затем пружина в сварочном пистолете вдавливает шпильку в область расплавленной поверхности основного материала, чтобы сплавить две части вместе.
Для получения долговечных приварных шпилек необходимо легкое, простое в использовании и не занимающее много места оборудование CD.
При выборе устройства CD необходимо учитывать несколько факторов, в том числе легкость сварочного аппарата, сложность его использования, время перезарядки оборудования, скорость сварки и его гибкость. Различные факторы могут быть более приоритетными при выборе CD-оборудования в зависимости от предполагаемых задач.
Сварка вытянутой дугой (DA) гораздо более универсальна и адаптируема с точки зрения свариваемых материалов и диаметров. Например, если вы работаете с более толстым исходным материалом (> 2 мм), и он проржавел или имеет покрытие, DA — это метод приварки шпилек, который эффективно и точно работает с более толстыми или менее чистыми металлами.
Аналогичным образом, если требуется приварить шпильку большего диаметра, скорее всего, следует использовать именно ее.
При сварке DA ток и время сварки предварительно устанавливаются в соответствии со свариваемыми диаметрами. Размещение шпильки на пластине или металлическом листе запускает вспомогательную электрическую дугу. Шпилька поднимается на заданную высоту для создания основной дуги, в результате чего заостренный сварной конец шпильки плавится в расплавленной ванне. Возвратное давление на сварочный пистолет толкает шпильку в ванну, чтобы сплавить шпильку и металлический лист. Наконечник удерживает шпильку на месте и формирует сварной шов, но после завершения сварки его срезают.
Существует ряд сварочных аппаратов и продуктов для сварки DA, в том числе те, которые подходят для шпилек диаметром более 25 мм. Подходящее оборудование для любого применения зависит от того, насколько доступным и маневренным должен быть сварщик, необходимого тока, диаметра базовой шпильки и требуемой скорости сварки.
Сварка коротким циклом (SC) практически аналогична DA, но еще быстрее. Шпильки можно приварить к основному материалу за время от 10 до 100 миллисекунд.
Сварка SC использует комбинацию процессов CD и DA, поэтому ее можно использовать с более толстыми и более несовершенными материалами, чем с CD, но не с такими толстыми материалами и шпильками, которые может выдержать DA. Сварка SC может подойти тем, у кого бюджет меньше, поскольку оборудование и инструменты дешевле, чем те, которые используются для DA.
Процесс SC, как и DA, требует предварительной установки времени сварки и силы тока в соответствии с диаметром шпильки. Подобно CD, шпильки имеют приварной штифт, который помещается на основной материал, вызывая электрическую дежурную дугу. Как только шпилька поднимается на заданную высоту, основная дуга плавит поверхность металлического листа и сварной шов, образуя расплавленную ванну. Как и в других процессах, обратное давление прижимает шпильку и лист вместе, образуя надежное крепление.
Приварка шпилек в действии
Приварка шпилек как метод металлообработки подходит для различных отраслей промышленности и для множества различных задач. Описание некоторых из этих применений подчеркнет универсальность и эффективность приварки шпилек.
Мосты. Приварные шпильки используются для проплавления деформационных швов между мостами и дорогами из-за их надежности и срока службы. Они помогают гарантировать, что мост не деформируется из-за изменений погоды или температуры.
Шильдики. Те медные таблички официального вида, которые используются на зданиях и внутри зданий для обозначения компании или частного лица с офисами внутри, часто крепятся к стенам с помощью сварных шпилек. Они используются, потому что сварной шов и застежки не видны спереди (односторонние застежки), что обеспечивает аккуратный и профессиональный вид.
Кейтеринг. Сварка шпилек обычно используется в сфере общественного питания и приготовления пищи, поскольку не требует проделывания отверстий в основном материале, поэтому утечки практически исключены. Это также обеспечивает чистый сварной шов и легко очищаемые поверхности.
Транспортные средства. Сварные швы используются для сборки многих транспортных средств — от самолетов до поездов и автомобилей. Опять же, это односторонняя застежка и прочная, поэтому соединение очень надежное и практически незаметное для глаза.
Приварка шпилек имеет целый ряд преимуществ и функций. Однако важно использовать высококачественное оборудование из надежного источника, чтобы обеспечить эффективность приварки шпилек и надежность результатов.
Эндрю Гиллингс — директор компании Taylor Studwelding Systems Ltd. в Великобритании, ведущего разработчика, производителя и поставщика оборудования для приварки шпилек. Если у вас есть вопросы о приварке шпилек, свяжитесь с компанией по телефону +44 (0) 1924 452 123 или через ее веб-сайт.
Основы сварки: все, что вам нужно знать
Основы сварки: все, что вам нужно знать
Обзор
Сварка является основным продуктом многих отраслей промышленности по всему миру, и она становится
становится все более популярным и в других. Первое, что вам нужно знать
о сварке в том, что на самом деле довольно легко научиться делать, что
делает это отличным навыком, который можно добавить в свое резюме, если вы хотите, чтобы вас наняли в
какой-то момент в будущем. Вот основы сварки, которые вам нужно знать, если вы хотите начать работу сегодня!
Что такое сварка?
Сварка – это процесс соединения двух или более металлических деталей с помощью плавление и сплавление их. Процесс может быть выполнен с различными типами источники энергии, включая электричество, лазеры и трение. Есть много различные виды сварки, но наиболее распространенными являются дуговая сварка, кислородно-топливная сварка, точечная сварка.
Что такое TIG-сварка?
Сварка TIG — популярный вид сварки, в котором используется неплавящийся материал.
вольфрамовый электрод для сварки. Тепло для сварки создается за счет
электрическая дуга, а газ аргон используется для защиты сварного шва от
загрязнение. Сварка TIG может использоваться для различных материалов, в том числе
алюминия, нержавеющей стали и углеродистой стали. При сварке TIG это
важно использовать правильную электродную и газовую смесь для материала
вы свариваете.
Что такое сварка МИГ?
Сварка MIG — это тип сварки, при котором для сварки металла используется электрическая дуга. Металл подается по проволоке, которая плавится от тепла дуги. Этот Тип сварки часто используется для тонких металлов, потому что он производит меньше тепла чем другие виды сварки.
Сварку MIG можно использовать для различных металлов, включая алюминий,
нержавеющая сталь и мягкая сталь. Каковы преимущества сварки MIG? МИГ
сварка – быстрый и простой способ сварки металла. Кроме того, легко
узнать, как использовать сварку MIG. Он также не требует большой очистки после
использовать, так что вам не придется тратить время на шлифовку или шлифовку сварных швов, как вы
будет другими методами.
Что такое плазменно-дуговая резка (PAC)?
Плазменно-дуговая резка – это процесс, в котором используется плазменная горелка для резки электропроводящие материалы. PAC часто используется для резки металлов, слишком толстый или его трудно резать традиционными методами, такими как газокислородная резка резка.
Как это работает?
При сварке два куска металла соединяются вместе, используя тепло для плавления. металл. Это делается с помощью электрической дуги, которая создается пропускание электрического тока через зазор между двумя металлическими пластинами. Тепло от дуги плавит металл, и когда металл остывает, он образует связь между двумя частями. Существует множество различных типов сварных швов, можно использовать в зависимости от того, для чего вам нужен сварной шов. например, филе сварной шов соединяет две поверхности под углом, образуя V-образную форму, чтобы заполнить пробелы.
Каковы некоторые преимущества сварки?
Сварка может дать ряд преимуществ тем, кто знает, как это делать. правильно. Его можно использовать для создания прочных связей между двумя кусками металла,
который может быть невероятно полезен в ряде отраслей. Кроме того,
сварку можно использовать для ремонта поврежденного металла, что может сэкономить деньги и время.
Наконец, сварку можно использовать для создания нестандартных металлических конструкций, которые могут добавить
индивидуальный подход к любому проекту.
Где я могу узнать больше об обучении сварке?
Есть много способов научиться сварке. Имеются профессионально-технические училища, общественные колледжи и онлайн-курсы, которые могут предоставить вам необходимые навыки. Многие компании также предлагают программы ученичества, которые позволяют учиться на работе. Лучший способ научиться сварке – это найти метод, который работает для вас и с которым вы чувствуете себя комфортно.
Если вы предпочитаете обучение один на один, то личные занятия могут быть
правильный вариант для вас. Если вы хотите работать в своем собственном темпе, имея
доступ к знающим инструкторам и одноклассникам, затем онлайн-курс
может быть идеальным для вас. Воспользуйтесь любым удобным для вас вариантом
этого!
Прогноз заработной платы сварщиков 2022/2023
Сварочная отрасль развивается быстрыми темпами благодаря новым технологиям и процессы развиваются каждый день. Это привело к увеличению спроса для сварщиков, что, в свою очередь, привело к повышению заработной платы сварщиков. В Фактически, ожидается, что средняя зарплата сварщика достигнет 60 000 долларов к 2022/2023. Так что, если вы думаете о карьере сварщика, сейчас самое время сделать это!
Риски для здоровья и сварка
Сварка – это процесс, при котором используется высокая температура для плавления и соединения металлических частей.
вместе. Хотя это очень полезный процесс, он приносит некоторое здоровье.
риски. Наиболее распространенным риском для здоровья, связанным со сваркой, является воздействие
дым.
Эти пары могут содержать вредные химические вещества, которые могут повредить ваши легкие если вы подвергаетесь их воздействию слишком долго. Еще один риск для здоровья — ожоги. высокая температура, используемая при сварке, может легко вызвать ожоги, поэтому важно будьте осторожны и носите надлежащее защитное снаряжение.
Риски безопасности при сварке
Хотя сварщик — опасная профессия, есть много способов свести к минимуму риски и оставаться в безопасности при выполнении этой сделки. В первую очередь, всегда носить надлежащее защитное снаряжение, в том числе сварочный шлем, перчатки, длинные брюки, и туфли с закрытыми носками. Во-вторых, будьте в курсе вашего окружения и знайте, где находится ближайший огнетушитель.
В-третьих, помните о дымах, выделяемых при сварке, и делайте перерывы в работе.
по возможности хорошо проветриваемое помещение. В-четвертых, будьте осторожны при работе с
электрооборудование. В-пятых, всегда имейте четкое представление о том, что вы
сварка перед началом работы. В-шестых, будьте осторожны при передвижении
горячий металл. Наконец, никогда не оставляйте сварочные работы без присмотра.
Экологические риски при сварке
Многие сварщики не знают об экологических рисках, связанных с работой. Одним из таких рисков является воздействие паров. Эти пары могут быть вредны при вдыхании, и может вызвать серьезные проблемы со здоровьем. Еще один риск – воздействие УФ-излучения. излучение.
Это излучение может повредить глаза и кожу, а также вызвать рак.
Диета сварщика.
Диета сварщика важна по двум причинам: во-первых, потому что пища еда сварщика может повлиять на его или ее способность сваривать; а во-вторых, потому что сварка может быть физически сложной работой, и здоровое питание поможет сварщик оставайся в форме.
Рацион сварщика должен быть богат белком, так как белок помогает восстанавливать и
построить мышечную ткань. Он также должен быть с высоким содержанием железа, так как железо необходимо
для выработки гемоглобина, который переносит кислород к мышцам. А также
наконец, диета сварщика должна быть высококалорийной, так как сварка требует
много энергии.
Углеводы являются лучшим источником этих калорий, поскольку они обеспечивают быстрое всплески энергии, которые позволяют сварщику обходиться без еды в течение длительного времени времени. Кроме того, овощи следует есть с каждым приемом пищи, чтобы обеспечить необходимые витамины и минералы, которые способствуют здоровью и благополучию.
Вывод
Сварка является важным процессом во многих отраслях промышленности, и существует множество различные виды сварки. Каждый вид сварки имеет свои преимущества и недостатки. Чтобы выбрать правильный тип сварки для проекта, важно понимать основы сварки и различные виды сварки.
В этой статье представлен краткий обзор основ сварки. Для большего информацию о сварке, обязательно поставьте лайк и поделитесь этой статьей.
Вас также могут заинтересовать:
Лучшие сварочные материалы 2022 — Amazon
Делаем лучше — обработка, сварка и производство
Присоединяйтесь к глобальной группе профессионалов QHSE
40 — не новинка 20, когда речь идет о здоровье — здоровый образ жизни после 40 лет требует другого подхода
Похожие запросы
Какие три вещи вы хотите узнать о сварке?
сварка для начинающих
сварка pdf
процесс сварки
история сварки
изделия для сварки 2022
Основы сварки: все, что вам нужно знать
Обзор
Сварка является основным продуктом многих отраслей промышленности по всему миру, и она становится
становится все более популярным и в других. Первое, что вам нужно знать
о сварке в том, что на самом деле довольно легко научиться делать, что
делает это отличным навыком, который можно добавить в свое резюме, если вы хотите, чтобы вас наняли в
какой-то момент в будущем. Вот основы сварки, которые вам нужно знать, если вы хотите начать работу сегодня!
Что такое сварка?
Сварка – это процесс соединения двух или более металлических деталей с помощью плавление и сплавление их. Процесс может быть выполнен с различными типами источники энергии, включая электричество, лазеры и трение. Есть много различные виды сварки, но наиболее распространенными являются дуговая сварка, кислородно-топливная сварка, точечная сварка.
Что такое TIG-сварка?
Сварка TIG — популярный вид сварки, в котором используется неплавящийся материал.
вольфрамовый электрод для сварки. Тепло для сварки создается за счет
электрическая дуга, а газ аргон используется для защиты сварного шва от
загрязнение. Сварка TIG может использоваться для различных материалов, в том числе
алюминия, нержавеющей стали и углеродистой стали. При сварке TIG это
важно использовать правильную электродную и газовую смесь для материала
вы свариваете.
Что такое сварка МИГ?
Сварка MIG — это тип сварки, при котором для сварки металла используется электрическая дуга. Металл подается по проволоке, которая плавится от тепла дуги. Этот Тип сварки часто используется для тонких металлов, потому что он производит меньше тепла чем другие виды сварки.
Сварку MIG можно использовать для различных металлов, включая алюминий,
нержавеющая сталь и мягкая сталь. Каковы преимущества сварки MIG? МИГ
сварка – быстрый и простой способ сварки металла. Кроме того, легко
узнать, как использовать сварку MIG. Он также не требует большой очистки после
использовать, так что вам не придется тратить время на шлифовку или шлифовку сварных швов, как вы
будет другими методами.
Что такое плазменно-дуговая резка (PAC)?
Плазменно-дуговая резка – это процесс, в котором используется плазменная горелка для резки электропроводящие материалы. PAC часто используется для резки металлов, слишком толстый или его трудно резать традиционными методами, такими как газокислородная резка резка.
Как это работает?
При сварке два куска металла соединяются вместе, используя тепло для плавления. металл. Это делается с помощью электрической дуги, которая создается пропускание электрического тока через зазор между двумя металлическими пластинами. Тепло от дуги плавит металл, и когда металл остывает, он образует связь между двумя частями. Существует множество различных типов сварных швов, можно использовать в зависимости от того, для чего вам нужен сварной шов. например, филе сварной шов соединяет две поверхности под углом, образуя V-образную форму, чтобы заполнить пробелы.
Каковы некоторые преимущества сварки?
Сварка может дать ряд преимуществ тем, кто знает, как это делать. правильно. Его можно использовать для создания прочных связей между двумя кусками металла,
который может быть невероятно полезен в ряде отраслей. Кроме того,
сварку можно использовать для ремонта поврежденного металла, что может сэкономить деньги и время.
Наконец, сварку можно использовать для создания нестандартных металлических конструкций, которые могут добавить
индивидуальный подход к любому проекту.
Где я могу узнать больше об обучении сварке?
Есть много способов научиться сварке. Имеются профессионально-технические училища, общественные колледжи и онлайн-курсы, которые могут предоставить вам необходимые навыки. Многие компании также предлагают программы ученичества, которые позволяют учиться на работе. Лучший способ научиться сварке – это найти метод, который работает для вас и с которым вы чувствуете себя комфортно.
Если вы предпочитаете обучение один на один, то личные занятия могут быть
правильный вариант для вас. Если вы хотите работать в своем собственном темпе, имея
доступ к знающим инструкторам и одноклассникам, затем онлайн-курс
может быть идеальным для вас. Воспользуйтесь любым удобным для вас вариантом
этого!
Прогноз заработной платы сварщиков 2022/2023
Сварочная отрасль развивается быстрыми темпами благодаря новым технологиям и процессы развиваются каждый день. Это привело к увеличению спроса для сварщиков, что, в свою очередь, привело к повышению заработной платы сварщиков. В Фактически, ожидается, что средняя зарплата сварщика достигнет 60 000 долларов к 2022/2023. Так что, если вы думаете о карьере сварщика, сейчас самое время сделать это!
Риски для здоровья и сварка
Сварка – это процесс, при котором используется высокая температура для плавления и соединения металлических частей.
вместе. Хотя это очень полезный процесс, он приносит некоторое здоровье.
риски. Наиболее распространенным риском для здоровья, связанным со сваркой, является воздействие
дым.
Эти пары могут содержать вредные химические вещества, которые могут повредить ваши легкие если вы подвергаетесь их воздействию слишком долго. Еще один риск для здоровья — ожоги. высокая температура, используемая при сварке, может легко вызвать ожоги, поэтому важно будьте осторожны и носите надлежащее защитное снаряжение.
Риски безопасности при сварке
Хотя сварщик — опасная профессия, есть много способов свести к минимуму риски и оставаться в безопасности при выполнении этой сделки. В первую очередь, всегда носить надлежащее защитное снаряжение, в том числе сварочный шлем, перчатки, длинные брюки, и туфли с закрытыми носками. Во-вторых, будьте в курсе вашего окружения и знайте, где находится ближайший огнетушитель.
В-третьих, помните о дымах, выделяемых при сварке, и делайте перерывы в работе.
по возможности хорошо проветриваемое помещение. В-четвертых, будьте осторожны при работе с
электрооборудование. В-пятых, всегда имейте четкое представление о том, что вы
сварка перед началом работы. В-шестых, будьте осторожны при передвижении
горячий металл. Наконец, никогда не оставляйте сварочные работы без присмотра.
Экологические риски при сварке
Многие сварщики не знают об экологических рисках, связанных с работой. Одним из таких рисков является воздействие паров. Эти пары могут быть вредны при вдыхании, и может вызвать серьезные проблемы со здоровьем. Еще один риск – воздействие УФ-излучения. излучение.
Это излучение может повредить глаза и кожу, а также вызвать рак.
Диета сварщика.
Диета сварщика важна по двум причинам: во-первых, потому что пища еда сварщика может повлиять на его или ее способность сваривать; а во-вторых, потому что сварка может быть физически сложной работой, и здоровое питание поможет сварщик оставайся в форме.
Рацион сварщика должен быть богат белком, так как белок помогает восстанавливать и
построить мышечную ткань. Он также должен быть с высоким содержанием железа, так как железо необходимо
для выработки гемоглобина, который переносит кислород к мышцам.