Сварные балки — Завод металлоконструкций АСТ
Производство сварной балки
Завод металлоконструкций АСТ изготавливает сварную балку на собственном автоматизированном производстве.
Сварная балка — изготовленная на нашем заводе соответствует ТУ5260-001-63269097-2012 разработанного по заказу нашего предприятия. Производимая балка стандартных размеров является аналогом ГОСТ 26020-83 и СТО АСЧМ 20-93, так же производим сварную балку по любым необходимым параметрам.
Зона, подверженная интенсивным нагрузкам в двутавровой балке, работающей на изгиб, — это горизонтальная полка. Стенка подвергается гораздо меньшим нагрузкам. Следовательно, именно в полках должна присутствовать основная часть металла.
Такой технологический процесс, как сварка, позволяет изготавливать рациональные профили. Благодаря применению сварки на заводе по изготовлению металлоконструкций «АСТ» удается производить балки любых размеров: любой высоты (до 1,6 м и более) , а также любой длины, необходимой для изготовления металлоконструкций.
В том числе, сварка позволяет наиболее рациональным образом совмещать размеры горизонтальных листов, часто называемых полками, с вертикальной стенкой.
Используются балки с широкими, толстыми полками в сочетании с тонкими высокими стенками. Полки часто изготавливаются не только из горячекатаного листа, но и из иных профилей, например, прокатных швеллеров, а также при необходимости из гнутых профилей.
Полки могут изготавливаться из нескольких видов стали, при необходимости иметь разные свойства.
Преимущества использования сварной балки:
• Уменьшение веса металлоконструкций до 20% по сравнению с горячекатаными, за счет рационального подбора составного сечения.
• Возможность использования в сечении балки различных типов сталей для полок и стенок.
• Возможность производства сварных балок с несимметричным сечениям.
• Исключение отходов за счет изготовления сварной балки необходимой длины.
Сварная балка произведенная на заводе металлоконструкций АСТ проходит 100% неразрушающий ультразвуковой контроль.
Применение электросварной балки постоянного и переменного сечения в строительстве — это возможность изготовления сварных строительных конструкций по заданным техническим характеристикам, уменьшая расход металла и как следствие, делая их более экономичными и рентабельными по стоимости. Произведенная на заводе по изготовлению металлоконструкций «АСТ» сварная балка применяется в металлоконструкциях промышленного и гражданского строительства и при возведении мостов. За счет применения в строительных конструкциях сварной балки переменного сечения, появляется возможность строить большепролетные здания. Экономическая эффективность достигается благодаря снижению металлоемкости конструкций и увеличению полезной площади здания. Особо эффективны сварные балки в большепролетных конструкциях промышленных зданий, цехов и прочих сооружениях, т. к. становятся более эффективны по нагрузке на двутавр, за счет уменьшения собственного веса на них, а также снижается общая стоимость строительства (фундаментов, металлоконструкций, ж\б конструкций).
Изготовление сварной балки. Производство балок перекрытий
Спецпредложение. Сварная балка 55Б2 L=12 м, 24 шт — 20 тн по 37 т.р./тн
Кораблинский завод модульных конструкций (КЗМК) производит сварные балки постоянного и переменного сечений, изготавливает металлические балки перекрытий.
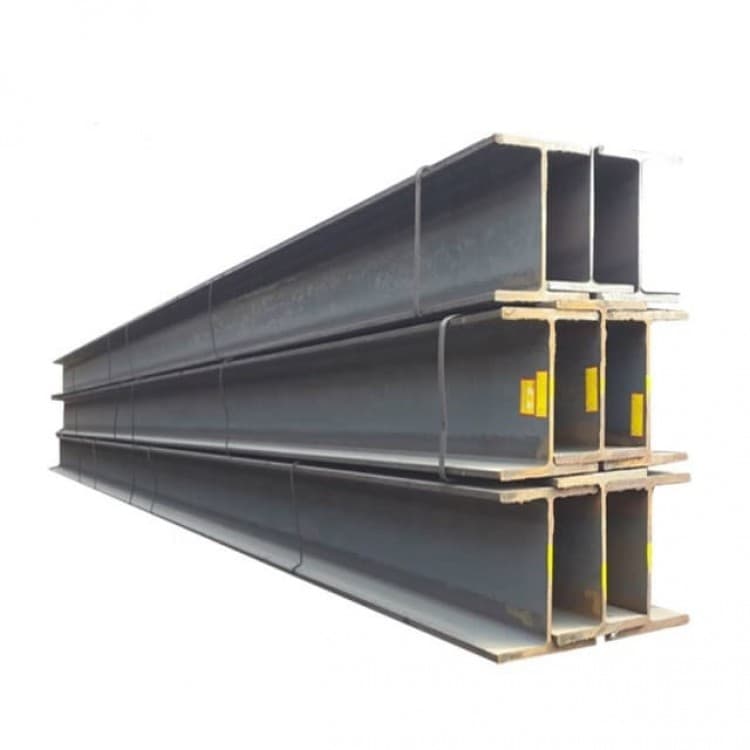
Основное направление использования сварных двутавровых балок — несущие конструкции современных зданий гражданского и промышленного назначения, они используются при возведении мостов.
Основные преимущества сварных балок по сравнению с прокатными — это снижение стоимости изготовления и монтажа за счет пониженной массы, сокращение времени на монтажные работы. Балка двутаврового профиля примерно 7 раз прочнее и в 30 раз жестче балки квадратного профиля аналогичной площади сечения. Металлическаой балкой перекрытий можно перекрывать большие пролеты со значительной нагрузкой, металлическая стальная балка при соответствующей обработке обладает повышенной стойкостью к огню и устойчива к биологическим воздействиям.
Линия «КЗМК» сварных балок двутавровых включает в себя импортное оборудование и комплектующие от ведущих производителей. Общая протяженность линии — 200 м.
Раскрой листа производится на установке термической резки с ЧПУ. Сборочный стан представляет собой современное, высокотехнологичное автоматизированное оборудование, позволяющее собирать тавровые, равнополочные и неравнополочные симметричные двутавровые балки, а также — балки переменного сечения.
Стан для сборки двутавровых балок | Консольная сварочная установка, 4 шт |
Стан для правки геометрии полок | Камера дробеметной очистки |
4 сварочных установки консольного типа предназначены для сварки равнополочных симметричных двутавровых балок и колонн. Сварка происходит под флюсом, в положении «в лодочку» , что обеспечивает глубину проплавления, высокое качество сварного соединения и отличный внешний вид.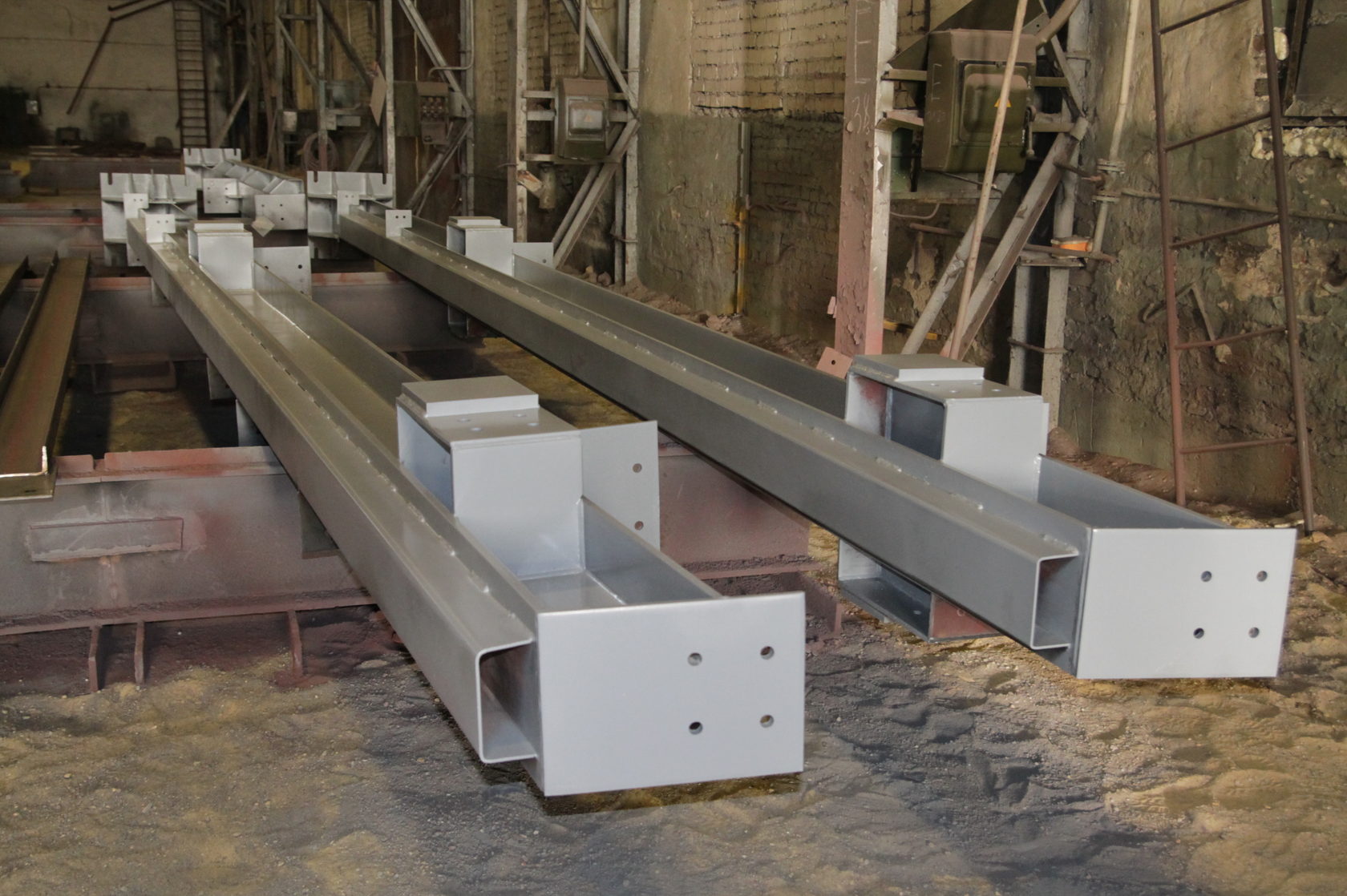 Установка оснащена системой слежения за сварным швом.
Установка оснащена системой слежения за сварным швом.
Высокоскоростной стан для правки полок сварной двутавровой балки предназначен для исправления грибовидности полок, образующейся в процессе сварки.
Финишной операцией при изготовлении тавровых и двутавровых балок является очистка поверхности изделий в дробеметной камере проходного типа.
Проверка качества сварных балок производится ультразвуковым методом без нарушения целостности изделия.
Узнать цену на сварную балку и сформировать заказ можно по телефонам (4912) 46-63-70, (495) 775-84-14.
«AGT company» — «Производство»
Сварная балка в основном используется для изготовления металлических конструкции. Сварные балки экономически выгодны в строительстве зданий и сооружений. Сварные балки применяются в межэтажных перекрытиях, покрытиях, стойках, рабочих площадках, эстакадах, мостах, подкрановых балках и в других металлоконструкциях. Особенно эффективны сварные балки в большепролетных конструкциях промышленных зданий, цехов и других сооружений.
Сварные балки используют, в качестве строительных металлоконструкций каркасов, что даёт возможность не только облегчить элементы конструкции, имеющие неоправданно большой коэффициент запаса прочности, но и создать более экономичную форму опор и сечения отдельных элементов, тем самым уменьшить массу металлической конструкции.
Если Вы решили изготавливать сварные двутавровые балки то это отличное решение, так как процесс изготовления сварных двутавровых балок экономичен и успешно конкурирует с изготовлением балок способом прокатки.
Принцип изготовления сварной двутавровой балки.
При производстве двутавровых балок мелкими партиями, заводы вынуждены использовать примитивную малопроизводительную оснастку, и такие двутавровые профили обходятся сравнительно дорого.
Сварные двутавровые балки лучше производить в поточных линиях или автоматических станах, выполняющих весь цикл производства двутаврового профиля, на предлагаемом нами современном оборудовании, что позволяет поднять производительность труда и снизить стоимость сварных балок.
Наиболее широкое применение имеет двутавровый профиль с поясными швами, выполняемыми обычно сварочными автоматами под флюсом. Двутавр собирают из трех листовых элементов. При их заготовке, помимо правки, резки и зачистки кромок, часто предусматривают сборочную и сварочную операции для получения листового элемента требуемой длины и ширины. В этом случае к стыковым соединениям предъявляется требование полного и надежного проплавления с хорошим формированием усиления шва.
Операций изготовлении сварной двутавровой балки.
Процесс сборки, сварной двутавровой балки должен быть достаточно точный, особое внимание уделяется симметрии расположения и взаимной перпендикулярности полки и стенки. Сборка сварной балки на стеллаже с помощью простейших приспособлений является трудоёмкой и может применяться только в единичном производстве. Использование станов для сборки двутавровых балок позволяет повысить производительность сборочных операций в несколько раз.
Использование станов для сборки двутавровых балок позволяет повысить производительность сборочных операций в несколько раз.
С помощью стана достигается симметрия расположения стенки относительно полок сварной двутавровой балки, обеспечивается взаимная перпендикулярность полки и стенки балки.
Эффект использования сборочного стана обеспечивается быстродействием и надежностью механизма позиционирования элементов. Закрепление и освобождение элементов балки по всей длине с помощью винтов занимает много времени. Значительно производительнее и удобнее в работе приспособления, оснащенные гидравлическими прижимными механизмами.
Сварка двутавра осуществляется автоматизированными сварочными установками под слоем флюса. Приемы и последовательность наложения швов могут быть различными.
Сварка наклоненным электродом позволяет одновременно сваривать два шва. Выполнение швов «в лодочку» обеспечивает лучшие условия формирования шва и глубины проплавления стенки, зато поворачивать изделие приходится после сварки каждого шва. Для этого используют позиционеры-кантователи. Основные швы по своим размерам значительно превосходят сборочные швы, поэтому последние полностью переплавляется.
Для этого используют позиционеры-кантователи. Основные швы по своим размерам значительно превосходят сборочные швы, поэтому последние полностью переплавляется.
Сваренная балка подается на стан для правки полок двутавровой балки и проходит через систему роликов, используя при этом свойства упругости металла, где грибовидность полок (возникающая в процессе сварки) исправляется.
1
4
7
Распил балки
2
5
8
сверление отверстие в балки
3
6
9
Дробеструйная обработка балки
Сварная балка — технология производства, сварка балок, особенности
Для постройки многоэтажных домов, мостов, технический сооружений применяются балки. Их изготавливают из различных металлических сплавов, а для производства чаще всего применяется сверхпрочная легированная сталь. В зависимости от технологии производства различают несколько видов балок. В России популярность получила сварная балка, которая создается методом сварки отдельных стальных элементов друг с другом. При соблюдении всех сварочных правил получившая деталь получится прочной и надежной, с ее помощью можно возвести любое строение (мост, дом, навесную конструкцию). Но как они создаются? Какие у них есть конструктивные преимущества?
В зависимости от технологии производства различают несколько видов балок. В России популярность получила сварная балка, которая создается методом сварки отдельных стальных элементов друг с другом. При соблюдении всех сварочных правил получившая деталь получится прочной и надежной, с ее помощью можно возвести любое строение (мост, дом, навесную конструкцию). Но как они создаются? Какие у них есть конструктивные преимущества?
Общие сведения
Сварная балка — разновидность балочных конструкций, которые изготавливают методом сварки отдельных металлических заготовок. Основным материалом для производства запчастей этого типа является сталь, которая может содержать небольшое количество марганца, хрома, ванадия, титана или свинца. Обычно их делают в виде двутавровых конструкций, напоминающих букву «Н». Сама конструкция выглядит так:
- Посередине детали располагается длинная плоская деталь-перемычка, обладающая постоянной шириной. Для получения сужающихся двутавров могут применяться металлические перемычки переменной ширины, когда ширина одного края меньше ширины другого края.
 Такие запчасти используются для монтажа навесных конструкций или креплений.
Такие запчасти используются для монтажа навесных конструкций или креплений. - По бокам к перемычке перпендикулярно привариваются две детали, которые выполняют роль своеобразных «стенок». Стенки обладают постоянной шириной, хотя иногда могут использоваться сужающиеся стенки, если нужно создать перекрытие.
- Для маркировки может наноситься «штамп», который будет отражать основные сведения о запчасти. Ключевая информация — марка металла, тип запчасти, категория детали, дата производства, информация о заводе-изготовителе.
 Такие запчасти используются для монтажа навесных конструкций или креплений.
Такие запчасти используются для монтажа навесных конструкций или креплений.Особенности и преимущества
Двутавровая сварная балка изготавливается из листовой стали, которая нарезается на отдельные пластины. Чтобы скрепить пластины, выполняется следующие операции — зачистка краев, фрезерование и металлосварка. Главное преимущество сварных балок — невысокая металлоемкость и простота. Для производства отдельной запчасти не нужно оборудование, а затраты листовой стали будут минимальными. Сварная балка обладает высокой прочностью и надежностью, не деформируется под действием высоких нагрузок, хорошо переносит воздействие химических реактивов и высоких температур.
Основной сферой применения двутавров является строительство различных объектов — домов, складов, заводских помещений, каркасных конструкций. Двутавры подходят для создания длинных пролетов, эстакад, мостов, перекрытий, площадок, подкрановых конструкций. В зависимости от типа конструкции различают несколько разновидностей двутавровых балок — нормальные, широкополочные, колонные, с уклоном, армированные. Применение сварных балок в строительстве обладает множеством плюсов:
- Снижение общей массой конструкции на 10-20%. Это достигается за счет того, что сварные двутавры выпускается в различных сечениях. Это позволяет подобрать деталь для создания любой конструкции.
- Универсальный состав. Метод металлосварки позволять соединить практически любые разновидности стали, поэтому двутавр можно сделать даже из разнородных материалов. Это упрощает подбор стали, а удешевляет производство запчастей.
- Возможность создания несимметричных стенок. С помощью сварки можно соединить любые металлические поверхности. Поэтому с ее помощью можно соединить даже такие металлические стенки, которые несимметрично располагаются друг относительно друга.
- Минимум обрезок, мусора. Сварной двутавр делается из плоских заготовок, которые создаются методом нарезки металлических листов. Во время сварки образуется минимум мусора. Поэтому эта технология производства является экономной, а обрезок во время работы образуется по минимуму.
 Поэтому с ее помощью можно соединить даже такие металлические стенки, которые несимметрично располагаются друг относительно друга.
Поэтому с ее помощью можно соединить даже такие металлические стенки, которые несимметрично располагаются друг относительно друга.Сварка балок
Для соединения отдельных балок применяется сварочная технология. Для соединения двутавровые концы соединяются друг с другом — после этого выполняется их сварка с помощью соответствующего оборудования. Чтобы повысить прочность шва, металлосварку выполняют с помощью устройств-автоматов, которые обеспечивают равномерную подачу проволоки в активную зону. Целесообразно применение флюсов — они улучшают качество швов, которые будут хорошо выдерживать воздействие серьезных нагрузок или высоких температур.
Другие преимущества флюса:
- При расправлении стали флюс минимизирует разбрызгивание металла (все компоненты остаются в активной зоне). Благодаря этому становится возможной высокоэнергетическая металлосварка (при силе токе до 4.000 ампер).
- Флюсы надежно изолируют активную зону от воздействие внешней среды (это минимизирует риск образования оксидов, снижающих прочность шва).
- Применение флюсов позволяет снизить экономические затраты на выполнение работ. Скажем, для защиты активной зоны можно применять инертные газы — однако их потери будут достаточно значительны из-за того, что двутавр обладает большой площадью сечения.
 Благодаря этому становится возможной высокоэнергетическая металлосварка (при силе токе до 4.000 ампер).
Благодаря этому становится возможной высокоэнергетическая металлосварка (при силе токе до 4.000 ампер).Металлосварку можно выполнять и с помощью ручной или полуавтоматической сварки без применения защитных флюсов. Для сборки отдельных элементов рекомендуется использовать установки-кондукторы, которые будут надежно фиксировать запчасти во время сварочных работ. Возможно применение прихваток, хомутов и другого подобного оборудования для фиксации. Главный недостаток ручной и полуавтоматической сварки заключается в более низком качестве шва. Во время работ повышается разбрызгивание металла с образованием угара (общие потери могут доходить до 20% и выше).
Технология производства
Изготовление сварной балки выглядит так:
- На начальном этапе производства выполняется выбор стальных заготовок, который будут свариваться друг с другом. Заготовки проверяются на прочность, жесткость, устойчивость при изгибе. Если плотность заготовки слишком низкая, то в таком случае от производства необходимо отказаться, поскольку получившаяся конструкция будет ломкой, неустойчивой.
- Потом рабочие-металлурги выполняют разметку металлических заготовок для нарезки. Во время разметки важно соблюдать точность, чтобы обеспечить высокое качество сварки. Нарезка металла выполняется с помощью режущих станков, работающих в режиме повышенной мощности. Средняя скорость нарезки металла должна составлять не более 1 метра в минуту — в противном случае весьма вероятно появления значимых дефектов стали.
- После нарезки выполняется фрезеровка металлических заготовок. Фрезеровка проводится для того, чтобы все элементы будущей конструкции легко скреплялись друг с другом, образуя качественное надежное соединение. Фрезеровку рекомендуется выполнять на станках. Обратите внимание — процедуру фрезеровки можно пропустить, если получившийся двутавр Вы не будете использовать для возведения крупных построек. Скажем, для постройки малоэтажного дома или компактного склада фрезеровку торцов заготовок можно не выполнять.
- Теперь выполняется соединение и сварка заготовок. Чтобы получить прочную балочную конструкцию, нужно следить за соблюдением симметрии стенок. Чтобы упростить сборку, можно использовать механические или автоматические станки. Сварка заготовок выполняется методом «лодочки» или по модели наклоненного электрода. Первый метод позволяет получить более прочный надежный шов, однако он требует много времени и энергозатрат. Второй метод менее энергозатратный, однако его лучше не использовать для изготовления балок, которые будут применяться для постройки больших конструкций или многоэтажных домов.
- После сварки выполняются ультразвуковая проверка шва, а финальные замеры получившихся изделий. Если во время сварки были допущены ошибки относительно наклона, то в таком случае двутавр будет кривой. Чтобы исправить этот недостаток, готовую стальную конструкцию можно обработать с помощью правочного станка. Он позволяет с помощью прессования изменить угол наклона отдельных частей. На финальном этапе выполняется маркировка объекта (постановка «клейма», нанесение маркировки методом сверхтонкой резки).
 Фрезеровку рекомендуется выполнять на станках. Обратите внимание — процедуру фрезеровки можно пропустить, если получившийся двутавр Вы не будете использовать для возведения крупных построек. Скажем, для постройки малоэтажного дома или компактного склада фрезеровку торцов заготовок можно не выполнять.
Фрезеровку рекомендуется выполнять на станках. Обратите внимание — процедуру фрезеровки можно пропустить, если получившийся двутавр Вы не будете использовать для возведения крупных построек. Скажем, для постройки малоэтажного дома или компактного склада фрезеровку торцов заготовок можно не выполнять. Если во время сварки были допущены ошибки относительно наклона, то в таком случае двутавр будет кривой. Чтобы исправить этот недостаток, готовую стальную конструкцию можно обработать с помощью правочного станка. Он позволяет с помощью прессования изменить угол наклона отдельных частей. На финальном этапе выполняется маркировка объекта (постановка «клейма», нанесение маркировки методом сверхтонкой резки).
Если во время сварки были допущены ошибки относительно наклона, то в таком случае двутавр будет кривой. Чтобы исправить этот недостаток, готовую стальную конструкцию можно обработать с помощью правочного станка. Он позволяет с помощью прессования изменить угол наклона отдельных частей. На финальном этапе выполняется маркировка объекта (постановка «клейма», нанесение маркировки методом сверхтонкой резки).Российские производители сварных балок
Если сварка проведена правильно, то получившийся шов будет очень прочным, надежным. В России основными производителями балок являются отечественные компании, которые работают согласно нормам ГОСТ 26020 или СТО АСЧМ 20-93. Основные российские производители сварной балки — Амурметалл, Абинский электрометаллургический завод, Ашинский металлургический завод, Горьковский комбинат, завод «Красный Октябрь».
Заключение
Сварная балка представляет собой двутавровую длинную запчасть, которая в сечении имеет вид буквы «Н». Производство сварной балки выполняется в несколько этапов. Основные этапы — нарезка листового металла на отдельные заготовки, фрезерование заготовок, монтаж элементов, проведение сварки, ультразвуковая проверка, финальные замеры. Двутавры сварные применяются в строительстве — из них делают дома, мосты, навесные конструкции, каркасные помещения.
Производство сварной балки выполняется в несколько этапов. Основные этапы — нарезка листового металла на отдельные заготовки, фрезерование заготовок, монтаж элементов, проведение сварки, ультразвуковая проверка, финальные замеры. Двутавры сварные применяются в строительстве — из них делают дома, мосты, навесные конструкции, каркасные помещения.
Преимущества — низкие металлозатраты, простота производства, низкий вес готовой конструкции, минимум мусора. Для соединения отдельных элементов применяется автоматическая сварка в среде расплавленных флюсов. Альтернативные технологии — ручная или полуавтоматическая сварка в среде защитных газов или без них. В России основными производителями являются концерны — Амурметалл, Ашинский завод, Горьковскй комбинат, завод «Красный Октябрь».
Используемая литература и источники:
- И. И. Соколов Газовая сварка и резка металлов
- Н. И. Никифоров, С. П. Нешумова, И. А. Антонов Справочник газосварщика и газорезчика
- Wold top steelmakers of 2007 // Metal Bulletin Weekly.

Поделиться в социальных сетях
Производство Балок сварных оптом на экспорт. ТОП 46 экспортеров Балок сварных
Продукция крупнейших заводов по изготовлению Балок сварных: сравнение цены, предпочтительных стран экспорта.
- где производят Балки сварные
- ⚓ Доставка в порт (CIF/FOB)
- Балки сварные цена 28.01.2022
- 🇬🇧 Supplier’s Welded beams Russia
Страны куда осуществлялись поставки из России 2018, 2019, 2020, 2022
- 🇰🇿 КАЗАХСТАН (14)
- 🇺🇦 УКРАИНА (11)
- 🇮🇳 ИНДИЯ (5)
- 🇮🇷 ИРАН, ИСЛАМСКАЯ РЕСПУБЛИКА (4)
- 🇫🇮 ФИНЛЯНДИЯ (3)
- 🇺🇿 УЗБЕКИСТАН (3)
- 🇳🇱 НИДЕРЛАНДЫ (2)
- 🇰🇷 КОРЕЯ, РЕСПУБЛИКА (2)
- 🇲🇽 МЕКСИКА (1)
- 🇦🇹 АВСТРИЯ (1)
- 🇬🇪 ГРУЗИЯ (1)
- 🇮🇹 ИТАЛИЯ (1)
- 🇪🇸 ИСПАНИЯ (1)
- 🇩🇪 ГЕРМАНИЯ (1)
- 🇱🇻 ЛАТВИЯ (1)
Выбрать Балки сварные: узнать наличие, цены и купить онлайн
Крупнейшие экспортеры из России, Казахстана, Узбекистана, Белоруссии, официальные контакты компаний. Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
Балки сварные.
Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
Балки сварные.
🔥 Внимание: на сайте находятся все крупнейшие российские производители Балок сварных, в основном производства находятся в России. Из-за низкой себестоимости, цены ниже, чем на мировом рынке
Поставки Балок сварных оптом напрямую от завода изготовителя (Россия)
Крупнейшие заводы по производству Балок сварных
Заводы по изготовлению или производству Балок сварных находятся в центральной части России. Мы подготовили для вас список заводов из России, чтобы работать напрямую и легко можно было купить Балки сварные оптом
металлоконструкции из черных металлов
Изготовитель Уголки
Поставщики Части
Крупнейшие производители Двутавры высотой от до мм
Экспортеры части оборудования для сортировки
Компании производители части для оборудования для обработки резины или пластмасс или для производства продукции из этих материалов
Производство Ведущие тележки и ходовые балансирные тележки
Изготовитель части моторных вагонов трамвая или подвижного состава
Поставщики Сборные строительные конструкции из черных металлов
Крупнейшие производители части к прицепам и полуприцепам
Экспортеры системы подвески и их части
Компании производители части котлов
Производство Уголки
Двутавры высотой более мм
Уголки
Оборудование для металлических строительных лесов
изделия из черных металлов не для производства авиационных двигателей и гражданских воздушных судов
Цепи со сварными звеньями
Части вспомогательного оборудования для использования с котлами товарной позиции и
Сварная балка в Екатеринбурге
Основные преимущества завода ЭЦМ
+ Несколько цехов, суммарно более 5000 кв. метров.;
метров.;
+ Собственная дробеструйная и песткоструйная обработка;
+ Все необходимое оборудование — лентопилы, плазморезы, сварочные посты и покрасочное оборудование;
+ Резка листового металла на плазме — до 60 мм, на газорезке — до 100мм;
+ Каркасы быстровозводимых зданий, лестницы, ограждения, стойки, ростверки и траверсы, сваи, мачты, эстакады, сварные балки и закладные детали.
Сварные балки — элемент, который служит не только в качестве защиты, но также придает архитектуре здания особый вид. Если вы задались целью приобрести сварочные балки, сделать это следует в специализированной компании. Долговечные и надежные сварные балки любых размеров и конструкции будут изготовлены в короткие сроки. Самые замысловатые современные элементы из металла под силу изготовить нашим опытным специалистам. Используйте качественные металлические элементы для строительных работ и вы непременно оцените прочность и длительность их эксплуатации.
Особенности производства сварной балки и преимущества изделия
Производство и изготовление сварных балок в Екатеринбурге — это конструкция, которая состоит из небольшого количества деталей, болтов и штырей, благодаря чему на выходе изделие получается с небольшим весом. Эксплуатация сварной балки достаточно легкая, а также изделие имеет другие положительные стороны, среди которых:
- упрощает и значительным образом ускоряет строительный процесс, позволяет укрепить сооружение и придать эстетичный вид;
- наличие в составе изделия разных вариаций металла, что делает его крепким и долговечным;
- есть возможность создать изделие переменного сечения и реализовать любые проекты;
- нет обрезок и других элементов, так как длина конструкции задается на старте проекта;
- изделие проходит ультразвуковое тестирование, поэтому сомневаться в его надежности не приходится.
Как заказать конструкцию недорого?
Сложно представить рабочий процесс без сварных балок. Конструкция не только надежная и долговечная, но и имеет приемлемую стоимость. Если вы желаете, чтобы строительные работы прошли гладко, стоит обзавестись сварными балками уже сегодня. Купить сварные балки в Екатеринбурге можно онлайн. Для этого не нужно выходить из дома, а заявку на товар можно оформить онлайн. Мы предлагаем лучшие строительные конструкции по адекватной стоимости, чтобы ваши строительные работы прошли на высшем уровне.
Конструкция не только надежная и долговечная, но и имеет приемлемую стоимость. Если вы желаете, чтобы строительные работы прошли гладко, стоит обзавестись сварными балками уже сегодня. Купить сварные балки в Екатеринбурге можно онлайн. Для этого не нужно выходить из дома, а заявку на товар можно оформить онлайн. Мы предлагаем лучшие строительные конструкции по адекватной стоимости, чтобы ваши строительные работы прошли на высшем уровне.
Если у вас возникли вопросы относительно конструкций из металла, задайте их нашим консультантам. Мы с радостью выполним все договоренности и взятые на себя обязательства с соблюдением современных технологий. Все подробности заказа обсуждаются индивидуально с каждым клиентом. Звоните по указанному на сайте номеру и сообщите о своем заказе. Если у вас есть особые пожелания, следует сообщить о них менеджерам и уточнить все детали.
Сварная балка от АО «Металлоторг»
АО «Металлоторг» рад предложить Вам услугу по изготовлению сварной двутавровой балки.
Основное применение сварных двутавровых балок — замена прокатных балок при строительстве различных промышленных и складских объектов, изготовление несущих конструкций из сварных балок большого сечения(т.к. прокатные балки выпускаются только до размера 70Ш). Сварная балка существенно снижает вес всей конструкции за счёт сбалансированного распределения нагрузки и просчёта наиболее эффективного сечения. С помощью сварной балки, при грамотном проектировании, вы можете уменьшить вес объекта на 35%, сэкономить на фундаментных и земляных работах. Иногда применение сварной балки вместо прокатной позволяет понизить сметную стоимость проекта на 25%.
ЗАО «Металлоторг» имеет возможность изготовить сварную балку высотой от 200 мм до 1200мм.
Толщина стенки сварной балки может быть от 6мм до 40мм.
Толщина полок сварной балки можеть быть от 10мм до 60мм, при ширине до 800мм
Уникальность установленного оборудования позволяет изготавливать сварную балку длиной до 17000мм без потери качества геометрических параметров!
Возможно изготовление составных сварных балок, а также биметаллических (из различных марок сталей) сварных двутавровых балок.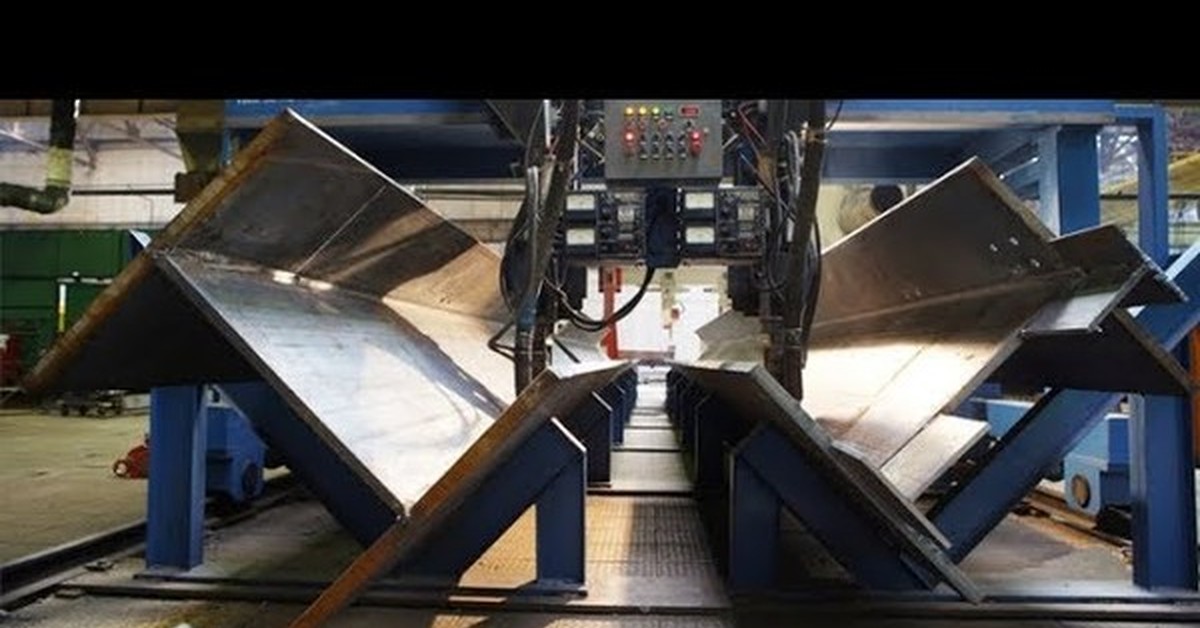
Производим сварные балки из марок стали С255, С355, а также 10ХСНД и 15ХСНД.
По требованию заказчика проводится антикоррозионная защита сварных балок.
Также изготавливаем сварные подкрановые балки, с установкой рёбер жёсткости, опорных фланцев и сверловкой отверстий.
Изготовление сварной балки производится на полностью автоматизированном оборудовании импортного производства, что позволяет делать сварную балку с высокими геометрическими параметрами и прочностными характеристиками, с высочайшим качеством сварных швов. Производство сварных балок расположены на металлобазах Калуга, Тверь, Новотитаровская.
Основные параметры, размеры и вес сварных балок
Прайс-лист на сварную балку по Ст3 Прайс-лист на сварную балку по Ст09Г2С
Основные преимущества использования сварных двутавровых балок:
-
снижение сроков и стоимости монтажных работ за счёт:
- снижения массы конструкции;
- подбора оптимального составного сечения двутавровой балки;
- возможности использования несимметричных сечений;
- высокой несущей способности двутавровых балок;
- увеличение ширины пролётов здания
- обеспечивается возможностью изготовления двутавровых балок большей длины;
- минимизация отходов за счёт использования деталей требуемой длины;
-
широкая номенклатура сварных двутавровых балок.

Линия по производству тавровых балок
PEMA повышает эффективность судостроения
Точное качество продукции достигается без каких-либо процессов после сварки.Опубликовано 5 сент. 2019 г., 16:55, автор: Пемамек
В современной быстро меняющейся судостроительной отрасли необходимо постоянно повышать конкурентоспособность и производительность.На практике это означает, что из производственной цепочки следует исключить все ненужные этапы работы и возможные узкие места. Автоматизированная линия по производству тавровых балок Pemamek учитывает эти требования, позволяя судостроителям повысить общую прибыльность и эффективность своих верфей.
Решение типичных задач
Цель усовершенствованного процесса производства плоских панелей — свести к минимуму деформацию панели и максимально увеличить производительность производственной линии.Для этого требуется точность изготовления панелей, но, прежде всего, требуется геометрическая точность сварных узлов, таких как тавровые балки, которые впоследствии привариваются к плоским панелям.
В линии по производству тавровых балок PEMA система контроля сварки и деформации, разработанная собственными силами, является примером того, как инновационная интеграция современных процессов является неотъемлемой частью всего производственного процесса.
В производстве стали на верфях размер и форма деталей играют важную роль в общей производительности.Когда детали расположены точно и их совместимость хорошая, количество переделок и время, затрачиваемое на подгонку, можно свести к минимуму.
При использовании более прочных сталей и уменьшенной толщины материала риск деформации увеличивается, а деформация сварных тавровых балок имеет тенденцию вызывать множество ненужных переделок.
Традиционно процессы термообработки после сварки и механической правки используются для повышения точности размеров тавровых балок и придания им большей прямолинейности.Однако эти послесварочные процессы могут увеличивать или устранять остаточные напряжения, что может привести к большей деформации. Эти процессы также увеличивают время, затрачиваемое на изготовление тавровой балки.
Чтобы решить эти проблемы, компания Pemamek разработала полностью автоматизированную линию по производству тавровых балок PEMA. Продукция производственной линии имеет высокую производительность и точные размеры для изготовления панелей и других процессов судостроения. Точность выходного качества достигается без каких-либо процессов после сварки.
Бездефектная высокоскоростная сварка
Изготовление тавровых балок на производственной линии PEMA начинается после получения предварительно обработанных полок и стенок. Фланцы обрезаются до нужной длины, торцам придается форма и ставится контрольная маркировка. Полотна обрезаются до нужного размера и формы с помощью процесса термической резки на участке предварительной подготовки листа.
Полотна обрезаются до нужного размера и формы с помощью процесса термической резки на участке предварительной подготовки листа.
Очищенная кромка перемычки, расположенная напротив очищенного фланца, обеспечивает высокоскоростную и высококачественную сварку, а за счет очистки зон сварки можно гарантировать, что загрязнения не вызывают дефектов сварки, и можно использовать оптимальные параметры процесса сварки.
3D модель линии по производству тавровых балокPEMA.
Линия обработки профилей PEMA, работающая от HGG, имеет функцию очистки полки в зоне соединения стенки и придания формы концам полки. Станции резки толстого листа Pemamek могут использоваться для обеспечения точных и высококачественных полотен для линии по производству тавровых балок.
Очистка кромок стенки является неотъемлемой частью линии сварки тавровой балки перед сборкой тавровой балки. Пескоструйная установка PEMA может использоваться для одновременной очистки обоих краев полотна, т. е.е. прямые и очищенные тавровые балки могут поставляться непосредственно после линии по производству тавровых балок для следующих этапов работы.
е.е. прямые и очищенные тавровые балки могут поставляться непосредственно после линии по производству тавровых балок для следующих этапов работы.
Простое и точное сопоставление стенки и фланца
Фланцы и стенки собираются на буферных конвейерах, а на сборочной станции лента переворачивается на 90° в вертикальное положение и располагается на соответствующем фланце.
После позиционирования стенки и полки в продольном и поперечном направлениях в соответствии с правильными смещениями оператор обеспечивает точную регулировку и прихватки переднего конца тавровой балки.Так как хвостовая часть предыдущей тавровой балки сваривается в автоматическом режиме, сборка новой тавровой балки не снизит производительность линии. Благодаря специальным погрузочно-разгрузочным устройствам гарантируется безопасность и полностью контролируемое позиционирование стенок и фланцев.
Автоматизированная линия по производству тавровых балок PEMA позволяет производить высокопроизводительные и геометрически точные тавровые балки.
Современная система контроля сварки и деформации
Процесс двусторонней одинарной угловой сварки GMAW и специальный импульсный режим используются для получения желаемых характеристик: низкое тепловложение, надлежащее проплавление и толщина шва, высокая скорость сварки и неизменно высокое качество.Система контроля деформации собственной разработки используется для минимизации деформации тавровой балки, вызванной сваркой. Обычно деформации вызывают продольную и поперечную усадку, угловую деформацию и изгиб тавровой балки. Вырезы в паутине — еще одна переменная, которую следует учитывать при попытке минимизировать деформации.
PEMA WeldControl 120 AutoSmart с анализом моделирования сварки и теплового баланса используется для определения правильных параметров теплового баланса, чтобы можно было получить прямые симметричные тавровые балки точного размера.
Когда тавровые балки имеют точные размеры, их сборка на следующих этапах работы выполняется проще и быстрее; качество, общая производительность и стоимость после производства тавровых балок улучшится.
Автоматизированная линия по производству тавровых балок позволяет судостроителям повысить общую рентабельность и эффективность верфей.
Узнайте, как автоматизировать свое производство с помощью судостроительных решений PEMA , здесь .
Спонсором этой статьи является Pemamek.
Мнения, выраженные здесь, принадлежат автору и не обязательно принадлежат The Maritime Executive.
E-Beam Solutions — Производство
Производство Благодаря нашим отношениям с Sciaky мы предлагаем самый широкий ассортимент систем сварки EB в мире
Электронно-лучевая (ЭЛ) сварка — отличный выбор для сварки тугоплавких сплавов и разнородных материалов.Преимущества технологии EB Welding включают высокую удельную мощность при очень низком общем подводе тепла и, следовательно, минимальном искажении. Детали, сваренные электронно-лучевой сваркой, требуют минимальной механической обработки и термической обработки после сварки, и, в отличие от других процессов сварки плавлением, электронно-лучевая сварка не требует защитных газов. Качество сварки исключительное, а процесс чрезвычайно эффективен (обычно 95%), тщательно контролируется и полностью автоматизирован.
Детали, сваренные электронно-лучевой сваркой, требуют минимальной механической обработки и термической обработки после сварки, и, в отличие от других процессов сварки плавлением, электронно-лучевая сварка не требует защитных газов. Качество сварки исключительное, а процесс чрезвычайно эффективен (обычно 95%), тщательно контролируется и полностью автоматизирован.
EB Технология сварки имеет следующие преимущества:
- Универсальность для сварки тонкой фольги с толстыми профилями (более 2.глубина проникновения 5 дюймов)
- Многоосевое управление EB
- Высокое отношение глубины к ширине
- Максимальное проникновение с минимальными искажениями
- Исключительная прочность сварного шва
- Инертная атмосфера (вакуум)
- Высокая точность и воспроизводимость практически без брака
На протяжении многих десятилетий компания Sciaky находится в авангарде разработки и производства систем электронной сварки. Мы гордимся тем, что заслужили репутацию экспертов в области ЭБ благодаря упорному труду и инновациям.Сварочная горелка EB с внутренним перемещением Sciaky — самая универсальная сварочная горелка EB на рынке. Многоосевое движение пистолета работает с половиной объема камеры стационарных/внешних систем пистолета, обеспечивает доступ к лучу для необычных конфигураций соединений и значительно упрощает обработку деталей. Для получения дополнительной информации о сварочной горелке Sciaky с внутренним перемещением EB нажмите здесь. Sciaky также предлагает внешний электронно-лучевой сварочный пистолет. Для получения дополнительной информации о внешнем сварочном пистолете Sciaky EB нажмите здесь.
Мы гордимся тем, что заслужили репутацию экспертов в области ЭБ благодаря упорному труду и инновациям.Сварочная горелка EB с внутренним перемещением Sciaky — самая универсальная сварочная горелка EB на рынке. Многоосевое движение пистолета работает с половиной объема камеры стационарных/внешних систем пистолета, обеспечивает доступ к лучу для необычных конфигураций соединений и значительно упрощает обработку деталей. Для получения дополнительной информации о сварочной горелке Sciaky с внутренним перемещением EB нажмите здесь. Sciaky также предлагает внешний электронно-лучевой сварочный пистолет. Для получения дополнительной информации о внешнем сварочном пистолете Sciaky EB нажмите здесь.
Вот несколько примеров деталей, сваренных по технологии EB компании Sciaky:
- Сверхпроводящие резонаторы для физики высоких энергий
- Корпуса и узлы авиационных двигателей
- Компоненты и конструкции военных самолетов
- Узлы буровых долот и резервуарные трубы для нефтяной и горнодобывающей промышленности Мембранные узлы для производства электроэнергии
- Шестерни трансмиссии для автомобилей, грузовиков и внедорожников
На основе нашего партнерства с Sciaky Inc, производственная инженерия предлагает самый широкий спектр систем и услуг для сварки EB в отрасли. Чтобы ознакомиться с системами электросварки Sciak с большой камерой, нажмите здесь. Нажмите здесь, чтобы ознакомиться со сварочными системами электронной сварки Sciaky со средней камерой. Чтобы ознакомиться с системами сварки EB для малых камер компании Production Engineering в рамках партнерства EVOBEAM, нажмите здесь.
Чтобы ознакомиться с системами электросварки Sciak с большой камерой, нажмите здесь. Нажмите здесь, чтобы ознакомиться со сварочными системами электронной сварки Sciaky со средней камерой. Чтобы ознакомиться с системами сварки EB для малых камер компании Production Engineering в рамках партнерства EVOBEAM, нажмите здесь.
%PDF-1.4 % 723 0 объект > эндообъект внешняя ссылка 723 80 0000000016 00000 н 0000002911 00000 н 0000001896 00000 н 0000002999 00000 н 0000003357 00000 н 0000003681 00000 н 0000003732 00000 н 0000003777 00000 н 0000004516 00000 н 0000005044 00000 н 0000005622 00000 н 0000006018 00000 н 0000006062 00000 н 0000006107 00000 н 0000006630 00000 н 0000006685 00000 н 0000007226 00000 н 0000007278 00000 н 0000014587 00000 н 0000014689 00000 н 0000015785 00000 н 0000016010 00000 н 0000019690 00000 н 0000020060 00000 н 0000023335 00000 н 0000023657 00000 н 0000024592 00000 н 0000025656 00000 н 0000026692 00000 н 0000034096 00000 н 0000034565 00000 н 0000034618 00000 н 0000034874 00000 н 0000035405 00000 н 0000040624 00000 н 0000041015 00000 н 0000042067 00000 н 0000042453 00000 н 0000042632 00000 н 0000043802 00000 н 0000044820 00000 н 0000045267 00000 н 0000045373 00000 н 0000054609 00000 н 0000054739 00000 н 0000054884 00000 н 0000055230 00000 н 0000055432 00000 н 0000055813 00000 н 0000056021 00000 н 0000056414 00000 н 0000056701 00000 н 0000057089 00000 н 0000057291 00000 н 0000057670 00000 н 0000057752 00000 н 0000058088 00000 н 0000058178 00000 н 0000058269 00000 н 0000058328 00000 н 0000058390 00000 н 0000058425 00000 н 0000058450 00000 н 0000059145 00000 н 0000059164 00000 н 0000059187 00000 н 0000059210 00000 н 0000059232 00000 н 0000059255 00000 н 0000059278 00000 н 0000059319 00000 н 0000059342 00000 н 0000059423 00000 н 0000059449 00000 н 0000059475 00000 н 0000059556 00000 н 0000059599 00000 н 0000059632 00000 н 0000059668 00000 н 0000002739 00000 н трейлер ]>> startxref 0 %%EOF 725 0 объект >поток х SKLQS3P|т*1Ÿ1Ж21ВД УПП⧈P@R?* ,4!7,&,IBWkƓL29睗
Создание модульной системы внутрикамерной электронно-лучевой сварки в США
Резюме проекта/Аннотация:
Недавние усилия по производству и изготовлению усовершенствованных легководных реакторов (ALWR) в Соединенных Штатах выявили потребность в новых технологиях и инфраструктуре для снижения производственных затрат. Чтобы обеспечить рентабельную разработку и развертывание малых модульных реакторов (ММР) и ядерных блоков усовершенствованного поколения, промышленность США должна рассмотреть передовые технологии и методы производства. В этом предложении представлен подход модульной внутрикамерной электронно-лучевой сварки (MIC-EBW), который можно использовать для соединения компонентов большого диаметра и толстого сечения, таких как корпуса реакторов, парогенераторы и компенсаторы давления. При таком подходе сварка компонентов диаметром до 10 футов (3,05 метра) потенциально может быть завершена менее чем за 90 минут по сравнению с несколькими неделями при использовании традиционных технологий сварки.Возможности MIC-EBW будут разработаны в сотрудничестве с крупным изготовителем/производителем и продемонстрированы на 6-футовых (1,82 м) и 10-футовых (3,05 м) диаметрах компонентов судов толстого сечения. По завершении этот проект продемонстрирует возможность производства крупногабаритных компонентов толстого сечения для поддержки нового ядерного производства в Соединенных Штатах.
Чтобы обеспечить рентабельную разработку и развертывание малых модульных реакторов (ММР) и ядерных блоков усовершенствованного поколения, промышленность США должна рассмотреть передовые технологии и методы производства. В этом предложении представлен подход модульной внутрикамерной электронно-лучевой сварки (MIC-EBW), который можно использовать для соединения компонентов большого диаметра и толстого сечения, таких как корпуса реакторов, парогенераторы и компенсаторы давления. При таком подходе сварка компонентов диаметром до 10 футов (3,05 метра) потенциально может быть завершена менее чем за 90 минут по сравнению с несколькими неделями при использовании традиционных технологий сварки.Возможности MIC-EBW будут разработаны в сотрудничестве с крупным изготовителем/производителем и продемонстрированы на 6-футовых (1,82 м) и 10-футовых (3,05 м) диаметрах компонентов судов толстого сечения. По завершении этот проект продемонстрирует возможность производства крупногабаритных компонентов толстого сечения для поддержки нового ядерного производства в Соединенных Штатах.
В 2017 году Министерство энергетики в сотрудничестве с EPRI, Nuclear AMRC и NuScale Power запустило проект (DE-NE0008629) по изготовлению и сборке нескольких критических секций корпуса реактора (RPV) в масштабе 2/3 с использованием различных передовых технологий. и технологии изготовления, включая электронно-лучевую сварку, наплавку с помощью диодного лазера, порошковую металлургию, горячее изостатическое прессование и усовершенствованную механическую обработку.Все разработки/демонстрации ЭЛС в текущем проекте выполняются в большой вакуумной сварочной камере ЭЛС в Соединенном Королевстве. В Соединенных Штатах не существует аналогичных крупногабаритных ЭЛС. Для Соединенных Штатов, чтобы полностью внедрить ЭЛС крупногабаритных компонентов, потребуется еще большая вакуумная камера (~ 35 футов в длину). Это побудило EPRI предложить модульный подход к внутрикамерной ЭЛС (MIC-EBW), который может быть легко реализован в промышленности США при значительно меньших затратах (~ 1/3).
Для этого проекта были определены пять целей:
- Разработка и внедрение возможностей MIC-EBW у крупного производителя в США.
- Сократите общее время дуги сварки до 90 % по сравнению с традиционными технологиями сварки, используемыми для производства сосудов.
- Успешно продемонстрировать сварку электронно-лучевым электродом сосуда диаметром 10 футов (3,05 метра) и толщиной 4,375 дюйма (110 мм) менее чем за 90 минут сварки.
- Создание возможностей MIC-EBW для выполнения основных кольцевых сварных швов корпуса реактора NuScale Power.
- Разработка планов производственного процесса на основе технологии и требуемой послесварочной проверки/термообработки.

Производитель автоматических сварочных аппаратов LMH из Китая Wuxi Zhouxiang Complete Set of Welding Equipment Co., Ltd
Описание
Машина для автоматической сварки стали H-типа оснащена преобразователем частоты переменного тока для управления скоростью, что обеспечивает стабильную и надежную работу и быстрый возврат.Он использует устройство автоматического отслеживания и центрирования дуги, чтобы гарантировать, что сварочная горелка работает автоматически и правильно центрируется на целевой заготовке. Между тем, он оснащен автоматической системой подачи и восстановления сварочного флюса, простой в эксплуатации и высокой эффективностью. А машина для сварки колонных балок может увеличивать высоту полотна в соответствии с потребностями пользователей.
Между тем, он оснащен автоматической системой подачи и восстановления сварочного флюса, простой в эксплуатации и высокой эффективностью. А машина для сварки колонных балок может увеличивать высоту полотна в соответствии с потребностями пользователей.
Технический параметр
Датчик каркаса Грама
0.25-1,5 М / мин
5000 мм
| Модель | Модель | Датчик (мм) | WebPlate (H мм) | Windplate (W мм) | Скорость сварки (м / мин) | скорость возврата (м / мин) | |||
| LMH- 4000 | 4000 | 200~1500 | 200~800 | 0. 25 ~ 1.5 25 ~ 1.5 | 3 | ||||
| LMH-5000 | 5000 | 200 ~ 2000 | 200 ~ 800 | 0.25 ~ 1.5 | 3 | 3 | |||
Фотографии продукта
Zhouxiang сертификат
CE ISO CCC Сертификат
Zhouxiang Упаковка
Zhouxiang Shopshop
Конкурсная информация
Conact Информация:
www, Сварка.ком
Крепления для сварных балок – Продукция
Скачать PDF
Рис. 20: Приварное крепление балки
МАТЕРИАЛ: Углеродистая сталь
ЗАКАЗ: Укажите номер рисунка, размер стержня, описание и отделку. Стальное крепление для приварки к нижнему фланцу или конструктивным элементам, на которые можно установить рым-стержни или крепления с проушинами. Это устройство допускает поворот штока, что делает его пригодным для труб с горизонтальным перемещением.
№ РАЗМЕРА | МАКС. НАГРУЗКА, фунт | Б | С | Д | Е | Ф | Вт | ВЕС | ||
|---|---|---|---|---|---|---|---|---|---|---|
3 | 3/8 | 730 | 1/4 | 1 1/4 | 2 7/8 | 2 | 7/8 | 2 | 121 | |
4 | 1/2 | 1350 | 1/4 | 1 1/4 | 2 7/8 | 2 | 7/8 | 2 | 130 | |
5 | 5/8 | 2160 | 1/4 | 1 1/4 | 2 7/8 | 2 | 7/8 | 2 | 3/4 х 3 | 160 |
6 | 3/4 | 3230 | 3/8 | 1 1/2 | 3 1/8 | 2 | 1 1/8 | 2 1/2 | 280 | |
7 | 7/8 | 4480 | 3/8 | 2 | 4 1/4 | 3 | 1 1/4 | 2 1/2 | 1 х 4 | 390 |
8 | 1 | 5900 | 1/2 | 2 | 4 1/2 | 3 | 1 1/2 | 3 | 630 | |
9 | 1 1/8 | 6200 | 1/2 | 2 1/4 | 4 3/4 | 3 | 1 3/4 | 3 | 630 | |
10 | 1 1/4 | 9500 | 5/8 | 2 1/2 | 5 | 3 | 2 | 4 | 1021 | |
12 | 1 1/2 | 13800 | 3/4 | 3 | 6 1/2 | 4 | 2 1/2 | 5 | 1900 | |
14 | 1 3/4 | 18600 | 3/4 | 3 3/4 | 7 3/4 | 5 | 2 3/4 | 5 | 2425 | |
16 | 2 | 24600 | 3/4 | 3 3/4 | 8 1/4 | 5 | 3 1/4 | 6 | 3060 | |
18 | 2 1/4 | 32300 | 3/4 | 4 1/4 | 9 1/2 | 6 | 3 1/2 | 6 | 3688 | |
20 | 2 1/2 | 39800 | 3/4 | 4 1/2 | 9 3/4 | 6 | 3 3/4 | 6 | 3924 | |
22 | 2 3/4 | 49400 | 5/8 | 3 3/4 | 9 3/4 | 5 3/4 | 4 | 6 | 3 х 7 | 4080 |
24 | 3 | 60100 | 5/8 | 3 3/4 | 10 1/4 | 6 1/4 | 4 | 7 | 4670 |
Скачать PDF
Рис.
 72 и 72L: приварная проушина
72 и 72L: приварная проушина МАТЕРИАЛ: Углеродистая сталь
ОБСЛУЖИВАНИЕ: Рис. 72 используется для крепления регулируемых пружин и кованых скоб к элементам конструкции.
ЗАКАЗ: Укажите номер рисунка, размер стержня, описание и отделку.
Рис. 72 Стандарт А | Рис. 72L Длинный A1 | Б | С | Х | Т | ||
|---|---|---|---|---|---|---|---|
1/2 | 1 1/2 | 3 | 1 1/4 | 2 1/2 | 16.11. | 1/4 | 1350 |
5/8 | 1 1/2 | 3 | 1 1/4 | 2 1/2 | 13/16 | 1/4 | 2160 |
3/4 | 1 1/2 | 3 | 1 1/4 | 2 1/2 | 15/16 | 3/8 | 3230 |
7/8 | 2 | 3 | 1 1/4 | 2 1/2 | 1 1/8 | 3/8 | 4480 |
1 | 2 | 3 | 1 1/2 | 3 | 1 1/4 | 1/2 | 5900 |
1 1/8 | 3 | 4 | 1 1/2 | 3 | 1 3/8 | 1/2 | 6230 |
1 1/4 | 3 | 4 | 2 | 4 | 1 1/2 | 5/8 | 9500 |
1 1/2 | 3 | 4 1/2 | 2 1/2 | 5 | 1 3/4 | 3/4 | 13800 |
1 3/4 | 3 | 4 1/2 | 2 1/2 | 5 | 2 | 3/4 | 18600 |
2 | 4 | 4 1/2 | 3 | 6 | 2 3/8 | 3/4 | 24600 |
2 1/4 | 4 1/2 | 5 | 3 | 6 | 2 5/8 | 3/4 | 32300 |
2 1/2 | 4 1/2 | 5 | 4 | 8 | 2 7/8 | 1 | 39800 |
2 3/4 | 4 1/2 | 5 | 4 | 8 | 3 1/8 | 1 | 49400 |
3 | 5 | 5 1/2 | 4 | 8 | 3 3/8 | 1 | 60100 |
Скачать PDF
Рис.
 73: Бетонная пластина с вилкой
73: Бетонная пластина с вилкой МАТЕРИАЛ: Углеродистая сталь
РАЗМЕР: Размер стержня от 3/8” до 2”
ОТДЕЛКА: Черный или оцинкованный; с мебелью черного цвета, если не указано иное.
ОБСЛУЖИВАНИЕ: Крепление для бетонного потолка.
ЗАКАЗ: Укажите номер рисунка, размер стержня, описание и отделку.
РАЗМЕР СТЕРЖНЯ | МАКС. НАГРУЗКА, фунт | А | Б | С | Д | Ф | Г | Х | Р | С | Т | У | Вт | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
3/8 | 730 | 1 | 8 | 10 | 5 | 16 сентября | 3/8 | 2 | 7/8 | 1 1/4 | 1/4 | 1/2 | 2 | 11. |
1/2 | 1350 | 1 | 8 | 10 | 5 | 16 сентября | 3/8 | 2 | 7/8 | 1 1/4 | 1/4 | 5/8 | 2 | 11.9 |
5/8 | 2160 | 1 | 8 | 10 | 5 | 16 сентября | 1/2 | 2 | 1 | 1 1/4 | 1/4 | 3/4 | 2 | 15. |
3/4 | 3230 | 1 | 8 | 10 | 5 | 16.11. | 1/2 | 2 | 1 1/8 | 1 1/2 | 3/8 | 7/8 | 2 1/2 | 16.9 |
7/8 | 4480 | 1 | 8 | 10 | 5 | 16.11. | 1/2 | 3 | 1 1/4 | 2 | 3/8 | 1 | 2 1/2 | 18. |
1 | 5900 | 2 | 8 | 12 | 6 | 13/16 | 3/4 | 3 | 1 1/2 | 2 | 1/2 | 1 1/8 | 3 | 36.9 |
1 1/4 | 9500 | 2 | 8 | 12 | 6 | 15/16 | 3/4 | 3 | 2 | 2 1/2 | 5/8 | 1 3/8 | 4 | 40. |
1 1/2 | 13800 | 2 | 8 | 12 | 6 | 1 1/8 | 1 | 4 | 2 1/2 | 3 | 3/4 | 1 5/8 | 5 | 59.8 |
1 3/4 | 18600 | 2 | 10 | 14 | 7 | 1 3/8 | 1 1/4 | 5 | 2 3/4 | 3 3/4 | 3/4 | 1 7/8 | 5 | 93. |
2 | 20700 | 2 | 10 | 14 | 7 | 1 3/8 | 1 1/4 | 5 | 3 1/4 | 3 3/4 | 3/4 | 2 1/4 | 6 | 100.0 |
 8
8 7
7 1
1 9
9 6
6Скачать PDF
Рис. 74: Бетонная пластина с одной проушиной
МАТЕРИАЛ: Углеродистая сталь
РАЗМЕР: Размер стержня от ½” до 2”
ОТДЕЛКА: Черный или оцинкованный; с мебелью черного цвета, если не указано иное.
ОБСЛУЖИВАНИЕ: Крепление к бетонному потолку. Выступ используется вместе с рис. 95 (штифт из кованой стали).
ЗАКАЗ: Укажите номер рисунка, размер стержня, описание и отделку.
РАЗМЕР СТЕРЖНЯ | А | Б | С | Д | Е | Ф | Г | Х | Р | Т | У | Вт | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
1/2 | 1350 | 1 | 8 | 10 | 5 | 4 7/8 | 16 сентября | 3/8 | 1 1/2 | 1 1/4 | 1/4 | 5/8 | 2 1/2 | 11. |
5/8 | 2160 | 1 | 8 | 10 | 5 | 4 7/8 | 16 сентября | 1/2 | 1 1/2 | 1 1/4 | 1/4 | 3/4 | 2 1/2 | 14.6 |
3/4 | 3230 | 1 | 8 | 10 | 5 | 4 13/16 | 16. | 1/2 | 1 1/2 | 1 1/4 | 3/8 | 7/8 | 2 1/2 | 14.8 |
7/8 | 4480 | 1 | 8 | 10 | 5 | 4 13/16 | 16.11. | 3/4 | 2 | 1 1/4 | 3/8 | 1 | 2 1/2 | 22.0 |
1 | 5900 | 2 | 8 | 12 | 6 | 5 3/4 | 13/16 | 3/4 | 2 | 1 1/2 | 1/2 | 1 1/8 | 3 | 31. |
1 1/4 | 9500 | 2 | 8 | 12 | 6 | 5 11/16 | 15/16 | 1 | 3 | 2 | 5/8 | 1 3/8 | 4 | 43.8 |
1 1/2 | 13800 | 2 | 8 | 12 | 6 | 5 5/8 | 1 1/8 | 1 | 3 | 2 1/2 | 3/4 | 1 5/8 | 5 | 45. |
1 3/4 | 18600 | 2 | 8 | 12 | 6 | 5 5/8 | 1 3/8 | 1 1/4 | 3 | 2 1/2 | 3/4 | 1 7/8 | 5 | 55.7 |
2 | 24600 | 2 | 8 | 12 | 6 | 5 5/8 | 1 3/8 | 1 1/4 | 4 | 3 | 3/4 | 2 1/4 | 6 | 58. |
 1
1 11.
11. 9
9 6
6 2
2Скачать PDF
Рис. 75: Канал в сборе
ПРИ ЗАКАЗЕ: Укажите номер рисунка, размер стержня, размер канала, размеры C-to-C и «E» и требуемый материал.
E = C-C + 2L + W
РАЗМЕР СТЕРЖНЯ | 3/8 | 1/2 | 5/8 | 3/4 | 7/8 | 1 | 1 1/8 | 1 1/4 | 1 1/2 | 1 3/4 | 2 | 2 1/4 | 2 1/2 | 2 3/4 | 3 | 3 1/4 | 3 1/2 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
H ОТВЕРСТИЕ | 1/2 | 5/8 | 3/4 | 7/8 | 1 | 1 1/4 | 1 3/8 | 1 1/2 | 1 3/4 | 2 | 2 1/4 | 2 1/2 | 2 3/4 | 3 | 3 1/4 | 3 1/2 | 3 3/4 |
С | 16 сентября | 16. | 13/16 | 15/16 | 1 1/16 | 1 3/8 | 1 1/2 | 1 5/8 | 1 7/8 | 2 1/4 | 2 1/2 | 2 3/4 | 3 | 3 1/4 | 3 1/2 | 3 3/4 | 4 |
Вт | 3 | 3 | 3 | 4 | 4 | 4 | 4 | 5 | 5 | 5 | 5 | 6 | 6 | 6 | 6 | 6 | 7 |
Т | 1/4 | 1/4 | 3/8 | 3/8 | 1/2 | 1/2 | 1/2 | 1/2 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 |
л | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 3/8 | 3/8 | 3/8 |
 11.
11.Таблица безопасных нагрузок
НОМИНАЛЬНЫЙ РАЗМЕР | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 26 | 28 | 30 | 36 | 42 | 48 | 54 | 60 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
МАКСИМУМ БЕЗОПАСНАЯ НАГРУЗКА В KIPS | ||||||||||||||||
3 | 8. | 8,8 | 7,5 | 6,6 | 5,8 | 5,2 | 4,8 | 4,4 | 3,9 | 3,6 | 3,5 | 2,9 | 2,5 | 2,2 | 1,9 | 1.7 |
4 | 10,8 | 15,2 | 13,1 | 11,4 | 10,2 | 9.1 | 8,3 | 7,5 | 7,0 | 6,5 | 6. | 5.1 | 4,3 | 3.8 | 3,3 | 3,0 |
5 | 13,4 | 24,0 | 20,6 | 18,0 | 16,0 | 14,4 | 13,1 | 12,0 | 11.1 | 10,3 | 9,6 | 8.0 | 6,8 | 6,0 | 5,3 | 4,8 |
6 | 21,0 | 40,0 | 34,3 | 30,0 | 26,6 | 24,0 | 21,8 | 20,0 | 18,4 | 17. | 16,0 | 13,3 | 11,4 | 10,0 | 8,8 | 8,0 |
8 | 23,0 | 64,8 | 55,5 | 48,6 | 43,2 | 38,8 | 35,3 | 32.3 | 29,8 | 27,7 | 25,8 | 21,5 | 18,5 | 16,1 | 14,3 | 12,9 |
10 | 30,6 | 107,2 | 91,7 | 80,3 | 71. | 64,2 | 58,4 | 53,5 | 49,4 | 45,8 | 42,8 | 35,7 | 30,6 | 26,7 | 23,8 | 21,4 |
12 | 41,4 | 171 | 147 | 128 | 114 | 103 | 93.4 | 85,6 | 79,0 | 73,3 | 68,4 | 57,0 | 48,9 | 42,8 | 38,0 | 34,2 |
15 | 67,8 | 333 | 286 | 250 | 222 | 200 | 182 | 167 | 154 | 143 | 133 | 111 | 95. | 83,4 | 74,1 | 66,7 |
 2
2 1
1 1
1 4
4 3
3Скачать PDF
Рис. 76: Приварная проушина для колена с большим радиусом
РАЗМЕРНЫЙ ДИАПАЗОН: 3–42 дюйма
МАТЕРИАЛ: Углеродистая сталь
ОТДЕЛКА: Черный или оцинкованный; с мебелью черного цвета, если не указано иное.
ОБСЛУЖИВАНИЕ: Крепление для бетонного потолка.
ПРИ ЗАКАЗЕ: Укажите номер рисунка, размер трубы, описание и отделку, рабочую температуру и любые другие специальные требования.
ПРИМЕЧАНИЯ: Наконечники рассчитаны на толщину изоляции 4 дюйма. Наконечники могут быть рассчитаны на различную толщину изоляции.
| РАЗМЕР СТЕРЖНЯ | 1/2″ | 5/8″ | 3/4″ | 7/8″ | 1″ | 1-1/8″ | 1-1/4″ | 1-1/2″ | 1-3/4″ | 2″ | 2-1/4″ | 2-1/2″ | 2-3/4″ | 3″ | |
| Т | 1/4 | 1/4 | 3/8 | 1/2 | 1/2 | 5/8 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 1 | 1 | 1 | |
| Ш | 3 1/2 | 3 1/2 | 3 1/2 | 3 1/2 | 5 | 5 | 6 | 7 | 7 | 8 1/2 | 8 1/2 | 9 3/4 | 10 1/4 | 10 1/2 | |
| Р | 1 1/2 | 1 1/2 | 1 1/2 | 1 1/2 | 2 | 2 | 2 1/2 | 3 | 3 | 3 1/2 | 3 1/2 | 3 3/4 | 4 | 4 | |
| Н | 16. 11 11 | 13/16 | 15/16 | 1 1/8 | 1 1/4 | 1 3/8 | 2 | 1 3/4 | 2 | 2 3/8 | 2 5/8 | 2 7/8 | 3 1/8 | 3 3/8 | |
| Е | 1 | 1 | 1 | 1 1/2 | 1 1/2 | 2 | 2 | 2 | 2 1/2 | 2 1/2 | 2 1/2 | 2 1/2 | 2 1/2 | 2 1/2 | |
| Ф | 1/8 | 1/8 | 1/4 | 1/4 | 1/4 | 16. 05. 05. | 16.05. | 16.05. | 16.05. | 3/8 | 3/8 | 3/8 | 3/8 | 3/8 | |
| РАЗМЕР ТРУБЫ | Б.ДИМ | Л. ДИМ | |||||||||||||
| 3 | 7 7/16 | 11 11/16 | 11 11/16 | 11 11/16 | 11 11/16 | ||||||||||
| 4 | 7 1/2 | 11 9/16 | 11 9/16 | 11 9/16 | 11 9/16 | 13 1/2 | 13 1/2 | ||||||||
| 6 | 7 9/16 | 11 5/8 | 11 5/8 | 11 5/8 | 11 5/8 | 13 1/16 | 13 1/16 | 14 11/16 | 16 13/16 | 16 13/16 | |||||
| 8 | 7 7/16 | 11 13/16 | 11 13/16 | 11 13/16 | 11 13/16 | 13 1/16 | 13 1/16 | 14 1/2 | 16 1/16 | 16 1/16 | 17 7/8 | 17 7/8 | 18 15/16 | 20 1/4 | 20 1/4 |
| 10 | 7 5/16 | 11 7/8 | 11 7/8 | 11 7/8 | 11 7/8 | 13 1/16 | 13 1/16 | 14 3/8 | 15 3/4 | 15 3/4 | 17 5/16 | 17 5/16 | 18 1/8 | 18 15/16 | 18 15/16 |
| 12 | 7 1/8 | 12 | 12 | 12 | 13 3/16 | 13 3/16 | 14 7/16 | 15 3/4 | 15 3/4 | 17 1/8 | 17 1/8 | 17 7/8 | 15 5/8 | 15 5/8 | |
| 14 | 6 3/8 | 12 1/4 | 12 1/4 | 13 7/16 | 13 7/16 | 14 11/16 | 15 15/16 | 15 15/16 | 17 5/16 | 17 5/16 | 18 1/8 | 18 3/4 | 18 3/4 | ||
| 16 | 6 1/8 | 12 15/16 | 13 1/2 | 13 1/2 | 14 11/16 | 15 15/16 | 15 15/16 | 17 1/4 | 17 1/4 | 17 15/16 | 18 5/8 | 18 5/8 | |||
| 18 | 5 13/16 | 13 1/2 | 13 1/2 | 14 11/16 | 15 15/16 | 15 15/16 | 17 3/16 | 17 3/16 | 17 7/8 | 18 1/2 | 18 1/2 | ||||
| 20 | 6 3/4 | 14 3/4 | 15 7/8 | 17 | 17 | 18 3/8 | 18 3/8 | 19 | 19 11/16 | 19 11/16 | |||||
| 24 | 7 1/4 | 17 1/4 | 18 3/8 | 18 3/8 | 19 1/2 | 19 1/2 | 20 1/8 | 20 11/16 | 20 11/16 | ||||||
| 30 | 7 | 20 | 20 | 20 5/8 | 21 5/8 | 21 5/8 | |||||||||
| 36 | 7 | 21 1/8 | 21 1/8 | 21 3/4 | 22 5/16 | 22 5/16 | |||||||||
| 42 | 6 | 21 1/4 | 21 1/4 | 21 7/8 | 22 5/16 | 22 5/16 |
Скачать PDF
Рис.
 135: Гибкий балочный зажим
135: Гибкий балочный зажим МАТЕРИАЛ: Ковкий чугун
ОТДЕЛКА: Черный
ОБСЛУЖИВАНИЕ: Рекомендуется для крепления к конструкционной стали. Используйте в сочетании с двутавровыми балками американского стандарта и балками с широкими полками, где ширина балки составляет от мин. от 2 3/8” до макс. 7” и толщиной фланца не более 0,60”.
ЗАКАЗ: Укажите номер рисунка и описание.
| МАКСИМАЛЬНЫЙ РАЗМЕР СТЕРЖНЯ | БОЛТ ДИАМ. | ВЫТЯЖНОЙ ШТОК (E)-ДЛЯ ФЛАНЦА БАЛКИ | МАКС.РЕКОМ. НАГРУЗКА (фунты) | ПРИБЛ. ВЕС (фунт за штуку) | |||||
| 2 3/8 | 3 | 4 | 5 | 6 | 7 | ||||
| 7/8 | 16. 07. 07. | 3 1/2 | 3 7/16 | 3 5/16 | 2 15/16 | 2 16 сентября | 1 7/8 | 1365 | 2.2 |
Скачать PDF
Рис. 140: Балочный зажим для тяжелых условий эксплуатации
МАТЕРИАЛ: Углеродистая сталь
ОТДЕЛКА: Окраска, заводская грунтовка или оцинковка.
ОБСЛУЖИВАНИЕ: Для подвешивания тяжелых грузов на стандартных двутавровых балках и балках с широкими полками с шириной полки до 15 дюймов и толщиной полки до 1,07 дюйма.
ЗАКАЗ: Укажите номер рисунка, размер стержня, описание, размер зажима, размер балки и отделку.
Е | Ф | |||||
|---|---|---|---|---|---|---|
ТНК. | ШИРИНА | |||||
1 | 1 | .375 | 11500 | 9 | 1,07 | 10 |
2 | 1 | .375 | 11500 | 11 | 1,07 | 15 |
Скачать PDF
Рис. 270: Горизонтальные бегунки
РАЗМЕРНЫЙ ДИАПАЗОН: Предлагается в четырех размерах, рассчитанных на нагрузку до 20 700 фунтов. Все размеры обеспечивают 12-дюймовый горизонтальный ход.
УСТАНОВКА: Поставляется готовым к установке. Прикрепите к несущей стали, сварив вокруг рамы. Пружинная подвеска может быть прикручена болтами или приварена к нагрузочной плите.
Пружинная подвеска может быть прикручена болтами или приварена к нагрузочной плите.
ЗАКАЗ: При необходимости укажите номер рисунка, размер, описание и размер «Н». Горизонтальные бегунки могут быть разработаны для особых нагрузок, перемещений или двунаправленного движения по запросу.
ХАРАКТЕРИСТИКИ:
• Высокая экономичность
• Минимальное трение
• Практически пыленепроницаемость
• Компактность — минимальная высота над головой
• Универсальность
№ РАЗМЕРА | А | Б | С | Д | Х МАКС. | л | Т | Вт | ||
|---|---|---|---|---|---|---|---|---|---|---|
1 | 3770 | 15 | 2 1/2 | 1 5/8 | 5 3/8 | 2 1/2 | 1 1/8 | 15 1/8 | 3/4 | 4 5/8 |
2 | 6230 | 37 | 3 1/2 | 2 5/8 | 7 7/8 | 3 1/2 | 1 3/8 | 16 3/8 | 3/4 | 6 3/4 |
3 | 11630 | 69 | 5 | 3 | 10 1/2 | 5 | 1 3/4 | 17 7/8 | 1 | 9 3/4 |
4 | 20700 | 102 | 6 | 3 1/2 | 12 1/2 | 6 | 2 1/2 | 19 1/8 | 1 1/2 | 10 1/4 |
Электронно-лучевая непрерывная полосовая сварка
Процесс электронно-лучевой сварки
Высокоэнергетические электроны, создаваемые нитью накала или катодом, обрушиваются на соединяемые металлы. Эти электроны ускоряются с помощью электрических полей и фокусируются с помощью магнитных полей, часто в вакуумной среде, чтобы предотвратить рассеяние рассеянными молекулами газа.
Эти электроны ускоряются с помощью электрических полей и фокусируются с помощью магнитных полей, часто в вакуумной среде, чтобы предотвратить рассеяние рассеянными молекулами газа.
Воздействие этого направленного потока электронов генерирует тепло, которое плавит основной металл, вызывая образование небольшого сварного шва плавлением именно в этом месте.
Полученное соединение имеет очень высокое качество, а локальный нагрев означает минимальную деформацию остального металла вокруг зоны сварки.Поскольку он выполняется в вакууме, потенциальные примеси удаляются или испаряются, что делает место сварки очень чистым.
Сварка осуществляется сплошной полосой с глубиной шва от 0,05 мм до 200 мм без необходимости использования присадочного металла. Качество сварки исключительное, а метод высокоэффективен, управляем и воспроизводим, что делает его полезным для автоматизированного производства в больших объемах.
Качество сварки исключительное, а метод высокоэффективен, управляем и воспроизводим, что делает его полезным для автоматизированного производства в больших объемах.
Компьютеризированное управление позволяет достигать очень высоких скоростей сварки, что обеспечивает высокую эффективность процесса.Электронный пучок также можно использовать для выборочного отжига узкой зоны по длине металлической катушки, если это необходимо.
Для поддержки компонентов перед сваркой часто необходимы прецизионные приспособления, изготовленные по индивидуальному заказу, а столы с ЧПУ перемещают детали, чтобы расположить их в сварочной камере. Более чем 30-летний опыт инженерного проектирования и предоставления услуг по электронно-лучевой сварке означает, что компания Vincent Clad Metals является экспертом в области планирования и настройки инструментов для каждого применения.