Техника безопасности при электродуговой сварке
Главная » Статьи » Техника безопасности при электродуговой сварке
Техника безопасности при работе с электродуговой сваркой
24 сентября 2011
Из всех видов сварок, электродуговая является пожалуй самой опасной и способна приченить существенный вред вашему здоровью в отличие от других видов сварок. Прежде всего самая основная опасность, это слишком яркий свет, выделяемый в процессе сварки. Такой свет способен нанести ожог вашим глазам. Кроме того в спектр такого света, входят ультрофиолетовые лучи, которые способны приченить вред не только вашим глазам, но и вашей коже, поэтому при работе с электродуговой сваркой кроме защитной маски с затемненным стеклом, вам так же стоит использовать и защитный костюм и перчатки, которые будут закрывать ваши руки от вредоносного ультрафиолетового излучения.
- Кроме яркого света, на протяжение всего процесса сварки образутся достаточно интенсивный выброс раскаленных окалин металла.
 Во избежание получения ожогов от них, всегда одевайтесь в плотные брюки и закрытые ботинки. То же самое касается и при осуществление сварочных работ над головой, ваши рукава должны быть плотно закрыты, а на руках должны быть перчатки.
Во избежание получения ожогов от них, всегда одевайтесь в плотные брюки и закрытые ботинки. То же самое касается и при осуществление сварочных работ над головой, ваши рукава должны быть плотно закрыты, а на руках должны быть перчатки. - Если у вас нет специальной защитной одежды, то старайтесь при сварке одеваться в одежу из хлопчатобумажных тканей, так как она более стойка к возгоранию в отличие хотя бы от того же нейлона.
- Осуществляйте сварочные работы только в хорошо проветриваемом помещение или на улице, так как в процессе сварки, а точнее в процессе сгорания примесей металла, образуются различные ядовитые газы, надышавшись которыми можно получить отравление или ожоги дыхательных органов.
- Всегда держите рядом с местом сварочных работ, воду, чтобы в случае чего тушить возникающие очаги возгорания из-за раскаленных окалин, особенно если вы проводите сварку внутри помещения. И уж тем более рядом со сварочными работами не должно находится огне- и взрыво-опасных веществ, таких как бензин и другие горюче-смазочные вещества.
- Недопускайте контакта токоведущих частей сварочного оборудования с водой, это может привести к поражению электрическим током.
- После сварки металла, на поверхности шва остается шлак, который необходимо сбивать молотком. Такой шлак легкий и при ударах молотком сильно разлетается по сторонам и может попасть в глаза, чтобы предотвратить подобное всегда используйте защитные очки или прозрачную маску.
Всегда соблюдайте правила техники безопасности при работе с электродуговой сваркой, так как данный тип сварки, применяемый в домашних условиях в быту, является наиболее травмоопасным.
remont-vaz2106.ru
Техника безопасности при сварке
Основное требование техники безопасности – это оберегать человека от получения травм на производстве. А так как сварочные работы связаны с использованием различных видов энергии, то соответственно техника безопасности при сварке должна быть направлена именно на сохранение здоровья сварщика, который имеет дело с той или другой энергией. А энергий при сварке используются две: электроэнергия и газ. Поэтому стоит рассмотреть технику безопасности при сварочных работах по отдельности на каждый вид используемого топлива.
А энергий при сварке используются две: электроэнергия и газ. Поэтому стоит рассмотреть технику безопасности при сварочных работах по отдельности на каждый вид используемого топлива.
Техника безопасности при газовой сварке
Какие негативные факторы могут повлиять на здоровье сварщика, работающего газосваркой.
- Это сам газ, который является взрывоопасной средой.
- Отработанные после сварки или резки газы, в состав которых входят токсины, угарные составляющие и неядовитая пыль.
- При плазменных процессах выделяется не только высокочастотные звуковые волны, но и ультразвуковые колебания. В этих же процессах выделяется озон и окислы азота.
- Пламя резака – это источник видимых и невидимых инфракрасных лучей, которые негативно сказываются на роговице и хрусталике глаза. Сюда же можно добавить искры расплавленного металла, которые разлетаются во все стороны.
Итак, что требует техника безопасности при проведении сварочных работ газом.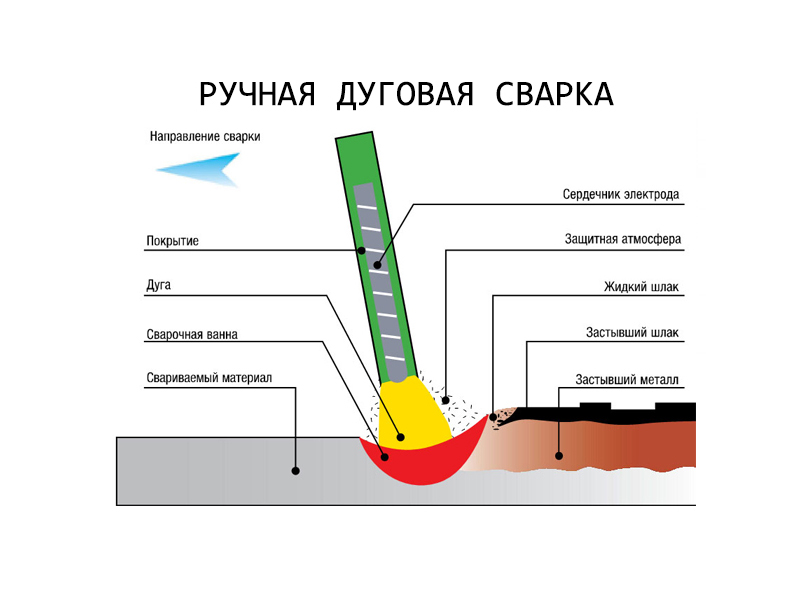 Если прямо по пунктам, то в первую очередь необходимо следить за исправностью оборудования. Оно должно быть герметичным и не пропускать газ. А значит, необходимо следить за целостностью шлангов, баллонов и узлов горелки. Все стыки между элементами должны быть надежно закреплены и проверятся пред каждым началом сварочных работ на предмет пропускания газа.
Если прямо по пунктам, то в первую очередь необходимо следить за исправностью оборудования. Оно должно быть герметичным и не пропускать газ. А значит, необходимо следить за целостностью шлангов, баллонов и узлов горелки. Все стыки между элементами должны быть надежно закреплены и проверятся пред каждым началом сварочных работ на предмет пропускания газа.
По второму пункту техника безопасности требует наличия хорошо работающей вентиляции. Ее параметры необходимо подсчитать по нормативам, в основе которого лежит воздухообмен сварочного цеха. Этот показатель равен 40 м³/ч из расчета на один кубический метр пространства помещения. Вытяжки вентиляционной системы устанавливаются таким образом, чтобы вывод газовых отходов газосварки происходил прямо с места проведения работ (над столом) и равномерно со всего пространства рабочего помещения (обычно устанавливаются под потолком по всему периметру цеха).
По третьей позиции. Здесь все просто, надо надеть наушники. По четвертой позиции – надевается маска сварщика или защитные очки. Конечно, правила безопасности оговаривают защиту всего тела человека, поэтому специальная рабочая одежда, обувь и защитные перчатки являются неотъемлемой частью экипировки газосварщика.
Конечно, правила безопасности оговаривают защиту всего тела человека, поэтому специальная рабочая одежда, обувь и защитные перчатки являются неотъемлемой частью экипировки газосварщика.
Это основные требования техники безопасности при проведении сварочных работ газом. Но представьте, что сами работы могут проводиться в разных условиях, где некоторые вышеизложенные позиции соблюсти сложно или невозможно. Поэтому в технике безопасности есть правила, которые учитывают нюансы проводимых сварочных работ.
- Если газосварка проводится внутри резервуара, а там вентиляция отсутствует полностью, то работы проводятся с короткими промежутками времени с длительными перерывами. При этом сварщика должен подстраховывать помощник, который располагается снаружи емкости. Внутри резервуара темно, освещение обеспечивается сетью с напряжением 12 вольт. Если работа требует быстрого ее выполнения, то в резервуар устанавливаются металлические или гибкие воздуховоды с отсасывающими вентиляторами на конце. Эти устройства и будут выполнять функции вентиляции.
 Эти устройства и будут выполнять функции вентиляции.
Эти устройства и будут выполнять функции вентиляции.Внимание! Если внутри резервуара кислорода меньше 19%, то работать внутри него запрещается.
- Нельзя проводить работы около материалов, которые быстро воспламеняются. К примеру, бензин, солярка, древесная стружка и так далее.
- Если в цеху размещено более 10 сварочных постов, то до каждого рабочего места газ доводится через металлический трубопровод. Он поступает от единого большого газового баллона, который обычно устанавливается за пределами цеха.
- Пожарная безопасность при проведении сварочных работ требует соблюдения определенного расстояния от места сварки до места расположения всего оборудования (баллоны, ацетиленовый генератор). Оно не должно быть меньше 10 м. Кстати, генератор нельзя использовать при температуре ниже +5С, потому что внутри него заливается вода, которая при минусовой температуре просто замерзнет. А значит, аппарат работать не будет.
- Очень важно не допустить попадания масла на кислородный баллон и редуктор. Масло и кислород – смесь взрывоопасная.
- Горелкой надо работать так, чтобы ее пламя было всегда направлено в обратную сторону от места установки сварочного оборудования.
 Масло и кислород – смесь взрывоопасная.
Масло и кислород – смесь взрывоопасная.Правила техники безопасности при плазменно- и воздушно-дуговой резке точно такие же.
Техника безопасности при электродуговой сварке
Основным источником опасности при производстве сварочных работ трансформаторами или инверторами является электрический ток. К примеру, человек без вреда своему здоровью может выдержать напряжение в 12 вольт. Любой вид электросварочного оборудования при холостом ходе имеет напряжения 45-80 вольт. Напряжение постоянного тока: 55-75 вольт, переменного 180 В и больше. То есть, соприкосновение со сварочным оборудованием обязательно повлечет неприятные последствия, как минимум удар тока оставит ожог на коже.
Поэтому техника безопасности при дуговой сварке – это комплекс правил, которые максимально ограничивают контакт электрогазосварщика с токонесущими частями сварочного оборудования (клеммами, оголенными проводами, металлическими вставками). Какие меры безопасности при проведении сварочных работ необходимо неукоснительно придерживаться.
Какие меры безопасности при проведении сварочных работ необходимо неукоснительно придерживаться.
- Первое касается обустройства самого оборудования. В питающую электрическую сеть, к которой подключается сварочный аппарат, обязательно устанавливается автоматический выключатель. Он за 0,5 секунд среагирует на появление в сети тока высокого значения, образующийся при коротком замыкании. То есть, автомат отключит сварочный агрегат до того, как ток ударит работающего электросварщика. Это самая действенная защита.
- Провода, соединяющие все части оборудования, являются местом опасности, поэтому они выпускаются с надежной изоляцией. Но со временем все истирается и лопается, поэтому перед началом работ нужно убедиться в целостности изоляции.
- Как и любой вид технологического оборудования, сварочные аппараты со временем выходят из строя. В основном нарушается изоляция в витках трансформаторов, что приводит к пробивке, то есть, проходящий по трансформатору ток может попадать на металлические части корпуса сварочного аппарата. Чтобы электрогазосварщика при соприкосновении с корпусом не ударило током, оборудование заземляют.
- К электробезопасности сварщика необходимо отнести ряд мероприятий, с помощью которых ограничивается его соприкосновение с металлическими поверхностями оборудования и инструментами. Держак должен быть надежно заизолирован. Под ноги укладывается резиновый коврик или на ноги надевается спецобувь с резиновой подошвой. Каждый сварочный пост ограничивается негорючими материалами (листовым железом, асбестовыми панелями и так далее).
- Если сварщик работает в стационарном сварочном посту, то помещение обязательно окрашивают светлыми тонами, чтобы ослабить контрастность яркости электрической дуги. При этом краска используется только матовая, именно она не отбрасывает бликов от зоны сварки, что не мешает работе электрогазосварщика.
- Ультрафиолетовое и инфракрасное излучение, исходящее от зоны сварки, это негативное воздействие на глаза. Поэтому работать сварщик должен только в защитной маске.
 Чтобы электрогазосварщика при соприкосновении с корпусом не ударило током, оборудование заземляют.
Чтобы электрогазосварщика при соприкосновении с корпусом не ударило током, оборудование заземляют.
Электробезопасность при сварочных работах – это не только защита человека, это защитные мероприятия, которые связаны с противопожарными мерами. Здесь, как и в случае с газосваркой, варить металлы рядом с легковоспламеняющимися материалами строго запрещено. Безопасное расстояние – не меньше 10 м.
Выполняя условия техники безопасности при ручной дуговой сварке, необходимо понимать, что в основе всего лежит качественное техническое состояние оборудования. Поэтому следить за ним нужно обязательно. Нельзя допускать, чтобы токопроводящие элементы были оголены.
Деятельность сварщика ограничивается условиями, в которых производится сварка. Повышенная влажность, близость взрывоопасных материалов, ограниченность пространства и так далее должны стать причинами, при которых сварочный процесс не должен производиться. Вот почему техника безопасности при работе со сварочным аппаратом – это жесткие требования, которые сохранят здоровье, а в некоторых случаях, и жизнь сварщика.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Техника безопасности при дуговой сварке
Проведение сварочных работ чаще всего сопряжено с высоким уровнем опасности для человека. Чтобы избежать неприятных последствий и сохранить свое собственное здоровье и даже жизнь, необходимо соблюдать правила техники безопасности сварочных работ.
Работа сварщика связано с риском получения различных травм: механические повреждения, ожоги тепловые и лучевые, отравления парами металлов и газами. Наиболее часто встречаются среди сварщиков именно ожоги. О том, как предотвратить получение травмы и как оказывать первую медицинскую помощь при ожогах, читайте дальше.
Изучение азов сварочного дела начинается со знакомства с требованиями правил электрической безопасности для сварщика. Полученные знания следует не только запомнить, но и применять их в повседневной работе. Согласно статистике большинство травм получают новички, а также достаточно опытные сварщики, пренебрежительно отнесшиеся к требованиям безопасности.
stalevarim.ru
Основные правила техники безопасности при проведении сварочных работ
При сварочных работах металл разогревается до тысячи и более градусов, в процессах задействован электрический ток большой силы, и зачастую горючие газы. Все это заставляет сварщика быть осторожным, использовать защитную одежду и маску. Специально разработанная техника безопасности при сварке помогает предотвратить развитие профзаболеваний, свести к минимуму несчастные случаи и уцелеть при авариях электрооборудования. Соблюдение требований техники безопасности при сварочных работах на производстве является обязательным условием.
Средства защиты
Согласно правилам техники безопасности, сварщик во время электросварки должен быть в специальной одежде. Защитную одежду ему выдает предприятие. Закупается она в специализированных магазинах и должна соответствовать целому ряду требований. Одежда сварщика выполняется из негорючих, натуральных материалов. Синтетические ткани не могут использоваться. Наиболее распространены костюмы из брезента, спилка или замши. При варочных работах в суровых зимних условиях можно надевать суконную одежду.
Наиболее распространены костюмы из брезента, спилка или замши. При варочных работах в суровых зимних условиях можно надевать суконную одежду.
Для защиты рук сварщик снабжается защитными перчатками или варежками. Наиболее надежную защиту дают рабочие перчатки из спилка или замши. Брезент быстро прогорает, и такие перчатки нередко не выдерживают и одну смену.
Обувь выполняется из различных материалов. Наиболее распространены кирзовые ботинки и сапоги. Подошва может быть резиновой или из других более современных материалов. При выборе обуви для сварочных работ предпочтение опытные сварщики отдают подошве без сапожных гвоздей. В противном случае даже при минимальной влажности сварщик будет испытывать дискомфорт, особенно специалист с пониженным уровнем сопротивления тела.
Защита лица и органов зрения производится с помощью сварочной маски или щитка. Многие умельцы пытаются сделать их самостоятельно. Но даже незначительная щель в конструкции может нанести большой вред глазам и коже. Поэтому лучше приобрести промышленную простую маску за очень малые деньги, чем всю ночь ходить по квартире, как крот и закапывать глаза новокаином или альбуцидом.
Поэтому лучше приобрести промышленную простую маску за очень малые деньги, чем всю ночь ходить по квартире, как крот и закапывать глаза новокаином или альбуцидом.
К сварочной маске инспекция по охране труда и правила техники безопасности предъявляют повышенные требования.
Согласно нормам ГОСТа 9497-60 светофильтр должен обеспечивать не только задержание вредного светового излучения, но и возможность нормального контроля над сварочной ванной и положением электрода. Смотровое окошко должно выполняться нормального размера и обеспечивать обзор для сварщика.
Работа с электрооборудованием
Электробезопасность при сварочных работах предписывает использование только исправного и заземленного оборудования. При таком условии поражение человека электротоком полностью исключено. Техника безопасности требует, чтобы осветительные приборы питались от 12 В, но на практике это редко выполняется. Рабочие полностью зависят от собственников производства и выполняют их приказы, а не правила техники безопасности.
Несмотря на это, знать основные требования, обеспечивающие личную безопасность, полезно в любой ситуации. Все оборудование должно работать на холостом ходе с напряжением не более 90 В. Смертельное напряжение немного выше – 110 В. Сила тока, величиной более 5 сотых Ампера, может стать причиной электротравмы и летального исхода.
Защитить от поражения током может применение следующих правил техники безопасности:
- все электроприборы должны иметь надежное и качественное заземление и зануление. Их выполняют из медного проводника с достаточным сечением;
- техника безопасности предписывает подключать сварочное оборудование через электрощиток к отдельному защитному автомату и прибору УЗО;
- длина проводов для подключения сварочного оборудования не должна превышать 10 м. При потребности срастить провод в месте обрыва, соединение требуется проводить с помощью специальной соединительной муфты. Провода лучше провешивать на высоте более 2,5 м, а опускать их потребителям требуется по заземленной стальной трубе. Все места прохождения проводки должны оборудоваться специальными резиновыми муфтами.
- при сварочных работах на улице или в полевых условиях техника безопасности рекомендует устанавливать сварочный аппарат под навесами или в крытых павильонах. Работы прекращаются при сильном дожде или снегопаде;
- все кабели и провода должны иметь исправную изоляцию. При значительных повреждениях и скрутках инструкция требует заменить сварочный кабель.
 Все места прохождения проводки должны оборудоваться специальными резиновыми муфтами.
Все места прохождения проводки должны оборудоваться специальными резиновыми муфтами.Своевременно принимая меры безопасности при выполнении электросварочных работ, можно полностью обезопасить себя и окружающих от удара током.
Основные правила поведения
При электросварке возникает сильное тепловое и световое излучение, поэтому правила безопасности предназначены для защиты не только сварщика, но и любого человека, который может оказаться в радиусе действия электрической вспышки.
Сварочные работы следует проводить на специально оборудованных постах, оснащенных ширмами для защиты окружающих от вредного воздействия на глаза. Высота ширм не менее 1800 мм. При нахождении в закрытом помещении сварочные работы следует начинать после предварительного проветривания с включенной приточной вентиляции.
Высота ширм не менее 1800 мм. При нахождении в закрытом помещении сварочные работы следует начинать после предварительного проветривания с включенной приточной вентиляции.
По технике безопасности при электродуговой сварке в закрытых емкостях или в помещениях с сырыми условиями, работать можно с использованием резиновой одежды и коврика. Для защиты при работе в сидячем или лежачем положении требуется подкладывать войлочную подстилку.
Следует проводить постоянный контроль над целостностью провода заземления и сварочных кабелей. Для сварочных работ надо применять надежный и качественный инструмент и держатель электродов.
Проводя сварочные работы по ремонту машины, предварительно следует отключить массу на аккумуляторе и обеспечить соблюдение противопожарных мер. Осуществляя сварку вблизи топливного бака, согласно технике безопасности требуется провести его демонтаж.
Осуществляя сварочные работы на высоте, сварщик обязан пройти инструктаж по технике безопасности и получить наряд-допуск. Без этих мер работу начинать запрещено. Техника безопасности требует, чтобы сварщик был надежно застрахован, а весь инструмент закреплен. Страховку осуществляет помощник.
Без этих мер работу начинать запрещено. Техника безопасности требует, чтобы сварщик был надежно застрахован, а весь инструмент закреплен. Страховку осуществляет помощник.
Переставлять электрооборудование следует только после выключения из сети. Если надо отлучиться на некоторое время с места работы, то аппарат отключают, а держатель помещают на диэлектрическую основу.
Важные запреты
Правила техники безопасности при ручной дуговой сварке запрещают продолжать работу со сломанным защитным шлемом и при небольших щелях в маске или трещинах на стекле.
Нельзя производить сварку с выключенной или неисправной системой вытяжки, а также продолжать сварку на открытом месте при дожде и снеге.
При сварке и резке нельзя работать с незакрепленной деталью, особенно находящейся навесу и удерживаемой рукой. По технике безопасности запрещено варить в местах, где находятся горючие жидкости или газы. Нельзя варить трубопроводы под давлением и применять для проведения заземления толстые стальные детали.
Запрещено долгое время удерживать замкнутый электрод или держатель на металле. Как минимум это приведет к поломке балластника, регулирующего сварочный ток.
Газосварка и резка
Техника безопасности предписывает выполнение целого ряда требований при выполнении газовой сварки или резки металлов. При перевозке на вентили баллонов надевают защитные колпаки, а сами баллоны надежно закрепляют в кузове. Кислородные и баллоны с горючим газом хранят и перевозят только в вертикальном положении в специальных отсеках, оборудованных гнездами. Отработанные емкости следует хранить до заправки отдельно от заправленных. При возникновении обратного удара (это выражается в частых хлопках), сначала перекрывается ацетилен, затем кислород.
Особенно опасна работа с использованием газовых генераторов. Обращение с газосварочным оборудованием требует соблюдения пожарной безопасности при сварочных работах. По правилам техники безопасности их запрещено устанавливать рядом с кислородными баллонами, в подвальных помещениях и на лестницах.
Запрещается производить работы с подключением к аппарату или баллону нескольких горелок или резаков. Запрещается самовольное отключение системы автоматики, работа в промасленной спецовке или перчатках, на которых пятна масла.
При работе с ацетиленовыми генераторами следует контролировать уровень воды в затворе. Контроль проводят не реже 2-х раз за смену и при каждом обратном ударе. Запрещено разводить открытый огонь вблизи баллонов и генератора, курить и палить спички. Производить эти действия можно не ближе 10 метров.
При замерзании газосварочного оборудования нельзя отогревать его с помощью факела и другого открытого огня. Следует проводить оттаивание с помощью крутого кипятка. Не допускается пользоваться газовыми редукторами со снятыми манометрами, неисправным манометром, баллонами с истекшим сроком службы.
При несоблюдении правил техники безопасности сварщик может подвергнуться воздействию электротока и даже смерти при взрыве баллонов. Не лучшим исходом будут профессиональные болезни. При отсутствии надежной вентиляции возможно развитие бронхиальной астмы, пылевого бронхита. Несоблюдение правил ношения спецодежды приведут к профессиональной экземе, металлизации кожи.
Не лучшим исходом будут профессиональные болезни. При отсутствии надежной вентиляции возможно развитие бронхиальной астмы, пылевого бронхита. Несоблюдение правил ношения спецодежды приведут к профессиональной экземе, металлизации кожи.
При выполнении всех требований техники безопасности риск получения электротравм и степень опасностей при работе с электросварочным и газогенераторным оборудованием снизится практически до нуля.
Похожие статьи
svaring.com
Отравляющие вещества при сварочных работах
Как известно, сварочные процессы отличаются интенсивными тепловыделениями (лучистыми и конвективными), пылевыделениями, приводящими к большой запыленности производственных помещений токсичной мелкодисперсной пылью, и газовыделениями, действующими отрицательно на организм работающих. Некоторые процессы, например, плазменно-дуговая резка, сопровождаются, кроме того, интенсивным шумом, также создающим неблагоприятные условия труда.
Некоторые процессы, например, плазменно-дуговая резка, сопровождаются, кроме того, интенсивным шумом, также создающим неблагоприятные условия труда.
Высокая температура сварочной дуги способствует интенсивному окислению и испарению металла, флюса, защитного газа, легирующих элементов. Окисляясь кислородом воздуха, эти пары образуют мелкодисперсную пыль, а возникающие при сварке и тепловой резке конвективные потоки уносят газы и пыль вверх, приводя к большой запыленности и загазованности производственных помещений. Сварочная пыль — мелкодисперсная, скорость витания ее частиц — не более 0,08 м/с, оседает она незначительно, поэтому распределение ее по высоте помещения в большинстве случаев равномерно, что чрезвычайно затрудняет борьбу с ней.
Проведение сварочных работ невозможно без загрязнения воздушной среды рабочего пространства парами сварочного аэрозоля. В его состав входят газы и оксиды различных металлов, оказывающие пагубное воздействие на окружающую среду и человеческий организм.
Разберём некоторые из веществ, выделяемых при сварочных работах:
-
Оксиды марганца появляются в процессе проведения электродуговой сварки и наплавки сталей, в составе которых имеется марганец. Также оксид марганца может испаряться в воздушную среду и в том случае, если сами работы выполняются при помощи каких-либо марганецсодержащих материалов. Известно, что попадание оксидов марганца в лёгкие человека приводит к острым и хроническим отравлениям, поражениям ЦНС, печени и легких.
-
Оксиды хрома чаще всего образуются в процессе электродуговой сварки и наплавки сталей с использованием аустенитных сварочных электродов. Отравления оксидами хрома приводит к постоянным головным болям, общей слабости, склонности к воспалению ЖКТ и токсической желтухе.
-
Двуокись кремния имеется в большом количестве в аэрозолях сварочной дуги. Данное химическое вещество оказывает разрушающее действие на органы дыхательной системы, что приводит к постоянной одышке, боли в груди, сухому кашлю.
-
Фтористые соединения в составе сварочного аэрозоля появляются в процессе выполнения электродуговой сварки и наплавления стали электродами, в составе которых содержатся фтористые соединения. Фтористые соединения могут оказывать сильное раздражающее действие на верхние участки дыхательных путей.
-
Токсичность озона сильно повышается, если в воздухе имеются к тому же ещё и оксиды азота. Их совместное применение весьма опасно для человеческого организма. Ацетилен в малой концентрации для человеческого здоровья практически безопасен. В случае повышенной концентрации он может вызывать удушье.
-
Фосфористый водород представляет собой бесцветный газ, имеющий запах похожий на запах протухшей рыбы. Он является сильнейшим ядом, поражающим нервную систему, негативно отражающийся на обмене веществ, состоянии кровеносной системы, органов дыхания, печени и почек.
-
Окись и пары цинка часто образуются в процессе сваривания и наплавке цинково-медных сплавов. Высокая концентрация паров цинка может привести к химическим отравлениям организма, проявляющимся преимущественно в лихорадке. Окиси и пары свинца могут образовываться в процессе газовой сварки деталей аккумуляторов. Влияние свинца негативно сказывается на состоянии ЦНС и органов пищеварения.

Помимо аэрозолей и газов неблагоприятное влияние на работающих в сварочных производствах оказывает еще ряд явлений, не устраняющихся с помощью вентиляции, но в совокупности с вредными веществами ухудшающих условия труда. Это — лучистая энергия сварочной дуги, ультрафиолетовая и инфракрасная радиация, вызывающие ожоги открытых частей тела и иногда (особенно летом) перегрев организма; шум, который в сочетании с ультразвуковыми колебаниями вызывает стойкое понижение слуха у работающих. Помимо шумов, создаваемых сваркой, большим шумом сопровождаются заготовительные операции (рихтовка, правка, сборка) и особенно плазменно-дуговая резка.
Как видно, причин профессиональных заболеваний сварщиков, газорезчиков и других работников сварочных производств много. Знание гигиенических особенностей основных видов сварки и резки способствует успешной борьбе за создание благоприятных условий труда, требуемой чистоты воздуха в рабочей зоне путем разработки рациональных и эффективных систем местной и общеобменной вентиляции, применения средств индивидуальной защиты глаз, рук и т. д. Практика показывает, что вентиляция в совокупности с комплексом мероприятий технологического и организационного характера позволяет снизить концентрации вредных веществ до предельно допустимых и способствует значительному оздоровлению условий труда работающих в сварочных цехах.
Из всего вышесказанного необходимо сделать серьёзный вывод, что при сварочных работах организм человека испытывает на себе не только физическое влияние тепла и света, но и серьёзные химические воздействия. В связи с чем, людям которые тесно связаны со сварочными работами, настоятельно рекомендуется пользоваться средствами защиты дыхательных путей, а так же периодически проходить профилактические процедуры по улучшению здоровья.
В связи с чем, людям которые тесно связаны со сварочными работами, настоятельно рекомендуется пользоваться средствами защиты дыхательных путей, а так же периодически проходить профилактические процедуры по улучшению здоровья.
Первоисточник: Филиал ФБУЗ «Центр гигиены и эпидемиологии в ЧР-Чувашии в г. Новочебоксарске»
Сварочные работы
В ПК «РемПлазмаЦентр» оснащены 5 стационарных постов с профессиональным сварочным оборудованием ESAB.
Полуавтоматическая сварка
Полуавтоматическая сварка представляет собой дуговую сварку проволочным электродом или проволокой в среде защитного газа. Полуавтоматическую сварку применяют для сваривания изделий с неровными, криволинейными швами небольшой протяженности, либо при обработке металла в мелкосерийном или серийном производстве.
Технология полуавтоматической сварки в защитном газе
В основе технологии дуговой полуавтоматической сварки в защитном газе лежит достаточно простой принцип работы. Благодаря подающему механизму, сварочная проволока поступает в приемное устройство, а затем в сварочную или рабочую зону. Возможно регулирование скорости подачи проволоки за счет специального управляющего устройства. Подающий механизм бывает стационарным или переносным. Все зависит от характера сварочных работ. Нажав на клавишу рабочего органа, к нему начинает поступать газ вместе с электрическим током и проволокой. В этом процессе и заключается технология полуавтоматической дуговой сварки металлических деталей в защитном газе.
Чаще всего для полуавтоматической сварки применяется переменный ток, однако возможно применение постоянного тока. Полуавтоматическую сварку в углекислом газе (СО2) можно назвать основной и самой распространенной технологией сварки, применяемой на предприятиях машиностроительной отрасли.
Стоимость полуавтоматической сварки достаточно низкая, поэтому затраты на ее использование весьма небольшие. Кроме того, при столь низких ценах, качество швов после полуавтоматической сварки достаточно высокое. С другой стороны, работать с ней намного проще, чем с дуговой сваркой.
Преимуществ полуавтоматической дуговой сварки в среде защитного газа
- отсутствие необходимости очищать сварочный шов от шлака, можно сразу же наносить на него защитное покрытие;
- возможность сваривать детали из тонкого металла;
- простота сварочного процесса;
- высокая скорость работ;
- великолепное качества шва.
Стоимость наших услуг на полуавтоматическую дуговую сварку в защитном газе вы сможете узнать по телефону в Москве: (499) 550-19-19.
Электродуговая сварка металлов
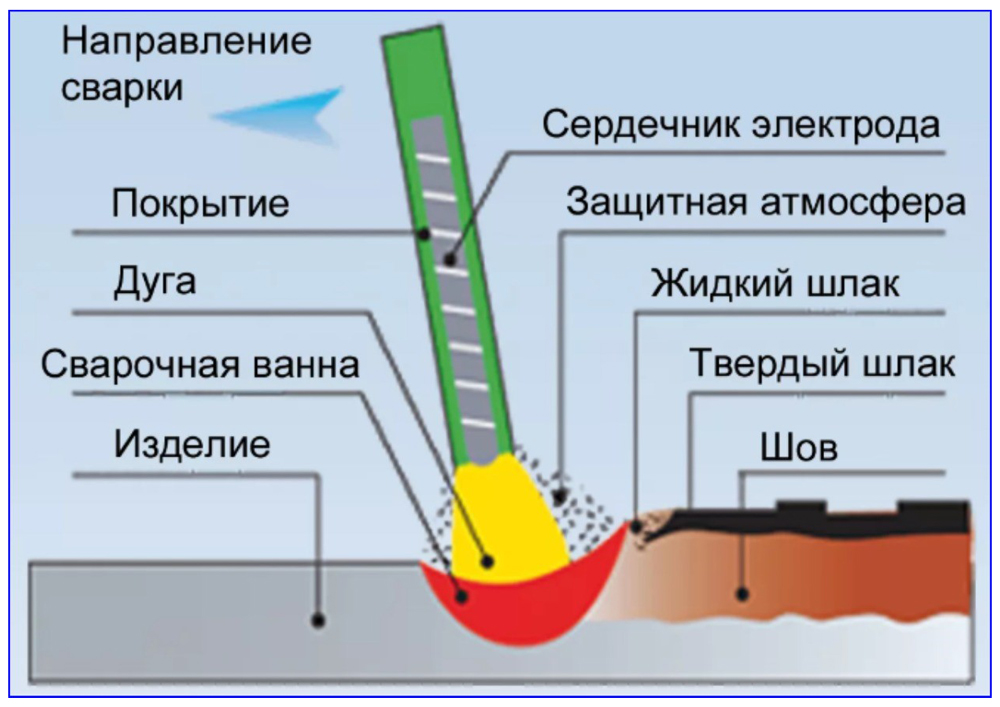
Электродуговая сварка представляет собой процесс образования неразрывных соединений между двумя металлическими изделиями при помощи электрической энергии. Во время ручной электродуговой сварки металлов температура воздействия на изделие достигает уровня, требуемого для плавления материала его изготовления.
Технология электродуговой сварки
За счет воздействия тепла, создаваемого электрической дугой, металл начинает плавиться. Появляется так называемая сварочная ванна, пребывающая определенное время в расплавленном состоянии. Для предотвращения окисления металла, в процессе электродуговой сварки используются особые газы, поступающие из сварочной головки. В этом и заключается техника выполнения электродуговой сварки, а современные технологии помогают значительно упростить этот процесс. Для соединения изделий из различных металлов применяются различные виды электродуговой сварки, к ним подбираются соответствующие режимы. Немаловажно подобрать оптимальный режим, чтобы результат проведения сварочных работ был на высшем уровне. Это под силу только высококвалифицированным специалистам, многие из которых работают в нашей компании. А некоторые из них имеют опыт работы более 15 лет и прекрасно разбираются в способах, видах, режимах электродуговой сварки и могут установить оптимальные параметры в том или ином случае.
Классификация электродуговой сварки
Как правило, электродуговую сварку можно классифицировать в зависимости от различных параметров:
- В зависимости от автоматизации электродуговую сварку подразделяют на:
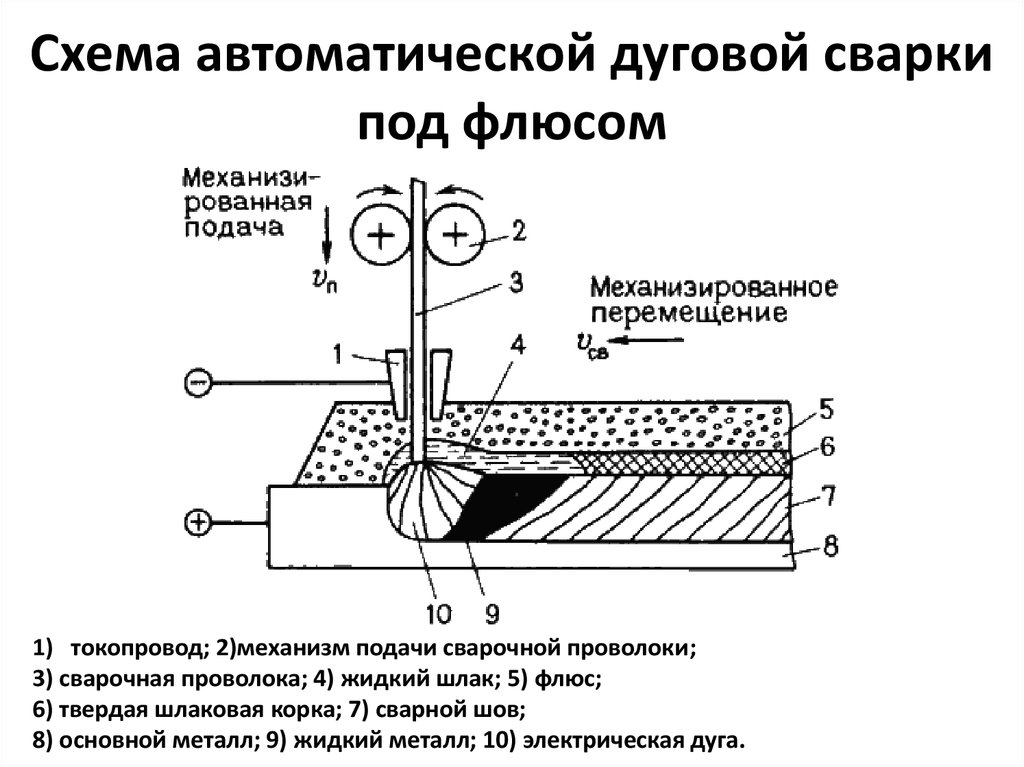
- автоматическую;
- полуавтоматическую;
- ручную.
- По режиму электродуговой сварки:
- без защиты;
- со шлаковой защитой;
- со шлакогазовой защитой;
- с газовой защитой;
- с комбинированной защитой.
Преимущества и недостатки ручной дуговой сварки
Основным преимуществом электродуговой сварки является простота и удобство ее применения, даже в домашних условиях. А на различных производствах это один из самых популярных видов сварки. В тоже время, данный вид сварки представляет собой довольно-таки серьезную, полноценную технологию проведения сварочных работ. Другое преимущество электродуговой сварки – ее мобильность. Все оборудование, необходимое для электродуговой сварки без особого труда можно транспортировать, а благодаря длинным кабелям перемещаться по территории объекта не составит особого труда. Кроме того, это позволяет проводить сварочные работы в труднодоступных местах.
Из недостатков электродуговой сварки можно выделить низкий КПД, зависимость качества работы от уровня квалификации сварщика. Другой недостаток электродуговой сварки — слабые гигиенические характеристики. Тем не менее, это не значит, что нужно отказываться от нее. В ряде случаев она просто незаменима. Если же хочется уменьшить свои затраты, то в некоторых ситуациях справедливо применение полуавтоматической сварки в защитном газе.
Порядок выполнения работ на заказ.
Заказы принимаются в любом объёме. Оформить их можно через звонок нашему специалисту. Свяжитесь с ним по одному из представленных номеров, либо закажите звонок на сайте. В последнем случае с вами свяжутся в ближайшее время, чтобы ответить на все вопросы и уточнить информацию о заказе. Так же можно оставить и заявку на ремонт, заполнив специальную форму или посетить производство лично.
Работы выполняются в максимально возможный короткий временной промежуток. Количество потраченного на выполнение заказа времени зависит от сложности работ.
Чтобы сотрудничество с предприятием было максимально удобным, мы стараемся учитывать все пожелания заказчиков к выполняемой работе:
Гарантийные сроки увеличены до 2-х лет.
Возможно срочное изготовление заказа. Подобные нюансы стоит оговаривать заранее.
Доступны различные варианты оплаты выполненных работ.
Фотогалерея выполненных работ регулярно пополняется новыми изображениями.
Каталог – схемами деталей, которые мы изготавливаем.
Перечень выполняемых работ представлен в текстовом блоке, размещенном ниже.
Специалисты компании всегда готовы предоставить компетентную консультацию.
Благодаря отсутствию минимальной нормы по объему заказа сотрудничество с нашей компанией является выгодным даже для малых предприятий, которые нуждаются в мелких поставках.
Именно за такой подход к работе нас ценят заказчики.
Начальник цеха — Артем +7 (926) 908-99-94 Задать вопрос: [email protected]
Вакансии сварщика ручной дуговой сварки в Москве
Как получить заказ?
- Выберите задание и откликнитесь на него
- Станьте исполнителем и заполните профиль
- Получите оплату после выполнения задания
Заказы от клиентов
Часто задаваемые вопросы
В 2022 году YouDo исполнилось 10 лет. За это время сотни тысяч исполнителей подключились к сервису и успешно зарабатывают, выполняя заказы. О нас пишут известные российские и зарубежные СМИ.
Заказчики YouDo — обычные люди, которым услуга нужна прямо сейчас. Чтобы узнать больше о клиенте, загляните в профиль и прочитайте отзывы о нем.
В заданиях со сделкой без риска деньги поступают на вашу банковскую карту после успешного выполнения задания. Вы также можете договориться с заказчиком о любом другом удобном для вас способе оплаты.
Начинайте с простых заказов и оставляйте как можно больше откликов. Когда появятся первые положительные отзывы, получать задания станет проще.
В профиле заказчиков можно прочитать достоверные отзывы, а наша служба поддержки работает ежедневно и всегда готова ответить на ваши вопросы.
Если вы хотите выполнять задания от юридических лиц, получите статус бизнес-исполнителя.
На YouDo ежедневно публикуются тысячи заказов. Мы постоянно работаем над тем, чтобы это количество увеличивалось, и исполнители всегда находили для себя подходящие задания. Чтобы получить заказ, на него нужно откликнуться. Вместе с рекламой услуг исполнителя мы отправляем заказчику контакты, которые остаются у него навсегда. За это мы берем оплату. Исполнитель платит за каждый отклик отдельно или подключает безлимитный пакет и откликается без ограничений. Деньги за отклик возвращаются только в том случае, если задание нарушает правила сервиса.
Вы здесь:
- Главная
- Работа на YouDo
- Установка и ремонт техники
- Компьютерная помощь
- Ремонт цифровой техники
- Виртуальный помощник
- Фото- и видео-услуги
- Web-разработка
- Юридическая помощь
- Уборка и помощь по хозяйству
- Красота и здоровье
- Мероприятия и промо-акции
- Авто
- Репетиторы, обучение
- Грузоперевозки
- Курьерские услуги
- Для женщин
- Для девушек
- Для мужчин
- Для пенсионеров
- Для студентов
- Для инвалидов
- В праздничные дни
- Рукоделие
- Охранные услуги
- Разное
- Управляющий персоналом
- Инженер
- Продавец
- Работники цеха
- Кассир
- Мастер универсал
- Муж на час
- Мастер по мелкому бытовому ремонту
- Прораб
- Бригадир
- Сметчик
- Сантехник
- Слесарь
- Электрик
- Маляр-штукатур
- Мастер-отделочник
- Мастер по ремонту квартир
- Гипсокартонщик
- Мастер по отделке потолков
- Паркетчик
- Циклевщик
- Мастер по устройству полов
- Плиточник
- Сборщик мебели
- Реставратор мебели
- Столяр
- Краснодеревщик
- Плотник
- Мастер по установке дверей
- Мастер по ремонту окон
- Кровельщик
- Жестянщик
- Монтажник
- Фасадчик
- Специалист по отоплению
- Теплотехник
- Изолировщик
- Разнорабочий
- Специалист по бурению
- Бетонщик
- Монолитчик
- Каменщик
- Арматурщик
- Токарь
- Фрезеровщик
- Печник
- Трубочист
- Строитель
- Техник слаботочных систем
- Инженер слаботочных систем
- Установщик сигнализаций
- Инженер
- Мастер на дому
- Конструктор
- Монтажник окон ПВХ
- Демонтажник
- Штукатур
- Специалист по инженерным изысканиям
- Мастер по изготовлению ключей и замков
- Мастер по ремонту мебели
- Мастер по лестницам
- Специалист по навесам и тентам
- Мастер по лоджиям
- Мастер по поклейке обоев
- Хаус-мастер
- Электромеханик лифтов
- Главный механик
- Замерщик-монтажник по установке окон
- Мастер по укладке мозаики
- Замерщик-монтажник натяжных потолков
Сварщик дуговой сварки неплавящимся электродом в защитном газе — проверка знаний
Подробнее
Подробнее
Подробнее
Пройти тест
Пройти тест
Подробнее
Подробнее
Подробнее
Пройти тест
Пройти тест
Повышение квалификации резчиков кислородной резкиОбучение по промышленной безопасности
Дистанционно Очно
Цена
от 1 500
Учебный центр «ТехноПрогресс» проводит подготовку к проверке знаний и ежегодную проверку знаний рабочих по профессии «Сварщик дуговой сварки неплавящимся электродом в защитном газе». Обучение и проверка знаний проводится на основании утвержденных программ. Подробнее…
Продолжительность курса
24 часа
Выдаваемый документ
Удостоверение
Получить консультацию Добавить в избранное
Получить консультацию
Ваше имя и фамилия
Телефон
Я даю согласие на обработку моих персональных данных
Материалы по теме
Подробнее об услуге
Выполнение работ сварщика дуговой сварки неплавящимся электродом в защитном газе требует выполнения строгих требований охраны труда и промышленной безопасности. В связи с чем, допуск к сварочным работам могут получить только специалисты, подтвердившие уровень своей квалификации.
Слушатели, окончившие обучение, получают:
- Выписку из протокола заседания экзаменационной комиссии;
- Удостоверение на право ведения самостоятельной работы;
- Талон по технике пожарной безопасности к удостоверению.
После прохождения обучения слушателям, успешно прошедшим проверку знаний, ставится отметка в удостоверении о прохождении ежегодной проверки знаний. Срок действия выдаваемых/продленных удостоверений — 1 год.
Доступные форматы обучения
Очно
Дистанционно вебинар
На территории клиента
Программа обучения
- Техника безопасности, охрана труда и производственная санитария
- Теоретические основы электродуговой сварки. Материалы и оборудование для ручной электродуговой сварки
- Сварные соединения. Дефекты сварных соединений. Контроль качества
- Технология ручной электродуговой сварки
- Теоретические основы газовой сварки и резки металлов. Оборудование для газовой сварки и резки металлов
- Технология газовой сварки и резки металлов. Безопасные методы эксплуатации газового оборудования для сварки
- Пожарная безопасность
- Первая помощь пострадавшим
- Итоговая аттестация
Обучение проводят преподаватели высокой квалификации с большим практическим опытом, что гарантирует эффективное усвоение материала слушателями.
Цель программы
Ежегодная проверка знаний по требованиям безопасности при выполнении электрогазосварочных работ.
Пройти проверку знаний легко
Отправка заявки
Оформление договора и счета
Обучение
Проверка знаний
Получение удостоверения
Заказать услугу
Я даю согласие на обработку моих персональных данных
Наши клиенты Все клиентыВсе
ООО «Комацу СНГ»
Оказанная услуга
Обучение охране труда при работе на высоте
Подробнее
АО «ДИКСИ Юг»
Оказанная услуга
Повышение квалификации по безопасности дорожного движения
АО «Ай-Теко»
Оказанная услуга
Подготовка электротехнического (электротехнологического) персонала к проверке знаний
ООО «Нестле Россия»
Оказанная услуга
Предаттестационная подготовка и аттестация по промышленной безопасности;
Подготовка электротехнического (электротехнологического) персонала к проверке знаний.
Филиал «КЕЛЛОГГ БРАУН ЭНД РУТ ИНТЕРНЭШНЛ, ИНК.»
Оказанная услуга
Предаттестационная подготовка и аттестация по промышленной безопасности;
Повышение квалификации в области подготовки проектной документации.
Подробнее
АО «СОГЛАСИЕ»
Оказанная услуга
Сертификация по стандарту ИСО 9001
АО «ЗМЗ»
Оказанная услуга
Сертификация по стандарту ИСО 9001
APS SpA
Оказанная услуга
Повышение квалификации по строительству, реконструкции и капитальному ремонту объектов капитального строительства на особо опасных объектах;
Повышение квалификации по промышленной, энергетической безопасности и безопасности гидротехнических сооружений.
Casale SA
Оказанная услуга
Повышение квалификации по промышленной, энергетической безопасности и безопасности гидротехнических сооружений;
Подготовка проектной документации объектов капитального строительства.
Tecnicas Reunidas
Оказанная услуга
Повышение квалификации по строительству, реконструкции и капитальному ремонту объектов капитального строительства на особо опасных объектах;
Повышение квалификации по промышленной, энергетической безопасности и безопасности гидротехнических сооружений.
АО «РЖДстрой»
Оказанная услуга
Повышение квалификации в области строительства;
Повышение квалификации по инженерным изысканиям;
Подготовка электротехнического (электротехнологического) персонала к проверке знаний;
Предаттестационная подготовкаи аттестация по промышленной безопасности.
АО «Авиакомпания «Россия»
Оказанная услуга
Подготовка электротехнического (электротехнологического) персонала к проверке знаний.
АО «Воентелеком»
Оказанная услуга
Подготовка электротехнического (электротехнологического) персонала к проверке знаний
АК «АЛРОСА»
Оказанная услуга
Повышение квалификации для аттестации по промышленной безопасности;
Обучение по охране труда и проверка знаний требований охраны труда;
Профессиональная переподготовка специалистов, осуществляющих работы в области охраны труда;
Профессиональная переподготовка в области инженерной защиты окружающей среды.
АО «Главкосмос»
Оказанная услуга
Пожарно-технический минимум;
Обучение по охране труда и проверка знаний требований охраны труда.
СБЕР
Оказанная услуга
Проведение специальной оценки условий труда
Обучение и проверка знаний по охране труда
Обучение и проверка знаний по электробезопасности
ПАО «Россети Ленэнерго»
Оказанная услуга
Специальная оценка условий труда
Повышение квалификации по промышленной безопасности для аттестации в Ростехнадзоре
Обучение и проверка знаний по электробезопасности
Повышение квалификации по проектированию
Повышение квалификации по строительному контролю
Мегафон
Оказанная услуга
Обучение и проверка знаний по охране труда
Обучение рабочим профессиям
Обучение и проверка знаний по электробезопасности
Обучение по охране труда при выполнении работ на высоте
ООО «ЯКОБС ДАУ ЭГБЕРТС РУС»
Оказанная услуга
Обучение и проверка знаний по охране труда
Обучение и проверка знаний по электробезопасности
Повышение квалификации по промышленной безопасности для аттестации в Ростехнадзоре
Unilever Россия
Оказанная услуга
Повышение квалификации по промышленной безопасности для аттестации в Ростехнадзоре
Пожарно-технический минимум
Обучение и проверка знаний по охране труда
Обучение по охране труда при выполнении работ на высоте
Международный аэропорт «Внуково»
Оказанная услуга
Повышение квалификации по промышленной безопасности для аттестации в Ростехнадзоре
Повышение квалификации по строительству
Обучение по охране труда при выполнении работ на высоте
The Coca-Cola HBC
Оказанная услуга
Обучение и проверка знаний по охране труда
Повышение квалификации по промышленной безопасности для аттестации в Ростехнадзоре
Повышение квалификации по экологии
Повышение квалификации по строительству
Лицензии и аккредитации Подробнее
Лицензия Ростехнадзора РФ
Лицензии и документы на осуществление образовательной деятельности
Свидетельство об аккредитации ЭЦ-0057-11
Лицензия серии 77Л01 №0007506
Уведомление о внесении в реестр аккредитованных организаций
Сварка при низких и отрицательных температурах
Содержание
- Влияние минусовой температуры на качество сварки
- Правила сварки при отрицательных температурах
- Дополнительное оборудование для сварки на холоде
- Резюме
Обычно сварочные работы стараются проводить летом или весной. Однако как быть, если выполнение сварки необходимо при отрицательных температурах? Еще несколько лет назад представить себе работы со сваркой холодной осенью или зимой было невозможно, сегодня же, благодаря современному оборудованию — это реальность. Итак, давайте разберемся, чем сварка на морозе отличается от сварки летом, как низкая температура влияет на качество сварки, а также каких правил стоит придерживаться, чтобы выполнить работы безопасно и качественно.
Влияние минусовой температуры на качество сварки
Работы по сварке в условиях низких температур требуют от мастера-сварщика не только навыков, но и особых знаний нагрева металла на морозе. Отметим, что сварочные работы при температуре не ниже минус 10°С можно проводить обычным способом. Однако более низкие температуры могут оказать влияние на качество швов, прочность соединений и даже работоспособность техники. Какие явления наблюдаются при сварке на холоде:
- Время жидкого состояние сварочной ванны сокращается на 10%, ударная вязкость стали ухудшается. Металл становится хрупким, быстрее остывает и кристаллизуется, растворенные газы не до конца выходят из сварочной ванны, и в швах возникают поры и трещины.
- Тепло от зоны сварки отводится интенсивнее. Кромки свариваемых элементов переплавляются хуже. Между металлом шва и основным материалом может не получиться качественного сплавления (непровар).
- Влага может попасть в зону сварки. Это снижает качество металла шва. Влага появляется в целом от холодного воздуха, инея, который образуется на свариваемых кромках, а также, если электроды долгое время были хранились на холоде.
Бытовые сварочные работы обычно проводят углеродистой сталью. Обратим внимание, что если соединяемые элементы имеют толщину не больше 16 миллиметров, с ними можно работать как при обычной сварке до минус 30°С. Если сталь низколегированная — до минус 15°С.
Интересный факт: сварочные работы возможны даже в открытом космосе, где температура составляет минус 273°С. Впервые работы в космосе провели в 1984 с помощью электронно-лучевой сварки.
Правила сварки при отрицательных температурах
Говоря о правилах сварки при отрицательных температурах, необходимо прежде обратить внимание на оборудование, с помощью которого проводят работы. Если на момент проведения сварки температура окружающего воздуха не ниже минус 10°С, для работы допустимо использовать стандартное сварочное оборудование. При температуре ниже минус 10°С лучше использовать специализированное оборудование для работы на холоде, профессиональное или полупрофессиональное. Его комплектуют элементами, которые устойчивы к низким температурам. Электроды, применяемые в работе, должны соответствовать стандартам и техническим условиям. У аппарата должны быть сертификат, где указан завод-производитель, обозначен тип, марка и диаметр, партия и дата изготовления.
Также для обеспечения безопасности и качества работы рекомендуем придерживаться основных правил сварки конструкций при низких температурах:
- Очищать от снега детали и место для сварки.
- Предварительно прогревать свариваемые металлы. Например, если работы проводятся при температуре воздуха минус 20°С, необходимо прогревать металл до 120-160°С. Эта рекомендация не относится к меди или алюминию, их можно сваривать без прогрева.
- При работе на открытом воздухе нужно применять постоянный электрический ток обратной полярности.
Стоит знать и частные правила:
- Не накладывать швы друг на друга, избегать стремительных переходов между металлами разной толщины.
- Начинать работу со стыковых швов.
- Сократить количество металла в жидком состоянии.
- При работе необходимо одновременно на 10-15% увеличивать ток сварки и снижать скорость перемещения электрода.
- Зачищать кромки элементов, которые были сварены.
- Заменить прихватки струбцинами или другими приспособлениями.
- Использовать электроды, которые обеспечивают пластичные швы: Э50А, Э46А или Э42А.
Дополнительное оборудование для сварки на холоде
Сварка зимой может проводится не только на открытом воздухе, но и в зданиях, в условиях промышленных предприятий: в цехах, на складах, площадках строительства и. т.д. Если это так — для качественной работы требуется обогреть помещение. Именно для этих целей может потребоваться дополнительно оборудование. Это может быть тепловая пушка или дизельные и газовые устройства. Для первого устройства потребуется подключение к электрической сети, для второго — регулярное поступление топлива.
Практически все модели оборудования для обогрева имеют похожие конструкцию и принцип работы. Они выполнены в форме цилиндра, имеют элемент для нагрева и вентилятор с большой мощностью. Холодный воздух проходит через аппарат и выходит теплым.
Чтобы выбрать оборудование необходимой мощности, учитывайте объем обогреваемого помещения. Обратите внимание, что для использовать газовые или дизельные устройства можно только в хорошо вентилируемых помещениях.
Резюме
Сварочные работы зимой возможны и могут быть выполнены качественно. Для проведения сварки на открытом воздухе при низкой при температуре необходимо правильно подобрать оборудование и следовать основным правилам. Так работы до минус 10°С могут быть произведены стандартными бытовыми инверторами. В более жестких условиях понадобятся специализированные аппараты и знание тонкости работы со сваркой в холоде.
Похожие статьи
Разбираемся в основных методах сварки
Наиболее распространенные методы сварки, использующиеся в бытовых и профессиональных целях — ММА, MIG/MAG и TIG.
Настроить комплект или добавить в корзину? Вы можете настроить комплект, в котором присутствуют товары на выбор или настраиваемые опции товара.
Объединить с товаром из корзины? Основной товар комплекта уже добавлен в корзину. Объединить с товаром из корзины или добавить комплект отдельно?
Удалить комплект из корзины?
[]
{«product_page»:{«price»:»#content .product-price-container»,»special»:»#content .product-special-container»,»price_parent»:»»,»quantity»:»#product input[name=quantity]»,»button»:»#product #button-cart»,»product_data»:»#content #product»},»list»:»»}
{«symbol_left»:»»,»symbol_right»:» \u0440\u0443\u0431. «,»decimal_place»:»0″,»decimal_point»:».»,»thousand_point»:» «}
false
false
Удалить
Изменить
Оборудование, работа, преимущества и многое другое [PDF]
Актуальные темы
Это процесс соединения двух или более одинаковых или разнородных металлов с применением или без применения тепла, с приложением давления или без него, с или без без применения наполнителя.
Этот процесс сварки широко используется для изготовления соединения двух или более деталей и процесса ремонта в промышленности.
Некоторые из применений сварки включают изготовление корпусов автомобилей, кораблей, сосудов под давлением, сварных труб, мостов, герметизацию взрывчатых веществ и т. д.
С помощью электродуговой сварки. Если достигается теплота, необходимая для плавления пластин, это называется процессом электродуговой сварки.
Плавка металлов электрической дугой является одним из важнейших процессов в промышленности. Обычно это называется дуговой сваркой или SMAW ( Дуговая сварка в защитном металле ).
Детали электродуговой сварки:
Оборудование для электродуговой сварки обычно состоит из следующих частей:
- Arc welding power source
- Welding Electrodes
- Welding cables
- Electrode holder
- Hand Screen
- Chipping Hammer
- Wire brush
- Protective clothing
1. Arc welding power source:
- Both direct current (DC) и переменный ток (AC) используются для электродуговой сварки, каждый из которых имеет свое конкретное применение.
- Для питания переменного тока трансформаторы используются преимущественно почти для всех процессов дуговой сварки
- Сварочное питание постоянным током обычно получают от генераторов, приводимых в действие электродвигателями
- Они должны понизить обычное напряжение питания (200–400 вольт) до нормально разомкнутого сварочного напряжения (50–90 вольт) с помощью ступенчатого вниз Трансформатор.
2. Электрододержатель:
- Электрододержатель используется для удержания электрода вручную.
- Электрод представляет собой кусок проволоки или стержень из металла или сплава с покрытием или без него.
- Электрод может генерировать дугу в желаемом месте сварки между электродом и заготовкой.
- Сварочные кабели необходимы для передачи тока от источника питания к различным частям оборудования для дуговой сварки, т. е. к электроду, дуге, заготовке и обратно к источнику сварочного тока.
- Это изолированные медные или алюминиевые кабели.
5. Ручной экран
- Экран для рук используется для защиты глаз во время дуговой сварки.
6. Отбойный молоток
- Используется для удаления шлака из зоны сварного шва.
7.
Проволочная щетка- Проволочная щетка обычно используется для очистки поверхности до и после процесса сварки.
8. Защитная одежда
- Оператор носит защитную одежду, такую как фартук, чтобы защитить тело от воздействия прямого тепла.
- Всегда надевайте перчатки, прежде чем прикасаться к любому предмету в мастерской.
Принцип работы электродуговой сварки:
- Свариваемое изделие подключается к одной стороне электрической цепи (анод), а металлический электрод подключается к другой стороне (катод).
- При подаче питания и сохранении оптимального зазора между катодом и анодом на катоде будут генерироваться отрицательно заряженные электроны с очень высокой скоростью.
- Они будут притягиваться к аноду и двигаться к нему. Когда эти отрицательно заряженные электроны с очень высокой скоростью сталкиваются с анодом, кинетическая энергия электронов преобразуется в тепловую энергию. Следовательно, выделение тепла происходит на аноде.
- Одновременно на аноде будут генерироваться положительно заряженные ионы, которые притягиваются катодом и движутся к катоду.
- Когда эти высокоскоростные ионы сталкиваются с катодом, кинетическая энергия ионов преобразуется в тепловую энергию.
- Следовательно, тепловыделение происходит и на катоде.
- Они будут притягиваться к аноду и двигаться к нему. Когда эти отрицательно заряженные электроны с очень высокой скоростью сталкиваются с анодом, кинетическая энергия электронов преобразуется в тепловую энергию.
- Соотношение тепловыделения между катодом и анодом указано ниже.
- Тепловыделение катода: анод = 2:1
Зона искры в процессе электродуговой сварки:
- Во время потока электронов и ионов некоторые из них могут столкнуться на пути, так что кинетическая энергия обоими элементами преобразуется в тепловую энергию.
- Самопроизвольное высвобождение тепловой энергии вызовет искрение, а в зоне искры возникнут очень высокие температуры, около 5000°C-6000°C.
- В этой высокотемпературной зоне образуются ультрафиолетовые лучи. Следовательно, зону процесса электродуговой сварки следует видеть только через защитные очки для защиты человеческого глаза.
- В DCSP из-за более высокого тепла, выделяемого в заготовке, металлы с высокой температурой плавления и листы большей толщины могут быть сварены очень легко, а глубина провара также выше.
- Из-за меньшего количества тепла, выделяемого на электроде, скорость плавления электрода низкая, наплавка низкая, поэтому возможна высокая скорость сварки.
- В DCRP из-за меньшего количества тепла, выделяемого в заготовке, можно соединять только металлы с низкой температурой плавления и листы меньшей толщины, а глубина проплавления также мала.
- В то время как в случае с электродом из-за более высокого тепла, выделяемого на электроде, скорость плавления электрода высока, скорость осаждения высока. Следовательно, возможны более высокие скорости сварки.
- В АКУТ тепловыделение 1:1. Следовательно, это может использоваться для средних условий, и глубина проникновения также является средней.
Время восстановления дуги и характеристики дуги в процессе электродуговой сварки:
Время, необходимое для установления дуги между электродом и заготовкой, называется временем восстановления дуги. В этой статье основное внимание уделяется времени восстановления дуги и характеристикам дуги в процессе электродуговой сварки, что подробно описано ниже.
Объяснение времени восстановления дуги:
- Создание дуги означает установление потока электронов и ионов в соответствующих направлениях.
- При дуговой сварке на постоянном токе, поскольку клеммы фиксированы, какое бы ни было время восстановления дуги, это не оказывает никакого влияния на операцию сварки.
- В то время как при дуговой сварке на переменном токе из-за того, что клеммы постоянно меняются, время восстановления дуги должно быть меньше, чем время цикла (C.T).
Но для эффективной дуговой сварки время восстановления дуги (ART) должно быть меньше половины времени цикла, т. е. ART < (C.T/2)
- Время восстановления дуги можно уменьшить, увеличив напряжение источника питания, т. е. за счет увеличения напряжения источника питания время реакции образования электронов и ионов будет уменьшено.
Если V≅ 30 В, то
ART≅ (C.T/2)
Это означает, что при увеличении напряжения (V) уменьшается ART.
Макс. Напряжение ≤70 В, т.е. напряжение равно {30 В, 70 В}
- Диапазон напряжения, используемый при дуговой сварке на переменном токе, составляет (30–70 В)
Условия стабильного равновесия процесса электродуговой сварки:
Is — Ток короткого замыкания (или) Макс. ток, который можно пропустить через обмотки 2°.
Rs — Сопротивление обмоток 2°
Сопротивление обмоток 2° = Vo/Is
где
В = Vo-Vdrop
=Vo-2 Vo-0 =Vo-0 3 9000 ({Vo/Is}*I)
Объяснение характеристик дуги:
Как упоминалось выше,
- L — длина дуги
- I — ток
- Is — ток короткого замыкания.
Если L =0, I=Is, Rair =0
L=большой,I=0,Rair=∞
тогда,
Vair = I*Rair
т. ,b — константы.
При стабильном равновесном состоянии напряжение в источнике питания = напряжению в точке дуги
т.е. Vp =Va⇒Va = Vp Is}*I] =Vo-a-bL
I = {Is/Vo}*(Vo-a-bL)
Поскольку мощность P = V*I
=(a+bL)*{Is/Vo }*(Vo-a-bL)
Для минимального источника питания вычислите приведенное выше уравнение относительно длины (L) и приравняйте к нулю. Тогда вы можете получить уравнение с точки зрения ДЛИНА ДУГИ (L)
Это подробное объяснение времени восстановления дуги и характеристик дуги процесса сварки. Если вам нравится этот пост, поделитесь им со всем миром, чтобы он мог дойти до многих.
Спецификация электрода E-7018X:Электрод играет жизненно важную роль в процессе сварки. Без электродов также присутствуют многие сварочные процессы, которые используются в высокотехнологичных приложениях. В этой статье я подробно расскажу о характеристиках электрода E-7018X. Спецификация электрода является обязательной для любого процесса сварки, и спецификация электрода E-7018X выглядит следующим образом.
- Электрод E -7018X стоит для E -Электрод
- 70 -Как прочный электрод при сварке
- 1 -ин. ,текущие типы,проникновение
- X -указывает на наличие дополнительных требований.
Особенности электрода E-7018X:
- Они ( E-7018X ) представляют собой стальные стержни с низким водородным флюсовым покрытием и высоким пределом прочности при растяжении 70000 фунтов на квадратный дюйм.
- Они часто используются при сборке конструкционной стали, используемой в строительной отрасли.
- Эти электроды называются электродами с низким содержанием водорода из-за того, что при каждой попытке снизить содержание водорода эти электроды необходимо хранить в печи при температуре от (250 до 300) градусов по Фаренгейту.
Это полное объяснение Электродуговая сварка . Если у вас есть какие-либо сомнения, не стесняйтесь спрашивать в разделе комментариев. Пожалуйста, поделитесь и лайкните этот блог со всем миром, чтобы он был доступен многим.
Ссылки [Внешние ссылки]:
- Что такое сварка?
- Справочник по технике сварки — rdso
- Сварка — UF MAE
- ОСНОВЫ СВАРКИ
Как работает электродуговой сварочный аппарат?
В этой статье рассказывается о том, как работать с аппаратом для электродуговой сварки. Он включает в себя:
1. Определение электродуговой сварки
2. Операции электродуговой сварки
3. Электрический ток для сварки
4. Значение полярности
5. Оборудование
6. Подготовка кромок соединения
Определение электродуговой сварки:
Дуговая сварка представляет собой процесс сварки плавлением, при тепло, необходимое для плавления металла, получается от электрической дуги между основным металлом и электродом.
Электрическая дуга возникает, когда два проводника соприкасаются друг с другом, а затем разделяются небольшим зазором от 2 до 4 мм, так что ток продолжает течь по воздуху. Температура, создаваемая электрической дугой, составляет от 4000°C до 6000°C.
Дуговая сварка покрытым электродом
Используется металлический электрод, который подает присадочный металл. Электрод может быть с флюсовым покрытием или без покрытия. В случае неизолированного электрода поставляется дополнительный флюс. Для дуговой сварки используется как постоянный ток (D.C.), так и переменный ток (AC).
Переменный ток для дуги получают от понижающего трансформатора. Трансформатор получает ток от основного источника в диапазоне от 220 до 440 вольт и понижает его до требуемого напряжения, то есть от 80 до 100 вольт. Постоянный ток для дуги обычно получают от генератора, приводимого в действие либо электродвигателем, либо патрульным, либо дизельным двигателем.
Напряжение холостого хода (для зажигания дуги) при сварке постоянным током составляет от 60 до 80 вольт, а напряжение замкнутого контура (для поддержания дуги) составляет от 15 до 25 вольт.
Процедура электродуговой сварки:
Прежде всего, свариваемые металлические детали тщательно очищают от пыли, грязи, жира, масла и т. д. Затем заготовку следует прочно закрепить в подходящих приспособлениях. Вставьте подходящий электрод в электрододержатель под углом от 60 до 80° с заготовкой.
Выберите правильный ток и полярность. Пятна отмечены дугой в местах, где должна быть сделана сварка. Сварка выполняется путем контакта электрода с изделием, а затем разделения электрода на нужное расстояние для образования дуги.
При включении дуги выделяется сильное тепло, расплавляющее изделие под дугой и образующее ванну расплавленного металла. В работе образуется небольшое углубление, и расплавленный металл осаждается по краю этого углубления. Его называют дуговым кратером. Шлак легко счищается после остывания шва. После окончания сварки электрододержатель следует быстро вынуть для гашения дуги и отключить подачу тока.
Установка для дуговой сварки
Электрический ток для сварки:
Как постоянный ток, так и переменный ток (переменный ток) используются для получения дуги при электродуговой сварке. Оба имеют свои преимущества и области применения.
Сварочный аппарат постоянного тока получает питание от двигателя переменного тока, дизельного/бензинового генератора или полупроводникового выпрямителя.
Мощность машины постоянного тока:
Ток:
До 600 ампер.
Напряжение разомкнутой цепи:
от 50 до 90 вольт (для образования дуги).
Напряжение замкнутой цепи:
18–25 вольт (для поддержания дуги).
Сварочный аппарат переменного тока имеет понижающий трансформатор, который получает ток от сети переменного тока. Этот трансформатор понижает напряжение с 220 В до 440 В до нормального напряжения холостого хода от 80 до 100 вольт. Доступный диапазон тока до 400 ампер с шагом 50 ампер.
Вместимость сварочного аппарата переменного тока:
Диапазон тока:
До 400 ампер с шагом 50 ампер.
Входное напряжение:
220–440 В
Фактическое необходимое напряжение:
80–100 вольт.
Частота:
50/60 Гц.
Значение полярности:
Когда для сварки используется постоянный ток, доступны следующие два типа полярности:
(i) Прямая или положительная полярность.
(ii) Обратная или отрицательная полярность.
Когда работа сделана положительной, а электрод отрицательным, то полярность называется прямой или положительной полярностью, как показано на рис. 7.16 (а).
При прямой полярности около 67 % тепла распределяется на работе (положительный полюс) и 33 % на электроде (отрицательный полюс). Прямая полярность используется там, где требуется больше тепла при работе. Эта полярность используется для черных металлов, таких как мягкая сталь, с более высокой скоростью и качественным сварным швом.
(a) Прямая полярность.
(b) Обратная полярность
Полярность для дуговой сварки постоянным током
С другой стороны, когда работа выполняется отрицательно, а электрод положительный, тогда полярность известна как обратная или отрицательная полярность, как показано на рис. 7.16 ( б).
При обратной полярности около 67 % тепла выделяется на электроде (положительный полюс) и 33 % на работе (отрицательный полюс).
Обратная полярность используется там, где при работе требуется меньше тепла, например, при сварке тонколистового металла. Цветные металлы, такие как алюминий, латунь и бронза, никель, свариваются с обратной полярностью.
Оборудование, необходимое для электродуговой сварки:
Различное оборудование, необходимое для электродуговой сварки:
1. Сварочный аппарат:
Используемый сварочный аппарат может быть сварочным аппаратом переменного или постоянного тока. Сварочный аппарат переменного тока имеет понижающий трансформатор для снижения входного напряжения 220-440В до 80-100В. Сварочный аппарат постоянного тока состоит из мотор-генераторной установки переменного тока, дизельной/бензиновой двигатель-генераторной установки или сварочной установки трансформатор-выпрямитель.
Машина переменного тока обычно работает с источником питания 50 или 60 Гц. КПД сварочного трансформатора переменного тока варьируется от 80% до 85%. Энергия, потребляемая на кг. наплавленного металла составляет от 3 до 4 кВтч при сварке переменным током и от 6 до 10 кВтч при сварке постоянным током. Сварочный аппарат переменного тока обычно работает с низким коэффициентом мощности от 0,3 до 0,4, в то время как двигатель при сварке постоянным током имеет коэффициент мощности от 0,6 до 0,7. Следующая таблица 7.9показывает напряжение и ток, используемые для сварочного аппарата.
Напряжение и ток для сварочного аппарата
2. Держатели электродов:
Функция держателей электродов заключается в удержании электрода под нужным углом. Они доступны в различных размерах, согласно номинальному току от 50 до 500 ампер.
3. Кабели или провода:
Функция кабелей или проводов заключается в передаче тока от машины к работе. Они гибкие и сделаны из меди или алюминия. Кабели состоят из 9От 00 до 2000 очень тонких проволок, скрученных вместе, чтобы обеспечить гибкость и большую прочность.
Провода изолированы резиновым покрытием, покрытием из армированного волокна и дополнительно толстым резиновым покрытием.
4. Кабельные соединители и наконечники:
Кабельные соединители предназначены для соединения выключателей аппарата и держателя сварочного электрода. Используются соединители механического типа; поскольку они могут быть собраны и удалены очень легко. Соединители разработаны в соответствии с допустимой нагрузкой по току используемых кабелей.
5. Отбойный молоток:
Отбойный молоток предназначен для удаления шлака после затвердевания металла сварного шва. Он имеет форму долота и заострен на одном конце.
6. Проволочная щетка, колесо Power Wire:
Функция проволочной щетки заключается в удалении частиц шлака после измельчения отбойным молотком. Иногда, если возможно, вместо ручной проволочной щетки используется приводной трос.
7. Защитная одежда:
Защитная одежда предназначена для защиты рук и одежды сварщика от тепла, искр, ультрафиолетовых и инфракрасных лучей. Используемая защитная одежда представляет собой кожаный фартук, кепку, кожаные перчатки, кожаные рукава и т. д. Сварщик должен носить кожаную обувь с высоким голенищем.
9. Экран или лицевой щиток:
Экран и лицевой щиток предназначены для защиты глаз и лица сварщика от вредных ультрафиолетовых и инфракрасных излучений, образующихся во время сварки. Экранирование может быть обеспечено головным или ручным шлемом.
Эффективность и качество сварного соединения также зависят от правильной подготовки кромок свариваемых листов. Перед сваркой необходимо удалить с поверхности всю окалину, ржавчину, жир, краску и т.д.
Очистку поверхности производить механически проволочной щеткой или приводным проволочным колесом, а затем химически четыреххлористым углеродом. Краям пластины следует придать правильную форму, чтобы получился надлежащий стык.
Форма кромок может быть гладкой, V-образной, U-образной, изогнутой и т.д. Выбор различных форм кромок зависит от вида, толщины свариваемого металла. Несколько различных типов канавок для краев изделия:
(i) Квадратный стык:Применяется при толщине плиты от 3 до 5 мм. Обе свариваемые кромки должны располагаться на расстоянии от 2 до 3 мм друг от друга, как показано на рис. 7.17 (а).
(ii) Одинарный V-образный стык: Используется при толщине листов от 8 до 16 мм. Оба края скошены под углом от 70° до 90°, как показано на рис. 7.17 (b).
Используется, когда толщина листа более 16 мм и сварка может выполняться с обеих сторон листа. Оба края скошены в виде двойной буквы V, как показано на рис. 7.17 (c).
(iv) Одинарный и двойной U-образный стык:Используется, когда толщина листа превышает 20 мм. Подготовка кромок затруднена, но стыки более удовлетворительные. Для этого требуется меньше присадочного металла, как показано на рис. 7.17 (d) и (e).
Как выполнять электродуговую сварку стальных конструкций? [PDF]
🕑 Время прочтения: 1 минута
В процессе электродуговой сварки используется электрическая дуга для выработки тепла для расплавления основного материала и присадочного материала (электрода) с образованием расплавленной сварочной ванны в соединении. Метод электродуговой сварки предпочтительнее других методов из-за его доступности.
Наиболее распространенными методами крепления стальных элементов стальной конструкции являются сварка, клепка и болтовое соединение. В то время как клепка и болтовое соединение используют заклепки и болты для соединения заготовок, сварка основана на плавлении заготовок, чтобы сплавить их вместе.
В этой статье мы обсуждаем процедуру укладки, изготовления, сварки, сборки и монтажа металлоконструкций методом электродуговой сварки.
Состав:
- 1. Разметка стальных элементов
- 2. Изготовление стальных элементов
- 3. Электрическая дуговая сварка
- Проверка сварки
- 4. Сборка стальных элементов
- 5. Электроэнергетика сварных стальных элементов
- FAQS на электрическом дуга
20 1. 10027. Разметка стальных элементов
- Фигура изготавливаемой стальной конструкции должна быть нарисована на ровной платформе в натуральную величину.
- Это может быть сделано полностью или частично, как показано на чертежах или в зависимости от условий площадки.
- Стальная лента должна использоваться для измерения стальных элементов.
2. Изготовление стальных элементов
- На всех сталелитейных заводах заводские чертежи должны содержать полную информацию по изготовлению стального компонента, включая расположение, тип, длину, размер и детали сварных швов. Кроме того, компонент должен быть подготовлен до фактического изготовления.
- Стальные элементы должны быть промаркированы или окрашены опознавательными знаками, как указано на заводских чертежах.
- Работа по изготовлению должна выполняться с большой точностью, чтобы их можно было собрать без чрезмерной упаковки, принудительной установки или напряжения.
- При сборке элементы должны быть верными и не должны иметь скручиваний, перегибов, пряжек или открытых соединений.
- Затем на стальные элементы наносятся шаблоны и на них указываются места сварки.
- Концы стальных элементов должны быть отмечены для резки в соответствии с требуемыми размерами.
- Стальной профиль должен быть прямым или выпрямленным или сплющенным давлением и не должен иметь перекручивания.
- Никакие две детали не должны быть сварены или соединены, чтобы компенсировать требуемую длину элемента.
3. Электродуговая сварка
- Вся сварка стальных элементов должна выполняться электродуговым процессом.
- В местах, где отсутствует электричество, следует применять метод газовой сварки с использованием кислородно-ацетиленового пламени.
- Сварка должна выполняться только полностью обученными и опытными сварщиками.
- Процесс сварки должен выполняться в соответствии с заводскими чертежами, на которых должны быть указаны все детали свариваемых соединений, заводских и монтажных швов, типы сварных швов и типы используемых электродов.
- Насколько это возможно, должны быть предприняты усилия для ограничения сварки после монтажа, чтобы избежать неправильной или ошибочной сварки, которая может произойти из-за высоты и трудных положений на лесах и т. д., помимо аспекта экономии.
- Максимальный диаметр электродов для сварки любых работ должен соответствовать МС: 814 и приложению «Б» МС: 823.
- Соединяемые поверхности должны быть свободны от рыхлой прокатной окалины, ржавчины, краски, жира или других посторонних веществ, которые могут неблагоприятно повлиять на качество сварки и качество изготовления.
- При проведении сварки на открытом воздухе должны быть приняты меры для защиты места сварки от ветра или дождя.
- Сварной шов должен соответствовать проектным формам и размерам.
- Сварной шов не должен иметь дефектов, таких как трещины, непровары, подрезы сплавления, шероховатости поверхности, прожоги, пузыри, пористость и т. д., выходящие за допустимые пределы.
- Испытания и проверки должны проводиться во время операции сварки, а одобрение готовых элементов показано в Таблице 1 ниже.
Таблица 1: Контроль и испытания сварки
| Сл.№ | Проверка теста | Покрытие | Процедура | Оценка и устранение дефектов |
| 1 | Проверка внешнего вида сварного шва | Все сварные швы | Невооруженным глазом или линзой | Все дефектные сварные швы должны быть устранены. |
| 2 | Проверка размеров | Не менее одного на каждый сварной шов | Обычные средства измерения (шаблон правил) | При обнаружении дефекта сварного шва необходимо проверить все сварные швы и устранить все дефекты. |
4.
Сборка стальных элементов- Перед началом сварки свариваемые элементы сначала должны быть сведены вместе и прочно зажаты или прихвачены прихватками для удержания на месте.
- Временное соединение должно быть достаточно прочным, чтобы точно удерживать детали на месте без какого-либо нарушения.
- Прихваточные швы, расположенные в местах, где окончательные швы будут выполнены позже, должны соответствовать по качеству окончательному шву и должны быть зачищены до выполнения окончательного шва.
5. Монтаж сварных стальных элементов
- Во время возведения сварной конструкции необходимо использовать соответствующие средства для временного скрепления элементов между собой и укрепления каркаса до сварки стыков.
- Временное крепление состоит из монтажных болтов, прихваточной сварки или других надежных устройств, обеспечивающих достаточную прочность и жесткость, чтобы противостоять всем временным нагрузкам и боковым силам, включая ветер.
- Все различные элементы, которые должны быть приварены угловым швом, должны находиться в тесном контакте.
- Зазоры из-за некачественного изготовления или неправильной посадки, если таковые имеются, не должны превышать 1,5 мм. Если зазор превышает 1,5 мм и более, размер углового шва в этом месте должен быть увеличен на величину, равную ширине зазора.
Часто задаваемые вопросы по электродуговой сварке
Что такое электродуговая сварка?
В процессе электродуговой сварки используется электрическая дуга для выработки тепла для расплавления основного материала и присадочного материала (электрода) с образованием расплавленной сварочной ванны в соединении.
Какие испытания и проверки проводятся на сварных стальных элементах?
Сварной шов не должен иметь дефектов, таких как трещины, непровары и подрезы сплавления, шероховатости поверхности, прожоги, пузыри, пористость и т. п. сверх допустимых.
Подробнее: Проверка и испытание сварных швов конструкционной стали
Чем занимается специалист по электродуговой сварке?
Это как игра с огнем: дуговая плазма с температурой до 20 000 градусов, резкие изменения от одной микросекунды к другой и огромное влияние на материалы. Естественные молнии и дуги при сварке работают по одним и тем же физическим принципам. Но какова роль специалистов по дуговым разрядам? Превратить что-то изначально нестабильное, изменчивое и неосязаемое во что-то устойчивое и надежное. Другими словами, создать стабильную дугу, которая сделает сварку быстрой, удобной и надежной.
Чтобы понять, чем на самом деле занимается специалист по дугам, вам следует знать основные принципы работы дуг. Проще говоря, для возникновения дуги должна существовать разность электрических потенциалов, т. е. электрический дисбаланс, между двумя точками. В одной точке имеется избыток электронов (т. е. отрицательно заряженных частиц), а в другой — их нехватка.
Для компенсации этого дисбаланса при определенных условиях происходит пробой напряжения. В этом случае воздух (или защитный газ) между двумя точками ионизируется под действием тепла или высокого электрического напряжения. Образуется электропроводящая плазма. Затем ток течет между двумя точками через плазменный канал. Пока течет ток, дуга тоже существует.
Если дисбаланс (разность потенциалов) между двумя точками устранен, ток прекращается, а вместе с ним и дуга. Если при молнии выравнивание потенциалов происходит за десятые доли секунды, то при сварке электроны должны непрерывно течь по плазменному каналу.
Изображение 1: МолнияПроцессы, связанные с дугой, подробно описаны в сообщении блога «Что такое дуга и как работает дуговая сварка?».
Дуговая конструкция : как выглядит идеальная дуга? Основной вопрос, с которым сталкиваются специалисты по электродуговой сварке практически в любой ситуации: «Как выглядит идеальная дуга?». Вот почему ключевой задачей для специалистов по дуговым технологиям является проектирование дуги в сварочных процессах таким образом, чтобы она оставалась максимально стабильной даже в самых неблагоприятных условиях — и даже когда она используется не так умело, как следовало бы.
«Чем короче, тем лучше» — часто применяемый основной принцип дуговой технологии: чем короче дуга, тем быстрее и удобнее сварка. Короткие дуги характеризуются в первую очередь высоким давлением дуги и высокой плотностью энергии. При длинных дугах повышен риск подрезов, выбросов и несплавления.
Видео 1: Типы дуг Welducator Разработка продукта: определение требований к системам дуговой сварки Дуга лежит в основе большинства сварочных процессов, таких как TIG, MIG/MAG и MMA. Вот почему специалисты по дуговой сварке всегда участвуют в разработке новых систем дуговой сварки. Именно они определяют, какими должны быть электрические требования для конкретного процесса сварки и что для этого необходимо с точки зрения аппаратного и программного обеспечения. В конце концов, именно производительность дуги определяет успех системы дуговой сварки на рынке.
С тех пор, как в 1782 году Георгу Кристофу Лихтенбергу удалось соединить часовую пружину и лезвие ножа с помощью «искусственного электричества», дуговая сварка была связана с электричеством, в частности с сердечником. параметры силы тока, сопротивления и напряжения. При сварке MIG/MAG механизм подачи проволоки (или скорость механизма подачи проволоки) также является решающим фактором.
Однако в современных системах дуговой сварки этих основных параметров далеко не достаточно: специалисты по дуговой сварке определили сотни различных второстепенных параметров, каждый из которых может влиять на дугу.
Разработка алгоритмов для умной дуговой сварки Как и почти во всех технических профессиях, значительная часть работы мастера по электродуговой сварке в наши дни выполняется за компьютером. Для соотнесения основных параметров и факторов, влияющих на дугу, специалисты по дуговым технологиям разрабатывают соответствующие алгоритмы и постоянно работают над их оптимизацией.
Контроль и регулирование сварочных процессов представлены в алгоритмах. Другими словами, именно алгоритмы делают сварочные процессы и сварочные системы интеллектуальными. Алгоритмы встроены в общее программное обеспечение системы сварки, которое, в свою очередь, дорабатывается в тесном сотрудничестве со специалистами по дуговой сварке.
Программы дуговой сварки для максимального удобства пользователя Алгоритмы дуговой сварки составляют основу для разработки характеристик сварки и программ сварки. Именно программы сварки, разработанные специалистами по дуговой сварке, вносят решающий вклад в удобство использования современных сварочных систем в повседневной работе сварщиков. Эти программы позволяют легко и удобно сваривать различные материалы и присадочные металлы, что означает, что сварщикам не нужно знать подробности, стоящие за особыми отношениями между отдельными параметрами и параметрами сварки. Все, что нужно сделать дуговым сварщикам, — это сделать несколько выборов и установить правильную программу сварки в системе, прежде чем они смогут начать работу.
Сварочные системы крупных производителей теперь имеют сотни подобных программ сварки, особенно для стандартных материалов. Поэтому в настоящее время неотъемлемая часть повседневной работы специалистов по дуговой сварке состоит в разработке сварочных характеристик или программ для более необычных комбинаций материала и защитного газа.
Здесь работа на ПК также имеет свои ограничения для специалистов по дуговой сварке: новые программы сварки разрабатываются и тестируются в дуговой лаборатории в практических условиях. Таким образом, ручная сварка и использование сварочных роботов являются частью повседневной работы большинства специалистов по дуговой сварке.
Испытания для достижения оптимального результата Клиенты обычно называют конкретные материалы и защитные газы, для которых разрабатывается новая программа сварки. Техники дуги используют свой опыт работы с существующими характеристиками сварки в своей повседневной работе. Иногда необходимо провести несколько сварочных испытаний в реальных условиях, пока не будет найдена новая программа сварки. Алгоритм, основанная на нем программа сварки и дуга могут быть идеальными, но в конечном счете всегда важен результат свариваемого материала.
Техники дуги в основном работают независимо. Большинство из них имеют в своем распоряжении специальную лабораторию, где они спокойно проводят испытания с помощью недавно разработанных программ сварки и не подвергают никого опасности во время сварки. Помимо оборудования для ручной сварки и сварочных роботов, в базовое оснащение дуговой лаборатории в первую очередь входят измерительные приборы. Одним из основных инструментов, который есть в арсенале каждого специалиста по дуговым технологиям, является осциллограф. Этот инструмент позволяет измерять различные напряжения и токи, а также скорость подачи проволоки.
Вопрос «Что на самом деле происходит внутри дуги?» имеет решающее значение для развития дуговой технологии. Высокоскоростные камеры используют замедленное изображение, чтобы обеспечить всестороннее представление о процессах, которые часто занимают всего миллисекунды внутри дуги во время сварки.
Внедрение высокоскоростных камер и полученные с их помощью знания способствовали значительному прогрессу в технологии сварки в последние годы. К ним относится реверсивный механизм подачи проволоки для Сварочный процесс «CMT» , инновации в капельном переносе импульсной дуги, а также в лазерных процессах или инновации в связи с плазменной дугой или дугой TIG.
Сегодня специалисты по дуговым технологиям используют высокоскоростные камеры для решения широкого круга задач, связанных с разработкой продуктов и проектированием дуговых разрядов.
Изображение 4: ArcView Технический специалист по дуговым разрядам Профиль: жажда исследований и желание оптимизировать Еще не рассмотрен один вопрос: «Что делает хорошего технического специалиста по дуговым разрядам?». У вас должно быть базовое понимание электротехники, знание физики, хорошее технико-математическое понимание и некоторое отношение к сварке.
«Помимо увлечения технологиями, специалистам по дуговым технологиям определенно требуется определенное рвение к исследованиям, чтобы они могли совершенствовать процессы сварки и максимально упростить их применение», — подчеркивает Йозеф Артельсмайр, руководитель отдела дуговых технологий в компании Fronius. в течение многих лет и сыграл ключевую роль в таких разработках, как технология CMT.
Большая часть команды Fronius arc — обученные инженеры-электрики и инженеры по мехатронике, а также специалисты по сварке, которые привносят в команду практические знания. Многие начали свою карьеру со стажировки в компании Fronius.
«Сварка — это то, что нужно чувствовать, и человеческий фактор по-прежнему играет большую роль. Именно это делает работу техником дуговой сварки такой интересной и захватывающей для меня», — заключает Доминик Зеллингер, в настоящее время руководитель группы дуговой сварки в компании Fronius.
Сварщик/производитель, электрическая дуга — 2-я смена $ 1500 Бонус за регистрацию!
Rotex ищет сварщика/производителя , который присоединится к нашей команде в Цинциннати, штат Огайо. Работа во вторую смену, стандартный 4-х дневный 10-часовой рабочий день. График работы во вторую смену с понедельника по четверг с 15:30 до 2:00. Эта должность оплачивается по конкурентоспособной ставке в час с гарантированным ежегодным повышением, а также 10% надбавкой за смену и возможностью сверхурочной работы.
Что Rotex предлагает вам:
• Надежная политика отгулов: 11 оплачиваемых отпусков, а также 20 часов отпуска и 1 плавающий отпуск в течение первого года работы, с увеличением ежегодного отпуска, предоставляемого после 1-го, 2-го, 6-го , 15 и 20 лет трудовой деятельности.
• Комплексные пакеты льгот, включая пакеты медицинского, стоматологического и офтальмологического страхования, HSA, FSA, MD Live, справочный центр RX, программу Medical Advocate, оплачиваемую компанией краткосрочную и долгосрочную нетрудоспособность и другие.
• Щедрая программа сопоставления 401K — автоматический взнос в размере 3% (базовая оплата) + 0,50 доллара США за каждый дополнительный доллар, сэкономленный на первых 6% сэкономленной заработной платы.
• Возможности развития и карьерного роста
ДОЛЖНОСТНЫЕ ОБЯЗАННОСТИ:
Выполнение сварки деталей из черных металлов, включая наладку, подгонку, прихватку, газовую прожиг и резку, чистовую сварку, правку и проверку. Изготовьте подузлы и узлы, такие как: рамы коробов, деки охладителей, основания, нижние поддоны, верхние крышки, а также изделия калибра 16 и более и т. д. в соответствии с чертежами и другими спецификациями с использованием необходимого оборудования, инструментов, приспособлений и приспособлений. . Требуемые процессы сварки: SMAW (дуговая сварка металлическим электродом в среде защитного газа), GMAW (дуговая сварка металлическим электродом в среде защитного газа) и FCAW (дуговая сварка порошковой проволокой). Выполнять ежедневные и еженедельные рутинные обязанности, связанные с надлежащим обслуживанием и эксплуатацией оборудования.
ОСНОВНЫЕ РАБОЧИЕ ФУНКЦИИ:
1. Используя технические чертежи или планы в качестве руководства, используйте подходящие инструменты для создания соединения или пересечения двух металлических деталей. Проверьте работу, чтобы убедиться в прочности соединения, прежде чем переходить к следующему компоненту в плане (30%)
2. Разложите, расположите, выровняйте и закрепите детали и сборки перед сборкой, используя линейки, комбинированные угольники, штангенциркули, и линейки (30%)
3. Сварка компонентов в горизонтальном, вертикальном или потолочном положениях (30%)
4. Осматривать детали на наличие дефектов и измерять детали с помощью линейки или шаблонов, чтобы убедиться в соответствии спецификациям (5%)
5. Выполнять плановое техническое обслуживание оборудования и определять, когда и какое техническое обслуживание необходимо (5%)
6. Используйте логику и рассуждения для определения сильных и слабых сторон альтернативных решений, выводов или подходов к проблемам. Дополняет все процессы
ТРЕБОВАНИЯ К РАБОТЕ:
Образование и опыт
• Сертификат сварщика от аккредитованного учреждения.
• Соответствующий опыт работы в области сварки и производства не менее 3 лет.
• Умение читать и интерпретировать чертежи для изготовления сварных швов.
• Способность успешно пройти испытания сварки перед приемом на работу.
Управление персоналом
• Коммуникация: уметь общаться с другими, чтобы эффективно передавать информацию, чтобы работа могла быть выполнена должным образом. Уметь четко сформулировать мнение, чтобы сказать, когда что-то не так или может пойти не так. Слушает и понимает мнение других. Будьте достаточно уверены в себе, чтобы передавать сложные сообщения.
• Командная работа: поддерживает командные усилия; сотрудничает и хорошо работает с другими в достижении командных целей; укрепляет групповую сплоченность, подчеркивая цели команды и укрепляя сотрудничество; создает сильный моральный дух в своей команде и во всех функциях; делится победами и успехами; приносит чувство сопричастности и принадлежности к команде.
Физические требования
Для успешного выполнения этой работы перечисленные физические требования представляют те, которые должны быть выполнены сотрудником. Могут быть сделаны разумные приспособления, позволяющие инвалидам выполнять основные функции.
• Ловкость: Способность работать твердой рукой во время сварочного процесса.
• Сила: Способность поднимать до 50 фунтов.
• Выносливость: Способность выдерживать долгие часы стояния, часто в жарких условиях.
• Гибкость: возможность выполнять сварку, наклоняясь, достигая над головой и в других необычных позах.
Кто мы:
Компания Rotex стала пионером в области сухой сепарации и превратилась в мирового производителя оборудования для промышленной сепарации, став дочерней компанией Hillenbrand, Inc. в 2011 году. Теперь Rotex устанавливает стандарты для максимального увеличения производительности и минимизации отходов для множества компаний из списка Fortune 500 на перерабатывающих предприятиях по всему миру.
История превосходного разделения Rotex начинается с людей, которые здесь работают. Наши партнеры — наш актив номер один; эта замечательная группа людей помогла Rotex превратиться из региональной компании в Цинциннати в сильного глобального конкурента. И мы еще не закончили. Мы всегда ищем замечательных людей, которые дополнят нашу историю и помогут нам написать следующую главу в нашей истории.
Rotex является операционной компанией Hillenbrand. Hillenbrand (www.Hillenbrand.com) — глобальная диверсифицированная промышленная компания, предприятия которой обслуживают самые разные отрасли промышленности по всему миру. Мы стремимся к прибыльному росту и стабильному генерированию денежных средств, чтобы повысить ценность для наших акционеров. В портфель Hillenbrand входят такие промышленные предприятия, как Coperion, Milacron Injection Molding & Extrusion и Mold-Masters, а также компания Batesville, признанный лидер индустрии ухода за умершими в Северной Америке. Hillenbrand публично торгуется на NYSE под «HI».
EEO: В Hillenbrand мы стремимся создать разнообразную рабочую силу за счет равных возможностей трудоустройства, которое охватывает и использует различия, которые может предложить каждый человек. Равные возможности трудоустройства/ позитивные действия Работодатель представителей меньшинств/женщин/инвалидов/ветеранов.
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: Приведенная выше информация в этой должностной инструкции была разработана, чтобы указать общий характер и уровень работы, выполняемой сотрудником в рамках этой классификации. Он не предназначен для того, чтобы содержать или интерпретироваться как исчерпывающий перечень всех обязанностей, ответственности и квалификации, требуемых от любого сотрудника, назначенного на эту работу. Ничто в этой должностной инструкции не ограничивает право руководства назначать обязанности и ответственность для этой должности в любое время.
Существуют ли высокооплачиваемые рабочие места для сварщиков в США сегодня?
Если вы подумываете о карьере сварщика, усовершенствование своих навыков в наиболее часто используемых видах сварки поможет вам найти работу в будущем. Кроме того, с программой профессионального сварщика вы можете получить более высокий годовой доход, чем в среднем по всем карьерным путям сварщика в Соединенных Штатах.
Что такое дуговая сварка защитным металлом?
Дуговая сварка металлическим электродом в среде защитного газа, также известная как дуговая сварка металлическим электродом в среде защитного флюса или ручная дуговая сварка металлическим электродом. Это процесс, в котором используется электрод с флюсовым покрытием для формирования сварного шва. Когда электричество уходит через электрод, поток представляет собой газ, который экранирует электрическую дугу в пространстве.
Происходит между свариваемым металлом и электродом, предотвращая попадание атмосферных газов в сварной шов. Этот метод относительно прост и не требует особого оборудования. Таким образом, это делает его очень популярным в мире сварки.
SMAW — один из старейших способов сварки. Поскольку новые технологии постоянно совершенствуют процессы и делают их все более эффективными.
SMAW — это метод ручной дуговой сварки, который остается одним из наиболее часто используемых процессов сварки. Он полезен как для производственной, так и для ремонтной сварки. Кроме того, его можно использовать во всех положениях сварки на всех черных металлах.
Для чего используется дуговая сварка защитным металлом?
SMAW может использоваться для различных типов металлов и различной толщины. Обычно он используется для тяжелых работ с промышленным чугуном и сталью, такими как углеродистая сталь и чугун, а также никелевыми сплавами. SMAW используется в различных отраслях промышленности, в том числе:
- Производство сельскохозяйственной техники
- Судостроение
- Трубопроводы
- Строительство
- Сварка под водой
Оборудование SMAW легко переносится и может использоваться в различных условиях, от помещения до улицы и на корабле в море. Сварщик SMAW хорошо знает, как выбрать правильный электрод, скорость сварки и длину дуги. Карьера сварщика SMAW приводит к надежной сварке для различных отраслей промышленности.
Какое важное оборудование для дуговой сварки защищенным металлом
1. Аппарат для дуговой сварки
Ключевым продуктом, который вам следует приобрести, является аппарат для дуговой сварки. Вероятно, это станет предметом, на который вы тратите больше всего денег.
Сварочный аппарат создает электрический ток, необходимый для сварки. Вам также потребуется убедиться, что у вас достаточно времени для использования вашей машины. Кроме того, для завершения сварки, поэтому так важно знать рабочий цикл машины.
Большинство сварочных аппаратов подразделяются на две категории:
- CC или сварочные аппараты постоянного тока
- CV или сварочные аппараты постоянного напряжения
Действительно, каждый вид сварки требует определенного набора навыков. Тем не менее, выбор типа сварки во многом зависит от стоимости и портативности. Ваш карман также будет играть решающую роль, когда дело доходит до выбора типа сварочного аппарата.
2. Блок питания
Блок питания, используемый в SMAW, имеет постоянный выходной ток. Это гарантирует, что ток и тепло остаются относительно стабильными, даже если длина дуги и напряжение изменяются. Это необходимо, потому что большинство приложений SMAW выполняются вручную, требуя, чтобы оператор держал горелку.
Обеспечение достаточно стабильного расстояния дуги является сложной задачей, если используется источник постоянного напряжения. Однако ток не поддерживается постоянным. Квалифицированные сварщики, выполняющие сложные сварные швы, могут отклонять длину дуги, вызывая незначительные колебания тока.
3. Электроды
Если вы серьезно относитесь к сварке, вам также потребуется приобрести сварочный электрод. Электроды — это наконечники, которые вставляются в один конец сварочного инструмента. Затем от источника питания поступает электрический ток, который направляется в материал.
В зависимости от того, какой тип сварки вы выполняете или что вы делаете, вам могут потребоваться разные электроды для разных процедур.
В настоящее время вы найдете различные электроды, полезные для отдельных традиционных сварочных процессов. Например, если вы обслуживаете SMAW или дуговую сварку защищенным металлом. Вам понадобится расходуемый электрод, который вы расплавите, чтобы создать сварное соединение.
4. Кислородно-ацетиленовая установка
Перед началом сварки убедитесь, что у вас есть кислородно-ацетиленовая установка. Кислород-ацетилен используется во многих сварочных процессах, в том числе:
- Закалка
- Формовка
- Предварительный подогрев
- Гибка
- Закалка
- Резка
Использование кислородно-ацетиленовой установки обеспечит необходимый контроль над нагревом. Вы также научитесь лучше обращаться с размером и формой бусин, которые вы используете для соединения металлических деталей.
Кислород-ацетилен позволяет сварщикам выполнять точные сварные швы. Из-за большого объема контроля данная установка подается сварщику. Использование кислородно-ацетиленового подвода тепла позволяет сварщику быть требовательным при использовании этого высокотемпературного пламени. Кроме того, этот инструмент очень доступен по цене и обеспечит вам массу портативности при сварке.
5. Держатель электродов и кабели
Поскольку вы будете работать с электродами, вам также потребуются держатели электродов и кабели. Электрододержатель позволит зажать конец электрода медью, встроенной в головку держателя. Обувь, найденная в области головы, затем подгоняется друг к другу с помощью подпружиненной процедуры или поворотного захвата. Зажимное устройство, которое удерживает электрод, быстро отпустит заглушку.
Электрод должен оставаться зажатым в держателе для эффективной сборки всего процесса.