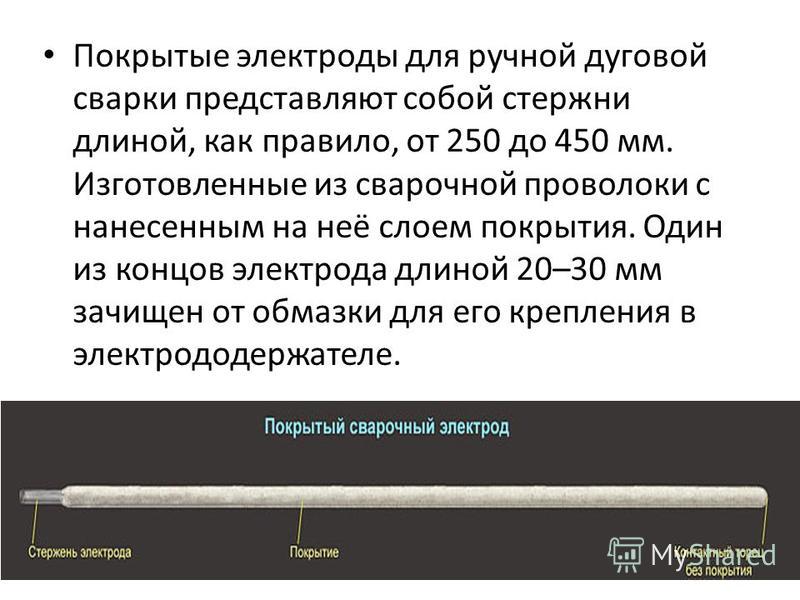
Существующие виды электродов, назначение и тип их покрытия
В настоящее время существует огромное количество технологий: от сварки под флюсом и под порошком до холодной сварки. Все эти виды электродов отличаются друг от друга процессом, но подача тока на деталь происходит везде одинаково, а именно при помощи сварочных проволок. В этой статье мы расскажем об их видах и применении.
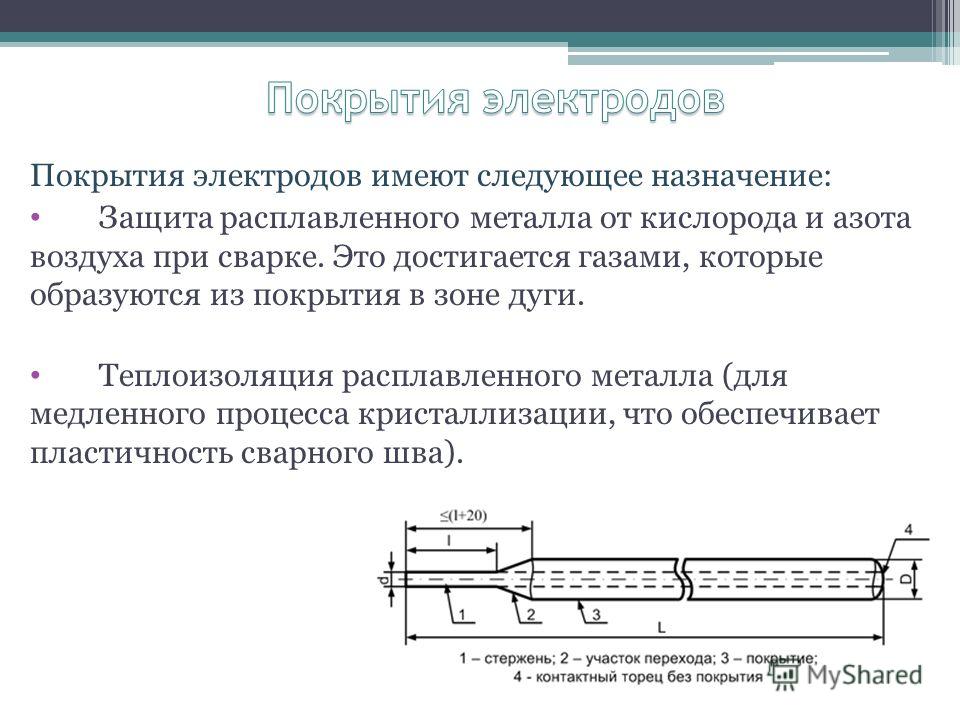
Электрод представляет собой отрезок проволоки малой длины, покрытой защитным слоем.
Проволока и покрытия могут быть выполнены из различных видов материала. Выбор материала в свою очередь зависит характера свариваемых деталей.
Содержание статьи
- Для чего нужны электроды?
- Так какие бывают марки электродов? Какие бывают виды электродов для сварки?
- Классификация сварочных электродов
- Виды сварочных проволок
- Некоторые правила использования электродов
Для чего нужны электроды?
Обычно они служат для соединения чугунов и сталей, цветных металлов, но могут быть использованы и для их резки. Сейчас ими можно варить практически во всех пространственных положениях.
Сейчас ими можно варить практически во всех пространственных положениях.
Разновидностей стержней огромное количество, каждый изготавливается для своей конкретной задачи, поэтому все марки делятся на определенные классы.
Так какие бывают марки электродов? Какие бывают виды электродов для сварки?
Итак, теперь выясним, какие существуют виды сварочных электродов.
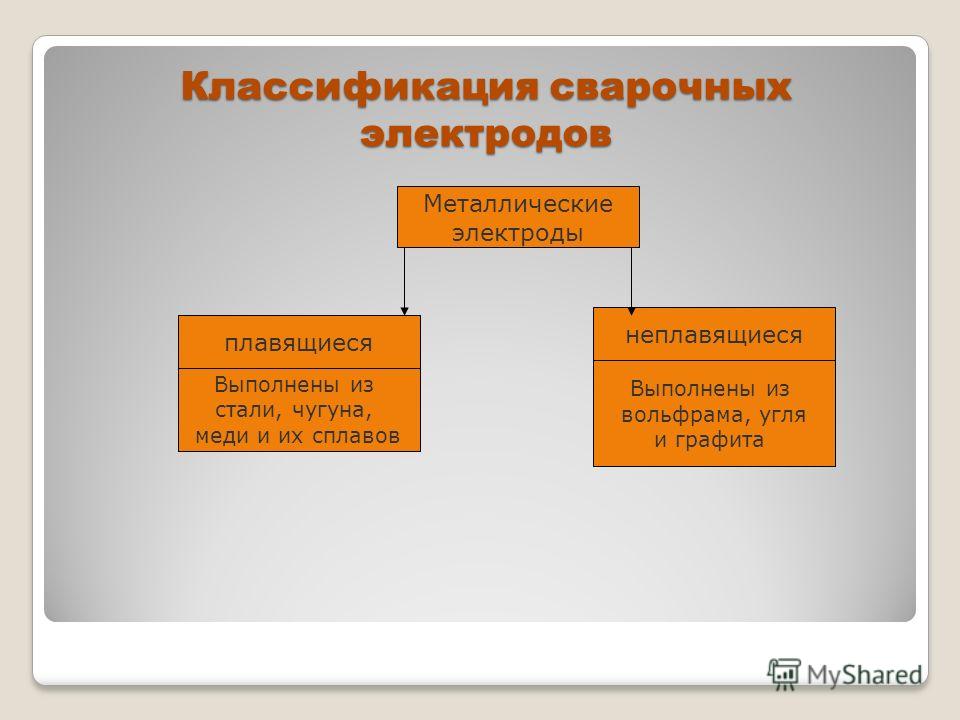
В первую очередь начнем с того, что марки электродов для сварки бывают плавящиеся и неплавящиеся. Плавящиеся электроды не только передают ток на деталь, они также путем расплавления вступают в химическую связь с расплавленным металлом и обеспечивают соединение деталей. Неплавящиеся стержни обеспечивают подвод тока к соединяемым деталям, а присадки подводятся отдельно. Их изготавливают из различного рода тугоплавких материалов, таких как графит и вольфрам.
Кроме этого, группы электродов делятся на металлические и неметаллические. Ко второй марке электродов для сварки относятся графитовые и угольные стержни. Они обладают хорошей проводимостью и хорошо справляются со сваркой и резкой, и наплавкой, хорошо проводят токи, обладают высокой температурой плавления. Применяются они вместе с присадкой, которая может подаваться на дугу во время сварки, а может быть уложена на соединяемую область сразу. К характеристикам электродов для сварки относятся такие преимущества, как возможность многоразового использования и отсутствие прилипания к поверхности детали.
Они обладают хорошей проводимостью и хорошо справляются со сваркой и резкой, и наплавкой, хорошо проводят токи, обладают высокой температурой плавления. Применяются они вместе с присадкой, которая может подаваться на дугу во время сварки, а может быть уложена на соединяемую область сразу. К характеристикам электродов для сварки относятся такие преимущества, как возможность многоразового использования и отсутствие прилипания к поверхности детали.
В свою очередь металлические виды электродов для сварки состоят из сердечника. Они имеют специальные покрытия, обеспечивающие высокое качество шва, улучшение эксплуатационных свойств изделия после работы и предотвращении попадания вредных включений в сварочную ванну. В газообразующее покрытие могут входить такие элементы, как крахмал, пиролюзит и другие. Такой метод повышает производительность процесса за счет применения большой величины тока, образования защитной пленки на поверхности металла и тем самым препятствию попадания атмосферного воздуха в зону сварки, более стабильная дуга.
Классификация сварочных электродов
Перейдем к вопросу о том, какие бывают электроды для сварки. Остановимся на классификации электродов по назначению.
Для того, чтобы знать характеристики тех или иных стержней, существует понятие маркировки, в которой указаны различные характеристики электродов для сварки и прочие данные. Важно знать и толщину стержней. Это необходимо для правильного его подбора, работе с изделием определенной толщины. Описание, классификация и маркировка обычно указывается на упаковке.
Должно обеспечиваться:
- устойчивое горение дуги и легкое зажигание;
- равномерное расплавление покрытия;
- равномерное покрытие шлаком шва;
- не затрудненное удаление шлака со шва;
- отсутствие пор, трещин и непроваров.
Назначение электродов в большой мере зависит от состава его металлического сердечника. При изготовлении берутся во внимание ряд факторов, влияющих на качество шва:
- классификация по назначению;
- прямое назначение отдельного типа сплавов и металлов;
- пространственного положения работ и условия проведения работ;
- толщины деталей и конструкций;
- узкоспециализированные характеристики шва (изгиб, сопротивление разрыву, насыщенность кислорода, текучесть жидкого шва и др.
 ).
).
 ).
).Учет маркировки сведен соответствующими стандартами и сортаментами. Стержень определенной маркировки должен соответствовать всем техническим условиям, маркировка на упаковке должна совпадать с содержимым качественно и количественно. Классификация электродов по назначению характеризуется металлом, над которым будут проводиться сварочные работы.
- У — низколегированные и углекислотные стали: Э6, Э55, Э46, Э42 и другие;
- Л — легированные стали: Э70, Э85, Э100 и другие;
- Т — легированные теплоустойчивые стали: Э09М, Э09МХ и другие;
- В — высоколегированные стали с особыми свойствами: Э12Х13, Э10Х17Т и другие;
- Н — наплавка поверхностных слоев с особыми свойствами: Э10Г2, Э11ГЗ, Э16Г2ХМ и другие.
Виды сварочных проволок
Проволоки могут быть разделены на четыре типа: алюминиевые, омедненные, нержавеющие и порошковые. Давайте разберемся с особенностями, которые характеризуют данные типы проволок.
Алюминиевые проволоки используют тогда, когда необходимо произвести соединение алюминия с кремнием или алюминия с марганцем.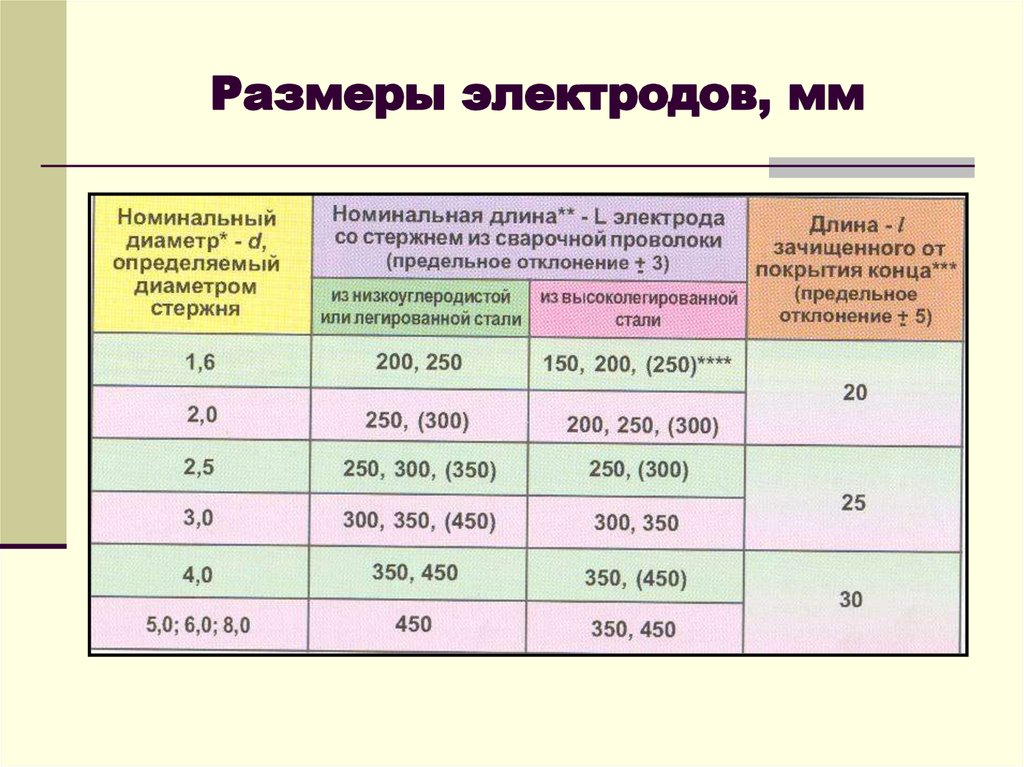
Нержавеющая проволока может пригодиться в случаях, когда необходимо соединить никелированные, хромированные металлы из нержавеющей стали.
Омедненные проволоки применяют в тех случаях, когда требуется соединить низкоуглеродистые и низколегированные стали. Такие проволоки позволяют повысить качество шва, поддерживают горение сварочной дуги, предотвращают разбрызгивание расплавленного металла.
И наконец, порошковые стержни применяется в судостроении, где недопустимо применение других типов проволок. Она отличается от перечисленных тем, что предыдущие производят сваривание изделия в среде защитных газов, в то время как порошковые — нет.
Стоит упомянуть и о сварке под флюсом, где вместо среды защитных газов используется флюс, которым могут являться такие элементы, как борная кислота, бура, фториды и хлориды. Он защищает сварочную ванну от попадания вредным примесей и газов, которые пагубно влияют на металл.
Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Легирование сварочного шва производится для добавления специальных свойств изделию. Легирующими компонентами являются: хром, вольфрам, молибден, никель, марганец и другие.Также легирование металла производится проволокой, которая уже содержит нужные для этого элементы, но чаще всего легирования сварочного шва достигают введением легирующих компонентов в состав нанесения.
Иногда для повышения производительности сварочного процесса и для увеличения наплавляемого металла за отрезок времени в покрытие добавляют железный порошок. Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Типы электродов для покрытия бывают следующими:
- А — с кислотным нанесением с содержанием окиси марганца, кремния, железа и титана. Электрод группы А может быть применен при сварке стали; для электродов марки А нет никаких пространственных ограничений.
- Б — с нанесением, в основу которого входят карбонат кальция и фтористый кальций; электроды марки Б не должны применяться для сварки в вертикальном положении.
- Ц — с нанесением из целлюлозы, в которое также входят органически вещества, создающие защиту дуги при сгорании и образующие тонкий слой шлака;
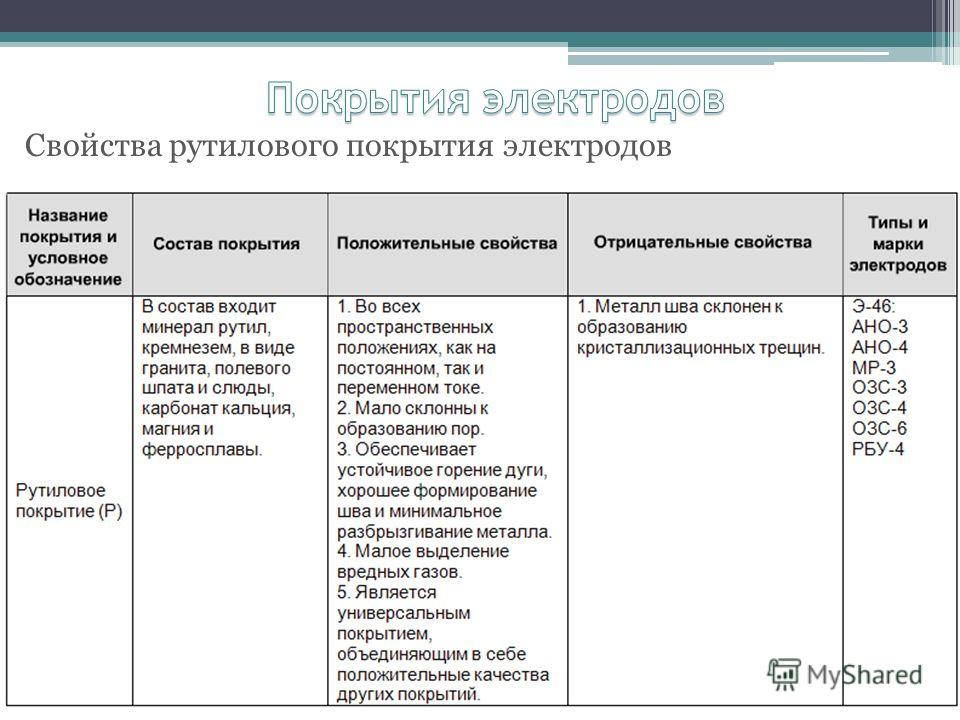
- Р — с рутиловым покрытием, которое направлено на уменьшения разбрызгивания металла, устойчивости горения дуги и формирование швов во всех пространственных направлениях;
- Ж- ставится в обозначение при присутствии в составе покрытия более 20% железного порошка;
- П — прочие виды покрытия.

Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
Существуют типы электродов по применению их в определенном пространственном положении. Они тоже маркируются, а именно следующими цифровыми кодами:
- данный цифровой код говорит об универсальности типа;
- данный вид подходит для использования во все пространственных положениях, кроме вертикального;
- предназначен для вертикальных и горизонтальных работы, но работы под потолком не допустимы;
- только для горизонтальных швов.
Некоторые правила использования электродов
Необходимо соблюдать их сохранность. Для качественной и безопасной работы ее геометрия не должна быть нарушена, вес и масса ее должны совпадать с данными на упаковке, шлаковые корки должны с легкостью отделяться от шва. Все должно быть герметично упаковано, а упаковка должна предотвращать попадание влаги во внутрь. Электроды должны быть сухими, попадание влаги на них приводит к отсыреванию покрытия, а значит, и к ухудшению сварочного процесса. Допускается сушить их в специально оборудованных печах при заданной температуре 260 градусов Цельсия, а после сушки должны быть герметично упакованы для предотвращения повторного попадания воды на них. Также влага не самым лучшим образом влияет на характеристики покрытия, расплавленный металл может сильно разбрызгиваться. Из-за влаги могут образовываться поры, трещины, раковины и другие дефекты. Не рекомендуется варить гнутыми стержнями с поврежденным покрытием.
Допускается сушить их в специально оборудованных печах при заданной температуре 260 градусов Цельсия, а после сушки должны быть герметично упакованы для предотвращения повторного попадания воды на них. Также влага не самым лучшим образом влияет на характеристики покрытия, расплавленный металл может сильно разбрызгиваться. Из-за влаги могут образовываться поры, трещины, раковины и другие дефекты. Не рекомендуется варить гнутыми стержнями с поврежденным покрытием.
Многие характеристики занесены в таблицы. Таблица — удобный и наглядный способ получения информации о характеристиках материалов,о марках сварочных электродов и многом другом.
В настоящее время наиболее распространена ручная дуговая сварка. Электроды для ручной сварки похожи на металлический пруток. Такой тип сварки проще в применении, чем многие другие виды, компактен, допускает сварку в труднодоступных местах, с его помощью можно работать с чугуном, сталью, многими цветными металлами, прост в использовании и не требует больших материальных вложений. К минусам такого типа соединения можно отнести то, что качество шва напрямую зависит от квалификации рабочего, довольно низкий КПД по сравнению с остальными типами сварки, вредные условия труда для рабочих и другие. Для ручной дуговой сварки применяют специальные сварочные инверторы. Электроды для ручной сварки изготавливаются в соответствии с требованиями ГОСТ9466.
К минусам такого типа соединения можно отнести то, что качество шва напрямую зависит от квалификации рабочего, довольно низкий КПД по сравнению с остальными типами сварки, вредные условия труда для рабочих и другие. Для ручной дуговой сварки применяют специальные сварочные инверторы. Электроды для ручной сварки изготавливаются в соответствии с требованиями ГОСТ9466.
В заключение можно сказать, что на сегодняшний день имеется огромный спектр типов электродов и их применение, а сварка по-прежнему является важной частью многих строительных, производственных, монтажных работ. Их огромное количество, они различаются по маркам, толщинам, химическому составу и прочим характеристикам. Важно знать, какие стержни можно применять при различного рода работах, дабы добиться максимального результата и получить на выходе качественное изделие или деталь. Данный вид работ привлекает все новых специалистов, ученые продолжают работу над улучшением технологического процесса, ведь спрос на сварочные работы довольно велик.
Классификация электродов
Главная \ Номенклатура \ ЭЛЕКТРОДЫ \ Электроды сварочные Лосиноостровского Электродного Завода \ Классификация электродов
Классификация электродов
по химическому составу покрытия
В настоящее время в нашей стране для сварки углеродистых и легированных конструкционных сталей применяют электроды по ГОСТу 9467-60, в основу которого положены механические свойства наплавленного металла или сварного соединения, выполняемых электродом. Кроме того, ограничивается содержание серы и фосфора в наплавленном металле.
Тип электрода обозначается буквой Э; следующее за буквой число обозначает нижнее значение предела прочности. ГОСТ предусматривает типы электродов от Э34 до Э145; если после числа следует буква А, то это означает, что электрод обеспечивает повышенные значения пластических свойств наплавленного металла или сварного соединения.
Электрод типа Э34 дает наименьшую прочность и малую пластичность металла и относится к электродам с тонким стабилизирующим покрытием, допускается только в производстве менее ответственных сварных конструкций; Э42 и Э46 пригодны для ответственных конструкций из углеродистых сталей, Э50 и Э55 — для среднеуглеродистых и низколегированных сталей; Э60, Э70, Э85, Э100, Э125 и Э145 — для легированных сталей повышенной прочности, причем для типов Э85-Э145 сварное соединение после сварки проходит термическую обработку. Типы Э34-Э70 имеют стержень из проволоки Св-08; Э85-Э145 — из легированной проволоки.
Но электрод одного и того же типа, например Э42, можно получить с различными покрытиями, придающими электроду существенные технологические особенности, не отмеченные в ГОСТе. Поэтому сохраняется еще марка электродов, устанавливаемая изготовителем электродов и вносимая в паспорт электрода. Обозначения марок совершенно произвольны, и марка может отличаться, например, лишь количеством наносимого покрытия при том же составе.
На основе химического состава покрытия проведена классификация качественных электродных покрытий:
1. Руднокислые покрытия содержат окислы железа и марганца (обычно в виде руд), кремнезем, большое количество ферромарганца; для создания газовой защиты зоны сварки в покрытие вводят органические вещества (целлюлозу, древесную муку, крахмал и пр.), которые при нагревании разлагаются и сгорают с образованием смеси защитных газов. Электроды имеют довольно большую скорость расплавления, коэффициент наплавки 8- 11 г/а-ч, пригодны для сварки во всех пространственных положениях на постоянном и переменном токе; наплавленный металл соответствует типу электродов Э42 и содержит менее 0.12С; менее 0,10 Si; 0,6-0,9 Мn;менее 0,05 Р и менее 0,05 S.
При плавлении электрода идет интенсивная экзотермическая реакция марганца и углерода кислородом окислов, разогревающая сварочную ванну и обеспечивающая гладкую поверхность наплавленного металла с небольшой чешуйчатостью.
2. Рутиловые покрытия получают из минерала рутила, состоящего в основном из двуокиси титана TiO2. В покрытия, помимо рутила, введены кремнезем, ферромарганец, карбонаты кальция или магния. Покрытия по технологическим качествам близки к руднокислым, дают лучшее формирование, меньшее разбрызгивание и выделение газов, считаются менее вредными для сварщика. Наплавленный металл соответствует электродам типа Э42 и Э46; электроды могут применяться для более ответственных конструкций из низкоуглеродистых и низколегированных сталей.
3. Фтористо-кальциевые покрытия состоят из карбонатов кальция и магния, плавикового шпата и ферросплавов. Покрытия называются также основными, так как дают короткие шлаки основного характера, а электроды с таким покрытием называются также низководородистыми, так как наплавленный металл содержит водорода меньше, чем при других покрытиях.
Покрытия называются также основными, так как дают короткие шлаки основного характера, а электроды с таким покрытием называются также низководородистыми, так как наплавленный металл содержит водорода меньше, чем при других покрытиях.
Газовая защита ванны обеспечивается двуокисью и окисью углерода, образующимися при разложении карбонатов под действием высокой температуры. Электроды чаще используются на постоянном токе обратной полярности (плюс на электроде).
Наплавленный металл по составу соответствует спокойной стали, отличается чистотой, малым содержанием кислорода, азота и водорода; понижено содержание серы и фосфора, повышено — марганца (0,5-1,5%) и кремния (0,3-0,6%). Металл устойчив против старения, имеет высокие показатели механических свойств, в том числе ударной вязкости, и нередко по механическим свойствам превосходит основной металл. Электроды с этим покрытием рекомендуются для наиболее ответственных конструкций из углеродистых и легированных сталей.
Электроды с фтористо-кальциевым покрытием на протяжении многих лет являются наилучшими по качеству наплавленного металла. Чувствительны к наличию окалины, ржавчины, масла на кромках основного металла и в этих случаях дают поры, как и при отсыревании электродов. Свойства наплавленного металла можно менять в широких пределах, меняя количество ферросплавов в покрытии. Широко известен электрод этого типа, маркируемый УОНИ-13; он имеет несколько разновидностей; УОНИ-13/45, УОНИ-13/55 и т. д.; второе число указывает предел прочности наплавленного металла.
Чувствительны к наличию окалины, ржавчины, масла на кромках основного металла и в этих случаях дают поры, как и при отсыревании электродов. Свойства наплавленного металла можно менять в широких пределах, меняя количество ферросплавов в покрытии. Широко известен электрод этого типа, маркируемый УОНИ-13; он имеет несколько разновидностей; УОНИ-13/45, УОНИ-13/55 и т. д.; второе число указывает предел прочности наплавленного металла.
4. Органические покрытия состоят из органических материалов, обычно из оксицеллюлозы, к которой добавлены шлакообразующие материалы, двуокись титана, силикаты и пр. и ферромарганец в качестве раскислителя и легирующей присадки. Электроды пригодны для сварки во всех пространственных положениях на постоянном и переменном токе; малочувствительны к качеству сборки и состоянию поверхности металла, особенно пригодны для работы в монтажных и полевых условиях. Дают удовлетворительный наплавленный металл, соответствующий электродам типов Э42-Э50. Широко применяются в США на монтажных работах.
Широко применяются в США на монтажных работах.
Время последней модификации 1322135474
Виды электродов таблица — краткое описание, применение
Электроды описание — виды электродов, применение, характеристики
Для удобства предлагаем для клиентов описание видов электродов. В таблице Вы найдете все электроды, которые производятся на заводе сварочных электродов ООО Ватра. У нас Вы можете купить электроды оптом и в розницу по самым низким ценам.
Электроды сварочные собственного производства |
||||
| Марка электрода | Тип Электрода по ГОСТ 9467-45 Гост 9466-75 | Диаметр, мм | Род сварочного тока | Назначение |
| Электроды для сварки углеродистых сталей рядовых и ответственных конструкций | ||||
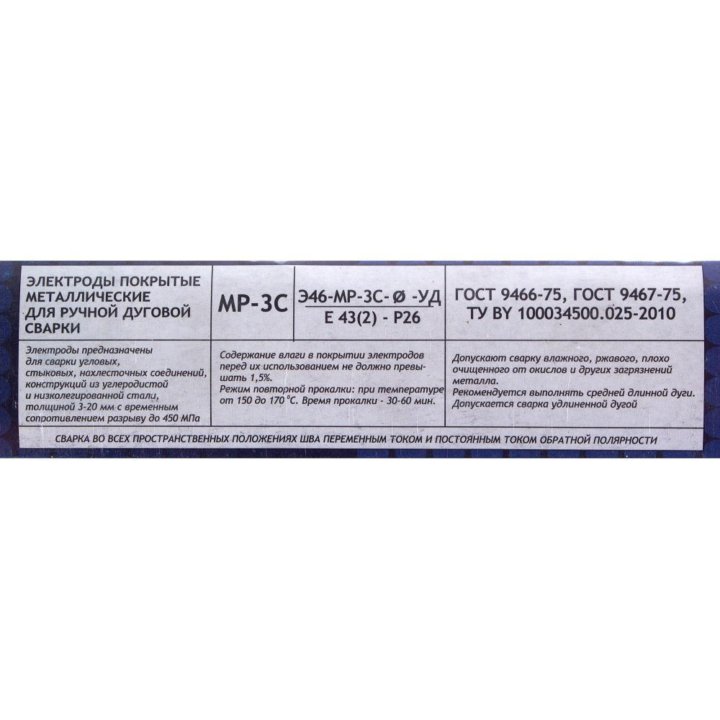
| МР-3 | Э46 |
2. 5; 3.0; 4.0 5; 3.0; 4.0
|
Переменный и постоянный обратной полярности | Рутиловое покрытие. Электроды предназначены для сварки черных металлов. Область применения- строительство и машиностроение. Электроды позволяют выполнять сварку на низких токах, а для электродов малого диаметра-от источников питания, включенных в бытовую сеть. Обеспечивают легкое отделение шлака и хорошее повторное зажигание, равномерное горение дуги в процессе сварки. |
| ОЗС-12 | Э46 | 2.5; 3.0; 4.0 | Переменный и постоянный прямой и обратной полярности | |
| АНО-21 | Э46 | 2.5; 3.0; 4.0 | Постоянный ток любой полярности, переменный от трансформатора с напряжением холостого хода не менее 50В |
Для сварки конструкций из низкоуглеродистых сталей малых толщин марок Ст3, 10, 20 и др. Электроды обеспечивают легкое зажигание дуги, мелкочешуйчатое формирование металла шва, легкую или самопроизвольную отделяемость шлаковой корки. Они могут применяться для сварки водопроводных труб, газопроводов малого давления. Электроды обеспечивают легкое зажигание дуги, мелкочешуйчатое формирование металла шва, легкую или самопроизвольную отделяемость шлаковой корки. Они могут применяться для сварки водопроводных труб, газопроводов малого давления.
|
| АНО-36 | Э46 | 2.5; 3.0; 4.0 | Переменный и постоянный обратной полярности | Рутил-целллюлозное покрытие. Предназначены для сварки рядовых и ответственных конструкций из углеродистых сталей, во всех пространственных положениях шва. Также используется для сварки потолочных и вертикальных швов. Для сварки черных металлов. |
| Электроды для сварки углеродистых сталей особо ответственных конструкций | ||||
| УОНИ 13/55 | Э50А | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности |
Для сварки ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляются повышенные требования по пластичности, ударной вязкости. Сварка во всех пространственных положениях, кроме вертикального. Свариваемая поверхность должна быть тщательно очищена от окисов, ржавчины, жиров, влаги, краски и других загрязнений.
|
| УОНИ 13/45 | Э42А | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности | |
| ТМУ-21У | Э50А | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности | |
|
Электроды наплавочные
|
||||
| Т-590 | Э-120Х6С2ГР3 | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности | Предназначены для наплавки деталей из стали |
| ЭН-60 | Э-70Х3СМТ |
2. 5; 3.0; 4.0
|
Постоянный ток обратной полярности | |
| Электроды для сварки серого, высокопрочного и ковкого чугуна | ||||
| ЦЧ-4В | ГОСТ 9466-75 | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | Предназначены для холодной сварки или заварки деталей из высокопрочного чугуна. |
| МНЧ-2 | ГОСТ 9466-75 | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | |
| Электроды для сварки изделий из коррозионностойких хромоникелевых сталей (электроды для нержавейки) | ||||
| ЦЛ-11 | Э-08Х20Н9Г2Б |
3. 0; 4.0; 5.0
|
Постоянный ток обратной полярности | Электроды используются для сварки коррозионно- стойких нержавеющих сталей. Сварка во всех пространственных положениях. |
| ОЗЛ-8 | Э-07Х20Н9 | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | |
| НЖ-13 | Э-09Х19Н10Г2М2Б | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | |
| Электроды для сварки разнородных сталей (нержавейка+сталь) | ||||
| ОЗЛ-6 | Э-10Х25Н13Г2 | 3.0; 4.0 | Постоянный ток обратной полярности |
Данные электроды используются для сварки разнородных жаропростойких сталей. Сварка во всех пространственных положениях.
|
| ОЗЛ-9А | Э-28Х24Н16Г6 | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ОЗЛ-17У | ГОСТ 9466-75 | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ОЗЛ-25Б | Э-10Х20Н70Г2М2Б2В | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ЦТ-15 | Э-08Х19Н10Г2Б | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ЭА-395/9 | Э-11Х15Н25М6АГ2 | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ЭА-400/10У | Э-07Х19Н11МГ2Ф |
3. 0; 4.0
|
Постоянный ток обратной полярности | |
Типы электродов. Полный объём информации по электродным сварочным материалам
Статьи
> Типы электродов. Полный объём информации по электродным сварочным материалам
Поделиться статьёй:
ООО «Техресурс» предлагает купить электроды ведущих отечественных производителей, используемых для ручной дуговой сварки. Наш ассортимент включает в себя самые популярные модификации расходных сварочных материалов. Правильный выбор электрода гарантирует высокую эффективность сваривания и продолжительную жизнь сварочных швов.
Электрод представляет собой проволочный прут, покрытый специальным составом. Под воздействием мощного электротока с образованием электрической дуги сердечник электрода расплавляется, заполняя сварочную ванну расплавленным металлом.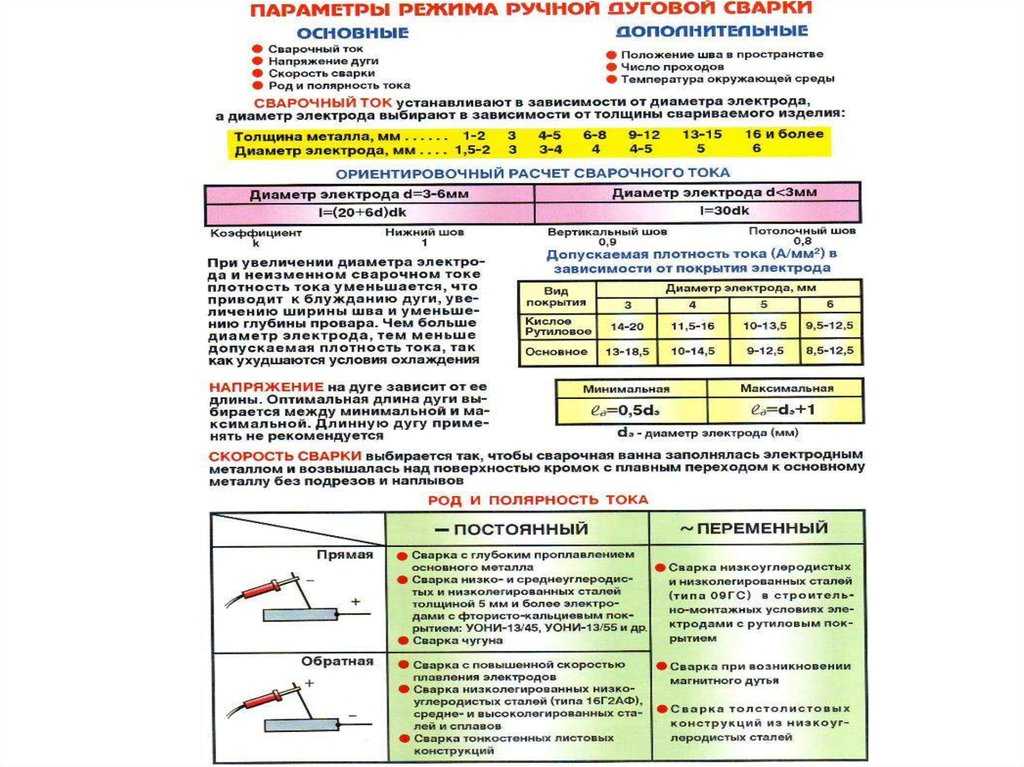 От обычного плавления стали этот процесс отличается следующими особенностями:
От обычного плавления стали этот процесс отличается следующими особенностями:
- высокая температура в сварочной ванне, доходящая до 4000°С;
- малый объём основных и сопутствующих реагентов;
- активный контакт шлака и металла, позволяющий образовывать защитный слой;
- интенсивное окисление с проникновением в наплавляемый металлический шов азота, водорода и кислорода и легирующих элементов
Сегодня на рынке представлен широкий выбор электродов, предназначенных для различных способов сварки и работы с различными видами металлических сплавов. Сварочные материалы этой категории регламентируются техническими условиями ГОСТ 9467-75.
Классификация электродов
Все электроды разделяются на две базовые группы:
- Плавящиеся стержни, изготовленные из чугунных, стальных, алюминиевых и медных сплавов. В этом случае расплавленный электрод создаёт сварочную ванну с заполнением швов расплавленным металлом. Данная категория в свою очередь разделяется на два подкласса:
 Данная категория в свою очередь разделяется на два подкласса:
Данная категория в свою очередь разделяется на два подкласса:- со стабилизирующим электрическую дугу покрытием — более дорогие изделия, использование которых повышает эксплуатационные характеристики сварных швов;
- без дополнительного слоя — этот тип электродов не применяется для ручной дуговой сварки
- Неплавящиеся электроды из прессованного угля, вольфрама или графита, которые выполняют функцию катода или анода для образования электрической дуги. Сварочный расплавленный материал в этом случае формируется за счёт использования проволоки-присадки. Дорогостоящие вольфрамовые электроды применяются при сварке в газовой аргонной среде.
Покрытие электродов представлено следующими категориями:
- Кислое ферромарганцовое и ферросилицийное (буква «А» в маркировке) . Такое покрытие обеспечивает повышенную плавкость сердечника, что особенно важно при создании нижних сварных швов.
- Рутиловое «Р» со слоем из двуокиси титана с включением жидкого стекла. Отличается повышенным шлакообразованием, предотвращающим испарение легирующих элементов. Соответственно сварные швы отличаются высокой прочностью и стойкостью на разрыв.
- Целлюлозное «Ц», изготавливаемое с использованием целлюлозы, марганца, талька. Основное преимущество – это формирование защитного газового облака в сварочной ванне, обеспечивающего образцовое качество соединений. Электроды с таким покрытием особенно рекомендуются для сварки трубопроката.
- Карбонатно-кальциевое «Б» (основное). Этот вид покрытия электродов также обеспечивает образование защитного облака углекислого газа. Однако качество создаваемых швов требует дальнейшей доработки.
- Прочее «П» — с включением легирующих компонентов, повышающих прочность сварных соединений.
 Отличается повышенным шлакообразованием, предотвращающим испарение легирующих элементов. Соответственно сварные швы отличаются высокой прочностью и стойкостью на разрыв.
Отличается повышенным шлакообразованием, предотвращающим испарение легирующих элементов. Соответственно сварные швы отличаются высокой прочностью и стойкостью на разрыв. Самой популярной разновидностью считается рутиловое покрытие, которое имеет репутацию универсального материала для создания качественных сварных швов. Общая функция всех перечисленных покрытий заключается в формировании защитных газов и шлаковых соединений с переносом легирующих элементов в сварочную ванну. Одновременно наличие дополнительного слоя с особыми химико-физическими свойствами обеспечивает удержание сварочной дуги. Электроды с покрытием применяются в ответственных сварочных процессах на постоянном и переменном токе, обратной или прямой полярности.
Одновременно наличие дополнительного слоя с особыми химико-физическими свойствами обеспечивает удержание сварочной дуги. Электроды с покрытием применяются в ответственных сварочных процессах на постоянном и переменном токе, обратной или прямой полярности.
Электроды разделяют по пространственным положениям шва в соответствии со свариванием следующих соединений:
- потолочные;
- нижние;
- горизонтальные на поверхности;
- вертикально вверх;
- вертикально вниз
Отдельной группой представлены универсальные электроды, использование которых допустимо при любой пространственной ориентации свариваемых участков.
Особенности маркировки
Маркировка электродов может включать в себя следующие символы с соответствующей расшифровкой:
- «Э» — электрод для ручной дуговой сварки.
- Буквенное обозначение, сообщающее о возможности сваривания конкретного типа металлического сплава (подробнее описано ниже).
- Цифровой показатель сопротивления разрыва или давления.
- «Е» — категория плавких электродов.
- Цифры от «0» до «9», отражающие возможность использования сварочного материала при разных токах с прямыми и обратными полярностями.
- Индексы пространственного положения создаваемого соединения.
- Буквенное обозначение толщины покрытия «Д» — толстая, «М» — тонкая, «С» — средняя, «Г»- особо толстая.
- Размер диаметра, который варьируется в диапазоне т 1.6 мм до 12 мм.

Последний символ обычно означает тип покрытий (рутиловое, кислое и т.д.), разновидность и маркировки которых описаны выше.
Виды электродов по назначению
Каждая марка электродов предназначена для сваривания определённой группы металлов. Использование электродных сварочных материалов без учёта типа металлического сплава соединяемых деталей настоятельно не рекомендуется. Поэтому в маркировку этих изделий в обязательном порядке включена литера, обозначающая разновидность металла, пригодного для сварки конкретными расходными материалами.
- «У» — для сваривания углеродистых сталей конструкционного типа с низкими показателями легирования.
- «М» — для создания сварных соединений в изделиях из легированных сталей, включая электроды, используемые для наплавки рельсовых полотен.
- «Т» — для работы с легированными стальными сплавам, имеющими повышенный коэффициент теплоустойчивости.
- «Н» — для сваривания верхних слоёв металлических поверхностей.
- «Б» — для создания соединений конструкций из высоколегированных сплавов особого назначения
Какие электроды лучше подходят для сварки инвертором
Изобилие сварочных материалов этого типа способно ввести в заблуждение даже знающего профессионального сварщика. В любом случае стоит учитывать, что материал, из которого изготовлен электрод, будет существенно влиять на качество и долговечность создаваемого шва. При выборе электродных стержней для инверторной сварки следуйте следующим рекомендациям:
- Для работы с низколегированными сталями подойдут углеродные электроды типа УОНИ, отличающиеся качественным отделением шлаковых соединений и небольшим объёмом брызг.
- Для создания сварных швов в коррозийно-стойких стальных сплавов рекомендуется использовать электроды типа ОЗЛ-8, 3,0ММ.
- Сваривание легированных сталей повышенной прочности осуществляется с помощью электродных стержней типа ЭА-395/9, 4,0ММ
- Для сварки методом наплавления используются изделия из категории ЦЛ-11 с сердцевиной из высоколегированной стали.
- Маркировка электродов для создания сварных соединений в чугунных изделиях должна включать в себя аббревиатуру ОЗЧ.
- Для создания швов повышенной прочности, пластичности и вязкости применяются электроды УОНИ-13/55 и аналоги.
- Для сварочных работ общего назначения могут использоваться электроды типа ОЗС-12 или МР-3.

Знающие специалисты компании ООО «Техресурс» по необходимости предоставят вам развёрнутые консультации по вопросам правильного подбора партии электродов под конкретные рабочие процессы. Все заказы обслуживаются в сжатые сроки, а предлагаемые оптовые цены официального дилера позволяют серьёзно экономить на поставках качественных сварочных материалов.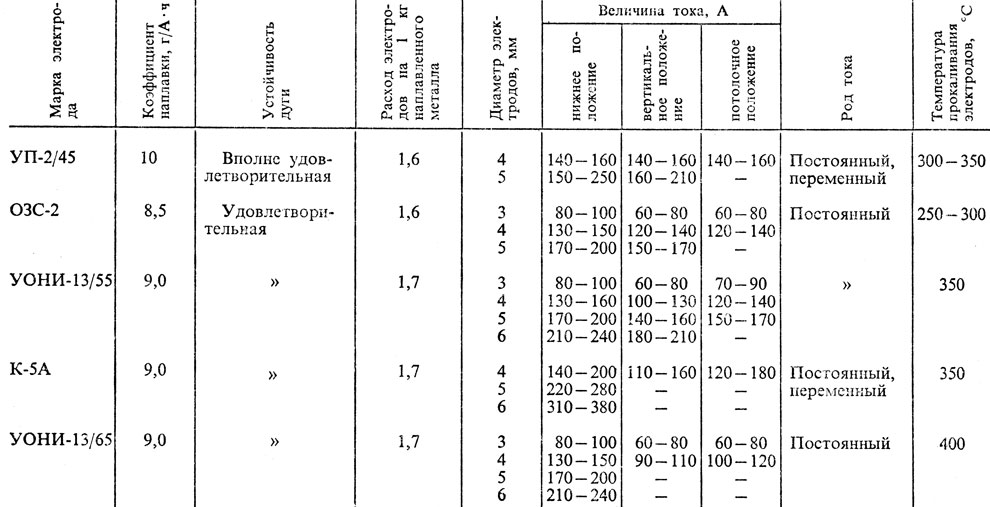
Электроды СпецЭлектрод УОНИ-13/55 ф 5,0 мм (5 кг)
Электроды Арсенал АНО-4 ф 4,0 мм (5 кг)
Электроды Орловские АНО-4 ф 5,0 мм (6,5 кг)
Электроды РИМЕТАЛК ЭА-395/9 ф 4,0 мм (5 кг)
Маркировка электродов для ручной дуговой сварки
В настоящее время существует огромное количество технологий: от сварки под флюсом и под порошком до холодной сварки. Все эти виды электродов отличаются друг от друга процессом, но подача тока на деталь происходит везде одинаково, а именно при помощи сварочных проволок.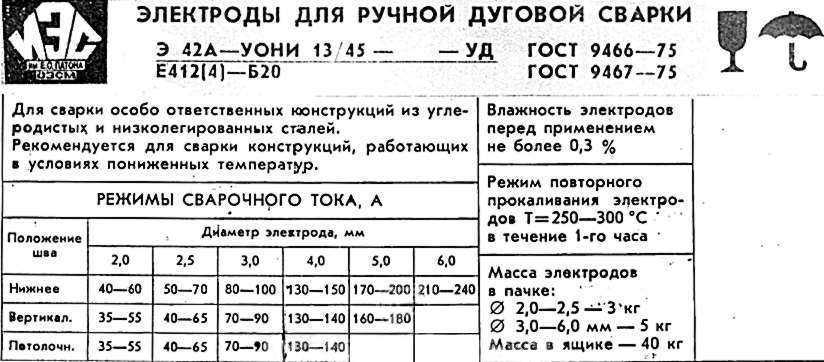 В этой статье мы расскажем об их видах и применении.
В этой статье мы расскажем об их видах и применении.
Электрод представляет собой отрезок проволоки малой длины, покрытой защитным слоем.
Проволока и покрытия могут быть выполнены из различных видов материала. Выбор материала в свою очередь зависит характера свариваемых деталей.
Тип и маркировка сварочных электродов
На каждой упаковке электродов есть буквенно-цифровое обозначение по образцу, как на рисунке. Первые цифры кода (выделены красным цветом) обозначают тип стержня. На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
- Э – электрод предназначен для дуговой ручной сварки;
- 50 – предел прочности сварного шва. В данном случае он составляет 50 кгс/кв. мм;
- А – шов будет обладать повышенной пластичностью и ударной вязкостью.
Из примера видно, что чтения кода не является архисложной задачей. Достаточно иметь при себе расшифровку обозначений букв и цифр.
Достаточно иметь при себе расшифровку обозначений букв и цифр.
Теперь можно детальнее разобраться с типами электродов, которые существуют на потребительском рынке. Знание необходимо для тех, кто планирует заниматься сварочными работами профессионально или на любительском уровне, но часто. Полезно будет усвоить, что для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие). Для сваривания высоколегированной стали используется большое количество электродов – более сорока марок. Наиболее часто используются: Э-12Х13, Э-10Х17Т, Э-06Х13Н, Э-12Х11НВМФ, Э-12Х11НМФ и другие. Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.
Принципы маркировки
Марки электродов для ручной дуговой сварки указывают на основные эксплуатационные качества применяемых расходных материалов. Примером маркировки назовем Э46-ЛЭЗАНО-21-Ф-УД Е 43 1(3) – РЦ13. Расшифровка проводится следующим образом:
- Э46 – обозначение типа электродов. Как ранее было отмечено, классификация проводится по предназначению. В данном случае расходный материал предназначается для углеродистых и низкоуглеродистых сталей.
- ЛЭЗАНО-21 – марка, указываемая производителем. Эта часть маркировки не несет с собой информацию об эксплуатационных качествах электродов.
- Ф – символ, предназначенный для обозначения диаметра. Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
- У – символ в маркировке указывает на возможность применения расходного материала для работы с углеродистыми и низкоуглеродистыми сталями для получения шва с пределом мощности до 588 МПаю.
- Д – символ, применяющийся для определения толщины применяемого покрытия. В рассматриваемом случае покрытие толстое.
- Е – символ, связанный с международной системой классификации применяемых материалов в качестве обмазки.
- 43 – часть маркировки применяется для указания предела прочности (430 МПа).
- 1 – относительное удлинение, которое составляет 20%.
- (3) – часть маркировки, которая применяется для обозначения показателя температуры, требующейся для достижения удельной вязкости не менее 34 Дм/см2. В данном случае показатель составляет 20 градусов Цельсия.
- РЦ – символы, указывающие на тип покрытия (рутилово-целлюлозное).
- 1 – символ, определяющий допустимой пространственное положение.
- 3 – группа расходного материала для сварки, которая характеризуется определенным током и напряжением при холостом ходу.
 В рассматриваемом случае покрытие толстое.
В рассматриваемом случае покрытие толстое.Для того чтобы провести расшифровку маркировки следует использовать справочную литературу, в которой есть все необходимые таблицы.
Назначение
Буква «У», которая размещается почти что в самом конце аббревиатуры информирует о том, что электроды предназначаются для сваривания элементов из низколегированной стали с пределом прочности примерно 60 кгс на квадратный миллиметр.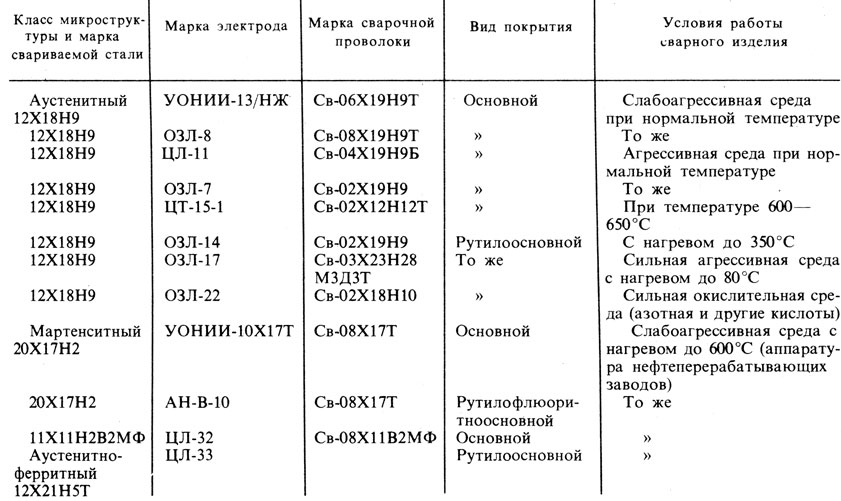 В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» — соединение заготовок с особыми свойствами; «Н» — для наплавки.
В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» — соединение заготовок с особыми свойствами; «Н» — для наплавки.
Как оформить сварной шов
Варить металл толщиной 1 мм самыми тонкими электродами можно, используя следующие виды сварных швов:
- внахлест. Способ, при котором гарантировано аккуратное соединение поверхностей.
- встык с использованием проволоки. Проволока диаметром 2,5-3,5 мм располагается между листами металла, не выступая над поверхностью. Дуга сварки проходит непосредственно по проволоке, и она прогревает соединяемые детали периферийными токами. После удаления проволоки ее присутствие в процессе сварки определить почти невозможно. сварка инвертором
- встык с использованием теплоотводящих подкладок. Их роль играют пластины меди, которые благодаря своей высокой теплопроводности не допускают перегрева свариваемых металлов.
Отметим, что в скосе кромок тонкого металла нет необходимости.
Группа индексов
Довольно часто маркировка становится серьезным препятствием для новичков. Она сложна из-за того, что несколько символов дают много информации сразу. Первое, что нужно запомнить: такая группа символов наносится только на упаковки электродов, предназначенных для сваривания высоколегированной стали. После того, как появилось общее понимание, можно перейти к деталям. Итак, символы обозначают:
- 5 – устойчивость шва к коррозии;
- 1 – рабочая температура по максимуму, при которой указана прочность шва к высокой температуре;
- 4 – температура шва рабочая;
- (4) – количество ферритной фазы в шве.
Прямолинейная зависимость: чем выше цифра в обозначении, тем больше фактическое значение. Ниже приведена таблица соответствий:
Электроды для наплавки могут содержать больший блок группы индексов. Привычный набор, состоящий из 3-4 цифр через слэш дополняется еще набором символов, которые между собой разделены дефисом. Пример такой маркировки: Е300/32-1. Первая цифра содержит информацию о твердости металла, по которому можно выполнять работы по наплавке, а вторая (1) – твердость обеспечивается без термического воздействия. Если вместо 1 стояла бы цифра 2, то это значило бы, что твердость обеспечивается только после термического воздействия.
Пример такой маркировки: Е300/32-1. Первая цифра содержит информацию о твердости металла, по которому можно выполнять работы по наплавке, а вторая (1) – твердость обеспечивается без термического воздействия. Если вместо 1 стояла бы цифра 2, то это значило бы, что твердость обеспечивается только после термического воздействия.
Как выбрать качественные электроды
Как и любое оборудование для сварки, электроды подчиняются ГОСТам, которые регулируют их качество. Так, согласно нормативам, стержни должны быть изготовлены из качественных материалов, закупленных у сертифицированных поставщиков.
Покрытие электродов для ручной дуговой сварки не должно иметь существенных дефектов, допускается наличие небольших трещин и вмятин из-за плохой транспортировки. При плавлении покрытие электрода не должно осыпаться или плавиться неравномерно, а также должно разбрызгиваться в пределах нормы для каждого конкретного типа обмазки.
Стержни должны быть прочными и устойчивыми к механической нагрузке. Шов должен получаться качественным, без трещин и пор. Зная эти особенности, вы сможете без труда выбрать качественные электроды и быть уверенным в результате.
Шов должен получаться качественным, без трещин и пор. Зная эти особенности, вы сможете без труда выбрать качественные электроды и быть уверенным в результате.
Тип покрытия
В буквенно-цифровом коде это обозначение находится в конце. Тип покрытия обозначается литерами, которые значат:
- «Б» — основное;
- «Ц» — целлюлозное;
- «Р» — рутиловое;
- «А» — кислое;
- «П» — прочее.
Нередко встречается сочетания разных букв. Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» — рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Виды сварочных проволок
Проволоки могут быть разделены на четыре типа: алюминиевые, омедненные, нержавеющие и порошковые. Давайте разберемся с особенностями, которые характеризуют данные типы проволок.
Алюминиевые проволоки используют тогда, когда необходимо произвести соединение алюминия с кремнием или алюминия с марганцем.
Нержавеющая проволока может пригодиться в случаях, когда необходимо соединить никелированные, хромированные металлы из нержавеющей стали.
Омедненные проволоки применяют в тех случаях, когда требуется соединить низкоуглеродистые и низколегированные стали. Такие проволоки позволяют повысить качество шва, поддерживают горение сварочной дуги, предотвращают разбрызгивание расплавленного металла.
И наконец, порошковые стержни применяется в судостроении, где недопустимо применение других типов проволок. Она отличается от перечисленных тем, что предыдущие производят сваривание изделия в среде защитных газов, в то время как порошковые — нет.
Стоит упомянуть и о сварке под флюсом, где вместо среды защитных газов используется флюс, которым могут являться такие элементы, как борная кислота, бура, фториды и хлориды. Он защищает сварочную ванну от попадания вредным примесей и газов, которые пагубно влияют на металл.
Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие.
 Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.Легирование сварочного шва производится для добавления специальных свойств изделию. Легирующими компонентами являются: хром, вольфрам, молибден, никель, марганец и другие.Также легирование металла производится проволокой, которая уже содержит нужные для этого элементы, но чаще всего легирования сварочного шва достигают введением легирующих компонентов в состав нанесения.
Иногда для повышения производительности сварочного процесса и для увеличения наплавляемого металла за отрезок времени в покрытие добавляют железный порошок. Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Типы электродов для покрытия бывают следующими:
- А — с кислотным нанесением с содержанием окиси марганца, кремния, железа и титана. Электрод группы А может быть применен при сварке стали; для электродов марки А нет никаких пространственных ограничений.
- Б — с нанесением, в основу которого входят карбонат кальция и фтористый кальций; электроды марки Б не должны применяться для сварки в вертикальном положении.
- Ц — с нанесением из целлюлозы, в которое также входят органически вещества, создающие защиту дуги при сгорании и образующие тонкий слой шлака;
- Р — с рутиловым покрытием, которое направлено на уменьшения разбрызгивания металла, устойчивости горения дуги и формирование швов во всех пространственных направлениях;
- Ж- ставится в обозначение при присутствии в составе покрытия более 20% железного порошка;
- П — прочие виды покрытия.

Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
Существуют типы электродов по применению их в определенном пространственном положении. Они тоже маркируются, а именно следующими цифровыми кодами:
- данный цифровой код говорит об универсальности типа;
- данный вид подходит для использования во все пространственных положениях, кроме вертикального;
- предназначен для вертикальных и горизонтальных работы, но работы под потолком не допустимы;
- только для горизонтальных швов.
Пространственное положение
Электроды делятся на типы, каждый из которых предназначается для работы в определенном пространственном положении. В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
- «1» — универсальный;
- «3» — работать можно на вертикальной конструкции, удерживая стержень в горизонтальном положении;
- «4» — сваривание заготовок нижних угловых.
Стоит учесть, что так обозначаются не только отечественные, но и зарубежные продукты.
Выбор диаметра электрода
Большинство начинающих сварщиков классифицируют сварочные стержни именно по диаметру, что правильно. Ведь от толщины детали напрямую зависит диаметр электрода. И даже если вы выберите стержень с нужным покрытием и из нужного материала, но размер будет неправильным, вы не получите качественный шов.
Диаметр электрода указывается в миллиметрах на упаковке или на самом стержне. При этом от диаметра зависит и длина электрода. Для сварки в домашних условиях обычно используют электродов для дуговой сварки с диаметром от 2 до 4 мм. Это универсальный размер, подходящий для большинства сварочных работ. Более толстые электроды используются на заводах или в частных мастерских.
Что еще важно знать об электродах?
Электрическая дуговая сварка – один из наиболее распространенных способов соединения деталей. Она основана на применении электрической дуги, которая локально расплавляет изделие.
Схема наплавки различными видами электродов.
Подобный способ требует сильноточного источника питания с маленьким напряжением. К устройству присоединяется свариваемая деталь и стержень. За счет электродугового разряда происходит расплавление кромок, в результате чего части конструкции можно соединить.
Стоит отметить, что температура горения дуги может превышать пять тысяч градусов. Это значение существенно выше температуры плавления любого известного человеку металла.
Как следует из основ принципа работы данного метода, когда зажигается дуга, вся влага, находящаяся в стержне, может вскипеть. Это приведет к формированию дефектов в сварочной ванне, а также к порче покрытия. В результате сам электрод может выйти из строя или же он не способен будет обеспечить высокое качество шва.
В связи с вышесказанным, срок годности электродов может быть существенно увеличен в случае правильного хранения. Если же влага все-таки попала на оболочку, их можно просушить или прокалить, но если поверхность обсыпалась, то их лучше не использовать.
Срок хранения повысится, если хранить электроды в специализированном оборудовании, изолирующем их от воздействия окружающей среды.
Многих интересует вопрос: как выбрать электрод для сварки? Подбор должен осуществляться в соответствии с материалами, которые предстоит сваривать. Необходимо, чтобы сердечник по составу был схож с деталью.
В то же время, при планировании сварных конструкций, ориентироваться исключительно на эксплуатационные характеристики металла нельзя. Необходимо также оценить и проверить сварочные свойства материала.
Это позволит определить термические условия соединения изделий, а также оценить возможность применения сварки.
Основным фактором, влияющим на формирование трещин в сталях, является их состав. Однако есть и другие свойства, на которые следует обратить внимание. Дело в том, что в зависимости от вида конструкции, условия сварочных работ могут быть различными, даже если речь идет про одну и ту же марку.
Если предстоит работать с материалами с особыми свойствами, когда соединение должно иметь такие же характеристики, как и основной материал, стержни выбирают особым образом.
 Они должны обеспечивать такой же состав наплавленного металла, как и свариваемый.
Они должны обеспечивать такой же состав наплавленного металла, как и свариваемый.Иногда электрод не может обеспечить необходимую концентрацию легирующих элементов в шве. В таком случае используют присадочный материал с недостающими компонентами.
Концентрация в проволоке устанавливается отдельно, в зависимости от технических характеристик, предъявляемых к соединению.
Положение электрода при сварке.
Свойства шва должны удовлетворять соответствующему ГОСТУ. Если предстоит сваривать разнородные стали, то электрод выбирается в зависимости от условий работы.
Например, электроды типа ЭА целесообразно использовать для формирования швов, которые могут подвергаться воздействию агрессивных сред.
Важно, чтобы состав соединения в таком случае был близок к составу свариваемых частей конструкции, обладающей специальными свойствами и характеристиками.
Немаловажным фактором при выборе материала является вид оборудования. В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче.
Кроме того, необходимо обращать внимание на характеристики и марку электрода. Для каждого материала существует свой наиболее оптимальный стержень.
Виды электродов для ручной дуговой сварки
Данный вид сварки осуществляется посредством постоянного и переменного тока. Работа с постоянным током требует применения выпрямителей или специальных преобразователей.
Для переменного тока используют сварочные трансформаторы особой конструкции. Наиболее распространенным является метод с использованием плавящегося в дуге стержня. Он позволяет работать с легированными и углеродистыми сталями, чугунами и некоторыми цветными металлами.
К преимуществам постоянного тока можно отнести швы с меньшим содержанием брызг металла. Существуют различные виды электродуговой сварки, использующие такие типы электродов, как плавкие и неплавкие.
В первом случае швы формируются в результате расплавления электрода. Во втором – плавится присадочный материал, вводимый внутрь сварочной ванны.
Существует несколько критериев разделения электродов:
- толщина;
- качество;
- тип покрытия.
Кроме того они могут быть металлическими и неметаллическими. Ко второму типу относятся только неплавящиеся.
Проблемы в процессе сварки: как их избежать
Сварка тонкого металла может осложняться рядом факторов:
- Прожоги. Возникают в результате того, что свариваемый материал имеет малую толщину. Чтобы избежать, необходимо тщательно выбрать силу тока и вести шов с оптимальной скоростью. Также можно варить, отрывая электрод на несколько секунд и возвращая его на место: кратковременный отрыв дуги позволит металлу немного остыть. прожог в сварном шве
- Деформация конструкции. При перегревании листовой стали межмолекулярная составляющая увеличивается в размерах, и нагретая поверхность начинает растягиваться. Так как края детали остаются холодными, она покрывается изгибами, теряя первоначальную форму. Для предотвращения нужно чередовать наложение шва по всей длине. В некоторых случаях возможно исправить последствия путем холодной правки с использованием резиновых молотков.
- Непровар. Непроваренные соединения делают всю деталь негерметичной и уязвимой для жидкостей, срок ее службы значительно сокращается. Поэтому важно не спешить при прохождении стыка, осуществлять правильные настройки инвертора и подбирать электроды в соответствии с типом свариваемых металлов.
- Наплывы. Чтобы варить тонкий металл инвертором без продавливания участка шва на другую сторону, необходимо использовать специальные подложки, а также уменьшить силу тока.
 В некоторых случаях возможно исправить последствия путем холодной правки с использованием резиновых молотков.
В некоторых случаях возможно исправить последствия путем холодной правки с использованием резиновых молотков.Классификация покрытых электродов
Учитывая длинный список всевозможных вариаций из покрытия, сплава и других параметров покрытых электродов, для более удобного поиска нужного типа стержней они получили обширную классификацию. Виды сварочных электродов разделяют исходя из таких признаков:
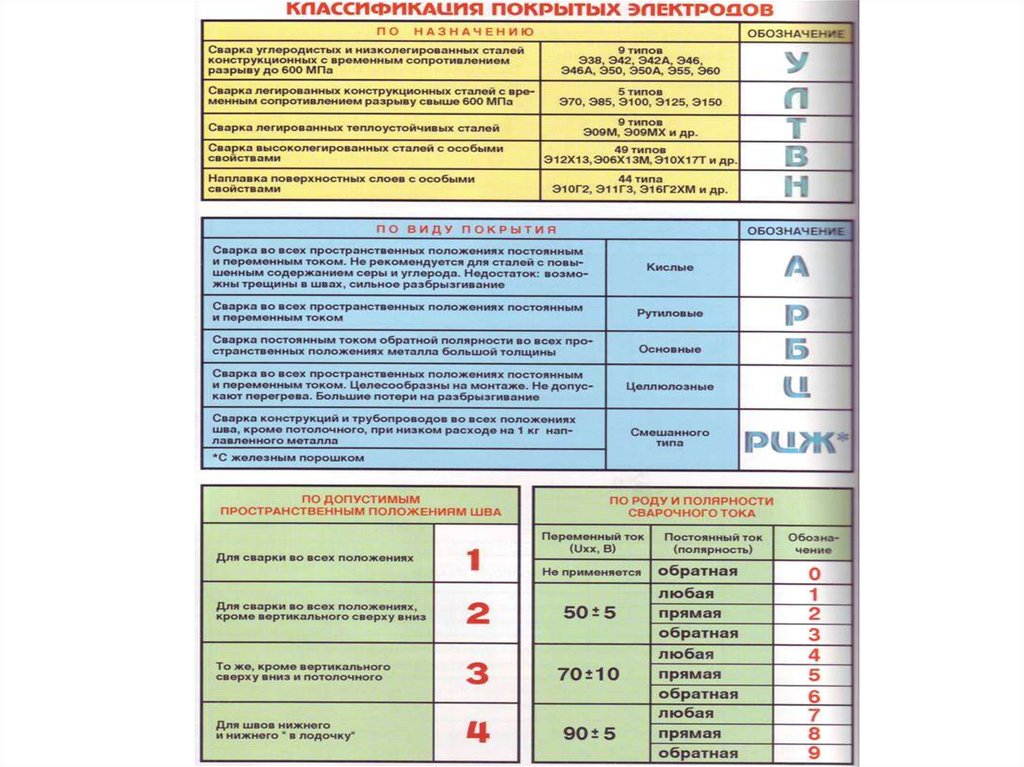
По назначению:
- сплавы с малой долей примесей и углеродистые сплавы;
- материал с большим числом лигатур;
- сплавы усиленной прочности и с уникальными свойствами;
- наплавочные электроды с уникальными свойствами.
Тип – значение конечного шва, характеризующееся прочностью на разрыв, временное или точечное механическое воздействие.
Марки сварочных электродов – уникальное значение присваиваемое изготовителем для внутренней классификации изделий. Именно поэтому маркировка электродов для сварки одинаковых по параметрам, но от различных изготовителей может быть разной.
Толщина внешнего слоя – исходя их соотношений толщины, к размеру центрального прутка классифицируют внешний слой на – тонкие, средней толщины, толстые и самые толстые.
Род тока – электроды постоянного тока, переменного с прямым или обратным подключением.
Состав покрытия – есть разделение на сварочный электрод с кислотным, основным, целлюлозным, рутиловым, слоем с увеличенной концентрацией железа, напыление состоящее из различных слоев.
По допустимым положениям стержни разделяют на изделия допустимые к работе в: · любых положениях; · всех за исключением вертикального, направленного вниз; · нижнее и вертикальное направленное кверху; · нижнее.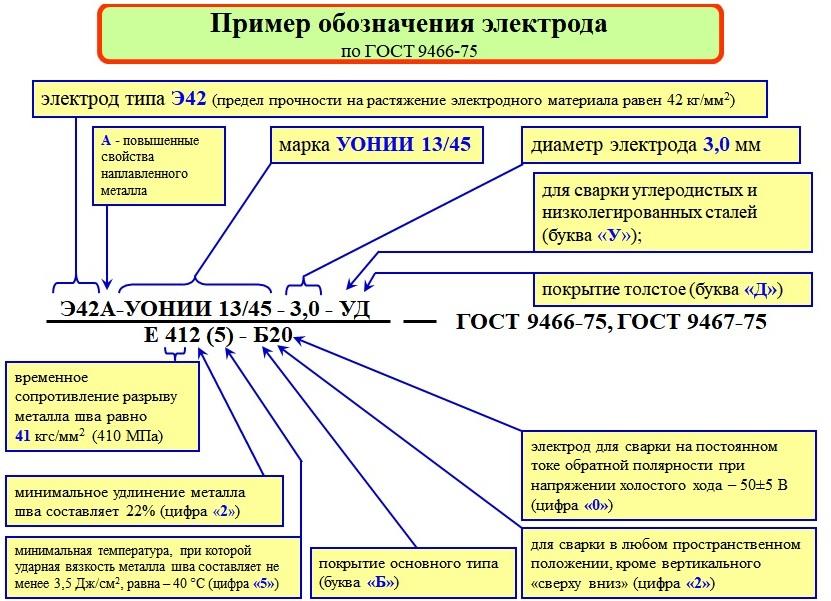
По качеству или по состоянию шва, после работы со стержнями электроды разделяют на три группы. Изделия лучшего качества относятся к первой группе. Толщина – параметр указывающий на диаметр стальной основы, может быть в пределах от 1.6 до 12 мм.
Таблица марок электродов и сферы использования для РДС и наплавки цветных металлов
Виды электродов и их предназначение:
| Тип стержня | Для какого металла он предназначен |
| ОЗА1 | Алюминий |
| ОЗА2 | Силумины |
| ОЗАНА1 | Изделия из технического алюминия |
| ОЗАНА2 | Силумины |
| Комсомолец 100 | Технически чистая медь |
| АНЦ/ОЗМ2 | |
| АНЦ/ОЗМ3 | |
| АНЦ/ОЗМ4 | |
| ОЗЛ-32 | Никель |
| В56У | Сварка монеля |
Прокаливание электродов для тонкого металла
Электроды для инверторной сварки перед использованием рекомендуется прокалить, чтобы избавиться от влаги.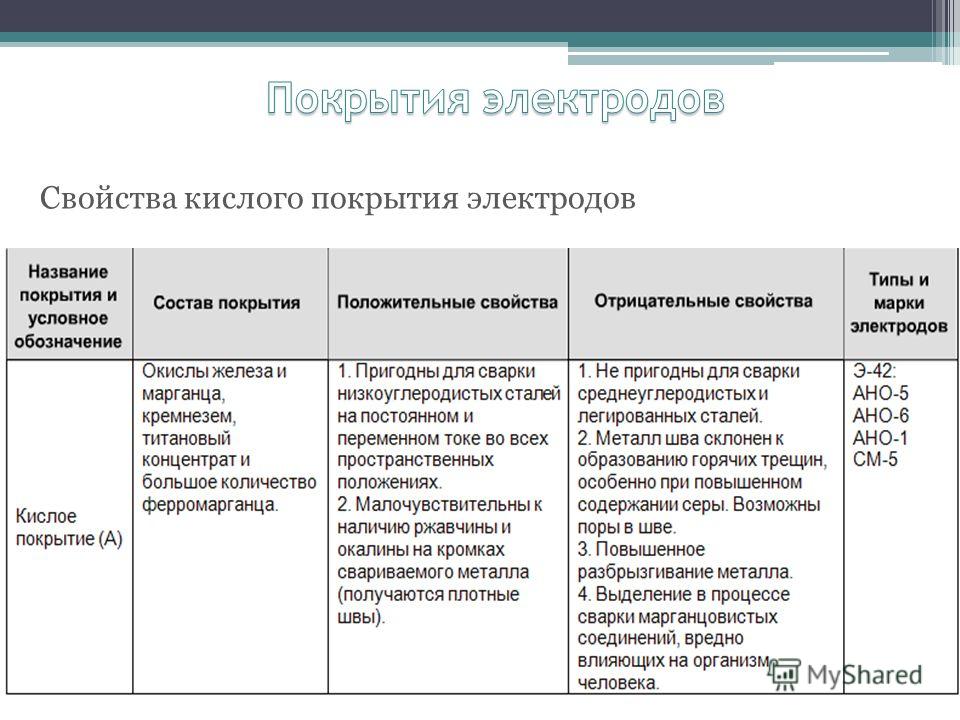 Если пренебречь этой рекомендацией, то высока вероятность прилипания расходных материалов и дефектов шва. При увеличенном проценте воды ухудшается зажигание, во время работы появляется треск, на шве образуются поры, а в околошовной зоне – множество капелек.
Если пренебречь этой рекомендацией, то высока вероятность прилипания расходных материалов и дефектов шва. При увеличенном проценте воды ухудшается зажигание, во время работы появляется треск, на шве образуются поры, а в околошовной зоне – множество капелек.
Варить тонкий металл стоит расходниками из герметичной упаковки, которую лучше всего израсходовать за один сеанс. Если у вас нет специального оборудования для прокаливания (сушка на батарее не поможет решить проблему), а пачка расходного материала израсходована не вся, хранить остатки нужно в сухом отапливаемом помещении. Если вам необходимо сваривать ответственные конструкции, то вполне целесообразным будет приобретение пенала-термоса, который надежно защищает расходный материал от воздействия атмосферного воздуха.
Электроды для ручной дуговой сварки: марки, покрытия, типы
На сегодняшний день сварочные работы проводятся достаточно часто. Это связано с относительной простотой процесса и низкими финансовыми затратами при приемлемом уровне качества получаемого шва. Для сварочных работ применяется специальное оборудование и расходные материалы. В качестве примера можно привести электроды для ручной дуговой сварки, без которых провести рассматриваемые работы практически невозможно. Ручная дуговая сварка покрытыми электродами сегодня проводится довольно часто, что определило появление большого количества разновидностей расходного материала. Примером можно назвать строение электрода, которое соответствует особенностям проводимой работы. Рассмотрим все наиболее важные моменты подробнее.
Для сварочных работ применяется специальное оборудование и расходные материалы. В качестве примера можно привести электроды для ручной дуговой сварки, без которых провести рассматриваемые работы практически невозможно. Ручная дуговая сварка покрытыми электродами сегодня проводится довольно часто, что определило появление большого количества разновидностей расходного материала. Примером можно назвать строение электрода, которое соответствует особенностям проводимой работы. Рассмотрим все наиболее важные моменты подробнее.
Электроды для ручной дуговой сварки
Содержание
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями.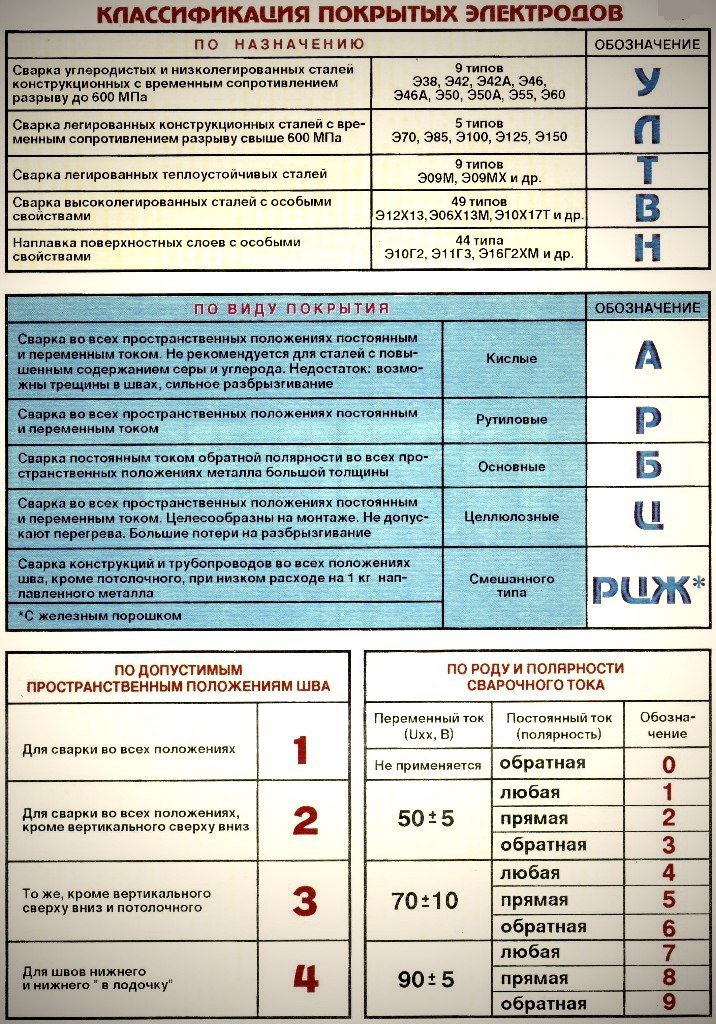 Стоит учитывать, что качество расходного материала может существенно отличаться.
Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».
 Сопротивление на разрыв в этом случае составляет 600 МПа.
Сопротивление на разрыв в этом случае составляет 600 МПа.Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
 Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.
 Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
 Только при этом условии можно обеспечить условия для формирования качественного шва.
Только при этом условии можно обеспечить условия для формирования качественного шва. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Особенности покрытия
При изготовлении электродов могут использоваться самые различные покрытия. Стоит учитывать, что покрытия могут быть в чистом или смешенном виде. Чистое покрытие электродов для ручной дуговой сварки классифицируется следующим образом:
Стоит учитывать, что покрытия могут быть в чистом или смешенном виде. Чистое покрытие электродов для ручной дуговой сварки классифицируется следующим образом:
- кислое;
- рутиловое;
- основное;
- целлюлозное;
- прочее.
Специальная обмазка электродов для ручной дуговой сварки может стабилизировать образующуюся дугу и обеспечить наиболее благоприятные условия для работы. С каждым годом появляются новые виды покрытия электродов для ручной дуговой сварки, которые обладают более привлекательными эксплуатационными качествами.
Используются электроды достаточно просто, у сварочного аппарата есть соответствующий зажим. Не стоит забывать, что у этого расходного материала условия хранения и транспортировки точно, такие же, как и у сварочной проволоки. При необходимости проводится прокалывание электродов для ручной электродуговой сварки не позднее, чем за 5 суток перед сваркой.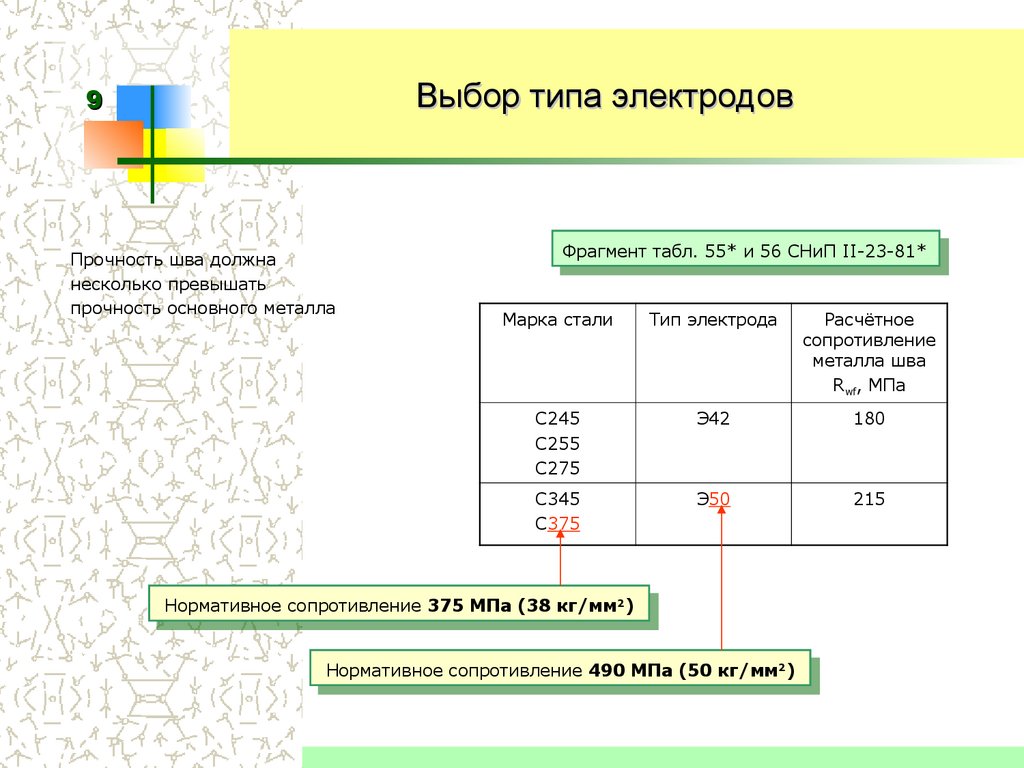 Не стоит забывать о том, что хранение должно проводиться в закрытых запаянных полиэтиленовых пакетах. Существенно продлить срок службы можно при исключении вероятности попадания воздуха внутрь. Также стоит учитывать, что нельзя выполнять прокалывание более двух раз, так как это ухудшит основные эксплуатационные качества.
Не стоит забывать о том, что хранение должно проводиться в закрытых запаянных полиэтиленовых пакетах. Существенно продлить срок службы можно при исключении вероятности попадания воздуха внутрь. Также стоит учитывать, что нельзя выполнять прокалывание более двух раз, так как это ухудшит основные эксплуатационные качества.
Принципы маркировки
Марки электродов для ручной дуговой сварки указывают на основные эксплуатационные качества применяемых расходных материалов. Примером маркировки назовем Э46-ЛЭЗАНО-21-Ф-УД Е 43 1(3) – РЦ13. Расшифровка проводится следующим образом:
- Э46 – обозначение типа электродов. Как ранее было отмечено, классификация проводится по предназначению. В данном случае расходный материал предназначается для углеродистых и низкоуглеродистых сталей.
- ЛЭЗАНО-21 – марка, указываемая производителем. Эта часть маркировки не несет с собой информацию об эксплуатационных качествах электродов.
- Ф – символ, предназначенный для обозначения диаметра. Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
- У – символ в маркировке указывает на возможность применения расходного материала для работы с углеродистыми и низкоуглеродистыми сталями для получения шва с пределом мощности до 588 МПаю.
- Д – символ, применяющийся для определения толщины применяемого покрытия. В рассматриваемом случае покрытие толстое.
- Е – символ, связанный с международной системой классификации применяемых материалов в качестве обмазки.
- 43 – часть маркировки применяется для указания предела прочности (430 МПа).
- 1 – относительное удлинение, которое составляет 20%.
- (3) – часть маркировки, которая применяется для обозначения показателя температуры, требующейся для достижения удельной вязкости не менее 34 Дм/см2. В данном случае показатель составляет 20 градусов Цельсия.
- РЦ – символы, указывающие на тип покрытия (рутилово-целлюлозное).
- 1 – символ, определяющий допустимой пространственное положение.
- 3 – группа расходного материала для сварки, которая характеризуется определенным током и напряжением при холостом ходу.
 Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
Для того чтобы провести расшифровку маркировки следует использовать справочную литературу, в которой есть все необходимые таблицы.
Рекомендации по выбору электродов
Проводя выбор электродов для ручной дуговой сварки, следует учитывать тот момент, что для каждого сварочного аппарата производитель рекомендует определенный тип электродов. Стоит учитывать, что сварка может проходить при применении нескольких способов:
- контактная;
- роликовая;
- газопрессовая;
- электрошаговая.
На сегодняшний день наибольшее распространение получила два метода: контактный и газопрессовой. При необходимости достижения высокой производительности, как правило, выбирают газопрессовой метод. Он применяется при прокладке трубопровода на большое расстояние.
Он применяется при прокладке трубопровода на большое расстояние.
Качество сварки во многом зависит от качества применяемой проволоки в виде основы. Следующим определяющим показателем можно назвать тип применяемого материала в качестве обмазки.
Проводить выбор электродов следует исходя из параметров свариваемого покрытия. При этом следует учитывать тот момент, что каждая марка применяемых электродов обладает своими определенными качествами. Если неправильно выбрать расходный материал, то получаемый шов не будет обладать требующимися эксплуатационными качествами.
Выбирая электроды для дуговой сварки, следует учитывать нижеприведенную классификацию:
- Вид покрытия и его толщина. При изготовлении деталей могут применяться различные стали. Примером можно назвать углеродистые и легированные стали. Выбор проводится также в зависимости от толщины металла.
- Назначение. Выбор проводится также в зависимости от того, какой шов следует получить. Например, требуемая ширина и длина, а также качество.
- Состав покрытия и механические свойства. К швам предъявляется довольно больше количество требований. Примером можно назвать прочность и устойчивость к растяжению.
 Выбор проводится также в зависимости от толщины металла.
Выбор проводится также в зависимости от толщины металла.К другим особенностям выбора отнесем нижеприведенные моменты:
- При толщине металла не более 8 мм следует применяться электроды с диаметром 8-12 мм, а сила тока 450А. Длина шва достигает 45 см. Свариваемые элементы могут изготавливаться при применении различных металлов.
- Расходный материал с диаметром 6 мм может применяться при силе тока 370А, толщина металла может составлять 4-15 м. Сварочный шов также достигает длины 45 см.
- В продаже встречаются варианты исполнения с диаметром 5 мм. Подходят они для случая, когда сила тока составляет 280А. Толщина применяемого металла от 4 до 15 мм.
- При диаметре 4 мм сварка должна проходить при токе 100-220А. За счет снижения силы тока толщина металла уменьшена до 10 мм.
- При силе тока 50-70А диаметр применяемого расходного материала составляет 2 мм. Толщина металла всего 1-2 мм.

Электроды с толщиной менее 3 мм применяются при сварке деталей, которые изготавливаются при применении легированной стали.
В заключение отметим, что от качества применяемого расходного материала во многом зависят особенности получаемого шва. Именно поэтому его выбору следует уделять внимание. Если рассматривать продукцию отечественных и зарубежных производителей, то отметим, что качество изготовления отличается ненамного. А вот стоимость может варьироваться в достаточно большом диапазоне.
Типы сварочных электродов – Номер сварочного электрода Значение и классификация
В сварке электродом существует несколько типов сварочных электродов для сварки различных материалов, различного назначения и характеристик сварочного электрода. Итак, каковы основные типы сварочных электродов?
Итак, каковы основные типы сварочных электродов?
Давайте узнаем больше в этом посте.
Типы электродов для сварки электродов: классификация и типы покрытия
Электроды для сварки электродов (SMAW) являются важной частью процесса сварки. Они бывают разной металлургии и размеров, и у каждого есть свое конкретное назначение.
Существует множество различных типов электродов для сварки, поэтому важно выбрать правильный для работы.
Некоторые распространенные типы сварочных электродов (типы сварочных стержней) для электродуговой сварки (SMAW):
- Электроды общего назначения (для низкоуглеродистой стали), такие как E6010, E6011 и E6013.
- Электроды с низким содержанием водорода (для сварки углеродистой и низколегированной стали), например, E7018, E8018 и E10018.
- Электрод из нержавеющей стали (для нержавеющей стали и других высококачественных металлов) Например, E308L, E309л.
- Сварка чугуна (для сварки чугуна и чугуна с углеродистой сталью) Например, ENiFe-CI, ENi.
- И многие другие типы.

При выборе сварочного электрода важно учитывать толщину и тип свариваемого металла, а также среду, в которой будет происходить сварка.
Сварка SMAW или Ручная сварка Типы электродов классифицируются на основе следующих факторов:
- Размер – Обычно доступны размеры 3/32, 1/8 (самый распространенный), 5/32 и 3/16, 7/32, ¼ и 5/16 дюйма (2,4, 2,5, 3,2, 4,0, 4,8, 5,0, 5,6 дюйма). , 6,0, 6,4 и 8,0 мм).
- Тип тока: AC, DC (DCEP/DCEN)
- Тип покрытия: Целлюлоза, рутил, кислота, щелочь, железный порошок и т. д., как подробно описано в этой статье.
- Материал – Сварочные электроды изготавливаются из мягкой стали, не содержащей железа, высокоуглеродистой стали, чугуна, нержавеющей стали и специального сплава.
- Прочность — Прочность сварного шва на растяжение должна быть выше, чем у свариваемого металла. Материал электрода также должен быть прочнее, чтобы выдерживать разжижение сварного шва, происходящее из-за покрытия электрода/основного металла.
- Положение сварки – Различные электроды, используемые для каждого положения сварки: горизонтальное, плоское, вертикальное, потолочное, как показано на рис. 1 и т. д. Посмотрите это видео на YouTube, чтобы узнать о различных положениях сварки.
 Материал электрода также должен быть прочнее, чтобы выдерживать разжижение сварного шва, происходящее из-за покрытия электрода/основного металла.
Материал электрода также должен быть прочнее, чтобы выдерживать разжижение сварного шва, происходящее из-за покрытия электрода/основного металла.4 Types of Welding Electrodes
The mainly used 4 types of Welding Electrodes for Mild Steel & Carbon Steel Welding are:
- E6010
- E6013
- E7018 &
- E7024
Основными элементами в покрытии стержня для сварки электродами являются:
Элементы покрытия сварочного электрода и их назначение 1) Флюсы: Кремнезем, CaO (из известняка), плавиковый шпат.
2) Шлакообразователи: Рутил, титанат, титанат калия, ильменит, асбест, глинозем, кварцевая мука, железный порошок, плавиковый шпат, полевой шпат, диоксид маннана, волластонит.
3) Стабилизаторы дуги: Оксалат калия, силикат калия, карбонат циркония, калий, полевой шпат, карбонат лития, титан.
4) Газообразующие материалы: Целлюлоза, Известняк, Древесная мука.
5) Скользящие вещества (для облегчения экструзии): Глицерин, фарфоровая глина, каолиновая глина, тальк, бентонит, глина, слюда.
6) Связующие вещества: Силикат натрия, декстрин, силикат калия, камедь, сахар, асбест.
7) Раскислители и легирующие элементы: Ферротитан, Ферросилиций, Феррохром, Ферроколумбий, Ферромарганец, Электроникель, Электромарганец, Ферромолибден, Металлы в порошкообразном виде.
Сварка стержнем (SMAW) Материал проволоки с сердечником
Предпочтение отдается полуспокойной или полностью спокойной стали, потому что ее производство дешевле, а также потому, что она придает электроду оптимальные рабочие характеристики.
Поскольку можно получить любой желаемый химический состав металла сварного шва из легированной стали путем включения подходящих легирующих элементов в флюсовое покрытие, современные производители электродов используют одну марку полуспокойной качественной стали для производства широкого спектра низкоуглеродистой стали, электроды из низколегированной стали и наплавки.
Спецификация Американского общества сварщиков для электродов для дуговой сварки с покрытием из углеродистой стали (AWS A5.1) гласит: «Основная проволока, используемая для сварочного электрода в этой спецификации, обычно представляет собой полуспокойную сталь или сталь с покрытием, содержащую обычно 0,10% углерода (C) , 0,45% Mn, 0,03% серы, 0,02% фосфора и 0,01% кремния».
Сердечникная проволока является важным компонентом ручного электрода, так как она существенно влияет на характеристики электрода и свойства металла сварного шва. полуспокойная качественная сталь используется для изготовления сердечника электродов из мягкой стали во всем мире.
Общий химический состав сварочной проволоки из углеродистой стали приведен ниже:
Углерод 0,10 макс. Покрытие также контролирует следующие характеристики дуги: E6010 представляет собой стержень для сварки электродом на основе целлюлозы, используемый для сварки корневого участка трубопровода. Нажмите здесь, чтобы узнать подробности о значении стержня E6010, спецификации, свойствах, полярности и сертификате испытаний. E6010 Спецификация электрода и ее значение E6011 или E4311 представляет собой сварочный пруток из углеродистой стали (мягкой стали) для дуговой сварки. Электроды E6011 [E4311 согласно CSA W48] предназначены для использования с полярностью переменного тока и копируют эксплуатационные характеристики стержня и механические характеристики типа стержня по классификации E6010 [E4310]. E6011 также можно использовать с обратной полярностью (DCEP). E6011 обеспечивает меньшее проникновение по сравнению со стержневым типом E6010 (E4310). E6011(E4311) Значение и технические характеристики сварочного электрода E6012 представляют собой покрытие с высоким содержанием диоксида титана/рутила, образующее толстый слой шлака и слабое проникновение при сварке. Они хорошо подходят для сварки листового металла. Стержни E6012 могут использоваться для сварки в положении сварки. Сварной шов E6012 менее пластичен по сравнению со стержнем типа E601. Связанные материалы: Сварочный электрод E6012: все, что вам нужно знать. Электроды SMAW/Stand E6013 в соответствии с AWS SFA 5.1 или E4313 в соответствии с SFA 5.1M или CSA W48 являются наиболее широко используемыми электродами для сварки листового металла, общего изготовления и сварки конструкций. E6013 (CSA E4313) очень похожи на электроды E6012 (CSA E4312), но E6013 имеют явные отличия в покрытии, образовании шлака и полярности сварки . Нажмите на ссылку ниже, чтобы узнать больше о сварочном электроде E6013. E6013 Спецификация электрода и ее значение, фактическое MTC E7018 представляет собой электрод для электродной сварки с низким содержанием водорода, используемый для сварки низкоуглеродистой и углеродистой стали. Он также используется для сварки материала из углеродистой стали с низколегированной сталью и сваркой литой стали. Нажмите на ссылку ниже, чтобы узнать больше о сварочном электроде E7018. E7018 Спецификация электрода и ее значение, E7018 MTC.pdf Стержни для стержневой сварки E7014 или E4914 имеют тип покрытия (рутиловая основа), как и сварочные стержни типа E6012 и E6013. E7024 имеет более тяжелое покрытие и добавлено дополнительное количество железного порошка по сравнению со сварочным электродом типа E7014. Однако этот стержень не может использоваться при сварке во всех положениях, как тип E7014. Нажмите на ссылку ниже, чтобы узнать больше о сварочном электроде E7024. E7024, E7024-1 Спецификация электрода и ее значение
Кремний 0,03 макс.
Марганец от 0,38 до 0,62
Сера 0,030 макс.
Фосфор 0,030 макс.
Медь 0,15 макс. Основные функции или цели перечислены ниже: атмосферу и обеспечить газовую защиту вокруг дуги для защиты капель расплава во время их прохождения через дугу, а также расплавленной сварочной ванны.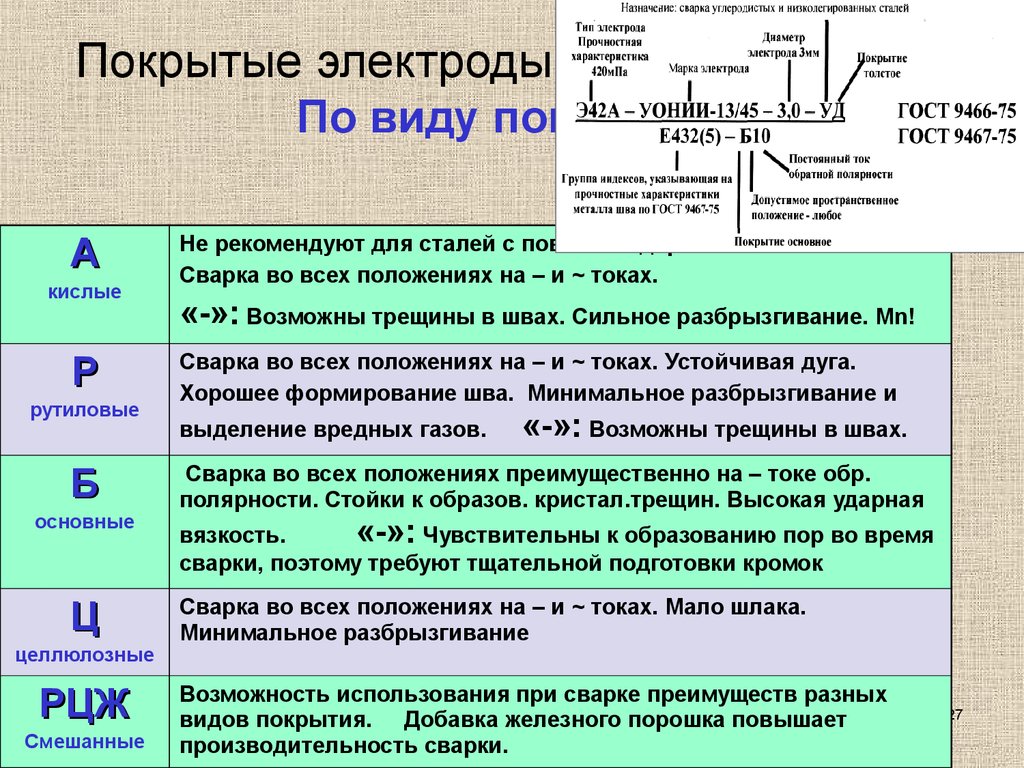

Наиболее распространенные типы и номера сварочных стержней SMAW E6010 Сварочный стержень для электродуговой сварки (SMAW) 

 Электроды
Электроды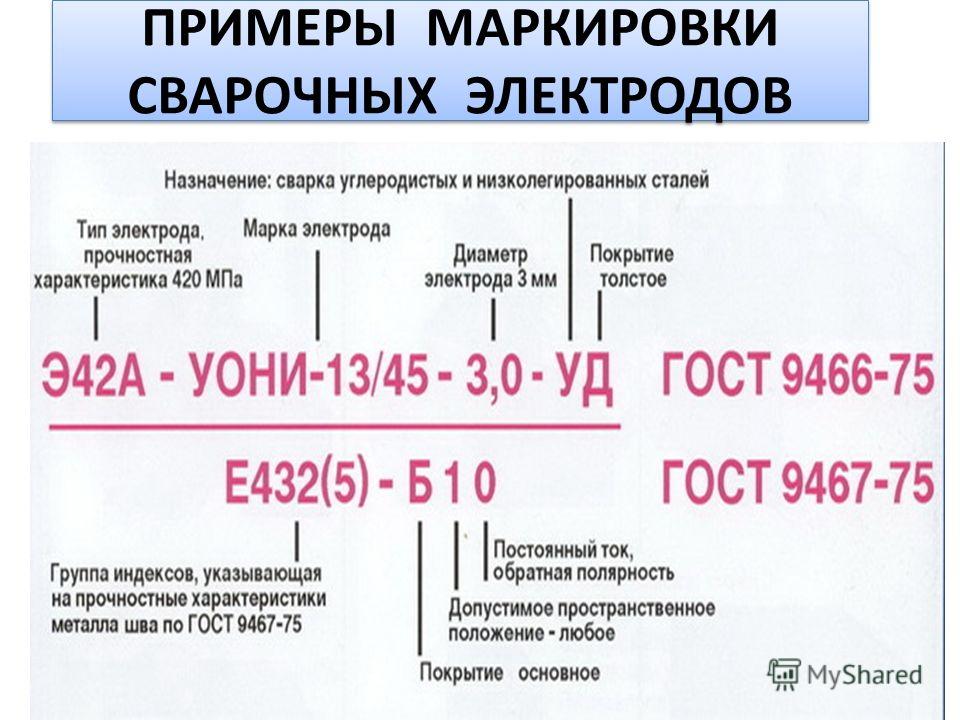 Но E7024 добавляется с дополнительным железным порошком для повышения эффективности наплавки.
Но E7024 добавляется с дополнительным железным порошком для повышения эффективности наплавки.
Основными элементами покрытия сварочного электрода являются:
- Целлюлоза – Основной элемент целлюлозных электродов (E6010, E7010) горит и выделяет газы (в основном CO2) для защиты сварочной ванны от окисление шва.
- Карбонаты металлов – используются для придания основности сварочному шлаку и в основном используются в электродах с низким содержанием водорода, таких как тип E7018.
- Диоксид титана– Диоксид титана полезен для придания текучести сварному шву и быстрого застывания сварочного шлака. Это помогает в стабилизации дуги, придавая ионизацию сварочной дуге.
- Ферромарганец и ферросилиций– Ферросплавы добавляются в покрытие для обеспечения дополнительного кремния и марганца, которые могут быть потеряны из наплавленного металла из-за раскисления во время сварки. Они также помогают устранить неблагоприятное воздействие серы и фосфора.
- Связующие вещества – Связующие вещества помогают сохранить целостность покрытия на проволоке из мягкой стали, придавая прочность покрытию, а также обеспечивая хорошее смешивание других элементов, присутствующих в покрытии электрода.
- Минеральный силикат – Силикат различных минералов расплавляется во время сварки и образует сварочный шлак, который способствует медленному охлаждению сварного шва, а также защищает горячий металл шва от неблагоприятного воздействия окисления до тех пор, пока шов не остынет.
- Фторид кальция – Фторид кальция добавляется в основные и рутиловые электроды для обеспечения защитных газов, текучести сварного шва и основности шлака.
- Легирующие элементы, такие как Ni, Cr, Mo, Nb – Дополнительные легирующие элементы добавляются в металл сварного шва путем смешивания порошкового легирующего элемента с покрытием электрода. При плавлении сварочного электрода легирующие элементы плавятся и входят в состав затвердевшего металла шва.
- Марганец или окись железа – Эти элементы действуют как стабилизаторы дуги и улучшают шлакообразующие свойства.
- Железный порошок – железный порошок добавляется в покрытие для повышения эффективности осаждения электрода. Порошок железа добавляется в покрытие электрода, которое плавится во время сварки и становится частью сварного шва. В то же время, с тем же диаметром сердечника и эффективностью осаждения электрода с добавлением порошка железа выше по сравнению с электродом без добавления порошка железа.



Основные типы покрытия электродов для сварки электродом или SMAW:
1) Целлюлозный тип
2) Рутиловый тип
3) Кислотный тип
4) Кислотный рутиловый тип
5) Окислительный тип
6) Основной тип
7) Целлюлозный тип
Здесь представлены наиболее распространенные типы сварочных электродов и покрытия в Спецификации AWS объясняются сварочные стержни.
Целлюлозно-натриевое покрытие (стержни типа EXX10)
Основным компонентом этого покрытия является целлюлоза, обычно более 30% по весу. Другие органические материалы, такие как древесная мука, древесный уголь, хлопок, пряжа, бумажная обертка, крахмал и камедь, также использовались для частичной замены целлюлозы.
Другими обычно используемыми элементами являются диоксид титана (полученный из гранулированного минерального рутила), металлический раскислитель, т.е. ферромарганец, различные виды силикатов алюминия или магния и жидкий силикат натрия для связывания элементов покрытия.
Целлюлоза, представляющая собой органический материал, разлагается в дуге и образует объемную газовую защиту, защищающую дугу от атмосферного кислорода и азота.
Газообразная атмосфера, образующаяся на дуге, имеет примерно следующий состав:
1,0% CO 2 , 55% CO, 42% H 2 и 1,5% H 2 O.
Количество образующегося шлака относительно невелико. Таким образом, наплавленный шов покрывается тонким рыхлым шлаковым слоем, который легко отделяется.
Этот тип покрытия не содержит достаточного количества ионизирующих соединений, поэтому электрод с таким покрытием работает только на постоянном токе.
Для использования на переменном токе (а также на постоянном токе) в покрытие добавляют небольшие количества соединений кальция и калия, а связующее вещество на основе силиката натрия заменяют силикат калия.
Особенностью этого типа является намеренное удержание от 4 до 6% влаги в покрытии, что положительно влияет на рабочие характеристики электрода.
Влага предотвращает преждевременное обугливание целлюлозы и приводит к глубоко проникающей, мощной дуге распылительного типа, которая успешно используется при так называемой сварке дымоходов магистральных трубопроводов.
Стержни с рутиловым покрытием (типы EXX13, EXX14)
Основным компонентом этого покрытия является рутил, обычно превышающий 50% по весу (без учета целлюлозного материала). Рутил — природный песок, содержащий около 95% диоксида титана.
Имеет естественный темно-черный блестящий вид, в отличие от чистого диоксида титана (называемого titania), который имеет снежно-белый цвет и поэтому также называется титановым белым. Иногда в покрытии используется рутил в мелкоизмельченном виде, который имеет грязно-коричневый цвет.
Покрытие также содержит шлакообразующие кремнистые материалы, такие как полевой шпат и каолин, а также соединения кальция и калия для обеспечения стабильности дуги при сварке на переменном токе. Также включены целлюлоза и ферромарганец в различных количествах.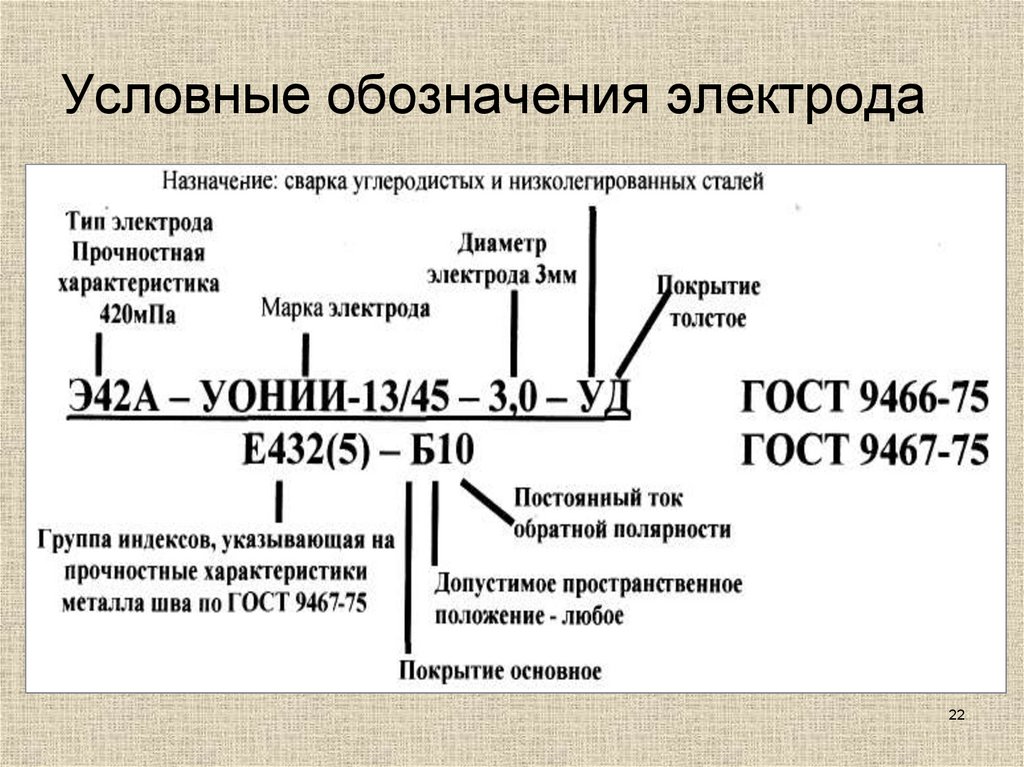 Связующим является силикат натрия или силикат калия.
Связующим является силикат натрия или силикат калия.
За прошедшие годы появились две разные версии этого типа. Один из них содержит от 10 до 15% целлюлозы и наносится на электрод для получения коэффициента покрытия от 1,3 до 1,4.
Образующийся при сварке шлак является вязким и быстро застывающим, что делает электрод особенно пригодным для вертикальной сварки и потолочного положения. Электрод с таким покрытием является наиболее популярным типом в большинстве стран и описывается как конструкционный электрод общего назначения из мягкой стали.
Другая версия содержит около 3% целлюлозы и наносится на электрод для обеспечения коэффициента покрытия от 1,5 до 1,7. Шлак, образующийся при сварке, тяжелый, плотный и обычно самоотделяющийся.
Кислотное покрытие стержней
Основным компонентом этого покрытия является оксид железа. Другими составляющими являются соединения марганца (иногда включая оксид марганца) и диоксид кремния, а также достаточное количество раскислителей.
Органические материалы отсутствуют. В качестве связующего используется силикат калия. При сварке это покрытие образует объемистый железо-марганцево-окисно-кремнеземистый жидкий шлак, металлургический характер которого кислый. Этот шлак затвердевает, образуя характерную сотовую структуру, и легко отделяется.
Стержни для покрытия базового типа (EXX18)
Это покрытие имеет высокое содержание карбоната кальция (в виде известняка, кальцита или мрамора) и фторида кальция (в виде плавикового шпата).
В результате получается химически основной шлак, который является довольно жидким. Затвердевший шлак, тяжелый и рыхлый, имеет цвет от коричневого до темно-коричневого и глянцевый.
Избегают использования органических материалов, таких как целлюлоза и минералы, с химически связанной водой, чтобы дуга не содержала водорода. Газовая атмосфера, создаваемая этими электродами в дуге, состоит из соединений CO, CO2 и F.
Чтение: Типы сварочных электродов/ Типы сварочных электродов/ Классификация электродов
Похожие сообщения Вылет для GMAW и TIG?
«H» по сравнению с «L» и типами покрытия
В: У меня есть новый проект по изготовлению стеллажей печей из нержавеющей стали 304H, и в спецификациях указано, что его нужно сваривать электродом E308H. Однако у меня уже есть несколько штучных электродов E308/E308L, и я хочу знать, могу ли я использовать их вместо них? В чем разница между 308, 308L и 308H? На самом деле у меня есть две марки электродов E308/E308L, у одного типа есть «-16» после цифр 308, а у другого — «-17». Что это значит?
Однако у меня уже есть несколько штучных электродов E308/E308L, и я хочу знать, могу ли я использовать их вместо них? В чем разница между 308, 308L и 308H? На самом деле у меня есть две марки электродов E308/E308L, у одного типа есть «-16» после цифр 308, а у другого — «-17». Что это значит?
A: Во-первых, обратите внимание, что электрод с классификацией E308 Американского общества сварщиков (AWS) предназначен для сварки аустенитных типов нержавеющей стали. Поэтому в этой статье речь пойдет только об этом типе. В то время как аустенитные нержавеющие стали очень распространены, существуют также ферритные, мартенситные, дуплексные и дисперсионно-твердеющие типы нержавеющих сталей.
Ответ на ваш первый вопрос: нет, электрод из нержавеющей стали E308/E308L не предназначен для использования с основным металлом марки AISI 304H. Вам нужно использовать электрод E308H. Причина будет объяснена в ближайшее время. Что касается вашего второго вопроса, «308» — это особый тип нержавеющей стали.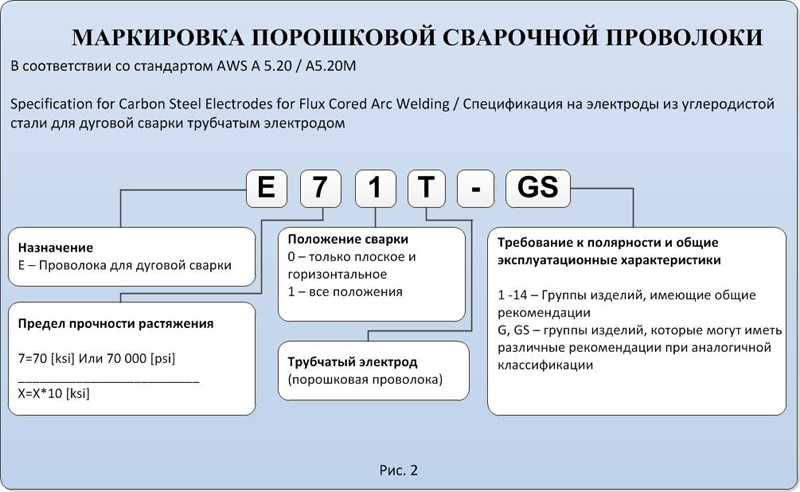 Обычно он используется для изготовления сварочных электродов и используется для соединения распространенных типов аустенитных нержавеющих сталей, таких как 301, 302, 304 и 305. Обозначения «H» и «L» указывают на определенный состав электрода. Более конкретно, они относятся к процентному содержанию углерода в электроде, при этом электроды «H» относятся к верхнему пределу, а электроды «L» — к нижнему пределу углеродного диапазона электрода. Электрод из нержавеющей стали типа E308 должен содержать не более 0,08% углерода по весу (C). Однако электрод E308H должен иметь содержание углерода не менее 0,04 %, но не более 0,08 %. В основном они используются в промышленном оборудовании при высоких рабочих температурах (иногда более 2000°F (1,093°С). Таким образом, электрод E308H будет подходящим выбором для вашего проекта стеллажа печи. И наоборот, электрод E308L может содержать не более 0,04% C. Электроды типа «L» иногда называют типами «ELC» (со сверхнизким содержанием углерода). Более низкое содержание углерода помогает свести к минимуму вредное воздействие на коррозионную стойкость зоны термического влияния (т.
Обычно он используется для изготовления сварочных электродов и используется для соединения распространенных типов аустенитных нержавеющих сталей, таких как 301, 302, 304 и 305. Обозначения «H» и «L» указывают на определенный состав электрода. Более конкретно, они относятся к процентному содержанию углерода в электроде, при этом электроды «H» относятся к верхнему пределу, а электроды «L» — к нижнему пределу углеродного диапазона электрода. Электрод из нержавеющей стали типа E308 должен содержать не более 0,08% углерода по весу (C). Однако электрод E308H должен иметь содержание углерода не менее 0,04 %, но не более 0,08 %. В основном они используются в промышленном оборудовании при высоких рабочих температурах (иногда более 2000°F (1,093°С). Таким образом, электрод E308H будет подходящим выбором для вашего проекта стеллажа печи. И наоборот, электрод E308L может содержать не более 0,04% C. Электроды типа «L» иногда называют типами «ELC» (со сверхнизким содержанием углерода). Более низкое содержание углерода помогает свести к минимуму вредное воздействие на коррозионную стойкость зоны термического влияния (т.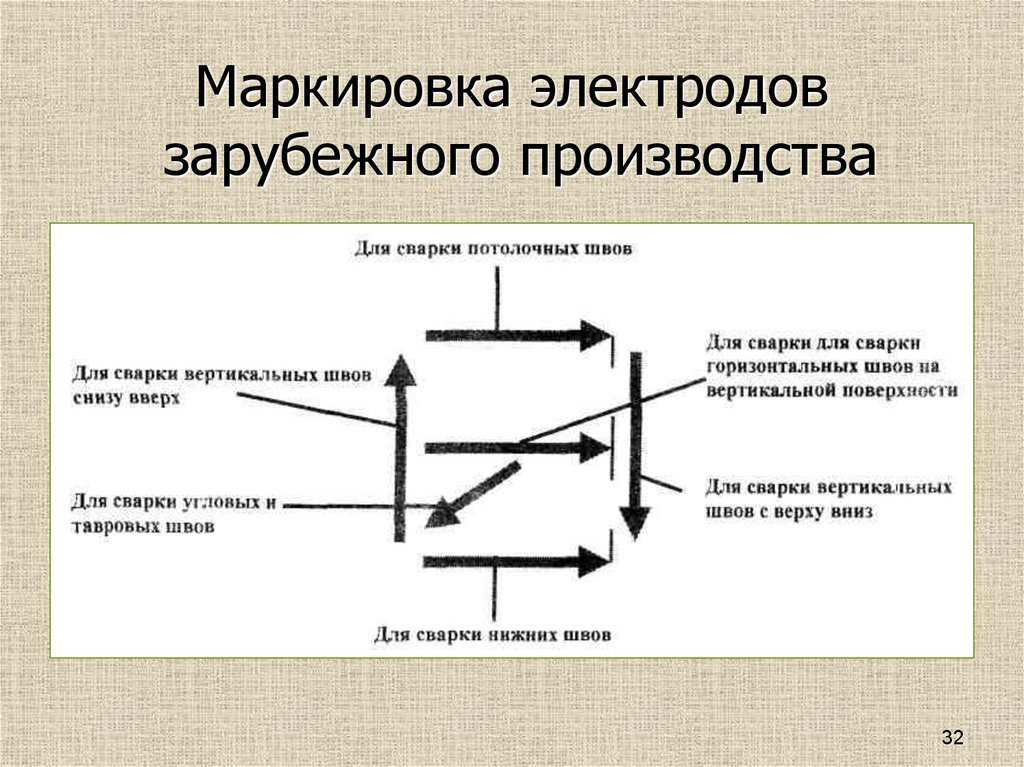 е. сенсибилизацию), вызванное межкристаллитным осаждением карбида. Чаще всего они используются для сварных соединений, работающих в тяжелых коррозионных условиях при температурах ниже 800°F (427°C)
е. сенсибилизацию), вызванное межкристаллитным осаждением карбида. Чаще всего они используются для сварных соединений, работающих в тяжелых коррозионных условиях при температурах ниже 800°F (427°C)
Обратите внимание, что конкретный электрод может быть и часто имеет двойную классификацию. Его можно классифицировать как E308/E308L или как E308/E308H. Марка 308 имеет более широкий диапазон содержания углерода, поэтому, если содержание углерода в конкретном электроде подпадает под более жесткие требования к уровню углерода L или H, он также соответствует более общему требованию 308. Тем не менее, вы никогда не сможете получить электрод с классификацией E308L/E308H, так как один электрод никогда не может иметь содержание углерода, которое соответствует как нижнему, так и верхнему пределу диапазона углерода. Также обратите внимание, что обозначения углерода «H» и «L» могут применяться к другим типам аустенитных нержавеющих сталей, кроме E308. Некоторые примеры включают E309H, E309L, E310H, E316H, E316L и т. д.
д.
Ваш третий вопрос касается типа покрытий, доступных для экранированных металлических дуговых (стержневых) электродов из нержавеющей стали. Существует три типа покрытия: «15», «16» и «17». Электрод «15» имеет покрытие на основе извести и предназначен только для полярности DC+. У них более легкий шлак, чем у двух других типов, и они используются для сварки во всех положениях, при этом некоторые электроды этого типа используются в основном для сварки в вертикальном положении вниз. Электрод «16» имеет покрытие на основе диоксида титана или рутила и может использоваться как с полярностью постоянного, так и переменного тока. Электроды размером 5/32 дюйма (4,0 мм) и меньше часто используются для всех положений сварки. Обратите внимание, что существует также классификация «26», которая аналогична покрытию типа «16», но предназначена для более интенсивного осаждения и ограничивается только плоским и горизонтальным положением. Электрод «17» имеет покрытие типа оксид кремния-титан и является модификацией покрытия 16, в котором часть оксида титана заменена кремнеземом. Они также могут использоваться как с полярностью постоянного, так и переменного тока. Дополнительный кремний в покрытии действует как смачивающий агент, увеличивая текучесть лужи. Это особенно полезно для нержавеющей стали, так как она имеет более вялый сварной шов, чем углеродистая сталь. Электроды семнадцатого типа обеспечивают более плоский профиль валика, чем два других типа, и часто используются для сварки в плоском и горизонтальном положении. Однако размеры электродов 5/32 дюйма (4,0 мм) и меньше можно использовать для сварки во всех положениях. Обратите внимание, что при вертикальной восходящей последовательности для более медленного застывания шлака потребуется больше техники переплетения, чем при использовании электрода типа 16. Они также могут использоваться как с полярностью постоянного, так и переменного тока. Дополнительный кремний в покрытии действует как смачивающий агент, увеличивая текучесть лужи. Это особенно полезно для нержавеющей стали, так как она имеет более вялый сварной шов, чем углеродистая сталь. Электроды семнадцатого типа обеспечивают более плоский профиль валика, чем два других типа, и часто используются для сварки в плоском и горизонтальном положении. Однако размеры электродов 5/32 дюйма (4,0 мм) и меньше можно использовать для сварки во всех положениях. Обратите внимание, что при вертикальной восходящей последовательности для более медленного застывания шлака потребуется больше техники переплетения, чем при использовании электрода типа 16. |
|
Классификация AWS
Система нумерации Американского общества сварщиков (AWS) может рассказать сварщику немного о конкретном штучном электроде, в том числе о том, в каких областях применения он работает лучше всего и как его следует использовать для достижения максимальной производительности. . Имея это в виду, давайте посмотрим на систему и на то, как она работает.
. Имея это в виду, давайте посмотрим на систему и на то, как она работает.
Приставка «Е» обозначает электрод для дуговой сварки. Первые две цифры 4-значного числа и первые три цифры 5-значного числа указывают на минимальную прочность на растяжение. Например, E6010 — это электрод с пределом прочности на разрыв 60 000 фунтов на квадратный дюйм, а E10018 — электрод с пределом прочности на разрыв 100 000 фунтов на квадратный дюйм.
Е | 60 | 1 | 10 |
Электрод | Прочность на растяжение | Позиция | Тип покрытия и ток |
Предпоследняя цифра указывает позицию. «1» обозначает электрод во всех положениях, «2» — только для плоского и горизонтального положения; в то время как «4» указывает на электрод, который можно использовать для плоского, горизонтального, вертикального вниз и над головой. Последние 2 цифры, вместе взятые, указывают на тип покрытия и правильную полярность или используемый ток. См. таблицу ниже:
«1» обозначает электрод во всех положениях, «2» — только для плоского и горизонтального положения; в то время как «4» указывает на электрод, который можно использовать для плоского, горизонтального, вертикального вниз и над головой. Последние 2 цифры, вместе взятые, указывают на тип покрытия и правильную полярность или используемый ток. См. таблицу ниже:
| Цифра | Тип покрытия | Сварочный ток |
| 0 | Натрий с высоким содержанием целлюлозы | DC+ |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC+ или DC- |
| 2 | Высокое содержание титана натрия | AC, DC- |
| 3 | Высокое содержание титана калия | AC, DC+ |
| 4 | Железный порошок, диоксид титана | AC, DC+ или DC- |
| 5 | Натрий с низким содержанием водорода | DC+ |
| 6 | Калий с низким содержанием водорода | AC, DC+ |
| 7 | Высокое содержание оксида железа, железный порошок | AC, DC+ или DC- |
| 8 | Калий с низким содержанием водорода, железный порошок | AC, DC+ или DC- |
Как сварщик, вы, скорее всего, будете видеть и использовать определенные электроды снова и снова в своей повседневной работе. Машина постоянного тока производит более плавную дугу. Электроды с номиналом постоянного тока будут работать только на сварочном аппарате постоянного тока. Электроды, предназначенные для сварки переменным током, более щадящие, и их также можно использовать с машиной постоянного тока. Вот некоторые из наиболее распространенных электродов и то, как они обычно используются:
Машина постоянного тока производит более плавную дугу. Электроды с номиналом постоянного тока будут работать только на сварочном аппарате постоянного тока. Электроды, предназначенные для сварки переменным током, более щадящие, и их также можно использовать с машиной постоянного тока. Вот некоторые из наиболее распространенных электродов и то, как они обычно используются:
E6010
Только DC и предназначена для надевания корневого валика на внутреннюю часть трубы, это самая проникающая дуга из всех. Лучше всего копаться в ржавчине, масле, краске или грязи. Это всепозиционный электрод, который начинающим сварщикам обычно кажется чрезвычайно трудным, но его любят сварщики трубопроводов во всем мире. Lincoln Fleetweld® 5P+ устанавливает стандарт в этой категории.
E6011
Этот электрод используется для сварки переменным током во всех положениях или для сварки ржавого, грязного, далеко не нового металла. Он имеет глубокую проникающую дугу и часто является первым выбором для ремонта или технического обслуживания, когда постоянный ток недоступен. Наиболее распространенным продуктом Lincoln является Fleetweld® 180 для любителей и начинающих пользователей. Промышленные пользователи обычно предпочитают Fleetweld® 35.
Наиболее распространенным продуктом Lincoln является Fleetweld® 180 для любителей и начинающих пользователей. Промышленные пользователи обычно предпочитают Fleetweld® 35.
E6013
Этот всепозиционный электрод переменного тока используется для сварки чистого нового листового металла. Мягкая дуга имеет минимальное разбрызгивание, умеренное проникновение и легко очищаемый шлак. Lincoln Fleetweld® 37 является наиболее распространенным из этого типа.
E7018
Электрод с низким содержанием водорода, обычно постоянного тока, всепозиционный, используемый, когда качество является проблемой или для трудносвариваемых металлов. Он позволяет получать более однородный металл шва, обладающий лучшими ударными характеристиками при отрицательных температурах. Продукты Lincoln обычно представляют собой Jetweld® LH-78 или наш новый Excalibur® 7018.
E7024
Обычно используется для выполнения большого сварного шва вниз с AC в листе толщиной не менее ¼ дюйма, но чаще используется для листа толщиной ½ дюйма и выше. У Lincoln есть несколько электродов в этой категории, которые называются Jetweld® 1 или 2.
У Lincoln есть несколько электродов в этой категории, которые называются Jetweld® 1 или 2.
Другие электроды
Хотя это и не так распространено, электрод может иметь дополнительные номера после него, такие как E8018-B2h5R. В этом случае «B2» указывает на химический состав наплавленного металла. «h5» — это обозначение диффузионного водорода, которое указывает на максимальный уровень диффузионного водорода, полученный с продуктом. А «R» обозначает обозначение влагостойкости, указывающее на способность электрода соответствовать определенным предельным значениям низкого влагопоглощения при контролируемых испытаниях на увлажнение.
Найдите подходящие типы сварочных электродов для вашего проекта
Содержание
- 1 Какие бывают типы сварочных электродов?
- 2 Выбор электрода для стержневой сварки
- 3 Наиболее распространенные номера электродов для сварки SMAW
- 4 Какие номера напечатаны на электродах?
- 5 Руководство по наименованию сварочных электродов
- 6 Угольные электроды
- 7 Скорость наплавки
- 8 Классификация сварочных электродов
- 9 Покрытые сварочные электроды
- 10 Сварочные электроды Флюсовые покрытия
- 11 Хранение сварочных электродов
- 12 Основы
- Электроды Sick Welding обычно состоят из проволоки с сердечником, покрытой флюсом. Расходный материал. Сварочные электроды
- Mig представляют собой сплошную неизолированную проволоку, которая находится на катушке с проволокой. Сварочная проволока подается к сварному шву через систему привода катушки сварочного аппарата MIG. Расходный материал. Электроды для безгазовой подачи проволоки
- аналогичны сварочным аппаратам MIG, однако проволочный электрод содержит внутренний флюс внутри проволоки. Это исключает использование защитного газа. Расходный материал. Электроды
- Tig Welding изготовлены из высококачественной вольфрамовой стали и являются неплавящимися.
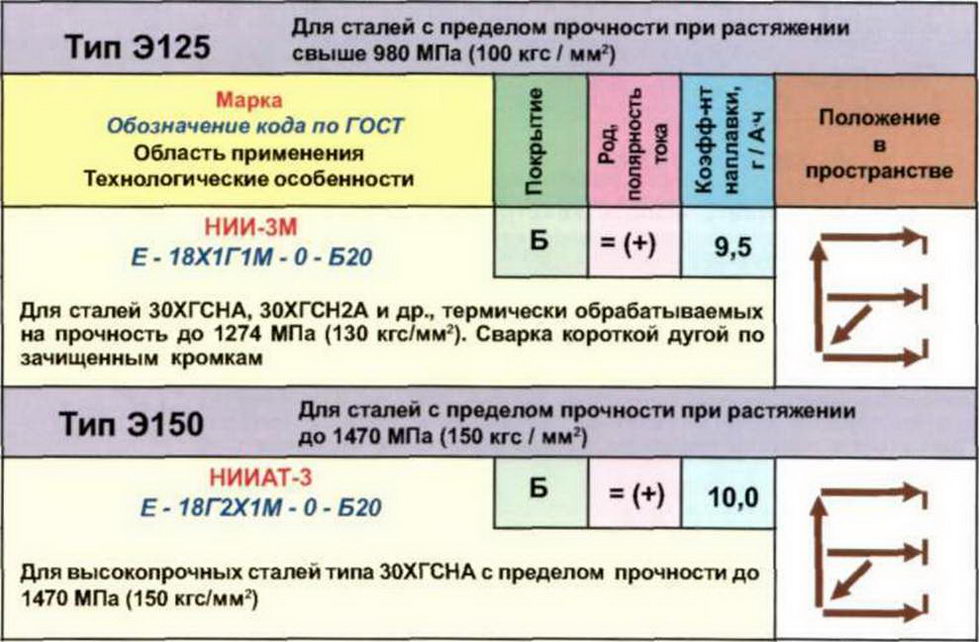 Расходный материал.
Расходный материал.Сварочные электроды Stick – одноразовый плавящийся стержневой сварочный электрод, используемый для ручной дуговой сварки низкоуглеродистой стали, специальных сталей, нержавеющей стали и чугуна. Типичные типы стержневых электродов включают электроды с низким содержанием водорода и электроды из железного порошка.
Электроды Mig – Расходуемые электроды непрерывной подачи проволоки используются для сварки низкоуглеродистой, нержавеющей стали и алюминия. Сварочная проволока MIG доступна в катушках различных размеров, которые подходят для конкретных типов сварочных аппаратов MIG. Каждая катушка с проволокой соответствует типу выполняемой сварки. Для сварки низкоуглеродистой стали используется стальная проволока, для сварки нержавеющей стали используется проволока из нержавеющей стали, а для сварки алюминиевой проволоки используется та же алюминиевая проволока в качестве присадочного материала.
Сварочная проволока MIG доступна в катушках различных размеров, которые подходят для конкретных типов сварочных аппаратов MIG. Каждая катушка с проволокой соответствует типу выполняемой сварки. Для сварки низкоуглеродистой стали используется стальная проволока, для сварки нержавеющей стали используется проволока из нержавеющей стали, а для сварки алюминиевой проволоки используется та же алюминиевая проволока в качестве присадочного материала.
Электроды для сварки MIG основаны на системе подачи проволоки, содержащей проволоку с изготовленным сердечником. Сердечник проводит электрическую энергию через проволоку, чтобы расплавить основной металл, обеспечивая дополнительный слой заполнения. Типичные сердечники проволоки включают углеродистую сталь и нержавеющую сталь для низколегированных электродов, а также проволоку из нержавеющей стали 316L и 308L. Также существует несколько специальных вариантов проволоки, включая алюминиевую и предназначенную для наращивания и закалки.
Электроды для сварки TIG. – Сварка TIG аналогична газовой сварке, когда пользователь использует сварочный стержень с присадочной проволокой для подачи в зону сварки. Сварщики TIG используют твердый вольфрамовый электрод, который создает основную дугу и сварочную ванну, куда вводится присадочный стержень для завершения сварного шва.
– Сварка TIG аналогична газовой сварке, когда пользователь использует сварочный стержень с присадочной проволокой для подачи в зону сварки. Сварщики TIG используют твердый вольфрамовый электрод, который создает основную дугу и сварочную ванну, куда вводится присадочный стержень для завершения сварного шва.
Газовая сварка или кислородно-ацетиленовая сварка – Газовая сварка не использует сварочные электроды, но аналогична сварке TIG, однако, когда газовая сварочная горелка используется для нагрева и плавления основного металла, где также вводится присадочная проволока в качестве наполнителя. Оксиацетилен используется для сварки мягкой стали и железа. Похожим способом является пайка, при которой присадочный стержень изготавливается не из стали, а из бронзы. Пайка используется для сварки латуни и меди.
Выбор электродов для сварки электродами
Выбор электродов для сварки электродов зависит от типа основного металла, толщины металла, а также напряжения и силы тока используемого сварочного аппарата.
Распродажа
Forney 30301 E6013 Сварочный стержень, 3/32 дюйма, 1 фунт
- Продукт LB 3/32 6013 Сварной стержень
- Простой в использовании
- Сварка во всех положениях, стержень общего назначения для неглубокого проплавления или плохой посадки условия
- Отличное смачивающее действие, обеспечивающее гладкие и плоские валики с устойчивой дугой как на переменном, так и на постоянном токе
- Малое разбрызгивание и отличное удаление шлака, практически самоочистка в вертикальных галтелях вниз
Hobart 770479 7018 Стержень, 1/8-10 фунтов
- Электрод с низким содержанием водорода для использования во всех положениях на низко-, средне- и высокоуглеродистых сталях
- Предел прочности при растяжении 70 000 PSI
- Не рекомендуется для низковольтных сварочных аппаратов переменного тока
- Сделано в США
Электрод для кузнечной сварки США E6011 1/8 дюйма на 14 дюймов 10-фунтовая коробка # 51134
- Страна происхождения: Китай
- Длина упаковки: 16,5 дюйма
- Ширина упаковки: 9,5 дюйма
- Высота упаковки: 4,75 дюйма
Weldcote Nickel 99 Чугунный сварочный электрод Ремонт 1/8 дюйма 1 фунт
NBSP;
Основными типами электродов являются целлюлозно-рутиловые и основные низководородные.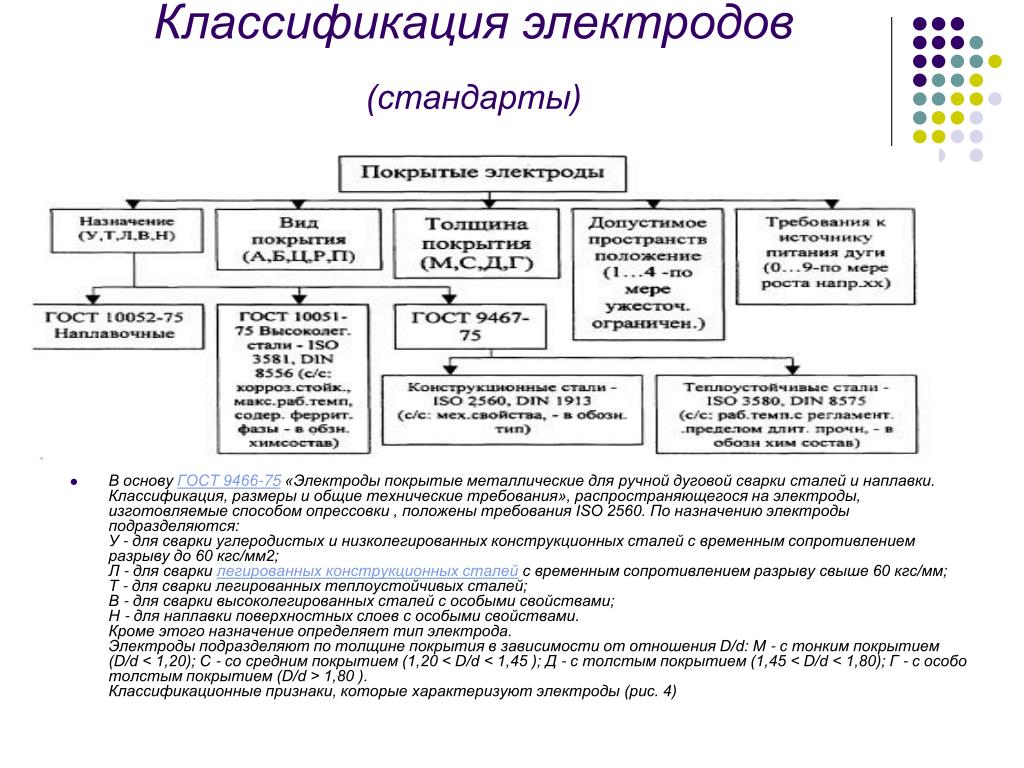 Они называются в соответствии с типом покрытия.
Они называются в соответствии с типом покрытия.
Электроды могут быть классифицированы как расходные материалы как несоответствие. Дуговая сварка или сварка стержнем (SMAW) использует расходуемые электрические электроды, в то время как сварка TIG использует неплавящиеся электроды. В отличие от неплавящихся электродов, плавящиеся электроды приплавляются к основному металлу и являются присадочным компонентом.
Наиболее распространенные номера стержней для сварки SMAW
Электрод E610– E610 характеризуется глубоким проникновением – мощным распылением. Фильтроподобные сварные швы обычно имеют довольно однородные поверхности сварки, которые имеют довольно грубую неравномерную рябь. Покрытие в основном состоит из целлюлозы со средней массой 30%. Другие материалы, обычно используемые для формирования покрытия, включают диоксид титана и раскислители металлов, включая ферромарганец. Благодаря составу покрытия этот электрод обычно относится к натриевому электроду с высоким содержанием целлюлозы.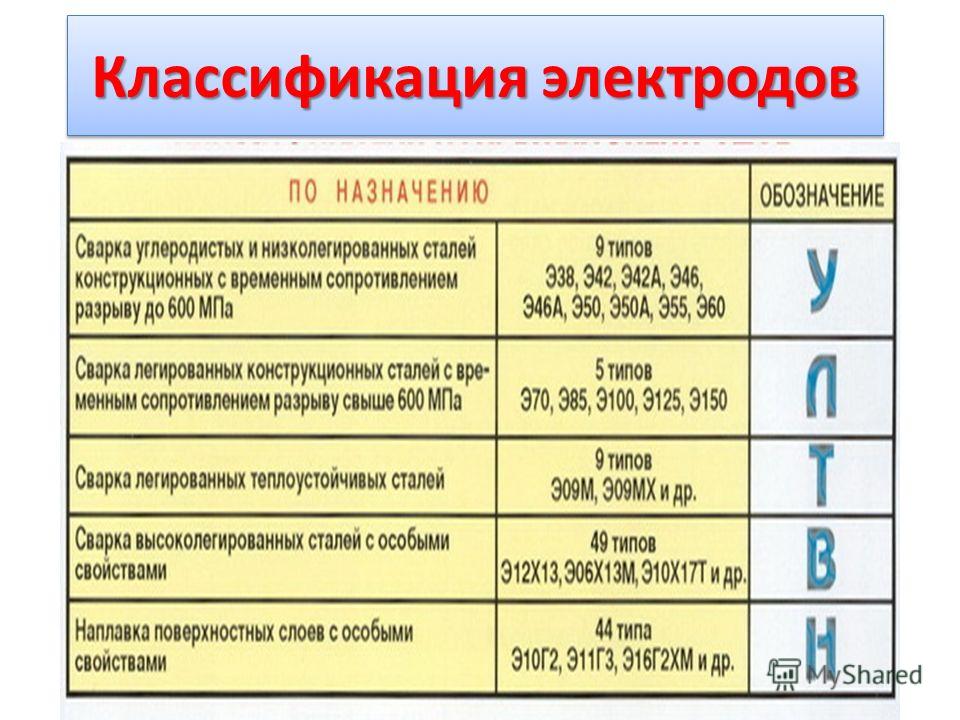
Какие числа напечатаны на электродах?
Цифровая классификационная схема электродов на первый взгляд иногда может показаться запутанной, но если привыкнуть к цифрам, все несложно. Система AWS показывает, достаточно ли прочна проволока, чтобы выдержать свой вес, что подходит для сварки, каков состав флюса и когда ток должен использовать стержень. Наиболее распространены проволоки для сварки 7018, 7314, 6013, 6011 и 7010. Прочность на растяжение стержня 7018 определяется двумя числами. Число А представляет вес в квадратных дюймах (PSI).
Руководство по наименованию сварочных электродов
Американское общество сварщиков (AWS) разработало числовой алфавит для обозначения сварочных электродов. Это основной метод идентификации сварочных прутков как здесь, так и за рубежом. Судя по названию, эта буквенно-цифровая техника включает в себя буквы и цифры и обычно выгравирована на каждом сварочном стержне. Есть такие интересные слова, как E6000 — E7018. Подскажите систему наименования: Основная буква «Э» в названии начинается с условного обозначения электрода. Следующие два числа указывают нашу минимальную прочность на растяжение, измеренную в фунтах на кв. дюйм.
Следующие два числа указывают нашу минимальную прочность на растяжение, измеренную в фунтах на кв. дюйм.
Углеродные электроды
Американское общество сварщиков не имеет технических требований к углеродным сварочным электродам, но существуют военные стандарты, не так ли? MIL-E-17777C, озаглавленный: «Электрорезка и сварка углеродного графита без покрытия и медного покрытия». Эти спецификации имеют три системы классификации: обычная без покрытия, с покрытием и с медным покрытием. В книге приводятся размеры, длина и спецификации размеров, допусков, качества, отбора проб,
Скорость осаждения
Каждый тип электрода различается по скорости осаждения в зависимости от состава покрытия. Это железные электроды с порошковым покрытием с высокой скоростью наплавки. В Америке железо используется для покрытия от 10 до 50 %. Это можно определить по железному порошку и толщине покрытия по сравнению со стандартным весом покрытия. Этот процент соответствует спецификациям Американского общества сварщиков. Используя европейский метод определения энергии железа, вес наплавленного металла по отношению к весу сырья, используемого в производстве.
Используя европейский метод определения энергии железа, вес наплавленного металла по отношению к весу сырья, используемого в производстве.
Классификация сварочных электродов
Различные международные стандарты классифицируют типы сварочных электродов. Обычно для классификации электродов используются стандартные стандарты Европы и США. Классификация электродов основана на требованиях к испытаниям, указанным в стандарте на сварные наплавки, для определения качества или характеристик сварных швов. Производители электродов часто сертифицируют свое оборудование по международным стандартам для широкого спектра применений. Простейшая международная классификация сварочных электродов включает:
Покрытые сварочные электроды
Металлургический металл расплавлен и поглощает кислород и азот, что делает его хрупким. Необходимо укрывать расплавленные и затвердевшие сварочные материалы от воды. Обычно в основе таких покрытий лежит электропроводящий электрод. Это зависит от состава покрытия сварочных электродов и конфигурации электродов. Типичные покрытия на сварочных электродах могут быть разработаны с использованием установленных принципов металлургии.
Типичные покрытия на сварочных электродах могут быть разработаны с использованием установленных принципов металлургии.
Сварочные электроды Флюсовые покрытия
Флюсовое покрытие содержит металлические и неметаллические компоненты, добавленные для улучшения характеристик сварного соединения. Флюсовое покрытие играет важную роль в стабилизации дуги и создает защитный газ, защищающий сварочную дугу от загрязнения воздухом и образующий шлам для защиты металла сварного шва, контролирующий уровень водорода, очищающий металл сварного шва и многое другое.
Покрытие целлюлозных электродов содержит примерно 42% ацетата горючей целлюлозы.
Хранение сварочных электродов
Электрод должен высохнуть. Влага ухудшает желаемые свойства покрытия и может привести к чрезмерному разбрызгиванию, а также может вызвать пористость и трещины на свариваемых поверхностях. Электроды, находящиеся на влажном воздухе, следует просушить в теплой сухой печи (рис. 532) в течение 1-2 часов.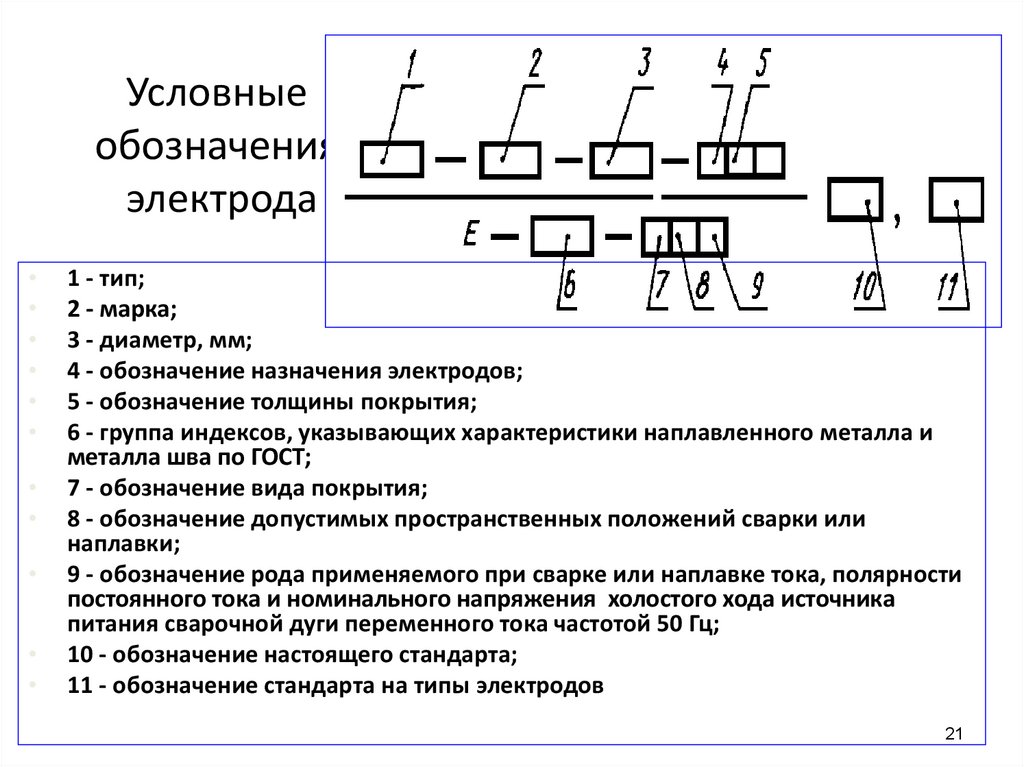 После высыхания их хранят во влагостойкой таре.
После высыхания их хранят во влагостойкой таре.
Основы
Для зажигания дуги на оборудовании, постукивая по точке на ее месте и добавляя легкий подъем или царапающее движение, вы определите правильную длину дуги и предотвратите прилипание к электроду. Когда целлюлозный и рутиловый электроды созданы, можно приступать. Однако электроды с низким содержанием водорода не могут должным образом защитить сварку из-за состава покрытия при зажигании дуги. Важно зажигать дуги длиной около 3,5 дюймов для достижения оптимальных характеристик дуги. (как можно больше диаметров электродов) в месте начала сварки.
Карточки МЯГКАЯ СТАЛЬ ЭЛЕКТРОД | Chegg.com
Типы электродов
стр.2
-НЕРАСХОДИМЫЕ, не предназначены для сжигания в сварочной ванне.
— на них подается питание и обычно от одного из электрических полюсов, участвующих в создании электрической дуги между электродом и заготовкой, хорошим примером является GTAW.
-РАСХОДНЫЕ МАТЕРИАЛЫ, электрод вплавляется в сварочную ванну (расходуется).
— расходуемый электрод называется НАПОЛНИТЕЛЬНЫМ МЕТАЛЛОМ, потому что металл электрода расплавляется для заполнения шва и получения желаемых свойств готового сварного шва.
-углеродистая сталь также известна как мягкая сталь.
Электрод с покрытием:
п.2
— диаметр электрода определяется диаметром жилы проволоки.
— ингредиенты флюса отвечают за различные эксплуатационные характеристики и свойства наплавленного электрода, иногда эти свойства равны или превышают свойства основного металла.
Процесс SMAW:
стр.3
-электрод вплавляется в основной металл для формирования наплавленного валика и шлакового покрытия.
Механические свойства металла:
стр.3
— его способность металла выдерживать или сопротивляться приложенной силе.
— важные показатели способности материала работать при определенных условиях.
— При выборе электрода для каждой работы необходимо учитывать механические свойства основного металла.
•пластичность
•предел прочности при растяжении
•хрупкость
•твердость
•вязкость
•эластичность
•ковкость
•предел текучести
•ударная вязкость
Пластичность:
п.4
— это способность материала растягиваться или деформироваться под нагрузкой без разрушения.
— измеряется в сочетании с испытанием на прочность на растяжение или на изгиб.
— выражается в процентах относительного удлинения.
Прочность на растяжение:
стр.4
— это максимальное растяжение, которое может выдержать материал.
— измеряется в тысячах фунтов на квадратный дюйм (psi) или мегапаскалях (МПа).
— испытательный участок отмечен в двух точках кернером, и эти две точки используются для расчета процентного удлинения после испытания на растяжение.
Хрупкость:
с.5
— склонность материала к внезапному разрушению путем разрыва, без какой-либо остаточной деформации до разрушения.
— противоположность пластичности.
Твердость
стр.5
— это способность сопротивляться проникновению, вдавливанию, царапанию или истиранию.
2 общих измерения:
— Rockwell, в системе используется конический алмазный пенетратор, наносимый на поверхность при указанной нагрузке, после приложения нагрузки число считывается непосредственно с датчика, измеряющего глубину вмятины.
— Бринелля, он работает по тому же принципу, за исключением того, что измеряет диаметр отпечатка, оставленного шариком из закаленной стали.
— на твердость стали влияет в основном содержание углерода.
Прочность:
п.6
— способность металла выдерживать быстро приложенную нагрузку без разрушения или способность поглощать значительную энергию удара до разрушения.
— Подделка — это метод снижения твердости металла.
-пружина хороший пример.
Эластичность:
стр.7
— это способность металла возвращаться к своей первоначальной форме и размерам после снятия нагрузки.
Ковкость
с.7
— это способность металла к холодной обработке
без большого сопротивления.
— металл можно деформировать прокаткой, прессованием или ковкой без разрушения или растрескивания.
Предел текучести:
стр.7
— точка напряжения, при которой происходит остаточная деформация.
— это точка, в которой приложенная сила заставляет металл изгибаться и не возвращаться к своей первоначальной форме.
— ПРЕДЕЛ УПРУГОСТИ, максимальное напряжение, которое может выдержать металл, прежде чем произойдет остаточная деформация.
Ударная вязкость:
стр.8
-также известная как ВЯЗКОСТЬ НА РАЗРУШЕНИЕ, это способность металла выдерживать резкий, высокоскоростной удар.
-ИЗОД И ТЕСТ ШАРПИ 2 общий метод определения ударной вязкости.
— в тесте Шарпи используется качающийся маятник с грузом, чтобы сломать надрез.
— важно знать ударную вязкость стали при различных температурах, так как известно, что стали хрупкие при низких температурах.
— пример: если сварной шов по
должен быть выполнен на стали, предназначенной для арктических условий, стержень должен соответствовать ударной вязкости.
Динамическая и статическая нагрузка:
стр.8
— Тип нагрузки, которой подвергается сварной шов, очень важен при выборе электрода.
— обычно электроды из мягкой стали с низкой пластичностью и вязкостью разрушения плохо работают при динамической нагрузке.
— убедитесь, что используемый электрод подходит для статической нагрузки.
Динамическая нагрузка
стр.8
-возникает, когда конструкция подвергается быстро меняющимся нагрузкам, обратным напряжениям и внезапным ударам и вибрации.
— пример: стрелы крана, рама грузовика и задний борт фермы.
Статическая нагрузка:
с.9
— нагрузка стационарная или относительно неизменная.
-пример: опорные плиты, металлические стеллажи или балки, поддерживающие крышу здания.
Классификация AWS A5.1-91 Электрод из углеродистой стали:
стр.10
E-обозначает электрод.
Первая цифра 60 обозначает минимальную прочность металла сварного шва на растяжение с шагом 1000 фунтов/кв. дюйм, например, 60 соответствует 60 000 фунтов на квадратный дюйм.
2-я третья цифра обозначает, в каком положении можно получить удовлетворительный сварной шов.
7-четвертая цифра обозначает тип покрытия электрода и рекомендуемый тип тока (переменный или постоянный)
Последняя цифра Интерпретация:
стр.11
четвертая цифра обозначает тип покрытия электрода и рекомендуемый тип тока (переменный или постоянный) Электрод с оксидным покрытием, легко удаляемый шлак, используется для более толстого основного металла.
6020 — это электрод с покрытием из оксида железа, предназначенный для высокоскоростной сварки и сварки большими токами.
Дополнительные дополнительные обозначения:
стр. 12
-AWS A5.1 содержит положение о добавлении необязательных дополнительных обозначений в качестве суффикса по согласованию с поставщиком и конечным покупателем.
Классификация CSA:
стр.12
— охватывает присадочный металл и родственные материалы для дуговой сварки металлом:
• Электроды SMAW из углеродистой стали.
•электроды SMAW из нержавеющей стали.
•Проволока GMAW из нелегированной и мелкозернистой стали.
• Электроды SMAW из низколегированной стали.
• Электроды FCAW и MCAW из углеродистой стали.
• флюсы и сплошной/композитный стальной электрод SAW
сохраняют прочность на растяжение.
— AWS использует британские единицы измерения (фунты на квадратный дюйм) по сравнению с метрическими единицами CSA (МПа), что является основным отличием.
Классификация CSA W48:
стр.13
Электрод E
49-первые две цифры обозначают минимальное сопротивление растяжению при сварке (МПа), деленное на 10. наплавка удовлетворительных сварных швов.
8-последняя цифра указывает на используемый ток и тип покрытия электрода, та же таблица информации, что и в AWS.
ОБЗОР ЭЛЕКТРОДОВ SMAW:
ОБЗОР ЭЛЕКТРОДОВ SMAW:
Дополнительные обозначения CSA:
стр.13
-h3 соответствует требованиям h5, H8, h26.
-h5 соответствует требованиям H8, h26
-H8 соответствует требованиям h26. :
стр.16
Электрод SMAW из углеродистой стали изготавливается из стального слитка с окантовкой, который вытягивается до определенного размера сердечника. Электрод из углеродистой стали
с различными свойствами получают путем добавления в покрытие легирующих элементов.
— сталь с каймой имеет корку из чистого железа снаружи, а углерод и примеси имеют тенденцию выделяться в центре. В сериях
-43XX (60XX) и 49XX (70XX) сердечник изготавливается из той же проволоки, которая обычно представляет собой углеродистую сталь (SAE) 1010 с содержанием углерода от 0,05% до 0,15%.
Покрытие электрода:
стр.16
-атмосферные газы в зоне сварки образуют оксиды и нитриды, что приводит к снижению прочности на растяжение, пластичности и механических свойств сварного шва.
— покрытие электрода обеспечивает автоматическую очистку и раскисление в расплавленном кратере.
— когда покрытие горит в дуге, оно выделяет газ, который окружает и защищает расплавленный конец электрода и расплавленную сварочную ванну.
Другое назначение флюсового покрытия электрода из мягкой стали:
стр.17
— улучшает внешний вид сварного шва.
— обеспечивает более легкий удар.
— помогает поддерживать стабильную дугу и регулирует глубину проплавления.
— служит изолятором жилы электрода.
— влияет на длину дуги и сварочный ток.
— влияет на текучесть сварочной ванны и, в свою очередь, определяет положение сварки, в котором можно использовать электрод.
Материалы покрытия электродов:
стр. 17
ЦЕЛЛЮЛОЗА-это продукт древесной массы, который распадается в дуге с образованием углекислого газа и водорода, обеспечивает защитный газовый экран над сварочной ванной.
РУТИЛ – это минерал, состоящий из диоксида титана, действует как стабилизатор дуги и образует шлак.
ДВУОКИСЬ ЖЕЛЕЗА — встречается в виде железной руды, такой как магнетит и гематил, используется в основном для образования шлака.
ЖЕЛЕЗНЫЙ ПОРОШОК — цель этого состоит в том, чтобы увеличить скорость наплавки, это может увеличить скорость сварки до 50% или более.
КАРБОНАТ КАЛЬЦИЯ – содержится в известняке и важных ингредиентах, так как образует сварочные отложения с низким содержанием водорода.
СИЛИКАТ КАЛИЯ – используется в качестве стабилизатора дуги и связующего вещества, предотвращающего крошение флюсового покрытия.
3 Важные рабочие характеристики электрода:
стр.17
БЫСТРАЯ ЗАМОРОЗКА — скорость затвердевания сварочной ванны.
FAST FILL-количество присадочного металла.
FILL FREEZE — скорость, с которой наносится присадочный металл.
Электрод быстрой заморозки:
стр. 17
— обычно работают с дугой, которая проникает глубоко и образует мало шлака.
— подходит для сварки в вертикальном и потолочном положении, где важна гравитация.
— пример: E4310 (E6010)
Электрод Fast Fill:
стр. 18
-предназначен для наплавки значительного количества присадочного металла с достаточно высокой скоростью.
— электроды этой категории имеют в своем покрытии большое количество железного порошка.
— лучше всего подходит для плоского и горизонтального положения.
-пример: E4924 (E7024)
Заполняющий замораживающий электрод:
стр. 18
-для быстрого наплавления узкого валика с неглубоким проплавлением с кратером, быстро возникающим за дугой.
— их основное применение для сварных швов, где требуется небольшое количество присадочного металла, такого как тонкий листовой металл.
-пример: E4913 (E7013)
Удобство использования Характеристика электрода:
стр.18
-присутствие железного порошка в покрытии является важным фактором, влияющим на проплавление электрода и положение сварного шва.
-ТЯЖЕЛЫЙ ЖЕЛЕЗНЫЙ ПОРОШОК можно использовать в ПЛОСКОЙ И ГОРИЗОНТАЛЬНОЙ СВЯЗИ
-МЕНЬШЕЕ ЖЕЛЕЗНЫЙ ПОРОШОК можно использовать в ВЕРТИКАЛЬНОЙ И НАДЛИННОЙ.
— в обычной процедуре сварки используется комбинация присадок F3/F4, которая представляет собой ROOT сварку с использованием E4310 (6010), а FILL & CAP — E4918 (E7018).
Электроды из железного порошка:
стр.19
— в некоторых случаях 50% содержание железного порошка делает покрытие более толстым и приводит к большему осаждению металла по сравнению с тем же диаметром без железного порошка.
— для расплавления железного порошка используется сильный ток.
— DEEP CUP (чашка для тигля) формируется на конце электрода, в котором сердечник плавится немного раньше покрытия флюса.
— рекомендуется метод перетаскивания, покрытие электрода постоянно находится в контакте с заготовкой, что упрощает обращение.
Важные функции шлака:
стр. 20
— он исключает кислород и азот из сварного шва до тех пор, пока он не остынет до такой степени, что оксиды и азот перестанут образовываться, что предотвращает образование твердого, хрупкого сварного шва.
— растворяет примеси в расплавленной сварочной ванне и всплывает на поверхность.
— контролирует форму и гладкость бусинок.
— замедляет скорость охлаждения, что может улучшить физические свойства металла шва.
Причины, по которым шлак трудно удалить:
стр.20
-во избежание захвата шлака удалите шлак с каждого валика сварного шва перед наплавкой следующего прохода.
— электроды с толстым покрытием, естественно, производят более тяжелый шлак.
•неправильная техника сварки (угол, наклон и длина дуги)
•неправильные настройки тока.
•неправильный тип тока.
•неправильная скорость движения.
•неправильное положение при сварке.
Электроды с низким содержанием водорода:
стр.21
-предназначены для сварки с высоким содержанием серы (например, обработка стали)
-этот тип электродов используется для сварки стали с неизвестными свойствами.
— это уменьшит вероятность растрескивания, вызванного водородом, которое может возникнуть в результате использования среднего или высокого содержания водорода на электроде.
Хранение электрода с низким содержанием водорода.
стр.21
— Электрод с известковым покрытием должен быть упакован в ГЕРМЕТИЧНО ЗАКРЫТЫЕ (воздухонепроницаемые) контейнеры и после вскрытия помещен в стержневую печь для поддержания минимальной влажности.
-30°C — 140°C (50°F — 250°F) выше температуры окружающей среды печи, как указано в ASME, раздел III, часть C. должен подвергаться повторному обжигу при 260°C — 427°C (500°F — 800°F)
— Электроды с целлюлозным покрытием, такие как E4310 (E6010), не нагреваются в печи, они поддерживают влажность 3% — 7%.
Чрезмерная влажность электрода с низким содержанием водорода
стр.22
вызывает:
— растрескивание, при сварке любая влага, попадающая в столб дуги, распадается на водород и кислород.
— пористость, небольшие ямки или круглые пустоты указывают на захваченный газ в сварном шве, преобладающий в начале сварного шва.
Обычный электрод из мягкой стали:
Обычный электрод из мягкой стали:
Для чего используется каждый тип сварочной проволоки?
Одна из основных проблем, с которой сталкивается большинство начинающих сварщиков, заключается в том, что они не знакомы с тем, для чего используется каждый сварочный пруток. Это может быть одним из разочарований в начале работы со сваркой. Тем не менее, я могу сказать вам, что, несмотря на то, что я работаю в области сварки уже довольно много лет, есть определенные вещества, которые вы просто не свариваете достаточно регулярно, чтобы знать, какой электрод использовать. Именно поэтому я собираю эту статью. Это должно по крайней мере заставить вас начать в правильном направлении. Хотя я не могу перечислить все удилища, представленные на рынке, я сделаю все возможное, чтобы включить в статью наиболее важные из них.
Прежде чем приступить к сварке, вы всегда должны убедиться, что у вас есть все необходимое оборудование для обеспечения безопасности. Одним из самых важных предметов снаряжения в вашем магазине может быть аптечка. Крайне важно убедиться, что у вас есть хорошая аптечка, особенно если вы собираетесь работать с теплом и электричеством.
Мягкая сталь Когда дело доходит до сварки мягкой стали, у вас есть выбор из тысяч электродов. Наиболее распространенные электроды подпадают под классификацию 5.1, установленную Американским обществом сварщиков (AWS). Электроды, которые я перечисляю в этой статье, являются одними из наиболее распространенных на рынке. Многие из них имеют несколько назначений и могут использоваться на разных типах металла. Тем не менее, вы всегда должны быть уверены, что любой используемый вами основной металл соответствует исходному материалу. Может быть несколько разных вариантов, и вы можете столкнуться с разными проблемами, такими как недостаточно прочный сварной шов.
Электрододержатель с E7018
E6010
E7018
E316-16
E308L-16 E6010
Электрод E6010 предназначен для нанесения начального валика на внутреннюю поверхность трубы. Это один из наиболее проникающих типов сварочной проволоки, поскольку он прорезает масло, краску, грязь или ржавчину. Это позволяет ему добраться до материала, который предполагается сваривать. Поскольку E6010 разработан специально для использования с трубами и подобными вещами, начинающий сварщик, как правило, найдет эту палку одной из самых сложных в использовании. Сварочные стержни E6010 обычно стоят от 40 до 50 долларов за 10-фунтовую коробку стержней. Цена может варьироваться в зависимости от названия бренда.
Электрод E6011, как правило, является первым выбором обслуживающего персонала для ремонтного персонала. Он также прорезает мусор, чтобы добраться до материала, и, как и E6010, имеет дугу глубокого проникновения. Однако, в отличие от E6010, E6011 предназначен для сварки переменным током и может использоваться в любом положении. Этот тип сварочного стержня колеблется в цене от 25 до 100 долларов за коробку весом 10 фунтов.
E6012Электрод E6012 используется для сварки тонколистового металла, такого как оконные рамы, металлическая мебель, автомобили, подвижной состав, грузовые вагоны и корабли. Это электрод из углеродистой стали, который можно использовать в любом положении. Этот тип электрода будет стоить около 16 долларов за стержень за 10-фунтовую коробку.
E6013 Электрод переменного тока E6013 можно использовать в любом положении, однако он предназначен для нового чистого листового металла и имеет более мягкую дугу, минимальное разбрызгивание и умеренное проникновение, что облегчает очистку. шлак. Эти сварочные прутки начинались примерно с 23 долларов США за 10-фунтовую коробку. Он обеспечивает ровную ровную стабильную дугу и легко удаляет шлак. Коробка этих сварочных стержней весом 10 фунтов стоит около 27 долларов.
Электрод E7024 предназначен для металлизации толщиной более ¼ дюйма. Этот электрод предназначен для использования с переменным током, и вы можете выполнять большие ручные сварные швы. Цена этих электродов начинается примерно с 20 долларов США за коробку весом 5 фунтов.
E7018Сварочный электрод E7018 предназначен для использования с постоянным током и может использоваться в любом положении. Этот электрод создает дугу с низким содержанием водорода, которая создает более равномерный сварной шов. Это особенно важно, если металл будет использоваться в среде с отрицательными температурами. 10-фунтовая коробка этих сварочных электродов стоит около 30 долларов 9.0086
Нержавеющая сталь Нержавеющая сталь может быть сложной. Каждый раз, когда вы собираетесь сваривать любой металл, вы хотите, чтобы основной металл сварочной палки был как можно ближе к свариваемому материалу. Это делается для того, чтобы у вас не возникло проблем с тем, как дуга взаимодействует с металлом. Примеры, которые я привожу в этом разделе, — не единственные стики, доступные на рынке. Однако они являются наиболее распространенными, и их можно использовать в различных приложениях.
Это, в дополнение к тому факту, что нержавеющая сталь имеет сварной шов, который по своей природе вялый, делает нержавеющую сталь интересным металлом для работы. Не только рекомендуется использовать сварку MIG с нержавеющей сталью, они также рекомендуют использовать смесь трех газов при настройке защитного газа. Согласно тому, что я обнаружил в своих исследованиях, они ищут что-то похожее на 7,5% аргона, 2,5% СО2 и 90% гелия. Используется высокий процент гелия, потому что у гелия теплопроводность выше, чем у других газов, и это позволяет получить более плоский валик.
Эта конкретная серия сварочных электродов предназначена для работы с материалами из нержавеющей стали, такими как 301, 302, 304 и 305. Однако они также подходят для некоторых литейных сплавов, таких как CF-3 и CF-8, которые предназначены для использования в условиях высоких температур. Сварочные прутки 308L обычно стоят от 10,99 долларов США за 1 фунт. Однако важно, чтобы все металлы имели схожие свойства. Например, их можно использовать для сварки материалов 308, но не материалов 316 или 316L. Материалы 316L содержат молибден, а 309L стержень нет. Серия сварочных электродов 309L стоила около 6 долларов за 1 фунт, в зависимости от того, какой тип вы выберете.
Серия 316LСерия 316L используется для металлов 316 и 316L. К ним относятся CF-3M и CF-8M, которые являются литым эквивалентом 316 и 316L. Эти сварочные стержни стоили около 25 долларов за партию весом 5 фунтов.
Серия 347 Этот тип стержня и его подкатегории используются для основного материала 321 и 347. Они считаются стабилизированными марками, и этот тип сварочной проволоки разработан с учетом этого. Литой эквивалент удилища 347 — CF-8C, поэтому этот тип удилища также подходит для этого применения. Стоимость сварочной проволоки серии 347 начинается примерно от 11 долларов за трубку весом 1 фунт.
Не имеет значения, ремонтируете ли вы старинный автомобиль или просто пытаетесь сварить чугунный выпускной коллектор, выбор правильного сварочного электрода является важной частью работы. Выбирая электрод для сварки чугуна, убедитесь, что вы принимаете во внимание, требует ли стержень однократного или многократного прохода и поддается ли он механической обработке.
Хотя элементы, которые я перечисляю в этой статье, не являются единственными сварочными прутьями, которые можно использовать для сварки чугуна, они, как правило, являются наиболее распространенными. Прежде чем браться за какой-либо проект, убедитесь, что вы изучаете свои варианты и используете правильный сварочный электрод. Использование неподходящего электрода для сварки чугуна может привести ко многим проблемам, включая слабый сварной шов. Это может привести к трещинам в соединениях, которые могут привести к утечкам или слабым местам, которые могут вызвать проблемы позже во время использования.
Также важно отметить, что при сварке чугуна он не выдерживает резких перепадов температуры. Сварка чугуна без предварительного подогрева середины хотя и возможна, но не лучшая идея. Вы всегда должны убедиться, что вы предварительно нагреваете металл. Это сделано для того, чтобы разница температур между нормальной и сварочной не была такой большой. Кроме того, вы хотите убедиться, что вы правильно подготовили область, которая будет сварена. Это включает в себя настройку соединений, которые будут сварены с правильной шлифовкой.
Электрод серии Tech Rod 99 обычно состоит из 99% никеля. Состав и тот факт, что сварной шов считается поддающимся механической обработке, делают этот тип стержня желательным. Поскольку у него есть все эти атрибуты, он считается удилищем премиум-класса. Поскольку никель дорог, стоимость будет немного выше. Коробка электродов этого типа весом 10 фунтов будет стоить около 170 долларов.
Электрод серии Tech Rod 55 обычно содержит 55% никеля. Тот факт, что этот электрод содержит меньше никеля, делает его более экономичным в использовании. Они обычно используются для ремонта поврежденных отливок, если они имеют толстые или тяжелые сечения. Поскольку этот электрод содержит 55% никеля, сварные швы намного прочнее и лучше переносят фосфор, образующийся в процессе литья. Коэффициент расширения также меньше, чем у Tech Rod 9.9, так что вы получите гораздо меньше трещин сварки плавлением.
Серия Ferroweld В этом типе электродов используется стальной сердечник, который оставляет твердый сварной шов, но не поддается механической обработке. Нельзя дорабатывать болгаркой, чтобы бусина выглядела лучше. Тот факт, что этот электрон имеет стальной сердечник, означает, что это недорогой электрод, который можно использовать для сварки многих изделий из чугуна. Из-за своей сердцевины он создает довольно удобную дугу, которая эффективна для любого материала, который не может быть полностью очищен. Отложения, создаваемые этим типом сварочного стержня, будут ржаветь, как чугун. Предварительное прессование этих сварочных стержней начинается примерно с 8 долларов за 1 фунт в зависимости от марки и размера стержня.
Согласно определению, никелевый сплав представляет собой любую комбинацию металлов, содержащую более половины никеля. Эти типы сплавов не твердеют при закалке, вы должны термически обрабатывать деталь и выдерживать ее при контролируемой температуре в течение определенного времени. Благодаря этому материал остается пластичным и мягким после завершения сварки. Несмотря на то, что существует несколько типов методов сварки никеля (сварка электродом, MIG, TIG), я собираюсь перечислить только наиболее распространенный. Сварка стыковым швом возможна, однако это не самый распространенный метод.
Это один из наиболее распространенных типов никелевого наполнителя по одной причине. Потому что это работает. Он обычно используется для добавления нескольких слоев коррозионной и термостойкости к стали с более низкой коррозионной стойкостью. Тот факт, что металл нельзя закалить, означает, что даже если вы соедините два куска закаленной стали, полученный сварной шов все равно будет мягче. Катушка сварочной проволоки Inconel 625 MIG весом 30 фунтов стоит около 1800 долларов.
Возможно, вы уже поняли, что в Интернете много дезинформации о сварке алюминия, потому что сварка алюминия может быть сложной задачей. Одна из основных вещей, которую вы хотите сделать, это убедиться, что алюминий, который вы свариваете, является типом материала, который можно сваривать должным образом. Если нет, вы получите грязные сварные швы, которые не расплавятся. Из-за этого они могут быть полны трещин и воздушных карманов, что еще больше ослабит сварные швы.
Дуговая сварка алюминия не является предпочтительным методом сплавления двух деталей, однако она работает. Обычно вы хотите иметь материал толщиной более 1/8 дюйма. Если вы собираетесь сваривать более тонкий материал дуговой сваркой, вам придется поиграться с настройками мощности вашего сварочного аппарата, чтобы убедиться, что вы не прожигаете материал. Сказав это, если вы собираетесь сваривать алюминий, правильный способ сделать это — сварка TIG со смесью гелия и аргона. Это не только самый медленный метод, но и самый чистый и контролируемый метод сварки алюминия.
При сварке алюминия очень важно правильно очистить зону сварки перед началом сварки. Делать это следует латунной или проволочной щеткой. Тем не менее, кусок наждачной бумаги также может работать. Чтобы получить чистый сварной шов, убедитесь, что вы удалили масло с детали во время процесса очистки. Это гарантирует, что как только вы начнете сварку, сварной шов будет прилипать к металлу. Важно, чтобы было как можно меньше сопротивления.
Эта серия сварочных прутков обычно имеет толщину 1/8 дюйма и покрыта флюсом. Он предназначен для использования с питанием постоянного тока с нормальной полярностью. Две основные проблемы, с которыми вы столкнетесь с этим типом сварочной проволоки, — это тот факт, что для сварки требуется очень много проволоки. Очень короткий сварной шов может мгновенно съесть половину стержня. Другая вещь, с которой сталкивается большинство людей, — это накопление шлака. Может быть трудно сказать, как ложится сварной шов, потому что шлак скапливается над сварным швом в ваннах.
Вы также должны провести обширную очистку от шлака после наложения сварного шва. Дуговая сварка алюминия, кажется, работает лучше, если вы предварительно нагреваете материал до температуры перед сваркой. Это позволяет сварному шву быть более прочным и иметь меньше трещин и карманов. Цена сварочных прутков E4043 начинается примерно с 15 долларов за коробку весом 1 фунт.
Медь — еще один металл, который необходимо предварительно подготовить перед сваркой. Поскольку медь рассеивает тепло, ее трудно сваривать, потому что область, которую вы свариваете, быстро остывает. Чтобы вылечить это, вы всегда должны предварительно нагревать медь. Это делается для того, чтобы он не поглощал столько тепла, сколько выделяет сварной шов. Сварка TIG (вольфрам в инертном газе) и сварка MIG (металл в инертном газе) являются функциональными способами сварки меди, однако дуговая сварка по-прежнему является наиболее распространенным методом. Важно найти хороший электрод, который можно использовать с вашим сварочным аппаратом.
Если вы решите использовать один из других методов, предпочтительным методом является сварка ВИГ со 100% гелием. Благодаря своей теплопроводности гелий может усиливать эффект сварщика в 1,7 раза. Как вы понимаете, это значительно улучшит качество любой бусины, с которой вы работаете, особенно с медью. Хотя существует несколько типов сварочных стержней, которые можно использовать для меди, я собираюсь перечислить лишь некоторые из наиболее распространенных. Если эти стержни не подходят для вашего применения, проведите небольшое исследование и выясните, какой стержень больше подходит для вашего сварщика.
Этот тип электрода предназначен для использования с раскисленной медью посредством дуговой сварки в среде защитного газа (SMAW). Это позволит получить металлургическое соединение, которое будет механически прочным. Он будет работать не только с раскисленной медью, но также эффективен для чугуна и стали. 189 электродов должны работать на постоянном токе обратной полярности, чтобы создать прочность на растяжение до 35000 фунтов на квадратный дюйм. Цена этого типа электродов обычно начинается примерно с 50 долларов за электрод.
В то время как очистка деталей чрезвычайно важна для других типов материалов, для титана это необходимо. Детали из титана должны быть очищены даже от следов отпечатков пальцев, прежде чем их можно будет сваривать вместе. Убедитесь, что вы очистили все детали стальной щеткой, которая не использовалась ни для чего, кроме титана. Его нельзя использовать на любом другом продукте, иначе он загрязнит изделие. После того, как вы это сделаете, протрите все очистителем для деталей, чтобы убедиться, что все остатки масла удалены. При этом надевайте перчатки, чтобы другие масла не попали на металл.
Саму сварку лучше всего проводить в камере, чтобы аргон мог циркулировать внутри и вокруг деталей. Если вы позволите электроду попасть в кислород, он может загрязнить деталь. Все эти различные аспекты следует учитывать, прежде чем приступить к сварке титана. Титан является одним из самых трудных для плавления металлов, поэтому очень важно соблюдать все процедуры.
Титан сваривается с использованием вольфрамовой сварки в среде инертного газа (TIG), и вместе с электродом используется 36-дюймовый титановый стержень. Это создаст связь, которая даст вам прочность на растяжение до 50000 фунтов на квадратный дюйм. Самой большой проблемой при сварке титана является цена самих стержней. Цена 36-дюймового титанового сварочного стержня 1/16 дюйма начинается примерно со 153 долларов за фунт.
Давайте взглянем на последовательность классификации сварочных электродов и посмотрим, что означают различные секции. Первая цифра указывает, для какого типа сварки следует использовать стержень. Обычно это буква E, которая означает, что он используется для дуговой сварки. Первые две или три цифры указывают на прочность на растяжение. Это то, сколько фунтов на квадратный дюйм материал может выдержать, не разрываясь. Третья или четвертая цифра указывает, какое положение следует использовать для сварки. 4-я или 5-я цифра говорит вам, какое покрытие имеет электрод и какой тип источника питания использовать с ним.
В качестве примера разберем классификацию E6010. E говорит нам, что стержень будет использоваться для дуговой сварки. Следующие две цифры указывают, что прочность на растяжение составляет 60 000 фунтов на квадратный дюйм. Единица указывает на то, что его можно использовать во всех положениях, а ноль указывает на то, что этот тип стержня следует использовать с машиной DCRP (постоянный ток обратной полярности). Хотя разобраться во всем этом может быть непросто. после того, как вы сделаете это несколько раз, вы станете в этом ловкой рукой.
При написании этой статьи я надеюсь, что дал вам немного больше информации о сварочных электродах и их конкретном использовании. Хотя некоторые стержни можно использовать для разных типов металлов, важно отметить, что для более экзотических металлов в этом списке требуются стержни, специально предназначенные для этого материала. Однако никогда не думайте, что только потому, что вы имеете дело со старой простой сталью, сварочный пруток может быть обычным.