Блок питания для плазмотрона своими руками: Приспособление для плазмореза своими руками
Содержание
Мультиплаз. Новый инструмент для вас.
В аппарате Мультиплаз 15000М применен инверторный способ преобразования напряжения.
Использование воздушно-плазменной резки вместо газовой – верный путь к повышению экономичности и мобильности работ, связанных с разделкой и раскроем металла. В последние годы рынок аппаратов для плазменной резки – наиболее интенсивно развивающийся в секторе сварочного оборудования. Не отставайте от технического прогресса! Приобретение аппарата Мультиплаз 15000М быстро окупит себя и выведет Ваше производство на новый технический уровень.
Во всех развитых странах за последние десятилетие был создан целый спектр оборудования и приспособлений для воздушно-плазменной резки. Российская компания Мультиплаз не осталась в стороне, выпустив на рынок аппарат Мультиплаз–15000М, успешно конкурирующий своим качеством и характеристиками с импортными аналогами.
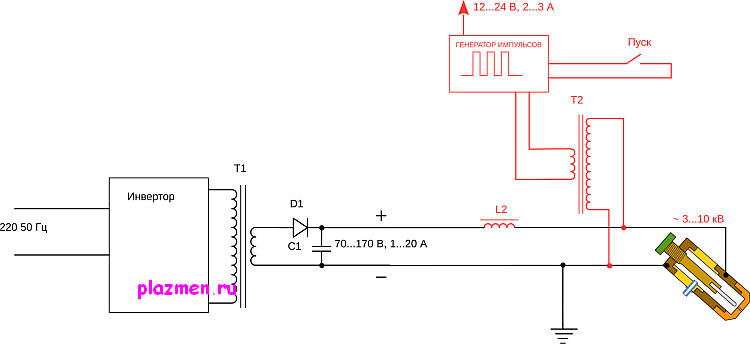
Суть процесса, происходящего в этом типе плазматрона, следующая. Внутри ствола резака, между соплом-анодом и катодом, зажигается электрическая дуга, которая ионизирует подающийся воздух. Из сопла вырывается высокоскоростная плазменная струя с температурой до 10000°С, с помощью которой и осуществляется процесс резки. Высокая скорость и напор струи позволяет эффективно выдувать образующийся грат, а маленький диаметр факела обеспечивает высокую концентрацию энергии в зоне реза.
Однако, прежде всего потребителя интересуют эксплуатационные характеристики аппаратов, а не те физические процессы, которые их обеспечивают. Что же является определяющим для такой популярности аппаратов воздушно-плазменной резки?
Обычно рекламируемое преимущество воздушно-плазменной резки — отсутствие необходимости в расходуемых баллонных компонентах (кислороде, пропане или ацетилене) и оно, конечно, является существенным. Превращение расходуемых компонентов в малоразмерные элементы (сопла и катоды), месячный запас которых свободно умещается в кармане – несомненно впечатляет.
Тем более, что стоимость всех расходуемых материалов для воздушно-плазменной резки в расчете на метр реза, включая электроэнергию и сжатый воздух — в 1,5 — 2 раза меньше, чем при газовой резке.
Есть и еще более мелкие преимущества.
Воздушно-плазменная резка универсальна. Вы сможете переходить от резки нержавеющей стали к черному металлу и потом к меди, изменяя только режим аппарата по току – простым поворотом регулировочной ручки. И забудьте о присадочных порошках для резки сложных сплавов – они Вам не понадобятся!
Воздушно-плазменные резаки обеспечивают отличное качество реза — минимальную его ширину в сравнении с газовой резкой. Подбирая оптимальные режимы резки, Вы забудете, как выглядят облой, грат и наплывы, типичные для газовой резки.
Ваши заготовки не будут коробиться при резке и Вам не нужно будет прогревать металл для того, чтобы начать рез.
Можно добавить в этот список мелких достоинств, что в случае правильно выбранных режимов резки, последующая сварка заготовок может проводиться без промежуточной обработки краев.
Однако самым главным преимуществом на наш взгляд является не все то, что Вы прочитали выше. Главное — существенное повышение скорости резки, которое нельзя обеспечить никаким другим способом резки. Именно этим Вы сможете достигнуть на Вашем производстве максимальной производительности труда, что является первым и главным условием для победы в конкурентной борьбе и для получения высокой прибыли. Например, скорость резки 10-мм углеродистой стали с помощью газовых резаков составляет около 0,4 м/мин. Перейдя на воздушно-плазменную резку, Вы сможете увеличить эту скорость в разы – до 0,8-1,2 м/мин.
Конкретная величина скорости резки зависит от мощности плазменного аппарата. Выбирая эти мощности и режущие токи при разработке наших аппаратов, мы учитывали, что металлоконструкции в подавляющем большинстве случаев состоят из металлов малых и средних толщин. Аппарат Мультиплаз-15000М обеспечивает резку углеродистой стали в диапазоне до 50 мм толщины.
Повышенная скорость резки обеспечивает не только уменьшение затрат расходных материалов на один метр реза. Это еще и снижение затрат на зарплату Ваших сотрудников, которая в современных условиях становится одной из главных расходных статей. За одно и то же время и одну и ту же зарплату резчик, оснащенный воздушно-плазменным аппаратом, сможет произвести объем работ в несколько раз больший, чем его коллега с газовым резаком. И не нужно быть дипломированным экономистом, чтобы понять почему — скорость резки для этих способов различается именно в разы. Добавьте к этому простоту обслуживания, подключения и регулирования аппарата, его небольшой вес и габариты, удобство нашего фирменного гарантийного и послегарантийного сервиса – и Вы снизите не только прямые, но и косвенные (непроизводственные) затраты рабочего времени.
Пусть Вас не смущает достаточно высокая цена наших воздушно-плазменных аппаратов. Во-первых, благодаря усилиям по снижению их себестоимости, мы сумели назначить эту цену в 1,5 — 2 раза ниже, чем у импортных аналогов, при том же качестве и технических характеристиках. Во-вторых, экономические расчеты по оценке эффективности внедрения наших аппаратов показывают, что срок окупаемости разницы в цене между воздушно-плазменным оборудованием и газовым составляет всего несколько месяцев.
А теперь о «фирменных» отличиях аппарата Мультиплаз 15000М. Наша компания всегда стремилась к обеспечению такого фактора как низкий вес и компактность оборудования. Наш аппарат для воздушно-плазменной резки, в котором применен инверторный способ преобразования напряжения – не исключение. Плазмотрон Мультиплаз 15000М состоит из плазменного резака и электронного блока питания весом всего 27 кг!!! При этом толщина углеродистой стали, которую Вы сможете разрезать, составит – 50 мм!
Нашими покупателями являются представители различных отраслей промышленности – от грубой разделки на металолом до точного листового раскроя.
Надеемся, что Вы уже поняли, что наш воздушно-плазменный аппарат является наилучшим в ряду аналогов по соотношению «цена-качество» и доступен широкому кругу потребителей. Тогда ознакомьтесь с подробными техническими характеристиками аппарата Мультиплаз 15000М, в случае необходимости прочтите инструкцию по эксплуатации и приезжайте к нам в Отдел продаж, где Вы сможете увидеть этот аппарат в работе.
Гарантийный срок — 12 месяцев.
Преимущества плазмореза со встроенным компрессором
Не каждый металл удастся аккуратно разрезать газокислородным способом. Для нержавейки, алюминия, меди понадобится плазморез. К слову, его можно использовать и для кроя черных металлов и всевозможных сплавов. В этом плане данное оборудование можно считать универсальным. К тому же обеспечивает быстрое, точное, аккуратное разрезание заготовки с минимальным количеством брызг. Именно поэтому на производстве сегодня активно используют плазменную резку. Скорость, качество, производительность решают многое.
Среди достоинств плазморезов справедливо также выделить мобильность. Ошибочно считать, что оборудование непросто перемещать, транспортировать. Выпускаются источники плазмы со встроенным компрессором, когда все, что нужно для работы – в одном блоке. В этом случае достаточно только подключить установку к сети.
Несколько слов об устройстве
Плазморез со встроенным компрессором – источник тока и сжатого воздуха для плазменной резки.
Состоит из:
Блока питания;
Плазмотрона;
Кабель-шлангового пакета;
Компрессора.
Блок питания – отдает ток, который необходим для возбуждения электрической дуги. Сегодня распространены блоки инверторного типа. Отличаются простой и точной регулировкой силы тока, устойчивостью к перепадам напряжения, надежностью. Могут быть однофазными и более мощными, для промышленной сети, трехфазными.
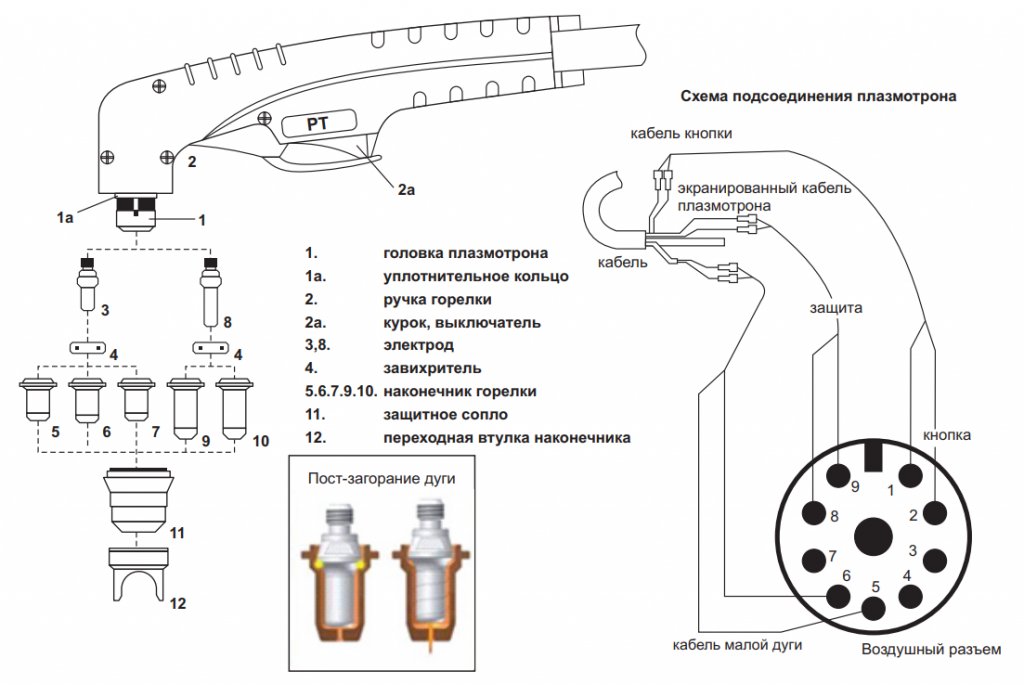
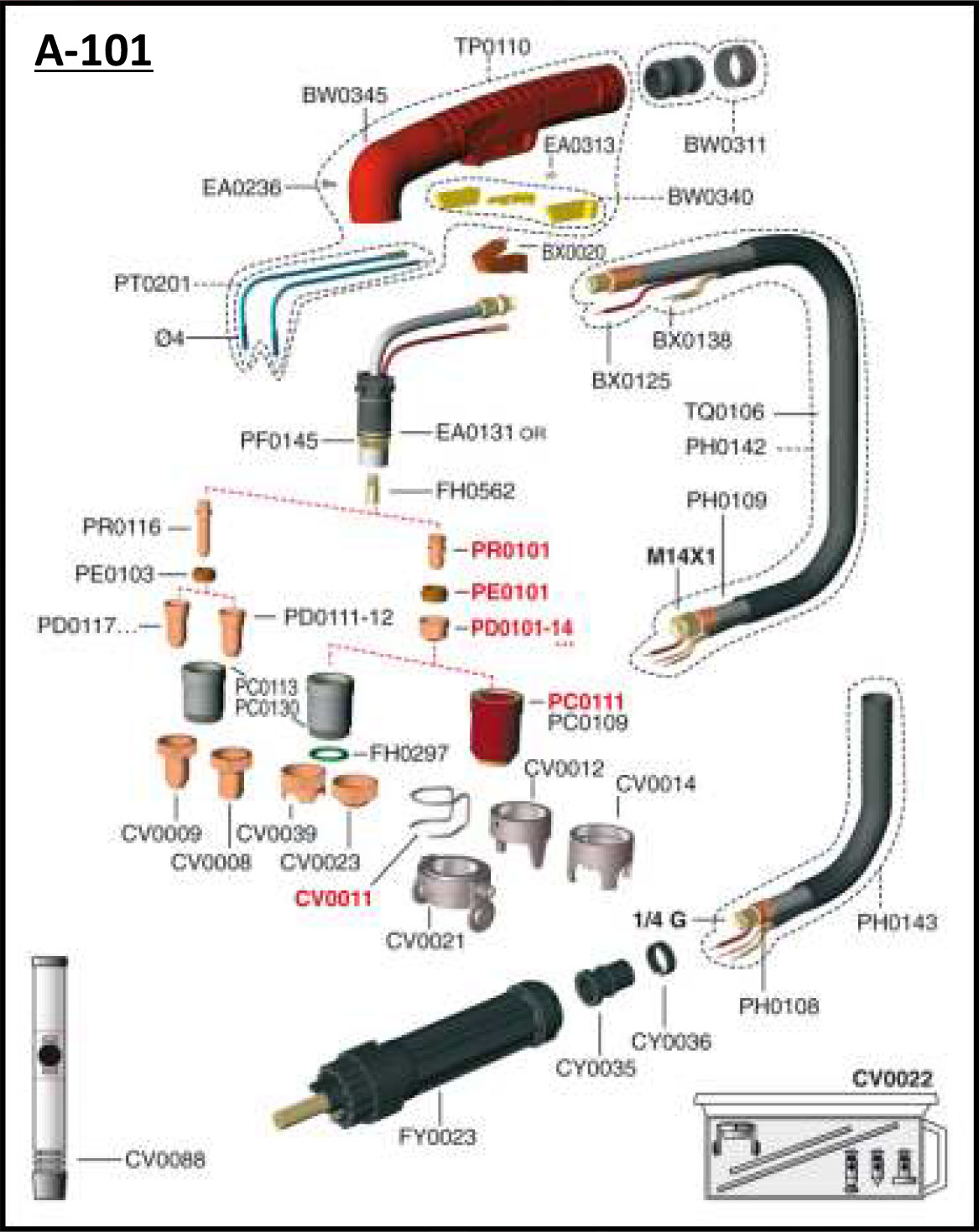
Второй элемент – плазмотрон, или резак, – отвечает за образование плазмы. Это рабочий орган, состоящий из рукоятки с кнопкой запуска, механизма регулировки подачи воздуха, электрода, диффузора, сопла, прижимного колпачка. Резак оператор держит в руке.
Благодаря кабель-шланговому пакету плазмотрон подключается к источнику тока и компрессору. Ну, и конечно, по кабелю массы питание идет на заготовку.
Последний агрегат – в нашем случае встроенный – подает к плазматрону сжатый воздух.
Как работает плазменная резка: оператор нажимает кнопку пуска, поджигает дежурную дугу между катодом и анодом в плазмотроне, катодом выступает электрод, а анодом – сопло; активирует подачу сжатого воздуха, при этом подносит горелку к заготовке; в тот момент дуга уже замыкается на заготовке, из дежурной превращаясь в рабочую, режущую. Ключевую роль играет сжатый воздух. Проходя через электродугу, он нагревается до сверхвысокой температуры, ионизируется. Образуется мощный поток, насквозь прожигающий металл.
Преимущества
Не отдельно стоящий, а встроенный компрессор делает плазменную резку более мобильной, удобной. Когда не нужно заботиться о приобретении и подключении подходящего источника сжатого воздуха, он уже предусмотрен производителем в корпусе плазмореза.
Другие достоинства касаются и обычных плазморезов:
Высококачественная и быстрая резка металла разной толщины, 13, 20, 25 мм и т.д.;
Удобная регулировка силы тока;
Высокая безопасность;
Возможность сделать рез, которому не понадобится дальнейшая механическая обработка;
Работа с тугоплавкими металлами и сплавами.
Плюс доступность оборудования разной мощности.
Вы можете купить плазморез со встроенным компрессором как для бытовой однофазной, так и промышленной трехфазной сети. С толщиной резки до 25 мм.
Эталонное качество для профессионалов – Чебора. Рекомендуем.
Характеристики плазморезов Чебора
Высокое качество резки, надежность, мощность, простота и мобильность – все это в полной мере относится к итальянским аппаратам плазменной резки со встроенным компрессором Cebora (Чебора).
Основные характеристики данного оборудования итальянского производства:
Тип – профессиональное.
Источник питания – инверторный, однофазный или трехфазный.
Толщина резки – до 16 или 25 см.
Максимальный ток – 30 А.
Тип поджига – пневматический, не создающий помех.
Продолжительность включения — 100 %. При токе 15 или 25 А и температуре не более 40 °C.
Работать рассматриваемыми плазморезами Чебора можно при температуре от -10 + 40 °C. Срок службы оборудования – 10 лет.
Источники плазмы поставляются полностью готовые к применению, с плазмотроном. Расходные материалы, необходимые для продолжительной работы, – электроды и форсунки. Можно приобрести комплект, в котором, помимо этих составляющих резака, будут колпачок, держатель форсунки и завихрители.
Паровая плазма — Пароводяной плазмотрон
Длительный ресурс непрерывной работы.
Длительный ресурс непрерывной работы плазмотронов достигается за счет его уникальных конструктивных особенностей, позволяющих работать на относительно малых токах (до 250 А) и относительно больших напряжениях (свыше 1000 В) и возобновляемости ресурса электродов в процессе эксплуатации. Плазмотроны относительно малой мощности (до 200 кВт) работают на напряжениях до 2000 В. Специальные конструкции электродных узлов выполнены с обеспечением длительного ресурса. (более 1000 часов)
Надежность плазмотрона обусловлена выбранной схемой, стабильностью геометрии и простотой его конструкции. По конструктиву анодный узел идентичен катодному узлу, и они соединены между собой посредством быстросъемных соединений, через общую нерасходуемую, профилированную камеру оригинальной конструкции, что сокращает номенклатуру узлов, составляющих плазмотрон и позволяет, при необходимости, производить быструю, в течение минут, замену любого из них.
Независимость вводимой мощности в дуговой разряд плазмотрона от массового расхода поступающего плазмообразующего газа
Плазмотрон обеспечивает заданную стабильную вводимую в него мощность в широком диапазоне расходов плазмообразующего газа, за счет уникальной конструкции, с возможностью фиксаций длины дуги, вне зависимости от расхода, на заданной длине. Изменения напряжения на дуге, связанные с изменениями напряженности поля при разных режимах и расходах плазмообразующего газа, компенсируются быстродействующим регулированием мощности, при этом можно точно поддерживать, или управлять мощностью дуги, а так же температурой истекающей плазменной струи газа. Пульсации мощности минимизированы вследствие постоянства формы и длины дуги.
Легкость в обращении и эксплуатации
Запуск плазмотрона производится осцилляторным способом, сразу на номинальном расходе плазмообразующей среды, без дополнительных пусковых операций, что упрощает процедуру включения и стабилизацию режима работы плазмотрона в течение миллисекунд. При непредвиденных срывах дуги, связанных, например, с нестабильностью подаваемых плазмообразующих сред и обрабатываемых материалов, сбоев энергоснабжения и другим независящим обстоятельствам, в соответствии с алгоритмом, немедленно происходит «автоподжиг» дуги плазмотрона.
Оборудование не требует длительной подготовки перед включением, находится в состоянии постоянной полной готовности.
Плазменная резка НТЦ Плазмотрон — Использование стандартных источников питания, применяемых для дуговой сварки
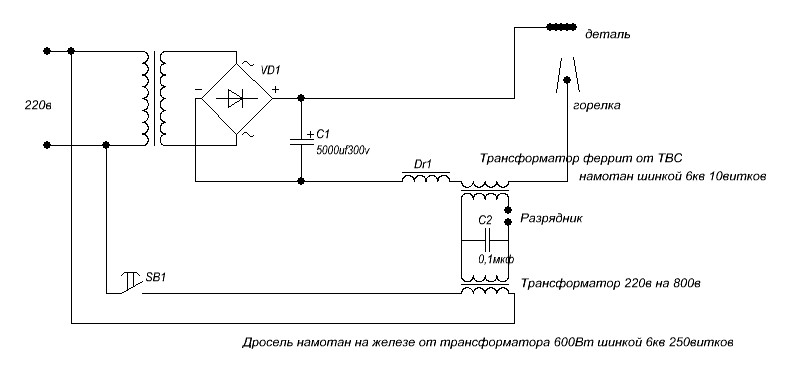
При отсутствии специальной аппаратуры плазменную установку можно оснастить стандартными источниками питания, применяемыми для дуговой сварки: сварочными трансформаторами, выпрямителями, электромашинными преобразователями.
В особых случаях, например для выполнения плазменно-дуговой резки при отсутствии близко расположенной сети электроснабжения, возникает необходимость использования передвижных сварочных электростанций (агрегатов). При использовании стандартного сварочного оборудования следует руководствоваться рядом общих соображений: 1. При возможности выбора необходимо подбирать источники питания с падающими внешними характеристиками, технические данные которых представлены в табл. 1. Сварочные выпрямители и генераторы с жесткими или пологопадающими внешними характеристиками имеют сравнительно низкое напряжение холостого хода (40 — 50 в). Кроме того, для создания падающих характеристик их необходимо оснащать балластными сопротивлениями. С экономической точки зрения это не выгодно. 2. Необходимо учитывать, что все стандартные сварочные источники питания при нагрузке их на номинальный ток рассчитаны на продолжительность работы (ПР) не более 65%. Поэтому при длительной работе ток нагрузки следует уменьшить согласно формулы: Iпр=100%=0,77 Iпр=60%, (33). 3. В большинстве случаев, за исключением плазменной сварки в аргоне, рабочее напряжение плазмотрона превышает номинальное рабочее напряжение источников питания. Поэтому возникает необходимость в последовательном соединении двух или трех идентичных источников питания. 4. Для обеспечения нормальной работы плазмотрона, кроме стандартных источников, должна быть смонтирована (желательно в отдельном шкафу) система управления источником, включающая ряд вспомогательных блоков (зажигания, защиты плазмотрона, газоводоснабжения и т.п.).
Рис.1. Соединение однофазных сварочных трансформаторов в трехфазную схему с выпрямительным мостом.
При выборе источника питания плазмотрона постоянного тока обычно предпочтение отдается сварочным выпрямителям, которые отличаются от электромашинных преобразователей бесшумностью, имеет более высокий к.п.д. и соs?, более надежны в эксплуатации. В машинных генераторах наблюдается явление перемагничивания при резких изменениях режима горения дуги. Для предотвращения перемагничивания рекомендуется переключать обмотки возбуждения генераторов со схемы самовозбуждения на независимое возбуждение. При последовательном соединении генераторов их обмотки возбуждения необходимо также соединять последовательно и подавать питание от общего выпрямителя, что обеспечивает неизменный режим работы генераторов. Преимуществом машинных генераторов является плавное нарастание тока при его включении, что является одним из требований, предъявляемых к источникам питания плазмотронов. Как известно, в сварочных выпрямителях величина тока регулируется механическим перемещением катушек вторичной обмотки трансформатора относительно первичной или перемещением магнитного шунта, поэтому здесь практически можно осуществить лишь ступенчатое автоматическое нарастание тока с помощью балластных сопротивлений. При необходимости питания плазмотронов повышенным напряжением, например для воздушно-плазменной резки, наиболее целесообразно использовать для плазмотронов малой мощности выпрямитель ВД-З01, а для плазмотронов повышенной мощности — три однофазных сварочных трансформатора Тр1, Тр2, ТрЗ, например СТШ-500, соединенных в трехфазную схему с выпрямительным мостом на кремниевых вентилях Д1 — Д6 (рис. 1) . В указанных выпрямителе и трансформаторах вторичные обмотки выполнены двумя изолированными шинами, поэтому при пересоединении их последовательно можно вдвое увеличить напряжение, и, соответственно, вдвое уменьшить ток источника. Если учесть, что при последовательном и параллельном соединении вторичных обмоток их можно соединить по схеме «треугольник» и «звезда», то можно получить выпрямители с разнообразными сочетаниями напряжений и токов, пригодные для различных процессов плазменно-дуговой обработки металлов.
Вернуться на Плазменная резка
Как работает плазменный резак
Что такое плазма?
Чтобы правильно объяснить, как работает плазменный резак, мы должны начать с ответа на основной вопрос: «Что такое плазма? Проще говоря, плазма — это четвертое состояние вещества. Обычно мы думаем о материи, имеющей три состояния: твердое, жидкое и газообразное. Материя переходит из одного состояния в другое за счет поступления энергии, например тепла. Например, вода переходит из твердого (лед) в жидкое состояние при приложении определенного количества тепла. Если уровень тепла увеличится, он снова изменится с жидкости на газ (пар). Теперь, если уровень тепла снова увеличится, газы, составляющие пар, станут ионизированными и электропроводящими, превратившись в плазму. Плазменный резак будет использовать этот электропроводящий газ для передачи энергии от источника питания к любому проводящему материалу, в результате чего процесс резки будет более чистым и быстрым, чем при использовании кислородного топлива.
Формирование плазменной дуги начинается, когда газ, такой как кислород, азот, аргон или даже производственный воздух, пропускается через небольшое отверстие сопла внутри горелки.Электрическая дуга, генерируемая от внешнего источника питания, затем вводится в этот поток газа под высоким давлением, в результате чего возникает то, что обычно называют «плазменной струей». Плазменная струя сразу достигает температуры до 22000 ° C, быстро пробивая заготовку и сдувая расплавленный материал.
Компоненты плазменной системы
Источник питания — источник питания для плазменной резки преобразует одно- или трехфазное сетевое напряжение переменного тока в плавное постоянное напряжение в диапазоне от 200 до 400 В постоянного тока. Это постоянное напряжение отвечает за поддержание плазменной дуги на всем протяжении резки. Он также регулирует требуемый выходной ток в зависимости от типа и толщины обрабатываемого материала.
Консоль зажигания дуги
— Схема ASC вырабатывает переменное напряжение приблизительно 5000 В переменного тока на частоте 2 МГц, которое создает искру внутри плазменной горелки для создания плазменной дуги.
Плазменный резак
— Плазменный резак предназначен для обеспечения правильного выравнивания и охлаждения расходных деталей.Основными расходными деталями, необходимыми для генерации плазменной дуги, являются электрод, завихритель и сопло. Дополнительный защитный колпачок может использоваться для дальнейшего улучшения качества резки, а все части удерживаются вместе внутренними и внешними удерживающими колпачками.
Подавляющее большинство систем плазменной резки сегодня можно разделить на обычные или прецизионные категории.
В обычных плазменных системах в качестве плазменного газа обычно используется производственный воздух, а форма плазменной дуги в основном определяется отверстием сопла.Приблизительная сила тока плазменной дуги этого типа составляет 12-20K ампер на квадратный дюйм. Во всех портативных системах используется обычная плазма, и она до сих пор используется в некоторых механизированных приложениях, где допуски деталей более приемлемы.
Системы прецизионной плазменной резки (с высокой плотностью тока) спроектированы и спроектированы так, чтобы производить резку с максимальной резкостью и высочайшим качеством, достижимую с помощью плазмы. Конструкции резака и расходных деталей более сложны, и в комплект входят дополнительные детали для дальнейшего сужения и формы дуги.Прецизионная плазменная дуга составляет примерно 40-50 кОм на квадратный дюйм. Несколько газов, таких как кислород, воздух высокой чистоты, азот и смесь водорода / аргона / азота, используются в качестве плазменного газа для получения оптимальных результатов на множестве проводящих материалов.
Ручной режим
В типичной ручной плазменной системе, такой как наша Tomahawk® Air Plasma, расходные части электрода и сопла контактируют друг с другом внутри резака в выключенном состоянии.Когда спусковой крючок нажат, источник питания вырабатывает постоянный ток, который течет через это соединение, а также инициирует поток плазменного газа. Как только плазменный газ (сжатый воздух) создает достаточное давление, электрод и сопло раздвигаются, что вызывает электрическую искру, которая превращает воздух в плазменную струю. Затем поток постоянного тока переключается с электрода на сопло, на путь между электродом и заготовкой. Этот ток и воздушный поток продолжаются до тех пор, пока спусковой крючок не будет отпущен.
Операция прецизионной плазменной резки
Внутри прецизионного плазменного резака электрод и сопло не соприкасаются, а изолируются друг от друга завихрительным кольцом с небольшими вентиляционными отверстиями, которые превращают предварительный поток / плазменный газ в закрученный вихрь. Когда на источник питания подается команда пуска, он генерирует до 400 В постоянного тока напряжения холостого хода и запускает предварительную подачу газа через шланг, подсоединенный к горелке.Сопло временно подключается к положительному потенциалу источника питания через цепь вспомогательной дуги, а электрод находится на отрицательном полюсе.
Затем из пульта запуска дуги генерируется высокочастотная искра, которая заставляет плазменный газ становиться ионизированным и электрически проводящим, в результате чего возникает путь тока от электрода к соплу, и создается пилотная плазменная дуга.
Как только вспомогательная дуга контактирует с заготовкой (которая подключается к заземлению через планки режущего стола), путь тока смещается от электрода к заготовке, высокочастотная дуга отключается, и цепь вспомогательной дуги размыкается. .
Затем источник питания увеличивает постоянный ток до значения силы тока резки, выбранного оператором, и заменяет газ предварительной подачи на плазменный газ, оптимальный для разрезаемого материала. Также используется вторичный защитный газ, который выходит за пределы сопла через защитный колпачок.
Форма защитного колпачка и диаметр его отверстия заставляют защитный газ еще больше сжимать плазменную дугу, что приводит к более чистому сечению с очень малыми углами скоса и меньшим пропилом.
(PDF) Стабилизация плазменного резака мощностью 25 кВт (на основе графита) с использованием источника питания на базе IGBT в FCIPT
III. Постоянный ток на базе IGBT
Блок-схема источника питания
на базе IGBT показана на рисунке
3. Базовый принцип работы
основан на использовании высокочастотной линии
в постоянном токе к Преобразование постоянного тока, называемое методом импульсного источника питания
(SMPS).Высокая частота переключения
уменьшает габариты силового трансформатора на
и соответствующие фильтрующие компоненты на
в блоке питания
.
Во-первых, преобразование входного переменного тока в постоянный выполняется
с использованием двухполупериодных мостовых схем 3 ø
выпрямителя. Затем постоянный ток
снова преобразуется в высокочастотный сигнал переменного тока
с помощью полной топологии мостового инвертора на основе IGBT
для управления высокой мощностью
.Высокомощный индуктор
на входе инвертора используется для
, получая постоянный выходной ток
с меньшей пульсацией. Вычислено
значений L1 = 80 H и 100A
оценок. Потери IGBT снижаются на
ZVS (переключение при нулевом напряжении), что исключает потери при включении в
IGBT. Емкость фильтра C1 =
4800 мкФ, 1000 В пост. Тока была подключена
ко входу инвертора с соответствующим сопротивлением утечки
Это функция безопасности.Не изменяйте эту функцию, если не полностью понимаете масштаб изменения. Перед изменением этого значения необходимо выполнить трассировку сети, чтобы убедиться, что запрос не является вредоносным. Если сервер разрешает двойные escape-последовательности, измените параметр configuration/system.webServer/security/requestFiltering@allowDoubleEscaping. Это могло быть вызвано неправильным URL-адресом, отправленным на сервер злоумышленником.
Просмотр дополнительной информации »
Подробная ошибка IIS 8.
5 — 404.11
Ошибка HTTP 404.11 — не найдено
Модуль фильтрации запросов настроен на отклонение запроса, содержащего двойную escape-последовательность.
Наиболее вероятные причины:
Запрос содержал двойную escape-последовательность, а фильтрация запросов настроена на веб-сервере, чтобы отклонять двойные escape-последовательности.
Что можно попробовать:
Проверьте параметр configuration/system.webServer/security/requestFiltering@allowDoubleEscaping в хосте приложения.config или файл web.confg.
Это функция безопасности.Не изменяйте эту функцию, если не полностью понимаете масштаб изменения. Перед изменением этого значения необходимо выполнить трассировку сети, чтобы убедиться, что запрос не является вредоносным. Если сервер разрешает двойные escape-последовательности, измените параметр configuration/system. webServer/security/requestFiltering@allowDoubleEscaping. Это могло быть вызвано неправильным URL-адресом, отправленным на сервер злоумышленником.
Просмотр дополнительной информации »
Как оптимизировать работу плазменного резака
Плазменная резка
проста в освоении и использовании (на самом деле она настолько проста, что многие пользователи вынимают устройство из упаковки и сразу же приступают к работе).Однако такой подход может не оптимизировать возможности вашего плазменного резака. Вот несколько советов и практик, которые повысят вашу эффективность и точность, а также продлят срок службы вашего плазменного резака и расходных материалов.
Перед тем, как начать
По словам Дона Кедделла, специалиста по обучению Miller Electric Mfg. LLC, после приобретения подходящего плазменного резака для ваших нужд первым и наиболее важным шагом будет прочитать руководство пользователя.
«Чтение руководства пользователя — важный шаг, который многие пользователи не делают», — говорит Кедделл. «Стоит потратить время на то, чтобы внимательно прочитать руководство и ознакомиться с вашим конкретным устройством плазменной резки. Оно содержит важную информацию о безопасности и получении максимальной отдачи от вашего устройства плазменной резки».
Следующая информация не заменяет внимательного чтения руководства. Прочтите руководство и держите его под рукой, чтобы вы и другие операторы могли обращаться к нему при необходимости.
Keddell предлагает разработать «предполетную процедуру» для использования вашего плазменного резака, начиная сзади и двигаясь вперед.
1. Проверьте шнур питания, чтобы убедиться, что он в хорошем состоянии и подключен к правильному типу основного источника питания. Некоторые устройства, например, использующие технологию Auto-line ™, позволяют подключать их к любому источнику питания от 208 до 575 вольт. Для других устройств требуется определенное напряжение, и пользователь должен убедиться, что они подключены к правильному источнику питания и все переключатели выбора мощности установлены правильно.
2. Проверьте подачу воздуха, чтобы убедиться в правильности расхода воздуха и давления на входе в машину.В инструкции по эксплуатации должны быть указаны требования к воздуху.
3. Сухой воздух важен для плазменной резки и увеличивает производительность резки. Keddell рекомендует установить на машину воздушный фильтр и / или сушилку, если она не оснащена таковой. Проверьте, очистите и замените фильтр и / или осушитель в соответствии с рекомендациями производителя. По словам Кедделла, важно иметь какой-либо герметик на соединении, чтобы снизить риск утечки давления воздуха.
4.Подключите фонарик, если он еще не подключен.
5. Убедитесь, что все ваши расходные детали на месте и подходят для работы, а также что они плотно прилегают и надежно закреплены. Кедделлу поступает много звонков от людей, которые слишком сильно затягивают чашу и в результате сталкиваются с прерывистой резкой.
6. Если возможно, выберите правильный процесс. На некоторых станках с более высокой производительностью переключатель позволяет пользователю выбирать между резкой и строжкой.
7. Включите машину.
8. Проверьте настройку воздуха.Параметр PSI может иметь разные настройки для резки и строжки. На некоторых устройствах плазменной резки оператор снижает силу тока до нуля, что включает поток воздуха и позволяет оператору установить правильное давление.
9. Установите правильную настройку выхода. (Подробнее об этом ниже.)
Диаграмма скорости резания, показывающая номинальную скорость резания для источника питания для низкоуглеродистой стали, алюминия и нержавеющей стали различной толщины.
10.Проверить заземление на обрабатываемую деталь. Хотя плазма может прорезать окрашенный металл, она требует прочного соединения на чистой части заготовки как можно ближе к рабочей зоне.
11. Убедитесь, что у вас есть все необходимое защитное снаряжение. В руководстве пользователя будет более подробная информация, но, как правило, вам нужно такое же защитное снаряжение, как и при сварке. Если стол мокрый и вы кладете на него обнаженную руку, вы можете стать частью цепи и получить удар током, поэтому убедитесь, что на вас надета сварочная кожа, а также соответствующие перчатки и защита для глаз. Обычно оттенок №5 является минимальной защитой глаз, в то время как другие оттенки необходимы в зависимости от силы тока. Также рекомендуется использовать маску для лица.
12. Сделайте пробный надрез на материале того же типа, что и ваша заготовка, чтобы проверить настройки и скорость движения.
13. Трудно чисто остановиться и продолжить длинную резку. Заранее отрепетируйте резку, чтобы убедиться, что у вас есть достаточная свобода движений для непрерывной резки.
Подсказки
Чистый срез зависит от нескольких факторов: скорости движения, техники, расстояния до рабочей поверхности и расходных материалов.Наконечники фокусируют поток плазмы на заготовку. В машине, которую Keddell использует для демонстрации, используются насадки на 80 и 40 ампер, а также предлагаются расширенные версии этих наконечников с увеличенным радиусом действия, а также насадки для строжки.
При резке более толстого материала используйте наконечник с более высоким током. Поскольку наконечник с более низким усилителем имеет меньшее отверстие, он поддерживает узкий поток плазмы при более низких настройках для использования с более тонким материалом. Использование наконечника на 40 А при настройке на 80 А приведет к деформации отверстия наконечника и потребует замены.Использование наконечника 80 на более низких настройках также не приведет к фокусировке потока плазмы и приведет к более широкому пропилу. Используйте удлиненные наконечники, чтобы подрезать углы, использовать шаблоны или в труднодоступных местах.
Наконечники для строжки распределяют поток плазмы и удаляют большое количество материала за один раз, позволяя дуге удалить большую часть материала за один проход.
Кедделл отметил, что если вы используете чистый, сухой воздух и выполняете более длительную резку, вы можете рассчитывать на получение примерно двух часов непрерывной резки от расходных материалов.Постоянный перезапуск вспомогательной дуги путем включения резака сокращает срок службы расходных материалов. Прикосновение наконечника к материалу без защитного кожуха вызовет двойную дугу, поскольку электрический ток преодолеет кратчайший путь к заготовке. Это уменьшит срок службы расходных материалов.
Когда вы не используете защитный экран, поддерживайте диаметр от 1/16 до 1/8 дюйма. расстояние между наконечником и заготовкой. Как уже отмечалось, прикосновение наконечника к рабочей поверхности повлияет на качество резки и срок службы расходных деталей.Однако перемещение наконечника дальше от заготовки эффективно снижает режущую способность устройства.
Многие плазменные резаки поставляются с защитным экраном, который помещается на режущую поверхность во время работы и поддерживает оптимальный зазор 1/8 дюйма, идеальный для неустойчивых рук, более длительного срока службы наконечника и резки по шаблону.
Обслуживание от 1/16 до 1/8 дюйма standoff увеличит срок службы ваших расходных деталей, обеспечит более чистый срез и максимизирует режущую способность вашего станка.
Осанка
Если вы не используете защитный щиток или для более точных разрезов, Кедделл рекомендует положить не режущую руку вниз, как показано на рис. 1, и использовать ее в качестве направляющей для другой руки. Такое положение рук дает свободу движений во всех направлениях, помогая поддерживать постоянное сопротивление и устойчивость вашей руки.
Рис. 1 Использование не режущей руки в качестве скобы помогает поддерживать зазор и обеспечивает более чистый срез.
Как уже отмечалось, Кедделл рекомендует заранее отрепетировать ваш монтаж, чтобы убедиться, что он может быть выполнен одним непрерывным движением. Трудно создать дугу в середине реза и сохранить чистую линию реза.
При резке по возможности держите резак перпендикулярно заготовке (кроме снятия фаски).
При прокалывании тонкого материала для начала резания дуга может пробить через небольшой люфт или вообще без него. Однако при работе с более толстым материалом начните с резака под углом 45 градусов, чтобы первая струя металла могла куда-то пойти. В противном случае металл отлетит назад и быстро изнашивает расходные материалы.
Направление движения
Человеческая механика позволяет легче тянуть факел, чем толкать его. Плазменная резка содержит скошенную кромку и прямую кромку. Если это важно для вашего проекта, планируйте соответственно. Плазма закручивается на выходе из наконечника, кусая с одной стороны и добиваясь с другой.Кедделл говорит, что самый простой способ запомнить это — это думать о плазменном резаке как о машине без заднего хода. Независимо от того, в каком направлении движется фонарь, — вперед, а сторона пассажира всегда будет прямой стороной.
Ампер и скорость хода
В руководстве пользователя должна быть таблица, в которой толщина материала сравнивается со скоростью движения в дюймах в минуту (см. Таблицу характеристик резки).
«Чем быстрее вы двигаетесь (особенно при работе с алюминием), тем чище будет ваш разрез», — говорит Кедделл. «На более толстом материале установите машину на полную мощность и измените скорость движения. На более тонком материале вам нужно уменьшить силу тока и перейти на наконечник с меньшей силой тока, чтобы сохранить узкий пропил».
Чтобы определить, идете ли вы слишком быстро или слишком медленно, визуально проследите за дугой, исходящей из нижней части разреза. Дуга должна выходить из материала под углом от 15 до 20 градусов, противоположным направлению движения. Если он идет прямо вниз, это означает, что вы двигаетесь слишком медленно, и у вас будет ненужное накопление шлака или шлака.Если вы пойдете слишком быстро, он начнет брызгать обратно. Поскольку дуга будет уходить под углом, в конце реза уменьшите скорость резания и наклоните резак, чтобы прорезать последний кусок металла.
Если вы поддерживаете правильную скорость движения, искры будут выходить из заготовки под углом от 15 до 20 градусов.
В конце резки наклоните резак вперед, чтобы отрезать последний кусок металла.
Направляющие
Для обозначения разрезаемого материала используйте черный маркер или белый мел. Любая крайность делает отметки более заметными.
Для более точной резки к заготовке можно прижать прямую кромку для направления резака. Если вы будете делать несколько надрезов одной и той же формы, создайте шаблон.
Убедитесь, что руководство не воспламеняется. Кедделл предпочитает алюминий из-за его гладкой поверхности, но добавил, что из-за своей электропроводности алюминий должен касаться чашки горелки или защитного экрана и не контактировать с наконечником
Также доступны прямые и круглые направляющие для обеспечения точной резки.(Смотрите фотографии.)
Кернер используется для подготовки к использованию направляющей для круговой резки.
Направляющая для круговой резки помогает выполнять чистые, повторяемые круговые пропилы.
Прямая направляющая, используемая с прямой кромкой.
Хотя распаковать плазменный резак и приступить к резке может быть достаточно просто, найдите время, чтобы ознакомиться с его правильной работой. Как отметил Кедделл, сначала прочтите руководство пользователя и помните о предыдущих советах. Это поможет вам оптимизировать плазменную резку для лучшего монтажа, повышения производительности и снижения эксплуатационных расходов.
Для получения более важных советов по безопасности, а также информации о выборе и использовании устройства плазменной резки посетите сайт http: // www. millerwelds.com/products/plasma/.
Как сделать плазменный резак своими руками в домашних условиях?
Знаете ли вы , как сделать плазменный резак своими руками в домашних условиях? Если вы не подозреваете об этом факте, то самое время попробовать что-нибудь по-настоящему интересное.
Инженеры-подражатели найдут это удивительным, когда они успешно выполнят проект.
Что такое мини-плазменный резак?
Для вашего удобства мини-установка для плазменной резки не что иное, как специализированный станок, но это руководство поможет вам узнать о том, что вы можете легко сделать дома.
Чтобы сделать этот плазменный резак своими руками, вам понадобится набор аппаратов. Однако плазму называют огненной дугой, которую необходимо поддерживать при резке металлических листов.
Хотя плазменные резаки различаются от типа к типу, от номинала к требованиям, их основной принцип работы одинаков во всем, что касается точной резки металлических листов.
Однако давайте перейдем к изучению , как сделать самодельный плазменный резак у себя дома.
Вещи, которые вам потребуются:
Есть несколько вещей, которые вам нужно будет подготовить в соответствии с этим руководством о том, как сделать самодельный плазменный резак.
Не волнуйтесь, все необходимое всегда будет в вашем доме.
Получите эти вещи сначала поблизости
зарядное устройство (с выходом постоянного тока и номинальным напряжением до 20+ вольт, если возможно)
карандаши (не слишком длинные и не слишком короткие, лучше всего, если это HB и 0,7 мм в диаметре)
медных проводов небольшого диаметра и короткой длины, достаточно ленты,
металлический лист (лучше всего, если вы можете собрать любую фольгу),
источник питания переменного тока.
Как сделать из них плазменный резак своими руками?
Выполните следующие действия, чтобы сделать плазменный резак:
Во-первых, возьмите адаптер постоянного тока и подключите два провода к двум выходным клеммам выходного разъема адаптера.
Возьмите один из самых прочных грифелей HB.
Подсоедините карандаш к положительной части выходного провода адаптера, а фольгу — к отрицательной клемме выходного провода адаптера.
Теперь возьмитесь за проволоку, которой крепится грифель карандаша.Прокрутите и поцарапайте провод к фольге, и вы увидите, что бумага разрезается до тех мест, где она касается бумаги.
Ознакомьтесь с тем, как использовать плазменный резак с ЧПУ
Каков принцип работы этого самодельного плазменного резака?
Вывод карандаша подсоединяется к положительному выводу, а фольга — к отрицательному выводу из выводов адаптера.
Когда эти две части соприкасаются, электрическая цепь замыкается, и, таким образом, точка соединения нагревается.
Температура выше точки плавления фольги, но не карандаша.
Вот почему грифель карандаша останется почти таким же, но фольга расплавится, и в конечном итоге кажется, что вы очень легко разрезаете фольгу.
В этом секрет этого самодельного плазменного резака.
Меры безопасности перед изготовлением и использованием плазменного резака своими руками:
Перед тем, как продолжить изучение этого руководства по изготовлению плазменного резака, обязательно запомните следующие термины:
Убедитесь, что вы подключили последний источник питания в последнюю очередь, после выполнения всех остальных шагов из этого руководства по изготовлению самодельного плазменного резака.
Перед обмоткой проводов вокруг выходного разъема адаптера убедитесь, что соединения подключены. Также не забывайте сильно наматывать ленту, чтобы соединения были плотными.
При резке фольги нельзя прикасаться непосредственно к фольге и грифелю карандаша. Несмотря на то, что он питается от постоянного тока, величина уровня мощности по-прежнему может сильно шокировать.
Подробную информацию можно найти в этом видео: (Источник: Youtube)
Заключение
Если у вас дома есть все необходимое, почему бы не сделать что-нибудь настолько интересное?
Изготовление плазменного резака своими руками в домашних условиях даст вам представление о том, как резать толстые металлические листы на промышленных предприятиях.Кроме того, это также расширит ваши знания с целью их дальнейшего развития.
Подробнее: Обзор 10 лучших плазменных резаков 2021 г.
9 лучших плазменных резаков 2021 г.
Порезка металла может быть одной из самых утомительных и дорогостоящих задач в производстве.
Плазменные резаки
работают более эффективно, обеспечивая чистую резку с меньшим нагревом и большей точностью, используя плазменный резак.
Инверторная технология снизила стоимость плазменных резаков.Однако серьезные плазменные резаки по-прежнему дороги.
Вам необходим высококачественный аппарат воздушно-плазменной резки, который лучше всего подходит для точной резки толстого металла. Он должен быть энергоэффективным и не стоить слишком дорого.
Мы нашли 9 лучших моделей на рынке, чтобы помочь вам найти лучший аппарат плазменной резки.
Быстрое сравнение
Продукт
Изображение
Продукт
Подробности
Лотос LTP5000D
Очень хорошее соотношение цены и качества
Может обрабатывать 1/2 дюйма с чистым срезом
110/220 В, двойное напряжение
Да Сварщик CUT55DS
Запуск без касания
Питание от двух напряжений
Включает регулятор
Хобарт Эйрфорс 27i
Ручки 3/8 дюйма максимум
Сейф для электроники
Встроенный фильтр и регулятор
Иствуд Versa Cut 40
Профессиональное качество
Доступная мощность
Вылет 20 футов
Линкольн Плазма 20
Портативный и мощный
Режет сталь до ¼ дюйма
Автозапуск для зазоров
Hypertherm Powermax 45
Разработан для производственной среды
Легкий и небольшой размер
Двойное напряжение 110 В и 220 В
Primeweld Cut60
Непрерывная пилотная дуга
Горелка с обратным затвором
Двойное напряжение 120/240
Миллер 375 X-Treme
функция Auto-Refire
Режет сталь до 3/8 дюйма
Источник питания 110/220 В
Титан 45A
Двойная мощность 120/240
12-футовый фонарик
Встроенный регулятор
Просмотр содержания
9 лучших плазменных резаков
Вот список некоторых из лучших плазменных резаков, которые мы нашли на рынке:
1.
Lotos LTP5000D Плазменный резак
Двойное входное напряжение 110 В 220 В
Система охлаждения PAPST
Гарантия 1 год
220 В 50 А выход
Весит всего 26 фунтов
Плюсы
Пилотная дуга без касания
Режет лист из мягкой стали толщиной 5/8 дюйма
Включает регулятор давления
13-футовый шланг горелки
Рабочий цикл 60 процентов при 50 А
Минусы
Без разъема для входного напряжения 120
Дешевые зажимы заземления
Обзор
Lotos снижает ценовой диапазон для входа в мир плазменной резки. Lotos LTP5000D продолжает эту традицию, предлагая 50 ампер мощности и 60-процентный рабочий цикл по привлекательной цене. Этот резак имеет бесконтактное зажигание вспомогательной дуги, способное резать лист нержавеющей стали толщиной до ⅝ дюйма.
Lotos LTP5000D весит всего 26 фунтов и поставляется с годовой гарантией. Он имеет два входа напряжения 120 и 240 и систему охлаждения PAPST, основанную на немецкой технологии. В этой машине используется внешний компрессор для подачи воздуха для резки под высоким давлением. Некоторые владельцы считают, что зажим заземления и кабель заземления сделаны слишком дешево.
Lotos включает в себя регулятор давления и воздушный фильтр с машиной, уже установленной внутри. По словам Лотоса, с помощью быстроразъемного соединения сжатого воздуха для воздушного компрессора LTP5000D можно настроить и подготовить к работе менее чем за одну минуту.
Пользователи высоко оценивают режущую способность LTP5000D, но сообщают о непостоянном качестве, а также довольно много сообщений о ранних отказах этой модели (полный обзор здесь). Тем не менее, многие также хвалят гарантийное обслуживание Lotos за быструю замену плазменных резаков и бесплатную доставку в процессе возврата.
2. Плазменный резак Yeswelder CUT-55DS
Non-Touch Pilot ARC
Режет сталь до 1/2 дюйма
Вход 110-220 вольт
Выход от 10 до 55 ампер
5-7 куб. Футов / мин при 60 фунт / кв. Дюйм
Плюсы
Постпотоковое охлаждение
13-футовый провод резака
Включает воздушный фильтр.
60-процентный рабочий цикл
Блокировка спускового крючка 2T / 4T
Минусы
Инструкция плохо написана
Регулятор касается шнура питания
Обзор
Плазменный резак YesWelder CUT-55DS может похвастаться 60-процентным рабочим циклом при максимальной мощности. Он может выполнять чистые разрезы на стальных листах толщиной до 1/2 дюйма. Выходной диапазон от 10 до 55 ампер достаточно широк, чтобы вы могли вырезать любой этап металлического проекта от листового металла до каркасных и арматурных работ.
Пилотная дуга, не требующая касания, позволяет сразу же приступить к работе, даже если металл заржавел или покрашен. Плазменный резак YesWelder CUT-55DS оснащен входом с двойным напряжением 120/240 В, поэтому с ним удобно начинать работу. Имеется удлиненный 13-футовый разъем для подключения резака, и этот аппарат оснащен встроенным воздушным фильтром.
Плазменный резак YesWelder CUT-55DS также имеет блокировку спускового крючка 2T / 4T для таких длинных разрезов, а также включает процесс охлаждения воздухом после потока. Откидывающаяся пылезащитная крышка панели настроек — приятный штрих. Некоторые владельцы считали, что фитинг подачи воздуха следует переместить, чтобы он не мешал силовому кабелю.
3.
Hobart Airforce 27i Плазменный резак
Выход до 30 А
Стальной лист с максимальной резкой 3/8 дюйма
Внутренний воздушный фильтр
12-футовый провод резака
Гарантия на блок питания 5 лет
Плюсы
Высокая портативность
Встроенный регулятор
Вход 120 и 240 В
Перетаскивание дуги горелки
Постпотоковое воздушное охлаждение после резки
Эргономичный дизайн резака
Минусы
Без защитного кожуха резака
Факел запускается без касания
Обзор
Hobart Airforce 27i — легкий и портативный аппарат плазменной резки для средних нагрузок, предлагающий профессиональные функции и качество с двойным входным напряжением 120 и 240 вольт. Он предназначен для профессионалов и мастеров, которым необходимо резать сталь толщиной до 3/8 дюйма. Машины Hobart производятся в США в Аплтоне, штат Висконсин. Плазменный резак Airforce 27i также имеет сертификат CSA.
Этот аппарат отличается эргономичной конструкцией резака и 12-футовыми выводами на резаке и заземляющем проводе. Hobart Airforce 27i оснащен встроенным регулятором, воздушным фильтром и водоотделителем. Его функция Fan-On-Demand запускает вентилятор только по мере необходимости, сводя к минимуму количество пыли и мусора, втягиваемых в шкаф.Хобарт также включил воздушный поток для охлаждения разреза. Он разработан для работы от генератора, что делает его универсальным для работы в полевых условиях.
Hobart Airforce 27i — одна из серии аппаратов плазменной резки, в которую входит Airforce 40i, который также имеет вход с двойным напряжением и многие из тех же функций. В Airforce 40i есть функция вспомогательной дуги, которая отключает резак, когда он проходит через промежуток, и повторно зажигает дугу, когда ваш резак снова оказывается над металлом. Это отличная особенность при обрезке решеток или просечно-вытяжного металла по размеру.
4. Плазменный резак Eastwood Versa Cut на 40 ампер
Выход 40 ампер
Режет пластину до 3/8 дюйма
Горелка Trafimet CB50
60-процентный рабочий цикл
Гарантия 3 года
Плюсы
Стандартные расходные материалы
20-футовый разъем для подключения резака
Отдельные регулировки давления и мощности
Двойное входное напряжение 120/240
Требуется всего 5-7 кубических футов воздуха в минуту
Минусы
Короткая насадка, из-за которой плохо видно
Без строжки
Обзор
Плазменный резак Eastwood Versa Cut 40 Amp предлагает высокое качество при большой экономии. Обеспечивая мощность резки 40 ампер, эта машина имеет два входа питания, работающие от 110/120 или 220/240 вольт с использованием кабельного адаптера N50. Подключите кабель 120 к N50, и устройство автоматически определит, что он подключен к источнику питания 240 В.
Плазменный резак Eastwood Versa Cut на 40 ампер с рабочим циклом 60% и максимальной мощностью может выполнять чистые разрезы на листовом металле толщиной до 24 мм. Вы можете отдельно настраивать давление воздуха и выходную мощность, что обеспечивает большую универсальность, когда вы привыкнете к работе с этим плазменным резаком.Этот станок отличается высокочастотным зажиганием дуги, поэтому он не подходит для использования в качестве стола для плазменной резки с ЧПУ.
Плазменный резак Eastwood Versa Cut 40 Amp оснащен резаком Trafimet CB50 с большим 20-футовым выводом, и это стандартная деталь в отрасли. Станок Eastwood Versa Cut 60, следующий выше в линейке Eastwood, даст вам возможность резать сталь до 7/8 дюйма по отличной цене, но это станок только на 220 В.
5.Lincoln Electric Plasma 20 Плазменный резак
Режет сталь до 1/4 дюйма
Весит всего 21 фунт
Выходной ток от 10 до 20 А
Гарантия 1 год
Запуск вспомогательной дуги
Плюсы
Без высокочастотных помех
Встроенные крючки для намотки проводов
Технология Auto-Refire для режущих решеток
9. 5-футовый кабель резака
Включает регулятор воздуха
Минусы
Только питание 120 В
3-секундная задержка запуска
Обзор
Плазменный резак Lincoln Electric Plasma 20 — это легкий, портативный, но мощный плазменный резак на 20 А, способный резать сталь до 1/4 дюйма.Нижний предел составляет 10 ампер, что позволяет работать с листовым металлом при ремонте кузова автомобиля или HVAC. Rapid Arc Restrike — это технология автоматического автоматического зажигания, которая отключает резак при пересечении зазоров, а затем повторно зажигает, когда резак снова оказывается над металлом.
Эта машина имеет встроенный регулятор. Lincoln Plasma 20 также имеет предварительную и последующую продувку воздуха для охлаждения разреза и повышения точности. Некоторым пользователям не нравится, что у фонарика есть 3-секундная задержка после нажатия на спусковой крючок. Эта машина пропускает холодный воздух через траекторию резки во время 3-секундной задержки запуска.
Lincoln Electric Plasma 20 — легкая машина, весит всего 21 фунт. Это делает его очень удобным в узких местах на транспортных средствах и на работах, где необходимо подниматься по лестнице. Компания Lincoln разработала Plasma 20 с 9,5-футовым резаком и встроенными крючками для закрепления проводов при транспортировке или хранении устройства.
6.
Плазменный резак Hypertherm Powermax 45
Легкий и небольшой размер
Пластина из нержавеющей стали с максимальной резкой 5/8 дюйма
Выход от 10 до 45 ампер
110v 220v двойное напряжение
Гарантия на блок питания 3 года
Плюсы
Подключение резака FastConnect
Drag-cut упрощает плазменную резку
Выключатель горелки при замене деталей
Автоматическая настройка давления Smart Sense
Широкий выбор типов горелок
Минусы
Нет порта CPC для управления компьютером
Высокая начальная стоимость
Обзор
Hypertherm уникален, потому что все, что он продает, — это технологии резки. Это не производитель сварочных аппаратов, который занимается плазменной резкой. Лазерная резка, гидроабразивная и плазменная резка — вот что такое Hypertherm. Особый упор на высококачественные устройства плазменной резки ставит Hypertherm на первое место в отрасли.
Наш лучший выбор, Hypertherm Powermax 45 обеспечивает мощность от 10 до 45 ампер, что достаточно для точной резки стального листа толщиной ⅝ дюйма. Он разработан для промышленного использования для резки металлов в производственных условиях. Эта машина имеет двойной вход питания 240/480 В.Smart Sensor — это система Hypertherm для автоматической настройки сжатого воздуха.
Имеет выключатель резака для замены компонентов резака. Технология быстрой смены обеспечивает быстрое изменение конфигурации резака и размеров наконечника для чистых резов. Владельцы в восторге от качественной работы Hypertherm Powermax 45, хваля точную резку, высокую производительность в дюймах в минуту и гладкие края. Это во многом связано с тем, почему мы выбрали его как лучший аппарат плазменной резки.
Единственным недостатком данной модели является отсутствие порта CPC для управления ею с компьютера.К счастью, порт можно дооснастить комплектом от Hypertherm. На Powermax 45 предоставляется 3-летняя гарантия на систему питания и 1-летняя гарантия на резак.
7.Плазменный резак Primeweld Cut60
Двойное напряжение 120/240 вход
Режет сталь 7/8 дюйма
5-летняя гарантия
Непрерывная пилотная дуга
20-футовый разъем для горелки
Плюсы
Возврат дуги без касания
Включает регулятор давления
Манометр передней панели
Включает распорку для регулировки высоты
Отличное обслуживание клиентов
Минусы
Некоторые жалобы на утечки воздуха
В комплект не входит таблица настроек
Обзор
Плазменный резак Primeweld Cut60 — это мощный станок, способный резать сталь толщиной до 7/8 дюйма за один проход. Это плазменный резак двойного энергопотребления, готовый работать от напряжения 120 или 240 вольт. Он весит всего 21 фунт — невероятно легкий для плазменного резака с такой мощностью. При напряжении 120 вольт он выдает 30 ампер, что достаточно для стали толщиной 3/8 дюйма.
Высокочастотный запуск дуги без касания, предлагаемый на многих машинах, будет мешать работе цифровой электроники, делая их бесполезными для столов плазменной резки с компьютерным управлением. Плазменный резак Primeweld Cut60 дает вам возможность компьютерного управления с помощью горелки с обратным затвором.В горелках с обратным воздушным потоком для запуска резака создается давление воздуха на рабочей поверхности, что устраняет цифровые помехи.
В плазменном резаке Primeweld Cut60 используется непрерывная вспомогательная дуга. Эта система позволяет резать просечно-вытяжной металл и решетку, выключая резак над воздушными зазорами и повторно зажигая дугу, когда она снова проходит над металлом. Он также очень эффективен для обработки ржавого, окрашенного или грязного металла. Пользователям нравится 20-футовый шнур резака этой машины.
8.Плазменный резак Miller Spectrum 625
Двойной вход: 110 В или 220 В
Технология автозапуска
Автоматическая регулировка давления воздуха
Рабочий цикл 40 процентов при 30 А на 240
12-футовый резак и кабели заземления
Плюсы
Эргономичный фонарь Miller XT-30
Кейс для хранения X-Case в комплекте
Гарантия 3 года
Легкий 19 фунтов
Режет сталь толщиной 3/8 дюйма
Минусы
Не управляется компьютером
Некоторые пользователи отмечают, что шланг горелки очень жесткий
Обзор
Плазменный резак Miller Spectrum 375 X-Treme обеспечивает двойное входное напряжение, позволяя подключаться к цепям на 120 или 240 вольт. Благодаря такой универсальности вы можете использовать эту машину практически везде, где вам нужно. Miller интегрировал автоматическую систему регулирования давления воздуха, которая выравнивает колебания подачи воздуха для равномерного и устойчивого резания.
Этот аппарат плазменной резки включает эргономичный резак Miller XT30 с контурной формой и текстурированной поверхностью захвата. Благодаря 12-футовому соединению резака и компактному размеру плазменный резак Miller Spectrum 375 X-Treme легко попасть в эти труднодоступные места. Миллер оснастил этот плазменный резак быстроразъемными проводами для быстрой настройки.
Плазменный резак Miller Spectrum 375 X-Treme весит всего 19 фунтов и поставляется с плечевым ремнем для удобства использования. Выхода 30 ампер достаточно для резки стали толщиной 3/8 дюйма, а верхний конец на 27 ампер на стороне 120 вольт режет сталь толщиной 1/4 дюйма. Технология Auto-Refire отключает дугу при пересечении зазоров и перезапускает резак, когда он проходит над металлом. К сожалению, 375 X-Treme не может управляться компьютером, поэтому для него нет стола с ЧПУ. Миллер прилагает к машине защитный футляр для переноски.
9. Титановый плазменный резак 45A
120/240 вольт Двойной вход
Встроенный регулятор
Легкий 21 фунт
Выход 45 ампер
Режет сталь до 5/8 дюйма
Плюсы
12-футовая земля и фонарь
Цифровой дисплей
Защита от перегрузки
Факел с зазором
Простая установка
Минусы
Трудно найти расходные материалы
Зажим заземления дешевый
Обзор
Плазменный резак Titanium 45A предлагает универсальность с двумя входами напряжения и профессиональное качество в широком диапазоне цен. Выхода в 45 ампер достаточно, чтобы резать ½-дюймовую сталь. Нижний предел в 15 ампер позволит сократить толщину листа толщиной 22 мм, если вы будете резать быстро. Harbour Freight включила встроенный регулятор как часть конструкции, что обеспечивает быструю настройку и быстрое использование.
При напряжении 120 вольт этот аппарат выдает 20 ампер, что ограничивает вашу работу толщиной менее дюйма. Большинство владельцев рекомендуют использовать плазменный резак Titanium 45A на 240 для плавной резки и надежной работы. Некоторые пользователи считали, что этот плазменный резак нуждается в лучшем зажиме заземления, но им понравилась длина резака 12 футов.Цифровые настройки и дисплей делают этот плазменный резак простым в использовании и легким для проверки во время работы.
Плазменный резак Titanium 45A обеспечивает защиту от перегрева и простую настройку. Резак включает в себя направляющую для удержания режущей головки на оптимальном расстоянии от рабочей поверхности. Встроенный медный воздушный фильтр увеличивает срок службы расходных материалов и позволяет использовать имеющуюся подачу воздуха в цеху.
 Внутри ствола резака, между соплом-анодом и катодом, зажигается электрическая дуга, которая ионизирует подающийся воздух. Из сопла вырывается высокоскоростная плазменная струя с температурой до 10000°С, с помощью которой и осуществляется процесс резки. Высокая скорость и напор струи позволяет эффективно выдувать образующийся грат, а маленький диаметр факела обеспечивает высокую концентрацию энергии в зоне реза.
Внутри ствола резака, между соплом-анодом и катодом, зажигается электрическая дуга, которая ионизирует подающийся воздух. Из сопла вырывается высокоскоростная плазменная струя с температурой до 10000°С, с помощью которой и осуществляется процесс резки. Высокая скорость и напор струи позволяет эффективно выдувать образующийся грат, а маленький диаметр факела обеспечивает высокую концентрацию энергии в зоне реза.
 Это еще и снижение затрат на зарплату Ваших сотрудников, которая в современных условиях становится одной из главных расходных статей. За одно и то же время и одну и ту же зарплату резчик, оснащенный воздушно-плазменным аппаратом, сможет произвести объем работ в несколько раз больший, чем его коллега с газовым резаком. И не нужно быть дипломированным экономистом, чтобы понять почему — скорость резки для этих способов различается именно в разы. Добавьте к этому простоту обслуживания, подключения и регулирования аппарата, его небольшой вес и габариты, удобство нашего фирменного гарантийного и послегарантийного сервиса – и Вы снизите не только прямые, но и косвенные (непроизводственные) затраты рабочего времени.
Это еще и снижение затрат на зарплату Ваших сотрудников, которая в современных условиях становится одной из главных расходных статей. За одно и то же время и одну и ту же зарплату резчик, оснащенный воздушно-плазменным аппаратом, сможет произвести объем работ в несколько раз больший, чем его коллега с газовым резаком. И не нужно быть дипломированным экономистом, чтобы понять почему — скорость резки для этих способов различается именно в разы. Добавьте к этому простоту обслуживания, подключения и регулирования аппарата, его небольшой вес и габариты, удобство нашего фирменного гарантийного и послегарантийного сервиса – и Вы снизите не только прямые, но и косвенные (непроизводственные) затраты рабочего времени.



 (более 1000 часов)
(более 1000 часов) Пульсации мощности минимизированы вследствие постоянства формы и длины дуги.
Пульсации мощности минимизированы вследствие постоянства формы и длины дуги.

 Для предотвращения перемагничивания рекомендуется переключать обмотки возбуждения генераторов со схемы самовозбуждения на независимое возбуждение. При последовательном соединении генераторов их обмотки возбуждения необходимо также соединять последовательно и подавать питание от общего выпрямителя, что обеспечивает неизменный режим работы генераторов.
Для предотвращения перемагничивания рекомендуется переключать обмотки возбуждения генераторов со схемы самовозбуждения на независимое возбуждение. При последовательном соединении генераторов их обмотки возбуждения необходимо также соединять последовательно и подавать питание от общего выпрямителя, что обеспечивает неизменный режим работы генераторов.  1) .
1) .  Если уровень тепла увеличится, он снова изменится с жидкости на газ (пар). Теперь, если уровень тепла снова увеличится, газы, составляющие пар, станут ионизированными и электропроводящими, превратившись в плазму. Плазменный резак будет использовать этот электропроводящий газ для передачи энергии от источника питания к любому проводящему материалу, в результате чего процесс резки будет более чистым и быстрым, чем при использовании кислородного топлива.
Если уровень тепла увеличится, он снова изменится с жидкости на газ (пар). Теперь, если уровень тепла снова увеличится, газы, составляющие пар, станут ионизированными и электропроводящими, превратившись в плазму. Плазменный резак будет использовать этот электропроводящий газ для передачи энергии от источника питания к любому проводящему материалу, в результате чего процесс резки будет более чистым и быстрым, чем при использовании кислородного топлива.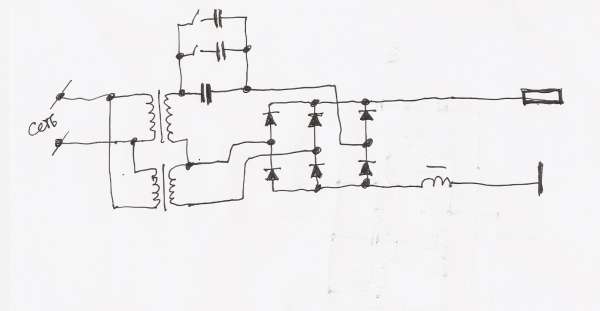 Это постоянное напряжение отвечает за поддержание плазменной дуги на всем протяжении резки. Он также регулирует требуемый выходной ток в зависимости от типа и толщины обрабатываемого материала.
Это постоянное напряжение отвечает за поддержание плазменной дуги на всем протяжении резки. Он также регулирует требуемый выходной ток в зависимости от типа и толщины обрабатываемого материала. 
 Несколько газов, таких как кислород, воздух высокой чистоты, азот и смесь водорода / аргона / азота, используются в качестве плазменного газа для получения оптимальных результатов на множестве проводящих материалов.
Несколько газов, таких как кислород, воздух высокой чистоты, азот и смесь водорода / аргона / азота, используются в качестве плазменного газа для получения оптимальных результатов на множестве проводящих материалов.

 Постоянный ток на базе IGBT
Постоянный ток на базе IGBT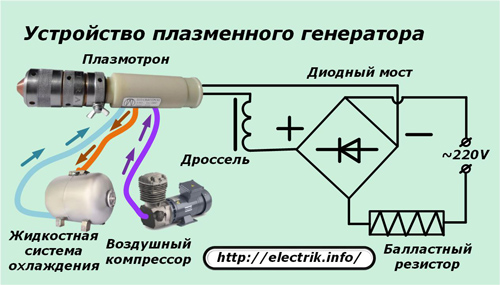 Вычислено
Вычислено Переключение
Переключение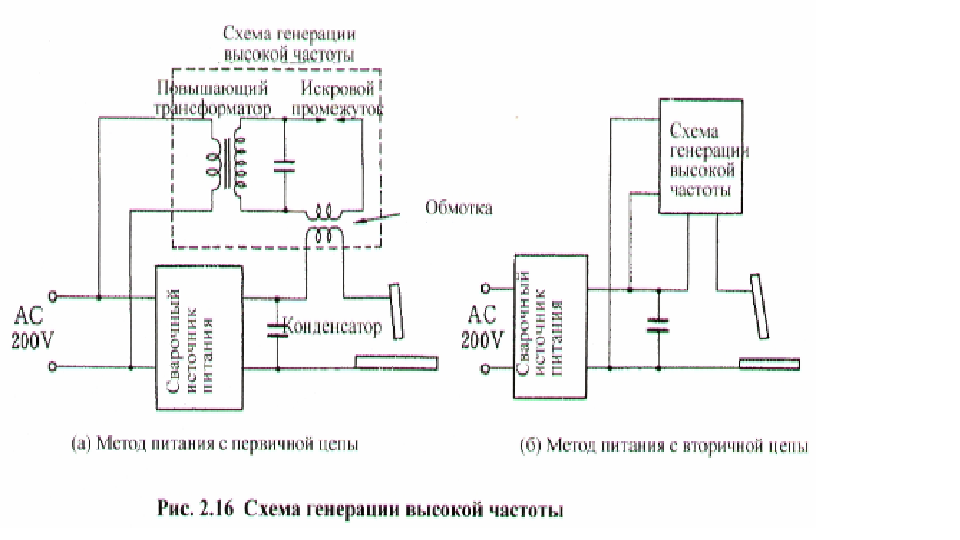 Мощность высокочастотного понижающего трансформатора
Мощность высокочастотного понижающего трансформатора esabna.com:80/literature/plasma%20equipment/cutting%20packages%20-%20systems/m3_plasma_gen-2_ich%20plasma%20system/m3_g2_ich_plasma_system_0558011509_jul14.pdf
esabna.com:80/literature/plasma%20equipment/cutting%20packages%20-%20systems/m3_plasma_gen-2_ich%20plasma%20system/m3_g2_ich_plasma_system_0558011509_jul14.pdf 5 — 404.11
5 — 404.11 esab.com.ar:80/literature/plasma%20equipment/power%20sources%20-%20supplies/mechanized%20(only)/international/epp-450_m3_precision_plasmarc_power_supply/epp -450_power_supply_ru_0558007946_aug14.pdf
esab.com.ar:80/literature/plasma%20equipment/power%20sources%20-%20supplies/mechanized%20(only)/international/epp-450_m3_precision_plasmarc_power_supply/epp -450_power_supply_ru_0558007946_aug14.pdf webServer/security/requestFiltering@allowDoubleEscaping. Это могло быть вызвано неправильным URL-адресом, отправленным на сервер злоумышленником.
webServer/security/requestFiltering@allowDoubleEscaping. Это могло быть вызвано неправильным URL-адресом, отправленным на сервер злоумышленником.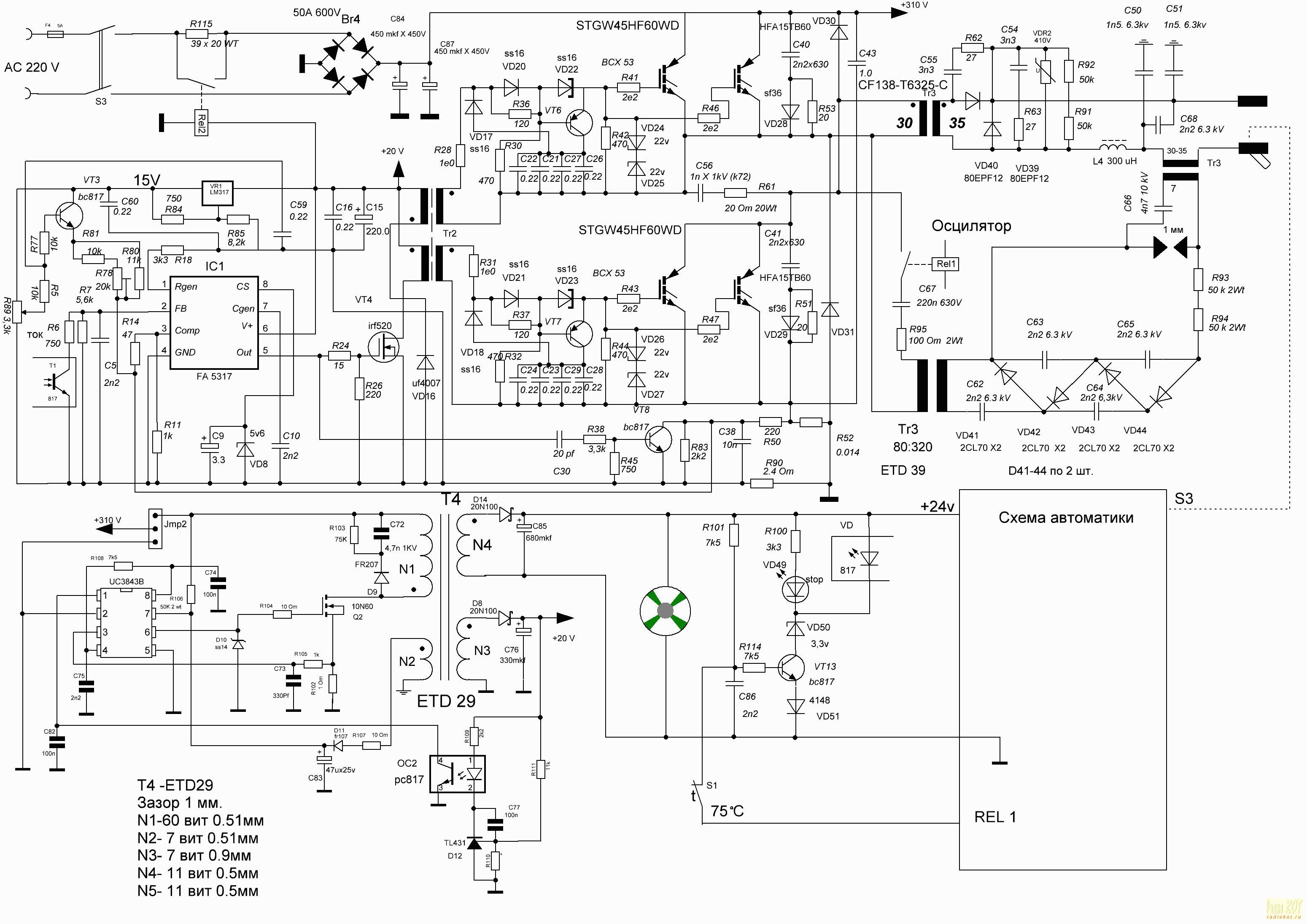 «Стоит потратить время на то, чтобы внимательно прочитать руководство и ознакомиться с вашим конкретным устройством плазменной резки. Оно содержит важную информацию о безопасности и получении максимальной отдачи от вашего устройства плазменной резки».
«Стоит потратить время на то, чтобы внимательно прочитать руководство и ознакомиться с вашим конкретным устройством плазменной резки. Оно содержит важную информацию о безопасности и получении максимальной отдачи от вашего устройства плазменной резки».
 Обычно оттенок №5 является минимальной защитой глаз, в то время как другие оттенки необходимы в зависимости от силы тока. Также рекомендуется использовать маску для лица.
Обычно оттенок №5 является минимальной защитой глаз, в то время как другие оттенки необходимы в зависимости от силы тока. Также рекомендуется использовать маску для лица. Поскольку наконечник с более низким усилителем имеет меньшее отверстие, он поддерживает узкий поток плазмы при более низких настройках для использования с более тонким материалом. Использование наконечника на 40 А при настройке на 80 А приведет к деформации отверстия наконечника и потребует замены.Использование наконечника 80 на более низких настройках также не приведет к фокусировке потока плазмы и приведет к более широкому пропилу. Используйте удлиненные наконечники, чтобы подрезать углы, использовать шаблоны или в труднодоступных местах.
Поскольку наконечник с более низким усилителем имеет меньшее отверстие, он поддерживает узкий поток плазмы при более низких настройках для использования с более тонким материалом. Использование наконечника на 40 А при настройке на 80 А приведет к деформации отверстия наконечника и потребует замены.Использование наконечника 80 на более низких настройках также не приведет к фокусировке потока плазмы и приведет к более широкому пропилу. Используйте удлиненные наконечники, чтобы подрезать углы, использовать шаблоны или в труднодоступных местах. Прикосновение наконечника к материалу без защитного кожуха вызовет двойную дугу, поскольку электрический ток преодолеет кратчайший путь к заготовке. Это уменьшит срок службы расходных материалов.
Прикосновение наконечника к материалу без защитного кожуха вызовет двойную дугу, поскольку электрический ток преодолеет кратчайший путь к заготовке. Это уменьшит срок службы расходных материалов.
 Однако при работе с более толстым материалом начните с резака под углом 45 градусов, чтобы первая струя металла могла куда-то пойти. В противном случае металл отлетит назад и быстро изнашивает расходные материалы.
Однако при работе с более толстым материалом начните с резака под углом 45 градусов, чтобы первая струя металла могла куда-то пойти. В противном случае металл отлетит назад и быстро изнашивает расходные материалы.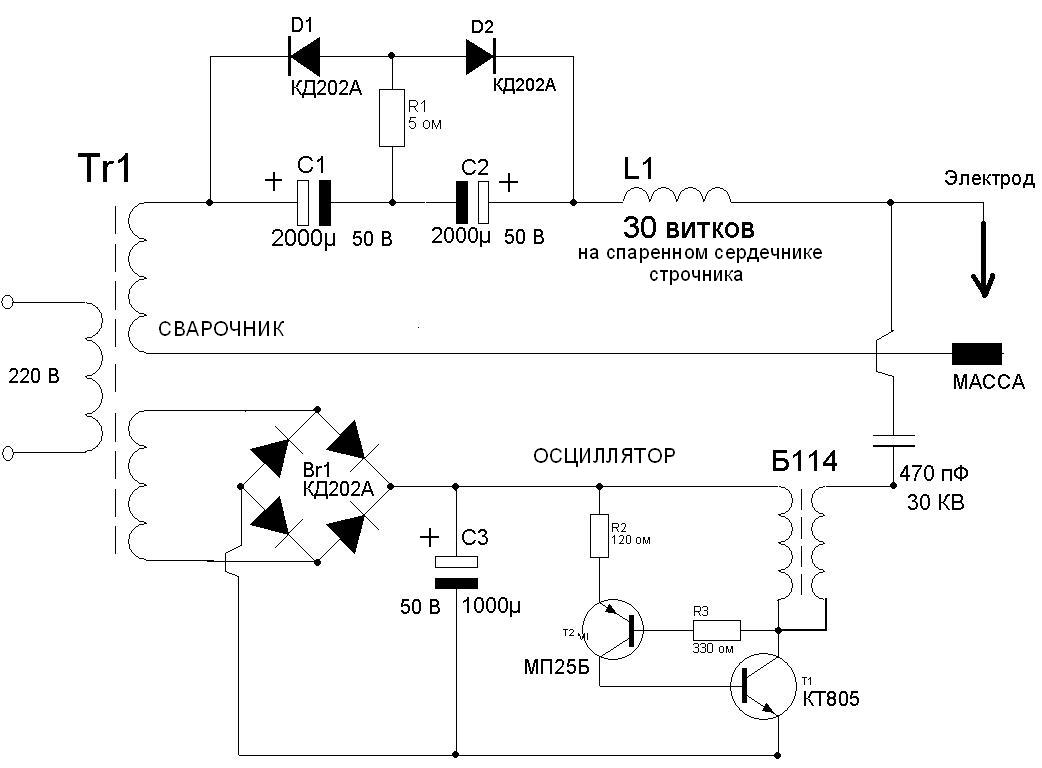 «На более толстом материале установите машину на полную мощность и измените скорость движения. На более тонком материале вам нужно уменьшить силу тока и перейти на наконечник с меньшей силой тока, чтобы сохранить узкий пропил».
«На более толстом материале установите машину на полную мощность и измените скорость движения. На более тонком материале вам нужно уменьшить силу тока и перейти на наконечник с меньшей силой тока, чтобы сохранить узкий пропил».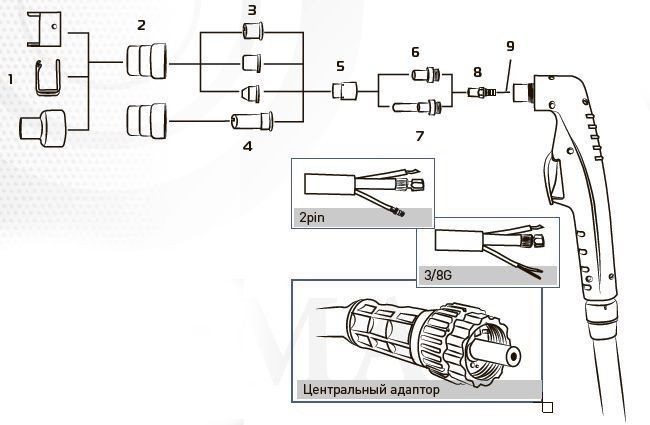

 millerwelds.com/products/plasma/.
millerwelds.com/products/plasma/.


 Lotos LTP5000D Плазменный резак
Lotos LTP5000D Плазменный резак Lotos LTP5000D продолжает эту традицию, предлагая 50 ампер мощности и 60-процентный рабочий цикл по привлекательной цене. Этот резак имеет бесконтактное зажигание вспомогательной дуги, способное резать лист нержавеющей стали толщиной до ⅝ дюйма.
Lotos LTP5000D продолжает эту традицию, предлагая 50 ампер мощности и 60-процентный рабочий цикл по привлекательной цене. Этот резак имеет бесконтактное зажигание вспомогательной дуги, способное резать лист нержавеющей стали толщиной до ⅝ дюйма. Тем не менее, многие также хвалят гарантийное обслуживание Lotos за быструю замену плазменных резаков и бесплатную доставку в процессе возврата.
Тем не менее, многие также хвалят гарантийное обслуживание Lotos за быструю замену плазменных резаков и бесплатную доставку в процессе возврата. Футов / мин при 60 фунт / кв. Дюйм
Футов / мин при 60 фунт / кв. Дюйм Он может выполнять чистые разрезы на стальных листах толщиной до 1/2 дюйма. Выходной диапазон от 10 до 55 ампер достаточно широк, чтобы вы могли вырезать любой этап металлического проекта от листового металла до каркасных и арматурных работ.
Он может выполнять чистые разрезы на стальных листах толщиной до 1/2 дюйма. Выходной диапазон от 10 до 55 ампер достаточно широк, чтобы вы могли вырезать любой этап металлического проекта от листового металла до каркасных и арматурных работ. Hobart Airforce 27i Плазменный резак
Hobart Airforce 27i Плазменный резак Он предназначен для профессионалов и мастеров, которым необходимо резать сталь толщиной до 3/8 дюйма. Машины Hobart производятся в США в Аплтоне, штат Висконсин. Плазменный резак Airforce 27i также имеет сертификат CSA.
Он предназначен для профессионалов и мастеров, которым необходимо резать сталь толщиной до 3/8 дюйма. Машины Hobart производятся в США в Аплтоне, штат Висконсин. Плазменный резак Airforce 27i также имеет сертификат CSA.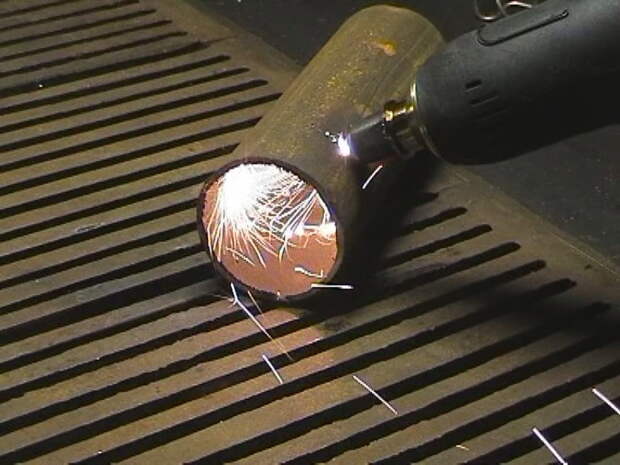 Это отличная особенность при обрезке решеток или просечно-вытяжного металла по размеру.
Это отличная особенность при обрезке решеток или просечно-вытяжного металла по размеру. Обеспечивая мощность резки 40 ампер, эта машина имеет два входа питания, работающие от 110/120 или 220/240 вольт с использованием кабельного адаптера N50. Подключите кабель 120 к N50, и устройство автоматически определит, что он подключен к источнику питания 240 В.
Обеспечивая мощность резки 40 ампер, эта машина имеет два входа питания, работающие от 110/120 или 220/240 вольт с использованием кабельного адаптера N50. Подключите кабель 120 к N50, и устройство автоматически определит, что он подключен к источнику питания 240 В.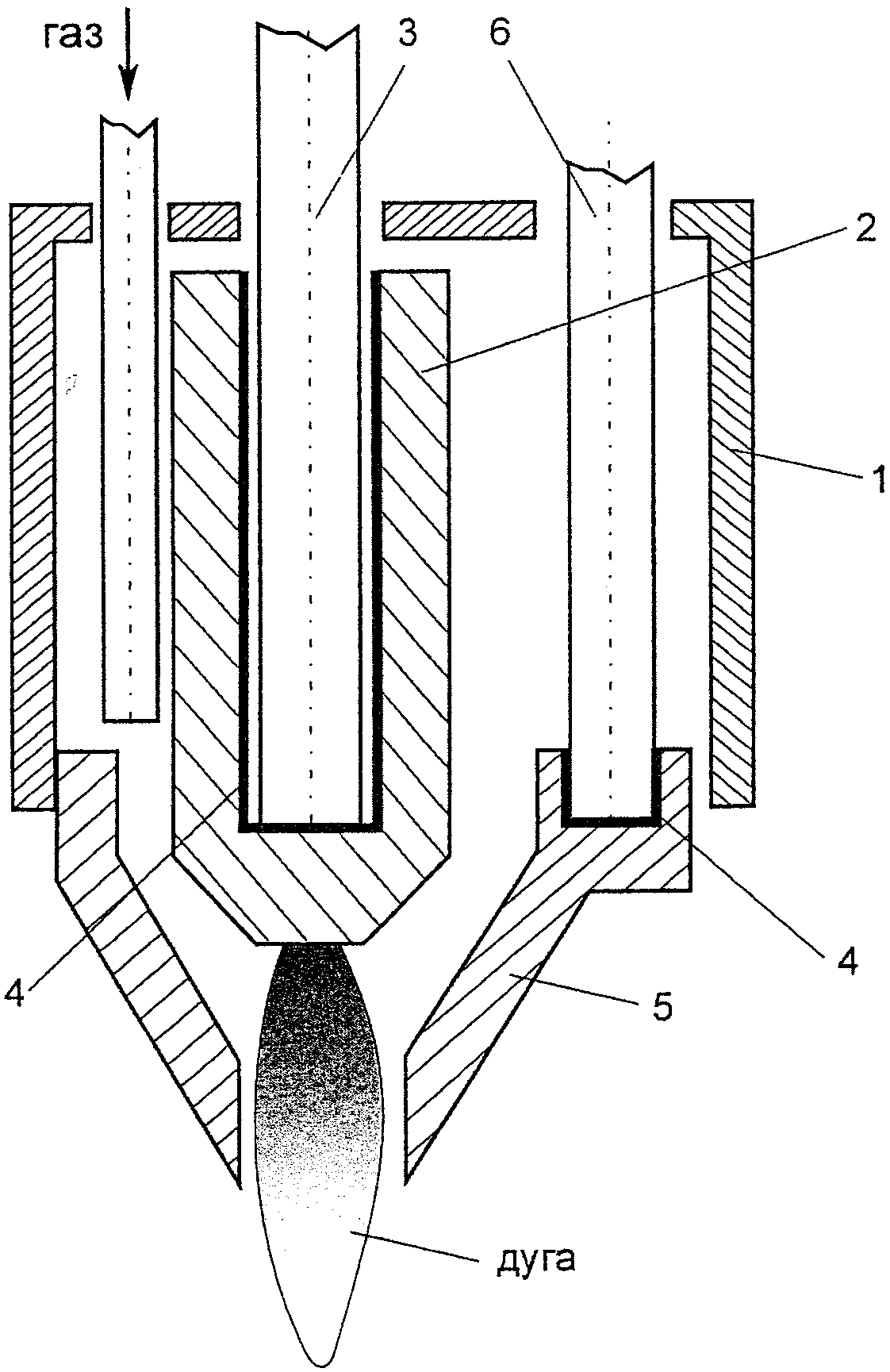
 5-футовый кабель резака
5-футовый кабель резака
 Плазменный резак Hypertherm Powermax 45
Плазменный резак Hypertherm Powermax 45 Это не производитель сварочных аппаратов, который занимается плазменной резкой. Лазерная резка, гидроабразивная и плазменная резка — вот что такое Hypertherm. Особый упор на высококачественные устройства плазменной резки ставит Hypertherm на первое место в отрасли.
Это не производитель сварочных аппаратов, который занимается плазменной резкой. Лазерная резка, гидроабразивная и плазменная резка — вот что такое Hypertherm. Особый упор на высококачественные устройства плазменной резки ставит Hypertherm на первое место в отрасли.
 Это плазменный резак двойного энергопотребления, готовый работать от напряжения 120 или 240 вольт. Он весит всего 21 фунт — невероятно легкий для плазменного резака с такой мощностью. При напряжении 120 вольт он выдает 30 ампер, что достаточно для стали толщиной 3/8 дюйма.
Это плазменный резак двойного энергопотребления, готовый работать от напряжения 120 или 240 вольт. Он весит всего 21 фунт — невероятно легкий для плазменного резака с такой мощностью. При напряжении 120 вольт он выдает 30 ампер, что достаточно для стали толщиной 3/8 дюйма. Благодаря такой универсальности вы можете использовать эту машину практически везде, где вам нужно. Miller интегрировал автоматическую систему регулирования давления воздуха, которая выравнивает колебания подачи воздуха для равномерного и устойчивого резания.
Благодаря такой универсальности вы можете использовать эту машину практически везде, где вам нужно. Miller интегрировал автоматическую систему регулирования давления воздуха, которая выравнивает колебания подачи воздуха для равномерного и устойчивого резания.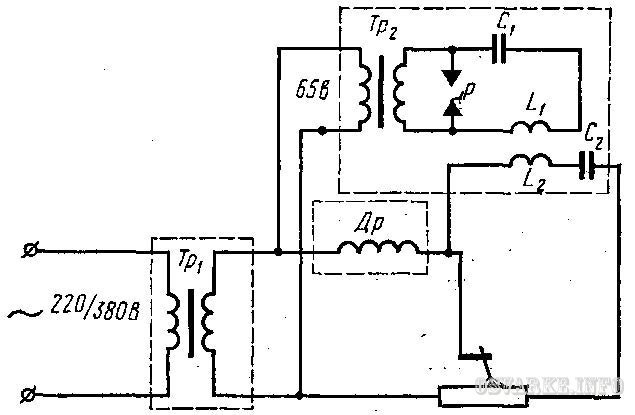 К сожалению, 375 X-Treme не может управляться компьютером, поэтому для него нет стола с ЧПУ. Миллер прилагает к машине защитный футляр для переноски.
К сожалению, 375 X-Treme не может управляться компьютером, поэтому для него нет стола с ЧПУ. Миллер прилагает к машине защитный футляр для переноски. Выхода в 45 ампер достаточно, чтобы резать ½-дюймовую сталь. Нижний предел в 15 ампер позволит сократить толщину листа толщиной 22 мм, если вы будете резать быстро. Harbour Freight включила встроенный регулятор как часть конструкции, что обеспечивает быструю настройку и быстрое использование.
Выхода в 45 ампер достаточно, чтобы резать ½-дюймовую сталь. Нижний предел в 15 ампер позволит сократить толщину листа толщиной 22 мм, если вы будете резать быстро. Harbour Freight включила встроенный регулятор как часть конструкции, что обеспечивает быструю настройку и быстрое использование.