7 шагов для сварки латуни
Итак, вы хотите приварить латунь к латуни. Работа с латунью — это не простой процесс для освоения, который также очень полезен, потому что латунь отлично смотрится в сочетании с деревом или другими металлами. Латунь можно использовать для создания деталей или даже всей автоматики, если вы делаете механизм. Как только вы начнете учиться работать с латунью и сваривать ее, вы будете делать множество прекрасных изделий!
Как сваривать латунь с латунью? Очень возможно паять TIG, а также латунь с латунью. Чтобы работать эффективно, вы должны знать, как сначала резать, обрабатывать и паять латунь, чтобы вы могли сваривать ее. С латунью очень легко работать, и, поскольку ее можно паять и паять, сваривать детали из латуни вместе (эффективно и эстетично) довольно просто, если вы понимаете основные шаги работы с латунью.
Поскольку сегодня в Интернете не так много информации о
сварке латуни с латунью, мы создали это руководство, чтобы помочь вам в этом.
Если вы уже знакомы с начальными шагами и имеете опыт сварки TIG, вот видео о процессе.
Если вам нужен урок по основам, ознакомьтесь с нашей подробной статьей о том, что такое сварка TIG и как начать ее изучение. Чтобы узнать больше о латуни, продолжайте читать!
Подготовка к сварке: резка латунных деталей
Понимание того, как резать латунные детали — это первый шаг в процессе обучения тому, как сваривать две детали из латуни. Вам нужно знать, как обрабатывать латунные изделия, с которыми вы планируете работать, и первая часть этого — понимание того, как вы можете вырезать латунные изделия.
К счастью, когда вы режете детали из латуни для подготовки к
следующему сварочному проекту, у вас будет несколько вариантов. Однако
существуют разные типы изделий из латуни. Итак, если вы хотите знать, как
правильно резать, вам нужно знать, какие у вас есть варианты резки различных
видов латуни.
Различные виды латунных деталей, с которыми вы, скорее всего, будете работать, включают латунные прутки, которые вы можете разрезать плоскогубцами или ножовкой, латунные трубки, которые вы можете разрезать пилой или трубным резаком, и латунные листы, которые вы можете разрезать ножовкой или ножницами. Но сначала мы начнем с различных методов, которые вы можете использовать для резки латунного стержня.
Могу ли я просто использовать Dremel или Torch Cut the Brass?
Короче, можете!
Вам понадобится твердая рука с листовым металлом, но я предпочитаю Dremel со стержнями и трубками. Если вы уже выполняете сварку TIG, удерживать устойчивую руку с листом латуни не должно быть проблемой.
Мне нравится мой Dremel 4300 (посмотрите отзывы на Amazon здесь). Это быстрый и точный способ резки латуни по мере необходимости.
Обрезка латунного прутка перед сваркой
Когда дело доходит до резки латунного прутка, у вас есть два
варианта инструментов, которые вы можете использовать для резки. Вам
понадобится либо кусачки, либо ножовка. Ниже мы расскажем, как резать латунь
обоими инструментами.
Вам
понадобится либо кусачки, либо ножовка. Ниже мы расскажем, как резать латунь
обоими инструментами.
Кусачки и латунный пруток
Если у вас есть совсем крошечные кусочки проволоки или прутка, то для резки латуни вам понадобятся лишь кусачки. Однако, если у вас больший калибр, вам могут понадобиться более массивные кусачки или даже болторез, если кусок довольно большой. Вы можете использовать любой из этих инструментов, если вставляете стержень в челюсти перед резкой.
Если вы используете кусачки для резки латуни, иногда, в зависимости от типа кусачков, которые вы используете, после резки у вас могут появиться острые концы. В таком случае не забудьте подпилить, обточить и отшлифовать конец только что отрезанной детали, пока она не станет плоской.
Ножовка по металлу и латунный стержень
Если у вас есть ножовка и вы хотите отрезать кусок побольше,
то у вас все равно должна быть возможность отрезать латунный пруток. Сначала
вставьте стержень, который вы собираетесь разрезать, в тиски и убедитесь, что
он надежно удерживает деталь. Затем отрежьте как можно ближе к тискам, чтобы
уменьшить вибрацию.
Затем отрежьте как можно ближе к тискам, чтобы
уменьшить вибрацию.
Также всегда помните, что ножовка — это инструмент для двуручного использования. Итак, когда вы используете ножовку, положите одну руку на ручку, а другую — на раму пилы. Вы режете пилой, когда отводите инструмент от себя. Итак, начните резку с крошечных движений, начиная с лезвия, которое находится ближе всего к рукоятке. После того, как вы сделаете канавку для лезвия, продолжайте использовать вес рук и тела при выполнении каждого удара.
Когда вы разрезаете латунный стержень, чтобы подготовить его к сварке, вам не нужно будет сильно надавливать ножовкой вниз. Сосредоточьтесь на том, чтобы делать длинные, устойчивые движения и использовать лезвие по всей длине, вместо того чтобы резать как следует. Сосредоточьтесь и не торопитесь, прорезая металл. Таким образом, вы не прорежете то, что не собирались разрезать.
Обрезка латунных трубок перед сваркой
Теперь, когда мы дали вам некоторые рекомендации по резке
латунного стержня, перейдем к латунным трубкам. Если вы планируете работать с
латунными трубками во время сварки, вам нужно знать, как их разрезать, прежде
чем начинать сваривать детали. Вы можете разрезать латунную трубку, распилив ее
или используя трубный резак. Мы обсудим оба метода более подробно ниже.
Если вы планируете работать с
латунными трубками во время сварки, вам нужно знать, как их разрезать, прежде
чем начинать сваривать детали. Вы можете разрезать латунную трубку, распилив ее
или используя трубный резак. Мы обсудим оба метода более подробно ниже.
Пила и латунные трубки
Один из способов отрезать латунные трубки — это использовать большую или маленькую пилу по металлу. Мы рекомендуем отрезать латунные трубки внутри угловой коробки. Поместите трубку в одну из канавок на угловой коробке и начинайте резку. Пила пройдет через трубу и прорежет обе стенки за один раз.Когда это произойдет, ваша пила может застрять, а это означает, что вам будет сложно пропилить трубку. Вместо этого постарайтесь избежать заедания пилы, поворачивая трубку от себя во время резки. Таким образом, вы будете пропиливать только одну часть трубки за раз.
Резак для трубок и латунные трубки
Вы можете приобрести резак для труб в любом местном
хозяйственном магазине, и этот резак поможет вам отрезать любые металлические
трубы, которые у вас есть, в том числе латунные. Если у вас есть резак для
трубок, вам нужно будет зажать инструмент в трубке. Итак, сначала разместите
инструмент там, где нужно резать. Затем вы несколько раз переместите инструмент
вокруг трубки.
Если у вас есть резак для
трубок, вам нужно будет зажать инструмент в трубке. Итак, сначала разместите
инструмент там, где нужно резать. Затем вы несколько раз переместите инструмент
вокруг трубки.
После этого вам нужно будет немного повернуть ручку, чтобы лезвие снова вошло в трубку, и снова повернуть круг. Вам нужно будет повторять этот процесс, пока трубка не разделится. Убедитесь, что вы не начинаете слишком сильно затягивать ручку, иначе трубка может выскочить изогнутой, когда вы ее разрежете.
Если трубка выглядит так, как будто один из концов обжат, вы можете использовать коническую развертку, чтобы решить эту проблему. Вам нужно будет подпилить гофрированный конец или отшлифовать его, чтобы закончить. Кроме того, убедитесь, что вы отрезали кусок задолго до того, как начать процесс, на тот случай, если вам нужно отшлифовать его из-за обжатого конца.
Резка латунных листов перед сваркой
Последний тип латуни, который вам нужно научиться резать
перед сваркой, — это листы латуни.
Ножницы и латунный лист
Ножницы — отличный инструмент для резки латунного листа. Мы рекомендуем использовать авиационные ножницы, если они у вас есть, которые обычно бывают трех типов: правые, левые и прямые. Вы можете использовать прямую резку для вырезания кривых, если вы делаете это снаружи. Когда вы вырезаете круг, не забывайте обрезать углы детали, пока она не станет похожей на круг. После этого используйте внутреннюю часть губок для последнего изогнутого надреза.
Ножовка по металлу и латунный лист
Вы также можете использовать ножовку, чтобы разрезать
латунный лист. Если вы собираетесь использовать ножовку, вам нужно поместить
латунь между двумя обрезками фанеры и зажать все детали тисками. Дерево должно
помочь удерживать металл на месте, пока вы его режете. Если вы хотите провести
линию на своей латуни, используйте кусок фанеры с одной стороны от латуни.
Помните, что вы должны толкать только ножовкой.
Теперь, когда вы понимаете, как резать разные типы латуни перед сваркой латуни с латунью, мы рассмотрим, как согнуть латунь и придать ей форму, прежде чем приступить к сварке латунных деталей вместе.
Подготовка к сварке: сгибание латуни
После того, как вы разрежете латунь, вам, скорее всего, придется как-нибудь согнуть ее, прежде чем вы сможете сваривать латунные детали вместе. Итак, мы рассмотрим некоторые подходы к изгибу латунного стержня, трубок и листов. После того, как вы согнули латунь и поработали с ней, вы будете готовы перейти к последнему шагу — сварке латуни к латуни, о которой мы поговорим чуть позже.
Сгибание латунной проволоки перед сваркой
Латунную проволоку легко согнуть плоскогубцами. Вставьте
проволоку в плоскогубцы и возьмите их одной рукой, а затем другой рукой
манипулируйте другой частью проволоки. Если вы хотите изогнуть проволоку
бюстгальтера и придать ей форму, вы можете сгибать, сгибать, а затем отпускать
стержень в определенных точках по мере его сгибания.
Если вы хотите создать резкую кривую, тогда рекомендуется использовать для этой работы плоскогубцы с закругленными носами. Вам нужно будет начать с загибания стержня в губки. Вы также можете использовать плоскогубцы в каждой руке, если хотите получить очень острый изгиб.
Есть несколько вариантов плоскогубцев для формовки металла, которые могут помочь вам согнуть проволоку всех видов, и вы можете сделать большинство из этих же изгибов, просто используя одну пару плоскогубцев с острым носом и несколько плоскогубцев с круглым носом. . Однако, если вы чувствуете, что плоскогубцы ухудшают вид ваших изгибов и оставляют следы, подумайте о покупке плоскогубцев с нейлоновыми подушечками.
Сгибание латунного стержня перед сваркой
Если у вас очень тяжелый латунный стержень, вам следует
подумать об использовании приспособления для гибки, чтобы сэкономить время. Вы
можете прикрепить приспособление к скамейке, а затем зажать его. Когда вы
используете джиг-приманку, вам нужно вставить удочку в прорези или штифты. Затем вы будете руками сгибать стержень и перемещать его в эту область джига.
Таким образом, вы сможете использовать обе руки и не беспокоиться о том, что на
проводе появятся следы инструментов.
Затем вы будете руками сгибать стержень и перемещать его в эту область джига.
Таким образом, вы сможете использовать обе руки и не беспокоиться о том, что на
проводе появятся следы инструментов.
Сгибание латунных трубок перед сваркой
Латунные трубки — одна из самых сложных вещей, которую нужно научиться гнуть, когда вы готовитесь к сварке. Это связано с тем, что латунные трубки легко перегибаются и ломаются. Для этого материала мы рекомендуем использовать пружинный гибочный станок. Возьмите пружинный изгиб, который наденет на трубу, которую вы собираетесь сгибать. Переместите его на трубку и отцентрируйте в том месте, где вы собираетесь изгибать.
Теперь, используя обе руки, согните трубку и сильно прижмите большие пальцы к сгибу. Если вы также можете использовать другую пружину с трубкой, у вас будет еще больше успеха, когда вы попытаетесь согнуть латунь.
Сгибание латунных листов перед сваркой
Гибка металлического листа — тоже задача не из легких.
Однако некоторые инструменты могут помочь упростить весь процесс. Поместите
латунный лист между двумя листами фанеры и прижмите их тисками. Теперь возьмите
другой кусок дерева и используйте его, чтобы надавить на латунь, чтобы
получился изгиб. Используя деревянный брусок, вы должны иметь возможность
надавить на весь край, который вы хотите согнуть, не повредив металл.
Поместите
латунный лист между двумя листами фанеры и прижмите их тисками. Теперь возьмите
другой кусок дерева и используйте его, чтобы надавить на латунь, чтобы
получился изгиб. Используя деревянный брусок, вы должны иметь возможность
надавить на весь край, который вы хотите согнуть, не повредив металл.
Теперь, когда мы обсудили различные методы резки латуни и гибки латуни перед сваркой, мы перейдем к обсуждению того, как сваривать и припаять латунь к латуни.
Сварка латуни с латунью
Теперь, когда вы знаете все о том, как подготовить латунные детали, разрезая и сгибая их перед сваркой, вы готовы научиться сваривать эти латунные детали вместе. Сварка латуни очень проста, потому что вы можете использовать припой для завершения сварки.
Ниже приведены некоторые из предметов, которые вам нужно собрать, прежде чем вы научитесь сваривать латунь с латунью:
Молоток
Огнеупорный кирпич
Пинцет
Металлический напильник
Латунные детали
Припой марки TIX
Флюс марки TIX
Абразивная подушка
Сторонний инструмент
Бутановая паяльная / сварочная горелка
Спиртовые тампоны
Теперь, когда вы знаете, какие материалы вам понадобятся при
сварке латуни с латунью, мы рассмотрим типы припоя и флюса, которые мы будем
использовать для завершения этого сварочного проекта.
Припой для сварки
Для этих этапов сварки мы будем использовать более мягкий припой от производителя Tix. Этот припой используется многими людьми, которые ремонтируют часы и часто приваривают латунь. Мы решили использовать Tix, потому что это более мягкий припой, который также имеет более низкую температуру плавления. При сварке латуни вам понадобится более мягкий припой с более низкой температурой плавления, потому что при более высоких температурах латунь выглядит обесцвеченной и неровной, и мы хотим этого избежать.
Советы по успешному использованию припоя при сварке
Прежде чем мы разберем этапы сварки латуни с латунью с использованием припоя, мы рассмотрим несколько советов по успешному использованию припоя при сварке.
Совет №1: убедитесь, что все детали подходят друг к другу.
Когда вы используете припой при сварке, припой действует как
разновидность клея. Он может очень хорошо удерживать вместе два куска латуни.
Когда вы соединяете части вместе, вы должны убедиться, что ваши две части
разделяют много места на поверхности.
В этом вам поможет математика.
Если у вас будет больше места на поверхности, вы получите более прочный припой. Ваш припой не будет прочным, если между деталями есть большие зазоры или если детали не подходят друг к другу.
Совет № 2: убедитесь, что вы тщательно очистили детали.
Никогда не упускайте из виду важность чистки латунных деталей. Если их не почистить, они не будут хорошо свариваться. Если вам нужна прочная паяльная связь, убедитесь, что все латунные детали чистые.
Совет № 3: убедитесь, что все детали плотно прижаты, пока вы используете припой для сварки.
Вам нужно будет убедиться, что ваши фигуры вообще не двигаются и не теряют равновесие. Прежде чем приступить к сварке припоем, вы должны убедиться, что все детали из латуни надежно соединены.
Совет №4: нагревайте детали для сварки, а не припой
Когда многие люди используют припой для сварки, они
забывают, что плавить припой не нужно. Вместо этого вам следует нагреть две
части, которые вы хотите сварить, до тех пор, пока они не достигнут точки
плавления припоя. После этого вы сможете переместить припой к горячей части, а
затем в швы, чтобы сварить части вместе.
После этого вы сможете переместить припой к горячей части, а
затем в швы, чтобы сварить части вместе.
Совет № 5: подготовка важна при использовании припоя для сварки
Одна из основных причин, по которой у людей возникают проблемы при сварке латуни с латунью при пайке, заключается в том, что они не тратили время на подготовку всего (например, резки, гибки и т. Д.) В описанных выше шагах.
Помните, что всякий раз, когда вы выполняете сварку для пайки, большую часть времени вы тратите на подготовку к пайке, не обязательно на сварку. Итак, уделите пристальное внимание подготовке.
Сварка и пайка латуни по шагам
Теперь, когда вы знаете, как подготовить детали из латуни, сгибая и разрезая их, мы расскажем, как приваривать латунь к латуни с помощью припоя.
Шаг № 1: Подготовьте рабочее место
Во-первых, вам нужно подготовить рабочее место. Убедитесь, что вы приняли во внимание безопасность.
Возьмите что-нибудь легковоспламеняющееся и уберите его со
своего рабочего места. Убедитесь, что вы находитесь в хорошо проветриваемом
помещении или соберите несколько вентиляторов, чтобы выдуть дым.
Убедитесь, что вы находитесь в хорошо проветриваемом
помещении или соберите несколько вентиляторов, чтобы выдуть дым.
Шаг 2: очистите латунные детали
Теперь вам понадобится наждачная бумага, напильник, наждачная ткань, губки Scotch-Brite или что-нибудь еще, что вы захотите использовать, чтобы очистить латунные участки, которые вы свариваете. Рекомендуется иметь при себе щетку из стекловолокна, чтобы вычистить трудные участки.
Помните, что на некоторые кусочки латуни будет нанесен слой прозрачного лака, чтобы они оставались яркими. Однако, когда вы соединяете латунные детали, вам нужно удалить лак, иначе вы не сможете использовать припой для их эффективного комбинирования.
После того, как вы почистите кусочки латуни, прикончите их,
протерев спиртом. Спирт поможет избавиться от частиц, мусора и масла,
оставшихся на латуни. Когда вы закончите, уберите спирт подальше от вашего
рабочего места (помните, спирт легковоспламеняющийся) и дайте латунным деталям
высохнуть, прежде чем начать.
Шаг № 3: Установите детали на место
Вам нужно будет взяться за зажимы, чтобы подготовить медные детали вместе. Вы также можете использовать высокие Т-образные штифты для скрепления частей или более тяжелых металлических предметов.
Что бы вы ни решили, убедитесь, что ваши фигуры находятся в правильном положении. Кроме того, помните, что ваши детали будут очень горячими, поэтому не стоит класть что-либо близко к области стыка, который вы свариваете.
Если вы это сделаете, он может поглотить тепло и испортить припой.
Шаг 4: используйте флюс
Ранее мы упоминали, что для этого процесса следует использовать припой TIX. Припой TIX имеет флюс, который выглядит как прозрачная жидкость.
Ваш флюс TIX будет поставляться с бутылкой и щеткой. Вы можете подумать, что кисть удобна, но это не так. Кисть перемещает флюс в неправильные места, поэтому мы не рекомендуем ее использовать.
Это потому, что припой захочет попасть туда, куда вы поместили флюс.
Если вы пытаетесь сделать это плотно, вы можете взять очень
тонкую проволоку и нанести небольшое количество флюса в нужное место.
Все, что вам нужно, это несколько капель, и вы получите капиллярное действие, которое поможет втягивать жидкость между двумя латунными деталями.
Кроме того, если вам нужна небольшая дополнительная помощь на этом этапе, TIX создает антифлюс, который вы можете применять везде, где хотите, чтобы ваш припой избегал.
Шаг # 5: Подготовьте припой к сварке
Теперь вам нужно подготовить припой к сварке. Сколько припоя вы хотите использовать и где вы его разместите — это простой процесс, и вам не нужно ничего прикасаться, пока вы это делаете.
Так как круглая проволока для припоя очень толстая и может скатиться с ваших латунных деталей, мы рекомендуем стучать молотком, чтобы загнать припой полностью ровно. Используя этот метод, вы сэкономите много припоя.
После того, как вы расплющите полоски, вам нужно отрезать крошечную часть от плоской поверхности, а затем с помощью пинцета нанести припой на свариваемый шов. После этого нанесите флюс на припой.
Тем не менее, всегда убедитесь, что вы принимаете меры,
чтобы избежать попадания флюса на инструменты, поскольку флюс вызывает
ржавчину.
Шаг # 6: возьмите свой факел
Теперь вам нужно получить правильно очищенную сварочную горелку и направить припой к головке, которую вы делаете с помощью горелки.
Когда вы нагреете детали, припой будет продолжать течь к ним, поэтому убедитесь, что припой повсюду, чтобы сварить детали вместе.
Сначала вам нужно включить фонарик, а затем уменьшить пламя. Используя низкую температуру нагрева, нагрейте латунные детали. Может быть сложно одновременно нагреть обе латунные детали до одной температуры, особенно если одна из них больше другой.
Итак, вам нужно будет спланировать обжиг каждой детали пропорционально размеру каждой детали. Чем крупнее кусок латуни, тем больше тепла вам нужно приложить к нему.
Как только вы нагреете латунные детали до нужной температуры, вы увидите, как весь припой примерно за секунду растечется по шву и другим участкам с флюсом.
Припой попадет в стык и будет выглядеть блестящим. Когда вы
это увидите, уберите пламя. Тебе больше не нужно тепла.
Шаг # 7: охладите ваши детали и очистите их
Теперь вам нужно дать припою остыть в течение нескольких минут. Как только вы поймете, что вода остыла, вам нужно будет промыть латунные детали в раковине, чтобы избавиться от лишнего флюса. Теперь просушите деталь и очистите ее, чтобы не было лишнего припоя.
Как только это будет сделано, вы должны успешно сварить латунь с латунью.
Последние мысли
Помните, что при сварке латуни с латунью большую часть времени вы будете тратить на подготовку деталей из латуни, а не на их сварку. Латунь действительно требует большой подготовки для резки и гибки, но как только вы это сделаете, процесс сварки станет довольно простым.
По материалам сайта https://www.weldingboss.com
7 шагов для сварки латуни
Сварка латуни полуавтоматом
Главная » Статьи » Сварка латуни полуавтоматом
Сварка латуни
Такой металл как латунь благодаря своим отличным эксплуатационным характеристикам получил сегодня широкое распространение и используется в различных отраслях народного хозяйства. Достаточно часто возникает необходимость сварки латуни, что выполняется с использованием различного оборудования и по строго определенной технологии. Необходимо сказать, что латунь относится к легкоплавким металлам, что необходимо учитывать при выполнении таких работ. Расскажем вам поподробнее как проводиться сварка такого металла.
Достаточно часто возникает необходимость сварки латуни, что выполняется с использованием различного оборудования и по строго определенной технологии. Необходимо сказать, что латунь относится к легкоплавким металлам, что необходимо учитывать при выполнении таких работ. Расскажем вам поподробнее как проводиться сварка такого металла.
Особенности сварки латуни
Если же говорить об особенностях работы с этим металлом необходимо сказать, что в отдельных случаях возникают определенные трудности, обусловленные наличием в сплаве цинка, который расплавляется и выгорает при низких температурах. Если у самой латуни температура плавления составляет порядка 700 градусов, то цинк становится жидким и начинает выгорать уже при 420 градусах. Все это существенно усложняет сварку латуни, которая при термической обработке в месте соединительного шва начинает интенсивно кипеть, что в свою очередь не позволяет сформировать правильный шов.
Во время термического воздействия при сварке латуни образуется большое количество белого осадка. Такой остаток представляет собой окись цинка, который выгорает и соединяется с кислородом. Следует также учитывать тот факт, что испарения цинка в соединении с кислородом представляют опасность для человека. Именно поэтому при выполнении таких сварочных работ следует в обязательном порядке использовать следующие средства индивидуальной защиты:
Такой остаток представляет собой окись цинка, который выгорает и соединяется с кислородом. Следует также учитывать тот факт, что испарения цинка в соединении с кислородом представляют опасность для человека. Именно поэтому при выполнении таких сварочных работ следует в обязательном порядке использовать следующие средства индивидуальной защиты:
- Респираторы.
- Защитные маски.
- Перчатки.
- Очки.
- Спецодежду.
Используемые сегодня технологии сварки латуни позволяют снизить выгорание цинка, и при этом обеспечивается отсутствие в сварном шве пор, наличие которых отрицательно сказывается на качестве соединения.
Сварка латуни аргоном
Необходимость предварительного прогрева деталей перед выполнением сварочных работ зависит в большей степени от толщины таких элементов. При соединении тонких и средних по своей толщине латунных изделий выполнять их предварительный нагрев не требуется. А вот если соединяются элементы большой толщины, рекомендуется предварительно выполнить местный прогрев.
Также исходя из толщины материала, выполняется разделка кромок под их сварку встык. В том случае, если выполняется работа с латунными листами, толщина которых не превышает полутора миллиметров, рекомендуется выполнять предварительную отбортовку листов. При этом высота такой отбортовки должна равняться двойной толщине свариваемых металлических изделий. В том же случае, если соединяются элементы толщиной более полутора миллиметров, то дополнительно обрабатывать их кромки не требуется.
При сварном соединении металлических латунных изделий следует помнить, что допустимый зазор составляет не более 2 миллиметров. В том случае, если используются дополнительные подкладки, размер допустимого зазора увеличивается до 4 миллиметров. Необходимо учитывать тот факт, что от правильности соблюдения зазора между соединяемыми деталями зависит качество выполненной сварки.
Сварка латуни полуавтоматом
Необходимо сказать, что на выбор используемых электродов непосредственно влияют особенности тех или иных латунных изделий. Наибольшую популярность получили справочные электроды марок Л62 и Л68. Использование проволочных электродов этих марок позволяет существенно уменьшить выгорание цинка, а, следственно, сварные швы отличаются прочностью и имеют правильно сформированную структуру.
Наибольшую популярность получили справочные электроды марок Л62 и Л68. Использование проволочных электродов этих марок позволяет существенно уменьшить выгорание цинка, а, следственно, сварные швы отличаются прочностью и имеют правильно сформированную структуру.
Появление при выполнении сварки большого количества дефектов и разнообразных пор в сварных швах существенно усложняет выполняемые работы. Для минимизации таких пор и обеспечения максимальной плотности шва рекомендуется использовать в качестве электродов латунную проволоку, которая легирована различными раскислителями. В качестве раскислителей можно использовать серебро, марганец и алюминий. При выполнении сварочных работ рекомендуется использовать дополнительный флюс, который позволяет улучшить качество соединения и эффективно удаляет из сварного шва появляющийся оксид цинка.
При использовании кислородной сварки этого металла рекомендуем использовать электроды, содержащие в своем составе кремний и олово. В данном случае обеспечивается максимально высокая коррозийная устойчивость, а само соединение получается прочным и устойчивым к воздействию различных агрессивных сред. Распространение также получили кремнистые электроды, которые в процессе сварки уменьшают количество дыма, соответственно снижается показатель угара цинка. Такие кремнийсодержащие электроды широко используются при сварке латуни и стали.
Распространение также получили кремнистые электроды, которые в процессе сварки уменьшают количество дыма, соответственно снижается показатель угара цинка. Такие кремнийсодержащие электроды широко используются при сварке латуни и стали.
Профессиональные специалисты при выполнении сварочных работ в обязательном порядке используют различные виды флюса. Применение таких составов препятствует окислению в расплавленной ванне и очищает сварные кромки. Все это позволяет существенно улучшить качество проведенных работ. Наилучшие результаты достигаются при использовании флюсов, изготовленных из буры и борной кислоты. Также можем порекомендовать вам использовать флюс БМ1 , который состоит из метилового спирта и метилбората. Использование такой марки флюса позволяет предотвратить выгорание цинка, соответственно сварщик будет полностью защищен от воздействия опасных для здоровья паров цинка.
Газовая сварка латуни
Следует сказать, что такие работы следует выполнять с максимально возможной в конкретном случае скоростью, что объясняется особенностями плавления этого материала. При уменьшении скорости сварки существенно увеличивается количество образующихся в шве пор. Оптимальные показатели скорости сварки составляют приблизительно 0,25 метров в минуту.
При уменьшении скорости сварки существенно увеличивается количество образующихся в шве пор. Оптимальные показатели скорости сварки составляют приблизительно 0,25 метров в минуту.
Если выполняются работы с латунными изделиями большой толщины, соединяемые детали следует устанавливать к горизонту под углом в 10-15 градусов. При этом сварка ведется снизу вверх. Предварительно необходимо разогреть соединяемые элементы, что позволит ускорить их сварку.
Присадочную проволоку при выполнении сварки латуни необходимо располагать под углом в 30 градусов к свариваемым кромкам. При этом горелка держится под углом близким к 90 градусам к поверхности изделия. Сварку нужно выполнять без поперечных колебаний, что может привести к ненужному расплавлению латунных изделий. Учтите, что проволока или электрод не должны погружаться в расплавленную ванну. Проволока должна быть в пламени горелки над расплавленной ванной. Наплавляемый металл должен располагаться в пламени горелки и каплями стекать в ванну.
Показатели прочности выполненных соединений
Следует сказать, что качество и прочность выполненной сварки латуни зависит от различных факторов. Это и толщина соединяемых элементов, разновидность используемого присадочного материала, характеристики соединяемых латунных изделий. Отметим, что применение той или иной технологии сварки позволяет обеспечить максимально возможную прочность соединения. Необходимо соответствующим образом проводить подготовку материала к работе, правильно выбирать используемый наплавляемый материал, что и станет залогом отсутствие горячих и холодных трещин в сварном шве. Также рекомендуется выполнять дополнительный отжиг соединенных элементов при температуре порядка 550 градусов. Это существенно улучшает структуру металла, обеспечивая максимально возможную прочность соединения. Отметим лишь, что подобный отжиг возможен в случае, когда свариваемые изделия имеют небольшие габариты.
svarkagid.com
Сварка латуни в домашних условиях
Латунь – это медный сплав, в состав которого входит цинк. Именно этот химический элемент создает большие проблемы в процессе сварки латунных изделий. У него низкая по сравнению с медью температура плавления – 419С (у меди она 700С). И это становится причиной испарения цинка, в процессе которого образуется его оксид ZnO, он является очень ядовитым газом. Вот почему сварка латуни и бронзы требует наличия респираторов и защитных очков, которые сварщик должен обязательно надевать.
Именно этот химический элемент создает большие проблемы в процессе сварки латунных изделий. У него низкая по сравнению с медью температура плавления – 419С (у меди она 700С). И это становится причиной испарения цинка, в процессе которого образуется его оксид ZnO, он является очень ядовитым газом. Вот почему сварка латуни и бронзы требует наличия респираторов и защитных очков, которые сварщик должен обязательно надевать.
Часть оксида цинка улетучивается, а часть осаждается на поверхности свариваемых заготовок в виде белого налета, который мешает проведению сварочных процессов. Есть определенные технологические приемы, с помощью которых можно уменьшить выделение оксида цинка. Но минимальный показатель выгорания все же составляет около 30%. А это негативно сказывается на качество сварочного шва, потому что в нем образуются поры за счет улетучиваемого цинка. И именно это отличает сварку латуни от сварки меди.
Как правильно заварить латунь – варианты и особенности
В принципе, все виды сварок можно использовать для соединения латунных заготовок. Но чаще всего используется вариант сварки латуни аргоном с неплавящимся электродом или при помощи защитных флюсов.
Но чаще всего используется вариант сварки латуни аргоном с неплавящимся электродом или при помощи защитных флюсов.
Как и любой сварочный процесс, все начинается с подготовки латунных деталей. На что необходимо обратить внимание.
- Если надо сваривать тонкие заготовки (и даже средней толщины), то предварительный их нагрев необязателен. Это связано с тем, что теплопроводность металла выше, чем у меди.
- При толщине не более 1,5 мм производится отбортовка кромок.
- При толщине кромок 1,5-6 мм их подготовка не проводится. Но необходимо выдерживать зазор в 2 мм.
- Если при сварке используются подкладки, то зазор можно увеличить вдвое.
- Оптимальный вариант – использовать двустороннюю проварку шва.
- При толщине кромок более 6 мм их необходимо притупить. При этом лучше использовать Х-образную разделку. Не всегда это возможно, но данный вариант обеспечивает лучший провар стыка.
- Увеличение зазора между латунными заготовками – это снижение качества сварного шва.

- При длинных швах и малых зазорах увеличивается в них напряжение, что ведет к деформации и образованию трещин.

Сваривание в аргоне
Сварка латуни и бронзы чаще проводится в среде защитных газов. Для этого используется постоянный ток прямой полярности. Перед началом сварочного процесса заготовки зачищаются железной щеткой до блеска и обрабатываются растворителем, чтобы удалить все загрязнения.
Очень важный момент – это выбор присадочной проволоки. В ее составе должны быть раскислители (кремний, марганец, серебро, алюминий, никель и так далее). К примеру, присадка марки Л62 – это металл, при использовании которого выделяется мало дыма в процессе сварки. Угар оксида цинка составляет всего лишь 2%. Л68 применяется в сварке защитных флюсов. Марки ЛО и ЛОК повышают коррозионную стойкость шва. То есть, под необходимые требования заготовок нужно выбрать свой присадочный стержень.
Сварка латуни в аргоне производится не цельным швом, а небольшими участками, образующими валик. Но при этом появляется большая вероятность прожога. Поэтому рекомендуется сварку проводить на длинной дуге, тем самым снижая силу тока в зоне сваривания. В финальной стадии горелка отводится в сторону.
Но при этом появляется большая вероятность прожога. Поэтому рекомендуется сварку проводить на длинной дуге, тем самым снижая силу тока в зоне сваривания. В финальной стадии горелка отводится в сторону.
Это самый качественный вариант для сварки латуни, но в домашних условиях его лучше не применять. В процессе соединения выделяется большое количество оксида цинка. Поэтому процесс проводится или на открытых площадках, или в помещениях с хорошо работающей вентиляцией.
Электродуговая сварка
Сваривание латуни в домашних условиях возможно, если применять электродуговую технологию. Во-первых, для этого используются специальные электроды:
- Стержень из латуни марки ЛК 80-3 или из бронзового сплава марки КМц 3-1.
- Покрытие – ЗТ. Это смесь нескольких материалов в разных пропорциях (сложная комбинация).
Во-вторых, сварка производится постоянным током обратной полярности. Дуга короткая, что уменьшает выгорание цинка. В-третьих, перед началом процесса производится прогрев заготовок до температуры 300С и прокалка электродов до 200С в течение получаса.
Обязательное условие после окончание сварочных работ – это проковка сварного шва. Если соединяются две детали из сплавов с малым содержанием меди, то ковать стык надо на горячо. В некоторых случаях необходим и отжиг металла (постепенное снижение температуры после сильного нагрева), который проводится при температуре 635С. Именно таким образом меняется структура металлического шва, она становится мелкозернистой, что приводит к однородности химического состава.
Варить латунь можно и угольными электродами, но для этого необходимо использовать защитные флюсы. К примеру, самый распространенный флюс – БД-3.
Сварочный режим: ток – постоянный, полярность – прямая. Многое зависит от толщины сваренных заготовок. Если толщина деталей не превышает 3 мм, то необходимо выставить ток в пределах 180-200 А, 3-5 мм – 240-270 А, 5-10 мм – 400-450 А, 10-16 мм – 500-550 А. При этом заготовки толщиною более 10 мм обязательно подогреваются перед сваркой до температуры 350С.
Газовая сварка
Если все предыдущие технологии не обеспечивают необходимый результат, то применяется именно газовая сварка.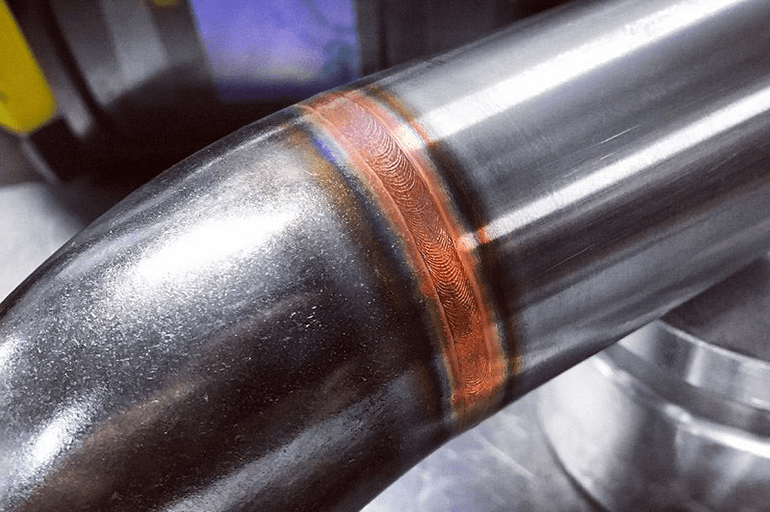 Она гарантирует высокое качество конечного результата, но у нее есть один большой недостаток – испарение оксида цинка составляет 25%. Чтобы этого избежать, рекомендуется использовать окислительное пламя в горелке. В нем должно быть много кислорода и мало водорода. Под действием кислорода на поверхности сварочной ванны образуется оксидная пленка. Именно она и не дает цинку поступать в воздух. Можно снизить выделение цинка, если использовать при сварке флюс БМ-1.
Она гарантирует высокое качество конечного результата, но у нее есть один большой недостаток – испарение оксида цинка составляет 25%. Чтобы этого избежать, рекомендуется использовать окислительное пламя в горелке. В нем должно быть много кислорода и мало водорода. Под действием кислорода на поверхности сварочной ванны образуется оксидная пленка. Именно она и не дает цинку поступать в воздух. Можно снизить выделение цинка, если использовать при сварке флюс БМ-1.
Вот такие способы, с помощью которых можно провести сварку латунных заготовок. Обязательно ознакомьтесь с видео, размещенном на этой странице.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Особенности сварки латуни аргонодуговым методом
У вас в руках треснувшее изделие из латуни с которым тяжело расстаться (даже выступили слезы). Выход есть: полюбившеюся вещь можно не выкидывать, а взять и отремонтировать.
Латунь — это сплав меди с цинком (бывают ещё включения — олова, никеля и свинца), температура плавления материала 1060 — 1100° С.
Сварка латуни аргоном не простая технология, но вполне осуществимая в домашней мастерской.
Как отличить материал от других сплавов? Латунь в сфере аргонодуговой сварки начинает шипеть и плеваться. Обычно тонкие вещи спаиваются, а изделия толщиной свыше 3 мм свариваются.
Трудности при стыковке материала
- все цветные металлы в процессе нагрева и охлаждения меняют свои физические свойства;
- находящийся в латуни цинк испаряясь уменьшает пластичность металла и образует пары вредные для здоровья;
- водород присутствуя в оксидной пленке вспениваясь нарушает сварочный шов.
Вывод: сваривая латунь, тяжело получить качественный шов и можно наглотаться вредных паров цинка.
Аргонодуговая технология
Чтобы соединить латунное изделие, нужно выполнить, при необходимости — разделку кромок. Фаски снимают под углом 20-35 градусов, избегая остроты кромок.
Далее материал защищается и обезжиривается от окислов (например, азотной кислотой). Сварка латуни в домашних условиях требует наличия респиратора для защиты от паров цинка. Потому что будет много дыма, вони — нужна хорошая вытяжка и изоляция дыхания.
Сварка латуни в домашних условиях требует наличия респиратора для защиты от паров цинка. Потому что будет много дыма, вони — нужна хорошая вытяжка и изоляция дыхания.
Реставрация изделия производится с помощью TIG аппарата с вольфрамовым электродом и присадочного прута, который подается рукой сварщика.
Присадки:
- латунная кремнистая проволока в составе 0,5% кремния;
- медная проволока;
- прутки из бронзы БрКМц-3-1;
- офлюсованный латунный пруток фирмы Radnor (цвет получается интендичный изделию).
Если для присадки берется аналогичный по составу кусок материала, то после сварки требуется тщательная очистка нагара и шлифовка шва для придания одинакового цвета всему изделию.
Сварочный шов выполняется в один слой. Соединение лучше производить отдельными точками (валиками), с перехлестом.
Настройки аппарата зависят от инструкции каждой модели и подбираются опытным путем. Ток нужно выставлять небольшой для хорошего проплавления.
Лучше сначала потренироваться на подходящем ненужном куске материала. И только потом, набив руку и выставив правильные настройки аппарата браться за изделие предназначенное для сварки.
Может случится так, что все попытки пристыковать детали окажутся тщетными. Расстраиваться не стоит, просто вам достался самый дешевый металл, с большим содержанием цинка.
Видео: соединение латуни аргоном.
P.S. После сварки, изделие можно покрыть дорогим лаком, чтобы латунь не окислялась.
(1 оценок, среднее: 5,00 из 5) Загрузка…
plavitmetall.ru
Сварка латуни
Сварку латуни можно производить практически всеми известными методами. Выбор технологии сваривания зависит от количества легирующих компонентов в составе сплава, чаще всего цинка. Можно проводить аналогии со сваркой меди, технология и способы сварки в обоих случаях, практически полностью совпадают.
Сварка латуни
Сварочные работы с латунью чаще всего используются для производства оборудования химической и пищевой промышленности. Для этих целей обычно используют профильный прокат, скрепление которого производится с помощью контактной сварки.
Особенности сварки латунных изделий
Исходя из состава и физических свойств, следует выделить некоторые особенности сварки латуни:
- создание цинковой оксидной пленки;
- кипение цинка с последующим испарением;
- формирование пористой структуры сварного шва.
Цинк, содержащийся в сплаве, подвержен повышенному окислению. При перегреве, этот метал вступает в химическую реакцию с кислородом, вследствие чего на месте сварного шва образуется оксидная пленка. Налет белого цвета значительно препятствует соединению свариваемых элементов. Особенно часто подобная проблема возникает при сварке латуни в домашних условиях.
Внешний вид латуни
Кипение и испарение цинка происходит в результате большой разницы в температуре плавления меди и цинка. Цинк плавиться при температуре 420С, а медь при 1080С, что также превышает точку кипения цинка. Из-за подобных физических свойств, сварка латунных изделий сопровождается испарением цинка в большом количестве.
Цинк плавиться при температуре 420С, а медь при 1080С, что также превышает точку кипения цинка. Из-за подобных физических свойств, сварка латунных изделий сопровождается испарением цинка в большом количестве.
Его выгорание значительно влияет на качество соединения и эксплуатационные характеристики будущего изделия. Поэтому качественная сварка должна производится при оптимальной для нужного нагрева меди и сохранения цинка в сплаве температуре.
Подобные сварочные работы могут сопровождаться поглощением свободного водорода. Такая химическая реакция приводит к формированию пористой структуры шва. Из-за того, что водород не успевает улетучится из нагретого метала, в структуре шва остаются пузыри газа.
Образование пористости значительно влияет на качество соединения, что часто приводит к образованию трещин и потере прочности. Препятствование возникновению этой проблемы – главная задача при сварке латуни. Так, изделие с пористой структурой шва становится просто непригодным для промышленного использования.
Так, изделие с пористой структурой шва становится просто непригодным для промышленного использования.
Для решения вышеуказанных проблем, сварочные работы проводят при оптимальной температуре, которая позволяет создать прочное соединение без серьезных изменений физического состояния цинка.
Для этих же целей могут применять избыточное поступление кислорода, которое препятствует возникновению пор. Полученные окиси восстанавливают с применением присадок. Чаще всего для таких целей применяют кремний. Он окисляется и выпадает в осадок, очистка шва от которого не составляет особого труда.
Подготовка к сварке
Подготовка к сварке деталей из латуни схожа с подготовкой меди. Только в отличии от нее, латунные изделия небольшой толщины не нужно предварительно нагревать. Толстые элементы желательно подогреть в месте проведения сварочных работ. Такая манипуляция значительно повышает качество шва и прочность будущего изделия.
Очень важно при подготовке к работе обработать рабочие кромки. Если толщина кромки листы меньше 1,5 мм, рекомендуется провести отбортовку. Это позволит вдвое увеличить толщину латунного листа и повысить прочность будущего шва.
Если толщина кромки листы меньше 1,5 мм, рекомендуется провести отбортовку. Это позволит вдвое увеличить толщину латунного листа и повысить прочность будущего шва.
Подготовка к сварке латуни
При достаточной толщине листов отбортовку делать не нужно, но следует сохранять зазор между элементами около 2 мм. Увеличение зазора можно делать ппи использовании подкладки. Для изделий повышенной прочности можно применять метод двухсторонней сварки. При достаточной толщине шва, данный метод значительно повысит прочность стыка.
Подготовка латуни к сварке – очень важный этап, так как неправильная оценка толщины листа, длины шва и неверный выбор зазора могут привести к деформации конструкции. Это происходит за счет повышенного напряжения металла. В связи с этим, соединение толстых элементов лучше доверить опытным специалистам, которые профессионально работают с латунью.
Технология практически не зависит от выбора метода сварки. Существуют определенные правила и требования к таким работам. Рекомендуется придерживаться высокой скорости сварки – не меньше 15 см за минуту. Меньшая скорость повышает риск формирования пористой структуры и избыточного испарения цинка.
Существуют определенные правила и требования к таким работам. Рекомендуется придерживаться высокой скорости сварки – не меньше 15 см за минуту. Меньшая скорость повышает риск формирования пористой структуры и избыточного испарения цинка.
Вертикальную сварку выполняют снизу-вверх, при необходимости дополнительно нагревают место стыка. Ни в коем случае нельзя выполнять потолочную сварку, так как латунь легко плавится и обладает повышенными свойствами текучести.
Выбор технологии сварки латуни зависит от индивидуальных пожеланий, толщины листа и желаемых характеристик готового изделия.
Обычно применяются такие методы сварки:
- аргоновая;
- электродуговая;
- газопламенная.
Газопламенная сварка латуни
Аргоновая сварка, на сегодняшний день, наиболее эффективный способ заваривания латунных изделий. Применяют ее обычно при соединении элементов с толщиной более 5 мм. Сварочные работы выполняются в аргоновой среде. Инертный газ используется для создания защиты. Нагрев латуни происходит с помощью электрической дуги. Такая технология имеет ряд преимуществ, которые выгодно выделяют ее среди аналогов.
Нагрев латуни происходит с помощью электрической дуги. Такая технология имеет ряд преимуществ, которые выгодно выделяют ее среди аналогов.
Результат аргоновой сварки латуни
В домашних условиях сварку латуни можно проводить с помощью электродуговой сварки, в том числе сварки полуавтоматом. Для этого необходимо использовать соответствующие электроды.
Работы проводятся постоянным током обратной полярности. Важно, чтобы дуга была короткой. Это препятствует избыточном испарению цинка. Перед началом работ желательно прогреть место стыка и прокалить электроды.
Заканчивать нужно проковкой шва или отжигом металла. Отжиг металла – это постепенной снижение температуры, после интенсивного нагрева. Такие процедуры значительно повышают качество стыка и прочность соединения.
Сварка латуни газом применяется для создания надежного соединения. Использовать ее можно также при сварке латуни со сталью. Однако для создания прочно стыка, необходимо использовать окислительное пламя. С его помощью создается защитная пленка, которая препятствует интенсивному выгоранию цинка.
С его помощью создается защитная пленка, которая препятствует интенсивному выгоранию цинка.
Выполнение сварочных работ газом выполняется с помощью присадочных проволок. Выбор марки и типа проволоки зависит и состава сплава, и от желаемых характеристик готового изделия. Рекомендуется использовать проволоку, в состав которой входит бор – это позволяет обойтись без применения флюса.
Аргоновая сварка
Соединение латуни аргоном – наиболее эффективная технология, которая широко применяется в промышленном производстве.
Сварка латуни аргоном
Она имеет ряд преимуществ, среди которых стоит выделить следующие:
- Для сварки латуни не требуются электроды со специальным покрытием. На фоне отсутствия необходимости использования флюса, значительно снижается себестоимость работ.
- Такая технология отвечает всем современным нормам безопасности. Благодаря инертному газу, компоненты сплава не вступают в реакцию с компонентами воздуха, при этом не выделяются вредные вещества.
- Аргонодуговая сварка препятствует образованию шлака на стыке, который обычно нужно зачищать.
- Соединение латуни аргоном можно выполнять точеным методом.
- Готовые швы отличаются аккуратностью и привлекательным видом.
- Кромки соединяемых элементов не подвержены окислению за счет использования аргона.
- Аргоновая струя очищает рабочую область от пыли и прочих отходов производства.
- Универсальность способа позволяет стыковать элементы различных размеров и любых условиях производства.

Каждая технология сварки латуни имеет преимущества и недостатки, поэтому выбор следует проводить исходя из индивидуальных особенностей сплава, готового изделия и технических возможностей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сварка латуни.
 Как сваривать латунь?
Как сваривать латунь?Особенности при сваривании цинксодержащих сплавов
Отличительной чертой латуни, как сплава, в котором имеется цинк, является то, что этот металл очень быстро закипает, и как следствие, выгорает. В отличие от прочих составных компонентов Zn обладает куда более низкой температурой плавления по сравнению с медью и алюминием.
Она отличается от самого ближайшего к нему металла более чем в 2 раза. В результате реакции происходит образование сильного оксида, образующегося в виде белого порошка. Некоторая часть испаряется при кипении. Если не соблюдать технику правильной сварки, то она является значительной. Более того, эти испарения весьма опасны для человека.
При этом даже если технология полностью соблюдена, испарения составят порядка 30% и в структуре шва образуются поры. Главной задачей все сварщиков состоит в том, чтобы добиться сварки без пор.
Технология сварки латуни дугой
Технология сварки латуни во многом схожа с аналогичным процессом при работе с тем же алюминием. Для выполнения сваривания необходимы специальные электроды. Они изготовлены из меди и являются наплавляемыми.
Для выполнения сваривания необходимы специальные электроды. Они изготовлены из меди и являются наплавляемыми.
Для работы подойдут следующие марки электродов: ESAB ОК 94.25, ОЗБ-2М, ESAB OK NiCu-7 (OK 92.86), ESAB OK Ni-1 (OK 92.05), ОЗБ-3, ESAB OK 94.35, ESAB OK 94.55, ZELLER 390. Учитывая то, что каждый из них имеет свой химический состав, то и сваривать рекомендуется определенные сплавы латуни.
Сила постоянного тока должна быть следующей: для 3 не более 120 А, для 4 не более 160 А. При работе с толстыми металлами, например, более 6 мм, соединяемые кромки необходимо подогреть до температуры порядка 300 градусов.
Выбрав электроды и присадочный материал, можно приступать к сварке. При работе со всеми цветными металлами необходимо держать электрод перпендикулярно к плоскости сваривания. Это необходимо для того, чтобы ток равномерно распространялся по всей ширине и охватывал равные участки обеих деталей.
Дуга должна гореть в газовой среде – аргоне. Соответственно, для работы потребуется баллон с газом и специальный держатель с соплом.
| Марка латуни, присадки и флюса (слева направо) | Толщина металла, мм | Прочность сварного соединения, МПа | Прочность шва металла, МПа | Прочность угла загиба, град |
| Л62; ЛКБО 62-0,2-0,04-0,5; нет | 10 | 355.9 | 409.9 | 180 |
| Л62; ЛК 62-0,5; Бура (Na2B4O7) — 100% | 1,0 – 10 | 388.3 | 423.6 | 180 |
| Л62; Л62; Бура (Na2B4O7) — 50% и борная кислота h4BO3 — 50% | 3 – 6 | 332.4 | — | 180 |
| Л62; Л62; БМ1 | 3 – 4 | 313.8 | 343.2 | 180 |
| Л62; ЛОК 62-04-05; нет | 4 | 313.8 | 372.6 | 180 |
| ЛО 62-1; ЛОК 59-1-03; БМ1 | 4 | 411.9 | 402.1 | 180 |
| ЛЖМц 59-1-1; ЛК 62-05 | 40 | 383.4 | 416.8 | 180 |
Аргонодуговая сварка бронзы
 Бронзовые детали свариваются с предварительным подогревом приблизительно до 350 – 400 градусов по Цельсию. Крупные изделия подогреваются до 500 – 600 градусов. Прочность бронзы при высокой температуре значительно понижается, поэтому деталь перед свариванием нужно хорошо закреплять, чтобы во время сварочного процесса случайно ее не повредить.
Бронзовые детали свариваются с предварительным подогревом приблизительно до 350 – 400 градусов по Цельсию. Крупные изделия подогреваются до 500 – 600 градусов. Прочность бронзы при высокой температуре значительно понижается, поэтому деталь перед свариванием нужно хорошо закреплять, чтобы во время сварочного процесса случайно ее не повредить.После сваривания бронзовые детали подвергаются отжигу с подогревом до 700 градусов. Выдерживаются детали при такой температуре от 3 до 5 часов. Подогрев отливок начинается с температуры 200 градусов, и температура повышается приблизительно на 100 градусов в час. Для отливок, которые выполняют ответственные задачи, применяется температура до 750 градусов по Цельсию. Прокатанная бронза подвергается проковке в холодном состоянии. Делается это для повышения плотности и прочности металла сварочного шва.
При сваривании угольными электродами используется постоянный ток прямой полярности. Для сваривания оловянистой бронзы используют прутки, в составе которых 8% цинка, 3% олова, 0,2 фосфора, 0,3% никеля, 0,3% железа, 0,2% свинца. Остальным материалом является медь. Для бронз других видов используются прутки такого же состава, из которого состоит основной свариваемый металл.
Остальным материалом является медь. Для бронз других видов используются прутки такого же состава, из которого состоит основной свариваемый металл.
Сваривание бронзы находит широкое применение. Наилучшие результаты сваривания дает сварка на постоянном токе обратной полярности. Величина сварочного тока составляет 30 – 40 Ампер на 1 миллиметр диаметра сварочного электрода. Если при сваривании используется переменный ток, то для того чтобы повысить устойчивость горения дуги, нужно повышать силу тока до 75 – 80 Ампер на 1 миллиметр диаметра электрода. Также в такой ситуации Вы можете воспользоваться осциллятором.
Сваривание бронзы ведут без перерыва в один слой. При сваривании электрод должен находиться практически перпендикулярно к поверхности металла. Для того чтобы лучше удалять газы с поверхности сварочного шва делаются зигзагообразные движения. Для того чтобы получить максимальную высоту напайки нужно вести дугу с предварительной формовкой места наплавки при наклоне до 15 градусов к горизонтальному положению. Если сваривание производится без подогрева, то для этой работы применяется больший сварочный ток.
Если сваривание производится без подогрева, то для этой работы применяется больший сварочный ток.
Если сваривание бронзы производилось в соответствии с требованиями, то механические свойства сварочного шва получаются примерно такими же, как и свойства основного металла. Для прокатных бронз применяется сварка в аргоне с использованием неплавящихся электродов, например вольфрамовых.
Нередко бронзу сваривают газовой сваркой. В таком случае сваривание ведется с подогревом детали до 450-и градусов по Цельсию. Сварочное пламя обязательно должно быть восстановительным, потому что если оно будет иметь окислительные свойства, то содержание олова, алюминия и кремния сильно сократиться.
- Сварка латуни аргоном
- Сварка меди со сталью
- Сварка меди с алюминием
- Сварка меди в домашних условиях
- Электроды для сварки меди
Сварка алюминия полуавтоматом Виды электросварки
Технология сварки латуни полуавтоматом
Это что касается дуговой сварки, если работы выполняются при помощи полуавтомата, потребуется специальная проволока. Для этих работ подойдут следующие виды проволоки:
Для этих работ подойдут следующие виды проволоки:
- EWC CuNi – обладает высокой коррозионной стойкостью;
- EWC CuNi7 – применяется для сваривания стали и плакирующего никельмедного листа;
- ESAB OK Autrod 19.12 – используется для работы с чистой медью и низколигированными сплавами.
- ESAB OK Autrod 19.30 – широкопрофильная проволока для работы с любыми сплавами их меди.
В продаже имеется много разновидностей проволоки для работы со сплавами. Для более эффективной работы рекомендуется изучить особенности каждого вида.
Главной особенностью процесса сваривания бронзы и латуни, независимо от выбранного метода, является высокая вероятность образования пор. Чтобы их не было или как минимизировать появление, сварку необходимо производить быстро, то есть проходить за 1 минуту не менее 15 см шва.
При расположении деталей вертикально, начинать сваривать детали следует снизу и двигаться в верх. Это связано с тем, что металл легкоплавкий и сильно текучий. Выполнять сварку рекомендуется точечно с перекрытием предыдущей точки, делая поджиг, как можно короче по времени.
Выполнять сварку рекомендуется точечно с перекрытием предыдущей точки, делая поджиг, как можно короче по времени.
Подготовка материалов перед сваркой
Учитывая массу нюансов, с которыми мастер встретиться при сваривании деталей из латуни, в домашних условиях выполнить сварку будет сложно. Все же находятся умельцы, которые соединяют бронзу точно так же качественно, как и медь. Технология процесса заключается в следующем:
- Для сваривания деталей небольших толщин из латуни подогрев поверхностей не требуется, как в случае с алюминием. Это может пригодиться при работе с толстыми изделиями. Металл является менее теплопроводным, чем алюминий и медь.
- Чтобы шов был прочной по всей длине соединения, рекомендуется на листах толщиной до 1,5 мм выполнять отбортовку, чтобы присадочный материал покрывал стыкуемые части с наибольшей площадью. Если используются детали из листа более 1.5, но до 6 мм, то за счет расплавления кромок отбортовку проводить не потребуется. Для обеспечения качественного сварного соединения необходимо предусмотреть зазор не менее 1,5 мм в зависимости от толщины. При этом для достижения требуемого качества сваривания деталей проварка должна выполняться с обеих сторон.
- Работая с листами толщиной от 6 до 25 мм, потребуется в обязательном порядке выполнить предварительную подготовку торцов для сваривания. Обработка выполняется по V-образной технологии, то есть снимается кромка с каждой стороны листа, острая кромка остается тупой и составляет 3-4 мм. В таком случае делать зазоры следует аккуратно, так как при их слишком большой величине прочность соединения ухудшается, а при полном контакте детали могут деформироваться.
 При этом для достижения требуемого качества сваривания деталей проварка должна выполняться с обеих сторон.
При этом для достижения требуемого качества сваривания деталей проварка должна выполняться с обеих сторон.На этом подготовительные работы заканчиваются, можно приступать к самому процессу сварки.
Подготовка латунных деталей к сварке
Благодаря тому, что теплопроводность латуни ниже, чем у меди, при сварке латуни малых и средних толщин предварительный подогрев не требуется. При сварке латуни большой толщины, желательно проведение местного предварительного подогрева.
Разделка сварных кромок под сварку в стык выполняется, исходя из толщины свариваемого металла. При сварке латунных листов, толщиной до 1,5мм рекомендуется, по возможности, выполнять отбортовку листов. Высота отбортовки равна удвоенной толщине свариваемого металла.
При сварке латунных листов, толщиной до 1,5мм рекомендуется, по возможности, выполнять отбортовку листов. Высота отбортовки равна удвоенной толщине свариваемого металла.
При сварке латуни толщиной 1,5-6мм допускается не подготавливать сварные кромки при этом, между свариваемыми деталями должен быть зазор 1-2мм. В случае применения подкладок зазор допускается увеличивать до 3-4мм. Для обеспечения полного провара по всей толщине металла применяют двустороннюю заварку.
При толщине свариваемой латуни 6-25мм выполняют V-образную разделку сварных швов, хотя более предпочтительной является X-образная разделка (если это возможно) с углом раскрытия 30-45° с обеих сторон. Стыковые кромки следует притупить. Величина притупления 4мм. При увеличенных зазорах качество сварных соединений снижается. А при малых зазорах и длинных сварных швах увеличиваются напряжения в сварной конструкции, что приводит к её деформации.
Оборудование для сварки латуни
Наиболее предпочтительным оборудованием для сваривания изделий из латуни являются дуговые инверторы и электроды к ним. Если у вас в наличии имеется полуавтомат, то с его помощью также можно произвести качественную работу, предварительно вооружившись подходящей проволокой.
Если у вас в наличии имеется полуавтомат, то с его помощью также можно произвести качественную работу, предварительно вооружившись подходящей проволокой.
Также потребуется баллон с инертным газом. Для выполнения подготовки свариваемых деталей потребуется механический инструмент. С его помощью снимаются фаски и притупляется кромка. Также может потребоваться газовая горелка для подогрева толстых деталей.
Какими электродами варить латунь
- Классификация электродов
- Для цветных металлов
- Для разнородных сталей
Сварка цветных металлов имеет свои особенности, и в частности сплавы следует рассматривать порой обособленно. Так и латунь, сплав меди и цинка в условиях воздействия высоких температур в расплавленном состоянии имеет некоторые особенности как самого сплава, который из-за высокого содержания меди подвержен высокой жидкотекучести, так и соединений цинка, которые приводят к нарушению монолитной структуры сварного шва, и как следствие, его разупрочнению. Расплав латуни также весьма активно поглощает газы, в частности кислород и водород, что приводит к образованию трещин и полостей в металле сварного шва.
Расплав латуни также весьма активно поглощает газы, в частности кислород и водород, что приводит к образованию трещин и полостей в металле сварного шва.
Электроды для сварки латуни, как правило, используются двух видов – это графитированые электроды и толстопокрытые электроды, преимущественно с покрытием ЗТ.
Выполнение сварочных работ графитовым стержнем по изделиям из латуни небольшой толщины проводится без применения присадочной проволоки на постоянном токе прямой полярности. Для изделий больших толщин сварка выполняется под флюсом. На присадочную проволоку 6-8 мм из сплава латуни (самый распространенный ЛК-80-3), наносится флюс. Как правило его состав включает 35% криолита, 50% фтористого калия, 12.5% хлоритого натрия, 2.5% древесного угля. Следует отметить, что применение угольных электродов находит более широкое применение при наплавке.
При сварке латуни металлическим толстопокрытым электродом, его стержень как правило изготовлен из латунного сплава ЛК-80-3 или сплава бронзы КМц-3-1. Типовым покрытием считается состав из 50% ферромарганца, 20% жидкого стекла, 12% полевого шпата, 10% плавикового шпата, и 8% ферросилиция. При сварке применяется постоянный ток. Объемные детали следует предварительно прокаливать до температуры 200-300°С. Также на толщинах более 5 мм, рекомендуется применять V-образную разделку кромок. При этом шов можно после остывания проковать. Для сплавов с пониженным содержанием меди проковка шва выполняется нагорячо. Если появляется вопрос, какими электродами варить латунь из отечественных можно выделить ММЗ-2, ЦБ-1, МН-4. Из зарубежных UTP-32, UTP-34, ZELLER 340M.
Типовым покрытием считается состав из 50% ферромарганца, 20% жидкого стекла, 12% полевого шпата, 10% плавикового шпата, и 8% ферросилиция. При сварке применяется постоянный ток. Объемные детали следует предварительно прокаливать до температуры 200-300°С. Также на толщинах более 5 мм, рекомендуется применять V-образную разделку кромок. При этом шов можно после остывания проковать. Для сплавов с пониженным содержанием меди проковка шва выполняется нагорячо. Если появляется вопрос, какими электродами варить латунь из отечественных можно выделить ММЗ-2, ЦБ-1, МН-4. Из зарубежных UTP-32, UTP-34, ZELLER 340M.
Обязательным условием при сварке латуни является правильное предварительное прокаливание электродов. Причем, рекомендуется изначально электроды просушить около 2- часов при температуре 30°С, а затем уже прокаливать при температуре 150-250 °С в течении получаса.
В целом не зависимо от того, какие электроды использовать для сварки латуни, этот процесс является достаточно сложным и требует определенного опыта и высокой квалификации. Поэтому во многих случаях используется газовая сварка. При этом нужно избегать наличия водорода в струе горелки, и использовать пламя с избытком кислорода. Возможно также применение аргонодуговой сварки вольфрамовым электродом, при этом стоит использовать присадку в виде бронзового прутка для простых латунных сплавов, а для более сложных сплавов следует использовать присадочную проволоку из сплава, идентичному свариваемым деталям.
Поэтому во многих случаях используется газовая сварка. При этом нужно избегать наличия водорода в струе горелки, и использовать пламя с избытком кислорода. Возможно также применение аргонодуговой сварки вольфрамовым электродом, при этом стоит использовать присадку в виде бронзового прутка для простых латунных сплавов, а для более сложных сплавов следует использовать присадочную проволоку из сплава, идентичному свариваемым деталям.
Электроды для наплавки алюминия Отличие электродов уони от мр Рутиловые электроды Марки электродов
Пошаговое описание процесса сварки
- Сначала необходимо подготовить свариваемые детали: снять фаску, отбортовать.
- Для более качественного схватывания металла поверхности можно обезжирить.
- Толстые детали рекомендуется прогреть до температуры порядка 300 градусов.
- Начинается сам процесс сваривания. Двигаться необходимо снизу вверх небольшим точками, прерывисто.
- Необходимо следить за тем, чтобы проволока подавалась равномерно и с достаточной скоростью, что определяется опытным путем.
- Сварка выполняется в один проход с двух сторон соединяемых деталей.
- После каждого прогона при помощи щетки удаляется шлам, контролируется место стыка на предмет пористости.

При соблюдении технологии, качество сварного соединения существенно увеличивается.
ЛС59 — Аргонодуговая сварка — TIG
#1 copich
Отправлено 18 February 2012 09:29
Я применял РАДС, поэтому темку здесь создал. Админы не ругайте.
Есть одна задачка. Есть материалл, ЛС59. Латунь с жутким содержанием цинка (до 45%, в разных источниках разная инфа). Нужно сделать соединение, так чтобы после полировки была одна единая структура. Т.е. деталь должна выглядеть как единое целое.
Если применить пайку, то явно будет виден шов. Сварка изделия усложнена высоким содержанием цинка. В общем при РАДС все шипит и плывет.
В общем при РАДС все шипит и плывет.
Кто такое варил или не связывались с таким материаллом как для сварки?
(один образец я сварил… Посмотрю как получится результат после полировки. Но пока не увидел результата, очень мучают сомнения в правильности моих действий. Может ацитиленом надо было?) С присадком таже ерунда… Я понимаю, что теоретически шов в итоге все равно должен вылядеть немного по другому, т.к. цинка в шве, так или иначе, уже не то содеожание, что до сварки было.
- Наверх
- Вставить ник
#2 Менгон
Отправлено 18 February 2012 12:40
copich, Конечно ацетиленом, а вообще здесь Сварка латуни всё подробно описано-расписано.
- Наверх
- Вставить ник
#3 copich
Отправлено 20 February 2012 18:54
copich, Конечно ацетиленом, а вообще здесь Сварка латуни всё подробно описано-расписано.

Спасибо за ответ. Это я уже читал. Хотел услышать ответ основанный на опыте (какой присадок, что получается после полировки, есть ли в итоге отличия от основного материалла и т.п.). Ацитилена нет, поэтому попробовать не могу. ТИГ попробовал использовать, что в DC, что в AC режиме. И так и этак результат практически одинаковый. В AC получается почище шов. Но за счет выгорания цинка затруднен поджог дуги.
- Наверх
- Вставить ник
#4 Менгон
Отправлено 20 February 2012 23:10
copich, Сколько не пробовал ТИгом латунь варить получается полный абзац.
- Наверх
- Вставить ник
#5 аргонавт
Отправлено 23 February 2012 12:23
Как то одна фирма взяла заказ у реставраторов на изготовление новодельных прибамбасов к печкам . заслонки . печные дверки . петли к ним все с латуни . марку не помню толщина 2-4 мм . деталюх они на готовили наточили стали думать чем всё это соединить . в общем был у них :Мультиплаз : и надежда на него . захожу к ним в гости смотрю настраивают со словами что де лутьше чем аргоном и газом получиться . дня через три зашел дело не с места снова М-плаз пытают . В конце концов все таки сварил аргоном . не сразу конечно .тоже режимы подбирал теплопроводность приличная . варил в основном без присадки без буры на декоративных деталях герметичность не нужна . всех лутьше получалось в режиме DC c ускорением в конце шва . в общем ели б не цинковая гарь то варить можно . в отличие от газа зона нагрева минимальная . жаль не сфоткал .
заслонки . печные дверки . петли к ним все с латуни . марку не помню толщина 2-4 мм . деталюх они на готовили наточили стали думать чем всё это соединить . в общем был у них :Мультиплаз : и надежда на него . захожу к ним в гости смотрю настраивают со словами что де лутьше чем аргоном и газом получиться . дня через три зашел дело не с места снова М-плаз пытают . В конце концов все таки сварил аргоном . не сразу конечно .тоже режимы подбирал теплопроводность приличная . варил в основном без присадки без буры на декоративных деталях герметичность не нужна . всех лутьше получалось в режиме DC c ускорением в конце шва . в общем ели б не цинковая гарь то варить можно . в отличие от газа зона нагрева минимальная . жаль не сфоткал .
- Наверх
- Вставить ник
#6 Менгон
Отправлено 23 February 2012 13:03
толщина 2-4 мм
варил, точнее пробовал сваривать изделие 1. 5 мм, варить можно но весь фокус в том, что варится она(латунь) на холодную а это ? 15-25мм шва более-менее приличного шва, после идёт разогрев и выделение цинка. Как «шипанёт» раз — всё, сиди кури… Что бы продолжать приходилось ждать пока деталь не остынет почти до комнатной температуры,- марока полная а не сварка.
5 мм, варить можно но весь фокус в том, что варится она(латунь) на холодную а это ? 15-25мм шва более-менее приличного шва, после идёт разогрев и выделение цинка. Как «шипанёт» раз — всё, сиди кури… Что бы продолжать приходилось ждать пока деталь не остынет почти до комнатной температуры,- марока полная а не сварка.
- Наверх
- Вставить ник
#7 митька51
Отправлено 23 February 2012 13:25
Для сварки латуни использую тиг дс+медно фосфорные прутки.Вообще эти прутки(расплав)липнут хорошо почти ко всему.
- Наверх
- Вставить ник
#8 аргонавт
Отправлено 23 February 2012 17:12
варил, точнее пробовал сваривать изделие 1.
 5 мм, варить можно но весь фокус в том, что варится она(латунь) на холодную а это ? 15-25мм шва более-менее приличного шва, после идёт разогрев и выделение цинка. Как «шипанёт» раз — всё, сиди кури… Что бы продолжать приходилось ждать пока деталь не остынет почти до комнатной температуры,- марока полная а не сварка.
5 мм, варить можно но весь фокус в том, что варится она(латунь) на холодную а это ? 15-25мм шва более-менее приличного шва, после идёт разогрев и выделение цинка. Как «шипанёт» раз — всё, сиди кури… Что бы продолжать приходилось ждать пока деталь не остынет почти до комнатной температуры,- марока полная а не сварка.Да шипит в конце при перегреве . стараюсь рассчитать скорость и ток чтоб зашипело уже к концу . и горелка с убавлением тока не помешала б . если говорить о декоративных деталях их можно собрать на прихватках по 15-25мм а после спаять оловом . у меня возня была с петлями на дверки с ;папой: еще нормально а :маму: поджог пару раз . слишком миниатюрные . но по любому мне аргоном больше понравилось работать с латунью чем газом . а вот трубки стальные паять латунной присадкой там да уже точно шипит и трещит до проявления меди .
- Наверх
- Вставить ник
#9 morgmail
Отправлено 24 February 2012 02:22
Для сварки латуни использую тиг дс+медно фосфорные прутки
если говорить о декоративных деталях их можно собрать на прихватках по 15-25мм а после спаять оловом
Человека надо однородную структуру.
Если применить пайку, то явно будет виден шов.
Смотря как и чем паять.
Мне приходилось разок паять несколько комплектов самодельных латуневых шарниров. Сам шарнир выточенный из кругляка + карта (пластина) которая и прикручевается к двери, толщина которой была миллиметров 8, точно не помню.
Пришёл человек, надо срочно, заказ горит, в банке устанавливаем здоровенные дубовые двери, а комплект шарниров сварили не правилно!
С его слов, варил аргоном ему какойто дедок на воензаводе г.Арсеньев, и уже не первый раз, но в этот раз он не так приварил карты… Мне он принёс новые, свеже-точенные. Присадок ни для бронзы, ни для латуни у меня не было, большого желания дышать цинком, у меня тоже не было, предложил ему спаять газом, он от безисходности согласился, потому как надо сейчас. Ацетиленовая горелка не потянула, небыло серьёзного сопла, предложил ему попробовать резаком, он согласился, а куда деваться, двери должны сегодня висеть, а шарниры ещё надо шлифануть и полирнуть. Короче, пропановый резак, бура, ЛОК, разделка и резальтат, который заказчика устроил, при пробной шлифовке, разница в глаза не бросалась.
Короче, пропановый резак, бура, ЛОК, разделка и резальтат, который заказчика устроил, при пробной шлифовке, разница в глаза не бросалась.
- Наверх
- Вставить ник
#10 copich
Отправлено 24 February 2012 22:11
Короче, пропановый резак, бура, ЛОК, разделка и резальтат, который заказчика устроил, при пробной шлифовке, разница в глаза не бросалась.
Спасибо ВСЕМ за ответы. Как всегда есть то что можно подчеркнуть. Пропановая горелка… А режим окислительный или восстановительный был (не знаю на сколько это может быть, но думаю, что как и на ацитилене должно быть)? Видел в интернете, что говорили про окислительный режим, а не восстановительный в ацитилене при сварке латуни.
Все же склоняюсь именно к ацитилену. По поводу DC или AC, я в свое время варил латунь, марку конечно не помню, так была латунь которая на DC шикарно варится, а была латунь которая в AC режиме варилась. Варил и китайскую латунь… Точнее пытался. Ту не тот режим не другой не взяли. Видимо аналог ЛС59. В итоге не получилось нормально сделать.
Вот мысль про маленькие швы… Очень интересная тема. Надо будет обязательно попробовать при возможности. Только долго ждать остывания. Но как вариант — имеет место быть. Либо короткими импульсами большим током.
А то как шипанет цинк, сразу получается ерунда вместо шва. До этого практически что-то выходит. Сложно контролируемый процесс.
А когда пропановой горелкой получилось сварить. То как при сварке до получения ванны доводили или все же как пра пайке, на грани расплавления? Что с цинком в таком случае происходило и как шов в итоге выглядел (светлый, чистый или черный с белыми цинкрвыми хлопьями)?
- Наверх
- Вставить ник
#11 аргонавт
Отправлено 24 August 2012 17:07
Вот за что аргон нравится что всё очень быстро . понадобился переходник с шланга на шланг . под рукой что оказалось всё с латуни . ни какой буры не надо . зачищать тоже . иголка 1.6 . ток 30-40 ампер . удгу 251 .
понадобился переходник с шланга на шланг . под рукой что оказалось всё с латуни . ни какой буры не надо . зачищать тоже . иголка 1.6 . ток 30-40 ампер . удгу 251 .
.
Всё ;телом; .
Прикрепленные изображения
Сообщение отредактировал аргонавт: 24 August 2012 17:08
- Наверх
- Вставить ник
#12 МАХМУДБАЙ
Отправлено 24 August 2012 21:59
Варил такие переходники, только сталь с латунью, присадок — медная проволока из эл.кабеля. С бурой и без, разницы нет.
- Наверх
- Вставить ник
#13 blazen79
Отправлено 25 August 2012 04:15
Варил переходник на кабельную розетку 12мм , потом старики сказали, что латунь не варится—хорошо что я этого не знал)))
- Наверх
- Вставить ник
#14 levdenisov1962
Отправлено 25 August 2012 18:29
Латунь вариться и при том, серийно.
Прикрепленные изображения
- Наверх
- Вставить ник
#15 МАХМУДБАЙ
Отправлено 25 August 2012 20:44
«Латунь вариться и при том, серийно.»
Круто, уважуха!
- Наверх
- Вставить ник
#16 tig
Отправлено 25 August 2012 23:41
Латунь вариться и при том, серийно.
Маленкое уточнение-деталь из БРОНЗЫ, сварена судя по всему П\А, проволокой
CuSi3
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#17 аргонавт
Отправлено 26 August 2012 18:51
Не на бронзу не похоже . у бронзы оттенки помягче . материал на редуктор похож . насчёт п/а даже не знал . Даже в книгах не читал но это просто не обращал внимание .
у бронзы оттенки помягче . материал на редуктор похож . насчёт п/а даже не знал . Даже в книгах не читал но это просто не обращал внимание .
- Наверх
- Вставить ник
#18 Миротворец
Отправлено 14 October 2014 09:27
Предлагают исправить косяки газовой пайки, трещины в основном по краю шва. Условия; цвет шва не должен выделяться(скульптура, латунь из цветмета). Даже не знаю чем варить, то ли газом, то ли ТИГом, то ли П/А. Ещё нужно косяки отливки на плавить. Какие будут рекомендации? С латунью особо не работал
Прикрепленные изображения
- Наверх
- Вставить ник
#19 ARGONIUS
Отправлено 14 October 2014 09:42
Миротворец, если цвет должен быть таким же как и осн. метал, я за газ. Ну и латунный пруток+ бура (борная кислота). Сложно наверное будет подобрать подходящий пруток по составу.. Можно попробовать зачистить участок на осн.металле и разные латунные прутки подходящие по цвету подобрать.
метал, я за газ. Ну и латунный пруток+ бура (борная кислота). Сложно наверное будет подобрать подходящий пруток по составу.. Можно попробовать зачистить участок на осн.металле и разные латунные прутки подходящие по цвету подобрать.
http://argonius52.ru/
- Наверх
- Вставить ник
#20 Миротворец
Отправлено 14 October 2014 14:46
если цвет должен быть таким же как и осн.метал, я за газ.
По цвету не заметил ни какой разницы между ТИГ(CuSi3) МИГ (CuAl8) и газ (латунь), почему то всё одним цветом получилось. Самое лучшее получилось газом, но потому что свариваемая латунь вся пористая и в порах присутствует какая то хрень, от которой поры ещё больше разрастаются.
Левый ТИГ, правый МИГ пульс -3В
Левый МИГ пульс, средний Просто МИГ, правый МИГ пульс+суперпульс.
Газовая пайка чище всего, но времени в десять раз больше уходит чем на МИГ.
- Наверх
- Вставить ник
Особенности и технология сварки латуни
Этот сплав можно сваривать любым известным способом. Обработка латуни во многом похожа на работу с медью. По сути это медный сплав, который чаще всего применяется в для производства приборов. Профильный металлопрокат лучше всего варить контактной сваркой. В составе латуни есть цинк и прочие элементы. А различные легирующие добавки изменяют свойства сплава и оказывают влияние на его свариваемость.
Главная трудность сварки
Латунь характеризуется довольно сильным кипением и горением цинка, который имеет более низкие температуры плавления и кипения. Они составляют соответственно 419 и 905 градусов Цельсия. Эти показатели значительно ниже, чем у основного металла. Сама латунь плавится в промежутке от 700 до 1000 градусов Цельсия. Именно в таком несоответствии температур и заключается сложность соединения этого металла.
Эти показатели значительно ниже, чем у основного металла. Сама латунь плавится в промежутке от 700 до 1000 градусов Цельсия. Именно в таком несоответствии температур и заключается сложность соединения этого металла.
При обработке довольно много цинка улетучивается, а остальная часть вступает в реакцию с кислородом, образуя оксид цинка (ZnO). Он визуально похож на порошок белого цвета, который образуется в зоне термической обработки, а также рядом с самим швом. Кроме того, порошок оседает и на элементах аппарата, находящихся рядом.
Важно отметить, что оксид цинка для человека очень опасен. Соблюдение техники безопасности и ношение респиратора при работе с этим металлом строго обязательно. Существуют определенные технические возможности, которые уменьшают выгорание цинка, но они не блокируют этот процесс полностью. В любом случае процент испарения составит 25-30, чего вполне достаточно для образования таких дефектов, как пористость.
Таким образом, при работе с латунью нужно обеспечить отсутствие пор в шве и уменьшить испарение цинка, чтобы произвести качественную сварку изделия.
Подготовка металла
Латунные изделия обладают меньшей теплопроводностью, чем медные. Поэтому при работе с деталями небольшой и средней толщины не нужен дополнительный подогрев. При значительной толщине требуется местный нагрев непосредственно перед работой.
В зависимости от толщины кромок детали, выполнятся разделся в стык. Если толщина листа латуни превышает 1,5 миллиметра, то лучше всего сделать борты, ширина которых должна составлять две толщины свариваемой стенки.
Если кромки вашего металла находятся в диапазоне толщины 1.5-6 миллиметров, то можно их не подготавливать, но при этом сделать зазор в 1-2 миллиметра. Если вы используете подкладки, то его можно сделать вплоть до 3-4 миллиметров. Чтобы полностью проварить место стыка используют заварку с двух сторон.
Если толщина вашего изделия довольно большая и составляет 6-25 миллиметров, то рекомендуется V-образная разделка. Но если есть возможность, то лучше выполнить X-образную разделку. При этом углы раскрытия с двух сторон должны составлять 30-45 градусов. Кромки стыка нужно будет притупить на 4 миллиметра. Чем больше вы делаете зазор, тем сильнее снижается качество шва. А на низких зазорах возрастает напряжение, и, как следствие, шов может деформироваться.
При этом углы раскрытия с двух сторон должны составлять 30-45 градусов. Кромки стыка нужно будет притупить на 4 миллиметра. Чем больше вы делаете зазор, тем сильнее снижается качество шва. А на низких зазорах возрастает напряжение, и, как следствие, шов может деформироваться.
Присадочные материалы
Процесс и качество сварки латуни сильно зависимы от присадок. Ознакомьтесь с наиболее часто используемыми вариантами:
№ | Марка материала | Химический состав, % | |||||
Cu | B | Si | Sn | Ni | Примеси | ||
1 | ЛКБО 62-0,2-0,04-0,5 | 60,5-63,5 | 0,03-0,07 | 0,15-0,2 | 0,4-0,6 | — | — |
2 | ЛК 62-0,5 | 60,5-63,5 | — | 0,3-0,7 | — | — | 0,6 |
3 | ЛК 62-0,2 | 60,5-63,5 | — | 0,15-0,2 | — | — | 0,6 |
4 | ЛКН 56-0,3-6 | 55,0-57,0 | — | 0,25-0,3 | — | 5,5-6,0 | — |
5 | Л 62 | 60,5-63,5 | — | — | — | — | — |
6 | Л 68 | 67-70 | — | — | — | — | 0,3 |
7 | ЛК 80-3 | 78-82 | — | 3,0 | — | — | 0,3 |
8 | ЛО 60-1 | 60,5-63,5 | — | — | 0,5-1,0 | — | 1,0 |
9 | ЛОК 59-1-0,3 | 58-60 | — | 0,2-0,4 | 0,7-1,1 | — | 0,3 |
10 | ЛОК 62-0,4-0,5 | 60,5-63,5 | — | 0,3-0,7 | 0,3-0,5 | — | 0,5 |
Примечание. | |||||||
 Остальное цинк.
Остальное цинк.Для работы с обыкновенной латунью чаще всего берут проволоку Л68 и Л62. Она не влияет на выгорание цинка, однако дает приемлемое качества сварного шва. Он получается прочный и имеет хорошую форму. А вот в качестве недостатка вы получите сильно пористый металл в месте соединения.
Чтобы этого избежать и увеличить плотность шва, используемая латунная проволока должна быть легирована элементами с возможностью раскисления. К таким элементам можно отнести кремний, алюминий, марганец, никель, частично серебро.
Под номером 1 выступает присадка с бором. В процессе обработки металла образуются легкоплавкие флюсы, поэтому применение дополнительного флюса не требуется, а время сварки возрастает на 20-40%.
Присадочные проволоки под номерами 2 и 3 являются кремнистыми латунями. При их использовании испарение цинка достигает всего лишь 2%. Считается малодымным способом обработки. Материал номер 4 в составе имеет цинк. Сварка с его использованием является бездымной. Хотя он и был создан для соединения чугуна, он успешно используется и для соединения латуней с легирующими элементами или без таковых.
Хотя он и был создан для соединения чугуна, он успешно используется и для соединения латуней с легирующими элементами или без таковых.
Номера 5 и 6 применяется с использованием газовых или порошковых флюсов для сварки латуней Л68 и Л62.
Материалы 8, 9 и 10 содержат кремний и олово. Они необходимы для получения высокой стойкости к коррозии шва в морской воде. Лучшие результаты сварки с такой присадкой достигаются с помощью ацетиленокислородной сварки.
Флюсы для газовой сварки латунных деталей
Тут применяются те же самые флюсы, что и для аналогичной обработки медных изделий. Однако оптимальные результаты можно получить при следующих вариантах:
- 100% буры,
- 50% буры и 50% ортоборной кислоты,
- 20% буры и 80% ортоборной кислоты.
Эти флюсы хорошо очищают и препятствуют образованию оксидной пленки. При проведении исследований было выявлено, что отличные результаты достигаются с помощью флюса БМ1. В нем содержится 70-75% метилбората и 25-30% метилового спирта. Использование этого вещества полностью останавливает испарение цинка.
Использование этого вещества полностью останавливает испарение цинка.
Расход этого флюса небольшой: всего 30 граммов на 1 килограмм расплавленной латуни. Но будьте осторожны и не переборщите. При превышении требуемого количества качество соединении понижается, так как увеличивается образование пор.
Техника сварочных работ
Соединение латунных изделий рекомендуется производить с самой высокой скоростью, которую возможно обеспечить. Она должна составлять 15-25 сантиметров в минуту для однослойных швов. Уменьшение скорости ниже этого порога не рекомендуется, так как значительно вырастает риск формирования пористости.
Если нужно сварить довольно толстую латунь, то изделия ставят под углом 10-15% почти параллельно земле и сваривают снизу-вверх. При этом рекомендуется предварительно подогревать кромки. При создании длинных швов требуется выполнение обратноступенчатой сварки. Допустимо применение вертикального шва, хотя чаще всего используется нижний шов. В связи с повышенной жидкотекучестью латуни потолочные швы стандартными методами выполнить невозможно.
В связи с повышенной жидкотекучестью латуни потолочные швы стандартными методами выполнить невозможно.
Если вы производите соединение не в нижнем положении, то требуется использование присадочной проволоки с легирующими элементами в составе, иначе образуется много пор в шве. По экспериментам, описанным Асиновской Г.А., применение газового флюса и присадки из латуни, имеющей кремний в составе, допускает сварочные работы из любого положения.
Обработку латунных деталей необходимо производить следующим образом: пруток расположите под углом 15-30% к шву, а горелку под углом 70-80 градусов к детали. Кончик присадки должен находиться в огне ровно над ванной.
Качество сварки разных марок
Прочность шва различается в зависимости от марки латуни. Также присадочные прутки оказывают большое влияние на качество. В таблице приведены усредненные показатели прочности соединений латуни в зависимости от марки:
Марка латуни, присадки и флюса (сверху вниз) | Толщина металла, мм | Показатель прочности | ||
Сварного соединения, МПа | Металла шва, МПа | Угол загиба, град | ||
Л62 | 10 | 355,9 | 409,9 | |
Л62 | 1,0-10 | 388,3 | 423,6 | 180 |
Л62 | 3-6 | 332,4 | — | 180 |
Л62 | 3-4 | 313,8 | 343,2 | 180 |
Л62 | 4 | 313,8 | 372,6 | 180 |
ЛО 62-1 | 4 | 411,9 | 402,1 | 180 |
ЛЖМц 59-1-1 | 40 | 383,4 | 416,8 | 180 |
Холодные и горячие трещины могут образоваться только в довольно длинном шве. Подобные зоны обычно образовываются в зонах термического влияния и соседних участках. Значительно реже их можно встретить в самом шве.
Подобные зоны обычно образовываются в зонах термического влияния и соседних участках. Значительно реже их можно встретить в самом шве.
Для улучшения структуры металла рекомендуется производить отжиг после сварочных работ. Температура процесса должна составлять 550-650 градусов Цельсия.
Сварка латуни в домашних условиях: особенности
Этот сплав можно сваривать любым известным способом. Обработка латуни во многом похожа на работу с медью. По сути это медный сплав, который чаще всего применяется в для производства приборов. Профильный металлопрокат лучше всего варить контактной сваркой. В составе латуни есть цинк и прочие элементы. А различные легирующие добавки изменяют свойства сплава и оказывают влияние на его свариваемость.
Главная трудность сварки
Латунь характеризуется довольно сильным кипением и горением цинка, который имеет более низкие температуры плавления и кипения. Они составляют соответственно 419 и 905 градусов Цельсия. Эти показатели значительно ниже, чем у основного металла. Сама латунь плавится в промежутке от 700 до 1000 градусов Цельсия. Именно в таком несоответствии температур и заключается сложность соединения этого металла.
Сама латунь плавится в промежутке от 700 до 1000 градусов Цельсия. Именно в таком несоответствии температур и заключается сложность соединения этого металла.
При обработке довольно много цинка улетучивается, а остальная часть вступает в реакцию с кислородом, образуя оксид цинка (ZnO). Он визуально похож на порошок белого цвета, который образуется в зоне термической обработки, а также рядом с самим швом. Кроме того, порошок оседает и на элементах аппарата, находящихся рядом.
Важно отметить, что оксид цинка для человека очень опасен. Соблюдение техники безопасности и ношение респиратора при работе с этим металлом строго обязательно. Существуют определенные технические возможности, которые уменьшают выгорание цинка, но они не блокируют этот процесс полностью. В любом случае процент испарения составит 25-30, чего вполне достаточно для образования таких дефектов, как пористость.
Таким образом, при работе с латунью нужно обеспечить отсутствие пор в шве и уменьшить испарение цинка, чтобы произвести качественную сварку изделия.
Особенности
Сварка латуни в домашних условиях и на предприятии всегда связана с некоторыми трудностями. У новичков часто получаются непрочные пористые швы, которые не проходят никакой контроль качества. Все дело в особенностях латуни как металла, именно они способствуют ухудшению качества.
Самая главная особенность — это активное испарение цинка во время сварки. Дело в том, что цинк плавится при относительно низкой температуре (около 400 градусов по Цельсию). Из-за этого образуются летучие вещества, которые вступают в контакт с кислородом. В таких случаях на поверхности сварного соединения образуется видимый белый порошкообразный налет. Он способствует ухудшению качества шва. Чтобы избежать этих проблем нужно правильно подобрать оптимальный режим сварки.
Он способствует ухудшению качества шва. Чтобы избежать этих проблем нужно правильно подобрать оптимальный режим сварки.
Подготовка металла
Латунные изделия обладают меньшей теплопроводностью, чем медные. Поэтому при работе с деталями небольшой и средней толщины не нужен дополнительный подогрев. При значительной толщине требуется местный нагрев непосредственно перед работой.
В зависимости от толщины кромок детали, выполнятся разделся в стык. Если толщина листа латуни превышает 1,5 миллиметра, то лучше всего сделать борты, ширина которых должна составлять две толщины свариваемой стенки.
Если кромки вашего металла находятся в диапазоне толщины 1.5-6 миллиметров, то можно их не подготавливать, но при этом сделать зазор в 1-2 миллиметра. Если вы используете подкладки, то его можно сделать вплоть до 3-4 миллиметров. Чтобы полностью проварить место стыка используют заварку с двух сторон.
Если толщина вашего изделия довольно большая и составляет 6-25 миллиметров, то рекомендуется V-образная разделка. Но если есть возможность, то лучше выполнить X-образную разделку. При этом углы раскрытия с двух сторон должны составлять 30-45 градусов. Кромки стыка нужно будет притупить на 4 миллиметра. Чем больше вы делаете зазор, тем сильнее снижается качество шва. А на низких зазорах возрастает напряжение, и, как следствие, шов может деформироваться.
Но если есть возможность, то лучше выполнить X-образную разделку. При этом углы раскрытия с двух сторон должны составлять 30-45 градусов. Кромки стыка нужно будет притупить на 4 миллиметра. Чем больше вы делаете зазор, тем сильнее снижается качество шва. А на низких зазорах возрастает напряжение, и, как следствие, шов может деформироваться.
Присадочные материалы
Процесс и качество сварки латуни сильно зависимы от присадок. Ознакомьтесь с наиболее часто используемыми вариантами:
| № | Марка материала | Химический состав, % | |||||
| Cu | B | Si | Sn | Ni | Примеси | ||
| 1 | ЛКБО 62-0,2-0,04-0,5 | 60,5-63,5 | 0,03-0,07 | 0,15-0,2 | 0,4-0,6 | — | — |
| 2 | ЛК 62-0,5 | 60,5-63,5 | — | 0,3-0,7 | — | — | 0,6 |
| 3 | ЛК 62-0,2 | 60,5-63,5 | — | 0,15-0,2 | — | — | 0,6 |
| 4 | ЛКН 56-0,3-6 | 55,0-57,0 | — | 0,25-0,3 | — | 5,5-6,0 | — |
| 5 | Л 62 | 60,5-63,5 | — | — | — | — | — |
| 6 | Л 68 | 67-70 | — | — | — | — | 0,3 |
| 7 | ЛК 80-3 | 78-82 | — | 3,0 | — | — | 0,3 |
| 8 | ЛО 60-1 | 60,5-63,5 | — | — | 0,5-1,0 | — | 1,0 |
| 9 | ЛОК 59-1-0,3 | 58-60 | — | 0,2-0,4 | 0,7-1,1 | — | 0,3 |
| 10 | ЛОК 62-0,4-0,5 | 60,5-63,5 | — | 0,3-0,7 | 0,3-0,5 | — | 0,5 |
Примечание. Остальное цинк. Остальное цинк. | |||||||
Для работы с обыкновенной латунью чаще всего берут проволоку Л68 и Л62. Она не влияет на выгорание цинка, однако дает приемлемое качества сварного шва. Он получается прочный и имеет хорошую форму. А вот в качестве недостатка вы получите сильно пористый металл в месте соединения.
Чтобы этого избежать и увеличить плотность шва, используемая латунная проволока должна быть легирована элементами с возможностью раскисления. К таким элементам можно отнести кремний, алюминий, марганец, никель, частично серебро.
Под номером 1 выступает присадка с бором. В процессе обработки металла образуются легкоплавкие флюсы, поэтому применение дополнительного флюса не требуется, а время сварки возрастает на 20-40%.
Присадочные проволоки под номерами 2 и 3 являются кремнистыми латунями. При их использовании испарение цинка достигает всего лишь 2%. Считается малодымным способом обработки. Материал номер 4 в составе имеет цинк. Сварка с его использованием является бездымной. Хотя он и был создан для соединения чугуна, он успешно используется и для соединения латуней с легирующими элементами или без таковых.
Хотя он и был создан для соединения чугуна, он успешно используется и для соединения латуней с легирующими элементами или без таковых.
Номера 5 и 6 применяется с использованием газовых или порошковых флюсов для сварки латуней Л68 и Л62.
Материалы 8, 9 и 10 содержат кремний и олово. Они необходимы для получения высокой стойкости к коррозии шва в морской воде. Лучшие результаты сварки с такой присадкой достигаются с помощью ацетиленокислородной сварки.
Технология сварки латуни с использованием аргона, видео
Общая проблема обработки при высоких температурах цветных металлов (и сплавов из них) связана с тем, что в таких условиях они легко деформируются. Специфика сварки латуни (медь + цинк) состоит еще и в том, что, во-первых, входящий в ее состав элемент «Zn» (30-я позиция в таблице Менделеева) начинает испаряться уже при нагреве до +420 ºС. Во-вторых, этот процесс сопровождается выделением ядовитой компоненты – окиси этого металла.
Технология сварки латуни с использованием аргона является наиболее перспективной методикой, так как устраняет многие сложности и обеспечивает высокую скорость операций. В чем она заключается, каковы особенности этой работы – тема предлагаемой статьи.
В чем она заключается, каковы особенности этой работы – тема предлагаемой статьи.
Преимущества сварки аргоном
- Получение швов с правильной геометрией, их предельная чистота. Отходы сразу же удаляются из рабочей зоны газовой струей.
- Однородность структуры и прочность места неразъемного соединения.
- Технология аргонной сварки латуни считается самой экономичной. В первую очередь, из-за невысокой стоимости вольфрамовых электродов.
- Высокая скорость работы.
Требуемые условия для безопасной сварки
- Надежная принудительная вытяжка. При аргонной сварке латуни естественной циркуляции воздушных потоков явно недостаточно.
- Обязательное использование работником защитных средств.
Особенности технологии сварки латуни аргоном
Суть работы заключается в формировании однослойного шва. По окончании операции он подвергается проковке. Почему недопустим «повтор»? В процессе сварки интенсивно образуются шлаковые отложения. Если шов проходить дважды, то как потом пробить «корку», которая появится после первой обработки свариваемого участка?
Если шов проходить дважды, то как потом пробить «корку», которая появится после первой обработки свариваемого участка?
Сварка латуни аргоном не рекомендуется, если толщина образцов не превышает 5 мм.
- Предварительная обработка кромок особым флюсом. Образующаяся пленка резко снижает интенсивность испарения цинка. Рекомендуемые составы: №1 – бура (100%), №2 – бура (20%) + кислота борная (80%).
- Использование при сварке специальной (многокомпонентной) латунной проволоки. В ее составе Al, Fe и ряд других элементов периодической таблицы.
- Температурные режимы (ºС) отжига: нагрев кромок перед сваркой – 750 (±50), в процессе отжига – 625 (±25). Скорость изменения температуры (нагрев/охлаждение) – 100 ºС/час.
- Мощность горелки. Она выбирается, как и для сварки стальных образцов – на 1 мм сплава примерно 120 л/ч горючей смеси.
Подготовительные мероприятия
- Осмотр респиратора с целью выявления повреждений.
- Проверка вытяжки на эффективность функционирования.
- Для снятия оксидной пленки и обезжиривания рабочего участка понадобятся раствор (10%) кислоты азотной и металлическая щетка.
- Обработка мест стыков свариваемых образцов. Кромки стесываются под углом 65 (±5) 0. Понятно, что зазор должен иметь расширение вверх.
- Зачистка свариваемых поверхностей до появления блеска и обезжиривание.
- Установка электрода в горелку.

Методика сварки
- Так как работа ведется электродом вольфрамовым (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.
- Заполнение «разделки» (стыка скошенных кромок) производится с «перехлестом», отдельными валиками.
- Впадины, образующиеся на стыке, устраняются отведением электрода от рабочей зоны и снижением силы тока. Длина дуги увеличивается, и в какой-то момент она разрывается.
Встречается много описаний создания неразъемных соединений деталей из латуни. В них указываются различные методики. Например, с использованием электродов плавящихся, специальных флюсов при сварке эл/контактной. Описанная технология сварки аргоном привлекательна тем, что ее несложно реализовать на бытовом уровне даже при отсутствии достаточного опыта.
В них указываются различные методики. Например, с использованием электродов плавящихся, специальных флюсов при сварке эл/контактной. Описанная технология сварки аргоном привлекательна тем, что ее несложно реализовать на бытовом уровне даже при отсутствии достаточного опыта.
ismith.ru
Флюсы для газовой сварки латунных деталей
Тут применяются те же самые флюсы, что и для аналогичной обработки медных изделий. Однако оптимальные результаты можно получить при следующих вариантах:
- 100% буры,
- 50% буры и 50% ортоборной кислоты,
- 20% буры и 80% ортоборной кислоты.
Эти флюсы хорошо очищают и препятствуют образованию оксидной пленки. При проведении исследований было выявлено, что отличные результаты достигаются с помощью флюса БМ1. В нем содержится 70-75% метилбората и 25-30% метилового спирта. Использование этого вещества полностью останавливает испарение цинка.
Расход этого флюса небольшой: всего 30 граммов на 1 килограмм расплавленной латуни. Но будьте осторожны и не переборщите. При превышении требуемого количества качество соединении понижается, так как увеличивается образование пор.
Но будьте осторожны и не переборщите. При превышении требуемого количества качество соединении понижается, так как увеличивается образование пор.
Технология сварки латуни
Как и другие цветные металлы, медь и ее сплавы поддаются сварке весьма неохотно.
Поэтому при формировании неразъемных соединений деталей из подобных конструкционных материалов используют особые технологии, к числу которых относится и сварка латуни аргоном.
Причина затруднений в сварке латуни
Источником затруднений, усложняющих процесс сварки латуни и прочих медных сплавов, является склонность таких материалов к изменению физических свойств в процессе быстрого нагрева и последующего охлаждения.
Содержащийся в сплаве цинк буквально испаряется, ухудшая пластичность материала. А присутствующий в оксидной пленке и шлаке водород наоборот – восстанавливается, вспенивая структуру сварочного шва. Проще говоря: при сварке латуни невозможно предугадать прочностные характеристики сварочного шва.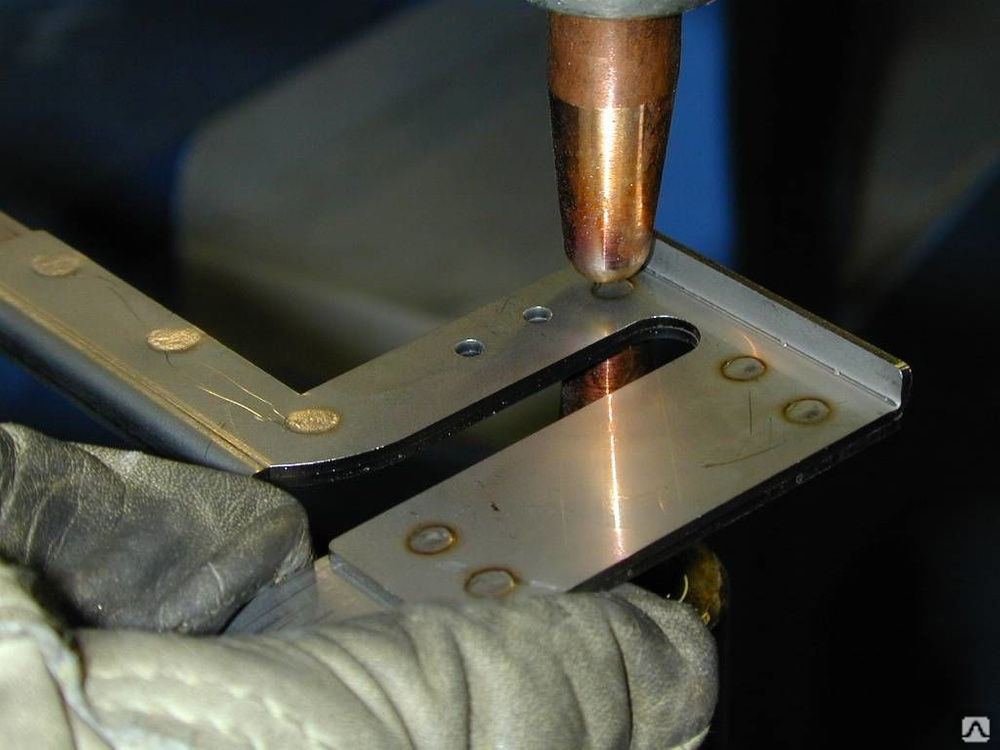 К тому же, в процессе стыковки можно надышаться вредными парами цинка и прочих присадок.
К тому же, в процессе стыковки можно надышаться вредными парами цинка и прочих присадок.
Особенности технологии сварки латуни
Для «выравнивания» прочностных характеристик сварочного шва при сварке латуни пользуются различными технологическими ухищрениями, а именно:
- Металл обрабатывают особым флюсом, препятствующим испарению цинка за счет образования оксидной пленки, снижающей интенсивность образования паров.
- После сварки деталь подвергают отжигу, нагревая до 600-650 градусов. Скорости нагрева и охлаждения — все те же 100 градусов в час. Ну а перед сваркой кромки деталей нагревают до 700-800 градусов. Это обеспечит уменьшение выгорания цинка до двух процентов от общей массы.
- Сварку проводят в инертной среде, (аргонодуговая технология), в среде порошкового шлака (газовая сварка). Кроме того, латунь можно «варить» и электродуговым способом, используя порошковый флюс и угольные электроды или прутковые электроды со сложным покрытием.
- В качестве присадочного материала используют латунную проволоку, содержащую алюминий, железо и прочие присадки. Лучшей разновидностью шлаков является смесь метилового спирта и метилбората (БФ1), образующая в процессе горения борный ангидрид. Такой флюс не только задерживает образования пузырьков водорода, но и препятствует испарению цинка. Неплохие результаты обеспечивает и борный шлак, смешанный с жидким стеклом.
- Сварочный шов формируется в один слой, а после завершения операции шов подвергают проковке.
 Лучшей разновидностью шлаков является смесь метилового спирта и метилбората (БФ1), образующая в процессе горения борный ангидрид. Такой флюс не только задерживает образования пузырьков водорода, но и препятствует испарению цинка. Неплохие результаты обеспечивает и борный шлак, смешанный с жидким стеклом.
Лучшей разновидностью шлаков является смесь метилового спирта и метилбората (БФ1), образующая в процессе горения борный ангидрид. Такой флюс не только задерживает образования пузырьков водорода, но и препятствует испарению цинка. Неплохие результаты обеспечивает и борный шлак, смешанный с жидким стеклом.Словом, некоторые особенности сварки латуни затрудняют процесс стыковки заготовок из этого конструкционного материала, но «варить» такие детали можно.
И далее по тексту мы опишем процесс аргонодуговой сварки это сплава.
Аргонодуговая сварка латуни
В самом начале сварщику придется позаботиться о стыкуемых деталях и о себе. Для деталей припасают железную щетку и 10-процентный раствор азотной кислоты. С помощью кислоты и щетки можно обезжирить стык и избавить металл от водородосодержащей оксидной пленки. Ну а сварщику достаточно обычного респиратора, защищающего органы дыхания от паров цинка.
Кроме того, перед стыковкой кромки свариваемых заготовок подвергаются разделке – их стесывают под углом 60-70 градусов, расширяя зазор к внешней стороне стыка. После этого можно приступать к свариванию.
Сварка ведется с помощью TIG-аппарата, предполагающего формирование электрической дуги между неплавким (вольфрамовым) электродом и стыкуемой поверхностью. В качестве флюса используется аргон с небольшим содержанием кислорода. Присадочная проволока вводится в сварочную ванну вручную.
Заполнение шва осуществляется в один слой: ведь повторное наплавление недопустимо, из-за необходимости «пробивать» шлаковые образования. Однако разделку заполняют не «сплошняком», а отдельными валиками, с «перехлестами».
При заварке кратера на поверхности стыка силу сварочного тока уменьшают и отводят неплавкий электрод от поверхности заготовки, разрывая дугу. Параметры сварочного тока на блоке управления TIG-аппаратом выставляют по аналогии с процессом сварки стальных заготовок.
steelguide. ru
ru
Техника сварочных работ
Соединение латунных изделий рекомендуется производить с самой высокой скоростью, которую возможно обеспечить. Она должна составлять 15-25 сантиметров в минуту для однослойных швов. Уменьшение скорости ниже этого порога не рекомендуется, так как значительно вырастает риск формирования пористости.
Если нужно сварить довольно толстую латунь, то изделия ставят под углом 10-15% почти параллельно земле и сваривают снизу-вверх. При этом рекомендуется предварительно подогревать кромки. При создании длинных швов требуется выполнение обратноступенчатой сварки. Допустимо применение вертикального шва, хотя чаще всего используется нижний шов. В связи с повышенной жидкотекучестью латуни потолочные швы стандартными методами выполнить невозможно.
Если вы производите соединение не в нижнем положении, то требуется использование присадочной проволоки с легирующими элементами в составе, иначе образуется много пор в шве. По экспериментам, описанным Асиновской Г. А., применение газового флюса и присадки из латуни, имеющей кремний в составе, допускает сварочные работы из любого положения.
А., применение газового флюса и присадки из латуни, имеющей кремний в составе, допускает сварочные работы из любого положения.
Обработку латунных деталей необходимо производить следующим образом: пруток расположите под углом 15-30% к шву, а горелку под углом 70-80 градусов к детали. Кончик присадки должен находиться в огне ровно над ванной.
Преимущества методики
Сварка латуни аргоном выполняется с применением неплавящихся электродов и является достаточно востребованной, благодаря следующим достоинствам.
- Такая методика соединения образцов из латуни считается наиболее экологически безопасной процедурой.
- Это универсальный метод сваривания, который можно применять для тонких изделий, достаточно объемных конструкций, а также производить наплавление.
- При сваривании латунных изделий в защитной аргоновой среде нет необходимости в использовании электродов, имеющих специализированное покрытие, флюсов.
- Данная технология характеризуется высокой производительностью.
- Сварочные швы не требуют дополнительной обработки, так как на них не остаются шлаковые отложения, при этом имеют довольно эстетичный внешний вид.
- Подаваемая в сварочную зону струя аргона полностью выдувает отходы, образующиеся в процессе работы.
- Благодаря применению инертного газа края свариваемых латунных заготовок надежно защищаются от возможного формирования нитридных, оксидных слоев.

Важно помнить! Выполнять аргоновую сварку в бытовых условиях при необходимости соединения конструкций из отдельных латунных деталей необходимо со строгим соблюдением требований техники безопасности, так как в состав материала входит цинк, который при испарении представляет значительную опасность для человеческого здоровья.
Поэтому рабочее место обязательно должно быть оборудовано эффективной вентиляционной системой, вытяжкой или стоит проводить сварочные работы исключительно под открытым небом. Но в любом случае, чтобы заварить какую-либо конструкцию, не стоит забывать про индивидуальные средства защиты, в первую очередь про респиратор.
латунных сосудов: как использовать латунь на кухне? Это безопасно ?
Вы здесь: Главная / Латунная посуда / Латунная посуда: Как использовать латунь на кухне? Это безопасно ?
Многим людям удобнее использовать сосуды из меди, железа и алюминия, чем сосуды из латуни. Что такого в этой металлической латуни золотистого цвета, что заставляет людей сомневаться в каждом шаге?
Является ли латунь отличным металлом насквозь?
Безопасны ли латунные сосуды для домашнего использования?
Что следует учитывать при использовании латунной посуды?
Часто задаваемые вопросы ?
Полезен ли медный сосуд для здоровья?
Можно ли готовить в медной посуде?
Можно ли кипятить молоко в медном сосуде?
Можно ли готовить в бронзовой посуде?
Это катастрофическая кулинарная ошибка в прошлом? Или это американский журнал, который пересматривает и упрекает аюрведу за либеральное использование металлов? Ну… я считаю, что это хорошее сочетание того и другого.
Прежде чем мы углубимся в это, давайте зададим себе вопрос. Что такое латунь? Во-первых, латунь не является природным металлом. Это сплав, состоящий из меди и цинка. Латунь неоднократно упоминалась на протяжении веков, от древних текстов до аюрведических сборников; и от практических судов до научных журналов.
Является ли латунь великолепным металлом насквозь? В течение многих лет компании продавали латунь как антибактериальный сплав и извлекали выгоду из полуправды. Латунь является антибактериальной , но исследования показывают, что она теряет свои антибактериальные свойства при прикосновении рукой. Пот и масла с кожи человека образуют коррозионный слой и блокируют обмен заряженными частицами, убивающими бактерии. Чтобы функционировать как идеальное антибактериальное средство, латунь необходимо тщательно и постоянно очищать на регулярной основе. Теперь, когда мы избавились от таких заявлений, мы можем сосредоточиться на том, что действительно верно, когда речь идет о латуни.
В последнее время аюрведические составы подвергались сомнению из-за использования в них таких металлов, как свинец и ртуть. Но Расашастра описывает каждое применение металлов, внутреннее и внешнее, и способы борьбы с любыми неблагоприятными последствиями, которые могут возникнуть. Сам Чарака был сторонником соблюдения осторожности при использовании металлов для различных видов введения.
Давно известно, что Брасс обладает способностью регулировать питту и восстанавливать баланс трех дош.
В аюрведических текстах и рецептах упоминается использование латуни (питталы) при лечении крими (болезни дракункулеза), проказы, панду (анемии с преобладанием питты) и многих других. На самом деле, Чарака Самхита говорит об использовании латуни для изготовления инструментов для различных процедур. В аюрведических препаратах в основном используется латунь в форме bhasma или золы.
Безопасна ли латунная посуда для домашнего использования? Да, без сомнения! Латунные сосуды бывают разных форм, размеров, толщины, назначения, луженые и нелуженые и многое другое. Говорят, что питьевая вода из латунных сосудов со временем повышает силу и иммунитет.
Говорят, что питьевая вода из латунных сосудов со временем повышает силу и иммунитет.
Когда дело доходит до приготовления пищи, южно-индийские суда — особый класс. Они развивались на протяжении многих лет, ни разу не пожертвовав уникальным вкусом, который они придают даже самым простым блюдам. От лотов, киннамов, чомбусов и тхат до кунд, кудж, даварас и туку, медные сосуды играли неотъемлемую роль в кухнях и диетах Южной Индии. В наши дни высказываются опасения по поводу патины и зелени, а также по поводу реакции при использовании для хранения определенных видов продуктов питания. Заменить металлическую посуду на пластиковую и стеклянную стало очень удобно, а популярность сковород из нержавеющей стали и антипригарного покрытия оставила традиции далеко позади.
Латунь Пароход Idli
Латунь подвержена окислению, как и любой другой металл. Однако это один из самых прочных сплавов, способный выдержать испытание временем дольше, чем его аналоги. Слабое изменение цвета с течением времени довольно распространено, и это только добавляет красоты изделию. Однако следует с осторожностью относиться к искусственному патинированию сосудов, поскольку оно связано с использованием вредных химических веществ и оказывает неблагоприятное воздействие при использовании.
Однако следует с осторожностью относиться к искусственному патинированию сосудов, поскольку оно связано с использованием вредных химических веществ и оказывает неблагоприятное воздействие при использовании.
Латунь — это универсальный металл, из которого можно изготовить сосуды для повседневного использования. Хотя это может показаться довольно сложным процессом, на самом деле все совсем наоборот. Латунные сосуды, предназначенные для приготовления пищи, часто облицовывают эйямом (оловом). Это покрытие и определяет кулинарное назначение сосуда. Сосуды с оловянным покрытием предназначены для использования с продуктами, обладающими кислыми свойствами и т.п. Посуда без внутреннего покрытия может быть использована для придания неповторимого аромата напиткам, а также для хранения, приготовления на пару и кратковременного приготовления.
Латунная лота
Теперь давайте подробно рассмотрим все возможности. Вот что вы можете сделать с неоловянными латунными сосудами :
Вот что вы можете сделать с неоловянными латунными сосудами :
- Используйте их, чтобы подавать утреннюю горячую чашку чая. Латунные кофейные фильтры и давара делают хороший фильтрованный кофе великолепным! Тепло от жидкости позволяет латуни придавать неповторимый вкус и усиливает аромат горячих напитков.
- Лоты и кувшины из латуни можно использовать для хранения воды и питья. Питье из латунных сосудов увеличивает силу и неизбежно со временем. Он также регулирует питту в организме и восстанавливает баланс дош.
- Непокрытая латунная посуда может использоваться для быстрого обжаривания овощей, особенно половники, ложки и посуда для жарки. Латунные ковши отлично подходят в качестве сервировочной посуды, так как придают еде неповторимый вкус.
- Эти сосуды также можно использовать для приготовления аппамов, так как они не требуют сильного нагрева и могут быть приготовлены за короткое время.
- Латунные сосуды отлично подходят для приготовления идли на пару, поскольку они могут регулировать и равномерно распределять тепло.
- Латунь редко вступает в реакцию, если ее превратить в ступку с пестиком или сито.

Это относительно легко запомнить. Теперь давайте посмотрим, что вы можете сделать с консервированными латунными сосудами :
Латунная кунда с покрытием из сплава олова
- Нарезанные фрукты и фруктовые салаты должны храниться только в консервированных латунных сосудах. Фрукты известны своими ферментативными и кислотными реакциями с металлами, и их никогда нельзя хранить в латунных сосудах без покрытия.
- Свежее молоко всегда должно храниться в луженой латунной посуде, чтобы оно не свернулось. Молочная кислота из молочных продуктов, таких как творог, вступает в реакцию с неконсервированной латунью и скисает. По той же причине гхи необходимо хранить в луженой латунной посуде.
- Пищу с тамариндом, лимоном и уксусом всегда следует хранить и готовить в луженой латунной посуде.
- Сладкие продукты и соленья нельзя хранить в неконсервированных сосудах.
- Луженые сосуды обеспечивают защитную облицовку латунных сосудов, и необходимо соблюдать осторожность, чтобы сохранить ее. Посуда, используемая для регулярного приготовления пищи, может нуждаться в повторном лужении каждые 6-8 месяцев в зависимости от частоты и вида использования.
- Также следует соблюдать осторожность при жарке во фритюре. Большинство масел имеют высокую температуру дымообразования, а оловянное покрытие может расплавиться или исчезнуть при небрежном использовании.

Латунь также сохраняет более 90% питательных веществ, в отличие от большинства металлов, и является отличным сосудом для использования на кухне, будь то для хранения или приготовления пищи.
Щелкните здесь, чтобы ознакомиться с лучшими изделиями из латуни, от кундасов и ковшей до лотков и сит.
Знаете что-то, чего не хватает в статье? Дайте нам знать в разделе комментариев ниже!
Часто задаваемые вопросы ?
Медный сосуд полезен для здоровья?
Да Латунь полезна для здоровья. Давно известно, что Брасс обладает способностью регулировать питту и восстанавливать баланс трех дош.
Давно известно, что Брасс обладает способностью регулировать питту и восстанавливать баланс трех дош.
Можно ли готовить в медной посуде ?
Да, готовить в латунной посуде безопасно. Латунная посуда, предназначенная для приготовления пищи, часто покрыта эйямом (оловом).
Можно ли вскипятить молоко в медном сосуде?
Да, мы можем кипятить молоко в латунной посуде, для кипячения молока мы должны использовать латунную луженую посуду.
Можно ли готовить в бронзовой посуде?
Взаимодействие с читателем
Обновите свою кухню с помощью латунных сосудов – ashtok
Металлическая посуда популярна в Индии с древних времен. Медная, латунная и бронзовая посуда , как известно, имеет аюрведическое значение. Согласно аюрведе, эти металлы являются отличным лекарством от ряда заболеваний, таких как анемия, диарея, воспаление и т. д. Поэтому даже сегодня в Индии принято использовать латунную и медную посуду. Латунь используется для приготовления пищи, сервировки и употребления пищи из нее и даже для хранения воды для питья. Питал-металл по-английски называется Brass.
Питал-металл по-английски называется Brass.
Латунь — это сплав желтого цвета, представляющий собой смесь двух металлов: меди и цинка. Он состоит из 70% меди и 30% цинка. Он известен как Питал на хинди
Медь и цинк обладают собственными свойствами, помогающими вылечить определенные заболевания человеческого организма, а латунь является хорошим источником полезных свойств обоих этих металлов.
7 Польза для здоровья от использования латунной посуды:
1. Латунь Вырабатывает меланин для здоровых волос и кожи
2. Питьевая вода, хранящаяся в латунном сосуде Повышает силу и иммунитет Предотвращает абдоминальные инфекции
4. При приготовлении пищи в латунной посуде выделяется натуральное масло, которое придает пище неповторимый аромат и вкус.
5. Поскольку цинк присутствует в латуни, он помогает очищать кровь
6. Известно также, что цинк обостряет память вашего мозга, поэтому потребление воды или пищи из латунного сосуда обостряет память.
7. Употребление пищи или воды из латунного сосуда помогает в лечении респираторных заболеваний, таких как кашель и астма.
Меры предосторожности:1. Кислые или кислые продукты нельзя готовить или хранить в латунной посуде
2. Внутри латунных сосудов, используемых для приготовления пищи, следует наносить оловянное покрытие (калаи)
3. Латунь со временем зеленеет по мере реагирует с кислородом во внешней атмосфере, поэтому латунную посуду следует содержать в чистоте
Как чистить латунную посуду:Латунь представляет собой смесь металлов меди и цинка. Таким образом, через некоторое время латунь вступает в реакцию с открытым воздухом или кислородом и обычно окисляется или тускнеет и может стать черной или зеленой. Вот несколько способов, которые могут помочь вам поддерживать изделия из латуни в хорошем состоянии.
1. Порошок питамбари — лучший и традиционный способ очистки изделий из латуни.
2. Уксус с комбинацией соли можно нанести и очистить, или иным образом изделие из латуни, которое необходимо очистить, можно погрузить в раствор уксуса и соли в кипящей воде.
Уксус с комбинацией соли можно нанести и очистить, или иным образом изделие из латуни, которое необходимо очистить, можно погрузить в раствор уксуса и соли в кипящей воде.
3. Лимон и соль, смешанные вместе, можно потереть, чтобы очистить продукт, а соль также можно заменить пищевой содой.
Список латунной посуды для обновления вашей кухни:
1. Сервиз из латуни:
Восхитительный способ насладиться полной индийской едой с этим красивым сервизом из латуни. Сервиз Pure Brass состоит из 6 предметов, включая 1 тарелку/тали, 3 миски, 1 стакан и 1 ложку.
2. Пластина из латуни:
Пластина из чистой латуни с идеальным пространством и выступающими краями. Его можно использовать для подачи закусок, карри, риса и т. д. Употребление пищи с этой тарелки из чистой латуни очень полезно для здоровья.
3. Латунный горшок:
Горшок для воды из чистой латуни круглой формы с чеканным дизайном. Вода, хранящаяся в латунном сосуде, повышает силу и иммунитет. Повышает уровень гемоглобина и улучшает общее состояние кожи.
Вода, хранящаяся в латунном сосуде, повышает силу и иммунитет. Повышает уровень гемоглобина и улучшает общее состояние кожи.
4. Стакан из латуни:
Стакан из латуни — традиционный предмет, полезный для здоровья. Изделие изготовлено вручную с выгравированным рисунком внутри. В нем можно ежедневно пить воду.
5. Скороварка из латуни:
Скороварка из высококачественной латуни с калайтиновым покрытием внутри. Kalai внутри латунной плиты предотвращает кислую реакцию пищи с латунным металлом и делает ее идеальной для использования на газовой плите.
6. Вок из латуни (кадай):
Чистая латунь Кадай покрыта оловом изнутри. Ручки из чистой латуни прикреплены к Kadai для удобства обращения и переноски. Латунный кадай отлит из толстой латуни. Это глубокая посуда, в которой легко готовить, перемешивать или жарить любые продукты.
7. Латунный ящик для хранения:
Латунный ящик для хранения:
Латунный ящик для хранения масала поставляется с 7 коробками и латунной ложкой. Эти коробки для специй внутри будут покрыты оловом, иначе называемым покрытием Kalai. Это многоцелевой ящик для хранения специй, освежителей рта, которые можно поставить на обеденный стол и т. д. Необходим на каждой кухне.
8. Чашка из латуни и блюдце:
Чашка из латуни с блюдцем Kalai (луженая внутри) . Оловянное покрытие внутри латунной чашки предотвращает окисление латунного металла. Это обеспечивает легкую очистку и уход за латунной чашкой. Поскольку латунь — толстый металл, ваш напиток внутри чашки дольше остается горячим.
9. Латунная ваза для фруктов:
Латунная ваза поставляется с выгравированным павлином с открытым оперением и цветочным орнаментом. Этот продукт вместе с ложкой упакован и доставлен в подарочной коробке красного цвета. Идеально подходит для подачи фруктов, сухофруктов, освежителей рта и т. д.
Идеально подходит для подачи фруктов, сухофруктов, освежителей рта и т. д.
10. Латунный котел (патила):
Обычная латунная верхняя часть, также известная как латунная патила, покрыта оловом изнутри
Brass Patila Поставляется с крышкой из нержавеющей стали, закрывающей верхнюю часть.
Brass Kalai Tope сохраняет тепло, поэтому еда дольше остается горячей.
Brass Patila имеет слегка закругленные стороны и плоское основание для легкого перемешивания, лучшей видимости и легкого извлечения пищи.
Латунь является хорошим проводником тепла, поэтому посуда из латуни займет меньше времени для приготовления пищи по сравнению с другой металлической посудой.
Посуду из латуни легче чистить по сравнению с другой посудой из металла.
Эксклюзивы
Распродажа
Урли из латуни коричневого и золотого цвета, урули из старинной латуни, декоративная чаша, чаша для попурри
Antique Pure Brass Urli в коричневом и золотом цвете Детали продукта: Ручки расположены с обеих сторон Antique Brass Urli для удобства переноски и обращения. Прекрасный цветочный мотив был выгравирован на Brass Urli. Эта латунная урли…
Прекрасный цветочный мотив был выгравирован на Brass Urli. Эта латунная урли…
₹ 20 698,00 из ₹10 349,00
Распродажа
Урли из позолоченной латуни со слоновьими ногами
Урли из позолоченной латуни со слоновьими ногамиО продукте: Урли из чистой позолоченной латуни, широко известная как декоративная чаша Урли из позолоченной латуни была тщательно создана с изящными украшениями. Он имеет единственный в своем роде вид благодаря удивительному дизайну, выгравированному на…
₹18 498,00 из ₹9 249,00
Распродажа
Лота, Латунь Лота, Питал Лота, Позолоченный дизайн
Ashtok Pure Brass Lota, Pital lota, позолоченный дизайн Подробная информация о продукте: Lota изготовлен из чистой латуни с привлекательным золотым покрытием. Золотое покрытие на латунном металле предохраняет его от окисления. Это гарантирует, что медный горшок требует меньше ухода…
Золотое покрытие на латунном металле предохраняет его от окисления. Это гарантирует, что медный горшок требует меньше ухода…
₹2,298.00 от ₹1 149,00
Распродажа
Круглый позолоченный медный кашмирский горшок
Содержимое упаковки: Круглый позолоченный медный кашмирский горшок О продукте: Латунный горшок для воды поставляется с гравированной кашмирской работой, покрытой золотом и круглой формы. Он поставляется с бисером или сложенным краем. Это традиционный…
₹10 997,80 от ₹ 5 498,90
Распродажа
Латунный горшок для воды с позолотой круглой формы
Позолоченный латунный горшок круглой формы Подробная информация о продукте: Горшок из чистой латуни с красивой золотой отделкой. Золотое покрытие на латунном металле предохраняет его от окисления. Это гарантирует, что латунный горшок требует меньше обслуживания и его легче чистить. …
Это гарантирует, что латунный горшок требует меньше обслуживания и его легче чистить. …
10 098,00 ₹ из ₹5 049,00
Распродажа
Латунь Water Ghada с позолотой овальной формы,
Овальный латунный горшок с позолотой Подробная информация о продукте: Горшок из чистой латуни с красивой золотой отделкой. Золотое покрытие на латунном металле предохраняет его от окисления. Это гарантирует, что латунный горшок требует меньше обслуживания и его легче чистить. Прекрасный…
₹ 2 498,00 от 1 249,00 ₹
Распродажа
Латунный горшок для воды ручной работы с позолотой Расчетная емкость — 10 литров
Дизайнерский латунный горшок с позолотой ручной работы Подробная информация о продукте: Горшок из чистой латуни с красивой золотой отделкой. Золотое покрытие на латунном металле предохраняет его от окисления. Это гарантирует, что латунный горшок требует меньше обслуживания и его легче чистить. …
Золотое покрытие на латунном металле предохраняет его от окисления. Это гарантирует, что латунный горшок требует меньше обслуживания и его легче чистить. …
₹4,698.00 от 2 349,00 ₹
Распродажа
Дизайнерская антикварная латунь Урли с диясом
Дизайнерская урли из старинной латуни с диями Подробная информация о продукте: урли из старинной чистой латуни с диями на боковых концах и выгравированным изображением цветов и павлина. Медный Урли находится посередине в окружении красивой антикварной работы. Этот Brass Urli имеет красивый и уникальный…
₹37,498.00 ₹ 18 749,00
- латунные преимущества, латунная чаша, латунный обеденный сервиз, латунная пластина, латунная посуда
Старый пост
Новое сообщение
Польза для здоровья от приготовления пищи в медной и латунной посуде согласно Аюрведе | Vogue
Известно, что аюрведические лекарства поддерживают использование бхасм или пепла драгоценных трав, а также металлов и камней, таких как золото, серебро, рубины и изумруды, для хорошего здоровья и благополучия. Но знаете ли вы, что наша древняя наука также придает огромное значение металлам, из которых сделана наша кухонная утварь? В то время как современная жизнь заставила нас обратиться к более удобной стальной, стеклянной и антипригарной посуде, посуда старой школы, как известно, обладает терапевтическими преимуществами, независимо от того, используете ли вы ее для приготовления пищи или приема пищи. На самом деле, хотя стекло и сталь довольно нейтральны, сковороды с покрытием или антипригарным покрытием могут даже нанести вред здоровью вашей кожи. Доктор Перумбудури Нареш, старший аюрведический врач Ананды в Гималаях, говорит, что химические вещества, которые вымываются из этих покрытых сковородок, могут вызывать такие состояния, как хронические прыщи. Хотя было бы довольно неудобно полностью заменять кухонную посуду (как вы будете готовить завтрашний омлет на завтрак?), вы все же можете использовать на своей кухне несколько чистых металлов (и глины), чтобы повысить здоровье и долголетие.
Но знаете ли вы, что наша древняя наука также придает огромное значение металлам, из которых сделана наша кухонная утварь? В то время как современная жизнь заставила нас обратиться к более удобной стальной, стеклянной и антипригарной посуде, посуда старой школы, как известно, обладает терапевтическими преимуществами, независимо от того, используете ли вы ее для приготовления пищи или приема пищи. На самом деле, хотя стекло и сталь довольно нейтральны, сковороды с покрытием или антипригарным покрытием могут даже нанести вред здоровью вашей кожи. Доктор Перумбудури Нареш, старший аюрведический врач Ананды в Гималаях, говорит, что химические вещества, которые вымываются из этих покрытых сковородок, могут вызывать такие состояния, как хронические прыщи. Хотя было бы довольно неудобно полностью заменять кухонную посуду (как вы будете готовить завтрашний омлет на завтрак?), вы все же можете использовать на своей кухне несколько чистых металлов (и глины), чтобы повысить здоровье и долголетие. Вот как это сделать:
Вот как это сделать:
Польза для здоровья от приготовления пищи в медной посуде
Самые популярные
«Это лучший металл для варки риса». Вы также можете хранить воду на ночь в медной посуде и пить из нее свой первый стакан, чтобы насладиться преимуществами этого замечательного металла. Наука доказала, что продукты, богатые медью, повышают выработку коллагена. Таким образом, этот металл имеет преимущества и для кожи. Если вы относитесь к капха-типу (склонны к увеличению веса, кашлю и заложенности носа), то это лучшее для вас. «Медь связана с солнцем и огнём, поэтому помогает увеличить агни в организме — таким образом, косвенно она также увеличивает скорость метаболизма», — говорит доктор Нареш. Он выводит токсины из организма, способствует повышению уровня гемоглобина, улучшает секрецию желчи и перистальтику кишечника, что также способствует пищеварению.
Польза для здоровья от употребления столового серебра
«Серебро охлаждает по своей природе, так как связано с Луной, поэтому оно лучше всего подходит для питта-личностей». Если вы питта-типа, у вас будет красная реактивная кожа, и вы будете быстро гневаться. Еда из настоящего серебра успокоит ваш темперамент и цвет лица. «Даже каджал должен храниться в серебряном сосуде, так как в глазах преобладает питта — именно из-за огня или агни в глазу мы можем видеть». Серебро полезно людям, у которых головокружение и чрезмерная жажда, оно успокаивает воспаление и увеличивает количество сперматозоидов. Доктор Нареш также предполагает, что это может быть полезно для тех, кто страдает эпилепсией.
Если вы питта-типа, у вас будет красная реактивная кожа, и вы будете быстро гневаться. Еда из настоящего серебра успокоит ваш темперамент и цвет лица. «Даже каджал должен храниться в серебряном сосуде, так как в глазах преобладает питта — именно из-за огня или агни в глазу мы можем видеть». Серебро полезно людям, у которых головокружение и чрезмерная жажда, оно успокаивает воспаление и увеличивает количество сперматозоидов. Доктор Нареш также предполагает, что это может быть полезно для тех, кто страдает эпилепсией.
Самые популярные
Польза для здоровья от использования посуды из латуни
Латунь по-прежнему широко используется в небольших деревнях и деревнях. «Вода, хранящаяся в латунном сосуде, увеличивает силу и иммунитет». Кроме того, он также помогает успокоить питту (ощущения жжения, агрессии), повышает уровень гемоглобина и улучшает общее состояние вашей кожи. «Более того, это не изменит качества материала, помещенного в контейнер».
Польза для здоровья от приготовления пищи и приема пищи в бронзовых сосудах
Самый популярный
Этот древний металл редко используется в наши дни; тем не менее, он предлагает огромные преимущества. В частности, он успокаивает вату (сухость кожи, нервный темперамент, раздражительность) и питту. Это также помогает уменьшить ожирение, улучшить зрение и состояние кожи. «Лучше всего готовить и есть там; однако вы не можете использовать топленое масло в бронзовом сосуде».
Польза для здоровья от еды в золотой посуде
Хотите верьте, хотите нет, но было время, когда люди действительно ели золотыми ложками и тарелками. Они, конечно, раньше были королевскими особами. «Золото является афродизиаком и улучшает качество спермы». Это полезно для общего омоложения организма, а также известно, что оно улучшает память, что делает его полезным для тех, кто страдает болезнью Альцгеймера.
Польза для здоровья от использования глиняной посуды
Самые популярные
«Это замечательно для всех, используете ли вы его для приготовления пищи или еды». Вы даже можете хранить и пить воду из глиняного сосуда, чтобы наслаждаться его преимуществами. «Земля связана с капхой, отвечающей за иммунитет». В небольшом исследовании с небольшой выборкой доктор Нареш прописал глину людям с ревматоидным артритом. «Когда они готовили в глиняных горшках, их симптомы значительно облегчались», — говорит он. «Когда мы находимся рядом с землей, мы также связаны с пятью элементами — вот почему глина — прекрасный сосуд».
Вы даже можете хранить и пить воду из глиняного сосуда, чтобы наслаждаться его преимуществами. «Земля связана с капхой, отвечающей за иммунитет». В небольшом исследовании с небольшой выборкой доктор Нареш прописал глину людям с ревматоидным артритом. «Когда они готовили в глиняных горшках, их симптомы значительно облегчались», — говорит он. «Когда мы находимся рядом с землей, мы также связаны с пятью элементами — вот почему глина — прекрасный сосуд».
Васудха Рай является сертифицированным учителем йоги и уже 15 лет пишет о красоте, здоровье и благополучии. Найдите ее на Vbeauty.co
Отказ от ответственности: эта статья не предназначена для замены профессиональной медицинской консультации. Лучше обратиться к врачу, если у вас есть повторяющиеся симптомы или проблемы со здоровьем
Читайте также:
Новая индийская поваренная книга сочетает аюрведу с современной кулинарией
Кулинария для детей: 10 заповедей о том, как заставить вашего ребенка есть
Этот юрист, ставший шеф-поваром, мечтает о кулинарии в Юго-Восточной Азии
Эти победители MasterChef India теперь готовят еду с шеф-поваром, отмеченным звездой Мишлен
Выдающийся шеф-повар Дели, Маниш Мехротра, готовит книгу — Большой
- Товары для дома
- Тайская посуда
- Тайские вок
- Тайский вок ручной работы из цельной латуни, большой
В корзину63,00 $
Мы рады предложить вам этот красивый, простоватый, большой вок из цельной латуни, полностью выточенный и отформованный вручную.
Мы также предлагаем 6,5-дюймовую версию того же вока:
ПОСМОТРЕТЬ: Маленький вок из латуни
Вок из цельной латуни обычно используется в тайской кухне для приготовления различных десертов (см. некоторые избранные ниже).
Латунный вок определенные преимущества при приготовлении сладостей Латунь нагревается равномерно, поэтому сиропы и конфеты можно приготовить без пригорания
Без надлежащего ухода она окислится и обесцветится, поэтому традиционно вок из латуни натирают небольшим количеством тамариндовой пасты, которая очищает и придает блеск мягкой металл, но не царапает. Затем промывают водой. Более современные повара могут использовать половинку лайма или лимона, чтобы очистить свой медный вок, а затем промыть его в мыльной воде. Избегайте соли или других абразивов, которые могут поцарапать мягкий металл.
Это прекрасный предмет для разговора, и мы видели менее желанные латунные воки, сделанные во Франции, которые продаются по цене более 100 долларов. Ручки сделаны вручную и прикреплены к воку с помощью латунных заклепок. Мы видели модный журнал, показывающий маленькие латунные воки в качестве праздничных украшений для цветочных композиций, скатертей и т. д. вместимость чашек.
Ручки сделаны вручную и прикреплены к воку с помощью латунных заклепок. Мы видели модный журнал, показывающий маленькие латунные воки в качестве праздничных украшений для цветочных композиций, скатертей и т. д. вместимость чашек.
Маленькая чашка имеет диаметр 6,5 дюйма и высоту 2,5 дюйма (высота 4 дюйма с ручками), весит 12 унций и вмещает 4 чашки.
Made in Thailand
Beautiful Brass
Holiday (6″)
10.25″ Diameter
Street Vendor
Met Khanoon
Handmade Handles
Tom Kha Soup (6″)
Side View
Hand Pounded Заклепки
Уличный торговец
Черный сладкий рис
Тайские рисовые шарики в теплом кокосовом молоке, ‘Bua Loi’
Обычно тайские десерты подают холодными, но этот уникален тем, что его подают теплым. Нам нравится консистенция шариков, почти порошкообразная и немного напоминающая японские десерты. Обычно в Таиланде сверху каждой порции кладут сладкое яйцо-пашот, сваренное в сахарном сиропе, но это необязательно. Здесь используется латунный вок, который является идеальным аутентичным блюдом, так как этот сладкий десерт всегда будет готовиться с использованием латунного вока, если шеф-повар специализируется на буа-лои.
Здесь используется латунный вок, который является идеальным аутентичным блюдом, так как этот сладкий десерт всегда будет готовиться с использованием латунного вока, если шеф-повар специализируется на буа-лои.
Здесь мы готовим две разные версии, одну базовую и другую аналогичную с использованием тыквы для придания яркого оранжевого цвета и насыщенного вкуса.
Посмотреть этот рецепт
Thai Candied Bananas, ‘Kluay Cheuam’
В большинстве элитных фуд-кортов в Бангкоке кто-то с медным воком готовит kluay cheuam, который особенно вкусен в Таиланде из-за обилия «детских бананов» или kluay kai, это Крошечные сладкие бананы размером 4-5 дюймов. Вы можете найти молодые бананы, выращенные в Центральной Америке, как мы сделали для этого рецепта, или использовать обычные бананы.
Гашеная известковая вода создает приятный хрустящий, твердый внешний слой на банане, и рецепт не должен быть составлен без этого важного ингредиента.
Посмотреть этот рецепт
Смешанный клейкий рис и кокосовое молоко с фруктами, ‘Khao Neeo Dahm Polamai’
Недавно мы были в Бангкоке и посетили выставку тайского риса, организованную от имени короля Таиланда в одном из больших конференц-залов. Здесь мы узнали о процессе выращивания риса, различных способах приготовления риса и о том, как отличить разные сорта риса, выращиваемого в Таиланде. Конечно, готовили много, и одна пожилая дама готовила великолепный десерт, в котором сочетались черный клейкий рис и белый клейкий рис. Приготовленные вместе, они создали незабываемо гладкую и слегка хрустящую текстуру, а вкус был просто «не от мира сего». Мы получили рецепт, а потом решили приготовить его дома со свежей малиной, клубникой и белым шоколадом. Это райское сочетание вкусов, и мы очень надеемся, что вы его попробуете.
Здесь мы узнали о процессе выращивания риса, различных способах приготовления риса и о том, как отличить разные сорта риса, выращиваемого в Таиланде. Конечно, готовили много, и одна пожилая дама готовила великолепный десерт, в котором сочетались черный клейкий рис и белый клейкий рис. Приготовленные вместе, они создали незабываемо гладкую и слегка хрустящую текстуру, а вкус был просто «не от мира сего». Мы получили рецепт, а потом решили приготовить его дома со свежей малиной, клубникой и белым шоколадом. Это райское сочетание вкусов, и мы очень надеемся, что вы его попробуете.
Посмотреть этот рецепт
Десерт из семян джекфрута, «Мет Ханун»
Мет Ханун — очень сладкий вкусный десерт, который, вероятно, был завезен в Таиланд португальскими исследователями. Обычно готовится в латунной воке. Вкус небесный. Met Khanoon означает «семя джекфрута», на что оно и похоже. Традиция состоит в том, чтобы встретить хануна на тайских свадьбах. Met Khanoon символизирует, что что бы ни делали жених и невеста в жизни, они будут иметь поддержку других и никогда не упустят из виду свои мечты.
Посмотреть этот рецепт
Просмотр тайских рецептов
Тайские основные блюда, которые оживят любой званый ужин. Классический Som Tum, Neua Pad Prik, Gaeng Ped Gai и многие другие.
Откройте для себя одни из самых вкусных блюд из лапши и риса на планете. Наши рецепты, от Пад Тай до Лад На, уникальны, аутентичны и вкусны.
Тайские соусы — одни из самых интересных и ароматных приправ, которые можно найти где угодно; просмотрите нашу обширную подборку рецептов.
Восхитительные и ароматные вегетарианские блюда: от лапши в тайском стиле с соусом из арахиса и базилика до острых тайских кукурузных лепешек.
Приготовьте оригинальное блюдо, используя ингредиенты, которые вы никогда не думали сочетать с рыбой, такие как карри из ананаса, тамаринд, зеленое манго и паста из жареного чили.
Эта подборка восхитительных тайских рецептов имеет некоторое американское влияние. Попробуйте курицу с лемонграссом, ребрышки со сладким перцем чили и многое другое.
Во всем мире тайские супы известны тем, что они невероятно сложные и вкусные, способные сочетать кислые, острые, сладкие и соленые вкусы.
Эти блюда поразят вашу семью и друзей своим экзотическим вкусом, текстурой и ароматом.
Уличные торговцы — неотъемлемая часть Таиланда, и их рецепты поистине уникальны. Просмотрите нашу подборку рецептов, чтобы приготовить веселое культурное блюдо.
Универсальный магазин с огромным выбором самых любимых блюд тайской кухни, от пад тай до куриного сате.
Мы специализируемся на тайской кухне, но японская кухня — еще один вкусный вариант для тех, кто хочет познакомиться с азиатскими рецептами!
Латунные чайники и уход за ними©
Картина Эмиля Карлсена
Описания Катона оливковой фермы и виноградника относятся к более ранним описаниям медных чайников, в частности медного [сделанного из латуни] чайника с 30 квадрантами*, крышки чайника. , медный котел с 5 квадрантами, крышкой от чайника и одним медным котлом для приготовления пищи. (1)
(1)
Медные чайники были среди первой посуды, привезенной в Америку, и у Майлза Стэндиша было три таких. Котлы выковывались из листовой латуни или меди сначала вручную, а затем с помощью молотка. (2)
Инвентарь поместья 17 -го -го века наполнен медными котлами, завещанными наследникам в США и Европе. Для одного домохозяйства в ранней инвентаризации Коннектикута были указаны большой латунный чайник, меньшая латунная сковорода, латунный скуммер [скиммер], латунная жаровня, латунная сковорода, маленький латунный чайник и латунные подсвечники. (3)
Латунные котлы часто описывались как большие, [очень большие], меньшие, и наименьшие. (4)
- Карлсен, «Латунь и медь», 1926 г.
Другая латунная утварь, найденная в этих ранних записях, включала латунную ступку и пестики, латунный ящик с крючками для горшков [1694], каландры [дуршлаги], фильтры, ковши, каплесборники, решетки и [запорные] краны (клапан с ручным управлением или кран), котлы, грелки, кастрюли, сковороды, раковины для мытья рук и т. д. 2 латунных горшка, 4 ковша, 3 шумовки и 4 подсвечника, все латунные. (5)
д. 2 латунных горшка, 4 ковша, 3 шумовки и 4 подсвечника, все латунные. (5)
Эстер Синглтон изучила инвентарные описи поместья колониальной эпохи на рубеже 20 го века и написала, что эти документы показывают большое количество олова, латуни и меди на Юге. В качестве примера она привела опись полковника Стивена Гилла из округа Йорк, штат Вирджиния [1650-е годы].
1 медный чайник, 1 старый медный чайник, 1 медный горшок, 3 медных подсвечника, 1 медная сковорода, 1 маленькая медная ступка и пестик, 1 медная шумовка, 1 медная ложка, 3 старых железных горшка, 1 маленький железный горшок, 3 pesites, 1 сковородка, 2 вертела, 2 пары горшков, 3 пары горшочков, 1 железный ковш, 1 крюк для мяса, 3 оловянных ножа, сорок шесть фунтов олова, 4 старые кастрюли, 19оловянные ложки, 4 старые оловянные кружки, 1 фляга, 2 продавца соли, 6 оловянных подсвечников, 2 дюжины старых тарелок и 2 сита.
Латунные котлы использовались для большинства видов продуктов, но конкретные отчеты о том, что готовилось в медных котлах, включают мясо, соленья, овощи, суп, джемы и желе, а большие медные котлы использовались для выпаривания соли, плавления жира для свечей. , стирка и покраска. (6)
, стирка и покраска. (6)
Примерно в двух милях от Уэст-Либерти-Тауна я проехал мимо Probe’s Furnace, литейного завода, основанного французом из Эльзаса, который производит всевозможные сосуды из меди и латуни, самый большой из которых вмещает около 200 пинт, которые отправляются в Кентукки и Теннесси, где их используют для приготовления соли путем выпаривания. Меньшие предназначены для домашнего использования. (7)
Использование медной или латунной посуды без оловянного покрытия сегодня многими считается небезопасным, и даже тогда, когда она широко использовалась, некоторые подвергали сомнению приготовление кислых блюд. Было обычной практикой делать огуречные огурцы в латунных или медных горшках, потому что уксус вступал в реакцию с металлом и делал огурцы более зелеными, чем при приготовлении в железных горшках. Некоторые говорили, что это вредно для здоровья, в то время как другие настаивали на том, что опасности нет, если кастрюлю правильно мыть до и после использования.
Моя мама всегда пользовалась медным чайником. Я никогда не слышал, чтобы это причиняло кому-либо вред. Если у вас есть хороший яблочный уксус, зеленые соленые огурцы будут достаточно полезными. Все в Хукертауне лечат их таким способом, а мы люди не больные. (8)
Миссис Генри Уорд Бичер, мать Гарриет Бичер-Стоу и автор кулинарной книги Кэтрин Бичер, сказала, что ее семья всегда использовала медный чайник и никогда не видела каких-либо вредных последствий от него. Она рассказала своим читателям, что медные чайники нужно содержать в строжайшей чистоте, промывать солью и горячим уксусом и натирать до тех пор, пока каждая часть не заблестит, как золото.
После использования [приготовления] и извлечения из огня; удалить содержимое сразу. Когда чайник тщательно вымыт, от его использования не будет никакого вреда, пока он стоит над огнем; озорство возникает из-за того, что в нем что-то стоит и остынет. (9)
Методы очистки латунных чайников со временем менялись. Рассказы об использовании соли и уксуса в колониальную эпоху и в 19 -м -м веке являются обычным явлением, хотя к тому времени другие считали, что уксус заставляет только что очищенную латунь тускнеть еще быстрее между чистками.
Рассказы об использовании соли и уксуса в колониальную эпоху и в 19 -м -м веке являются обычным явлением, хотя к тому времени другие считали, что уксус заставляет только что очищенную латунь тускнеть еще быстрее между чистками.
ЧИСТКА ЛАТУННОГО ЧАЙНИКА. Латунный, колокольный или медный чайник всегда следует очищать сразу после использования. Даже если он не используется, время от времени его нужно чистить; в противном случае он соберет ржавчину или ярь-медь, которая является сильным ядом.
Чтобы правильно почистить, после мытья тряпкой и теплой водой налейте в чайник большую чайную чашку уксуса и большую чайную ложку соли и повесьте над огнем. Пусть станет совсем тепло; а затем снимите его, обмакните в чистую тряпку и тщательно вымойте всю внутренность чайника солью и уксусом; после чего хорошо промойте теплой водой. Затем возьмите древесную золу и чистую тряпку и хорошенько протрите. После этого вымойте его горячей мыльной пеной и в завершение ополосните холодной водой и протрите сухой тканью как внутри, так и снаружи. Эти чайники должны всегда содержаться в чистоте, чтобы они могли быть готовы к использованию в любое время, когда они потребуются. Так же и каждый сосуд из латуни или меди. (10)
Эти чайники должны всегда содержаться в чистоте, чтобы они могли быть готовы к использованию в любое время, когда они потребуются. Так же и каждый сосуд из латуни или меди. (10)
Между отчетом Элизы Лесли, опубликованным в 1850 году, все еще перенесенным из более ранних времен, и отчетом, написанным примерно 36 лет спустя, читатель заметит разницу во мнениях.
Использование уксуса и соли для очистки медного чайника является большой ошибкой, так как коррозия кислоты делает его черным, как только он отставлен в сторону. Лучшее очищающее средство — фланелевая ткань, смоченная горячей пеной; натрите это мылом (мягким, если оно у вас есть) и погрузите в древесную золу; этой щеткой быстро протрите латунь, которая, как и все металлы, легче полируется, если она теплая. Пепел, взятый теплым от костра, также более эффективен. После чистки быстро промойте теплой пеной и тщательно вытрите насухо перед тем, как убрать. При такой осторожности медный котел можно использовать ежедневно, даже во влажном климате, для варки овощей… и без чего-либо, кроме «натирания» пеплом каждый день или два, из года в год дарить сияющее желтое лицо. . (11)
. (11)
Некоторые отчеты указывают на то, что латунные чайники были более распространены, чем медные, потому что они, как правило, были дешевле. Вес часто указывается для латунных чайников, и Роджерс писал, что различные медные и латунные чайники продаются по фунтам, некоторые из которых весят до 66 фунтов. Цены в Англии в 18 -м -м веке на маленький медный горшок составляли в среднем от 10 до 14 шиллингов, а на более мелкие — от 2 шиллингов 8 пенсов до 6 шиллингов 8 пенсов. Большой чайник, купленный в Лондоне в 1585 году, стоил 44 шиллинга 3 пенса. (12)
Я купил оригинальные латунные чайники и кастрюли разных размеров в США и Великобритании и использовал их для приготовления пищи, и у меня никогда не было больше проблем, чем с репродукциями, которые у меня есть. Я не использую их с кислой пищей и не позволяю еде оставаться в них после того, как она закончила приготовление. Я тщательно содержу их в чистоте, как и советовали ранние авторы, и использую их для исторических кулинарных демонстраций, а не ежедневно.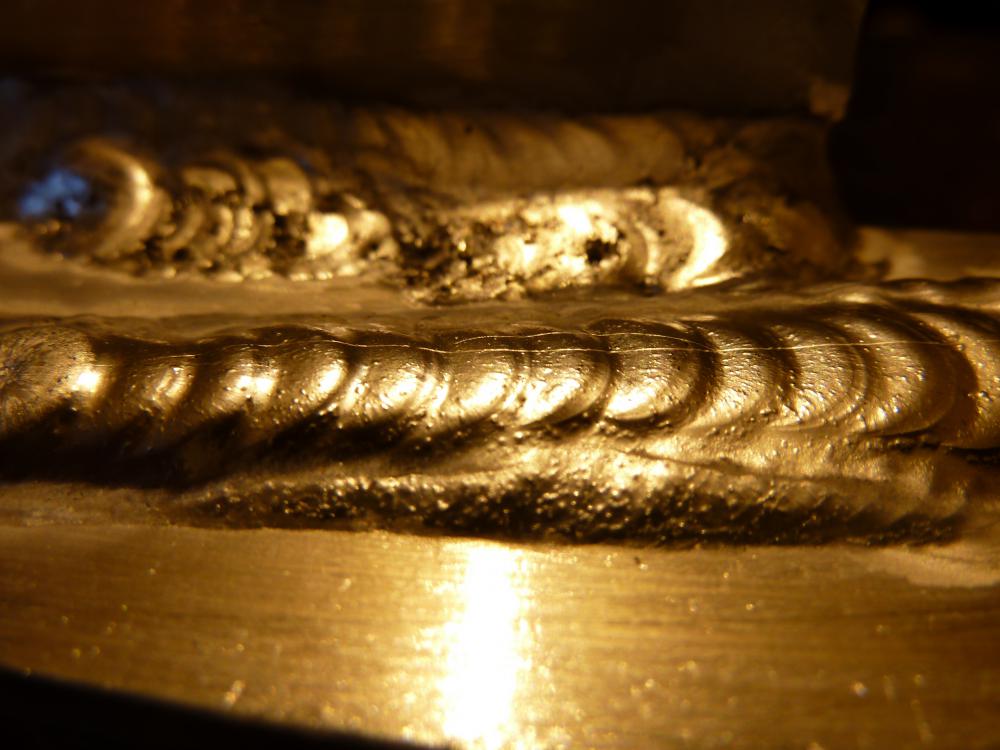 Однако читатель берет на себя всю ответственность за любые проблемы, связанные с его использованием.
Однако читатель берет на себя всю ответственность за любые проблемы, связанные с его использованием.
* Квадрант — римская мера, равная примерно 24 квартам.
Часть II, Коренные американцы и их использование медных чайников , чтобы следовать в моем следующем посте.
Нагрудный номер:
- Оливер, Эдмунд Генри. Римские экономические условия до закрытия республики. 1907. Торонто.
- Справочник Платера. Том. V. янв.-дек. 1909.
- Мужская одежда, Чарльз Уильям. Дайджест ранних записей о завещаниях Коннектикута с 1635 по 1700 год. 1904. Хартфорд.
- Там же.
- Ишам, Норман. Ранние дома Коннектикута. 1900. Провиденс, Род-Айленд.
- Труды Исторического общества штата Висконсин. 1904. Мэдисон.
- Цитата из Ранних западных путешествий Мишо в Мур, Н. Хадсон, Руководство коллекционера, 1905. Нью-Йорк.
- Американский агроном. Том. 24 сентября 1865 г.
- Бичер, Генри Уорд, миссис Все вокруг дома. 1881. Нью-Йорк.
- Лесли, Элиза. Домашняя книга мисс Лесли; Руководство по домашнему хозяйству. 1850. Филадельфия.
- Хорошая уборка. 9 января 1886 г. Нью-Йорк.
- Роджерс, Джеймс Эдвин Торольд. История сельского хозяйства и цен в Англии с 1583 по 1702 год. 1887. Оксфорд.
 Том. 24 сентября 1865 г.
Том. 24 сентября 1865 г.Нравится:
Нравится Загрузка…
Латунные ручки INOCUIVRE
Название A-ZНазвание Z-AЦена по возрастаниюЦена по убываниюRelevanzЛидеры продаж
de Buyer — Медная кастрюля с латунной ручкой
Элегантная модель кастрюли, особенно подходящая для стола или украшения интерьера. Кастрюля идеальна для разогрева, тушения, тушения.
Посуда Inocuivre VIP состоит из 90% меди и 10% нержавеющей стали AISI 304: 90% меди снаружи: отличная теплопроводность; исключительные результаты приготовления.
10% нержавеющая сталь внутри: идеально подходит для пищевых продуктов; исключает необходимость повторного лужения; легкий уход. Низкая доля нержавеющей стали не изменяет свойства меди. Ручки из массивной латуни с заклепками. Высококачественная зеркальная полировка. Престижный и благородный ассортимент, который можно принести в столовую, идеально подходит для сервировки и фламбирования.
Уход за медью: используйте полировочную пасту.
Уход за нержавеющей сталью: мыть вручную. Ø 20 см (Ø по низу = 18,5 см) H= 9см — L (с ручкой) 39,5 см — V= 3,5 л
медь толщиной 2 мм
Ручка: Латунь
Подходит для всех плит, КРОМЕ индукционных. Остерегайтесь мошенников: некоторая посуда, представленная как медь из нержавеющей стали, имеет тонкий слой меди и не имеет никаких кулинарных качеств. INOCUIVRE DE BUYER из меди и нержавеющей стали — это гарантия качественного приготовления пищи благодаря материалу, состоящему на 90% из меди и на 10% из нержавеющей стали, с цельными юбкой и дном.
Кастрюля идеальна для разогрева, тушения, тушения.
Посуда Inocuivre VIP состоит из 90% меди и 10% нержавеющей стали AISI 304: 90% меди снаружи: отличная теплопроводность; исключительные результаты приготовления.
10% нержавеющая сталь внутри: идеально подходит для пищевых продуктов; исключает необходимость повторного лужения; легкий уход. Низкая доля нержавеющей стали не изменяет свойства меди. Ручки из массивной латуни с заклепками. Высококачественная зеркальная полировка. Престижный и благородный ассортимент, который можно принести в столовую, идеально подходит для сервировки и фламбирования.
Уход за медью: используйте полировочную пасту.
Уход за нержавеющей сталью: мыть вручную. Ø 20 см (Ø по низу = 18,5 см) H= 9см — L (с ручкой) 39,5 см — V= 3,5 л
медь толщиной 2 мм
Ручка: Латунь
Подходит для всех плит, КРОМЕ индукционных. Остерегайтесь мошенников: некоторая посуда, представленная как медь из нержавеющей стали, имеет тонкий слой меди и не имеет никаких кулинарных качеств. INOCUIVRE DE BUYER из меди и нержавеющей стали — это гарантия качественного приготовления пищи благодаря материалу, состоящему на 90% из меди и на 10% из нержавеющей стали, с цельными юбкой и дном. Этот материал равномерно и быстро рассеивает тепло: не только снизу, но и по бокам; создается контур нагрева, и пища готовится равномерно. Идеально подходит для деликатной кулинарии, для соусов и в целом для редукционного приготовления. Латунная длинная ручка и боковые ручки на заклепках. Медь: Лучший проводник тепла: равномерное распределение и идеальная передача тепла.
Позволяет лучше контролировать среду приготовления пищи.
Сохраняет естественный цвет фруктов: джемы не темнеют.
Большое плоское дно: очень устойчивая сковорода даже на газовой плите.
Скругленный угол, образованный юбкой и плоским дном: позволяет работать со всей смесью; легкое обслуживание.
Латунные ручки: простота в обращении; безопасное использование.
Открытый закругленный край: гигиеничный; нет выступающего края.
Уход: замочить. Легкая очистка специальной пастой для полировки меди.
Можно мыть в посудомоечной машине, но без щелочного моющего средства.
Подходит для всех плит, кроме индукционных. Подлинность Благородство меди в кулинарии заключается не только в ее теплом и красочном внешнем виде, но также и в ее способности проводить тепло, что делает медные сковороды идеальными для деликатных блюд, таких как соусы.
Этот материал равномерно и быстро рассеивает тепло: не только снизу, но и по бокам; создается контур нагрева, и пища готовится равномерно. Идеально подходит для деликатной кулинарии, для соусов и в целом для редукционного приготовления. Латунная длинная ручка и боковые ручки на заклепках. Медь: Лучший проводник тепла: равномерное распределение и идеальная передача тепла.
Позволяет лучше контролировать среду приготовления пищи.
Сохраняет естественный цвет фруктов: джемы не темнеют.
Большое плоское дно: очень устойчивая сковорода даже на газовой плите.
Скругленный угол, образованный юбкой и плоским дном: позволяет работать со всей смесью; легкое обслуживание.
Латунные ручки: простота в обращении; безопасное использование.
Открытый закругленный край: гигиеничный; нет выступающего края.
Уход: замочить. Легкая очистка специальной пастой для полировки меди.
Можно мыть в посудомоечной машине, но без щелочного моющего средства.
Подходит для всех плит, кроме индукционных. Подлинность Благородство меди в кулинарии заключается не только в ее теплом и красочном внешнем виде, но также и в ее способности проводить тепло, что делает медные сковороды идеальными для деликатных блюд, таких как соусы. уход Для очистки меди используйте специальную удобную пасту, желательно после каждого использования. Внутренние поверхности из нержавеющей стали или луженые поверхности моются обычным способом. Не рекомендуется мыть в посудомоечной машине, так как жидкости для мытья посуды содержат большое количество хлора. Технические характеристики Медь — исключительный металл, необычайный проводник тепла, особенно подходящий для приготовления блюд по-французски. Однако медь не должна находиться в непосредственном контакте с большинством продуктов: в результате ее используют в сочетании с другим металлом (для внутренней части кастрюль). Луженая медь: традиционный процесс лужения гарантирует достаточно толстое оловянное покрытие для профессионального использования. Таким образом, продолжительность времени, в течение которого кастрюлю можно использовать до повторной посадки, увеличивается. Но будьте осторожны: не нагревайте выше 260°C. Полированная внешняя отделка, гладкий или чеканный эффект.
уход Для очистки меди используйте специальную удобную пасту, желательно после каждого использования. Внутренние поверхности из нержавеющей стали или луженые поверхности моются обычным способом. Не рекомендуется мыть в посудомоечной машине, так как жидкости для мытья посуды содержат большое количество хлора. Технические характеристики Медь — исключительный металл, необычайный проводник тепла, особенно подходящий для приготовления блюд по-французски. Однако медь не должна находиться в непосредственном контакте с большинством продуктов: в результате ее используют в сочетании с другим металлом (для внутренней части кастрюль). Луженая медь: традиционный процесс лужения гарантирует достаточно толстое оловянное покрытие для профессионального использования. Таким образом, продолжительность времени, в течение которого кастрюлю можно использовать до повторной посадки, увеличивается. Но будьте осторожны: не нагревайте выше 260°C. Полированная внешняя отделка, гладкий или чеканный эффект.
de Buyer — Блюдо овальное с 2 латунными ручками
de Buyer — Блюдо овальное с 2-мя латунными ручками — Блюдо овальное с 2-мя ручками для фламбирования, подачи на стол, приготовления гратена. .. Обеспечивает элегантную сервировку стола.
Посуда Inocuivre VIP состоит из 90% меди и 10% нержавеющей стали AISI 304: Д 36 x Ш 26 см В= 4,5 см
90% меди снаружи: отличная теплопроводность; исключительные результаты приготовления.
10% нержавеющая сталь внутри: идеально подходит для пищевых продуктов; исключает необходимость повторного лужения; легкий уход. Низкая доля нержавеющей стали не изменяет свойства меди. Ручки из массивной латуни с заклепками. Высококачественная зеркальная полировка. Престижный и благородный ассортимент, который можно принести в столовую, идеально подходит для сервировки и фламбирования.
Уход за медью: используйте полировочную пасту.
Уход за нержавеющей сталью: мыть вручную. медь толщиной 1,5 мм
Ручка: Латунь
Подходит для всех плит, КРОМЕ индукционных. Остерегайтесь мошенников: некоторая посуда, представленная как медь из нержавеющей стали, имеет тонкий слой меди и не имеет никаких кулинарных качеств. INOCUIVRE DE BUYER из меди и нержавеющей стали — это гарантия качественного приготовления пищи из материала, состоящего из 90% меди и 10% нержавеющей стали, юбка и дно цельные.
.. Обеспечивает элегантную сервировку стола.
Посуда Inocuivre VIP состоит из 90% меди и 10% нержавеющей стали AISI 304: Д 36 x Ш 26 см В= 4,5 см
90% меди снаружи: отличная теплопроводность; исключительные результаты приготовления.
10% нержавеющая сталь внутри: идеально подходит для пищевых продуктов; исключает необходимость повторного лужения; легкий уход. Низкая доля нержавеющей стали не изменяет свойства меди. Ручки из массивной латуни с заклепками. Высококачественная зеркальная полировка. Престижный и благородный ассортимент, который можно принести в столовую, идеально подходит для сервировки и фламбирования.
Уход за медью: используйте полировочную пасту.
Уход за нержавеющей сталью: мыть вручную. медь толщиной 1,5 мм
Ручка: Латунь
Подходит для всех плит, КРОМЕ индукционных. Остерегайтесь мошенников: некоторая посуда, представленная как медь из нержавеющей стали, имеет тонкий слой меди и не имеет никаких кулинарных качеств. INOCUIVRE DE BUYER из меди и нержавеющей стали — это гарантия качественного приготовления пищи из материала, состоящего из 90% меди и 10% нержавеющей стали, юбка и дно цельные. Этот материал равномерно и быстро рассеивает тепло: не только снизу, но и по бокам; создается контур нагрева, и пища готовится равномерно. Идеально подходит для деликатной кулинарии, для соусов и в целом для редукционного приготовления. Латунная длинная ручка и боковые ручки на заклепках. Медь: Лучший проводник тепла: равномерное распределение и идеальная передача тепла.
Позволяет лучше контролировать среду приготовления пищи.
Сохраняет естественный цвет фруктов: джемы не темнеют.
Большое плоское дно: очень устойчивая сковорода даже на газовой плите.
Скругленный угол, образованный юбкой и плоским дном: позволяет работать со всей смесью; легкое обслуживание.
Латунные ручки: простота в обращении; безопасное использование.
Открытый закругленный край: гигиеничный; нет выступающего края.
Уход: замочить. Легкая очистка специальной пастой для полировки меди.
Можно мыть в посудомоечной машине, но без щелочного моющего средства.
Подходит для всех плит, кроме индукционных. Подлинность Благородство меди в кулинарии заключается не только в ее теплом и красочном внешнем виде, но также и в ее способности проводить тепло, что делает медные сковороды идеальными для деликатных блюд, таких как соусы.
Этот материал равномерно и быстро рассеивает тепло: не только снизу, но и по бокам; создается контур нагрева, и пища готовится равномерно. Идеально подходит для деликатной кулинарии, для соусов и в целом для редукционного приготовления. Латунная длинная ручка и боковые ручки на заклепках. Медь: Лучший проводник тепла: равномерное распределение и идеальная передача тепла.
Позволяет лучше контролировать среду приготовления пищи.
Сохраняет естественный цвет фруктов: джемы не темнеют.
Большое плоское дно: очень устойчивая сковорода даже на газовой плите.
Скругленный угол, образованный юбкой и плоским дном: позволяет работать со всей смесью; легкое обслуживание.
Латунные ручки: простота в обращении; безопасное использование.
Открытый закругленный край: гигиеничный; нет выступающего края.
Уход: замочить. Легкая очистка специальной пастой для полировки меди.
Можно мыть в посудомоечной машине, но без щелочного моющего средства.
Подходит для всех плит, кроме индукционных. Подлинность Благородство меди в кулинарии заключается не только в ее теплом и красочном внешнем виде, но также и в ее способности проводить тепло, что делает медные сковороды идеальными для деликатных блюд, таких как соусы. уход Для очистки меди используйте специальную удобную пасту, желательно после каждого использования. Внутренние поверхности из нержавеющей стали или луженые поверхности моются обычным способом. Не рекомендуется мыть в посудомоечной машине, так как жидкости для мытья посуды содержат большое количество хлора. Технические характеристики Медь — исключительный металл, необычайный проводник тепла, особенно подходящий для приготовления блюд по-французски. Однако медь не должна находиться в непосредственном контакте с большинством продуктов: в результате ее используют в сочетании с другим металлом (для внутренней части кастрюль). Луженая медь: традиционный процесс лужения гарантирует достаточно толстое оловянное покрытие для профессионального использования. Таким образом, продолжительность времени, в течение которого кастрюлю можно использовать до повторной посадки, увеличивается. Но будьте осторожны: не нагревайте выше 260°C. Полированная внешняя отделка, гладкий или чеканный эффект.
уход Для очистки меди используйте специальную удобную пасту, желательно после каждого использования. Внутренние поверхности из нержавеющей стали или луженые поверхности моются обычным способом. Не рекомендуется мыть в посудомоечной машине, так как жидкости для мытья посуды содержат большое количество хлора. Технические характеристики Медь — исключительный металл, необычайный проводник тепла, особенно подходящий для приготовления блюд по-французски. Однако медь не должна находиться в непосредственном контакте с большинством продуктов: в результате ее используют в сочетании с другим металлом (для внутренней части кастрюль). Луженая медь: традиционный процесс лужения гарантирует достаточно толстое оловянное покрытие для профессионального использования. Таким образом, продолжительность времени, в течение которого кастрюлю можно использовать до повторной посадки, увеличивается. Но будьте осторожны: не нагревайте выше 260°C. Полированная внешняя отделка, гладкий или чеканный эффект.
de Buyer — Сотейник круглый с крышкой — латунные ручки
Круглый сотейник с крышкой особенно подходит для элегантной подачи к столу и для быстрого приготовления. Идеально подходит для разогрева, варки на медленном огне, тушения… Элегантная сервировка стола.
Посуда Inocuivre VIP на 90 % состоит из меди и на 10 % из нержавеющей стали AISI 304: Ø 24 см (Ø Бодена = 22 см) В= 11,5 см В= 5,2 л
90% меди снаружи: отличная теплопроводность; исключительные результаты приготовления.
10% нержавеющая сталь внутри: идеально подходит для пищевых продуктов; исключает необходимость повторного лужения; легкий уход. Низкая доля нержавеющей стали не изменяет свойства меди. Ручки из массивной латуни с заклепками. Высококачественная зеркальная полировка. Престижный и благородный ассортимент, который можно принести в столовую, идеально подходит для сервировки и фламбирования.
Уход за медью: используйте полировочную пасту.
Уход за нержавеющей сталью: мыть вручную. медь толщиной 2 мм
Ручка: Латунь
Подходит для всех плит, КРОМЕ индукционных. Остерегайтесь мошенников: некоторая посуда, представленная как медь из нержавеющей стали, имеет тонкий слой меди и не имеет никаких кулинарных качеств.
Идеально подходит для разогрева, варки на медленном огне, тушения… Элегантная сервировка стола.
Посуда Inocuivre VIP на 90 % состоит из меди и на 10 % из нержавеющей стали AISI 304: Ø 24 см (Ø Бодена = 22 см) В= 11,5 см В= 5,2 л
90% меди снаружи: отличная теплопроводность; исключительные результаты приготовления.
10% нержавеющая сталь внутри: идеально подходит для пищевых продуктов; исключает необходимость повторного лужения; легкий уход. Низкая доля нержавеющей стали не изменяет свойства меди. Ручки из массивной латуни с заклепками. Высококачественная зеркальная полировка. Престижный и благородный ассортимент, который можно принести в столовую, идеально подходит для сервировки и фламбирования.
Уход за медью: используйте полировочную пасту.
Уход за нержавеющей сталью: мыть вручную. медь толщиной 2 мм
Ручка: Латунь
Подходит для всех плит, КРОМЕ индукционных. Остерегайтесь мошенников: некоторая посуда, представленная как медь из нержавеющей стали, имеет тонкий слой меди и не имеет никаких кулинарных качеств. INOCUIVRE DE BUYER из меди и нержавеющей стали — это гарантия качественного приготовления пищи из материала, состоящего из 90% меди и 10% нержавеющей стали, юбка и дно цельные. Этот материал равномерно и быстро рассеивает тепло: не только снизу, но и по бокам; создается контур нагрева, и пища готовится равномерно. Идеально подходит для деликатной кулинарии, для соусов и в целом для редукционного приготовления. Латунная длинная ручка и боковые ручки на заклепках. Медь: Лучший проводник тепла: равномерное распределение и идеальная передача тепла.
Позволяет лучше контролировать среду приготовления пищи.
Сохраняет естественный цвет фруктов: джемы не темнеют.
Большое плоское дно: очень устойчивая сковорода даже на газовой плите.
Скругленный угол, образованный юбкой и плоским дном: позволяет работать со всей смесью; легкое обслуживание.
Латунные ручки: простота в обращении; безопасное использование.
Открытый закругленный край: гигиеничный; нет выступающего края.
Уход: замочить. Легкая очистка специальной пастой для полировки меди.
INOCUIVRE DE BUYER из меди и нержавеющей стали — это гарантия качественного приготовления пищи из материала, состоящего из 90% меди и 10% нержавеющей стали, юбка и дно цельные. Этот материал равномерно и быстро рассеивает тепло: не только снизу, но и по бокам; создается контур нагрева, и пища готовится равномерно. Идеально подходит для деликатной кулинарии, для соусов и в целом для редукционного приготовления. Латунная длинная ручка и боковые ручки на заклепках. Медь: Лучший проводник тепла: равномерное распределение и идеальная передача тепла.
Позволяет лучше контролировать среду приготовления пищи.
Сохраняет естественный цвет фруктов: джемы не темнеют.
Большое плоское дно: очень устойчивая сковорода даже на газовой плите.
Скругленный угол, образованный юбкой и плоским дном: позволяет работать со всей смесью; легкое обслуживание.
Латунные ручки: простота в обращении; безопасное использование.
Открытый закругленный край: гигиеничный; нет выступающего края.
Уход: замочить. Легкая очистка специальной пастой для полировки меди. Можно мыть в посудомоечной машине, но без щелочного моющего средства.
Подходит для всех плит, кроме индукционных. Подлинность Благородство меди в кулинарии заключается не только в ее теплом и красочном внешнем виде, но также и в ее способности проводить тепло, что делает медные сковороды идеальными для деликатных блюд, таких как соусы. уход Для очистки меди используйте специальную удобную пасту, желательно после каждого использования. Внутренние поверхности из нержавеющей стали или луженые поверхности моются обычным способом. Не рекомендуется мыть в посудомоечной машине, так как жидкости для мытья посуды содержат большое количество хлора. Технические характеристики Медь — исключительный металл, необычайный проводник тепла, особенно подходящий для приготовления блюд по-французски. Однако медь не должна находиться в непосредственном контакте с большинством продуктов: в результате ее используют в сочетании с другим металлом (для внутренней части кастрюль). Луженая медь: традиционный процесс лужения гарантирует достаточно толстое оловянное покрытие для профессионального использования.
Можно мыть в посудомоечной машине, но без щелочного моющего средства.
Подходит для всех плит, кроме индукционных. Подлинность Благородство меди в кулинарии заключается не только в ее теплом и красочном внешнем виде, но также и в ее способности проводить тепло, что делает медные сковороды идеальными для деликатных блюд, таких как соусы. уход Для очистки меди используйте специальную удобную пасту, желательно после каждого использования. Внутренние поверхности из нержавеющей стали или луженые поверхности моются обычным способом. Не рекомендуется мыть в посудомоечной машине, так как жидкости для мытья посуды содержат большое количество хлора. Технические характеристики Медь — исключительный металл, необычайный проводник тепла, особенно подходящий для приготовления блюд по-французски. Однако медь не должна находиться в непосредственном контакте с большинством продуктов: в результате ее используют в сочетании с другим металлом (для внутренней части кастрюль). Луженая медь: традиционный процесс лужения гарантирует достаточно толстое оловянное покрытие для профессионального использования. Таким образом, продолжительность времени, в течение которого кастрюлю можно использовать до повторной посадки, увеличивается. Но будьте осторожны: не нагревайте выше 260°C. Полированная внешняя отделка, гладкий или чеканный эффект.
Таким образом, продолжительность времени, в течение которого кастрюлю можно использовать до повторной посадки, увеличивается. Но будьте осторожны: не нагревайте выше 260°C. Полированная внешняя отделка, гладкий или чеканный эффект.
de Buyer — Сотейник с 2 латунными ручками и крышкой
de Buyer — Сотейник с 2 латунными ручками и крышкой — Сотейник с 2 ручками и крышкой, идеально подходит для быстрого подрумянивания блюд, идеально подходит для обслуживания, для приготовления в уменьшенном количестве, разогрева, тушения, тушения… Позволяет элегантно дисплей для стола.
Посуда Inocuivre VIP состоит из 90% меди и 10% нержавеющей стали AISI 304: Ø 28 см (Ø B = 25 см) В= 9 см — Д 35 см — В= 5,5 л
90% меди снаружи: отличная теплопроводность; исключительные результаты приготовления. 10% нержавеющая сталь внутри: идеально подходит для пищевых продуктов; исключает необходимость повторного лужения; легкий уход. Низкая доля нержавеющей стали не изменяет свойства меди. Ручки из массивной латуни с заклепками. Высококачественная зеркальная полировка. Престижный и благородный ассортимент, который можно принести в столовую, идеально подходит для сервировки и фламбирования.
Уход за медью: используйте полировочную пасту.
Уход за нержавеющей сталью: мыть вручную. медь толщиной 2 мм
Ручка: Латунь
Подходит для всех плит, КРОМЕ индукционных. Остерегайтесь мошенников: некоторая посуда, представленная как медь из нержавеющей стали, имеет тонкий слой меди и не имеет никаких кулинарных качеств. INOCUIVRE DE BUYER из меди и нержавеющей стали — это гарантия качественного приготовления пищи из материала, состоящего из 90% меди и 10% нержавеющей стали, юбка и дно цельные. Этот материал равномерно и быстро рассеивает тепло: не только снизу, но и по бокам; создается контур нагрева, и пища готовится равномерно.
10% нержавеющая сталь внутри: идеально подходит для пищевых продуктов; исключает необходимость повторного лужения; легкий уход. Низкая доля нержавеющей стали не изменяет свойства меди. Ручки из массивной латуни с заклепками. Высококачественная зеркальная полировка. Престижный и благородный ассортимент, который можно принести в столовую, идеально подходит для сервировки и фламбирования.
Уход за медью: используйте полировочную пасту.
Уход за нержавеющей сталью: мыть вручную. медь толщиной 2 мм
Ручка: Латунь
Подходит для всех плит, КРОМЕ индукционных. Остерегайтесь мошенников: некоторая посуда, представленная как медь из нержавеющей стали, имеет тонкий слой меди и не имеет никаких кулинарных качеств. INOCUIVRE DE BUYER из меди и нержавеющей стали — это гарантия качественного приготовления пищи из материала, состоящего из 90% меди и 10% нержавеющей стали, юбка и дно цельные. Этот материал равномерно и быстро рассеивает тепло: не только снизу, но и по бокам; создается контур нагрева, и пища готовится равномерно. Идеально подходит для деликатной кулинарии, для соусов и в целом для редукционного приготовления. Латунная длинная ручка и боковые ручки на заклепках. Медь: Лучший проводник тепла: равномерное распределение и идеальная передача тепла.
Позволяет лучше контролировать среду приготовления пищи.
Сохраняет естественный цвет фруктов: джемы не темнеют.
Большое плоское дно: очень устойчивая сковорода даже на газовой плите.
Скругленный угол, образованный юбкой и плоским дном: позволяет работать со всей смесью; легкое обслуживание.
Латунные ручки: простота в обращении; безопасное использование.
Открытый закругленный край: гигиеничный; нет выступающего края.
Уход: замочить. Легкая очистка специальной пастой для полировки меди.
Можно мыть в посудомоечной машине, но без щелочного моющего средства.
Подходит для всех плит, кроме индукционных. Подлинность Благородство меди в кулинарии заключается не только в ее теплом и красочном внешнем виде, но также и в ее способности проводить тепло, что делает медные сковороды идеальными для деликатных блюд, таких как соусы.
Идеально подходит для деликатной кулинарии, для соусов и в целом для редукционного приготовления. Латунная длинная ручка и боковые ручки на заклепках. Медь: Лучший проводник тепла: равномерное распределение и идеальная передача тепла.
Позволяет лучше контролировать среду приготовления пищи.
Сохраняет естественный цвет фруктов: джемы не темнеют.
Большое плоское дно: очень устойчивая сковорода даже на газовой плите.
Скругленный угол, образованный юбкой и плоским дном: позволяет работать со всей смесью; легкое обслуживание.
Латунные ручки: простота в обращении; безопасное использование.
Открытый закругленный край: гигиеничный; нет выступающего края.
Уход: замочить. Легкая очистка специальной пастой для полировки меди.
Можно мыть в посудомоечной машине, но без щелочного моющего средства.
Подходит для всех плит, кроме индукционных. Подлинность Благородство меди в кулинарии заключается не только в ее теплом и красочном внешнем виде, но также и в ее способности проводить тепло, что делает медные сковороды идеальными для деликатных блюд, таких как соусы. уход Для очистки меди используйте специальную удобную пасту, желательно после каждого использования. Внутренние поверхности из нержавеющей стали или луженые поверхности моются обычным способом. Не рекомендуется мыть в посудомоечной машине, так как жидкости для мытья посуды содержат большое количество хлора. Технические характеристики Медь — исключительный металл, необычайный проводник тепла, особенно подходящий для приготовления блюд по-французски. Однако медь не должна находиться в непосредственном контакте с большинством продуктов: в результате ее используют в сочетании с другим металлом (для внутренней части кастрюль). Луженая медь: традиционный процесс лужения гарантирует достаточно толстое оловянное покрытие для профессионального использования. Таким образом, продолжительность времени, в течение которого кастрюлю можно использовать до повторной посадки, увеличивается. Но будьте осторожны: не нагревайте выше 260°C. Полированная внешняя отделка, гладкий или чеканный эффект.
уход Для очистки меди используйте специальную удобную пасту, желательно после каждого использования. Внутренние поверхности из нержавеющей стали или луженые поверхности моются обычным способом. Не рекомендуется мыть в посудомоечной машине, так как жидкости для мытья посуды содержат большое количество хлора. Технические характеристики Медь — исключительный металл, необычайный проводник тепла, особенно подходящий для приготовления блюд по-французски. Однако медь не должна находиться в непосредственном контакте с большинством продуктов: в результате ее используют в сочетании с другим металлом (для внутренней части кастрюль). Луженая медь: традиционный процесс лужения гарантирует достаточно толстое оловянное покрытие для профессионального использования. Таким образом, продолжительность времени, в течение которого кастрюлю можно использовать до повторной посадки, увеличивается. Но будьте осторожны: не нагревайте выше 260°C. Полированная внешняя отделка, гладкий или чеканный эффект.
de Buyer — Сотейник с латунной ручкой
de Buyer — Сотейник с латунной ручкой — Сотейник идеально подходит для быстрого подрумянивания блюд, идеально подходит для обслуживания, для приготовления в уменьшенном количестве, разогрева, тушения на медленном огне . .. Прямые низкие края обеспечивают хорошее испарение влаги и отличную карамелизацию соков. Это обеспечивает элегантную сервировку стола.
Посуда Inocuivre VIP состоит из 90% меди и 10% нержавеющей стали AISI 304: Ø 20 см (Ø дна = 17,5 см) В= 6 см — Д (с ручкой) 40 см — В= 1,8 л
90% меди снаружи: отличная теплопроводность; исключительные результаты приготовления.
10% нержавеющая сталь внутри: идеально подходит для пищевых продуктов; исключает необходимость повторного лужения; легкий уход. Низкая доля нержавеющей стали не изменяет свойства меди. Ручки из массивной латуни с заклепками. Высококачественная зеркальная полировка. Престижный и благородный ассортимент, который можно принести в столовую, идеально подходит для сервировки и фламбирования.
Уход за медью: используйте полировочную пасту.
Уход за нержавеющей сталью: мыть вручную. медь толщиной 2 мм
Ручка: Латунь
Подходит для всех плит, КРОМЕ индукционных. Остерегайтесь мошенников: некоторая посуда, представленная как медь из нержавеющей стали, имеет тонкий слой меди и не имеет никаких кулинарных качеств.
.. Прямые низкие края обеспечивают хорошее испарение влаги и отличную карамелизацию соков. Это обеспечивает элегантную сервировку стола.
Посуда Inocuivre VIP состоит из 90% меди и 10% нержавеющей стали AISI 304: Ø 20 см (Ø дна = 17,5 см) В= 6 см — Д (с ручкой) 40 см — В= 1,8 л
90% меди снаружи: отличная теплопроводность; исключительные результаты приготовления.
10% нержавеющая сталь внутри: идеально подходит для пищевых продуктов; исключает необходимость повторного лужения; легкий уход. Низкая доля нержавеющей стали не изменяет свойства меди. Ручки из массивной латуни с заклепками. Высококачественная зеркальная полировка. Престижный и благородный ассортимент, который можно принести в столовую, идеально подходит для сервировки и фламбирования.
Уход за медью: используйте полировочную пасту.
Уход за нержавеющей сталью: мыть вручную. медь толщиной 2 мм
Ручка: Латунь
Подходит для всех плит, КРОМЕ индукционных. Остерегайтесь мошенников: некоторая посуда, представленная как медь из нержавеющей стали, имеет тонкий слой меди и не имеет никаких кулинарных качеств. INOCUIVRE DE BUYER из меди и нержавеющей стали — это гарантия качественного приготовления пищи из материала, состоящего из 90% меди и 10% нержавеющей стали, юбка и дно цельные. Этот материал равномерно и быстро рассеивает тепло: не только снизу, но и по бокам; создается контур нагрева, и пища готовится равномерно. Идеально подходит для деликатной кулинарии, для соусов и в целом для редукционного приготовления. Латунная длинная ручка и боковые ручки на заклепках. Медь: Лучший проводник тепла: равномерное распределение и идеальная передача тепла.
Позволяет лучше контролировать среду приготовления пищи.
Сохраняет естественный цвет фруктов: джемы не темнеют.
Большое плоское дно: очень устойчивая сковорода даже на газовой плите.
Скругленный угол, образованный юбкой и плоским дном: позволяет работать со всей смесью; легкое обслуживание.
Латунные ручки: простота в обращении; безопасное использование.
Открытый закругленный край: гигиеничный; нет выступающего края.
Уход: замочить. Легкая очистка специальной пастой для полировки меди.
INOCUIVRE DE BUYER из меди и нержавеющей стали — это гарантия качественного приготовления пищи из материала, состоящего из 90% меди и 10% нержавеющей стали, юбка и дно цельные. Этот материал равномерно и быстро рассеивает тепло: не только снизу, но и по бокам; создается контур нагрева, и пища готовится равномерно. Идеально подходит для деликатной кулинарии, для соусов и в целом для редукционного приготовления. Латунная длинная ручка и боковые ручки на заклепках. Медь: Лучший проводник тепла: равномерное распределение и идеальная передача тепла.
Позволяет лучше контролировать среду приготовления пищи.
Сохраняет естественный цвет фруктов: джемы не темнеют.
Большое плоское дно: очень устойчивая сковорода даже на газовой плите.
Скругленный угол, образованный юбкой и плоским дном: позволяет работать со всей смесью; легкое обслуживание.
Латунные ручки: простота в обращении; безопасное использование.
Открытый закругленный край: гигиеничный; нет выступающего края.
Уход: замочить. Легкая очистка специальной пастой для полировки меди. Можно мыть в посудомоечной машине, но без щелочного моющего средства.
Подходит для всех плит, кроме индукционных. Подлинность Благородство меди в кулинарии заключается не только в ее теплом и красочном внешнем виде, но также и в ее способности проводить тепло, что делает медные сковороды идеальными для деликатных блюд, таких как соусы. уход Для очистки меди используйте специальную удобную пасту, желательно после каждого использования. Внутренние поверхности из нержавеющей стали или луженые поверхности моются обычным способом. Не рекомендуется мыть в посудомоечной машине, так как жидкости для мытья посуды содержат большое количество хлора. Технические характеристики Медь — исключительный металл, необычайный проводник тепла, особенно подходящий для приготовления блюд по-французски. Однако медь не должна находиться в непосредственном контакте с большинством продуктов: в результате ее используют в сочетании с другим металлом (для внутренней части кастрюль). Луженая медь: традиционный процесс лужения гарантирует достаточно толстое оловянное покрытие для профессионального использования.
Можно мыть в посудомоечной машине, но без щелочного моющего средства.
Подходит для всех плит, кроме индукционных. Подлинность Благородство меди в кулинарии заключается не только в ее теплом и красочном внешнем виде, но также и в ее способности проводить тепло, что делает медные сковороды идеальными для деликатных блюд, таких как соусы. уход Для очистки меди используйте специальную удобную пасту, желательно после каждого использования. Внутренние поверхности из нержавеющей стали или луженые поверхности моются обычным способом. Не рекомендуется мыть в посудомоечной машине, так как жидкости для мытья посуды содержат большое количество хлора. Технические характеристики Медь — исключительный металл, необычайный проводник тепла, особенно подходящий для приготовления блюд по-французски. Однако медь не должна находиться в непосредственном контакте с большинством продуктов: в результате ее используют в сочетании с другим металлом (для внутренней части кастрюль). Луженая медь: традиционный процесс лужения гарантирует достаточно толстое оловянное покрытие для профессионального использования. Таким образом, продолжительность времени, в течение которого кастрюлю можно использовать до повторной посадки, увеличивается. Но будьте осторожны: не нагревайте выше 260°C. Полированная внешняя отделка, гладкий или чеканный эффект.
Таким образом, продолжительность времени, в течение которого кастрюлю можно использовать до повторной посадки, увеличивается. Но будьте осторожны: не нагревайте выше 260°C. Полированная внешняя отделка, гладкий или чеканный эффект.
de Buyer — Маленькая кастрюля с латунными креплениями — Inocuivre VIP
Маленькая кастрюля идеально подходит для элегантной подачи соусов на стол.
Посуда Inocuivre VIP на 90 % состоит из меди и на 10 % из нержавеющей стали AISI 304: Ø 9 см (Ø Бодена = 8,5 см) В= 4,5 см В= 0,3 л
90% меди снаружи: отличная теплопроводность; исключительные результаты приготовления.
10% нержавеющая сталь внутри: идеально подходит для пищевых продуктов; исключает необходимость повторного лужения; легкий уход. Низкая доля нержавеющей стали не изменяет свойства меди. Ручки из массивной латуни с заклепками. Высококачественная зеркальная полировка. Престижный и благородный ассортимент, который можно принести в столовую, идеально подходит для сервировки и фламбирования.
Уход за медью: используйте полировочную пасту.
Уход за нержавеющей сталью: мыть вручную. медь толщиной 2 мм
Ручка: Латунь
Подходит для всех плит, КРОМЕ индукционных. Остерегайтесь мошенников: некоторая посуда, представленная как медь из нержавеющей стали, имеет тонкий слой меди и не имеет никаких кулинарных качеств. INOCUIVRE DE BUYER из меди и нержавеющей стали — это гарантия качественного приготовления пищи из материала, состоящего из 90% меди и 10% нержавеющей стали, юбка и дно цельные. Этот материал равномерно и быстро рассеивает тепло: не только снизу, но и по бокам; создается контур нагрева, и пища готовится равномерно. Идеально подходит для деликатной кулинарии, для соусов и в целом для редукционного приготовления. Латунная длинная ручка и боковые ручки на заклепках.
Низкая доля нержавеющей стали не изменяет свойства меди. Ручки из массивной латуни с заклепками. Высококачественная зеркальная полировка. Престижный и благородный ассортимент, который можно принести в столовую, идеально подходит для сервировки и фламбирования.
Уход за медью: используйте полировочную пасту.
Уход за нержавеющей сталью: мыть вручную. медь толщиной 2 мм
Ручка: Латунь
Подходит для всех плит, КРОМЕ индукционных. Остерегайтесь мошенников: некоторая посуда, представленная как медь из нержавеющей стали, имеет тонкий слой меди и не имеет никаких кулинарных качеств. INOCUIVRE DE BUYER из меди и нержавеющей стали — это гарантия качественного приготовления пищи из материала, состоящего из 90% меди и 10% нержавеющей стали, юбка и дно цельные. Этот материал равномерно и быстро рассеивает тепло: не только снизу, но и по бокам; создается контур нагрева, и пища готовится равномерно. Идеально подходит для деликатной кулинарии, для соусов и в целом для редукционного приготовления. Латунная длинная ручка и боковые ручки на заклепках. Медь: Лучший проводник тепла: равномерное распределение и идеальная передача тепла.
Позволяет лучше контролировать среду приготовления пищи.
Сохраняет естественный цвет фруктов: джемы не темнеют.
Большое плоское дно: очень устойчивая сковорода даже на газовой плите.
Скругленный угол, образованный юбкой и плоским дном: позволяет работать со всей смесью; легкое обслуживание.
Латунные ручки: простота в обращении; безопасное использование.
Открытый закругленный край: гигиеничный; нет выступающего края.
Уход: замочить. Легкая очистка специальной пастой для полировки меди.
Можно мыть в посудомоечной машине, но без щелочного моющего средства.
Подходит для всех плит, кроме индукционных. Подлинность Благородство меди в кулинарии заключается не только в ее теплом и красочном внешнем виде, но также и в ее способности проводить тепло, что делает медные сковороды идеальными для деликатных блюд, таких как соусы. уход Для очистки меди используйте специальную удобную пасту, желательно после каждого использования.
Медь: Лучший проводник тепла: равномерное распределение и идеальная передача тепла.
Позволяет лучше контролировать среду приготовления пищи.
Сохраняет естественный цвет фруктов: джемы не темнеют.
Большое плоское дно: очень устойчивая сковорода даже на газовой плите.
Скругленный угол, образованный юбкой и плоским дном: позволяет работать со всей смесью; легкое обслуживание.
Латунные ручки: простота в обращении; безопасное использование.
Открытый закругленный край: гигиеничный; нет выступающего края.
Уход: замочить. Легкая очистка специальной пастой для полировки меди.
Можно мыть в посудомоечной машине, но без щелочного моющего средства.
Подходит для всех плит, кроме индукционных. Подлинность Благородство меди в кулинарии заключается не только в ее теплом и красочном внешнем виде, но также и в ее способности проводить тепло, что делает медные сковороды идеальными для деликатных блюд, таких как соусы. уход Для очистки меди используйте специальную удобную пасту, желательно после каждого использования.