Сварка силумина аргоном в домашних условиях: технология
Сварка силумина сопряжена с некоторыми трудностями. В первую очередь, сварке поддается только силумин литейных марок, в состав которого входит цинк. Во-вторых, сварка этого материала в отличие от алюминия более ресурсозатратна.
Сварка силумина
Силумин – это двухкомпонентный сплав, в составе которого кроме алюминия и кремния присутствуют медь, железо, марганец и прочие элементы. Из него изготавливаются различные изделия методом литья. Хорошие литейные свойства позволяют получать тонкостенные или сложной конфигурации детали, к которым предъявляются повышенные прочностные требования.
Широко применяется силумин при производстве элементов и деталей в авиационной, корабле-, судостроительной отраслях.
Сломанное изделие из силумина легко узнать. На его сколе четко выделяются крупицы. На практике обычно ремонтом не занимаются. Но если возникает острая необходимость, то соединить детали можно несколькими способами: сваркой, пайкой и склеиванием.
Содержание
Особенности сплава
Силумин – это сплав алюминия и кремния, а кремний влияет на плохую свариваемость. Но примеси железа и титана дают возможность качественного сварного соединения. Марки материала силумин различны. Дешевые составы из Китая буквально плавятся при воздействии высокой температуры. Но изделия известных торговых марок выполняются из более качественного материала.
Среди особенностей силумина следует отметить следующее:
- высокая прочность;
- высокая износостойкость;
- коррозионная стойкость.
У каждого изделия имеется ресурс работы, после которого происходит его разрушение. Соединить элементы можно методами, описанными выше. Склеиваются декоративные изделия. Если к изделию не будут прилагаться значительные внешние усилия, то соединение можно произвести пайкой. Пайка силумина осуществляется при помощи специальных припоев. В основном применяются припои для алюминия: ЕR4043, Harris52, HTS2000.
В основном применяются припои для алюминия: ЕR4043, Harris52, HTS2000.
Изделие из силумина, требующее сварки
Пайку тонкостенных изделий производят мощным электрическим паяльником. Толстостенные же детали разогреть под силу только с использованием газобаллонного оборудования. Процесс протекает при температуре свыше 200°С. Но для предотвращения перегрева деталей используются металлические (стальные) подкладки.
Технология сварки силумина
Сварка силумина в домашних условиях проводится электродуговым методом, но двумя способами. Первый способ – это сварка плавящимися электродами. Широко применяются электроды марки ОК96.50. Стержень изготавливается из силумина, а в качестве обмазки используются составы на основе солей и щелочей из хлора или фтора.
Для соединения деталей плавящимися электродами требуются подготовительные работы. Кроме разделки кромок и удаления окислов с соединяемых поверхностей детали подвергаются предварительному нагреву. Сваривание производится в диапазоне температур от 250°С до 300°С. Для нагрева используется газовая горелка.
Кроме разделки кромок и удаления окислов с соединяемых поверхностей детали подвергаются предварительному нагреву. Сваривание производится в диапазоне температур от 250°С до 300°С. Для нагрева используется газовая горелка.
Результат сварки силумина
К тому же процесс проводится электродами, которые подвергаются нагреву. Печь настраивается на температуру 150°С. При сваривании силумина должны соблюдаться элементарные правила охраны труда. Для защиты должны использоваться:
- костюм;
- маска;
- рукавицы;
- защитная обувь.
Кроме того, в помещении должны присутствовать средства первичного пожаротушения и отсутствовать горящие и легковозгараемые предметы. Сварочное место должно иметь надежное заземление.
Второй способ – это сварка неплавящимся электродом в облаке инертного газа. Но не стоит забывать, что данный метод не подходит для работ в труднодоступных местах, на открытых пространствах, а также внутри резервуаров.
Аргонодуговая сварка силумина
В отличие от первого способа соединения деталей аргонодуговой метод оставляет после себя аккуратный шов и отсутствие шлака.
Технология сварки аргоном предполагает наличие следующего оборудования:
- сварочный инвертор;
- регулирующий осциллятор;
- баллон с аргоном;
- горелку для работы с защитными газами;
- присадку.
Конструкция горелки позволяет одновременно подавать в зону сварки ток для розжига дуги и защитный газ.
Аргонодуговая сварка силумина
Перед тем как подвергнуть силумин сварке его подготавливают. Для этого:
- кромки зачищаются от окислов механическим способом;
- обезжириваются химическим составом.
Процесс аргонодуговой сварки протекает следующим образом:
- Подсоединение инвертора производится в обратной полярности для лучшего плавления металла. При прямой полярности происходит ионизация газа и в сварочной зоне образуется плазма, которая силумин режет, а не плавит.

- Электрод горелки из вольфрама подводится к свариваемой поверхности на расстояние не более 2,5 мм. Соприкасаться им категорически запрещено.
- Аргон в зону сварки начинает подаваться по истечении четверти минуты (15 секунд) после образования дуги. Это обеспечивает лучший прогрев свариваемых элементов.
- Для заполнения сварочной ванны к дуге вводится силуминовый присадочный пруток или проволока. Ее подают под некоторым углом к сварочной ванне и электроду. Скорость подачи проволоки не должна быть быстрой, иначе большой объем расплава провоцирует разбрызгивание.
- Присадка вводится перед горелкой по пути ее движения. Все перемещения только вдоль шва.
- После окончания горения дуги аргон, подается еще в течение 10 секунд. За это время металл шва немного остывает, что предотвращает образование тугоплавких окислов и трещин.

Достоинства и недостатки сварки аргоном силумина
Среди достоинств выделяются:
- узконаправленное воздействие дуги предотвращает деформацию свариваемых элементов;
- аргон значительно тяжелее воздуха, поэтому он вытесняет кислород из сварочной зоны, увеличивая качество;
- высокая скорость процесса;
- наличие разнообразных разработанных методик для сварки различных составов.

Минусы метода:
- работы можно производить только в закрытых помещениях иначе порывы ветра будут сдувать аргон из-под горелки;
- высокие сварочные токи требуют дополнительного теплоотведения;
- дорогостоящее оборудование;
- долгий подбор режимов.
Процесс сварки силумина – занятие достаточно сложное. Для качественного выполнения необходим большой практический опыт.
Сварка силумина | СПб | Москва | Россия | Расчёт | Проектирование | Цены | Фото | Видео
Силумин — это алюминиевый сплав с добавлением кремния. Соответственно, технология сварки этого металла практически не отличается от той, что подходит для алюминия.
Наш завод специализируется на изготовлении конструкций из алюминия. В числе наших заказчиков крупные российские предприятия: судостроительные, судоремонтные, работающие в сфере химической и пищевой промышленности. Также мы сотрудничаем с дизайн-студиями и театральными мастерскими.
Также мы сотрудничаем с дизайн-студиями и театральными мастерскими.
Услуга сварки силумина в СГР — основные методы
Сварка силумина может осуществляться различными способами. Расскажем про некоторые из них.
Сварка силумина ММА
MMA (Manual Metal Arc) — ручная дуговая сварка. Этот метод не считается эффективным, поскольку не позволяет получить ровный и прочный шов. На нашем заводе ММА-оборудование для сварки алюминия и силумина не применяется.
Сварка силумина неплавящимся электродом
Данный метод подходит для конструкций из алюминия и силумина лучше всего. Это связано с высоким качеством швов и прочностью, надёжностью готовых изделий. TIG-сварка (аргонодуговая) осуществляется в среде инертного газа — аргона. Это позволяет работать с металлами вне зависимости от их толщины: она может быть и 1 мм, и 2 мм, и 10 мм. .. Но ручная сварка без подготовки подходит только для материалов толщиной от 0,5 до 3 мм. В случае с более толстыми металлами понадобится дополнительная подготовка шва.
.. Но ручная сварка без подготовки подходит только для материалов толщиной от 0,5 до 3 мм. В случае с более толстыми металлами понадобится дополнительная подготовка шва.
Мы осуществляем сварку силумина различных модификаций:
Листовой силумин
Такой материал легко деформируется, поэтому его сварка — сложный технологический процесс. Чаще всего способ, которым будет производиться сварка, зависит от толщины металла. Считается, что тонкие листы лучше варить вручную, а более толстые — полуавтоматом. На деле всё не совсем так — полуавтоматическая сварка подходит и для тонкого металла, если она осуществляется с помощью современного оборудования с возможностью точной настройки параметров.
Силуминовый профиль
При соединении элементов со стенками одинаковой толщины используется как ручная TIG-сварка, так и полуавтоматическая. Если говорить о последней, нужно следить, чтобы проволока подавалась с нужной скоростью — это параметр определяется сварщиком индивидуально в каждом конкретном случае.
Если говорить о последней, нужно следить, чтобы проволока подавалась с нужной скоростью — это параметр определяется сварщиком индивидуально в каждом конкретном случае.
Силуминовая труба
TIG-сварка подходит для стыковки труб из силумина лучше всего. Она обеспечивает высокую прочность швов, даже если трубы расположены в пространстве не самым удобным образом — например, под углом.
Очень важно, чтобы трубы были подготовлены к сварке: проверены на отсутствие дефектов и очищены. После окончания работ необходимы механические испытания изделия и контроль качества швов.
Силуминовый прокат
Соединять тонкостенные элементы из силумина без образования дефектов в швах — сложно. Это можно сделать с помощью аргонодуговой сварки, естественно, при достаточном мастерстве сварщика.
Каждый из сотрудников нашего завода — профессионал своего дела!
Сварка силумина в СГР
Этот сложный процесс включает в себя несколько этапов.
Расчёт сварки силумина
Расчёт прочности сварных швов может вестись двумя способами: по допускаемым напряжениям и предельным состояниям. В первом случае результаты зависят от характеристик материала. Во втором во внимание принимается то, какой должна быть сила воздействия, чтобы конструкция перестала соответствовать эксплуатационным требованиям.
Проектирование изделий из силумина для дальнейшей сварки
Один из важнейших этапов. Исполнители получают от заказчика техническое задание и на его основе создают эскизные проекты, определяют подходящие виды сварки силумина. Потом заказчик сравнивает проекты и выбирает наиболее подходящий — по нему и ведется работа в дальнейшем: готовятся документы, чертежи, прописываются условия сборки изделия, его тестирования и ввода в эксплуатацию.
Организация и выполнение услуг сварки силумина
Для сварки силумина лучше всего подходят аргонодуговая сварка и дуговая сварка с помощью проволоки. Специалисты нашего завода долгие годы занимаются изготовлением конструкций из алюминия и силумина — нам вы можете доверить реализацию даже самых сложных проектов. Мы гарантируем надёжность и прочность сварных швов.
Специалисты нашего завода долгие годы занимаются изготовлением конструкций из алюминия и силумина — нам вы можете доверить реализацию даже самых сложных проектов. Мы гарантируем надёжность и прочность сварных швов.
Контроль качества изделия
На каждом этапе — начиная с проектирования и заканчивая вводом в эксплуатацию — наши изделия проходят множество проверок. Мы следим, чтобы конструкции не имели дефектов — трещин, непроваров, прожогов.
Нужны услуги сварки силумина? Обращайтесь к нам!
Сварка силумина аргоном
Почему для сварки силумина подходит именно аргон?
Это инертный газ, который защищает обрабатываемую поверхность от внешних воздействий, что обеспечивает высокое качество швов. Есть и ещё одно преимущество — в процессе аргонодуговой сварки нагревается лишь определённая часть конструкции, поэтому риск деформации изделия сводится к минимуму.
Наиболее востребованной является сварка полуавтоматом: в данном случае за подачу проволоки отвечает аппарат, и скорость изготовления изделия увеличивается.
Сварка силумина цена
Как определяется стоимость сварки силумина?
Она зависит от многих факторов, но в первую очередь от:
- площади поверхности, на которой производится сварка;
- метода осуществления сварки;
- характеристик электродов.
Как определяется стоимость сварки силумина?
Расценки на сварку силумина могут быть выше стандартных, если доступ к изделию ограничен и свариваемая поверхность труднодоступна. А также если нужны специальные приспособления — люльки, подмости и т.д. — для проведения работ.
Интересует сварка силумина? Цены уточняйте у наших менеджеров.
Сварка силумина на заказ
Вам нужна сварка силумина? Купить наши услуги можно, связавшись с менеджерами по телефону или заполнив форму заказа, расположенную внизу страницы.
Заказать
Сварка силумина отзывы
Сварщики работают профессионально — швы зачищают, полируют так, что не придраться. Отдельное спасибо за скорость!
Максим
Завод СГР — наши партнеры уж пять лет. Качество работ всегда на высочайшем уровне.
Анна
Ценно, что к специалистам завода можно обратиться со своими эскизами. И знать, что реализацию точно не запорят)
Кристина
Как варить силумин электродами
В наше время все чаще встречаются изделия из силумина. Силумин – это сплав алюминия с кремнием и еще с некоторыми примесями. Процент кремния в сплаве может составлять от 4% до 22%. По сравнению с алюминием, данный сплав имеет более высокую прочность одновременно с хорошими литейными свойствами.
Силумин, в отличие от алюминия, не имеет такой эластичности и является достаточно хрупким материалом. Изделия из такого сплава при сильных механических нагрузках просто лопаются. В связи с этим, у многих людей возникает такой вопрос, как сварка силумина. Сварить силумин можно двумя способами:
- Аргонодуговой сваркой;
- Сваркой плавящимися электродами.
Неопытному человеку может показаться, что сварка силумина – простая задача. На самом деле это не так. Такая сварка имеет некоторые нюансы.
Аргонодуговая сварка
Сварка силумина аргоном является более крепкой, чем сваривание электродом. Сплав при нагревании окисляется и создает на поверхности жароустойчивую пленку, которая не позволяет надежно скреплять части между собой.
Для исключения возможности появления этой пленки применяется аргон. Аргон является инертным газом. Это значит, что он не входит в реакцию с другими газами, веществами и воздухом. Этот газ тяжелее воздуха, что позволяет ему вытеснять весь воздух из сварочной ванны во время сварки.
ВАЖНО: Выполнять сварку силумина при сильном ветре невозможно, так как ветер будет сдувать аргоновое облако, необходимое для нормального сварочного процесса. Идеальным местом для аргоновой сварки является закрытое помещение.
Технология сварки силумина аргоном требует наличия соответствующего оборудования. К такому оборудованию относятся:
- Инвертор. Это сам сварочный аппарат для ручной дуговой сварки;
- Баллон. Необходим для хранения и использования газа. В данном случае аргона;
- Горелка. Для такой сварки нужна специальная горелка, совмещающая в себе дуговую и газовую сварку;
- Редуктор. Он позволит выдерживать необходимое давление газа на выходе из баллона.
Также для сварки понадобится силуминовая проволока. Она нужна в качестве присадки.
Подготовка металла к свариванию
Перед началом процесса свариваемые заготовки необходимо подготовить. Для этого, в местах, которые будут прилегать друг к другу, края металла нужно зачистить. В этом случае, можно применять наждачную бумагу, щетку по металлу, шлифовальные круги и т. д. После зачистки следует обработать детали химическим составом для полного удаления оксидной пленки. Для этих целей подойдет бензин или любой растворитель.
В этом случае, можно применять наждачную бумагу, щетку по металлу, шлифовальные круги и т. д. После зачистки следует обработать детали химическим составом для полного удаления оксидной пленки. Для этих целей подойдет бензин или любой растворитель.
Сварка производится путем расплавления металла и присадочной проволоки в единую жидкую массу, которая после остывания надежно скрепит детали между собой. Присадку во время процесса необходимо подавать под углом и вдоль шва. Продвижение горелки и подача проволоки должны быть плавными и одновременными.
ВНИМАНИЕ: Нельзя подавать в сварочную ванну сразу много присадки. В таком случае, металл будет разбрызгиваться, и качество сварки заметно ухудшится.
Сварка плавким электродом
Сварка силумина в домашних условиях возможна и без оборудования для аргонодуговой сварки. Можно сварить детали при помощи плавящихся электродов. Такие электроды изготовлены из щелочно-солевой оболочки, внутри которой находится силуминовый сердечник. Такая сварка является мене качественной, чем аргоновая.
Такая сварка является мене качественной, чем аргоновая.
Перед сваркой плавким электродом необходимо не только зачистить заготовки, но и прогреть их примерно до 300 градусов. Электроды, желательно, нагреть до 150 градусов. При сварке от электрода на шве образуется много шлака. Его необходимо очищать с металла для нормального контроля над качеством шва.
Вывод
Сваривать силумин может научиться каждый человек. Качество сварки напрямую зависит от опыта работы сварщика с данным материалом. Только постоянно работая с таким сплавом, можно добиться качественной и прочной сварки.
Интересное видео
Алюминий и его сплавы, в силу особенностей характеристик и свойств материала, обрабатываются специальными методами. Сварка силумина или дюралюминия потребует от мастера не только особых знаний, но и специализированного оборудования. Современные технологии позволяют качественно сваривать легкие металлы, поэтому они популярны в авиационной и кораблестроительной промышленности.
Особенности сварки алюминиевых сплавов
Силумин содержит в своем составе до 22% кремния, он намного прочнее алюминия, обладает повышенной износоустойчивостью, но уступает по крепости дюрали — сплаву алюминия с медью, марганцем и магнием. Однако силумин устойчивее к коррозии, поэтому широко применяется в кораблестроении.
Алюминий имеет высокую теплопроводность, поэтому сваривать его обычными электродами для черных металлов затруднительно. Шлак не успевает удаляться из раскаленного металла и шов получается некачественным.
- перед сваркой детали из алюминиевого сплава прогревают до 300-400°C;
- электроды перед сваркой прокаливаются при температуре 100-200°C;
- тугоплавкий оксид с температурой плавления 2050°С, образовывающийся на поверхностях, затрудняет работу;
- высокая рабочая температура снижает прочность соединения;
- высокий коэффициент линейного расширения приводит к деформациям.
Применение различных технологий, дополнительных химических средств, инертных газов позволяет практически полностью избавиться от перечисленных недостатков и получать качественные соединения.
Устранение трудностей соединения
Наличие оксидной пленки на поверхности металла существенно снижает качество шва. Она не только имеет более высокую температуру плавления, но и плотность. Пленка затрудняет образование стабильной дуги. Кроме того, дефрагментированные частички оксида остаются внутри шва, снижая его жесткость.
Чтобы этого не происходило, свариваемые поверхности предварительно очищают травлением или механической очисткой при помощи металлической щетки.Очищенные детали хранятся не более трех часов.
Эффективным методом удаления пленки является катодное распыление, когда металл бомбардируется ионами, очищая поверхность. Метод применяется в промышленности.
Также применяют флюсы, растворяющие пленку и переводящие ее в летучие соединения.
Для сварки сплавов, не содержащих магний, как силумин, применяется флюс АН-А1. Для дюралюминия применяется флюс АН-А4.
Кроме того, перед свариванием поверхности очищают от загрязнений растворителями РС-1, РС-2.
Разновидности сварки алюминиевых сплавов
В промышленности, мастерских и быту используется три основных метода сварки сплавов алюминия:
- полуавтоматом с подачей проволоки в среде защитных инертных газов — DC MIG;
- электродами из вольфрама в среде защитных инертных газов AC TIG;
- покрытыми электродами без применения инертных газов — MMA;
- газовой горелкой с покрытыми электродами без аргона.
Каждый метод соединения металлов имеет свои преимущества и недостатки и предназначен для различных задач.
Сварочные полуавтоматы
Полуавтоматы для сваривания алюминия работают в импульсном режиме. Высоковольтный импульс напряжения разрушает оксидную пленку. Между импульсами происходит разогрев металла, капля затекает в сварочную ванну и образовывает качественный шов.
Принципиально полуавтомат для алюминия не отличается от устройств для сварки черных металлов, которыми некоторые умельцы варят силумин и дюраль. Но следует учитывать технологические особенности:
Но следует учитывать технологические особенности:
- алюминий и его сплавы не сваривают постоянным током с минусовой полярностью на электроде, только с плюсовой;
- необходимо использовать механизм подачи проволоки с 4 роликами и тефлоновым вкладышем, иначе проволока будет путаться;
- скорость подачи проволоки должна быть в 2-4 раза выше, чем в аппаратах для сварки стали.
Полуавтоматы для сварки сплавов алюминия намного дороже аппаратов для черных металлов, поэтому иногда дешевле модернизировать обычный сварочник для универсального использования.
Метод быстрый, но уступает по качеству шва дуговой сварке.
Сварка вольфрамовыми электродами
Дуговой метод сварки вольфрамовыми электродами подразумевает использование аргоновой среды. Такой метод обеспечивает наиболее качественное и аккуратное создание шва.
Чтобы не образовывалась оксидная пленка, процесс происходит в защитной среде инертного газа — аргон. Возможно использование и других газов, как ксенон, криптон, азот, но они дороже и их использование может быть оправдано только специальными условиями.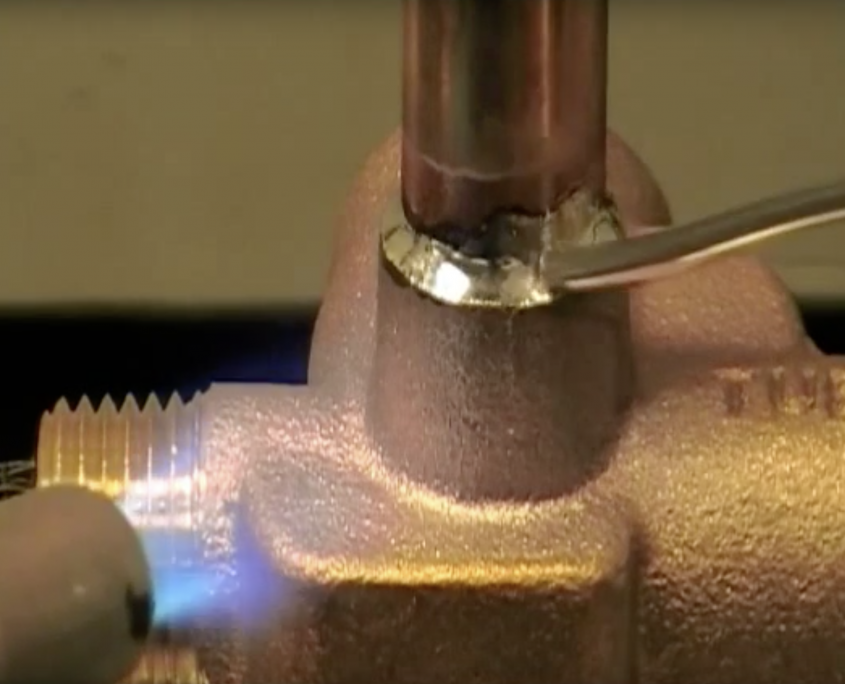
Сварка дюралюминия вольфрамовым электродом с использованием трехфазной дуги повышает эффективность работы в 3-5 раз и позволяет сваривать детали толщиной 3 см в один проход. При обычном подключении за один проход можно сварить поверхности толщиной до 0,3 см.
Сварка покрытыми электродами без защитных газов
Такой метод сварки позволяет производить работы там, где использование газов не рекомендуется или запрещено:
- труднодоступные места;
- на улице;
- внутри резервуаров.
Электрод с внутренним стержнем, близким по составу к свариваемым металлам, покрывается хлористыми и фтористыми солями натрия и калия, криолитом. В процессе, при испарении, внешний слой электрода создает защитную среду.
Сварка покрытыми электродами не требует громоздкого оборудования, газовых баллонов и достаточно дешева.
Бытовой метод сварки без аргона
Метод чаще называют пайкой, потому что в процессе не используется электричество, но соединение деталей из алюминия и его сплавов получаются достаточно крепкими. Необходимо иметь лишь портативную газовую горелку, желательно с большим объемом баллона и проволоку с припоем, например, HTC-2000.
Необходимо иметь лишь портативную газовую горелку, желательно с большим объемом баллона и проволоку с припоем, например, HTC-2000.
Процесс соединения деталей или заделки трещин прост. Разогреваете деталь до температуры, пока стержень с припоем не начнет плавиться, заливайте припоем щели, соединяйте поверхности. Но не нужно забывать предварительно очистить детали от оксидной пленки.
Если вы профессионал в процессах сварки алюминия и вам есть что дополнить или поспорить, то присоединяйтесь к дискуссии в блоке комментариев.
Силумином называют алюминиевый сплав с высоким содержанием кремния. Из него делают детали сложной конфигурации. Для их восстановления используют холодные и горячие методы.
Сварка силумина производится несколькими способами: плавящимися и тугоплавкими электродами. Металл легко окисляется, поэтому желательно использовать защитную атмосферу. Качество соединения без нее страдает. Виной всему жаропрочные оксиды алюминия. Как варить металл, какие тонкости важно учитывать, расскажут опытные сварщики.
Особенности сплава силумина
Он прочнее дюраля, устойчив к коррозии, пластичен – легко штампуется, поддается литью и ковке.
Его ценят за декоративность, износостойкость, легкость (у него низкий удельный вес). Силумин используют во многих отраслях, делают из него детали для машин и мотоциклов, накладные элементы для сантехники, оформления интерьеров.
Из-за окислительной активности сплав алюминия и кремния плохо поддается сварке. Вообще не варят сплавы с большим содержанием цинка, при нагревании он выгорает, металл становится хрупким. Литейный силумин с содержанием кремния от 5 до 22% горячим способом соединяют. При температурной обработке применяют инертные газы, преимущественно аргон, он тяжелее воздуха, оседает на заготовке, держится облаком.
Пайка силумина
Декоративные детали и те, которые не испытывают нагрузок, можно спаять газовой горелкой, металл нагревают до 200°С. Пайка силумина с тонкими стенками производится паяльником с мощным жалом. Для защиты от окисления применяют металлические накладки. Неприкрытой оставляют только рабочую зону.
Для защиты от окисления применяют металлические накладки. Неприкрытой оставляют только рабочую зону.
- ЕR4043 – присадка для литейного алюминия, легированного кремнием и магнием марки АД31, АД33, АД35,
- Harris52 – припой для алюминия с флюсовыми присадками,
- HTS2000 – китайский аналог Harris52.
Читайте также: Как правильно пользоваться холодной сваркой
Металл в месте пайки нагревают до 600°С, технология та же, что при работе с алюминием. Для разрушения оксидной пленки применяют флюс Castolin 190 Flux и его аналоги.
Технология сварки силумина
Соединение можно сделать двумя способами:
- с помощью плавящихся электродов, такой сваркой заделывают детали, работающие на сжатие,
- используя присадочную проволоку.
Прежде, чем сварить силумин, необходимо:
- зачистить стык до зеркального блеска,
- снять оксидную пленку растворителем или бензином, работать надо в перчатках, чтобы не оставлять потожировых следов.

Аргонодуговая сварка силумина
Для работы нужно подготовить:
- инвертор сварочный на 220В или 380 В (сила тока зависит от толщины ремонтируемого участка),
- осциллятор, подающий напряжение на электрод, он нужен для создания дуги,
- комплект газового оборудования,
- горелка,
- баллон с защитным газом,
- присадочный пруток.
У сварки силумина аргоном есть ряд особенностей:
- Полярность должна быть обратная, к электроду подводится плюсовой контакт. Это необходимо для ионизации аргона, повышении его электропроводности.
- Аргон должен поступать в рабочую зону только после розжига. Шов нужно охлаждать в защитной атмосфере не меньше 10 секунд, пока верхний слой металла не схватится.
- Присадка вводится перед горелкой, со средней скоростью, под углом к электроду и диску. При быстрой подаче образуется много искр.
- Электрод нужен для создания дуги, ближе, чем на 2,5 мм его к металлу не приближают.
- Плавное движение горелки и прутка должны совпадать.
- Диаметр присадочной проволоки всегда меньше размера электрода.
Под воздействием дуги присадка и кромки образуют однородный сплав. Важно поддерживать защитную атмосферу, следить, чтобы аргон не сдувало. Без него сразу начинается процесс окисления.
Сварка плавящимся электродом
Имея трансформатор или выпрямитель, заварить деталь можно плавящимся электродом ОК 96.50 – стержня из силумина, покрытого щелочной обмазкой. Перед работой его нагревают до 150°С. Восстанавливаемую зону детали тоже необходимо прогреть паяльной лампой или газовой горелкой до 300°С (на металле появятся темные пятна побежалости, если они желто-коричневые – температура 250°С). При этой же температуре делается наплавка. При такой сварке силумина в домашних условиях прочного шва не получится, частички шлака, а его при работе с плавящимся электродом образуется много, неизбежно остаются в расплаве.
Читайте также: Ремонт сквозной коррозии кузова автомобиля без сварки
- в отличие от других методов восстановления деталей из силумина, при дуговом в атмосфере аргона получают более прочные соединения,
- режим формирования шва – скоростной, сварка не отнимает много времени,
- не нужно предварительно прогревать детали и электрод,
- отработанная технология по силам начинающим,
- направленная дуга не перегревает деталь, она не деформируется.
- работы нельзя проводить на открытом пространстве, в закрытых помещениях необходимо избегать сквозняков, чтобы облако аргона оставалось над рабочей зоной,
- сложно сразу подобрать режим сварки,
- при работе с толстостенным металлом нужно продумывать способ теплоотведения,
- необходимо иметь специальное оборудование.
Тем, кто регулярно занимается ремонтными работами, недостатки аргоновой сварки не мешают создавать качественные и надежные соединения.
Производство слитков первичных силуминов, модифицированных стронцием
[1] Кузьмин П.Б., Кузьмина М.Ю. О производстве чушек первичных силуминов, модифицированных стронцием, Литейное производство. 8 (2014) 2–5.
[2]
Кузьмин М. П., Ларионов Л.М., Пол К. Чу, Абдул М. Касим, Кузьмина М.Ю., Кондратьев В.В., Кузьмина А.С., Цзя К. Ран Новые методы получения сплавов Al–Si с использованием аморфного микрокремнезема, Международный журнал металлолитья. 14 (2020) 207–217.
П., Ларионов Л.М., Пол К. Чу, Абдул М. Касим, Кузьмина М.Ю., Кондратьев В.В., Кузьмина А.С., Цзя К. Ран Новые методы получения сплавов Al–Si с использованием аморфного микрокремнезема, Международный журнал металлолитья. 14 (2020) 207–217.
DOI: 10.1007/s40962-019-00353-w
[3] Zhi-kai Zheng, Yong-jian Ji, Wei-min Mao, Rui YUE, Zhi-yong Liu Влияние параметров обработки рео-литьем под давлением на микроструктуру и механические свойства заэвтектического сплава Al-30%Si, Труды Общества цветных металлов Китая . 27 (2017) 1264–1272.
DOI: 10.1016/s1003-6326(17)60147-x
[4]
Стент А. Х., Хеллавелл А. Структура и свойства алюминиево-кремниевых эвтектических сплавов [J]. Acta Metallurgica, 1972, 20: 363-370.
Х., Хеллавелл А. Структура и свойства алюминиево-кремниевых эвтектических сплавов [J]. Acta Metallurgica, 1972, 20: 363-370.
DOI: 10.1016/0001-6160(72)
-2
[5] Кузьмин М.П., Кондратьев В.В., Ларионов Л.М., Кузьмина М.Ю., Иванчик Н.Н. Возможность получения сплавов системы Al–Si с использованием аморфного микрокремнезема // Металлург. 61 (2017) 86–91.
DOI: 10.1007/s11015-017-0458-0
[6]
Бо Цзян, Цзешэн Цзи, Маолян Ху, Хунью Сюй, Сун Сюй Новый модификатор эвтектического Si и механических свойств сплава Al-Si, письма о материалах. 239 (2019) 13–16.
239 (2019) 13–16.
DOI: 10.1016/j.matlet.2018.12.045
[7] Дж. Х. Чон, Дж.Х. Шин, Д. Х. Модификация фазы Bae Si при повышенных температурах механических свойств заэвтектических сплавов Al-Si, Materials Science & Engineering A. 748 (2019) 367–370.
DOI: 10.1016/j.msea.2019.01.119
[8]
X. Liu, Y. Zhang, B. Beausir, F. Liu, C. Esling, F. Yu, X. Zhao, L. Zuo, Двойниково-контролируемый рост эвтектического кремния в немодифицированном и модифицированном Sr Al–12,7%Si сплавы, исследованные SEM/EBSD, Acta Materialia. 97 (2015) 338–347.
DOI: 10.1016/j.actamat.2015.06.041
[9] К.М. Шри Ману, К. Шрирадж, Т.П.Д. Раджан, Р.М. Шерима, Британская Колумбия Пай, Б. Арун Структура и свойства модифицированного композитного композита с алюминиевой матрицей, армированного микрокремнеземом, Материалы и дизайн. 88 (2015) 294–301.
DOI: 10.1016/j.matdes.2015.08.110
[10]
Ю.Х. Чо, Х.К. Ли, К.Х. О, А.К. Дале Влияние стронция и фосфора на эвтектическое зародышеобразование Al-Si и образование β-Al5FeSi в доэвтектических литейных сплавах Al-Si, Metallurgical and Materials Transactions A. 39 (10) (2008) 2435–2448.
39 (10) (2008) 2435–2448.
DOI: 10.1007/s11661-008-9580-8
[11] De Young D.H., Weirauch D.A., Jr. Добавки стронция для улучшения качества поверхности слитков, Легкие металлы. 3 (2004) 699–705.
[12] С.П. Задруцкий, Б.М. Неменюк, С.П. Королев, О рафинировании и модифицировании алюминиевых сплавов, Литейное производство. 3 (2004) 17–20.
[13]
Станислав Петровский Особенности кристаллизации силуминовых сплавов, 18 (4–6) (1997) 373–383.
DOI: 10.1016/s0261-3069(97)00089-7
[14] Н.А. Белов, С.В. Савченко, А.В. Хван, Фазовый состав и строение силуминов: монография. Москва.: Изд. Дом МИСиС, (2008).
[15] Белов Н.А. Фазовый состав алюминиевых сплавов: монография. – Москва.: Изд. Дом МИСиС, 2009. 398 с.
[16]
Дж. Х. Ли, Т.Х. Людвиг, Б. Обердорфер, П. Шумахер Поведение сплавов на основе Al-Si с контролируемыми добавками Eu и P при затвердевании, Международный журнал исследований литейных металлов. 31 (6) (2018) 319–331.
Шумахер Поведение сплавов на основе Al-Si с контролируемыми добавками Eu и P при затвердевании, Международный журнал исследований литейных металлов. 31 (6) (2018) 319–331.
DOI: 10.1080/13640461.2018.1480891
[17] член парламента Кузьмин, В.В. Кондратьев, Л.М. Ларионов, М.Ю. Кузьмина, Н.Н. Иванчик, Возможность получения сплавов системы Al–Si с использованием аморфного микрокремнезема, Металлург. 61 (2017) 86–91.
DOI: 10.1007/s11015-017-0458-0
[18]
ДО Н.Э. Пай, Гита Рамани, Р.М. Пиллаи, К.Г. Сатьянараяна, Роль магния в матричных композитах из литого алюминиевого сплава, Journal of Materials Science. 30 (1995) 1903–(1911).
30 (1995) 1903–(1911).
DOI: 10.1007/bf00353012
[19] Кузьмин М.П., Иванов Н.А., Кондратьев В.В., Кузьмина М.Ю., Бегунов А.И., Кузьмина А.С., Иванчик Н.Н. Получение композиционного материала алюминий-углеродные нанотрубки методом горячего прессования // Металлург. 61 (2018) 815–821.
DOI: 10.1007/s11015-018-0569-2
[20] Кузьмин М.П., Кондратьев В.В., Ларионов Л.М. Получение сплавов Al-Si прямым восстановлением кремния из аморфного микрокремнезема, явления твердого тела. 284 (2018) 647–652.
DOI: 10. 4028/www.scientific.net/ssp.284.647
4028/www.scientific.net/ssp.284.647
[21] Зенков Е.В. Актуализация уравнений предельного состояния конструкционного материала при реализации их деформирования. Серия конференций IOP. Журнал физики: серия конференций. 2017. Том. 944. 012128.
DOI: 10.1088/1742-6596/944/1/012128
[22] Кузьмин М.П., Пол К. Чу, Абдул М. Касим, Ларионов Л.М., Кузьмина М.Ю., Кузьмин П.Б. Получение литейных сплавов Al–Si с использованием аморфного микрокремнезема – Отходы производства кристаллического кремния // Журнал сплавов и соединений. 806 (2019 г.)) 806–813.
DOI: 10. 1016/j.jallcom.2019.07.312
1016/j.jallcom.2019.07.312
Отличия латуни от бронзы, меди и силумина. разница между бронзой и латунью
Чистая медь — металл красновато-розового цвета, мягкий и ковкий, с отличной электро- и теплопроводностью. Во влажных условиях на меди образуется зеленоватый налет, называемый патиной. В медь добавляют легирующие элементы для повышения прочности и других показателей. Наиболее популярными сплавами на основе меди являются латунь и бронза.
Свойства латуни и бронзы
Основными элементами латуни являются медь и цинк; свинец, никель, алюминий и марганец часто присутствуют в многокомпонентных латунях. Латунь — золотисто-желтого цвета, намного легче меди, более устойчива к окислению, но менее пластична. По внешнему виду латунь чем-то напоминает золото, поэтому может использоваться для его имитации.
Бронзы представляют собой сплавы на основе меди, в которых цинк и никель не являются основными легирующими элементами. По своему составу они делятся на два основных класса – оловянные и безоловянные. По технологии обработки бронзы делят на литейные и кованые. Цветовая гамма сплава темно-коричневая, при высоком содержании меди – с красноватыми оттенками. Бронза намного тверже меди, есть марки тверже стали. Бронза — достаточно дорогой сплав, который часто используется для изготовления элитных декоративных элементов роскошного ландшафтного дизайна — заборов, скульптур, ворот.
По технологии обработки бронзы делят на литейные и кованые. Цветовая гамма сплава темно-коричневая, при высоком содержании меди – с красноватыми оттенками. Бронза намного тверже меди, есть марки тверже стали. Бронза — достаточно дорогой сплав, который часто используется для изготовления элитных декоративных элементов роскошного ландшафтного дизайна — заборов, скульптур, ворот.
Свойства некоторых типов бронз:
- Литейные бронзы имеют более низкую текучесть, чем другие бронзы. Но они дают небольшую объемную усадку, что позволяет изготавливать фасонные отливки.
- Бронзы кованые оловянные обрабатывают в холодном состоянии волочением и прокаткой, в горячем состоянии — прессованием. Бериллиевые бронзы марки
- обладают отличными упругими свойствами и используются в производстве мембран, пружин, деталей пружин. Частично дорогой бериллий можно заменить марганцем.
- Кремниевая бронза может обрабатываться как в холодном, так и в горячем состоянии. Обладают высокими антифрикционными и упругими характеристиками, сохраняют пластичность при низких температурах. Из них изготавливают пружины, детали подшипников, сетки, направляющие втулки, испарители.
 Обладают высокими антифрикционными и упругими характеристиками, сохраняют пластичность при низких температурах. Из них изготавливают пружины, детали подшипников, сетки, направляющие втулки, испарители.
Обладают высокими антифрикционными и упругими характеристиками, сохраняют пластичность при низких температурах. Из них изготавливают пружины, детали подшипников, сетки, направляющие втулки, испарители.Способы различения латуни и бронзы
Визуально различить эти сплавы бывает сложно из-за многокомпонентности их состава. Однако, как правило, латуни значительно светлее бронзы и имеют насыщенный желтый оттенок. По весу бронза тяжелее латуни.
Существуют более сложные способы получения надежного ответа. Для начала нагреваем сплавы до 600-650°С и определяем материал по следующим признакам:
- Латунь будет покрыта оксидом цинка, имеющим пепельный оттенок. Поверхность бронзы останется неизменной.
- Нагрев латуни резко повышает ее пластичность, механические свойства бронз остаются прежними.
Другие варианты исследований:
- При резком изгибе бронзовое изделие сломается, латунное — нет.
- Резка бронзы сопровождается образованием мелкой стружки.
- Сплав можно определить с помощью азотной кислоты. Для этого в разные стаканы помещают латунную и бронзовую стружку и добавляют туда 50%-ный раствор азотной кислоты. После растворения основной массы раствор медленно нагревают без кипения и выдерживают на слабом огне в течение получаса. Раствор с латунной крошкой останется прозрачным, а в стакане с бронзовой крошкой появится белый осадок олова.

Чтобы ответить на вопрос чем медь отличается от бронзы обратимся к свойствам и происхождению меди и бронзы.
Именно поэтому очень часто в электропроводке используется медь. В домашних условиях можно увидеть провода из пластика, внутри которых находится медный провод.
Очень давно люди задумались о том, как сделать медные инструменты более прочными. Для этого человек начал сочетать медь с различными другими металлами. Чаще люди экспериментировали, смешивая медь с оловом, в результате чего получалось 9Бронза 0085 — один из древнейших сплавов, когда-либо созданных человеком.
Таким образом, бронза стала известна человеку уже давно. В разных уголках мира его переплавляли по-своему. Так, в Западной Африке ученые обнаружили в бронзовых изделиях 40% олова. В то время в Средней Азии количество олова в изделиях очень редко превышало 20%.
Сейчас в бронзу добавляют немного свинца и цинка. С этими добавками он становится более текучим и мягким. Из этого сплава можно делать разные предметы, например: скульптуры, медали и даже корабельные винты.
Бронза использовалась человеком для создания различных изделий — от оружия до украшений — с древних времен. История этого металла началась как минимум пять тысяч лет назад. Несмотря на то, что бронза имеет ряд ярких внешних признаков, отличающих ее от других металлов, часто люди путают бронзу с латунью, медью или другими материалами. Как отличить бронзу от других металлов — читайте ниже.
Так получилось, что в большинстве случаев бронзу путают с латунью и медью. Объясняется это схожестью оттенков и цветов этих трех металлов. Итак, бронза – это сплав алюминия, олова, меди, свинца. Латунь также является сплавом, в котором присутствует медь. Внешне бронза отличается от латуни более темным цветом. Бронза в основном темно-коричневая, а латунь желтоватая. Кроме того, бронза крупнозернистая, а латунь мелкозернистая. Другой способ – вес. Бронза, как правило, намного тяжелее латуни, поэтому при сомнениях достаточно взять изделия в руки и взвесить. Более тяжелый, вероятно, бронзовый.
Итак, бронза – это сплав алюминия, олова, меди, свинца. Латунь также является сплавом, в котором присутствует медь. Внешне бронза отличается от латуни более темным цветом. Бронза в основном темно-коричневая, а латунь желтоватая. Кроме того, бронза крупнозернистая, а латунь мелкозернистая. Другой способ – вес. Бронза, как правило, намного тяжелее латуни, поэтому при сомнениях достаточно взять изделия в руки и взвесить. Более тяжелый, вероятно, бронзовый.
Однако визуальная проверка не самый надежный способ. Убедиться, что у нас бронза, а не латунь или медь, можно опытным путем. При нагревании бронза не приобретает никакого оттенка, а латунь покрывается пепельным «налетом» — окисью цинка. Кроме того, в результате нагревания латунь приобретает пластичность, а бронза не меняет своих свойств. Однако, если вы попытаетесь немного согнуть нагретый бронзовый элемент, он сломается, а латунь только согнется.
То же самое и с медью. В отличие от бронзы имеет ярко выраженный красноватый оттенок. В то же время бронза, как было сказано выше, имеет более темный, коричневый оттенок. Кроме того, медь более пластична. Убедиться в этом можно, сравнив два тонких провода, один из которых медный, а другой латунный. Под воздействием соленой воды медь станет немного темнее, а бронза не изменит своего цвета.
В то же время бронза, как было сказано выше, имеет более темный, коричневый оттенок. Кроме того, медь более пластична. Убедиться в этом можно, сравнив два тонких провода, один из которых медный, а другой латунный. Под воздействием соленой воды медь станет немного темнее, а бронза не изменит своего цвета.
Несмотря на то, что есть некоторые признаки, по которым визуально или опытным путем в домашних условиях можно отличить бронзу от других металлов, точный анализ может провести только специалист. Именно поэтому, если вы не уверены, что перед вами бронзовое изделие, лучше обратиться за консультацией к профессионалу во избежание ошибок.
Ярким примером того, как должны выглядеть сувениры и другие изделия, является бронзовая коллекция магазина русских подарков «Русь Великая». В галерее представлены сотни разнообразных работ отечественных мастеров, специалистов по художественной бронзе – от мелкой «кабинетной» пластики до эксклюзивных и неповторимых произведений, созданных в единственном экземпляре.
Образование
5 января 2017 г.
Существует ряд способов, которые подскажут вам, как отличить бронзу от латуни. В представленном материале хотелось бы рассмотреть самые простые и доступные решения для реализации данной задачи. Давайте узнаем, как отличить бронзу от латуни в домашних условиях.
Что такое бронза?
Прежде чем разбираться, как отличить бронзу от латуни, давайте выясним, что собой представляет каждый из сплавов. Начнем с бронзы. Итак, бронза – это сплав олова и меди, с примесями кремния, алюминия, бериллия и свинца. Именно качество используемого олова во многом определяет характер будущего сплава.
Существует особый вид бронзы, при изготовлении которой олово заменяют никелем или цинком. Такой сплав известен как спиатр. По сути, материал представляет собой дешевый вариант бронзы не самого лучшего качества.
По вышеуказанным принципам изготовления бронзы делятся на оловянные и безоловянные.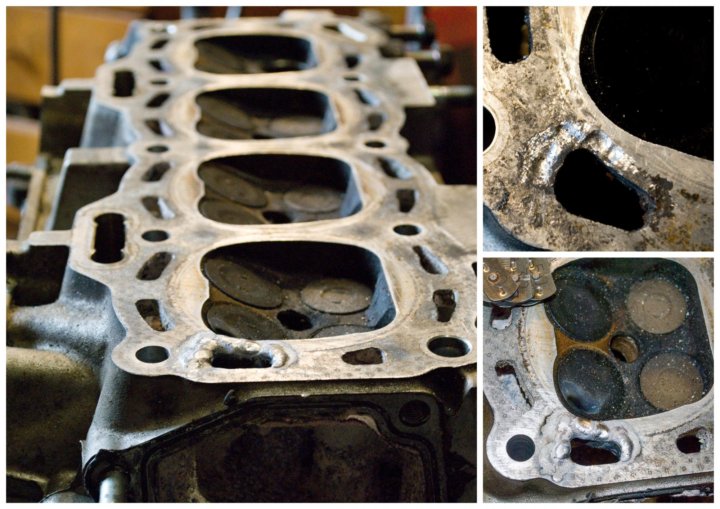 В начале прошлого века металлурги производили мышьяковистую бронзу. Однако из-за высокой токсичности материал не получил широкого распространения.
В начале прошлого века металлурги производили мышьяковистую бронзу. Однако из-за высокой токсичности материал не получил широкого распространения.
Что такое латунь?
Латунь практически такой же сплав, как и бронза. Но вместо легирующего состава в виде олова здесь используется цинк в сочетании с медью. Иногда в сплав добавляют свинец, железо, никель, марганец и другие элементы.
Еще древние римляне умели добывать латунь. Именно они первыми научились соединять расплавленную медь с цинковой рудой. Чистый цинк для изготовления латуни стали использовать только в конце 18 века в Британии. Британцы часто использовали сплав для создания подделки золота, ведь латунь, как и благородный металл, имеет привлекательный солнечный блеск.
Сегодня материал широко используется для создания так называемого биметалла – сплава, где сталь сочетается с латунью. Это решение способствует получению металла, стойкого к коррозии и истиранию. При этом изделия из биметалла обладают хорошей пластичностью.
Видео по теме
Определение различий между бронзой и латунью
Как отличить бронзу от латуни? Разница между представленными сплавами заключается в следующем:
- Латунь получают путем соединения цинка с медью. В свою очередь, бронзу получают путем сплавления меди с оловом.
- Бронза может длительное время находиться в контакте с морской, соленой водой без разрушения структуры материала. Для латуни это требует дополнительной обработки в виде легирования.
- Бронза обладает повышенной устойчивостью к механическому износу и является прочным материалом. По этой причине сплав широко используется для создания всевозможных скульптур и памятников. Латунь для этих целей не подходит, хотя и используется в качестве элементов художественных изделий.
- Как отличить медь от латуни и бронзы? Медь имеет красноватый оттенок. При этом бронза имеет темно-коричневый цвет, а также крупнозернистую структуру. Латунь, напротив, имеет желтый оттенок и представляет собой мелкозернистый материал.

Различия между бронзой и латунью по весу
Как отличить бронзу от латуни по весу материалов? Стоит отметить, что бронза – достаточно тяжелый сплав. В равных объемах заготовок бронза будет явно тяжелее латуни. Поэтому можно отличить изделия из отдельных сплавов, взвесив их на ладонях.
Как отличить сплавы по нагреву?
Надо попытаться различить материалы методом термического воздействия. Однако результаты в этом случае будут более достоверными. Что мы должны сделать? Оба сплава необходимо нагреть газовой горелкой до температуры более 600 °С. При таком воздействии на поверхности латунного изделия образуется пепельный оттенок, представляющий собой окись цинка. При этом бронза останется в первозданном виде.
После нагрева латунь станет более пластичной. Бронза не меняет своих физических свойств под воздействием высокой температуры. Если попробовать согнуть латунную заготовку, структура последней не пострадает. Что касается бронзы, то она обязательно сломается в месте перегиба.
Как магнитом отличить латунь от бронзы?
Как отмечалось выше, бронза содержит олово и свинец. Эти материалы могут притягиваться магнитом. Единственное, что требуется для эксперимента, это найти достаточно сильный магнит. При его использовании бронза будет слегка прилипать к поверхности. Магнит не окажет никакого влияния на латунь.
Наконец
Как видите, есть ряд способов, позволяющих отличить бронзу от латуни в домашних условиях. В большинстве случаев между изделиями из этих сплавов имеются ярко выраженные визуальные отличия. Поэтому, чтобы справиться с задачей, иногда достаточно просто внимательно рассмотреть оба материала.
Алюминий и алюминиевые сплавы | Arnold Magnetic Technologies
Легкий и универсальный материал
Тонкокатаный алюминий и алюминиевые сплавы от Arnold Precision Thin Metals (PTM) универсальны и легки и используются для упаковки различных электротехнических изделий и других приложений. Алюминий часто является лучшим решением, когда желательными характеристиками являются малый вес, хорошая проводимость и высокая формуемость. Чтобы удовлетворить эти потребности, PTM предлагает своим клиентам алюминиевые полосовые материалы различной толщины и состава сплава.
Чтобы удовлетворить эти потребности, PTM предлагает своим клиентам алюминиевые полосовые материалы различной толщины и состава сплава.
Ключевые приложения и используют
- батареи
- Кабельные и компонентные экранирование
- Упаковка
- Pharmaceutical, Cosmetics
Доступны в All Grades и Tempers
19961. алюминиевых марок в различных состояниях. Наиболее распространенные марки алюминия включают 1050, 1100, 1145, 2024, 5052, 5056, 6061 и 7075, но мы можем найти и прокатать все марки алюминия. Свяжитесь с нами , чтобы обсудить ваши конкретные требования.
Четырехзначная схема нумерации деформируемых и литых сплавов Международной системы обозначений сплавов обеспечивает быструю справку для нужд вашего применения.
СЕРИЯ 1000
Практически чистый алюминий с содержанием алюминия не менее 99% по весу, может подвергаться деформационному упрочнению.
СЕРИЯ 2000
Легированный медью, может подвергаться дисперсионному твердению до прочности, сравнимой со сталью. Ранее называвшиеся дюралюминием, они когда-то были наиболее распространенными аэрокосмическими сплавами, но были подвержены коррозионному растрескиванию под напряжением и все чаще заменяются серией 7000 в новых конструкциях.
Ранее называвшиеся дюралюминием, они когда-то были наиболее распространенными аэрокосмическими сплавами, но были подвержены коррозионному растрескиванию под напряжением и все чаще заменяются серией 7000 в новых конструкциях.
СЕРИЯ 3000
Легирован марганцем и может подвергаться деформационному упрочнению.
СЕРИЯ 4000
Сплав кремния. Также известен как силумин.
СЕРИЯ 5000
Сплав магния.
СЕРИЯ 6000
Легированы магнием и кремнием, легко поддаются механической обработке и могут подвергаться дисперсионному твердению, но не до высокой прочности, которой могут достичь сплавы серий 2000 и 7000.
СЕРИЯ 7000
Легированный цинком, может подвергаться дисперсионному твердению до самой высокой прочности любого алюминиевого сплава.
СЕРИЯ 8000
Легированные другими элементами, не включенными в другие серии. Например, алюминиево-литиевые сплавы.
РАЗМЕРЫ
Каждый из них доступен в различных толщинах и размерах, указанных ниже:
0,025″– 0,0004″ (0,635–0,01 мм)
 5” (444.5mm) as rolled edge 17.0” (431.8mm) with a slit edge»>
5” (444.5mm) as rolled edge 17.0” (431.8mm) with a slit edge»>17,5 дюймов (444,5 мм) с закругленной кромкой 17,0 дюймов (431,8 мм) с щелевой кромкой
0,00039″ – 0,0001″ (0,0099 – 0,0025 мм)
4,25 дюйма (107,95 мм) с закругленной кромкой 4,0 дюйма (101,6 мм) с щелевой кромкой
СОСТАВ СПЛАВА ОБЫЧНО ПРЕДЛАГАЕМЫХ МАРОК
Состав указан в весовых процентах (мас.%).
 5 min»>
5 min»> 0 min»>
0 min»> 7 — 93.0″>
7 — 93.0″> 7 — 96.5″>
7 — 96.5″> 8 — 97.16″>
8 — 97.16″>