Сварочные процессы и функции
M
MMA
Процесс ручной дуговой сварки, в котором используется расходуемый электрод. Электрод покрыт флюсом, который защищает область сварки от окисления и загрязнения.
T
TIG
Процесс ручной сварки, в котором, как правило, используется нерасходуемый вольфрамовый электрод, отдельный присадочный материал и инертный защитный газ для защиты области сварки от окисления и загрязнения во время сварки. Для сварки TIG использование присадочного материала не всегда является обязательным.
Weld Assist
Утилита, подобная мастеру, предназначенная для облегчения выбора параметров сварки. Эта утилита предлагает пошаговый процесс выбора необходимых параметров и представляет выбор в легкодоступном виде для пользователя, не обладающего глубокими техническими знаниями. Доступна в панели управления MTP35X в семействе продукции MasterTig.
Эта утилита предлагает пошаговый процесс выбора необходимых параметров и представляет выбор в легкодоступном виде для пользователя, не обладающего глубокими техническими знаниями. Доступна в панели управления MTP35X в семействе продукции MasterTig.
А
Антифриз для MMA
Функция, которая автоматически существенно понижает сварочной ток при касании заготовки электродом. Ее можно использовать для исключения перегрева электрода MMA при его контакте с заготовкой.
Антифриз для TIG
Функция, которая автоматически существенно понижает сварочной ток при касании заготовки электродом. Может, например, применяться для исключения нежелательного растворения материала электрода в свариваемом металле.
Может, например, применяться для исключения нежелательного растворения материала электрода в свариваемом металле.
Б
Базовый ток
Нижний уровень тока для цикла импульса. При сварке TIG его основной ролью является охлаждение сварочной ванны и поддержание дуги.
В
Время горения дуги
Указывает время горения сварочной дуги.
Г
Горячий старт
Функция сварки, которая повышает сварочный ток в начале сварного шва. После периода горячего старта ток падает до нормального уровня сварочного тока. Значения для уровня тока и продолжительности горячего старта предустанавливаются вручную. Это облегчает начало выполнения сварного шва, особенно для материалов на основе алюминия.
После периода горячего старта ток падает до нормального уровня сварочного тока. Значения для уровня тока и продолжительности горячего старта предустанавливаются вручную. Это облегчает начало выполнения сварного шва, особенно для материалов на основе алюминия.
Д
Давление дуги
Регулирует динамику короткого замыкания (жесткость) сварки MMA путем изменения, например, уровней тока.
З
Зажигание Lift TIG
Режим зажигания при сварке TIG. При зажигании Lift TIG быстро прикоснитесь электродом к заготовке, а затем нажмите кнопку сварочной горелки и отведите электрод на небольшое расстояние от заготовки. Зажигание Lift TIG можно активировать на панели управления. Также известно как «зажигание касанием» и «контактное зажигание».
Зажигание Lift TIG можно активировать на панели управления. Также известно как «зажигание касанием» и «контактное зажигание».
Затухание дуги
Устанавливает точку гашения дуги в зависимости от длины дуги при сварке MMA. Предназначена для оптимизации завершения сварки для электродов каждого типа с целью предотвращения случайного гашения дуги в процессе сварки и исключения прижога заготовки при завершении сварки.
И
Импульсная сварка
При импульсной сварке ток пульсирует между базовым током и током импульса.
Канал памяти
Место для хранения настроек сварочных параметров. Сварочный аппарат может включать целый ряд предустановленных каналов. Пользователи могут создавать новые каналы для их собственных сварочных работ и изменять или удалять их. Это облегчает выбор параметров и в некоторых случаях позволяет переносить настройки из одного сварочного аппарата в другой.
Сварочный аппарат может включать целый ряд предустановленных каналов. Пользователи могут создавать новые каналы для их собственных сварочных работ и изменять или удалять их. Это облегчает выбор параметров и в некоторых случаях позволяет переносить настройки из одного сварочного аппарата в другой.
М
Медленное нарастание тока
Это функция, которая автоматически обеспечивает медленное нарастание тока для предотвращения износа электрода, вызванного резким увеличением тока при высоких сварочных токах. Она используется, только когда сварочный ток превышает 100 А.
С
Сварка TIG постоянным током
Процесс сварки TIG постоянным током, в котором полярность электрода либо положительная, либо отрицательная в течение всего процесса сварки.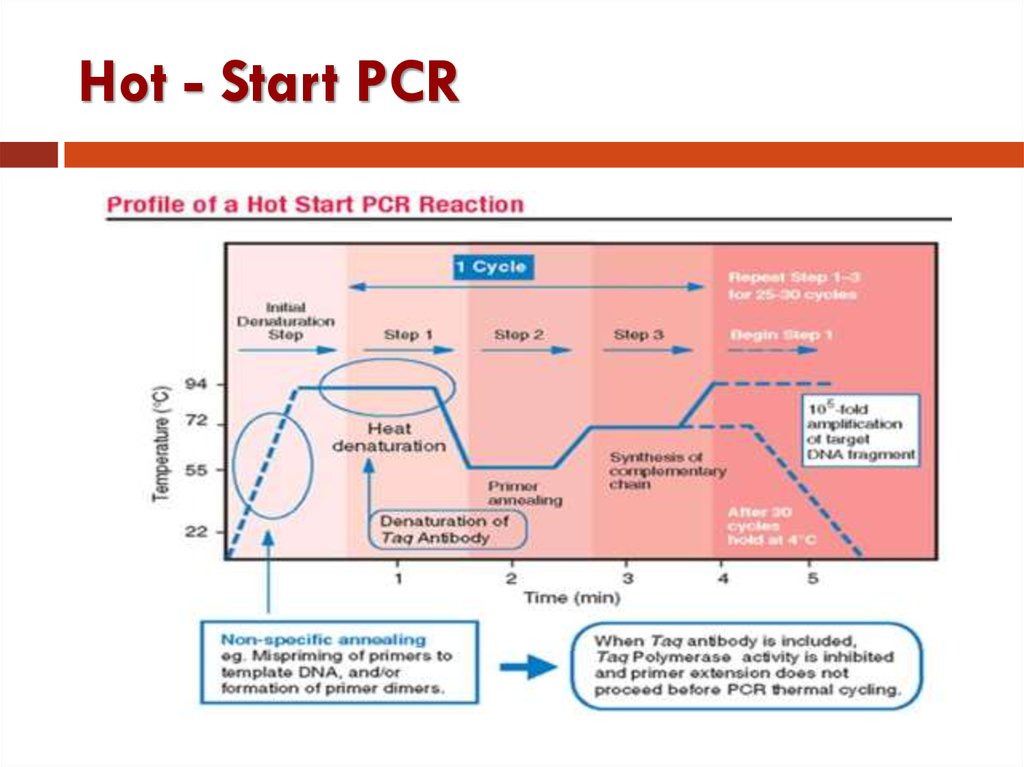 Отрицательная полярность (DC-) обеспечивает глубокий провар, в то время как положительная полярность (DC+) применяется только в определенных областях.
Отрицательная полярность (DC-) обеспечивает глубокий провар, в то время как положительная полярность (DC+) применяется только в определенных областях.
Скважность импульсов
Указывает долю тока импульса во всем цикле импульса.
Т
Ток Lift TIG
Контактный ток в начале зажигания Lift TIG.
Ток импульса
Верхний уровень тока для цикла импульса. При сварке TIG его основной ролью является формирование или повышение температуры сварочной ванны.
При сварке TIG его основной ролью является формирование или повышение температуры сварочной ванны.
У
Устройство снижения напряжения (VRD)
Устройство защиты, применяемое в сварочном оборудовании для понижения напряжения холостого хода для его поддержания ниже определенного напряжения. Это снижает риск поражения электрическим током в особенно опасных условиях, например в закрытых или влажных помещениях. Кроме того, в определенных странах и регионах использование устройств снижения напряжения может требоваться по закону.
Ч
Частота импульсов
Указывает количество импульсов в секунду (Гц).
Как отключить горячий старт на инверторе
Он существенно облегчает сварочный процесс при невысоком напряжении питания, с использованием некачественных или непрокаленных электродов, при соединении не подготовленного к сварке металла, а также компенсирует недостатки техники сварщика невысокой квалификации. Это позволяет избежать возрастающей нагрузки на питающую сеть, что особенно актуально при использовании сварочного аппарата в дачных поселках, сельской местности, а также при работе с использованием генератора. Hot start имеется в большинстве инверторов, при этом в зависимости от производителя и модели он может быть разным. В бытовых и полупрофессиональных аппаратах величина стартового тока составляет определенный процент от выставленного значения сварочного, а опция активируется автоматически.
Поиск данных по Вашему запросу:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.

По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Основы выбора сварочных аппаратов ММА
- Обзор сварочного инвертора Сварог 205
- Горячий старт и Форсаж дуги
- Как отключить горячий старт на fubag ir 200?
- СВАРОГ. НеREAL`ная сварка
- СВАРОГ. НеREAL`ная сварка
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Глава 13 Hot Start Функция Горячего Поджига
Основы выбора сварочных аппаратов ММА
English Help. By continuing to browse, you consent to our use of cookies. You can read our Cookies Policy here. Привет всем!!! Кто нибудь работает на омском электромеханическом заводе? Подскажите как там сейчас. Предложили работу сварщиком на полуавтомате. Comment 0. Like 0. Сергей Стяжкин. ООО нефтегазпромстрой новосибирск-кто,что знает? Поделитесь информацией! Like 3. Like Виктор Черноусов. Хорошего дня коллеги. Like 8. Владимир Астахов. Ремонт кабины МАЗ. Like 5. Артём Жерносенко.
By continuing to browse, you consent to our use of cookies. You can read our Cookies Policy here. Привет всем!!! Кто нибудь работает на омском электромеханическом заводе? Подскажите как там сейчас. Предложили работу сварщиком на полуавтомате. Comment 0. Like 0. Сергей Стяжкин. ООО нефтегазпромстрой новосибирск-кто,что знает? Поделитесь информацией! Like 3. Like Виктор Черноусов. Хорошего дня коллеги. Like 8. Владимир Астахов. Ремонт кабины МАЗ. Like 5. Артём Жерносенко.
Куханы набор от сварщика. Comment 3. Please, retry later. This person does not have the access to this photo. In order to tag a person, hover over his photo and press left mouse button Left-click on a photo to tag people in it. Колеги кто знает как отключить горячий старт на Неон Я знаю что на форсаж отключают его кто может подсказать. Владимир Агапов. А что крутилки настройки силы и время на аппарате нет?
Валентин Акимов. При поджиге электрода потенциал электронов низкий поэтому сопротивление увеличивается, соответственно ток сначала идет к К. Только на постоянках тип ВД он практически не замечается, а на инверторах он очень мешает независимо от дороговизны и марки, будь то ЕСАБ или Брима. Я на ЕСАБ его отключил, но при сварке с отрывом он все равно присутствует.
Только на постоянках тип ВД он практически не замечается, а на инверторах он очень мешает независимо от дороговизны и марки, будь то ЕСАБ или Брима. Я на ЕСАБ его отключил, но при сварке с отрывом он все равно присутствует.
Log in or sign up to add a comment.
Обзор сварочного инвертора Сварог 205
Тестирование аппаратов проводилось в порядке увеличения стоимости. Проверка характеристик инверторов, касается только режима ММА. Функциональность и работоспособность режима Lift TIG не рассматривалась. Все аппараты поставляются в картонных коробках. В комплекте с устройством идут кабели сварочного держака длиной 2,8 м и такие же по длине кабели массы. Оба сварочных провода сечением 16мм2. Скорее всего, при работе зимой сварочные кабели будет сложно разогнуть не повредив их.
Здравствуйте. Имеется ли в данном инверторе выходной дроссель? Там описывается как отключить горячий старт. Потеряю ли я.
Горячий старт и Форсаж дуги
В качестве сварочного аппарата инверторы для использования в домашних условиях, а также производственных цехах обеспечивают безопасный процесс работы за счет встроенной электроники. Благодаря электронному оборудованию внутри инвертора можно установить более точные настройки параметров, чтобы обеспечить стабильную работу дуги. Рынок современных аппаратов для сварки представлен достаточно широко. При выборе инвертора исследуют внешние и технические характеристики, основными для данного типа оборудования являются следующие:. Кроме основных технических параметров в современных моделях инверторах встречаются дополнительные опции:. Функцию горячий старт могут обозначать как Hotstart, чтобы указать на возможность дополнительного получения сварочного тока в момент касания заготовительной детали электродом. Эффективность Горячего старта особенно высока при поджигах плохих электродов, сварке ржавого металла и плохом напряжении в цепи. Регулируемый Hotstart гораздо удобнее использовать в зависимости от потребностей. В инструкции по эксплуатации инвектором указывают наличие данного параметра, который обеспечивает дополнительный наброс сварочного тока во время обрыва или угасания сварочной дуги.
Благодаря электронному оборудованию внутри инвертора можно установить более точные настройки параметров, чтобы обеспечить стабильную работу дуги. Рынок современных аппаратов для сварки представлен достаточно широко. При выборе инвертора исследуют внешние и технические характеристики, основными для данного типа оборудования являются следующие:. Кроме основных технических параметров в современных моделях инверторах встречаются дополнительные опции:. Функцию горячий старт могут обозначать как Hotstart, чтобы указать на возможность дополнительного получения сварочного тока в момент касания заготовительной детали электродом. Эффективность Горячего старта особенно высока при поджигах плохих электродов, сварке ржавого металла и плохом напряжении в цепи. Регулируемый Hotstart гораздо удобнее использовать в зависимости от потребностей. В инструкции по эксплуатации инвектором указывают наличие данного параметра, который обеспечивает дополнительный наброс сварочного тока во время обрыва или угасания сварочной дуги.
Как отключить горячий старт на fubag ir 200?
Уважаемые радиолюбители и электронщики, помогите отключить этот «горячий старт» Далее ГС на моём инверторе hitachi ew ГС это автоматическое увеличение сварочного тока в момент касания электродом поверхности, продолжается это повышение тока менее секунды. Мне этот ГС очень мешает, не буду описывать чем. Я очень надеюсь что это дело поправимо без ущерба аппарату. Какая схема главной платы от моего, затрудняюсь ответить.
Помощь — Поиск — Пользователи — Календарь.
СВАРОГ. НеREAL`ная сварка
Один из способов создания неразъемных соединений из металла — это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток — габаритно-весовые характеристики. Например, агрегат марки ВД весит порядка кг. С развитием полупроводникового оборудования и появление таких элементов, как тиристоры привело к созданию устройств, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше, всего несколько килограмм, например, Ресанта САИ весит всего 5 кг, — сварочного инвертора или инверторного сварочного аппарата.
СВАРОГ. НеREAL`ная сварка
Горячий старт, хот-старт или Hotstart — это дополнительный наброс сварочного тока в момент касания заготовки электродом. У разных производителей эта величина может отличаться: 5, 10, 15, 30,…. Если по-простому, Hotstart помогает в поджиге плохих электродов, при сварке ржавого металла, при плохом напряжении в сети и во многих других случаях. Лучше всего, когда в сварочном инверторе есть регулируемый горячий старт, и вы сами сможете настроить его в зависимости от потребностей. Для чего он нужен? К примеру, если у нас выставлен сварочный ток — Ампер, то при обрыве дуги сварочный инвертор накидывает к этим ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге. В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Для чего нужна эта функция?
Сварочный инвертор — используется для сварки с неплавящимся электродом в такие функции, как горячий старт, антизалипание и некоторые другие. .. работать аппарат при десятиминутном сварочном цикле, до отключения.
Имеется ли в данном инверторе выходной дроссель? Если нет, его функцию выполняют сварочные кабели? Можно ли увеличить длину силовых сварочных кабелей до: 5м.
Я уже писал тут в ветке про инверторы Hitachi, но решил создать отдельную тему. Мне ужас как мешает этот горячий старт, мешает это мягко сказано. Купил инвертор совсем недавно, и понимаю что любые модификации лишают меня гарантии. Завтра постараюсь перечислить микросхемы на плате управления если это конечно пригодится. Не думаю, что найдутся тут у нас любители дорогого инструмента, большинство реснту здесь покупают. Таких дорогих и в магазинах нет, я его через интернет покупал.
На рынке предлагается множество готовых устройств данного типа, но если вы разбираетесь в электронике и дружите с паяльником мы предлагаем Вам собрать сварочный инвертор собственноручно.
Благодаря сварочным аппаратам сварщики существенно облегчили труд, это связанно в основном с современными инверторами. Такое современное устройство сделало большой скачок в работе с электросваркой металлов. Из всех электроинструментов самым популярным и часто используемым является сварочный аппарат. Инвертор сегодня работает во многих отраслях, применим как для сварки оконных решеток, сооружения мангалов, так и починки труб водопровода, установки забора на даче и других. С таким сварочным аппаратом можно не просто соединять металл, но и быстро разрезать его, он востребован там, где болгарка не подойдет для резки.
Из всех электроинструментов самым популярным и часто используемым является сварочный аппарат. Инвертор сегодня работает во многих отраслях, применим как для сварки оконных решеток, сооружения мангалов, так и починки труб водопровода, установки забора на даче и других. С таким сварочным аппаратом можно не просто соединять металл, но и быстро разрезать его, он востребован там, где болгарка не подойдет для резки.
Тема в разделе » Обмен опытом «, создана пользователем Сергейб3 , Искать только в заголовках Сообщения пользователя: Имена участников разделяйте запятой. Новее чем: Искать только в этой теме Искать только в этом разделе Отображать результаты в виде тем.
Что такое «форсаж дуги» на сварочном инверторе?
Главная / Техника сварки
Назад
Время на чтение: 2 мин
0
1491
Нынешние инверторы для сварки имеют незначительное сходство с традиционными трансформаторами, широко применяемыми при сваривании в ушедшем столетии.
зготовители сделали все возможное для сокращения размеров и веса прибора для сварки, и сделали его комфортнее в использовании.
С появлением электроники даже малозатратные инверторы были оснащены вспомогательными параметрами, до этих пор недоступными.
Одной из них является форсаж дуги. В данной статье вы узнаете о наличии данной функции на сварочном инверторе и о методе его работы.
- Краткие сведения
- Особенности
- Заключение
Горячий старт (HOT START), Форсаж дуги (ARC FORCE), Антизалипание (ANTI STICK)
Большинство сварочных инверторов для ручной дуговой сварки покрытыми электродами имеют функции (опции):
- Горячий старт (HOT START)
- Форсаж дуги (ARC FORCE)
- Антизалипание (ANTI STICK)
Горячий старт (HOT START)
Обеспечивает легкое возбуждение дуги. Функция сварочного инвертора, обеспечивающая увеличение сварочного тока в момент касания электродом детали (момент поджига дуги). Условно, если установлен сварочный ток 120 А, то в момент поджига дуги происходит кратковременное увеличение сварочного тока на определенную величину от выставленного (120 А +). Функция «Горячий старт» может быть регулируемая и фиксированная, в зависимости от конструкции инвертора. Фиксированная функция может быть включена и отключена, значение увеличения сварочного тока в режиме «включено» предустановлено производителем. Регулируемая функция позволяет плавно регулировать увеличение тока «Горячий старт» ( к установленному).
Условно, если установлен сварочный ток 120 А, то в момент поджига дуги происходит кратковременное увеличение сварочного тока на определенную величину от выставленного (120 А +). Функция «Горячий старт» может быть регулируемая и фиксированная, в зависимости от конструкции инвертора. Фиксированная функция может быть включена и отключена, значение увеличения сварочного тока в режиме «включено» предустановлено производителем. Регулируемая функция позволяет плавно регулировать увеличение тока «Горячий старт» ( к установленному).
Включать опцию «Горячий старт» целесообразно:
- при сварке деталей с остатками ржавчины или краски;
- при использовании не качественных электродов;
- при низком напряжении питающей сети.
Регулируемую функцию «Горячий старт» имеют инверторы: «ТЕРМИТ ВДИ-225ПРОФИ».
Форсаж дуги (ARC FORCE)
Снижает вероятность «залипания» сварочного электрода в процессе сварки, увеличивает проплавление. Функция обеспечивает, на короткой дуге, увеличение сварочного тока на величину, предустановленную производителем или установленную самостоятельно (если конструкция инвертора имеет регулировку функции «форсаж дуги»). Регулировкой «Форсаж дуги» можно изменять параметр «жесткость дуги». Увеличивая параметр, можно получить глубокое проплавление основного металла, повышенное давление дуги, уменьшая параметр — можно добиться более «мягкой дуги», которая обеспечит малое разбрызгивание при мелкокапельном переносе.
Функция обеспечивает, на короткой дуге, увеличение сварочного тока на величину, предустановленную производителем или установленную самостоятельно (если конструкция инвертора имеет регулировку функции «форсаж дуги»). Регулировкой «Форсаж дуги» можно изменять параметр «жесткость дуги». Увеличивая параметр, можно получить глубокое проплавление основного металла, повышенное давление дуги, уменьшая параметр — можно добиться более «мягкой дуги», которая обеспечит малое разбрызгивание при мелкокапельном переносе.
Отключаемую опцию «Форсаж дуги» имеют инверторы: «ТЕРМИТ ВДИ-180ПРО», «ТЕРМИТ ВДИ-200ПРО»
Антизалипание (ANTI STICK)
Снижает вероятность «залипания» электрода на изделии при поджиге дуги. Функция «Антизалипание» обеспечивает автоматическое отключение инвертора, либо максимальное снижение сварочного тока, при залипании электрода в процессе зажигания сварочной дуги. В большинстве источников питания эта функция фиксированная, не подлежит регулировке и отключению.
Источник
Как пользоваться форсажем дуги?
Специалисты рекомендуют использовать данный режим только в тех случаях, когда предстоит работы с тонкими изделиями, так как иначе они окажутся бесполезными. Если аппарат имеет простую функциональную основу, которая не требует регулировки параметров, то перед непосредственным свариванием достаточно включить соответствующий режим. Но данная схема часто не оправдывает себя, так как не может подстроиться под параметры, если происходит сваривание различными типами электродов. Таким образом, если вы хотите разобраться, как правильно регулировать форсаж дуги, стоит понять, что его параметры будут зависеть не только от толщины металла, но и от типа используемых сварочных электродов.
Единицы измерения шкалы на аппаратах с регулируемой функцией могут быть различными. Зачастую это процентное соотношение или условные единицы. Это ни как не влияет на правильность выбора нужного значения в них, поэтому, стоит взять общий вариант шкалы в процентах.
| Показания шкалы, % | Тип применяемых электродов |
| 10-30 | С рутиловым покрытием |
| 50 | С основным покрытием |
| 90-100 | С целлюлозным покрытием |
Как проверить работает или нет форсаж дуги?
Данная функция не привносит каких-либо заметных изменений в сварочном процессе, во внешней его составляющей. Со стороны все выглядит одинаково, что при включенном, что при выключенном форсаже. Для тех, кто встречается с такой функцией в первый раз, очень интересно узнать, работает ли он на их аппарате или нет. Первым методом, который позволяет узнать это сразу, является индикация функции на самом инверторе. Даже если на нем нет шкалы настройки, то все равно должен быть переключатель, который будет показывать включен форсаж на данный момент или нет. Если присутствует шкала, на которой можно выставить требуемый режим, то узнать работает ли функция или нет, становится еще проще.
Регулировка форсажа дуги на инверторе
На данный способ оказывается верным только в том случае, если инвертор работает и все его функции полностью готовы к использованию. В случае же отказа узла, который обеспечивает форсаж, то даже при включенном индикаторе ничего выполняться не будет. Чтобы определить, задействована ли указанная функция на данный момент или нет, требуется определить это опытным путем. Если все установлено правильно и работает, то количество залипаний во время работы станет намного меньше. Для этого можно использовать опытный образец на котором сначала сделать небольшой шов в выключенном режиме форсажа, а затем попробовать включить его. Разница должна быть заметной, в ином случае, либо неправильно выставлены параметры, либо режим не работает.
Что такое форсаж дуги на сварочном инверторе
Работать с тонким металлом на низких токах сложно. Даже опытные сварщики не застрахованы от разрыва дуги, залипания электродов, неровных швов. Когда дело имеешь с аппаратом, оснащенным опцией «Arcforce», таких трудностей не возникает. Скачки напряжения, возникающие при залипании электрода, сглаживаются. По сути, форсаж дуги на инверторе – это стабилизатор силы тока, работающий в автоматическом режиме. Он помогает поддерживать разогрев присадки, облегчает сварку швов, поддерживает дугу в одном режиме. Для начинающих такая опция – находка.
- мгновенно увеличивать силу тока, когда она снижается до критического уровня, возрастает риск короткого замыкания, прикипания электрода,
- уменьшать, когда электродуга мощная, защищать от прожогов тонких деталей,
- обеспечивать стабильную работу.
Как настроить форсаж сварочной дуги
Инверторы с режимом форсаж двух видов: с регулятором Arc force и без него. Для постоянной работы лучше выбирать модели, где есть регулировка. Это профессиональное универсальное оборудование. Пользоваться таким удобнее. Обычно шкала градируется в процентах, реже – в единицах. Нужное значение выбирается опытным путем. Допустим, работая на минимальных токах около 50 ампер, можно поставить увеличите на 30%. Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
Функция «Arc Force»: для чего нужна?
Существует ряд сварочных работ, которые выполняются на малых токах. К ним можно отнести следующие:
- сварка тонколистовой стали;
- провар корня шва при сварке трубопровода и многопроходных сварных соединениях.
В таких случаях требуется повышенное внимание и немалый опыт, поскольку при работе на малом токе часто наблюдаются залипания электрода, а одно неосторожное движение сварщика может стать причиной прожога основного металла.
Именно для таких случаев и была разработана опция «Arc Force», которой оснащено большинство современных инверторных аппаратов.
В некоторых инверторах эта функция встроенная – то есть работает автоматически и не регулируется. Но на профессиональных моделях с более точными настройками сварочных параметров и дополнительного функционала сварщик может самостоятельно включать и настраивать значения опции «Arc Force» (больше или меньше).
Форсаж дуги (Arc force)
Members 854 сообщений
- Город: Пермь
- Имя: Сергей
7-ой разряд
Members 310 сообщений
- Город: Украина
Очевидно имеет место новый маркетинговый термин, типа керамидов цемента в шампуне. Я думаю, что суть — сварка на форсированных режимах (большой ток и высокая скорость), когда дуга за счет высокого давления отттесняет пленку жидкого металла в головную или хвостовую часть сварной ванны. Дно ванны обнажается и глубина проплавления увеличивается. Аналог — сварка погруженной (или полупогруженной) дугой. Преимущества: увеличение проплавления, уменьшение перегрева основного металла и уменьшение разбрызгивания. Остальное, скорее всего рекламная мишура. А может быть действительно узкоспециализированное оборудование, заточенное на работу в форсированном режиме. Скорее всего те же режимы можно осуществить и на другом оборудовании, просто, может быть менее удобно.
Сущность режима
При работе на этом режиме инвертор автоматически управляет рабочими параметрами:
- увеличивает – когда происходит снижение рабочего напряжения до критических значений и возникает опасность залипания;
- уменьшает – при оптимальном расположении стержня над поверхностью сварочной ванны.

На примере сварки тонколистовой стали на токе 50 А с использованием инвертора с возможностью регулировки «форсажа дуги» в большую или меньшую сторону это будет выглядеть следующим образом:
- Если «Arc Force» выключен (регулировочная ручка стоит на «0»), процесс нестабильный, электрод постоянно залипает, сварочный шов не формируется.
- Регулировать режим можно в пределах от 0 до 100 % – при повороте регулировочной ручки до упора в большую сторону (до 100 %) в случае опасности прикипания электрода к поверхности металла рабочий ток увеличивается с 50 до 100 А и уменьшается при стабилизации процесса.
Это минимизирует вероятность залипания и исключает возможность прожога металла.
Источник
Дуговая сварка. Сварка штучным электродом (ММА). Какой сварочный инвертор купить?
Обзор инверторов Профи ARC 200 и Профи ARC 250.
Малогабаритный сварочный инвертор Профи (Rilon) монтажного класса предназначен для ручной дуговой сварки штучным электродом на постоянном токе. Рекомендуется для профессионального применения. Инвертор сварочный Профи (Rilon ) широко применяется для сварки углеродистых, низколегированных и нержавеющих сталей.
Сварочные аппараты предназначены для монтажных работ на объектах различного назначения, ремонтных работ (службы ЖКХ, аварийно-ремонтные бригады), производства сварных металлических изделий (фермы, балки, опоры, колонны, заборы, ограждения, ворота, лестницы, перила), частного хозяйства (гараж, дача).
Рассмотрим на примере два сварочных инвертора Профи ARC 200 и Профи ARC 250. а именно устройство и особенности передней панели этих аппаратов.
Для облегчения настройки сварочного тока передняя панель оснащена цифровым дисплеем, на котором при вращении потенциометра сварочного тока отображается величина сварочного тока. Вокруг потенциометра сварочного тока нанесена шкала с обозначением диаметров электрода. Для начинающих это существенно облегчит настройку сварочного тока под выбранный диаметр электрода. Самостоятельно выбрать электроды сварочные поможет статья Как выбрать электрод для сварки ММА .
Для облегчения рабочего процесса и улучшения качества сварки аппараты имеют вспомогательные функции:
Функция HOT START (горячий старт )
Для обеспечения лучшего поджига дуги в начале сварки, инвертор, оснащенный функцией HOT START , производит автоматическое кратковременное повышение сварочного тока. Это позволяет значительно облегчить начало сварочного процесса.
Функция ARC FORCE (форсирование дуги)
Регулируется потенциометром Форсаж дуги . В процессе сварки происходит отделение капли металла от электрода, что резко сокращает длину дуги, и электрод может привариться к изделию (залипнуть). Инвертор, оснащённый функцией ARC FORCE , производит форсирование дуги, автоматически увеличивая величину сварочного тока на очень короткий промежуток времени, что снижает вероятность залипания электрода в процессе производства работ. Регулировка форсирования дуги позволяет изменять такой параметр, как жёсткость дуги . Этим можно добиться либо более мягкой дуги , которая обеспечит малое разбрызгивание при мелкокапельном переносе, либо, увеличив параметр форсирования, получить глубокое проплавление сварного шва ( жесткая дуга ).
Этим можно добиться либо более мягкой дуги , которая обеспечит малое разбрызгивание при мелкокапельном переносе, либо, увеличив параметр форсирования, получить глубокое проплавление сварного шва ( жесткая дуга ).
Форсаж сварочной дуги. Что это такое и как его использовать
Форсаж сварочной дуги — помощник новичкам
На некоторых сварочных аппаратах можно увидеть надпись на панели управления «Arcforce», что означает «форсаж сварочной дуги«, и находящийся рядом регулятор. На русском языке это означает форсирование. Эта функция в инверторах отвечает за предупреждение прилипания электрода к свариваемой поверхности. Для этого устройство, в нужные моменты, автоматически добавляет необходимую силу тока, которая компенсирует рабочее напряжение, независимо от установленного количества Ампер перед началом сварки. Где эта функция применима и насколько полезна?
Для чего нужен форсаж сварочной дуги?
Использование данного режима необходимо для создания максимально простых условий получения соединения, чтобы обеспечить высокое качество шва. Аппараты с наличием этой функции можно уже отнести к профессиональным. Они обладают заметно более высокой стоимостью и подходят для широкого спектра работ. Если к проводимому соединению выдвигаются высокие стандарты качества, то его стоит сваривать именно при такой дополнительной функции. Даже новичок сможет справиться со сваркой тонких изделий без постоянного залипания, с которым сталкиваются даже опытные сварщики. Именно по этой причине, если возникает вопрос какой лучше выбрать сварочный аппарат инвертор, стоит обратить внимание на такие варианты. На рынке встречаются самые различные варианты. Официально форсаж сварочной дуги обозначается Arcforce. При наличии данной надписи на корпусе под определенными датчиками или регуляторами, а также при указании в маркировке модели, можно быть уверенным, что это именно то, что нужно.
Аппараты с наличием этой функции можно уже отнести к профессиональным. Они обладают заметно более высокой стоимостью и подходят для широкого спектра работ. Если к проводимому соединению выдвигаются высокие стандарты качества, то его стоит сваривать именно при такой дополнительной функции. Даже новичок сможет справиться со сваркой тонких изделий без постоянного залипания, с которым сталкиваются даже опытные сварщики. Именно по этой причине, если возникает вопрос какой лучше выбрать сварочный аппарат инвертор, стоит обратить внимание на такие варианты. На рынке встречаются самые различные варианты. Официально форсаж сварочной дуги обозначается Arcforce. При наличии данной надписи на корпусе под определенными датчиками или регуляторами, а также при указании в маркировке модели, можно быть уверенным, что это именно то, что нужно.
Стоит сразу отметить, что это режим не для постоянного использования. Он преимущественно нужен при тонких работах, тем более что его настройки как раз на это и рассчитаны. Если модель аппарата рассчитана на регулировку параметров, то возможности техники возрастают и она может применяться в большем количестве случаев. Но это влечет за собой и повышение стоимости сварочного аппарата. Техника с нерегулируемым режимом появилась раньше. Она является более простой в использовании и, соответственно, стоит дешевле.
Если модель аппарата рассчитана на регулировку параметров, то возможности техники возрастают и она может применяться в большем количестве случаев. Но это влечет за собой и повышение стоимости сварочного аппарата. Техника с нерегулируемым режимом появилась раньше. Она является более простой в использовании и, соответственно, стоит дешевле.
Что такое форсаж дуги на сварочном инверторе?
Время чтения: 4 минуты
Современные сварочные инверторы уже мало чем похожи на классические трансформаторы, широко используемые для сварки в прошлом веке. Производители сделали все, чтобы уменьшить габариты и вес сварочного аппарата, и сделать его удобнее в применении. С развитием электроники даже бюджетные инверторы удалось снабдить рядом дополнительных функций, ранее недоступных.
Одна из таких функций — форсаж дуги. В этой статье мы подробно расскажем, что такое форсаж дуги на сварочном инверторе, каков принцип работы этой функции, и зачем она вообще нужна домашнему сварщику или новичку.
Что такое форсаж дуги при сварке электродами
Иногда при проведении сварочного процесса, особенно если его производит малоопытный сварщик, происходит «прилипание» электрода к изделию. Так как происходит случайное отделение от него капли металла. В результате чего резко сокращается длина рабочей дуги, провоцирующее прерывание процесса сварки. Чтобы по максиму исключить такую ситуацию, многие производители сварочного оборудования свои аппараты оснастили функцией «Arc force».
Что это такое – форсаж дуги
Когда капля металла случайно отделится от электрода, вызывая его «прилипание» к свариваемому изделию, сварочный агрегат на очень короткий отрезок времени автоматически увеличивает величину рабочего тока. Как бы производиться форсирование дуги, снижающее в процессе проведения сварочной работы вероятность «залипания» электрода.
Такая автоматическая регулировка «форсирования рабочей дуги» предоставляет возможность изменять один из ее параметров – «жесткость». В результате устанавливается более «мягкая» дуга, обеспечивающая минимальное разбрызгивание во время мелкокапельного переноса.
Другой вариант форсирование рабочего режима – обеспечивается проплавление шва свариваемого стыка на большую глубину.
Особенности процесса «форсажа»
Если во время сварочного процесса по какой-то причине рабочая дуга полностью гаснет либо «рвется», то сварочный аппарат автоматически увеличивает сварочный ток. Например, вы производите сварку при 150 Амперах. Вдруг дуга резко обрывается. В этот момент сварочный инвертор накидывает, к установленному рабочему току, еще дополнительно определенное количество ампер. Таким образом, он старается сохранить рабочее состояние сварочной дуги.
Эта функция чем-то напоминает «горячий старт». Только разница в том, что рабочий ток увеличивается не при касании электродом свариваемой металлической поверхности, а в случае вероятности обрыва рабочей дуги, вызванный его «залипанием».
В большинстве сварочных аппаратов, особенно отечественного производства, включение функции «форсаж» обеспечивается в автоматическом режиме.
Применение режима «Arc force»
Наибольшую пользу этой функции ощущают сварщики во время жесткого соединения труб с использованием электродов с основным технологическим покрытием. В основном такой процесс осуществляется с применением короткой дуги. В результате электрод практически «входит» в свариваемый металл.
В основном такой процесс осуществляется с применением короткой дуги. В результате электрод практически «входит» в свариваемый металл.
А если наступает момент накладывания потолочного шва, то в этом положении часто начинается «залипание» электрода. И успешно продолжить сварочный процесс эффективно помогает режим «форсаж».
Как варить медь электродами комсомолец-100 Электроды АНЖР Постоянные и переменные электроды
Общая информация
Все, кто проходил обучение сварочному делу, знают, что одна из главных проблем новичка — трудности в горении дуги. Мы даже скажем больше: периодически дуга может гореть нестабильно даже у опытного мастера. Связано это с множеством факторов: от физического самочувствия самого сварщика до неправильно подобранного режима сварки.
Но у новичков причина проблемы обычно всегда одна: использование минимальной силы тока. Начинающие сварщики устанавливают невысокое значение сварочного тока, чтобы избежать прожогов. Но из-за этого не удается нормально поджечь дугу и стабильно держать ее на протяжении всей сварки.
Особенности
Итак, функция форсажа стабилизирует горение дуги, упрощает и ускоряет работу. Раньше эта функция встречалась только в инверторах профессионального уровня. Но в последнее время технология стала доступнее и производители стали внедрять форсаж дуги даже в недорогие модели. Благодаря такому нововведению относительно бюджетный инвертор можно использовать для серьезных работ.
Но учтите, что форсаж дуги в профессиональном аппарате работает намного лучше и выдает более качественный результат. Поэтому, если вы планируете выполнять особо ответственные работы, то на инверторе лучше не экономить. Обычно в документах на инвертор эта функция называется «Arc Force». Также эту надпись можно встретить на корпусе самого аппарата.
Форсаж дуги способен настолько упростить работу, что даже начинающий сварщик сможет выполнить сварку на достойном уровне. Даже при недостатке опыта можно сварить детали из тонкого металла, без дефектов и залипаний электродов. А ведь эти проблемы часто встречаются и у профессионалов, полагающихся только на свои силы, и не использующих современные функции в аппарате.
Помните, что функция форсажа дуги — это не панацея от всех бед. Чтобы добиться хорошего качества швов вам необходимо обладать хотя бы базовыми навыками сварки. Никакие дополнительные функции вам не помогут, если вы не умеете поджигать дугу, вести шов и выполнять работу быстро.
Также учитывайте, что функция форсажа дуги раскрывает себя в полной мере только при работе с деталями из тонкого металла. У некоторых моделей есть возможно отрегулировать параметры функции. Тогда, конечно, можно варить металлы разной толщины. Но такая возможно представлена только в дорогих профессиональных аппаратах. В большинстве моделей есть просто кнопка вкл/выкл, с заданными параметрами. Поэтому не включайте форсаж дуги просто так. Неумелое использовании этой функции может навредить качеству швов.
Что такое горячий старт в сварке? Цель сварки горячим пуском?
Сварка – это не только должностная инструкция, но и вид искусства. «Горячий старт» в сварке может привести к самой красивой и эффективной сварке в отрасли, поэтому важно понимать, что это такое.
Итак, что такое «горячий старт» в сварке? Горячий старт — это функция ручной дуговой сварки металлическим электродом, которая выделяет большой ток при возгорании дуги.
Чтобы понять советы и приемы сварки, необходимо как можно больше узнать о различных функциях и машинах, помимо горячего старта. Изучение специфики необходимо для понимания того, почему сварка с «горячим стартом» так эффективна. Читайте дальше, чтобы узнать больше о том, что такое горячий старт и почему он так полезен в торговле.
Содержание
Почему важен горячий пуск
Сварка горячим пуском увеличивает ток на сварочном аппарате, чтобы увеличить время, необходимое в начале сварки для «плохого проплавления».
Хотя это звучит немного запутанно, все это связано со сплавлением электродов. Проще говоря, функция «горячий пуск» позволяет металлам легче сплавляться в самом начале сварки, чтобы он продолжал хорошо . Эта функция присутствует в ручной дуговой сварке (MMA) и значительно упрощает начинающим сварщикам проверку своих навыков и получение лучшего результата.
Эта функция присутствует в ручной дуговой сварке (MMA) и значительно упрощает начинающим сварщикам проверку своих навыков и получение лучшего результата.
С более научной точки зрения, горячий старт важен, потому что он увеличивает пусковые электроды, особенно в сложных условиях. Некоторые из них включают дефекты материала или даже влажные электроды.
Проще говоря, «горячий старт» позволяет проводить сварку в неблагоприятных (или далеко не идеальных) условиях. Это чрезвычайно полезно при следующих работах:
- на открытом воздухе
- могут иметь разные погодные условия, даже внутри помещений.
Если возникнет вопрос о том, использовать ли электродуговой сварочный аппарат, он должен основываться на условиях, в которых вы будете работать.
С этой функцией сварка становится намного проще и чище во время работы. Хотя кажется, что любой может просто овладеть этим навыком, использование сварочного аппарата MMA по-прежнему требует практики и обучения.
Что на самом деле делает ГОРЯЧИЙ СТАРТ? >> Посмотрите видео ниже
Что такое ручная дуговая сварка металлическим электродом?
Ручная дуговая сварка металлическим электродом, или MMA, также может называться «палочной» сваркой. Для использования этого типа сварочного аппарата по-прежнему требуются навыки, даже несмотря на то, что «горячий старт» активируется в начале сварки, чтобы облегчить его. Обычно ее называют «дуговой сваркой защищенным металлом».
При сварке электродом важно обратить внимание на несколько моментов:
- Он использует другой источник питания, чем обычные сварщики
- . современному сварщику, так как даже самый опытный может время от времени ошибаться и задевать электрод. Эта ошибка никогда не бывает хорошей, и ее следует избегать любой ценой.
При использовании сварочного аппарата следует избегать резких углов, а вместо этого направлять его вниз, в материал. При использовании крайних углов легче ударить по электроду или толкнуть его.
Что такое сварка STICK? (SMAW) >> Посмотрите видео ниже
На каких металлах вы используете горячий старт?
Самое важное, на что следует обратить внимание, это то, на каких конкретных металлах можно использовать горячий пуск. Благодаря адаптируемости машины нет определенного металла, для сварки которого нельзя использовать горячий старт.
Однако эта функция используется при «сварке электродом», которая используется только для определенных сварных швов.
К ним относятся работы с железом и сталью просто из-за количества электродов на поверхности металла.Горячий пуск можно использовать в самых различных средах, и он чрезвычайно полезен в далеко не идеальных условиях, например, в ветреный день. При такой приспособляемости металлы, вне зависимости от условий, будут хорошо свариваться благодаря электродному зажиганию машины.
Связанное чтение: Безопасно ли сваривать на ветру? Максимальная скорость ветра
Адаптивный горячий пуск
Адаптивный горячий пуск — это особая настройка, используемая исключительно в технологии Miller. Эта функция увеличивает силу тока на выходе, если это необходимо сварщику.
Вот некоторые машины с адаптивным горячим стартом:
- 12VX Extreme Duty
- EXtreme 360 MAP 5
Miller DX0006
- Miller Syncrowave 350 LX
- Miller XMT 350 МПа
 Эта ошибка никогда не бывает хорошей, и ее следует избегать любой ценой.
Эта ошибка никогда не бывает хорошей, и ее следует избегать любой ценой. К ним относятся работы с железом и сталью просто из-за количества электродов на поверхности металла.
К ним относятся работы с железом и сталью просто из-за количества электродов на поверхности металла. С помощью этой функции сварщик автоматически изменит настройки зажигания аппарата и адаптируется к условиям, в которых происходит сварка. Это обеспечивает очень легкое начало сварки.
Это обеспечивает очень легкое начало сварки.
Облегчение зажигания электрической дуги — это именно то, что делает адаптируемый горячий пуск, чтобы обеспечить более безопасную сварку, поэтому, если вас беспокоит мощность сварочного аппарата, эта функция избавит вас от беспокойства.
Кроме того, благодаря автоматической адаптивной функции горячего пуска снижается вероятность образования узла в начале сварного шва. Чистый сварной шов имеет ключевое значение, особенно в начале, поэтому полезно использовать адаптируемый горячий старт.
Нужна ли вам сертификация для использования горячего старта?
Как и при любой сварке, да, вы должны быть сертифицированы для использования горячего старта. На все сварочные работы требуется сертификация, т.к. работа с мощным аппаратом без соответствующей подготовки крайне опасна.
Для сертификации требуется как письменный, так и исполнительский тест. Практика важна в обеих областях, поэтому убедитесь, что вы точно знаете, что делаете, прежде чем планировать сертификационный тест.
Однако получить сертификат сварщика можно как со школой, так и без нее. Но для большинства программ поступление в ремесленное училище или общественный колледж может обеспечить необходимую подготовку.
Не посещая школу, вы должны пройти тест, чтобы получить сертификат, поэтому самостоятельная подготовка и практика со сварщиком будут иметь важное значение в этой ситуации. Помните, что сварка может быть опасной, поэтому при работе с оборудованием принимайте необходимые меры предосторожности.
Связанное чтение: Как стать сертифицированным сварщиком в Калифорнии? – Все факты
Уход за аппаратом для ручной дуговой сварки металлическим электродом с функцией горячего старта
Как и в отношении любого используемого вами инструмента, вы должны соблюдать меры по уходу за аппаратом для ручной дуговой сварки металлическим электродом. Кроме того, использование этих инструментов с осторожностью является обязательным. Без мер безопасности многое может пойти не так, даже если в инструмент встроены меры предосторожности.
Для источника питания вам понадобится трансформатор из-за высокого напряжения. Поддерживает дугу для правильной работы сварочного аппарата. Кроме того, для надлежащего использования инструмента должен быть переменный ток и постоянный ток.
Держатели электродов и кабели должны иметь хорошие электрические соединения. Без этого существует вероятность перегрева держателей и кабелей, что может привести к серьезной угрозе безопасности и повреждению.
Также необходима защитная одежда для сварщика. Без соответствующей одежды оператор может серьезно пострадать. Во избежание травм следует постоянно использовать щитки для головы и рук. Наряду с одеждой следует надевать кожаные перчатки и фартуки для защиты от искр, возникающих при работе со сварщиком.
Связанная статья: Средства индивидуальной защиты для сварщиков – СИЗ | Перечень и требования
Без защитного снаряжения возможны травмы. Соблюдение надлежащих мер предосторожности является обязательным при работе с такой машиной, как ручной электродуговой сварочный аппарат.
Дополнительно при сварке будет дымоудаление. Во избежание травм или опасных условий при работе с ручной дуговой сваркой металлическим электродом необходимо использовать надлежащую вентиляцию.
Связанное чтение: Следует ли фильтровать сварочные дымы? Риски и способы их снижения
В целом, обеспечение баланса электродов при использовании горячего старта является наиболее важной мерой предосторожности при использовании этого инструмента, поэтому никогда не экономьте на проверке, все ли в порядке.
Холодный, теплый и горячий старт в AWS Lambda | Даниэль Манчев
Технология идет. Мы видели, как многие бренды становились все более и более успешными благодаря микросервисной архитектуре и множеству новых подходов, ведущих к развитию и улучшению инфраструктуры.
Пришло время смотреть вперед и смотреть за пределы имеющегося у нас технологического ландшафта. Пришло время подготовиться к еще более сильному отделению и реинжинирингу нашего программного обеспечения — бессерверной концепции .
Lambda — это пример Amazon того, как должны работать бессерверные вычисления. В общем, Lambda — это сервис FaaS (функция как сервис) в ландшафте AWS. Это супер-пупер дешево, благодаря своей природе бессерверного вычислительного ресурса.
Если вы знакомы с Docker или контейнерами Linux, вам не составит труда представить себе пул уже созданных контейнеров с некоторыми предопределенными средами выполнения (каждый контейнер имеет ровно одну среду выполнения, поэтому у нас есть несколько разных контейнеров для разных сред выполнения в этом пуле).
Когда вы развертываете код своих функций, он переходит на S3 (хранилище объектов, используемое и предоставляемое вам AWS).
Когда вы вызываете функцию в первый раз, Lambda возьмет пустой контейнер с соответствующей средой выполнения и обернет функцию, уже извлеченную из S3. Наконец, выполнение кода продолжается, и вы собираетесь получить желаемый результат функции.
Но что будет дальше? Lambda будет поддерживать работу этого загруженного контейнера в течение некоторого времени, поэтому любой дальнейший запрос будет обрабатываться и выполняться этим запущенным контейнером. Именно так AWS повторно использует своих контейнеров. Такой подход приводит к большей эффективности инфраструктуры поставщика, значительному снижению затрат для вас и быстрому отклику. Звучит как беспроигрышный вариант, да?
Как вы могли догадаться, при первом вызове функции требуется немного больше времени для выполнения и ответа. Любая последующая итерация с той же функцией будет намного быстрее, чем первая. Поэтому мы называем самую первую итерацию с функцией « холодный пуск ». Любой дальнейший запрос будет обрабатываться уже обернутой функцией внутри работающего контейнера, поэтому функция будет иметь «горячий запуск ». И вы можете увидеть разницу ниже:
Реальное влияние не так велико, как показано на рисунке — разница между теплым и горячим (измеренным во времени) гораздо меньше, но все же важно понимать, как мог «холодный старт» влияют на производительность вашего бессерверного программного обеспечения.
Есть еще несколько факторов, от которых зависит «холодный пуск»:
- среда выполнения — каждая среда выполнения имеет свою собственную спецификацию, но это может существенно повлиять на скорость вашей лямбды. Например, самый быстрый «холодный старт» наблюдается в среде Python, в то время как Java требует немного больше времени для своего «холодного старта».
- ограничение памяти — когда вы определяете свою функцию в AWS Lambda, вы можете выбрать ограничение памяти для вашей функции. Сам лимит не имеет прямого влияния на ваш «холодный старт», но имейте в виду, что ресурсы связаны пропорционально, поэтому чем выше лимит памяти, тем лучше ЦП и аппаратная инфраструктура вашего контейнера.
- код — и конечно же — не забудьте свой код. Есть много способов оптимизировать архитектуру кода, зависимости, отложенную загрузку и т. д., которые могут значительно улучшить ваш «холодный запуск».

Во всех подобных туториалах и статьях будет сказано, что « первый запрос вызовет холодный старт, а каждый следующий будет входить в теплый старт ». Даже я так написал. Но в реальном мире есть что-то под названием « concurrency », что приводит к совершенно новому событию, называемому « масштабирование ».
В зависимости от вашего трафика и нагрузки может потребоваться масштабирование функции. Это включает в себя больше контейнеров и приводит к созданию и обслуживанию значительно большего количества контейнеров для одной функции. Горькая правда заключается в том, что в случае трафика с более высоким параллелизмом у вас будет гораздо больше, чем просто «холодный старт». И эта куча «холодных запусков» может происходить каждый раз, когда вашей функции необходимо увеличить масштаб.
В нашей команде мы наблюдаем такое поведение в основном в программах для электронной коммерции, где скачки трафика могут быть довольно большими. И именно по этой причине мы тратим так много усилий на мониторинг (используя такие сервисы, как CloudWatch или соответствующие сервисы, предоставляемые другими поставщиками облачных услуг) и Machine Learning , чтобы предсказать эти всплески и рассчитать потенциальную нагрузку функции.
И именно по этой причине мы тратим так много усилий на мониторинг (используя такие сервисы, как CloudWatch или соответствующие сервисы, предоставляемые другими поставщиками облачных услуг) и Machine Learning , чтобы предсказать эти всплески и рассчитать потенциальную нагрузку функции.
Итак, если мы хотим определить функцию, о которой можно сказать, что она имеет « горячий старт », это должно быть:
Функция с горячим стартом имеет возможность прогнозировать необходимость масштабирования, масштабируется заранее и не зависит от естественного масштабирования инфраструктурой.
Существует множество способов принудительного масштабирования такой функции заранее. В fedecloud.io мы используем наш собственный улучшенный сервис, но в основном вы можете создать такой сервис поверх событий CloudWatch (аналогично crontab) и обслуживающей функции Lambda , которая вызывает ваши функции с нужными concurrency и фиктивное « pings » для имитации ожидаемой потенциальной нагрузки.
Спасибо, что прочитали мою самую первую статью на Medium. Я буду очень признателен за каждый хлопок, а также за любые комментарии и предложения, чтобы сделать мои следующие статьи еще более захватывающими.
Функции запуска и остановки
Функции запуска и остановки
Зажигание с сенсорным управлением
Зажигание с сенсорным управлением обеспечивает минимальное разбрызгивание и стабилизирует дугу сразу после зажигания.
Чтобы включить или выключить Touch Sense Ignition с помощью Control Pad, выберите Настройки > Логика запуска и остановки > Touch Sense Ignition .
Upslope
Функция UpSlope постепенно увеличивает мощность сварки/скорость подачи проволоки до желаемого уровня. Пользователь включает/отключает функцию и устанавливает начальное значение мощности на подъеме / скорости подачи проволоки.
Чтобы настроить Upslope с помощью Control Pad, перейдите к Настройки > Логика пуска и останова > Нарастание . При выборе ON на экране появляются варианты настройки Time и Level .
При выборе ON на экране появляются варианты настройки Time и Level .
Горячий пуск
При использовании функции горячего старта сварка начинается со значениями параметров, которые отличаются от значений, используемых для остальной части сварочного задания. Значения функции горячего старта автоматически устанавливаются на нормальные значения сварки по истечении заданного периода времени. Функционал можно использовать, например, при сварке толстых материалов, где использование дополнительной мощности (тепла) в начале помогает обеспечить высокое качество сварного шва.
Когда используется логика триггера 2T, горячий старт продолжается в течение предопределенного периода времени.
Рисунок: Горячий старт 2T
1. | Триггер нажат. |
| 2. | Триггер срабатывает. |
Когда используется логика триггера 4T или WP Switch, горячий старт запускается при нажатии триггера и продолжается до тех пор, пока триггер не будет отпущен.
Рисунок: Переключатель 4T/WP Горячий старт
1. | Триггер нажат. |
| 2. | Триггер срабатывает. |
| 3. | Триггер нажат. |
| 4. | Триггер отпущен. |
Для настройки горячего старта с помощью Control Pad выберите Настройки > Логика запуска и остановки > Горячий старт . При выборе ON на экране появляются варианты настройки Time и Level . По умолчанию для горячего старта установлено значение ВЫКЛ.
Заполнение кратера
При сварке с большой мощностью в конце сварного шва обычно образуется кратер. Функция заполнения кратера постепенно снижает мощность сварки/скорость подачи проволоки в конце сварочного задания, чтобы можно было заполнить кратер, используя более низкий уровень мощности.
Когда используется логика триггера 2T, отпускание триггера запускает последовательность заполнения кратера.
Рисунок: 2T Засыпка кратера
| 1. | Триггер нажат. |
| 2. | Триггер срабатывает. |
При использовании переключателя 4T или WP нажатие триггера во время сварки (в случае переключателя WP нажатие > 0,5 с) запускает последовательность заполнения кратера. Система остается на конечном уровне заполнения кратера до тех пор, пока не будет отпущен триггер. Отпускание триггера немедленно завершает последовательность заполнения кратера.
Система остается на конечном уровне заполнения кратера до тех пор, пока не будет отпущен триггер. Отпускание триггера немедленно завершает последовательность заполнения кратера.
Рис. Заполнение кратера переключателя 4T/WP
| 1. | Триггер нажат. |
| 2. |
 </b> «> Триггер срабатывает.
</b> «> Триггер срабатывает.| 3. | Триггер нажат. |
| 4. | Триггер отпущен. |
Чтобы настроить параметры Creater Fill, с помощью Control Pad выберите Settings > Start and Stop Logic > Crater fill . Когда вы выбираете ON , на экране появляются опции для настройки Time , Start Level и End level .
Когда вы выбираете ON , на экране появляются опции для настройки Time , Start Level и End level .
| • | Время: для 2T определяет период времени, который занимает последовательность заполнения кратера. Для 4T/WP Switch это определяет период времени, который требуется для перехода от начального уровня к конечному уровню. |
| • | Начальный уровень: уровень, на котором запускается Кратерная засыпка. |
| • | Уровень остановки: уровень, на котором завершено заполнение кратера. |
Когда используется 4T-таймер , нажатие триггера (в случае WP Switch > 0,5 с) запускает последовательность заполнения кратера, и эта последовательность длится не менее периода времени, определенного для 4T-таймера. , даже если триггер будет отпущен до истечения этого времени.
Pregas
Функция Pregas обеспечивает защиту заготовки защитным газом в момент зажигания дуги, чтобы расплавленный металл не соприкасался с воздухом. Это важно для материалов, требующих хорошей газовой защиты, таких как нержавеющая сталь, алюминий и титан.
Это важно для материалов, требующих хорошей газовой защиты, таких как нержавеющая сталь, алюминий и титан.
Когда используется логика триггера 2T, Pregas длится в течение определенного периода времени. Когда используется логика триггера 4T или WP Switch, Pregas длится до тех пор, пока триггер не будет отпущен.
Чтобы настроить время предварительной подачи газа, в Control Pad выберите Настройки > Логика запуска и остановки > Время предварительной подачи газа .
Постгаз
Функции постгаза обеспечивают защиту заготовки газом после выключения дуги, чтобы расплавленный металл не вступал в контакт с воздухом. Заготовка защищена защитным газом до тех пор, пока она не остынет в достаточной степени. Это особенно полезно при работе с материалами, требующими отличной газовой защиты, такими как нержавеющая сталь и титан.
Когда используется логика триггера 2T, постгаз продолжается в течение предопределенного периода времени.