Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
А именно:
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест».
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
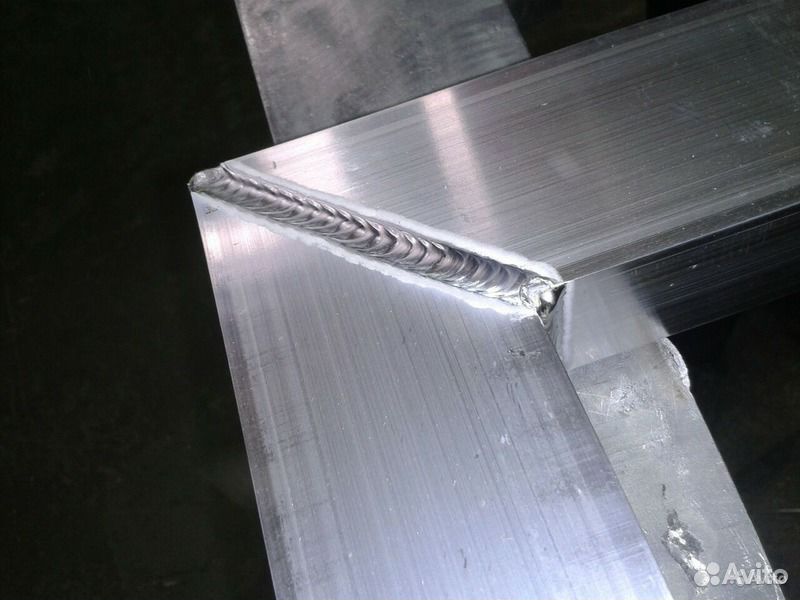
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 58, Средняя: 3
Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.

Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.

Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 58, Средняя: 3
Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.

Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 58, Средняя: 3
Сварка алюминия с железом, нержавеющей сталью и медью
Екатерина
Довольно часто на стройках, промышленных предприятиях, в быту необходима сварка алюминия. Технология сварки алюминия и его сплавов гораздо сложнее технологии соединения иных цветных металлов, поэтому стоит заранее внимательно изучить все возможные способы соединения. Многих интересует, какие существуют методы сварки алюминия, в чем заключаются особенности сварки алюминия и его сплавов, как проходит подготовка алюминия к сварке, что представляет собой сварка алюминия в домашних условиях. С ответами на подобные вопросы, а также полезными рекомендациями вы можете ознакомиться в этой статье.
Технология сварки алюминия и его сплавов гораздо сложнее технологии соединения иных цветных металлов, поэтому стоит заранее внимательно изучить все возможные способы соединения. Многих интересует, какие существуют методы сварки алюминия, в чем заключаются особенности сварки алюминия и его сплавов, как проходит подготовка алюминия к сварке, что представляет собой сварка алюминия в домашних условиях. С ответами на подобные вопросы, а также полезными рекомендациями вы можете ознакомиться в этой статье.
Содержание статьи
- Где применяется алюминий
- Подготавливаем металл к свариванию
- Особенности сваривания алюминия
- Технология сварки
- Соединение алюминия и железа
- Как сварить алюминий и нержавеющую сталь
- Сварка алюминия и меди
Где применяется алюминий
Благодаря хорошей электро- и теплопроводности этот металл популярен при изготовлении электротехники и теплового оборудования. Так как алюминий мало подвержен коррозии, то алюминиевые конструкции просто незаменимы в строительстве. Используют этот металл и в пищевой промышленности – в качестве посуды, столовых приборов, упаковки, фольги для запекания.
Используют этот металл и в пищевой промышленности – в качестве посуды, столовых приборов, упаковки, фольги для запекания.
Наиболее широко алюминий и его сплавы представлены в авиа- и судостроении. Поскольку этот металл довольно легкий, из него изготавливают корпусы транспортных средств, надстройки на палубу и прочие детали. Алюминий быстро возгорается, и его активно используют для производства взрывчатых веществ. Также металл входит в состав твердого топлива для ракет. Кроме того, из него изготавливают архитектурные элементы, скульптуры, барельефы; фурнитуру для одежды и мебели; корпусы для всевозможной техники; и многое другое.
Подготавливаем металл к свариванию
Подготовка алюминия к сварке состоит из ряда манипуляций. Среди них:
- Тщательная очистка. Перед тем как приварить алюминий к любому металлу, все поверхности следует отчистить от масляных и жирных пятен, пыли. Это можно сделать с помощью растворителей.
- Обработка кромок. Алюминий в листах толщиной до 1, 5 мм проходит отбортовку торцов. В деталях толщиной более 20 мм, свариваемых электродами, выполняют разделку кромок. Если сварка производится неплавящимся электродом или присадочной проволокой, а толщина детали превышает 4 мм, также проводят разделку кромок.
- Удаление оксидной пленки. Перед сваркой алюминия в домашних условиях газовой горелкой кромки обрабатывают бензином либо каустической содой. Последнюю обязательно смывают водой. Ликвидировать пленку также можно напильником или стальной щеткой.
- Проверка целостности металла. Для этого его поверхность обрабатывают проникающим составом, который позволяет выявить дефекты и место, подходящее для того, чтобы сформировать шов.
 В деталях толщиной более 20 мм, свариваемых электродами, выполняют разделку кромок. Если сварка производится неплавящимся электродом или присадочной проволокой, а толщина детали превышает 4 мм, также проводят разделку кромок.
В деталях толщиной более 20 мм, свариваемых электродами, выполняют разделку кромок. Если сварка производится неплавящимся электродом или присадочной проволокой, а толщина детали превышает 4 мм, также проводят разделку кромок.Особенности сваривания алюминия
Сварка алюминия в домашних условиях должна начинаться с подробного изучения свойств материала. Без этого металла не обойтись во многих сферах жизни, однако сварка и пайка сопряжены с некоторыми трудностями.Чтобы соединение было прочным и прослужило не одно десятилетие, нужно обратить внимание на особенности сварки алюминия и его сплавов.
- Окисная пленка, которая находится на металле, плавится при температуре 20440 градусов по Цельсию. Сам же металл плавится при 660 градусах по Цельсию. Эта пленка не позволяет получить качественный шов, поэтому сварочные работы по алюминию должны происходить в среде защитных газов.
- Довольно трудно формировать сварные ванны, поскольку металл имеет высокую текучесть. Для облегчения работы стоит использовать подкладки, отводящие тепло.
- Кремний и водород, содержащиеся в алюминии, ухудшают качество шва: при малейшем нарушении технологии могут возникнуть такие дефекты, как поры и трещины.
- Сваривание алюминия газовой горелкой должно проводиться при высоких значениях тока, поскольку он имеет высокую теплопроводность.
- Сварка алюминиевых сплавов сложна тем, что не всегда удается точно определить их марку и выбрать соответствующий режим.
- При застывании металл усаживается, что ведет к деформации деталей.
Чтобы разрушить прочную оксидную пленку, сварка алюминия постоянным током должна проводиться на обратной полярности. Только в этом случае можно достичь катодного распыления, необходимого для уничтожения тугоплавкой пленки.
Только в этом случае можно достичь катодного распыления, необходимого для уничтожения тугоплавкой пленки.
Автоматическая сварка алюминия при помощи плазмы позволяет добиться более качественных результатов, которые не может гарантировать сваривание алюминия газовой горелкой. Присадка в этом случае производится проволокой, а дуга образована ионизированным газом. С помощью плазматрона возможна как сварка алюминия дома,так и соединение алюминиевых поверхностей на СТО, в монтажном цехе, на строительной площадке и т.д. Технология сварки алюминиевых сплавов плазмой позволяет присоединять к алюминию тонкие детали (не толще 0,2 – 1,5 мм), при этом вероятность прожога шва минимальна.
Технология сварки
Сварку алюминиевых конструкций можно проводить разными способами:
- При помощи вольфрамовых электродов в среде инертных газов;
- Полуавтоматической сваркой в инертных газах;
- С помощью покрытых плавящихся электродов;
- Методом контактной сварки.
Для сваривания ответственных участков используют аргонодуговой способ. Технология сварки алюминия и его сплавов при помощи тугоплавких вольфрамовых электродов предполагает, что присадочная проволока будет перемещаться только вдоль шва, перед электродом. Длина дуги должна быть минимальной, а подача проволоки — плавной. Для сварки по алюминию следует использовать максимальную скорость, иначе соединение будет иметь дефекты. Как правило, сваривают во всех положениях. Масса аргона гораздо больше, чем у воздуха, поэтому лучшее качество шва будет у горизонтальных соединений. Для сварки алюминия в потолочном и вертикальном положениях лучше смешать аргон с гелием.
Технология сварки алюминия и его сплавов при помощи тугоплавких вольфрамовых электродов предполагает, что присадочная проволока будет перемещаться только вдоль шва, перед электродом. Длина дуги должна быть минимальной, а подача проволоки — плавной. Для сварки по алюминию следует использовать максимальную скорость, иначе соединение будет иметь дефекты. Как правило, сваривают во всех положениях. Масса аргона гораздо больше, чем у воздуха, поэтому лучшее качество шва будет у горизонтальных соединений. Для сварки алюминия в потолочном и вертикальном положениях лучше смешать аргон с гелием.
Обычно сварка алюминиевых радиаторов и других конструкций проходит с помощью полуавтомата тогда, когда они толще 3-х мм. Для сварки алюминия полуавтоматом используется алюминиевая проволока. Она подается в автоматическом режиме, а газовая горелка перемещается вручную. Инертный газ, поступающий во время работы, служит для защиты алюминиевых деталей от окисления. Режимы сварки алюминия подбираются в зависимости от толщины деталей и электродов, а также силы тока. Перед тем, как сварить алюминий, убедитесь, что ток — обратной полярности, наконечник имеет диаметр больший, чем проволока, а подающий проволоку механизм снабжен четырьмя роликами. Такие меры обеспечат целостность оксидной пленки и нормальный вылет проволоки из сопла, без излишнего трения и сминания.
Перед тем, как сварить алюминий, убедитесь, что ток — обратной полярности, наконечник имеет диаметр больший, чем проволока, а подающий проволоку механизм снабжен четырьмя роликами. Такие меры обеспечат целостность оксидной пленки и нормальный вылет проволоки из сопла, без излишнего трения и сминания.
Сварка алюминия электродом в домашних условиях производится тогда, когда толщина деталей превышает 4 мм, а использовать громоздкое профессиональное оборудование нет возможности. Сварка алюминия и его сплавов таким образом требует предварительного нагрева поверхностей: если они средней толщины, то до 250°С, если большой толщины, то до 400°С. Если толщина деталей превышает 20 мм, то нужно заранее выполнить разделку кромок. Как правило, сварка алюминия своими руками при помощи электрода производится электродами ОЗАНА и УАНА. Обратите внимание, что этот способ имеет ряд недостатков: металл в процессе разбрызгивается, шлак тяжело счищается с поверхностей, шов получается пористый и в результате недостаточно прочный. Поэтому дуговая сварка алюминия электродом применяется относительно редко.
Поэтому дуговая сварка алюминия электродом применяется относительно редко.
Контактная сварка алюминия может быть:
- точечной,
- стыковой,
- шовной.
Точечная сварка алюминия сложна тем, что сварщику необходимо перемещать электрод на высокой скорости, чтобы обеспечить равномерное давление на материал. Точечная сварка алюминия может проводиться электродами, выполненными из меди и ее сплавов. Как и материал свариваемой поверхности, они достаточно прочные и отлично проводят электричество, поэтому такая сварка задействует аккумулированную энергию.
Использование стыкового метода позволяет оплавлять металл равномерно. Величина тока при этом должна составлять примерно 15 тысяч А на 1 сантиметр сечения детали.
Шовный способ целесообразен тогда, если машина имеет большую мощность и оснащена ионными прерывателями.
Соединение алюминия и железа
Если соединение между собой алюминиевых деталей не вызывает вопросов, то многие начинающие сварщики задаются вопросом — можно ли приварить алюминий к железной поверхности? Ведь сплавы алюминия с железом, где последнего содержится более 12 %, имеют низкую степень ковкости, а показатели теплоемкости, теплопроводимости и теплового расширения у этих металлов настолько различны, что при сварке трудно избежать термических напряжений.
Приварить алюминий к железу можно двумя способами:
Как сварить алюминий и нержавеющую сталь
Сварка алюминия и нержавейки необходима прежде всего при монтаже сложного промышленного оборудования, которое эксплуатируется в агрессивной среде, поэтому высокие требования к качеству сварного шва вполне обоснованы. Сварка алюминия со сталью может быть проведена как с помощью биметаллических вставок, так и благодаря покрытию деталей разнородными материалами.
В первом случае сварка алюминия постоянным током должна начаться с алюминиевых поверхностей, чтобы обеспечить существенный отвод тепла при соединении стальных поверхностей. Вставка из стали и алюминия не должна быть перегрета в процессе, иначе интерметаллическое соединение в ней станет хрупким и ненадежным.
Электросварка может проводиться в случае, если сталь будет покрыта тонким слоем алюминия. После того, как будет нанесено покрытие, сталь можно приваривать к алюминию дуговой сваркой. В процессе обязательно следите за тем, чтобы дуга не соприкасалась со стальной поверхностью. Сварка алюминиевых сплавов со сталью может быть проведена и в случае, если сталь будет покрыта серебряным припоем. Сваривать нужно присадочным сплавом из алюминия, не нарушая целостность слоя, образованного серебряным припоем.
Сварка алюминиевых сплавов со сталью может быть проведена и в случае, если сталь будет покрыта серебряным припоем. Сваривать нужно присадочным сплавом из алюминия, не нарушая целостность слоя, образованного серебряным припоем.
Сварка алюминия и меди
Сварка меди и алюминия широко распространена в электропромышленности (соединение проводов) и холодильной промышленности (сварка труб). С помощь плавления соединять эти металлы проблематично: чем выше содержание меди в сварном шве, тем более хрупким и склонным к образованию трещин он будет. Сварка алюминия с медью обычно проводится двумя способами:
- “Замковое” соединение. На алюминиевую поверхность приваривается медная накладка. Затем производится наплавка, соединяющая все сварные швы.
- Сварка при помощи графитовых электродов. Сила сварного тока при этом должна находиться в пределах 500 – 550 А, длина дуги – не превышать 20-25 мм при напряжении 50-60 В.
Сварка меди и алюминия может проводиться как электродуговым способом,так и аргонодуговым, и газовым. Не менее распространено холодное сваривание.
Не менее распространено холодное сваривание.
Похожие публикации
Хочу научиться варить алюминий — Ремонт и модернизация
#1 sania
Отправлено 15 June 2009 19:45
У меня в гараже есть сварочный транс типа ТДК-315 У2 с осцилятором частота 200 герц. Этого достаточно, что бы варить алюминий?
- Наверх
- Вставить ник
#2 sania
Отправлено 15 June 2009 19:53
Я варил нерж, давненько, получалось классно. Горелки две, одна побольше из плазмотрона сделанная , вторая меньше и аккуратней. Пробовал варить алюм, не получилось. Не грел предварительно и не чистил место сварки, надо попробовать все это сделать и посмотреть, что получиться!
Горелки две, одна побольше из плазмотрона сделанная , вторая меньше и аккуратней. Пробовал варить алюм, не получилось. Не грел предварительно и не чистил место сварки, надо попробовать все это сделать и посмотреть, что получиться!
- Наверх
- Вставить ник
#3 dima86
Отправлено 16 June 2009 20:33
У меня в гараже есть сварочный транс типа ТДК-315 У2 с осцилятором частота 200 герц. Этого достаточно, что бы варить алюминий?
я честно говоря не разу не варил аргоном но я точно знаю что на импортных легче варить и научится варить тоже так что бери нормальный импортный луче ESAB примерно стоит 120 т или по Проше и смотря что варить может тебе хватит кемпи тот 55000 т но на нем простой сварщик сварит ал
- Наверх
- Вставить ник
#4 dima86
Отправлено 16 June 2009 20:35
 6.2009, 23:33″>
6.2009, 23:33″>я честно говоря не разу не варил аргоном но я точно знаю что на импортных легче варить и научится варить тоже так что бери нормальный импортный луче ESAB примерно стоит 120 т или по Проше и смотря что варить может тебе хватит кемпи тот 55000 т но на нем простой сварщик сварит ал
да и аргона подай 7 л а то мож алюминий не сварил из за не достаточного аргона возможно
- Наверх
- Вставить ник
#5 Spec
Отправлено 21 June 2009 11:22
У меня в гараже есть сварочный транс типа ТДК-315 У2 с осцилятором частота 200 герц. Этого достаточно, что бы варить алюминий?
Баллон с аргоном, редуктор (можно кислородный), горелка, (рекомендую АГНИ-03М+шланг,), пруток вольфрамовый Ф2-4 мм, напр. СВИ. Если варить относительно массивные детали — оборудование для предварительного подогрева.
СВИ. Если варить относительно массивные детали — оборудование для предварительного подогрева.
- Наверх
- Вставить ник
#6 OLEG
Отправлено 23 June 2009 00:38
алюминий варят на переменки а горелку лучше с водяным охлождением помоему агни-12м
- Наверх
- Вставить ник
#7 Spec
Отправлено 23 June 2009 10:26
У меня в гараже есть сварочный транс типа ТДК-315 У2 с осцилятором частота 200 герц.
 Этого достаточно, что бы варить алюминий?
Этого достаточно, что бы варить алюминий?Горелка с водяным охлаждением, конечно, надежнее, но не в каждом гараже водопровод есть.
- Наверх
- Вставить ник
#8 OLEG
Отправлено 23 June 2009 10:44
аппорат на выходе с переменным током или только постоянка.а насчёт водопровода он и ненужен сделай бак с насосом и систему охлождения например автомобильный радиатор.
315 полагаю это ток сварочника.тогда тебе будет достаточно с головкой непроизводство же!
- Наверх
- Вставить ник
#9 hobbysvarka
Отправлено 23 June 2009 14:06
 6.2009, 20:45″>
6.2009, 20:45″>У меня в гараже есть сварочный транс типа ТДК-315 У2 с осцилятором частота 200 герц. Этого достаточно, что бы варить алюминий?
Нужно ещё примочка для компенсации постоянной составляющей сварочного тока, примочка для защиты трансформатора от пробоя осциллятором, сварочная горелка с краником на ручке, баллон с аргоном с регулятором расхода и море алюминия для тренировки.
- Наверх
- Вставить ник
#10 OLEG
Отправлено 23 June 2009 15:56
ну ты и загнул редуктор конешно с ротаметром (расходомером)это хорошо ну а на горелки краник необезательно.
вспомнил про гарелку агни-12м газовое охлождение а с водяным агни-07м или агни-25м
- Наверх
- Вставить ник
#11 VitMart
Отправлено 29 June 2009 23:10
 6.2009, 20:45″>
6.2009, 20:45″>У меня в гараже есть сварочный транс типа ТДК-315 У2 с осцилятором частота 200 герц. Этого достаточно, что бы варить алюминий?
Санёк, я так понимаю, привет!
Ал. какой толщины ты хочешь варить? Я с самодельным свар.трансом + самод. осцилл. варил алюм. флягу (дно оно потолще обечайки будет миллиметра на 2) в среде аргона разумеется, получалось ОК.
- Наверх
- Вставить ник
#12 romeo
Отправлено 14 August 2009 19:18
Всем привет, значит вод. охлаждение не обязательно, место сварки и присадку чистить до белого (т.е.сдирать окислы) и обезжиривать ацетоном.На толстом алюминии делай разделку кромок пошире и всё будет Ок.
- Наверх
- Вставить ник
#13 Mrak
Отправлено 28 December 2009 16:01
Всем привет, есть апарат, инвертор блю виллд 175 с переключателем в режимом аргонной сварки, горелка с регулировкой подачи газа и балон аргона. ….пробовал варить нержавейку, идет прекрасно, что нужно делать для сварки алюминия? может нужна какая то высокочастотная приставка?
….пробовал варить нержавейку, идет прекрасно, что нужно делать для сварки алюминия? может нужна какая то высокочастотная приставка?
- Наверх
- Вставить ник
#14 митька51
Отправлено 31 December 2009 00:21
Всем привет, есть апарат, инвертор блю виллд 175 с переключателем в режимом аргонной сварки, горелка с регулировкой подачи газа и балон аргона…..пробовал варить нержавейку, идет прекрасно, что нужно делать для сварки алюминия? может нужна какая то высокочастотная приставка?
Приставок таких нет,ну по крайней мере не встречал,чтоб в переменку преобразовать и регулировать частоту,баланс,спад-нарастание.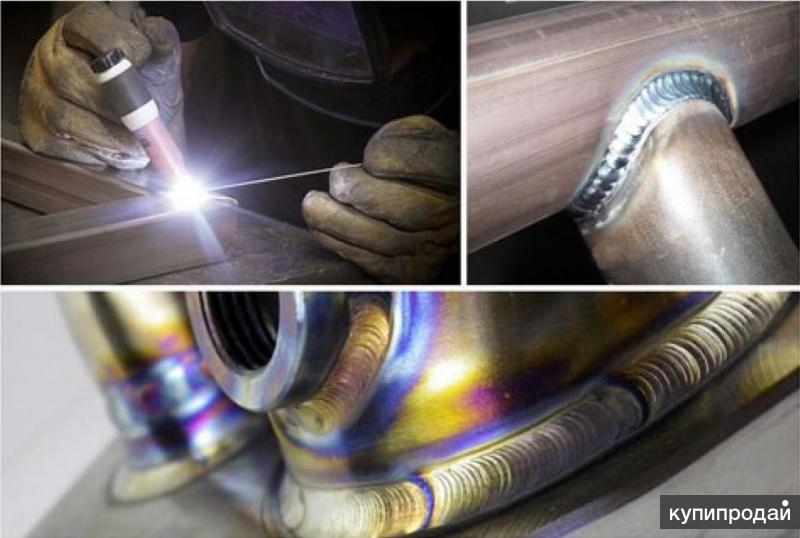 Для сварки алюминия нужна переменка и не50 гц.
Для сварки алюминия нужна переменка и не50 гц.
- Наверх
- Вставить ник
#15 AkaShira
Отправлено 05 January 2010 22:37
да и аргона подай 7 л а то мож алюминий не сварил из за не достаточного аргона возможно
Аргоном не варят. Варят в среде аргона. Это инертный газ!
romeo +1
- Наверх
- Вставить ник
#16 sania
Отправлено 15 January 2010 10:08
Ребята! На заводе встретился с с сварным, асс. Аргоном варит лет двадцать. Он кратко рассказал и привел море примеров. Импортные бомба, но все упирается в бабло. Мой АКД 315 вполне достаточно.
Аргоном варит лет двадцать. Он кратко рассказал и привел море примеров. Импортные бомба, но все упирается в бабло. Мой АКД 315 вполне достаточно.
Попробовал сварить две трубки, затем два уголка, две пластины. Я понял, что нужно просто алюминий подогреть.
Подогрел непосредственно горелкой и он начал сплавляться.
- Наверх
- Вставить ник
#17 AkaShira
Отправлено 16 January 2010 11:39
Я ещё люминь не варил, но по технологии непосредственно перед сваркой надо снять плёнку оксида алюминия ибо он очень тугоплавкий.
- Наверх
- Вставить ник
#18 Mrak
Отправлено 18 January 2010 10:08
Пленку снять невозможно, так как он моментально окислится снова кислородом воздуха, весь финт сварки алюминия как раз в том, что на фирменных аппаратах идет «дежурная дуга» на одном электроде, а на второй педалью подается высокочастотный ток который как раз и сжыгает оксидную пленку и непосрдственно осуществляет плавку (посмотрите рекламные проспекты таких аппаратов в инете где горелки крупным планом)
- Наверх
- Вставить ник
#19 tig
Отправлено 19 January 2010 00:10
Мда. … слов нет, одни мысли.
… слов нет, одни мысли.
Прежде чем такое писать стоит «букварь» хотя бы почитать.
ответь пожалуста на сл. вопросы:
-Что такое «катодное распыление» ?
-На что влияет «высокочастотный ток » при сварке алюминия ?
И пожалуста опиши, хотябы на словах устройство сварочной горелки с двумя электродами или дай ссылку на эти «фирменные» аппараты.
А то я уже сколько лет варил его (алюминий) без этих «фирменных» примочек и почему то получалось.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#20 Mrak
Отправлено 21 January 2010 19:44
Мда…. слов нет, одни мысли.
Прежде чем такое писать стоит «букварь» хотя бы почитать.ответь пожалуста на сл. вопросы:
-Что такое «катодное распыление» ?
-На что влияет «высокочастотный ток » при сварке алюминия ?И пожалуста опиши, хотябы на словах устройство сварочной горелки с двумя электродами или дай ссылку на эти «фирменные» аппараты.
А то я уже сколько лет варил его (алюминий) без этих «фирменных» примочек и почему то получалось.

если бы я знал ответы на все вопросы, то не задавал бы их, а таким опытным и старым сварщикам, думаю стыдно вместо того, чтобы делиться накопленным опытом насмехаться над промахами или ошибками молодых. А вот на мой вопрос, кстати так ответа и не получил, можно ли использовать сварочный инвертор блю вилд 175, с режимом аргонно-дуговой сварки, для сварки алюминия. если да, то что для этого нужно?
- Наверх
- Вставить ник
Чем варить алюминий в домашних условиях
Содержание
- Как правильно варить алюминий в домашних условиях
- Особенности сварки алюминия и его сплавов
- Способы сварки алюминия
- Подготовка поверхностей к сварке
- Технология сварки алюминия
- Полезные советы
- Сварка алюминия в домашних условиях
- Преимущества
- Недостатки
- Сварка алюминия — способы и технологии
- Низкая свариваемость алюминия – в чем дело?
- Способы сварки алюминия
- Сварка алюминия в домашних условиях инвертором
- Сваривание алюминия при помощи флюсов
- Заключение по теме
- Как сварить детали из алюминия дома
- Сварка алюминия на производстве и дома
- Подготовка алюминия к сварке
- Аргоновая сварка алюминия
- Сварка без аргона
- Сварка алюминия в домашних условиях
- Преимущества
- Недостатки
Как правильно варить алюминий в домашних условиях
У этого металла внушительный список достоинств, но из-за его особенностей сварка алюминия связана с трудностями. Основной проблемой при самостоятельном ремонте деталей из алюминия является сложность создания условий аналогичных заводским. Однако и упрощенные технологии обеспечивают приемлемые результаты.
Основной проблемой при самостоятельном ремонте деталей из алюминия является сложность создания условий аналогичных заводским. Однако и упрощенные технологии обеспечивают приемлемые результаты.
Особенности сварки алюминия и его сплавов
Трудности сварки алюминиевых сплавов и чистого металла связаны с его свойствами:
- Температура плавления окисной пленки, покрывающей поверхность этого материала, 2044⁰C, а металла — 660⁰C.
- Поверхность капель, образующихся при плавлении алюминия, мгновенно окисляется, что препятствует созданию монолитного шва. Поэтому сварочную ванну приходится ограждать от контакта с воздухом.
- Из-за высокой текучести металла в расплавленном виде контроль над сварочной ванной затруднен. Проблема решается подкладкой под заготовки железных пластин для отвода тепла.
- В алюминии содержится водород, который при остывании шва выходит наружу, образуя поры и трещины. В сплавы входит кремний, способствующий растрескиванию во время охлаждения соединения.
- У алюминия высокий коэффициент температурного расширения, поэтому усадка при остывании приводит к деформации заготовок.
- Из-за высокой теплопроводности сварку приходится вести током в 1,5 — 2 раза большим, чем при работе со сталью.
- При сварке алюминия своими руками не всегда удается определить марку сплава, поэтому настройка оптимального режима сварки затруднена.
Способы сварки алюминия
Выбор метода, которым можно сварить алюминий дома, определяется имеющимся оборудованием. Разработано несколько способов, но популярными стали только три.
Вольфрамовым электродом
Этим способом сваривают алюминий, когда к прочности шва предъявляются жесткие требования. Он создается за счет плавления присадочной проволоки диаметром 1,6 — 4 мм дугой, создаваемой неплавящимся электродом из вольфрама. Для защиты от окисления к месту сварки подается аргон или гелий.
Работа выполняется на переменном токе. Если работа проводится в помещении, расход газа настраивают в пределах 5 — 8 л/мин, на улице больше. Диаметр электрода и сила тока в зависимости от толщины деталей определяются по таблице:
При выполнении сварки следует учитывать нюансы метода:
- длину дуги поддерживают на уровне 2,5 мм;
- электрод устанавливается под углом 80⁰ к стыку;
- проволока подается под углом 90⁰ к электроду;
- горелку с электродом перемещают следом за проволокой без поперечных движений;
- для равномерного заполнения стыка проволоку подают короткими отрезками;
- на конце электрода должен образоваться шарик правильной формы, если нет — нужно увеличить ток;
- газ подают за 4 — 5 секунд до сварки изделий, после завершения перекрывают спустя 6 — 7 сек.
Плавящимся электродом
Сваркой электродами с покрытием соединяются заготовки толщиной от 4 мм, если нет высоких требований к качеству и прочности. Процесс сопровождается бурным разбрызгиванием плавящегося металла. Шов получается рыхлым, поскольку в нем остаются поры. Шлак, способствующий развитию коррозии, удаляется с трудом. Несмотря на недостатки эта технология очень популярна, поскольку выполняется без дорогостоящего оборудования и расходных материалов.
Электродами, обмазка которых при испарении создает защитную среду, проводится сварка алюминия и его сплавов большинства марок. Лучшими признаны марки УАНА и ОЗАНА. Перед применением их рекомендуется прокаливать. Если специальных электродов нет, вместо них можно использовать алюминиевые жилы кабелей. Их обмазывают смесью порошкового мела с жидким стеклом, чтобы получился слой 1,5 — 2 мм с последующей просушкой.
Сварка проводится постоянным током с обратной полярностью. Лучше пользоваться инвертором, но подойдет и самодельный аппарат. Сила тока выбирается исходя из того, что на 1 мм толщины деталей должно приходиться 25 — 30 А. Для улучшения проплавки края заготовок в зависимости от толщины нагреваются до температуры 300 — 400⁰C. После завершения работы месту соединения дают медленно остыть, чтобы уменьшить риск растрескивания и деформации.
Из-за низкой температуры плавления алюминиевые электроды сгорают быстрей, чем стальные аналоги, поэтому сварка выполняется быстрей. Их ведут вдоль стыка без поперечных колебаний, стараясь заварить шов без остановок. Прерывание дуги приводит к образованию на кончике электрода и в ванне пленки из шлака, которая затруднит повторный розжиг.
Сразу после завершения со шва оббивают шлак. Для удаления мелких крошек соединение промывают водой и чистят жесткой щеткой. Для полной уверенности в отсутствии частичек шлака дополнительно проходятся щеткой со стальной щетиной.
Полуавтоматом
Качественная сварка алюминия и его сплавов с созданием монолитных красивых швов выполняется полуавтоматами, работающими в импульсном режиме. Оксидная пленка разбивается кратковременным разрядом высокого напряжения, которое затем снижается до исходного значения. По такому же принципу происходит «вбивание» капель в зоне сварки. Однако, из-за высокой цены оборудования, оно редко используется домашними мастерами. Чаще приспосабливают обычные полуавтоматы, так как варить алюминий ими дома можно с хорошим качеством. Однако на аппарате без дополнительных опций оптимальные настройки придется подбирать экспериментальным путем.
Работая по этой технологии, следует учитывать ее особенности:
- Работа проводится на постоянном токе с обратной полярностью. Величину тока можно выставлять по таблице для вольфрамового электрода с последующей корректировкой.
- У мягкой алюминиевой проволоки есть склонность к образованию петель. Для устранения этого недостатка ее подают механизмом с четырьмя роликами через укороченный рукав с тефлоновым вкладышем.
- Из-за высокого температурного расширения алюминия проволока может застревать в отверстии наконечника. Проблема решается заменой на другой с большим диаметром или с маркировкой «Al».
- Из-за быстрого сгорания скорость подачи алюминиевой проволоки устанавливается больше чем при работе со стальной. Иначе она начнет плавиться внутри наконечника, выводя его из строя.
Подготовка поверхностей к сварке
Под правильным свариванием алюминия подразумевается не только настройка параметров процесса, но и предварительная обработка заготовок:
- Место соединения на расстоянии 2 — 3 см от стыка очищают от грязи и обезжиривают любым растворителем.
- При сварке деталей толщиной больше 4 мм неплавящимися электродами с кромок снимают фаски под углом 45 — 65⁰. У листов толщиной до 1,5 мм делают отбортовку торцов. У заготовок, соединяемых плавящимися электродами с покрытием, кромки разделывают, если толщина больше 20 мм.
- Прежде чем сваривать алюминий, с поверхностей возле стыка напильником или металлической щеткой удаляется оксидная пленка. Обработка проводится без надавливания, чтобы в царапинах не остались ее частички.
Технология сварки алюминия
Этапы сварки алюминия в домашних условиях одинаковы для всех способов:
- заготовки предварительно нагревают до 150⁰C;
- на аппарате выставляются настройки выбранного режима;
- зажигают дугу контактным или бесконтактным методом;
- наплавляют сварочную ванну до появления на поверхности зеркального пятна;
- затем подают присадочную проволоку, если это предусмотрено технологией, и начинают перемещать электрод вдоль стыка.
Полезные советы
Повысить качественные показатели сварки алюминия в домашних условиях помогут рекомендации специалистов:
- разделывая кромки, следует учитывать, что при уменьшении угла фасок увеличивается ширина шва;
- при соединении деталей толщиной больше 7 мм между ними нужно оставить зазор 2 мм;
- чтобы шов получился ровным по ширине, детали сначала прихватывают с обеих сторон;
- перед завариванием трещину расширяют и углубляют, так как варить алюминий без ее заполнения бесполезно;
- толстостенные детали сваривают в несколько проходов до заполнения стыка, удаляя шлак с каждого шва.
Узнав как сваривать алюминий в домашних условиях можно переходить к практике. Однако, чтобы не стать жертвой несчастного случая, прежде нужно запастись одеждой и перчатками из огнеупорного материала. Для работы дома лучше приобрести аппарат с возможностью проведения ручной и аргонодуговой сварки.
Сварка алюминия в домашних условиях
Необходимость в создании соединения сложно свариваемых металлов может возникнуть не только на производстве, но и в частной сфере. Сварка алюминия в домашних условиях проводится часто, несмотря на все свои сложности, так как сам металл активно используется в промышленности и многие изделия выполняются именно из него. Таким образом, при ремонте мастерам приходится часто с ним сталкиваться. Главной сложностью этого процесса является то, что дома очень сложно создать все необходимые условия, чтобы процесс происходил также, как и на предприятии. Соответственно, качество соединения может пострадать.
Примитивная сварка алюминия
В основном, здесь используется более простое оборудование, так как сварочный инвертор, который применяется для аргонодуговой сварки, вместе с баллонами самого аргона, будет иметь достаточно высокую стоимость, как для частных лиц. Тем не менее, проблемы свариваемости алюминия никуда не деваются, поэтому, нужно все также бороться с напряжением металл, подбирать средства для разрушения оксидной пленки. Одной из основных проблем становится высокая жидкотекучесть металла в расплавленном состоянии, что усложняет сваривание в различных положениях, особенно, в потолочном.
Аргонно-дуговая сварка алюминия в домашних условиях
Преимущества
- Сварка алюминия в домашних условиях оказывается более дешевым процессом, особенно если есть соответствующее оборудование, так как не приходится обращаться к другим специалистам;
- Результат работы можно получить сразу, а также проверить его, а не ждать получения из мастерской;
- Легче использовать подручные материалы;
- Нет высоких требований к контролю качества, так как применение полученных изделий, как правило, не имеет большой ответственности.
Недостатки
- Сварка алюминия в домашних условиях обеспечивает более низкий уровень качества соединения;
- Порой сложно подобрать подходящие расходные материалы, особенно, если речь идет о редких случаях использования;
- Сложно использовать современные технологии, так как в домашних условиях зачастую нет подходящих вещей, которые применяются на передовых предприятиях;
- Сложнее соблюдать технику безопасности, особенно, при работе с газом;
- Сварочные электроды могут храниться в недостаточно надежных условиях, из-за чего они могут отсыреть и испортиться;
- Отсутствуют точные методы контроля полученного сварного шва, что очень важно перед применением изделия.
Возможные способы сварки алюминия дома
В домашних условиях может осуществляться не только примитивная сварка алюминия при помощи плавкого электрода, но и другие разновидности, в зависимости от оборудования, которое используется. Выделяют следующие способы сварки:
- Сварка алюминия электродом в домашних условиях. Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.
- Сварка алюминия в домашних условиях газовой горелкой. Здесь в качестве основной температурной силы, расплавляющей металл, используется газ. Это снижает скорость сварки в три раза и делает процесс более простым. Тут применяется сварочная проволока, на которой нет покрытия, что позволяет избавиться от проблем с просушкой электродов. Газ является более надежной защитой, чем обмазка электродов.
- Аргонодуговая сварка. Это один из лучших вариантов, так как само сваривание происходит под воздействием дуги, а в качестве защиты применяется инертный газ аргон. Тут используется неплавкий электрод и присадочная проволока, что обеспечивает высокое качество соединение. Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.
Материалы и инструмент
Сварка деталей из алюминия требует специальной технической подготовки, которая зависит от выбранного способа. Но даже самые простые варианты требуют особой средств, которые помогут сделать все как можно более качественно и надежно. Среди них выделяются такие вещи как:
- Сварочный аппарат, который становится главным источником питания, обеспечивающим подачу тока нужных параметров для конкретного вида сварки;
- Электроды (или присадочная проволока, если используется процесс сваривания при помощи газа) – этот материал должен максимально соответствовать тому, с чем он будет свариваться;
- Газовые баллоны со шлангами, что используется для соединения металла газом, но такой вариант для домашних условий не часто используется;
- Заземление для всех использующихся электрических аппаратов;
- Рабочая одежда и сварочная маска.
Пошаговая инструкция
Когда идет сварка лодки из алюминия, или других важных вещей, то следует правильно соблюдать режимы, чтобы добиться желаемого результата. Стоит выделить следующие шаги:
- Подготовка металла. Она может включать в себя разделку кромок, что необходимо при толщине металла от 4 мм, так как алюминий обладает низкой глубиной проварки, поэтому, нужно уменьшить толщину за счет скоса кромок. Также требуется механически зачистить поверхность наждачной бумагой или металлической щеткой, чтобы убрать жиры, масла, различные налеты и пленки;
- Затем следует аккуратно распределить флюс (если речь идет о газовой сварке), чтобы улучшить свойства сваривания металла;
- После этого требуется подогреть металл (снова при газовой сварке), чтобы избежать температурной деформации и способствовать предварительному расплавлению флюса;
Нагрев алюминия для сварки
- Далее можно уже приступать к самому свариванию, разжигая пламя или дугу и образуя валик шва в сварочной ванной идти по всей длине кромок;
Сварка алюминия горелкой в домашних условиях
- После окончания работ нужно дать остыть металлу и проверить качество соединения доступными методами.
Когда осуществляется TIG сварка алюминия, то требуется использовать только переменный ток, так как качества соединения с ним становится выше.»
Сварка алюминия — способы и технологии
Алюминий обладает большим списком достоинств, не зря его массово используют в самолетостроении. Но есть у него один недостаток – он трудно сваривается. Поэтому сварка алюминия и его сплавов – это удел высококвалифицированных сварщиков.
Низкая свариваемость алюминия – в чем дело?
Низкий показатель свариваемости алюминиевых сплавов обуславливается целым рядом их качеств.
- Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С.
- Высокая текучесть расплавленного металла затрудняет контролировать сварочную ванну, для чего приходится устанавливать специальные подкладки теплоотводящего типа.
- При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
- Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания.
- Теплопроводность алюминиевых сплавов выше, чем у стали, поэтому для их сварки применяется ток, который по силе выше, чем ток для сварки стальных конструкций. Разница где-то в два раза.
- Если говорить о сварке алюминия своими руками в домашней мастерской, то вероятнее всего чистый алюминий вам не попадется. Скорее всего, это будет сплав неизвестной марки (дюраль и другие), к которому при сваривании придется настроить сварочный режим и подобрать дополнительные материалы.
Способы сварки алюминия
Существует много способов сварки алюминиевых сплавов, где используются различные виды аппаратов и сварочных материалов. Основных же три:
- При помощи вольфрамового электрода с инертными газами.
- При помощи полуавтоматов в среде инертных газов.
- С помощью плавящихся электродов без газов.
Последний вариант можно назвать, как технология сварки алюминия без аргона.
Внимание! В процессе сварки алюминия или его сплавов важно разрушить оксидный слой, который расположен на поверхности металла. Поэтому в данном процессе используют или переменный, или постоянный ток обратной полярности.
Как правильно варить алюминий
Все начинается с подготовки деталей, а точнее, соединяемых кромок. Основная цель – очистить их от загрязнений. Поэтому кромки алюминиевых заготовок сначала очищаются химическими составами, после высыхания производится обезжиривание, для этого можно использовать любой растворитель: ацетон, уайт-спирит, авиационный бензин и прочие жидкости.
Если планируется сваривать толстые алюминиевые заготовки (больше 4 мм), то их кромки необходимо разделать. Вариантов разделки несколько, к примеру, создания конусных кромок. И последняя операция в процессе подготовки – это очищение кромок от оксидной пленки. Для этого можно использовать напильник или крупнозернистую наждачную бумагу. Как видите, подготовка алюминия к сварке – процесс совсем простой.
Технология сварки алюминия штучными покрытыми электродами
Сварка алюминия электродом (покрытым) имеет свой код обозначения по режиму сварки – MMA. Ее используют для соединения металлов толщиною не менее 4 мм, и когда производится сборка неответственных конструкций. Данная технология является низкокачественной, потому что в процессе сварки алюминия и его сплавов внутри шва остаются поры, что снижает его прочность. Во время самого процесса происходит разбрызгивание металла, плохо отделяются шарики застывшего шлака, которые увеличивают коррозию.
Особенности сварки алюминия покрытыми электродами:
- Варить можно только постоянным током с обратной полярностью.
- Сила тока рассчитывается из соотношения: на 1 мм толщины заготовок используется ток силой 25-30 ампер.
- Для образования качественного шва необходимо кромки двух свариваемых деталей нагревать до 300С, если толщина заготовок имеет среднюю величину. И до 400С при толстых заготовках.
- Подогрев и медленное остывание – обязательное правило, которое необходимо соблюдать, чтобы получить шов высокого качества.
- Сварку алюминия нужно выполнять непрерывно в плане использования одного электрода. Все дело в том, что при обрыве электрической дуги на ванне и на электроде образуется шлаковая пленка, которая перекрывает прохождение электрического тока, то есть, это препятствие повторному розжигу дуги.
- После окончания процесса шов нужно очистить от шлака, который станет причиной образования зон коррозии.
- Чистить можно горячей водой с последующей обработкой металлической щеткой.
Как сварить алюминий вольфрамовыми электродами в инертном газе
Это самый распространенный вариант, и его используют тогда, когда к прочности алюминиевых конструкций предъявляется жесткое требование. Для этого используется присадочная проволока диаметром 1,6-4 мм и сам вольфрамовый электрод диаметром 1,6-5 мм. А также защитный газ: аргон или гелий.
Электропитание сварочного процесса производится от источника переменного тока. Все параметры технологической операции зависят именно от выбранного оборудования. То есть, сначала определяются режимы сварки, после чего подбираются диаметры электрода и проволоки, скорость подачи аргона, сила тока и так далее.
Есть и свои особенности сварки алюминия по этой технологии:
- Длина дуги не должна быть больше 2,5 мм.
- Угол между плоскостью сварки и вольфрамовым электродом должна быть в пределах 80°.
- Между проволокой и электродом угол должен быть прямым.
- Сначала по шву движется присадочная проволока, а вслед за ней горелка с электродом.
- Никаких поперечных движений, только продольные, что обеспечит ровность сварного шва.
- Проволока подается в зону сварки возвратно-поступательными движениями. Это позволит равномерно заполнить ванну.
- Алюминиевые заготовки нужно обязательно укладывать поверх листа железа, который в этом случае будет отводить тепло от зоны сварки.
- Аргоновый газовый поток начинает подаваться до начала сварочного процесса за 4-5 секунд, а при окончании сварки выключается после через 6-7 секунд.
Как варить алюминий полуавтоматами
Это идеальный вариант, где используется аппарат для сварки алюминия. Он импульсного действия. То есть, в зону сварки подается импульс высокого напряжения, который быстро разбивает оксидный слой. После чего напряжение падает до базового уровня. Но на сегодняшний день эти аппараты очень дороги. Поэтому сварщики стали приспосабливать под данную технологию полуавтоматы, в которых даже отсутствует режим сваривания алюминия и его сплавов.
По сути, технология сварки алюминия точно такая же, как и стали. Только вместо стальной проволоки используется алюминиевая. Есть и другие особенности.
- Алюминиевая проволока плавится в несколько раз быстрее стальной, поэтому необходимо увеличить скорость ее подачи в зону сваривания.
- При нагревании алюминиевая проволока расширяется больше, чем стальная, поэтому рекомендуется приобретать специальный наконечник, обозначаемый буквами «Al».
- Так как алюминиевая проволока мягче стальной, то в процессе подачи ее в зону сваривания могут образовываться петли и скрутки, поэтому рекомендуется использовать для ее подачи механизм с четырьмя роликами.
Сварка алюминия в домашних условиях инвертором
Сварка дюралюминия (алюминиевый сплав) или самого алюминия может проводиться инвертором. Для процесса необходимо правильно подобрать электрод и ток. Что касается электродов, то лучше использовать марки ОЗАНА, ОЗА или ОЗР. Установка (настройка) тока должна учитывать высокие плавящиеся свойства металла. Для чего нет необходимости выставлять ток большой величины.
Внимание! Перед началом сварочного процесса рекомендуется электроды прокалить, для чего используется специальная печь. Она так и называется – печь для прокалки электродов.
Сам процесс сварки ничем не отличается от сваривания стальных конструкций. И если перед вами стоит вопрос, можно ли варить алюминий в домашних условиях, то смело отвечайте, что можно.
Сваривание алюминия при помощи флюсов
Флюсы для сварки алюминия используются давно. Они представлены широким модельным рядом, где есть материалы для разных алюминиевых сплавов. Основное их назначение – разрушение оксидной пленки. При нагреве нанесенный флюс растворяется и разрушает окисел, и тут же производится соединение двух элементов.
Производители предлагают флюсы, которые используются только в газовой сварке алюминия, или только в дуговой. В последнем случае используются графитовые электроды или угольные.
Заключение по теме
Как видите, заварить алюминиевые заготовки можно разными способами, в которых используется разное оборудование для сварки. Но во всех случаях нужно свариваемый металл тщательно подготовить, и обязательно проводится настройка аппарата для сварки. Посмотрите видеоурок – как сваривать алюминий. Кстати, видео уроки дают возможность воочию увидеть, что собой представляет сваренный металл в конечном виде.
Как сварить детали из алюминия дома
Алюминий имеет множество положительных свойств, благодаря которым без него не обходится ни авиастроение, ни изготовление электротехники, ни строительство. Дома тоже часто необходимо осуществлять операции с алюминием: например, изготовить алюминиевый бак для воды, соединить алюминиевые детали между собой, отремонтировать металлический корпус какой-либо техники, заварить трубу и т. д. Этот металл довольно легкий, хорошо воспламеняется, имеет высокую степень электро- и теплопроводности. Вместе с тем варить алюминий в домашних условиях – сложное занятие, требующее подготовки. Из этой статьи вы узнаете, как приварить алюминий к алюминию дома и получить в итоге прочное, качественное соединение.
Сварка алюминия на производстве и дома
В промышленности алюминий сваривают при помощи аргона. Мощная струя защитного газа не позволяет металлу окисляться во время сварки и защищает шов от образования пор. Варить алюминий в домашних условиях проблематично: не каждый начинающий сварщик обладает опытом аргоновой сварки. Вы можете столкнуться со следующими проблемами:
- Прожог материала. Собираясь сварить алюминий инвертором, помните, что металл покрыт тугоплавкой оксидной пленкой. Чтобы ее разрушить, понадобится повысить температуру до 1400 -1450 градусов по Цельсию. Довольно сложно при этом будет не прожечь саму алюминиевую деталь, ведь температура ее плавления гораздо ниже – 660 градусов по Цельсию.
- Дефекты сварного шва: поры, кристаллизационные трещины. Их возникновение обусловлено наличием в составе алюминия таких элементов, как кремний и водород. При неправильно подобранной технологии бракованный шов можно будет визуально отличить от качественного, как только металл застынет.
- Растекание металла из сварочной ванны. Так как материал очень текуч, то варить алюминий инвертором нужно при помощи теплоотводящих подкладок.
- Возникновение характерного кратера на шве, который образуется в алюминии по завершению работы. Его ликвидация требует особых навыков.
- Деформация сваренных поверхностей при застывании. Это происходит из-за усадки материала. Наименьшая вероятность видоизменения деталей гарантирована, если сваривать по алюминию лазером.
Подготовка алюминия к сварке
Перед тем как сваривать алюминий, деталь тщательно очищают металлической щеткой от загрязнений, следов лака и старой краски. Затем поверхности обезжиривают растворителем. Чтобы удостовериться в целостности металла, его обрабатывают проникающим раствором.
Оксидную пленку с поверхности стравливают нагретым до 60-70 градусов по Цельсию 5-% раствором щелочи. Как правило, достаточно пары минут, после чего детали омываются горячей и холодной водой. Затем их стоит на 6-7 минут поместить в 20-% раствор азотной кислоты, также нагретый до 60-70 градусов. Смывание происходит сначала холодной, затем горячей водой, после чего деталь сушится. Поверхности следует сварить не позже, чем через 2-3 часа после очистки. Если планируется сварка обычным, плавящимся, электродом по алюминию, то электрод должен быть обработан по выше описанной схеме.
Разделка кромок зависит от того, какими материалами будет проводиться сварка. При использовании покрытых электродов торцы отбортовывают, если они не толще 1,5 мм, и разделывают, если они толще 20 мм. Если будут применяться иные электроды, то разделка кромок необходима при толщине деталей больше 4 мм.
При шовном методе металлические поверхность должны быть плотно пригнаны одна к другой. Кроме того, их толщина не должна превышать 4 мм. Точечный способ предполагает, что толщина деталей будет находиться в диапазоне 0, 04 – 6 мм при максимальном зазоре в 0,3 мм.
При правильно проведенной подготовке и грамотно выбранном режиме алюминий можно варить любым оборудованием: и сварочным инвертором, и трансформатором, и полуавтоматом. Определившись, чем сварить алюминий, примите решение, как именно будет протекать процесс: с использованием защитного газа либо же без него.
Аргоновая сварка алюминия
Сварка алюминия в домашних условиях при помощи аргона может проводиться:
Проведение работ неплавящимся электродом по алюминию наиболее целесообразно, если нужно получить потолочные и вертикальные швы или же заварить трещину. Однако сварку можно производить во всех пространственных положениях. Поскольку аргон имеет большую массу, чем воздух, то при формировании всех швов, кроме горизонтальных, этот газ можно смешать с гелием.
Чтобы рассчитать оптимальную силу тока, нужно количество миллиметров диаметра электрода умножить на 30-45. Примерно такое количество ампер понадобится для формирования прочного соединения. Если детали имеют толщину до 6 мм, то подойдут электроды с толщиной до 4 мм. Если же толщина заготовки превышает 6 мм, то вам необходимы электроды с диаметром 6 мм. При расчете количества аргона учтите, что за 1 минуту непрерывной работы будет истрачено от 6 до 16 литров газа.
При работе вольфрамовым электродом его следует вести за присадочной проволокой. Выбрав максимальную скорость, вы сможете избежать дефектов шва.
- Присадочной проволокой. Полуавтоматическая электросварка необходима, если толщина детали – 3 мм и больше. Чтобы сварить инвертором в среде защитного газа, выберите проволоку толщиной 1,2 – 1,6 мм. Чем больше температура ее плавления будет приближена к температуре плавления детали, тем легче пройдет сварка.
Проволока при работе таким аппаратом подается в автоматическом режиме, движения же горелки нужно осуществлять вручную в направлении справа налево. Горелка должна быть оснащена тефлоновой направляющей и иметь длину не более 3 м. Расстояние от сопла до алюминиевой поверхности — примерно 10-15 мм, отклонение горелки от вертикали – 10-20 градусов. Этого достаточно для хорошего провара, и расход газа происходит вполне экономно.
Как сварить алюминий полуавтоматом, можно ознакомиться здесь.
Сварка без аргона
Многих хозяев интересует, как сварить алюминий без аргона. Для этого необходимы специальные расходники – например, электроды Nobitec 412 или пруток TBW Harasil NC12. Заранее подготовьте большое количество электродов, так как они расходуются в 3 раза быстрее, чем это происходит при сварке стальных изделий.
Желательно предварительно прогреть алюминий до температуры 150-200 градусов по Цельсию. Сварку стоит производить короткой дугой при токе в 70-100 А. Электрод должен располагаться под углом в 90 градусов. После окончания работ окалина отбивается при помощи молотка, сварной шов зачищается щеткой.
Данный способ подойдет для тех, кто не умеет сваривать аргоном либо не имеет оборудования для газовой сварки. При этом прочность соединения будет не хуже, чем при аргоновой сварке. Несмотря на то, что специализированные электроды довольно дорогие, итоговая стоимость соединения выходит меньшей, чем при сварке аргоном.
Сварка алюминия в домашних условиях
Необходимость в создании соединения сложно свариваемых металлов может возникнуть не только на производстве, но и в частной сфере. Сварка алюминия в домашних условиях проводится часто, несмотря на все свои сложности, так как сам металл активно используется в промышленности и многие изделия выполняются именно из него. Таким образом, при ремонте мастерам приходится часто с ним сталкиваться. Главной сложностью этого процесса является то, что дома очень сложно создать все необходимые условия, чтобы процесс происходил также, как и на предприятии. Соответственно, качество соединения может пострадать.
Примитивная сварка алюминия
В основном, здесь используется более простое оборудование, так как сварочный инвертор, который применяется для аргонодуговой сварки, вместе с баллонами самого аргона, будет иметь достаточно высокую стоимость, как для частных лиц. Тем не менее, проблемы свариваемости алюминия никуда не деваются, поэтому, нужно все также бороться с напряжением металл, подбирать средства для разрушения оксидной пленки. Одной из основных проблем становится высокая жидкотекучесть металла в расплавленном состоянии, что усложняет сваривание в различных положениях, особенно, в потолочном.
Аргонно-дуговая сварка алюминия в домашних условиях
Преимущества
- Сварка алюминия в домашних условиях оказывается более дешевым процессом, особенно если есть соответствующее оборудование, так как не приходится обращаться к другим специалистам;
- Результат работы можно получить сразу, а также проверить его, а не ждать получения из мастерской;
- Легче использовать подручные материалы;
- Нет высоких требований к контролю качества, так как применение полученных изделий, как правило, не имеет большой ответственности.
Недостатки
- Сварка алюминия в домашних условиях обеспечивает более низкий уровень качества соединения;
- Порой сложно подобрать подходящие расходные материалы, особенно, если речь идет о редких случаях использования;
- Сложно использовать современные технологии, так как в домашних условиях зачастую нет подходящих вещей, которые применяются на передовых предприятиях;
- Сложнее соблюдать технику безопасности, особенно, при работе с газом;
- Сварочные электроды могут храниться в недостаточно надежных условиях, из-за чего они могут отсыреть и испортиться;
- Отсутствуют точные методы контроля полученного сварного шва, что очень важно перед применением изделия.
Возможные способы сварки алюминия дома
В домашних условиях может осуществляться не только примитивная сварка алюминия при помощи плавкого электрода, но и другие разновидности, в зависимости от оборудования, которое используется. Выделяют следующие способы сварки:
- Сварка алюминия электродом в домашних условиях. Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.
- Сварка алюминия в домашних условиях газовой горелкой. Здесь в качестве основной температурной силы, расплавляющей металл, используется газ. Это снижает скорость сварки в три раза и делает процесс более простым. Тут применяется сварочная проволока, на которой нет покрытия, что позволяет избавиться от проблем с просушкой электродов. Газ является более надежной защитой, чем обмазка электродов.
- Аргонодуговая сварка. Это один из лучших вариантов, так как само сваривание происходит под воздействием дуги, а в качестве защиты применяется инертный газ аргон. Тут используется неплавкий электрод и присадочная проволока, что обеспечивает высокое качество соединение. Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.
Материалы и инструмент
Сварка деталей из алюминия требует специальной технической подготовки, которая зависит от выбранного способа. Но даже самые простые варианты требуют особой средств, которые помогут сделать все как можно более качественно и надежно. Среди них выделяются такие вещи как:
- Сварочный аппарат, который становится главным источником питания, обеспечивающим подачу тока нужных параметров для конкретного вида сварки;
- Электроды (или присадочная проволока, если используется процесс сваривания при помощи газа) – этот материал должен максимально соответствовать тому, с чем он будет свариваться;
- Газовые баллоны со шлангами, что используется для соединения металла газом, но такой вариант для домашних условий не часто используется;
- Заземление для всех использующихся электрических аппаратов;
- Рабочая одежда и сварочная маска.
Пошаговая инструкция
Когда идет сварка лодки из алюминия, или других важных вещей, то следует правильно соблюдать режимы, чтобы добиться желаемого результата. Стоит выделить следующие шаги:
- Подготовка металла. Она может включать в себя разделку кромок, что необходимо при толщине металла от 4 мм, так как алюминий обладает низкой глубиной проварки, поэтому, нужно уменьшить толщину за счет скоса кромок. Также требуется механически зачистить поверхность наждачной бумагой или металлической щеткой, чтобы убрать жиры, масла, различные налеты и пленки;
- Затем следует аккуратно распределить флюс (если речь идет о газовой сварке), чтобы улучшить свойства сваривания металла;
- После этого требуется подогреть металл (снова при газовой сварке), чтобы избежать температурной деформации и способствовать предварительному расплавлению флюса;
Нагрев алюминия для сварки
- Далее можно уже приступать к самому свариванию, разжигая пламя или дугу и образуя валик шва в сварочной ванной идти по всей длине кромок;
Сварка алюминия горелкой в домашних условиях
- После окончания работ нужно дать остыть металлу и проверить качество соединения доступными методами.
Когда осуществляется TIG сварка алюминия, то требуется использовать только переменный ток, так как качества соединения с ним становится выше.»
Оценка статьи:
Загрузка…
Сохранить себе в:
Adblock
detector
обработка алюминия | История, добыча полезных ископаемых, переработка и факты
обработка алюминия
Посмотреть все СМИ
- Ключевые люди:
- Генри Дж. Кайзер
- Похожие темы:
- алюминий обработка материалов
См. все связанные материалы →
переработка алюминия , подготовка руды для использования в различных продуктах.
Алюминий или алюминий (Al) представляет собой серебристо-белый металл с температурой плавления 660 °C (1220 °F) и плотностью 2,7 грамма на кубический сантиметр. Самый распространенный металлический элемент, он составляет 8,1 процента земной коры. В природе встречается в химическом соединении с кислородом и другими элементами. В чистом виде он мягкий и пластичный, но его можно легировать многими другими элементами для повышения прочности и придания ему ряда полезных свойств. Сплавы алюминия легкие, прочные и поддаются формовке почти всеми известными процессами металлообработки. Они могут быть отлиты, соединены различными способами и легко обработаны, и они допускают широкий спектр отделки.
В дополнение к его низкой плотности многие области применения алюминия и его сплавов основаны на его высокой электро- и теплопроводности, высокой отражательной способности и устойчивости к коррозии. Своей коррозионной стойкостью он обязан непрерывной пленке оксида алюминия, которая быстро растет на зарождающейся поверхности алюминия, подвергаемой воздействию воздуха.
История
Раннее использование и добыча
До 5000 г. до н.э. люди в Месопотамии делали прекрасную керамику из глины, которая состояла в основном из соединения алюминия, а почти 4000 лет назад египтяне и вавилоняне использовали соединения алюминия в различных химических веществах и лекарствах. Плиний относится к алюмен , известный сейчас как квасцы, соединение алюминия, широко используемое в древнем и средневековом мире для закрепления красителей в текстиле. К 18 веку глинозем землистого происхождения был признан потенциальным источником металла.
Английский химик Хамфри Дэви в 1807 году попытался извлечь металл. Несмотря на неудачу, он убедился, что оксид алюминия имеет металлическую основу, которую он назвал алюминием , а позже изменил на алюминий . Название было сохранено в Соединенных Штатах, но изменено на 9.0033 алюминий во многих других странах.
Датский физик и химик Ганс Кристиан Эрстед в 1825 году, наконец, получил алюминий. «Он образует, — сообщал Эрстед, — кусок металла, который по цвету и блеску чем-то напоминает олово».
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Несколько лет спустя Фридрих Велер, немецкий химик из Геттингенского университета, получил металлический алюминий в виде частиц размером с булавочную головку и впервые определил следующие свойства алюминия: удельный вес, пластичность, цвет и стабильность на воздухе.
оставался лабораторной диковинкой, пока французский ученый Анри Сент-Клер Девиль не объявил о значительном усовершенствовании метода Вёлера, которое позволило «булавочным головкам» Вёлера сливаться в куски размером с мрамор. Процесс Девиля стал основой алюминиевой промышленности. Слитки алюминия, изготовленные на химическом заводе Жавеля и выставленные в 1855 году на Всемирной выставке в Париже, представили публике новый металл.
Хотя тогда о свойствах алюминия было известно достаточно, чтобы указать на многообещающее будущее, стоимость химического процесса производства металла была слишком высока, чтобы его можно было широко использовать. Но важные улучшения в настоящее время привели к прорывам на двух фронтах: во-первых, процесс Девиля был улучшен; и, во-вторых, разработка динамо-машины сделала доступным большой источник энергии для электролиза, который оказался очень успешным при отделении металла от его соединений.
Работа Холла и Эру
Современный электролитический метод производства алюминия был открыт почти одновременно и совершенно независимо Шарлем Мартином Холлом из Соединенных Штатов и Полем-Луи-Туссеном Эру из Франции в 1886 году. (По странному совпадению оба мужчины родились в 1863 году и оба умерли в 1914 году.) Основы процессов Холла-Эру были идентичны и остаются основой сегодняшней алюминиевой промышленности. Очищенный глинозем растворяют в расплавленном криолите и подвергают электролизу на постоянном токе. Под действием тока кислород глинозема осаждается на угольном аноде и выделяется в виде углекислого газа, а свободный расплавленный алюминий, который тяжелее электролита, осаждается на угольной футеровке на дне электролизера.
Холл сразу осознал ценность своего открытия. 9 июля 1886 года он подал заявку на патент США и энергично работал над разработкой процесса. С другой стороны, Эру, хотя и подал заявку на патент несколькими месяцами ранее, по-видимому, не понял значения процесса. Он продолжил работу над вторым успешным процессом получения алюминиево-медного сплава. К счастью, в 1888 году австрийский химик Карл Йозеф Байер открыл усовершенствованный метод получения чистого глинозема из бокситовых руд с низким содержанием кремнезема.
Холл и группа бизнесменов основали Pittsburgh Reduction Company в 1888 году в Питтсбурге. Первый слиток был отлит в ноябре того же года. Спрос на алюминий рос, и в Нью-Кенсингтоне, штат Пенсильвания, был построен более крупный восстановительный завод, который к 1894 году использовал электричество, вырабатываемое паром, для производства одной тонны алюминия в день. Потребность в дешевой и обильной гидроэлектроэнергии привела молодую компанию к Ниагарскому водопаду. где в 1895 году он стал первым заказчиком новой разработки электростанции Ниагарского водопада.
За короткое время спрос на алюминий превзошел самые оптимистичные ожидания Холла. В 1907 году компания сменила название на Aluminium Company of America (Alcoa). До Второй мировой войны он оставался единственным производителем первичного алюминия в США, но за полвека в Соединенных Штатах насчитывалось 15 первичных производителей.
Европейская промышленность
Нойхаузен, Швейцария, является «питомником» европейской алюминиевой промышленности. Там, чтобы воспользоваться гидроэнергией водопада Рейна, Эру построил свой первый завод по производству алюминия и бронзы, который позже стал Aluminium-Industrie-Aktien-Gesellschaft. Британская алюминиевая компания с ограниченной ответственностью, организованная в 189 г.4, вскоре осознал богатство дешевой электроэнергии, доступной в Норвегии, и сыграл важную роль в строительстве алюминиевых заводов в Стонгфьорде в 1907 году, а затем в Вигеланде. Во Франции Société Électrométallurgique Française, также основанное на патенте Эру, было основано около Гренобля около 1888 года. В 1899 году в Ленде, Австрия, был запущен алюминиевый завод. спроса, и несколько плавильных заводов начали производство электроэнергии, вырабатываемой паровой энергией. Позднее СССР начал производить значительные объемы алюминия в Уральском промышленном комплексе, а к 1990 первичных металлов производилось в 41 стране мира. Крупнейший в мире алюминиевый завод (мощностью один миллион тонн в год) расположен в сибирском городе Братске.
Что такое плавка алюминия? — Clinton Aluminium
Для производителей, независимо от того, в какой отрасли вы работаете, понимание различных процессов, связанных с работой с такими материалами, как алюминий, является важной частью вашей работы. Важно знать основные свойства различных марок и сплавов металлов, с которыми вы работаете, и понимать, как разные материалы будут реагировать на разные методы и области применения. Одним из важнейших методов работы с алюминием является выплавка, о чем мы сегодня и поговорим.
Когда вы читаете о процессе выплавки алюминия, не забывайте, что обученные технические специалисты Clinton Aluminium готовы помочь клиентам, таким как вы, найти подходящий материал для каждой работы. Свяжитесь с нами сегодня, чтобы узнать больше.
Почему алюминий так распространен, но так редок?
Плавка является важнейшим этапом извлечения алюминия, и без нее было бы чрезвычайно трудно получить доступ к алюминию, не говоря уже об использовании его в качестве строительного или коммерческого материала. Это связано с тем, что, хотя алюминий является третьим наиболее распространенным элементом после кислорода и кремния в земной коре, на самом деле он редко встречается в природе в естественной форме. Чистый алюминий обладает высокой реакционной способностью, и его молекулы быстро и легко связываются с соседними элементами.
Причина распространенности алюминия на Земле (этот металл составляет примерно 1,59% массы планеты) заключается в том, что он так легко образует оксид и связывается с горными породами, поэтому его нелегко выбрасывать в атмосферу. Хотя редко встречается в чистом виде, он часто образует оксиды и силикаты. Общие алюминийсодержащие минералы включают берилл, криолит, гранат, шпинель и бирюзу. Рубины и сапфиры образуются из примесей в оксиде алюминия.
Из всех различных полезных ископаемых, содержащих алюминий, наиболее ответственным за его коммерческую жизнеспособность является боксит. Бокситы, чаще всего встречающиеся в тропическом климате, в настоящее время в изобилии добываются в таких местах, как Австралия, Китай, Гвинея и Индия. Процесс извлечения алюминия из бокситов известен как плавка.
Что такое процесс Байера?
Процесс преобразования бокситов в чистый алюминий обычно включает две отдельные стадии. Во-первых, минерал будет подвергнут процессу Байера, который используется для извлечения глинозема (другое название оксида алюминия) из боксита. Затем оксид алюминия подвергают процессу Холла-Эру, который включает растворение оксида алюминия в расплавленном криолите и электролиз расплавленной солевой ванны.
Процесс Байера был разработан Карлом Йозефом Байером в 1888 году, когда он работал в текстильной промышленности для разработки дешевого метода извлечения глинозема, который обычно использовался для окрашивания хлопка. Основной состав бокситовой руды составляют гидратированные оксиды алюминия, смешанные с соединениями таких элементов, как железо. Байер обнаружил, что можно нагревать руду в сосуде под давлением, добавляя раствор гидроксида натрия, известный как каустическая сода, при температуре от 150 до 200 градусов по Цельсию. Алюминий растворяется в виде алюмината натрия в процессе экстракции.
Важно отметить, что алюминий в боксите может быть одним из нескольких соединений, таких как гиббсит (Al(OH) 3 ), бемит (AlO(OH)) или диаспор (a-AlO(OH)) . Для каждого соединения потребуется свой метод экстракции, хотя общий процесс будет одинаковым. Различные формы алюминиевого компонента диктуют определенные условия экстракции. После отделения остатка гиббсит выпадет в осадок при охлаждении жидкости, затравив его мелкозернистым гидроксидом алюминия.
Во время экстракции оксид алюминия, содержащийся в боксите, превращается в растворимый алюминат натрия. Кремнезем также растворяется, в то время как другие соединения, содержащиеся в боксите, остаются твердыми. Затем примеси можно отфильтровать с помощью вращающейся ловушки для песка или других методов. Отходы процесса называются красным шламом и состоят из высокого содержания гидроксида кальция и натрия.
Что такое процесс Холла-Эру?
После извлечения глинозема из бокситовой руды его можно подвергнуть процессу Холла-Эру, который представляет собой электролитический процесс, разработанный независимо одновременно Чарльзом Мартином Холлом и Полем Эру в 1886 году. До этого В то время не существовало коммерчески жизнеспособного способа извлечения алюминия из-за того, что невозможно получить алюминий путем электролиза водной соли алюминия. Проблема в том, что ионы гидроксония легко окисляют элементарный алюминий. И хотя это можно сделать с расплавленной солью алюминия, оксид алюминия имеет температуру плавления 2072 градуса по Цельсию, что делает его непрактичным.
В процессе Холла-Эру глинозем растворяется в расплавленном синтетическом криолите. Это позволяет избежать вышеуказанной проблемы за счет снижения температуры плавления, чтобы сделать электролиз более возможным. Температура плавления криолита после добавления в него некоторого количества оксида алюминия составляет около 1000 градусов по Цельсию, что вдвое меньше, чем у соли алюминия. Другие преимущества использования криолита включают тот факт, что он позволяет легко растворять глинозем, он проводит электричество и имеет меньшую плотность, чем алюминий.
Во время электролиза жидкий алюминий осаждается на катоде. В то же время кислород из глинозема соединяется с углеродом с образованием углекислого газа.
Обычному алюминиевому заводу для нормального функционирования требуется много электроэнергии. Это означает, что плавильные заводы часто строятся рядом с крупными электростанциями или совместно с ними. Они также расположены недалеко от портов, поскольку обычно глинозем приходится импортировать из-за границы.
Резюме
Понимание того, как добывается алюминий, помогает производителям лучше понять, откуда берется этот металл и как он превращается во множество разнообразных сплавов, которые делают его столь ценным для коммерческого применения. Независимо от ваших потребностей в алюминии, профессиональная и опытная команда Clinton Aluminium сможет вам помочь. Наша цель – быть не просто поставщиком материалов, а стать настоящим партнером для наших клиентов.
Мы гордимся тем, что можем помочь вам на каждом этапе производственного процесса, от первоначального планирования до окончательного исполнения. Свяжитесь с нами сегодня, чтобы узнать больше о том, как Clinton Aluminium может помочь вам сэкономить деньги, производя более конкурентоспособную продукцию.
Как производят алюминий
Все об алюминии
Несмотря на то, что алюминий является самым распространенным металлом на планете, чистый алюминий в природе не встречается. Атомы алюминия легко связываются с другими металлами, образуя соединения. В то же время алюминий невозможно выделить, просто расплавив соединения в печи, как, например, железо. Процесс производства алюминия намного сложнее и требует огромного количества электроэнергии. По этой причине алюминиевые заводы всегда строятся вблизи источников энергии, как правило, гидроэлектростанций, которые не загрязняют окружающую среду. Но давайте начнем с самого начала.
- Добыча бокситов
- Производство глинозема
- Криолит
- Производство алюминия
- Литейный дом
- Новые технологии
- Переработка
« Ничто в природе не возникает из ничего и
Ничто не возникает готовым к использованию ».
Александр Герцен
Русский публицист и писатель
Добыча бокситов
Процесс производства алюминия можно разделить на три этапа; из земли добывают первые бокситы, содержащие алюминий. Во-вторых, бокситы перерабатываются в глинозем или оксид алюминия, и, наконец, на третьем этапе чистый алюминий производится с помощью электролитического восстановления — процесса, в котором оксид алюминия расщепляется на компоненты с помощью электрического тока. Около 4-5 тонн бокситов перерабатываются в 2 тонны глинозема, из которых можно получить около 1 тонны алюминия.
В мире существует несколько полезных ископаемых, из которых можно получить алюминий, но наиболее распространенным сырьем является боксит. Бокситы – это минералы, состоящие в основном из оксида алюминия, смешанного с некоторыми другими минералами. Бокситы считаются качественными, если они содержат более 50% оксида алюминия.
Запасы бокситов
Подтвержденные мировые запасы бокситов оцениваются в 18,6 миллиардов тонн. При нынешнем уровне добычи этого должно хватить более чем на сто лет.
Существует множество разновидностей бокситов. По структуре они могут быть сплошными и плотными или рассыпчатыми. Обычный цвет кирпично-красный, огненно-красный или коричневый из-за оксида железа. Если содержание железа низкое, бокситы могут быть серыми или белыми. Но встречаются и желтые, темно-зеленые и даже разноцветные бокситы с голубоватыми, пурпурными, красными и черными оттенками.
Около 90% мировых запасов бокситов приходится на тропические и субтропические районы, при этом 73% приходится всего на пять стран: Гвинею, Бразилию, Ямайку, Австралию и Индию. Гвинея имеет самые большие запасы бокситов, 5,3 миллиарда тонн (28,4% мировых запасов) и гвинейские бокситы очень высокого качества, содержащие минимальное количество примесей. Они также находятся очень близко к поверхности, что делает их добычу очень легкой.
Крупнейшие производители бокситов в мире, 2014 г.
Наиболее распространенным способом добычи бокситов является использование карьеров. С помощью специального оборудования с поверхности срезается один слой за другим, а затем порода транспортируется в другое место для дальнейшей обработки. Однако есть места, где алюминиевую руду приходится добывать глубоко под землей, и для ее добычи необходимо построить подземные шахты. Одна из самых глубоких шахт — Черемховская-Глубокая на Урале в России, ее стволы проходят на глубину 1550 метров.
Производство глинозема
Следующим этапом производственной цепочки является переработка бокситов в глинозем, или оксид алюминия — Al 2 O 3 , — порошок белого цвета. Наиболее распространенным процессом производства глинозема из бокситов является процесс Байера, который был впервые обнаружен более 100 лет назад, но широко используется и сегодня. Около 90% глиноземных заводов в мире используют процесс Байера. Он очень эффективен, но его можно использовать только на высококачественных бокситах с довольно низким содержанием примесей, особенно кремния.
Принцип процесса Байера заключается в следующем: кристаллизованный гидрат алюминия, находящийся в бокситах, легко растворяется в концентрированной каустической соде (NaOH) при высоких температурах, а при понижении температуры и повторном увеличении концентрации раствора гидрат алюминия кристаллизуется, но остальные элементы, содержащиеся в боксите (так называемый балласт), либо не растворяются, либо перекристаллизовываются и оседают на дно задолго до кристаллизации гидрата алюминия. Это означает, что после растворения гидрата алюминия в едком натре балласт можно легко выделить и удалить. Этот балласт известен как красный шлам.
Красный шлам представляет собой густую красно-коричневую пасту, состоящую из соединений кремния, железа, титана и других. Его утилизируют на специальных изолированных площадках, называемых шламоотвалами. Площадки шламоотвала предназначены для предотвращения просачивания щелочи, содержащейся в шламе, в грунтовые воды. После засыпки шламоотвала территорию можно рекультивировать, засыпав ее песком, пеплом или грязью и посадив там определенные виды деревьев и растений. Хотя на полную рекультивацию могут уйти годы, в итоге территория вернется в исходное состояние.
Многие специалисты не считают красный шлам отходами, поскольку его можно использовать в качестве сырья. Например, из него можно получить скандий, а затем использовать его в алюминиево-скандиевых сплавах. Скандий придает алюминиевым сплавам особую прочность, и такие сплавы можно использовать в автомобилях, ракетах, спортивном инвентаре и в производстве электрических проводов.
Красный шлам также можно использовать в производстве чугуна, бетона и редкоземельных металлов.
Крупные частицы гидрата алюминия можно относительно легко отфильтровать из раствора. Затем их промывают водой, сушат и прокаливают, то есть нагревают для удаления воды. Выходом этого процесса является глинозем.
Нефелин
Бокситы являются наиболее распространенным сырьем для производства глинозема, но не единственным. Глинозем также можно получить из нефелина. Нефелин встречается в виде апатито-нефелиновой породы (апатит — оксид кальция и фосфора). В процессе производства глинозема из нефелина также образуются побочные продукты: сода, поташ (материал, используемый в строительстве, производстве некоторых химических веществ, пищевой промышленности и т. д.) и редкий металл галлий. Отходы производства, белый шлам, могут быть использованы для производства высококачественного цемента. Для производства 1 тонны глинозема требуется 4 тонны нефелина и 7,5 тонн известняка 9.0003
Глинозем имеет неограниченный срок годности, но его необходимо хранить в правильных условиях, так как он при первой же возможности впитает влагу, поэтому производители глинозема предпочитают отправлять его на плавильные заводы как можно скорее. Первый глинозем укладывается в штабели весом до 30 000 тонн. В итоге таким образом строится своего рода слоеный пирог высотой 10-12 метров. Затем куча разрезается и загружается в железнодорожные вагоны по 60-75 тонн в вагоне (в зависимости от типа вагона) для отправки на плавильные заводы.
Существует еще один, гораздо менее распространенный метод получения глинозема. Это называется спеканием. Идея состоит в том, чтобы делать твердые материалы из порошков при высокой температуре. Бокситы спекаются с содой и известью. Последние два элемента связывают кремнезем в нерастворимые силикаты, которые затем можно легко отделить от глинозема. Процесс спекания более энергоемкий, чем процесс Байера, но с его помощью можно получать глинозем из бокситов с высоким содержанием токсичных примесей кремнезема.
Криолит
Ивиттууит
Одно из немногих природных месторождений криолита на Земле находится в городе Ивитууит в Гренландии. Он был открыт в 1799 году. Добыча криолита прекратилась в 1987 году, когда был разработан процесс производства искусственного криолита. Позднее криолит был обнаружен в Ильменских горах на Южном Урале (в Миассе) и в Колорадо, США.
Глинозем является непосредственным источником алюминия в процессе производства алюминия, но для создания подходящей среды для электролиза необходим еще один компонент, и этим компонентом является криолит. Это редкий природный минерал фтора, который из-за его дефицита в естественной форме был получен искусственно. В современном металлургическом производстве криолит получают путем смешивания плавиковой кислоты с гидроксидом алюминия и содой.
Производство алюминия
Итак, мы добыли боксит, сделали из него глинозем и накопили криолит, и теперь все готово к последнему этапу: электролитическому восстановлению для получения алюминия. Участок восстановления — это сердце алюминиевого завода, и он сильно отличается от производственных цехов на ваших типичных сталелитейных заводах, производящих чугун или сталь. Район редукции состоит из нескольких прямоугольных зданий, длина которых иногда превышает 1 километр. Внутри сотни редукционных ячеек или котлов, расположенных рядами и подключенных к источникам питания через массивные кабели. Постоянное напряжение на электродах каждой восстановительной ячейки колеблется в пределах от 4 до 6 вольт, при этом сила тока может достигать 300, 400 кА и более. Именно электрический ток является основной производительной силой в этом процессе. В типичной зоне сокращения находится всего несколько человек, поскольку все ключевые процессы автоматизированы.
Ток для производства алюминия
Для запуска двигателя автомобиля необходим ток 300-350А в течение 30 секунд. Это в 1000 раз меньше, чем требуется одной ячейке редуктора на постоянной основе.
В каждом электролизере алюминий производится из глинозема в процессе электролитического восстановления. Вся ячейка заполнена расплавленным криолитом, создающим проводящую среду при температуре 950°С. Дно ячейки работает как катод, а роль катода играют специальные криолито-углеродные блоки длиной 1,5 метра и шириной 0,5 метра, которые опускают в ячейку. Эти блоки выглядят как массивные молотки.
Каждые тридцать минут автоматическая система подачи глинозема сбрасывает в электролизер новую порцию глинозема. Электрический ток, протекающий через ячейку, разрушает связь между алюминием и кислородом, в результате чего алюминий оседает на дно ячейки и образует слой толщиной 10-15 см, а кислород связывается с углеродом в анодных блоках с образованием углекислого газа. .
Два-четыре раза в день алюминий извлекают из электролизера специальными вакуумными ковшами. В криолитовой корке, образующейся на поверхности восстановительной камеры, пробивают отверстие, затем через отверстие опускают трубу. По этой трубе в ведро засасывается жидкий алюминий, из которого заранее откачивается весь воздух. В среднем из каждой электролизера извлекается около 1 тонны металла, а вакуумный ковш может вместить 4 тонны расплавленного алюминия. Как только ведро наполнится, его отвезут в литейный двор.
На каждую тонну произведенного алюминия выбрасывается 280 000 кубометров газа. По этой причине каждая электролизер, независимо от ее конструкции, оснащена системой газоудаления, которая улавливает выделяющиеся в процессе восстановления газы и направляет их на установку газоочистки. Современные системы очистки сухих газов используют глинозем для фильтрации токсичных соединений фтора из газов. Таким образом, прежде чем использовать в производстве алюминия, глинозем сначала используется для обработки газов, выбрасываемых при более раннем производстве алюминия. Так что в каком-то смысле это замкнутый круг.
Процесс восстановления алюминия требует огромного количества электроэнергии, поэтому важно использовать возобновляемые источники энергии, не загрязняющие окружающую среду. Наиболее распространенным возобновляемым источником энергии являются гидроэлектростанции, поскольку они могут выдавать необходимую мощность, не загрязняя атмосферу. Например, в России 95% алюминиевых заводов получают электроэнергию от гидроэлектростанций. Однако в мире есть места, где по-прежнему доминирует угольная генерация, например, в Китае, 93% производства алюминия получают энергию от электростанций, работающих на угле. При использовании гидроэлектроэнергии в атмосферу выбрасывается всего 4 тонны углекислого газа на каждую тонну произведенного алюминия, а при использовании угольной генерации выбрасывается в пять раз больше углекислого газа на каждую тонну произведенного алюминия, или 21,6 тонны. углекислый газ.
Углекислый газ
За один солнечный день один гектар леса потребляет из атмосферы 120-280 кг углекислого газа и выделяет 180-200 кг кислорода.
Литейный цех
Расплавленный алюминий транспортируется в ведрах в литейный цех плавильного завода. На этой стадии металл еще содержит много железа, кремния, меди и других элементов. Однако даже самые незначительные количества примесей могут резко повлиять на свойства алюминия, поэтому в литейном цехе все примеси удаляются путем переплавки алюминия в специальной печи при 800 o С. Полученный чистый алюминий отливается в специальные формы, где он может затвердеть.
Самые маленькие алюминиевые слитки, часто называемые чушками, весят от 6 до 22,5 кг. Когда клиенты получают алюминий, доставленный им в болванках, они переплавляют его, добавляют любые необходимые компоненты, а затем перерабатывают их в форме, необходимой для их целей.
Самые крупные слитки, 30-тонные слябы длиной 11,5 метров, изготавливаются в специальных изложницах, заглубленных на глубину до 13 метров в землю. Горячий алюминий заливают в такую форму в течение двух часов, при этом сляб «растет» в форме, как сосулька, только снизу вверх. По мере литья сляб охлаждается водой и, как только процесс литья завершен, сляб готов к отгрузке. Затем плиты обычно раскатывают в тонкие листы, которые затем используются при производстве фольги, банок для напитков или панелей кузова автомобиля.
Алюминиевые заготовки длиной 7 метров используются для изготовления прессований – это когда заготовка проталкивается через отверстие необходимой формы. Экструзия — это процесс, используемый для изготовления подавляющего большинства алюминиевых изделий.
В литейном цехе алюминию придают не только необходимую форму, но и необходимый химический состав. Дело в том, что чистый алюминий используется гораздо реже, чем алюминиевые сплавы.
Алюминиевые сплавы получают путем смешивания алюминия с различными другими металлами (так называемыми легирующими элементами). Одни повышают прочность алюминия, другие делают его более плотным, третьи изменяют его теплопроводные свойства и т. д. Распространенными легирующими элементами являются бор, железо, кремний, магний, марганец, медь, никель, свинец, титан, хром, цинк, цирконий, литий, скандий, серебро и другие. Кроме того, в состав алюминиевых сплавов могут входить десятки других легирующих элементов, таких как стронций, фосфор и другие, поэтому общее количество возможных сплавов весьма внушительно. Сегодня в промышленности используется более 100 алюминиевых сплавов.
Новые технологии
Производители алюминия постоянно совершенствуют свои производственные процессы, чтобы добиться максимального качества при минимальных затратах и воздействии на окружающую среду. Уже разработаны электролизеры, работающие на ток 400 и 500 кА, модернизируются электролизеры старого поколения.
Одной из самых передовых технологий, над которой сегодня работают производители алюминия, является процесс инертного анода. Это уникальный революционный процесс, который может позволить производителям алюминия полностью отказаться от использования угольных анодов. Инертный анод потенциально можно использовать до бесконечности, но, что наиболее важно, процесс восстановления на основе инертного анода выбрасывает в атмосферу не углекислый газ, а чистый кислород. Один звонок инертного анода может произвести столько кислорода, сколько 70 гектаров леса. В настоящее время процесс инертного анода разрабатывается в секрете и проходит промышленные испытания, но кто знает, может быть, в ближайшем будущем он превратит алюминиевую промышленность в легкие нашей планеты.
Переработка
Одним из важных свойств алюминия является то, что он сохраняет свои свойства после обработки, что означает, что изделия из алюминия могут быть переработаны в новые изделия. Это помогает сохранить колоссальное количество энергии, которое необходимо использовать для производства первичного алюминия.
По оценкам Международного института алюминия, с 1880 года в мире было произведено почти миллиард тонн алюминия, и три четверти этого количества все еще используются сегодня. Около 35 % используется в зданиях и сооружениях, 30 % — в электрических кабелях и оборудовании и 30 % — в транспорте.
Здания и сооружения
Кабели электрические
Транспорт
Алюминиевый лом собирают по всему миру. В быту это в основном алюминиевые банки из-под напитков. Было подсчитано, что 1 кг переработанных пустых банок из-под напитков экономит 8 кг бокситов, 4 кг различных фторидов и 14 кВт/ч электроэнергии. Кроме того, переработка алюминия значительно снижает негативное воздействие постоянно расширяющихся свалок на окружающую среду. По мере того, как идея экологической ответственности набирает все большую популярность, раздельная переработка мусора становится все более популярной во всем мире.
Алюминиевые банки — один из самых перерабатываемых продуктов в мире. Примерно через 6 недель после использования алюминиевые банки снова появляются на полках магазинов
Каждый год в мире производится 220 миллиардов банок для напитков, 90% из них перерабатываются в Европе, и часто эти банки перерабатываются, а полученный из них алюминий используется для изготовления новых алюминиевых банок. Это одна из причин, по которой алюминиевые банки для напитков часто называют вечным продуктом. Но все может быть переработано: автомобильные детали, использованная алюминиевая фольга для приготовления пищи, велосипедные рамы, что угодно, если это сделано из алюминия, его можно переработать.
Фото: © Shutterstock и © Русал.
Архивы плавки алюминия — Журнал Light Metal Age
Опубликовано в:
- Новости поставщиков
Компании EPIQ Machinery и DTA объединяются для предоставления AGV производителям алюминия
EPIQ Machinery и DTA заключили командное соглашение для тесного сотрудничества, направленного на вывод на рынок алюминия множества автоматизированных транспортных средств (AGV). «Наш подход и наши корпоративные ценности объединяются», — сказала Элоиза Харви, генеральный директор EPIQ Machinery.
«Наш уникальный опыт и ноу-хау дополняют друг друга и позволяют нам предлагать гораздо больше […]Опубликовано в:
- Литейный цех
Rio Tinto расширяет производство низкоуглеродистой алюминиевой заготовки в Канаде
Rio Tinto инвестирует 188 миллионов долларов США (240 миллионов канадских долларов) в расширение своих производственных мощностей по выпуску низкоуглеродистой высококачественной алюминиевой заготовки на плавильном заводе Alma в Лак-Сен-Жан, Квебек, Канада, в ответ на растущий спрос на алюминиевые профили. «Расширение наших мощностей по производству низкоуглеродистой алюминиевой заготовки в Квебеке позволит нам лучше удовлетворять наши […]
Всемирный экономический форум запустил алюминиевый сектор для своей Коалиции первопроходцев (FMC), глобальной инициативы, направленной на использование покупательной способности компаний для обезуглероживания семи промышленных секторов, на которые в настоящее время приходится 30% глобальных выбросов, включая алюминий. «Технологии дали нам инструменты для сокращения наших выбросов и создания […]
Опубликовано в:
- Плавка
EGA поставит HAI солнечный алюминий для использования в автомобилестроении
Эмирейтс Global Aluminium (EGA) в ОАЭ подписала соглашение с Hammerer Aluminium Industries (HAI) в Австрии на поставку солнечного алюминия EGA CelestiAL.
EGA ежегодно поставляет HAI тысячи тонн алюминия, часть которого теперь будет передана CelestiAL. Кроме того, соглашение гарантирует, что готовые профили […]Опубликовано в:
- Новости событий
ICSOBA 2022 представит знания металлургической промышленности
Международный комитет по изучению бокситов, глинозема и алюминия (ICSOBA) объявил, что его 40-я Международная конференция и выставка пройдут в Афинах, Греция, 10–14 октября 2022 г. В качестве гибридного мероприятия делегаты смогут получить доступ презентации онлайн. Принимающим спонсором будет Mytilineos, которая владеет и управляет Aluminium of Greece, […]
Опубликовано в:
- Плавка
EGA подписывает несколько соглашений о технологии плавки
Emirates Global Aluminium (EGA), базирующаяся в ОАЭ, имеет большой опыт разработки технологий плавки алюминия, предназначенных для увеличения производства при ограничении количества требуемой энергии. С 19В 90-х компания разработала и внедрила собственные электролизные технологии на всех своих плавильных заводах, включая как расширение, так и модернизацию существующих линий. EGA стала первой […]
Опубликовано в:
- Плавильный завод
Alcoa завершает проект энергетической инфраструктуры на плавильном заводе в Дешамбо
Корпорация Alcoa завершила установку модернизированной энергетической инфраструктуры на своем алюминиевом заводе Deschambault в Квебеке, Канада.
Ожидается, что проект капитальных вложений стоимостью 47 миллионов долларов улучшит стабильность, повысит эффективность и увеличит производительность на плавильном заводе. «Благодаря постоянному совершенствованию мы смогли экономически увеличить возможности многих наших активов», — сказал Джон […]Опубликовано в:
- Плавка
Hydro инвестирует в улавливание углерода для устранения выбросов при производстве алюминия
Hydro инвестирует 20 миллионов долларов США в Verdox, дочернюю компанию Массачусетского технологического института (MIT), которая занимается коммерциализацией полностью электрической технологии улавливания углерода.
Новая технология будет применима для улавливания выбросов как при производстве алюминия, так и непосредственно из воздуха. Он будет использоваться на алюминиевых заводах Hydro для снижения общего содержания углерода […]Опубликовано в:
- Плавка
Nordural Partners с Ocean GeoLoop для технологии улавливания углерода
Nordural Grundartangi ehf, дочерняя компания Century Aluminium Company, подписала письмо о намерениях (LOI) с Ocean GeoLoop, промышленной компанией, занимающейся экологически чистыми технологиями. Цель проекта — сократить выбросы углерода в Исландии примерно на 10 % за счет внедрения технологии улавливания углерода Ocean GeoLoop на алюминиевом заводе Grundartangi в Исландии.
«Мы гордимся […]
Плавка вторичного алюминия | Magaldi Group
ПОИСК
КОНВЕЙЕРЫ СТАЛЬНЫЕ ЛЕНТОЧНЫЕ ДЛЯ ТЯЖЕЛЫХ УСЛОВИЙ с 1929 г.
Плавка вторичного алюминия — это процесс переработки алюминиевого лома в алюминий, который можно использовать и перерабатывать снова и снова в рамках настоящего процесса замкнутого цикла.
Более широкое использование переработанного алюминия в производстве привело к значительным экономическим и экологическим преимуществам как для промышленности, так и для потребителей.
В настоящее время более 90 процентов алюминия, используемого в автомобилестроении и строительстве, перерабатывается, и эта тенденция постоянно растет и в других отраслях промышленности благодаря преимуществам, которые он дает. На самом деле, производство вторичного алюминия не только требует меньше энергии (на переработку алюминиевого лома требуется всего 5% энергии, используемой для производства нового алюминия), но и снижает количество отходов, захораниваемых на свалках, и выбросы парниковых газов.
После сбора и сортировки алюминиевый лом удаляется с покрытия — обычно с помощью вращающейся печи — для удаления покрытий и загрязнений, нанесенных на алюминиевые изделия.
Из ротационных установок для снятия покрытия горячие алюминиевые крошки (при температуре около 500 °C) затем транспортируются в печь для переработки и превращаются в расплавленный алюминий для отливки в слитки или заготовки, готовые для последующей переработки в новые алюминиевые изделия.
Компания Magaldi разработала и изготовила систему подачи горячего измельчения для соединения роторных установок для снятия покрытия с плавильной печью, расположенной ниже по потоку.
Система Ecobelt® способна перерабатывать горячую алюминиевую стружку самым надежным способом, обеспечивая повышенную безопасность предприятия и лучшую производительность процесса. Кроме того, будучи полностью заключенным в стальной корпус, система Ecobelt® гарантирует минимальное падение температуры, позволяя повторно использовать тепловую энергию, высвобождаемую в предшествующих процессах.
ССЫЛКИ
| Год | СтранаГерманияСША | Конечный пользователь | Завод | Общие данные | Решение | Подробнее |
|---|---|---|---|---|---|---|
| 2016 | США | ЛОГАН | РАССЕЛВИЛЬ | Ширина: 800 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
| 2015 | Германия | НОВЕЛИС ШИТ ИНГОТ ГмбХ | НАХТЕРШТЕДТ | Ширина: 1600 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
| 2015 | Германия | НОВЕЛИС ШИТ ИНГОТ ГмбХ | НАХТЕРШТЕДТ | Ширина: 1600 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
| 2015 | Германия | НОВЕЛИС ШИТ ИНГОТ ГмбХ | НАХТЕРШТЕДТ | Ширина: 1 600 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
| 2015 | Германия | НОВЕЛИС ШИТ ИНГОТ ГмбХ | НАХТЕРШТЕДТ | Ширина: 1 600 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
| 2015 | Германия | НОВЕЛИС ШИТ ИНГОТ ГмбХ | НАХТЕРШТЕДТ | Ширина: 1600 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
| 2015 | Германия | НОВЕЛИС ШИТ ИНГОТ ГмбХ | НАХТЕРШТЕДТ | Ширина: 1 600 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
| 2015 | Германия | НОВЕЛИС ШИТ ИНГОТ ГмбХ | НАХТЕРШТЕДТ | Ширина: 1 600 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
| 2015 | Германия | НОВЕЛИС ШИТ ИНГОТ ГмбХ | НАХТЕРШТЕДТ | Ширина: 1600 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
| 2018 | США | ЛОГАН | РАССЕЛВИЛЬ, Кентукки | Ширина: 800 мм | Транспортировка горячего измельчения | |
| 2018 | США | ЛОГАН | РАССЕЛВИЛЬ, Кентукки | Ширина: 800 мм | Транспортировка горячего измельчения |
РЕФЕРЕНЦИИ
СтранаГерманияСША
| Год | Страна | Конечный пользователь | Завод | Общие данные | Решение | Еще |
| 2018 | США | ЛОГАН | РАССЕЛВИЛЬ, Кентукки | Ширина: 800 мм | Транспортировка горячего измельчения | |
| 2018 | США | ЛОГАН | РАССЕЛВИЛЬ, Кентукки | Ширина: 800 мм | Транспортировка горячего измельчения | |
| 2016 | США | ЛОГАН | РАССЕЛВИЛЬ | Ширина: 800 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
| 2015 | Германия | НОВЕЛИС ШИТ ИНГОТ ГмбХ | НАХТЕРШТЕДТ | Ширина: 1 600 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
| 2015 | Германия | НОВЕЛИС ШИТ ИНГОТ ГмбХ | НАХТЕРШТЕДТ | Ширина: 1600 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
| 2015 | Германия | НОВЕЛИС ШИТ ИНГОТ ГмбХ | НАХТЕРШТЕДТ | Ширина: 1 600 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
| 2015 | Германия | НОВЕЛИС ШИТ ИНГОТ ГмбХ | НАХТЕРШТЕДТ | Ширина: 1 600 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
| 2015 | Германия | НОВЕЛИС ШИТ ИНГОТ ГмбХ | НАХТЕРШТЕДТ | Ширина: 1600 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
| 2015 | Германия | НОВЕЛИС ШИТ ИНГОТ ГмбХ | НАХТЕРШТЕДТ | Ширина: 1 600 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
| 2015 | Германия | НОВЕЛИС ШИТ ИНГОТ ГмбХ | НАХТЕРШТЕДТ | Ширина: 1 600 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
| 2015 | Германия | НОВЕЛИС ШИТ ИНГОТ ГмбХ | НАХТЕРШТЕДТ | Ширина: 1600 мм | Транспортировка горячего измельчения | ПРИМЕР ИЗ ПРАКТИКИ |
УЗНАТЬ БОЛЬШЕ
Алюминий
Река Колумбия играет ключевую роль в истории производства алюминия в Америке, поскольку эта отрасль была первым крупным промышленным потребителем гидроэнергии реки Колумбия. Со временем отрасль выросла, наняв около 11 000 человек на северо-западе и потребляя в среднем 3 150 мегаватт электроэнергии в год, что достаточно для освещения трех городов размером с современный Сиэтл в течение года. Но растущие затраты на электроэнергию и рабочую силу, а также острая конкуренция на мировом рынке алюминия сделали конкуренцию 10 алюминиевых заводов Северо-Запада все более сложной, и к концу 20-х годов -й 90-й 240-й век, большинство плавильных заводов региона были закрыты и/или столкнулись с неопределенным будущим (Ричард Ханнерс, бывший электрик алюминиевого завода и редактор газет в Уайтфиш и Колумбия-Фолс, штат Монтана, в настоящее время (2018 г.) репортер в Blue Mountain Eagle в Джоне Дэй, штат Орегон, написал исчерпывающую историю алюминиевого завода Колумбия-Фолс, штат Монтана).
Метод электролиза для производства алюминия из бокситов требует постоянной подачи большого количества электроэнергии. Плотина Бонневиль будет подключена к сети в 19 году.38 и регионе, жаждущем экономического роста, алюминиевая промышленность казалась многообещающей для Тихоокеанского Северо-Запада. В том же году Дж. Д. Росс, первый администратор Бонневильского энергетического проекта (он был переименован в Бонневильское энергетическое управление в 1940 году), в первом годовом отчете проекта отметил, что промышленное развитие и национальная оборона будут важными видами использования электроэнергии от плотины. Но он не упомянул алюминий. Росс не одобрял алюминий, потому что плавильные печи потребляли большое количество энергии, но не нанимали большого количества людей. Он считал, что алюминиевая промышленность должна держаться подальше от Северо-Запада в пользу других, более трудоемких отраслей до завершения строительства плотины Гранд-Кули в 1919 году.41.
Тем не менее, в 1938 и начале 1939 года проект Bonneville Project столкнулся с жесткими вопросами в Конгрессе по поводу его низких доходов. Проекту нужно было увеличить продажи, чтобы удовлетворить Конгресс, и ответом стал алюминий. Росс умер в марте 1939 года, а в мае президент Рузвельт назначил Фрэнка Бэнкса из Бюро мелиорации в качестве временной замены. Консервативный республиканец, его связи с частным бизнесом сделали его непопулярным среди сторонников государственной власти и демократов Нового курса. Бэнкс впоследствии стал ключевой фигурой в строительстве плотины Гранд-Кули, но его пребывание на посту администратора Бонневилля закончилось в сентябре, когда Рузвельт назначил Пола Рэйвера постоянным администратором. В декабре Raver подписал контракт с ALCOA на поставку электроэнергии — первоначально 32,5 среднегодовых мегаватта — для плавильного завода в Ванкувере. Примерно в то же время была проложена первая линия электропередачи от плотины до Ванкувера. С этим заводом родилась алюминиевая промышленность Северо-Запада.
Вскоре были построены другие алюминиевые заводы. Компания Reynolds Metals построила следующий в Лонгвью, штат Вашингтон, примерно в 40 милях к северу от Ванкувера, в 1941 году. Другие заводы были построены Корпорацией оборонных заводов, созданной федеральным правительством для инвестиций в промышленное производство. Растения были географически рассредоточены по северо-западу, чтобы они могли приносить пользу нескольким общинам и продаваться после войны. Каждый покупал электроэнергию в основном у Бонневиля.
Boeing, производивший военные самолеты в Сиэтле, был основным покупателем алюминия с металлургических заводов Северо-Запада. Было подсчитано, что только электричество от плотины Гранд-Кули обеспечивало производство алюминия примерно в одной трети самолетов, построенных во время Второй мировой войны.
После войны производство алюминия рухнуло, сотни рабочих были уволены. Но производство восстановилось, и к 1946 году в регионе производилось 36 процентов национальных поставок слитков; к 1950-м годам он составлял 40 процентов. Заводы Defense Plant Corporation были проданы Рейнольдсу и Кайзеру после войны по низким ценам, чтобы стимулировать конкуренцию в отрасли, в которой доминировала ALCOA.
В течение 1950-х и 1960-х годов промышленность процветала, и количество алюминиевых заводов выросло до 10. При полной работе на заводах работало около 11 000 человек, что составляет небольшой процент от рабочих региона. Но рабочие места хорошо оплачивались, а заводы приносили пользу Бонневиллю и Северо-Западу. Они потребляли большое количество гидроэлектроэнергии при стабильном уровне спроса, тем самым обеспечивая значительный доход Бонневиллю и стабильность работы плотин. Они приносили экономические выгоды сообществам, в которых они были расположены, таким разнообразным сообществам, как сельский Голдендейл, Вашингтон и Колумбия-Фолс, штат Монтана, и таким же городским, как Спокан и Такома.
На плавильные заводы приходилось 40 процентов плавильных мощностей США и от 6 до 7 процентов мировых мощностей. Алюминиевые компании заплатили Bonneville миллионы долларов, и этот важный доход помог Bonneville обеспечить множество преимуществ, связанных с электроэнергией, для своих клиентов и экологических преимуществ для региона, особенно после того, как Конгресс одобрил Закон об энергетике Северо-Запада в 1980 году. водораздела для политически влиятельных алюминиевых компаний. В соответствии с Законом об энергетике алюминиевые компании и несколько других прямых клиентов Бонневиля получили то, чего давно хотели, — долгосрочные контракты на продажу электроэнергии. Взамен компании согласились платить надбавку по этим контрактам для финансирования «обмена жильем», важного элемента Закона об энергетике, согласно которому Bonneville обменивает свою дешевую электроэнергию на такое же количество более дорогой электроэнергии, производимой принадлежащими инвесторам. коммунальные услуги, чтобы все потребители электроэнергии в жилых и мелких фермерских хозяйствах на Северо-Западе платили примерно одинаковую плату за киловатт-час. Клиенты прямого обслуживания оплачивали разницу.
Для алюминиевых компаний Закон об энергетике означал повышение тарифов, но также и стабильные долгосрочные затраты на электроэнергию. В то время это имело смысл, учитывая хаос, вызванный растущими затратами и растущим разочарованием общественности по поводу участия Bonneville и многих ее клиентов в строительстве пяти атомных электростанций для увеличения выработки гидроэлектроэнергии. См. обсуждение ядерной энергетики в разделе «Программа гидротермальной энергетики». Bonneville уже поднимал свои ставки в ответ, и они будут расти еще больше — намного больше. Между 1979 и 1983, Bonneville поднял свои ставки почти на 250 процентов.
Алюминиевые компании не были застрахованы, несмотря на контрактные положения Закона об энергетике. Это был сокрушительный удар. До увеличения цены на электроэнергию у компаний были очень конкурентоспособными по сравнению с ценами, которые платили за электроэнергию их конкуренты. Теперь их положение на мировом рынке ослабевало в результате увеличения стоимости электроэнергии. Бонневиль финансировал программу энергосбережения для плавильных заводов, но на стареющих плавильных заводах добиться повышения эффективности было дорого и трудно.
Проблемы алюминиевых компаний продолжали расти, поскольку они изо всех сил пытались сохранить конкурентоспособность на мировом рынке в 1990-х годах. В 1996 г. относительно короткая история выплавки алюминия на Северо-Западе начала рушиться. Чтобы удержать промышленность в качестве клиентов, Bonneville привязала свои производственные мощности к мировым ценам на алюминий, но компании все равно боролись. В 1996 и 1997 годах алюминиевые заводы отказались от некоторых своих долгосрочных контрактов с Bonneville в обмен на расширение доступа к оптовому рынку электроэнергии, где электричество было дешевле, чем у Bonneville. В результате Bonneville сократила мощность, которую она поставляла плавильным заводам, примерно до 60 процентов от их предыдущего контрактного объема, а в 2001 году еще больше снизила ее до 40 процентов, или примерно 1425 мегаватт. Между тем технологические достижения и строительство новых плавильных заводов в других странах с более низкими затратами на рабочую силу и электроэнергию еще больше поставили металлургические заводы Северо-Запада в невыгодное положение.
Энергетический кризис на Западном побережье 2000 и 2001 годов, когда нехватка электроэнергии привела к росту оптовых цен в 10 и 20 раз и более, возможно, стал последним ударом. К лету 2001 года все 10 алюминиевых заводов были закрыты или работали в очень ограниченном и периодическом режиме. Практически все на Западном побережье испытали повышение ставок во время энергетического кризиса или в результате него, включая Bonneville и алюминиевые компании. Две компании, ALCOA и Golden Northwest Aluminium, предложили построить свои собственные электростанции, работающие на природном газе, и разделить продукцию с Bonneville, но обсуждение вопросов стоимости строительства и ценообразования на электроэнергию прервалось. В конечном счете, алюминиевые компании просто больше не могли конкурировать.
Маловероятно, что металлургические комбинаты Северо-Запада когда-либо возобновят производство на полную мощность. Дешевая электроэнергия привлекала алюминиевые компании на Северо-Запад в 1940-х и 1950-х годах; рост цен на сырье, неустойчивые цены на электроэнергию и всемирная конкуренция с другими, часто более дешевыми производствами и поставками, в конечном итоге вытеснили их из бизнеса.
В 2016 году ALCOA простаивала плавильные заводы в Венатчи и Ферндейле, два последних из которых работали на северо-западе. Компания сохранила свой контракт на закупку электроэнергии с Коммунальным округом округа Челан на случай, если плавильный завод Венатчи может возобновить работу в будущем. Если завод не будет перезапущен к июню 2017 года, ALCOA будет должна PUD 67 миллионов долларов. Согласно пресс-релизу PUD, в мае 2017 года PUD согласилась на просьбу ALCOA изменить контракт, чтобы «сохранить возможность дальнейшего рассмотрения вопроса о перезапуске алюминиевого завода». Согласно PUD, Alcoa согласилась заплатить 7,3 миллиона долларов, включая комиссию за возможность «выиграть время». Ссылаясь на сокращение мировых излишков алюминия и предложение администрации Трампа расследовать недобросовестную торговую практику на мировом рынке алюминия, представитель ALCOA заявил членам комиссии PUD на недавней встрече, что компания более оптимистична в отношении того, что она сможет вновь открыть плавильный завод Wenatchee.