Сварные конструкции. Создание чертежа и спецификации по созданной модели.
В предыдущей статье, посвященной приложению “Сварные конструкции в SOLIDWORKS”, мы рассмотрели следующие вопросы:
- Как работает это приложение.
- Как создать свой профиль.
Сегодняшнюю статью я бы хотел посвятить тому, как получить чертеж данной металлоконструкции и, конечно же, самый главный вопрос, который мучает всех: как создать спецификацию сварной конструкции, если она выполнена в файле детали.
В первую очередь не обходимо сделать так, чтобы программа выдавала нам автоматически сечение трубы в спецификации.
- Для этого необходимо открыть файл шаблона трубы, который мы создали. Как найти путь к шаблону или как создать шаблон вы можете узнать в предыдущей статье.
- Зайти в свойства файла и на вкладке настройка создать строку со следующим содержанием:
Свойства файлаСуммарная информация/ Настройки3. Выражение, которое введено в поле “Значение/Текстовое выражение”, является ссылкой на размеры в эскизе сечения профиля. В поле “Вычисленное значение” показывается итоговый результат того, как программа поняла и выполнила ваше текстовое выражение в предыдущем поле. Это значение будет автоматически меняться в зависимости от изменений размеров в эскизе.
Выражение, которое введено в поле “Значение/Текстовое выражение”, является ссылкой на размеры в эскизе сечения профиля. В поле “Вычисленное значение” показывается итоговый результат того, как программа поняла и выполнила ваше текстовое выражение в предыдущем поле. Это значение будет автоматически меняться в зависимости от изменений размеров в эскизе.
4. Сохраняем файл и закрываем его.
5. Создаем кубик 200х200х200 мм. с применением шаблона, в который мы сейчас внесли изменения.
Теперь мы подошли к самому главному — созданию чертежа из модели.
Как оформлять чертежи в соответствии с ЕСКД в данной статье рассматривать не будем. Эта тема для отдельного цикла публикаций. Вернемся к оформлению чертежа.
После того как создали новую модель с применением измененного шаблона, необходимо убедиться в том, что свойства, прописанные в шаблоне, будут транслироваться в спецификацию. Для этого:
- В готовой модели необходимо перейти в дерево построения и ПКМ (Правой кнопкой мыши) нажать на пиктограмму “Список вырезов”.

- Необходимо активировать следующие свойства — “Создать список вырезов автоматически” и “Обновлять автоматически”

Список вырезов3.Теперь в списке вырезов появилось две подкатегории, в которых собраны одинаковые по своим свойствам тела профилей.
4. При нажатии на пиктограмму одной из подкатегорий выбираем «Свойства».
5. Открывшееся окно должно выглядеть следующим образом:
Свойства списка вырезов6. Здесь мы видим, что свойство, которое было добавлено в шаблон, транслируется в свойства конструкции.
Теперь создаем чертеж из металлоконструкции.
Далее «Вставка» — «Таблицы» — «Список вырезов сварного изделия».
Таблица, появившаяся в поле листа, будет выглядеть следующим образом:
ТаблицаТеперь начнем редактирование таблицы:
- Выделяем столбец “Описание” и в дереве раскрывается список свойств, которые можно присвоить столбцу.
2. Выбираем “Description”, и видим, что заполнение таблицы поменялось и выглядит следующим образом:
Выбираем “Description”, и видим, что заполнение таблицы поменялось и выглядит следующим образом:
Таблица3. Перетаскиваем столбцы между собой как нам удобно. При желании можно сохранить данный шаблон либо еще как-то модифицировать его.
И самое главное: теперь при расстановке позиций программа будет считывать именно эту спецификацию.
Итоговый лист чертежа будет выглядеть так:
Чертеж сварной конструкцииПриложение «Сварные конструкции» дает нам широкий спектр возможностей для создания металлоконструкций различной сложности.
Также из полученной модели возможно получить информацию в спецификации по всем используемым профилям, оформлять чертежи.
В следующей статье по данной теме мы рассмотрим, как создавать сложные металлоконструкции и как ведет себя модель при параметризации.
Общие положения оформления чертежей КМД / Чертежи КМД / 3dstroyproekt.ru
Формат чертежей. Деталировочные рабочие чертежи отдельных элементов конструкций, а также монтажные схемы желательно располагать на листах стандартного формата — А1 по ГОСТ 2. 301—68.
301—68.
Линии. При вычерчивании чертежей рекомендуются следующие толщины линий: для рамок чертежей — от 0,6 до 0,8 мм; для основных линий и узлов — от 0,15 до 1 мм в зависимости от масштаба изображения. Чем меньше масштаб, тем линии тоньше; для выносных, осевых и размерных линий — 0,2 мм; для линий разрезов — от 0,6 до 0,8 мм.
Оси здания наносят штрихпунктирными линиями и обозначают: поперечные оси — цифрами, продольные { называемые рядами } — буквами. Цифры и буквы заключают в кружки диаметром 6—9 мм.
Линии чертежа не должны пересекать цифры и надписи.
Для получения линий нужных толщин конструктору необходимо иметь два карандаша разной твердости: один НВ или ТМ — для тонких линий, второй В или 2М — для более толстых линий.
Надписи. Все надписи выполняют нормальным шрифтом. Высоту букв следует согласовывать с назначением надписи и размером отдельных видов и проекций на чертеже. Чертежи выглядят и читаются хорошо при следующей высоте строчных букв: 4 мм — для наименований чертежей и проекций на листах формата Ф1; 2,5 мм — для наименований конструктивных деталей { например, рельс КР-120 } ; 2 мм — для надписей на выносных линиях { например, вертикальные связи } . Заглавные буквы следует делать в 1,5 раза выше строчных.
Заглавные буквы следует делать в 1,5 раза выше строчных.
Размеры. Все размеры на рабочих чертежах и монтажных схемах следует указывать в миллиметрах { только цифрами } и писать над размерными линиями. При малом расстоянии между выносными линиями размеры можно написать несколько в стороне под или над размерной линией. В этом случае от цифры к соответствующему участку размерной линии необходимо дать дополнительную выносную линию. Размерные и выносные линии делают сплошными. В точке пересечения размерных и выносных линий разрешается делать стрелку, жирную точку или засечку. Точки ставят на средних выносных линиях, если выносные линии расположены близко друг к другу. Размер цифр — 2—3 мм.
Условные обозначения. В целях упрощения изображения конструкций на чертежах применяют ряд условных обозначений.
Прокатные и гнутые профили в сечении имеют сложную форму. Их контурные линии сопрягаются друг с другом с помощью криволинейных участков. На чертежах металлических конструкций ввиду малого размера изображения криволинейные участки контурных линий не вычерчивают и основные контурные линии сопрягают друг с другом непосредственно в точках пересечений.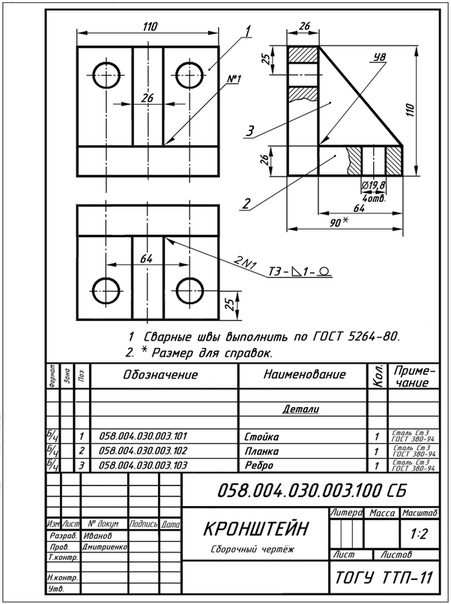 Сечения прокатных профилей, а также сечения элементов, состоящих из нескольких прокатных профилей, соединенных сваркой, болтами или заклепками, — не штрихуют. В таблицах и примечаниях сечение изображают еще более схематично. Каждый элемент сечения, например полку или стенку двутавра, изображают линией. Сечение элемента сопровождается надписью о его размерах. Условные обозначения некоторых профилей показаны в табл. 16.
Сечения прокатных профилей, а также сечения элементов, состоящих из нескольких прокатных профилей, соединенных сваркой, болтами или заклепками, — не штрихуют. В таблицах и примечаниях сечение изображают еще более схематично. Каждый элемент сечения, например полку или стенку двутавра, изображают линией. Сечение элемента сопровождается надписью о его размерах. Условные обозначения некоторых профилей показаны в табл. 16.
Таблица 16. Условные обозначения профилей
В сварных строительных конструкциях наиболее широко применяют стыковые и угловые швы. На основных проекциях конструкций, изображаемых на чертеже, эти швы обозначают условными знаками { табл. 17 } .
Таблица 17. Условные обозначения сварных швов
Швы, выполняемые на заводе, обозначают короткими черточками длиной 1—1,5 мм, наносимыми на чертеже в месте расположения сварного шва перпендикулярно к его длине. Швы, выполняемые на монтаже, обозначают крестиками.
Угловые швы в соединениях вугол или втавр могут быть как с обеих сторон, так и с одной стороны. Обычно по характеру конструкции четко видно, с какой стороны должны располагаться швы и на чертеже никаких дополнительных указаний о расположении швов не дают. Если в некоторых весьма редких случаях эти указания могут быть необходимы, тогда над условным обозначением шва, обычно рядом с цифрой, указывающей толщину шва, пишут две буквы: дс — дальняя сторона или бс — ближняя сторона. Ближней стороной конструкции считают ту, которая на рисунке находится ближе к наблюдателю, читающему чертеж.
Обычно в любой сварной конструкции преобладают угловые швы какой-либо одной толщины. Толщину этих швов указывают только в примечаниях к чертежу. Такой порядок позволяет освободить чертеж от многих цифр и сделать его более простым. Толщину всех угловых швов, отличную от основных швов, указывают непосредственно на чертеже цифрой, которую располагают над условным обозначением шва. Иногда бывает необходимо указывать не только толщину шва, но и его длину. В таком случае рядом с цифрой, показывающей толщину шва, через тире пишут длину шва. Если швы прерывистые, то рядом с толщиной шва дробью указывают: в числителе — длину участков швов, а в знаменателе — расстояние между участками шва.
В таком случае рядом с цифрой, показывающей толщину шва, через тире пишут длину шва. Если швы прерывистые, то рядом с толщиной шва дробью указывают: в числителе — длину участков швов, а в знаменателе — расстояние между участками шва.
Если форма угловых швов отличается от обычной { с равными катетами и небольшим усилением } , например вогнутая, с разными катетами или обеспечивающая сплошное проплавление стенки балки, то в этом случае необходимо давать специальные эскизы в виде разрезов по швам, характеризующие как форму, так и размеры шва.
Никаких указаний на чертежах о толщине стыковых швов, с какой стороны они должны быть расположены и об их протяженности не дают. В наиболее ответственных строительных конструкциях все стыковые швы заваривают с двух сторон на полную толщину свариваемых деталей и по всей протяженности стыкового соединения.
Поскольку обработка кромок деталей в стыковых соединениях весьма разнообразна, что связано с толщиной свариваемых деталей и со способом сварки, на чертежах следует давать поперечные разрезы по швам с указанием характера и размеров фасок и зазоров между деталями. Если необходима особая, т. е. нестандартная форма внешней части шва, например удаление усиления шва и зачистка его в уровне плоскостей сваренных деталей, на деталях швов следует делать соответствующие указания.
Если необходима особая, т. е. нестандартная форма внешней части шва, например удаление усиления шва и зачистка его в уровне плоскостей сваренных деталей, на деталях швов следует делать соответствующие указания.
На разрезах по конструкции обозначения швов примерно соответствуют их фактическому очертанию. Сечение монтажных швов на ватмане зачерняют карандашом, а на кальках тушью.
Способ выполнения швов { вручную, полуавтоматически в среде СО2 и т. п. } , а также сварочные материалы { тип электродов, марки проволоки и флюса } указывают в примечаниях на рабочих чертежах и на схемах.
На основных проекциях каждую точку контактной точечной сварки изображают крестиком. Рядом с крестиком указывают диаметр точки и через тире — расстояние между точками. При большом числе точек в соединении на чертеже изображают несколько точек в начале и в конце соединения и, кроме того, дают размерную линию, на которой указывают расстояние между точками и расстояния nха. Если точка попадает в разрез, то ее изображают короткими черточками на линии соприкосновения деталей { перпендикулярно к ней } на участке расположения точки.
Таблица 18. Условные обозначения отверстий, болтов и заклепок
Условные обозначения отверстий, болтов и заклепок приведены в табл. 18. Вид условных обозначений вполне ясен из таблиц приложения { см. гл. IV } .
В конструкциях одного здания или сооружения в целях удобства их изготовления стараются применять отверстия, а также болты или заклепки какого-либо одного диаметра. В этом случае их диаметры указывают только в примечаниях к чертежам и схемам, что позволяет освободить чертеж от многих надписей. Если в конструкции кроме отверстий { для болтов или заклепок } основного диаметра применяются и другие, то диаметр массовых отверстий { для болтов или заклепок } указывают в примечаниях, а диаметр других — непосредственно на проекциях конструкции.
В примечаниях к чертежам и схемам указывают также технологию образования отверстий, тип болтов или заклепок и материал, из которого они будут изготовлены.
Проектирование сварных конструкций в SolidWorks
Артем Аведьян, Игорь Щекин
Введение
Автоматизация проектирования сварных соединений
Сварные швы в контексте сборки
Сварные швы в контексте детали
Проектирование рамных и ферменных сварных конструкций
Заключение
Введение
За прошедшие несколько десятилетий сварка стала одним из основных видов неразъемных
соединений, используемых в большинстве отраслей отечественной промышленности. Многообразие способов сварки, большой практический опыт ее применения, высокие
эксплуатационные характеристики сварных швов — все это аргументы в пользу выбора
этого вида соединения при проектировании новых изделий.
Многообразие способов сварки, большой практический опыт ее применения, высокие
эксплуатационные характеристики сварных швов — все это аргументы в пользу выбора
этого вида соединения при проектировании новых изделий.
Современные тенденции развития сварки в машиностроении и строительстве предъявляют
новые, повышенные требования не только к сварочным материалам и технологиям,
но и к методологии проектирования и качеству проработки элементов сварных конструкций.
Поэтому сегодня невозможно обойтись без современных технологий автоматизированного
проектирования: использование САПР позволяет еще на этапе рабочего проектирования
оценить те или иные конструктивные решения с точки зрения наиболее важных потребительских
качеств будущего изделия. В этой статье мы расскажем о том, какие технологии
проектирования сварных соединений предлагает SolidWorks и каким образом следует
использовать этот функционал, чтобы выполнять работу с минимальными трудозатратами
и максимальным качеством.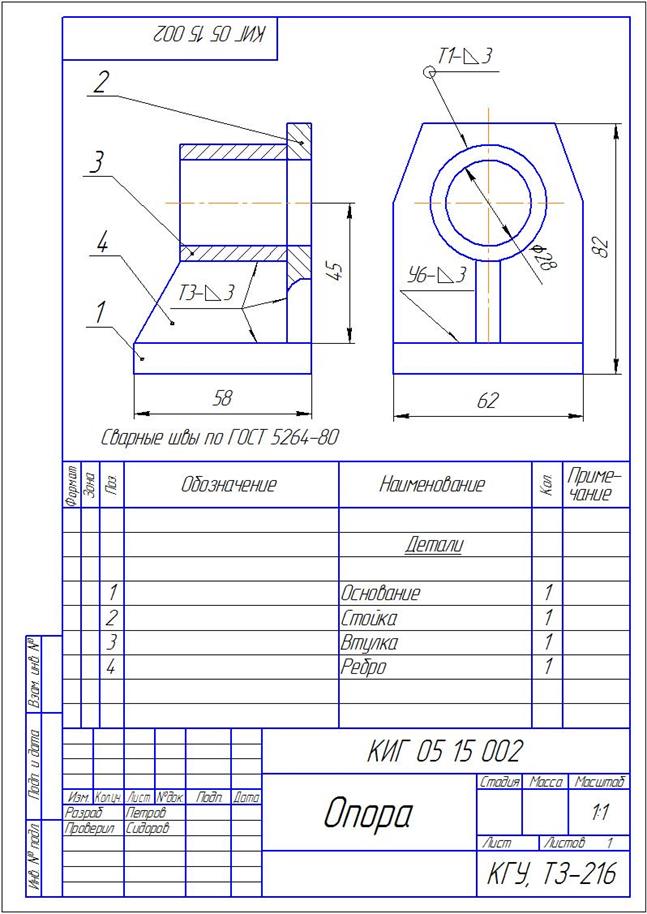
Автоматизация проектирования сварных соединений
Сварное соединение представляет собой участок конструкции или изделия, на котором сваркой соединены его элементы, выполненные из однородного или разнородных материалов. Сварка относится к неподвижным неразъемным соединениям с жесткой механической связью, обеспечивающей неизменность взаимного положения элементов конструкции под нагрузкой. Применение того или иного вида сварки обусловлено требованиями изготовления, сборки, эксплуатации машин или сооружений, а также экономическими соображениями.
По взаимному расположению соединяемых элементов различают стыковые, тавровые, нахлесточные и угловые сварные соединения. Каждое из них имеет свои специфические признаки в зависимости от выбранного способа сварки — дуговой, роликовой и т.д.
Сварной шов это участок сварного соединения, непосредственно связывающий свариваемые
элементы и образовавшийся в результате кристаллизации расплавленного металла
или пластической деформации при сварке давлением или в результате сочетания
кристаллизации и деформации.
Именно поэтому, прежде чем приступать к созданию модели сварного соединения
в SolidWorks, проектировщику необходимо в полной мере владеть теоретическими
основами сварки, четко представлять себе классификацию сварных швов и соединений
и руководствоваться требованиями стандартов, регламентирующих правила проектирования
сварных деталей и оформления конструкторской документации.
В SolidWorks сварные швы могут создаваться как в контексте сборки, так и в деталях, причем проектировать сварные соединения можно как минимум тремя различными способами. Технологии проектирования различаются в зависимости от того, проектируется сварная конструкция (например, ферменная) или просто деталь. Конструктору также необходимо знать, для чего будет использоваться создаваемая им D-модель: если она нужна только для оформления чертежа, сварные швы в твердом теле создавать не потребуется — в этом случае достаточно будет нанести на чертеж их условные обозначения. Если же модель будет участвовать в расчете массово-инерционных характеристик или в прочностном анализе, потребуется создавать сварные швы в виде твердотельной геометрии. Рассмотрим возможные способы проектирования сварных соединений в SolidWorks более подробно.
Сварные швы в контексте сборки
Проектирование сварных соединений в контексте сборки является одной из классических
функций SolidWorks, появившихся еще в 1995 году. Безусловно, с тех пор эта функция
претерпела целый ряд изменений и дополнений, однако общая методология проектирования
сварки в сборке осталась неизменной. Используя эту функцию, можно создавать
различные типы сварных швов в сборке, каждый из которых
формируется как новый компонент сборки с привязкой к окружающей геометрии (свариваемым
деталям). Рассмотрим процесс проектирования сварной детали в контексте сборки
SolidWorks на примере создания модели кронштейна.
Безусловно, с тех пор эта функция
претерпела целый ряд изменений и дополнений, однако общая методология проектирования
сварки в сборке осталась неизменной. Используя эту функцию, можно создавать
различные типы сварных швов в сборке, каждый из которых
формируется как новый компонент сборки с привязкой к окружающей геометрии (свариваемым
деталям). Рассмотрим процесс проектирования сварной детали в контексте сборки
SolidWorks на примере создания модели кронштейна.
Создадим новую сборку и поместим в нее свариваемые детали, из которых будет
состоять проектируемый кронштейн. Поскольку форму разделки кромок и их сборку
под сварку характеризуют такие конструктивные элементы, как зазор, притупление
кромок и угол скоса кромки, значения этих параметров необходимо задать в SolidWorks
на этапе создания свариваемых деталей. Тип и угол разделки кромок определяют
количество необходимого электродного металла для заполнения разделки, а значит,
и производительность сварки.
В меню сборки выберем команду Вставка->Элемент сборки-> Сварка

Шов сварного соединения может быть обычным, усиленным или облегченным и характеризуется следующими основными конструктивными элементами в соответствии с ГОСТ 2601-84: ширина (или радиус), выпуклость, глубина проплавления (для стыкового шва) и катет для углового шва. Значения этих параметров для различных видов сварных швов также можно задать в Мастере сварных швов SolidWorks. При создании нового элемента «Сварной шов» SolidWorks автоматически наносит на него обозначение сварного шва, а от проектировщика требуется скорректировать это обозначение (вписать необходимый текст) в соответствии с требованием стандарта. Обозначение сварного шва также будет отображено на чертеже.
Создав таким образом все необходимые сварные швы, мы получили сборку, состоящую
из совокупности деталей и сварных швов, связанных между собой параметрическими
взаимосвязями. Однако нашей конечной целью является проектирование не сборки,
а детали.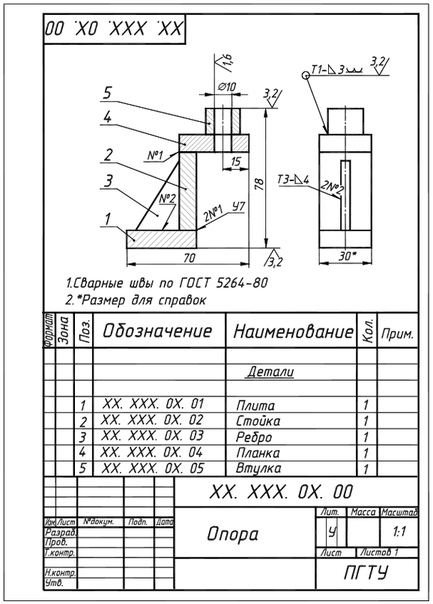 Поэтому воспользуемся функцией объединения, позволяющей слить воедино
все компоненты сборки и получить деталь, состоящую из одного твердого тела (рис.
3).
Поэтому воспользуемся функцией объединения, позволяющей слить воедино
все компоненты сборки и получить деталь, состоящую из одного твердого тела (рис.
3).
Важным свойством детали, созданной таким образом, является ее стопроцентная ассоциативная связь со всеми компонентами сборки, на основе которых она создавалась. То есть при модификации какого-либо из компонентов сборки изменения автоматически отразятся и в детали. В то же время полученную в результате объединения деталь можно доработать, добавив недостающие отверстия (рис. 4). В итоге мы получим готовый кронштейн.
Поскольку в результате объединения мы получили твердотельную деталь, ее можно
проанализировать на прочность с помощью функции COSMOSXpress, входящей в базовую
поставку SolidWorks и предназначенной для проведения экспресс-анализа прочности
(получения качественной картины результатов нагружения). В инженерной практике
применяют два метода расчета сварных соединений на прочность при статическом
нагружении: по допускаемым напряжениям (в машиностроении) и по предельному состоянию
(в строительных конструкциях).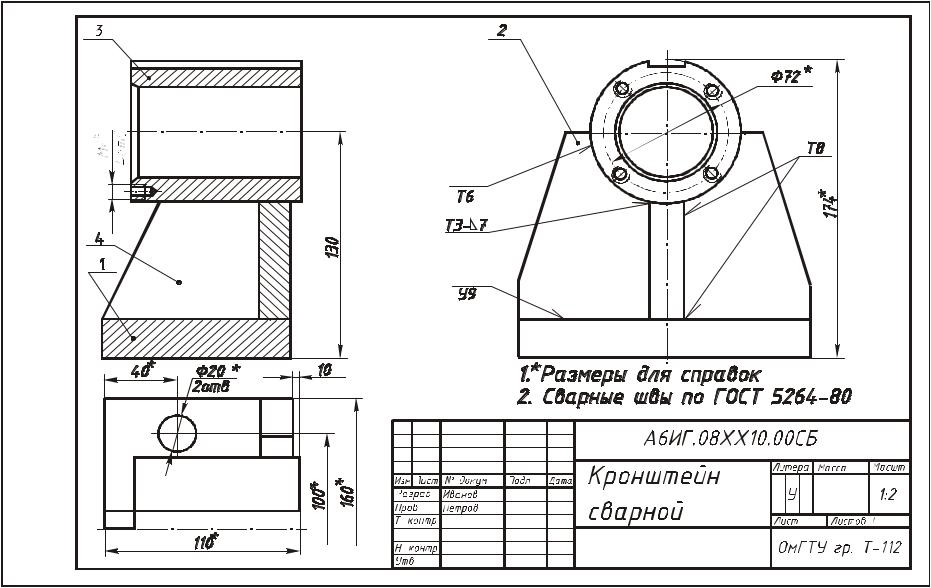
Проведем статический экспресс-анализ прочности созданного нами кронштейна по
допускаемым напряжениям. Прежде чем приступить к расчету, необходимо в Мастере
COSMOSXpress задать граничные условия (закрепить кронштейн) и приложить расчетную
нагрузку к проушинам. Физические свойства материала (модуль упругости, коэффициент
Пуассона и т.д.) задавать не нужно, так как они берутся из твердотельной модели.
Это возможно благодаря использованию единой библиотеки материалов, применяемой
в SolidWorks и COSMOSXpress. После того как все исходные данные введены, остается
только запустить расчет на выполнение, дождаться его окончания и просмотреть
результаты (рис.
Если результаты анализа покажут, что по прочностным характеристикам сварная деталь не удовлетворяет заданным требованиям, необходимо будет изменить (усилить или ослабить) соответствующие конструктивные элементы и повторить расчет. Более точный прочностной анализ можно выполнить с помощью специального модуля COSMOSWorks.
Проведенные расчеты и практический опыт показывают, что при статических нагрузках лучше работают соединения, образованные выпуклыми швами. Однако чрезмерный наплыв приводит к лишнему расходу электродного металла, и потому выпуклые швы неэкономичны. Плоские и вогнутые швы лучше работают при динамических и знакопеременных нагрузках, так как нет резкого перехода от основного металла к сварному шву. В противном случае создается концентрация напряжений, от которых может начаться разрушение сварного соединения.
Сварные швы в контексте детали
Начиная с версии SolidWorks 2004, которая была выпущена в сентябре прошлого
года, появилась возможность проектировать сварные швы не только в сборке, но
и в контексте многотельной детали, где каждый шов формируется как отдельное
твердое тело с привязкой к окружающей геометрии. Рассмотрим процесс проектирования
сварной детали в контексте детали SolidWorks на примере создания такого же кронштейна,
как и тот, что мы рассматривали в предыдущей главе.
Рассмотрим процесс проектирования
сварной детали в контексте детали SolidWorks на примере создания такого же кронштейна,
как и тот, что мы рассматривали в предыдущей главе.
На этот раз мы создадим новую деталь, используя стандартные приемы твердотельного моделирования: построение бобышек и вырезов, базирующихся на 2D-эскизах, зеркальное отражение (рис. 6а, б, в, г). В результате мы получим D-модель, состоящую из одного твердого тела.
Прежде чем приступить к созданию сварных швов, необходимо разделить твердое тело на несколько частей, которые будут символизировать свариваемые конструктивные элементы. Воспользуемся для этого специальной командой Разделить, которая доступна в контексте детали (рис. 7). В результате разделения модель будет состоять из семи твердых тел, между которыми теперь можно будет накладывать сварные швы.
Добавление сварных швов в контексте детали выполняется с помощью команд меню
SolidWorks или специальной панели инструментов Сварные детали. Результат этой операции показан на рис. 8. Процесс создания
сварных швов в контексте детали будет детально рассмотрен в следующей главе.
Результат этой операции показан на рис. 8. Процесс создания
сварных швов в контексте детали будет детально рассмотрен в следующей главе.
По окончании проектирования в D-пространстве создается чертеж на сварную деталь, причем решается эта задача стандартными средствами чертежного редактора SolidWorks. Обозначения сварных швов автоматически отображаются на чертеже. Сварной шов на чертеже условно изображают сплошной основной линией по ГОСТ 2.12-72 (рис. 9).
Проектирование рамных и ферменных сварных конструкций
Рамные и ферменные сварные конструкции находят широкое применение в среднем
и тяжелом машиностроении, аэрокосмической промышленности, автомобилестроении,
а также в промышленном и гражданском строительстве. Сварные фермы используются
в силовых конструкциях подъемно-транспортной техники, радиобашен и мачт, в перекрытиях
цехов и ангаров и т. п. Фермы, по сравнению со сплошными балками, экономичны
по расходу металла, им можно легко придать любые очертания, требуемые условиями
технологии, работы под нагрузкой или архитектуры; они относительно просты в
изготовлении. Фермы применяют при самых разнообразных нагрузках и, в зависимости
от назначения, придают различную конструктивную форму — от легких прутковых
конструкций до тяжелых, стержни которых могут компоноваться из нескольких элементов
крупных профилей или листов. К примеру, в строительстве наибольшее распространение
имеют разрезные балочные фермы как самые простые в изготовлении и монтаже.
п. Фермы, по сравнению со сплошными балками, экономичны
по расходу металла, им можно легко придать любые очертания, требуемые условиями
технологии, работы под нагрузкой или архитектуры; они относительно просты в
изготовлении. Фермы применяют при самых разнообразных нагрузках и, в зависимости
от назначения, придают различную конструктивную форму — от легких прутковых
конструкций до тяжелых, стержни которых могут компоноваться из нескольких элементов
крупных профилей или листов. К примеру, в строительстве наибольшее распространение
имеют разрезные балочные фермы как самые простые в изготовлении и монтаже.
Постоянный рост требований к качеству выполнения проектно-конструкторских работ,
а также необходимость точного расчета массовых и прочностных характеристик сварных
конструкций на этапе проектирования являются важными факторами, заставляющими
проектировщиков применять в повседневной практике различные средства автоматизации. Этот вопрос особенно актуален, например, для высоконагруженных авиационных конструкций,
для ферм подвижных крановых установок и покрытий больших пролетов строительных
сооружений, где уменьшение веса дает большой экономический эффект.
Этот вопрос особенно актуален, например, для высоконагруженных авиационных конструкций,
для ферм подвижных крановых установок и покрытий больших пролетов строительных
сооружений, где уменьшение веса дает большой экономический эффект.
Все эти факторы обусловили появление в 200 году в базовой конфигурации САПР
SolidWorks специальной функциональности по работе со сварными конструкциями.
Используя панель инструментов Сварные детали, можно быстро
создать практически любую рамную или ферменную конструкцию. Создание сварной
конструкции проводится по любому набору плоских или трехмерных эскизов в файле
детали. Такой подход позволяет использовать для детального проектирования компоновочные
эскизы без сложной прорисовки конструктивно-силовой схемы. Любой профиль определяется
параметрами Стандарт (ГОСТ, ISO или ANSI), Тип
и Размер. Каждый тип профиля включает несколько типоразмеров. Указав в графической области тот или иной эскиз и выбрав нужный профиль из списка,
можно несколькими движениями мыши сформировать основание рамы (рис.
10).
Указав в графической области тот или иной эскиз и выбрав нужный профиль из списка,
можно несколькими движениями мыши сформировать основание рамы (рис.
10).
К сварным элементам в SolidWorks относятся: сортамент (уголки, швеллеры, двутавры, трубы круглого, квадратного, прямоугольного сечений и т.д.), элементы разделки под сварку, концевые заглушки, косынки и элементы сварного шва. База данных профилей настраивается под конкретный набор типоразмеров профилей, используемых в производстве, и может быть пополнена пользователем. В настоящее время компания SolidWorks-Russia поставляет лицензионным пользователям SolidWorks 2004 номенклатуру сортамента по ГОСТ, приведенную ниже:
Черные металлы
• Двутавры ГОСТ 829-89
• Профили корытные ГОСТ 828-77 кипящая и полуспокойная сталь
• Профили корытные ГОСТ 828-77 спокойная сталь
• Профили С-образные ГОСТ 8282-8
• Профили стальные гнутые корытные равнопрочные ГОСТ 828-77 из углеродистой кипящей и полуспокойной стали и углеродистой качественной стали ув<460 Н/мм2
• Профили стальные гнутые корытные равнопрочные ГОСТ 828-77 из углеродистой спокойной стали и углеродистой качественной стали ув>460 Н/мм2
• Уголки ГОСТ 19771-74 кипящая и полуспокойная сталь
• Уголки ГОСТ 19771-74 спокойная сталь
• Уголки ГОСТ 19772-74 кипящая и полуспокойная сталь
• Уголки ГОСТ 19772-74 спокойная сталь
• Уголки ГОСТ 8509-86
• Уголки ГОСТ 8510-86
• Уголки равнополочные ГОСТ 19771-74
• Швеллеры ГОСТ 8240-89
• Швеллеры ГОСТ 8240-89 без уклона
• Швеллеры ГОСТ 8240-89 с уклоном
• Швеллеры ГОСТ 8278-8 кипящая и полуспокойная сталь
• Швеллеры ГОСТ 8278-8 спокойная сталь
• Швеллеры ГОСТ 8281-80 кипящая и полуспокойная сталь
• Швеллеры ГОСТ 8281-80 спокойная сталь
• Швеллеры равнополочные стальные ГОСТ 8278-8
• Швеллеры равнополочные стальные ГОСТ 8278-8 из углеродистой кипящей и полуспокойной стали
• Швеллеры равнополочные стальные ГОСТ 8278-8 из углеродистой спокойной из низколегированной стали
• Уголок неравнобокий
• Уголок равнобокий
Цветные металлы
• Двутавры Al и Mg ГОСТ 1621-90
• Зет Al и Mg ГОСТ 1620-90
• Зет равнополочный из Al и Mg ГОСТ 1620-90
• Профили прямоугольные отбортованные Al и Mg ГОСТ 1624-90
• Тавры Al и Mg ГОСТ 1622-91
• Уголки Al и Mg ГОСТ 1618-81
• Уголки Al и Mg ГОСТ 177-90
• Уголки Al и Mg ГОСТ 178-91
• Швеллеры Al и Mg ГОСТ 1624-90
• Швеллеры Al и Mg ГОСТ 162-90
При вставке в сварную конструкцию из библиотеки очередного профиля пользователь
может выбрать любую характерную точку поперечного сечения профиля для базирования
относительно линии каркаса (эскиза) сварной конструкции. При формировании конструкции
пользователь может выбрать тот или иной тип совместной разделки элементов конструкции
для сварки или, иными словами, различные варианты стыковки профилей. Можно выбрать
Т-образное соединение, угловое соединение или оставить выбор на усмотрение системы
(рис. 11).
При формировании конструкции
пользователь может выбрать тот или иной тип совместной разделки элементов конструкции
для сварки или, иными словами, различные варианты стыковки профилей. Можно выбрать
Т-образное соединение, угловое соединение или оставить выбор на усмотрение системы
(рис. 11).
Сварная конструкция может состоять как из отдельных профилей, так и из набора
узлов (рис. 12), что делает работу с моделью более удобной.
Вновь создаваемые профили привязываются к линиям каркаса сварной конструкции
и к уже существующим элементам рамы, причем возможны различные варианты взаимного
сопряжения (обрезки или удлинения) профилей. Существуют как минимум два варианта
обрезки профиля: с помощью плоских граней и с помощью твердых тел (рис.
13) — и неограниченное количество способов удлинения: с помощью вытягивания,
элемента по траектории и т.п. Таким образом, режим проектирования сварной конструкции
не исключает других, стандартных для SolidWorks построений. Это позволяет достраивать
сварную конструкцию с помощью всех существующих в SolidWorks твердотельных и
поверхностных элементов (рис. 14).
Это позволяет достраивать
сварную конструкцию с помощью всех существующих в SolidWorks твердотельных и
поверхностных элементов (рис. 14).
К расширенным возможностям SolidWorks по работе со сварными соединениями можно отнести добавление дополнительных конструктивных элементов, таких как заглушки (торцевые пробки — рис. 15) и косынки (рис. 16). Каждый из этих элементов имеет свой набор параметров, которые настраиваются в соответствии с видом сварной конструкции. К примеру, можно использовать два типа косынок: с треугольным и многоугольным профилем (рис. 17).
Завершающим этапом создания D-модели сварной конструкции является добавление сварных швов (рис. 18). Швы могут быть рабочими или связующими, сплошными или прерывистыми (рис. 19). Сварному шву для улучшения зрительного восприятия автоматически присваивается текстура.
При оформлении чертежа на спроектированную сварную конструкцию (рис. 20) SolidWorks позволяет проставлять позиции на составляющие элементы (несмотря
на то что проектирование идет в файле детали) и формировать спецификацию на
составляющие конструкции.
20) SolidWorks позволяет проставлять позиции на составляющие элементы (несмотря
на то что проектирование идет в файле детали) и формировать спецификацию на
составляющие конструкции.
Кроме того, в чертеж может быть добавлена специальная таблица вырезов с указанием наименования и длины обрезаемых профилей (рис. 21). Элементы таблицы вырезов наследуют свойства пользователя от эскиза профиля и элемента сварной конструкции. Можно назначать новые свойства или изменять существующие. Например, можно добавить свойство Масса и связать его с массовыми характеристиками модели. Создание связи между этими двумя свойствами позволит программе SolidWorks рассчитать массу твердого тела и отобразить ее в таблице вырезов. Система также автоматически выполнит расчет свойства Длина и отобразит его в таблице вырезов.
Таким образом, мы создали D-модель сварной рамной конструкции и оформили на нее конструкторскую документацию.
Заключение
Современные тенденции развития сварки предъявляют новые, повышенные требования к методологии проектирования сварных соединений в изделиях машиностроения и строительных конструкциях. В этой статье было рассмотрено несколько способов проектирования сварных изделий, которые предлагает своим пользователям САПР SolidWorks. Естественно, в рамках статьи невозможно рассказать о них во всех подробностях, однако будем надеяться, что и этого краткого описания вполне достаточно для того, чтобы составить общее представление о проектировании сварных изделий в SolidWorks. За более подробной информацией обращайтесь в компанию SolidWorks-Russia.
«САПР и графика» 2’2004
Чертежи сварных сборочных единиц — Энциклопедия по машиностроению XXL
ЧЕРТЕЖИ СВАРНЫХ СБОРОЧНЫХ ЕДИНИЦ [c.288]Рассмотрим особенности построения чертежей сварных сборочных единиц. [c.290]
На рис. 226 приведен чертеж сварной сборочной единицы, предназначенный для изготовления опытного варианта. В условиях серийного и массового производства эту сборочную единицу выгоднее изготовлять горячей штамповкой вместо сварки из кусков. [c.295]
На рис. 227 показан чертеж кронштейна как пример более сложного чертежа сварной сборочной единицы. Кронштейн образован из гнутых, плоских и штампованных деталей, выполнен при помощи различных видов сварки, содержит различные типы швов, а поэтому и изображения, и обозначения их различаются. [c.295]
| Рис. 225. Чертеж сварной сборочной единицы, состоящей из двух деталей, изготовляемых по данным самого сборочного чертежа |
Чертеж сварной сборочной единицы содержит минимальное, но достаточное количество изображений, по которым можно ясно понять [c.251]
На рис. 216 представлены оптимальные чертежи сварных сборочных единиц, как примеры для чтения (зазор, связанный с поворотом поз. 2 —в пределах норм, установленных стандартом на сварку). [c.256]
Оформление сборочного чертежа сварной сборочной единицы [c.403]
Оформление сборочного чертежа сварной сборочной единицы аналогично оформлению сборочных чертежей разъемных соединений. Отметим некоторые особенности их выполнения. [c.403]
При выполнении чертежа сварной сборочной единицы необходимо определить виды сварных соединений, выбрать типы сварных швов и обозначить их. При этом следует учитывать, что в курсе черчения выбор типа сварного шва определяют исходя из конструкции свариваемых деталей, а форму и размер скоса кромок под сварку — только в зависимости от толщины свариваемых деталей, без технически обоснованного расчета сварных швов на прочность. [c.404]
На рис. 399 приведен пример оформления сборочного чертежа сварной сборочной единицы ( Опора ). [c.404]
Каковы особенности оформления сборочного чертежа сварной сборочной единицы [c.413]
При выполнении чертежа сварной сборочной единицы предварительно выполняют рабочие чертежи деталей, входящих в состав сварной сборочной единицы. При выполнении рабочих чертежей детали нужно определить вид кромок под сварку и указать на чертежах необходимые данные для изготовления деталей. Допускается не делать рабочие чертежи на детали, изготовленные из сортового или фасонного проката. В этом случае деталь изготовляется непосредственно по сборочному чертежу. Для этой детали в графе спецификации «Формат» проставляют буквы «БЧ» (без чертежа). [c.310]
Назовите особенности чертежей клепаных и сварных сборочных единиц. [c.271]
Для упрощения изображения сварной сборочной единицы совместно о другими деталями (например, в валом или другими сварными сборочными единицами) в разрезе и сечениях оно должно штриховаться как целая (монолитная) деталь, т. е. наклон линий штриховки выполняют в одном направлении с оставлением на чертеже линий, разделяющих детали между собой (рис. 398. б). [c.404]
Рабочие чертежи деталей, как правило, выполняют на все детали, входящие в состав сварной сборочной единицы. [c.404]
На рис. 400 приведен пример оформления спецификации к сборочному чертежу этой сварной сборочной единицы. [c.404]
На рис. 401 и рис. 402 приведены примеры выполнения рабочих чертежей деталей, входящих в сварную сборочную единицу Опора . [c.407]
Допуски на размеры отдельных деталей, входящих в сварную сборочную единицу, устанавливаются технологией и на чертежах не указываются. [c.147]
Допустимые отклонения формы и расположения поверхностей деталей в случае необходимости их контроля в процессе сборки, например в сварных, клепаных сборочных единицах, оговариваются в технических условиях на поле чертежа либо обозначаются на самих изображениях чертежа. [c.226]Обозначение сварных швов. Чертежи сварных деталей оформляют как чертежи сборочных единиц. Элементы сварной детали в разрезах и сечениях штрихуют в разных направлениях (рис. 22.10,(1). Если же сварную деталь изображают в сборе с другими деталями, то все элементы ее штрихуют в одном направлении (рис. 22.10, б). [c.325]
Чертежи сварных деталей оформляют, как чертежи сборочных единиц. [c.418]
В чертежах сварных конструкций (рис. 66, а), где сварная конструкция изображается отдельно, все детали ее в сечениях и разрезе должны штриховаться по тем же правилам, как и при двух, трех и более деталях. При изображении сварной конструкции в сборе с другими сборочными единицами или деталями допускается штриховать сечения деталей, входящих в сварную конструкцию, в одном направлении и с одинаковым расстоянием между линиями штриховки, не изображая сварных швов (рис. 66, [c.98]
Швы неразъемных сборочных единиц (соединений), получаемые пайкой, изображают условно по ГОСТ 2.313—68 аналогично изображению швов сварных соединений с той лишь разницей, что припой на видах и разрезах изображают сплошной линией толщиной, в два раза большей, чем толщина основной сплошной линии, применяемой на данном чертеже, т. е. 2х (рис. 409) за счет поверхности охватывающей детали. [c.411]
Чертежи сварных деталей оформляют как чертежи сборочных единиц. Элементы сварной детали в разрезах и сечениях штрихуют в разных направлениях (рис. 16.24, а). Если же сварную деталь изображают в сборе с [c.272]
При составлении спецификаций на металлические конструкции желательно в качестве самостоятельных сборочных единиц выбирать части, выполненные с помощью заводских неразъемных соединений (сварные или клепаные). Тогда на сборочном чертеже достаточно будет дополнительно [c.226]
Зачастую при выполнении изделий способом механической обработки используют сварку, что может значительно упростить технологию их изготовления. Особенно это может касаться корпусных изделий, ограниченных комплексными поверхностями. На рисунке Б.4 представлен чертёж корпуса вентиля как сборочной единицы, состоящей из двух деталей, соединённых между собой Т-образным сварным соединением. На рисунке В.4 представлен сборочный чертёж вентиля со сварным корпусом. На чертеже видно, что корпус штрихуется как одна деталь, но границы деталей, составляющих корпус, показаны. На рисунке В.З приведена спецификация к этому вентилю. [c.21]
На сборочных чертежах (рис. 91, 5), где сварная конструкция изображается отдельно, все детали ее в сечениях и разрезе должны штриховаться по тем же правилам, как и при двух, трех и более деталях. При изображении сварной конструкции в сборе с другими сборочными единицами или деталями рекомендуется штриховать сечения деталей, входящих в сварную конструк- [c.96]
Чертеж сварной сборочной единицы содержит минимальное, но достаточное количество изображений, по которым можно ясно понять взаимное расположение всех деталей. Кроме того, чертеж сварной сборочной единицы может иметь дополнительные изображения в видг сечений, на которых указывают радиусы сгиба, размеры деталей в согнутом виде, развертки гнутых деталей для уточнения формы элементов, неясных из согнутого вида, т. е. все данные, пользуясь которыми можно изготовить из листового материала как плоские, так и гнутые детали, не имея для них отдельных чертежей. [c.290]
Какие резервы оптимизации применил конструктор при разрабозке чертежей сварных сборочных единиц (см. рис. 216) [c.271]
На чертеже сварной сборочной единицы кроме габаритных, установочных и присоединительных размеров указывают размеры, необходимые для сварки изделия, а также размеры, по которым сбрабатьшается изделие после сварки. [c.404]
При чтении чертежа необходимо учитывать количество деталей, которое потребуется изготовить, а также степень отработки конструкции. Сварной вариант конструкции может оказаться трудоемкой многодетальной сборочной единицей, однако для опытного и мелкосерийного производства технико-экономический расчет может подтвердить выгодность именно этого варианта. [c.161]
Чертежи сварных дезалей оформляют, как чертежи сборочных единиц. Элементы сварной детали в разрезах и сечениях штрихуют в разных направлениях (рис. 16.26, а). [c.291]
Допустим, что редуктору червячному в сварном корпусе на чертеже привода нртсвоена позиция 2. Тогда спецификации сборочных единиц редуктора будут иметь обозначения [c.370]
Виды изделий, рассматриваемые в учебных проектах, таковы, что в их структуре обычно отсутствуют комплексы и комплекты, поэтому спещ1-фикации в общем случае состоят из разделов, которые располагаются в следующей последовательности 1) документация (чертеж общего вида схемы, расчетно-пояснительная записка) 2) сборочные единицы (редуктор, сварная рама и др.) 3) детали 4) стандартные изделия (крепежные изделия, подшипники и др.) 5) прочие изделия (изделия, примененные по каталогам, прейскурантам, техническим условиям, нормалям, за исключением стандартных изделий) 6) материалы (смазочные масла, прокладки, проволока и др.), кроме тех, количество которых не может быть определено конструктором по размерам элементов изделия. К таким материалам относятся лаки, краски, смазки, клей, припой, электроды. Указание о применении этих материалов дают в технических требованиях на поле чертежа. Наименование каждого раздела указывают в виде заголовка в графе Наименование и подчеркивают. [c.266]
Наконец, на проектйруемое изделие составляется спецификация, предотавляющая собой перечень всей документации проекта. Спецификация в общем случае состоит из разделов, располагаемых в такой последовательности I) документация (сборочный чертеж, пояснительная записка) 2) сборочные единицы (колесо червячное в сборе, корпус сварной и т. п.) 3) детали (вал, крышка и т. д.) [c.203]
В раздел «Сборочные единицы» внесена сборочная единица — сварная деталь «Кронщ-тейн» (данная сборочная единица имеет свой сборочный процесс). Это означает, что на «Кронштейн» выполнены отдельная спецификация и самостоятельный сборочный чертеж. Так как этот сборочный чертеж выполнен на листе формата А4, спецификация может быть помещена на сборочном чертеже, при этом шифр «СБ» в обозначении сборочного чертежа не проставляется. [c.297]
Обозначения и форма представления сварных швов на чертежах: виды обозначений, особенности представления
Надежность соединений обеспечивают сварочные швы, в отношении которых действуют соответствующие ГОСТы. В этих стандартах отражены обозначения подобных швов, о которых должен быть осведомлен каждый сварщик. Подобные знания ценны тем, что помогают ознакомиться и вникнуть в суть чертежей, быстро и качественно соединить изделия из металла. При этом у каждого чертежа имеется большое количество важных нюансов, к которым следует отнести обозначения разных швов, нумерацию сварных элементов и пр. И лишь имея представление о том, что означает каждый из этих элементов, можно понять, как без ошибок выполнить разработанный проект.Основные обозначения
Подготовленные для сварки изделия часто выполнены из материалов, которые отличаются не только толщиной, но и размерами и формой. Также соединяемые детали могут отличаться и своим расположением по отношению друг к другу. В чертежах могут быть предусмотрены различные обозначения сварочного шва, что определяется в первую очередь взаимным расположением сварных элементов конструкции. Действующие государственные стандарты определяют следующие основные виды соединений:- «С» стыковочное;
- «С» торцевое;
- «У» угловое;
- «Н» нахлестное;
- «Т» тавровое.
Стыковочное
Часто на чертежах можно встретить обозначение стыкового сварочного шва, под которым понимается соединение изделий, находящихся в пределах одной поверхности или плоскости. Точками соприкосновения при соединении деталей методом сварки выступают смежные торцевые стороны.
Торцевое
Под торцевым подразумевается соединение элементов методом сварки по торцевым сторонам изделий, где боковые части расположены вместе. К подобному способу прибегают в тех ситуациях, когда необходимо соединить элементы из тонкого металла в целях предотвращения прожога. Очень важным моментом является то, что на чертежах помимо непосредственно обозначения того или иного сварочного шва обязательно должно присутствовать пояснение, раскрывающее суть того, какой именно тип сварочного шва имеется в виду. Такая дополнительная информация должна присутствовать в тех случаях, когда для обозначения сварочных швов используют идентичные буквы.
Нахлестное
При выполнении сварочных швов нахлестным методом обычно используется на чертежах заглавная буква «Н», которая служит пояснением к создаваемому шву. Особенностью таких соединений является то, что элементы находятся параллельно относительно друг друга, причем один из них должен частично перекрывать другой.
Тавровое
Если в чертежах предусмотрен тавровый сварной шов, то в качестве поясняющего символа используется буква «Т». Для этого соединения предусмотрено, что одно изделие сваривается торцевой частью с другим изделием в том же месте под некоторым углом, который может достигать 90 градусов.
Угловое
Заглавная буква «У» применяется для обозначения на чертежах углового сварного шва. Для подобных соединений характерно сваривание изделий под прямым, острым или тупым углом относительно друг друга.
Часто на чертежах для обозначения сварочного шва может применяться одна из двух пометок:
- видимый;
- невидимый.
Причем это правило действует в любом случае, невзирая на тип применяемого метода сварки.
Если на чертеже представлен видимый тип шва, то в качестве метки ему будет соответствовать сплошная линия. В случае использования невидимого типа подсказкой обычно выступает пунктирная линия. Для обозначения на чертежах одиночный сварной точки, относящейся к категории видимых пометок, используется математический знак «+». Что же касается невидимой точки, то для нее не предусмотрено никаких обозначений.
Особенности указания швов на чертеже
В некоторых ситуациях чертеж может предусматривать швы, созданные в соответствии с одинаковыми стандартами. Тогда для таких проектов будут применяться и идентичные обозначения, причем подобная информация должна быть приведена в технических требованиях этого чертежа.Иногда в качестве поясняющей метки для швов, которые на чертежах соответствуют друг другу, может использоваться определенная цифра. Однако это правило действует лишь при условии, что между ними прослеживается абсолютная схожесть, а используемое изображение является односторонним, скажем, они представлены лишь с лицевой или обратной стороны. Допустимой является ситуация, когда у швов отсутствуют какие-либо обозначения. Для таких случаев чертеж обязательно должен предусматривать отметку, выполняемую в виде линии, которая представлена как выноска без палок.
Если на чертеже представлены симметричные изделия, то для обозначения сварочного шва использует линии-выноски. Причем в качестве отметки для швов допустимо использовать лишь одну из симметричных сторон изделия. Подобный вариант допускается лишь при наличии оси симметрии.
Чертежи: требования ГОСТ
Если чертеж, выполненный в соответствии с ГОСТ, содержит элементы, относящиеся к одному изделию, соединенные при помощи швов одного и того же типа, то для их отметок допускается использовать линии-выноски. Причем важным моментом является то, что лишь одна определенная часть детали может предусматривать обозначение шва. Лучше всего, если это выполнено в виде изображения, а около него проходит линия-выноска.Возможны ситуации, когда на чертеже отсутствуют для отдельных сварных швов определенные действующим стандартом отметки в виде линий-выносок. Подобное решение продиктовано тем, что необходимая информация содержится в технических требованиях и записках к чертежу, где они представлены в виде сварочных соединений. Чтобы чертеж соответствовал требованиям ГОСТа, в нем в обязательном порядке сварочные швы должны иметь соответствующие обозначения. Необходимая информация должна быть отражена в технических требованиях, приводимые там сведения должны давать представление о типе сварочного шва, размерах деталей и особенностях их конструкции, расположении сварочных соединений в рамках поперечного сечения.
Существует единый набор требований, которым должны удовлетворять все швы или группы сварных швов, которые отражены на чертеже. Причем эта информация должна приводиться в специальной форме:
- таблица;
- техническое описание.
Свои особенности представления на чертеже имеет и сварка. Она должна приводиться в том виде, который закреплен действующими требованиями. Только при условии, что чертеж был разработан с учетом всех требований, можно рассчитывать на то, что у сварщика не возникнет проблем во время работы, и он сможет минимальными затратами времени и без ошибок решить поставленную задачу. В том случае, если при составлении чертежа были допущены ошибки, которые нарушают требования действующего государственного стандарта, то он изначально не будет одобрен органами.
Заключение
Правильное составление чертежей для сварки является не менее важным этапом, нежели сами работы по соединению металлических изделий. В отношении обозначений сварочного шва действуют определенные требования, которые должны быть соблюдены вне зависимости от типа используемой сварки. Применяемые обозначения для сварных швов обеспечивают не только наглядность чертежа, но и упрощают саму работу для сварщика. Для каждого обозначения предусмотрены свои особенности, поэтому ошибки на этом этапе могут дорого обойтись, поскольку именно на отраженные метки в чертеже будет ориентироваться сварщик, выполняя поставленную перед ним задачу.
Основополагающим документом, который закрепляет требования относительно представления обозначений для сварных соединений, является государственный стандарт. Поэтому не только люди, разрабатывающие чертеж, но и те, для кого он будет служить основой в процессе работы, должны быть достаточно хорошо осведомлены обо всех требованиях и прилагаемых к ним примечаниях. Эти знания помогают не допустить ошибок и недопонимания, что позволяет рассчитывать на точную реализацию проекта с применением конструкций, требующих создания сварных соединений.
Оцените статью: Поделитесь с друзьями!Чтение чертежей сварных конструкций по системе ЕСКД. на 08.06.2020
Задание по теме Чтениечертежей сварных
конструкций по системе
ЕСКД.
Задание на 08.06.2020 г.
Для групп 15.05-2а
15.05-2б
2. Обозначение швов сварных соединений
«С» —стыковое
соединение.
«У» — угловое
соединение.
«Т» —
тавровое
соединение.
«Н» —
нахлесточное
соединение.
Виды сварки:
ГОСТ 5264-80 — ручная дуговая сварка;
ГОСТ 11533-75 — автоматическая и
полуавтоматическая сварка под
флюсом;
ГОСТ 14771-76 — дуговая сварка в защитном
газе;
ГОСТ 15878-79 — контактная сварка;
ГОСТ 14776-79 — дуговая сварка. Соединения
сварные точечные;
ГОСТ 8713-79 — сварка под флюсом.
Соединения сварные;
15164-78 — электрошлаковая сварка;
14806-80 — дуговая сварка в защитном газе
плавящимся электродом.
6. Изображение швов сварных соединений на чертежах
Шов условноизображают:
сплошной
основной линией,
если шов видимый
штриховой
линией, если шов
невидимый.
Видимую одиночную сварную точку,
независимо от способа
сварки, условно изображают знаком
«+», который выполняют сплошными
линиями.
Невидимые одиночные точки не
изображают
На изображение сварного
шва или одиночной
сварной точки указывает
односторонняя тонкая
стрелка.
Это упрощенное
обозначение швов
сварных соединений
9. Условное обозначение швов сварных соединений на чертежах
На полке линии-выноски тонкойодносторонней стрелки размещаются
условные обозначения шва сварного
соединения. Их размещают над
полкой, если шов расположен с
лицевой стороны изделия, или под
полкой, когда шов расположен с
оборотной стороны изделия.
Условное обозначение включает в
себя
вспомогательные
знаки,
приведенные в таблице.
12. № 1 —для прерывистого шва с цепным расположением провариваемых участков с указанием длины участка L и шага t.
13. №2 — для прерывистого шва с шахматным расположением провариваемых участков с указанием размеров L и t.
14. № 3 — если требуется снять выпуклость (усилие шва) с указанием (или без указания) шероховатости обработанной поверхности шва.
15. Примеры условных обозначений швов сварных соединений
Задание № 1 Расшифруйте каждый символ указанный на полкеЗадание № 2 Расшифруйте каждый символ указанный на полке
Задание № 3 Расшифруйте каждый символ указанный на полке
19. Ответить на контрольные вопросы
1. Сварноесоединение,
представленное на
рисунке
обозначается
буквой:
а) «С»;
б) «Т»;
в) «Н».
2. Сварное
соединение,
представленное
на рисунке
обозначается
буквой:
а)
«У»;
б)
«Т»;
в)
«Н».
3. Согласно стандарту шов сварного
соединения, представленного на
рисунке, имеет условное обозначение:
а) «С2»;
б) «СЗ»;
в) «С15»
4. Условное обозначение шва сварного
соединения «h2» соответствует
представленному рисунку под номером.
а)1;
б)2;
в)3
5. Сварное
соединение,
представленное
на рисунке
обозначается
буквой:
а)
«У»;
б)
«Т»;
в)
«Н».
ВЫПОЛНЕНИЕ ЗАДАНИЯ
КРИТЕРИИ ОЦЕНОК
6-5 правильных ответов – 5
(отлично)
4 правильных ответов – 4
(хорошо)
3 правильных ответов -3
(удовлетворительно)
Менее 3-х правильных ответов — 2
(неудовлетворительно)
Инженерная графика. Разработка чертежей сварных конструкций. Учебник. Королев Ю.И., Устюжанина С.Ю.
Автор: Королев Ю.И., Устюжанина С.Ю.
дата выпуска: 2016 г.
количество страниц: 224 стр.
переплет: твердый
Артикул: 978-5-496-01913-2
В книге дается обзор основных неразъемных соединений с акцентом на правила разработки сборочных чертежей изделий, в которых используются соединения сваркой, и в авторской обработке предлагаются оригинальные фрагменты реальных конструкций машиностроительного и строительного производства в качестве практических заданий для конструкторской разработки сборочных чертежей по схеме и краткому описанию изделия. Предлагаемые задания сопровождаются организационно-методическим материалом и примерами выполнения работы. Задания могут выполняться в ручном режиме и с использованием компьютерной графики, а также могут быть начальным материалом для создания собственной базы данных. Допущено научно-методическим советом по начертательной геометрии, инженерной и компьютерной графике Минобрнауки в качестве учебного пособия для студентов высших учебных заведений, обучающихся по направлениям технического профиля.
Сварочные символы — Основы
Как и другие аспекты черчения, здесь есть набор символов для сварки, чтобы упростить общение между проектировщиком и строителем (то есть сварщиком).
Этот язык может сначала показаться немного странным, поэтому лучше изучать его по одному символу за раз. Например, посмотрите на горизонтальные фигурки ниже:
Эти рисунки представляют собой основную структуру каждого проекта спецификации для выполняемого сварного шва.
Стрела
Символ сварки имеет стрелку, которая указывает на место на чертеже, где требуется сварка.
Стрелка прикреплена к линии выноски, которая пересекается с горизонтальной справочной линией.
Наконец, на противоположном конце контрольной линии есть хвост, который разветвляется в двух направлениях. Хвост не обязателен и нужен только для специальных инструкций.
Символ сварного шва
В середине контрольной линии вы увидите геометрическую фигуру или две параллельные линии, указывающие, какой тип сварного шва следует выполнять на металле.
Это называется символом сварки (не путать с общим символом сварки).
Три обозначения сварных швов, которые вы видите на рисунках выше, обозначают квадратный, угловой и V-образный шов соответственно.
Обозначение сварного шва также может быть размещено над контрольной линией, а не под ней. Это размещение важно.
Когда символ сварного шва находится ниже контрольной линии, это означает, что сварка должна выполняться на «стороне стрелки» соединения.
Например, на следующем чертеже угловой сварной шов указан со стороны стрелки.На втором изображении вы можете увидеть фактический сварной шов.
Теперь, если символ сварного шва появляется поверх контрольной линии, то сварной шов следует выполнять на противоположной стороне соединения, на которую указывает стрелка. Вот как это будет выглядеть:
Если символ сварного шва появляется по обе стороны от контрольной линии, как показано ниже, это означает, что сварка должна выполняться с обеих сторон соединения.
Для обозначения всех различных типов сварных швов, используемых в отрасли, а также любых стыков, которые необходимо разрезать или скосить во время подгонки, было разработано множество символов сварных швов.Вот наиболее распространенные из них:
Размеры и углы
Само собой разумеется, что числа также являются важной частью спецификации сварки. Ширина, глубина, отверстие в корне и длина сварного шва, а также угол любого скоса фаски, необходимого на основном металле перед сваркой, могут быть кратко указаны выше или ниже контрольной линии.
В большинстве случаев ширина (или диаметр) сварного шва указывается слева от символа сварного шва (здесь выражается в дюймах), а его длина указывается справа.
(Как объяснено в Анатомия сварного шва , ширина сварного шва — это расстояние от одной ветви сварного шва до другой.)
Часто длина не указывается, что означает, что сварной шов следует проложить от начала до конца соединения или там, где есть резкое изменение соединения на основном металле.
Размеры, указанные под контрольной линией, конечно, относятся к стыку со стороны стрелки, тогда как размеры, указанные выше, относятся к стыку с другой стороны.На изображении выше сварные швы обозначены с обеих сторон стыка.
Иногда указывается серия отдельных сварных швов, а не один длинный шов. Это обычное явление, когда свариваются тонкие или термочувствительные металлы или когда стык очень длинный. В следующем условном обозначении и на чертеже указаны 3-дюймовые прерывистые угловые швы:
Обратите внимание, что символы сварных швов по обе стороны от контрольной линии выше смещены, а не отражают друг друга.Это означает, что сварные швы должны располагаться в шахматных точках по обе стороны от стыка, как показано на рисунке справа.
Обозначение сварного шва также может указывать угол, отверстие в корне или размер поверхности основания. Это обычное явление, когда свариваемый основной металл толще 1/4 дюйма. В следующем примере показано обозначение и чертеж, требующие соединения с V-образной канавкой:
Здесь размер сварного шва с разделкой кромок указан внутри символа.
Первый — 1/8, что соответствует корневому отверстию 1/8 дюйма.
Большее число под ним означает 45 градусов, что представляет собой угол между пластинами.
«Включено» означает сумму углов, скошенных с каждой стороны. Итак, в этом примере скос на каждой пластине составляет 22 1/2, что составляет 45 градусов.
Прочие символы и множественные справочные линии
Переходя к другой части общего символа сварки, на пересечении контрольной линии и линии выноски можно вставить два других символа, как показано ниже:
Флагшток указывает на сварку в полевых условиях, которая просто указывает сварщику выполнять работу на месте, а не в цехе.
Круг вокруг сварного шва, расположенный в том же стыке, означает именно это. Хотя этот символ часто используется на трубах и трубах, некруглый структурный компонент (как показано справа вверху) также может нуждаться в сварке со всех сторон.
Вот еще несколько типов инструкций, которые вы можете увидеть на чертеже:
Кривая, расположенная над лицевой стороной символа сварного шва, указывает, что готовый сварной шов должен быть плоским, выпуклым или вогнутым. (Если вы видите прямую линию, значит, это плоский сварной шов — т.е.е. заподлицо.)
Как показано в правом верхнем углу, символ сварного шва с V-образной канавкой с рамкой над ним указывает на то, что для этого соединения требуется подкладная полоса или стержень. Полоса или пруток необходимо приварить к тыльной стороне стыка перед выполнением шва с разделкой кромок.
Поддерживающую полосу или стержень иногда путают с «обратным сварным швом» или «поддерживающим сварным швом». Это не то же самое, что использовать подкладочную ленту.
Обратный сварной шов — это второй сварной шов, который создается на обратной стороне соединения после завершения первичного шва с разделкой кромок.
И наоборот, подкладочный шов — это сварной шов, который сварщик выполняет первым (поэтому он выполняет ту же функцию, что и подкладочная лента).
Несущая полоса — это кусок металла, приваренный к нижней части пластин для обеспечения гладкого и ровного шва.
Каждый из этих трех вариантов проиллюстрирован ниже с использованием как хвоста, так и символа сварного шва, чтобы сообщить, что должно произойти.
Как видите, разница между задним и задним швами заключается только в том, когда они выполняются.Символы выглядят одинаково, поэтому оба должны быть указаны по имени. В третьем обозначении указаны размеры и тип стали (А-38) для подкладной ленты.
Если сварка состоит из множества этапов, иногда на символе сварки можно увидеть несколько контрольных линий, как показано ниже:
Чтобы инструкции были понятны, несколько контрольных линий могут отходить от линии выноски по параллельной траектории. Каждая строка представляет собой отдельную операцию и выполняется по порядку, начиная со строки, ближайшей к стрелке.
Дополнительный хвост = Особые инструкции
Как вы только что видели в случае несущей полосы, раздвоенный конец символа сварки используется для передачи деталей, которые не являются частью нормальных параметров, указанных на контрольной линии.
Например, инженер или проектировщик может захотеть, чтобы сварщик использовал сварку штучной сваркой (например, SMAW) или другой сварочный процесс. Или здесь может быть другая информация:
Конечно, когда не требуются специальные инструкции, хвостик в символе сварки опускается, оставляя только контрольную линию, стрелку и линию выноски.
Спецификации более сложной сварки
Освоив основы, вы будете готовы усвоить множество других деталей, представленных на чертежах и чертежах. Среди самых распространенных:
- Инструкции по чистовой обработке и контурной обработке
- Характеристики зенковки и фаски
- Шлифовальная или другая механическая обработка
- Инструкции по точечной или электродуговой сварке
Ниже вы найдете стандартную таблицу, которая используется для передачи информации с помощью символа сварки.Вам может потребоваться обратиться к нему, когда в списке много размеров или нетипичных спецификаций, которые нужно разобрать.
Для дальнейшего изучения сварочных обозначений перейдите по ссылкам в блоке ресурсов в правом верхнем углу этой страницы. Фонд Линкольна также издает книгу «Как читать рисунки в магазине», которая стоит 10 долларов, если вы купите ее на их веб-сайте. (См. Ссылку справа вверху.)
Далее: Дефекты сварного шва
Ресурсы / ДокументыУчебное пособие: символы сварки TheRangerStation.com
Сварочные символы Введение
WeldingTipsandTricks.com
(PDF) AWS
Сварочные символы: полезная система или неразборчивые иероглифы? Билл Грин
Расшифровка обозначений сварных швов
Общие обозначения сварных швов и их значение
Когда сварные швы указываются на технических и производственных чертежах, загадочный набор символов используется как своего рода сокращенное обозначение типа сварного шва, его размера и другой информации об обработке и отделке.Здесь мы познакомим вас с общими символами и их значением. Полный набор символов приведен в стандарте, опубликованном Американским национальным институтом стандартов (ANSI) и Американским обществом сварки (AWS): ANSI / AWS A2.4, Символы для сварки и неразрушающего контроля.
Структура обозначения сварки
Горизонтальная линия, называемая контрольной линией, является якорем, к которому привязаны все остальные символы сварки. Инструкции по выполнению сварного шва нанизаны вдоль контрольной линии.Стрелка соединяет контрольную линию с свариваемым стыком. В приведенном выше примере стрелка показана растущей из правого конца опорной линии и направленной вниз и вправо, но разрешены многие другие комбинации.
Довольно часто у стыка есть две стороны, на которые указывает стрелка, и, следовательно, два потенциальных места для сварного шва. Например, когда две стальные пластины соединяются вместе в Т-образную форму, сварка может выполняться с обеих сторон стержня Т.
Обозначение сварного шва различает две стороны стыка с помощью стрелки и промежутков над и под контрольной линией. Сторона стыка, на которую указывает стрелка, известна (довольно прозаично) как сторона стрелки, и ее сварка выполняется в соответствии с инструкциями, приведенными под контрольной линией. Другая сторона стыка известна (даже более прозаично) как другая сторона, и ее сварка выполняется в соответствии с инструкциями, приведенными над линией отсчета.Правило, согласно которому под линией равна стороне стрелки, а над линией — другой стороне, применяется независимо от направления стрелки. Флаг, растущий на стыке опорной линии и стрелки, присутствует, если сварка должна быть сделана в поле во время возведения конструкции. Символ сварного шва без флажка указывает на то, что сварка должна выполняться в мастерской. На более старых чертежах сварной шов может быть обозначен закрашенный черный кружок на стыке между стрелкой и контрольной линией.
Открытый кружок на стыке стрелки и контрольной линии присутствует, если сварной шов должен проходить по всему стыку, как в примере ниже.
Конец символа сварного шва — это место для дополнительной информации о сварном шве. Он может содержать ссылку на процесс сварки, электрод, подробный чертеж или любую информацию, которая помогает при сварке, которая не занимает своего особого места на символе.
Виды сварных швов и их обозначения
Каждая позиция сварки имеет свой собственный основной символ, который обычно помещается рядом с центром контрольной линии (и выше или ниже нее, в зависимости от того, на какой стороне стыка оно находится).Обозначение представляет собой небольшой рисунок, который обычно можно интерпретировать как упрощенное поперечное сечение сварного шва. В приведенных ниже описаниях символ показан как со стороны стрелки, так и с другой стороны.
Угловой шов | Сварка с разделкой кромок | Вставные и щелевые сварные швы |
Угловые швы
Угловой сварной шов (произносится как «fill-it») используется для выполнения соединений внахлест, угловых соединений и Т-образных соединений.Как следует из обозначения, угловой шов имеет в поперечном сечении примерно треугольную форму, хотя его форма не всегда является прямоугольным или равнобедренным. Металл сварного шва осаждается в углу, образованном сборкой двух элементов, проникает и сплавляется с основным металлом, образуя соединение. (Примечание: для наглядности рисунки ниже не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.)
Перпендикулярный участок треугольника всегда рисуется слева от символа, независимо от ориентации самого сварного шва. Размер ножки указан слева от символа сварного шва. Если две ветви сварного шва должны быть одинакового размера, дается только один размер; если сварной шов должен иметь неравные опоры (гораздо реже, чем сварной шов с равными опорами), приводятся оба размера, и на чертеже указывается, какая опора длиннее.
Длина сварного шва указывается справа от символа.
Если длина не указана, сварной шов следует разместить между указанными размерными линиями (если они указаны) или между теми точками, где может произойти резкое изменение направления сварного шва (например, на концах пластин в приведенном выше примере).
Для прерывистых сварных швов длина каждой части сварного шва и расстояние между сварными швами разделяются тире (сначала длина, затем интервал) и помещаются справа от символа углового шва.
Обратите внимание, что интервал или шаг — это не свободное пространство между сварными швами, а расстояние от центра до центра (или от конца до конца).
Шов с разделкой кромок
Сварной шов с разделкой кромкой обычно используется для стыков между кромками, хотя он также часто используется в угловых соединениях, Т-образных соединениях и стыках между криволинейными и плоскими деталями. Судя по разнообразию обозначений сварных швов с разделкой кромок, существует множество способов выполнения шва с разделкой кромок, причем различия зависят в первую очередь от геометрии соединяемых деталей и подготовки их кромок. Металл сварного шва осаждается внутри канавки, проникает и сплавляется с основным металлом, образуя соединение.(Примечание: для наглядности рисунки ниже, как правило, не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.)
Различные типы сварных швов с разделкой кромок:
Сварные швы с квадратной канавкой
Канавка создается либо плотной посадкой, либо небольшим разделением краев. Величина разделения, если таковая имеется, указана на символе сварного шва.
Сварные швы с V-образной канавкой
Края обеих частей имеют одинарную или двойную фаску для создания канавки.Угол V указан на обозначении сварного шва, как и расстояние в корне (если есть).
Если глубина V не равна полной толщине — или половине толщины в случае двойного V — глубина указывается слева от символа сварного шва.
Если провар сварного шва должен быть больше, чем глубина канавки, глубина рабочего горловины указана в скобках после глубины V.
Сварные швы со скосом под кромку
Кромка одной из частей скошена, а другая остается квадратной.Перпендикулярная линия символа фаски всегда рисуется с левой стороны, независимо от ориентации самого сварного шва. Стрелка указывает на деталь, которая должна быть снята фаской. Это дополнительное значение подчеркивается разрывом линии стрелки. (В разрыве нет необходимости, если проектировщик не предпочитает, какая деталь будет обрабатывать кромку, или если деталь, подлежащая обработке, должна быть очевидна для квалифицированного сварщика.) Угол и глубина обработки кромки, эффективное горло и разделение на кромке root описываются с использованием методов, описанных в разделе о V-образных канавках.
Сварные швы с U-образной канавкой
Края обеих частей обработаны вогнутыми. Глубина обработки кромки, эффективная горловина и разделение у корня описаны с использованием методов, описанных в разделе о V-образных канавках.
Сварные швы с J-образной канавкой
Кромка одной из частей обработана вогнутой, а другая — левой квадратной. Для сварного шва с U-образной канавкой это то же самое, что сварка со скосом с канавкой для сварки с V-образной канавкой. Как и в случае со скосом, перпендикулярная линия всегда проводится с левой стороны, а стрелка (с изломом, если необходимо) указывает на деталь, кромку которой обрабатывают.Глубина обработки кромки, эффективная горловина и разделение у корня описаны с использованием методов, описанных в разделе о V-образных канавках.
Сварные швы с отбортовкой и канавкой
Обычно используется для соединения двух закругленных или изогнутых деталей. Предполагаемая глубина самого сварного шва указана слева от символа, а глубина сварного шва указана в скобках.
Сварной шов со скосом под углом
Обычно используется для соединения круглой или изогнутой детали с плоской частью. Как и в случае с отбортовкой-V, глубина канавки, образованной двумя изогнутыми поверхностями, и предполагаемая глубина самого сварного шва указаны слева от символа, а глубина сварного шва указана в скобках.Перпендикулярная линия символа всегда рисуется с левой стороны, независимо от ориентации самого сварного шва.
Общие дополнительные символы, используемые для сварных швов с разделкой кромок, — это символы , проходящие через плавление и опорный стержень , символы . Оба символа указывают на то, что полное проплавление стыка должно быть выполнено односторонним швом с разделкой кромкой. В случае сквозного плавления основание должно быть усилено наплавленным металлом с обратной стороны соединения. Высота арматуры, если она критична, указывается слева от символа сквозного плавления, который помещается поперек контрольной линии от основного символа сварного шва.
Когда опорный стержень используется для достижения полного проплавления стыка, его символ помещается поперек контрольной линии от основного символа сварного шва. Если стержень должен быть удален после завершения сварки, в символе стержня основы ставится буква «R». Символ опорной планки имеет ту же форму, что и символ заглушки или пазового сварного шва, но контекст всегда должен прояснять назначение символа.
Электрозаклепка и щелевые швы
Электрозаклепка и Щелевые сварные швы используются для соединения элементов внахлест, в одном из которых есть отверстия (круглые для электрозаклепки, удлиненные для щелевых сварных швов).Металл сварного шва осаждается в отверстиях, проникает и сплавляется с основным металлом двух элементов, образуя соединение. (Примечание: для наглядности рисунки ниже не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.) Для электрозаклепочных швов диаметр каждая вилка указывается слева от символа, а расстояние между вилкой (шаг) указывается справа. Для сварных швов с пазами ширина каждого паза указывается слева от символа, длина и шаг (разделенные тире) указываются справа от символа, а подробный чертеж указывается в хвостовой части.Количество заглушек или прорезей указано в скобках над или под символом сварного шва. Обозначения со стороны стрелки и с другой стороны указывают, какая деталь содержит отверстие (я). Если отверстие не должно быть полностью заполнено металлом сварного шва, глубина, до которой оно должно быть заполнено, указывается в символе сварного шва.
Для получения дополнительной информации см. ANSI / AWS A2.4, Символы для сварки и неразрушающего контроля.
Сварочные символы: схемы и типы
Сварка не может занять надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от дизайнера рабочим.
Символы сварки позволяют разместить на чертежах полную информацию о сварке.
Схема условного изображения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла».
Этот метод преимущественно используется в США.
Соединение является основой для обозначений сварки.
Контрольная линия символа сварки (рис. 3-2) используется для обозначения типа выполняемого сварного шва, его местоположения, размеров, протяженности, контура и другой дополнительной информации.
Любое сварное соединение, обозначенное символом, всегда будет иметь сторону стрелки и другую сторону. Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения местоположения сварного шва относительно соединения.
Конец символа сварки используется для обозначения процессов сварки и резки, а также технических требований, процедур или дополнительной информации, которая будет использоваться при сварке.
Если сварщик знает размер и тип сварного шва, он имеет только часть информации, необходимой для выполнения сварного шва.Процесс, идентификация присадочного металла, который будет использоваться, требуется ли упрочнение или выкрашивание корня, а также другие соответствующие данные должны относиться к сварщику.
Обозначение, помещаемое в хвосте символа, указывающего эти данные, должно устанавливаться каждым пользователем. Если ноты не используются, конец символа можно опустить.
Сварочные символы
Стандартное расположение элементов обозначения сварки — Рисунок 3-2 Элементы обозначения сваркиРазличают термины «символ сварки» и «символ сварки».”
- Обозначение сварного шва (рис. 3-3) указывает желаемый тип сварного шва.
- Обозначение сварки (рис. 3-2) представляет собой обозначение сварного шва на чертежах.
Собранный «символ сварки» состоит из следующих восьми элементов или любых из этих элементов, если необходимо:
- Ссылка
- Стрелка
- Основные обозначения сварных швов
- Размеры и другие данные
- Дополнительные символы
- Финишные символы,
- Хвост,
- Спецификация
- Процесс или другие ссылки
Расположение элементов символа сварки относительно друг друга показано на рисунках 3-2 выше.
Основные обозначения сварных швов
Основные символы сваркиСимволы сварки используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов.
Эти основные символы сварных швов (символы дуги и газовой сварки, символы контактной сварки, пайки, кузнечно-термитного, индукционного и проточного шва) приведены ниже и показаны на рис. 3-3.
Дополнительные символыЭти символы используются во многих сварочных процессах вместе с символами сварки и используются, как показано на рисунках 3-3.
Дополнительные символы для дуги и газа
Основные и дополнительные символы дуговой и газовой сварки — Рис. 3-3Эти сварные швы обозначаются ссылкой на процесс или спецификацию в конце символа сварки, как показано на рис. 3-4.
Рисунок 3-4Когда требуется использование определенного процесса (рис. 3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
Ссылка на конкретный процесс — Рисунок 3-5Обозначение сварочного процесса буквами
Буквенные обозначения не присваивались сварке точечной дуги, контактной точке, дуговой сварке, контактному шву и выступающей сварке, поскольку используемые символы сварных швов являются адекватными.
Обозначение процессов резания буквами
Если нет спецификации, процесса или другого символа, хвост может быть опущен (рис. 3-6).
инжир. 3-6 Другие общие символы сварных швовНа рисунках 3-7 и 3-8 показаны символы сварного шва по всему периметру и сварного шва, а также контактные точечные и контактные швы.
Обозначения сварных швов по всему периметру и сварных швов в полевых условиях
Контактные точечные и контактные швы
Подробнее: Обозначения швов и точечной сварки сопротивлением
Значение местоположения стрелы
Для обозначений сварки с угловым швом, канавкой, фланцем, заусенцев и высаженной кромкой стрелка соединяет контрольную линию символа сварки с одной стороной соединения, и эта сторона должна считаться стороной соединения, указанной стрелкой (рис.3-9).
Обозначение боковой угловой сварки со стрелкой
Сторона, противоположная стрелке, считается другой стороной соединения (рис. 3-10).
Обозначение для угловой сварки другой стороны
Символы для проекционной сварки, контактной точечной сварки, контактного шва, дугового шва, дуговой точечной и электрозащитной сварки
Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения по средней линии желаемого сварного шва.
Стержень, на который указывает стрелка, считается лонжероном со стрелкой.
Другой шарнир считается другим лонжероном (рис. 3-11).
Обозначения при сварке вилками и пазами
Подробнее об обозначениях при сварке «вилка и паз» можно узнать здесь.
Ближний элемент
Когда соединение изображено на чертеже как область, параллельная плоскости проекции, и стрелка символа сварки направлена в эту область, боковой элемент соединения, показанный стрелкой, считается ближайшим элементом соединения, следующим за обычные условные обозначения черчения (рис.3-11).
Символ сварки на ближней стороне
Когда соединение изображено на чертеже одной линией и стрелка символа сварки направлена к этой линии, сторона соединения, указанная стрелкой, считается ближней стороной соединения, в соответствии с обычными схемами оформления (рис. . 3-12 и 3-13).
Сварка с V-образным вырезом сбоку со стрелкой
Символ сварки с V-образной канавкой другой стороны
Расположение сварного шва относительно стыка
Сторона стрелки
Сварные швы на стороне соединения, указанной стрелкой, обозначаются размещением символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (рис.3-14)
Сварные швы со стороны стрелки
Другая сторона
Сварные швы на другой стороне стыка показаны путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (рис. 3-15).
Сварные швы на другой стороне стыка
Обе стороны
Сварные швы на обеих сторонах соединения показаны путем размещения символов сварных швов по обе стороны от контрольной линии, по направлению к считывающему устройству и от него (рис.3-16).
Нет бокового значения
Символы точки сопротивления, контактного шва, заусенцев, сварного шва сами по себе не имеют значения стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение.
Например, символ контура заподлицо (рис. 3-3) используется вместе с обозначениями точек и швов (рис. 3-17), чтобы показать, что один элемент открытой поверхности стыка должен быть заподлицо.
Обозначения контактных участков, контактных швов, заусенцев и осажденных сварных швов должны располагаться по центру контрольной линии (рис.3-17).
Обозначения точечных швов и сварных швов с высадкой или вылетом
Ссылки и общие примечания
Обозначения со ссылками
Когда спецификация, процесс или другая ссылка используется с символом сварки, ссылка помещается в хвост (рис. 3-4).
Обозначения без ссылок
Символымогут использоваться без спецификации, процесса или других ссылок, когда:
- На чертеже появляется примечание, подобное следующему: «Если не указано иное, все сварные швы должны выполняться в соответствии со спецификацией №….”
- Используемая процедура сварки описана в другом месте, например, в заводских инструкциях и технологических листах.
Общие примечания
Общие примечания, подобные приведенным ниже, могут быть размещены на чертеже для предоставления подробной информации о преобладающих сварных швах. Эту информацию не нужно повторять на символах:
- «Если не указано иное, все угловые швы имеют размер 5/16 дюйма (0,80 см)».
- “Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма.(0,48 см) ».
Индикация процесса
Когда требуется использование определенного процесса, процесс может обозначаться буквенными обозначениями, приведенными в таблицах 3-1 и 3-2 (рис. 3-5).
Символ без хвоста
Если для обозначения сварки не используются спецификации, процесс или другие ссылки, хвостик можно не указывать (рис. 3-6).
Обозначения сварных швов и сварных швов в полевых условиях
Сварные швы, проходящие полностью вокруг стыка, обозначаются символом сварного шва по всему периметру (рис.3-7). Сварные швы, полностью охватывающие стык, включающий несколько типов сварных швов, обозначенных символом комбинированного сварного шва, также обозначаются символом сплошного шва. Символ вокруг сварного шва также обозначает сварные швы полностью вокруг стыка, в котором точки пересечения металла в точках сварки находятся в более чем одной плоскости.
Полевые сварные швы — это сварные швы, выполненные не в цехе или на месте первоначального строительства и обозначаемые символом полевого шва (рис. 3-7).
Объем сварки, обозначенный символами
Резкие изменения
Символы применяются между резкими изменениями направления сварки или степени штриховки размерных линий, за исключением случая, когда символ сварки по всему периметру (рис.3-3).
Скрытые швы
Сварка скрытых стыков может быть закрыта, если сварка аналогична сварке видимого стыка. На чертеже указано наличие скрытых элементов. Если сварка скрытого стыка отличается от сварки видимого стыка, необходимо предоставить конкретную информацию о сварке обоих.
Расположение обозначений сварных швов
Символы сварных швов, за исключением контактных точек и контактных швов, должны отображаться только на контрольной линии символа сварки, а не на линиях чертежа.
г. Обозначения контактных сварных швов и контактных швов могут быть размещены непосредственно в местах требуемых сварных швов (рис. 3-8).
Использование знаков в дюймах, градусах и фунтах
-дюймовые метки используются для обозначения диаметра сварного шва, контактного пятна и круглого выступа, а также ширины дугового шва и контактного шва, когда такие сварные швы указываются десятичными размерами.
В общем случае метки в дюймах, градусах и фунтах могут использоваться или не использоваться на обозначениях сварки по желанию.
Конструкция символов
Условные обозначения сопряжения, скоса, J-образной канавки, конической канавки и углового фланца всегда следует отображать с перпендикулярной опорой влево (рис. 3-18).
В обозначении сварного шва со скосом или J-образной канавкой стрелка должна указывать с определенным изломом в сторону элемента, который должен быть скошен (рис. 3-19). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки можно не делать.
Информация о сварочных обозначениях должна располагаться для чтения слева направо вдоль линии отсчета в соответствии с обычными правилами оформления (рис.3-20).
Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть показан символ (рис. 3-21).
Буквы CP в хвостовой части стрелки обозначают полный проплавленный сварной шов независимо от типа сварного шва или подготовки соединения (рис. 3-22).
Когда основные символы сварного шва неадекватны для обозначения желаемого сварного шва, сварной шов должен быть показан с помощью поперечного сечения, деталей или других данных со ссылкой на символ сварки в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (рис.3-23).
Две или более контрольных линии могут использоваться для обозначения последовательности операций.
Первая операция должна быть указана на контрольной линии, ближайшей к стрелке. Последующие операции необходимо последовательно отображать на других опорных линиях (рис. 3-24).
Дополнительные справочные линии также могут использоваться для отображения данных, дополняющих информацию о символах сварки, включенных в справочную линию, ближайшую к стрелке.
Информация о тесте может отображаться на второй или третьей строчке от стрелки (рис.3-25).
При необходимости, символ сварки по всему периметру должен быть размещен на стыке линии стрелки и линии ссылки для каждой операции, к которой он применяется (рис. 3-26). Обозначение сварного шва также может использоваться таким образом.
Сварочные символы: полное руководство | 2020
Наряду с субподрядчиками, которые занимаются сантехникой, HVAC (то есть отоплением, вентиляцией и кондиционированием воздуха), и электриками, сварщики часто являются ключевыми членами команды, участвующей в строительстве здания.
Сварщикибудут работать в тесном сотрудничестве с инженерами-сантехниками, чтобы обеспечить надежность и надежность соединений между трубами, как для подачи, так и для сточных вод. Услуги сварщика могут также потребоваться для конструктивных элементов, как, например, в случае здания со стальным каркасом, где колонны, балки и фермы могут быть приварены к другим опорам. Наконец, вы можете вызвать сварщика для установки некоторых неструктурных или архитектурных стальных элементов, таких как лестничные перила, навесы, вытяжные колпаки или стеллажи.
Хотя сварочные символы обычно резервируются для производственных чертежей от производителей, строители должны знать, как распознать их на структурных чертежах в наборе чертежей, поскольку строители несут ответственность за обеспечение того, чтобы различные аспекты строительного проекта совпадали, как задумано.
«Хорошие строители должны знать, как выглядит символ сварки», — объясняет профессиональный строитель и мастер Джордан Смит. «Таким образом, когда вы столкнетесь с этим, вы сможете сказать:« Эй, это выходит за рамки того, что я делаю с кадрированием ».Мне нужно согласовать действия с изготовителем, чтобы убедиться, что все эти соединения выполняются должным образом ».
Например, архитектор включает в дизайн дома лестницу с металлическими перилами. Затем его отправляют производителю, который построит металлический поручень, и кто знает, где и как его элементы должны быть сварены вместе. Чертежи изготовителя отправляются обратно архитектору для проверки, но он или она не изучает типы сварных швов или их конструкцию, а только то, выглядит ли это так, как задумал архитектор.Подрядчик и сварщик затем будут работать с чертежами изготовителя для деталей установки поручня.
Распознавание символов — это первый шаг к чтению чертежей собственности. Узнайте все, что вам нужно знать о чтении чертежей, в онлайн-классе MT Copeland , который преподает профессиональный строитель и мастер Джордан Смит.
6 Общие символы сварки
1.Стрелка и справочная линия
Это позволяет быстро определить, что вы смотрите на символ сварного шва. Стрелка указывает на соединение, в которое будет помещен сварной шов, а информация об ориентации и типе сварного шва будет включена вдоль стрелки или справочной линии. (Изображение через openoregon.pressbooks.pub )
2. Тип сварного шва
По сторонам от контрольной линии символ, представляющий либо конструкцию соединения, либо завершенный сварной шов, будет указывать тип сварного шва, с общими обозначениями сварных швов с разделкой кромок, включая клиновидные стыковые соединения, угловые соединения и угловые швы.Точечные сварные швы обозначаются кружками, а швы — кружком, пересеченным двумя параллельными линиями. (Изображение с сайта Weldingsuppliesfromioc.com )
3. Расположение или ориентация сварного шва
Если символ типа сварного шва появляется под контрольной линией, то сварной шов должен находиться на той же стороне соединения, что и стрелка. Если он выше контрольной линии, значит, он идет на противоположной стороне стыка. Если символ повторяется как над, так и под контрольной линией, следует сваривать обе стороны стыка. (Изображение с wcwelding.com )
4. Контур сварного шва
Должен ли сварной шов быть гладким, вогнутым или выпуклым, обозначается линией вдоль символа, представляющего тип сварного шва. Сварной шов заподлицо обозначается прямой линией, вогнутый и выпуклый — изогнутыми линиями. (Изображение с wcwelding.com )
5. Размер шва
Числа по обе стороны от основного символа сварного шва указывают его размер.Число слева от символа сварного шва указывает его ширину, а число справа — длину. Иногда справа от символа будет два числа, разделенных тире. В этом случае имеется несколько сварных швов, как в случае прерывистых угловых швов, а второе число указывает расстояние между центрами каждого отдельного сварного шва. В случае углового шва, если символ углового шва появляется как над, так и под контрольной линией с одинаковым номером слева от него в каждом месте, сварщик должен создать сварной шов с равными ножками. (Изображение с сайта Weldingsuppliesfromioc.com )
6. Дополнительные символы
Одним из наиболее важных элементов дополнительной информации с точки зрения подрядчика является небольшой флажок, размещенный вдоль контрольной линии. Это указывает на то, что сварной шов является сварным швом в полевых условиях (то есть, который должен выполняться на месте).
Другие подробности о типе сварного шва или способах его выполнения можно добавить в конец стрелки.(Если сварщику не нужно сообщать дополнительную информацию, хвост, как правило, не указывается.)
Часто эта дополнительная информация представлена в виде аббревиатуры, которая в США основана на справочных кодах Американского общества сварки и указывает на конкретный процесс сварки. Например, FCAW относится к дуговой сварке порошковой проволокой, в то время как SMAW представляет собой дуговую сварку защитным металлом (оба обычно используются в строительстве).
Хотя вы вряд ли встретите их в Соединенных Штатах, вы также можете найти числа в хвостовой части сварного шва.Если да, то это коды ISO от Международной организации по стандартизации (136 соответствует FCAW; 111 — SMAW). (Изображение с wcwelding.com )
MT Copeland предлагает онлайн-классы на основе видео, которые дают вам фундамент в области строительства с использованием реальных приложений. Классы включают профессионально подготовленные видеоролики, преподаваемые практикующими мастерами, и дополнительные загрузки, такие как викторины, чертежи и другие материалы, которые помогут вам овладеть навыками.
Все о сварочных чертежах
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%.В эту ставку не включены выпускники, недоступные для работы по причине продолжения образования, военной службы, здоровья, заключения, смерти или статуса иностранного студента. В ставку включены выпускники, прошедшие специализированные программы повышения квалификации и занятые на должностях. которые были получены до или во время обучения по ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклам и морским техникам. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться.Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2016-2026), www.bls.gov, просмотренных 24 октября 2017 года. Прогнозируемое количество годовых Вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и право сотрудников на участие в программе остаются на усмотрение работодателя и доступны в определенных местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях кампуса.
21) GI Bill® является зарегистрированным товарным знаком Министерства по делам ветеранов США (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за служение» доступен всем ветеранам, имеющим право на участие, во всех местах на территории кампуса. Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня. Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата для специалистов по обслуживанию автомобилей и механиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г.Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, смог. инспектор и менеджер по запасным частям. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023) составляет от 29 050 до 45 980 долларов (данные по Массачусетсу, данные за май 2018 г., просмотр за 10 сентября 2020 г.).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. и Механика, просмотр 14 сентября 2020 года.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и паяльщиков в Бюро трудовой статистики США по занятости и заработной плате, май 2019. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических специалистов, например, сертифицированный инспектор и контроль качества.Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121) составляет от 33 490 до 48 630 долларов (Массачусетс: трудовые ресурсы и развитие рабочей силы, данные за май 2018 г., просмотр за 10 сентября 2020 г.). Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19 долларов.77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 и 14,03 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г. Сварщики, резаки, паяльщики и брейзеры, просмотрено в сентябре 14, 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
27) Не включает время, необходимое для прохождения 18-недельной квалификационной программы предварительных требований плюс дополнительные 12 или 24 недели обучения, зависящего от производителя, в зависимости от производителя.
28) Расчетная годовая средняя заработная плата специалистов по ремонту кузовов и связанных с ними автомобилей в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик. и инспектор. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними (49-3021), в Содружестве Массачусетс составляет от 31 360 до 34 590 долларов (Массачусетс: трудовые ресурсы и развитие рабочей силы, данные за май 2018 г., просмотр за 10 сентября 2020 г.).Зарплата в Северной Каролине информация: Департамент труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение, 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2018 г. 14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в разделе «Занятость и заработная плата» Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по дизельным двигателям . Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных. техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков. и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г., просмотрено 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: согласно оценке Министерства труда США, средняя почасовая оплата квалифицированных дизельных техников в Северной Каролине составляет около 50%, опубликованная в мае 2019 года, и составляет 22 доллара.04. Бюро статистики труда. не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
30) Расчетная годовая средняя зарплата механиков мотоциклистов в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование. обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетса: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 28700 долларов (данные по Массачусетсу, данные за май 2018 г., просмотренные 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% в среднем для Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 и 10,69 долларов. соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, просмотр 14 сентября 2020 г.)) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования, инспектор и помощник по запчастям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих механиками моторных лодок и техниками по обслуживанию (49-3051) в Содружестве Массачусетс. составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по обработке с ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оператора ЧПУ, ученика. слесарь-механик и инспектор обработанных деталей. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металла и пластика (51-4011) в Содружестве штата Массачусетс составляет 36 740 долларов (данные за май 2018 г., данные за май 2018 г., данные за 10 сентября, штат Массачусетс, США). 2020).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
38) Бюро статистики труда США прогнозирует, что к 2029 году общая занятость в каждой из следующих профессий составит: Техники и механики автомобильного сервиса — 728 800; Сварщики, резаки, паяльщики и паяльщики — 452 500 человек; Автобусы и грузовики и специалисты по дизельным двигателям — 290 800 человек; Ремонтники кузовов автомобилей и сопутствующие товары — 159 900; и операторы инструментов с ЧПУ, 141 700.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 г. и прогноз на 2029 г. Бюро статистики труда США, www.bls.gov, дата просмотра — 3 июня 2021 г.
41) Для специалистов по обслуживанию автомобилей и механиков Бюро статистики труда США прогнозирует в среднем 61 700 вакансий в год в период с 2019 по 2029 год. включать вакансии, связанные с ростом и чистым замещением. См. Таблицу 1.10 увольнения и увольнения, прогнозируемые на 2019-29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 года.
42) Для сварщиков, резчиков, паяльщиков и брейзеров Бюро статистики труда США прогнозирует в среднем 43 400 вакансий в год в период с 2019 по 2029 год. Вакансии включают вакансии в связи с ростом и чистым замещением. См. Таблицу 1.10 Профессиональные увольнения и вакансии, прогнозируемые на 2019-29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 года.
43) Для механиков автобусов и грузовиков и специалистов по дизельным двигателям, Бюро труда США По статистике, в период с 2019 по 2029 год в среднем будет открываться 24 500 вакансий в год.Вакансии включают вакансии, связанные с ростом и чистым замещением. См. Таблицу 1.10 Разделения и вакансии по профессиям, прогнозируемые на 2019-29 годы, Бюро статистики труда США, www.bls.gov, дата просмотра — 3 июня 2021 года.
44) Для кузовных и связанных с ними ремонтников Бюро статистики труда США прогнозирует: в среднем 13 600 вакансий в период с 2019 по 2029 год. В число вакансий входят вакансии, связанные с ростом и чистым замещением. См. Таблицу 1.10 Разделение профессий и вакансии, прогнозируемые на 2019-29 гг., U.S. Bureau of Labor Statistics, www.bls.gov, дата просмотра — 3 июня 2021 г.
45) Для операторов компьютерных инструментов с числовым программным управлением Бюро статистики труда США прогнозирует в среднем 11 800 вакансий в год в период с 2019 по 2029 год. Работа вакансии включают вакансии, связанные с ростом и чистым замещением. См. Таблицу 1.10 Разделение и вакансии по профессиям, прогноз на 2019-29 годы, Бюро статистики труда США, www.bls.gov, дата просмотра 3 июня 2021 года.
46) Студенты должны поддерживать минимум 3.5 GPA и 95% посещаемости.
47) Бюро статистики труда США прогнозирует, что к 2029 году общая численность специалистов по обслуживанию автомобилей и механиков составит 728 800 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 г. и прогноз на 2029 г. Бюро статистики труда США, www.bls.gov, дата просмотра — 3 июня 2021 г.
48) По прогнозам Бюро статистики труда США, к 2029 г. общая численность занятых механиков автобусов и грузовиков и специалистов по дизельным двигателям составит 290 800 человек. См. Таблицу 1.2 Занятость по профессиям, 2019 г. Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г.
49) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено в сентябре 8, 2020. Планируемое общее количество ремонтов кузовов и связанных с ними автомобилей к 2029 году составит 159 900 человек.
50) Бюро статистики труда США прогнозирует, что общая занятость сварщиков, резчиков, паяльщиков и паяльщиков к 2029 году составит 452 500 человек.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 г. и прогноз на 2029 г. Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г.
51) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено в сентябре 8, 2020. Планируемое общее количество операторов инструмента с ЧПУ к 2029 году составит 141 700 человек.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
9 основных шагов для считывания символов сварки
| Поделиться | Твитнуть | Поделиться | Pin It | Распечатать | электронное письмоУмение интерпретировать символы сварки очень важно, но подавляющему большинству сварщиков это сложно. Очень небольшой процент компаний требует, чтобы кандидаты на сварку знали, как читать символы. При нехватке сварщиков на сегодняшнем рынке создание этого условия было бы невозможным.
Компаниям необходимо пройти обучение сварщиков. Проблема в том, что во многих случаях у производителей нет сотрудников, которые могли бы это сделать. Обычно это имеет место в компаниях малого и среднего размера. Однако, если вы нуждаетесь в таком обучении, вы можете рассчитывать на помощь извне. Продавцы, в основном промышленные дистрибьюторы и представители производителей сварочного оборудования, должны обладать этими знаниями. По крайней мере, высококвалифицированные. Обычно они могут предложить этот тип обучения бесплатно или за небольшую плату.
Приведенные ниже 9 шагов представляют собой очень простое введение в символы сварки. Это только поверхностный подход к обучению обозначениям сварных швов. Если у вас есть вопросы, дайте нам знать, ответив на сообщение.
Сварочные символы, основы
- Каждый символ сварного шва должен состоять из стрелки и контрольной линии.
- Стрелка может указывать вверх или вниз
- Стрелка не обязательно должна указывать на сторону стыка, которую необходимо сварить.Иногда из-за ограниченного пространства на чертеже стрелка не умещается на одной стороне, поэтому информация, размещенная на контрольной линии, будет указывать на то, идет ли сварной шов на стороне стрелки или на противоположной стороне.
- Тип сварного соединения обозначается специальным символом. У Американского общества сварщиков есть очень хорошая таблица с подробным описанием этих символов. Ниже приведен его раздел.
В дальнейшем мы остановимся на угловых сварных швах, поскольку следующая информация отображается по-разному в зависимости от типа сварного соединения.
Загрузите это руководство БЕСПЛАТНО
- Информация, такая как размер, длина и другие особенности, будет отображаться рядом с символом сварного шва. Местоположение этой информации имеет значение. Ниже мы видим пример обозначения углового сварного шва.
Обозначения углового шва ВСЕГДА имеют вертикальную линию символа слева.
- Длина углового сварного шва, если она не является всей длиной соединения, отображается справа от символа.
- Прерывистые сварные швы вызываются с помощью параметров «Длина» и «Шаг». Как отмечалось выше, число справа от диагональной линии символа скругления обозначает длину (в США это будет в дюймах, если не указано иное). Шаг отображается справа от длины и указывает расстояние между центрами.
- ОЧЕНЬ ВАЖНО: если вы когда-нибудь увидите флажок на пересечении контрольной линии и стрелки, НЕ выполняйте этот сварной шов, если вы находитесь в магазине. Этот флаг указывает на то, что сварка должна выполняться в полевых условиях.
Круговое обозначение означает, что сварной шов должен идти по всей длине.
- Некоторые из приведенных выше схем показывают конфигурацию основного материала (графическое представление соединения, показывающее, как две части соединяются вместе).На реальном чертеже этого почти никогда не бывает, поэтому важно знать различные обозначения сварных швов, показанные на Таблице символов AWS. Рисунок, скорее всего, будет выглядеть примерно так:
Подробные чертежи деталей могут содержать множество символов сварки.
Это было очень простое введение в символы сварных швов. Учебные программы, которые мы разработали или разработали для клиентов, варьируются от 4 до 16 часов.Программы обычно разрабатываются с учетом потребностей клиента и поэтому сильно различаются по длине.
Хотите узнать о сварочных обозначениях для сварных швов с разделкой кромок? Ознакомьтесь с 9 основными шагами по считыванию символов сварки для швов с разделкой кромок.
Источник: Учебное пособие по символам сварки| Поделиться | Твитнуть | Поделиться | Pin It | Распечатать | электронное письмо
Простое руководство по символам сварки
Одна из наиболее распространенных путаниц между инженерами и производителями — это обозначения сварки .Предоставление вашему производителю правильных обозначений дизайна может быть разницей между отличным продуктом и искаженным уродливым беспорядком.
Вот ваше руководство, чтобы упростить понимание вашего поставщика. И если вы выбрали сварной шов для алюминия и хотите помочь выбрать идеальный сплав, обратите внимание на это.
Руководство по символам сварки
Вот общие символы сварки, которые мы особенно часто получаем от клиентов:
- Скругление — Соединение двух металлических частей, расположенных перпендикулярно или под углом.Также обычно называют тройниковые соединения (перпендикулярные) или соединения внахлест (внахлест, сваренные по краям)
- Квадратная канавка — Сварное соединение встык с двумя плоскими и параллельными друг другу деталями.
- Точечная сварка — Контакт металлических поверхностей, соединенных теплом, полученным в результате сопротивления электрическому току.
На этом рисунке показаны наиболее распространенные символы сварки:
(Фото любезно предоставлено специалистом по проектированию конструкций)
Где разместить символы
Типичные элементы обозначений сварных швов включают:
- Стрелки (обязательно)
- Справочные строки (обязательно)
- Основные обозначения сварных швов
- Дополнительные символы
- Размеры и другие данные
- Хвосты
- Финишные символы
- Другие характеристики
(Фото любезно предоставлено специалистом по проектированию конструкций)
Последствия неправильной работы
Если вы ожидаете, что определенная деталь будет свариваться определенным образом, и вы неправильно отметили свой чертеж, приготовьтесь к разочарованию.Вот так получается угловой сварной шов вместо косого шва — и снова получается квадрат.
Ваш производитель формирует вашу деталь на основе ваших спецификаций — не оставляйте интерпретацию на усмотрение поставщика .
Обратитесь к производителю
Как и многие другие отношения в жизни, лучший способ избежать путаницы — это связаться со своим поставщиком . Чем раньше это начнется, тем лучше.
Многие производители готовы помочь вам на ранней стадии разработки вашего проекта.Как это конкретно относится к символам сварки? Ваш партнер может:
- Спросите вас о запутанных обозначениях вместо того, чтобы двигаться вперед с «наилучшим предположением»
- Определите переварку и другие возможные дефекты конструкции
- Сотрудничайте с вами, чтобы узнать, как лучше записать свои чертежи для повышения эффективности в будущем
Если символ сварного шва кажется неправильным, специализированные партнеры-производители начнут диалог между вами и своими инженерами или отделами продаж, в зависимости от проблемы.