| Теоретическая часть (по методе под ред. Г.Г. Мухина. МГТУ, 2002) | ||||||
Макроскопический метод исследования строения материалов. Цель работы — ознакомиться с макроструктурой различных материалов и способами подготовки образцов. Задание. 1. Изучить и нарисовать макроструктуры слитка и образцов алюминиевых сплавов, отлитых в земляную форму, в кокиль и после модифицирования. Охарактеризовать макроструктуры.
5. Исследовать и нарисовать макроструктуру изломов (хрупкого, вязкого, усталостного). Приборы и материалы: лупа, коллекция макрошлифов, коллекция изломов. Порядок выполнения работы. 1. Зарисовать макроструктуру образцов, показывающую особенности литого состояния. Сравнить макроструктуру слитка с макроструктурой образцов, отлитых различными методами.
Основные теоретические сведения. Исследование строения материалов невооруженным глазом, а также с помощью лупы или микроскопа при увеличении до 50 раз называют макроскопическим исследованием (макроанализом). Строение материала, изучаемое при макроанализе, называют макроструктурой. Макроанализ находит применение в промышленности для выявления дефектов строения материалов (трещин, раковин, шлаковых включений и др.), химической и структурной неоднородности в отливках, прокате, поковках, сварных соединениях и т.д., а также для оценки характера разрушенных изделий. Макроанализ проводят на специально подготовленных образцах — макрошлифах, поверхность которых шлифуют и подвергают травлению реактивами, иногда подогретыми до 70…100 Макроанализ литых изделий дает возможность выявить дендритное строение, определить размер, форму зерен, а также различные дефекты (раковины, неметаллические включения, пузыри и др. При литье в земляную форму скорость охлаждения меньше, чем при литье в металллическую форму (кокиль). Части детали большого сечения охлаждаются медленнее частей деталей тонкого сечения. В результате в одной отливке получаются зоны с мелким и крупным зерном. При обработке давлением изменяется форма первичных кристаллов, полученных в отливке. Механические свойства металла с волокнистым строением анизотропны. Поэтому в деталях, работающих при динамических, циклических нагрузках с высоким напряженным состоянием (шестерни, коленчатые валы, шатуны и др.), стремятся получить волокнистую структуру, соответствующую профилю изделия или направлению наибольших напряжений. Метод глубокого травления применяется и для выявления внутренних и внешних дефектов, нарушающих сплошность металла. Макроанализ используют и для проведения плавочного контроля, при этом определяются: 1) центральная пористость, поры сосредоточены в центре слитка; 2) общая пористость, поры равномерно распределены по сечению макрошлифа; 3) ликвация примесей; 4) подкорковые пузыри, которые образуются газами, не успевающими выделиться из жидкого металла при его затвердевании; 5) трещины, к которым относятся и так называемые флокены. Методом макроанализа выявляют, кроме того, различные дефекты сварных соединений (поры усадочные и газовые, трещины, шлаковые включения, подрезы, непровар и др.), образовавшиеся вследствие нарушения технологии изготовления этих соединений. Макроанализ используют также для исследования структурной и химической неоднородности металла, возникающей при термической и химико-термической обработке. При этом, исследуя изломы образцов и применяя метод глубокого травления, можно установить глубину закаленного слоя (прокаливаемость), толщину цементованного слоя и др. Плавочный контроль проводят путем сравнения по баллам поверхности макрошлифов с эталонами согласно ГОСТ (для сплаваов имеются допустимые по каждому виду дефектов баллы). Для выявления макроструктуры сварных соединений используют метод определения общей химической неоднородности (ликвации), который позволяет установить общий характер распределения элементов по сечению детали. Макроанализ по виду излома. По характеру разрушения изломы подразделяют на хрупкие, вязкие и усталостные. Хрупкий излом имеет блестящую кристаллическую поверхность, на которой достаточно четко видны зерна опредееленных размеров и формы, так как разрушение происходит без значительной пластической деформации. Хрупкое разрушение может быть межкристаллическим (по границам зерен) и транскристаллическим (по телу зерен). Это наиболее опасный и быстрый вид разрушения, приводящий к преждевременному внезапному отказу деталей в условиях эксплуатации. Вязкий излом имеет матовую поверхность и обычно волокнистое строение с зернами сильно искаженных размеров и формы, так как разрушение сопровождается значительной пластической деформацией. Вязкий излом менее опасен, чем хрупкий. При циклических (повторно-переменных) нагрузках материал подвержен усталостному разрушению. Усталостная трещина зарождается обычно на поверхности детали в местах наибольшей концентрации напряжений (галтели, отверстия, надрезы, неметаллические включения и др. Процесс усталостного разрушения достаточно длителен, так как он связан с постоянным накоплением повреждений, развитием и перемещением трещины. В усталостном изломе рассматривают 3 зоны: очаг разрушения; зону усталостного арзрушения с гладкой, ступенчато-слоистой, мелкозернистой, фарфоровидной поверхностью и зону долома со структурой типичной или для хрупкого, или для вязкого излома (в зависимсти от строения и свойств материала). Для фиксирования результатов анализа применяют фотографирование макроструктуры. | ||||||
| Практическая часть (в журнале лабораторных работ) | ||||||
1. Макроструктура металлического слитка 1. Зона мелких произвольно ориентрованных кристаллов; 2. Вывод: В слитке металла различают 3 зоны: 1) мягких кристаллов на поверхности, где имеет место высокая скорость охлаждения 2) столбчатых кристаллов, которые растут нормально к поверхности отвода теплоты 3) равноосных крупных кристаллов в центре слитка, где скорость охлаждения мала | ||||||
2. Макроструктура металлического слитка (поперечное сечение)
Вывод: При литье в земляную форму скорость охлаждения меньше, что способствует к образованию крупных зерен, чем при литье в металлическую форму (кокиль). | ||||||
3. Макроструктура литой турбинной лопатки (литье в керамическую форму) Вывод: Части деталей большого сечения охлаждаются медленнее частей деталей тонкого сечения. В результате, в одной отливке получаются зоны с мелким и крупным зерном. | ||||||
4. Волокнистое строение металла Вывод: Волокнистую структуру, соответствующую профилю изделия или направлению наибольших напряжений, используют в деталях, работающих при динамических, циклических нагрузках с высоким напряженным состоянием (шестерни, коленчатые валы, шатуны). | ||||||
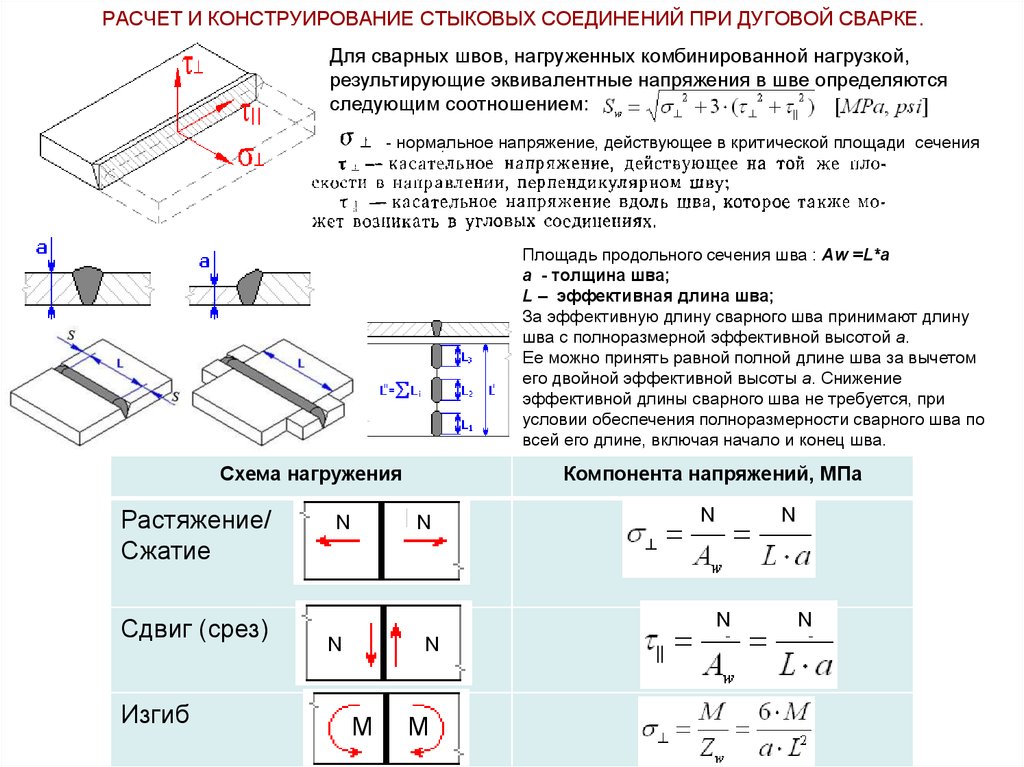
5. Макроструктура сварного соединения. Дефекты сварных соединений: Усадочные и газовые поры, трещины, шлаковые включения, подрезы, непровар. Вывод: В результате травления в сварном соединении четко видны 3 зоны: основного металла, наплавленного металла и термического влияния. В зоне наплавленного металла будут видны столбчатые кристаллы, направленные нормально к поверхности отвода теплоты. | ||||||
6. Виды излома | ||||||
| Дендриты | ||||||

 ). Структура отливки зависит от скорости образования центров кристаллизации и скорости их роста, что, в свою очередь, зависит от скорости охлаждения и модифицирования (введения в расплав специальных примесей, ускоряющих процесс образования центров кристаллизации). Чем выше скорость охлаждения и больше дополнительных центров в результате модифицирования, тем меньше зерна в отливке. В слитке металла различают 3 зоны: 1) мелких кристаллов на поверхности, где имеет место высокая скорость охлаждения; 2) столбчатых кристаллов, которые растут нормально к поверхности отвода теплоты; 3) равноосных крупных кристаллов в центре слитка, где скорость охлаждения мала.
). Структура отливки зависит от скорости образования центров кристаллизации и скорости их роста, что, в свою очередь, зависит от скорости охлаждения и модифицирования (введения в расплав специальных примесей, ускоряющих процесс образования центров кристаллизации). Чем выше скорость охлаждения и больше дополнительных центров в результате модифицирования, тем меньше зерна в отливке. В слитке металла различают 3 зоны: 1) мелких кристаллов на поверхности, где имеет место высокая скорость охлаждения; 2) столбчатых кристаллов, которые растут нормально к поверхности отвода теплоты; 3) равноосных крупных кристаллов в центре слитка, где скорость охлаждения мала.
 Так, при прокатке, ковке, волочении зерна вытягиваются вдоль направления течения металла и превращаются в волокна. В холоднодеформированном металле полученная волокнистая структура сохраняется. После горячего девормирования вместо волокон образуются равноосные зерна в результате рекристаллизации. Однако при горячей обработке давлением большинства сталей неметаллические включения оказываются пластичными и вытягиваются по направлению течения металла в форме волокон и ленточек. Эта форма включений сохраняется при термической обработке, так как включения в металле нерастворимы. Волокнистая структура такой природы выявляется на макрошлифах и после рекристаллизации.
Так, при прокатке, ковке, волочении зерна вытягиваются вдоль направления течения металла и превращаются в волокна. В холоднодеформированном металле полученная волокнистая структура сохраняется. После горячего девормирования вместо волокон образуются равноосные зерна в результате рекристаллизации. Однако при горячей обработке давлением большинства сталей неметаллические включения оказываются пластичными и вытягиваются по направлению течения металла в форме волокон и ленточек. Эта форма включений сохраняется при термической обработке, так как включения в металле нерастворимы. Волокнистая структура такой природы выявляется на макрошлифах и после рекристаллизации. Волокнистую структуру выявляют методом глубокого травления в 50%-ных растворах кислот (соляной для углеродистой и азотной для легированных сталей), подогретых до 70 oC. Это позволяет определить и технологию изготовления детали (обработка давлением или резанием).
Волокнистую структуру выявляют методом глубокого травления в 50%-ных растворах кислот (соляной для углеродистой и азотной для легированных сталей), подогретых до 70 oC. Это позволяет определить и технологию изготовления детали (обработка давлением или резанием).
 Чаще всего они встречаются в поковках легированных сталей. Причиной образования флокенов является водород, выделяющийся при фазовых превращениях аустенита.
Чаще всего они встречаются в поковках легированных сталей. Причиной образования флокенов является водород, выделяющийся при фазовых превращениях аустенита.
 Распределение в стали углерода, фосфора, серы зависит как от их количества, так и от процессов кристаллизации и обработки давлением. Распределение этих элементов влияет на структуру металла и, следовательно, на его свойства. Ликвацию углерода, фосфора и серы выявляют путем травления в 10-15%-ном водном растворе медноаммонийной соли соляной кислоты. При травлении железо переходит с поверхности макрошлифа в раствор, а на его место осаждается медь, которая и предохраняет поверхность металла от воздействия хлористых составляющих реактива. В результате места, обогащенные углеродом, фосфором и серой, оказываются менее защищенными медью и сильнее протравливаются. После снятия слоя меди они выглядят темнее участков с меньшим содержанием этих элементов. В результате травления в сварном соединении четко видны 3 зоны: основного металла, наплавленного металла (собственно сварной шов) и термического влияния. В зоне наплавленного металла будут видны столбчатые кристаллы, направленные нормально к поверхности отвода теплоты.
Распределение в стали углерода, фосфора, серы зависит как от их количества, так и от процессов кристаллизации и обработки давлением. Распределение этих элементов влияет на структуру металла и, следовательно, на его свойства. Ликвацию углерода, фосфора и серы выявляют путем травления в 10-15%-ном водном растворе медноаммонийной соли соляной кислоты. При травлении железо переходит с поверхности макрошлифа в раствор, а на его место осаждается медь, которая и предохраняет поверхность металла от воздействия хлористых составляющих реактива. В результате места, обогащенные углеродом, фосфором и серой, оказываются менее защищенными медью и сильнее протравливаются. После снятия слоя меди они выглядят темнее участков с меньшим содержанием этих элементов. В результате травления в сварном соединении четко видны 3 зоны: основного металла, наплавленного металла (собственно сварной шов) и термического влияния. В зоне наплавленного металла будут видны столбчатые кристаллы, направленные нормально к поверхности отвода теплоты.
 ).
).
 Столбчатые кристаллы; 3. Зона крупных произвольно ориентированных кристаллов; 4. Усадочная раковина; 5. Усадочная рыхлость.
Столбчатые кристаллы; 3. Зона крупных произвольно ориентированных кристаллов; 4. Усадочная раковина; 5. Усадочная рыхлость.
 Более мелкие зерна получают модифицированием — введением в расплав специальных примесей, ускоряющих процесс образования центров кристаллизации.
Более мелкие зерна получают модифицированием — введением в расплав специальных примесей, ускоряющих процесс образования центров кристаллизации.

Способы контроля сварных швов и изделий
Подробности
- Подробности
-
Опубликовано 27.
 05.2012 13:17
05.2012 13:17 - Просмотров: 16783
 05.2012 13:17
05.2012 13:17При изготовлении сварных изделий выбор способа контроля определяется характером и назначением конструкции, степенью ее ответственности и наличием контрольных и испытательных средств на заводе, а также доступностью для способов контроля.
Применяются следующие способы контроля.
Наружный осмотр и проверка размеров шва. Наружным осмотром выявляются внешние дефекты шва: неравномерность ширины и высоты шва, подрезы, не провар вершины шва, если она доступна для осмотра, трещины, неровная поверхность и пр. С помощью лупы можно выявить мелкие волосяные трещины.
Размеры шва проверяются специальными шаблонами.
Испытание механических свойств наплавленного металла. Для проведения испытания механических свойств наплавленного металла сварщик сваривает пробные пластинки в тех же условиях и из того же металла, что и изделие. Из пластинок вырезаются и изготовляются стандартные образцы, которые подвергаются испытанию в лаборатории для определения предела прочности, относительного удлинения, ударной вязкости, угла загиба и твердости.
Форма и размеры стандартных образцов для механических испытаний, порядок проведения того или иного испытания и формулы для подсчета даны в главе II. Для определения предела прочности и относительного удлинения наплавленного металла из металла шва изготовляют цилиндрический образец.
При испытании механических свойств сварного соединения из пробной пластины вырезают плоский образец.
Чтобы определить пластичность сварного соединения, определяют угол загиба образца до появления первой трещины в наплавленном металле. Для этого испытания изготовляют плоский образец, аналогичный образцу, г со сварным швом, расположенным посредине, и со снятым усилением. При испытании образец укладывается на шарнирные опоры.
Чтобы определить ударную вязкость наплавленного металла, из металла шва вырезают квадратный образец с надрезом.
Металлографический контроль сварных швов состоит в исследовании макро — и микроструктуры и осмотре изломов сварных соединений.
Исследование изломов швов производят невооруженным глазом или с помощью лупы. По виду и цвету поверхности свежего излома определяют наличие не проваров, раковин, пор, шлаковых включений.
По виду и цвету поверхности свежего излома определяют наличие не проваров, раковин, пор, шлаковых включений.
Исследование макроструктуры заключается в изучении макрошлифов сварного шва. Макрошлифы — образцы, вырезанные из сварной пластины или из самого изделия в направлении поперек или вдоль шва. Поверхность макрошлифа промывают спиртом и травят специальными реактивами, после чего осматривают невооруженным глазом или с помощью лупы при увеличении до 10.
Макро-исследование сварных соединений позволяет выявить строение металла шва, не провары, шлаковые включения, трещины, газовые поры и другие дефекты, видимые невооруженным глазом или при небольшом увеличении.
Исследование микроструктуры заключается в изучении поверхности протравленных микрошлифов с помощью микроскопа при увеличениях от 100 до 2000. -Микрошлифы изготовляются и обрабатываются так же, как и макрошлифы, но их поверхность дополнительно полируется на полировальном станке.
Микроисследования выявляют структуру металла, а следовательно, и его свойства во всех зонах сварного шва.
Засверливание шва. Этим способом пользуются для определения . наличия дефектов в отдельных сомнительных местах шва, например а определяют не провар вершины или кромки. Для этого шов просверливают в исследуемом месте сверлом или конической фрезой, диаметр которых на 3 мм больше ширины шва. После травления стенок отверстия 10—12-процентным раствором двойной соли хлористой { меди и аммония можно легко обнаружить не провар. Место засверловки после испытания заваривают.
Контроль плотности сварных швов: испытания на плотность проводятся с целью определения непроницаемости швов для жидкостей и газов.
Гидравлические и пневматические испытания служат для проверки плотности швов. Гидравлическое испытание позволяет установить также прочность изделия. Гидравлическое испытание производится следующим образом: сваренный сосуд наполняют водой, затем с помощью гидравлического насоса создают в сосуде давление, превышающее в полтора раза максимальное рабочее давление для данного сосуда. После выдержки в течение 5 мин давление в сосуде снижают до рабочего и производят легкое обстукивание швов молотком весом в 1 кг. Запотевшие участки сварных швов или участки, дающие течь, отмечают как дефектные. После снижения давления в сосуде до атмосферного дефектные швы вырубают и заваривают вновь.
После выдержки в течение 5 мин давление в сосуде снижают до рабочего и производят легкое обстукивание швов молотком весом в 1 кг. Запотевшие участки сварных швов или участки, дающие течь, отмечают как дефектные. После снижения давления в сосуде до атмосферного дефектные швы вырубают и заваривают вновь.
Пневматическое испытание производится сжатым воздухом. Давление воздуха выбирают равным рабочему давлению в сосуде. Перед испытанием сосуд погружают в воду или производят обмазку всех швов мыльным раствором. В местах пропуска воздуха образуются хорошо видимые пузыри.
Химический способ (способ С. Т. Назарова) состоит в том, что в сосуд вместе со сжатым воздухом подают аммиак в количестве 1 % от объема изделия. Предварительно на швы накладывают бинты или бумажные ленты, пропитанные 5-процентным раствором азотнокислой ртути. Аммиак проникает через поры и трещины шва и вызывает почернение полоски бумаги против дефектного места шва.
Испытание керосином производится с целью выявления плотности швов различных резервуаров и сосудов, не работающих под давлением. Для лучшего обнаружения дефектных мест сварные швы покрываются водным меловым раствором с той стороны, которая более доступна для устранения выявленных дефектов. После высыхания мелового раствора производят обмазку швов керосином с противоположной стороны. Керосин способен проникать в самые мелкие поры и трещины, если таковые имеются в шве. При просачивании через них керосин дает на меловой поверхности хорошо заметные темные пятна.
Для лучшего обнаружения дефектных мест сварные швы покрываются водным меловым раствором с той стороны, которая более доступна для устранения выявленных дефектов. После высыхания мелового раствора производят обмазку швов керосином с противоположной стороны. Керосин способен проникать в самые мелкие поры и трещины, если таковые имеются в шве. При просачивании через них керосин дает на меловой поверхности хорошо заметные темные пятна.
Просвечивание швов рентгеновскими и гамма-лучами. Этот способ применяется для обнаружения внутренних дефектов в сварных Швах — трещин, пор, шлаковых включений. Просвечивание производится следующим образом. Пучок рентгеновских или гамма-лучей направляется на испытуемый сварной шов. Эти лучи, невидимые для человеческого глаза, способны проникать сквозь металл и действовать на фотографическую пленку, расположенную с обратной стороны шва. В месте нахождения дефекта (трещина, не провар) поглощение лучей металлом будет меньше и они окажут более сильное действие на пленку. При проявлении фотопленки в данном месте появится более темное пятно» по своей форме соответствующее дефекту шва/ Снимок сварного шва на пленке называется рентгенограммой шва. Схема просвечивания шва рентгеновскими лучами. Рентгеновские лучи получают с помощью специальных рентгеновских трубок.
При проявлении фотопленки в данном месте появится более темное пятно» по своей форме соответствующее дефекту шва/ Снимок сварного шва на пленке называется рентгенограммой шва. Схема просвечивания шва рентгеновскими лучами. Рентгеновские лучи получают с помощью специальных рентгеновских трубок.
Гамма-лучи — лучи, излучаемые радиоактивными элементами — радием, мезоторием, кобальтом и другими. Для просвечивания сварных швов применяют мезоторий и кобальт. Просвечивание рентгеновскими лучами и гамма-лучами применяется для ответственных конструкций.
Ультразвуковой метод
Ультразвук—это механические упругие колебания среды с частотами свыше 20000 колебаний в секунду, не воспринимаемые человеческим ухом. Ультразвуковые колебания отличаются большой проникающей способностью в твердых телах, особенно в металлах, а также способностью отражаться от границы раздела двух веществ.
Эти две особенности ультразвука используются для обнаружения дефектов в сварных швах.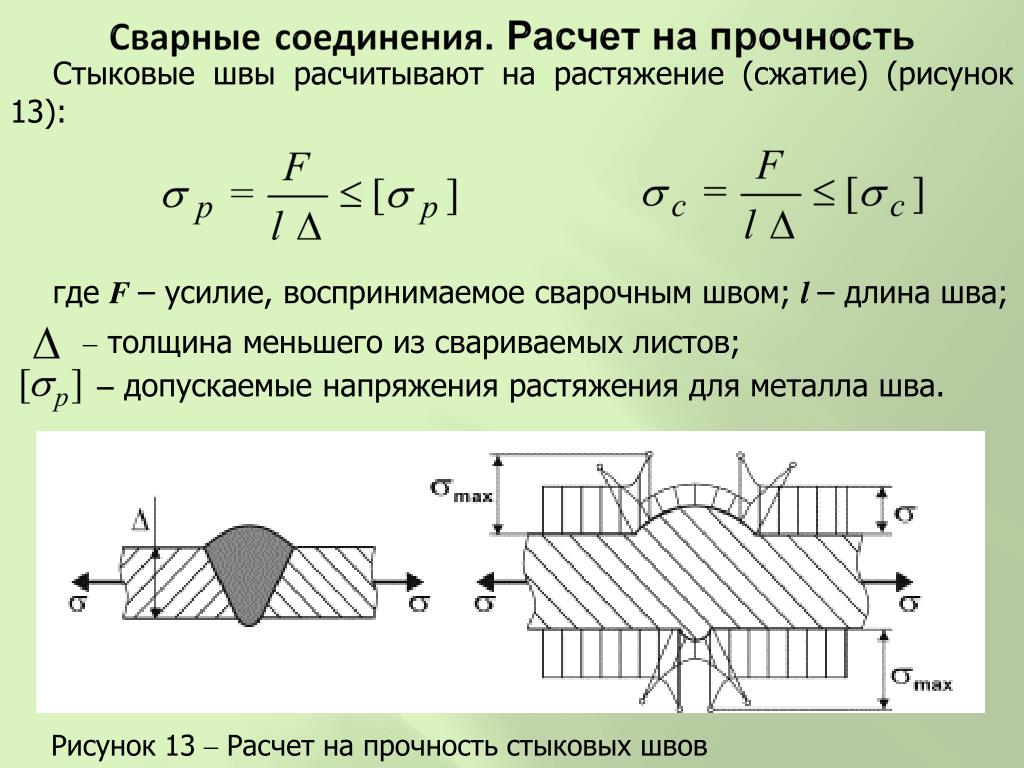 С этой целью к поверхности детали прикладывается источник ультразвуковых колебаний (кварцевая пластинка), от которой короткими порциями (импульсами) излучаются упругие ультразвуковые колебания. Если в металле шва имеются неметаллические включения, поры, трещины, не провары, то ультразвуковые колебания отражаются и улавливаются искателем (пьезоприемником).
С этой целью к поверхности детали прикладывается источник ультразвуковых колебаний (кварцевая пластинка), от которой короткими порциями (импульсами) излучаются упругие ультразвуковые колебания. Если в металле шва имеются неметаллические включения, поры, трещины, не провары, то ультразвуковые колебания отражаются и улавливаются искателем (пьезоприемником).
Отраженные колебания преобразуются в электрические импульсы, которые видны на экране электроннолучевой трубки дефектоскопа.
Магнитный метод
Этот метод имеет несколько разновидностей.
Метод магнитного порошка состоит в том, что сварной шов намагничивается с помощью соленоидов, электромагнитов или путем пропускания тока через исследуемую сварную деталь.
Перед намагничиванием на шов наносят магнитный порошок в сухом виде или в смеси с маслом, керосином и т. п. Если в шве имеется дефект, то над ним скапливается магнитный порошок.
Этим способом определяются дефекты, залегающие на глубине до 5 мм.
Метод К. К. Хренова и С. Т. Назарова заключается в том, что на проверяемое изделие устанавливают электромагнит переменного тока, создающий в изделии переменный магнитный поток. Если этот поток встречается с дефектом в шве, то возникает местное искажение потока, что может быть обнаружено с помощью специального индукционного искателя, передающего сигналы на измерительный прибор и телефон.
Этим способом выявляется скрытый дефект на глубине до 20 мм.
Магнитографический метод, разработанный институтом «ВНИИ-стройнефть», состоит в том, что на шов накладывают ферромагнитную ленту (магнитная лента значительно шире той, которую применяют на магнитофонах) и намагничивают его. В месте расположения дефекта изменяется степень намагничивания пленки, что фиксируется с помощью специального прибора, позволяющего судить о величине и характере дефекта шва.
Читайте также
Добавить комментарий
Влияние хладноломкости.
Повышение температуры подогрева при сварке может перевести металл шва и ЗТВ из хрупкого состояния в вязкое.
В табл. 15 приведенные значения критической температуры хрупкости tк(50) для металла шва и металла, имитирующего разные участки ЗТВ для неко-торых сталей. При имитировании участков перегрева и оплавления скорость ох-лаждения заготовок при 650…550°С составляла 3,6/°С. За критическую темпе-ратуру хрупкости tк(50) принималась температура, при которой в изломе образ-цов Шарпи при статическом изгибе наблюдается в среднем 50 % волокнистой составляющей с 3…5 испытанных образцов
При этом на одном образце допускается снижение волокнистой составля-ющей до 30%. Из данных табл.15 видно, что критическая температура хрупко-сти металла шва и ЗТВ этих сталей лежит от -10 до 150°С и для большинства теплостойких сталей лежит на 20…130 °С выше комнатной температуры. Поэ-тому при охлаждении сварных соединений теплостойких сталей к комнатной температуре металл шва и 3TВ перейдет из вязкого состояния в квазихрупкое или в хрупкое и, наоборот, при подогреве этих сварных соединений до 80. ..150 °С металл шва и ЗТВ перейдет в вязкое состояние. Или, иначе говоря, при сварке с подогревом до температуры, равной критической температуре хруп-кости, металл шва и ЗТВ сталей будут находиться в вязком состоянии в про-цессе сварки. Наличие высокой критической температуры хрупкости металла шва и ЗТВ может привести к образованию холодных трещин у сварных соеди-нений и без охлаждения их до отрицательных температур.
..150 °С металл шва и ЗТВ перейдет в вязкое состояние. Или, иначе говоря, при сварке с подогревом до температуры, равной критической температуре хруп-кости, металл шва и ЗТВ сталей будут находиться в вязком состоянии в про-цессе сварки. Наличие высокой критической температуры хрупкости металла шва и ЗТВ может привести к образованию холодных трещин у сварных соеди-нений и без охлаждения их до отрицательных температур.
Рассмотрим это на примере сварки стали 12Х1МФ. Если использоиать термокинетическую диаграмму превращения аустенита для стали 12Х1МФ, то при скорости охлаждения от 0,8 до 28 °/С превращение аустенита в продукты распада заканчивается при 370—400°С (рис.26). При дальнейшем охлаждении от 370—400 °С до комнатной температуры фазовых превращений не наблюда-ется.
Представляется весьма интересным определить, как будет изменяться со-противляемость металла ЗТВ зарождению и распространению холодных тре-щин в интервале температур от350°С до комнатной. Для имитации свойств участка перегрева ЗТВ заготовки из стали 12Х1МФ обрабатывались ТЦС до температуры 1400—1500 °С, а затем охлаждались на воздухе. Для имитации участка оплавления ЗТВ заготовки наплавлялись аргонодуговой сваркой с ис-пользованием присадки из стали 12Х1МФ а затем охлаждались на воздухе. Для температур 20, 100, 300 и 350°С работу распространения трещины АР.т опреде-ляли на образцах с усталостной трещиной.
Для имитации участка оплавления ЗТВ заготовки наплавлялись аргонодуговой сваркой с ис-пользованием присадки из стали 12Х1МФ а затем охлаждались на воздухе. Для температур 20, 100, 300 и 350°С работу распространения трещины АР.т опреде-ляли на образцах с усталостной трещиной.
Как видно из рис. 28—29, сопротивляемость металла участков перегрева и оплавления ЗТВ хрупким разрушениям изменяется по кривой с максимумом. При комнатной температуре металл, имитирующий участки перегрева и оп-лавления ЗТВ,
Рисунок 28 – Влияние температуры на свойства участка перегрева ЗТВ стали 12Х1МФ
Рисунок 29 – Влияние температуры на свойства участка оплавления ЗТВ стали 12Х1МФ
Таким образом, для металла шва и наплавленного металла и для участков перегрева и оплавления ЗТВ низкоуглеродистых среднегированных сталей с повышением температуры наблюдается повышение сопротивляемости хрупким разрушениям. Наиболее высокая сопротивляемость хрупким разрушениям наб-людается при переходе металла в полностью вязкое состояние. При переходе из хрупкого состояния в вязкое работа распространения трещины Ар.т для метал-ла шва и ЗТВ повышается в 10…30 раз. Повышается также работа зарождения трещины и других пластических характеристик металла.
Наиболее высокая сопротивляемость хрупким разрушениям наб-людается при переходе металла в полностью вязкое состояние. При переходе из хрупкого состояния в вязкое работа распространения трещины Ар.т для метал-ла шва и ЗТВ повышается в 10…30 раз. Повышается также работа зарождения трещины и других пластических характеристик металла.
На основании выполненных исследований можно сформулировать общий вывод для определения минимальной температуры сопутствующего подогрева Т под..мин. Для предотвращения возможного образования холодных трещин по механизму хладноломкости металл шва и ЗТВ должны находиться в вязком состоянии и температура, до которой можно охлаждать сварное соединение в процессе сварки и на протяжении некоторого времени после сварки, должна быть равной критической температуре хрупкости Тк самой хрупкой зоны свар-ного соединения, определенной с учетом толщины и с некоторым запасом,
где — температурный коэффициент запаса.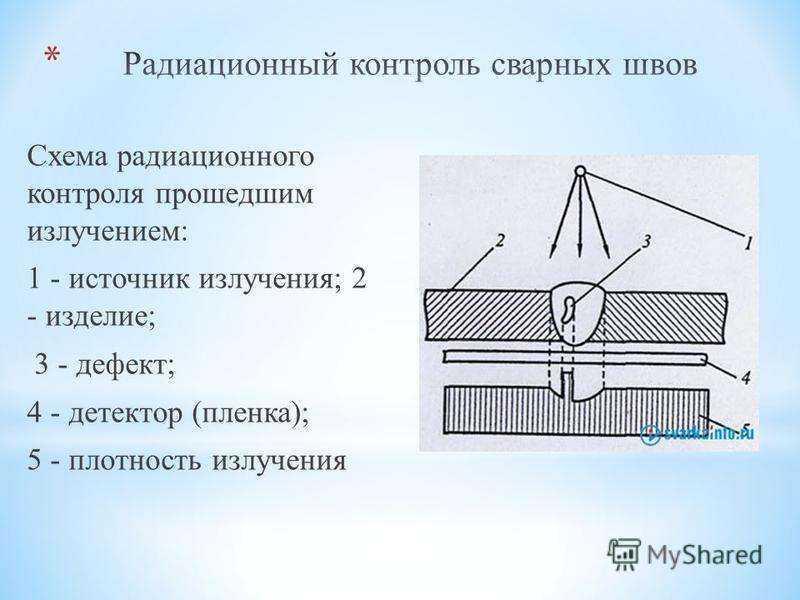
Для больших толщин температурный коэффициент запаса можно при-нять равным 20…40 °С. На рис. 40 приведена схема зависимости предела теку-чести ( т), среднего разрушающего напряжения р и процента волокнистости излома (В) от температуры при наличии концентратора напряжений.
Рисунок 40 — Схема зависимости предела текучести т, среднего разрушающего напряжения р и процента волокнистости излома В от температуры
Дополнительно на этой схеме показано изменение сварочных напряжений с изменением температуры. Изменение степени волокнистости излома на ука-занной схеме приведено для участка перегрева ЗТВ стали 12Х1МФ при ско-рости охлаждения 3,6°С. Первая критическая температура хрупкости TKP1 отвечает температуре, при которой в изломе содержится 50 % волокнистой составляющей. Вторая критическая температура хрупкости ТКР2 отвечает тем-пературе, при которой разрушающее напряжение р равняется пределу теку-чести т. Выше ТКР1 металл находится в вязком состоянии и разрушения про-исходит вязко, ниже Ткр2 разрушение хрупкое, между ТКР1и Ткр2 разрушение квазихрупкое.
Выше ТКР1 металл находится в вязком состоянии и разрушения про-исходит вязко, ниже Ткр2 разрушение хрупкое, между ТКР1и Ткр2 разрушение квазихрупкое.
Как видно из рис. 40, в процессе охлаждения при переходе металла из вязкого состояния в хрупкое среднее разрушающее напряжение достигает пре-дела текучести и при дальнейшем снижении температуры еще больше снижа-ется. В тех местах сварного соединения, где сварочные напряжения достигнут среднего разрушающего напряжения, возникнут холодные (хрупкие) трещины. Когда металл находится в вязком состоянии выше критической температуры хрупкости Ткр1 среднее разрушающее напряженнее находится выше предела те-кучести и хрупкое разрушение маловероятно. Эта схема наглядно показывает, что при сварке теплостойких сталей при наличии концентраторов напряжений вполне возможно образование холодных трещин по механизму хладнолом-кости.
Критическую температуру хрупкости верхнего порога хладноломкости можно также определять не по виду излома, а по величине работы распростра-нения трещины. Опыт исследований по хрупкому разрушению сталей показы-вает, что при величине работы распространения трещины 20 Дж/см2 и больше обеспечивается достаточная сопротивляемость сталей хрупкому разрушению. Критическая температура хрупкости зависит от масштабного фактора. Наибо-льшее влияние на величину критической температуры хрупкости оказывает толщина испытанных образцов. С увеличением толщины критическая темпе-ратура хрупкости повышается. Поэтому минимальная температура сопутству-ющего подогрева зависит от толщины свариваемых элементов.
Опыт исследований по хрупкому разрушению сталей показы-вает, что при величине работы распространения трещины 20 Дж/см2 и больше обеспечивается достаточная сопротивляемость сталей хрупкому разрушению. Критическая температура хрупкости зависит от масштабного фактора. Наибо-льшее влияние на величину критической температуры хрупкости оказывает толщина испытанных образцов. С увеличением толщины критическая темпе-ратура хрупкости повышается. Поэтому минимальная температура сопутству-ющего подогрева зависит от толщины свариваемых элементов.
Для толщин от 10 до 80 мм для определения критической температуры хрупкости верхнего порога хладноломкости Тк (100% волокна) пользуются следующей зависимостью
где tK — критическая температура хрупкости, определенная на образцах толщиной 10 мм для самой хрупкой зоны сварного соединения по волокнистой составляющей в изломе, равной 50%, или по работе распространения трещины, равной 20 Дж/см2;
𝛅 — толщина свариваемых элементов, мм.
Из этого выражения видно, что при увеличении толщины на 2 мм крити-ческая температура хрупкости увеличивается на один градус. Ширина зоны термического влияния для ручной и автоматической сварки под флюсом на обычных режимах составляет 3…8 мм. Ширину зоны термического влияния при определении ее критической температуры хрупкости можно рассматривать как толщину испытываемых образцов. Поэтому можно допустить, что критическая температура хрупкости, определенная на образцах Шарпи толщиной 10 мм при имитировании разных участков ЗТВ, отвечает, с некоторым запасом, критичес-кой температуре хрупкости металла в зоне термического влияния реальных сварных соединений толщиной более 10мм.
Для толщин свариваемых элементов больше 10 мм минимальную темпе- ратуру сопутствующего подогрева можно рекомендовать определять следую-щим способом. Сначала необходимо определять минимальную температуру по-догрева для самого хрупкого участка зоны термического влияния по следую-щей зависимости:
(39)
где tкзтв — критическая температура хрупкости, определенная для самого хрупкого участка ЗТВ на образцах толщиной 10 мм по волокнистой составляющей в изломе, равной 50%, или по работе распространения трещины, равной 20 Дж/см2.
Потом выполняется определение минимальной температуры сопутствую-щего подогрева для металла шва толщиной 𝛅 по следующей зависимости:
(40)
где t K. ш — критическая температура хрупкости, определенная для метал-ла шва на образцах толщиной 10 мм по 50 % волокнистой составляющей в из-ломе шва или по работе распространения трещины, равной 20 Дж/см2.
Для сварки выбирается большее значение минимальной температуры со-путствующего подогрева, полученной по формулам (39) и (40). Иными слова-ми, минимальную температуру сопутствующего подогрева можно принять рав-ной критической температуре хрупкости верхнего порога холодноламкости Тк, определенной для сварного соединения с учетом толщины.
Дата добавления: 2017-05-02; просмотров: 1282; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Сварка металлов 2
Тест предназначен для обучающихся по профессии сварщик 15. 01.05. Проверка усвоения знаний и умений соответствующих компетенций
01.05. Проверка усвоения знаний и умений соответствующих компетенций
Вопрос 1
1. Чем определяются свойства сварного соединения?
1 Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния
2 Техническими характеристиками использованных электродов
3 Свойствами металла линии сплавления и зоны термического влияния
Варианты ответов
- 1
- 2
- 3
Вопрос 2
2. С какой целью выполняют разрезку кромок?
1 Для экономии металла
2 Для более удобного проведения сварочных работ
3 Для обеспечения провара на всю глубину
Варианты ответов
- 1
- 2
- 3
Вопрос 3
3. Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок.
Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок.
1 65-75 градусов
2 15-20 градусов
3 30-45 градусов
Варианты ответов
- 1
- 2
- 3
Вопрос 4
4. Расшифруйте смысл маркировки электродов: буква «Э» и следующее за ней цифровое значение.
1 Тип электрода и допустимое количество часов использования
2 Тип электрода и гарантируемый предел прочности наплавленного металла в расчете на кгс/мм2
3 Марку электрода и серийный номер, присвоенный заводом-производителем
Варианты ответов
- 1
- 2
- 3
Вопрос 5
5. Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами?
Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами?
1 Переменной
2 Крутопадающей или жесткой (в комбинации с балластными реостатами)
3 Восходяще-контролируемой
Варианты ответов
- 1
- 2
- 3
Вопрос 6
6. В каком порядке проводится аттестация сварщиков?
1 По решению аттестационной комиссии
2 Сначала теоретическая часть экзамена, а затем практическая
3 Сначала практическая часть экзамена, затем теоретическая
Варианты ответов
- 1
- 2
- 3
Вопрос 7
7. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
1 Тонкое покрытие — М, среднее покрытие — С, толстое покрытие — Д, особо толстое покрытие — Г- 2 Без покрытия — ТО, среднее покрытие — СР, толстое покрытие — ТЛ, особо толстое покрытие — ОТЛ
3 Без покрытия — БП, тонкое покрытие — Т, среднее покрытие — С, толстое покрытие — ТТ, особо толстое покрытие – ТТТ
Варианты ответов
- 1
- 2
- 3
Вопрос 8
8. На каком из чертежей изображен видимый сварной шов?
Варианты ответов
- а
- б
- в
Вопрос 9
9. При выполнении ручной дуговой сварки непровары возникают из-за:
При выполнении ручной дуговой сварки непровары возникают из-за:
1 Высокой скорости выполнения работ, недостаточной силы сварочного тока
2 Малой скорости выполнения работ, чрезмерно большой силы сварочного тока
3 Неправильного подбора электродов, чрезмерно большой силы сварочного тока
Варианты ответов
- 1
- 2
- 3
Вопрос 10
10. Дайте определение понятию «электрошлаковая сварка».
1 Сварка электротоком, при которой побочным продуктов плавления металла является слой флюса, подлежащий вторичному использованию при электродуговой сварке
2 Сварка плавлением, при которой для нагрева используют тепло, выделяемое при прохождении электротока через массы расплавленного шлака
3 Сварка плавлением, при которой используются ленточные электроды и слой шлака в качестве охлаждающей среды
Варианты ответов
- 1
- 2
- 3
Вопрос 11
11. Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва:
Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва:
1 Качество оплавления металла
2 Непровары, трещины, поры, включения металлической и неметаллической природы, несплавления
3 Внутренние напряжения металла
Варианты ответов
- 1
- 2
- 3
Вопрос 12
12. Максимальная длина гибкого кабеля, используемого для подключения передвижной электросварочной установки к коммутационному аппарату, составляет:
1 25 м
2 20 м
3 15 м
Варианты ответов
- 1
- 2
- 3
Вопрос 13
13. Конструктивными характеристиками разделки кромок являются:
Конструктивными характеристиками разделки кромок являются:
1 Притупление, угол скоса кромки
2 Температура плавления металла, глубина проварки
3 Угловатость, угол скоса кромки
Варианты ответов
- 1
- 2
- 3
Вопрос 14
14. Остаточные сварочные деформации – это:
1 Деформации, которые связаны с дефектами электродов
2 Деформации, которые остаются после завершения сварки и полного остывания изделия
3 Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение
Варианты ответов
- 1
- 2
- 3
Вопрос 15
15. Какой дефект сварного шва изображен на рисунке?
Какой дефект сварного шва изображен на рисунке?
1 Несплавление
2 Непровар
3Неправильная разделка кромок
Варианты ответов
- 1
- 2
- 3
Вопрос 16
16. Прожоги образуются по причине:
1 Несоответствия силы сварочного тока и толщины свариваемых элементов
2 Неправильно подобранных электродов
3 Неправильно подобранного размера сварочной ванны
Варианты ответов
- 1
- 2
- 3
Вопрос 17
17. Укажите оптимальный метод предупреждения образования горячих трещин при сварке.
1 V-образная разделка кромок
2 Выбор правильной формы разделки кромок, снижение погонной энергии
3 Проведение термической обработки металла до сварки
Варианты ответов
- 1
- 2
- 3
Вопрос 18
18. Контроль качества сварных соединений проверяют по:
1 Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния
2 Внешнему виду катета сварного шва
3 Цвету сварного шва
Варианты ответов
- 1
- 2
- 3
Вопрос 19
19. Внешний вид излома сварного соединения позволяет определить:
Внешний вид излома сварного соединения позволяет определить:
1 Прочность, устойчивость против коррозии, деформационную стойкость
2 Строение и структуру металла, что является ценной информацией для оценки его пластических свойств
3 Наличие вредных примесей в металле
Варианты ответов
- 1
- 2
- 3
Вопрос 20
20. Перечислите типы сварных соединений.
1 Стыковые, тавровые, угловые, внахлест
2 Плоские, угловые, стыковые, объемные
3 С нахлестом, без нахлеста
Варианты ответов
- 1
- 2
- 3
Вопрос 21
21. Опишите принцип заземления сварочного оборудования.
Опишите принцип заземления сварочного оборудования.
1 К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
2 Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально
3 Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля»
Варианты ответов
- 1
- 2
- 3
Вопрос 22
22. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в:
1 Увеличении этих деформаций
2 Уменьшении этих деформаций
3 Влияние отсутствует
Варианты ответов
- 1
- 2
- 3
Вопрос 23
23. Магнитное дутье дуги – это:
Магнитное дутье дуги – это:
1 Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла
2 Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке
3 Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги
Варианты ответов
- 1
- 2
- 3
Вопрос 24
24. Когда возможно исправление дефектов в сварных изделиях, подлежащих последующему отпуску (термообработке)?
1 До отпуска
2 После отпуска
3 По мере обнаружения дефектов
Варианты ответов
- 1
- 2
- 3
Вопрос 25
25. Сварные проволоки Св-08, Св-08а, Св-10ГА относят к … классу сталей.
Сварные проволоки Св-08, Св-08а, Св-10ГА относят к … классу сталей.
1 Легированному
2 Высоколегированному
3 Низкоуглеродистому
Варианты ответов
- 1
- 2
- 3
Вопрос 26
26. Методы контроля степени воздействия на материал сварного соединения бывают:
1 Разрушающими и неразрушающими
2 Радиографическими и ультразвуковыми
3 Статическими и динамическими
Варианты ответов
- 1
- 2
- 3
Вопрос 27
27. Укажите цель проведения сопутствующего и предварительного подогрева.
1 Повышение содержания углерода в металле
2 Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин
3 Повышение скорости охлаждения металла в зоне сварки
Варианты ответов
- 1
- 2
- 3
Вопрос 28
28. Наплыв в металле шва – это:
1 Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия
2 Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним
3 Отклонение линейных размеров шва от эталонных (назначенных в чертежах)
Варианты ответов
- 1
- 2
- 3
Вопрос 29
29. Цифры возле букв на чертеже сварного шва обозначают:
Цифры возле букв на чертеже сварного шва обозначают:
1 Порядковый номер шва в соответствии с ГОСТ
2 Предпочтительную толщину электрода для проведения работ
3 Длину катета шва
Варианты ответов
- 1
- 2
- 3
Вопрос 30
30. Требования, которые предъявляются к качеству исправленного участка шва:
1 Определяются приемочной группой индивидуально
2 Аналогичны тем, которые предъявляются к качеству основного шва
3 Зафиксированы в нормативных документах и зависят от вида шва
Варианты ответов
- 1
- 2
- 3
МАКРОСТРУКТУРНЫЙ АНАЛИЗ МЕТАЛЛОВ — Студопедия
Поделись
Лабораторная работа №1
ЦЕЛЬ РАБОТЫ: изучение методических основ и приемов макроструктурного анализа металлов.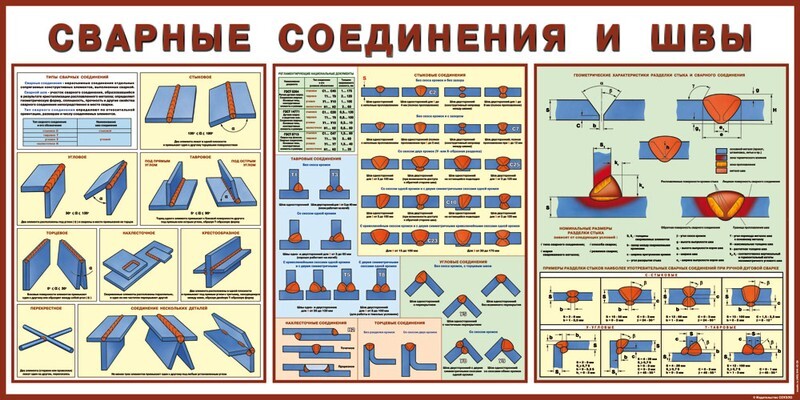
1 ОСНОВНЫЕ ТЕОРЕТИЧЕСКИЕ ПРЕДСТАВЛЕНИЯ
Макроструктура — строение металлов и сплавов, выявляемое невооруженным глазом или лупой (´30) на шлифованных и/или протравленных образцах. Макроструктурный метод позволяет, что важно, одновременно анализировать всю поверхность изучаемого объекта или значительную ее часть. Макроструктуру можно наблюдать на поверхности детали, в изломах, а также на специально подготовленной поверхности образца — макрошлифе, который получают путем шлифования и травления различными реактивами. В результате избирательного растворения металла на поверхности макрошлифа выявляется структура, по которой судят о строении и «поведении» металла в процессе обработки и его качестве. Состав реактивов для травления зависит от природы металла и определяемых целью исследования задач. Например, для выявления структуры слитков и проката из стали различных марок применяют раствор соляной, серной кислот и воды в соотношении 1:2:3 при температуре 95-100ОС. При этом травление проводят в течение 1,5-2 ч погружением макрошлифов в раствор. С целью сохранения структурной картины макрошлифы тщательно промывают в проточной воде и протирают ватным тампоном, смоченным в спирте. Макрошлиф, приготовленный на поверхности сечения детали, часто называют темплетом. Для выявления различных особенностей макроструктуры применяют специальные реактивы.
С целью сохранения структурной картины макрошлифы тщательно промывают в проточной воде и протирают ватным тампоном, смоченным в спирте. Макрошлиф, приготовленный на поверхности сечения детали, часто называют темплетом. Для выявления различных особенностей макроструктуры применяют специальные реактивы.
2 ПРАКТИКА МАКРОСТРУКТУРНОГО АНАЛИЗА МЕТАЛЛОВ
2.1 Макроструктура отливок (слитков)
Впервые описание процессов кристаллизации из жидкого состояния на основе макроструктурного анализа дал Д.К.Чернов в 1878 г. Для изучения строения слитка делают продольный и поперечный разрезы, шлифуют и протравливают. При исследовании макрошлифа слитка можно выявить зоны кристаллизации, ликвацию, усадочные раковины, рыхлость, газовые пузыри.
Неравномерное растворение поверхности металла приводит к появлению макрорельефа, который отражает развитие процесса кристаллизации слитка. Наиболее часто можно наблюдать три основные зоны кристаллизации (рис.1): 1 — наружная зона мелких кристаллитов, образующаяся в первые моменты кристаллизации при высокой скорости охлаждения за счет соприкосновения жидкого металла с изложницей; 2 — зона длинных столбчатых кристаллитов (зона транскристаллизации), формирующаяся в результате интенсивного направленного отвода тепла — перпендикулярно стенкам изложницы; 3 — зона равноосных различно ориентированных кристаллитов, образующаяся в центральной части слитка при наименьшей степени переохлаждения и отсутствии интенсивного направленного отвода тепла.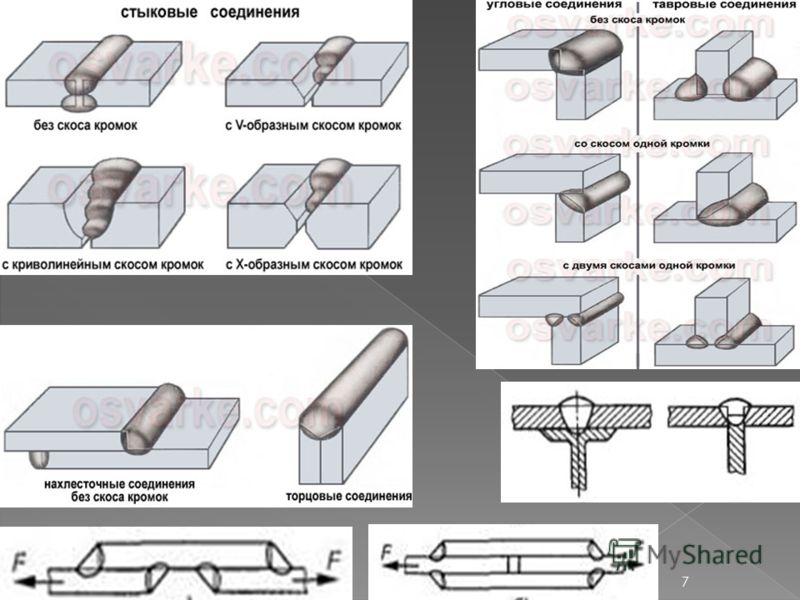
| Рис.1 Схема макроструктуры стального слитка: 1,2,3 – зоны кристаллизации; 4 – усадочная раковина; 5 — рыхлость, поры | Форма кристаллитов зависит от условий их роста: интенсивности и направления отвода тепла, температуры жидкого металла, а также от наличия примесей, способных быть центрами кристаллизации. Рост кристаллов происходит по дендритной (древовидной) схеме. Д.К.Чернов показал, что с наибольшей скоростью растет ось первого порядка; перпендикулярно к ней, но с меньшей скоростью, — ось второго порядка и т.д. Наибольшая скорость роста осей дендритов происходит по кристаллографическим плоскостям и направлениям решетки с наибольшей плотностью упаковки атомов. Дендриты растут до соприкосновения друг с другом, после чего кристаллизуются межосные пространства и дендриты превращаются в полновесные кристаллиты, имеющие неправильную внешнюю огранку (их называют кристаллитами, или зернами). |
В межосных объемах и на границах кристаллов скапливаются примеси, а также образуются поры из-за усадки. Дендритную форму кристаллов видно на поверхности усадочной раковины и в местах недостаточного подвода жидкого металла, когда образуются только оси дендритов. Д.К.Чернов нашел в усадочной раковине 100-тонного стального слитка крупный дендрит, который имел длину 39 см и массу 3,45 кг.
Дендритную форму кристаллов видно на поверхности усадочной раковины и в местах недостаточного подвода жидкого металла, когда образуются только оси дендритов. Д.К.Чернов нашел в усадочной раковине 100-тонного стального слитка крупный дендрит, который имел длину 39 см и массу 3,45 кг.
После кристаллизации металл занимает меньший объем, чем жидкий. Уменьшение объема при переходе металла из жидкого состояния в твердое называется усадкой, в результате усадки внутри слитка образуются усадочные раковины, рыхлость, поры. Усадочные раковины образуются в том месте, где металл кристаллизуется в последнюю очередь. Размер, форма и расположение усадочных раковин зависит от формы слитка, степени раскисления металла и других факторов. В слитке, уширенном к верху, усадочная раковина получается широкой и неглубокой, а в уширенном к низу — глубокой и узкой.
Усадочная рыхлость и поры располагаются обычно под усадочной раковиной, а в тех местах, где сходятся оси дендритов, растущих навстречу друг другу или под углом, образуются межкристаллические пустоты.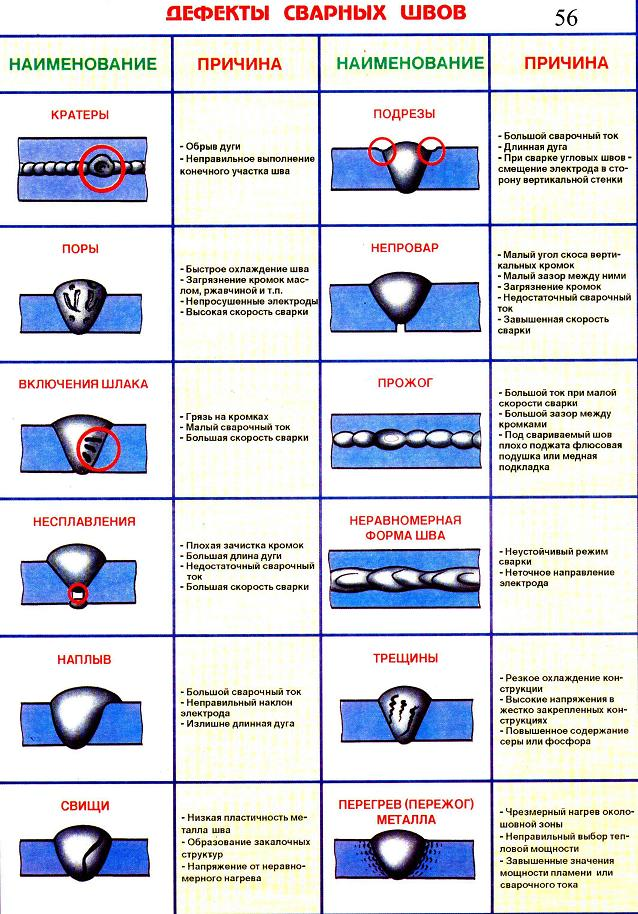
Газовые пузыри возникают при кристаллизации в результате выделения газов из расплавленного металла. Их количество зависит от соотношения между скоростями кристаллизации и выделения газа. Газовые пузыри образуются за счет выделения растворенных в металле газов и по форме представляют небольшие сфероидальные или эллипсоидальные полости. Если пузыри расположены внутри слитка и стенки их не окислены, то при ковке или прокатке они завариваются. Если газовые пузыри расположены вблизи поверхности или выходят наружу, то стенки их оказываются окисленными и они не завариваются. Такие пузыри представляют неисправимый порок слитка, так как приводят к образованию трещин и пленок, располагающихся на поверхности и внутри поковок или прокатанного металла.
Ликвацией называется неравномерность слитка по химическому составу. Различают следующие виды ликвации: внутрикристаллитную (дендритную), зональную и по удельному весу.
1 Внутрикристаллитная или дендритная ликвация — неравномерность по составу в пределах одного дендрита. Оси дендритов формируются в первую очередь и содержат больше тугоплавких компонентов и меньше легкоплавких примесей, чем междендритные участки. Степень ликвации в пределах каждого дендрита, например, стали или чугуна, тем выше, чем больше содержание углерода, серы, фосфора и других элементов. Имеет место также межкристаллитная ликвация — неравномерность по составу на границе между дендритами. Длительное пребывание расплавленного металла при высоких температурах способствует выравниванию химического состава и уменьшению степени ликвации. Неравномерность по составу выявляется травлением в виде дендритной структуры.
Оси дендритов формируются в первую очередь и содержат больше тугоплавких компонентов и меньше легкоплавких примесей, чем междендритные участки. Степень ликвации в пределах каждого дендрита, например, стали или чугуна, тем выше, чем больше содержание углерода, серы, фосфора и других элементов. Имеет место также межкристаллитная ликвация — неравномерность по составу на границе между дендритами. Длительное пребывание расплавленного металла при высоких температурах способствует выравниванию химического состава и уменьшению степени ликвации. Неравномерность по составу выявляется травлением в виде дендритной структуры.
2 Зональная ликвация — неравномерность по составу между отдельными зонами кристаллизации слитка. Вначале образуются кристаллы относительно чистые от примесей. Они вытесняют в центральную часть слитка наиболее легкоплавкую жидкую фазу, богатую примесями серы, фосфора и легирующими элементами. Центральная часть слитка, кристаллизующаяся последней, содержит повышенное количество примесей.
В железоуглеродистых сплавах сильно ликвируют сера и фосфор. Сера, образуя сульфид FeS, входит в состав легкоплавкой эвтектики, плавящейся при 985ОС.
Зональную ликвацию сульфидных включений можно выявить, если сделать сернистый отпечаток на фотобумаге по методу Баумана. Для этого засвеченную фотобумагу смачивают 5%-ным раствором H2SО4, слегка подсушивают и прижимают к ней исследуемый образец шлифованной поверхностью, выдерживая в течение 2-3 минут, затем фотобумагу снимают, промывают в воде, закрепляют в 10%-ном растворе гипосульфита в течение 5-12 минут и снова промывают в воде. Сущность метода состоит в том, что на тех участках поверхности металла, в которых имеются скопления сернистых соединений FeS и MnS, при взаимодействии с серной кислотой выделяется сероводород, который соединяется с бромистым серебром фотобумаги и образует сернистое серебро темного цвета:
FeS+H2SO4=FeSO4+H2S;
H2S+2AgBr=Ag2S+2HBr.
Образующиеся на фотобумаге темные участки указывают на характер и форму распределения включений сульфидов в железоуглеродистом сплаве (рис.2).
| Рис.2. Опечаток по методу Баумана, снятый с микрошлифа поперечного разреза слитка | Рис.3. Схема макроструктуры слитка сплава системы Pb-Zn с ликвацией по удельному весу |
3 Ликвация по удельному весу наблюдается в том случае, когда компоненты, составляющие сплав, и образующиеся фазы имеют большую разницу в удельных весах, например, в сплавах Pb-Zn, Cu-Pb. Фаза с большим удельным весом оседает на дно, а более легкая всплывает на поверхность (рис.3). Для устранения ликвации по удельному весу сплав должен быть тщательно перемешан и быстро закристаллизован.
2.2 Макроструктура горячедеформированных металлов
В процессе горячей обработки слитка давлением (прокатка, ковка) меняется его макроструктура: дендриты и пластичные включения (сульфиды, силикаты) вытягиваются в направлении течения металла. Вытянутые дендритные оси и междендритные участки объема образуют совокупность параллельных волокон. Образованные таким образом волокна ясно видны на протравленном макрошлифе (рис.4).
Вытянутые дендритные оси и междендритные участки объема образуют совокупность параллельных волокон. Образованные таким образом волокна ясно видны на протравленном макрошлифе (рис.4).
Механические свойства горячедеформированного металла, особенно ударная вязкость, различны в разных направлениях. Если нагружение деталей производится вдоль волокон, то ударная вязкость резко снижается. Обычно стремятся получить такое расположение волокон, чтобы волокна следовали конфигурации изделия и не пересекались.
| а | б |
Рис.4. Схема макроструктуры поковок коленчатого вала с правильным (а) и неправильным (б) расположением волокон в стали
2.2.3 Макроструктура детали после местной закалки
Часто одна и та же деталь должна иметь различную структуру и свойства по сечению, например, поверхностный слой толщиной 2-4 мм Должен быть закален для получения высокой твердости и прочности, а сердцевина — остаться мягкой. Такая закалка называется местной. С помощью макроструктурного анализа можно определить глубину закалено-
Такая закалка называется местной. С помощью макроструктурного анализа можно определить глубину закалено-
| го слоя. Для этого достаточно отшлифовать поверхность разреза детали и протравить 10%-ным раствором азотной кислоты в воде до проявления закаленной зоны, которая окрашивается в более темный цвет (рис.5). Это связано с наличием в зоне закалки более дисперсной структуры и, как следствие, — с большей поверхностью границ фаз. | Рис.5.Схема макроструктуры детали после местной закалки |
2.4. Макроструктура изломов
Металлы имеют зернистое строение, которое хорошо видно в изломах. По виду излома можно определить характер разрушения, в чугунах — вид чугуна, в термически обработанных сталях — приблизительно температуру нагрева при термической обработке, глубину закаленного и цементированного слоя и др.
Волокнистый излом соответствует вязкому разрушению, а кристаллический излом — хрупкому разрушению.
Белый чугун имеет светло-серебристый хрупкий излом, обусловленный наличием в структуре большого количества карбида железа — цементита; серый чугун — мелкокристаллический излом серого цвета; ковкий чугун с ферритной металлической основой — мелкокристаллический черный бархатный излом, а ковкий чугун с основой пластинчатого перлита — среднекристаллический блестящий излом; литейный доменный чугун — мелкокристаллический светлый излом.
Инструментальная сталь У10, закаленная от оптимальной температуры 760-780ОС, имеет очень мелкокристаллический матовый фарфоровидный излом.
Перегретая сталь, закаленная от температур 950ОС и выше, обладает крупнокристаллическим изломом. Перегрев — исправимый брак, заключающийся в росте зерен, которые можно измельчить правильной повторной термической обработкой.
Пережженная сталь имеет грубокристаллический излом темного цвета. При нагреве до температур начала плавления (1400ОС) границы зерен окисляются на всю глубину детали. Наличие на поверхности излома цветов побежалости или окалины свидетельствует о неисправимом браке — пережоге.
Многие детали, от которых требуется иметь высокую твердость только поверхностного слоя и вязкую незакаленную сердцевину, подвергаются поверхностной закалке. Глубину закаленного слоя можно определить по излому. Закаленный слой имеет фарфоровидный матовый излом, а сердцевина — кристаллический излом более светлого цвета (например, такой вид излома характерен для напильника)
2. 5 Макроструктура сварных соединений
5 Макроструктура сварных соединений
Для макроструктурного анализа сварного соединения разрез делают так, чтобы исследуемая поверхность включала в себя полное сечение сварного шва, зону термического влияния и основной металл, не изменивший свое строение под действием тепла при сварке. После шлифовки и соответствующего травления четко выявляются границы между основным и наплавленным металлом, а также зоной термического влияния.
При сварке всегда имеет место нагрев окружающего шов основного металла, в результате чего образуется зона термического влияния, состоящая из слоя перегретого металла с крупнозернистым строением, за которым идет тонкий слой с мелкозернистым строением, а потом — основной металл. Поскольку крупнозернистая структура имеет пониженную пластичность и ударную вязкость, то после сварки часто производят отжиг для измельчения зерна.
Анализ макрошлифа позволяет выявить процесс кристаллизации сварного шва, глубину и форму провара, зону термического влияния, а также возможные дефекты сварки в виде непроваров, макротрещин, пор, шлаковых включений и др.
3 МЕТОДИКА ВЫПОЛНЕНИЯ РАБОТЫ
Уясните цель работы*.
Изучите методические приемы макроструктурного анализа металлов.
Изучите макроструктуру слитков, горячедеформированных металлов, деталей после местной закалки, изломов (альбом, с.2-4).
Изобразите схемы макроструктур стального слитка, слитка с ликвацией по удельному весу; схемы макроструктур горячедеформированной детали с правильным и неправильным расположением волокон, схемы макроструктур детали после местной закалки.
— Изготовьте по методу Баумана сернистый отпечаток на фотобумаге со стального слитка.
— Изучите макроструктуру изломов различных металлических материалов и сварных соединений.
— Составьте отчет о работе.
4 СОДЕРЖАНИЕ ОТЧЕТА
Цель работы.
Определение макроструктуры, методические основы и приемы макроструктурного анализа металлов.
— Схема макроструктуры стального слитка с описанием основных зон кристаллизации, причины образования усадочной раковины, рыхлости и газовых пузырей при кристаллизации.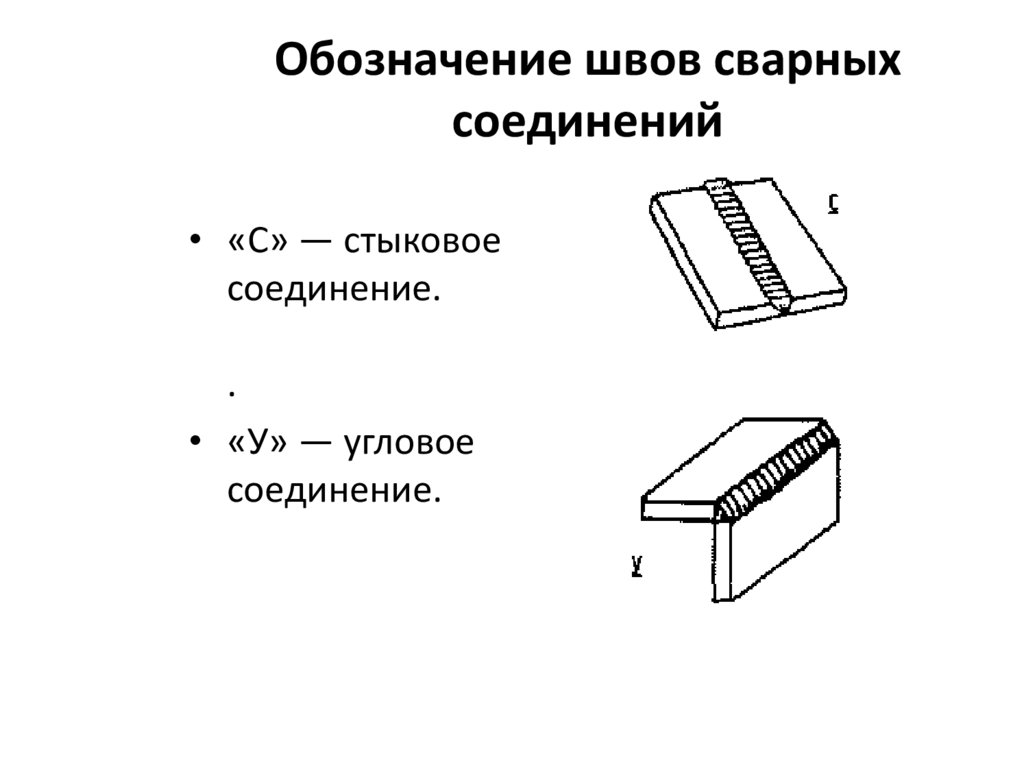
— Определение всех видов ликвации, схема темплета с ликвацией по удельному весу.
— Сущность метода Баумана, сернистый отпечаток на фотобумаге со стального образца.
— Причина волокнистого строения горячедеформированного металла, схема макроструктуры горячедеформированной детали с правильным и неправильным расположением волокон.
— Способ выявления зоны местной закалки, схема макроструктуры детали после местной закалки.
— Описание макроструктуры изломов различных металлических материалов и сварных соединений.
5. КОНТРОЛЬНЫЕ ВОПРОСЫ
— Что называется макроструктурой?
— Какие основные зоны кристаллизации имеет слиток?
— По какой причине образуются в слитке усадочная раковина, рыхлость и газовые пузыри?
— Что называется ликвацией и какие виды ликвации существуют?
— Каким способом выявляется ликвация серы в железоуглеродистых сплавах?
— Почему при горячей обработке давлением сталь приобретает волокнистое строение и как должны располагаться волокна в готовой детали?
— Каким способом можно выявить зоны местной закалки детали?
— Что можно выявить по виду излома металла?
— Какие изломы имеют белый, серый, ковкий и доменный литейный чугуны, какие изломы имеет правильно закаленная, перегретая и пережженная сталь?
— Что можно наблюдать на макрошлифе сварного соединения?
РЕКОМЕНДУЕМЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Геллер Ю.А., Рахштадт А.Г. Материаловедение.- М.:Металлургия, 1989.- 456 С., С.12-20.
Геллер Ю.А., Рахштадт А.Г. Материаловедение.- М.:Металлургия, 1989.- 456 С., С.12-20.
2. Лаборатория металлографии / Е.В. Панченко, Г.А. Скаков, Б.И. Кример и др.- М.:Металлургия, 1965.- 439 С., С.335-345.
3. Металловедение и термическая обработка стали. В 3-х т. Т.1. Методы испытания и исследования / Под ред. Бернштейна М.Л., Рахштадта А.Г.- М.: Металлургия, 1983.- 352 С., С.15-17.
0.01.1.01.ОЭ(м)-I Общий экзамен. Уровень:I
Вопр_ОЭ/1 Какая сталь обыкновенного качества относится к кипящей?
Сталь не полностью раскисленная марганцем при выплавке, и содержащая не более 0,05% кремния.
Содержащая кремния от 0,05 до 0,17%.
Содержащая более 10 мл. водорода на 100 г. металла.
Вопр_ОЭ/1 Что обозначают цифры возле букв на чертеже с указанием сварного шва?
Порядковый номер шва по ГОСТ (ОСТ).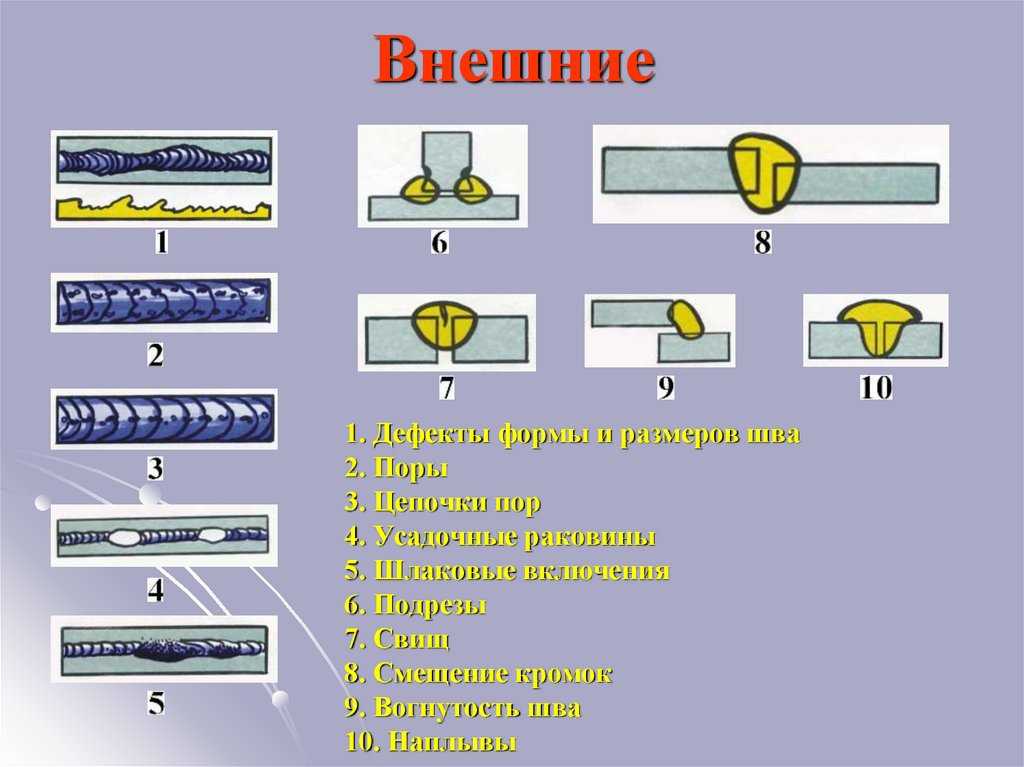
Метод и способ сварки.
Методы и объем контроля.
Вопр_ОЭ/2 Где должен подключаться токопровод к изделиям больших размеров для выполнения сварки?
В самом толстом месте конструкции, при условии надежного контакта.
В непосредственной близости к месту сварки, при условии надежного контакта.
Место крепления токопровода не зависит от места сварки.
Вопр_ОЭ/2 Что представляет собой дефект, называемый «кратер шва»?
Углубление, образующееся в конце валика под действием давления дуги и объемной усадки металла шва.
Воронкообразная впадина на поверхности шва.
Место окончания сварки (обрыва дуги).
Вопр_ОЭ/1 Какие основные характеристики приняты для оценки механических свойств металлов?
Временное сопротивление разрыву, предел текучести, относительное удлинение и сужение, твердость, ударная вязкость.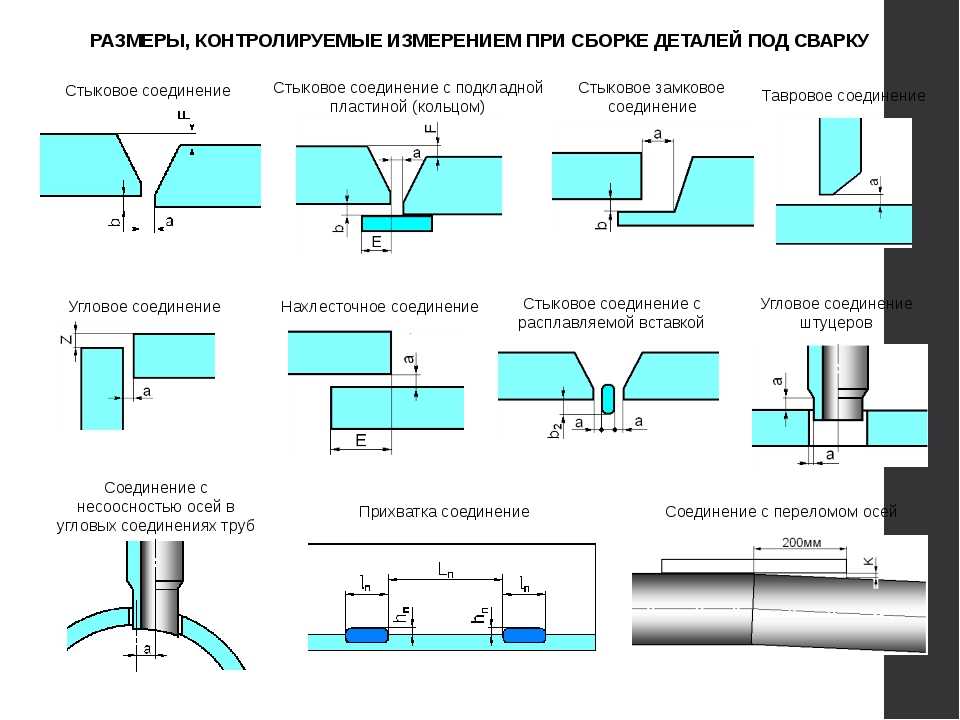
Жаропрочность, жаростойкость и хладостойкость металла.
Твердость, сопротивление изгибу и количество циклов ударного нагружения до разрушения металла.
Вопр_ОЭ/1 Какая сталь обыкновенного качества относится к спокойной?
Сталь, полностью раскисленная при выплавке и содержащая 0,15-0,3% кремния
Содержащая не менее 0,3 % кремния и 1 % марганца.
Содержащая менее 0,5 мл. водорода на 100 г. металла.
Вопр_ОЭ/1 Какой линией изображают видимый сварной шов на чертеже?
Штрих-пунктирной.
Штриховой.
Сплошной.
Вопр_ОЭ/2 Какую электрическую величину измеряют электрическим прибором – амперметром?
Силу электрического тока в цепи.
Напряжение в сварочной цепи.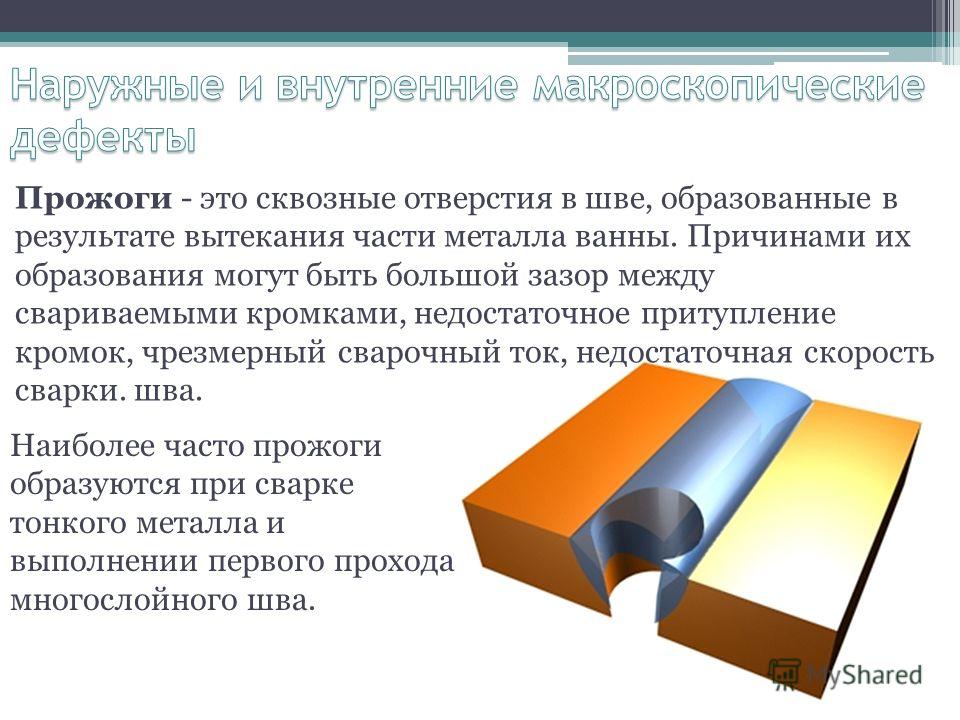
Мощность, потребляемую электрической цепью.
Вопр_ОЭ/2 Укажите причины образования непроваров при ручной дуговой сварке.
Большая скорость ведения сварки, недостаточная величина сварочного тока.
Малая скорость ведения сварки, повышенная величина сварочного тока.
Малая скорость ведения сварки, оптимальная величина сварочного тока.
Вопр_ОЭ/1 Для чего в сталь вводятся легирующие элементы?
Для придания стали специальных свойств.
Для улучшения свариваемости стали.
Для снижения содержания вредных примесей (серы и фосфора) в стали.
Вопр_ОЭ/1 Какая сталь обыкновенного качества относится к полуспокойной?
Сталь, раскисленная при выплавке только марганцем и содержащая не более 0,05% кремния.
Сталь, не полностью раскисленная при выплавке только марганцем и кремнием и содержащая 0,05 — 0,15% кремния и до 1% марганца
Содержащая менее 10 мл. водорода на 100 г. металла
водорода на 100 г. металла
Вопр_ОЭ/1 Когда должна быть проконтролирована каждая партия сварочных материалов?
До начала ее производственного использования.
Одновременно с использованием ее для производства продукции.
В установленные сроки, независимо от ее производственного использования.
Вопр_ОЭ/2 Какую электрическую величину измеряют электрическим прибором — вольтметром?
Силу электрического тока в цепи.
Напряжение в электрической цепи.
Электрическую мощность, потребляемую электрической цепью.
Вопр_ОЭ/2 Укажите основные причины образования прожога.
Завышен сварочный ток относительно толщины свариваемого металла.
Низкая квалификация сварщика.
Большая сварочная ванна, а следовательно, и её масса.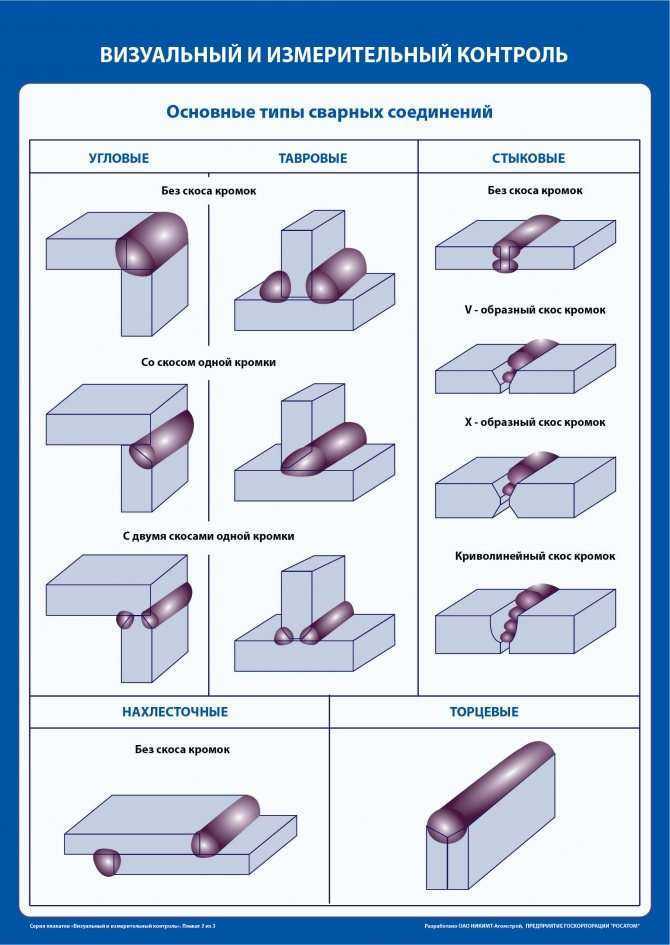
Вопр_ОЭ/1 Укажите, чем отличается Ст3кп от Ст3сп?
Содержанием углерода.
Содержанием кремния.
Содержанием вредных примесей S и P и газов.
Вопр_ОЭ/1 К какому классу сталей относятся сварочные проволоки Св-08, Св08А, Св-08ГА, Св-10ГА?
Низкоуглеродистому.
Легированному.
Высоколегированному.
Вопр_ОЭ/1 Какие параметры необходимо контролировать после выполнения подготовки деталей и сборочных единиц под сварку?
Форму, размеры и качество подготовки кромок; правильность переходов от одного сечения к другому; другие характеристики и размеры, контроль которых предусмотрен ПКД и ПТД.
Качество зачистки подготовленных под сварку кромок и прилегающих к ним поверхностей деталей и сборочных единиц.
Все параметры, указанные в п. п. 1 и 2.
п. 1 и 2.
Вопр_ОЭ/2 Каким образом включают в электрическую цепь амперметр для измерения силы электрического тока?
Амперметр включают в электрическую цель последовательно с остальными элементами.
Амперметр подключают параллельно участку цепи, на котором измеряют силу электрического тока.
Амперметр подключают параллельно вольтметру.
Вопр_ОЭ/2 Следует ли удалять прихваточные швы, имеющие недопустимые наружные дефекты (трещины, наружные поры и т.д.) по результатам визуального контроля?
Следует.
Не следует.
Следует удалять механическим инструментом (шлифовальным кругом) наружные несплошности.
Вопр_ОЭ/1 Для чего производится предварительный и сопутствующий подогрев?
Для снижения количества дефектов в сварном шве и ЗТВ.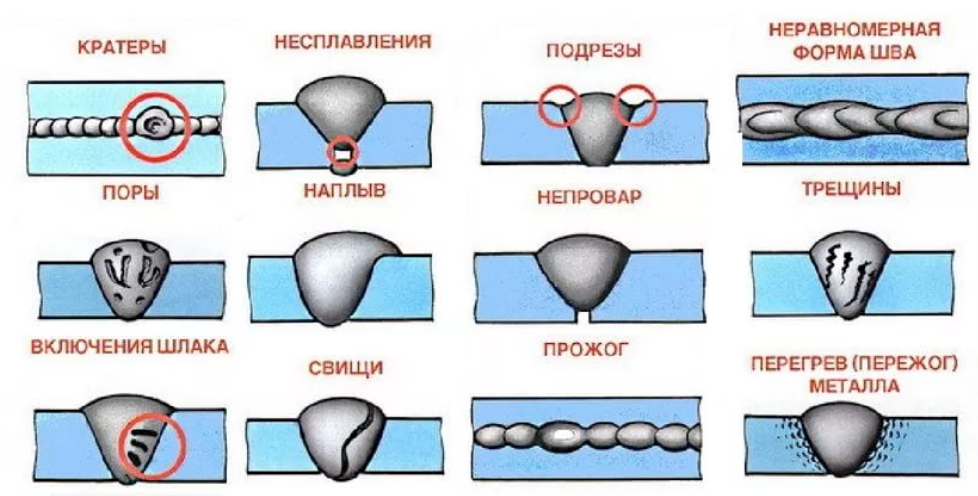
Для выравнивания неравномерности нагрева при сварке, снижения скорости охлаждения и уменьшения вероятности появления холодных трещин.
Для снижения содержания водорода в металле шва.
Вопр_ОЭ/1 Что такое легированные стали?
Содержащие один или несколько элементов в определенных концентрациях, которые введены в них с целью придания заданных физико-химических и механических свойств.
Обладающие определенными физико-химическими свойствами за счет снижения содержания углерода, серы, фосфора или термической обработки.
Обладающие определенными физико-химическими свойствами после специальной термомеханической обработки.
Вопр_ОЭ/1 На какие две основные группы делятся методы контроля по воздействию на материал сварного соединения?
Разрушающие и облучающие.
Механические и электронные.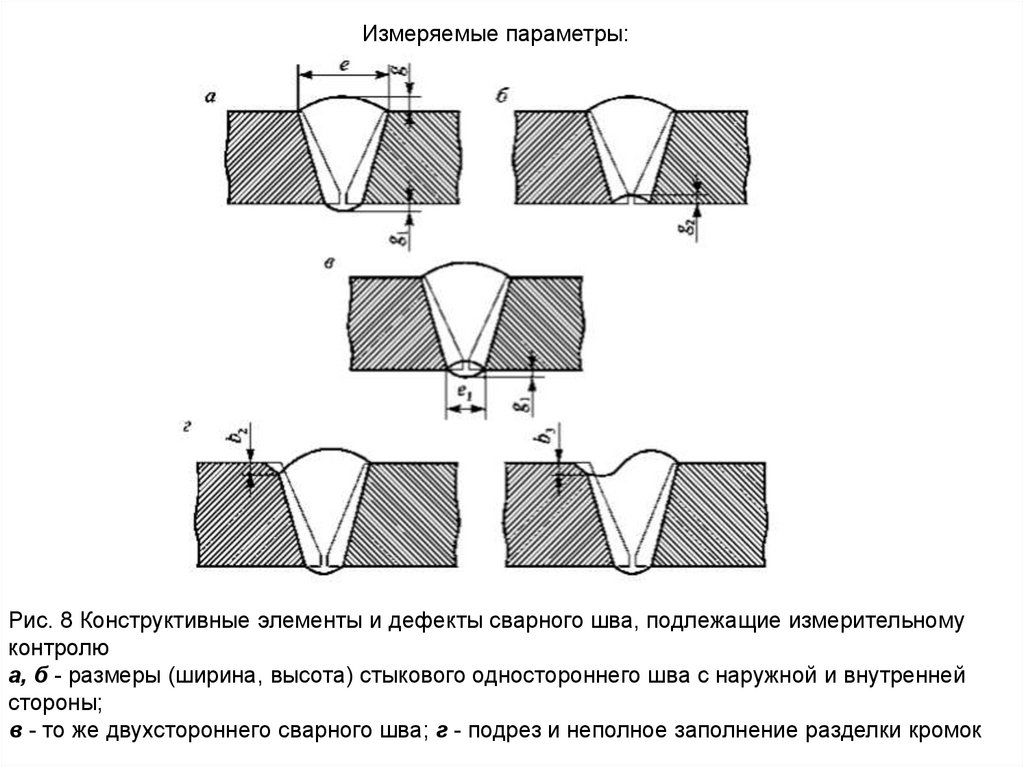
Разрушающие и неразрушающие.
Вопр_ОЭ/2 Каким образом включают в электрическую цепь вольтметр для измерения напряжения на участке электрической цепи?
Вольтметр включают параллельно тому участку цепи, на котором измеряют напряжение.
Вольтметр включают в электрическую цепь последовательно с остальными элементами цепи.
Вольтметр включают последовательно с добавочным резистором и остальными элементами участка цепи.
Вопр_ОЭ/2 Назовите основные внутренние дефекты сварных соединений при дуговой сварке.
Трещины, непровары, поры, шлаковые включения.
Подрезы, прожоги, наплывы, свищи, несплавления.
Незаваренный кратер, несплавления, нарушение формы шва.
Вопр_ОЭ/1 Какие характеристики можно определить при испытаниях образцов металла на растяжение?
Предел текучести, предел прочности.
Угол загиба.
Предел текучести, предел прочности, относительные удлинение и поперечное сужение.
Вопр_ОЭ/1 Какой свариваемостью обладают низкоуглеродистые стали?
Хорошей.
Удовлетворительной.
Плохой.
Вопр_ОЭ/1 С какой целью выполняют визуальный контроль сварного соединения?
С целью выявления поверхностных дефектов шва
С целью выявления поверхностных дефектов и дефектов формирования шва.
С целью выявления несоответствия конструкционных размеров шва требованиям нормативно-технической документации.
Вопр_ОЭ/2 Какой основной критерий при выборе провода для электрических цепей?
Исходя из допустимой плотности тока.
Исходя из удельного сопротивления проводника.
Исходя из удельного сопротивления проводника и его длины.
Вопр_ОЭ/2 Как исправлять в сварном шве свищи?
Удалением дефектного места до “здорового” металла механическим способом с последующей заваркой.
Заваркой с последующей механической обработкой.
Выборкой механическим способом дефектного места на всю толщину шва с последующей заваркой выборки.
Вопр_ОЭ/1 Какая характеристика определяется при статическом изгибе?
Угол загиба.
Ударная вязкость при изгибе.
Предел прочности при изгибе.
Вопр_ОЭ/1 Что обозначают буквы и цифры в маркировке низколегированных сталей?
Клейма заводов-изготовителей.
Обозначения номера плавки и партии металла.
Обозначение химических элементов и их процентный состав.
Вопр_ОЭ/1 Чем выявляются дефекты формы шва и его размеры?
Рентгенографическим методом.
Металлографическими исследованиями макроструктуры.
Измерительными инструментами и специальными шаблонами.
Вопр_ОЭ/2 Какова частота промышленного переменного тока, вырабатываемого электростанциями в России?
50 Гц.
60 Гц.
100 Гц.
Вопр_ОЭ/2 Укажите порядок исправления шва со скоплением газовых пор и шлаковых включений на части его сечения.
Дефектный участок сварного шва удаляется до “здорового” металла с образованием U-образной разделки кромок с последующей его заваркой после подтверждения при контроле полноты удаления дефектов.
Дефектный участок удаляется полностью с образованием первоначальной формы разделки и последующей заваркой.
Дефектный участок не удаляется, а исправляется сваркой.
Вопр_ОЭ/1 Какие характеристики металла определяются при испытаниях на изгиб (плоских образцов) и сплющивание (труб)?
Прочность.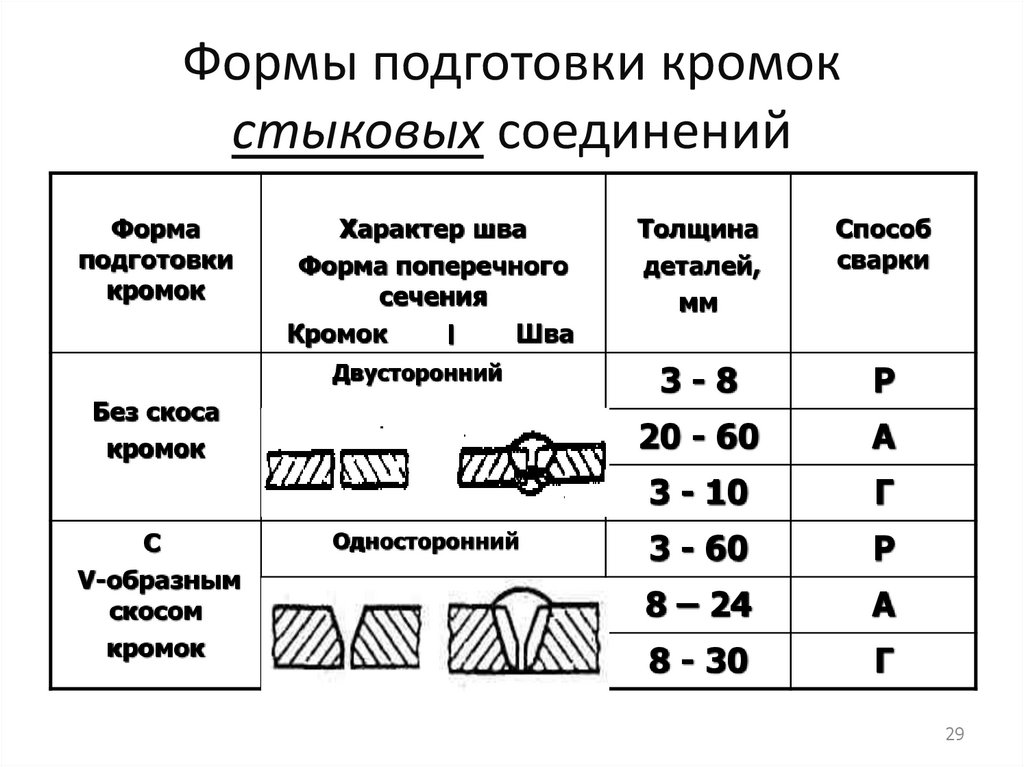
Пластичность.
Прочность и пластичность.
Вопр_ОЭ/1 Какие из перечисленных сталей относятся к углеродистым?
Ст3сп, сталь10, сталь 15, сталь 18кп
09Г2С, 17Г1С, 09Г2ФБ.
08Х18Н9, 10Х2М, 15ХМ.
Вопр_ОЭ/1 Какие дефекты сварного шва выявляются с помощью радиографического контроля, ультразвуковым и др. равноценными им методами?
Трещины, непровары, несплавления, поры, неметаллические и металлические включения.
Структурные изменения металла, внутренние напряжения.
Качество формирования шва с внутренней и наружной сторон.
Вопр_ОЭ/2 При каком роде тока обеспечивается более высокая устойчивость горения дуги?
При переменном.
При постоянном.
Устойчивость горения дуги не зависит от рода тока.
Вопр_ОЭ/3 Что такое «газовая сварка»?
Дуговая сварка, при которой защита сварочной ванны осуществляется за счет подачи газа.
Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки.
Дуговая сварка проволокой сплошного сечения в среде инертного газа
Вопр_ОЭ/1 Какие характеристики определяют при ударном изгибе?
Предел прочности при ударном изгибе.
Ударную вязкость.
Относительное удлинение при ударном изгибе.
Вопр_ОЭ/1 Какой буквой русского алфавита обозначают углерод и никель в маркировке легированных сталей?
Углерод — «У»; никель — «Н».
Углерод — «С»; никель — «Л».
Углерод не обозначают буквой; никель — «Н».
Вопр_ОЭ/1 Что называют включением?
Обобщенное наименование пор, шлаковых и вольфрамовых включений.
Неметаллическая несплошность.
Скопление нескольких пор.
Вопр_ОЭ/2 Какой тип источников питания предназначен для сварки на постоянном токе?
Сварочные трансформаторы.
Сварочные источники любого типа.
Сварочные выпрямители, генераторы, тиристорные источники питания.
Вопр_ОЭ/3 Что обозначает буква «А» и «АА» в маркировке сварочных проволок Св-08А и Св-08АА?
Пониженное содержание серы и фосфора в проволоке.
Пониженное содержание углерода в проволоке.
Пониженное содержание кремния.
Вопр_ОЭ/1 Что можно оценить по виду излома сварного соединения?
Прочность, коррозионную стойкость, плотность.
Строение металла, его сплошность и сделать качественный вывод о пластических свойствах металла.
Наличие и количество вредных примесей.
Вопр_ОЭ/1 Какие изменения свойств происходят при закалке малоуглеродистых сталей?
Пластичность увеличивается, прочностные характеристики не меняются
Возрастают прочностные характеристики, пластичность уменьшается
Возрастает и прочность, и пластичность
Вопр_ОЭ/1 В какой момент следует исправлять дефекты сварных соединений, подлежащих последующей термообработке (отпуску)?
До отпуска.
По согласованию с головной материаловедческой организацией.
После отпуска.
Вопр_ОЭ/2 Для чего служит трансформатор?
Для преобразования частоты переменного тока.
Для преобразования напряжения переменного тока.
Для преобразования напряжения постоянного тока.
ПУЭ Что называют искуственным заземлителем при реализации защитных мер электробезопасности
Случайное соединение находящихся под напряжением частей электроустановки с конструктивными частями, не изолированными от земли или непосредственно с землей
Заземлитель, специально выполняемый для целей заземления
Находящиеся в соприкосновении с землей электропроводящие части коммуникаций, зданий и сооружений производственного или иного назначения, используемыек для целей заземления
Вопр_ОЭ/1 Как влияет высокое содержание серы и фосфора на свариваемость стали?
Не влияет.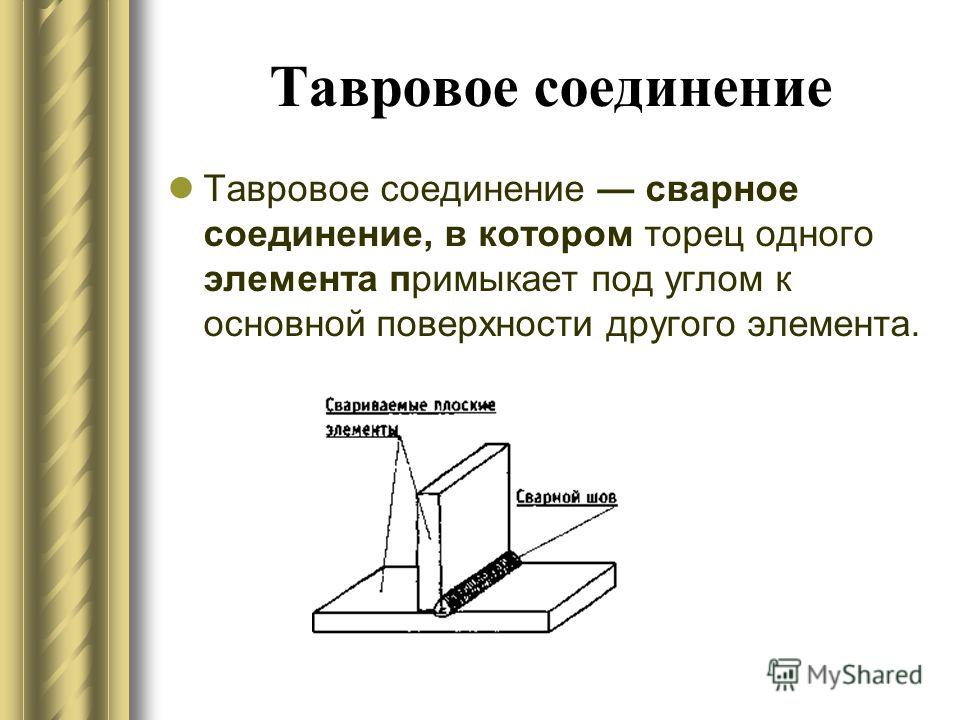
Повышает свариваемость при условии предварительного подогрева стали.
Способствует появлению трещин и ухудшает свариваемость стали.
Вопр_ОЭ/1 Какие основные характеристики приняты для оценки механических свойств металлов?
Временное сопротивление разрыву, предел текучести, относительное удлинение и сужение, твердость, ударная вязкость.
Жаропрочность, жаростойкость и хладостойкость металла.
Твердость, сопротивление изгибу и количество циклов ударного нагружения до разрушения металла.
Вопр_ОЭ/1 Какие дефекты допускается устранять сварщику (не привлекая руководителя работ) в процессе сварки стыка трубы?
Любые дефекты, включая трещины.
Трещины и межваликовые несплавления.
Поверхностные поры, шлаковые включения, межваликовые несплавления, подрезы.
Вопр_ОЭ/2 Что такое режим холостого хода сварочного источника питания?
Первичная обмотка трансформатора подключена к сети, а вторичная к потребителю.
Первичная обмотка трансформатора подключена к сети, а вторичная обмотка разомкнута.
Первичная обмотка трансформатора не подключена к сети, а вторичная обмотка замкнута.
ПУЭ При каких номинальных напряжениях не требуется заземление или зануление электроустановок:
До 36 В переменного тока и до 120 В постоянного тока
До 42 В переменного тока и до 110 В постоянного тока
До 24 В переменного тока и до 140 В постоянного тока
Вопр_ОЭ/1 Что представляет собой сварной шов при сварке плавлением?
Закристаллизовавшийся металл расплавленного электрода или сварочной проволоки.
Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Жидкий металл, полученный сплавлением свариваемых и присадочных материалов.
Вопр_ОЭ/1 Для чего в сталь вводятся легирующие элементы?
Для придания стали специальных свойств.
Для улучшения свариваемости стали.
Для снижения содержания вредных примесей (серы и фосфора) в стали.
Вопр_ОЭ/1 Что называют трещиной?
Дефект сварного соединения в виде разрыва металла в сварном шве и/или прилегающих к нему зонах.
Нарушение сплошности металла.
Недопустимое отклонение от требований Правил контроля.
Вопр_ОЭ/2 Какой тип источников питания предназначен для сварки на переменном токе?
Сварочные трансформаторы.
Сварочные выпрямители.
Инверторные источники питания.
ПУЭ Какие проводники должны использоваться в качестве нулевых защитных проводников, идущих к переносным электроприемникам?
Нулевые рабочие проводники, присоединяемые к корпусу электроприемника
Отдельный проводник, присоединяемый к специальному контакту вилки втычного соединения и к корпусу электроприемника
Все ответы правильные
Вопр_ОЭ/1 Чем определяются свойства сварного соединения?
Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния.
Свойствами металла шва и линии сплавления с основным металлом.
Свойствами линии сплавления с основным металлом и зоны термического влияния.
Вопр_ОЭ/1 Укажите, чем отличается Ст3кп от Ст3сп?
Содержанием углерода.
Содержанием кремния.
Содержанием вредных примесей S и P и газов.
Вопр_ОЭ/1 Что называют прожогом?
Цилиндрическое углубление в сварном шве.
Сквозное отверстие в сварном шве.
Воронкообразное углубление в сварном шве.
Вопр_ОЭ/2 Что такое сварочный выпрямитель?
Преобразователь энергии сети в энергию выпрямленного тока, используемую для сварочных работ.
Генератор для преобразования энергии сети в энергию перемененного тока, используемую для сварочных работ.
Генератор для преобразования энергии сети в энергию выпрямленного тока, используемую для сварочных работ.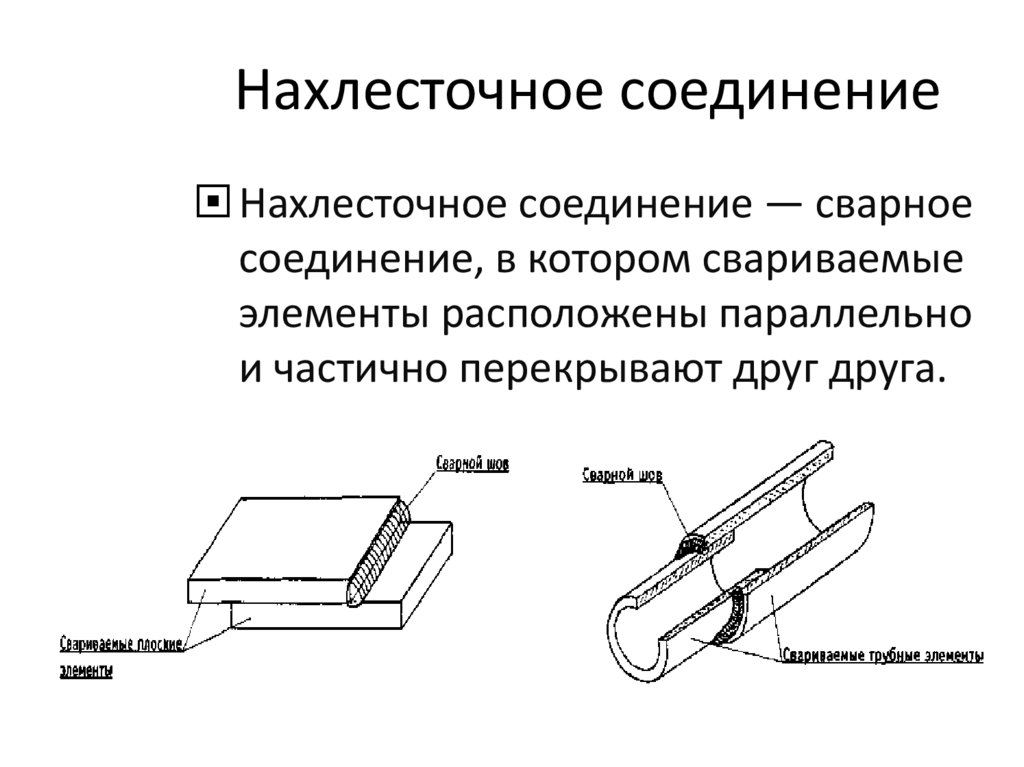
ПУЭ С каким напряжением следует предусматривать питание переносных электроприемников от сети:
Не выше 127 В
Не выше 220 В
Не выше 380/220 В
Вопр_ОЭ/1 Как влияет неравномерность нагрева при сварке на величину деформации основного металла?
Увеличивает величину деформации.
Не влияет на величину деформации.
Уменьшает величину деформации.
Вопр_ОЭ/1 Для чего производится предварительный и сопутствующий подогрев?
Для снижения количества дефектов в сварном шве и ЗТВ.
Для выравнивания неравномерности нагрева при сварке, снижения скорости охлаждения и уменьшения вероятности появления холодных трещин.
Для снижения содержания водорода в металле шва.
Вопр_ОЭ/1 Что называют наплывом в металле шва?
Неровности поверхности металла шва или наплавленного металла.
Дефект в виде металла, натекшего на поверхность свариваемого металла и или ранее выполненного валика и не сплавившегося с ним.
Несплавление валика металла шва с основным металлом.
Вопр_ОЭ/2 Что представляет собой сварочный выпрямитель?
Трансформатор и полупроводниковый блок выпрямления.
Трехфазный трансформатор и сварочный генератор в однокорпусном исполнении.
Сварочный генератор и полупроводниковый блок выпрямления.
ПУЭ Как должны быть подведены электрические проводники во втычных соединениях переносных электроприемников?
К розетке подведены проводники со стороны питания, а к вилке — со стороны электроприемников
К розетке подведены проводники со стороны электроприемников, а к вилке-со стороны питания
Подвод проводников может быть выбран произвольно, исходя из удобства в работе
Вопр_ОЭ/1 Как влияет увеличение объема наплавленного металла на величину деформации основного металла?
Уменьшает величину деформации.
Не влияет на величину деформации.
Увеличивает величину деформации.
Вопр_ОЭ/1 Какие характеристики можно определить при испытаниях образцов металла на растяжение?
Предел текучести, предел прочности.
Угол загиба.
Предел текучести, предел прочности, относительные удлинение и поперечное сужение.
Вопр_ОЭ/1 Что такое пора?
Дефект сварного шва в виде замкнутой полости, заполненной инородным металлом.
Дефект сварного шва в виде полости сферической формы, заполненной шлаком.
Дефект сварного шва в виде замкнутой полости, заполненной газом.
Вопр_ОЭ/2 Чем должен быть оснащен сварочный источник питания для ручной дуговой сварки?
Амперметром
Амперметром и вольтметром
Вольтметром и устройством для контроля скорости сварки
ПУЭ Какой цвет должны иметь провода электропроводки по всей длине:
Иметь разный цвет, при этом цвет должен обозначать назначение проводника
Иметь разный цвет, при этом комбинация цветов не имеет значения
Быть одного цвета: черного или белого
Вопр_ОЭ/1 Какие сварочные деформации называют остаточными?
Деформации, появляющиеся после сварки.
Деформации, остающиеся после сварки и полного остывания изделия.
Деформации, образующиеся под действием эксплуатационных нагрузок.
Вопр_ОЭ/1 Какая характеристика определяется при статическом изгибе?
Угол загиба.
Ударная вязкость при изгибе.
Предел прочности при изгибе.
Вопр_ОЭ/1 Какую форму могут иметь поры?
Линейную или плоскую.
Прямую и кривую.
Сферическую и удлиненную.
Вопр_ОЭ/2 Зависит ли напряжение дуги от её длины?
Зависит
Не зависит
Зависит при малых и больших величинах сварочного тока
ПУЭ Как заземляется сварочное оборудование?
Должен быть предусмотрен приваренный к оборудованию медный провод, расположенный в доступном месте с надписью «Земля».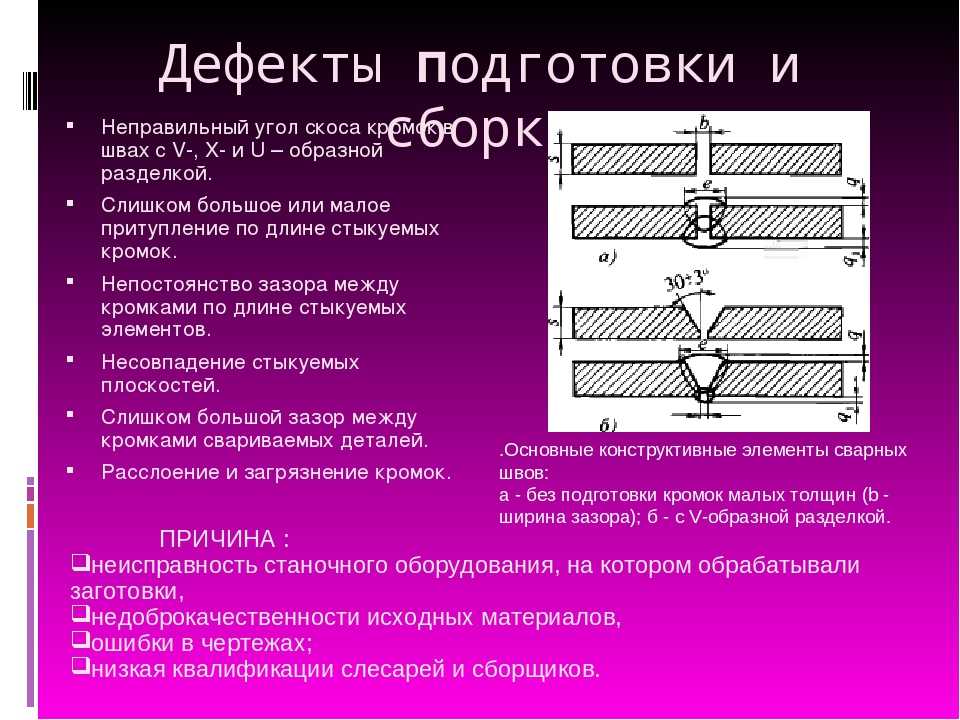
На оборудовании должен быть предусмотрен болт и вокруг него контактная площадка, расположенные в доступном месте с надписью «Земля».
На оборудовании должен быть предусмотрен зажим, расположенный в доступном месте с надписью «Земля».
Вопр_ОЭ/1 Как влияет подогрев изделий в процессе сварки на величину остаточных деформаций?
Увеличивает деформацию изделия.
Уменьшат деформацию изделия.
Не влияет
Вопр_ОЭ/1 Какие характеристики металла определяются при испытаниях на изгиб (плоских образцов) и сплющивание (труб)?
Прочность.
Пластичность.
Прочность и пластичность.
Вопр_ОЭ/1 Что такое подрез?
Углубление по линии сплавления шва с основным металлом.
Острые конусообразные углубления на границе поверхности шва с предыдущим валиком шва или основным материалом.
Острые конусообразные углубления на границе поверхности сварного шва с основным материалом.
Вопр_ОЭ/2 Какая внешняя характеристика наиболее приемлема для ручной дуговой сварки?
Крутопадающая
Жесткая
Возрастающая
ПУЭ На каком расстоянии должны располагаться кабели электросварочных машин от трубопроводов ацетилена и других горючих газов?
Не менее 5 м.
Не менее 1 м.
Не менее 10 м.
Вопр_ОЭ/1 От чего зависит величина деформации свариваемого металла?
От склонности стали к закалке.
От неравномерности нагрева.
От марки сварочных материалов.
Вопр_ОЭ/1 Какие характеристики определяют при ударном изгибе?
Предел прочности при ударном изгибе.
Ударную вязкость.
Относительное удлинение при ударном изгибе.
Вопр_ОЭ/1 Что такое «непровар»?
Дефект в виде отсутствия сплавления между металлом шва и основным металлом по кромке разделки.
Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва.
Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварных швов.
Вопр_ОЭ/2 Какие вольт-амперные характеристики могут иметь сварочные источники питания?
Падающие, пологопадающие, крутопадающие и жесткие.
Падающие, жесткие и возрастающие.
Пологопадающие, жесткие и крутовозрастающие.
ПЭЭП Какая максимальная длина гибкого кабеля допускается при подключении передвижной электросварочной установки к коммутационному аппарату?
10 м
15 м
20 м
Вопр_ОЭ/1 Какие конструктивные элементы характеризуют форму разделки кромок?
Смещение кромок, угловатость.
Притупление, угол скоса кромки.
Способ подготовки, зазор.
Вопр_ОЭ/1 Что можно оценить по виду излома сварного соединения?
Прочность, коррозионную стойкость, плотность.
Строение металла, его сплошность и сделать качественный вывод о пластических свойствах металла.
Наличие и количество вредных примесей.
Вопр_ОЭ/1 Как необходимо произвести заварку удаленного дефектного участка шва, если сварка производилась с предварительным подогревом?
С замедленным охлаждением после сварки.
На увеличенных режимах сварки.
С подогревом.
Вопр_ОЭ/2 Для чего применяется осциллятор?
Для возбуждения дуги и повышения устойчивости ее горения.
Для повышения качества сварных швов.
Для улучшения динамических характеристик источника питания.
ПЭЭП С какой квалификационной группой по электробезопасности допускаются электросварщики для проведения электросварочных работ?
Не ниже второй.
Не ниже третьей.
Не ниже четвертой.
Вопр_ОЭ/1 Какие бывают типы сварных соединений?
Односторонние и двусторонние.
Стыковые, тавровые, угловые, нахлесточные.
Вертикальные и горизонтальные.
Вопр_ОЭ/1 Как влияет высокое содержание серы и фосфора на свариваемость стали?
Не влияет.
Повышает свариваемость при условии предварительного подогрева стали.
Способствует появлению трещин и ухудшает свариваемость стали.
Вопр_ОЭ/1 Какие требования предъявляются к качеству исправленного участка шва?
Те же, что и к основному шву.
Дополнительные требования, предусмотренные нормативно-технической документацией.
Специальные требования, предусмотренные нормативно-технической документацией.
Вопр_ОЭ/2 Как надо подключить источник постоянного тока при сварке на обратной полярности?
Отрицательный полюс к электроду.
Положительный полюс к электроду
Не имеет значения.
ПЭЭП Кто должен присоединять и отсоединять от сети электросварочные установки?
Сварщик, работающий на этих установках, под наблюдением мастера или начальника участка.
Электротехнический персонал с группой по электробезопасности не ниже II.
Электротехнический персонал с группой по электробезопасности не ниже III.
Вопр_ОЭ/1 Как обозначается сварное соединение на чертеже?
Указывается тип соединения, метод и способ сварки, методы контроля.
Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
Вопр_ОЭ/1 Что представляет собой сварной шов при сварке плавлением?
Закристаллизовавшийся металл расплавленного электрода или сварочной проволоки.
Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Жидкий металл, полученный сплавлением свариваемых и присадочных материалов.
Вопр_ОЭ/1 Допускаются ли в сварных соединениях трещины, выявленные при визуальном контроле?
Допускаются поперечные трещины в сварных швах.
Трещины всех видов и направлений не допускаются.
Допускаются микротрещины площадью не более 1 кв.мм.
Вопр_ОЭ/2 На какой полярности обеспечивается большее проплавление основного металла при ручной дуговой сварке?
На прямой полярности
На обратной полярности
Одинаково
СНиП 12-03-2001 Какое напряжение применяется для светильников местного освещения в помещениях с повышенной опасностью?
Для стационарно установленных на более 42 В, а для переносных светильников – 12 В.
Для стационарно установленных на более 42 В, а для переносных светильников – 36 В.
Для стационарно установленных на более 220 В, а для переносных светильников – 12 В.
Вопр_ОЭ/1 Что обозначают цифры возле букв на чертеже с указанием сварного шва?
Порядковый номер шва по ГОСТ (ОСТ).
Метод и способ сварки.
Методы и объем контроля.
Вопр_ОЭ/1 Чем определяются свойства сварного соединения?
Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния.
Свойствами металла шва и линии сплавления с основным металлом.
Свойствами линии сплавления с основным металлом и зоны термического влияния.
Вопр_ОЭ/2 Что такое «ручная дуговая сварка покрытым электродом»?
Дуговая сварка, выполняемая не расплавляющимся при сварке электродом.
Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение производятся вручную, а газошлаковая защита расплавленного металла обеспечивается расплавлением и разложением компонентов покрытия.
Дуговая сварка, при которой защита дуги и сварочной ванны осуществляется потоком защитного газа, подаваемого в зону сварки с помощью специальных устройств.
Вопр_ОЭ/2 Что обозначает буква «А» в маркировке стали 30ХМА, 30ХГСА?
Содержание азота в стали.
Содержание алюминия в стали.
Пониженное содержание серы и фосфора — сталь высококачественная.
СНиП 12-03-2001 На какой минимальной высоте над рабочим местом разрешается подвешивать временную электропроводку?
2,5 м
3,5 м
6 м
Вопр_ОЭ/1 Какой линией изображают видимый сварной шов на чертеже?
Штрих-пунктирной.
Штриховой.
Сплошной.
Вопр_ОЭ/1 Как влияет неравномерность нагрева при сварке на величину деформации основного металла?
Увеличивает величину деформации.
Не влияет на величину деформации.
Уменьшает величину деформации.
Вопр_ОЭ/2 Что такое «дуговая сварка в защитном газе»?
Сварка, при которой защита дуги и сварочной ванны обеспечивается газами, образующимися при плавлении и сгорании электродного покрытия.
Дуговая сварка, при которой дуга и расплавленный металл, находятся в защитном газе, подаваемом в зону сварки с помощью специальных устройств.
Сварка, при которой защита дуги и сварочной ванны обеспечивается слоем сварочного флюса.
Вопр_ОЭ/2 В каких пределах изменяется стандартный угол разделки кромок V- образных соединений деталей стальных конструкций, свариваемых ручной дуговой сваркой, сваркой в защитных газах и под флюсом, замеряемый после сборки?
10 – 30 град.
50 – 60 град.
60 – 90 град.
СНиП 12-03-2001 На какой минимальной высоте над проходами разрешается подвешивать временную электропроводку?
2,5 м
3,5 м
6 м
Вопр_ОЭ/1 Когда должна быть проконтролирована каждая партия сварочных материалов?
До начала ее производственного использования.
Одновременно с использованием ее для производства продукции.
В установленные сроки, независимо от ее производственного использования.
Вопр_ОЭ/1 Как влияет увеличение объема наплавленного металла на величину деформации основного металла?
Уменьшает величину деформации.
Не влияет на величину деформации.
Увеличивает величину деформации.
Вопр_ОЭ/2 Что такое «дуговая сварка неплавящимся электродом»?
Дуговая сварка, выполняемая не расплавляющимся при сварке электродом.
Сварка, выполняемая двумя неплавящимися электродами, между которыми горит дуга.
Дуговая сварка в среде углекислого газа.
Вопр_ОЭ/2 Укажите причины образования горячих трещин.
Повышенное содержание в металле шва углерода, кремния, серы, фосфора, глубокая и узкая сварочная ванна.
Пониженное содержание в металле шва углерода, кремния, серы, фосфора, глубокая и узкая сварочная ванна.
Повышенное содержание в металле шва углерода, кремния, серы, фосфора, широкая сварочная ванна.
СНиП 12-03-2001 На какой минимальной высоте над проездами разрешается подвешивать временную электропроводку?
2,5 м
3,5 м
6 м
Вопр_ОЭ/1 Какие параметры необходимо контролировать после выполнения подготовки деталей и сборочных единиц под сварку?
Форму, размеры и качество подготовки кромок; правильность переходов от одного сечения к другому; другие характеристики и размеры, контроль которых предусмотрен ПКД и ПТД.
Качество зачистки подготовленных под сварку кромок и прилегающих к ним поверхностей деталей и сборочных единиц.
Все параметры, указанные в п.п. 1 и 2.
Вопр_ОЭ/1 Какие сварочные деформации называют остаточными?
Деформации, появляющиеся после сварки.
Деформации, остающиеся после сварки и полного остывания изделия.
Деформации, образующиеся под действием эксплуатационных нагрузок.
Вопр_ОЭ/2 Что такое «дуговая сварка плавящимся электродом»?
Дуговая сварка, при которой сварочная ванна защищается газом, образовавшимся в процессе плавления основного металла.
Сварка, в процессе которой электрод плавится за счет тепла дуги или газового пламени.
Дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом.
Вопр_ОЭ/2 Как за счет технологии сварки можно предупредить образование горячих трещин?
Уменьшением числа проходов за счет увеличения погонной энергии, увеличением амплитуды поперечных колебаний электрода при сварке.
Выбором оптимальной формы разделки кромок, снижением погонной энергии.
Применением узкой разделки кромок, проведением термической обработки после сварки.
СНиП 12-03-2001 В каких случаях ручные электроинструменты (входящие в комплект сварочного оборудования) должны быть выключены и отсоединены от электрической сети:
При перерывах в работе и по окончанию работы
При смазке и очистке
При смене рабочего инструмента (ножей и пр.)
4. Правильные ответы 1,2 и 3
Вопр_ОЭ/1 На какие две основные группы делятся методы контроля по воздействию на материал сварного соединения?
Разрушающие и облучающие.
Механические и электронные.
Разрушающие и неразрушающие.
Вопр_ОЭ/1 Как влияет подогрев изделий в процессе сварки на величину остаточных деформаций?
Увеличивает деформацию изделия.
Уменьшат деформацию изделия.
Не влияет
Вопр_ОЭ/2 Что такое «дуговая сварка под флюсом»?
Дуговая сварка в защитных газах с добавлением флюса для легирования металла шва.
Дуговая сварка, при которой дуга горит под слоем флюса между непокрытым металлическим электродом и деталью.
Процесс сварки, при котором тепло выделяется за счет преобразования электрической энергии в тепловую при прохождении тока через расплавленный флюс.
Вопр_ОЭ/2 Когда образуются горячие трещины?
В процессе охлаждения металла при температуре 500…700 градусов Цельсия, вследствие резкого снижения пластических свойств и развития растягивающих напряжений.
В процессе затвердевания и охлаждения металла при температуре 1100…1300 градусов Цельсия, вследствие резкого снижения пластических свойств и развития растягивающих напряжений.
В процессе затвердевания металла при температуре 1500. ..1650 градусов Цельсия, вследствие резкого снижения пластических свойств и развития сжимающих напряжений.
СНиП 12-03-2001 В какие сроки должен осматриваться инструмент, применяемый в строительстве, на предмет его исправности:
Не реже одного раза в день
Не реже одного раза в 10 дней, а также непосредственно перед применением
Не реже одного раза в месяц, а также непосредственно перед применением
При получении инструмента со склада организации
Вопр_ОЭ/1 С какой целью выполняют визуальный контроль сварного соединения?
С целью выявления поверхностных дефектов шва
С целью выявления поверхностных дефектов и дефектов формирования шва.
С целью выявления несоответствия конструкционных размеров шва требованиям нормативно-технической документации.
Вопр_ОЭ/1 От чего зависит величина деформации свариваемого металла?
От склонности стали к закалке.
От неравномерности нагрева.
От марки сварочных материалов.
Вопр_ОЭ/2 Что является отличительным признаком дуговой сварки порошковой проволокой?
Использование специального порошка при сварке проволокой сплошного сечения.
Использование электродной проволоки, состоящей из металлической оболочки, заполненной порошкообразным веществом.
Использование специальной металлической крошки при сварке проволокой сплошного сечения.
Вопр_ОЭ/2 Каковы причины образования холодных трещин?
Наличие в металле примесей, образующих легкоплавкие соединения и растягивающие напряжения, возникающие при сварке.
Нарушение защиты сварочной ванны и попадание в металл шва азота и кислорода.
Высокие временные и остаточные сварочные напряжения и снижение пластичности металлашва и околошовной зоны.
СНиП 12-03-2001 На каком расстоянии должны располагаться сварочные кабели от баллонов с кислородом?
Не менее 5 м.
Не менее 0,5 м.
Не менее 8,5 м.
Вопр_ОЭ/1 Чем выявляются дефекты формы шва и его размеры?
Рентгенографическим методом.
Металлографическими исследованиями макроструктуры.
Измерительными инструментами и специальными шаблонами.
Вопр_ОЭ/1 Какие конструктивные элементы характеризуют форму разделки кромок?
Смещение кромок, угловатость.
Притупление, угол скоса кромки.
Способ подготовки, зазор.
Вопр_ОЭ/2 Что такое «электрошлаковая сварка»?
Процесс сварки, при котором основной и электродный металлы расплавляются теплом, выделяющимся при прохождении электрического тока через ленточный электрод
Процесс сварки, при котором дуга возбуждается и горит между электродом и изделием под слоем флюса
Сварка плавлением, при которой для нагрева используется тепло, выделяющееся при прохождении электрического тока через расплавленный шлак
Вопр_ОЭ/2 Укажите, когда образуются холодные трещины.
При температурах до 120 градусов Цельсия через длительный промежуток времени.
При температурах 250 градусов Цельсия сразу после нагрева шва или через длительный промежуток времени.
При температурах 150 градусов Цельсия и ниже сразу после остывания шва или через длительный промежуток времени.
Вопр_ОЭ/1 Какие из перечисленных сталей относятся к углеродистым?
Ст3сп, сталь10, сталь 15, сталь 18кп
09Г2С, 17Г1С, 09Г2ФБ.
08Х18Н9, 10Х2М, 15ХМ.
Вопр_ОЭ/1 Какие дефекты сварного шва выявляются с помощью радиографического контроля, ультразвуковым и др. равноценными им методами?
Трещины, непровары, несплавления, поры, неметаллические и металлические включения.
Структурные изменения металла, внутренние напряжения.
Качество формирования шва с внутренней и наружной сторон.
Вопр_ОЭ/1 Какие бывают типы сварных соединений?
Односторонние и двусторонние.
Стыковые, тавровые, угловые, нахлесточные.
Вертикальные и горизонтальные.
Вопр_ОЭ/2 Что такое импульсно-дуговая сварка?
Процесс, при котором сварочный ток и напряжение изменяется по определенному закону.
Дуговая сварка, при которой дугу дополнительно питают импульсами тока по заданной программе.
Процесс, при котором сварочный материал подается в сварочную ванну импульсами за счет специального привода.
Вопр_ОЭ/2 Какими технологическими мерами можно предупредить образование холодных трещин?
Использованием сварочных материалов с высоким содержанием углерода, серы, ванадия, титана; уменьшением числа проходов за счет сварки с глубоким проплавлением, увеличением амплитуды поперечных колебаний электрода при сварке
Предварительным и сопутствующим подогревом, снижением содержания водорода в сварном соединении, применением отпуска после сварки.
Предварительным и сопутствующим охлаждением, увеличением содержания азота в сварном соединении, применением закалки после сварки.
Вопр_ОЭ/1 Какой буквой русского алфавита обозначают углерод и никель в маркировке легированных сталей?
Углерод — «У»; никель — «Н».
Углерод — «С»; никель — «Л».
Углерод не обозначают буквой; никель — «Н».
Вопр_ОЭ/1 Что называют включением?
Обобщенное наименование пор, шлаковых и вольфрамовых включений.
Неметаллическая несплошность.
Скопление нескольких пор.
Вопр_ОЭ/1 Как обозначается сварное соединение на чертеже?
Указывается тип соединения, метод и способ сварки, методы контроля.
Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
Вопр_ОЭ/2 Что такое магнитное дутье дуги?
Расширение дуги в результате взаимодействия собственного магнитного поля дуги с полем сварочной цепи, посторонними магнитными полями, а также с ферромагнитными материалами.
Отклонение дуги от оси электрода в результате действия магнитных полей или ферромагнитных масс при сварке.
Сжатие дуги и увеличение проплавления в результате взаимодействия собственного магнитного поля дуги с полем сварочной цепи, посторонними магнитными полями, а также с ферромагнитными материалами.
Вопр_ОЭ/2 Как влияет характер переноса электродного металла на качество сварного шва?
Мелкокапельный регулярный перенос способствует получению бездефектных швов.
При крупнокапельном переносе обеспечивается наименьшее содержание водорода в наплавленном металле, что значительно снижает вероятность образования холодных трещин.
При мелкокапельном переносе повышается вероятность «примерзания» электрода.
Вопр_ОЭ/1 Какие изменения свойств происходят при закалке малоуглеродистых сталей?
Пластичность увеличивается, прочностные характеристики не меняются
Возрастают прочностные характеристики, пластичность уменьшается
Возрастает и прочность, и пластичность
Вопр_ОЭ/1 В какой момент следует исправлять дефекты сварных соединений, подлежащих последующей термообработке (отпуску)?
До отпуска.
По согласованию с головной материаловедческой организацией.
После отпуска.
Поведение твердотельных сварных соединений при разрушении
- Вход в панель авторов
Что такое открытый доступ?
Открытый доступ — это инициатива, направленная на то, чтобы сделать научные исследования бесплатными для всех. На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
Наши авторы и редакторы
Мы являемся сообществом из более чем 103 000 авторов и редакторов из 3 291 учреждения в 160 странах мира, включая лауреатов Нобелевской премии и некоторых самых цитируемых исследователей мира. Публикация на IntechOpen позволяет авторам получать цитирование и находить новых соавторов, а это означает, что больше людей увидят вашу работу не только из вашей собственной области исследования, но и из других смежных областей.
Оповещения о содержимом
Краткое введение в этот раздел, посвященный открытому доступу, особенно с точки зрения IntechOpen
Как это работаетУправление предпочтениями
Контакты
Хотите связаться? Свяжитесь с нашим головным офисом в Лондоне или командой по работе со СМИ здесь:
Карьера
Наша команда постоянно растет, поэтому мы всегда ищем умных людей, которые хотят помочь нам изменить мир научных публикаций.
Рецензируемая глава в открытом доступе
Автор:
Даттагуру Анантападманабан и К. Арун Васанта Гитан
Представлено: 15 мая 2019 г.Обзор: 19 декабря 2019 года. 623 Глава Загрузки
Посмотреть полные показатели
СКАЧАТЬ БЕСПЛАТНОРекламное объявление
Аннотация
Характер поверхности излома дает информацию о типе разрушения. В этой главе основное внимание уделяется изучению поверхностей излома. Процессы сварки в твердом состоянии, такие как сварка трением, сварка трением с перемешиванием и лазерная сварка, в последнее время используются для сварки разнородных соединений. Различные комбинации материалов и различные режимы сварки приводят к изменению морфологии поверхностей излома. Комбинации материалов, которые были выбраны в этом исследовании, являются промышленно полезными комбинациями, такими как титан-нержавеющая сталь и алюминий-медь. Была предпринята попытка изучить границы раздела трещин, в основном, с помощью сканирующего электронного микроскопа (СЭМ). Для достижения этой цели были использованы тематические исследования.
Ключевые слова
- разрушение
- сварка в твердом теле
- параметры сварки
- сканирующая электронная микрофотография
- способ разрушения
В основном существует три типа поверхностей излома: пластичный излом, определяемый чашеобразным и конусообразным внешним видом; хрупкий излом, имеющий скалообразный вид; и усталостное разрушение, характеризующееся пляжными следами.
Разрушение при сварке плавлением подробно изучалось многими исследователями в течение нескольких десятилетий, но разрушение в сварных швах в твердом состоянии было исследовано только в последнее время.
Сварка в твердом состоянии в основном включает сварку трением, сварку трением с перемешиванием, а также лазерную и электронно-лучевую сварку. Данная глава направлена на изучение поверхностей излома практических случаев сварки разнородных соединений.
Объявление
2. Методы и материалы
Авторы начинают со сварки трением, так как работают над этой темой уже несколько лет. Сварка трением — это метод сварки твердого тела, который используется в течение последних 20 лет. Основными входными параметрами для сварки являются давление трения, давление осадки, длина прожига и скорость вращения. Эти параметры можно варьировать, чтобы получить различные качества сварного соединения. Видно также, что характер разрушения и место его возникновения различаются при изменении параметров сварки трением.
2.1 Параметры сварки трением – нержавеющая сталь
Низкоуглеродистая сталь подвергалась сварке трением с нержавеющей сталью, и сообщалось о фрактографии для различных комбинаций параметров сварки трением. Точно так же алюминий был сварен трением с медью, и была изучена микрофотография SEM, чтобы охарактеризовать тип отказа.
Та же процедура применялась для сварки трением с перемешиванием и лазерной сварки. Выполнен анализ сварных соединений трением с перемешиванием как для черных, так и для цветных металлов.
Сварка трением в случае низкоуглеродистой стали-нержавеющая сталь была выполнена со следующими параметрами ( Таблица 1 ).
| С. № | Давление трения (МПа) | Давление осадки (МПа) | Длина прожига (мм) | об/мин (об/мин) |
|---|---|---|---|---|
| 1 | 120 | 180 | 6 | 2000 |
| 2 | 120 | 180 | 6 | 1000 |
| 3 | 120 | 180 | 2 | 2000 |
| 4 | 120 | 180 | 2 | 1000 |
| 5 | 120 | 127,5 | 6 | 2000 |
| 6 | 120 | 127,5 | 6 | 1000 |
| 7 | 120 | 127,5 | 2 | 2000 |
| 8 | 120 | 127,5 | 2 | 1000 |
| 9 | 40 | 180 | 6 | 2000 |
| 10 | 40 | 180 | 6 | 1000 |
| 11 | 40 | 180 | 2 | 2000 |
| 12 | 40 | 180 | 2 | 1000 |
| 13 | 40 | 127,5 | 6 | 2000 |
| 14 | 40 | 127,5 | 6 | 1000 |
| 15 | 40 | 127,5 | 2 | 2000 |
| 16 | 40 | 127,5 | 2 | 1000 |
Таблица 1.
Параметры сварки трением для комбинации низкоуглеродистой стали и нержавеющей стали.
Таблица 2 дает параметры сварных швов трением алюминия и меди.
| С.№. | Давление трения (МПа) | Давление осадки (МПа) | Длина прожига (мм) | Скорость вращения (об/мин) |
|---|---|---|---|---|
| 1 | 64 | 160 | 2 | 750 |
| 2 | 80 | 120 | 2 | 1000 |
| 3 | 64 | 64 | 2 | 1000 |
| 4 | 32 | 96 | 3 | 1000 |
Таблица 2.
Параметры сварки трением для комбинации алюминия и меди.
Сварка алюминия с медью с никелевой прослойкой выполнялась при следующих параметрах, как показано ниже на
Таблица 3
.
| Давление трения (МПа) | Давление осадки (МПа) | Время нарушения (с) | Длина прожига | Скорость шпинделя (об/мин) |
|---|---|---|---|---|
| 40 | 110 | 3 | 2 | 1500 |
| 40 | 130 | 2,5 | 2 | 1500 |
| 60 | 110 | 2 | 3 | 1500 |
| 80 | 95 | 3,5 | 3 | 1600 |
| 80 | 120 | 3 | 2 | 1600 |
Таблица 3.
Параметры сварки алюминия с медью при межслойной сварке.
Подробное исследование, проведенное Ahmed et al. [1] показали, что при сварке трением с перемешиванием 5052 со сплавами 7075 оптимальными параметрами были скорость инструмента 1400 об/мин и поперечная скорость 200 мм/мин.
Реклама
3. Результаты и обсуждение
3.1 Фрактографические исследования сварных швов трением низкоуглеродистой стали и нержавеющей стали
Фрактографические исследования проводились на образцах, сваренных трением; типичные фрактограммы СЭМ показаны здесь. Показана типичная СЭМ-микрофотография разрушения со стороны низкоуглеродистой стали [2]. Здесь мы находим отказ от смешанного режима ( фигура 1 ).
Рис. 1.
Давление трения — 120 МПа, давление осадки — 180 МПа, длина пригара — 6 мм, скорость — 2000 об/мин.
На следующих изображениях СЭМ видно повреждение сварного шва. Используемые параметры сварки трением приведены ниже.
Следующие фрактограммы SEM представляют разрушение на стороне из нержавеющей стали [2].
Рисунки 2
а также
3
демонстрируют довольно пластичные режимы разрушения.
Рис. 2.
Давление трения — 40 МПа, давление осадки — 180 МПа, длина пригара — 6 мм, скорость — 1000 об/мин.
Рис. 3.
Давление трения — 40 МПа, давление осадки — 180 МПа, длина пригара — 2 мм, скорость — 2000 об/мин.
Рисунки 4 а также 5 проявляют хрупкий характер разрушения. Отсюда можно сделать вывод, что на режим разрушения влияют параметры сварки трением. Могут потребоваться более подробные исследования, чтобы сделать выводы о том, какие параметры приводят к пластическому разрушению, а какие к хрупкому разрушению. Смешанный тип разрушения также получается при определенных параметрах сварки.
Рис. 4.
Рис. 5.
В.п. — 40 МПа, В.п. — 127,5 МПа, ВОЛ — 2 мм, скорость — 2000 об/мин.
Всего было проведено 16 экспериментов по сварке трением низкоуглеродистой стали с нержавеющей сталью; подробности используемых параметров приведены в предыдущем разделе.
Результаты испытаний на растяжение сварных швов трением представлены в Таблица 4 .
| С.№. | Прочность на растяжение (МПа) | Место перелома |
|---|---|---|
| 1 | 596 | Сварка |
| 2 | 609 | Боковина из низкоуглеродистой стали |
| 3 | 604 | Боковина из низкоуглеродистой стали |
| 4 | 625 | Боковина из низкоуглеродистой стали |
| 5 | 585 | Боковина из низкоуглеродистой стали |
| 6 | 607 | Боковина из низкоуглеродистой стали |
| 7 | 610 | Боковина из низкоуглеродистой стали |
| 8 | 632 | Боковина из низкоуглеродистой стали |
| 9 | 557 | Сварка |
| 10 | 578 | Сварка |
| 11 | 563 | Сварка |
| 12 | 581 | Сварка |
| 13 | 542 | Сварка |
| 14 | 574 | Сторона из нержавеющей стали |
| 15 | 570 | Сварка |
| 16 | 464 | Сторона из нержавеющей стали |
Таблица 4.
Варианты расположения излома для комбинации низкоуглеродистой стали и нержавеющей стали AISI304L.
Образцы 2–8 не справились со стороной из низкоуглеродистой стали. Образцы 9-12 не в сварном шве. Образцы 13–16 не со стороны нержавеющей стали. Образцы 1–6 также продемонстрировали довольно пластичное поведение. Таким образом, можно сделать вывод, что место разрушения зависит от используемых параметров сварки трением. Также будет интересно провести подобные эксперименты для других комбинаций разнородных металлов.
3.2 Фрактография сварных швов трением алюминий-медь
Алюминий прилипает к меди при определенных условиях и ломается без соединения при определенных условиях. Во всех случаях вид разрушения, наблюдаемый в случае алюминий-медь, представлял собой хрупкое разрушение.
Были проведены исследования комбинации алюминия и меди с помощью СЭМ, и некоторые микрофотографии СЭМ показаны на рис. Рисунки 6 – 9 .
Рис. 6.
Рис. 7.
В.п. — 80 МПа, В.п. — 120 МПа, ВОЛ — 2 мм, скорость — 1000 об/мин.
Рис. 8.
FP — 64 МПа, UP — 64 МПа и BOL — 2 мм.
Рис. 9.
FP — 32 МПа, UP — 96 МПа и BOL — 3 мм.
3.3 Фрактография границы раздела алюминий-медь с никелем
На микрофотографии SEM-EDAX для алюминий-медь с прослойкой никеля мы можем наблюдать, что некоторое количество меди диффундировало в прослойку (
Рисунок 10
). Рисунок 11
показаны SEM и EDAX для медной стороны сварного шва. Здесь присутствие алюминия очень незначительно. Можно сделать вывод, что промежуточный слой никеля эффективно уменьшал диффузию алюминия в медную сторону. Здесь показаны две зоны: медная матрица и никелевая поверхность. Диффузионная зона находится между медью и никелем с тонкой диффузионной зоной. Никелевая матрица не подвержена процессу коррозии по сравнению с медью, где наблюдается питтинг. Слой зоны диффузии интерфейса не затрагивается.
Рис. 10.
Поверхность излома Al-Cu с никелевым интерфейсом.
Рис. 11.
SEM-EDAX на медной стороне сварного шва.
Исследования коррозии также проводились Ravikumar et al. на сварке трением алюминия с медью с границей раздела никеля и представлены фотографии РЭМ [3].
Рисунок 12 показывает СЭМ сварных швов с никелем в качестве промежуточного слоя после испытаний на электрохимическую оценку коррозии в соответствии с ASTM G 59-97.
Рис. 12.
Поверхность раздела образца, сваренного под контролем FESEM при 1000 об/мин: (а) медная сторона и (б) алюминиевая сторона.
3.4 Сварка трением с перемешиванием
Сварка трением с перемешиванием немного отличается от сварки трением. Он использует вращающийся инструмент для сварки двух плоских сварных швов. Выбор инструмента зависит от комбинации свариваемых материалов. На рисунке показана микрофотография СЭМ соединения алюминия со сталью, сваренного трением с перемешиванием. В идеале процессы сварки в твердом состоянии, такие как сварка трением и сварка трением с перемешиванием, не должны приводить к образованию интерметаллидов в сварных соединениях, но на практике в соединении наблюдается небольшое количество интерметаллидов, как показано ниже. Эти интерметаллиды ухудшают свойства сварного шва, и следует приложить усилия, чтобы свести их к минимуму, если не полностью избавиться от них. Это достигается изменением параметров сварки трением с перемешиванием и их оптимизацией.
Рисунок 13
показаны фотографии сварных швов трением с перемешиванием алюминия и стали, сделанные с помощью СЭМ. Отчетливо виден интерметаллический слой.
Рис. 13.
СЭМ-фрактография соединений трения с мешалкой, скорость подачи 200 мм/мин [4].
3.4.1 Сварка трением с перемешиванием серии 5 и серии 7
Эти два сплава широко используются в авиастроении [5]. В авиационных сплавах усталостное разрушение является очень распространенным видом разрушения. На фотографиях СЭМ, показанных ниже, отчетливо видны бороздки, свидетельствующие об усталостном разрушении ( Рисунок 14 ).
Рис.
14. РЭМсплавов 5052 и 7075 – разрушение по усталости [1].
Установлено, что соединение, изготовленное с использованием параметров СТП 1400 об/мин (скорость вращения инструмента) и 20 мм/мин (скорость перемещения), показало более высокие прочностные свойства по сравнению с другими соединениями, и РЭМ, показанная выше, представляет этот набор параметры.
Сварные швы трением с перемешиванием, такие как сварные швы трением, могут разрушиться в основном металле или в любом из разнородных металлов. Рисунок 15 показаны различные места отказа.
Рис. 15.
Различные места разрушения сварных швов трением с перемешиванием [6].
Чжан и др. изучали поверхность излома соединений Al 6005. Трещина обнаружена в зоне ЗТВ вблизи ТМАЗ. Как показано в
Рисунок 16
, поверхность разрушения состояла из трех областей. Зона зарождения трещины, расположенная на поверхности образца, имеет относительно гладкую микроструктуру (
Рисунок 17
). Зона распространения трещины имела заметные штрихи, напоминающие реку [7].
Рис. 16.
Распространение усталостной трещины в сварных соединениях трением 6005 [7].
Рис. 17.
Детали зарождения трещины при усталостном разрушении [8].
На фазу зарождения и распространения мелких трещин приходится около 50–80 % усталостной долговечности. Скорость роста крупной трещины аналогична скорости роста других мелких трещин на стадии роста мелких трещин. На стадии роста длинных трещин скорость роста крупной трещины значительно превышает скорость роста других мелких трещин. На режим разрушения влияют микроструктуры различных участков сустава (
Рисунок 18
).
Рис. 18.
СЭМ и ОМ наблюдение типичного места зарождения трещины на ТМАЗ-АС (Nf = 1,45·06 циклов, rb = 90 МПа). (а) Трещина, зарождающаяся на поверхности образца. (b) Увеличение места зарождения усталостной трещины, показывающее темную частицу. (в) Трещина, расположенная на ТМАЗ, закрытом для НЗ [9].
3.5 Лазерная сварка соединений
Лазерная сварка также широко используется в последнее время, поскольку лазерная сварка имеет очень узкие зоны термического влияния. Это способствует получению бездефектных сварных швов.
3.5.1 Сталь, сваренная лазером
В отличие от сварки трением или сварки трением с перемешиванием, микрофотография СЭМ в этом случае показывает очень гладкую поверхность. Это можно объяснить небольшими размерами зоны термического влияния.
Лазерная сварка была выполнена на соединениях из высококачественной стали марки 960 [10].
Как показано на Рисунок 19 , поверхность излома вблизи поверхности образца BM показывает сочетание равноосных и удлиненных ямок, что указывает на то, что происходит сдвиговое движение. Однако в сварных соединениях наблюдается квазискольное разрушение. Трещина — это слоистые элементы (как показано на Рисунок 19). На поверхностях излома при растяжении БР и сварного соединения в основном видны равноосные углубления в центре, указывающие на характеристики вязкого разрушения. Чашеобразная впадина разрыва является основной особенностью поверхности разрушения, представляющей вязкий тип режима разрушения ( Рисунок 20 ).
Рис. 19.
СЭМ-микрофотография лазерной сварки стали.
Рис. 20.
(a–d) СЭМ-изображения поверхности растяжения основного металла и сварных соединений соответственно.
3.5.2 Цветной сплав, полученный лазерной сваркой
В данном примере рассматривается сварка алюминиевого сплава 6022 с цинковым сплавом AZ 31. Четко видна зона сплавления. Также можно увидеть два основных металла. В этом случае был добавлен никелевый промежуточный слой, что, как мы видели ранее, приводит к лучшей коррозионной стойкости.
Еще одним примером является сварка сверхэластичных материалов лазерной сваркой. Сверхэластичный сплав NiTi и сплав с памятью формы CuAlMn были сварены с помощью лазерной сварки. Лазерная сварка была выполнена с использованием системы Nd-YAG. Характер поверхности излома может варьироваться в зависимости от используемой системы и параметров лазерной сварки. Например, при использовании волоконных лазеров поверхность излома может измениться.
В этом случае, как показано на Рисунок 21 вязкое разрушение также можно рассматривать как четкую форму чашки и конуса, что является характеристикой вязкого разрушения.
Рис. 21.
Лазерная сварка сплавов на основе алюминия.
Можно изучить поведение роста усталостной трещины и сделать микрофотографии SEM, чтобы получить больше информации о росте трещины в разнородных материалах. Всестороннее исследование было проведено Маларвижи и Баласубраманиам [12]. Хороший обзор различных процессов лазерной сварки был дан Pengfei Wang [13] ( Рисунок 22 ).
Рис. 22.
Лазерная сварка NiTi и CuAlMn [11].
Рисунок 23
показать лазерные сварные швы Ti3 Al-Nb с присадкой Nb и без нее. Видно, что наполнитель Nb в значительной степени способствует пластичности, как показано ниже.
Рис. 23.
(а) Траектория разрушения и (б) морфология поверхности разрушения соединения без присадочного металла.
Рисунок 23 показывает траекторию разрушения и морфологию поверхности разрушения соединения с присадочным металлом Nb, которые отличаются от показанных на рис. Рисунок 12 . Трещина возникла на стыке сварного шва из-за концентрации напряжений при растягивающем напряжении и распространилась в ЗТВ1. Поверхность излома также имела признаки скола, но по границам ямок наблюдались мелкие ямки и следы каплевидной формы (рис. Рисунок 13б ). Следовательно, значительное улучшение свойств соединения в основном связано с присадочным металлом Nb, улучшающим микроструктуру сварного шва.
3.5.3 Сварка волоконным лазером
Сварка волоконным лазером показывает две отчетливые зоны — межкритическую и подкритическую ЗТВ [14, 15, 16] (
Рисунок 24
).
Рисунок 24.
РЭМ сварных швов с использованием волоконного лазера — волоконный лазер мощностью 1 кВт со средней выходной мощностью 1000 Вт.
Реклама
4. Выводы
В этой главе обсуждались сценарии, преобладающие при разрушении соединений, сваренных трением, сваркой трением с перемешиванием и лазерной сваркой. Было изучено несколько тематических исследований как из более ранней работы автора, так и из работ других исследователей в области сварки твердого тела. Изучена морфология РЭМ-микрофотографий, идентифицированы различные поверхности излома при различных условиях сварки. Установлено, что режим разрушения сильно зависит от условий сварки.
Список литературы
- 1. Зайнулабдин А.А., Аббас М.К. Исследование усталостных свойств и фрактографии разнородных сварных соединений трением с перемешиванием алюминиевых сплавов 7075-Т6 и 5052-х44. Международный журнал материаловедения и инженерии. Декабрь 2014 г.;2(2):115-121
- 2. Анантападманабан Д. Кандидатская диссертация. Университет Сатьябама; 2013
- 3. Равикумар Э. Кандидатская диссертация. Университет Сатьябама; июль 2019 г.
- 4. Шубхавардхана Р.Н., Сурендран С. Микроструктура и характер разрушения при сварке трением с перемешиванием внахлест разнородных металлов. Инженерная механика твердого тела. 2018:72019
- 5. Виджаякумар Р., Каннан В., Натараджан А. Сварка трением с перемешиванием алюминиевых сплавов. ИнтехОткрытый; 2017. стр. 81-98
- 6. Фэн А.Х., Чен Д., Ма З.И. Микроструктура и поведение при циклической деформации сплава 7075 Al, сваренного трением с перемешиванием. Metallurgical and Materials Transactions A. April 2010; 41a:957
- 7. Zhang K, Fang Y, Luan G, Zhang J, Hu F. Механические и усталостные свойства стационарной сварки трением с перемешиванием в уступах AA6005. Сделки Китайского института сварки. 2017;38:25-28
- 8. He C, Liu Y, Dong J, Wang Q , Wagner D, Bathias C. Поведение возникновения усталостной трещины в сварных соединениях трением с перемешиванием в AA7075-T6 при ультразвуковой усталости. Международный журнал усталости. 2015;81:171-178
- 9. He C, Liu Y, Dong J, Wang Q , Wagner D, Bathias C. Поведение возникновения усталостной трещины в сварных соединениях трением с перемешиванием в AA7075-T6 при ультразвуковой усталости. Архивы ХАЛ. Январь 2018 г.
- 10. Оливейра Дж.П., Зенг З., Андрей С., Браз Фернандес Ф.М., Миранда Р.М., Рамирес А.Дж. и др. Разнородная лазерная сварка сверхэластичных сплавов NiTi и CuAlMn с памятью формы. Материалы и дизайн. 2017;128:166-175
- 11. Meng W, Li Z, Huang J, Wu Y, Katayama S. Микроструктура и размягчение сварных лазером соединений из высокопрочной стали с классом прочности 960 МПа. Журнал материаловедения и производительности. 2014;23:538-544
- 12. Маларвижи С., Баласубраманян В. Сопротивление развитию усталостных трещин сварных соединений алюминиевого сплава АА2219, сваренных вольфрамовой дугой, электронно-лучевой сваркой и трением с перемешиванием. Материалы и дизайн. 2011;32:1205-1214
- 13. Ван П., Чен С., Пан К., Мэдиган Б., Лонг Дж. Лазерная сварка разнородных материалов алюминия и стали: обзор. Международный журнал передовых производственных технологий. декабрь 2016 г.;87(9-12):3081-3090
- 14. Паркес Д., Сюа В., Вестербан Д., Наяк С.С., Чжоу И., Гудвин Ф. и др. Микроструктура и усталостные свойства сваренных волоконным лазером разнородных соединений высокопрочных низколегированных и двухфазных сталей. Материалы и дизайн. 2013;51:665-675
- 15. Равикумар Э., Арункумар Н., Анатхападманабан А., Прабхакаран В. Исследования коррозии сварного трением алюминиевого сплава AA6061-T6 с медью с никелевой промежуточной прослойкой, Достижения в производственных процессах. Цикл лекций по машиностроению. Спрингер; Сентябрь 2018
- 16. Ходабахши Ф., Шах Л.Х., Герлих А.П. Неоднородная лазерная сварка соединения внахлестку AA6022-AZ31 с использованием промежуточного слоя Ni: новый метод вобуляции луча, параметры обработки и металлургические характеристики. Оптика и лазерные технологии. Апрель 2019; 112 (15): 349-362
Разделы
Информация о авторе
- 1. Введение
- 2.methods and Materials
- 3. Ресврубные и обсуждение
- 4.conclusions 99669966666666666666666666666666666666666666666666666666666666666666666666666666666666666.0007
- Прочность на растяжение сварного шва при сдвиге
- Режимы разрушения
- Прочность на растяжение при сдвиге при сварке
- Виды разрушения
- •
Сварной шов, включая его зону термического влияния, представляет собой не однородный объем материала, а «композит» из участков материала с различной прочностью, поведением при деформации и трещиностойкостью.
- •
Сварной шов может содержать такие дефекты, как непровары, подрезы, пористость, шлаковые включения или холодные, соответственно горячие, трещины. Однако современные процессы сварки могут привести к получению высококачественных сварных швов с менее выраженными неровностями по сравнению с теми, которые были обнаружены в более ранних исследованиях 19 века.От 60-х до 1980-х годов учитываются нормы дизайна.
- •
Обычно сварной шов является местом повышенной жесткости и концентрации напряжений.
- •
Остаточные напряжения могут играть важную роль, если шов не подвергался специальной послесварочной обработке.
- (a)
Общее применение механики разрушения в рамках концепции устойчивости к повреждениям и
- (b)
Применение в рамках концепции безопасной жизни, т.
е. 9095.5 определение общей усталостной долговечности и усталостной прочности. 1 - М. Мадиа и др.
Эталонные нагрузки для пластин с полуэллиптическими поверхностными трещинами, подвергнутых двухосной растягивающей нагрузке
Int J Press Vess Piping
(2014)
- J. Hensel et al.
Остаточные сварочные напряжения, распространение усталостных трещин и усталостная прочность
Eng Fract Mech
(2018)
- P. Kucharczyk et al.
Прогнозирование усталостной прочности сварных конструкций на основе механики разрушения. Материальные аспекты
Eng Fracture Mech
(2018)
- B. Schork et al.
Влияние локальной и глобальной геометрии сварного шва, а также дефектов материала на зарождение трещин и усталостную прочность
Применение механики разрушения для определения усталостной прочности – некоторые основные соображения
Int J Усталость
(2019)
- J. Maierhofer et al.
Циклическая R-кривая – определение, проблемы, ограничения и применение
Eng Fracture Mech
(2018)
- M. Madia et al.
Модель IBESS – элементы, реализация и валидация
Eng Fracture Mech
(2018)
- U. Zerbst et al.
О пороге распространения усталостной трещины металлов как расчетном критерии – обзор
Eng Fracture Mech
(2016)
- Zerbst U. Применение механики разрушения к сварным швам с возникновением трещины на кромке шва – обзор. Часть 1: Последствия…
- Полак Дж. Циклическая деформация, зарождение трещин и малоцикловая усталость. В: Ritchie RO, Murakami Y (Eds.): Всеобъемлющее…
- K.J. Миллер
Два порога усталостного поведения
Fat Fract Eng Mat Struct
(1993)
- Мураками Ю. Усталость металлов. Влияние мелких дефектов и неметаллических включений. Эльзевир. Oxford;…
- Zerbst U, Madia M, Schork B, Hensel J, Kucharczyk P, Tchoffo Ngoula D, Tchuindjang D, Bernhard J, Beckmann C. Fatigue…
- R6, Revision 4 Оценка целостности Структуры, содержащие дефекты. EDF Energy, Barnwood, Gloucester,…
Об усталостных свойствах стыкового сварного шва алюминия и стали третьего поколения, выполненного компанией Hybrid Metal Extrusion & Склеивание (HYB)
2022, International Journal of Fatigue
Настоящее исследование касается многоцикловой осевой усталости стыкового сварного шва из алюминиевой стали третьего поколения, выполненного с помощью гибридной экструзии и склеивания металлов (HYB).
В этом конкретном сварном шве металлургическое соединение достигается комбинацией микромасштабного механического сцепления и образования интерметаллического соединения (IMC), где слой IMC находится в субмикрометровом диапазоне (<1 мкм). Во время многоцикловых испытаний на осевую усталость эта микроструктура обеспечивает высокую внутреннюю стойкость к межфазному растрескиванию. В состоянии после сварки усталостное разрушение обычно начинается на кромке сварного шва на алюминиевой стороне соединения из-за неблагоприятного эффекта наличия геометрического концентратора напряжения, локализованного внутри зоны мягкого термического влияния. Поскольку прочность межфазной связи не является ограничивающим фактором, видно, что усталостные свойства стыкового сварного шва Al-steel HYB полностью соответствуют свойствам соответствующих сварных швов Al-Al, полученных дуговой сваркой металлическим электродом в среде защитного газа, лазерной сваркой и сваркой трением с перемешиванием.Оценка отказов на основе ограничений для трубопроводов с копланарными кольцевыми трещинами при двухосной нагрузке
2021, Международный журнал сосудов под давлением и трубопроводов
Наличие копланарных или множественных трещин становится распространенной проблемой во многих инженерных сооружениях, например, в стыках кольцевых швов трубопроводов, подвергающихся циклическим воздействиям, и в других трубопроводных системах атомных электростанций.
Диаграмма оценки разрушения обеспечивает удобное средство для изучения конкурирующего разрушения между разрушением из-за разрушения и разрушением при пластическом разрушении, часто для компонентов конструкции с одиночной трещиной. Существующая диаграмма оценки отказов основана на главном члене, характеризующем решения о напряжении вблизи вершины, и игнорирует геометрию или изменения ограничений, вызванные пластичностью. Эта статья направлена на интеграцию эффекта взаимодействия трещин между двумя копланарными трещинами, измеренного коэффициентом взаимодействия трещин на основе ограничений, в кривую оценки отказа варианта 3 в инженерном стандарте. В этом исследовании исследуются три типа кольцевых копланарных трещин в трубе: две копланарные встроенные трещины; две копланарные поверхностные трещины; и поверхностная трещина, взаимодействующая с заглубленной трещиной. Использование модифицированного J , основанное на предложенном коэффициенте взаимодействия трещин, это исследование количественно определяет вызванное пластичностью увеличение напряжения раскрытия у вершины копланарных трещин. Поле напряжений, оцененное на основе этого модифицированного решения J , близко согласуется с численно рассчитанным полем напряжений вблизи копланарных вершин трещин при больших уровнях деформации. Эта работа впоследствии интегрирует модифицированное решение J в диаграмму оценки отказов. Диаграмма оценки отказа, основанная на эквивалентном размере трещины, рекомендованном в BS79.10 представляется неконсервативным для ряда копланарных трещин, рассматриваемых в этом исследовании.Трехмерная реконструкция и распознавание дефектов сварных швов на основе магнитооптической визуализации
2022, Guangxue Jingmi Gongcheng/Optics and Precision Engineering
Метод распознавания дефектов сварных швов с помощью магнитооптической визуализации на основе сверточной нейронной сети
2021, И Ци И Бяо Сюэ Бао/Китайский журнал научных инструментов
Научная статья
Анализ усталостного растрескивания корня шва в крестообразных соединениях из высокопрочного алюминиевого сплава, несущих нагрузку
International Journal of Fatigue, Volume 139, 2020, Article 105735
исследования поведения трещин в корне шва в крестообразных соединениях высокопрочных алюминиевых сплавов, несущих нагрузку.
При подготовке образцов для испытаний использовалась электроискровая обработка для обеспечения равномерности проплавления сварного шва. Предложена аналитическая модель напряжения в сварном шве для определения максимального напряженного состояния раскрытия и его угла в шве. Его форма более низкого порядка, выраженная в терминах номинального напряжения, также оказалась адекватной для интерпретации данных испытаний, что обеспечивает простоту для практических приложений. Также обсуждаются сравнения между напряжением сварного шва более низкого порядка и «инженерным напряжением сдвига», используемым в некоторых нормах и стандартах.Исследовательская статья
Спецвыпуск: «Усталость сварных соединений. Современное состояние техники»
International Journal of Fatigue, том 139, 2020 г., статья 105640
A
Исследовательская статья 9 0 упрощенный метод структурной деформации для оценки малоцикловой усталости компонентов труб с кольцевым сварным швом
International Journal of Fatigue, том 139, 2020 г.
, статья 105732трубных соединений кольцевой сваркой на протяжении десятилетий, что лежит в основе нескольких международных норм и стандартов. Здесь мы повторно изучаем применимость метода Маркла для корреляции некоторых последних данных об усталости LCF для труб с кольцевым сварным швом. Чтобы смягчить его недостатки, предлагается упрощенный метод структурной деформации для достижения эффективной корреляции одних и тех же данных испытаний. Предлагаемый метод может быть удобно использован для оценки LCF компонентов кольцевых сварных труб либо в качестве экспериментального метода измерения, либо в качестве процедуры постобработки результатов упругопластических конечных элементов.
Исследовательская статья
Модель прогноза малоцикловой усталостной долговечности стыкового сварного соединения из нержавеющей стали SUS301L с учетом храпового механизма
Международный журнал усталости, том 139, 2020 г., статья 105777 На основе взаимодействия храповика и усталости сварного стыкового соединения из нержавеющей стали SUS301L разработана новая модель прогнозирования срока службы, учитывающая важную роль храповика, на основе теории истощения пластичности (DET) и механики сплошных повреждений (CDM).
Предполагается, что общее повреждение пластичности состоит из усталостной пластичности и храповой пластичности, а пластичность и соответствующие переменные повреждения определяются в форме, основанной на деформации, в предлагаемой модели прогнозирования срока службы. Предложенная модель используется для прогнозирования малоцикловой усталостной долговечности стыкового сварного соединения из нержавеющей стали SUS301L с контролируемым напряжением на основе локальной деформации в зоне сплавления FZ-1, измеренной непосредственно с использованием технологии цифровой корреляции изображений (DIC), и предсказанные результаты показывают хорошее согласие с экспериментальными.Исследовательская статья
Экспериментальное исследование поведения и малоцикловой усталостной долговечности сварной конструкции
Материаловедение и инженерия: A, том 595, 2014, стр. 64-76
Испытания на малоцикловую усталость с контролем деформации выполняются при температуре 300 °C при растяжении и сжатии на ферритной нержавеющей стали с содержанием 18 % Cr с использованием основного металла и сварных образцов.
Изменения микроструктуры и геометрии наплавленного валика отрицательно сказываются на сроке службы образцов. Корреляция цифровых изображений используется для получения информации о градиенте деформации в образцах. Измерения возможных капель, как металлографические наблюдения, используются для мониторинга микротрещин. Значимость результатов обсуждается с использованием расчетов методом конечных элементов сварных образцов и наблюдений за поверхностями разрушения. Предлагается предварительное обоснование с использованием модели роста микротрещин, основанной на энергии.Научная статья
Подход к анализу усталости сварных соединений на основе механики разрушения
Инженерный анализ отказов, том 49, 2015 г., стр. 67-78
Десятилетний опыт эксплуатации сварных тавровых соединений в металлических конструкциях показали, что усталостные трещины обычно развиваются при сварке из-за неоднородности материала (несоответствия) и концентрации напряжений. В настоящей статье анализируется усталостное поведение металлического сварного таврового соединения, подвергнутого циклическому изгибу.
Предполагается наличие полуэллиптической поверхностной трещины в месте сварки. Распространение трещин численно исследуется с использованием значений коэффициента интенсивности напряжений (SIF), полученных в результате анализа методом конечных элементов и широко представленных в недавней работе. Геометрия и размеры сварного тройника выбраны для сравнения численных результатов с имеющимися в литературе экспериментальными данными, относящимися к реальному сварному соединению обычного рабочего колеса турбины Фрэнсиса.- J. Strömberg and S. S.-H. Пак, «Экономичный резервуар для хранения СПГ, построенный с помощью высокопроизводительной сварки», ESAB, Гетеборг.
- Ж.-Б. Ю, В.-С. Ким и Ж.-И. Ян, «Вариации DBTT и CTOD в зоне термического влияния сварки трубопроводной стали API X65», Journal of Materials Science and Engineering A, Vol. 546, 2012, стр. 258-262.
- M. Lei и YY Guo, «Формирование осажденного аустенита в 9%-ной никелевой стали и его характеристики при криогенных температурах», Acta Metallurgica Sinica (английское издание), Series A, Vol. 2 № 4 1989, стр. 244-248.
- К. Хикманн, А. Керн, У. Шривер и Дж. Штумпфе, «Производство и свойства высокопрочных листов из никелевой легированной стали для применения при низких температурах», 2005 г.
- Н. Шун-Ичи, М. Тосио и В. Цунэми «Технологии и продукция трехлистовых станов JFE Steel», Технический отчет JFE № 5, март 2005 г.
- С. К. Син, Б. Фульц и Дж. В. Моррис, «Механическая стабильность остаточного аустенита в закаленной стали 9Ni», 1978 г., идентификатор статьи: ADA055240.
- С. Окита, «Контроль прочности и ударной вязкости металлов сварного шва», Welding International, Vol. 17, № 9, 2003, стр. 693-698. doi:10.1533/wint.2003.3169
- C. Thaulowa, M. Haugea, Z.L. Zhanga, É. Ранестада и Ф. Фатторини, «О взаимосвязи между вязкостью разрушения и несоответствием материалов для трещин, расположенных на линии сплавления сварных изделий», Инженерная механика разрушения, Vol. 64, № 4, 1999, стр. 367-382. doi:10.1016/S0013-7944(99)00087-9
- C. Thaulow, A.J. Paauw, M. Hauge, M. Toyoda и F. Minami, «Свойство разрушения сварного соединения HAZ с надрезом и механическим несоответствием — Часть II», ESIS Publ., Vol. 17, 1994. стр. 417-432.
- Р. Скотт Фундерберк, «Взгляд на тепловложение», Welding Innovation, Vol. XVI, № 1, 1999.
- Дж. Ван, Ю. Дж. Ли и П. Лю, «Влияние погонной энергии сварки на ударную вязкость и структуру ЗТВ новой сверхвысокопрочной стали», Бюллетень материаловедения, том. 26, № 3, 2003, стр. 301-305. doi:10.1007/BF02707450
- Б. К. Шривастава, С. П. Тевари и Дж. Пракаш, «Обзор влияния параметров дуговой сварки на механическое поведение черных металлов / сплавов», Международный журнал инженерных наук и технологий, том. 2, № 5, 2010. С. 1425-1432.
- Л. Х. Сюй, Дж. Чжан и Ю. К. Чен, «Влияние подводимого тепла на микроструктуру и механические свойства сварных соединений 07 MnCrMoVR», Китайский журнал машиностроения, Vol. 24, № 2, 2010.
- Дж. Ф. Ланкастер, «Металлургия сварки», 6-е издание, Abington Publishing, Abington, 19.99. doi:10.1533/9781845694869
- J. Lancaster, «Справочник по сварке конструкций», Abington Publishing, Abington, 1992.
- N. Bailey, «Свариваемость ферритных сталей», Abington Publishing, Abington, 1994. doi53:10.1. /9781845698935
- Г. М. Эванс и Н. Бейли, «Металлургия основного металла сварного шва», Abington Publishing, Abington, 1999.
- М. Лорд, «Температура между проходами и сварка прочных сталей», Welding in the World, Vol. 41, 1998, стр. 452-459.
- Такино Т. и Фудзимото Р., «Технология сварки резервуара для СПГ», Seitetsu Kenkyu, Vol. 307, 1982, 14229-НС-13.
- К. Агуса, М. Кошо, Н. Нишияма, А. Камада и Ю. Накано, «Подходящая ферритная сварка MIG-сваркой 9%-ной никелевой стали», Технический отчет Kawasaki Steel № 6, сентябрь 1982 г.
- T. Кубо, А. Омори и О. Танигава, «Свойства толстолистовой стали с высокой ударной вязкостью, состоящей из 9% никеля, и ее применимость к 200 000K/так для хранения СПГ», Kawasaki Steel Giho, Vol. 30, 1998, 167-КВТ-20.
- С. Ёсихиро, Х. Кохсуке и К. Хисая, «Сварка проката с пределом тепловложения для строительных конструкций на основе смоделированных испытаний HAZ Trans», JWRI, Vol. 30, № 1, 2001, стр. 127-134.
- Дж. Стрёмберг, «Сварка сферических резервуаров из 9%-ной никелевой стали компанией TISSOT во Франции», Svetsaren-ESAB, Göteborg, Vol. 56, № 2-3, 2001.
- Ж.-И. Джанг, Б.-В. Ли, Дж.-Б. Джу, Д.И. Квон и В.-С. Ким, «Влияние микроструктурных изменений на характеристики разрушения в крупнозернистых зонах термического влияния QLTProcessed 9% Ni Steel», Materials Science and Engineering A, Vol. 340, № 1-2, 2003, стр. 68-79. doi:10.1016/S0921-5093(02)00190-9
- А. Буквич, З. Бурзич, Р. Прокич-Цветкович, О. Попович, М. Бурзич и Р. Йовичич, «Влияние выбора технологии сварки на вязкость разрушения Параметры сварных соединений биматериалов // Технический вестник. 19, № 1, 2012. С. 167-174.
- ESAB, «Сварка резервуаров и сосудов для сжиженного природного газа из сталей с содержанием 5% и 9% никеля, напечатано в Швеции», 2001 г. , [email protected].
- P. Bourges и M. Malingraux, «Изготовление и сварка толстых пластин из криогенной стали с 9% Ni», INDUSTEEL Co., 2008. 2010 г.
- ASME Sec IX, «Квалификационный стандарт для процедур сварки и пайки, сварщиков, сварщиков и операторов сварки и пайки», 2010 г.
- ASME Sec II, часть A, «Технические условия на железосодержащие материалы», 2010 г.
Реклама
Написано
Dattaguru Ananthapadmanaban и K. Arun Vasantha Geethan
Отправлено: 15 мая 2019 г. Обзор: 19 декабря 2019 года. Лицензиат IntechOpen. Эта глава распространяется в соответствии с условиями лицензии Creative Commons Attribution 3.0, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии надлежащего цитирования оригинальной работы.
Испытания сварных швов и режимы разрушения
Испытание на отрыв и долото точечных сварных швов сопротивления (RSW) в AHSS может привести к разрушению сварного шва во время разрушающих испытаний или испытаний на разрыв. Этот тип разрушения становится более распространенным с увеличением толщины листа и прочности БМ. Разрушение металла шва может сопровождаться значительной деформацией металла, непосредственно примыкающего к сварному шву во время испытаний. Такая деформация показана на рисунках 1 и 2. В этих условиях разрушение металла шва не может точно предсказать работоспособность соединения. Характеристики сварки AHSS зависят от микроструктуры, режима нагружения, скорости нагружения и степени ограничения сварного шва.
Рисунок 1: Пример лабораторных динамических разрушающих испытаний образцов ДП 300/500 ЭГ толщиной 0,65 мм. М-1
M-1
Кроме того, из-за присущей листам из AHSS жесткости «неразрушающие» испытания долотом (рис. 3) на панелях из AHSS, сваренных точечной сваркой, необратимо деформируют панель и могут способствовать разрушению металла сварного шва. Следовательно, этот тип метода проверки сварного шва в процессе сварки не рекомендуется для AHSS толщиной более 1,0 мм. Следует изучить альтернативные методы испытаний для использования в полевых испытаниях точечных сварных швов в AHSS.
Рис. 3: Полуразрушающий долотный контроль 0,8-мм DP 300/500 EG. M-1
Ультразвуковой неразрушающий контроль точечной сварки получил одобрение некоторых производителей. Он все еще нуждается в доработке, прежде чем сможет полностью заменить разрушающие испытания сварных швов. В настоящее время доступны некоторые онлайновые системы мониторинга контактной сварки в режиме реального времени, которые используются в некоторых сварочных мастерских.
Прочность на растяжение сварного шва при сдвиге
Прочность на растяжение сварного шва из усовершенствованной высокопрочной стали (AHSS) пропорциональна свойствам материала на растяжение и выше, чем прочность точечного сварного шва мягкой стали (рис. 4).
Рис. 4: Прочность на сдвиг одноточечных сварных швов. L-4
При испытании толстых точечных сварных швов из AHSS (от небольшого размера до кнопки выталкивания) режим разрушения во время испытания на растяжение при сдвиге может измениться с межфазного на вытягивание кнопки или пробку. Несмотря на межфазные трещины [рис. 5(а)], сварные швы из стали AHSS могут демонстрировать высокую несущую способность. В тонколистовых сталях разрушение часто происходит в пуговице или пробке (рис. 6).
Рис. 5. Виды разрушения толстого (1,87 мм) DP 700/980 CR во время испытаний на растяжение-сдвиг.
Рис. 6. Виды разрушения тонкого (0,65 мм) ЭГ DP 300/500 при испытаниях на растяжение-сдвиг. L-2
В исследовании L-6 , конечно-элементное моделирование (FEM) и расчеты механики разрушения могут быть использованы для прогнозирования режима разрушения RSW и нагрузок при испытаниях на сдвиг при растяжении AHSS . Результаты сравнивали с результатами, полученными для стали без междоузлий (IF). Результаты работы подтвердили существование конкуренции между двумя различными типами режимов разрушения, а именно: отрывом с полным отказом кнопки (FBF) и межфазным разрушением. Было обнаружено, что сила, необходимая для полного разрыва сварного шва по типу вытягивания, пропорциональна пределу прочности при растяжении и толщине BM, а также диаметру сварного шва. Сила, вызывающая разрушение межфазного сварного шва, была связана с вязкостью разрушения сварного шва, толщиной листа и диаметром сварного шва. Для высокопрочных сталей (HSS) было определено, что существует критическая толщина листа, выше которой ожидаемый режим разрушения может перейти от отрыва к межфазному разрушению. В этом анализе было показано, что по мере увеличения прочности стали вязкость разрушения сварного шва, необходимая для предотвращения межфазного разрушения, также должна увеличиваться. Поэтому, несмотря на более высокую несущую способность из-за высокой твердости, сварные швы из быстрорежущей стали могут быть склонны к межфазным изломам. Испытания на растяжение показали, что несущая способность образцов, вышедших из строя из-за межфазного разрушения, составила более 90 % нагрузки, связанной с отрывом КС. Это указывает на то, что на несущую способность сварных швов режим разрушения не влияет. Поэтому вид разрушения не должен быть единственным критерием, используемым для оценки качества точечных сварных швов. Несущая способность сварного шва должна быть в первую очередь при оценке результатов испытаний на растяжение при сдвиге в AHSS.
В настоящее время некоторые стальные листы имеют предел прочности при растяжении 1500 МПа и более. Такие стали в основном подвергаются горячей штамповке. Прочность точечных сварных соединений показана на рис. 7. Прочность сварных соединений на сдвиг при растяжении имеет тенденцию к увеличению с увеличением прочности стального листа. И наоборот, прочность на поперечное растяжение (CTS) сварных соединений имеет тенденцию к снижению, когда прочность стального листа составляет 780 МПа и более. Считается, что это происходит по следующей причине. С увеличением прочности стального листа концентрация напряжений на кромке ядра увеличивается, а пластичность и ударная вязкость ядра уменьшаются. Когда количество любого добавленного элемента [такого как углерод (C)] увеличивается для обеспечения желаемой прочности стального листа, твердость полученного металла сварного шва (самородка) увеличивается; это, в свою очередь, приводит к снижению прочности самородка. Прочность самородков также снижается при увеличении содержания охрупчивающих элементов (P и S). Следующее уравнение эквивалентного содержания углерода было предложено для выражения влияния этих элементов.
Рис. 7: Влияние прочности стального листа на растяжение на TSS и CTS точечных сварных соединений.
Считается, что C, кремний (Si) и марганец (Mn) способствуют увеличению твердости самородков, а фосфор (P) и сера (S) способствуют увеличению сегрегации, тем самым вызывая снижение прочность самородка. Пороговое значение в правой части представляет собой прочность сварного соединения и устойчивость режима разрушения при испытании на поперечное растяжение. Когда Ceq (пятно) находится в пределах диапазона, указанного вышеприведенным уравнением, трещина всегда происходит за пределами самородка (пробковая трещина), и CTS высок. Однако были предприняты попытки повысить CTS за счет соответствующего контроля состава стального листа. Сообщалось, что даже когда прочность стального листа поддерживается постоянной, прочность сварного шва увеличивается по мере уменьшения содержания углерода и увеличения содержания кремния. Считается, что это происходит по следующей причине. С увеличением содержания углерода твердость сварного шва увеличивается, а чувствительность разрушения к концентрации напряжений на конце зародыша увеличивается, что приводит к снижению CTS. Напротив, по мере увеличения содержания Si — элемента прокаливаемости — область закалки под действием Si расширяется, то есть изменение твердости в области от самородка до BM становится более мягким, тем самым улучшая CTS.
В соответствии с хорошо известной моделью механики материалов ожидается, что CTS соединений точечной сварки улучшится с увеличением прочности стального листа. Однако это противоречит наблюдаемому явлению. Таким образом, было рассмотрено испытание на поперечное растяжение на основе механики разрушения и попытка прояснить доминирующие факторы CTS.
Понимание разрушения точечных сварных соединений при испытании на поперечное растяжение как проблемы распространения трещины вокруг ядра, проблема была изучена с использованием модели механики упругопластического разрушения, чтобы получить общее представление о разрушении, от вязкого излома в хрупкий. Согласно механике упругопластического разрушения предполагается, что трещина начинает распространяться, когда движущая сила распространения трещины (J) вокруг ядра под действием растягивающей нагрузки достигает вязкости разрушения (Jc) кромки ядра. Поэтому была предпринята попытка получить значение J и измерить значение Jc края во время испытания на поперечное растяжение.
На рис. 8 показано распределение максимального основного напряжения на кромке самородка при нагрузке 4 кН. Пунктирной линией на рисунке обозначена линия сплавления. Видно, что виртуальная трещина в кромке раскрылась в процессе деформации. Падение потенциальной энергии, вызванное раскрытием, делили на площадь трещины, чтобы получить значение J. На рис. 9 представлена зависимость величины J от диаметра самородка при нагрузке 5 кН, полученная для каждого из двух виды трещин. Ясно, что в любом направлении растрескивания значение J при одной и той же нагрузке уменьшается с увеличением диаметра самородка. В соответствии с результатом анализа, полученным для диаметра гранулы 3 √t, значение J, когда трещине давали возможность распространяться в межфазном направлении, было немного больше, чем когда трещине давали возможность распространяться в направлении толщины листа. Однако для больших диаметров самородков (4 и 5 √t) значение J, когда трещине давали возможность распространяться в направлении толщины листа, становилось больше, чем когда трещине давали возможность распространяться в межфазном направлении.
Рис. 8. Деформированное состояние и распределение максимального главного напряжения на кромке самородка при усилии 4 кН. N-5
Рисунок 9: Зависимость J-величины от диаметра самородка при нагрузке 5 кН. N-5
На рисунке 10 в изломе образца с содержанием углерода 0,30 % обнаружены трещина по границам зерен на краю и поверхность излома в виде скола внутри самородка.
Рис. 10. РЭМ-изображения поверхности излома миниатюрных образцов КТ после испытаний (0,30 мас. % С). Н-5
КТР сварных соединений составил 2,4 кН для листа из стали 0,30 % С и 6,6 кН для листа из стали 0,13 % С, при соотношении между ними 0,38. Согласно результатам испытаний на вязкость разрушения отношение напряжения разрушения [Jc (0,30% C)/Jc (0,13% C)]; квадратный корень из J пропорционален напряжению) равен 0,35. Таким образом, приведенное выше соотношение было близко к результату теста. 0,30% С-образное соединение, подвергнутое испытанию на поперечное растяжение, выявило трещину по границам зерен на кромке и поверхность излома в виде скалывания внутри самородка.
Режим разрушения
В некоторых автомобильных и национальных спецификациях критерий видов разрушения используется в качестве показателя качества сварного шва при использовании AHSS. Во время испытания на отслаивание и долото результаты варьируются от внешнего вида FBF до полного разрушения поверхности раздела. Пример использования различных режимов разрушения в автомобильной промышленности показан на рисунке 11.
Рисунок 11. Режимы разрушения при испытаниях на отрыв и долото в автомобильной промышленности.
Существует приблизительная зависимость между твердостью и режимом разрушения в контактных точечных сварных соединениях. Обнаружено, что нагружение контактной точечной сваркой методом отрыва (например, испытание на отдир, поперечное растяжение и испытание долотом) начинает приводить к частичному пробочному и поверхностному разрушению при уровнях твердости, превышающих значение твердости 450 (HV). Взаимосвязь между твердостью после сварки и режимом разрушения при нагружении отслаиванием показана на рисунке 12. Видно, что не существует заданных уровней твердости, при которых один тип режима разрушения сменяется другим типом режима разрушения. Вместо этого уровни твердости во многом перекрываются, когда возникают определенные типы режимов разрушения. Это свидетельствует о том, что послесварочная твердость не является единственным фактором, определяющим режим разрушения.
Рис. 12: Схематическая взаимосвязь между твердостью RSW и характером разрушения при нагрузке отслаивания.
Существуют различные подходы к прогнозированию разрушения точечных сварных соединений путем детального численного моделирования. Однако существует множество проблем, таких как адекватная регистрация различных режимов разрушения или численная методология для разнородных сварных швов, которые чаще всего появляются в автомобильных конструкциях. Поэтому был разработан новый подход к моделированию, позволяющий закрыть существующий пробел. Этот метод основан на различных критериях повреждения для каждой зоны точечной сварки (BM, HAZ и сварной шов), чтобы зафиксировать все соответствующие режимы разрушения. Параметры модели определяются обратным методом на основе простых стандартизированных испытаний (испытания на растяжение, сдвиг и испытание на отслаивание), что делает применение эффективным. Могут быть обнаружены все соответствующие виды трещин (межфазовые трещины и пробковые трещины). Было продемонстрировано точное предсказание поведения точечных сварных швов для сходных и разнородных соединений. Результаты показывают, что параметры материала, определенные для одной толщины листа, переносятся на исследования с различной толщиной листа. Следовательно, экспериментальные усилия по определению характеристик моделей точечной сварки, заменяющих полные модели автомобильных аварий, могут быть уменьшены.
Представлено определение конкретных параметров модели для аналогичного сочетания сварных швов автомобильной стали DP с низким пределом текучести и большим пределом прочности (толщина 1,5 мм, ферритовая матрица с участками мартенсита). Требуется характеристика поведения пластического течения для каждой зоны. Для БМ испытание на растяжение дает кривую текучести в области равномерного удлинения. Чтобы физически зафиксировать поведение пластического течения преобразованных зон, кривая BM масштабируется по усредненному изменению твердости в ЗТВ и сварном шве. Чтобы определить параметры модели Гурсона для ЗТВ, проводится статическое испытание на отрыв. Эта нагрузка приводит к высокой концентрации напряжения вблизи надреза, что приводит к возникновению и развитию трещины в ЗТВ. Численные параметры повреждения ЗТВ подобраны в соответствии с экспериментом (рис. 13).
Рис. 13: Подбор параметров ЗТВ посредством испытания на отслаивание сталей DP. P-7
Вернуться к началу
Вязкость разрушения, морфология прорыва, микроструктурный анализ сварных соединений стали T2 Медь-45
1. Verma J., Taiwade R.V. Влияние процессов и условий сварки на микроструктуру, механические свойства и коррозионную стойкость сварных соединений из дуплексной нержавеющей стали. Обзор. Дж. Мануф. Процесс. 2017;25:134–152. doi: 10.1016/j.jmapro.2016.11.003. [Перекрестная ссылка] [Академия Google]
2. Магнабоско И., Ферро П., Бонолло Ф., Арнберг Л. Исследование микроструктуры зоны сплавления при электронно-лучевой сварке медь–нержавеющая сталь. Матер. науч. англ. А. 2006; 424:163–173. doi: 10.1016/j.msea.2006.03.096. [CrossRef] [Google Scholar]
3. Chung F. K., Wei P.S. Перенос массы, импульса и энергии в ванне расплава при сварке разнородных металлов. Дж. Теплопередача. 1999; 121:451–461. doi: 10.1115/1.2825999. [CrossRef] [Google Scholar]
4. Сунь З., Карппи Р. Применение электронно-лучевой сварки для соединения разнородных металлов: обзор. Дж. Матер. Процесс. Технол. 1996;59:257–267. doi: 10.1016/0924-0136(95)02150-7. [CrossRef] [Google Scholar]
5. Zumelzu E., Cabezas C. Исследование сварки таких разнородных материалов, как нержавеющая сталь AISI 304 и медь DHP, в среде морской воды. Влияние металлов шва на коррозию. Дж. Матер. Процесс. Технол. 1996; 57: 249–252. doi: 10.1016/0924-0136(95)02073-X. [CrossRef] [Google Scholar]
6. Май Т.А., Сповейдж А.С. Характеристика разнородных соединений при лазерной сварке стали-ковара, меди-стали и меди-алюминия. Матер. науч. англ. А. 2004; 374: 224–233. doi: 10.1016/j.msea.2004.02.025. [Перекрестная ссылка] [Академия Google]
7. Шринивасан П.Б., Мутупанди В., Дитцель В. , Сиван В. Оценка ударной вязкости и коррозионных свойств разнородных сварных соединений, сваренных дуговой сваркой в защитном металле, между сталями UNS 31803 и IS 2062. Матер. Дес. 2006; 27: 182–191. doi: 10.1016/j.matdes.2004.10.019. [CrossRef] [Google Scholar]
8. Wei P.S., Kuo Y.K., Ku J.S. Формы зон сплавления при электронно-лучевой сварке разнородных металлов. Дж. Теплопередача. 2000; 122: 626–631. doi: 10.1115/1.1286681. [CrossRef] [Академия Google]
9. Tosto S., Nenci F., Jiandong H. Микроструктура сплава меди-AISI типа 304L, сваренного электронным лучом. Матер. науч. Технол. 2003; 19: 519–522. doi: 10.1179/026708303225010722. [CrossRef] [Google Scholar]
10. Weigl M., Schmidt M. Модулированная лазерная точечная сварка разнородных медно-алюминиевых соединений; Материалы 6-й Международной конференции по многокомпонентному микропроизводству; Forschungszentrum Карлсруэ, Германия. 23–25 сентября 2009 г. [Google Scholar]
11. Велу М., Бхат С. Металлургические и механические исследования соединений сталь-медь, сваренных дуговой сваркой с использованием присадочных материалов из жаропрочных сплавов на основе бронзы и никеля. Матер. Дес. 2013;47:793–809. doi: 10.1016/j.matdes.2012.12.073. [CrossRef] [Google Scholar]
12. Ву М.Ф., Си Н.К., Чен Дж. Контактная реактивная пайка соединений алюминиевого сплава/меди/нержавеющей стали и растворение промежуточного слоя. Транс. Цветные металлы. соц. Китай. 2011;21:1035–1039. doi: 10.1016/S1003-6326(11)60818-2. [CrossRef] [Google Scholar]
13. Яги А.Х., Хайд Т.Х., Беккер А.А., Сан В. Моделирование методом конечных элементов остаточных напряжений, вызванных разнородной сваркой стальной трубы Р92 с наплавленным металлом IN625. Междунар. Дж. Пресс. Судно. Пип. 2013; 111:173–186. doi: 10.1016/j.ijpvp.2013.07.002. [Перекрестная ссылка] [Академия Google]
14. Яо К.В., Сюй Б.С., Чжан Х.С., Хуан Дж., Фу Дж., Ву Ю.С. Межфазная микроструктура и механические свойства лазерной сварки разнородного соединения медь-сталь. Опц. Лазеры инж. 2009; 47: 807–814. doi: 10.1016/j.optlaseng.2009.02.004. [CrossRef] [Google Scholar]
15. Чжан Б.Г., Чжао Дж., Ли С. П., Чен Г.К. Влияние присадочной проволоки на остаточное напряжение в электронно-лучевой сварке медного сплава QCr0.8 с нержавеющей сталью 304. заявл. Терм. англ. 2015; 80: 261–268. doi: 10.1016/j.applthermaleng.2015.01.052. [Перекрестная ссылка] [Академия Google]
16. Liu S., Liu F., Xu C., Zhang H. Экспериментальное исследование характеристик дуги и переноса капель при гибридной сварке CO 2 лазер-дуговая газовая сварка (MAG). Междунар. J. Тепломассообмен. 2013;62:604–611. doi: 10.1016/j.ijheatmasstransfer.2013.03.051. [CrossRef] [Google Scholar]
17. Liu F., Zhang Z., Liu L. Эволюция микроструктуры стыковых соединений Al/Mg, сваренных газовой вольфрамовой дугой с цинковым присадочным металлом. Матер. Персонаж. 2012;69:84–89. doi: 10.1016/j.matchar.2012.04.012. [Перекрестная ссылка] [Академия Google]
18. Dong H., Hu W., Duan Y., Wang X., Dong C. Соединение разнородных металлов алюминиевого сплава с оцинкованной сталью с Al-Si, Al-Cu, Al-Si-Cu и Zn-Al присадочные проволоки. Дж. Матер. Процесс. Технол. 2012; 212:458–464. doi: 10.1016/j.jmatprotec.2011.10.009. [CrossRef] [Google Scholar]
19. Чен С.Х., Ли Л.К., Чен Ю.Б., Лю Д.Дж. Диффузионное поведение Si при лазерной сварке-пайке сплавов Al и Ti с присадочной проволокой Al-12Si. Транс. Цветные металлы. соц. Китай. 2010;20:64–70. doi: 10.1016/S1003-6326(09)60098-4. [CrossRef] [Google Scholar]
20. Li H.M., Sun D.Q., Cai XL., Dong P., Wang W.Q. Лазерная сварка сплава TiNi с памятью формы и нержавеющей стали с промежуточным слоем Ni. Матер. Дес. 2012; 39: 285–293. doi: 10.1016/j.matdes.2012.02.031. [CrossRef] [Google Scholar]
21. Miles M., Kohkonen K., Weickum B., Feng Z. Соединение фрикционным долотом комбинаций разнородных материалов из высокопрочной стали DP 980 и алюминиевого сплава AA 5754. SAE Tech. Пап. 2009 г.: 10.4271/2009-01-0031. [Перекрестная ссылка] [Академия Google]
22. Кертис Т., Уайденер С., Уэст М., Ясти Б., Ховански Ю., Карлсон Б., Шимански Р., Бэйн В. Сварка трением с перемешиванием разметочного соединения разнородного алюминия со сталью внахлестку. В: Мишра Р.С., Махони М.В., Сато Ю., Ховански Ю., редакторы. Сварка трением с перемешиванием и обработка VIII. Спрингер; Cham, Switzerland: 2015. [Google Scholar]
23. Семак В., Мацунава А. Роль давления отдачи в энергетическом балансе при лазерной обработке материалов. Дж. Физ. Д заявл. физ. 1999;30:2541. doi: 10.1088/0022-3727/30/18/008. [Перекрестная ссылка] [Академия Google]
24. IMAM Как дефекты процесса SLM влияют на механические свойства Ti64? [(по состоянию на 1 мая 2019 г.)]; Доступно в Интернете: http://www.insidemetaladditivemanufacturing.com/blog/how-doslm-process-defects-impact-ti64-mechanical-properties
25. Kar J., Roy S.K., Roy G.G. Влияние колебаний луча на электронно-лучевую сварку меди с нержавеющей сталью AISI-304. Дж. Матер. Процесс. Технол. 2016; 233:174–185. doi: 10.1016/j.jmatprotec.2016.03.001. [CrossRef] [Академия Google]
26. Вэй П.С., Чун Ф.К. Нестационарное течение Марангони в ванне расплава при сварке разнородных металлов. Металл. Матер. Транс. Б. 2000; 1:1387–1403. doi: 10.1007/s11663-000-0024-0. [CrossRef] [Google Scholar]
27. Блуэн А., Шапулио С., Мари С., Никлейс С., Бергхо Дж. М. Анализ хрупкого разрушения сварных швов из разнородных металлов. англ. Фракт. мех. 2014; 131:58–73. doi: 10.1016/j.engfracmech.2014.07.005. [CrossRef] [Google Scholar]
28. Gilles P., Brosse A., Pignol M. Моделирование пластического разрыва сварного шва разнородного материала до прорыва стенки трубы; Материалы конференции Asme, посвященной сосудам под давлением и трубопроводам / k-pvp; Нью-Йорк, штат Нью-Йорк, США. 18–22 июля 2010 г. [Google Scholar]
29. Самал М.К., Зайденфусс М., Роос Э., Балани К. Исследование разрушения сварных соединений ферритно-аустенитного типа разнородных сталей. англ. Потерпеть неудачу. Анальный. 2011;18:999–1008. doi: 10.1016/j.engfailanal.2010.12.011. [CrossRef] [Google Scholar]
30. GB/T 21143-2014 Металлические материалы. Унифицированный метод испытаний для определения квазистатической вязкости разрушения. Стандартная пресса Китая; Пекин, Китай: 2014. [Google Scholar]
31. Faidy C. Структурная целостность биметаллических сварных швов при испытании и анализе разрушения трубопроводов; Материалы конференции Asme по сосудам под давлением и трубопроводам; Нью-Йорк, штат Нью-Йорк, США. 18–22 июля 2010 г. [Google Scholar]
32. Ашари С.Э., Мохаммади С. Анализ расслаивания композитов с помощью нового ортотропного двухматериального расширенного метода конечных элементов. Междунар. Дж. Нумер. Методы инж. 2011;86:1507–1543. doi: 10.1002/nme.3114. [CrossRef] [Google Scholar]
33. Белычко Т.Ю., Блэк Т. Упругий рост трещин в конечных элементах с минимальным пересчётом. Междунар. Дж. Нумер. Методы инж. 2015;45:601–620. doi: 10.1002/(SICI)1097-0207(199)45:5<601::AID-NME598>3.0.CO;2-S. [CrossRef] [Академия Google]
34. Nicak T., Schendzielorz H., Keim E., Meier G. STYLE: Изучение возможности переноса свойств материала разрушения с образцов малого масштаба на реальный компонент; Материалы конференции Asme по сосудам под давлением и трубопроводам; Нью-Йорк, штат Нью-Йорк, США. 18–22 июля 2010 г. [Google Scholar]
35. Мотамеди Д., Мохаммади С. Динамический анализ распространения трещин в ортотропных средах расширенным методом конечных элементов. Междунар. Дж. Фракт. 2009; 161:21–39. doi: 10.1007/s10704-009-9423-7. [Перекрестная ссылка] [Академия Google]
36. Чжан З., Ма В.Л., Ву Х.Л., Ву Х.П., Цзян С.Ф., Чай Г.З. Жесткая толстая конструкция Miura-Ori, управляемая бистабильной полимерной цилиндрической оболочкой, армированной углеродным волокном. Композиции науч. Технол. 2018; 167:411–420. doi: 10.1016/j.compscitech.2018.08.033. [CrossRef] [Google Scholar]
37. Zhang Z., Li Y., Wu H.L., Chen D.D., Yang J., Wu H.P., Jiang S.F., Chai G.Z. Вязкоупругое бистабильное поведение антисимметричных многослойных композитных оболочек со свойствами, зависящими от времени и температуры. Тонкостенная конструкция. 2018; 122:403–415. doi: 10.1016/j.tws.2017.10.036. [Перекрестная ссылка] [Академия Google]
38. Ривалин Ф., Бессон Дж., Пино А., Фант М. Д. Вязкий разрыв широких пластин из трубопроводной стали: II. Моделирование распространения трещины в плоскости. англ. Фракт. мех. 2001; 68: 347–364. doi: 10.1016/S0013-7944(00)00108-9. [CrossRef] [Google Scholar]
39. Кар Дж., Динда С.К., Рой Г.Г., Рой С.К., Срирангам П. Рентгеновское томографическое исследование пористости в электронно-лучевой сварке разнородных соединений медь-304SS. Вакуум. 2018; 149: 200–206. doi: 10.1016/j.vacuum.2017.12.038. [Перекрестная ссылка] [Академия Google]
40. Guo S., Zhou Q., Kong J., Peng Y., Xiang Y., Luo T., Wang K., Zhu J. Влияние смещения луча на характеристики электронно-лучевой сварки меди/нержавеющей стали 304 . Вакуум. 2016;128:205–212. doi: 10.1016/j.vacuum.2016.03.034. [CrossRef] [Google Scholar]
41. Чжан Б.Г., Чжао Дж., Сяо-Пэн Л.И., Фэн Дж.К. Электронно-лучевая сварка нержавеющей стали 304 с медным сплавом QCr0,8 с медной присадочной проволокой. Транс. Цветные металлы. соц. Китай. 2014; 24:4059–4066. дои: 10.1016/S1003-6326(14)63569-ИКС. [CrossRef] [Google Scholar]
42. Chen G., Shu X., Liu J., Zhang B., Feng J. Кристаллографическая текстура и механические свойства методом произвольной формы с помощью электронного луча композитных материалов с градиентом медь/сталь. Вакуум. 2020;171:109009. doi: 10.1016/j.vacuum.2019.109009. [CrossRef] [Google Scholar]
43. Томащук И., Салламанд П., Жувар Дж. М., Греви Д. Моделирование морфологии разнородных электронно-лучевых сварных швов медь-сталь с использованием метода установки уровня. вычисл. Матер. науч. 2010;48:827–836. doi: 10.1016/j.commatsci.2010.03.042. [Перекрестная ссылка] [Академия Google]
44. Обозначение GB/T 5231-2012 и химический состав кованой меди и медных сплавов. Стандартная пресса Китая; Пекин, Китай: 2012. [Google Scholar]
45. GB/T 699-2015 Качественные углеродистые конструкционные стали. Стандартная пресса Китая; Пекин, Китай: 2015. [Google Scholar]
46. GB/T 228.1-2010 Металлические материалы. Испытание на растяжение. Часть 1. Метод испытания при комнатной температуре. Стандартная пресса Китая; Пекин, Китай: 2010 г. [Google Scholar]
47. GB/T 2889.6-2012 Металлические материалы – метод испытаний для определения квазистатической вязкости разрушения сварных швов. Стандартная пресса Китая; Пекин, Китай: 2012. [Google Scholar]
48. Туричин Г.А., Климова О.Г., Бабкин К.Д., Певзнер Ю.Б. Влияние термических и диффузионных процессов на формирование структуры металла шва при лазерной сварке разнородных материалов. Встретились. науч. Термическая обработка. 2014; 55: 569–574. doi: 10.1007/s11041-014-9671-7. [CrossRef] [Google Scholar]
49. Цинь Э.В., Лу Л., Тао Н.Р., Тан Дж., Лу К. Повышенная вязкость разрушения и прочность объемной нанокристаллической меди с наноразмерными двойными пучками. Acta Mater. 2009 г.;57:6215–6225. doi: 10.1016/j.actamat.2009.08.048. [CrossRef] [Google Scholar]
Применение механики перелома к усталости сварки
ScienceDirect Регистр. ://doi.org/10. 1016/j.ijfatigue.2020.105801Get rights and content
Применение механики разрушения для определения усталостного поведения сварных конструкций обсуждается с акцентом на классическую усталость, т. е. общую усталостную долговечность и усталостная прочность по кривой S-N и предел выносливости. Рассмотрены следующие вопросы: особенности развития короткой усталостной трещины, адекватный начальный размер трещины, множественное распространение трещины и ее статистическая обработка, а также остаточные сварочные напряжения. В качестве примера применен подход авторов к определению классов FAT для стыкового шва с различной геометрией носка шва.
Сварные швы традиционно являются предпочтительными местами возникновения повреждений в технических конструкциях, особенно если эти конструкции подвергаются циклическим нагрузкам. Этому есть несколько причин:
В связи с этими характеристиками определение усталостного поведения сварных швов должно учитывать ряд особенностей, которые необходимо учитывать при анализе по сравнению с несварными конструкциями. В этой статье основное внимание будет уделено применению механики разрушения к усталости сварных швов, области, которую можно условно разделить на две области:
В то время как первая область применения в определенных пределах использует общеизвестные сведения 2 , вторая является довольно новой, хотя попытки применить механику разрушения для определения усталостной прочности имеют давнюю традицию, особенно в области сварные швы. Уже в 1974, Стивен Мэддокс из TWI написал: «В настоящее время широко признано, что дефекты неизбежно будут существовать в сварных конструкциях, и старая идея устранения всех обнаруживаемых дефектов должна быть заменена философией проектирования «соответствие назначению». Это делает необходимым определение надежных методов оценки значимости дефектов, особенно в контексте усталости, …. Наиболее многообещающий подход к этой проблеме заключается в использовании основанного на механике разрушения описания распространения усталостной трещины».
С тех пор технология сварки значительно продвинулась вперед, из-за чего прежнее правило, согласно которому срок службы сварного соединения зависит от распространения трещины, а не от ее возникновения, больше не обязательно применяется. Настоящая статья ограничивается усталостным разрушением сварных соединений с зарождением трещины на стыке сварного шва. Более подробные обзоры других аспектов, например. разрушения при монотонной нагрузке можно найти в обзорной статье, состоящей из двух частей, одного из авторов настоящего исследования [1].
Фрагменты раздела
Как упоминалось выше, обычное применение механики разрушения к усталости заключается в определении остаточного ресурса в рамках концепции устойчивости к повреждениям . Этот тип анализа основан на начальной трещине, размер которой определяется пределами неразрушающего контроля (НК). То, что не может быть обнаружено с достаточной вероятностью, считается существующим. Поскольку предел обнаружения неразрушающего контроля обычно находится в диапазоне миллиметров, это означает, что то, что известно как «разрушение длинной трещины
На рис. 5, рис. 6 представлены микроструктуры и стабилизированные кривые циклического напряжения–деформации стали средней и высокой прочности в различных положениях сварного шва. Трещины, возникающие на кромке сварного шва, большую часть времени своего распространения проходят в зоне термического влияния (ЗТВ), вследствие чего при анализе механики разрушения должны учитываться свойства этой зоны. Хотя между основным металлом и ЗТВ не будет большой разницы в механике линейно-упругого разрушения при длинных трещинах, это
В статье обсуждаются различные аспекты, которые необходимо учитывать при применении механических методов разрушения для определения общего ресурса и усталостной прочности сварных соединений. Обсуждаемые вопросы включают (а) короткое распространение трещины, для которого требуется циклическая упруго-пластическая движущая сила трещины, и методология описания постепенного нарастания явления закрытия трещины на этой ранней стадии распространения трещины, (б) спецификация усталость
Ссылки (29)
© 2020 Издательство Elsevier Ltd.
Влияние параметров сварки на хрупкое разрушение сварных соединений резервуаров для хранения сжиженного природного газа , ID статьи:29550,7 стр. DOI:10.4236/msa.2013.43024
Влияние параметров сварки на хрупкое разрушение сварного соединения резервуара для хранения сжиженного природного газа
Абд Эль Фаттах Мустафа Хуршид, Мохамед Ахмед Ганем
Факультет технологии производства и проектирования машиностроения, Инженерный факультет Университета Танта, Танта, Египет.
Эл. пересмотрено 11 января th , 2013; принято 9 февраля th , 2013
Ключевые слова: 9% Ni стальной лист; резервуар СПГ; подвод тепла; Механические свойства; Процесс сварки и хрупкое разрушение
РЕФЕРАТ
Многие приложения работают в условиях достаточно низких температур, когда большинство конструкционных сталей становятся очень хрупкими и, следовательно, непригодными для использования в конструкциях, критически важных с точки зрения безопасности. Таким образом, материалы, используемые в сосудах или резервуарах для хранения, в которых природный газ хранится при температурах сжижения, должны оставаться пластичными и устойчивыми к растрескиванию с высоким уровнем безопасности. Материал также должен иметь высокую прочность, чтобы уменьшить толщину стенок контейнера, и он должен позволять сварку без риска хрупкого разрушения. 9% Ni Стальные пластины являются одним из наиболее распространенных материалов, используемых в резервуарах для хранения СПГ. Однако технология сварки листов из 9%-ной никелевой стали требует высокого уровня навыков сварщика, то есть строго контролируемого параметра сварки для балансировки во избежание образования холодных и горячих трещин и сохранения высокой прочности. Механические свойства являются важными характеристиками сварного соединения, которые должны соответствовать возможности применения, а также функциональным требованиям сварного соединения. Единственный способ улучшить механические свойства сварного соединения – управлять параметрами процесса сварки. Основными переменными процесса дуговой сварки являются тепловложение и межпроходная температура, где две переменные контролируют термический цикл процесса сварки. Эксперимент показал, что для тонких образцов толщиной ≤ 14 мм погонная энергия в диапазоне от 1,4 до 2 кДж/мм и регулирование межпроходной температуры в пределах 80°С обеспечивают высокую прочность на растяжение при улучшении ударных свойств сварного соединения и снижают вероятность хрупкое разрушение произошло за счет увеличения пластичности и снижения предела текучести и повышения температуры перехода.
1. Введение
Металлургические характеристики металла шва, а также зона термического влияния (ЗТВ) очень важны, поскольку они напрямую влияют на механические свойства сварного шва и характеристики соединения. Хорошо известно, что микроструктура металла шва отличается от микроструктуры основного металла, а также ЗТВ. Однако микроструктура сварного шва несколько различается по распределению мартенсита и аустенита, их количеству, размеру зерна и т. д. в зависимости от принятых условий сварки. Более важным применением является (СПГ), который сжижается при температуре -163°C и, следовательно, хранится или транспортируется при температуре -170°C. При этой низкой температуре закалка и отпуск 9% никелевых сталей обладают вязкостью разрушения и трещиногасящими свойствами, необходимыми для безопасного строительства резервуаров и сосудов [1].
Сочетание высокой прочности и хорошей ударной вязкости имеет важное значение для сталей, используемых в сжиженном природном газе. Превосходные ударопрочные свойства стали с 9% никеля при низких температурах обусловлены мелкозернистой структурой прочного никелевого феррита, не содержащего охрупчивающих карбидных сеток. Оптимальная микроструктура и механические свойства достигаются путем тщательно контролируемой термической обработки при производстве стали [2].
Эти уникальные свойства листов из 9%-ной никелевой стали являются результатом микроструктуры, состоящей в основном из мелкозернистого мартенсита и 5-15% остаточного аустенита. Такая микроструктура существует благодаря закалке и отпуску [3-5].
Сварка широко используется в строительстве. В этих областях применения контроль параметров, влияющих на свариваемость сталей с содержанием 9 % Ni, имеет решающее значение для успешного внедрения этих конструкционных материалов [6].
Свариваемость 9Сталь с процентным содержанием никеля является превосходной, и сталь не подвержена растрескиванию и практически не проявляет ухудшения свойств при подводе тепла, обычно используемом во время процедур сварки. Подводимая теплота не должна превышать 3 кДж/мм, а температура между проходами должна быть ограничена максимум 100°C — 150°C [1,2].
Прочность и ударная вязкость, требуемые для металла сварного шва, сильно различаются в зависимости от применения, для которого используется конструкция, а также в зависимости от типа стали и сварочных материалов. В зависимости от сварочных процессов тепловые условия сильно различаются до момента, когда металл шва формируется, затвердевает и охлаждается. Свойства будут различаться в зависимости от условий сварки и особенно без термической обработки после сварки (PWHT), даже если используются идентичные процессы сварки и сварочные материалы. [7].
И прочность, и ударная вязкость являются критическими свойствами, поскольку разрушение может произойти либо из-за вязкого разрыва, либо из-за разрушения. Сочетание важно, поскольку прочность и вязкость обратно пропорциональны друг другу; увеличение прочности при данной температуре почти всегда приводит к снижению вязкости разрушения. Пока нет надежной количественной теории зависимости прочности от вязкости конструкционных сплавов [8].
Для таких неоднородных систем измерение ударной вязкости само по себе не имеет большого значения, если оно не связано со свойствами материала системы при растяжении. Было продемонстрировано, что кажущаяся вязкость разрушения одной и той же микроструктуры ЗТВ может быть резко изменена простым изменением свойств при растяжении в соседнем металле сварного шва [9].].
Скорость охлаждения является основным фактором, определяющим окончательную металлургическую структуру сварного шва и зоны термического влияния (ЗТВ), и особенно важна для термообработанных сталей. В частности, при сварке закаленных и отпущенных сталей низкие скорости охлаждения (в результате высоких тепловложений) могут размягчить материал, прилегающий к сварному шву, снижая несущую способность соединения [10].
Ударная вязкость сварного шва имеет тенденцию к ухудшению с увеличением погонной энергии при сварке. Говорят, что эта тенденция обусловлена ростом аустенитных зерен в околошовной зоне (ЗТВ) во время термического цикла сварки [11,12].
Хотя с увеличением погонной энергии ударная вязкость зоны сварного шва и зоны термического влияния снижается, а предел прочности сварных соединений при растяжении вообще не изменяется [13].
При различных погонных энергиях сварки энергия удара ЗТВ имеет большую разницу, что указывает на тенденцию к изменению тонкой структуры ЗТВ. Контролируя погонную энергию сварки = 20 кДж/см, можно устранить присутствие карбида в ЗТВ и, следовательно, обеспечить ударную вязкость в этой зоне [10,11].
Иногда требуется определенная максимальная межпроходная температура в процессе сварки, например, во избежание образования горячих трещин. В этом случае использование более высокой межпроходной температуры увеличит время нахождения в критическом диапазоне температур [14,15].
Это также относится к металлу сварного шва из высокопрочной стали, но использование высокой межпроходной температуры обычно играет более важную роль. Более длительное время охлаждения обеспечивает диффузию водорода из сварного шва и является основным фактором, позволяющим избежать водородного растрескивания [16].
По мере увеличения межпроходной температуры основной микроструктурный эффект заключается в том, что количество столбчатой структуры в повторно нагретом валике сварного шва уменьшается, и наблюдается увеличение количества областей повторной жесткости и отпуска, особенно в центральных валиках сварного соединения. . Наблюдается небольшое влияние на площадь поперечного сечения каждого наплавленного валика с увеличением межпроходной температуры, но увеличивается доля площади рекристаллизации [17]. За счет устранения столбчатой микроструктуры твердость становится более однородной и снижается. Прочность также снижается при повышении межпроходной температуры, однако ударная вязкость при низких температурах увеличивается.
В заключение, важно контролировать параметры сварки, такие как межпроходная температура. Недавняя работа [18] проанализировала изменение механических свойств высокопрочных металлов шва и пришла к выводу, что изменения в пределе текучести были вызваны не только изменениями состава, но и параметрами процесса, такими как межпроходная температура металла шва.
Предыдущие исследования продемонстрировали эффективные параметры сварки как для металла шва, так и для зон термического влияния в зависимости от скорости охлаждения от пиковой температуры [19-22]. Следовательно, забота об улучшении прочностных свойств и микроструктуры сварного соединения для листов толщиной более 20 мм должна быть в исправном состоянии при использовании погонной энергии в диапазоне 1-3 кДж/мм и межпроходной температуре не более 150˚С.
В более поздних работах было установлено, что подводимая теплота влияет на микроструктуру для повышения ударной вязкости сварного соединения путем регулирования скорости охлаждения и создания типов ферритной фазы, а также влияние образования типов феррита на предел прочности сварного соединения при растяжении [23-25]. ].
Тем не менее, в этом документе рассматриваются тепловложение и межпроходная температура как основные факторы, влияющие на охрупчивание сварных соединений, когда тепловложение находится в подходящем диапазоне, и контроль межпроходной температуры с целью улучшения свойств прочности на растяжение и ударной вязкости сварных швов. сварное соединение. При использовании процесса дуговой сварки защитным металлом с погонной энергией от 1,3 до 2,5 кДж/мм, межпроходной температурой в пределах 80°С и испытательными образцами из листовой стали с содержанием 9% никеля толщиной 6, 10 и 14 мм в вертикальном положении.
2. Экспериментальная процедура
2.1. Основной металл
Сталь SA553 тип 1 (9% Ni) используется для изготовления резервуаров для сжиженного природного газа (СПГ). Содержание ее микроструктуры из мартенсита и остаточного аустенита примерно (от 5% до 15% размера структуры), как показано на (Рисунок 1), поэтому она имеет диапазон прочности на растяжение от 620
Рисунок 1. Представьте микроструктуру стали с 9% Ni пластина.
до 850 МПа, энергия удара при -196°С достигает 100 Дж и более [26].
Испытываемые образцы представляют собой три экипажа разной толщины размером 6, 10 и 14 мм. Химические и механические свойства листовой стали с содержанием 9 % Ni в соответствии со стандартами и фактическое использование в соответствии с сертификатом на материал, как показано в таблицах 1 и 2 [27].
2.2. Сварочный процесс
Однако сварка штучными электродами по-прежнему является очень гибким и жизнеспособным процессом для сварки в полевых условиях, во всех положениях и для всех материалов. При использовании электродов с высоким восстановлением также предлагается значительная экономия.
Таким образом, используя SMAW в качестве процесса сварки, электрод E NiCrFe4 диаметром 2,5, 3,2 и 4,0 мм для сварки испытательных образцов из стали SA553 типа I толщиной 6, 10 и 14 мм. Межпроходная температура поддерживается на уровне не более 80°C с использованием низкого тока и увеличения скорости перемещения для снижения тепловложения.
Химический состав и механические свойства электрода ENiCrFe4 согласно строительным нормам и действующим сертификатам на электроды приведены в таблицах 3 и 4 [28].
Геометрия сварных соединений, как показано на (Рисунок 2), с различным раскрытием корня в зависимости от диаметра электрода.
• 2.3. Механические испытания
• Испытания на растяжение проводились на 2 образцах от каждого сварного соединения. Испытание проведено в соответствии с требованиями ASME IX [29] и ASME II, часть A
. Таблица 1. Химический состав 9%-ной никелевой стали.
Таблица 2. Механические свойства 9%-ной никелевой стали в соответствии со стандартами и фактическим основным металлом.
Таблица 3. Химический состав ENiCrFe4 по кодам и фактическим значениям.
Таблица 4. Стандартные и фактические механические свойства ENiCrFe4.
Рис. 2. Форма шва для различной толщины (6, 10 и 14 мм).
SA370 [30] при комнатной температуре и формы образцов с размерами, как показано на (рис. 3).
• Испытания на изгиб проводятся на 4 образцах от каждого сварного соединения с учетом требований ASME IX и ASME II, часть A, SA370 (2 образца для корневого изгиба и 2 для торцевого изгиба)
• Испытания на удар по Шарпи были проведены в двух зонах металла сварного шва и зонах ЗТВ, по 3 испытательных образца для каждой зоны в соответствии с ASME IX и ASME II часть A, SA370. Температура испытания –196˚C.
• Испытание на боковое расширение проведено в соответствии с ASME IX и ASME II часть A, SA370.
3. Результаты и обсуждение
3.1. Испытания на растяжение
Свойства при растяжении образцов, полученных из сварных соединений с тремя различными уровнями тепловложения, показаны на рисунках 4-6. Результаты испытаний на растяжение показывают, что различные уровни тепловложения превышают 690 МПа, что выше значения стандартов материала.
С металлургической точки зрения микроструктуру затвердевшего наплавленного металла можно определить, определив время процесса охлаждения от 800°C до 500°C. Таким образом, из теплопередачи следующее уравнение для расчета времени охлаждения от 800°C до 500°C в зависимости от подводимой теплоты использовалось во время сварки тестового образца в 3-х измерениях.
(1)
где H.I = подводимая теплота K = коэффициент теплопроводности (Вт/м·K).
Согласно уравнению (1) время охлаждения от 800°C/500°C в диапазоне времени составляет от 7,2 до 13,6 с, что относится к диапазону H. I от 13,4 до 25,2 кДж/мм.
Там, где максимальное значение прочности на растяжение достигается при применении сварки с наименьшим погонным теплом, это связано с более высокой скоростью охлаждения, что позволяет структуре аустенитных кристаллов трансформироваться в мартенситную в процессе затвердевания при сварке [25].
Различное соотношение прочности на растяжение и подводимой теплоты показано на рисунке 5, где изменение значения прочности на растяжение с увеличением подводимой теплоты, потому что
Рисунок 3. Образец для испытаний на растяжение.
тем ниже эффект межпроходной температуры при все еще малом времени охлаждения.
Начальные проходы сварки предварительно нагревают основной металл многопроходных сварных швов. Эффекты максимальны на втором проходе. Поскольку условия предварительного нагрева после второго прохода стабилизируются, результирующее изменение термического цикла и скорости охлаждения является значительным.
Хотя разрушение испытательных образцов произошло в зонах металла шва в некоторых испытательных образцах, но со значениями прочности выше, чем минимальное значение основного металла.
Сравнительные результаты показывают, что погонная энергия имеет большую
Рис.
влияет на свойства при растяжении, с увеличением подводимого тепла прочность сварного соединения на растяжение увеличивается лишь незначительно.
3.2. Испытания на ударную вязкость
Данные ударной вязкости с надрезом по Шарпи с V-образным надрезом, полученные при температуре –196°C в областях WM и HAZ трех сварных соединений, сваренных с разными уровнями подвода тепла, представлены на рисунке 7, где подчеркнутый рисунок показывает среднее значение поглощенной энергии удара. Ясно, что ударная вязкость каждой зоны сварных соединений с тремя различными уровнями погонной энергии удовлетворяет требованиям стандарта в 27 Дж при температуре -196°C, даже когда погонная энергия находится в диапазоне 13,4–25,2. кДж/см.
Показатели ударной вязкости в зонах HAZ и W.M увеличивались по мере снижения H.I. Полосы, богатые аустенитом и ферритеритом, образуются в процессе носки из-за перераспределения элементов C, N и Ni. Аустенит, обогащенный C, N и Ni, все еще стабилен [24].
С другой стороны, на рисунках 8 и 9 результаты ударной вязкости увеличиваются по мере увеличения подводимого тепла до 2,1 кДж, что показано в результате зон HAZ и WM, после чего ударная вязкость снижается по мере увеличения H.I. Это возвращение к увеличению скорости охлаждения, что увеличивает вероятность присутствия нижней бинатной фазы.
Макс. результаты ударной вязкости существуют в зоне HAZ, чем результаты зоны WM, где структура HAZ в основном состоит из мартенсита и остаточного аустенита, на которые влияет только подвод тепла, а WM в основном представляет собой сплав на основе никеля и имеет крупные зерна.
Все результаты испытаний на удар относятся к испытательному образцу в натуральную величину 10 × 10 × 55 мм.
3.3. Направляемые испытания на изгиб
Испытание на изгиб при комнатной температуре, все испытательные образцы для толщины 6 и 10 были испытаны на корневой изгиб (R.B) и лицевой изгиб (F.B), но для 14 мм испытание на изгиб составило
Рис. 7. Результаты ударных испытаний стали 6 мм при различных значениях H.I.
боковой отвод (S.B). Результаты показали хорошую пластичность для всех соединений, и все они были свободны от поверхностных трещин или любых других поверхностных дефектов, как показано в следующей таблице 5.
3.4. Боковые испытания
Как и на рисунках 10 и 11, результаты боковых испытаний показывают, что существует различное соотношение между боковым расширением
Таблица 5. Представьте места и результаты испытаний на изгиб.
R — корень, B — изгиб, F — грань, S — сторона.
Рис. 10. Результаты боковых испытаний 6 мм при разных значениях H.I.
Рис. 11. Результаты боковых испытаний 10 мм при разных значениях H.I.
значения в металле сварного шва (W.M), ЗТВ и подводимой теплоте. Там, где боковое расширение зоны WM уменьшается по мере увеличения H.I, результаты боковых испытаний зоны HAZ увеличиваются по мере увеличения H.I.
Хотя, как показано на рисунке 12, боковое расширение зоны WM и HAZ увеличивается по мере увеличения H.I, а значения результатов боковых испытаний HAZ больше, чем результаты зоны WM.
Все результаты испытаний на боковое расширение показывают, что зоны WM и HAZ превышают требуемое значение стандарта ASME (0,38 мм) и в среднем составляют 0,9 мм.
Рис. 12. Результаты боковых испытаний 14 мм при разных значениях H.I.
Это означает, что зоны сварного шва обладают высокой пластичностью, а в зоне ЗТВ структура остается однородной и мелкозернистой. Зоны WM по-прежнему являются низкими значениями по сравнению со значениями HAZ из-за другого химического состава, а основным элементом сплава является Ni.
4. Выводы
По результатам этого исследования можно сделать вывод, что погонная энергия в диапазоне от 1,34 до 2,0 кДж/мм является более подходящим диапазоном для улучшения свойств прочности на растяжение и ударной вязкости сварного соединения для толщины основной металл ≤14 мм, особенно в зоне ЗТВ.
Высокая скорость охлаждения, достигаемая за счет использования диапазона подвода тепла, оказывает большое влияние на микроструктуру сварного соединения и улучшает механические свойства за счет исключения изменения микроструктуры ЗТВ за счет образования мартенсита и аустенита или бейнита и аустенита. В то время как влияние скорости охлаждения на зернистость микроструктуры заключается в развитии размера зерен, как в металле сварного шва, или в наличии мелкого зерна в зоне ЗТВ.
С другой стороны, улучшение свойств пластичности сварного соединения увеличивает температуру перехода и повышает сопротивление хрупкому разрушению, а также увеличивает критическое напряжение, необходимое для возникновения хрупкого разрушения, поэтому сварное соединение получило больше прав.
Рекомендуется продолжить исследования для улучшения механических свойств сварного соединения, особенно характеристик ударной вязкости, более близких к основному металлу, и снижения вероятности разрушения сварного соединения из-за теплового удара, который может произойти из-за любой утечки. .
5. Благодарности
Было много людей, которые помогли мне зайти так далеко, и я искренне благодарю своих руководителей, профессора А. Б. Д. Эль Фатаха Куршида за то, что он дал мне этот прекрасный шанс в жизни. Благодарим сотрудников механической лаборатории центрального цеха PETROJET за помощь в подготовке, доводке и проведении механических испытаний.
ССЫЛКИ
Тестирование CTOD — TWI
Понятие вязкости разрушения было введено в более ранней статье Connect , Job Knowledge 71, в которой обсуждался тест Шарпи-V, простой качественный тест, который дает только представление о вязкости металла.
В следующих нескольких статьях будут рассмотрены испытания, позволяющие точно количественно измерить вязкость разрушения с использованием полноразмерного образца, содержащего трещину, при нагрузке, характерной для условий эксплуатации.
Позволяет провести анализ соответствия назначению, что позволяет рассчитать критический размер дефекта. Таким образом, до изготовления могут быть установлены реалистичные стандарты приемки и могут быть приняты решения о соответствующих методах неразрушающего контроля и чувствительности обнаружения.
Для оборудования, уже находящегося в эксплуатации, можно обосновать дальнейшее использование треснувших или иным образом дефектных компонентов до тех пор, пока не будет произведен ремонт или замена. Такие инженерно-критические оценки могут сэкономить оператору большое количество времени и денег, что может составить сотни миллионов фунтов стерлингов, например, в случае нефтяной вышки. Хотя тест на раскрытие вершины трещины (CTOD) был разработан для характеристики металлов, он также использовался для определения ударной вязкости неметаллических материалов, таких как свариваемые пластмассы.
Испытание на CTOD является одним из таких испытаний на вязкость разрушения, которое используется, когда перед разрушением может произойти некоторая пластическая деформация — это позволяет вершине трещины растянуться и раскрыться, отсюда и «смещение раскрытия вершины».
В отличие от недорогого квадратного образца для испытания по методу Шарпи-V размером 10 мм на 10 мм с тупым механически обработанным надрезом, образец CTOD может представлять собой всю толщину материала, содержать настоящую трещину и подвергаться нагрузке со скоростью, более репрезентативной для условий эксплуатации. Обычно проводят три испытания при соответствующей температуре, чтобы обеспечить согласованность результатов.
Образец сам по себе является «пропорциональным» — длина, глубина и толщина каждого образца взаимосвязаны, так что, независимо от толщины материала, каждый образец имеет одинаковые пропорции.
Существуют две основные формы – образец квадратного или прямоугольного сечения. Если толщина образца определена как «B», глубина (W) будет равна B или 2B при стандартной длине 4,6W. В центре делают надрез, а затем удлиняют, создавая усталостную трещину, так что общая длина «дефекта» составляет половину глубины испытуемого образца — см. 9.0954 Рис.1 . Поэтому для испытания сварного шва толщиной 100 мм потребуется образец толщиной 100 мм, шириной 200 мм и длиной 920 мм — дорогостоящая операция, достоверность которой можно определить только после завершения испытания.
Испытание проводится путем помещения образца на трехточечный изгиб и измерения степени раскрытия трещины. Это делается с помощью тензорезистора, прикрепленного к зажиму, расположенному между двумя точно расположенными кромками ножа в устье обработанной выемки (9).0954 Рис.2 )
По мере изгиба вершина трещины пластически деформируется до тех пор, пока не будет достигнута критическая точка, когда трещина раскроется в достаточной степени, чтобы инициировать трещину скалывания. Это может привести как к частичному, так и к полному разрушению образца. Испытание может проводиться при некоторой минимальной температуре, например при минимальной расчетной температуре, или, реже, при определенном диапазоне температур.
Значения, необходимые для расчета ударной вязкости, представляют собой, во-первых, нагрузку, при которой происходит разрушение, и, во-вторых, степень раскрытия трещины в точке распространения трещины ( Рис. 3 ).
Поскольку известна длина трещины и отверстие в устье надреза, можно легко рассчитать раскрытие вершины трещины с помощью простой геометрии. Во время испытания результаты автоматически заносятся в диаграмму нагрузки/перемещения (рис. 4). Это иллюстрирует различные формы кривой, которые могут быть получены: (а) — это испытание, при котором испытуемый образец ломается хрупким образом с небольшой пластической деформацией или без нее. (b) демонстрирует «всплеск», когда хрупкая трещина зарождается, но распространяется только на короткое расстояние, прежде чем она остановится в более прочном материале — это может произойти несколько раз, придавая кривой вид пилы, или после этого может произойти однократная всплесковая деформация. продолжайте пластично, как в (с), который демонстрирует полностью пластичное поведение.
Расположение надреза в ЗТВ сварного шва или в основном металле важно, так как неправильно расположенная усталостная трещина не захватит требуемую область, что сделает испытание недействительным. Чтобы быть уверенным, что вершина трещины находится в правильной области, перед обработкой надреза и усталостным растрескиванием часто проводят полировку и травление с последующим металлургическим исследованием. Это позволяет очень точно позиционировать вырез. Проверка может также проводиться после испытаний в качестве дополнительного подтверждения достоверности результатов испытаний.
После разрушения образца поверхность трещины исследуют, чтобы убедиться, что усталостная трещина имеет достаточно прямой фронт. Остаточные напряжения, присутствующие в сварном соединении, могут привести к тому, что фронт усталостной трещины будет неравномерным — если он будет чрезмерным, испытание может быть недействительным. Чтобы преодолеть эту проблему, образец для испытаний может быть локально сжат на конце обработанного надреза, чтобы перераспределить остаточное напряжение.
Часто можно увидеть два углубления с каждой стороны образца, где было выполнено это сжатие. Само усталостное растрескивание следует проводить при низком диапазоне напряжений. Использование высоких напряжений для ускорения процесса усталостного растрескивания может привести к образованию большой области пластической деформации перед усталостной трещиной, что сделает результаты испытания недействительными.
К сожалению, другие причины неудачного испытания можно определить только после завершения испытания и изучения поверхности трещины. Измеряется точная длина усталостной трещины — это требуется для анализа — но если длина трещины не находится в пределах, требуемых спецификацией, испытание считается недействительным. Если усталостная трещина находится не в одной плоскости, если трещина расположена под углом к вырезанному на станке надрезу или если трещина находится не в нужной области, может потребоваться повторение испытания.
| БС 7448 | Части 1-4 Испытания на ударную вязкость по механике разрушения |
| БС 7910 | Руководство по методам оценки приемлемости дефектов в металлических конструкциях. |