Классификация дефектов сварных швов и соединений
В процессе образования сварного соединения в металле шва и зоне термического влияния могут возникать дефекты, приводящие к снижению прочности, эксплуатационной надежности, точности, а также ухудшающие внешний вид изделия. Дефекты оказывают большое влияние на прочность сварных соединений и могут явиться причиной преждевременного разрушения сварных конструкций. Особенно опасны трещиноподобные дефекты (трещины, непровары), резко снижающие прочность, особенно при циклических нагрузках.
Дефекты сварных соединений по месту их расположения делятся на внутренние и наружные.
К дефектам, связанным с металлургическими и тепловыми явлениями, происходящими в процессе формирования и кристаллизации сварочной ванны и остывания металла, относятся: горячие и холодные трещины в металле шва и околошовной зоне, поры, шлаковые включения (рис. 36, а).
Рис. 36. Дефекты сварных швов
а — связанные с металлургическими явлениями, 1 — трещины; 2 — шлаковые включения; 3 — поры и свищи; б — связанные с нарушением режима сварки; 1 — непровары; 2 — подрезы; 3 — наплава; 4 — прожоги; 5 — незаверенный кратер
 (рис. 36, б).
(рис. 36, б).Наружные дефекты могут быть выявлены внешним осмотром.
Для обнаружения внутренних дефектов требуются специальные методы неразрушающего контроля и контроля с разрушением всей или части сварной конструкции.
Непровар — это местное отсутствие сплавления между свариваемыми элементами, между металлом шва и основным металлом или между отдельными слоями шва при многослойной сварке. Непровар уменьшает сечение шва и вызывает концентрацию напряжений, что может значительно снизить прочность и надежность конструкции. Величина допустимых непроваров регламентируется СНиП III-18-75. Непровары, величина которых превышает допустимую, подлежат исправлению.
Непровар в корне шва вызывается недостаточной силой тока или неоправданно высокой скоростью сварки на данном режиме. Непровар кромки вызывается смещением электрода с оси стыка, а также блужданием дуги. Непровар между слоями шва получается в результате плохой очистки предыдущих слоев или при натекании расплавленного металла под дугу.
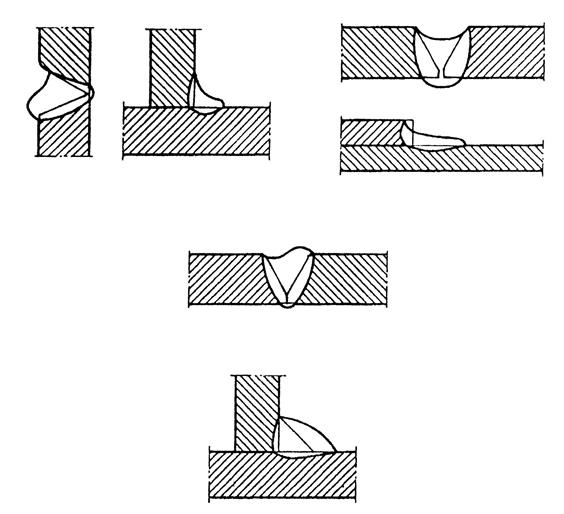
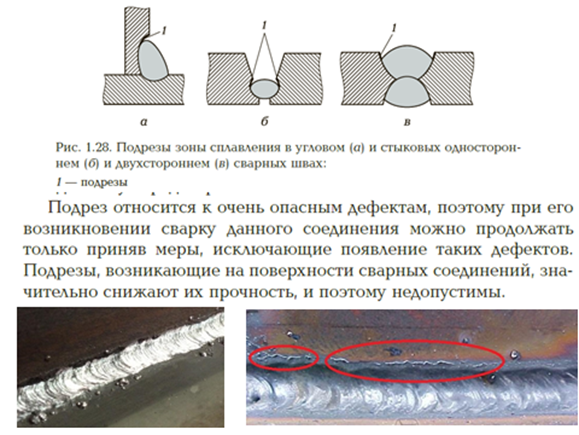
Подрезом называется местное уменьшение толщины основного металла у границы шва. Он приводит к концентрации напряжений, если расположен перпендикулярно действующим рабочим нагрузкам. Глубина допустимых подрезов регламентируется СНиП III-18-75.
Наплывом называется натекание металла шва на поверхность основного металла без сплавления с ним.
Прожогом называется полость в шве, образовавшаяся в результате вытекания сварочной ванны. Прожог является недопустимым дефектом и подлежит обязательному исправлению.
Кратером называется незаваренное углубление, образующееся после обрыва дуги в конце шва. В кратере, как правило, образуются усадочные рыхлости и трещины.
Подрезы, натеки, наплывы, прожоги, незаверенные кратеры, трудно удаляемый после сварки шлак и брызги вызываются преимущественно чрезмерной силой тока и напряжения на дуге, неоправданно большим диаметром электрода, неправильными манипуляциями концом электрода, некачественной сборкой под сварку.
Пороки сварных соединений и методы контроля сварки » Привет Студент!
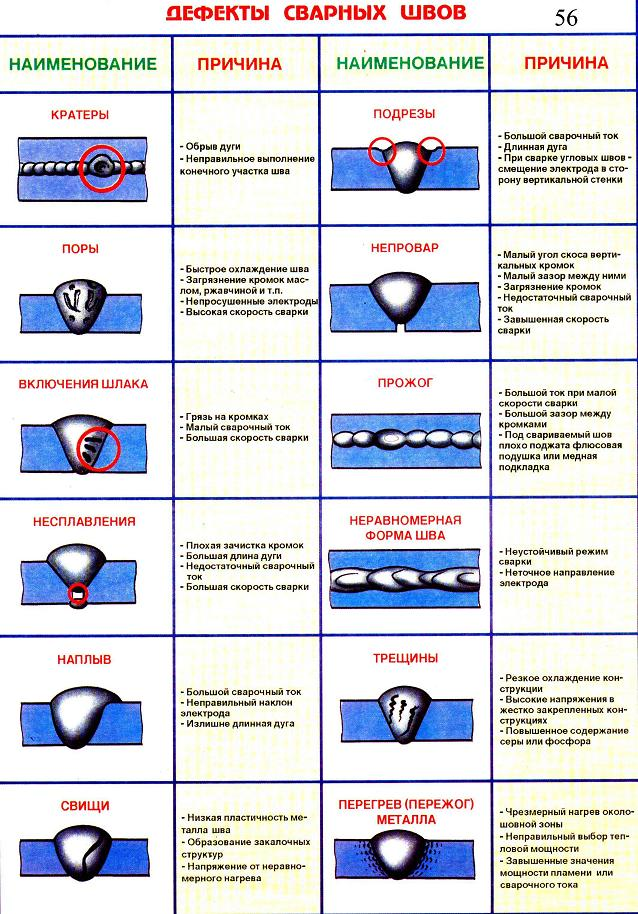
Пороками сварных соединений называют такие недостатки их, которые снижают прочность соединения и, следовательно, надежность всей конструкции. Главными видами пороков сварных соединений являются непровар, неполномерный шов, пережог, проплавление и прожог, подрезы, наплывы, пористость, трещины.
Непровар. Непроварами называют отсутствие соединения между основным и наплавленным металлом или недостаточное проникновение наплавленного металла в основной.
Пример непровара показан на фиг. 395, а, б.
Причиной непровара при всех видах сварки может быть загрязнение поверхности свариваемых деталей, при дуговой и контактной сварке—недостаточная сила сварочного тока, при газовой — применение несоответствующего наконечника горелки, при газовой и дуговой — преждевременное введение в сварочную ванну присадочного материала или слишком большая скорость сварки. Непровар является наиболее серьезным дефектом сварных швов.
Неполномерный шов
Пережогом в сварочном деле называют сильное окисление наплавленного и прилегающего к нему основного металла; в результате пережога прочность шва понижается. Причиной пережога при газовой сварке является избыток кислорода, при дуговой — излишне длинная дуга. Пережог является результатом совершенно неправильного режима сварки и представляет собой такой же серьезный дефект, как и непровар.
Проплавление и прожог. Проплавлением называют сквозное расплавление основного металла при хорошем соединении свариваемых деталей. Причиной проплавления при всех видах сварки является избыток тепла, подводимого к месту сварки.
Местное расплавление дугой основного металла, сопровождающееся образованием пустой полости или без образования таковой, называется прожогом. Прожоги наблюдаются при сварке деталей небольшой толщины.
Подрезы. Выплавление или выгорание металла по границам сварочного шва называют подрезом (фиг. 395, г). Подрез ослабляет прочность сварного соединения, особенно при динамической нагрузке. Причиной подрезов являются задержки дуги или пламени горелки на одном месте или неравномерность в подаче присадочного материала.
Наплывами называют отсутствие соединения между краем шва и основным металлом при наличии хорошего соединения во всей остальной части шва. Причиной наплывов может быть густоплавкость присадочного материала.
Пористостью сварного шва называют наличие в нем газовых пузырей, свищей, включения шлаков. Причиной пористости является загрязнение основного и присадочного материала.
Трещины вызываются большими внутренними напряжениями, возникающими в основном и наплавленном металле. Причиной больших внутренних напряжений может быть неправильное ведение сварки: отсутствие зазора между свариваемыми деталями, большое количество сварочных швов на небольшом участке металла, отсутствие подогрева и термической обработки для смягчения внутренних напряжений. В ряде случаев трещины можно исправить заваркой или перекрытием накладками, привариваемыми к изделию.
Причиной больших внутренних напряжений может быть неправильное ведение сварки: отсутствие зазора между свариваемыми деталями, большое количество сварочных швов на небольшом участке металла, отсутствие подогрева и термической обработки для смягчения внутренних напряжений. В ряде случаев трещины можно исправить заваркой или перекрытием накладками, привариваемыми к изделию.
Кратерами называются углубления в сварочном шве при дуговой сварке. Причиной кратеров являются обрывы дуги. Незаваренные кратеры в середине швов, выполненных ручной или автоматической сваркой (вследствие обрыва дуги), являются так же серьезными дефектами, так как они могут служить очагами образования трещин в процессе работы сварной конструкции.
Методы контроля сварки
Технический контроль производства сварочных работ нельзя ограничивать оценкой степени доброкачественности уже выполненных работ, а следует распространять на самый процесс работы и даже на подготовку к ней. Поэтому при правильной постановке дела технический контроль должен быть предварительным, пооперационным — во время самого процесса сварки и приемочным— после окончания сварочных работ.
Поэтому при правильной постановке дела технический контроль должен быть предварительным, пооперационным — во время самого процесса сварки и приемочным— после окончания сварочных работ.
Предварительный контроль заключается в проверке качества основного и присадочного металла, обмазок и флюсов, проверке правильности разделки швов, точности совпадения кромок и соблюдения необходимых зазоров. К предварительному контролю относят также проверку квалификации сварщика.
Контроль во время процесса сварки (пооперационный). В процессе сварки необходимо следить за силой сварочного тока или применением соответствующих горелок, толщиной наплавленного слоя, за очисткой поверхности шва от окалины и шлака в случае наложения следующего слоя, за правильностью ведения процесса в целом.
Контроль по окончании работ. Для выявления дефектов сварки пользуются внешним осмотром, просвечиванием рентгеновскими лучами, магнитным методом, механическими испытаниями, металлографическими исследованиями.
Внешний осмотр. После прихватки и сварки изделия подвергают осмотру. Осмотром проверяют правильность размеров шва, а также его качество. В случае обнаружения мест, подозрительных в отношении трещин, такие места промывают спиртом и подвергают травлению 10%-ным водным раствором азотной кислоты, после чего поверхность шва принимает матовый вид. Подготовленная таким образом поверхность шва просматривается в лупу.
Просвечивание рентгеновскими лучами. Этот метод контроля основан на свойстве рентгеновских лучей неодинаково проникать через различную среду. В сварном шве рентгеновские лучи поглощаются металлом в большей мере, чем шлаковыми включениями, газовыми пузырями, трещинами; также чем толще слой металла, тем большее количество лучей поглощается им.
Различают два способа рентгеновского контроля — визуальный и фотографический. Первый заключается в наблюдении картины просвечивания на экране, второй — в фотографировании этой картины. Фотографический метод дает более надежный результат.
Доброкачественный шов дает ровное потемнение пленки, а различные дефекты создают отклонения от такого характера рентгенограммы; так, непровар обнаруживается резкостью границы между наплавленным и основным металлом; шлаковые включения и базовые пузыри выходят на негативе темнее основного металла и т. д.
На фиг. 396 показан рисунок рентгенограммы V-образного шва с непроваром в нижней части.
Рентгеновский контроль применяют в целях установления правильных режимов сварки деталей, дающих большой процент брака, а также в тех случаях, когда о качестве сварки трудно судить по наружному осмотру; целесообразно также применение этого метода контроля при опытной сварке сложных и особо ответственных деталей.
Длина просвечиваемого участка шва обычно не превышает 300 мм. В некоторых случаях требуется просвечивание рентгеном 10, 20% и более сварных швов данного изделия.
Магнитный контроль. При магнитном испытании сварочный шов покрывают бумагой, на которую насыпают порошок магнитного железа. При пропускании через исследуемое сварное соединение магнитного потока частицы порошка расположатся по направлению магнитных линий. В случае наличия в сварочном шве шлаковых включений, непровара, трещин сопротивление шва магнитному потоку в местах таких дефектов сварки будет больше, чем в сплошном металле, и распределение магнитных линий окажется неравномерным. Неравномерность распределения силовых линий в исследуемом материале отражается на распределении частиц порошка, находящегося на бумаге, и позволяет установить наличие в исследуемом шве дефектов.
При пропускании через исследуемое сварное соединение магнитного потока частицы порошка расположатся по направлению магнитных линий. В случае наличия в сварочном шве шлаковых включений, непровара, трещин сопротивление шва магнитному потоку в местах таких дефектов сварки будет больше, чем в сплошном металле, и распределение магнитных линий окажется неравномерным. Неравномерность распределения силовых линий в исследуемом материале отражается на распределении частиц порошка, находящегося на бумаге, и позволяет установить наличие в исследуемом шве дефектов.
Магнитный контроль производят также приборами, действие которых заключается в намагничивании исследуемого соединения электромагнитом. Наличие дефектов (непровар, шлаковые включения, газовые пузыри, трещины) отражается на степени намагничивания и улавливается по силе звука в телефонной трубке или по показанию стрелки прибора.
Магнитный контроль дает хороший результат в случае стыковых соединений листов толщиной до 25 мм; для швов внахлестку и тавровых его не применяют.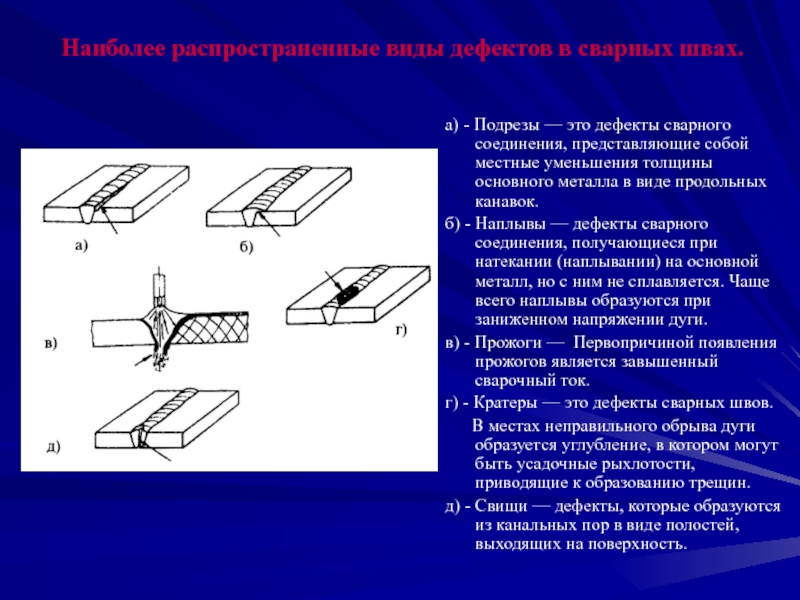
Механические испытания. Наплавленный металл и сварные швы подвергают испытаниям на растяжение, удар и изгиб, для чего готовят образцы, форма и размер которых должны соответствовать действующим ГОСТ. Механические испытания готовых изделий должны производиться под нагрузками, обеспечивающими необходимый запас прочности сварной детали при ее работе, но без излишних перегрузок. В результате нагрузок, значительно превышающих нагрузку детали в работе, могут возникать мелкие трещины, не различимые при испытании, но могущие повести к разрушению изделия в процессе его службы.
Сварные сосуды, котлы, трубопроводы испытывают на прочность гидравлическим давлением. Обнаруженные такими испытаниями неплотности не следует устранять подчеканкой, так как подчеканенные участки впоследствии быстро корродируют; участки шва с обнаруженными неплотностями необходимо вырубать, заваривать и подвергать новому испытанию.
Металлографический контроль. Рассмотрение макро- и микрошлифов металла сварного соединения позволяет судить о качестве сварного металла и выявить структуру переходных зон.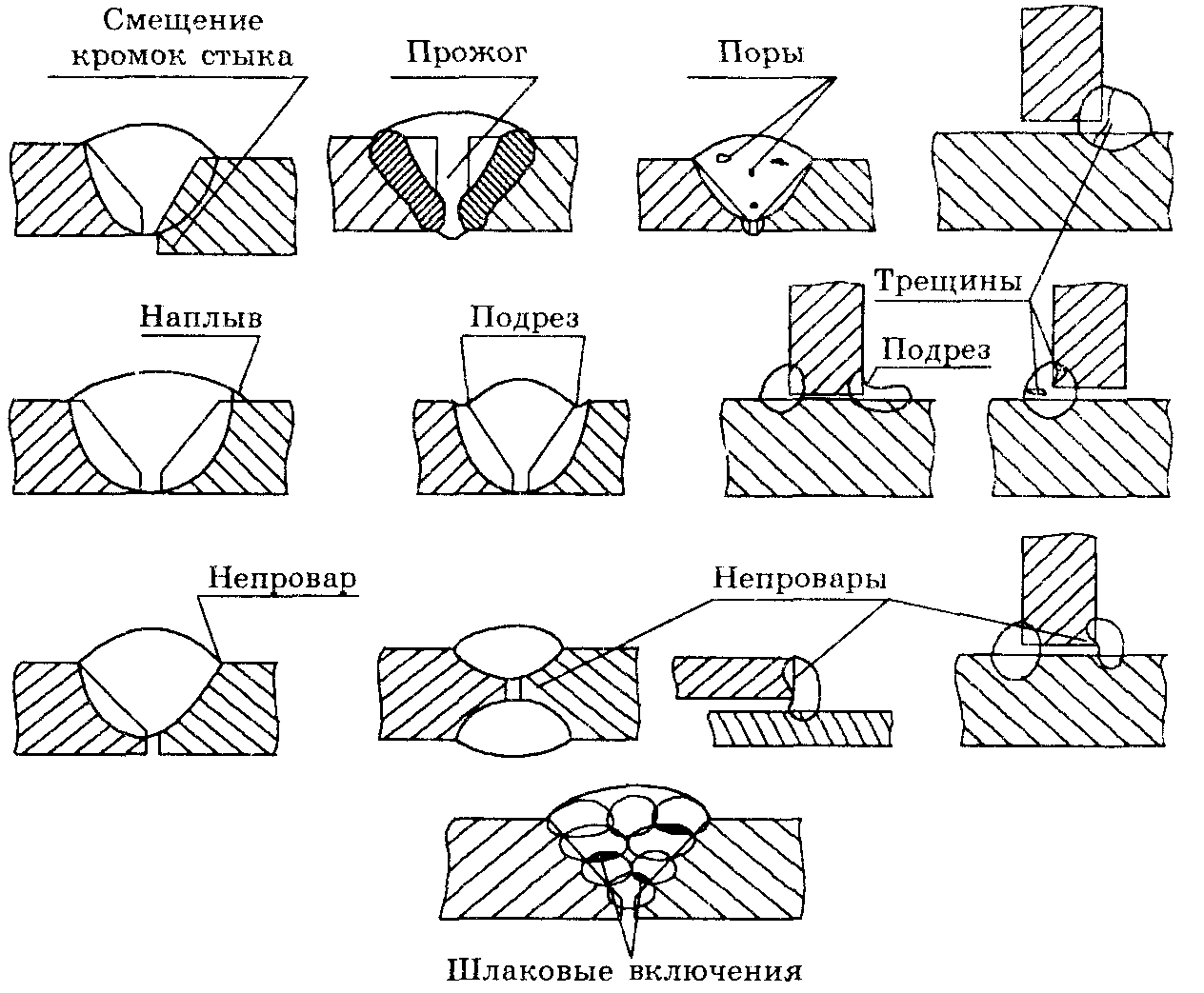 Этим методом обнаруживают и все виды пороков сварки.
Этим методом обнаруживают и все виды пороков сварки.
Систематически проводимый металлографический контроль является надежным средством для установления рационального режима сварки в определенных условиях производства сварочных работ.
Техника безопасности при сварочных работах
Техника безопасности при сварочных работах подробно регламентируется соответствующими инструкциями и правилами; мы остановимся лишь на главнейших и общих требованиях.
При газовой сварке необходимо правильное обращение с кислородными баллонами. Нельзя допускать баллоны к эксплуатации, если срок периодического испытания их уже наступил; этот срок должен быть указан клеймом, накладываемым технической инспекцией. Наполненные газом баллоны не должны подвергаться ударам и нагреву, так как возникающие при ударе искры могут вызвать взрыв баллона. Редуктор, навинчиваемый на кислородный баллон не должен иметь следов масла и жира. Нельзя допускать переноску баллонов на руках во избежание удара, если баллон уронят. Редуктор должен содержаться в чистоте, так как от трения частиц пыли, ржавчины также может возникнуть искра, которая приводит в атмосфере кислорода к возгоранию металла редуктора. Отогрев вентиля и редуктора можно производить только горячей водой или паром, не допуская применения пламени горелок.
Редуктор должен содержаться в чистоте, так как от трения частиц пыли, ржавчины также может возникнуть искра, которая приводит в атмосфере кислорода к возгоранию металла редуктора. Отогрев вентиля и редуктора можно производить только горячей водой или паром, не допуская применения пламени горелок.
Ацетиленовые генераторы необходимо содержать в чистоте и держать их на расстоянии не ближе 10 м от горелок. Подводящие газ шланги не должны пропускать газа. Водяной затвор должен быть всегда наполнен водой и находиться под постоянным наблюдением сварщика. Сварщик обязан следить за плотностью закрывания кранов горелки и не должен выпускать из рук или ставить куда-либо горящую горелку.
Все части электросварочных установок, находящиеся под напряжением, должны быть надежно заземлены медным проводом сечением не менее 6 мм2. Прикосновение голыми руками к токоведущим частям сварочной машины допускается только при выключении рубильника. При всех работах по электросварке внутри сосудов, цистерн и резервуаров рекомендуется пользоваться резиновыми ковриками или резиновыми галошами.
Для предохранения глаз от поражения действием световых лучей при газовой сварке необходимо пользоваться очками с защитными стеклами темного цвета; при дуговой сварке защитные стекла должны быть укреплены в щитке или шлеме, защищающем не только глаза, но и лицо сварщика от ожогов.
Для защиты от капель и брызг расплавленного металла сварщик должен пользоваться рукавицами и быть одетым в спецодежду, плотно прилегающую к телу.
В помещениях, предназначенных для сварочных работ, необходимо устраивать вентиляцию, гарантирующую отвод вредных газов, и нельзя допускать хранения легковоспламеняющихся материалов.
Рабочие, занятые очисткой швов от окалины и шлака, должны быть снабжены очками, предохраняющими глаза от засорения.
Нельзя допускать производства сварочных работ на изделиях, находящихся под давлением жидкости или газов.
Токоведущие сварочные провода и газовые шланги нельзя укладывать совместно.
Место производства сварочных работ необходимо ограждать перегородками или переносными щитками.
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
Пароль на архив: privetstudent.com
Дефекты сварных соединенийВ процессе образования сварного соединения в металле шва и околошовной зоны могут возникнуть дефекты, которые в зависимости от причин, их вызывающих, делятся на две группы: первая — дефекты, связанные с особенностями технологических и тепловых процессов, протекающих непосредственно при нагреве, кристаллизации и остывании сварного соединения. Вторая— дефекты формирования шва, их происхождение связано с нарушением режима сварки, неправильной подготовкой под сварку, неисправностью сварочной аппаратуры и другими причинами общего характера. По способам обнаружения дефекты делятся на внешние и внутренние- К внешним относятся дефекты, расположенные на поверхности сварного соединения и обнаруживаемые невооруженным глазом или с помощью лупы. Дефекты технологических и тепловых процессов сварки. К дефектам указанной группы относятся кристаллизационные трещины, поры, холодные трещины, неметаллические включения, несплавление. Кристаллизационными (горячими) трещинами называются микро- или макроскопические, имеющие характер надреза, несплошности, зарождающиеся в интервале температур кристаллизации металла. Трещины могут развиваться при остывании металла в твердом состоянии. По отношению к оси шва трещины делятся на продольные и поперечные. Продольные трещины могут располагаться по оси шва в месте стыка столбчатых кристаллитов или между соседними кристаллитами. Поперечные трещины располагаются между соседними кристаллитами. Кристаллизационные трещины являются одним из основных видов брака при сварке. Наличие трещин в сварном соединении не допускается, так как они могут послужить причиной разрушения изделия. Несплошности (пустоты) между кристаллитами по оси шва или по его сечению называются порами. Поры могут выходить или не выходить на поверхность сварного шва, они располагаются цепочкой или группами. Поры являются недопустимым дефектом для сварных швов изделий, работающих под давлением или вакуумом, предназначенных для хранения и транспортирования жидких и газообразных продуктов. По сравнению с трещинами поры менее опасны, однако их наличие нежелательно. В отличие от кристаллизационных (горячих) холодные трещины образуются в сварных соединениях при невысоких температурах (ниже 200 °С)- Особенностью холодных трещин является замедленный характер их развития. Холодные трещины в основном зарождаются по истечении некоторого времени после сварки и затем медленно, на протяжении нескольких часов и даже суток, распространяются по глубине и длине. Холодные трещины — это типичный дефект сварных соединений из средне- и высоколегированных сталей. Холодные трещины в металле шва появляются, главным образом, в том случае, когда по содержанию углерода и легирующих элементов металл шва близок к составу основного металла. Неметаллическими включениями называют посторонние частицы, оставшиеся в металле шва (частный случай — шлаковые включения). Неметаллические включения образуются в результате реакций, протекающих в жидком металле, и попадания частичек покрытия электродов и других материалов, соприкасающихся с жидким металлом. Неметаллические включения нежелательны, так как приводят к снижению ударной вязкости металла шва, прочностных характеристик и деформационной способности. При дуговой сварке образуется зона несплавления в том случае, если к моменту заполнения углубления, появившегося в основном металле под сварочной дугой, жидкая пленка, покрывающая поверхность, успела закристаллизоваться, а запас теплоты, накопленный в сварочной ванне, недостаточен для повторного расплавления основного металла. Для предупреждения образования зоны несплавления на практике с увеличением скорости сварки необходимо соответственно повышать коэффициент формы шва. Дефекты формирования шва. Из-за неправильного выбора режима сварки, отклонений параметров режима от заданных, неправильной подготовки изделия под сварку, неисправности аппаратуры в сварном соединении могут возникнуть дефекты — непровары, подрезы, наплывы и прожоги. Непровар представляет собой отсутствие расплавления основного металла и соединения свариваемых элементов по их толщине. Такой вид непровара называется непроваром в корне шва или по сечению. Бывает непровар по кромкам разделки или между слоями шва, когда нет соединения между металлами основным и шва и между отдельными слоями при многослойной сварке. Непровар в корне шва образуется из-за уменьшения сварочного тока, увеличения напряжения на дуге или скорости сварки, уменьшения скорости сварки (расплавленный металл сварочной ванны затекает вперед ня холодный основной металл и не сплавляется с ним), неточного направления электрода по оси разделки, неправильного возобновления процесса сварки после смены электрода. Подрезом называется местное уменьшение толщины основного металла у границы шва. Наиболее часто подрезы образуются в угловых соединениях и при сварке многослойных швов. Реже — при сварке однослойных стыковых швов. В большинстве случаев подрез появляется при значительно повышенном напряжении на дуге или из-за плохо выполненной сварки. Образование подрезов при сварке стыковых швов без разделки связано с плохим растеканием части металла шва, усиливающим шов. Натекание расплавленного металла на поверхность основного металла без сплавления с ним называется наплывом. Наплывы в основном наблюдаются при сварке стыковых и тавровых соединений. Для предотвращения появления наплывов необходимо увеличить напряжение на дуге (увеличение ширины шва) или уменьшить количество наплавляемого металла. Наплыв устраняется удалением лишнего металла механическим способом. В конце процесса сварки при обрыве дуги образуется углубление, называемое кратером. Кратер ослабляет шов и является источником появления трещин. Если сварка ведется без выводных планок, то кратер следут тщательно заваривать и обрывать дугу уже на заваренном участке шва. Шлаковые включения представляют собой видимые невооруженным глазом участки шлака, расположенные в металле шва у границы сплавления, между слоями наплавленного металла или в корне шва. Шлаковые включения образуются из частиц шлака расплавленного покрытия электродов, остатков плохо очищенной шлаковой корки. Если наличие шлаковых включений превышает допустимые для данного изделия нормы, то дефектные участки вырубаются и завариваются заново. Недопустимым дефектом в швах являются прожоги, которые представляют собой пустоты в шве, появившиеся в результате вытекания сварочной ванны. Прожоги образуются при значительно большем сварочном токе, зазоре, чем требуется по технологии, изменении наклона электрода или изделия. Места прожогов должны быть зачищены и заварены заново. Влияние дефектов на прочность сварных соединений. Влияние дефектов на механические свойства сварных соединений определяется величиной и формой дефектов, частотой их повторения, материалом конструкции, условиями эксплуатации и характером нагрузки. В конструкциях, работающих при статических и динамических нагрузках, одни и те же дефекты неодинаково влияют на сварные соединения. При статической нагрузке основное влияние на прочность конструкций, работающих при температурах до —60 °С, оказывает относительная величина дефекта при условии, что материал сварного соединения имеет большой запас пластичности. При более низких температурах прочность характеризуется интенсивностью напряжений в зоне дефекта. Степень влияния подрезов на усталостную прочность зависит от глубины подреза, величины остаточной напряженности и вида сварного соединения. Так, у трубопроводов для горючих, токсичных и сжиженных газов не допускаются подрезы в местах перехода сварного шва к основному металлу глубиной более 0,1 толщины стенки трубы, но не более 1 мм. На одном стыке допускается подрез общей протяженностью не более 30% длины шва. Сварные стыки трубопроводов, работающих при условном давлении от 10 до 100 МПа (от 100 до 1000кгс/см2) и температуре от —50 до +510°С, бракуют при наличии подрезов в местах перехода от шва к основному металлу длиной более 20% протяженности шва при наружном диаметре до 159 мм и длиной более 100 -мм при наружном диаметре свыше 159 мм. Поры являются причинами усталостных разрушений в угловых, стыковых и в поперечных швах (по отношению к действующей нагрузке) с высокими растягивающими остаточными напряжениями. Поэтому в сварных швах трубопроводов высокого давления не допускаются одиночная пора, сплошная цепочка или сетка пор (независимо от длины и площади) размером более 5% толщины стенки трубы при ее толщине до 20 мм и свыше 1 мм при большей толщине и наличии двух и более пор на 100 мм сварного шва- В нахлесточных соединениях поры практически не влияют на их выносливость. Отрицательное влияние на прочность сварки соединений оказывают также шлаковые включения. Непровар оказывает большое влияние на ударную прочность металла сварных швов. Эксплуатация сварных конструкций показывает, что сварочные напряжения и деформации в основном не снижают несущей способности конструкций. Но в некоторых случаях изменение размеров и формы сварной конструкции снижает ее работоспособность, портит внешний вид и даже может привести к разрушению. Так, искривление продольной оси элементов конструкций, работающих на сжатие, местное выпучивание, грибовид-ность полок колонн и балок могут привести к потере устойчивости и разрушению всей конструкции. Существует общая закономерность снижения прочности сварных конструкций под действием ударной нагрузки при наличии подрезов, пор, шлаковых включений и непроваров. Виды, количество и размеры допускаемых внутренних дефектов зависят от назначения конструкции. У трубопроводов для горючих, токсичных и сжиженных газов сварные швы бракуют, если обнаружены трещины любых размеров и направлений, свищи, сетки или цепочки пор, шлаковые или другие инородные включения, непровар в корне шва, межваликовые несплавления. Примерно такими же являются браковочные признаки для трубопроводов высокого давления. В сварных соединениях стальных конструкций промышленных и гражданских зданий и сооружений допускаются непровары по сечению швов в соединениях, Доступных сварке с двух сторон глубиной до 5% толщины металла, но не более 2 мм при длине непровара не более 50 мм и общей длине участков непровара не более 200 мм на 1 м шва. Кроме того, возможны непровары в соединениях, доступных сварке с одной стороны (без подкладок), глубиной до 15% толщины металла, если она не превышает 20 мм. —- Работоспособность сварных соединений и сварных конструкций в целом во многом определяется качеством сварных швов. Вопросы надежности работы сварных конструкций в настоящее время приобретают все большее значение из-за их эксплуатации при высоких -и низких температурах, в агрессивных средах, при больших рабочих напряжениях. При обработке материалов, в том числе и при сварке, практически всегда образуются различные дефекты. Вид дефектов и механизм их появления зависят от особенностей технологического процесса. При сварке плавлением образование дефектов определяется характером взаимодействия жидкого и твердого металлов, а также металлов с газами и шлаком. Жидкий металл растворяет определенное количество газов из воздуха и газообразных продуктов разложения электродного покрытия. В сварных соединениях встречается несколько групп дефектов. В зависимости от места нахождения и вида дефекты делятся на наружные и внутренние. К наружным дефектам относятся дефекты формы шва (неравномерные ширина и высота шва, бугры, седловины, разная высота катетов) и подрезы, прожоги, поджоги, наплывы, незаверенный кратер и вышедшие на поверхность газовые поры, трещины. К внутренним дефектам относятся трещины, непровары, поры, шлаковые включения, слипания. Процесс формирования шва и образования дефектов формы шва прежде всего связан с режимом сварки и пространственным положением сварного соединения. Основными элементами режима, влияющими на процесс формирования шва, являются величина, род и полярность тока, напряжение дуги и скорость сварки. Подрезы (рис. 83) представляют собой углубления в основном металле, идущие по краям сварного шва. Глубина подреза может достигать нескольких миллиметров. Причиной образования подрезов может быть большая сила тока и повышенное напряжение, смещение электрода относительно оси шва, неудобное пространственное положение шва при сварке, небрежность или недостаточная квалификация сварщика. Незаполнение углубления металлом и появление подреза определяются соотношением скорости кристаллизации металла шва и заполнения углубления жидким металлом. Поэтому устранить подрезы можно, уменьшив скорость кристаллизации или увеличив скорость заполнения углубления металлом. Обычно снижают скорость кристаллизации за счет уменьшения скорости сварки, предварительного подогрева деталей или применения многоэлектродной сварки, однако влияние предварительного подогрева, очевидно, связано не только со снижением скорости кристаллизации металла, но и с улучшением смачиваемости твердого металла расплавленным металлом вследствие меньшей разности температур между ними. Рис. 83. Подрезы Влияние подрезов на усталостную прочность зависит от глубины подреза, величины остаточных напряжений и вида сварного соединения. Так, у трубопроводов для горючих, токсичных и сжиженных газов не допускаются подрезы в местах перехода сварного шва к основному металлу глубиной более 0,1 толщины стенки грубы, но не более 1 мм. Рис. 84. Прожоги При повышении погонной энергии сварочной дуги увеличивается объем расплавленного металла. Если увеличение погонной энергии произошло за счет повышения силы сварочного тока, заметно возрастет и давление дуги. Поэтому при повышении погонной энергии возможно, что силы давления дуги и гидростатического давления станут больше сил поверхностного натяжения, что приведет к вытеканию металла и образованию прожогов (рис. В конце сварки при внезапном обрыве дуги образуется углубление, называемое кратером. Размеры кратера зависят от силы сварочного тока. Если сварку ведут без выводных планок, кратер следует тщательно заваривать и обрывать дугу на уже заваренном участке шва. Чрезмерная сила тока при длинной дуге и большой скорости сварки, увеличенный наклон сварного шва, неправильное манипулирование электродом, неудобное пространственное положение шва, выполнение вертикальных швов снизу вверх и недостаточный опыт сварщика могут привести к наплывам (рис. 85) расплавленного металла на нерасплавленный основной металл. Наплывы могут быть местными или иметь значительную длину. Рис. 85. Наплывы в швах Рис. Неравномерная ширина швов, неравномерность усиления по длине шва, местные бугры и седловины (рис. 86) образуются из-за недостаточной квалификации сварщика, неправильных движений электрода, зависящих от зрительно-двигательной координации сварщика, а также в результате отклонений от заданных размеров зазора кромок при сборке. Рассмотренные дефекты формы шва снижают прочность сварных соединений и косвенно указывают на возможность возникновения внутренних дефектов. Образование пор (рис. 87) в металле сварных швов во многом определяется содержанием газов в металле, поэтому изучение вопросов распределения газов между металлом и газовой средой позволяет проектировать научно обоснованные технологические процессы и разрабатывать мероприятия по снижению пористости сварных швов. Металл сварочной ванны всегда содержит некоторое количество газа, которое попадает в него в процессе изготовления конструкции, вследствие нарушения защиты сварки или может образоваться в металле сварочной ванны в результате химической реакции. Рис. 87. Пористость в наплавленном металле шва При некоторых условиях может произойти перенасыщение расплавленного металла газами, т. е. металл сварочной ванны будет находиться в нестабильном состоянии. Переход в стабильное состояние произойдет только в том случае, если находящийся в металле газ выделится из него в атмосферу или образует в нем газообразные пузыри. В сварочной ванне всегда имеются поверхности раздела между различными фазами — расплавленного металла со шлаком, неметаллическими включениями и твердым металлом. Читать далее: |
 Внутренними называются дефекты, не выходящие на поверхность сварного соединения и наблюдаемые с помощью специальной аппаратуры.
Внутренними называются дефекты, не выходящие на поверхность сварного соединения и наблюдаемые с помощью специальной аппаратуры.
 Эти трещины имеют такой же вид, как и кристаллизационные. Холодные трещины залегают в металле шва и в околошовной зоне.
Эти трещины имеют такой же вид, как и кристаллизационные. Холодные трещины залегают в металле шва и в околошовной зоне.
 Непровар по кромке является следствием изменения формы шва из-за уменьшения напряжений или увеличения скорости сварки, что приводит к несовпадению формы шва или слоя с формой разделки. Этот вид непровара вызывается недостаточно точным направлением электрода по отношению к свариваемым кромкам, неправильной последовательностью наложения слоев при многослойной сварке, большой шириной зазора, превышающей ширину шва. При величине непровара, превосходящего допустимые для данного изделия пределы, участок шва удаляется и заваривается вновь.
Непровар по кромке является следствием изменения формы шва из-за уменьшения напряжений или увеличения скорости сварки, что приводит к несовпадению формы шва или слоя с формой разделки. Этот вид непровара вызывается недостаточно точным направлением электрода по отношению к свариваемым кромкам, неправильной последовательностью наложения слоев при многослойной сварке, большой шириной зазора, превышающей ширину шва. При величине непровара, превосходящего допустимые для данного изделия пределы, участок шва удаляется и заваривается вновь.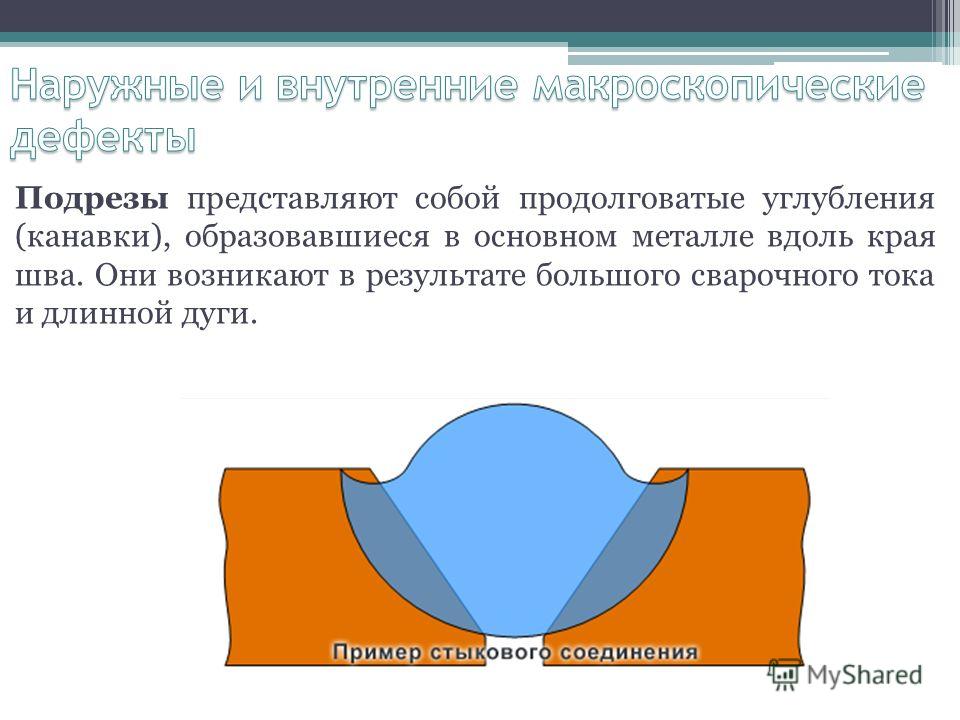 Подрез вызывает уменьшение сечения основного металла и приводит к резкой концентрации напряжений, когда он расположен перпендикулярно к направлению главных напряжений, действующих на сварное соединение. Если глубина подреза превышает 1 — 2 мм (в зависимости от толщины основного металла), то дефектный участок заваривают. При меньшей глубине подрез следует зачистить механическим способом.
Подрез вызывает уменьшение сечения основного металла и приводит к резкой концентрации напряжений, когда он расположен перпендикулярно к направлению главных напряжений, действующих на сварное соединение. Если глубина подреза превышает 1 — 2 мм (в зависимости от толщины основного металла), то дефектный участок заваривают. При меньшей глубине подрез следует зачистить механическим способом. Не следует выводить кратер на основной металл, так как это приводит к образованию ьодрезов.
Не следует выводить кратер на основной металл, так как это приводит к образованию ьодрезов. Поэтому наличие дефектов в сварных соединениях еще не означает потерю их работоспособности. Но дефекты могут существенно снижать работоспособность конструкций и при определенных условиях привести к их разрушению. Следовательно, для определения надежности сварных конструкций и установления требований, предъявляемых к качеству сварных соединений, необходимо располагать сведениями о влиянии наиболее вероятных дефектов на прочность соединений. Наибольшую опасность для конструкций представляют внутренние дефекты, так как их надо обнаружить, не разрушая сварного соединения.
Поэтому наличие дефектов в сварных соединениях еще не означает потерю их работоспособности. Но дефекты могут существенно снижать работоспособность конструкций и при определенных условиях привести к их разрушению. Следовательно, для определения надежности сварных конструкций и установления требований, предъявляемых к качеству сварных соединений, необходимо располагать сведениями о влиянии наиболее вероятных дефектов на прочность соединений. Наибольшую опасность для конструкций представляют внутренние дефекты, так как их надо обнаружить, не разрушая сварного соединения. При динамических нагрузках прочность сварных соединений определяется их сопротивлением усталостным напряжениям. Подрезы’, поры, шлаковые включения и не-провары снижают долговечность конструкций, являясь причинами образования концентрации напряжений. Трещины любой величины, как правило, не допускаются в сварных соединениях, так как способствуют концентрации внутренних напряжений, легко распространяясь при этом в глубь металла.
При динамических нагрузках прочность сварных соединений определяется их сопротивлением усталостным напряжениям. Подрезы’, поры, шлаковые включения и не-провары снижают долговечность конструкций, являясь причинами образования концентрации напряжений. Трещины любой величины, как правило, не допускаются в сварных соединениях, так как способствуют концентрации внутренних напряжений, легко распространяясь при этом в глубь металла. Кроме того, сварные стыки трубопроводов бракуют при подрезах глубиной более 5% при толщине стенки до 10 мм и глубиной более 1 мм при толщине стенки более 10 мм. Суммарное влияние подреза и увеличения растягивающих остаточных напряжений может привести к снижению предела выносливости вдвое.
Кроме того, сварные стыки трубопроводов бракуют при подрезах глубиной более 5% при толщине стенки до 10 мм и глубиной более 1 мм при толщине стенки более 10 мм. Суммарное влияние подреза и увеличения растягивающих остаточных напряжений может привести к снижению предела выносливости вдвое.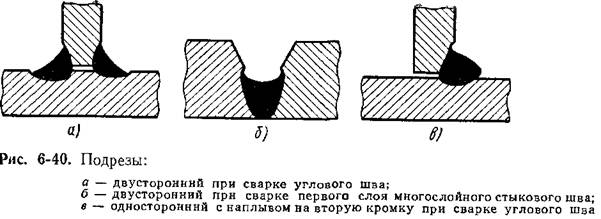 По данным Института электросварки им. Е. О. Патона, непровар в 10% толщины сварного соединения может наполовину снизить усталостную прочность, а непровар в 40—50% снижает пределы выносливости стали в 2,5 раза-
По данным Института электросварки им. Е. О. Патона, непровар в 10% толщины сварного соединения может наполовину снизить усталостную прочность, а непровар в 40—50% снижает пределы выносливости стали в 2,5 раза- Кроме того, бракуют сварные, швы, имеющие неЬровар при одностороннем шве без подкладного кольца глубиной более 10% толщины стенки трубы (если она не превышает 20 мм) и глубиной более 2 мм при толщине стенки свыше 20 мм, а также бракуют швы, имеющие одиночные поры, включения вольфрама размером свыше 10% толщины стенки (если толщина не превышает 20 мм) и размером более 2 мм (если толщина стенки свыше 20 мм) в количестве более трех на каждые 100 мм шва.
Кроме того, бракуют сварные, швы, имеющие неЬровар при одностороннем шве без подкладного кольца глубиной более 10% толщины стенки трубы (если она не превышает 20 мм) и глубиной более 2 мм при толщине стенки свыше 20 мм, а также бракуют швы, имеющие одиночные поры, включения вольфрама размером свыше 10% толщины стенки (если толщина не превышает 20 мм) и размером более 2 мм (если толщина стенки свыше 20 мм) в количестве более трех на каждые 100 мм шва. Основными газами, влияющими на свойства металла и чаще всего присутствующими в металле, являются кислород, водород и азот. Водород физически растворяется в расплавленном металле, а кислород и азот с большим количеством металлов вступают в химическое взаимодействие. В процессе охлаждения вследствие снижения растворимости газов в металле происходит их выделение.
Основными газами, влияющими на свойства металла и чаще всего присутствующими в металле, являются кислород, водород и азот. Водород физически растворяется в расплавленном металле, а кислород и азот с большим количеством металлов вступают в химическое взаимодействие. В процессе охлаждения вследствие снижения растворимости газов в металле происходит их выделение.
 Уменьшая рабочую толщину металла, подрезы являются местными концентраторами напряжений от рабочих нагрузок и могут привести к разрушению сварных швов в процессе эксплуатации конструкций. Причем более опасными являются подрезы, расположенные поперек действующих на них усилий в угловых и стыковых швах. При сварке на больших токах и высоких скоростях иногда отмечается отсутствие зоны сплавления между основным и наплавленным металлами. При сравнении этого дефекта с подрезами выясняется, что несплавления являются подрезами очень большой величины, а следовательно, и механизм их образования должен быть аналогичен механизму образования подрезов.
Уменьшая рабочую толщину металла, подрезы являются местными концентраторами напряжений от рабочих нагрузок и могут привести к разрушению сварных швов в процессе эксплуатации конструкций. Причем более опасными являются подрезы, расположенные поперек действующих на них усилий в угловых и стыковых швах. При сварке на больших токах и высоких скоростях иногда отмечается отсутствие зоны сплавления между основным и наплавленным металлами. При сравнении этого дефекта с подрезами выясняется, что несплавления являются подрезами очень большой величины, а следовательно, и механизм их образования должен быть аналогичен механизму образования подрезов. На одном стыке допускается подрез общей протяженностью не более 30 % длины шва. Сварные стыки трубопроводов, работающих при условном давлении от 10 до 100 МПа и температуре от —50 до 510 °С, бракуют при наличии подрезов в местах перехода от шва к основному металлу длиной более 20 % протяженности шва при наружном диаметре до 159 мм и длиной более 100 мм при наружном диаметре свыше 159 мм. Кроме того, сварные стыки трубопроводов бракуют при подрезах глубиной более 5 % при толщине стенки до 10 мм и глубиной более 1 мм при толщине стенки более 10 мм. Суммарное влияние подреза и увеличения растягивающих остаточных напряжений может привести к снижению предела выносливости вдвое.
На одном стыке допускается подрез общей протяженностью не более 30 % длины шва. Сварные стыки трубопроводов, работающих при условном давлении от 10 до 100 МПа и температуре от —50 до 510 °С, бракуют при наличии подрезов в местах перехода от шва к основному металлу длиной более 20 % протяженности шва при наружном диаметре до 159 мм и длиной более 100 мм при наружном диаметре свыше 159 мм. Кроме того, сварные стыки трубопроводов бракуют при подрезах глубиной более 5 % при толщине стенки до 10 мм и глубиной более 1 мм при толщине стенки более 10 мм. Суммарное влияние подреза и увеличения растягивающих остаточных напряжений может привести к снижению предела выносливости вдвое.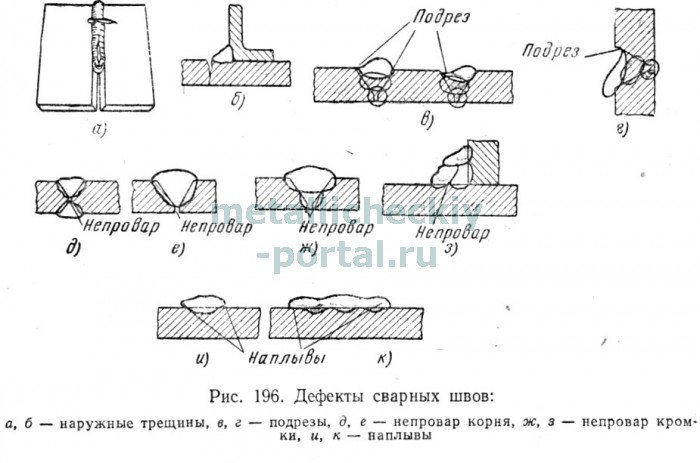 84). Причинами прожогов являются также неравномерная скорость сварки, увеличенный зазор. Прожоги появляются при сварке металла небольшой толщины, первого слоя в многослойных швах и при сварке вертикальных швов снизу вверх. Особенно часто прожоги возникают при сварке металла небольшой толщины, когда ширина сварочной ванны достигает значительных размеров и иногда превышает толщину металла. При сварке на весу можно избежать прожогов за счет уменьшения давления дуги и объема сварочной ванны, используя для этого импульсно-дуговую сварку. Существуют дефекты, называемые поджогами металла. Они возникают в процессе возбуждения дуги рядом с разделкой кромок. Этот дефект обязательно надо удалять, так как он является источником концентрации напряжений.
84). Причинами прожогов являются также неравномерная скорость сварки, увеличенный зазор. Прожоги появляются при сварке металла небольшой толщины, первого слоя в многослойных швах и при сварке вертикальных швов снизу вверх. Особенно часто прожоги возникают при сварке металла небольшой толщины, когда ширина сварочной ванны достигает значительных размеров и иногда превышает толщину металла. При сварке на весу можно избежать прожогов за счет уменьшения давления дуги и объема сварочной ванны, используя для этого импульсно-дуговую сварку. Существуют дефекты, называемые поджогами металла. Они возникают в процессе возбуждения дуги рядом с разделкой кромок. Этот дефект обязательно надо удалять, так как он является источником концентрации напряжений.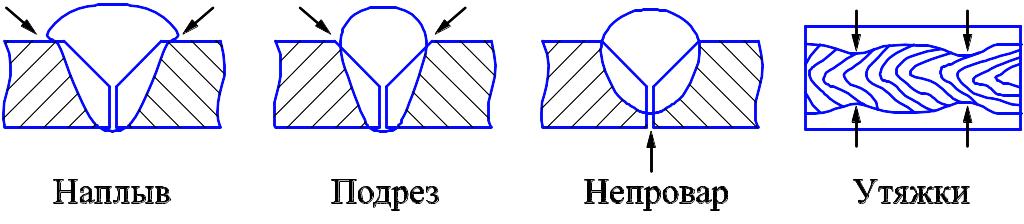 86. Дефекты формы шва
86. Дефекты формы шва Однако известно, что наличие межфазных границ способствует образованию новой фазы. Пузырьки газа, появившиеся в сварочной ванне, вследствие разности плотностей металла и газа будут стремиться выйти на поверхность. Процесс удаления газового пузырька из сварочной ванны можно разделить на два этапа — перемещение пузырька к границе металл —газ или металл—-шлак и переход газового пузырька через межфазную границу. На поднимающийся пузырек помимо сил поверхностного натяжения, которые стремятся придать ему сферическую форму, действуют также силы трения и давление жидкости, стремящиеся деформировать пузырек. В итоге форма пузырька будет определяться соотношением действующих на него сил, величина которых, очевидно, зависит от размера всплывающего пузырька. Газовые пузырьки могут быть удалены из металла, пока он находится в расплавленном состоянии. Однако если они образуются в период кристаллизации металла сварочной ванны, то такие пузырьки останутся в металле в виде пор. Опасность возникновения пор увеличивается и вследствие скачкообразного уменьшения растворимости водорода и азота в металле при его затвердевании.
Однако известно, что наличие межфазных границ способствует образованию новой фазы. Пузырьки газа, появившиеся в сварочной ванне, вследствие разности плотностей металла и газа будут стремиться выйти на поверхность. Процесс удаления газового пузырька из сварочной ванны можно разделить на два этапа — перемещение пузырька к границе металл —газ или металл—-шлак и переход газового пузырька через межфазную границу. На поднимающийся пузырек помимо сил поверхностного натяжения, которые стремятся придать ему сферическую форму, действуют также силы трения и давление жидкости, стремящиеся деформировать пузырек. В итоге форма пузырька будет определяться соотношением действующих на него сил, величина которых, очевидно, зависит от размера всплывающего пузырька. Газовые пузырьки могут быть удалены из металла, пока он находится в расплавленном состоянии. Однако если они образуются в период кристаллизации металла сварочной ванны, то такие пузырьки останутся в металле в виде пор. Опасность возникновения пор увеличивается и вследствие скачкообразного уменьшения растворимости водорода и азота в металле при его затвердевании.
Дефекты швов сварных соединений
Министерство образования РБ
ГАПОУ Белорецкий строительный колледж
г. Белорецк
Методическая разработка открытого урока по теме: «Дефекты швов сварных соединений»
Выполнила преподаватель :
Федосеева М П
2017г.
Тема урока:
Дефекты сварных соединений
Цели урока:
Дидактические, образовательные:
Ознакомление обучающихся с новыми терминами;
Ознакомление обучающихся с дефектами сварных соединений
На основе знаний, полученных на уроках специальных дисциплин и производственного обучения создать у обучающихся прочную ориентировочную основу трудовых действий при работе со сварочной дугой;
Создание положительной мотивации для дальнейшего обучения
Развивающие:
Развитие коммуникативных навыков;
Развитие интереса и формирование положительной мотивации к изучаемому предмету;
Развитие навыков сравнительного и логического мышления;
Формирование умения применять полученные знания в различных производственных ситуациях;
Формирование и развитие умений анализировать производственные ситуации;
Развитие умений учащихся работать с учебником, схемами, презентацией учебного материала
Воспитательные:
Воспитание уважительного отношения к учебной дисциплине;
Привитие аккуратности при работе с рабочей тетрадью и учебником;
Формирование способности к самовыражению;
Развитие чувства самостоятельности;
Развитие навыков самоконтроля
Тип урока:
Комбинированный (повторение пройденного материала, изучение нового и его закрепление)
КМО
Мультимедийный проектор
Компьютер
Программа Power Point
Учебник: «Сварка и резка материалов» под ред.
 Ю.В. Казакова
Ю.В. КазаковаДидактический раздаточный материал
Презентация «Дефекты сварных соединений»
 Ю.В. Казакова
Ю.В. КазаковаОсновные понятия:
Дефекты подготовки и сборки
Дефекты формы и размеров шва
Дефекты макроструктуры
Дефекты микроструктуры
Вопросы для изучения новой темы:
Дефекты швов сварных соединений. Причины и способы их устранений
Технологическая карта урока
Тема: «Дефекты швов сварных соединений»
Сообщение темы, целей и плана урока
— приветствие обучающихся;
— проверяет готовность группы к занятию;
— сообщает тему занятия;
— приветствуют преподавателя;
— слушают, записывают тему и план урока в тетрадь; осмысливают цели предстоящего занятия
Включаются в процесс
Компетенции:
Мотивационная
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем.
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
Информационная компетенция – владение информационными технологиями.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы
Мотивация учебной деятельности
Обоснование целей занятия
Определение ключевых понятий
Выбор средств для реализации целей урока.
— нацеливает на результат
— корректирует индивидуальные цели, формулирует общую цель;
— ставит вопрос об определении ключевых понятий;
— знакомит со средствами для реализации целей.
— слушают;
-знакомятся со средствами реализации целей;
Актуализация знаний
— Проводит фронтальную беседу, фиксирует правильные ответы:
-отвечают на вопросы,
-находят правильные ответы,
-вырабатывают критерии своего поведения
Введение новых знаний:
Дефекты подготовки и сборки
Дефекты формы и размеров шва
Дефекты макроструктуры
Дефекты микроструктуры
— формирует знания обучающихся:
— слушают сообщения преподавателя, заполняют таблицу в рабочей тетради.
Учащиеся понимают объясняемую тему, формулируют основные положения лекции.
Систематизация, закрепление, обобщение знаний.
— задает вопросы, формирует умения анализировать, сравнивать, находить общее и отличное, делать выводы;
— обобщает и подводит итоги работы по закреплению знаний
-анализируют, отвечают и делают выводы
Закрепление знаний по новой теме.
Обучающиеся успешно выполняют работу
Подведение итогов занятия
-подводит итоги
-выставляет и комментирует оценки
-слушают
и осмысливают итоги урока
Задания для самостоятельной работы во внеаудиторное время
Предлагает домашнее задание, дает инструкции по его выполнению
-слушают, задают вопросы, записывают в тетрадь
Рефлексия
— проводит рефлексию
Я не знал… — Теперь я знаю…
Выражают отношение к уроку;
осознают результаты своей деятельности.
СОДЕРЖАНИЕ УРОКА
Организационный моментПроверка явки учащихся
2) Проверка готовности учащихся к уроку
Тема урока на доске
Слайд №1
2. Знакомство учащихся с темой урока, сообщение целей и задач на урок
Слайд №2
3. Проверка домашнего задания
Проверка домашнего задания
На прошлом уроке учащиеся познакомились с с технологией сварки цветных металлов и их сплавов Проверка уровня усвоения пройденного материала происходит с привлечением возможностей мультимедийного оборудования и программы Power Point. Преподавателем подготовлены задания, над которыми будут работать учащиеся. Для выполнения заданий учащиеся используют ранее полученные знания на уроках специальных дисциплин.
Слайд №3
Cлайд № 4
3. Слайд № 5
4. Слайд № 6
5. Слайд №7
Слайд №8
Слайд №9
Слайд №10
Слайд №11
Слайд №12
Задания выполняются в тетрадях для контрольных работ. Перед началом работы преподаватель объявляет учащимся о системе оценивания, в журнал будут выставлены только положительные оценки (формирование положительной мотивации у обучающихся к изучаемому предмету).
Перед началом работы преподаватель объявляет учащимся о системе оценивания, в журнал будут выставлены только положительные оценки (формирование положительной мотивации у обучающихся к изучаемому предмету).
Проверку правильности выполнения задания осуществляют сами учащиеся (доверие). Проверка происходит сразу после выполнения заданий с помощью возможностей мультимедийного проектора: демонстрируются те же слайды, но преподаватель показывает правильные ответы.
Слайд № 13
позволяет учащимся выставить себе оценки.
Педагог путем переклички выставляет оценки в журнал. (Доверие к обучающемуся)
4. Переход к новой теме:
Используя знания учащихся, полученные ранее на уроках физики, специальной технологии и производственного обучения, преподаватель проводит беседу о возможных дефектах в процессе сварки, плавно подводя ее к новой теме.
5. Объяснение нового материала:
В процессе объяснения нового материала учащиеся заполняют таблицу « Виды дефектов сварных швов».
Беседа преподавателя с учащимися о видах дефектов, демонстрация слайдов. Комментирование слайдов преподавателем.
Учащиеся слушают сообщения преподавателя, смотрят и обсуждают слайды, заполняя таблицу в рабочем конспекте.
Слайд № 14
Слайд № 15
Слайд № 16
Слайд №17
Слайд № 18
Слайд № 20
Слайд №22
Слайд №24
Слайд №26
Слайд №27
Слайд №28
Слайд №29
Слайд №30
Слайд №31
Слайд №33
Слайд №35
Слайд №37
Слайд №39
После изучения нового учебного материала проводится его закрепление.
6. Закрепление нового материала:
Учащимся предлагается ответить на ряд вопросов. (Совместная работа по тесту)
Закрепление проходит с помощью мультимедийного проектора. Учащиеся дают ответы на вопросы и обсуждают их совместно с преподавателем. Правильные ответы демонстрируются с помощью мультимедийного оборудования.
7. Подведение итогов урока:
1. Преподаватель подводит итоги урока, благодарит всех учащихся за урок, определяет задачи работы на ближайшие перспективы.
2. Выставляет оценки в журнал:
1) За успешную самостоятельную работу при повторении пройденного материала.
2) За период изучения новой темы обучающиеся имеют возможность получить дополнительные положительные оценки (за урок возможно оценить минимум 7-9 человек).
8. Домашнее задание:
Составить кроссворд по изученной теме.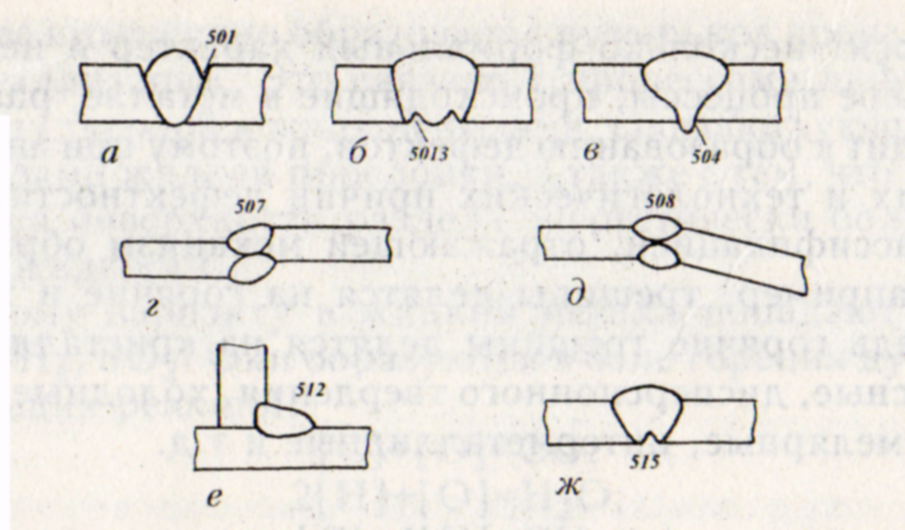 , подготовиться к тесту.
, подготовиться к тесту.
Основные дефекты сварных соединений и классификация методов их контроля
Основные дефекты сварных соединений и классификация методов их контроля
Категория:
Сварка металлов
Основные дефекты сварных соединений и классификация методов их контроля
Классификация дефектов. В процессе образования сварного соединения в металле шва и зоне термического влияния могут возникать дефекты, т. е. отклонения от установленных норм и требований, приводящие к снижению прочности, эксплуатационной надежности, точности, а также ухудшению внешнего вида изделия. Дефекты сварных соединений различают по причинам возникновения и месту их расположения (наружные и внутренние).
В зависимости от причин возникновения их можно разделить на две группы. К первой группе относятся дефекты, связанные с металлургическими и тепловыми явлениями, происходящими в процессе образования, формирования и кристаллизации сварочной ванны и остывания сварного соединения, это — горячие и холодные трещины в металле шва и околошовной зоне, поры, шлаковые включения, неблагоприятные изменения свойств металла шва и зоны термического влияния.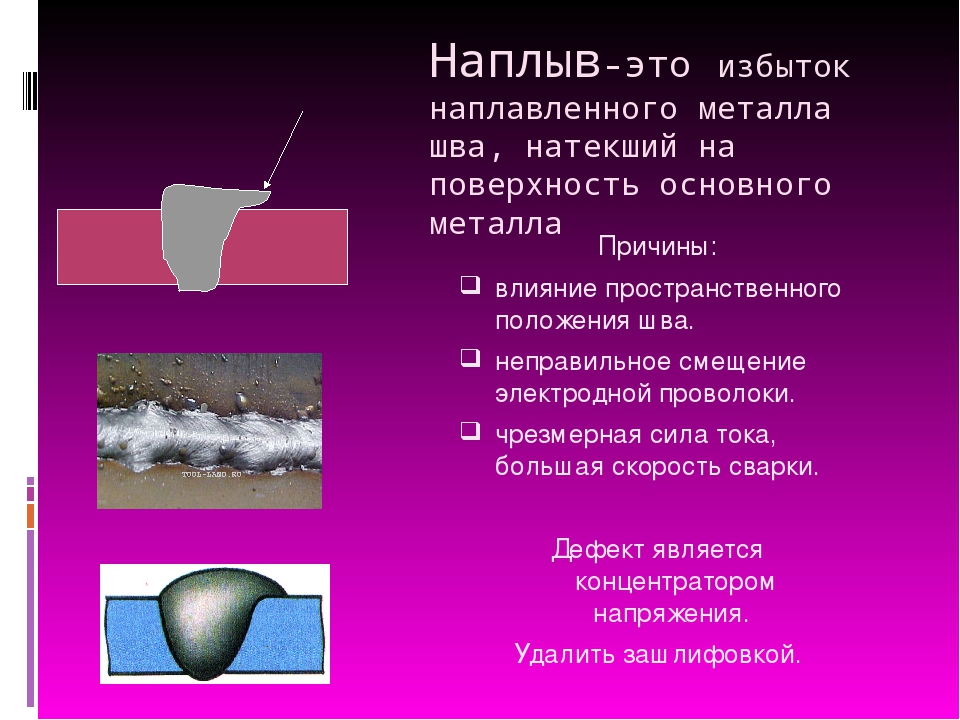
Ко второй группе дефектов, которые называют дефектами формирования швов, относят дефекты, происхождение которых связано
в основном с нарушением режима сварки, неправильной подготовкой и сборкой элементов конструкции под сварку, неисправностью оборудования, небрежностью и низкой квалификацией сварщика и другими нарушениями технологического процесса. К дефектам этой группы относятся несоответствие швов расчетным размерам, не-провары, подрезы, прожоги, наплывы, незаваренные кратера и др.
Дефекты бывают наружные и внутренние. К наружным относят дефекты, которые могут быть обнаружены внешним осмотром (дефекты формирования шва, трещины и поры, выходящие на поверхность, и др.). Для обнаружения внутренних дефектов требуются специальные методы неразрушающего и разрушающего контроля.
Дефекты оказывают большое влияние на прочность сварных соединений и нередко являются причиной преждевременного разрушения сварных конструкций. Особенно опасны трещиноподобные дефекты (трещины, непровары), резко снижающие прочность, особенно при циклических нагрузках.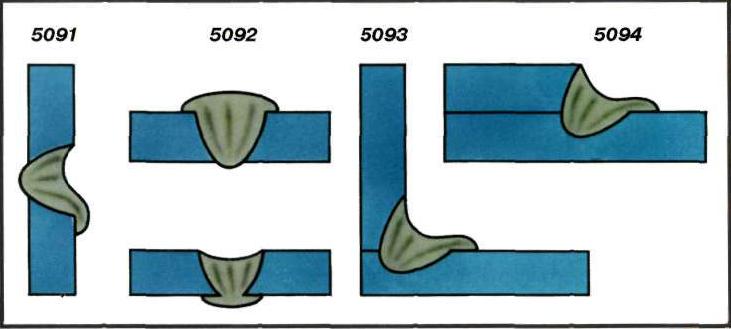
Дефекты формы шва. Отклонения размеров и формы сварного шва от проектных чаще всего наблюдаются в угловых швах и связаны с нарушением режимов сварки, неправильной подготовкой кромок под сварку, неравномерной скоростью сварки, а также с несвоевременным контрольным обмером шва.
Непроваром называют местное отсутствие сплавления между свариваемыми элементами, между металлом шва и основным металлом или отдельными слоями шва при многослойной сварке. Непровар уменьшает сечение шва и вызывает концентрацию напряжений, поэтому может значительно снизить прочность конструкции. Участки шва, где выявлены непровары, величина которых превосходит допустимую, подлежат удалению и последующей заварке. Непровар в корне шва в основном вызывается недостаточной силои тока или повышенной скоростью сварки, непровар кромки (несплавление с кромками) — смещением электрода с оси стыка, а также блужданием дуги, непровар между слоями — плохой очисткой предыдущих слоев, большим объемом наплавляемого металла, натеканием расплавленного металла перед дугой.
Рис. 1. Виды дефектов в сварных соединениях: а — наплыв,- б — подрез, в — непропар, г — наружные трещины и поры, д — внутренние трещины и поры, е — внутренний непровар, ж — шлаковые включения
Подрезом называют местное уменьшение толщины основного металла у границы шва. Подрез приводит к уменьшению сечения металла и резкой концентрации напряжений в тех случаях, когда он расположен перпендикулярно действующим рабочим напряжениям.
Наплывом называют натекание металла шва на поверхность основного металла без сплавления с ним.
Прожогом называют полость в шве, образовавшуюся в результате вытекания сварочной ванны, является недопустимым дефектом сварного соединения.
Кратером называют незаваренное углубление, образующееся после обрыва дуги в конце шва. В кратере, как правило, образуются усадочные рыхлости, часто переходящие-в трещины.
Ожогами называют небольшие участки подвергшегося расплавлению металла на основном металле вне сварного шва.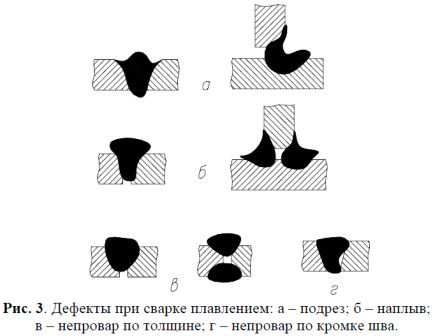
Подрезы, натеки, наплывы, прожоги, незаваренные кратеры, оставшиеся после сварки шлак и брызги, оплавление кромок (в угловых швах) вызываются преимущественно чрезмерной силой тока и напряжения на дуге, большим диаметром электрода, неправильными манипуляциями электродом, плохой сборкой под сварку, низкой квалификацией или небрежностью сварщика.
Классификация видов контроля сварных соединений. Сварные соединения считают качественными, если они не имеют недопустимых дефектов и их свойства удовлетворяют требованиям, предъявляемым к ним в соответствии с условиями эксплуатации сварного узла или конструкции.
Качество сварных соединений контролируют следующими видами контроля: – предварительным, в процессе которого выполняют проверку качества исходных материалов (свариваемого металла и сварочных материалов), контроль подготовки деталей под сварку и сборку узлов, а также состояния оснастки, сварочного оборудования и приборов, квалификации сборщиков и сварщиков; – окончательным контролем готовых сварных конструкций, который проводится в соответствии g требованиями, предъявляемыми к изделию.
На стадии предварительного контроля выполняют испытания на свариваемость, включающие в себя механические испытания, металлографические исследования сварных соединений и испытания на сопротивляемость образованию горячих и холодных трещин.
В зависимости от того, нарушается или ие нарушается целостность сварного соединения при контроле, различают неразрушающие и разрушающие методы контроля.
Реклама:
Читать далее:
Методы неразрушающего контроля качества сварных соединений
Статьи по теме:
Дефекты сварных соединений
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Дефектами сварных соединений называют отклонения от установленных норм и требований, приводящие к снижению прочности, эксплуатационной надежности и точности, а также к ухудшению внешнего вида изделия. В зависимости от характера залегания дефекты в сварных соединениях разделяют на внешние, внутренние, сквозные и др.
В зависимости от характера залегания дефекты в сварных соединениях разделяют на внешние, внутренние, сквозные и др.
Трещины являются наиболее опасными дефектами, резко снижающими статическую и циклическую прочность изделий, Трешины, образовавшиеся в процессе сварки, называют горячими, а после охлаждения металла — холодными.
Рис. 20.1. Типы сварочных дефектов — несплошностей
При изготовлении сварных конструкций шов связывает отдельные детали. От качества выполнения сварных швов зависит прочность и выносливость конструкции в эксплуатации.Дефекты в сварных швах снижают прочность сварной конструкции и могут привести в процессе эксплуатации к авариям. Дефекты в сварных швах обычно являются следствием: плохой подготовки и сборки под сварку; несоответствия качества электродов и основного металла требованиям технических условий; невыполнения установленных технологических процессов; низкой квалификации сварщика.
Дефекты в сварных конструкциях разделяются на наружные пороки, которые могут быть обнаружены при внешнем осмотре невооруженным глазом или при помощи лупы 4—5-кратного увеличения, и внутренние пороки, которые могут быть обнаружены только при специальных методах контроля.
Основным видом дефектов сварных соединений является несоответствие шва требуемым геометрическим размерам, заданным чертежом. Данный вид дефекта чаще всего встречается при выполнении угловых швов; в стыковых соединениях размеры шва определяются толщиной свариваемых листов и потому такой дефект наблюдается реже.
Кратером называют углубление, образующееся после обрыва дуги в конце шва. При усталостном нагружении кратер может быть источником образования и развития трещин.
Прожогом называют полость в шве, образовавшуюся в результате вытекания сварочной ванны.
Наплывы или натеки чаще всего встречаются в угловых швах. Это — результат отложения наплавленного металла на непрогретый основной металл и отсутствие сплавления с ним. Наплывы могут образоваться в результате неправильно установленного режима сварки. Натеки могут быть по всей длине шва и местные.
Натеки не требуют исправления в том случае, когда выдержан калибр шва.
Подрезом называют местное уменьшение толщины основного металла у
границы шва. Этот дефект приводит к уменьшению сечения изделия в
околошовной зоне и резкой концентрации напряжений при одноосном или
сложном нагруженном состоянии. Подрезы — узкие продольные углубления: вдоль края шва, которые чаще всего встречаются при угловых, швах в тавровых соединениях и располагаются на вертикальной плоскости.
Этот дефект приводит к уменьшению сечения изделия в
околошовной зоне и резкой концентрации напряжений при одноосном или
сложном нагруженном состоянии. Подрезы — узкие продольные углубления: вдоль края шва, которые чаще всего встречаются при угловых, швах в тавровых соединениях и располагаются на вертикальной плоскости.
Подрезы являются результатом неправильного ведения процесса сварки. Они ослабляют сечение основного металла. При положении шва «в лодочку» подрезы не наблюдаются. Подрезы могут быть на отдельных участках и по всей длине. Пребольшой глубине подрезы подлежат исправлению путем наложения узкого валика.
Непроваром называют местное или общее отсутствие сплавления между наплавленным и основным металлом. Непровар — несплавление либо между основным и наплавленным металлом, либо между отдельными валиками. Непровары могут быть наружными и внутренними. Они ослабляют прочность сварного соединения. Непровары получаются по самым разнообразным причинам: неправильная разделка кромок, некачественная сборка, несоблюдение режимов сварки, неудовлетворительная зачистка свариваемых кромок и др. Сплошные непровары подлежат исправлению, отдельные мелкие непровары могут быть допущены без переварки.
Сплошные непровары подлежат исправлению, отдельные мелкие непровары могут быть допущены без переварки.
Пористостью металла называют газовые полости, образовавшиеся в расплаве вследствие перенасыщения газами. Пористость шва может быть наружной и внутренней. Отдельные мелкие наружные поры исправлять не следует.
Трещины в основном и наплавленном металле подлежат обязательному исправлению.
Э.С. Каракозов, Р.И. Мустафаев «Справочник молодого электросварщика». -М. 1992
«Электрическая дуговая сварка меди», А.И. Мальмстрем. Машгиз, 1954
См. также:
ДЕФЕКТЫ СВАРНЫХ ШВОВ. И ИХ КОНТРОЛЬ — Инструмент, проверенный временем
§ 73. Дефекты сварных соединений
и причины их образования
Дефектами в сварных шйах принято называть отклонения от норм, предусмотренных ГОСТами и техническими условиями на сварные соединения. Дефекты уменьшают прочность сварных швов и могут привести к разрушению сварных соединений.
Основными причинами образования дефектов являются нарушения технологии сборки и сварки, применение несоответствующих сварных материалов, неправильный выбор режима сварки, низкая квалификация сварщика. Дефекты могут быть наружные и внутренние. К наружным дефектам относятся дефекты формы и размеров сварных швов. К внутренним — дефекты макро — н микроструктуры. Формы и размеры сварных швов устанавливаются техническими условиями или счандаріз —
Дефекты могут быть наружные и внутренние. К наружным дефектам относятся дефекты формы и размеров сварных швов. К внутренним — дефекты макро — н микроструктуры. Формы и размеры сварных швов устанавливаются техническими условиями или счандаріз —
мн (ГОСТ 5264—69) и обычно указываются в рабочих чертежах.
При газовой сварке наиболее частыми дефектами сварных швов являются неполномернасть шва, неравномерность ширины и высоты шва (рис. 114), крупная бугристость, наличие седловиц. Эти дефекты возникают вследствие плохого качества присадочной проволоки и
горючих газов, неправильной подготовки кромок, недостаточной квалификации сварщика. Нарушение формы и размеров швов сопровождается часто такими дефектами, как наплывы, подрезы, непровары и др. (рис. 115).
Наплывы образуются в результате натекания жидкого металла на кромки недостаточно прогретого основного металла (рис. 115,а). Наплывы чаще всего образуются при сварке горизонтальных швов. Они могут быть в отдельных местах и иметь значительную протяженность. Причинами возникновения наплывов могут быть неправильный наклон мундштука горелки и присадочной проволоки к поверхности свариваемого металла. Обнару-
Они могут быть в отдельных местах и иметь значительную протяженность. Причинами возникновения наплывов могут быть неправильный наклон мундштука горелки и присадочной проволоки к поверхности свариваемого металла. Обнару-
женные наплывы срубают и проверяют, нет ли в этом месте непровара.
Подрезом (рис. 115,6) называют уменьшение толщины основного металла в месте его перехода к усилению шва. При газовой сварке подрезы образуются из-за применения повышенной мощности сварочного пламени. Подрезы приводят к ослаблению сечения основного металла и могут явиться причиной разрушения сварного соединения, а также вызвать местную концентрацию напряжений от рабочих нагрузок. Подрезы исправляют подваркой ниточного шва. Во избежание подрезов следует правильно выбирать режимы сварки.
Прожоги — это проплавление основного металла с образованием сквозных отверстий и натеками с обратной стороны свариваемого металла. Они возникают вследствие большого зазора между свариваемыми кромками, недостаточного притупления кромок, завышенной мощности сварочного пламени, недостаточной скорости сварки. Прожоги исправляют вырубкой дефектных мест с последующей заваркой.
Прожоги исправляют вырубкой дефектных мест с последующей заваркой.
Незаваренные кратеры образуются в результате резкого обрыва пламени в конце сварки. Кратеры уменьшают рабочее сечение шва, снижают прочность шва и могут явиться причинами образования трещин. Кратеры исправляют заваркой с предварительной вырубкой до основного металла.
Непроваром (рис. 115,а) называется местное не — сплавление основного металла с наплавленным, а также несплавление между собой слоев шва при многослойной сварке. Непровар образуется из-за неправильной подготовки кромок под сварку, недостаточной мощности сварочного пламени, большой скорости сварки, плохой зачистки кромок перед сваркой от окалины, шлака, ржавчины, грязи и других загрязнений. Непровары, особенно по кромкам и между слоями, являются самыми опасными, так как влияют на прочность сварочного шва. Обнаруженные участки с непроваром вырубают до основного металла, зачищают и заваривают вновь.
Шлаковые включения (рис. 115, в) в сварном шве возникают из-за плохой зачистки свариваемого металла и присадочной проволоки, а также неправильного выбора режимов сварки.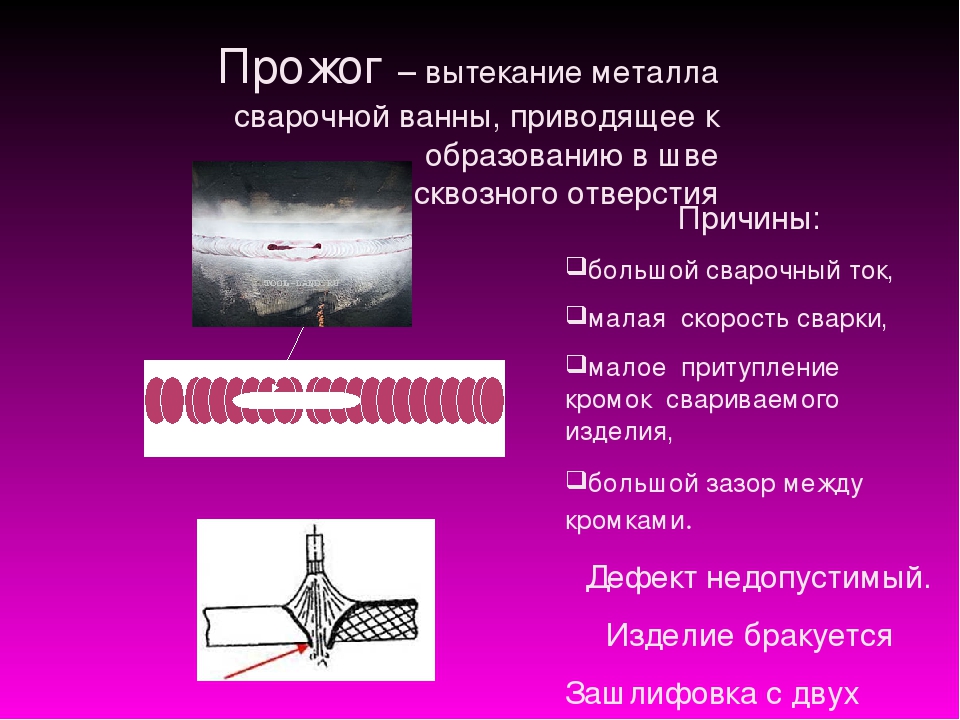 Шлаковые включения ослабляют сечение шва, вызывают снижение прочности и являются зонами концентрации напряжений. Места швов со шлаковыми включениями вырубают и заваривают вновь.
Шлаковые включения ослабляют сечение шва, вызывают снижение прочности и являются зонами концентрации напряжений. Места швов со шлаковыми включениями вырубают и заваривают вновь.
Трещины (рис. 115, с)) являются наиболее опасными дефектами сварных швов Трещины могут возникать в сварном шве и в околошовной зоне Трещины по происхождению делятся на холодные и горячие, по расположению — на поперечные и продольные, по размерам— на макро — и микроскопические Трещины в сварных швах образуются во время сварки и после сварки Образованию трещин способствует повышенное содержание углерода в наплавленном металле, а также серы, фосфора и водорода Холодные трещины возникают при температурах 100—300° С в легированных сталях и при нормальных температурах в углеродистых сталях
Причинами образования трещин являются несоблюдение технологии и режимов сварки, неправильное расположение швов в сварной конструкции, что вызывает высокою концентрацию напряжений, приводящих к полному разрушению изделия Большие напряжения в сварных конструкциях возникают при несоблюдении заданного порядка наложения швов Поверхностные трещины в сварных швах вырубаются полностью и завариваются вновь. Чтобы в процессе вырубки трещина не распространялась дальше по шву, необходимо перед вырубкой засверливать трещины по концам
Чтобы в процессе вырубки трещина не распространялась дальше по шву, необходимо перед вырубкой засверливать трещины по концам
Пористость в сварных швах появляется в результате того, что газы, растворенные в жидком металле, не успевают выйти наружу до затвердевания поверхности шва. Поры делают сварной шов неплотным и уменьшают его механическую прочность Причинами образования пор являются плохая зачистка свариваемых кромок и присадочной проволоки от грязи, ржавчины, масла, повышенное содержание углерода в основном металле, большая скорость сварки, неправильный выбор характера сварочного пламени и марки проволоки.
Газовые поры располагаются цепочкой на некотором расстоянии друг от друга или в виде скоплений размером от сотых долей миллиметра до нескольких миллиметров. Иногда поры выходят на поверхность, образя свищи. Поры могут быть внутренние, наружные и сквозные. Участки сварных швов с порами исправляют вырубкой дефектных мест до основного металла с последующей заваркой.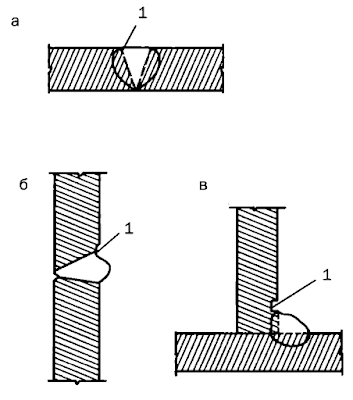
Перегрев металла может возникнуть при большой мощности сварочного пламени и малой скорости сварки. Перегрев металла характеризуется увеличением размера зерен в металле шва и в околошовной зоне, что снижает механические свойства сварного соединения, в особенности ударную вязкость. Поэтому перегретый металл шва обладает повышенной хрупкостью и низким сопротивлением ударным наїрузкам. Перегрев металла исправляется последующей термической обработкой
Наиболее опасным дефектом является пережог металла Он характеризуется наличием в структуре металла шва окисленных зерен, которые из-за наличия на них пленки окислов обладают малым взаимным сцеплением Пережженный металл хрупок и не поддается исправлению Причинами образования пережога метал ла являются применение при сварке окислительною сварочного пламени и плохая защита расплавленного металла сварочной ванны от кислорода и азота воздуха Участки с пережженным металлом вырубают полносіью до основного металла и заваривают вновь
Какая часть коровы называется подрезом? — SidmartinBio
Какая часть коровы называется подрезом?
поясничная мышца
Поднутрение: популярное в Пакистане подрезание — это нежное мясо поясничной мышцы, расположенное по обе стороны от позвоночника коровы. Филе миньон: легкодоступный нарезанный кусок в большинстве меню стейков, это филе говядины, отрезанное от меньшего конца вырезки.
Филе миньон: легкодоступный нарезанный кусок в большинстве меню стейков, это филе говядины, отрезанное от меньшего конца вырезки.
Как называется Пут Ка Гошт по-английски?
Значение слова Puth ka gosht — پٹھ کا گوشت в английском языке — вырезка и вырезка.
Что такое подрезка в английском?
переходный глагол. 1: срезать нижнюю часть поднутрения жилы руды. 2: отрезать материал с нижней стороны (объекта), чтобы оставить выступающую часть рельефно. 3: предложить продать по более низким ценам или работать за более низкую заработную плату, чем (конкурент)
Подрезать слово?
глагол (используется с объектом), un · der · cut, un · der · cut · ting. вырезать под или под.
Вырезка и вырезка одинаковы?
Вырезка существительное — нежное мясо поясничных мышц с каждой стороны позвоночника.Андеркат — синоним вырезки.
Вырезку также называют подрезкой?
Вырезка, которая находится прямо под позвоночником животного и не требует упражнений, — это самый нежный кусок мяса, который вы можете купить. Индийские мясники действительно понимают вырезку или вырезку, как ее иногда называют. Не пытайтесь найти простое ребро, Т-образную кость, вырезку и т. Д.
Индийские мясники действительно понимают вырезку или вырезку, как ее иногда называют. Не пытайтесь найти простое ребро, Т-образную кость, вырезку и т. Д.
Что означает крупа?
1а — закругленная верхняя часть задней части четвероногого млекопитающего. б: ягодицы.c: крестцовая или спинная часть заднего конца птицы.
Какая часть коровьего филе?
Стейк из вырезки — это стейк, вырезанный из спины животного. В мясной промышленности США стейк нарезают с задней части спины животного, продолжая от короткой поясницы, из которой вырезают Т-образную кость, портерхаус и стейки клуба.
Что такое девушка с андеркутом?
Женский андеркат — это сбривание волос вокруг спины и по бокам под более длинными волосами на макушке.Это слегка резкая прическа для женщин, которые по-прежнему хотят поддерживать более строгий стиль.
Что значит подрезка у девушки?
Undercuts — это модный способ изменить ваш образ для женщин. Что такое поднутрение? Это когда стороны и / или затылок выбриты или очень низко подстрижены. Вы также можете добавить рисунки к вашему крою или даже раскрасить его. Подрезы популярны, и одна из причин — универсальность.
Вы также можете добавить рисунки к вашему крою или даже раскрасить его. Подрезы популярны, и одна из причин — универсальность.
Что такое филе с подрезкой?
Стейк андеркут — это большой стейк в форме отбивной.Его вырезают из ребристой части филе без костей. Он очень нежный и сочный. Для приготовления стейка не требуется много времени. Это 100% халяльная нарезка.
Какая часть говядины лучше всего подходит для стейка?
Лучшие куски говядины для стейка
- Филе глаза (также известное как Филе или Вырезка) Классическая вырезка, филе глаза образуется из полоски мышцы, прилегающей к позвоночнику животного.
- Филе Скотча (он же Рибай)
- Филе филе (он же Портерхаус или Нью-Йоркский стейк)
- Т-Боун.
- Круп.
- Онглет (он же вешалка)
- Юбка.
- Фланг.
 youtube.com/embed/tAxzZZq8UdE?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>
youtube.com/embed/tAxzZZq8UdE?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>
Что такое подрезка говядины? — Новости еды
Отрезок внутренней части задней ноги животного, похожий на верхнюю вырезку по жиру и вкусу. Это то, что обычно используют для приготовления деликатесного ростбифа. Верхняя часть — это не сильно проработанные мышцы, поэтому жаркое получается более нежным и ароматным, чем другие нарезки из круглой.
Филе Миньон, Вырезка. Вырезка — это узкая полоска нежного мяса, которая охватывает поясницу и вырезку под ребрами рядом с позвоночником. Нарезанный на отдельные порции, он продается как филе миньон.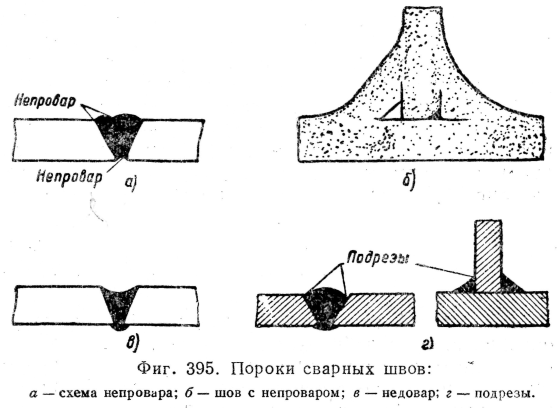 Один из самых нежных нарезов на звере, из него получается половина портерхауса или стейка Ти-Боун.
Один из самых нежных нарезов на звере, из него получается половина портерхауса или стейка Ти-Боун.
Жаркое из говядины
Пикана — это кусок говядины, снятый с верхушки крупа. Вы также можете знать его как крупу, крупу, вырезку или даже стейк из кюлота. Он имеет треугольную форму и окружен толстым слоем жира, который называется жировой шапкой.Поскольку это не чрезмерно задействованная мышца, эта нарезка остается красивой, нежной и сочной, а при приготовлении дает удивительный аромат.
Нарезанный из той же области, что и 7-Bone, но без кости, это красивый кусок мяса. Он жесткий, но вкусный и, как и другие говяжьи нарезки, лучше всего подходит для жарки в горшочке. Весит от 8 до 14 фунтов. сырой, и может включать в себя чудесно названный Chuck Eye Roll.
Переходя к первичным отрубам говядины из задней четвертины или спины животного, короткая поясница — это то место, где мы находим самые желанные куски мяса.К ним относятся стейки на косточке и портерхаус, а также стейк из стрипов или стрипов. Короткая филейная часть говядины имеет длину от 16 до 18 дюймов.
Короткая филейная часть говядины имеет длину от 16 до 18 дюймов.
Говяжья рулька — это субпродукт из говяжьего раунда. Он весит от 4 кг до 6,5 кг, в зависимости от веса тушки. У костяшки много названий: круглая часть, кончик филе, круглый кончик, центр кончика (центр в Великобритании и Ирландии), а иногда и толстый бок, жареный на кончике говяжьего шарика, жареный на кончике филе и жареный французский ролл (есть разные названия. вокруг света).
Нежирный ароматный нарез, который часто используется для приготовления ростбифа в гастрономе. Можно запечь или приготовить на медленном огне дома на каждый день.
Лучшее мясо для ростбифа
Кроссворд «Подрезка говядины» опубликован 1 раз / сек и имеет 1 уникальный ответ / в нашей системе. Посмотрите ответы «The Times Concise» на СЕГОДНЯ!
Говяжий бок — это кусок говядины, снятый с нижней стороны животного, за тарелкой и перед говяжьим кругом. У него крепкие мускулы, и он хорошо подходит для приготовления на гриле. Быстро сохнет при готовке на сильном огне. Говяжий бок — это еще один кусок говядины, который иногда используют для приготовления говяжьего фарша. Тем не менее, большинство людей считают его источником флангового стейка.
Быстро сохнет при готовке на сильном огне. Говяжий бок — это еще один кусок говядины, который иногда используют для приготовления говяжьего фарша. Тем не менее, большинство людей считают его источником флангового стейка.
Это сильно тренируемые мышцы, которые придают говядине приятный вкус, но при этом делают ее жесткой.
Грудинка. Описание: грудинка отрезается от груди или нижней части коровы. Как и голень, она имеет много соединительной ткани и может быть довольно жесткой, если ее не приготовить должным образом. Типы: грудинка известна двумя основными кусками мяса: плоской грудинкой и острием грудинки.Как готовить: грудинка — излюбленное место любителей барбекю во всем мире, ее лучше всего варить, коптить или тушить.
Если вы попробуете использовать нежный кусок говядины, то тушеное мясо на медленном огне каждый раз будет вязким и жестким. Мы знаем, что это звучит совершенно неверно, но оказывается, что более жесткие и менее дорогие куски говядины — это то, что вам нужно.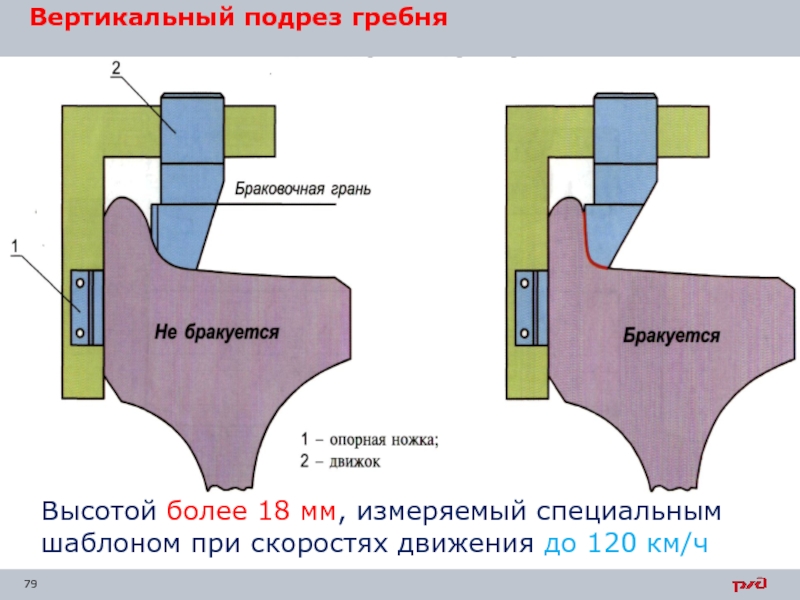 (Psst: ЭТО — способ получить лучшее мясо — и предложения — от вашего мясника.)
(Psst: ЭТО — способ получить лучшее мясо — и предложения — от вашего мясника.)
Объяснение различных видов говядины: что лучше?
Солонина изготавливается методом соленой говядины.Обычно используется грудинка, так как это жесткий кусок мяса, который становится мягким в результате длительного процесса вяления. Во время этого процесса мясо находится в рассоле, наполненном солью, чуть больше недели, по сути, мариновая мясо.
Поскольку мясной бычок — тяжелое передвижное животное, определенные мышцы выполняют большую работу, перемещая тело крупного рогатого скота с места на место, а это означает, что значительная часть быка состоит из крепких мускулов. Следующие 18 говяжьих мышц были признаны прочными как по научным оценкам, так и по результатам слепых тестов, проведенных потребительскими комиссиями.
Лучшая говядина для жаркого. Мясники разрезают ребрышки на две части; первый и второй разрез. Если вы хотите, чтобы говядина была меньше жира, выбирайте первую порцию.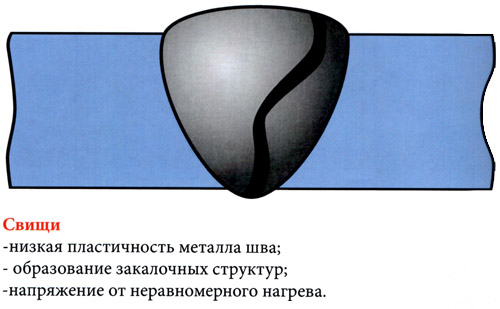 Он ближе всего к короткой пояснице, поэтому он более поджарый. Мясо второго отруба будет более жирным, а это значит, что оно будет более ароматным.
Он ближе всего к короткой пояснице, поэтому он более поджарый. Мясо второго отруба будет более жирным, а это значит, что оно будет более ароматным.
Тушеная говядина в разрезе: короткое ребро с косточкой. Короткие ребра образуются из первичного разреза на нижней стороне коровы, называемого пластиной, а не из первичного ребра, как можно было бы ожидать.По сути, это ребра, расположенные прямо там, где они приближаются к животу.
Местоположение: Короткий разрез пластины расположен ниже разреза ребра, другими словами, в центре живота коровы. Необычные отрубы: стейк из вешалки, говяжий фарш, грудинка, стейк с юбкой. Лучшие методы приготовления стейка «Вешалка с отрубами» лучше всего готовить на гриле при температуре от средней до минимальной. Вы можете использовать гриль на открытом огне или на прямом нагреве.
Что такое Picanha и как его приготовить?
В отличие от самого нежного говяжьего отруба (такого как вырезка), это очень жесткий отруб, потому что он происходит из сильно нагруженных мышц, которые используются для ходьбы и поддержания веса животного более 1000 фунтов. Слово «нежный» в названии жесткой, нежной говяжьей вырезки легко может ввести в заблуждение.
Слово «нежный» в названии жесткой, нежной говяжьей вырезки легко может ввести в заблуждение.
Хорошая говядина, откормленная кукурузой, разрезанная на 1 дюйм толщиной и маринованная для повара сегодня вечером. Ммммммм! Вы можете оставить свою говядину травой или измельчить ее для корма для собак. Я выращивал мясной скот в течение многих лет и кормил их кукурузой. Ешьте, что хотите К и я сделаем то же самое. Скотт. 25 июня 2015 г.
Жаркое из стоячих ребер, также известное как первичное ребро, — это кусок говядины из первичного ребра, один из девяти первичных кусков говядины.Хотя вся секция ребер содержит ребра с шестого по двенадцать, жаркое из ребер может содержать от двух до семи ребер. Чаще всего его жарят «стоя» на реберных косточках, чтобы мясо не касалось сковороды.
Чтобы лучше понять, как нарезается говядина, давайте возьмем небольшой урок анатомии. Первобытные отрубы говядины. Туша говядины делится на восемь основных отрубов или частей: передняя часть, грудинка, голень, ребро, короткая пластина, филейная часть, бок и круглая часть.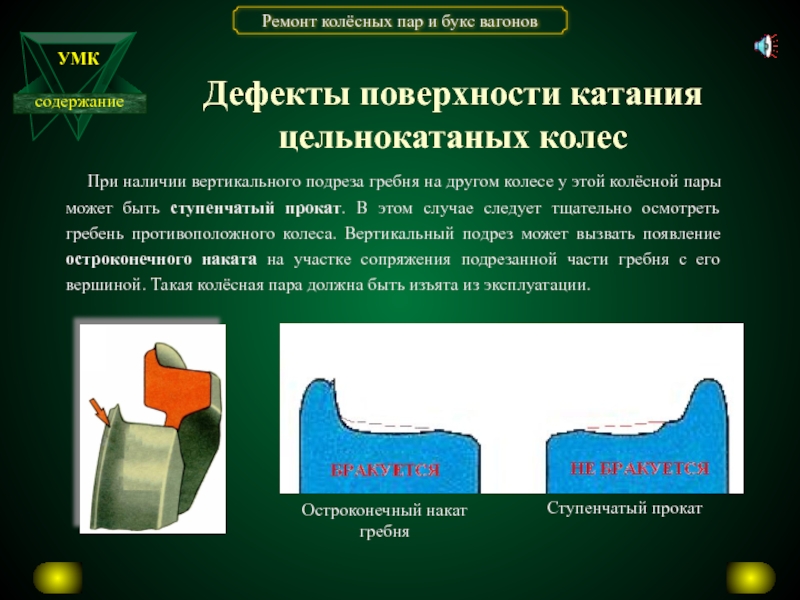 Затем каждый первичный отруб делится на субглавные отрубы.
Затем каждый первичный отруб делится на субглавные отрубы.
Защитный слой жира сверху и костей гарантирует, что мясо остается ароматным и сочным при жарке. Еще лучше филе с подрезом, когда филе все еще прикреплено к другой стороне кости. Стейк на Т-образной кости — это кусок этого отреза с вырезкой на одной стороне и частью филе на другой стороне кости.
Объяснение разделки говядины
Постные куски говядины. Министерство сельского хозяйства США определяет постную говядину как порцию на 3,5 унции (около 100 граммов), которая содержит менее:10 граммов жиров; 4,5 грамма насыщенных жиров; 95 миллиграммов холестерина; Нежирные куски говядины. Министерство сельского хозяйства США определяет особо нежирную говядину как порцию на 3,5 унции (около 100 граммов), которая содержит менее: 5 граммов жиров; 2 грамма насыщенных жиров
Выбор куска говядины. Вы хотите начать с ароматной говядины. Я почти всегда предпочитаю курицу, круглую или даже грудинку. Раунд менее плотный, поэтому вам нужно увеличить содержание жира, добавив еще один кусок.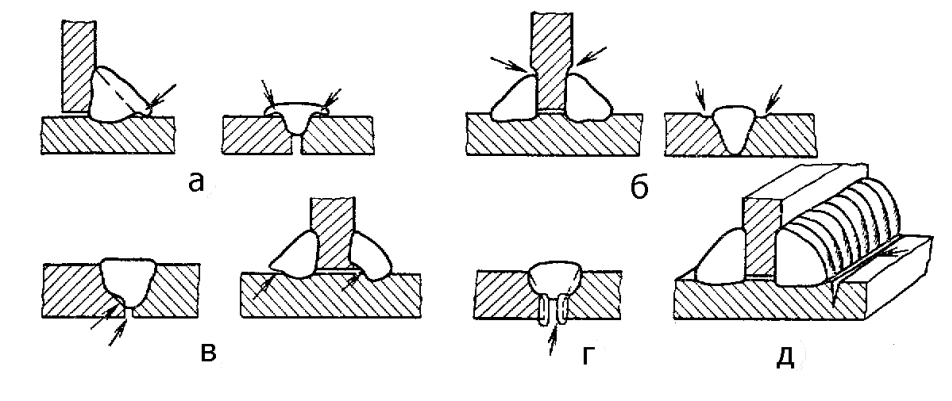 Тогда я прошу ребрышки.У них сильный говяжий вкус, а жир не тает так быстро, как другие виды говяжьего жира.
Тогда я прошу ребрышки.У них сильный говяжий вкус, а жир не тает так быстро, как другие виды говяжьего жира.
Это называется механическим размягчением, и есть несколько способов сделать это. Используйте размягчитель мяса или небольшой молоток, чтобы сломать жесткие мышечные волокна, буквально толкая говядину (вы можете обернуть разрез кусками полиэтиленовой пленки, чтобы он не запачкался). Если у вас нет молотка или размягчителя, проткните вилкой отверстия на поверхности говядины, чтобы маринад впитался быстрее.
undercut — нежное мясо поясничной мышцы с каждой стороны позвоночника
Это часть удовольствия, если не считать непревзойденного преимущества этого куска говядины! Помните, что правильно приготовленный стейк обычно является одним из лучших способов насладиться мясом, приготовленным из духовки или только что приготовленным на гриле. Многие компании, продающие эти стейки (например, MyChicagoSteak и HolyGrailSteak), постоянно предлагают различные варианты стейков.
Отрубы говядины: корейка, ребро, филе
Отрубы для жаркого из говядины.Туша коровы делится на девять основных частей, из которых выделяются и разрезаются части. После того, как мясо разделено и упаковано для индивидуальной продажи, у вас есть так называемые розничные нарезки. Передняя и задняя части животного дают наименее нежное мясо из-за всех мышц, сухожилий и соединительной ткани.
Чтобы стейк хорошего качества оказался на вашей тарелке, вам нужно пополнить свои знания о нарезке стейка. Сорт стейка в основном говорит о качестве мяса, основанном как на мраморности, так и на возрасте.Второй фактор — это крой. Правильно подобранный стейк может приготовить или испортить барбекю. У разных огранок разные качества.
Выбирая любой кусок говядины, обращайте внимание на твердое, мелкозернистое мясо; он должен быть влажным, а не сухим или слизистым. Легкая мраморность (то есть тонкие полосы) жира, проходящая через мясо, является хорошим признаком — это придает сочность и аромат, и без этого мясо после приготовления будет сухим.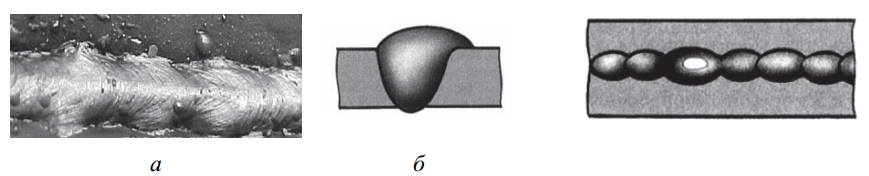
Короткие говяжьи ребрышки относительно доступны по цене и просты в приготовлении. Нарезка прекрасно тушится и прекрасно готовится в кастрюле быстрого приготовления или мультиварке.Простое английское короткое ребро из говядины можно поднять с помощью приправ, барбекю или маринада в азиатском стиле.
Однако разделить целую говяжью вырезку не так сложно, как вы думаете. Знание того, как правильно его разбить и разрезать, может сэкономить ваши деньги, потому что ваш мясник должен выполнять меньше работы, а это делает его дешевле! Мы с Дэвидом нарезали, коптили и обжарили несколько говяжьих вырезок за последние несколько месяцев.
Справочник по всем видам говядины
Говяжий фарш: вы получите примерно 70 фунтов говяжьего фарша.Говядина расфасована в пакеты по 1,5 фунта. Другое: Тушеное мясо — 8 пакетов по 0,5 фунта. Ребрышки — 3 упаковки (по 3-4 в упаковке) Суповые кости — 5 пакетов. Из говяжьего фарша можно сделать любые нарезки. Наш мясник Quadra-K с радостью проведет вас через первые заказы на резку и упаковку.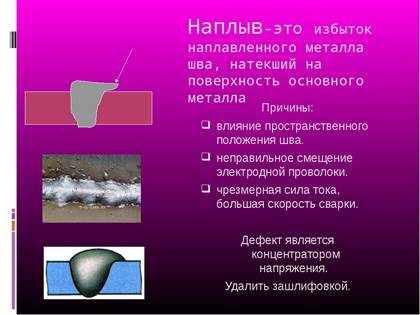
выточка — определение и значение
Хезболла и другие оппозиционные партии высказали возражения, заявив, что условия подрывают суверенитет Ливана.
Ливан передаст дела об убийстве Харири Трибуналу ООН
Это имело эффект предотвращения непосредственной угрозы, но эти действия в долгосрочной перспективе подорвали поддержку Реконструкции именно потому, что они казались опасным расширением исполнительной власти.
Источник мнения: Доставка резюме редакционных статей и статей из основных газет по электронной почте.
После этого они начинают то, что называется «подрез » — надрез на той стороне, на которую дерево должно упасть; и когда они добиваются небольшого прогресса, они с помощью остроумной и простой хитрости фиксируют правильное направление пропила, чтобы дерево упало точно там, где им нужно.
Северная Калифорния, Орегон и Сандвичевы острова
Мистер Стюарт задумчиво и красноречиво молчит на протяжении большей части пьесы, хотя его искрящиеся глаза и кривое выражение лица подрывают доверие как к депрессии стареющего человека, так и к его статусу классового врага.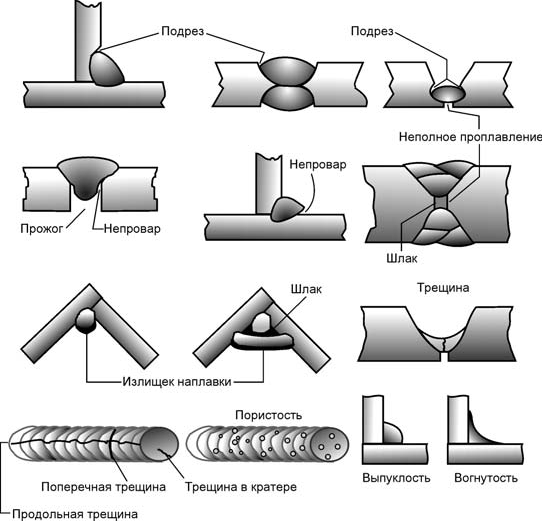
Движущееся, но запутанное «Бинго» в Чичестере
Резьба, обработанная таким образом, но вместо того, чтобы быть «посаженной» близко к фону, фиксируется на небольшом расстоянии от него (как в случае с кружевными узорами, вставленными в полые лепные украшения хора XV века. -скрины), имеет совсем другой порядок, хотя даже в этом случае его нельзя строго охарактеризовать как undercut : это больше похоже на пронзительную резьбу.
Дизайн и качество изготовления резьбы по дереву
Если это правда, то это не значит, что подрезает дело США
Утренняя слива
И я думаю, что эти люди, выходящие из строя, действительно подрывают уязвимость Опры в этом вопросе.
Расшифровка стенограммы CNN 8 января 2009 г.
Перспектива ожесточенной забастовки нависла вчера вечером из-за заявлений о том, что рабочие британской электростанции получают « подрезать » поляками, готовыми работать на 4 фунта в час меньше.
Жизнь в крутой Британии Гордона Брауна.
Г-н Буш указал на соглашение о прекращении огня между Россией и Грузией, которое было заключено Францией, и сказал, что признание двух стран « подорвет » прекращение огня.
Буш просит Россию избегать признания
Я думаю, что я вроде немного подрезал на этом испытании, потому что я не могу не изучать полевые руководства…
Идентификация экзотических птиц
40 Brilliant Примеры отсоединенных подрезов + Практическое руководство
Отсоединенные поднутрения названы так потому, что волосы на макушке «отсоединены» от боков. Это означает, что переход от более длинных волос сверху к коротким по бокам не является постепенным. Скорее, есть четко обозначенная точка, где длинные волосы заканчиваются и сразу же начинаются короткие.
Отсоединяемая подрезка идеальна для парней, которые хотят выглядеть стильно и современно.Он сочетает в себе смелость помпадура с элегантностью причёски.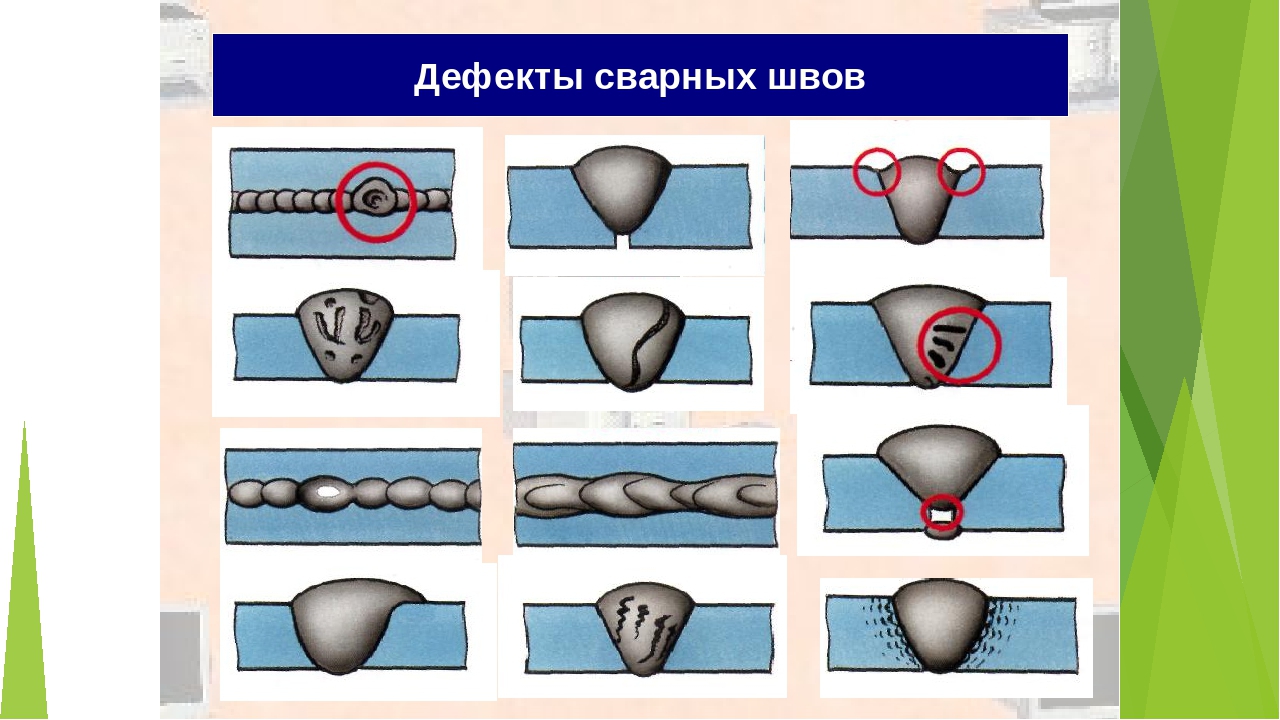 Это привлекательный, веселый стиль, который хорошо сочетается с хипстерской эстетикой.
Это привлекательный, веселый стиль, который хорошо сочетается с хипстерской эстетикой.
Как получить отсоединенный подрез
Как всегда, мы рекомендуем показывать вашим парикмахерам фотографии того стиля, который вам нужен. Вот более тонкие моменты отсоединенной поднутрения.
Прежде чем вы получите отсоединенную поднутрение, вам нужно иметь приличную длину на макушке. Это дает эффект оторванности, так как длинные волосы сверху будут резко контрастировать с короткими по бокам.Длина зависит от вас, но около 2 дюймов — хорошая отправная точка.
Tinseltown / Shutterstock.comБоковые стороны сбриваются с помощью относительно короткой машинки для стрижки бритвы (от # 2 до # 4). Если вы хотите выглядеть аккуратно и аккуратно, вы можете подправить края выреза и стороны машинкой для стрижки №0 или №1.
Волосы на макушке ни в коем случае нельзя стричь; скорее, его следует отряхнуть щеткой. Это дает резкий контраст несвязанной стрижки. Чем длиннее ваши волосы, тем больше у них будет объема и тем выше они будут казаться. Более длинные волосы также создают более поразительный контраст между макушкой и боками.
Более длинные волосы также создают более поразительный контраст между макушкой и боками.
Вы можете выбрать любой вырез горловины по своему вкусу. И закрытый вырез, и зауженный вырез хорошо дополняют свободный вырез.
Вы также можете попросить слегка модифицированную стрижку без отсоединения. В этом варианте нижние половинки сторон сбриваются бритвой №2–4. Затем ваш стилист обесцвечивает края ваших волос, чтобы они постепенно становились толще, пока не доходили до места расхождения.
Как видите, отключенную канавку можно персонализировать несколькими способами. Это гибкий стиль, и вы можете настроить его в соответствии со своим личным стилем и эстетикой.
Эта прическа требует регулярного подкрашивания или походов в парикмахерскую, чтобы поддерживать ее внешний вид. Если вы не будете ухаживать за ней, ваши волосы будут расти неравномерно и испортить прическу.
Как укладывать отсоединенную поднутрение
Отсоединенное поднутрение выглядит лучше всего, когда волосы зачесаны назад. С помощью фена раздвиньте волосы назад.Вы можете использовать щетку или расческу, чтобы придать волосам больше объема.
С помощью фена раздвиньте волосы назад.Вы можете использовать щетку или расческу, чтобы придать волосам больше объема.
определение, этимология и использование, примеры и родственные слова
WordNet 3,6
- v подрезка под углом вниз в (дерево) под основным пропилом и со стороны, на которую дерево упадет
- v подрезка (мяч) в гольфе, теннисе или хоккее под углом вниз, чтобы вызвать обратное вращение или высота до выреза
- v подрезание срезать нижнюю часть «поднутрения жилы руды»
- v подрезание вырезать материал с нижней стороны (объекта) так, чтобы оставить выступающую часть в рельефе
- v подрезать продать дешевле чем у конкурентов
- n подрезание снизу для удаления материала
- n подрезание (спорт) удар, при котором мяч вращается в обратном направлении «порезы не беспокоят хорошего теннисиста»
- n подрезание надрез надрез в стволе дерева для определения направления его падения
- n подрезать нежную мякоть поясничной мышцы с каждой стороны позвоночника
- n подрезать материал, удаленный надрезом снизу
- ***
Пересмотренный полный словарь Вебстера
- стр. Вырезать снизу.
- n Подрез Нижняя или нижняя сторона говяжьей вырезки; филе.
- Вырубка (лесное хозяйство) Для вырезания выемки на одной стороне (дерева), чтобы контролировать направление падения дерева при срубке.
- Подрезка Для обрезки стороны объекта, чтобы оставить выступающую часть.
- Снижение цены для продажи товаров или услуг по цене ниже (цены конкурента или конкурента).
- Подрезка для ослабления эффективности; чтобы подорвать или саботировать (деятельность).
- ***
- стр.
 Вырезать снизу.
Вырезать снизу.Словарь и циклопедия века
- Undercut. В гольфе, чтобы ударить (мяч) с помощью перегородок или иным способом, так что он поднимется высоко в воздух и не будет катиться далеко после удара по мячу из-за его вращения.
- Undercut В кулачной схватке для нанесения удара снизу вверх.
- n поднутрение При лесозаготовке — надрез в дереве для определения направления падения дерева и предотвращения раскола.Также называется выемкой и ником.
- n поднутрение При добыче — отверстие вдоль жилы, которое делается на дне пласта или под рудным телом, так что дробь, взрыв или любой последующий разрез должен вызвать падение руды вниз при разрыхлении.
- n подрезка Любая часть рисунка, используемого при литье, которая находится за пределами перпендикуляров или нормалей к поверхности разделительной плоскости опоки, так что при нанесении рисунка песок неизбежно оторвется им, или что полностью предотвращает прорисовку выкройки.Это обратное конусу.
- undercut Описание переплетного устройства, которое отрезает бумагу с нижней стороны.
- подрезка Обратите внимание на пластину с фотогравировкой, на которой кислотная листва слишком сильно укусила под линиями.
- поднутрение В резьбе и скульптуре, чтобы отрезать материал так, чтобы затронутая часть (фигуры или рисунка) стояла вне фона или выступала: так как резьба фриза сильно подрезана.
- n с подрезом То же, что и вырезка.
- ***
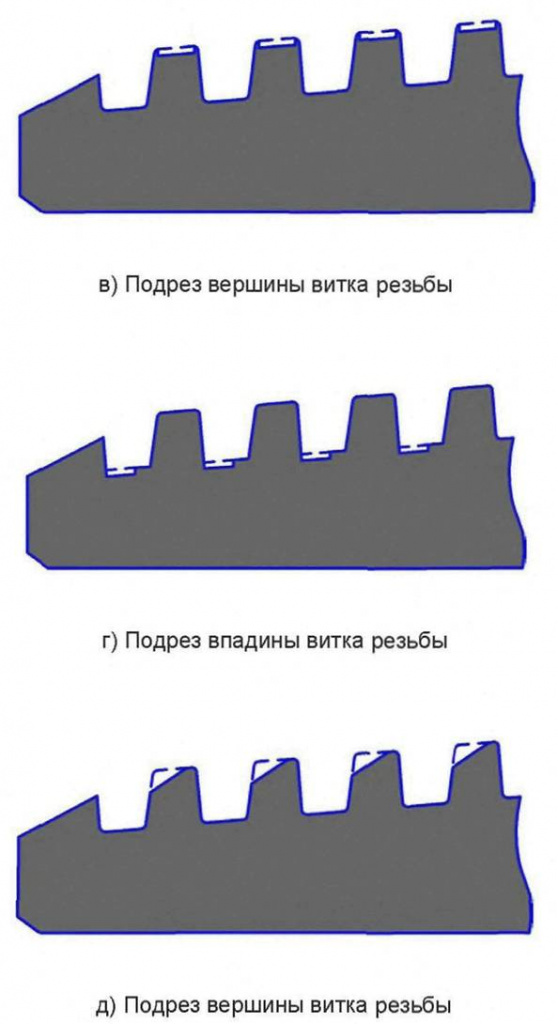
Словарь Чемберса двадцатого века
- в. t Подрезка un-dėr-kut ′ разрезать под, как массу угля: нанести сильный удар вверх: перейти к основанию
- прил. части с рельефным разрезом под
- n Подрезка под действием или эффектом разрезания под: удар, нанесенный вверх: вырезка
- ***
- в.
 t Подрезка un-dėr-kut ′ разрезать под, как массу угля: нанести сильный удар вверх: перейти к основанию
t Подрезка un-dėr-kut ′ разрезать под, как массу угля: нанести сильный удар вверх: перейти к основаниюВ литературе:
Я пару раз подрезал его.
«Космический корабль по имени Макгуайр» Гордона Рэндалла Гарретта
Везде двадцать из них ждут, чтобы сократить нашу зарплату.
«Тихий Джим» Оноре Уилси Морроу
Однако соседи Ирака мало что делают, чтобы помочь ему, а некоторые подрывают его стабильность.
«Отчет исследовательской группы по Ираку», Институт мира США
В то же время английский китобойный промысел субсидировался государством и мог подорвать конкуренцию.
«Щедрость Чесапика» Джеймса Уортона
D. Если подрезка жирная и глубокая, а выступ твердой формы не уменьшен, вы получаете полный рельеф.
«Корона дикой оливы» Джона Раскина
Это длинный рулет из подрезанной говядины, такой длинный, что кажется, что его продают на дворе.
«Домашняя жизнь в Германии» миссис Альфред Сиджвик
Обрежьте край внахлест, чтобы не осталось подрезов.
«Таксидермия» Леона Лютера Прея
Двумя ударами и подрезкой он положил их им на спину, а оставшиеся бойцы воздержались от объявления войны.
«Проповедник Кедровой горы» Эрнеста Томпсона Сетон
Они вырезаны на столбе с особой тщательностью, все их стебли подрезаны.
«Камни Венеции, том II (из 3)», Джон Раскин
W.Один из самых известных угольных резаков Э. Гарфорта обеспечивает поднутрения от 5-1 / 2 до 6 футов.
«Британская энциклопедия, 11-е издание, том 6, фрагмент 5», издательство Different
***В новостях:
Судебные документы подрывают защиту рейтинговых агентств.
Обама стремится подорвать репутацию Ромни по опросу вакансий.
Поиск честного человека подрывает культуру коррупции Марк Гайдиш Комментарий.
Десять лет назад корпоративных лидеров больше всего беспокоило то, что конкурентоспособность США будет подорвана из-за неадекватных навыков рабочей силы.
В некоторой степени уступает партнерам AWS, предлагающим аналогичные услуги.
Вмешательство соседей подрывает стабильность Ирака.
Этническая рознь в Мьянме подрывает реформу.
У шоу была обманчиво простая концепция: проигрывать как новые, так и старые музыкальные видеоклипы, добавляя сверху небольшие информационные фрагменты, которые дополняли — и сокращали — действие на экране.
Новое исследование показало, что постоянные опасения по поводу безопасности детских вакцин могут подорвать национальные усилия по иммунизации.
Секретность WSDOT подрывает его собственные туннельные планы.
Переделка Ford своего среднеразмерного седана Fusion вызывает восхищение, хотя некоторые проблемы с трансмиссией бензиновых моделей подрывают его.
Переделка Ford своего среднеразмерного седана Fusion вызывает восхищение, хотя некоторые проблемы с трансмиссией бензиновых моделей подрывают его.
Как создать поднутрение.
Щелкните изображение, чтобы увеличить Подрезка, созданная СОВРЕМЕННЫМ фанатом Facebook Брайаном Дженсеном.
Дебют Apple IPad Mini оставляет соперникам возможность снизить цену.
***В науке:
Оба термина просто неприменимы. Можно начать замечать изменчивость ортодоксальной квантовой философии, которая заставила Белла описать ее как «непрофессионально расплывчатую и двусмысленную».[1, стр. 173] В конечном счете, именно принятие Стаппом этой философии подрывает его попытку продемонстрировать нелокальность.
Локальность Белла и нелокальный характер природы
Некоторая элегантность модели подрывается требуемым узким диапазоном масс WD: ∼ 0,9 — 1,1 M (cid: 12), чтобы достичь центральной плотности, необходимой для производства элементов с железным пиком.
Сверхновые типа Ia как конечные точки звезд и космологические инструменты
Для этого мы продвигаем матрицу, используя рассматриваемый алгоритм, до тех пор, пока мы не уменьшим каждый из допусков в списке и по пути не сохраним соответствующую статистику.
Сколько времени нужно, чтобы вычислить собственные значения случайной симметричной матрицы?
Экспериментальные трудности могут подорвать независимость микроматриц, оставаясь при этом необнаруживаемыми при анализе перестановок.
Микроматрицы, эмпирический байесовский анализ и модель двух групп
Резист не удаляется после глубокого травления канавки, и он все еще достаточно толстый, чтобы его можно было использовать на заключительном этапе — газовом травлении XeF2, которое вырезает кремний под мембраной и ножками для термической изоляции болометров.
Антенно-связанные группы болометров TES для поляриметрии реликтового излучения
***40 горячих вырезов для женщин, которые называют ваше имя
Подрезы для женщин уже довольно давно являются одними из самых популярных женских стилей. Вы можете сделать скрытое бритье сбоку, создать креативный узор на спине или поиграть со слоями и асимметрией. Выбери свой собственный способ показать свою внутреннюю рок-звезду!
Что такое поднутрение? Учитесь, пролистывая этот список из 40 шикарных женских дизайнов с подрезкой.
Андеркат — это прическа, популярная как у мужчин, так и у женщин. Это стрижка с короткими выбритыми сторонами и / или спиной и более длинной верхней частью.

1. Подрезка верхнего узла отсоединена. Спаситель в жаркие летние дни. Повседневный, но вместе взятый стиль, который будет хорошо сочетаться с рабочей одеждой и вечерним платьем.
2. Булочка с аккуратным вырезом на затылке. Большую часть времени укладываете волосы вверх? Подрезанный затылок с выцветанием прекрасно дополнит вашу чистую прическу.
3. Вырезание треугольника на затылке с дизайном. Стрижка с подрезкой для женщин, которые хотят добавить небольшой секрет к своему обычному стрижку. Расправьте волосы, чтобы скрыть рисунок, и наденьте их, чтобы получить вау-эффект.
4. V-образный вырез на затылке со светлыми бликами. Это для творческих дам. Здесь вы не просто сбриваете часть волос в форме буквы «V», а добавляете блики и тени, используя различные настройки машинки для стрижки.
5.Серая подрезанная пикси с акцентом. В наши дни простую женскую подстрижку сложно назвать революционной прической, так что дерзайте! Чтобы освежить стрижку, покрасьте волосы в серый цвет и добавьте желтый акцент, чтобы создать впечатление, будто на вашей челке отдыхает солнечный кролик.
6. Короткая рваная подрезка Pixie. Девушка, перестань прятаться за замками и прими себя, открыв миру свое прекрасное лицо. Эта прическа стала одной из фаворитов голливудских звезд, так как идеально дополняет линию подбородка и скулы.
7. Помпадур спереди и сзади. Еще один вариант укладки без суеты для модной женской подрезки. Здесь вы можете носить верхнюю прическу либо как длинную челку, либо уложить помпадур с помощью текстурирующего спрея.
8. Незначительный подрез для женщин «Barely There». Хороший способ перейти от короткого боба к смелому стилю поднутрения. Если убрать большую часть волос на одну сторону, они получат нужный объем, а небольшая подрезка показывает края ваших прямых волос!
9.Длинный боб Purple Balayage с вырезом. Наполовину обритая голова — определенно фальшивка. Вы можете позволить локонам свободно развиваться в одну сторону или добавить небольшую косу, чтобы подчеркнуть пробор.
10. Контрастный длинный вырез под пикси в цвете «Блондинка». Поиграйте с традиционной стрижкой пикси: добавьте несколько слоев, боковую челку и глубокую подрезку, чтобы показать контраст между жемчужно-светлыми прядями и вашими естественными корнями.
11. Секретная подрезка для длинных волос. Если у вас красивые длинные волосы и вы предпочитаете пучок, это одна из лучших причесок с подрезкой для женщин, которая подчеркнет вашу бунтарскую сторону.
12. Многослойная подрезка для густых волос. Если вы не хотите беспокоиться о стилизации поднутрения, добавьте к нему несколько слоев и используйте текстурирующий спрей для создания четкости и объема.
13. Мальчишеский подрез. Подрезанная стрижка и стрижка с выцветанием для женщин создают андрогинный образ, идеально подходящий для сорванцов, которые могут постоять за себя. Немного взъерошьте макушку, чтобы прическа выглядела пышной.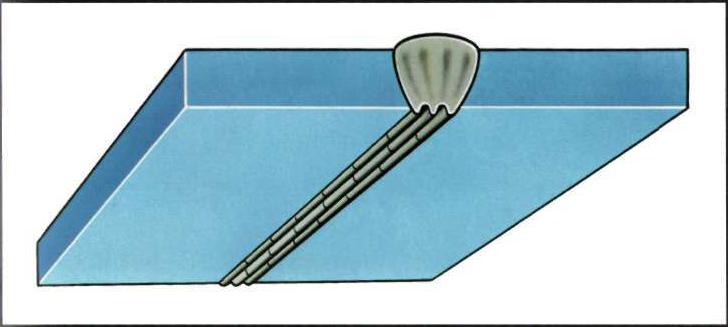
14. Прическа с выцветанием ирокез с аннулированием. Выцветшие андеркоты всегда в моде: они классические, и их легко раскачать.Похвалите его грязным пернатым ирокезом, и готово.
15. Симпатичная короткая фигурная подрезка. Без сомнения, сложно работать с вьющимися волосами, но с правильной подрезкой можно получить потрясающую четкость и объем. Идеально подходит для кудрявых девушек, не требующих особого ухода.
16. Переход с короткой канавкой на боб. Мягкая, нежная и свежая прическа в форме чаши — отличный вариант для девушек, желающих вернуться к более длинным волосам без неудобных промежуточных причесок.Кроме того, вы не ошибетесь с резким низким затуханием.
17. Боб с прямым бритым подрезом. Сохраните мягкость с помощью небольшого мелирования, позволив вашим волосам сиять в этой прохладной короткой прическе «боб». Добавьте деликатное бритье на бок, чтобы освежить образ.
18. Андеркат с геометрической короткой стрижкой. Что еще вы могли бы пожелать в смелом и резком стиле? Боковое бритье с острым носком? Проверять. Чистый подрез и помпадурная челка? Проверять.
19. Грязный подрез с Babylights. С этим грязным вырезом в виде чаши вы словно вышли из французской романтической комедии. Мелированные локоны придают прическе дополнительный объем и сохраняют свежий вид.
20. Длинная прическа с подрезкой от руки. Отличная особенность этой подстрижки — то, что вы можете выбрать любой рисунок, который вам нравится, особенно для длинных волос. Попробуйте что-нибудь творческое и решите, хотите ли вы похвастаться этим или сделать сюрприз.
21. Лавандовая чаша с надрезом. Кто-то может сказать, что стрижки ушли в прошлое, но вы можете приправить их подрезкой и смелым цветом волос. Кроме того, эта прическа добавляет волосам объем.
22. Прическа с вырезом из кефали. Вернитесь в те грандиозные дни из 90-х со стильной изменчивой стрижкой, подходящей как для толстых, так и для тонких прядей.
23. Текстурированная поднутрение Pixie. Это стрижка с подрезкой, которую женщины используют в фильмах, когда решают начать новую жизнь, поэтому, если вы собираетесь начать все сначала, не бойтесь экспериментировать со слоями, текстурами и длинами!
24.Кудрявая прическа с подрезкой. Женские подрезы придают женскому образу определенную резкость, а в сочетании с вьющимися волосами они выглядят совершенно великолепно, отражая как вашу женственную, так и непокорную сторону.
25. Подстрижка для длинных волос с выбритыми линиями. Что хорошего в этих стрижках, так это то, что вы можете легко скрыть подстриженные волосы, откинув волосы на другую сторону или оставив их на виду. Независимо от того, выберете ли вы линии или что-то более сложное, боковое бритье и длинные волосы будут интересным сочетанием.
26. Platinum Blonde Short Undercut Fade. Голливудский фаворит с почти незаметным выцветанием рисунка идеально дополнит вашу линию подбородка и острые скулы.
27. Кудрявый боб с односторонней подрезкой. Универсальная модель с подрезкой, которую могут носить и обнимать женщины любого возраста. Крой идеально подходит для девушек, которые предпочитают менять внешний вид и удивлять окружающих новой прической через день.
28. Подрезанные светлые волосы на затылке. Всегда приятно добавлять дополнительные слои для обесцвечивания светлых волос, поскольку это автоматически придает им больше объема и объема. Как и здесь, более темная выбритая часть оттеняет изменчивые пряди платиновой блондинки.
29. Стрижка пикси с резкой подрезкой. Эта прическа идеально подходит для тонких волос и представляет собой более смелую версию традиционной стрижки пикси. Здесь у нас есть заостренные советы, по которым вы можете лепить себя в любом направлении.
30. Женский выточенный дизайн с линиями. Один из самых простых женских дизайнов с подрезкой, который вам не надоест.Тонкие линии и резкие слои всегда будут хорошо смотреться!
31. Базз-вырез с канавками и голубыми бликами. Обведите машинкой для стрижки линии между подрезом и волосами на макушке. Благодаря изменчивой текстуре и креативному цвету короткие волосы выглядят непревзойденно.
32. Отсоединенный подрез с лиловым выступом. В то время как резкие несвязные стили могут выглядеть невероятно смелыми и жестокими, яркие сиреневые и пурпурные оттенки в свободных локонах определенно создают приятную мягкость вокруг более резких элементов.
33. Фиолетовая стрижка андеркат с серебряным акцентом. Различные оттенки фиолетового и синего единорога красиво выделяются в текстурированном ирокезе, в то время как выбритый поднутрение имеет собственный аксессуар — серебряный блеск.
34. Короткий боб с вырезом на затылке. Поиграйте немного, и пусть ваши волосы ниспадают на чисто выбритый подрез на затылке. Завершите образ мягкими прядями по бокам.
35. Женщины с красной подрезкой и длинными волосами. Классика для длинноволосых девушек.Вы можете сами выбрать, хотите ли вы похвастаться тем, что у вас под гривой, или изменить пробор и прикрыть его для более официальных случаев.
36. Андеркат для пожилых женщин. Женщины постарше избегают моделей с подрезкой для женщин. Лучше оставить его более классическим. Любая подрезка смотрится дерзко, даже самая простая. Когда большая часть волос прилегает к лицу, вы получаете повседневный вид с нужным объемом и текстурой.
37. Классная прическа Боб с вырезом. Этот стиль не только поможет вам продемонстрировать свои блестящие волосы, но и придаст вам легкий и аккуратный вид без особых хлопот.
38. Низкий вырез для платиновых блондинок. Симпатичная стрижка для девушек с круглыми лицами, которые также хотят прикрыть лоб и открыть бока. Вместе с тем, такая симпатичная пикси с подрезкой прослужит некоторое время и не требует особого ухода.
Низкий вырез для платиновых блондинок. Симпатичная стрижка для девушек с круглыми лицами, которые также хотят прикрыть лоб и открыть бока. Вместе с тем, такая симпатичная пикси с подрезкой прослужит некоторое время и не требует особого ухода.
39. Острый несвязный хвост с подрезом. Если вы хотите передать атмосферу своего племени и рассказать всем, насколько вы сильны и независимы, это ваш шанс! С отчетливым двухсторонним пробором и аккуратными геометрическими линиями вы сразу же окажетесь на вершине.
40. Дреды с длинным подрезом. Подрезы и страхи идут вместе, как PB и Jelly. Вы можете многое сделать с точки зрения дизайна поднутрения, чтобы соответствовать вашим страхам, но сохранение традиционности также является хорошим вариантом.
Если вы ищете хорошие прически с подрезкой для женщин, легко потратить много часов в Интернете в поисках идеальной стрижки. Мы предлагаем вам выбрать несколько из ваших самых любимых идей и передать их своему стилисту — и они будут знать, что делать!
20 лучших причесок с подрезкой для мужчин в 2022 году
Когда дело доходит до модных причесок, андеркат, несомненно, один из лучших. Во-первых, стрижка молодежная и универсальная, а это означает, что она отлично подходит для вьющихся, прямых или волнистых волос. Еще одна замечательная черта поднутрения — это то, что вы можете интерпретировать его по-разному. Таким образом, легко найти подходящий вариант, соответствующий вашему стилю. &
Во-первых, стрижка молодежная и универсальная, а это означает, что она отлично подходит для вьющихся, прямых или волнистых волос. Еще одна замечательная черта поднутрения — это то, что вы можете интерпретировать его по-разному. Таким образом, легко найти подходящий вариант, соответствующий вашему стилю. &
СВЯЗАННЫЙ: Лучшие прически для формы вашего лица
1. Отсоединенная канавка
Отсоединенный подрез основан на резком контрасте между волосами наверху и сбритыми сторонами.Таким образом, он создает смелый и яркий внешний вид, который идеально подходит для модных мужчин. Итак, если вам нужен смелый новый образ и вы не боитесь вскружить голову, то это вариант, который стоит попробовать.
2. Задняя часть + подрезка
Андеркат подходит для всех типов волос, но особенно гладко выглядит с прямыми прядями. Итак, если у вас прямые волосы, подумайте о том, чтобы сделать их подрезкой и зачесать назад с помощью помады или геля. Мало того, что стиль будет выглядеть резким и изящным, но и подрезка добавит интереса вашему образу без необходимости использования какой-либо текстуры. В качестве бонуса это также серьезно упростит вашу утреннюю рутину.
Мало того, что стиль будет выглядеть резким и изящным, но и подрезка добавит интереса вашему образу без необходимости использования какой-либо текстуры. В качестве бонуса это также серьезно упростит вашу утреннюю рутину.
3. Боковая часть + выточка
Для получения одновременно изысканного и резкого внешнего вида вам следует подумать о подрезании боковой части. Эта стрижка, сочетающая резкий контраст андерката с элегантным уклоном сбоку, идеально подходит для современных мужчин.Для смелого взгляда выберите отсоединенный поднутрение. Или, если вы предпочитаете более утонченный вид, придерживайтесь классического подреза с небольшой длиной по бокам.
4. Выточка + обдув
Одна из замечательных особенностей андерката — это то, что вы можете свободно укладывать волосы на макушке, как хотите. Вытяжка, например, — это всего лишь один из отличных способов стрижки. Чтобы добиться идеального обдува, вымойте волосы и слегка высушите их полотенцем. Затем высушите волосы феном, направляя пряди вверх и назад с помощью круглой щетки. Затем нанесите помаду или гель, чтобы придать форму, а затем нанесите лак для волос.
Затем высушите волосы феном, направляя пряди вверх и назад с помощью круглой щетки. Затем нанесите помаду или гель, чтобы придать форму, а затем нанесите лак для волос.
5. Поднутрение храма
Не совсем готовы полностью отрезать внутреннюю часть волос? Это не проблема. Вы всегда можете сделать выбор в пользу поднутрения висков. В отличие от обычного андерката, висковый андеркат включает более короткие волосы только вокруг висков. Таким образом, любые волосы за ушами и на затылке остаются длинными, как макушка.В результате получается уникальный стильный внешний вид, который в то же время привлекает внимание.
6. Седые волосы + андеркат
Не только молодые мужчины могут отлично выглядеть с поднутрением. Многие седовласые мужчины также могут выглядеть потрясающе в этом гладком и стильном фасоне, при условии, что у них будет уверенность в этом. Итак, если у вас седые волосы и вы ищете новую модную стрижку, подумайте о том, чтобы попросить своего парикмахера сделать подрезку. Этот образ обязательно подчеркнет вашу внешность и вызовет восхищение.Затем просто соедините его с изысканной гладкой спинкой, чтобы ваш общий вид был отполирован и уместен.
Этот образ обязательно подчеркнет вашу внешность и вызовет восхищение.Затем просто соедините его с изысканной гладкой спинкой, чтобы ваш общий вид был отполирован и уместен.
7. Подрезка + бахрома
Стили с подрезкой очень популярны в наши дни. Итак, если вы хотите выделиться из толпы, вы можете добавить свежий элемент в свой образ. Бахрома — отличный способ придать вашей прическе модный вид. Независимо от того, полностью ли у вас поднутрение или ограничено висками, бахрома станет отличным дополнением.Просто убедитесь, что он подходит вашему лицу, прежде чем продолжать его использовать.
8. Вьющиеся волосы + подстрижка
Если у вас от природы кудрявые волосы, вьющиеся волосы с подрезом могут стать отличным вариантом. Этот стиль не только подчеркнет ваши локоны, но и поможет их приручить. Если сбрить волосы по бокам и сзади для подрезки, весь ваш естественный объем и текстура будут сосредоточены на макушке, создавая аккуратный и элегантный вид.
9. Короткая канавка
Не все прически с подрезкой должны сочетаться с длинными волосами сверху. Если вы качаете бритые бока, даже короткая длина на макушке будет стильным контрастом. Итак, если вам нравится внешний вид поднутрения, но вам нравится тонкий стиль, вам следует попробовать короткую поднутрение. Однако имейте в виду, что без веса, который обеспечивают длинные волосы, может быть сложно аккуратно укладывать волосы на макушку.Таким образом, короткий подрез часто лучше всего сочетать с полным стилем, таким как помпадур или взглядом вперед.
10. Цезарь + Подрезка
Сочетание двух стильных образов в одном может работать невероятно хорошо, особенно когда речь идет о разрезе Цезаря и поднутрении. Стрижка Ceaser, популярная со времен Юлиуса Цезера, — это классическая мужская прическа с короткой длиной и небольшой бахромой. В сочетании с модным подрезом образ мгновенно переносится из прошлого в сегодняшний день, создавая впечатляющий внешний вид.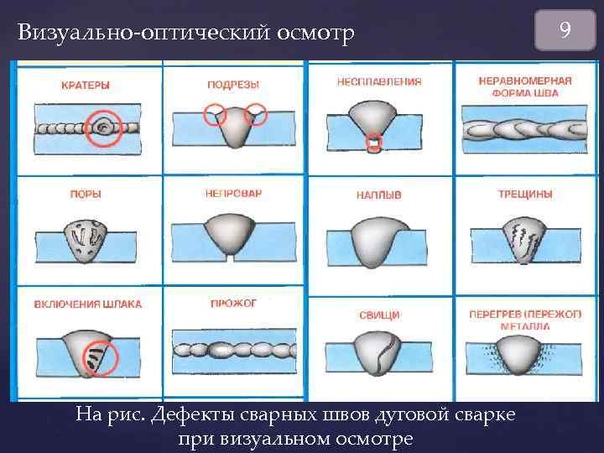
11. Жесткая часть + выточка
Мужчинам с резким нравом понравится сочетание поднутрения и твердой части. Хотя издалека этот стиль может выглядеть просто как еще одна подрезка с боковым пробором, на самом деле вблизи он выглядит намного смелее. Этот современный стиль с подрезкой с выбритой частью выглядит эффектно. Все, что вам нужно сделать, это отрегулировать толщину детали и длину поднутрения, чтобы они соответствовали тому, насколько сильным вы хотите добиться внешнего вида.
12. Pompadour + Undercut
Направьте 1950-е в свой антураж с объемным помпадуром в стиле рокабилли. Помпадур лучше всего сочетается с длинными прядями и придает стильный и привлекательный вид вашей длине. Подумайте о линиях этого кроя с зачесанной спинкой, но крупнее и смелее. Для наиболее точной интерпретации образа 50-х вы захотите использовать гель-продукт сильной фиксации с влажным эффектом и расческу.
13.
 Длинные волосы + андеркат
Длинные волосы + андеркатТем, кто хочет заявить о себе с помощью своей прически, подстрижка для длинных волос предлагает именно это. Сочетание коротких сторон и длинных распущенных волос на макушке создает эффектное сопоставление. Крой также придает ощущение стиля длинноволосому образу, который в противном случае мог бы казаться неопрятным и небрежным. Попросите вашего парикмахера снимать часть веса с ваших волос во время стрижки, чтобы волосы текли, а контраст был отчетливым.
14.Половина пони + андеркат
Возможно, вы хотите сохранить длинные волосы с подстрижкой, но в более сдержанном и современном контексте. Полупони по-прежнему так же популярны, как и последние пару лет, а почему бы и нет? Половина пони — отличный вариант для волос такой неудобной переходной длины, придающей вашим длинным прядям резкий, но неконтролируемый вид.
15. Волосы сбоку + андеркат
Первый шаг к использованию подрезки сбоку — убедиться, что у вас есть более длинные пропорции наверху, чтобы пробор хорошо сочетался с более короткими сторонами вашей стрижки. Ключ к устранению косого подреза — убедиться, что вы делаете пробор правильным образом, который у всех разный. Так что убедитесь, что вы выбираете лучший пробор для лица. Обычно это зависит от того, в какую сторону естественным образом выпадают ваши волосы.
Ключ к устранению косого подреза — убедиться, что вы делаете пробор правильным образом, который у всех разный. Так что убедитесь, что вы выбираете лучший пробор для лица. Обычно это зависит от того, в какую сторону естественным образом выпадают ваши волосы.
16. Волосы, зачесанные вперед + подрезка
Давайте возьмем эти прямые, зачесанные вперед волосы не обязательно равны челке. Тем не менее, перспективный взгляд действительно привносит современный взгляд в эту стрижку.Это обеспечивает аккуратный вид, который лучше всего подходит для более коротких волос. Используйте матовое средство для волос, чтобы добавить этому образу интересную текстуру. Если с момента вашей последней челки прошло некоторое время, выберите одинаковую длину по верху, вы скоро узнаете, как и работает ли это с вашим лицом.
17. Многослойные волосы + андеркат
Для чего-то немного другого вам может понадобиться многослойная подрезка.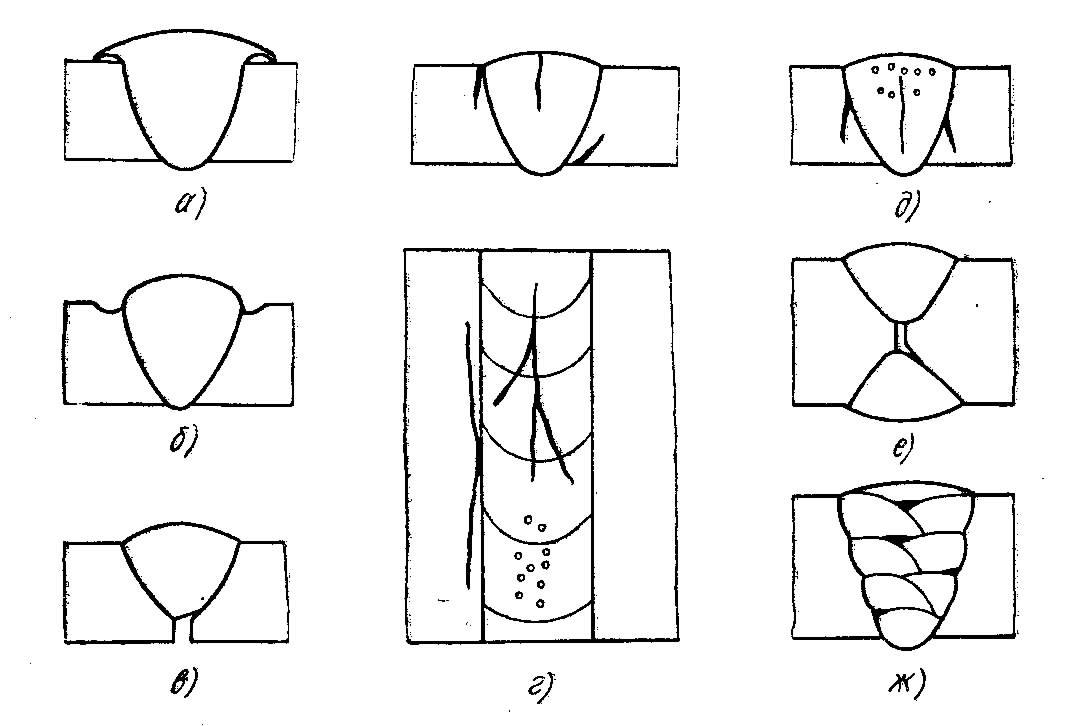 Этот вариант стрижки идеально подходит для тех, кто хочет визуально придать волосам пышность и глубину.Добавляя слои, вы визуально увеличиваете свои локоны, делая волосы объемными. Вы также должны определить, до какой степени вы хотите уложить волосы слоем. Для этого вам следует начать с того, что попросите парикмахера отрезать более короткие сегменты ваших волос, а затем приступить к удалению более длинных частей, если вам нравится, как они подходят вашему лицу.
Этот вариант стрижки идеально подходит для тех, кто хочет визуально придать волосам пышность и глубину.Добавляя слои, вы визуально увеличиваете свои локоны, делая волосы объемными. Вы также должны определить, до какой степени вы хотите уложить волосы слоем. Для этого вам следует начать с того, что попросите парикмахера отрезать более короткие сегменты ваших волос, а затем приступить к удалению более длинных частей, если вам нравится, как они подходят вашему лицу.
18. Подрезка + дреды
Андеркат подходит для самых разных причесок, даже с дредами.Так что, если вы предпочитаете, чтобы ваши растрепанные волосы были приручены страхами, не бойтесь добавить к своему образу изящную стрижку. Подрезка не только сделает ваши волосы более послушными, но и придаст дополнительный стиль вашему внешнему виду. Затем все, что вам нужно сделать, это решить, как вы хотите носить свои дреды сверху. Вы можете оставить их свисающими на одной стороне, чтобы создать резкий вид, или связать их в пучок или хвост, чтобы они выглядели молодо.
19.Булочка для мужчин + выточка
Для бесспорно модного взгляда на модную подрезку рассмотрите вариант сочетания ее с мужским пучком. Мужской пучок — это не просто образ для хипстеров, он стал основной прической, которую может поднять каждый мужчина. И, сочетая его с поднутрением, вы можете сделать свой общий стиль гладким и завидным. Хочу больше? Подумайте о том, чтобы добавить бороду, чтобы дополнить пучок и вырезать.
Часто задаваемые вопросы
Что такое подстриженные волосы?
Прическа с подрезкой — это место, где задняя и боковые части стрижки короче макушки, что позволяет волосам на макушке сидеть по бокам.
Кто сделал андеркат популярным?
Поднутрения были в моде и вышли из моды со времен Эдварда. На протяжении многих лет это было обычным явлением среди британских банд, групп альтернативных правых и военных. Однако в последние годы он стал невероятно модным благодаря таким шоу, как «Острые козырьки» и «Ярость».
Могу ли я снять поднутрение?
Подрезывеликолепны, потому что они невероятно универсальны и могут быть адаптированы к разным формам лица. Овальные, круглые и квадратные лица лучше всего смотрятся с поднутрением, так как он дополняет их угловатые черты и уравновешивает линию подбородка.
Подрезка требует особого ухода?
Подрезы требуют более тщательного ухода, поскольку ключ к внешнему виду — короткие стороны. Поэтому вам стоит запланировать поход к парикмахеру, чтобы он чистил бока каждые три-четыре недели. Кроме того, поскольку поднутрения обычно бывают одной длины, в отличие от выцветания, их легко подправить дома устойчивой рукой и электрической машинкой для стрижки.
Как стилизовать поднутрение?
1. Выберите поднутрение с короткой длиной сверху для классического вида.
2. Если у вас тонкие волосы, выберите многослойную подрезку, чтобы добавить объема и текстуры.
3. Используйте матовый мусс для волос, чтобы уложить современную зачесанную подкладку, или гель для классического образа.