классификация, типы сварочных соединений, основные геометрические параметры шва
Одним из способов соединения частей материала является сварка. Метод нашел очень широкое применение в разных областях. С помощью этого относительно дешевого и вместе с тем надежного метода получают неразъемные соединения. С учетом разновидностей металлов, у каждого из которых свои особенности сваривания, различий условий проведения работ и требования к соединению, выделяют разнообразные виды сварных швов и соединений.
- Зоны сварки
- Классификация сварных соединений и швов
- Особенные соединения
- Геометрия шва
- Выбор
Зоны сварки
Зона сплавления с частично оплавленными зернами — 0,1−0,4 мм главного металла. Когда металл в этой зоне прогреется, его структура становится игольчатой с высокой хрупкостью и низкой прочностью.
Зона термического делится на четыре участка:
- I — относится к основному металлу, нагревшемуся до температуры превышающей 1100 °C.

- II — участком является зона нормализации, в которой главный металл прогревается на 900 °C. Структура зерна тут гораздо мельче, чем в предыдущем случае. Занимает этот участок 1−4 мм.
- III — зона неполной кристаллизации, в которой главный металл прогревается до 750− 900 °C. Здесь попадаются и мелкие, и крупные зерна. Механические свойства снижаются вследствие неравномерности распределения кристаллов.
- IV — зона рекристаллизации. Прогревается до 450− 750 °C и восстанавливается форма зерен, деформированных из-за прошлых механических воздействий. Примерная ширина — 5−7 мм.

Зона главного металла начинается от участка, прогревающегося менее чем на 450 °C. Структура здесь сходна со структурой основного металла, но сталь теряет крепость за счет прогревания.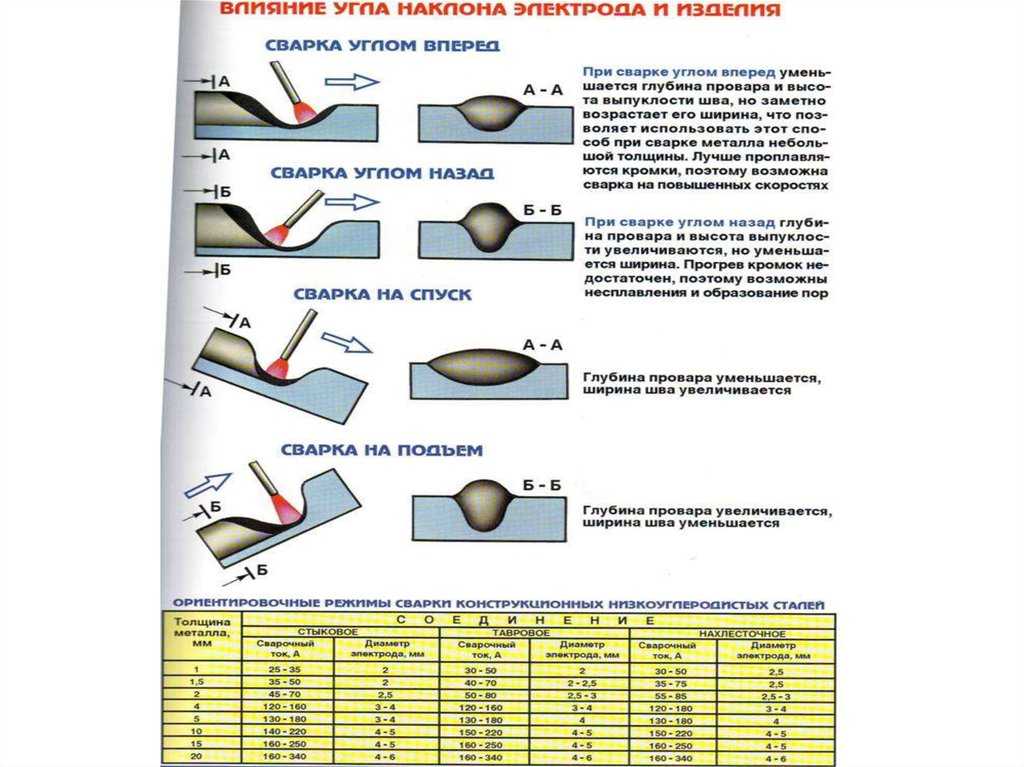
Классификация сварных соединений и швов
Виды швов в зависимости от признаков делятся на несколько категорий. По внешнему виду выделяются:
- Нормальные.
- Выпуклые.
- Вогнутые.
По типу сварные швы бывают одно- и двусторонними. По числу проходов — одно- и многопроходными. По числу слоев: односторонние и многослойные (при сваривании толстых металлов).
Есть также разновидности по протяженности:
- Односторонние непрерывные.
- Односторонние прерывистые.
- Двусторонние цепные.
- Двусторонние шахматные.
- Точечные швы (создаваемые контактной сваркой).
Типы швов по вектору усилия воздействия:
- Поперечный — усилие перпендикулярно шву.
- Продольный — усилие параллельно шву.
- Косой — усилие под углом.
- Комбинированный — признаки и поперечного и продольного шва.

По пространственному положению:
- полупотолочный;
- горизонтальный;
- нижний;
- вертикальный;
- полугоризонтальный;
- полувертикальный;
- потолочный;
- в лодочку.
По функциям швы делятся на следующие:
- Прочные.
- Прочно-плотные.
- Герметичные.
По ширине:
- Ниточные швы, чья ширина практически не превышает величину диаметра электрода.
- Уширенные швы делаются поперечными колебательными движениями стержня.
Особенные соединения
Стыковое. Самый распространенный вариант, представляющий обыкновенное соединение торцевых поверхностей или листов. Для их формирования требуется минимум времени и металла.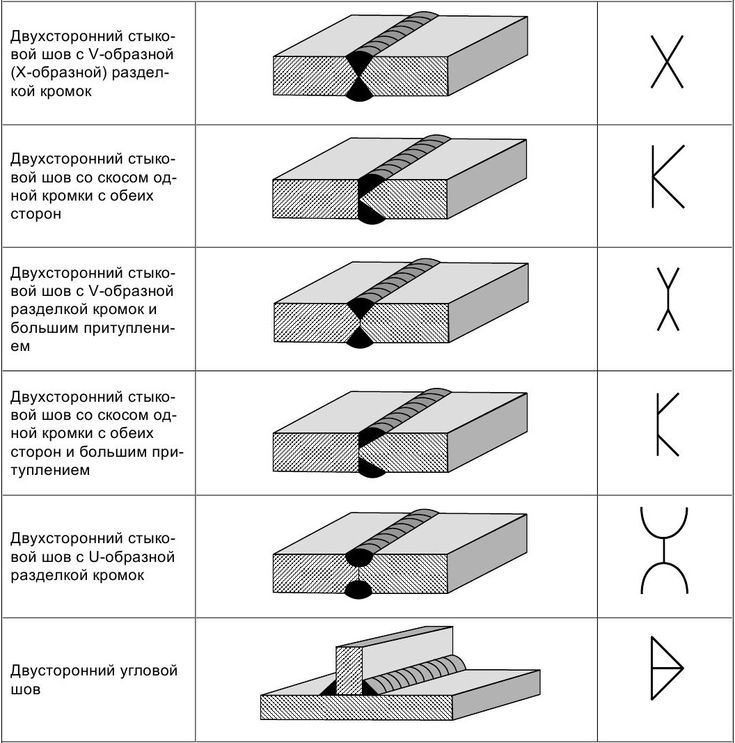 Могут выполняться без скоса кромок, если листы тонкие. Для изделий толстых нужно подготавливать металла под сварку, где нужно будет скашивать кромки, чтобы увеличить глубину проварки. Актуально это при толщине от 8 мм. Если толщина будет больше 12 мм, понадобится двустороннее стыковое соединение и скашивание кромок. Чаще эти соединения выполняются в горизонтальном положении.
Могут выполняться без скоса кромок, если листы тонкие. Для изделий толстых нужно подготавливать металла под сварку, где нужно будет скашивать кромки, чтобы увеличить глубину проварки. Актуально это при толщине от 8 мм. Если толщина будет больше 12 мм, понадобится двустороннее стыковое соединение и скашивание кромок. Чаще эти соединения выполняются в горизонтальном положении.
Тавровое. Тавровые соединения имеют Т-образную форму и бывают одно- или двусторонними. С их помощью могут соединяться изделия разной толщины. Если меньшая деталь устанавливается перпендикулярно, в процессе сварки электрод наклоняется до 60°. Для осуществления более простого варианта сварки «в лодочку» пользуются прихватками. Благодаря этому уменьшается вероятность образования подрезов. Обычно шов накладывается за проход. Сегодня выпускается много аппаратов для автоматической тавровой сварки.
Угловое. У этих соединений (под разными углами) нередко подкашиваются кромки, чтоб шов залег на требуемую глубину.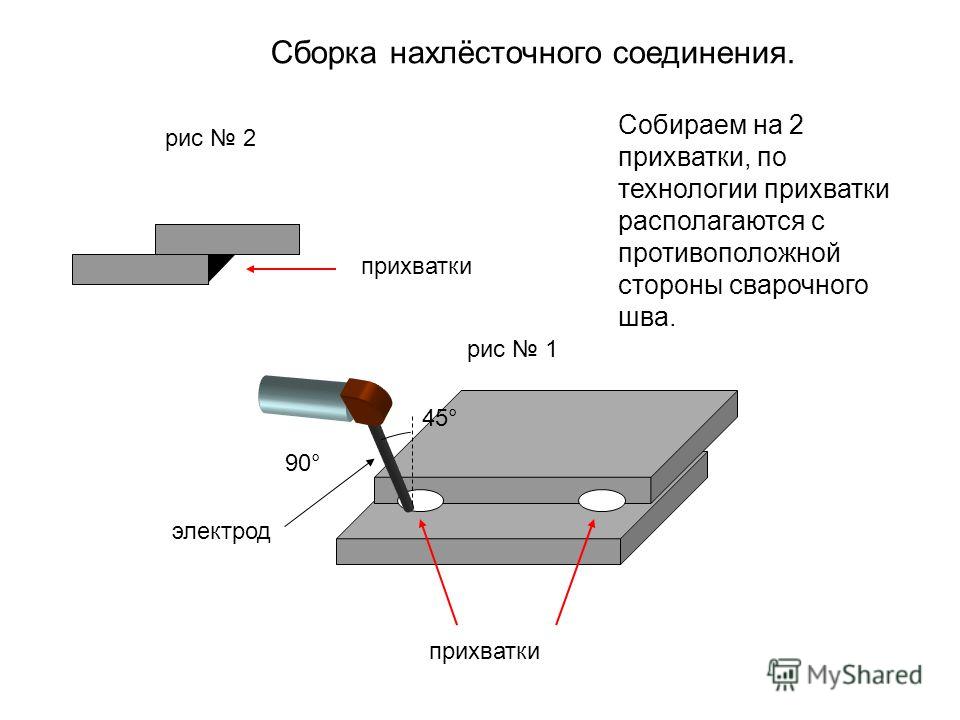 Двусторонняя проварка делает соединение крепче.
Двусторонняя проварка делает соединение крепче.
Внахлест. Данным способом сваривают листы толщиной менее 1 см. Они кладутся друг на друга внахлест и провариваются с двух сторон. Между ними не должно быть влаги. Для лучшего скрепления соединение иногда варится с торца.
Геометрия шва
S — толщина заготовки.
E — ширина.
B — зазор между заготовками.
H — глубина залегания проваренного участка.
T — толщина.
Q — величина выпуклой части.
P — расчетная высота, соответствующая перпендикулярной линии из места проплавления к гипотенузе наибольшего прямого треугольника, вписанного во внешнюю часть.
A — толщина углового шва, куда входит величина выпуклости и расчетной высоты.
K — катет представляет собой расстояние от поверхности одной заготовки до границы угла другой.
Q — выпуклость наплавленного участка.
Выбор
Виды швов и сварных соединений отличаются по свойствам, и для каждого случая подбираются параметры удачного сочетания. Первым делом оценивается пространственное положение. Чем легче идет работа, тем лучшим получается качество. Легче сделать горизонтальные швы, поэтому заготовки стараются выставить именно горизонтально. Иногда, для обеспечения качества деталь приходится переворачивать неоднократно.
Первым делом оценивается пространственное положение. Чем легче идет работа, тем лучшим получается качество. Легче сделать горизонтальные швы, поэтому заготовки стараются выставить именно горизонтально. Иногда, для обеспечения качества деталь приходится переворачивать неоднократно.
Сваривание за проход помогает добиться лучшей крепости, чем в случае многократных проходов. Так что, требуется баланс между удобством и числом проходов.
Когда заготовки толстые, кромки разделываются, а поверхность обрабатывается для добавления ей чистоту. Стыковые варианты наиболее простые, предпочтительнее выбирать их, так как проще обеспечивается фиксация во избежание искажений геометрии готовых деталей. Кроме выбора типа внимание обращают также на температурный режим, потому что могут сместиться зоны проварки и изделие не доварится или переплавится.
Классификация сварных швов и соединений
Результативность и качество работы зависит от наличия необходимого инструмента, материала и умений.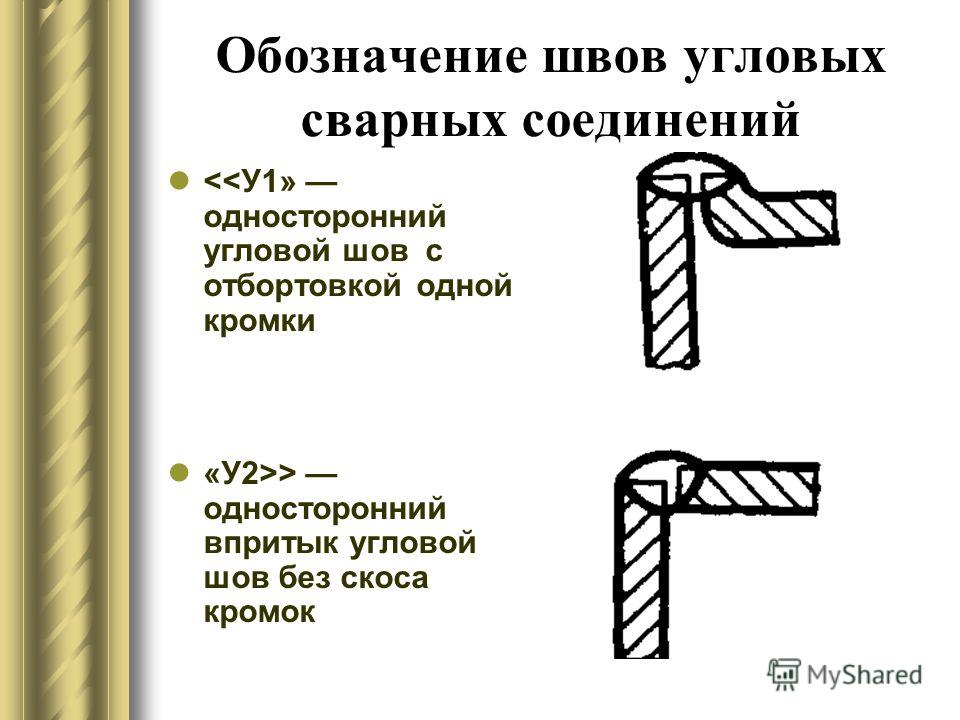 На успех в любом деле, какого бы направления он ни был, существенно влияет также и знание теории. Сварочные работы принято считать одними из наиболее распространенных.
На успех в любом деле, какого бы направления он ни был, существенно влияет также и знание теории. Сварочные работы принято считать одними из наиболее распространенных.
Для этого вида деятельности нужен материал, оборудование, опыт работы, а также теоретические знания. Овладев необходимой информацией, человек получает представление о том, что такое шов, какая существует классификация сварных швов и как подобрать оптимальный вариант для сцепления различных металлических изделий.
Что собой представляет сварочный шов?
Во время сварочных работ в процессе задействованы три металлических участка: между собой при помощи третьего, которым выступает электрод, скрепляются два куска железа. В месте соединения друг с другом металлических деталей происходит термический процесс, образующий шов. Таким образом, шов – это часть металлической конструкции, полученная в результате воздействия плавленого и затвердевшего железа.
Соединять методом сварки можно любые металлы. Они имеют свои особенности структуры, в соответствии с которыми подбирается определенный тип крепления. Классификация сварных швов производится в зависимости от типа сцепления, материала и других параметров. Для каждого соединения имеются свои инструкции и свой порядок выполнения.
Классификация сварных швов производится в зависимости от типа сцепления, материала и других параметров. Для каждого соединения имеются свои инструкции и свой порядок выполнения.
Размеры
Существует классификация сварных швов по протяженности. В зависимости от размеров, сварочные швы бывают:
- Короткие. Размер не превышает 30 см. Такой шов появляется в результате сварки, выполняемой в одном направлении от самого начала до конца.
- Средние. Длина шва — от 30 см до 1 метра. Данные швы свариваются от середины к краям. Для них идеально подходит обратно-ступенчатый способ. Его суть заключается в том, что весь шов разделяется на несколько участков, которые поочередно обрабатываются сваркой. Каждый из этих отрезков имеет длину от 10 до 30 см.
- Длинные (свыше одного метра). Свариваются так же, как и средние швы, с той лишь разницей, что количество участков здесь будет больше.
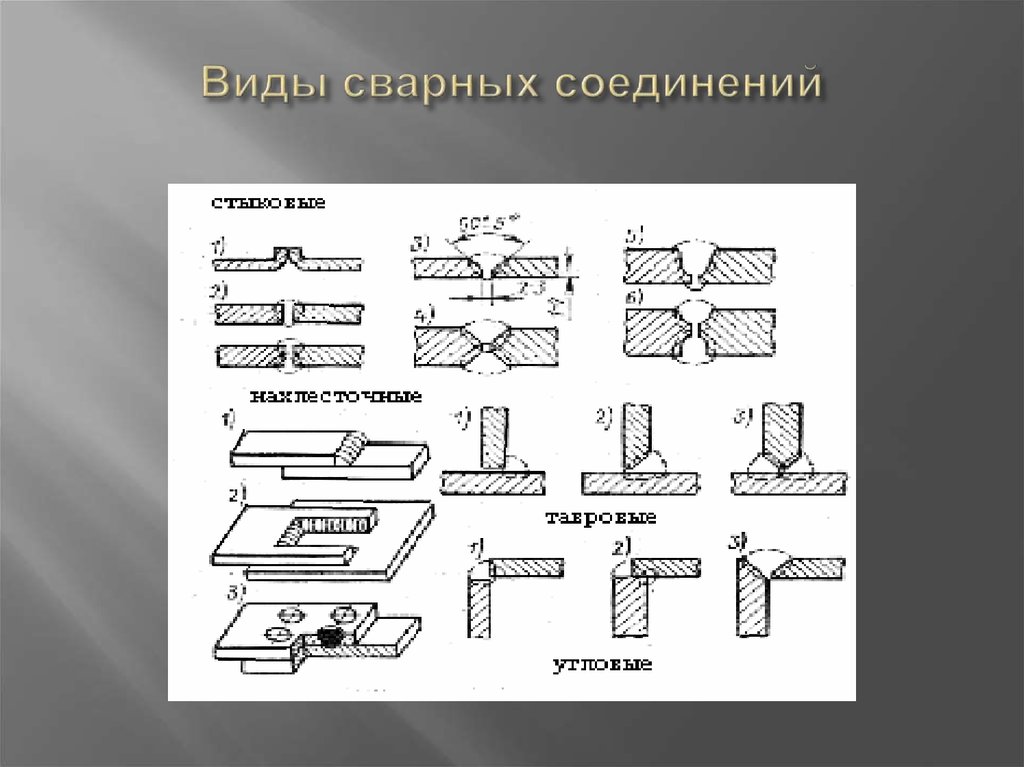
Виды сварных соединений
Классификация сварных швов осуществляется также по типу крепления.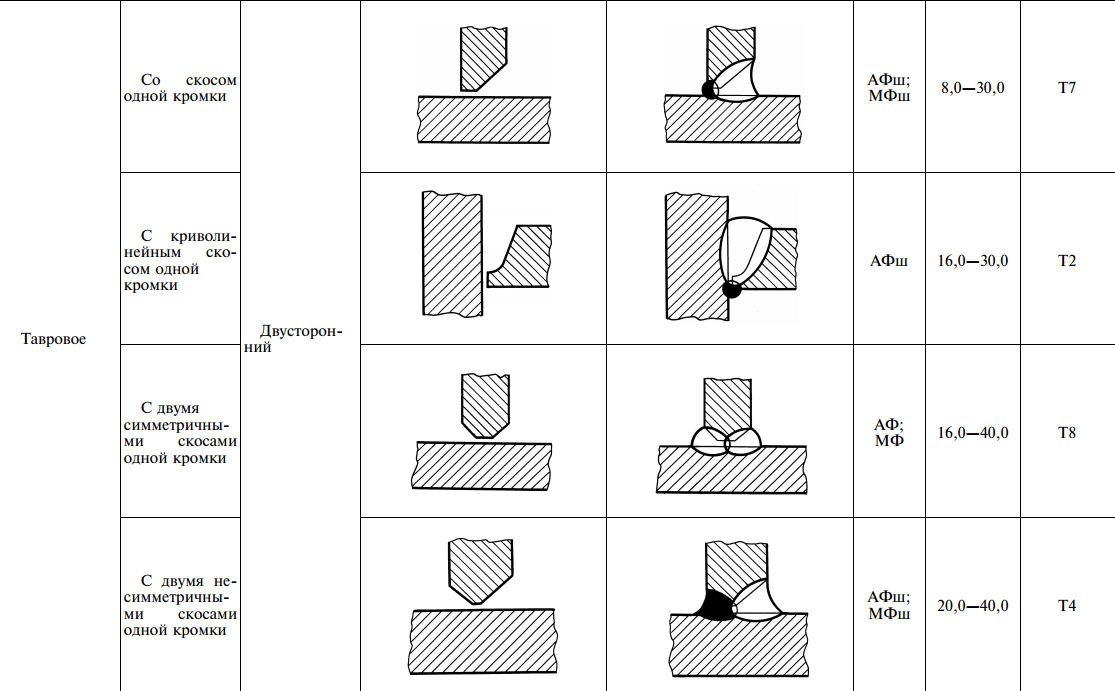 Существует четыре вида соединений:
Существует четыре вида соединений:
- стыковое;
- тавровое;
- внахлест;
- угловое.
Самый распространенный вид
Во время стыкового сцепления учитывается толщина изделия. Это позволяет сэкономить значительную часть материала.
Стыковое сцепление считается наиболее популярным. Это обусловлено тем, что данный процесс сварки — самый быстрый и экономный.
Тавровая сварка. Особенности и рекомендации
Для данного типа сцепления характерна Т-образная форма соединения металлических изделий. Как и в стыковом сцеплении, особое внимание уделяется толщине метала, в зависимости от которой швы бывают односторонние и двухсторонние.
Применяя данный вид сцепления, необходимо придерживаться следующих рекомендаций:
- Выполняя тавровую сварку при сцеплении двух изделий, имеющих различную толщину, необходимо сварочную горелку по отношению к изделию потолще держать под углом в 60 градусов.
- Сварочные работы можно облегчить, если расположить конструкцию «в лодочку». Такое положение обрабатываемого изделия исключит подрезы, пропущенные недоваренные участки, которые для данного вида сцепления считаются самыми распространенными дефектами.
- Если один проход сварочной горелки окажется малоэффективным, поскольку могут оставаться дефектные участки, их следует варить, осуществляя колебания сварочных электродов.
- В тавровом соединении можно ограничиться и односторонней сваркой. Для этого нужно использовать сварочную аппаратуру Oineo Tronic Pulse, которая позволяет осуществить RW-варку.
 Такое положение обрабатываемого изделия исключит подрезы, пропущенные недоваренные участки, которые для данного вида сцепления считаются самыми распространенными дефектами.
Такое положение обрабатываемого изделия исключит подрезы, пропущенные недоваренные участки, которые для данного вида сцепления считаются самыми распространенными дефектами.Сварка внахлест
Принцип данного вида соединения заключается в двухстороннем приваривании изделий, толщина которых не более 1 см. Эта сварка применяется в случаях, когда необходимо предотвратить попадание влаги в промежуток между стальными листами. В результате такой работы образуется два шва. Данный вид сварного соединения считается продолжительным и не является экономным, поскольку для работы требуется больше материалов.
Угловое сцепление
Данный тип сварки применяется для соединения металлических изделий в положении перпендикулярно друг к другу. В зависимости от толщины листов угловая сварка характеризуется наличием или отсутствием скошенных краев. При необходимости данный вид соединения производится с внутренней части изделия.
В зависимости от толщины листов угловая сварка характеризуется наличием или отсутствием скошенных краев. При необходимости данный вид соединения производится с внутренней части изделия.
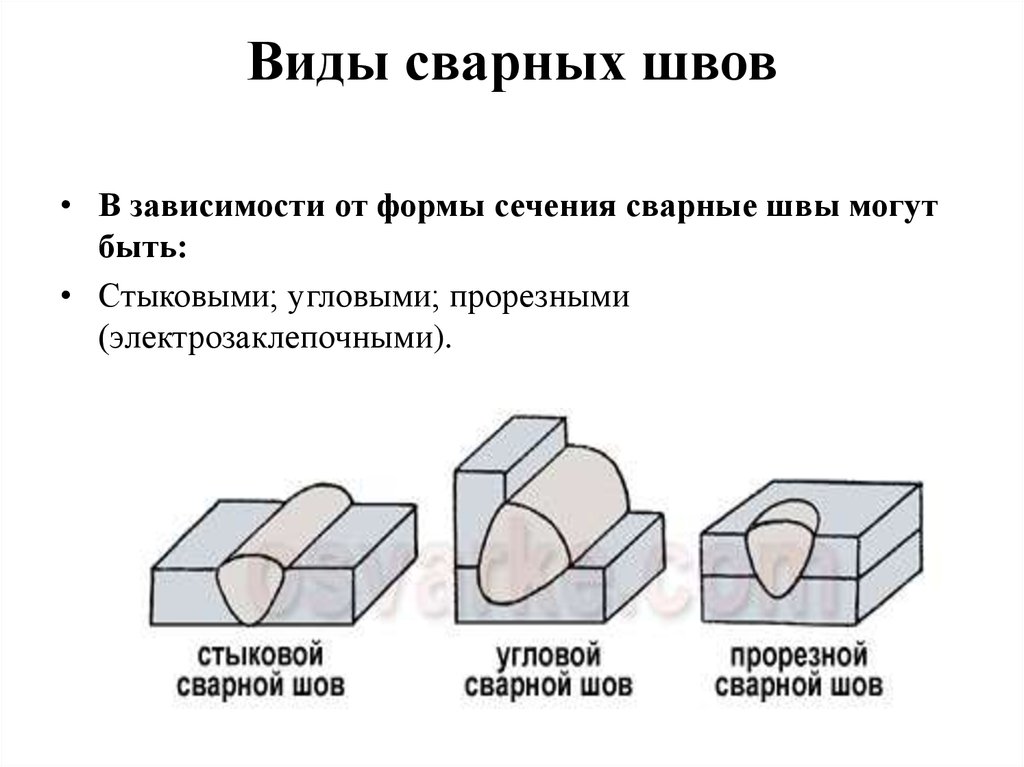
Формы сварных швов
Классификация сварных швов по форме наружной поверхности определяет три типа:
- Плоские. Эффективны при динамической и знакопеременной нагрузке, поскольку у этих швов (как и у вогнутых) отсутствует концентрация напряжения, способная вызвать резкие перепады и разрушить сварочное сцепление.
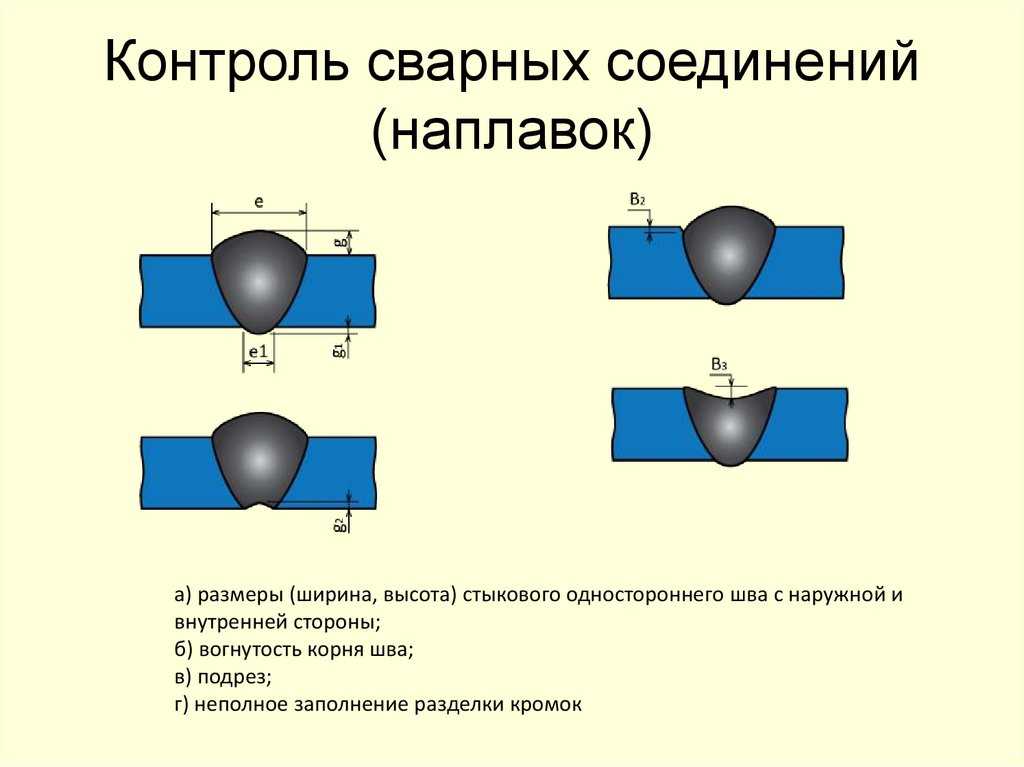
- Вогнутые. Допустимой считается вогнутость шва, не превышающая 0,3 см. В противном случае вогнутость сварного шва считается чрезмерной и расценивается как дефект. Измеряется уровень вогнутости на участке, где имеется наибольший прогиб.
- Выпуклые швы. Возникают в результате скопления большого количества застывшего металла и считаются неэкономными. Но в то же время сварное соединение, дающее выпуклый шов, эффективнее при статической нагрузке, чем соединение с плоским или вогнутым сварным швом. Показатель выпуклости — это расстояние от поверхности основного метала до точки наибольшего выступа. Стандартными считаются выпуклости, не превышающие 0,2 см для нижней сварки и не более 0,3 см для сварки, выполненной в других положениях.
 Показатель выпуклости — это расстояние от поверхности основного метала до точки наибольшего выступа. Стандартными считаются выпуклости, не превышающие 0,2 см для нижней сварки и не более 0,3 см для сварки, выполненной в других положениях.
Показатель выпуклости — это расстояние от поверхности основного метала до точки наибольшего выступа. Стандартными считаются выпуклости, не превышающие 0,2 см для нижней сварки и не более 0,3 см для сварки, выполненной в других положениях.Классификация сварных швов по положению в пространстве
Согласно критерию размещения в пространстве имеется четыре типа швов, каждому из которых присущи свои особенности и рекомендации для сварки:
- Нижние швы. В техническом аспекте считаются самыми простыми. Сваривание нижних швов производится на ровной поверхности в позиции снизу. Данный процесс характеризуется высокой результативностью и качеством. Это обусловлено более комфортными условиями для сварщика. Расплавливаемый металл своим весом направлен в расположенную в горизонтальном положении сварную ванну. За варкой нижних швов легко уследить. Работа выполняется быстро.
- Горизонтальные швы. Свариваются немного труднее. Проблема заключается в том, что растапливаемый металл под воздействием своего веса затекает на нижние края. Это может повлечь за собой появление подрезов в области верхнего края.
- Вертикальные швы. Являются результатом соединений металлических изделий, размещенных в вертикальной плоскости.
- Потолочные швы. Данная сварка считается самой трудной и ответственной. Характеризуется минимальным комфортом. В процессе сварки утрудняется выделение шлаков и газов. С этим делом справится не каждый, необходим большой опыт, так как удержать в ходе работы падающий на лицо шлак непросто. При этом важно соблюдать качество и прочность соединения.
 Это может повлечь за собой появление подрезов в области верхнего края.
Это может повлечь за собой появление подрезов в области верхнего края.Как обозначаются сварные швы и соединения?
Классификация и обозначение сварных швов производится при помощи специальных значков, линий и выносок. Они размещаются на сборочном чертеже и на самой конструкции. Классификация сварных соединений и швов обозначается, согласно нормативному документу, при помощи специальных линий, которые могут быть сплошными или штриховыми. Непрерывными обозначаются видимые сварные швы, штриховыми – невидимые.
Условные обозначения шва ставятся на полке от выноски (в случае если шов расположен на лицевой части). Или, наоборот, под полкой, если шов размещен с обратной стороны. При помощи значков указывается классификация сварных швов, их прерывистость, размещение отрезков для сварки.
Рядом с основными значками располагаются дополнительные. Они содержат вспомогательную информацию:
- о снятии усиления сварного шва;
- об обработке поверхности для плавного перехода к основному металлу и предотвращения наплывов и неровностей;
- о линии, по которой производится шов (является ли она замкнутой).
Для идентичных конструкций и изделий одного ГОСТа предусмотрены стандартные условные обозначения и технические требования. Если же в конструкции имеются одинаковые швы, то им лучше дать порядковые номера и разбить на группы, которым также для удобства присваиваются номера. Вся информация о количестве групп и швов должна быть указана в нормативном документе.
Положение шва
Классификация сварных швов осуществляется на основе положения шва. Они бывают:
Они бывают:
- Односторонние. Образуются в результате сварки листов, толщина которых не превышает 0,4 см.
- Двухсторонние. Возникают при двухстороннем сваривании металлических листов толщиной 0,8 см. Для каждого случая соединения рекомендуется оставлять 2-миллиметровые зазоры, обеспечивающие качество сцепления.
Возможные изъяны
Дефекты во время сварочных работ могут возникать по причине чрезмерно большой силы тока и напряжений на дуге. Также это может быть результатом неправильных манипуляций с электродами. Классификация дефектов сварных швов по месту их расположения:
- Внутренние. Для их выявления применяется методика, заключающаяся в контроле: не разрушающем конструкцию, разрушающем полностью или частично.
- Наружные. Они легко выявляются при внешнем осмотре.
По причине нарушения режима сварки, вызванного отсутствием необходимого опыта, недостаточной подготовительной работой, проведением неправильных замеров, дефекты делятся на:
- Непровар. Проявляется в локальном отсутствии сплавлений между соединяемыми элементами. Дефект приводит к увеличению концентрации напряжения и уменьшению сечения шва. Конструкция с таким изъяном характеризуется пониженной прочностью и надежностью. Причиной непровара могут быть как недостаточная сила тока, так и сварка в быстром режиме.
- Подрез. Дефект заключается в локальном уменьшении толщины основного металла. Данная проблема наблюдается возле границ сварных швов.
- Прожог. Изъян имеет вид полости в сварном шве. Она возникает по причине утечки расплавленного металла из ванны сварки. Прожог – это недопустимый дефект, его нужно срочно исправить.
- Незаваренный кратер или углубление. Возникает по причине обрывов дуги во время подхода к концу шва.
- Наплыв. Дефект проявляется в затекании металла сварного шва на основной металл без их сплавления.
 Проявляется в локальном отсутствии сплавлений между соединяемыми элементами. Дефект приводит к увеличению концентрации напряжения и уменьшению сечения шва. Конструкция с таким изъяном характеризуется пониженной прочностью и надежностью. Причиной непровара могут быть как недостаточная сила тока, так и сварка в быстром режиме.
Проявляется в локальном отсутствии сплавлений между соединяемыми элементами. Дефект приводит к увеличению концентрации напряжения и уменьшению сечения шва. Конструкция с таким изъяном характеризуется пониженной прочностью и надежностью. Причиной непровара могут быть как недостаточная сила тока, так и сварка в быстром режиме.Причины дефектов могут быть самыми разными, но они одинаково способны снизить прочность сцепления, эксплуатационную надежность, точность и испортить внешний вид изделия.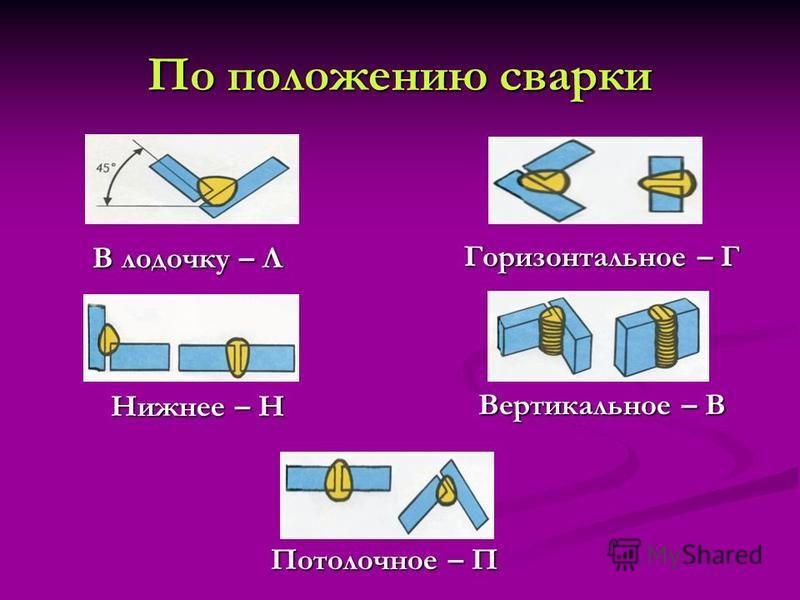
1
Первый слайд презентации: Сварные соединения и швы
Изображение слайда
2
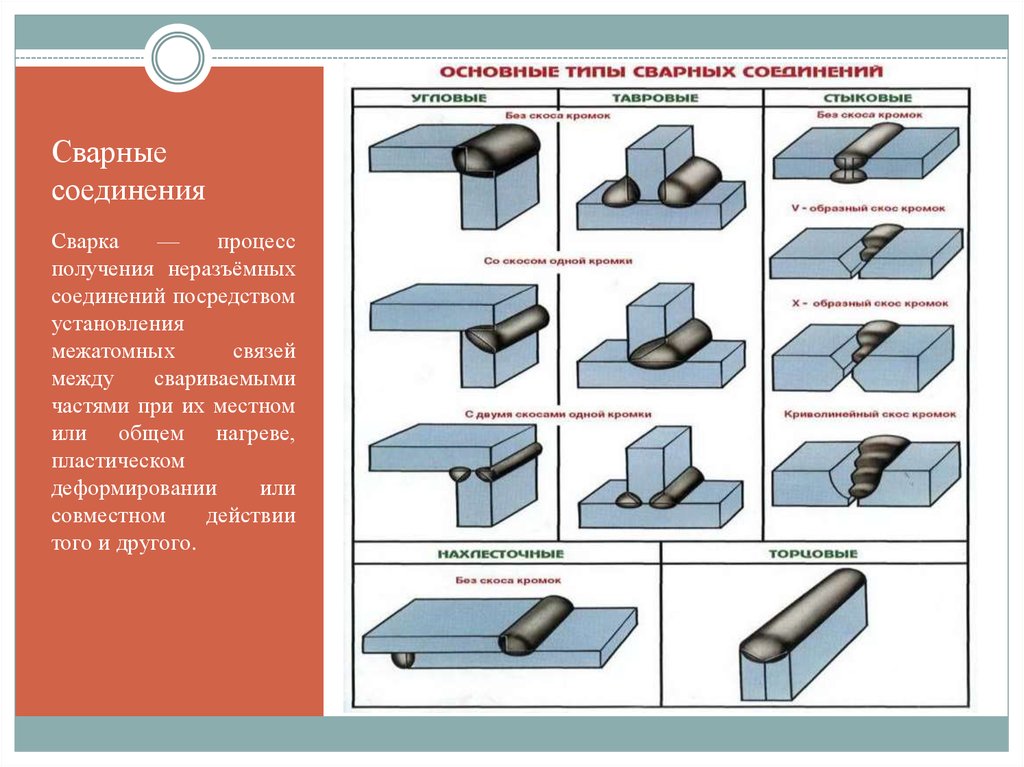
Слайд 2: ОСНОВНЫЕ ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
Сварной шов ОСНОВНЫЕ ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
Изображение слайда
3
Слайд 3: СТРОЕНИЕ СВАРНОГО соединения
1 – основной металл 2 – зона термического влияния (ЗТВ) 3 – сварной шов 4 – зона сплавления
Изображение слайда
4
Слайд 4: ВИДЫ СВАРНЫХ ШВОВ
Изображение слайда
5
Слайд 5: КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
По типу соединений: КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
Изображение слайда
6
Слайд 6
СВАРНЫЕ СОЕДИНЕНИЯ
Изображение слайда
7
Слайд 7: КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
2.
Изображение слайда
8
Слайд 8
Изображение слайда
9
Слайд 9: КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
3. По протяженности КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
Изображение слайда
10
Слайд 10
4. По форме наружной поверхности (по профилю) А) Стыковые швы
Изображение слайда
11
Слайд 11
Б) угловые швы
Изображение слайда
12
Слайд 12: КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
5. По количеству слоев
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
По количеству слоев
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
Изображение слайда
13
Слайд 13
Изображение слайда
14
Слайд 14
Проход – однократное перемещение источника тепла в одном направлении при сварке или наплавке. Валиком называется часть металла сварного шва, которая была наплавлена за один проход. Слой сварного шва – металл шва, состоящий из одного, двух или нескольких валиков, которые размещены на одном уровне поперечного сечения шва.
Изображение слайда
15
Слайд 15
Корнем сварного шва называется часть шва, которая наиболее удалена от его лицевой поверхности. Подварочный шов – меньшая часть двустороннего шва, выполняемая заранее для предотвращения прожогов при дальнейшей сварке основного шва или укладываемая в последнюю очередь в корень шва.
Подварочный шов – меньшая часть двустороннего шва, выполняемая заранее для предотвращения прожогов при дальнейшей сварке основного шва или укладываемая в последнюю очередь в корень шва.
Изображение слайда
16
Слайд 16: КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
6. По выполнению КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
Изображение слайда
17
Слайд 17
Изображение слайда
18
Слайд 18: КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
7. По направлению действующего усилия КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
Изображение слайда
19
Слайд 19
8.
Изображение слайда
20
Слайд 20
9. В зависимости от условий работы сварного изделия швы делятся на: Рабочие — предназначены для работы под нагрузкой С вязующие используются только для соединения частей сварного изделия и рабочих нагрузок не передают.
Изображение слайда
21
Слайд 21
10. По конфигурации сварного шва: Кольцевые Прямолинейные Кольцевые спиральные Криволинейные Продольные
Изображение слайда
22
Слайд 22
Изображение слайда
23
Слайд 23
е – ширина шва
g – выпуклость шва (усиление, высота)
h – глубина провара
t – толщина шва
S – толщина металла
b – зазор
k – катет
p – расчетная высота углового шва
a – толщина углового шва, a = g +p. m — вогнутость
m — вогнутость
Изображение слайда
24
Слайд 24: ОСНОВНЫЕ ФОРМЫ РАЗДЕЛКИ КРОМОК и конструктивные элементы
Разделка одной кромки
Изображение слайда
25
Слайд 25
Разделка двух кромок 1. Без разделки 2. С отбортовкой
Изображение слайда
26
Слайд 26
3. Прямолинейный скос или V- образный 4. Прямолинейный двусторонний скос или Х-образный 5. Криволинейный или U — образный
Изображение слайда
27
Слайд 27
Изображение слайда
28
Слайд 28
Разделка кромок листов разной толщины
Изображение слайда
29
Слайд 29
α – угол скоса 2х кромок (60-90°) β – угол скоса кромки (30-50°) b – зазор (1-4 мм) в зависимости от S металла с – притупление кромок (1-3мм) в зависимости от S металла L — длина скоса l – высота отбортовки R — радиус скругления
Изображение слайда
30
Слайд 30: Назовите:
Вид соединения Форма подготовленных кромок Характер выполненного шва Количество слоев Назовите:
Изображение слайда
31
Слайд 31
Изображение слайда
32
Слайд 32
Изображение слайда
33
Слайд 33: Условные изображения и обозначения швов сварных соединений (ГОСТ2.
 312-72)
312-72)
Изображение слайда
34
Слайд 34
Изображение слайда
35
Слайд 35
Изображение слайда
36
Слайд 36: Структура условного обозначения стандартного шва
Изображение слайда
37
Слайд 37: Структура условного обозначения стандартного шва
1. Вспомогательные знаки Структура условного обозначения стандартного шва
Изображение слайда
38
Слайд 38: Структура условного обозначения стандартного шва
2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений:
ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные»;
ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные»;
ГОСТ 11534-75 «Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами»
ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные»;
ГОСТ 15164-78 «Электрошлаковая сварка. Соединения сварные»;
Структура условного обозначения стандартного шва
Обозначение стандарта на типы и конструктивные элементы швов сварных соединений:
ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные»;
ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные»;
ГОСТ 11534-75 «Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами»
ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные»;
ГОСТ 15164-78 «Электрошлаковая сварка. Соединения сварные»;
Структура условного обозначения стандартного шва
Изображение слайда
39
Слайд 39
ГОСТ 14806-80 «Швы сварных соединений. Дуговая сварка алюминия и алюминиевых сплавов»;
ГОСТ 16098-80 «Соединения сварные из двухслойной коррозионно-стойкой стали»;
ГОСТ 16038-80 «Швы сварных соединений трубопроводов из меди и медно-никелевого сплава»;
ГОСТ 11533-75 «Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные по острыми и тупыми углами»;
ГОСТ 27580-88 «Дуговая сварка алюминиевая и алюминиевых сплавов. Соединения сварные по острыми и тупыми углами».
23518-79 «Дуговая сварка в защитных газах (под острыми и тупыми углами)»
Соединения сварные по острыми и тупыми углами».
23518-79 «Дуговая сварка в защитных газах (под острыми и тупыми углами)»
Изображение слайда
40
Слайд 40: Структура условного обозначения стандартного шва
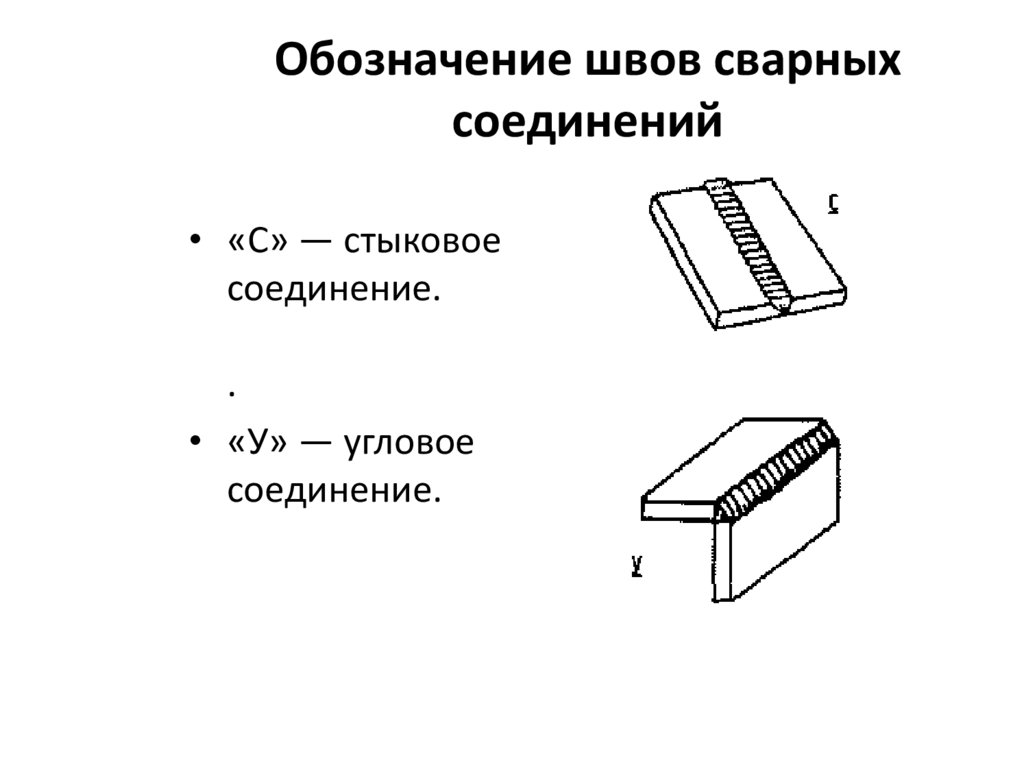
3. Буквенно-цифровое обозначение шва: С – стыковое; У – угловое; Т – тавровое; Н – нахлесточное. Например: С1, Т4, У3 Структура условного обозначения стандартного шва
Изображение слайда
41
Слайд 41: Структура условного обозначения стандартного шва
4. Условное обозначение способа сварки:
Р учная дуговая сварка – не обозначается ЭЛ – электронно-лучевая сварка; Ф – дуговая сварка под слоем флюса; ПЛ – плазменная и микроплазменная сварка; УП – сварка в активном газе плавящимся электродом; И – сварка в инертных газах; ИП – сварка в инертном газе плавящимся электродом; ИН – сварка в инертном газе неплавящимся электродом;
РИнп – ручная дуговая сварка в инертном газе неплавящимся электродом с присадкой Г – газовая сварка; Ш – электрошлаковая сварка.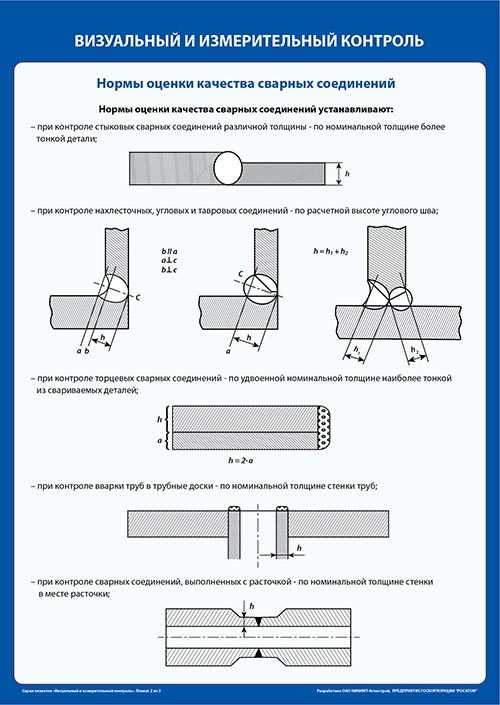 Кт – контактная точечная сварка
Кр – контактная рельефная сварка
Структура условного обозначения стандартного шва
Кт – контактная точечная сварка
Кр – контактная рельефная сварка
Структура условного обозначения стандартного шва
Изображение слайда
42
Слайд 42: Структура условного обозначения стандартного шва
5. Знак и размер катета шва, мм 6. 1) Для прерывистого или цепного шва – размер длины шва, знак, размер шага (50 150) 2) Для шахматного шва – размер длины шва, знак Z, размер шага (30 Z 70) 3) Для одиночной сварной точки указывается ее расчетный диаметр, мм Структура условного обозначения стандартного шва
Изображение слайда
43
Слайд 43
Изображение слайда
44
Слайд 44: Структура условного обозначения стандартного шва
7. Вспомогательные знаки:
Структура условного обозначения стандартного шва
Вспомогательные знаки:
Структура условного обозначения стандартного шва
Изображение слайда
45
Слайд 45
Изображение слайда
46
Слайд 46
Изображение слайда
47
Слайд 47: ОБОЗНАЧЕНИЕ ОДИНАКОВЫХ ШВОВ
Изображение слайда
48
Слайд 48
Изображение слайда
49
Слайд 49
Изображение слайда
50
Слайд 50
Изображение слайда
51
Слайд 51
Изображение слайда
52
Слайд 52
Изображение слайда
53
Последний слайд презентации: Сварные соединения и швы
Изображение слайда
ТЕСТ Виды сварных швов | Тест на тему:
§ 5. Классификация сварных швов
Классификация сварных швов
Сварные швы классифицируются по следующим основным признакам. По
виду
сварного соединения различают швы стыковые и угловые. Швы, расположенные в стыковых сварных соединениях, называются стыковыми, расположенные в тавровых, угловых и нахлесточных соединениях — угловыми. По
положению,
в котором выполняется сварка, сварные швы бывают: «в лодочку», нижние, полугоризонтальные, горизонтальные, полувертикальные, вертикальные, полупотолочные и потолочные (рис. 6).
Рис. 6. Классификация сварных швов по расположению в пространстве: а — нижнее «в лодочку», б — нижнее угловое, в — нижнее стыковое, г — горизонтальное, д — вертикальное, е — полупотолочное, ж — потолочное
По
конфигурации
швы сварных соединений бывают прямолинейными, кольцевыми и криволинейными; по протяженности — сплошные и прерывистые. Сплошные швы в свою очередь делятся на короткие, средние и длинные (рис. 7).
Рис. 7. Классификация сварных швов по конфигурации и протяженности: а — прямолинейные, б — кольцевые, в — криволинейные, г — сплошные, д — прерывистые
По
применяемому виду сварки
швы сварных соединений разделяются на швы ручной дуговой сварки, швы автоматической и механизированной сварки под флюсом, швы дуговой сварки в защитных газах, швы электрошлаковой сварки, швы электрозаклепочные, швы контактной электросварки, швы газовой сварки, швы паяных соединений.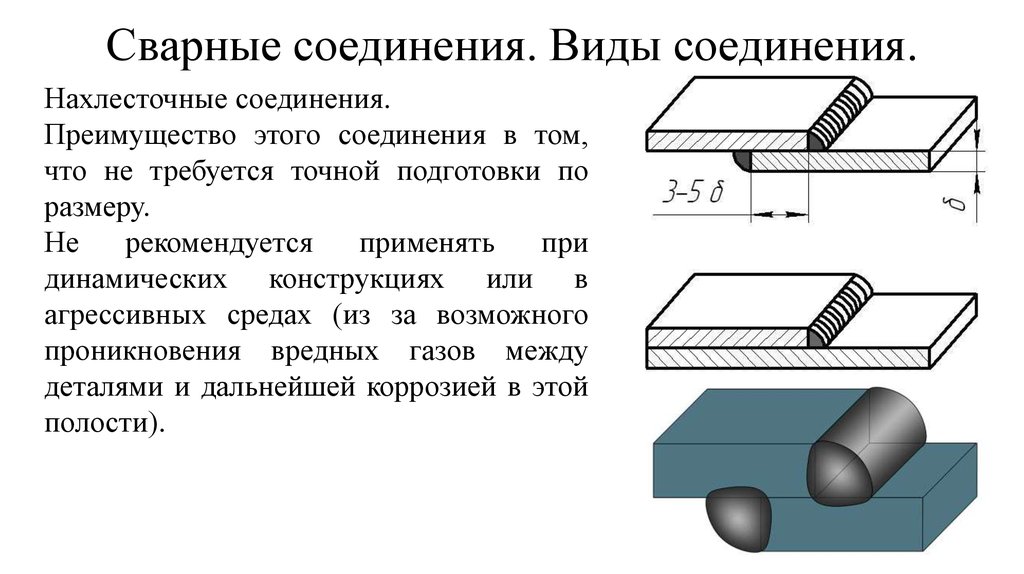 По
По
способу удержания
расплавленного металла во время сварки швы сварных соединений делятся на швы, выполненные без подкладок и подушек, на съемных и остающихся стальных подкладках, на медных, флюсомедных, керамических и асбестовых подкладках, а также флюсовых и газовых подушках (рис. 8).
Рис. 8. Схема выполнения швов: а — на подкладках, б — на флюсовой подушке, в — с поддувом газа, г — на весу; 1 — медная съемная подкладка, 2 — стальная остающаяся подкладка, 3 — асбестовая подкладка, 4 — флюс, 5 — брезент, 6 — металлический короб, 7 — шланги для подачи воздуха, 8 — сварной шов, 9 — свариваемое изделие
По
количеству наложения слоев
и валиков сварные швы бывают: односторонние, двусторонние, многослойные и многослойные многопроходные (рис. 9).
Рис. 9. Классификация сварных швов по количеству наложения слоев и валиков
По
применяемому для сварки материалу
швы сварных соединений подразделяются на швы соединения углеродистых и легированных сталей, швы соединения цветных металлов, швы соединения биметалла, швы соединения винипласта и полиэтилена. По
По
расположению свариваемых деталей
относительно друг друга швы сварных соединений могут быть под острым или тупым углом, под прямым углом, а также располагаться в одной плоскости. По
действующему на шов усилию
швы бывают фланговые, лобовые, комбинированные и косые (рис. 10).
Рис. 10. Классификация швов по действующему на них усилию: а — фланговый, б — лобовой, в — комбинированный, г — косой
По
объему наплавленного металла
различают нормальные, ослабленные и усиленные швы (рис. 11).
Рис. 11. Классификация швов по объему наплавленного металла
По
форме свариваемой конструкции
швы сварных соединений выполняются на плоских и сферических конструкциях, по
расположению на изделии
различают швы продольные и поперечные.
Результативность и качество работы зависит от наличия необходимого инструмента, материала и умений. На успех в любом деле, какого бы направления он ни был, существенно влияет также и знание теории.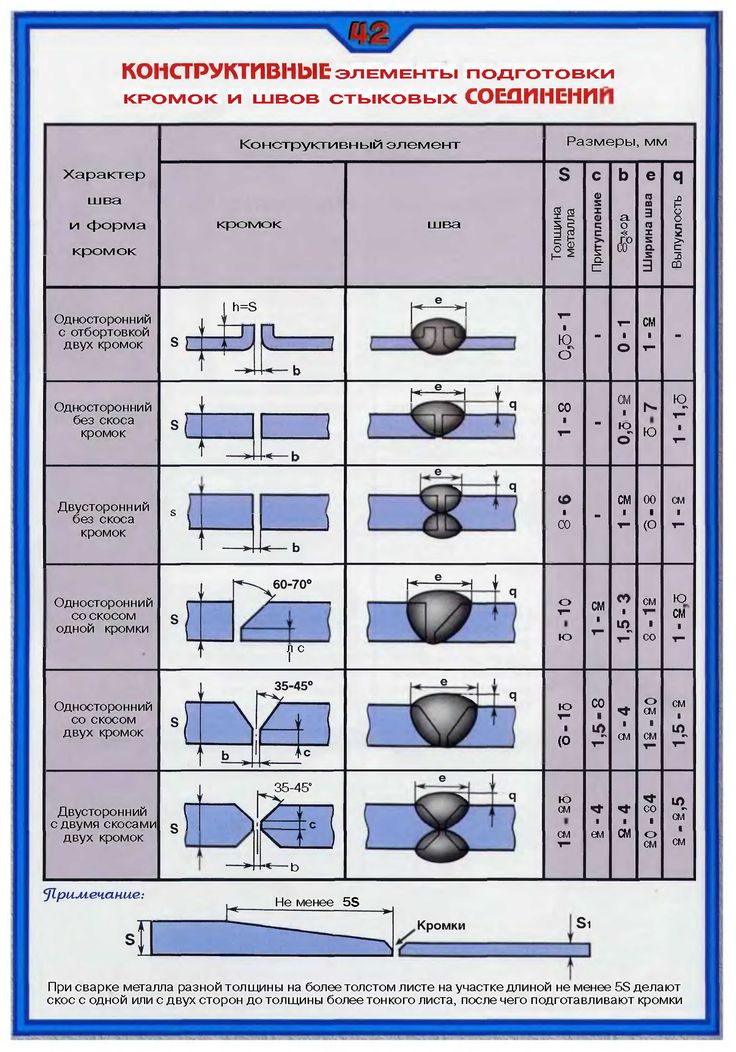 принято считать одними из наиболее распространенных.
принято считать одними из наиболее распространенных.
Для этого вида деятельности нужен материал, оборудование, опыт работы, а также теоретические знания. Овладев необходимой информацией, человек получает представление о том, что такое шов, какая существует классификация сварных швов и как подобрать оптимальный вариант для сцепления различных металлических изделий.
Что собой представляет сварочный шов?
Во время сварочных работ в процессе задействованы три металлических участка: между собой при помощи третьего, которым выступает электрод, скрепляются два куска железа. В месте соединения друг с другом металлических деталей происходит термический процесс, образующий шов. Таким образом, шов — это часть полученная в результате воздействия плавленого и затвердевшего железа.
Соединять методом сварки можно любые металлы. Они имеют свои особенности структуры, в соответствии с которыми подбирается определенный тип крепления. Классификация производится в зависимости от типа сцепления, материала и других параметров. Для каждого соединения имеются свои инструкции и свой порядок выполнения.
Для каждого соединения имеются свои инструкции и свой порядок выполнения.
Размеры
Существует классификация сварных швов по протяженности. В зависимости от размеров, бывают:
- Короткие. Размер не превышает 30 см. Такой шов появляется в результате сварки, выполняемой в одном направлении от самого начала до конца.
- Средние. Длина шва — от 30 см до 1 метра. Данные швы свариваются от середины к краям. Для них идеально подходит обратно-ступенчатый способ. Его суть заключается в том, что весь шов разделяется на несколько участков, которые поочередно обрабатываются сваркой. Каждый из этих отрезков имеет длину от 10 до 30 см.
- Длинные (свыше одного метра). Свариваются так же, как и средние швы, с той лишь разницей, что количество участков здесь будет больше.
Самый распространенный вид
Во время стыкового сцепления учитывается толщина изделия. Это позволяет сэкономить значительную часть материала.
Стыковое сцепление считается наиболее популярным. Это обусловлено тем, что данный процесс сварки — самый быстрый и экономный.
Это обусловлено тем, что данный процесс сварки — самый быстрый и экономный.
Для данного типа сцепления характерна Т-образная форма соединения металлических изделий. Как и в стыковом сцеплении, особое внимание уделяется толщине метала, в зависимости от которой швы бывают односторонние и двухсторонние.
Применяя данный вид сцепления, необходимо придерживаться следующих рекомендаций:
- Выполняя тавровую сварку при сцеплении двух изделий, имеющих различную толщину, необходимо сварочную горелку по отношению к изделию потолще держать под углом в 60 градусов.
- Сварочные работы можно облегчить, если расположить конструкцию «в лодочку». Такое положение обрабатываемого изделия исключит подрезы, пропущенные недоваренные участки, которые для данного вида сцепления считаются самыми распространенными дефектами.
- Если один проход сварочной горелки окажется малоэффективным, поскольку могут оставаться дефектные участки, их следует варить, осуществляя колебания сварочных электродов.
- В тавровом соединении можно ограничиться и односторонней сваркой. Для этого нужно использовать сварочную аппаратуру Oineo Tronic Pulse, которая позволяет осуществить RW-варку.
Формы сварных швов
Классификация сварных швов по форме наружной поверхности определяет три типа:
- Плоские. Эффективны при динамической и знакопеременной нагрузке, поскольку у этих швов (как и у вогнутых) отсутствует концентрация напряжения, способная вызвать резкие перепады и разрушить сварочное сцепление.
- Вогнутые. Допустимой считается вогнутость шва, не превышающая 0,3 см. В противном случае вогнутость сварного шва считается чрезмерной и расценивается как дефект. Измеряется уровень вогнутости на участке, где имеется наибольший прогиб.
- Выпуклые швы. Возникают в результате скопления большого количества застывшего металла и считаются неэкономными. Но в то же время сварное соединение, дающее выпуклый шов, эффективнее при статической нагрузке, чем соединение с плоским или вогнутым сварным швом. Показатель выпуклости — это расстояние от поверхности основного метала до точки наибольшего выступа. Стандартными считаются выпуклости, не превышающие 0,2 см для нижней сварки и не более 0,3 см для сварки, выполненной в других положениях.
 Показатель выпуклости — это расстояние от поверхности основного метала до точки наибольшего выступа. Стандартными считаются выпуклости, не превышающие 0,2 см для нижней сварки и не более 0,3 см для сварки, выполненной в других положениях.
Показатель выпуклости — это расстояние от поверхности основного метала до точки наибольшего выступа. Стандартными считаются выпуклости, не превышающие 0,2 см для нижней сварки и не более 0,3 см для сварки, выполненной в других положениях.Другие требования к сварным швам.
Кроме требований, касающихся качества и свойств сварных швов, существует и еще ряд правил, соблюдаемых при изготовлении сварных металлоконструкций. Как правило, конкретные требования к сварному шву описываются в проектной документации. Они касаются расположения сварного шва, его протяженности и непрерывности, а также таких размерных параметров, как толщина и степень выпуклости (швы могут быть выпуклыми или вогнутыми).
Кроме того, сварные швы могут быть однослойными и многослойными, а по степени проницаемости их разделяют на прочные и плотные – последняя категория швов не только герметична с точки зрения проникновения сквозь них жидкостей, но и полностью непроницаема для газообразных субстанций.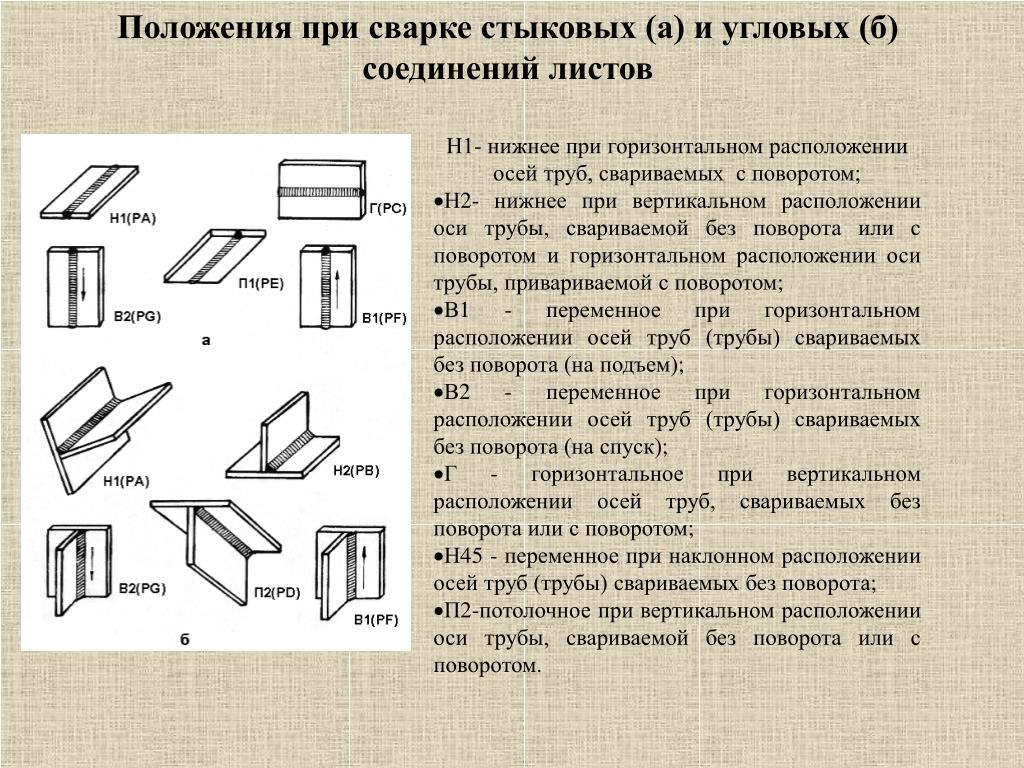 Все эти особенности сварных швов определяются при составлении чертежей металлоконструкции и основываются на особенностях ее эксплуатации.
Все эти особенности сварных швов определяются при составлении чертежей металлоконструкции и основываются на особенностях ее эксплуатации.
Классификация сварных швов по положению в пространстве
Согласно критерию размещения в пространстве имеется четыре типа швов, каждому из которых присущи свои особенности и рекомендации для сварки:
- Нижние швы. В техническом аспекте считаются самыми простыми. Сваривание нижних швов производится на ровной поверхности в позиции снизу. Данный процесс характеризуется высокой результативностью и качеством. Это обусловлено более комфортными условиями для сварщика. Расплавливаемый металл своим весом направлен в расположенную в горизонтальном положении сварную ванну. За варкой нижних швов легко уследить. Работа выполняется быстро.
- Горизонтальные швы. Свариваются немного труднее. Проблема заключается в том, что растапливаемый металл под воздействием своего веса затекает на нижние края. Это может повлечь за собой появление подрезов в области верхнего края.
- Вертикальные швы. Являются результатом соединений металлических изделий, размещенных в вертикальной плоскости.
- Потолочные швы. Данная сварка считается самой трудной и ответственной. Характеризуется минимальным комфортом. В процессе сварки утрудняется выделение шлаков и газов. С этим делом справится не каждый, необходим большой опыт, так как удержать в ходе работы падающий на лицо шлак непросто. При этом важно соблюдать качество и прочность соединения.
Что же такое пространственное положение при сварке?
Разные стандарты имеют следующие определения для термина «положение при сварке»:
- положение сварного шва в пространстве, определяемое углами наклона оси и поворота лицевой поверхности сварного шва относительно горизонтальной плоскости. (ГОСТ Р ИСО 6947 и ISO 6947)
- соотношение между сварочной ванной, соединяемыми элементами и источником тепла в процессе сварки. (AWS A3.0)
- положение при сварке определяется углом наклона продольной оси шва и углом поворота поперечно оси шва относительно их нулевых значений. (ГОСТ 11969)
 (ГОСТ 11969)
(ГОСТ 11969)Положение при сварке, ввиду силы тяжести, непосредственно влияет на характер переноса расплавленного металла электрода в сварочную ванну и сварщику в процессе сварки необходимо это учитывать и изменять режимы сварки, технику колебаний электродом и другие параметры. Самыми известными являются нижнее, горизонтальное, вертикальное и потолочное положения, но существует ряд других позиций, которые имеют свои обозначения, о чем и пойдет речь далее.
Нижнее положение
С нижнего положения начинаются первые шаги в обучении всех начинающих сварщиков поскольку оно является самым легким. Сварка выполняется сверху при этом деталь расположена горизонтально. Под действием силы тяжести расплавленный металл течет вниз и равномерно растекается в сварочной ванне.
Вертикальное положение
При вертикальном положении ось сварного шва расположена вертикально, а сварку фактически проводят горизонтальным способом от кромки до кромки. При этом расплавленный металл под действием силы тяжести будет стремиться течь вниз, что влечет за собой его скопление в одной точке, а не равномерное распределение по всей ширине валика.
Горизонтальное положение
По сравнению с нижним и вертикальным, горизонтальное положение является более сложным и сварщику потребуется больше навыков и умений, чтобы выполнить качественный шов. Ось сварного шва расположена горизонтально, и основная проблема заключает в том, что расплавленный металл сварочной ванны стремиться вытечь вниз из-за этого часто образовываются дефекты сварных швов в виде подрезов.
Потолочное положение
В потолочном положении сварка выполняется в самой неудобной позиции — сверху над головой и требует высокой квалификации сварщика. Прежде чем приступить к сварке потолочных швов необходимо освоить сварку во всех остальных пространственных положениях. Расплавленный металл сварочной ванны стремиться вытечь вертикально вниз, поэтому в процессе сварки необходимо следить чтобы поверхностное натяжение расплавленного металла было больше силы тяжести и металл оставался в сварочной ванне. В процессе сварки необходимо стараться, чтобы сварочная ванна была как можно меньше.
Как обозначаются сварные швы и соединения?
Классификация и обозначение сварных швов производится при помощи специальных значков, линий и выносок. Они размещаются на и на самой конструкции. Классификация сварных соединений и швов обозначается, согласно нормативному документу, при помощи специальных линий, которые могут быть сплошными или штриховыми. Непрерывными обозначаются видимые сварные швы, штриховыми — невидимые.
Условные обозначения шва ставятся на полке от выноски (в случае если шов расположен на лицевой части). Или, наоборот, под полкой, если шов размещен с обратной стороны. При помощи значков указывается классификация сварных швов, их прерывистость, размещение отрезков для сварки.
Рядом с основными значками располагаются дополнительные. Они содержат вспомогательную информацию:
- о снятии усиления сварного шва;
- об обработке поверхности для плавного перехода к основному металлу и предотвращения наплывов и неровностей;
- о линии, по которой производится шов (является ли она замкнутой).
Для идентичных конструкций и изделий одного ГОСТа предусмотрены стандартные условные обозначения и технические требования. Если же в конструкции имеются одинаковые швы, то им лучше дать порядковые номера и разбить на группы, которым также для удобства присваиваются номера. Вся информация о количестве групп и швов должна быть указана в нормативном документе.
Требования к качеству сварного шва.
Отдельная группа требований для сварных швов касается их качества. В зависимости от степени соблюдения этих требований все сварные швы подразделяются на три основные категории:
1. Первая категория сварных швов – высшее качество.
К этой категории относятся сварные швы разных типов (стыковой, нахлесточный, тавровый, угловой), которые располагаются на фермах, балках или стенах и испытывают максимальное напряжение на растяжение. Также в эту группу включаются швы металлоконструкций, относящихся к 1 группе. Иногда сюда же включаются и швы конструкций 2 группы, если им предстоит эксплуатация в климатическом поясе, где температура воздуха отпускается ниже -40 градусов С.
2. Вторая категория сварных швов – средние показатели качества.
В эту группу входят следующие типы швов:
- угловой шов, служащий для соединения главных деталей металлоконструкций, относящихся к 2 и 3 группе, подвергающийся большому напряжению среза или растяжения;
- стыковой шов, выдерживающий значительное растяжение или противостоящий сдвигу;
- стыковой, а также угловой шов, расположенный на месте соединения сжатых деталей конструкции;
- стыковой, а также угловой шов, соединяющий растянутые детали конструкции.
3. Третья категория сварных швов – низшее качество.
Соблюдение данного объема требований считается достаточным для стыковых или угловых сварных швов, соединяющих вспомогательные детали металлоконструкций.
Сварочные швы и сварка, ГОСТы
Товары в корзине: 0 шт Оформить заказ
- Общероссийский классификатор стандартов
- Машиностроение
- Сварка, пайка твердым и мягким припоем
- Сварочные швы и сварка
- Сварка, пайка твердым и мягким припоем
- Машиностроение
- ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
- ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
- ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
- ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86Контроль неразрушающий. Соединения сварные. Методы ультразвуковые. Утратил силу в РФ.- ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
- ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
- ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
- ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
- ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные злементы и размеры
- ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
- ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
- ГОСТ 16971-71 Швы сварных соединений из винипласта, поливинилхлоридного пластиката и полиэтилена. Методы контроля качества. Общие требования
- ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
- ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
- ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
- ГОСТ 25225-82 Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод
- ГОСТ 26126-84 Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества
ГОСТ 26294-84Соединения сварные. Методы испытаний на коррозионное растрескивание. Срок действия истёк.- ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
- ГОСТ 26389-84 Соединения сварные. Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением
- ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
- ГОСТ 28277-89 Контроль неразрушаюший. Соединения сварные. Электрорадиографический метод. Общие требования
- ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 29297-92Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов. Утратил силу в РФ.ГОСТ 30242-97Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения. Утратил силу в РФ.- ГОСТ 3242-79 Соединения сварные. Методы контроля качества
- ГОСТ 34061-2017 Сварка и родственные процессы. Определение содержания водорода в наплавленном металле и металле шва дуговой сварки
- ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
- ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
- ГОСТ 7122-81 Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава
- ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
- ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
- ГОСТ ISO 10863-2022 Неразрушающий контроль сварных соединений. Ультразвуковой контроль. Применение дифракционно-временного метода (TOFD)
- ГОСТ ISO 12932-2017 Сварка. Гибридная лазерно-дуговая сварка сталей, никеля и никелевых сплавов. Уровни качества для дефектов
- ГОСТ ISO 13919-1-2017 Сварка. Соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов. Часть 1. Сталь
- ГОСТ ISO 13919-2-2017 Сварка. Соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов. Часть 2. Алюминий и его сплавы
- ГОСТ ISO 15614-11-2016 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 11. Электронно-лучевая и лазерная сварка
- ГОСТ ISO 17635-2018 Неразрушающий контроль сварных соединений. Общие правила для металлических материалов
- ГОСТ ISO 17638-2018 Неразрушающий контроль сварных соединений. Магнитопорошковый контроль
- ГОСТ ISO 22826-2017 Испытания разрушающие сварных швов металлических материалов. Испытания на твердость узких сварных соединений, выполненных лазерной и электронно-лучевой сваркой (определение твердости по Виккерсу и Кнупу)
- ГОСТ ISO 25239-2-2020 Сварка трением с перемешиванием. Алюминий. Часть 2. Конструкция сварных соединений
- ГОСТ ISO 9692-3-2020 Сварка и родственные процессы. Типы подготовки соединений. Часть 3. Сварка дуговая в инертном газе плавящимся и вольфрамовым электродом алюминия и его сплавов
- ГОСТ Р 54790-2011 Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузки
- ГОСТ Р 54792-2011 Дефекты в сварных соединениях термопластов. Описание и оценка
- ГОСТ Р 55142-2012 Испытания сварных соединений листов и труб из термопластов. Методы испытаний
- ГОСТ Р 56143-2014 Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию холодных трещин в сварных соединениях. Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузки
- ГОСТ Р 59398-2021 Дефекты сварных соединений термопластов. Классификация
- ГОСТ Р 59399-2021 Дефекты сварных соединений термопластов. Уровни качества
- ГОСТ Р ИСО 17637-2014 Контроль неразрушающий. Визуальный контроль соединений, выполненных сваркой плавлением
 Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры Основные типы, конструктивные элементы и размеры
Основные типы, конструктивные элементы и размеры Швы сварных соединений трубопроводов. Магнитографический метод
Швы сварных соединений трубопроводов. Магнитографический метод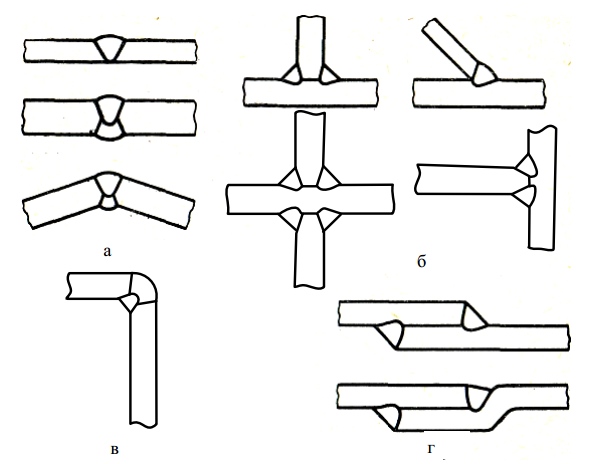 Перечень и условные обозначения процессов. Утратил силу в РФ.
Перечень и условные обозначения процессов. Утратил силу в РФ.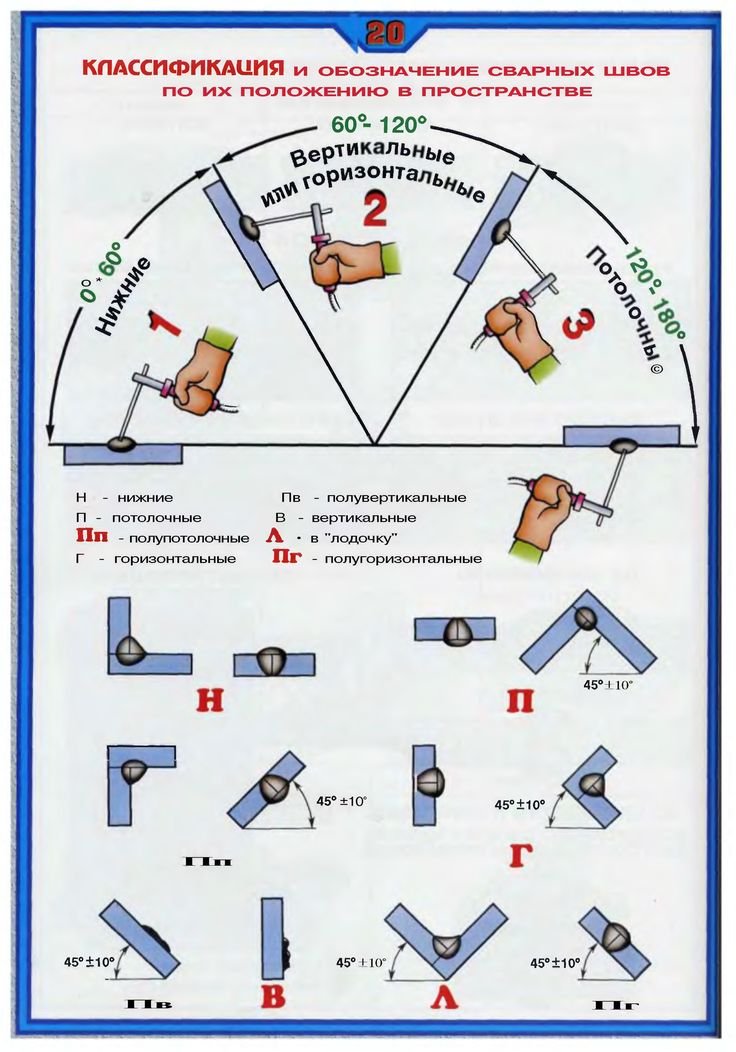 Применение дифракционно-временного метода (TOFD)
Применение дифракционно-временного метода (TOFD)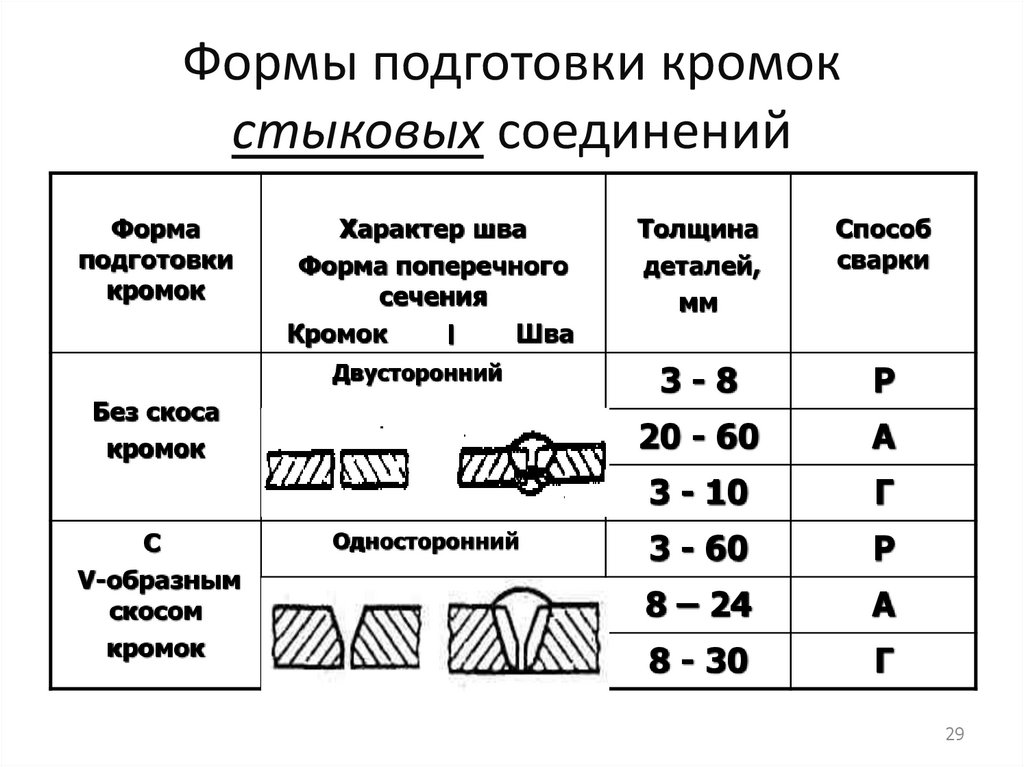 Испытания на твердость узких сварных соединений, выполненных лазерной и электронно-лучевой сваркой (определение твердости по Виккерсу и Кнупу)
Испытания на твердость узких сварных соединений, выполненных лазерной и электронно-лучевой сваркой (определение твердости по Виккерсу и Кнупу) Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузки
Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузкиклассификация, типы сварочных соединений © Геостарт
Одним из способов соединения частей материала является сварка. Метод нашел очень широкое применение в разных областях. С помощью этого относительно дешевого и вместе с тем надежного метода получают неразъемные соединения. С учетом разновидностей металлов, у каждого из которых свои особенности сваривания, различий условий проведения работ и требования к соединению, выделяют разнообразные виды сварных швов и соединений.
Зоны сварки
Зона сплавления с частично оплавленными зернами — 0,1−0,4 мм главного металла. Когда металл в этой зоне прогреется, его структура становится игольчатой с высокой хрупкостью и низкой прочностью.
Зона термического делится на четыре участка:
- I — относится к основному металлу, нагревшемуся до температуры превышающей 1100 °C. Структура этого участка крупнозернистая, а зерна в этой области приблизительно в 12 раз больше, чем стандартные. Вследствие перегрева уменьшается, вязкость, пластичность и другие механические свойства металла, и в слабейшем участке сварки часто происходит разрыв.
- II — участком является зона нормализации, в которой главный металл прогревается на 900 °C. Структура зерна тут гораздо мельче, чем в предыдущем случае. Занимает этот участок 1−4 мм.
- III — зона неполной кристаллизации, в которой главный металл прогревается до 750− 900 °C. Здесь попадаются и мелкие, и крупные зерна. Механические свойства снижаются вследствие неравномерности распределения кристаллов.
- IV — зона рекристаллизации. Прогревается до 450− 750 °C и восстанавливается форма зерен, деформированных из-за прошлых механических воздействий. Примерная ширина — 5−7 мм.
 Примерная ширина — 5−7 мм.
Примерная ширина — 5−7 мм.Зона главного металла начинается от участка, прогревающегося менее чем на 450 °C. Структура здесь сходна со структурой основного металла, но сталь теряет крепость за счет прогревания. По границе выделяются оксиды и нитриды, ослабляющие связь зерен. Металл в этом месте становится более прочным, однако, получает меньшую пластичность и ударную вязкость.
Классификация сварных соединений и швов
Виды швов в зависимости от признаков делятся на несколько категорий. По внешнему виду выделяются:
- Нормальные.
- Выпуклые.
- Вогнутые.
По типу сварные швы бывают одно- и двусторонними. По числу проходов — одно- и многопроходными. По числу слоев: односторонние и многослойные (при сваривании толстых металлов).
Есть также разновидности по протяженности:
- Односторонние непрерывные.
- Односторонние прерывистые.
- Двусторонние цепные.
- Двусторонние шахматные.
- Точечные швы (создаваемые контактной сваркой).

Типы швов по вектору усилия воздействия:
- Поперечный — усилие перпендикулярно шву.
- Продольный — усилие параллельно шву.
- Косой — усилие под углом.
- Комбинированный — признаки и поперечного и продольного шва.
По пространственному положению:
- полупотолочный;
- горизонтальный;
- нижний;
- вертикальный;
- полугоризонтальный;
- полувертикальный;
- потолочный;
- в лодочку.
По функциям швы делятся на следующие:
- Прочные.
- Прочно-плотные.
- Герметичные.
По ширине:
- Ниточные швы, чья ширина практически не превышает величину диаметра электрода.
- Уширенные швы делаются поперечными колебательными движениями стержня.

Особенные соединения
Стыковое . Самый распространенный вариант, представляющий обыкновенное соединение торцевых поверхностей или листов. Для их формирования требуется минимум времени и металла. Могут выполняться без скоса кромок, если листы тонкие. Для изделий толстых нужно подготавливать металла под сварку, где нужно будет скашивать кромки, чтобы увеличить глубину проварки. Актуально это при толщине от 8 мм. Если толщина будет больше 12 мм, понадобится двустороннее стыковое соединение и скашивание кромок. Чаще эти соединения выполняются в горизонтальном положении.
Тавровое . Тавровые соединения имеют Т-образную форму и бывают одно- или двусторонними. С их помощью могут соединяться изделия разной толщины. Если меньшая деталь устанавливается перпендикулярно, в процессе сварки электрод наклоняется до 60°. Для осуществления более простого варианта сварки «в лодочку» пользуются прихватками. Благодаря этому уменьшается вероятность образования подрезов. Обычно шов накладывается за проход. Сегодня выпускается много аппаратов для автоматической тавровой сварки.
Для осуществления более простого варианта сварки «в лодочку» пользуются прихватками. Благодаря этому уменьшается вероятность образования подрезов. Обычно шов накладывается за проход. Сегодня выпускается много аппаратов для автоматической тавровой сварки.
Угловое . У этих соединений (под разными углами) нередко подкашиваются кромки, чтоб шов залег на требуемую глубину. Двусторонняя проварка делает соединение крепче.
Внахлест . Данным способом сваривают листы толщиной менее 1 см. Они кладутся друг на друга внахлест и провариваются с двух сторон. Между ними не должно быть влаги. Для лучшего скрепления соединение иногда варится с торца.
Геометрия шва
S — толщина заготовки.
E — ширина.
B — зазор между заготовками.
H — глубина залегания проваренного участка.
T — толщина.
Q — величина выпуклой части.
P — расчетная высота, соответствующая перпендикулярной линии из места проплавления к гипотенузе наибольшего прямого треугольника, вписанного во внешнюю часть.
A — толщина углового шва, куда входит величина выпуклости и расчетной высоты.
K — катет представляет собой расстояние от поверхности одной заготовки до границы угла другой.
Q — выпуклость наплавленного участка.
Выбор
Виды швов и сварных соединений отличаются по свойствам, и для каждого случая подбираются параметры удачного сочетания. Первым делом оценивается пространственное положение. Чем легче идет работа, тем лучшим получается качество. Легче сделать горизонтальные швы, поэтому заготовки стараются выставить именно горизонтально. Иногда, для обеспечения качества деталь приходится переворачивать неоднократно.
Сваривание за проход помогает добиться лучшей крепости, чем в случае многократных проходов. Так что, требуется баланс между удобством и числом проходов.
Когда заготовки толстые, кромки разделываются, а поверхность обрабатывается для добавления ей чистоту. Стыковые варианты наиболее простые, предпочтительнее выбирать их, так как проще обеспечивается фиксация во избежание искажений геометрии готовых деталей.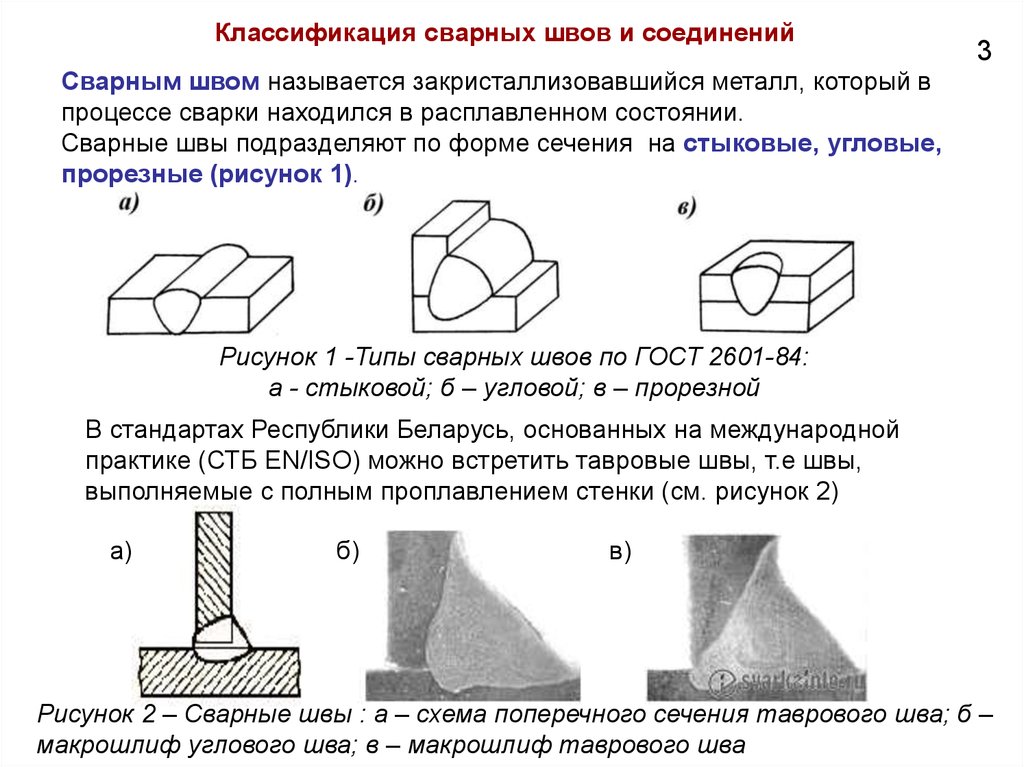 Кроме выбора типа внимание обращают также на температурный режим, потому что могут сместиться зоны проварки и изделие не доварится или переплавится.
Кроме выбора типа внимание обращают также на температурный режим, потому что могут сместиться зоны проварки и изделие не доварится или переплавится.
автор Меркулова Анна |
Различные типы сварных соединений и их применение
TIG Brush составил список различных типов сварных соединений, их наилучшее применение и важные советы по их использованию. Об этом подробнее здесь.
Соединение определяется Американским обществом сварщиков (AWS) как «способ соединения материалов». Сварка имеет широкий спектр применения, и для разных работ требуются различные типы сварных швов и соединений.
Сварка — сложный навык, требующий терпения, внимания к точности и творчества. Сварщики должны хорошо знать многочисленные методы и методы, используемые в отрасли, включая типы сварных соединений, чтобы хорошо выполнять свою работу.
Компания TIG Brush, занимающаяся очисткой электросварочных швов, описывает здесь пять наиболее распространенных типов сварных соединений. Каждый тип разработан, чтобы противостоять силам и потребностям конкретных приложений.
Каждый тип разработан, чтобы противостоять силам и потребностям конкретных приложений.
Сварной шов с квадратной разделкой – это другое название сварного шва встык. Это самый простой и, безусловно, самый распространенный тип сварки. Он состоит из двух плоских частей, расположенных параллельно друг другу.
Он также используется для фланцев, клапанов, фитингов и другого оборудования, поскольку это общепринятый способ соединения труб с самой собой. Это действительно экономичное решение.
Стили сварки, используемые для создания стыковых соединений:
- Сварной шов с развальцовкой и V-образным пазом
- Сварной шов с развальцовкой, фаской и канавкой
- Сварной шов с J, U и V-образной канавкой
- Сварной шов с фаской
- шов с разделкой кромок
Квадратное стыковое соединение обычно используется для получения сварных швов с полным проплавлением. При сварке толстого листа или трубы почти невозможно достичь 100-процентного проплавления без использования какой-либо разделки.
Прожоги, растрескивание, пористость и недостаточное проникновение являются наиболее распространенными дефектами стыковых соединений. Однако, изменяя параметры сварки, такие как форма канавки, наслоение и ширина зазора, этого можно избежать.
Сварка тройникаСварка тройника образуется, когда две детали соединяются под углом 90 градусов. Края пластины или компонента образуют Т-образную форму, когда они сходятся посередине. Тройниковые соединения представляют собой разновидность углового сварного шва, который может быть выполнен путем приваривания трубы к опорной плите.
Этот тип сварного шва требует постоянного контроля на предмет эффективного проникновения в кровлю сварного шва. Для выполнения тройникового соединения можно использовать один из следующих способов сварки:
- Угловой, щелевой и пробочный швы
- J-образный шов
- Раструбный шов с фаской
- Сварной шов проплавлением
- Сварной шов с фаской
Пластинчатый разрыв является типичной проблемой, которая развивается из-за тройниковых соединений к ограничению сустава. Сварщики часто вставляют пробку, чтобы предотвратить деформацию соединения.
Сварщики часто вставляют пробку, чтобы предотвратить деформацию соединения.
Угловые сварные соединения напоминают тройниковые сварные соединения. Разница только в расположении металла. Он находится в середине тройникового соединения, тогда как угловые соединения встречаются в углу закрытым или открытым способом, создавая L-образную форму.
Эти соединения популярны в производстве листового металла, где они используются для изготовления рам, коробок и других изделий. Соединение внешнего угла может быть выполнено двумя способами: V-образным пазом или квадратным стыковым соединением.
Стили, используемые для создания угловых соединений, включают:
- Точечный, кромочный и угловой сварной шов
- V-образный, J-образный и U-образный сварной шов
- Сварной шов со скошенным пазом
- Угловой фланцевый сварной шов
- Развальцовка сварной шов с разделкой кромок
- сварной шов с квадратной разделкой или стыковой сварной шов
Стыковое соединение является модифицированной версией сварки внахлест или наоборот. Они образуются, когда два куска металла укладываются друг на друга внахлест. Чаще всего они используются для соединения двух деталей разной толщины.
Они образуются, когда два куска металла укладываются друг на друга внахлест. Чаще всего они используются для соединения двух деталей разной толщины.
Соединения внахлест обычно используются для листового металла и редко используются для более толстых материалов. Коррозия или разрыв пластины из-за перекрытия материалов являются потенциальными недостатками этого типа сварного соединения. Однако, как и во всем остальном, этого можно избежать, используя соответствующую технику и изменяя переменные, такие как амперы и вольты, по мере необходимости.
Welding styles used to create butt joints include:
- Plug, slot, and spot weld
- J-groove weld
- Flare-bevel groove weld
- Bevel-groove weld
Металлические поверхности соединяются вместе в краевом соединении, чтобы гарантировать, что края ровны. Изгиб одной или обеих пластин под углом может помочь сформировать их. Целью сварного соединения является соединение деталей и распределение напряжений.
Следующие силы вызывают напряжения в сварных соединениях:
- Растяжение
- Сжатие
- Изгиб
- Скручивание
- Силы сдвига
Выбранная процедура сварки оказывает значительное влияние на конструкцию, которая будет использоваться . Каждый метод сварки имеет свой собственный набор свойств, влияющих на то, насколько хорошо он работает. На сварные швы, используемые в различных конструкциях соединений, дополнительно влияют скорость перемещения, скорость наплавки, проплавление и тепловложение.
Следующие стили применимы для кромочных соединений:
- Сварной шов со скосом и канавкой
- Сварной шов с углом и фланцем
- Сварной шов с квадратным пазом
- Сварной шов с кромкой и фланцем
- Сварной шов с U, J и V-образным пазом 4 Соединение WeldEdge Соединение Weld Нужен очиститель сварных швов?
- Что такое сварное соединение?
- Типы сварных соединений
- Стыковой сварной шов со скосом и разделкой
- Стыковой сварной шов с развальцовкой, фаской и канавкой
- Стыковой сварной шов с V-образным пазом
- Стыковой сварной шов с J-образной канавкой
- Стыковой сварной шов с квадратной канавкой
- Стыковой сварной шов с U-образной канавкой
- Стыковой сварной шов с V-образной канавкой
- Сварной шов с разделкой кромок
- Угловой сварной шов
- Краевой сварной шов
- Угловой сварной шов
- Раструбный сварной шов с V-образной канавкой
- J-образный сварной шов
- Точечная сварка
- Сварной шов с квадратной разделкой или сварной шов встык
- U-образный сварной шов
- V-образный сварной шов
- Сварка со скосом и канавкой
- Факельный сварной шов со скосом и канавкой
- J-образный сварной шов
- Пробковая сварка
- Сварной шов
- Точечная сварка
- Сварка со скосом и разделкой
- Угловой сварной шов
- Факельный сварной шов со скосом и канавкой
- J-образный сварной шов
- Сварка проплавлением
- Пробковая сварка
- Сварной шов
- Сварной шов с разделкой кромок
- Угловой сварной шов
- Приварка кромок и фланцев
- J-образный сварной шов
- Сварной шов с квадратной разделкой или сварной шов встык
- U-образный сварной шов
- V-образный сварной шов
- Литье
- Подача документов
- Ковка
- Шлифование
- Обработка
- Кислородно-ацетиленовая резка (процесс термической резки)
- Плазменно-дуговая резка (процесс термической резки)
- Маршрутизация
- Стрижка
- Штамповка
- Тройник
- Краевое соединение
- Угловое соединение
- Соединение внахлестку
- Стыковое соединение
- Fillet Weld
- Plug Weld
- Bevel-Groove Weld
- Slot Weld
- J-Groove Weld
- Melt-Through Weld
- Fare-Bevel-Groove Weld
- Растяжение
- Сжатие
- Изгиб
- Скручивание
- Сдвиг
- Сварка с квадратной канавкой
- Стыковая сварка
- Сварка с J-образной канавкой
- Сварка со скосом канавки
- Сварной шов с V-образной канавкой
- Сварной шов с U-образной канавкой
- Сварной шов с кромкой и фланцем
- Сварной шов с угловой кромкой
- Spot Weld
- V-Groove Weld
- Fillet Weld
- U-Groove Weld
- Bevel-Groove Weld
- Square-Groove Weld
- Butt Сварной шов
- Сварной шов с раструбом и V-образным пазом
- Сварной шов с угловым фланцем
- Сварной шов с кромкой
- Сварной шов с J-образным пазом
- Plug Weld
- Slot Weld
- Spot Weld
- J-Groove Weld
- Bevel-Groove Weld
- Flare-Bevel-Groove Weld
- сварки встык с квадратной разделкой
- сварки встык с V-образной разделкой
- сварки встык с U-образной разделкой
- сварки встык с J-образной разделкой 900
- Стыковые сварные швы с V-образными канавками
- Стыковые сварные швы со скошенными канавками
- Стыковые сварные швы с развальцовкой, фаской и канавкой
- Основы и принципы дуговой сварки
- Экранирование
- Дуговая сварка Сварные соединения и типы
- Скорость подачи электрода
- Скорость сварки
- Безопасность дуговой сварки
- Процедуры дуговой сварки
- EGW – Сварка электростеклом
- FCAW – дуговая сварка порошковой проволокой
- GMAW – Дуговая сварка металлическим газом
- GTAW – Дуговая сварка вольфрамовым электродом в среде защитного газа
- PAW – плазменно-дуговая сварка
- SAW – дуговая сварка под флюсом
- SMAW – Дуговая сварка в защитном металле
- SW – Дуговая сварка шпилек
- Основы и принципы дуговой сварки
- Экранирование
- Дуговая сварка Сварные соединения и типы
- Скорость подачи электрода
- Скорость сварки
- Безопасность дуговой сварки
- Процедуры дуговой сварки
- Различные типы сварочных соединений объяснены
- Сварка прикладного соединения
- Сварка для суставов.
- Заключение и резюме
Объяснение различных типов сварных соединений
Мне больше всего нравится определение соединения, данное Американским обществом сварщиков. AWS говорит, что соединение — это просто «способ соединения материалов». Таким образом, пять типов сварных соединений — это просто пять различных способов соединения двух деталей.
Тем не менее, каждый из типов сварных соединений можно сваривать по месту, используя множество различных типов сварки .
Вот почему я сказал в начале, что сварное соединение — это не то же самое, что терминология типа сварного шва.
Существует множество различных типов сварных швов, и некоторые из них представляют собой угловой шов, сварной шов с разделкой кромок, фланцевый, скошенный, наплавочный, подварочный, пробковый, щелевой и т.
На рисунке показаны пять типов сварных соединений с самыми простыми типами сварных швов. Ниже вы найдете более подробные чертежи для каждого сварного соединения, показывающие различные используемые типы сварки. д.Я покажу вам, как каждый из них выглядит применительно к каждому типу сварного соединения. В основном существует 5 основных типов соединений, и каждый из них можно сваривать различными типами сварных швов.
Сварка встык
Это наиболее распространенный и простой тип сварного соединения. Это так же просто, как соединить два куска металла в одной плоскости.
В реальном сценарии это часто делается путем простого соединения двух прямоугольных металлических деталей так, чтобы они соприкасались краями друг друга. Они могут иметь отверстие между ними или соприкасаться друг с другом.
Зона между деталями при необходимости подготавливается и сваривается. На этапе подготовки вы выберете тип сварки.
Чертеж, показывающий примеры различных типов сварки, применяемых для стыкового сварного соединения. Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами применения для каждого символа!
Это будет либо простая квадратная канавка с корневым отверстием между частями или без него, либо вы можете сформировать края так, чтобы получить V-образную канавку, J-образную канавку или аналогичную (показано на изображении).
Наиболее типичными типами сварных швов встык являются:
- Квадратная канавка
- V Groove
- Bevel (одиночный и двойной)
- Flare v Groove
- U Groove (одиночный и двойной)
- J GROOVE (Single and Double)
- J GROOVE (Single and Double)
- J GROOVE (Single and Double)
- . Стыковые сварные швы используются в сотнях различных отраслей промышленности, от изготовления конструкций до трубопроводов. Они часто незаменимы и представляют собой очень экономичное и простое сварное соединение.
Вы можете по-разному модифицировать края каждой детали элемента на этапе подготовки, если этого требует инженерная спецификация. Либо таким же препаратом может быть обработана поверхность обшивки (оплавленный участок поверхности).
Это может стать более сложным в зависимости от спецификации сварки. Размер и угол разделки могут быть заданы, что требует от сварщика большей точности. Если они не указаны, то сварщик должен выбрать размеры, если достигается указанный тип сварного шва (например, V-образный паз).
Более толстые детали требуют изменения конструкции соединения, чтобы обеспечить надлежащее проникновение. С другой стороны, тонкие детали с большей вероятностью достигнут полного проникновения с помощью простого квадратного стыкового соединения. Сварной шов с квадратной канавкой обычно не используется с чем-либо на более толстой стороне. Добавление корневого отверстия и выполнение двойной квадратной канавки может помочь в проникновении, но на практике вы чаще будете шлифовать края и делать V-образную канавку.
Достижение 100%-го провара без модификации кромок свариваемых деталей практически невозможно на очень толстых участках, поэтому важно знать как тип сварного соединения, так и типы сварки, которые можно с ним использовать. Неправильная подготовка также может привести к прожогам, плохому проникновению, растрескиванию или пористости.
Сварка внахлестку
Сварка внахлестку занимает второе место по сложности. Это так же просто, как стыковое сварное соединение, и функционирует как его модифицированная версия. Чтобы сформировать соединение внахлестку, вам просто нужно разместить два куска металла внахлест. После этого вы размещаете сварные швы с одной или обеих сторон.
Соединение внахлест обычно используется для сварки двух деталей из основного металла, имеющих разную толщину поперечного сечения. Это затрудняет получение надлежащего стыкового соединения, поэтому соединение внахлест является лучшим выбором.
Чертежи различных примеров соединений внахлестку. Существуют и другие причины, по которым предпочтительно соединение внахлестку, но это наиболее распространенная причина. Вы можете применять различные типы сварных швов для соединения внахлестку, и обычно используются:
- Fillet Weld
- J Groove Weld
- Bevel Groove Weld
- СВОДА
- SLOT SLOT WELDS . СПОДА СОЗДАНИЯ . СПОДА . СОЗДАНИЯ . СПОДА СОЗДА. применяется к толстым материалам. Это гораздо чаще встречается при сварке деталей из листового металла. Чтобы избежать таких проблем, как коррозия и разрыв пластин, необходимо следовать примечаниям инженера, в которых указаны подробности о типе сварного шва. Например, если вам нужно выполнить угловой шов с обеих сторон и указаны размеры шва, то вам нужно сделать это соответствующим образом. Соединения внахлест печально известны проблемами, если они не выполнены должным образом.
Тройник Тип
Тройниковые сварные соединения имеют именно ту форму, которая им нужна. Они имеют Т-образную форму, потому что два основных металла пересекаются под углом 90°. Тройниковые соединения также могут быть образованы из непрямоугольных свариваемых деталей. Хорошим примером может быть, когда круглые сечения, такие как трубы и трубы, привариваются к детали (см. Изображение).
При сварке Т-образного соединения крайне важно убедиться в том, что требуемое проникновение достигнуто в кровлю сварного соединения. Естественно, легче добиться сильного проплавления нижней частью Т-образного соединения, поэтому сварка верхней кромки требует большего внимания.
Чертежи, показывающие различные способы сварки, используемые для создания тройниковой конфигурации.T weld joints can be achieved with multiple welding styles and these are the commonly used:
- Fillet
- J groove type weld
- Bevel groove weld
- Plug weld
- Slot сварной шов
- Сварной шов с раструбом и V-образным пазом
Сварные соединения обычно не готовятся с разделкой кромок перед их сваркой друг с другом.
Если сварочный проект состоит из очень толстого основного металла, то обязательно потребуется подготовка шва. Обычные методы сварки требуют, чтобы присадочный металл прочно соединялся с основной пластиной с обеих сторон сварного шва.Сварка угловых соединений
Угловые соединения чем-то похожи на тройники, которые мы обсуждали выше. Но вы всегда сможете легко отличить их друг от друга, потому что в угловых соединениях металлическая часть соединена в углу, а тройники свариваются посередине.
Угловые сварные швы могут быть как в открытом, так и в закрытом состоянии.
Эти сварные соединения очень распространены при обработке листового металла и выполняются с помощью различных сварочных процессов.
Чертежи, иллюстрирующие различные типы сварки, которые можно использовать для угловых соединений.Если вы заинтересованы в сварке листового металла, вам следует освоить сварку угловых соединений. Commonly used weld types are:
- Square groove
- Fillet weld
- J groove weld
- V groove weld
- Flare V groove weld
- Spot weld
- Сварка кромок
- Угловые отбортовки кромок
Поскольку сварка угловых соединений используется при работе с листовым металлом, все эти типы сварки используются постоянно.
Изготовление каркасов, коробов, различных профилей и других форм достаточно сложно и требует досконального знания видов сварных соединений.Торцевые сварные соединения
Из всех различных типов сварных соединений краевое сварное соединение может быть наиболее трудным для освоения. Это, однако, субъективно, поскольку некоторые люди преуспевают быстрее, чем другие.
Самая большая проблема возникает при сварке тонких листовых деталей, а также при сложной конфигурации кромочного сварного шва.
Кромочное соединение образуется металлическими поверхностями, расположенными вместе так, чтобы их края были ровными и находились в одной плоскости. Краевое соединение может иметь одну или обе пластины, согнутые под углом (см. изображение).
Иллюстрации, изображающие различные способы сварки, используемые для сварки кромок.Эти сварные соединения довольно часто используются с фланцевыми кромками деталей из листового металла или используются, когда необходимо выполнить сварку, соединяющую соседние кромочные соединения элементов из листового металла.
Краевое соединение соединяет детали таким образом, чтобы внутренние напряжения распределялись должным образом. Эти внутренние напряжения бывают растяжения, сжатия, изгиба, сдвига и кручения. Некоторые стили сварки достигают этого лучше, чем другие. Здесь играет роль множество факторов, и если вы не уверены, лучше всего свериться с примечаниями по сварке или поговорить с инженером.
При работе с кромочными сварными швами важно помнить, что на окончательный шов влияет все. Металл обычно тонкий, и если готовый сварной шов требует высокого качества, то присадочный металл, процесс сварки, конструкция соединения, проплавление, скорость перемещения, скорость наплавки, тепловложение, скорость охлаждения и т. д. будут влиять на окончательный сварной шов.
The common weld types:
- Edge welding joint
- Bevel groove weld
- V groove welds
- J groove weld
- U groove weld
- Corner flange
- Кромочный фланец, фланцевые кромки
Узнайте о различных типах сварных швов и их обозначениях
Я показал вам, как выглядит каждый из сварных швов применительно к этим соединениям, но это еще не все.
Каждый из сварных швов может иметь свои модификации и различную подготовку. Я написал исчерпывающее руководство по символам сварки, и все стили сварки были объяснены в нем на более чем 50 изображениях поперечного сечения. Мы также опубликовали книгу об этом, и в ней вы можете найти таблицу, содержащую все показанные выше сварные соединения и многое другое.Заключение и резюме
Причина, по которой у нас есть различные типы сварных соединений, заключается в различных видах сварочных работ. Существуют сотни различных сценариев, и эти пять типов сварных соединений охватывают почти все из них. Овладение ими окажется очень полезным в вашей карьере и сделает вас исключительным сварщиком.
Чтобы действительно освоить каждый из типов сварных соединений, вам необходимо научиться выполнять различные типы сварки для каждого из них. Стыковое сварное соединение с квадратным разделочным швом может быть самым простым для начала, но это не означает, что вы будете ограничены простой работой только потому, что он используется во многих приложениях.
Просто не значит плохо. Мы хотим, чтобы все было просто, но иногда это невозможно, поэтому нам нужно делать такие вещи, как сварка кромок с раструбом, или более сложные, такие как дуговая сварка Т-образного соединения.Дерек Мейсон
Привет, я Дерек. Я веб-дизайнер и сертифицированный сварщик труб. Я отвечаю за техническую часть этого веб-сайта, а также веду блоги о сварке на темы, с которыми знаком лучше, чем Адам. Надеюсь, вам понравится то, что мы здесь делаем.
Подробные факты об этом — Lambda Geeks
Сварка — это метод, который существует уже давно, а различные типы сварных швов внедряются на протяжении десятилетий.
Сварные соединения можно классифицировать в зависимости от того, как металлические детали расположены вместе или выровнены друг с другом. Каждый тип сварных швов отличается друг от друга дизайном, качеством и стоимостью. Выбор соответствующего типа сварного шва в соответствии с требованиями требует особого внимания и навыков сварщика.
Процесс сварки заключается в использовании тепла для плавления отдельных металлических частей таким образом, чтобы их расплавленные части сливались и сплавлялись в единый цельный кусок.
Различные типы сварных соединенийСварные швы могут быть геометрически подготовлены различными способами.
Согласно Американского общества сварщиков (AWS), сварные соединения можно классифицировать следующим образом:
- Стыковое соединение
- Угловое соединение
- Краевое соединение
- Нахлестное соединение
- Тройник
Вышеуказанные типы сварных швов.
Сварщики должны выбрать тип сварного шва, соблюдая определенные критерии, такие как метод сварки и толщина свариваемых элементов. Как правило, сварные швы описываются их формой, когда мы наблюдаем их поперечное сечение.
В сварном соединении различные элементы соединяются вместе, образуя единую деталь, так что действующие на них напряжения распределяются. Сварное соединение должно выдерживать различные типы напряжений, такие как напряжения растяжения, напряжения сжатия, изгиба, кручения и напряжения сдвига. Способность сварного соединения преодолевать эти напряжения зависит как от конструкции, так и от целостности сварного шва.
Метод сварки и конструкция соединения взаимосвязаны, в зависимости от метода сварки мы должны выбрать тип соединения и наоборот.
Определенный метод сварки обеспечивает точное и эффективное выполнение определенного типа сварного шва. Характеристики метода сварки, такие как скорость перемещения, проплавление, скорость наплавки, подводимое тепло и т. д., влияют на его характеристики и получаемый сварной шов.
Стыковое соединениеСтыковые швы очень распространены и просты в сварке, при этом металлические детали располагаются рядом друг с другом на одной поверхности и соединяются встык.
Наиболее распространенными сферами применения стыковой сварки являются производство и трубопроводная система. Различные типы стыковых сварных швов (вариации формы разделки, области применения, ширины зазора и т. д.) при стыковой сварке перечислены ниже:
- Квадрат
- Одинарный скос
- Двойной скос
- Одинарный J
- Двойной J
- Одинарный V-образный
- Двойной V-образный
- Одинарный U-образный
- Двойной U-образный с канавками
.
Поскольку ориентация материала обычно представляет только один конец длинной поверхности склеивания или сварки, полученное соединение по своей природе является слабым.
Накопление шлака, пористость, растрескивание и т.п. являются определенными недостатками стыковых сварных швов, которые приводят к их ослаблению. Стыковые сварные швы можно точно подавать через автоматические сварочные аппараты благодаря их простоте конструкции.
Угловое соединениеУгловые соединения распространены в производстве листового металла для сварки рам, ящиков, резервуаров и т. д. Это похоже на сварку встык, когда две пластины расположены под прямым углом друг к другу в «угле» в открытом или закрытым образом, придавая L-образную форму.
В случае легких гибких листов точное выравнивание затруднено. Во избежание возникновения воздушной ловушки постарайтесь избавиться от воздушных карманов, ямок, неровностей поверхности в месте сварного соединения.
Различные геометрические формы угловых швов в угловых соединениях приведены ниже:
(i) Угловой шов
Соединение по кромке
(ii) Точечный шов
(iii) Сварной шов с квадратной разделкой или сварной шов встык
(iv) Сварной шов с V-образной разделкой
( v) Сварной шов со скошенной кромкой
(vi) Сварной шов с U-образной кромкой
(vii) Сварной шов с J-образной канавкой
(viii) Сварной шов с развальцовкой и V-образным пазом
(ix) Сварной шов по кромке
(x) Сварной шов с углом и полкойровную поверхность, а затем одну или обе поверхности сгибают под углом, образуя соединение.
В случае приложений, выдерживающих большие нагрузки, применяются дополнительные присадочные металлы для полного сплавления кромок.Различные типы сварки в этом сварном соединении:
Сварка с квадратной разделкой или сварка встык
Соединение внахлестку
Сварной шов со скосом и канавкой
Сварной шов с V-образным пазом
Сварной шов с J-образным пазом
Сварной шов с U-образным пазом
Сварной шов с кромкой и фланцем
Сварной шов с углом и фланцемВ случае сварки внахлестку два конца металлических деталей разной толщины укладываются таким образом, чтобы одна часть могла перекрывать другую. В зависимости от необходимости сварные швы делают только с одной стороны или с обеих сторон.
Этот тип соединения обычно не используется для более толстых материалов и предпочтителен для листового металла. Коррозия является основной проблемой, связанной со сваркой внахлестку, однако, используя современные методы и изменяя параметры, эту проблему можно предотвратить.
Поскольку соединения внахлестку имеют те же характеристики, что и угловые сварные швы, они также считаются угловыми сварными швами. Различные типы сварных швов в соединении внахлест:
(i) Угловой шов
Тройник
(ii) Сварной шов со скосом и канавкой
(iii) Сварной шов с J-образным пазом
(iv) Сварной шов с пробкой
(v) Сварной шов с прорезями
(vi) Точечный сварной шов
(vii) Сварной шов с развальцовкойПри тавровом сварке две детали свариваются под углом 90 градусов друг к другу, одна деталь обычно прикрепляется к центру другой форма Т. Этот тип соединения часто встречается при сварке трубы на опорной плите.
Различные стили сварки, которые можно использовать для создания таврового соединения, следующие:
- Сварка методом пробки
- Сварка с прорезью
- Сварка со скосом и канавкой
- Угловой шов
- Сварка с J-образным пазом
- 4
- Сварной шов с развальцовкой, фаской и канавкой
Грубка вводится, когда основной металл имеет большую толщину, а сварка с обеих сторон не может выдержать нагрузку, соединение должно поддерживать.
Различные типы сварных швов: В случае тавровых соединений должно быть обеспечено эффективное проникновение в кровлю сварного шва.- ФИЛЛ WEWD
- Groove Weld
- Seam Weld
- SPOT WELD
- ПЕЛЕВА WELD
- WELD WELD
- FULL и PACTIAL PRETRATE
- WELD WELD
- FULL и PACTIAL PRETRAT
Это один из наиболее часто встречающихся типов сварки в производственной промышленности.
Угловые швы составляют почти 70-80% всех швов, выполненных методом дуговой сварки. Тройниковые соединения, соединения внахлестку, угловые соединения — все они подпадают под угловые сварные соединения. Поскольку не требуется какой-либо подготовки кромок, угловые швы проще и дешевле стыковых швов.
Ниже перечислены различные типы угловых швов:
Сварной шов с квадратной кромкой
Сварной шов с одинарной кромкой с V-образной кромкой
Сварной шов с одиночной кромкой с фаской
Раструбный сварной шов
Угловой сварной шов; Изображение предоставлено: ВикипедияОсновное различие между стыковыми и угловыми швами заключается в том, что поверхности, соединяемые в стыковых швах, находятся в одной плоскости, а в угловых швах поверхности образуют угол 90 градусов друг к другу.
В случае углового шва между двумя деталями образуется угол 45 градусов, тогда как стыковый шов выглядит как шов или валик.
Когда болты недостаточно прочны и легко изнашиваются, сварщики обычно предпочитают угловой шов, а также для соединения фланцев с трубопроводами и сварными конструкциями.
Сварной шов с разделкой кромокСварной шов с разделкой кромок представляет собой тип соединения, в котором отверстие между двумя элементами обеспечивает пространство для наплавки металла.
Два основных типа сварных швов с разделкой кромок: одиночный V-образный и двойной V-образный. Сварные швы с канавками могут напоминать стыковые сварные швы, когда на двух элементах стыкового шва есть канавки.
Сварной шовСварной шов представляет собой непрерывное соединение между двумя перекрывающимися элементами из одинаковых или разнородных материалов, создаваемое с помощью давления и электрического тока.
Поскольку металлы обладают свойством проводить электричество и могут выдерживать высокое давление, этот процесс выполняется в основном на металлах. Сварка швов сопротивлением является наиболее часто используемым процессом для шовных сварных швов. Сварные швы очень прочны и надежны по своей природе, потому что сварной шов соединяет большую площадь, а соединение выковывается из-за приложенного тепла и давления.
Точечная сваркаЗдесь два металлических листа соединяются вместе в определенных местах. В случае точечной сварки два листа располагаются внахлест друг к другу (так же, как и при соединении внахлестку), затем вращающийся инструмент с большим усилием прижимается к верхней поверхности.
Теплота трения и высокое давление пластифицируют листовой металл, штифт инструмента погружается в листы до тех пор, пока буртик не соприкоснется с поверхностью верхнего листа.
Принцип точечной сварки трением с перемешиванием; Изображение предоставлено: ВикипедияЭтот инструмент состоит из штифта, который вращается и проникает в лист, плечо в инструменте является источником высокого давления ковки, которое связывает листы без плавления.
Точечная сварка; Изображение предоставлено Википедией. После короткого промежутка вращающийся инструмент вытягивается из листового материала, чтобы каждые 5 секунд выполнять новый точечный сварной шов.Это круговые сварные швы, используемые для соединения двух элементов через небольшое отверстие в одном из элементов, при этом отверстие обычно частично или полностью заполняется металлом сварного шва.
В большинстве случаев в автомобилестроении сварка электрозаклепками заменяет точечную сварку, когда места, необходимого для работы оборудования для точечной сварки, недостаточно. Сварка пробкой дает более прочное соединение, чем точечная сварка.
Сварка пробкой; Изображение предоставлено: Flickr Сварной шовТак же, как и сварка электрозаклепками, сварка щелей также используется для соединения поверхностей внахлест, одна из которых имеет отверстия, круглые в случае сварки пробками и удлиненные для сварки щелей.
Проще говоря, при щелевой сварке один кусок материала соединяется с другим куском металла через продолговатое отверстие. Удлиненное отверстие может быть открытым с одного конца или может быть частично или полностью.
Сварные швы с полным и частичным проплавлениемСварные швы с полным проплавлением или с полным проплавлением (CJP) имеют особый вид канавки, которая позволяет присадочному материалу проходить через весь зазор, начиная с верхней части шва до нижней .
В случае сварки с частичным проплавлением (PJP) присадочный материал не достигает корневой части шва. Если вы посмотрите на поперечное сечение соединения, вы обнаружите зазор между двумя элементами.
Металлические кромки, как правило, должным образом скошены для обеспечения полного проникновения, или канавки CJP, U, J и V являются очень распространенными формами для полного проникновения. Хорошо сделанный CJP дает прочное и долговечное соединение, чем PJP.
Часто задаваемые вопросы Q1 : Различия состояний между стыковыми и угловыми сварными швами.Ответ: Если две металлические детали лежат в одной плоскости и соединяются между собой, то получается стыковой шов. Стыковые сварные швы требуют подготовки кромок.
Если соединяемые металлические детали образуют угол 90 градусов друг с другом, то получается угловой шов. Подготовка края не требуется.
Q2. В чем разница между сварным соединением и заклепочным соединением.ОТВЕТ: Разница между сварным и захваченным соединением упомянута ниже:
Сварное и заклепочное соединениеСварной шар члены. Количество отверстий на родительских элементах, необходимых для их соединения с помощью заклепок. Получается непрерывный тип соединения. Прерывистый тип соединения получается за счет наличия зазоров между заклепками. Соединения обычно герметичны Вероятность утечки довольно высока. Прочность сварного соединения достаточно высокая Заклепочные соединения сравнительно слабые. Весь узел легче по весу. Вся сборка состоит из ряда компонентов, которые делают ее тяжелой. Для сварки требуется меньше времени Процесс клепки состоит из нескольких этапов, что занимает много времени. Вывод:
В завершение нашего поста мы можем сказать, что существуют различные типы сварных швов, и каждый из них имеет уникальные характеристики.
TIG Brush — мировой лидер в области электрохимической очистки сварных швов. Решения для очистки сварных швов и финишной обработки металла безупречны благодаря нашему уникальному сочетанию тепла, электричества и химии. Эти технологии также повышают безопасность пользователей и снижают воздействие на окружающую среду.
Решения для очистки сварных швов и финишной обработки металла безупречны благодаря нашему уникальному сочетанию тепла, электричества и химии. Эти технологии также повышают безопасность пользователей и снижают воздействие на окружающую среду.
Свяжитесь с нами сегодня, если у вас есть какие-либо вопросы о наших услугах или вы хотите узнать больше о преимуществах очистки сварных швов из нержавеющей стали.
Поделиться публикацией
Типы сварных соединений и способы подготовки сварных соединений
Сварка — одна из самых сильных вещей, которые люди когда-либо открывали с момента своего существования. Применение сварки безгранично в различных формах на земле, в космосе и в воде. Сварка может соединять разные металлы под разными углами. Обычно в сварочной промышленности работает пять типов сварных соединений в повседневной деятельности.
Основные моменты сообщения:
1) Сварка сварки
2) Угловой сварки
3) Сварочный шарнир
4) Сварка TEE
5) Крайный сварка
5) Крайный сварка
1 6. 60004 5). Угловой сварной шов
60004 5). Угловой сварной шов Что такое сварное соединение?
Сварное соединение представляет собой кромку или точку двух или более металлических частей. Еще один сварочный шов – это место, где металл шва полностью проникает в шов с полным сплавлением корня. Американское общество сварщиков объясняет пять типов сварных соединений: тройник, кромка, стык, нахлест и угол.
Типы сварных соединенийОбычно существует пять типов, и они следующие.
1. Сварное соединение встык
Сварное соединение встык или сварка с квадратной разделкой – это очень простой и распространенный тип сварного соединения. Он выполняется на двух плоских бок о бок параллельных кусках металла. Концы или края двух частей составляют угол 135-180° друг к другу. Обычно этот тип соединения доступен по цене и используется для соединения труб, фланцев, фитингов, клапанов и другого оборудования.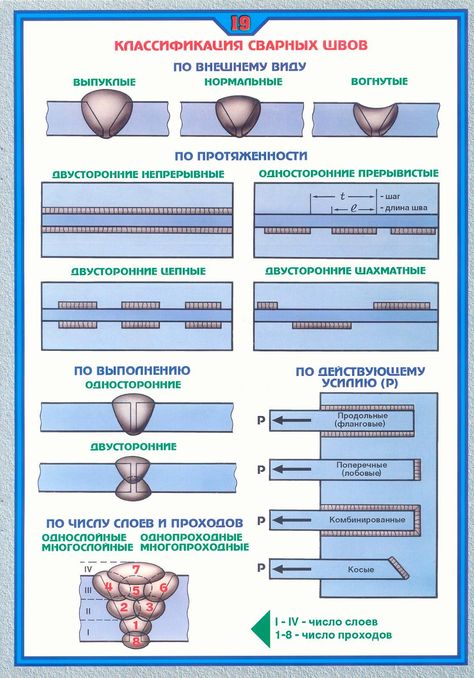
Способы сварки для стыкового соединения
Для стыкового соединения используются следующие способы подготовки.
2. Угловое сварное соединение
В угловом сварном соединении два металла образуют прямые углы или форму L. Угол колеблется от 30° до 130°. Он наиболее популярен в металлургической промышленности. Угловое сварное соединение обычно используется для изготовления ящиков, коробчатых рам и других изделий.
Тип сварки для углового соединения
Используются следующие стили.
3. Сварка внахлестку
Сварка внахлестку выполняется путем размещения двух металлических деталей внахлест друг над другом. А перекрывающиеся части составляют угол 0-5° друг к другу. В основном сварное соединение внахлест используется для сварки двух металлов разной толщины. Это также в некотором роде похоже на угловой сварной шов.
Тип сварки для соединения внахлестку
4. Тройниковое сварное соединение
Тройниковое сварное соединение
Тройниковое сварное соединение образуется, когда два металла или формы пересекаются под углом 90°. Далее он помещает один край металла в центр другого. При этом требуется особая осторожность, особенно к краям металлов для эффективного проникновения. Он также считается угловым сварным соединением.
Тип сварки тройникового соединения
5. Кромочное сварное соединение
Кромочное сварное соединение обычно применяется к частям листового металла, которые имеют отбортовку кромок, или для соединения соседних кусков металла. При их соединении металлические детали располагаются рядом на одном краю. Если зазор больше, то для его покрытия используется присадочный металл.
Стиль сварки для соединения кромок
Создание соединения выполняется с использованием следующих стилей.
6. Угловой сварной шов
Угловой сварной шов — это еще один термин, обозначающий соединения внахлест, угол и тавр. В дуговой сварке угловые сварные швы составляют почти 75% всех соединений. Для этого типа соединения нет необходимости подготавливать кромки. Следовательно, в системе трубопроводов он широко используется для соединения труб с раструбными соединениями.
Тип сварки для углового соединения
Соединение подготавливается следующими способами.
Таким образом, вышеупомянутая информация о различных типах сварных соединений и способе сварки, используемом для создания соединения, имеет решающее значение для студентов и сварщиков. Они должны понимать основы создания соединений при использовании типов сварки.
Они должны понимать основы создания соединений при использовании типов сварки.
Родственный: Другие типы сварки
Какие существуют типы сварных соединений?
Сварочные соединения, методы и опыт применяются в бесчисленных отраслях промышленности, от автомобильной и авиационной до производства и судоходства. Сварщики должны обладать разносторонними знаниями о различных типах сварных швов и способах их выполнения, даже если требуемая сварка не так удобна, как хотелось бы.
Умение работать с различными сварными швами и соединениями является частью набора инструментов любого хорошего сварщика, но что это такое и чем они отличаются? В этой статье мы собираемся изучить и объяснить.
Что такое сварка?
Прежде чем приступить к обработке, давайте проясним это. Сварка — это процесс соединения двух частей материала (в данном случае металла) вместе с использованием тепла. Сварной шов формируется для соединения точек или кромок в зависимости от формы материалов.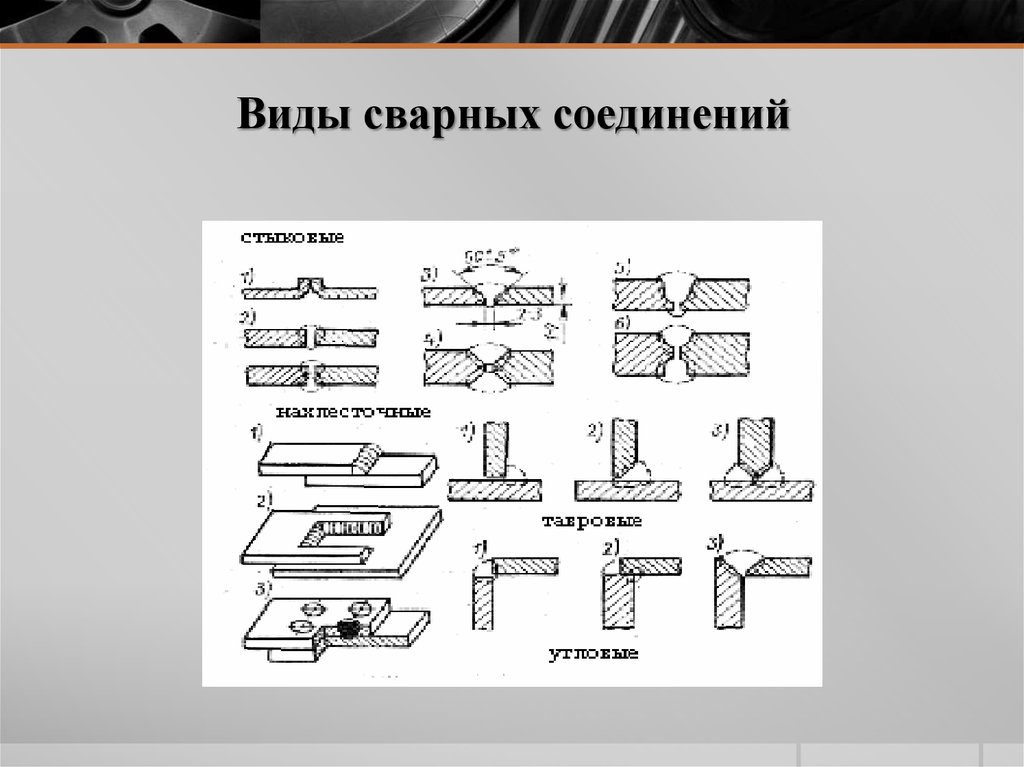 Как вы понимаете, существует всего несколько способов соединения двух вещей. Все различные комбинации углов и методов сгруппированы в следующие пять терминов:
Как вы понимаете, существует всего несколько способов соединения двух вещей. Все различные комбинации углов и методов сгруппированы в следующие пять терминов:
Давайте рассмотрим каждый из них более подробно…
Тройник
Как вы можете себе представить, тройник имеет форму буквы свариваемый металл пересекается под углом 90°. Кромка соединяется с пластиной или компонентом, при этом особое внимание уделяется обеспечению эффективного проникновения в свод сварного шва.
Тройник — это тип углового соединения (о нем мы поговорим позже), и существует несколько различных способов сварки, используемых для создания тройников:
If the base metal is thick and after сварка с двух сторон она все равно не может выдержать нагрузки, именно в этом случае будет применяться шов типа разделки.
Тройники не идеальны, так как известно, что они страдают от разрыва пластин. Это когда слишком большое давление на твердый и негибкий сустав приводит к его растрескиванию. Иногда для предотвращения этого можно использовать стопор или улучшить качество основного металла.
Кромочное соединение
Это наиболее распространенный вид сварки листового металла, особенно в случае наличия фланцевых кромок (изогнутых). Это также популярный метод сварки для соединения металла с соседними частями, поэтому, если вы представляете, что у вас есть две четверти трубы, и вы хотите сварить их бок о бок. Вместо того, чтобы сваривать пространство между ними, вы свариваете поверхность верхнего края, где встречаются две соседние детали. Этот тип сварки помогает справиться с напряжениями, с которыми столкнется металл, хотя в зависимости от применения металла может быть целесообразно добавить присадочный металл для усиления.
Некоторые из напряжений включают:
Некоторые соображения сварщика могут справляться с этими силами лучше, чем другие.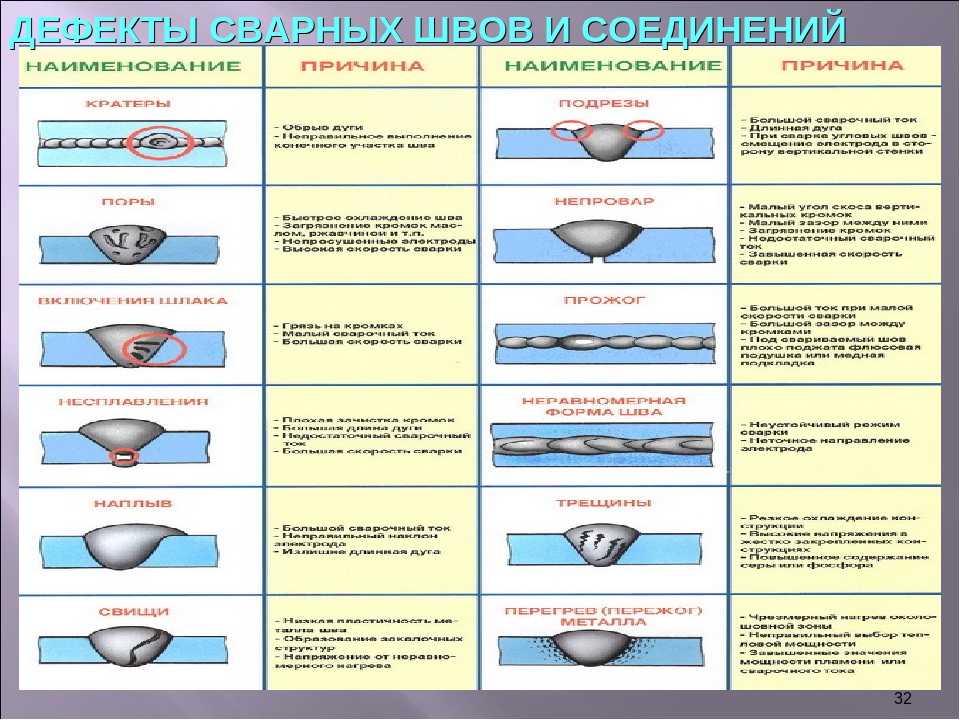
Некоторые из стилей сварки, используемых для создания кромочных соединений, включают:
Угловое соединение
Как и краевое соединение, это один из самых популярных методов сварки листового металла, который применяется где две части соединяются внешними краями, образуя угол. Края соединяются под прямым углом, образуя L-образную форму, и обычно используются для сварки коробок и рам.
Это не один из самых прочных сварных швов, так как два куска металла очень подвержены изгибу и смещению, особенно когда металл достаточно тонкий или гибкий. Один из способов укрепить сварной шов — убедиться, что соединение сварено со всех сторон, а не остается односторонним. Также можно использовать присадочный металл, но рекомендуется использовать только небольшое количество и меньшей толщины, чем основной металл.
Также можно использовать присадочный металл, но рекомендуется использовать только небольшое количество и меньшей толщины, чем основной металл.
These welding styles can be applied to do a Corner Joint:
Возможно, вы заметили, что тройниковое соединение и угловое соединение очень похожи, и это правда. Что их разделяет, так это расположение сварного шва, а тройники расположены посередине, чтобы эффективно создать два прямых угла.
Соединение внахлестку
Соединение внахлест обычно применяется для сварки двух металлических частей разной толщины. Кто-то может сказать, что этот тип соединения лучше было бы назвать «Соединение внахлестку», так как название происходит от того, как свариваются два куска металла внахлест.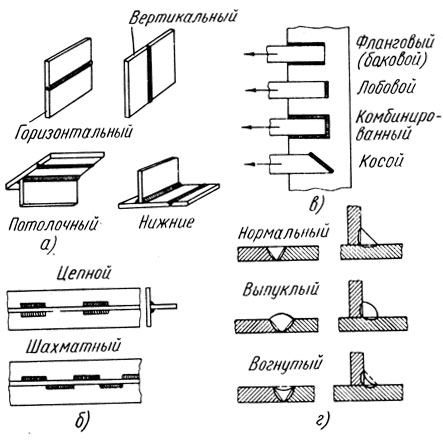
Когда два куска металла соединяются внахлест, получаются две секции, которые необходимо сварить для придания дополнительной прочности соединению. Рекомендуется, чтобы оба этих угла были сварными, чтобы дать сварке наилучшие шансы.
Some of the welding styles for Lap Joints include:
Butt Joint
Наше пятое и последнее сварное соединение — это стыковое соединение, пожалуй, самый распространенный, доступный и простой тип сварки. Два куска металла помещаются встык или бок о бок и свариваются в месте соединения краев. Эта же теория работает для плоского металла и труб, если свариваемые кромки совпадают.
Некоторые могут называть стыковое соединение «сварным швом с квадратной канавкой», и помимо плоских металлов и труб, они могут использовать его для соединения фланцев, клапанов, фитингов и практически любых параллельных металлических частей.
Это стиль сварки, который большинство новичков изучают в первую очередь, и его можно использовать для:
Угловые соединения
Одно слово, которое несколько раз встречалось в этой статье и очень часто используется в сварочной отрасли, — это «угловые». Это просто групповой термин, который включает угловые, тройниковые и нахлестные соединения, и на него приходится большинство всех сварных швов. Угловые соединения требуют небольшой подготовки, лучше подходят для сварки труб и предлагают сварщику более низкие затраты, чем стыковая сварка. По сути, в стыковом соединении используется наполнитель или избыточный материал между свариваемыми кромками, тогда как в угловых соединениях используется наполнитель в углах для создания дополнительной прочности.
В следующей инфографике вы можете взглянуть на эти 5 сварных соединений, чтобы узнать, как они выглядят:
Это 5 основных типов сварных соединений, которые должен знать каждый новичок в профессии, но профессиональные сварщики должны знать быть знакомым с более совершенными, специфическими сложными сварочными соединениями. Эти усовершенствованные сварочные соединения различаются в зависимости от сектора, в котором работает сварщик, например, в автомобильной промышленности, как правило, используется алюминий, тогда как в аэрокосмической промышленности используется процесс TIG для высокопрочных титановых соединений.
Soldamatic предлагает возможность обучения не только новичков, но и профессиональных сварщиков с помощью обширного каталога с 15 усовершенствованными сварочными мультисоединениями, которые вы можете просмотреть в 3D здесь.
Он даже предлагает возможность перенести реальные сварные соединения в дополненную реальность, позволяя компаниям обучать своих сварщиков работе со своими конкретными сварными соединениями, материалами, положениями… при одновременном снижении затрат и рисков. Свяжитесь с нами, если вы хотите узнать больше о промышленных сварных соединениях.
Свяжитесь с нами, если вы хотите узнать больше о промышленных сварных соединениях.
Архив соединений дуговой сварки — Руководство AHSS
Дуговая сварка
Основы и принципы дуговой сварки
Этот раздел служит введением во все процессы дуговой сварки. Рассмотрены общие черты, важные понятия и терминология этого семейства процессов, а более подробные сведения о процессах представлены в разделах, посвященных конкретным процессам.
Дуговая сварка относится к семейству процессов, которые основаны на сильном нагреве электрической дуги для получения сварного шва. Они могут полагаться или не полагаться на дополнительный присадочный металл для создания сварного шва. Хотя дуговая сварка обычно считается «низкотехнологичной», она по-прежнему очень популярна, в первую очередь из-за низкой стоимости оборудования и высокой гибкости. Некоторые из ключевых открытий, которые привели к современной дуговой сварке, включают открытие электрической дуги в 1820-х годах (Дэвис), первый патент на сварку с использованием угольного электрода в 1886 году и первый электрод с покрытием в 1900 (Кьельберг).
Некоторые из ключевых открытий, которые привели к современной дуговой сварке, включают открытие электрической дуги в 1820-х годах (Дэвис), первый патент на сварку с использованием угольного электрода в 1886 году и первый электрод с покрытием в 1900 (Кьельберг).
Наиболее распространенные на сегодняшний день процессы дуговой сварки показаны на рис. 1. Аббревиатуры относятся к терминологии Американского общества сварщиков (AWS) A-11 следующим образом:
Рисунок 1: Общие процессы дуговой сварки.
В то время как инженер-сварщик всегда должен использовать надлежащую терминологию AWS во время официальных сообщений, в действительности использование сленговой терминологии для процессов SMAW, GMAW и GTAW очень распространено.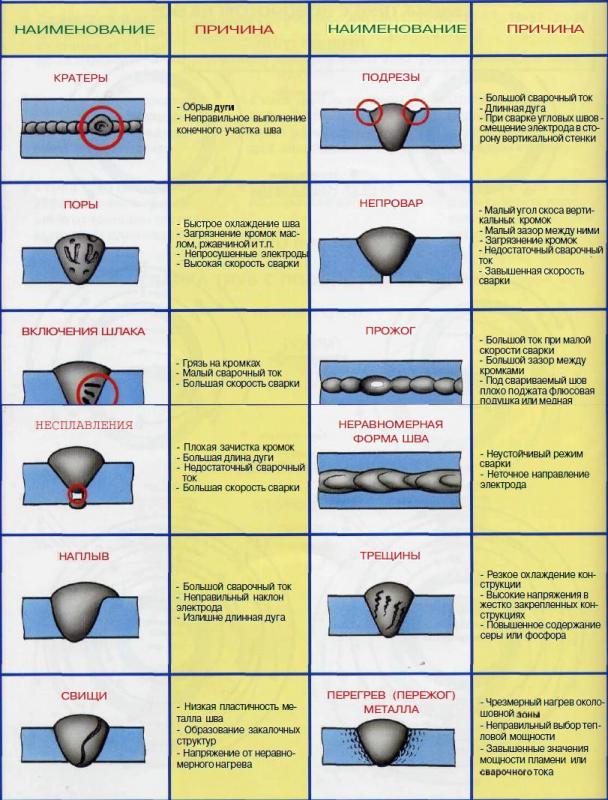 Таким образом, там, где это уместно, «сленговая» терминология выделена курсивом.
Таким образом, там, где это уместно, «сленговая» терминология выделена курсивом.
При всех процессах дуговой сварки зажигание дуги в основном замыкает (или замыкает) электрическую цепь, состоящую из заземляющего и рабочего кабелей, сварочной горелки, свариваемого изделия или деталей и вторичной обмотки сварочного источника питания. Напряжения, обеспечиваемые источником питания, обычно составляют 60 или 80 В. Такие напряжения достаточно высоки для образования и поддержания дуги, но достаточно низки, чтобы свести к минимуму риск поражения электрическим током. После зажигания дуги фактическое напряжение дуги обычно находится в диапазоне от 10 до 35 В. Постоянный ток (DC) наиболее распространен, но иногда используется переменный ток (AC). Импульсный постоянный ток становится обычным явлением в современных источниках питания для сварки. Электрическая полярность, используемая во время дуговой сварки, очень важна, но она по-разному влияет на разные процессы. Влияние полярности на подводимое тепло особенно важно для GTAW и GMAW, но эффекты противоположны. При GTAW отрицательный электрод постоянного тока (DCEN) выделяет наибольшее количество тепла в деталь и является наиболее распространенной полярностью. Однако при GMAW положительный электрод постоянного тока (DCEP) выделяет наибольшее количество тепла в деталь и используется почти исключительно в этом процессе (рис. 2).
При GTAW отрицательный электрод постоянного тока (DCEN) выделяет наибольшее количество тепла в деталь и является наиболее распространенной полярностью. Однако при GMAW положительный электрод постоянного тока (DCEP) выделяет наибольшее количество тепла в деталь и используется почти исключительно в этом процессе (рис. 2).
Рисунок 2: DCEP — общий для GMAW.
Подвод тепла во время дуговой сварки в первую очередь зависит от скорости перемещения сварного шва и силы тока на основе следующего уравнения:
Несмотря на то, что напряжение играет заметную роль в уравнении тепловложения, этот параметр выбирается в первую очередь для создания наиболее стабильной дуги, а не для воздействия на тепловложение.
Классификация присадочного металла AWS несколько различается в зависимости от процесса. Типичным примером является система классификации электродов SMAW «EXXXX», где «E» означает электрод, две цифры после E обозначают минимальную прочность на растяжение наплавленного металла в тысячах фунтов на квадратный дюйм (ksi) (будет третья цифра).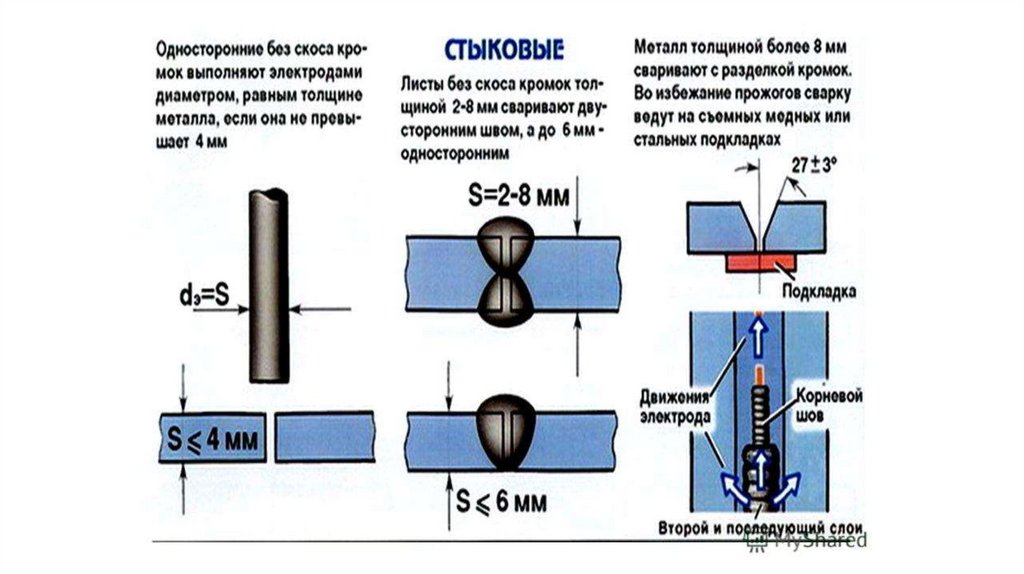 цифра, если прочность составляет 100 тысяч фунтов на квадратный дюйм или выше), третья буква «X» предоставляет информацию о том, в каких положениях сварки можно использовать этот электрод, а последняя «X» предоставляет информацию о типе покрытия. Схемы классификации электродов и присадочных металлов будут более подробно рассмотрены в последующих главах, посвященных каждому из процессов дуговой сварки.
цифра, если прочность составляет 100 тысяч фунтов на квадратный дюйм или выше), третья буква «X» предоставляет информацию о том, в каких положениях сварки можно использовать этот электрод, а последняя «X» предоставляет информацию о типе покрытия. Схемы классификации электродов и присадочных металлов будут более подробно рассмотрены в последующих главах, посвященных каждому из процессов дуговой сварки.
Экранирование
Когда металлы нагреваются до высоких температур, приближающихся к их температуре плавления или превышающих их, скорость диффузии увеличивается, и металлы становятся очень восприимчивыми к загрязнению из атмосферы. Элементами, которые могут быть наиболее разрушительными, являются кислород, азот и водород, и загрязнение этими элементами может привести к образованию охрупчивающих фаз (таких как оксиды и нитриды) и пористости. Чтобы избежать этого загрязнения, металл необходимо экранировать, когда он затвердевает и начинает остывать. Все процессы дуговой сварки основаны либо на газе, либо на флюсе, либо на их комбинации для защиты. Экранирование этих процессов является их основным отличием друг от друга.
Экранирование этих процессов является их основным отличием друг от друга.
Такие процессы, как GMAW, GTAW и PAW, основаны исключительно на газовой защите. Защитные газы защищают, очищая восприимчивый металл от атмосферных газов. В процессе GMAW обычно используется аргон (Ar), диоксид углерода (CO 2 ) или смеси Ar и CO 2 . Газ CO 2 дает больше брызг и делает сварку более шероховатой. Он может обеспечить высокую скорость сварки, легко доступен и дешев. Добавление CO 2 или небольших количеств O 2 к Ar может улучшить поток в луже. Выбор защитного газа для GMAW играет важную роль в типе режима переноса расплавленного металла от электрода к сварочной ванне.
Дуговая сварка Сварные соединения и типы
Выбор правильного сварного соединения и типа сварного шва является очень важным аспектом дуговой сварки. Соединение относится к тому, как заготовка или свариваемые детали расположены друг относительно друга, а тип сварного шва относится к тому, как сварной шов формируется в соединении. В частности, при дуговой сварке существует множество типов соединений, но только два типа шва: угловой шов и шов с разделкой кромок. Преимущество углового сварного шва в том, что он не требует специальной подготовки шва, поскольку геометрия шва обеспечивает соответствующие характеристики для размещения шва. Сварные швы с разделкой кромок облегчают создание сварных швов с полным проплавлением, которые часто требуются в критических случаях. Выбор сварного шва и типа соединения часто диктуется конструкцией свариваемого компонента, но играет важную роль в свойствах этого соединения. Толщина свариваемых деталей, а также материал и тип используемого процесса сварки также могут влиять на выбор сварного шва или типа соединения. Некоторые очень распространенные соединения и типы сварки при дуговой сварке показаны на рис. 3. Основные положения сварки показаны на рис. 4. Рекомендуется, чтобы все сварные соединения располагались для сварки либо в плоском, либо в горизонтальном положении, когда это возможно.
В частности, при дуговой сварке существует множество типов соединений, но только два типа шва: угловой шов и шов с разделкой кромок. Преимущество углового сварного шва в том, что он не требует специальной подготовки шва, поскольку геометрия шва обеспечивает соответствующие характеристики для размещения шва. Сварные швы с разделкой кромок облегчают создание сварных швов с полным проплавлением, которые часто требуются в критических случаях. Выбор сварного шва и типа соединения часто диктуется конструкцией свариваемого компонента, но играет важную роль в свойствах этого соединения. Толщина свариваемых деталей, а также материал и тип используемого процесса сварки также могут влиять на выбор сварного шва или типа соединения. Некоторые очень распространенные соединения и типы сварки при дуговой сварке показаны на рис. 3. Основные положения сварки показаны на рис. 4. Рекомендуется, чтобы все сварные соединения располагались для сварки либо в плоском, либо в горизонтальном положении, когда это возможно. Горизонтальная или вертикальная плоскость плоского и горизонтального стыка может варьироваться максимум до 10 градусов.
Горизонтальная или вертикальная плоскость плоского и горизонтального стыка может варьироваться максимум до 10 градусов.
Рис. 3: Типичное соединение дуговой сваркой и типы сварных швов для автомобильной листовой стали.
Рисунок 4: Основные положения дуговой сварки.
Скорость подачи электрода
При использовании процессов полуавтоматической дуговой сварки, таких как скорость подачи электрода GMAW (или скорость подачи проволоки), определяется как скорость наплавки, так и ток. Более высокие скорости подачи увеличивают наплавку металла шва и увеличивают ток, поскольку скорость плавления на конце проволоки должна увеличиваться по мере увеличения скорости подачи проволоки. В результате в полуавтоматических процессах ток обычно регулируется путем изменения скорости подачи проволоки, поскольку они относительно пропорциональны. Типичная скорость подачи проволоки составляет от 100 до 500 дюймов в минуту (дюйм/мин).
Скорость сварки
Скорость перемещения относится к тому, насколько быстро сварочная дуга движется относительно заготовки. Уравнение тепловложения ясно показывает, что скорость перемещения, как и сила тока, напрямую влияет на количество тепла, поступающего в деталь. Более высокие скорости производят меньше тепла в детали и уменьшают отложения металла сварного шва. Выбор скорости перемещения обычно определяется производительностью с очевидным стремлением сваривать как можно быстрее. Скорость перемещения не зависит от тока и напряжения и может регулироваться сварщиком или механизироваться. Типичная скорость перемещения находится в диапазоне от 5 до 100 дюймов в минуту.
Безопасность дуговой сварки
Существует множество опасностей, связанных с дуговой сваркой, которые представляют серьезную опасность не только для сварщика, но и для персонала, выполняющего любые операции дуговой сварки. В этом разделе представлен очень краткий обзор наиболее распространенных опасностей, о которых следует знать сварщикам. Настоятельно рекомендуется обращаться к документу Z49 Американского национального института стандартов (ANSI) в отношении безопасности при дуговой сварке и других видах сварки и связанных с ними процессов..1, «Безопасность при сварке, резке и родственных процессах».
Настоятельно рекомендуется обращаться к документу Z49 Американского национального института стандартов (ANSI) в отношении безопасности при дуговой сварке и других видах сварки и связанных с ними процессов..1, «Безопасность при сварке, резке и родственных процессах».
Ультрафиолетовое излучение дуги может повредить глаза и обжечь кожу так же, как кожа обгорает на солнце. Это требует использования надлежащей защиты для глаз и защитной одежды для защиты любых открытых участков кожи. Персонал, работающий рядом со сварочными аппаратами, должен быть осторожен и не смотреть на открытую дугу без надлежащей защиты. Искры и брызги во время сварки требуют надлежащей защиты глаз для всех, кто находится рядом со сварочными работами. Для сварщика необходимы дополнительные защитные каски. Хотя низкое напряжение, используемое при дуговой сварке, относительно безопасно, необходимо постоянно соблюдать надлежащую электробезопасность, включая заземление деталей и оборудования и избегание сырости.
Сварочный дым может быть опасен для сварщика при вдыхании в течение длительного времени, поэтому первостепенное значение имеет надлежащая вентиляция. Защитные газы могут вызвать удушье в закрытых помещениях, например, при сварке в резервуарах. Ar тяжелее воздуха и при отсутствии надлежащей вентиляции вытесняет кислород, заполняя комнату. Гелий легче воздуха, создавая аналогичный риск при потолочной сварке. Баллоны со сжатым защитным газом могут взорваться при неправильном обращении или неправильном обращении, или разряд дуги может ослабить баллон, что приведет к взрыву. Горячий металл всегда представляет опасность при таких процессах сварки плавлением, как дуговая сварка. При выполнении сварочных работ всегда следует исходить из того, что любой кусок металла горячий. Сварочная дуга и связанные с ней брызги горячего металла являются готовыми источниками воспламенения горючих материалов вблизи места сварки. Многие пожары были вызваны небрежными сварщиками, которые не знали о каких-либо горючих материалах. А-11 , Р-6
А-11 , Р-6
Процедуры дуговой сварки
Обычная дуговая сварка (например, GMAW, TIG и плазменная) может использоваться для AHSS так же, как и для мягких сталей. Одни и те же защитные газы могут использоваться как для AHSS, так и для мягких сталей. В автомобильной промышленности для всех сварных соединений допускается расчетный допуск зазора (G) в размере 0–0,5 мм, как показано на рис. 5. Допуск на обрезку кромки (Et) составляет ±0,5 мм, если кромка является частью сварного шва. сварного шва, как показано на рис. 6. Изменение положения кромки приводит к изменению выравнивания электродной проволоки относительно сварного шва, как показано на рис. 6. Несоосность электрода может привести к неправильной форме сварного шва, неправильному сплавлению и прожогу. Чтобы контролировать эту переменную, допуск на обрезку в сварном соединении должен поддерживаться на уровне ± 0,5 мм, а электрод должен поддерживать допуск на выравнивание корневого шва ± 0,5 мм.
Рис. 5: Допуск конструкции соединения. А-12
Рис. 6: Допуск на расположение кромок для углового шва в соединении внахлестку. А-12
Проверка набора допусков должна выполняться для всех соединений GMAW. Максимальный расчетный зазор для наихудшего случая, включая совокупность допусков, не должен превышать значений, указанных на рисунке 7. Предпочтительно ориентироваться на наименьший возможный зазор (толщина самого тонкого листа или 1,5 мм, в зависимости от того, что меньше). Области высокого напряжения, определенные CAE-анализом и/или функциональными испытаниями, должны быть проверены на предмет оптимизации сварных швов. На рис. 8 показаны методы, используемые для снижения концентрации напряжений в угловом шве и улучшения характеристик сварного шва. Эти методы включают в себя расположение начала/конца сварки вдали от углов и других областей с высоким напряжением, избегание резких изменений направления линии сварки, когда это возможно, и т.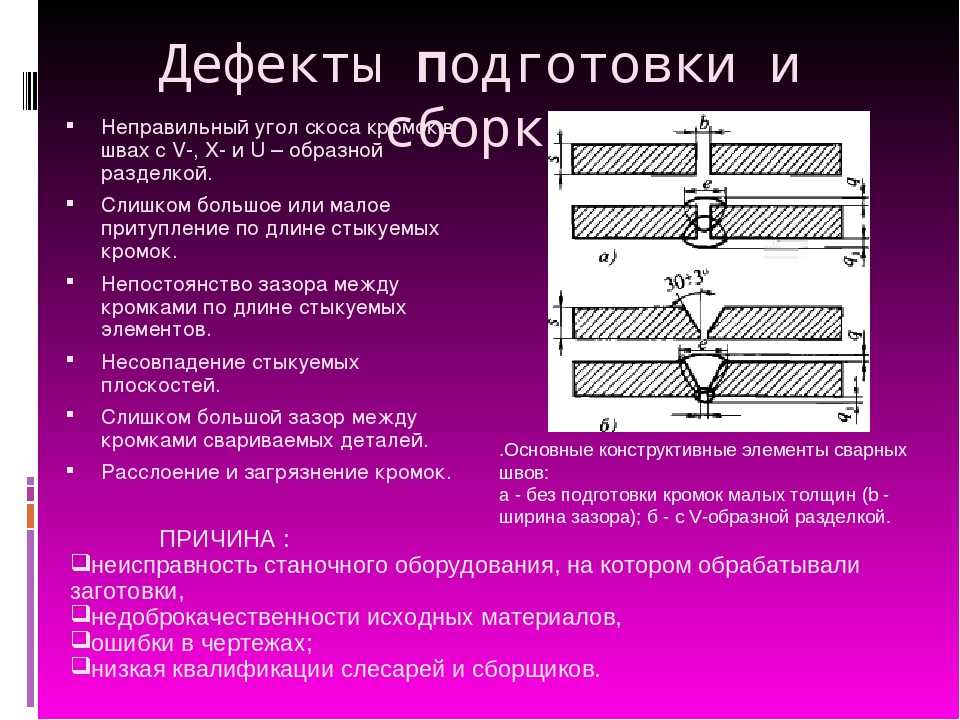 д.
д.
Рис. 7: Максимальный зазор сварки GMAW. А-12
Прерывистые сварные швы, выполненные в правильной последовательности, могут помочь сохранить соединения закрытыми за счет снижения тепловложения, что снижает деформацию. Между тем, прерывистые сварные швы также вводят начало и конец сварки, которые являются концентраторами напряжения. Как и в случае непрерывных швов, начало/конец прерывистой сварки следует размещать вдали от зон высокого напряжения. Прерывистые сварные швы определяются межцентровым расстоянием (т. е. шагом) и длиной сварного шва, как показано на рис. 9..
Рисунок 8: Снижение концентрации напряжений сварки. А-12
Рис. 9: Расстояние между прерывистыми угловыми швами. А-12
Несмотря на повышенное содержание легирующих элементов, используемых для AHSS, нет повышенных дефектов сварки по сравнению с дуговой сваркой мягких сталей. Переход с низкоуглеродистой стали на AHSS также может привести к изменению дугового разряда. Прочность сварных швов для AHSS увеличивается с увеличением прочности основного металла, а иногда и с уменьшением погонной энергии. В зависимости от химического состава AHSS [например, низкоуглеродистые стали и стали DP с высоким содержанием мартенсита и уровнями прочности более 800 МПа] прочность сварного соединения может быть снижена по сравнению с прочностью основного металла из-за небольших мягких зон. в ЗТВ (рис. 10). Для марок CP и TRIP в ЗТВ не возникает мягких зон из-за более высокого содержания легирующих элементов в этих сталях по сравнению с DP и мягкими сталями.
Переход с низкоуглеродистой стали на AHSS также может привести к изменению дугового разряда. Прочность сварных швов для AHSS увеличивается с увеличением прочности основного металла, а иногда и с уменьшением погонной энергии. В зависимости от химического состава AHSS [например, низкоуглеродистые стали и стали DP с высоким содержанием мартенсита и уровнями прочности более 800 МПа] прочность сварного соединения может быть снижена по сравнению с прочностью основного металла из-за небольших мягких зон. в ЗТВ (рис. 10). Для марок CP и TRIP в ЗТВ не возникает мягких зон из-за более высокого содержания легирующих элементов в этих сталях по сравнению с DP и мягкими сталями.
Рис. 10. Зависимость между содержанием мартенсита и снижением истинного предела прочности при растяжении (UTS) (данные, полученные термомеханическим моделированием высокой тепловложения GMAW HAZ. D-1 ).
Присадочная проволока повышенной прочности рекомендуется для сварки сталей из нержавеющей стали с уровнем прочности выше 800 МПа (рис.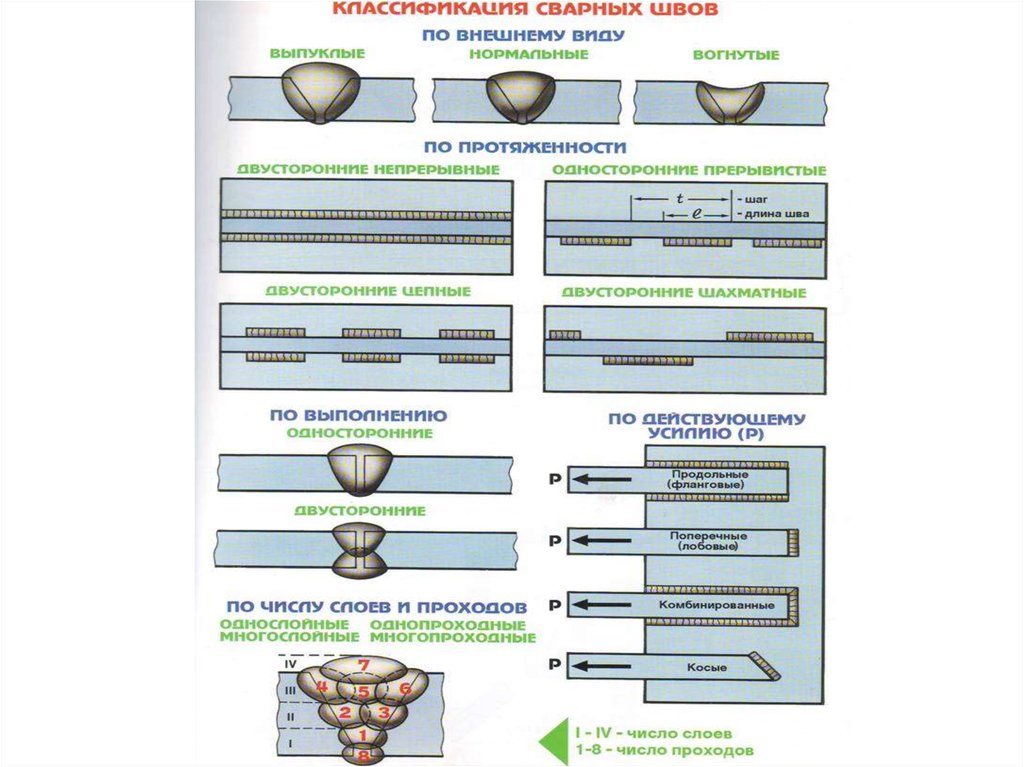 11 для одностороннего сварного соединения внахлестку и рис. 12 для стыковых соединений). Следует отметить, что более прочные наполнители являются более дорогими и, что более важно, менее устойчивыми к наличию любых дефектов сварного шва. При сварке AHSS с более низкой прочностью или низкоуглеродистой сталью рекомендуется использовать присадочную проволоку с прочностью 70 тысяч фунтов на квадратный дюйм (482 МПа). Односторонние сварные соединения внахлест обычно используются в автомобильной промышленности. Из-за асимметричной нагрузки и дополнительного изгибающего момента, связанного с этим типом соединения, прочность такого соединения внахлестку ниже, чем у соединения встык.
11 для одностороннего сварного соединения внахлестку и рис. 12 для стыковых соединений). Следует отметить, что более прочные наполнители являются более дорогими и, что более важно, менее устойчивыми к наличию любых дефектов сварного шва. При сварке AHSS с более низкой прочностью или низкоуглеродистой сталью рекомендуется использовать присадочную проволоку с прочностью 70 тысяч фунтов на квадратный дюйм (482 МПа). Односторонние сварные соединения внахлест обычно используются в автомобильной промышленности. Из-за асимметричной нагрузки и дополнительного изгибающего момента, связанного с этим типом соединения, прочность такого соединения внахлестку ниже, чем у соединения встык.
Рисунок 11: Влияние прочности присадочного металла при дуговой сварке DP и мягких сталей. (Предел прочности при растяжении составляет 560 МПа для низкопрочных и 890 МПа для высокопрочных наполнителей. Положение разрушения в ЗТВ для всех случаев, кроме комбинации DP 700/1000 и MS 1200/1400 с низкопрочным наполнителем, где разрушение произошло в металле шва. Прочность на растяжение равна пиковой нагрузке, деленной на площадь поперечного сечения образца C-3 )
Прочность на растяжение равна пиковой нагрузке, деленной на площадь поперечного сечения образца C-3 )
Рисунок 12: Влияние прочности присадочного металла при сварке GMAW (встык) на прочность сварного шва для стали MS. (Диапазон прочности на растяжение присадочного металла составляет 510-950 МПа. В-1 )
Дуговая сварка обычно используется в локальных зонах транспортных средств, где нагрузка высока. Как и в случае со всеми GMAW из любой марки стали, необходимо соблюдать осторожность, чтобы контролировать тепловложение и результирующую металлургию сварного шва. Длина сварных швов GMA часто довольно короткая. Снижение прочности некоторых сварных швов AHSS GMA по сравнению с BM можно компенсировать за счет увеличения длины сварного шва.
Регулируя количество и длину (то есть общую площадь соединения) сварных швов, можно повысить усталостную прочность соединения. Усталостная прочность соединения дуговой сваркой, как правило, выше, чем у соединения точечной сваркой (рис.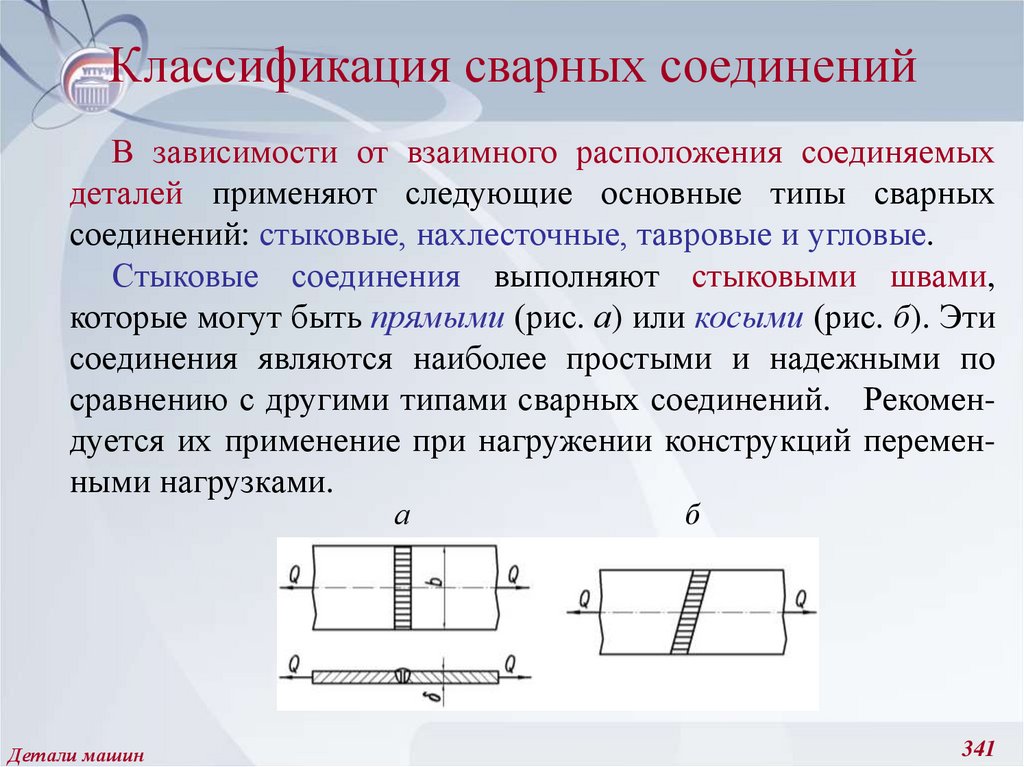 13).
13).
Рис. 13: Усталостная прочность стали DP 340/600, сваренной GMA, по сравнению с точечной сваркой. Л-2
Наверх
Типы сварных соединений — различные сварные швы и стили
В этом посте могут быть партнерские ссылки. Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Последнее обновление:
Существует пять основных типов сварных соединений. Вы должны различать соединение и сварку.
Эта статья научит вас, как это сделать и как легко распознать каждый тип сварного соединения, как только вы его увидите. Это довольно просто.
Это довольно просто.
Особенно, когда кто-то говорит тебе прямо. Теперь давайте рассмотрим эти типы суставов подробно и на примерах.
Quick Navigation
 д.
д.
 Они часто незаменимы и представляют собой очень экономичное и простое сварное соединение.
Они часто незаменимы и представляют собой очень экономичное и простое сварное соединение.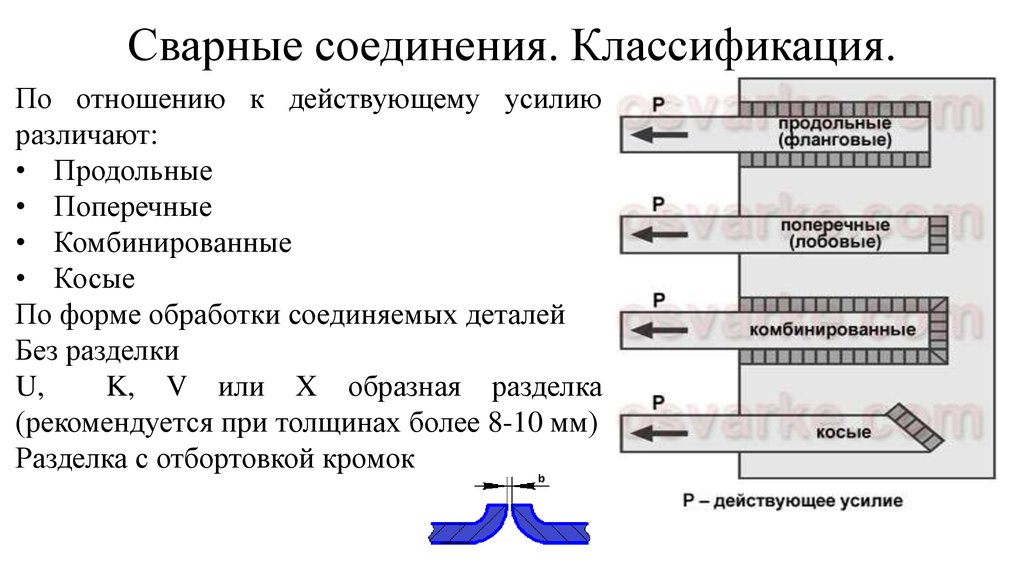


 Если сварочный проект состоит из очень толстого основного металла, то обязательно потребуется подготовка шва. Обычные методы сварки требуют, чтобы присадочный металл прочно соединялся с основной пластиной с обеих сторон сварного шва.
Если сварочный проект состоит из очень толстого основного металла, то обязательно потребуется подготовка шва. Обычные методы сварки требуют, чтобы присадочный металл прочно соединялся с основной пластиной с обеих сторон сварного шва. Изготовление каркасов, коробов, различных профилей и других форм достаточно сложно и требует досконального знания видов сварных соединений.
Изготовление каркасов, коробов, различных профилей и других форм достаточно сложно и требует досконального знания видов сварных соединений.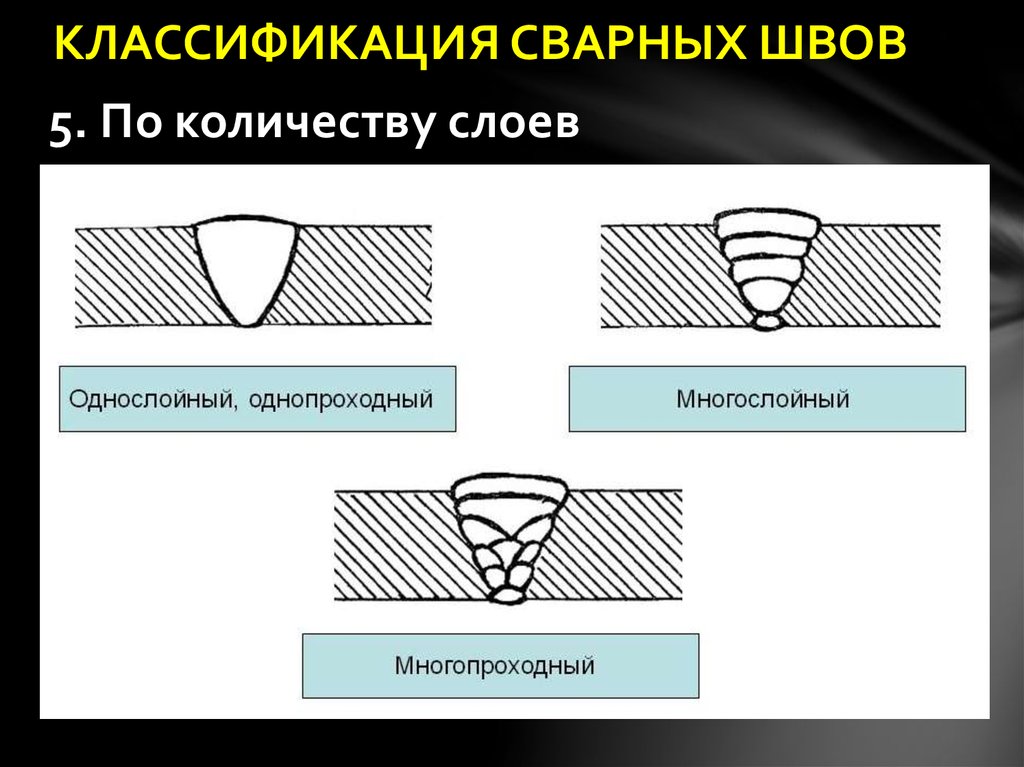
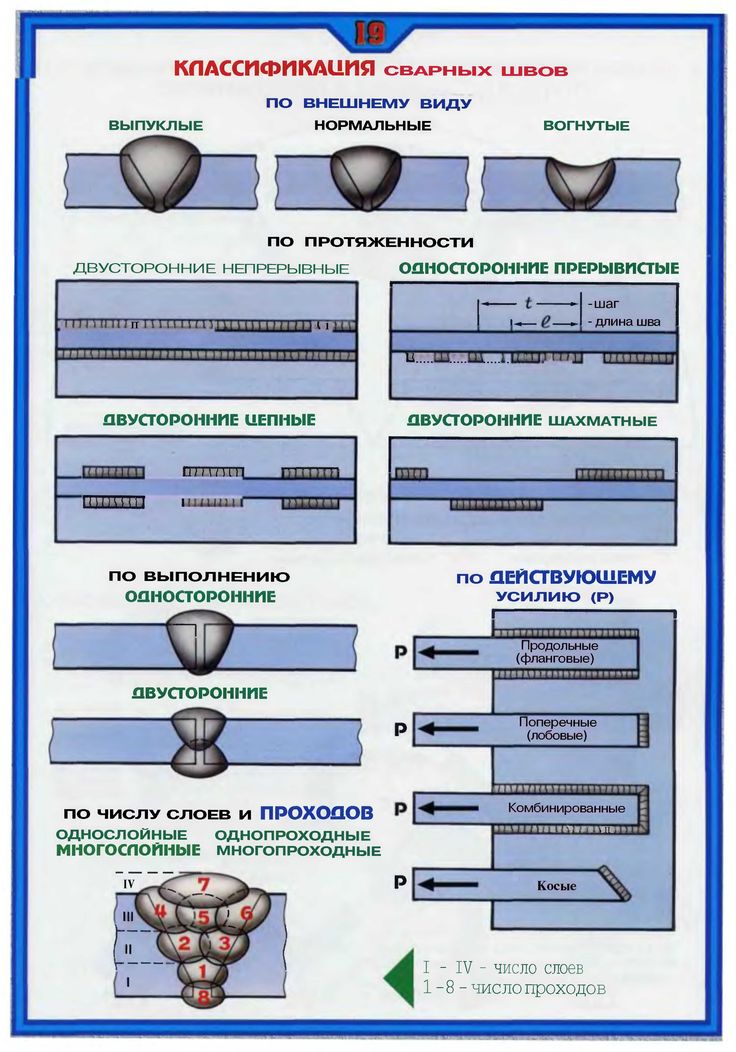 Каждый из сварных швов может иметь свои модификации и различную подготовку. Я написал исчерпывающее руководство по символам сварки, и все стили сварки были объяснены в нем на более чем 50 изображениях поперечного сечения. Мы также опубликовали книгу об этом, и в ней вы можете найти таблицу, содержащую все показанные выше сварные соединения и многое другое.
Каждый из сварных швов может иметь свои модификации и различную подготовку. Я написал исчерпывающее руководство по символам сварки, и все стили сварки были объяснены в нем на более чем 50 изображениях поперечного сечения. Мы также опубликовали книгу об этом, и в ней вы можете найти таблицу, содержащую все показанные выше сварные соединения и многое другое. Просто не значит плохо. Мы хотим, чтобы все было просто, но иногда это невозможно, поэтому нам нужно делать такие вещи, как сварка кромок с раструбом, или более сложные, такие как дуговая сварка Т-образного соединения.
Просто не значит плохо. Мы хотим, чтобы все было просто, но иногда это невозможно, поэтому нам нужно делать такие вещи, как сварка кромок с раструбом, или более сложные, такие как дуговая сварка Т-образного соединения.