Импульсно дуговая сварка в Набережных Челнах: 327-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Набережные Челны
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
Импульсно дуговая сварка
739 098
Аппарат импульсно—дуговой микросварки Sunstone Orion 200 i3 Тип: импульсно—дуговая, Код
В МАГАЗИНЕще цены и похожие товары
66 400
132801
Импульсный инверторный аргонно-дуговой сварочный аппарат TIG-200P AC/DC Аргонодуговая сварка (TIG):
ПОДРОБНЕЕЕще цены и похожие товары
 mds.yandex.net/get-mpic/5233785/img_id3781273353529928499.jpeg/300×300″>
mds.yandex.net/get-mpic/5233785/img_id3781273353529928499.jpeg/300×300″> jpeg/300×300″>
jpeg/300×300″> mds.yandex.net/get-marketpic/7180600/pic85845a2dada9d04cfda3bc68005293cf/300×300″>
mds.yandex.net/get-marketpic/7180600/pic85845a2dada9d04cfda3bc68005293cf/300×300″> mds.yandex.net/get-marketpic/6099350/pic536fdb35dfe1b89a57f4623c618995b9/300×300″>
mds.yandex.net/get-marketpic/6099350/pic536fdb35dfe1b89a57f4623c618995b9/300×300″>Инверторный аппарат дуговой сварки MMA-220S, 220 А, ПВ60%, диаметр электрода 1,6-5 мм MTX дополнительные функции: форсаж дуги, вес: 2.67 кг
ПОДРОБНЕЕЕще цены и похожие товары
Инверторный аппарат дуговой сварки MMA-180S, 180 А, ПВ60%, диаметр электрода 1,6-4 мм MTX дополнительные функции: форсаж дуги, вес: 3 кг
ПОДРОБНЕЕЕще цены и похожие товары
 mds.yandex.net/get-marketpic/5879285/pic5261466af0cddea4edf8e54ba41c9048/300×300″>
mds.yandex.net/get-marketpic/5879285/pic5261466af0cddea4edf8e54ba41c9048/300×300″>Инверторный аппарат дуговой сварки MMA-220S, 220 А, ПВ60%, диаметр электрода 1,6-5 мм MTX дополнительные функции: форсаж дуги, вес: 2.67 кг
ПОДРОБНЕЕЕще цены и похожие товары
 mds.yandex.net/get-mpic/6417556/img_id3545051680094362889.jpeg/300×300″>
mds.yandex.net/get-mpic/6417556/img_id3545051680094362889.jpeg/300×300″> jpeg/300×300″>
jpeg/300×300″>2 страница из 6
Аппарат для сварки импульсно дуговой в Украине. Цены на Аппарат для сварки импульсно дуговой на Prom.ua
Работает
Сварочный инверторный аппарат Revolt MMA-317 инвертор 7500 Вт компактный мощный для ручной дуговой сварки
На складе в г. Киев
Киев
Доставка по Украине
4 579 грн
3 597 грн
Купить
Revolt
Работает
Ручной аппарат для дуговой сварки KRAISSMANN LBS’2500ARC
На складе
Доставка по Украине
4 490 — 5 242 грн
от 2 продавцов
4 490 грн
Купить
Vorskla
Работает
Ручной аппарат для дуговой сварки KRAISSMANN LBS’2500ARC
Доставка по Украине
4 490 грн
Купить
Strong-metal
Работает
Сварочный аппарат АДИ-200РАС AC/DC TIG/MMA для аргоно-дуговой сварки
На складе в г. Киев
Доставка по Украине
23 000 грн
Купить
Салон-магазин «СЦ Донмет»
Работает
Ручной аппарат для дуговой сварки Kraissmann LBS 2500ARC
Доставка по Украине
4 816 грн
Купить
Интернет-магазин Техпром
Работает
РУЧНИЙ АПАРАТ ДЛЯ ДУГОВОГО ЗВАРЮВАННЯ KRAISSMANN LBS’2500ARC
Доставка по Украине
4 620 грн
Купить
Магазин инструмента BOX-TOOL
Работает
Пульсоксиметр G1B plus
На складе в г. Киев
Киев
Доставка по Украине
8 960 грн
5 824 грн
Купить
Интернет — магазин «Рост-Мед»
Работает
Аппарат инверторного типа для аргонно-дуговой сварки Ergus DIGITIG 170/50 HF ADV
Доставка по Украине
41 230 грн
Купить
Eco Prom — товари для здорового життя!
Работает
Аппарат инверторного типа для аргонно-дуговой сварки Ergus TIGVERT HF 160/50 ADV
Доставка по Украине
31 123 грн
Купить
Eco Prom — товари для здорового життя!
Работает
Патон Б.Е., Лебедев В.К. Элементы расчетов цепей и аппаратов переменного тока для дуговой сварки. Тираж 3000
Доставка по Украине
376 грн
Купить
MaxBook
Работает
Сварочный инверторный аппарат Revolt MMA-347 инвертор 8000 Вт многофункциональный для ручной дуговой сварки
На складе в г. Киев
Доставка по Украине
4 018 грн
Купить
Revolt
Работает
Сварочный инверторный аппарат Revolt MMA-357 инвертор 8500 Вт полупрофессиональный для ручной дуговой сварки
На складе в г. Киев
Киев
Доставка по Украине
5 957 грн
Купить
Revolt
Работает
Сварочный аппарат MegaTec STARTIG 200S для аргонно-дуговой сварки TIG
Доставка по Украине
по 17 400 грн
от 2 продавцов
17 400 грн
Купить
Хата на Тата
Работает
Аппарат для точечной сварки сварочный аппарат импульсный аргонный ARC NC
Доставка по Украине
39 000 грн
Купить
ТОВ «Титан Технікс»
Работает
РУЧНОЙ АППАРАТ ДЛЯ ДУГОВОЙ СВАРКИ KRAISSMANN LBS’2500ARC
Недоступен
5 130 грн
Смотреть
Full Garage — специализированный интернет-магазин инструмента
Смотрите также
Работает
Аппарат для ручной дуговой сварки ВДИ-250 LITE
Недоступен
9 450 грн
Смотреть
WeldExpert
Работает
Сварочный аппарат для дуговой сварки 5 в 1 JCD-160A 220V DC (101441)
Недоступен
3 150 грн
Смотреть
BlackBerries
Работает
Сварочный аппарат для ручной дуговой сварки Invertec 150S LINCOLN ELECTRIC
Недоступен
20 437. 60 грн
60 грн
Смотреть
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Работает
Сварочный аппарат для аргонно-дуговой сварки Telwin Force TIG 170 DC-LIFT
Недоступен
16 804.74 грн
Смотреть
Karcher и Nilfisk Alto
Работает
Аппарат для ручной дуговой сварки ВДИ-280 PRIME (380 В)
Недоступен
10 400 грн
Смотреть
WeldExpert
Работает
Сварочный аппарат для дуговой сварки 5 в 1 JCD-200A 220V DC (101442)
Недоступен
3 150 грн
Смотреть
BlackBerries
Работает
Сварочный аппарат для аргонно-дуговой сварки Invertec 170TX 170TPX LINCOLN ELECTRIC
Недоступен
44 226 грн
Смотреть
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Работает
Аппарат для ручной дуговой сварки ВДИ-280 PRIME (220 В)
Недоступен
11 000 грн
Смотреть
WeldExpert
Работает
Импульсно-дуговая сварка для ремонта пресс-форм и оснастки SDHB-2
Недоступен
65 000 грн
Смотреть
ООО «ЦРМ ГЕНЕЗИС»
Работает
Аппарат для ручной дуговой сварки ВДИ-400 «PRIME»
Недоступен
18 900 грн
Смотреть
WeldExpert
Работает
Shanda SDHB-3 — Импульсно-дуговая сварка для ремонта пресс-форм и оснастки
Недоступен
61 000 грн
Смотреть
ООО «ЦРМ ГЕНЕЗИС»
Работает
Апарат для ручного дугового зварювання ARC-160 (Z211) + TIG DC -220V, Jasic
Недоступен
6 608 грн
Смотреть
Компания A-Weld
Работает
Аппарат для ручной дуговой сварки ВДИ-350 «PRIME»
Недоступен
16 200 грн
Смотреть
WeldExpert
Работает
Аппарат аргонно-дуговой сварки для алюминия Modern Welding АТТ-250
Недоступен
30 453 грн
Смотреть
Интернет-магазин molotook. com.ua
com.ua
Импульсная сварка своими руками: схема, устройство
Екатерина
Импульсная сварка — что это такое? По сути своей, это обычная электродуговая сварка, в процессе которой подаются дополнительные кратковременные импульсы. Просим не путать данный тип сварки с точечным. Импульсная точечная сварка и импульсно-дуговая сварка — два кардинально разных метода соединения металлов.
Но что, если вы хотите испробовать в своей практике данный метод соединения металлов, но не хотите тратить много денег на покупку качественного сварочного аппарата? Решение есть! Можно сделать самодельную импульсную сварку. Импульсная сварка своими силами собирается за полтора-два часа, а все комплектующие стоят недорого. В этой статье мы подробно расскажем, как своими руками сделать импульсную сварку и каков наш опыт использования самодельного сварочного аппарата.
Содержание статьи
- Сборка импульсной сварки
- Преобразователь
- Схема управления
- Плата
- Прибор в сборе
- Опыт применения
- Преимущества самодельного аппарата
- Особенности
- Вместо заключения
Сборка импульсной сварки
Преобразователь
Начнем со сборки преобразователя. Который также называют силовой частью сварочного аппарата. Ниже вы можете видеть подробную схему сборки.
Который также называют силовой частью сварочного аппарата. Ниже вы можете видеть подробную схему сборки.
Также мы привели несколько таблиц со спецификациями используемых комплектующих.
Схема управления
Ниже приведена понятная и рабочая схема управления, а также видна небольшая часть схемы запуска аппарата.
Как и при сборке преобразователя мы привели несколько таблиц со спецификациями используемых комплектующих.
Плата
Ниже вы можете видеть схематичное изображение печатной платы.
А вот схема расположения всех элементов на плате.
Обращаем ваше внимание, «мягкий запуск» размещается на плате управления.
Прибор в сборе
Ниже вы можете видеть прибор в сборе. Это его простейший вид. Не хватает корпуса с вентиляторами, платы управления (ее нужно прикрепить к самому корпусу), разъема для сварочного тока, а также сетевого фильтра и предохранительного автомата (тоже крепится к корпусу).
Опыт применения
Наш опыт показал, что устройство, собранное по данным схемам, работает практически безотказно. Мы остались довольны функционалом и качеством получаемых швов. Конечно, с помощью такого агрегата вы не сможете выполнить профессиональные сварочные работы, но оно и не нужно. Такой самодельный сварочник подойдет для импульсной сварки забора или теплицы. Словом, он не подведет ни одного домашнего умельца, при этом его сборка обойдется очень дешево.
Собранный по данным схемам сварочник предназначен для работы в сети 220В. Но на нашей памяти случались ситуации, когда напряжение было нестабильным, особенно на даче. Тем не менее, дуга горела стабильно, зажигалась довольно просто. Да, это не профессиональная микроимпульсная сварка, но все же. Кстати, рекомендуем использовать в работе с таким самодельным аппаратом только плавящиеся электроды. Сварка плавящимся электродом куда эффективнее и неплохо стабилизирует горение дуги.
Естественно, для сборки нам понадобилось потратить свое личное время и силы. Но конечная стоимость самодельного аппарата для импульсной сварки оказалась в несколько раз ниже, тем у бюджетных моделей из магазина. При этом самодельное устройство отлично справляется со своими функциями.
Но конечная стоимость самодельного аппарата для импульсной сварки оказалась в несколько раз ниже, тем у бюджетных моделей из магазина. При этом самодельное устройство отлично справляется со своими функциями.
Преимущества самодельного аппарата
Помимо цены у самодельного аппарата для импульсной сварки есть множество других преимуществ перед моделями, продающимися в магазине. Первое преимущество — малое потребление тока. Если вы включите обычный аппарат из магазина в бытовую розетку у себя на даче и сварите калитку, например, то вскоре получите счета за электроэнергию и неприятно удивитесь. К тому же, подключать такой аппарат к бытовой розетке просто опасно, автоматы могут не выдержать такой мощности.
Не забывайте и о габаритах покупных аппаратов. Их просто невозможно спокойно перенести в руках с места на место. На заводах сварщики просто используют очень длинные провода, чтобы не перемещать такой аппарат по цеху. При этом цена на такие провода очень высока, и мы не думаем, что вы захотите тратить лишние 100$ на кабели. А вот самодельный аппарат весит немного и его можно легко перемещать.
А вот самодельный аппарат весит немного и его можно легко перемещать.
Также у покупных аппаратов есть свои производственные возможности, и они редко превышают 80%. А зачастую находятся на отметке в 50%. Это значит, что такой аппарат просто не может раскрыть весь свой потенциал. Происходит это из-за того, что большой и технически сложный сварочник сильно нагревается и ему требуется много времени на остывание. По этой причине вы также не сможете варить дольше 2-3 минут подряд.
У самодельного сварочника, собранного по нашим схемам, нет таких недостатков. В нем нет реактивных токов, так что практически вся электроэнергия используется. Вы без проблем можете подключить такой сварочник к домашней розетке и не беспокоиться о счетах за электричество и возможном времени работы. Ведь мощность нашего самодельного прибора лишь немного больше, чем мощность обычного утюга.
С помощью самодельного аппарат для импульсной сварки можно варить более 20 минут, что точно больше, чем положенные 2-3 минуты у аппарата их магазина. А вес такого самодельного прибора не превышает 10 килограмм. Это то, что нужно для домашнего мастера.
А вес такого самодельного прибора не превышает 10 килограмм. Это то, что нужно для домашнего мастера.
Какие еще есть достоинства? Ну вы можете на этапе сборки еще больше удешевить конструкцию. Например, в качестве сварочных кабелей использовать провода с меньшим сечением, достаточно 12 квадратных миллиметров. А для питания аппарата можно использовать провода от бытовых удлинителей.
Особенности
Сварка своими руками с применением самодельного сварочника имеет ряд особенностей. О них мы и поговорим ниже.
В ходе работ дуга может гореть нестабильно. Чтобы это исправить нужно использовать трансформатор с большой степенью индуктивности. Но учтите, что в таком случае значение тока может уменьшится. Это, конечно, минус. Ведь зачастую такие сварочные аппараты работают с переменным током и по умолчанию имеют маленький диапазон регулировки тока, а вместе с тем и низкий коэффициент полезного действия.
А вот у аппаратов, работающих на постоянном токе, сам ток стабилизируется благодаря отдельному дросселю. В некоторых моделях может быть сразу два дросселя. Поэтому время восстановления дуги существенно сокращается, а значение сварочного тока увеличивается.
В некоторых моделях может быть сразу два дросселя. Поэтому время восстановления дуги существенно сокращается, а значение сварочного тока увеличивается.
Вывод очевиден: нужно, чтобы сварочник работал на постоянном токе. Но учтите, что необходимо следить за индуктивностью дросселя. Если она будет слишком большой, то вы не сможете нормально зажечь дугу и электрод просто начнет прилипать к металлу. Можно ли добиться быстрого поджига дуги и стабильного сварочного тока? Конечно. Но для этого нужно сделать так, чтобы индуктивность дросселя была низкой, при этом частота тока была высокой.
Вместо заключения
Похожие публикации
Что такое импульсная сварка
Импульсно-дуговая сварка: суть, виды, сфера применения, алгоритм, достоинства и недостатки метода
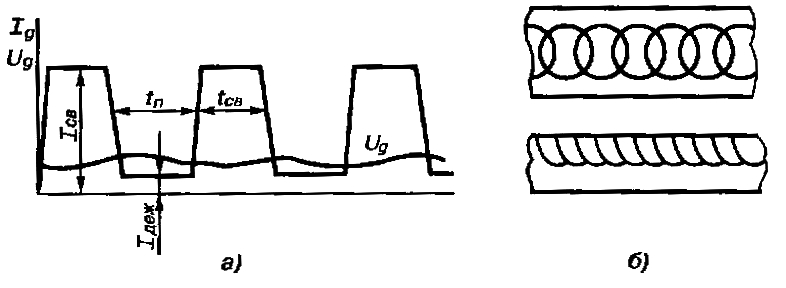
Импульсно-дуговая сварка – это вид дуговой сварки, при котором на дежурную дугу накладываются импульсы большего тока. Метод применим при сварке как в среде защитных газов, так и плавящимися и неплавящимися электродами.
Метод применим при сварке как в среде защитных газов, так и плавящимися и неплавящимися электродами.
Технология импульсно-дуговой сварки
Импульсно-дуговая сварка осуществляется посредством сварочного оборудования, предполагающего возможность наложения на постоянную дугу импульса, превосходящего в разы по силе тока показатели дежурной дуги.
Импульсно-дуговая сварка происходит, согласно следующему алгоритму:
Преимущества и недостатки
Импульсно-дуговой способ сварки разрабатывался как более универсальная и производительная альтернатива дуговому способу. Среди его достоинств можно назвать:
- исключение возможного брака в виде прожогов и несплавлений;
- отсутствие разбрызгивания металла во время сварочного процесса;
- экономичный расход сварочной проволоки и электродов;
- возможность сварки разных по составу металлов;
- благодаря малому числу возникающих дефектов, значительно упрощена обработка сварных швов.


Недостаток импульсно-дугового способа сварки: данный способ неприменим для больших сварочных объемов.
Сфера использования
Изначально данный способ был придуман для сварки нержавеющий стали. Его первое применение – строительство в 1932 году американского поезда Pioneer Zephyr, где применение сваренной этим способом нержавеющей стали позволило сократить вес состава, а, значит, увеличить его скоростные параметры.
Позже выяснилось, что импульсно-дуговая сварка может успешно применяться при соединении друг с другом как разных марок сталей, так и цветных металлов: алюминиевых, медных, никелевых сплавов и титана.
Диапазон заготовок, который можно сваривать с помощью импульсного способа сварки – от 1 до 50 мм.
Сейчас импульсно-дуговой способ широко применяется при монтаже трубопроводов разного назначения. Он обеспечивает качественный сварной шов практически без дефектов, хорошо сформированный обратный валик, не требующий зачистки, и достаточную прочность сварного соединения, что является приоритетным для данных видов конструкций.
Виды импульсной сварки и их краткая характеристика
Классификация видов импульсно-дуговой сварки основана на разнице способов преобразования тока для создания импульса. Всего их выделяют четыре: магнитно-импульсный, аккумуляторный, инерционный и конденсаторный.
Магнитно-импульсный вид
Суть данного вида сварки – соединение металлических деталей путем их соударения с использованием в процессе импульсного электромагнитного поля.
В процессе сварки одна деталь остается неподвижной, а вторая приводится в движение электромагнитным полем, генерируемым сварочной установкой. В момент их сближения образуется дуга, которая сваривает заготовки. Магнитно-импульсная сварка актуальна в машиностроении для соединения трубчатых деталей между собой и с другими деталями. Также ее применяют для сварки плоских деталей по их наружному и внутреннему контуру. Магнитно-импульсная сварка может применяться для соединения деталей с диапазоном толщин заготовок 0,5-2,5 мм.
Этот вид сварки не получил широкого распространения из-за сложности технологически-настроечного процесса и быстрого износа сварочного оборудования.
Аккумуляторный вид
В сварочных аппаратах, предназначенных для этого вида сварки, необходимая сила тока для импульса генерируется с помощью щелочных аккумуляторов. Их отличительная конструкционная особенность – низкое значение внутреннего сопротивления, что позволяет выдать ток короткого замыкания, который по силе во много раз превосходит ток стандартной разрядки. Подобный вид сварки на данный момент находится в стадии разработки и широко не применяется.
Инерционный вид
В инерционном виде сварки применяется накопленная энергия вращающегося маховика, который приводится в движение общим валом роторного силового генератора.
Схема сварки трением
В момент сварки скорость движения маховика замедляется, и он трансформирует запасенную кинетическую энергию в форме импульса сварочного тока.
Конденсаторный вид
При конденсаторной сварке импульс, необходимый для сварного процесса, обеспечивается энергией короткого импульса тока при разряде конденсатора. Этот вид сварки имеет ограничения по максимальному сечению свариваемых заготовок. Область его применения – соединение листового металла с крепежными элементами различной конструкции (шпильками, втулками, гвоздями и т. д.). Также он успешно используется в производстве электронных компонентов и приборостроении, где необходимо сваривать между собой мелкие детали и металлы малых толщин.
Импульсная сварка: режимы, схема, устройство
В основе импульсной сварке лежит традиционный электродуговой метод, но ток на полюса подается в импульсном режиме. Что это такое с прикладной точки зрения – шов, образованный ровными каплями расплава. Режим импульсной сварки позволяет контролировать процесс образования ванны, значительно расширяет возможности традиционного дугового способа, применяется для разнородных металлов, образует диффузный стык.
Особенности импульсной сварки
Когда основной рабочий ток используется в фоновом режиме, а на его фоне импульсами увеличивается силовая нагрузка, капли расплава, образующиеся на электроде, падают упорядоченно. Главный закон технологии сварки: один импульс – одна – капля, из-за электродинамических сил сужается шейка капли, она отрывается от электрода. Регулируя величину пауз между каплями, можно контролировать:
- процесс образования ванны;
- размер наплавляемого валика;
- форму соединения.
Использование импульсов позволяет снизить рабочий ток до нижних пределов. Значительно экономится присадочный материал. Снижается риск непроваров. Направленный перенос расплава позволяет варить низкощелевые соединения любой толщины.
Разновидности импульсной сварки
Выбор параметров соединения в зависимости от вида сплавляемых металлов. Выделяют четыре возможных варианта аппаратов:
- Конденсаторные, они применяются для нержавеющих сплавов и алюминия. Различаются по мощностным характеристиками, есть модели свыше 100 кА. Характеризуются сильным, максимально дозированным энергетическим выплеском.
- Для магнитно-импульсной сварки характерно соединение деталей под большим давлением, возникающим из-за наведенного магнитного поля. Шов образуется под воздействием температуры и сжатия. Такой вариант аппаратов позволяет варить однородные и разнородные металлы с хорошей продуктивностью. В основе магнитно-импульсного вида сварки заложен принцип электромеханики вихревых токов. При пересечении их с магнитным полем возникает взаимное притяжение деталей, они с большой силой вдавливаются в зоне расплава, образуя гомогенную структуру. Кромки деталей располагают под углом относительно друг друга. В результате пластической деформации образуются химические связи.
- В инерционных моделях конструктивной особенностью является мощный маховик, приводимый в движение электродвигателем. Кинетическая энергия маховика передается импульсным токам, возникает инерционный резонанс.
- Аккумуляторные характеризуются прочной конструкцией, низким влиянием просадки сети на работу устройства. Короткие замыкания, возникающие при розжиге электрода или присадочной проволоки в полуавтоматах, мгновенно стабилизируются. В качестве электролитного наполнителя для аккумулятора применяют щелочь.
 Различаются по мощностным характеристиками, есть модели свыше 100 кА. Характеризуются сильным, максимально дозированным энергетическим выплеском.
Различаются по мощностным характеристиками, есть модели свыше 100 кА. Характеризуются сильным, максимально дозированным энергетическим выплеском.
Микроимпульсная сварка
Для работы с дентальными титановыми сплавами в зубном протезировании разработаны аппараты дуговой микросварки, позволяющими соединять тонколистовые элементы не хуже лазеров. Микроимпульсная сварка образует качественное стыковое соединение, не требующее дополнительной обработки поверхности.
Компактное устройство очень удобное, недорогое. Приобретается небольшими зубопротезными лабораториями и крупными ортопедическими центрами. Закрытый корпус, удобный игольчатый наконечник со светодиодной подсветкой – таким аппаратом работают зуботехники, не имеющие опыта сварщика.
Достоинства и недостатки
Способ применяется при монтаже ответственных соединений, удобен при монтаже трубопроводов – работать электродом или присадочной проволокой можно в любом положении. Регулировка шага импульсных точек делает этот способ универсальным. У импульсной сварки есть преимущества и ряд возможностей. Плюсы:
Регулировка шага импульсных точек делает этот способ универсальным. У импульсной сварки есть преимущества и ряд возможностей. Плюсы:
- За счет кратковременного импульса капля ровно ложится в зону соединения металлов. Импульсные аппараты позволяют значительно увеличить скорость провара. Появляется возможность соединять детали, для которой обычная электродуговая сварка неприменима, например, соединения тонких листов алюминия.
- Отличное качество шва – валик образуется равномерный, с ровными кромками, он не нуждается в зачистке, дополнительной обработке, проковке.
- Снижается риск прожогов, непроваров, брак бывает в исключительных случаях при нестабильном напряжении.
- Устраняется разбрызгивание металла в ванне расплава.
- Снижается расход электродов или проволоки при работе полуавтоматом до двух раз.
- Расширяются возможности соединения: импульсной сваркой соединяют разнородные металлы.
- Точный контроль момента расплава присадки, стабильность рабочих режимов.
- Во время запуска устраняется риск короткого замыкания.

- Слишком греется преобразователь – необходимо предусматривать надежную систему охлаждения.
- Нельзя использовать на больших площадях.
- Не разработаны модели для бытового применения, промышленные слишком дорогие.
- У ТIG-режима низкий КПД, необходимо регулировать режим подачи присадки.
Импульсный сварочный аппарат своими руками
Основа самодельного аппарата для импульсной сварки – генерация рабочего тока высокой частоты до 150 А. Преобразователь состоит из нескольких блоков с различным функционалом:
- низкочастотный выпрямитель стандартного напряжения в постоянный ток, оснащенный выходным фильтром на основе конденсаторов;
- инверторный блок с транзисторными переключателями, генерирующий переменный ток с частотой до 75 кГц;
- трансформатор с понижающими обмотками с вторичным выпрямителем, выдающим параметры рабочего тока.
Блок управления стабилизирует процесс преобразования. Схема аппарата включает:
Схема аппарата включает:
- низкочастотный выпрямитель по типу инвертора создается на базе четырех транзисторов, выполняющих функции коммутаторов;
- высокочастотный преобразователь трансформаторного типа;
- блок управления;
- силовой фильтр, отвечает за стабильное напряжение, устраняет паразитарные пульсации;
- рабочий шунт;
- система подачи проволоки.
Схема устройства на транзисторах представлена вместе со спецификацией. Для сборки понадобится не более двух часов. Аналогичным образом собирается блок управления.
Трансформаторное устройство для импульсной сварки своими руками собирают на основе Ш-образного сердечника (Ш7х7 или Ш8х8). Для обмотки ферритовых стержней используют стандартный провод ПЭВ, его мотают на ширину всего каркаса. Элементы крепятся на плате из текстолита. Первичная обмотка состоит из 100 оборотов 0,3 мм проволоки. Вторичные:
- № 2 – толщина медной жилы 1 мм, делать нужно 15 витков;
- № 4 – ПЭВ 0,35, кол-во – 20;
- № 5 – ПЭВ 0,35, кол-во – 20.

Выходная частота такого самодельного трансформатора от 40 до 45 к Гц. Для увеличения частотности добавляют витков, можно добиться 55 кГц. Необходимо предусмотреть изоляцию обмоток промасленной бумагой, чтобы снизить риск возгорания. Допускается создание обмотки из многожильного медного кабеля от 0,4 до 0,6 мм. Необходимо учитывать, что при работе устройство сильно нагревается, поэтому в корпус монтируют вентилятор. Иногда используют радиаторы из компьютеров.
Самодельное устройство рассчитано на подключение к сети 220 В, оно достаточно надежное, поддерживает стабильную дугу даже при небольшой просадке напряжения. Популярность импульсной сварки объясняется высоким качеством швов и универсальностью: аппаратом варят любые металлы любой толщины.
Импульсно-дуговая сварка – обзор технологии и оборудования
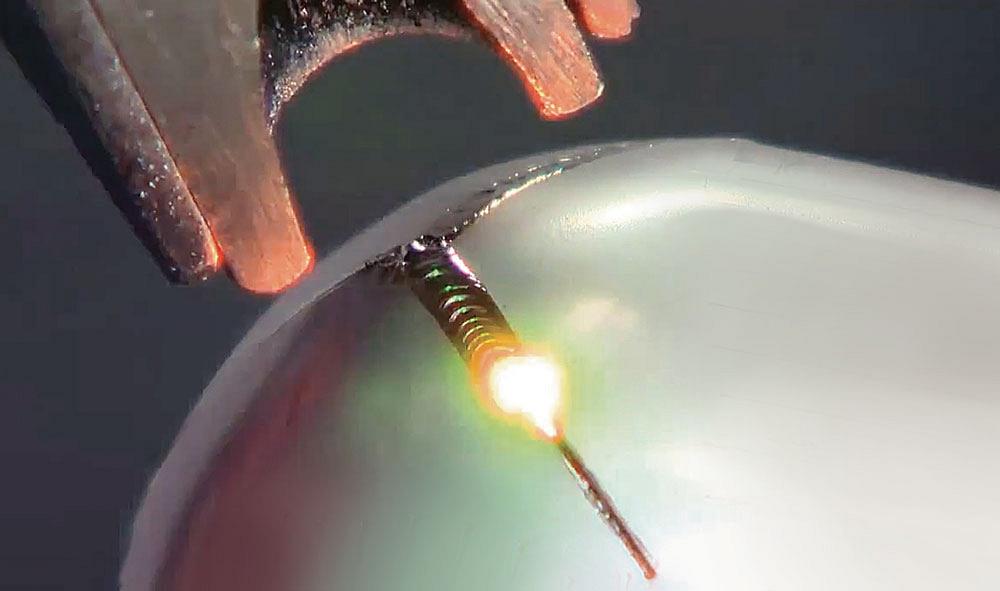
Импульсно дуговая сварка – это разновидность дуговой сварки, только с дополнительными толчками тока, который постоянно меняется от постоянного к переменному. Частота колеблется в пределах 20-250 Гц. Преобразованный сигнал различается по форме и углу волны, меняет пористость и отклонение. Эти показатели оказывают воздействие на режимы и свойства сварки. Сварочные аппараты на инверторно-импульсной основе обладают рядом достоинств и используются в различных нишах промышленности. Метод представляет собой процесс плавления проволоки под воздействием высокой температуры нагрева дуги и перенос расплавленного материала в ванну практически без рассеивания частиц. При импульсе тока образуется капля жидкого металла, которая попадает в зону соединения двух металлических поверхностей. При снижении температуры, когда нет импульса тока, происходит охлаждение поверхности. Такой способ позволяет работать с тонкими металлами, не прожигая их насквозь. Точечная сварка – это другой метод соединения металлов, в нем присутствует механическое воздействие силой. Такая технология была изобретена еще в начале двадцатого столетия, нашла свое признание и начала активно развиваться.
Частота колеблется в пределах 20-250 Гц. Преобразованный сигнал различается по форме и углу волны, меняет пористость и отклонение. Эти показатели оказывают воздействие на режимы и свойства сварки. Сварочные аппараты на инверторно-импульсной основе обладают рядом достоинств и используются в различных нишах промышленности. Метод представляет собой процесс плавления проволоки под воздействием высокой температуры нагрева дуги и перенос расплавленного материала в ванну практически без рассеивания частиц. При импульсе тока образуется капля жидкого металла, которая попадает в зону соединения двух металлических поверхностей. При снижении температуры, когда нет импульса тока, происходит охлаждение поверхности. Такой способ позволяет работать с тонкими металлами, не прожигая их насквозь. Точечная сварка – это другой метод соединения металлов, в нем присутствует механическое воздействие силой. Такая технология была изобретена еще в начале двадцатого столетия, нашла свое признание и начала активно развиваться. Сейчас аппаратом для такого рода сварки может пользоваться даже новичок, полностью не изучивший все азы сварочного дела.
Сейчас аппаратом для такого рода сварки может пользоваться даже новичок, полностью не изучивший все азы сварочного дела.
Какие бывают виды сварочной дуги
Порядок образования сварочной дуги различают по четырем типам:
- капельный. Короткое замыкание при формировании этого вида отсутствует. Капли металла практически не создаются. Процесс требует преимущественно аргоновую смесь и большую силу тока;
- длинный. Для формирования этой дуги потребуется большая мощность, и присутствие в газовой смеси углекислого газа не менее двадцати пяти процентов. Образует крупные капли;
- короткий. Перенос металла обусловлен образование крупных капель;
- импульсный. Возникает пинч-эффект, когда дуга накаляется выше, чем обычно. Импульсный ток создает условия для формирования капли. Легко регулировать при помощи частоты и силы тока. Оптимально подходит при сжатом пространстве для работы.
Существуют и другие технологии переноса металла. Если сила тока выше, чем значения тока дуги, то возникает капельная дуга повышенной мощности.
Что стоит выделить при подборе оборудования
По свои характеристикам установки для инверторно-импульсной сварки мощнее, чем для дуговой сварки. Это обусловливается тем, что в процессе работы создается более широкая ванна, присадочный пруток подается быстрее, а большой выбор параметров сварки требует дополнительных ресурсов. Вот основные характеристики, рассматриваемые в первую очередь:
- чем больше мощность агрегата, тем он предпочтительней. Но ориентируйтесь на возможности той электросети, от которой будет работать аппарат. Она не должна быть ниже;
- встроенные функции импульсного аппарата обеспечивают правильное управление и не требуют глубоких знаний сварщика, обращайте внимание на синергетическое управление;
- выбирайте горелку большого размера и с беглым переключением на другой вид работы;
- прибор, показывающий напряжение, не должен быть прикреплен к аппарату, приобретайте такие, которые имеют возможность работать дистанционно, и переносятся в поле зрение сварщика.

Облегчить работу сварщика помогают регулировки амплитуды и длины волны. Это повышает качество сварки и создает наиболее благоприятные условия выбора индивидуального режима. Раньше настройка мощности была автоматическая, и ее нужно было устанавливать, нажимая на определенную кнопку. Сейчас современные аппараты наделены встроенной памятью, которая запоминает все предыдущие настройки в соответствующем режиме.
Пользуйтесь необходимым метражом кабеля, которая будет подходить для вашего рабочего места. Длинные кабели нужно сворачивать, что приведет к изменению волны тока и снижению коэффициента полезности импульсной сварки, а слишком короткий кабель не позволит произвести точные движения горелкой.
В случае, если вы начинающий сварщик, обязательно ознакомьтесь со статьей – как подобрать сварочное оборудование для новичка.
Преимущества MIG сварки
Импульсно-дуговую сварку по международным стандартам принято обозначать MIG (Metal Inert Gas). Применение ее обширно и имеет ряд положительных моментов:
- экономичность проволоки. Достаточно иметь одну катушку среднего размера, не меняя прутки разного диаметра;
- экономия на газе. Смеси газов применяются для разных процессов в одном составе;
- не нужно тратиться на расходники в виде мундштуков, припоев и горелок. Аппараты полностью укомплектованы;
- высокая скорость сварки не требует чистки от капель и дополнительной обработки аппарата;
- возможность сваривать тонкие листы металла от 0,7 до 2 мм;
- исключение деформации шва.
 Достаточно иметь одну катушку среднего размера, не меняя прутки разного диаметра;
Достаточно иметь одну катушку среднего размера, не меняя прутки разного диаметра;В каждом технологическом процессе есть и свои минусы, но здесь их не так много:
- такие сварочные аппараты стоят на порядок дороже обычных;
- претендуют на более тщательный уход.
Область применения импульсной сварки
Нет такой производственной отрасли, где бы ни применялись сварочные процессы. Вот некоторые из них:
- при работе с различными диаметрами труб;
- в автомобилестроении;
- производство железнодорожных вагонов;
- при строительстве мостов и зданий;
- изготовление грузовой и тяжелой техники;
- в судоремонтном бизнесе.

Импульсная сварка пользуется неограниченными возможностями. С ее помощью можно соединить любой металл неразрывным и долговечным швом благодаря минимальному содержанию водорода. Такая технология делает стык восприимчивым к влиянию окружающей среды, особенно в условиях значительных нагрузок.
Вдобавок, импульсной сваркой пользуются в маленьких ремонтных мастерских, на станциях технического обслуживания. Она является приоритетной для большинства производств Америки.
Что такое импульсная сварка и в чем преимущество этого метода?
Сварочные технологии никогда не отстают от скоростей научно-технического прогресса. Новые методы, материалы или оборудование постоянно пополняют и без того широкий список всевозможных способов соединения металлов и неметаллов.
Импульсная сварка – один из новых методов, который уже нашёл самое широкое применение в монтаже современных мощных трубопроводов и строительстве: как промышленном, так и гражданском.
Особенности импульсной сварки
Этому виду сварки под силу соединение таких капризных металлов как сплавы меди, сталь и многие другие цветные сплавы, в том числе алюминиевые. Импульсная сварка отлично справляется со сложными стыковыми швами при соединении металлических заготовок с толстыми краями.
Импульсная сварка отлично справляется со сложными стыковыми швами при соединении металлических заготовок с толстыми краями.
Исторически импульсная сварка была изобретена и разработана в качестве конкурентного метода электродуговой технологии, у которой имеются определенные недостатки с точки зрения производительности и качества сварочного шва.
Суть процесса
Если коротко, то это процесс последовательного расплавления металла заготовки в определенных точках со следующим этапом в виде покрытия.
Главный элемент данного процесса – так называемая дежурная дуга невысокой мощности, которая продолжает работать в остановках между повторяющимися импульсами и передает импульсный ток лишь частично.
Эта дуга практически не влияет на металл между импульсами, она отлично и устойчиво горит в пространстве. Второе состояние этой же дуги – импульсное, которое плавит металл в точках приложения.
Соотношение токов от дуги в разном состоянии – импульсном и дежурном должно быть правильным, что может ускорить сварку и повысить качество шва.
Возможности классической дуговой сварки в среде защитных газов сильно расширяются, если металл плавится под воздействием импульсной дуги.
Короткие импульсы производятся за счет энергии специального аккумулятора, который предварительно заряжается от электрической цепи. Главная технологическая особенность и преимущество метода – способность импульсной сварки формировать неразъемные соединения металлов с абсолютно разным составом.
Оборудование для импульсной сварки требуется особое – это особый специализированный – импульсный сварочный аппарат с определенными расходными материалами. Импульсный аппарат генерирует дозированные сварочные импульсы.
Расходными материалами являются разного рода электроды – плавящиеся и неплавящиеся.
В состав импульсного сварочника входят следующие элементы:
- выпрямитель низкочастотного характера;
- еще один выпрямитель высокочастотного характера;
- устройство сварочного инвертора;
- трансформатор;
- электронный блок управления – плато;
- рабочие шунты.

Два способа импульсной сварки определяются выбором и использованием электродов:
- с применением электродов неплавящегося вида;
- с применением плавящихся электродов с устранением недостатка процесса в виде разбрызгивания капель расплавленного металла.
Так или иначе это контролируемый повторяющийся процесс переноса расплавленного металла расходника в защитной среде газа.
Вот как это происходит:
- Капля расплавленного металла проволоки расходника отделяется и перемещается на заготовку под воздействием мощного импульса.
- Сразу же после этого сила сварочного тока падает до уровня, который может лишь поддерживать дугу – дуга становится «дежурной», малой мощности.
- Мгновенно начинается процесс остывания металла в сварочной ванне.
- Начинается точное повторение такого же цикла переноса капли под импульсом, с падением тока, остываем и т.д.
С точки зрения электрической составляющей процесса импульсной сварки в аппарате применяется трансформация сетевого напряжения в выпрямленное постоянное, после чего оно превращается в напряжение с высокой частотой.
Технические нюансы
До начала работы приёмник энергии нужно подключить к сети электропитания, чтобы зарядить его до нужного уровня. Сама импульсная сварка занимает совсем немного времени, так как используется энергия, имеющаяся в запасе в приемнике. Такую сварку вполне можно выполнить своими руками, она совсем не сверхсложная.
При этом способе отлично контролируется и минимизируется малоприятное явление в виде разбрызгивания капель расплавленного металла. Имеется прекрасная возможность производить сварочные швы высокого качества практически в домашних условиях.
Швы формируются вследствие расплавления отдельных порций металла с последующим покрытием.
Важнейший момент – правильное выставление режима импульсной и дежурной дуги. Если режим верный, процесс пройдет быстро, правильно и, самое главное, безопасно, без всяких кратеров в ответственных стыковых участках.
Жесткость режима является технологической особенностью данного метода. Все дело в длительности импульса. Если его поменять, изменятся все параметры сварки.
Если его поменять, изменятся все параметры сварки.
Одно из важных преимуществ – возможность контролировать и минимизировать кристаллизацию металла. Можно изменять форму сварочной ванны. Дополнительно можно контролировать и снижать риск деформации сварочного шва.
Данный метод часто применяется для соединения металла с толщиной краев свыше 3-х мм.
Классификация видов
Импульсная сварка подразделяется на четыре вида:
- конденсаторная
с применением аппаратов с огромным диапазоном силы тока. Отлично подходит для сварки алюминиевых деталей; - аккумуляторная
в которой используются устройства с щелочными аккумуляторами, отлично справляются с замыканиями в сети; - инерционная
с использованием кинетической энергии мощного маховика; - электромагнитная
с получением механической энергии с помощью магнитного поля. Элементы крепятся магнитными силами в сочетании с высоким давлением.
Алгоритм действий
Это один из самых лучших видов сварки в целом. Нет никакого разбрызгивания, не формируются несплавления, варить можно в любом положении, очень экономно расходуются электроды. Швы формируются исключительно качественными без каких-либо прожогов.
Нет никакого разбрызгивания, не формируются несплавления, варить можно в любом положении, очень экономно расходуются электроды. Швы формируются исключительно качественными без каких-либо прожогов.
Принцип действия сварочного инвертора в сочетании с импульсной технологией следующий: перенос металла электрода в сварочную ванну с одновременным регулированием тока.
Все начинается с формирования капли металла на конце электрода, которая при повышении тока попадает в сварочную ванну. Теперь этот горячий момент должен смениться холодным этапом с остыванием металла. Так может происходить много раз.
Проволока электрода должна быть хорошо разогрета. Это особенно важно при низких значениях тока.
Эти аппараты очень удобны в работе с понятными регулировками для грамотной и тонкой настройки. Обычно они снабжены неплохим программным сопровождением, что делает их еще более эффективными по всем критериям.
Главные достоинства метода
Преимущества импульсной сварки:
- Первым делом это великолепное качество сварочного шва. Сразу же заметим, что импульсные устройства – вещи весьма недешевые. Но они того стоят и обязательно окупят все затраты в будущем.
- Импульс варит все: от стали до алюминия.
- Нужен минимум дополнительных инструментов и расходных материалов.
- Нет разбрызгивания металла.
- Не бывает прожогов и несплавлений.
- Возможность контролировать дугу.
- Отличная возможность управлять процессом переноса металла.
- Экономный расход материалов, в том числе сварочной проволоки и электродов.
- Легкая чистка шва в конце.
- Легкость для исполнения даже новичками.
 Сразу же заметим, что импульсные устройства – вещи весьма недешевые. Но они того стоят и обязательно окупят все затраты в будущем.
Сразу же заметим, что импульсные устройства – вещи весьма недешевые. Но они того стоят и обязательно окупят все затраты в будущем.На сегодняшний день у данного метода есть лишь один конкурент по популярности и эффективности – это сварка полуавтоматом. Она отличается высокой производительностью и, что немаловажно, непрерывностью процесса.
Но серьезным недостатком является разбрызгивание металла, при котором теряется до 30% материала. Кроме потерь, эти брызги нужно чистить после сварки, что очень непросто и портит внешний вид сварочного шва. Сварка импульсом исключает такую беду.
Сварка импульсом исключает такую беду.
Главная область применения метода – монтаж трубопроводов самого ответственного вида, где особенно важны прочность шва с крепко сформированным обратным валиком без финишной зачистки.
Недостатков у этого метода всего два:
- он не годится для больших сварочных площадей;
- всегда нужно серьезное охлаждение индуктора.
Микроимпульсная сварка
Представьте себе, этот метод нашел отдельное и очень широкое применение в стоматологии – протезировании зубов. Речь о микросварке с использованием титана в виде тонких листов. Специальный микроимпульсный аппарат способен сваривать дентальные сплавы, в том числе титановые.
Качество таких швов нисколько не уступает лазерному стоматологическому аппарату, зато стоимость его значительно ниже. По этой причине они весьма популярны в небольших стоматологических клиниках.
Импульсный сварочник своими руками
Устройство сварочного аппарата вполне позволяет сделать его в домашних условиях для бытового применения. Составные части легко купить, здесь нет никаких проблем. Но не нужно забывать о некоторых нюансах.
Составные части легко купить, здесь нет никаких проблем. Но не нужно забывать о некоторых нюансах.
Перед тем, как приступить к работе, нужно обдумать и высчитать силу сварочного тока и мощность устройства. Примеров с подобными расчетами огромное количество в сети, они могут помочь с выработкой верного решения.
Импульсная сварка полуавтоматом – что это? Руководство по импульсной сварке
Импульсная сварка полуавтоматом
Введение
Достоинства импульсной сварки
- Сниженное образование дыма и разбрызгивание металла. При этом в сварочный шов попадает только наплавленный металл, что позволяет снизить расходы материалов и увеличить эффективность сварки. В результате снижается время на доработку шва, а рабочая зона остается чистой, без дыма.
- Экономия присадочного материала. При импульсной MIG-сварке достигается оптимальная скорость подачи присадочной проволоки определенного сечения.
- Сниженное тепловложение. За счет контролируемого тепловложения исключается деформация свариваемого металла, его прожиг, улучшается внешний вид и качество сварочного соединения. Данная особенность важна при MIG-сварке металлов и сплавов, которые чувствительны к тепловложению.
- Качественный сварочный шов. Благодаря контролируемому тепловложению, высокой стабильности сварочного цикла, сниженному разбрызгиванию металла, достигается качественный шов с плотным формированием и правильным охватом корня шва.
- Высокая производительность. При импульсной MIG-сварке достигается быстрый процесс наплавки и сварки металлов. Универсальность метода, его простота в освоении позволяют начинающим сварщикам в кратчайшие сроки освоить процесс импульсной сварки полуавтоматом.
 Данная особенность важна при MIG-сварке металлов и сплавов, которые чувствительны к тепловложению.
Данная особенность важна при MIG-сварке металлов и сплавов, которые чувствительны к тепловложению.Что такое импульсная сварка полуавтоматом
Импульсная MIG-сварка – это неконтактный способ переноса металла из присадочной проволоки в сварочный шов. В результате исключается прямой контакт проволоки со сварочной ванной. В рабочем цикле происходит кратковременное изменение величины высокочастотного тока в момент импульса. Благодаря этому снижается тепловложение и образование брызг.
При каждом импульсе создается капля расплавленного металла на кончике проволоки, затем происходит отрыв капли металла, и она вталкивается в сварочную ванну. Капля перемещается в шов (ванную) через сварочную дугу. На каждый пульс по одной капле.
В режиме импульсной MIG-сварки величина тока снижается, когда не нужна дополнительная энергия, что позволяет остыть заготовке. Период «остывания» дает возможность использовать импульсный процесс для сварки тонкостенных и листовых материалов.
Отличие импульсной сварки от других способов переноса металла
- Перенос капли металла короткими замыканиями. Прямой контакт присадочной проволоки с обрабатываемым металлом вызывает короткое замыкание на конце электрода. Такой метод проходит при низких температурах, обеспечивая хорошее качество сплавления металлов. Сварка используется для изделий разного сечения во всех пространственных положениях. Достигается контролируемая сварочная ванна с быстрым затвердением. Недостатки такого способа сварки: низкая производительность, интенсивное разбрызгивание металла и ограниченная скорость подачи присадочного материала.
- Крупнокапельный перенос металла. Это способ с неконтролируемыми короткими замыканиями. При этом происходит отделение больших сварочных капель от присадочного материала. Такой метод сварки используется для горизонтальных и нижних швов, где требуется большое тепловложение. Преимущества метода: высокая скорость подачи присадочного материала и возможность выполнять сварку на высоких токах. Недостатки: сильное разбрызгивание металла и искажение сварочной ванны, из-за чего ухудшается качество шва. Наблюдается большой расход присадочной проволоки и некрасивый внешний вид сварочного соединения.
- Струйный перенос металла – мелкокапельный перенос металла. Достоинства: красивый внешний вид сварочного соединения, большая глубина провара, небольшое разбрызгивание металла и высокая производительность цикла сварки и наплавки. Недостатки: вероятность прожига металла, большое тепловложение, сварка возможна только в горизонтальном положении.
Подключение и настройка
- Нужно обеспечить надежное заземляющее соединение. В период импульса возникают высокие токи, поэтому должен быть надежный контакт с заземлением.
- Необходимо проверить правильность подключения всех кабелей.
- Рекомендуется использовать силовые кабели длиной до 15 метров, чтобы сократить величину индуктивности. При сматывании кабелей большой длины увеличивается индуктивность, которая сглаживает импульсы.
- Не рекомендуется наматывать кабели вокруг токопроводящих предметов для повышения эффективности импульсной сварки.
 В период импульса возникают высокие токи, поэтому должен быть надежный контакт с заземлением.
В период импульса возникают высокие токи, поэтому должен быть надежный контакт с заземлением.Настройка формы волны импульса очень важна при импульсной сварке. К каждому полуавтомату MIG с импульсным режимом идет руководство по эксплуатации и настройке, где подробно описан процесс настройки инверторного аппарата. Правильная настройка импульсного режима MIG-сварки позволяет добиться качественного провара и красивой формы шва.
Оценка статьи:
Загрузка…
Сохранить себе в:
Adblock
detector
Импульсная сварка | svarkalegko
В сварочном деле появляются все более совершенные технологии. Одна из них – импульсная сварка. Используется импульсная сварочная технология в различных сферах: в строительстве современных трубопроводов, в промышленном и гражданском строительстве и в быту. Этот вид сварки эффективен в работе с конструкциями, выполненными из сталей и сплавов меди, алюминия, никеля, титана и других цветных металлов. Она используется в сварке стыковых соединений при обработке кромок с узкими щелями из толстолистового металла. Импульсно дуговая сварка была разработана в качестве альтернативы дуговой сварке, у которой много нареканий по качеству и производительности
Одна из них – импульсная сварка. Используется импульсная сварочная технология в различных сферах: в строительстве современных трубопроводов, в промышленном и гражданском строительстве и в быту. Этот вид сварки эффективен в работе с конструкциями, выполненными из сталей и сплавов меди, алюминия, никеля, титана и других цветных металлов. Она используется в сварке стыковых соединений при обработке кромок с узкими щелями из толстолистового металла. Импульсно дуговая сварка была разработана в качестве альтернативы дуговой сварке, у которой много нареканий по качеству и производительности
Содержание страницы
- 1 Особенности импульсной сварки
- 2 Виды импульсной сварки
- 2.1 Конденсаторная
- 2.2 Инерционная
- 2.3 Магнитно-импульсная
- 2.4 Аккумуляторная
- 3 Что выбрать – полуавтоматическую сварку или импульсно-дуговую?
- 4 Микроимпульсная сварка
- 5 Импульсный сварочный аппарат своими руками
Особенности импульсной сварки
Суть импульсной сварочной технологии – соединение металлических поверхностей посредством коротких импульсов, за счет запаса энергии аккумулятора подключаемого к электрической цепи. Ее отличительной особенностью является возможность выполнения неразъемных соединений металлов, имеющих разнородный состав. Для выполнения сварки импульсным током необходимо специальное оборудование – импульсный сварочник и расходные материалы. Сварочный аппарат – это устройство, который обеспечивает дозирование энергии сварочных импульсов. В качестве расходных материалов используются плавящиеся и неплавящиеся электроды. В зависимости от типа электродов, сварка выполняется двумя способами:
Ее отличительной особенностью является возможность выполнения неразъемных соединений металлов, имеющих разнородный состав. Для выполнения сварки импульсным током необходимо специальное оборудование – импульсный сварочник и расходные материалы. Сварочный аппарат – это устройство, который обеспечивает дозирование энергии сварочных импульсов. В качестве расходных материалов используются плавящиеся и неплавящиеся электроды. В зависимости от типа электродов, сварка выполняется двумя способами:
С использование неплавящихся электродов с помощью импульсной дуги;
С использованием плавящихся электродов, с контролем проплавления и переноса металла электрода в тело шва и контролем разбрызгивания сварочной капли.
Импульсная сварка представляет собой цикличный контролируемый процесс переноса металла в среде защитного газа:
В принципе работы импульсного сварочного аппарата используется преобразование сетевого напряжения в постоянное, после чего происходит преобразование выпрямленного напряжения в высокочастотное. В импульсный сварочник входят:
В импульсный сварочник входят:
Выпрямитель низкочастотный;
Инвертор;
Трансформатор;
Выпрямитель высокочастотный;
Рабочий шунт;
Блок управления (электронный).
Виды импульсной сварки
Импульсная сварка имеет несколько вариантов. Для каждого из них характерны свои особенности и сферы назначения. Выделяют четыре основных разновидности сварки:
Рассмотрим подробнее каждую из них.
Конденсаторная
Конденсаторная сварка осуществляется агрегатами, как малой, так и большой мощности. Максимально выдаваемый ток мощных агрегатов может достигать 100 000 А и больше. Сварочные аппараты конденсаторного типа отличаются большой точностью дозирования энергии, затрачиваемой на сварочный импульс. Эта сварка осуществляется путем сильного выплеска энергии и предназначается для соединения алюминия и нержавеющих сталей.
Максимально выдаваемый ток мощных агрегатов может достигать 100 000 А и больше. Сварочные аппараты конденсаторного типа отличаются большой точностью дозирования энергии, затрачиваемой на сварочный импульс. Эта сварка осуществляется путем сильного выплеска энергии и предназначается для соединения алюминия и нержавеющих сталей.
Инерционная
Этот вид сварного соединения имеет в своей основе применение накопленной энергии вращающегося массивного маховика генератора. Для разгона и вращения маховика в конструкции имеется электродвигатель. Накопленная маховиком кинетическая энергия, после снижения частоты оборотов передается импульсам тока сварки. Для выполнения инерционной сварки применяется сварочный инвертор импульсный – аппарат, принцип работы которого заключается в использовании импульсного резонанса.
Магнитно-импульсная
Сварочное оборудование магнитно-импульсного типа преобразует электрическую энергию в механическую. Это происходит за счет наведения магнитного поля. Под его действием, и под действием высокого давления, происходит сварное соединение между деталями. Магнитно-импульсная сварка применяется в соединении любых материалов как однородных, так и разнородных по составу.
Это происходит за счет наведения магнитного поля. Под его действием, и под действием высокого давления, происходит сварное соединение между деталями. Магнитно-импульсная сварка применяется в соединении любых материалов как однородных, так и разнородных по составу.
Аккумуляторная
В аппаратах, предназначенных для аккумуляторной сварки, используются щелочные аккумуляторы. Они имеют прочную конструкцию и хорошо выдерживают короткие замыкания.
Что выбрать – полуавтоматическую сварку или импульсно-дуговую?
В последнее время распространение получила импульсно дуговая сварка полуавтоматом. Он состоит из сварочной горелки и устройства автоматизированной подачи сварочной проволоки. Надо сказать, что это единственная автоматизированная операция. К преимуществам данного вида сварки относят высокую производительность и непрерывность сварочного процесса. Но, у метода есть и недостатки. Это, прежде всего – разбрызгивание металла во время сварки. Почти 30% проволоки не попадает точно в шов. Брызги металла требуют дополнительных трудозатрат на их зачистку, что в свою очередь портит внешний вид изделия.
Почти 30% проволоки не попадает точно в шов. Брызги металла требуют дополнительных трудозатрат на их зачистку, что в свою очередь портит внешний вид изделия.
Импульсная сварка ручная лишена этих недостатков. Использование данной сварочной технологии позволяет получать максимально качественные сварочные параметры. Она сочетает в себе лучшие достижения других технологий. Вот основные ее достоинства:
Сварочное соединение получается надежным, с ровными краями;
Практически исключается брак в виде прожогов и несплавлений;
Эффективный мониторинг дуги;
Управляемость процесса переноса металла;
Отсутствуют брызги металла;
Рациональный расход проволоки;
Сварка производится на разных по составу металлах;
Незначительные затраты на обработку швов.
Импульсную сварку применяют в монтаже трубопроводов разного назначения. Для этих конструкций очень важен провар шва и и хорошо сформированный обратный валик, не требующий зачистки. Такой шов отличается высокой прочностью.
Для этих конструкций очень важен провар шва и и хорошо сформированный обратный валик, не требующий зачистки. Такой шов отличается высокой прочностью.
К недостаткам технологии можно отнести невозможность ее использования на больших сварочных площадях и необходимость интенсивного охлаждения индуктора.
Микроимпульсная сварка
Импульсная сварочная технология получила свое развитие в зубопротезировании в виде дуговой микросварки. Ее преимущества заключаются в целесообразности использования этой технологии при сварке такого тонколистового зуботехнического металла как титан. Используемый микроимпульсный сварочный аппарат хорошо себя зарекомендовал в зуботехнической практике. Это устройство способно соединять любые дентальные сплавы, в том числе титан. По качеству сварного шва он не уступает лазерному аппарату, но при этом стоит гораздо дешевле. Поэтому его могут себе позволить владельцы даже небольших зуботехнических клиник.
Микроимпульсный сварочный аппарат имеет закрытый корпус, который защищает от искр и вспышек, а также оснащен удобным наконечником и яркими светодиодами, что позволяет работать с максимальным удобством. Для работы с подобным устройством навыков сварщика не требуется.
Для работы с подобным устройством навыков сварщика не требуется.
Импульсный сварочный аппарат своими руками
В домашних условиях можно изготовить сварочный аппарат своими руками. Запчасти для этого устройства можно легко найти в продаже, однако при этом надо учитывать некоторые тонкости.
Особое внимание необходимо уделить транзисторам, так как они быстро выходят из строя. Поэтому на этих деталях лучше не экономить. Самодельный сварочный инвертор оснащается четырьмя транзисторами, которые присоединяются к изолированным радиаторам.
Для того чтобы правильно собрать импульсный сварочный аппарат, необходимо просчитать его мощность и силу тока. Примеры расчетов можно посмотреть в Интернете. Установленный фильтр поможет поддерживать напряжение 220 В. Для сборки своего аппарата понадобятся инструменты и специальные приборы, такие как осциллограф, паяльник, мультиметр, вольтметр и т.д. Во время сборки следует соблюдать технику безопасности.
Импульсная сварка своими руками: дуговая, режимы
Импульсная сварка – что это за методика?
Импульсная сварка, известная иначе как MIG – это вариация дуговой сварки, при которой сплошные сварные швы создаются путем плавления в конкретных точках и дальнейшем их покрытии. Такая методика является альтернативой традиционной электродуговой технологии, которая отличается невысокой производительностью и низким качеством шва. Особенность импульсно-дуговой сварки состоит в том, что помимо основного рабочего тока возникают переменные импульсы с колебаниями до 250 Гц.
Такая методика является альтернативой традиционной электродуговой технологии, которая отличается невысокой производительностью и низким качеством шва. Особенность импульсно-дуговой сварки состоит в том, что помимо основного рабочего тока возникают переменные импульсы с колебаниями до 250 Гц.
Благодаря этому происходит увеличение силовой нагрузки и существенно экономится присадочный материал, а также уменьшается вероятность непроваров. Основной элемент импульсной сварки – дежурная дуга средней мощности, которая не перестает функционировать в перерывах между повторяющимися импульсами и поставляет лишь незначительную порцию тока. Дежурная дуга имеет специальный режим вкл./выкл., обусловленный программой с учетом природы металлов, а также толщины кромок и расположения швов.
Нагреваясь под воздействием высокой температуры, дуга расплавляет заготовку, перенося ее затем в ванну с минимальным рассеиванием частиц. Такая методика позволяет обрабатывать даже тончайшие металлы, не прожигая их насквозь.
Разновидности
С учетом типа сплавляемых материалов выделяют 4 основных разновидности MIG:
- Магнитно-импульсная. Элементы соединяются под высоким давлением, шов формируется под влиянием температур и силы сжатия. В основе находится принцип электромеханики вихревых токов. Используется для варки разных материалов с высокой продуктивностью.
- Конденсаторная. Сварочные аппараты имеют отличные параметры, огромный диапазон силы тока и разные характеристики мощности. Используются для варки деталей из алюминия.
- Инерционная. Особенность такой сварки состоит в наличии мощнейшего маховика, работающего от электрического двигателя. Кинетическая энергетика затем поступает к импульсным токам, провоцируя возникновение инерционного резонанса.
- Аккумуляторная. Сварочные устройства оснащены щелочными аккумуляторами, мгновенно стабилизирующими короткие замыкания, образующиеся в процессе розжига электрода.
 Кинетическая энергетика затем поступает к импульсным токам, провоцируя возникновение инерционного резонанса.
Кинетическая энергетика затем поступает к импульсным токам, провоцируя возникновение инерционного резонанса.Также нередко используется TIG-сварка, при которой применяются аргоновые электроды. Методика ТИГ является отличным вариантом для обработки неферромагнитных металлов. В настоящее время огромной популярностью пользуется лазерная сварка, которая в основном применяется в области электронной технике и радиоэлектронике.
Для работы с дентальными сплавами из титана в сфере протезирования зубов используются аппараты дуговой микросварки, работающие не менее эффективно, чем лазерные приборы. Микроимпульсная сварка обеспечивает надежные стыки.
Конструктивные особенности серии S SpeedPulse XT, Lorch
Концепция управления
XT
- Концепция управления по принципу «3 шага до сварки»
- Синергетическое управление
- Интуитивное сопровождение
- Простой выбор процессов и программ
- Бесступенчатая регулировка сварочного тока
- Режим Quatromatic (управление исполнением программы с помощью кнопки горелки)
- Регулировка динамики сварочной дуги (в случае с Synergic, SpeedArc XT, SpeedPulse XT, TwinPuls XT)
- Индивидуальная регулировка длины сварочной дуги для начальной, рабочей и заключительной фазы
- Память заданий Tiptronic для 100 заданий сварки
- Цифровая индикация напряжения и силы тока
- Возможность подключения сварочной горелки с дистанционным управлением Powermaster
- Замер и компенсация сварочного контура
Инновационная регулировка динамики
Серия S SpeedPulseXT оснащается инновационной регулировкой динамики, позволяющей осуществлять индивидуальную тонкую настройку любых сварочных программ (Synergic, SpeedArc XT, SpeedPulse XT и TwinPuls XT) с учётом параметров заготовки и согласно поставленной сварочной задаче. Один поворот ручки – и характеристика сварочной дуги превращается из мягкой в жёсткую. Для ещё более качественного шва и настоящего удовольствия от достойных результатов сварки.
Один поворот ручки – и характеристика сварочной дуги превращается из мягкой в жёсткую. Для ещё более качественного шва и настоящего удовольствия от достойных результатов сварки.
Сферы применения импульсной сварки
Импульсно-дуговая сварка широко применяется в современных сферах промышленности. Чаще всего технология используется для соединения современных трубопроводов, которые должны иметь максимально прочное и надежное сопряжение. Кроме того, импульсная точечная сварка пользуется большим спросом при:
- возведении мостов и других сооружений, на которые оказывается высокая нагрузка;
- сборке кузовов автомобилей;
- изготовлении вагонов поездов;
- производстве кранов, землеройной техники;
- создании корабельных корпусов, обшивок.
Такая разновидность сварочных работ позволяет соединять даже самые прихотливые и капризные металлы с толщиной заготовок от 1 мм до 5 см. Она отлично справляется даже со сложнейшими стыковыми швами. Такие аппараты могут применяться как на крупных производствах, так и в автосервисах, небольших мастерских.
Где купить оборудование для сварки?
— это настоящий Клондайк для производственных компаний и частных лиц, которые хотят купить аппараты для контактно-дуговой сварки. Сварочные аппараты нашей компании станут надежными помощниками вашего производства на долгие годы. Шпилька резьбовая приварная Втулка резьбовая приварная Шпилька приварная (без резьбы) Шпилька приварная типа «ЕЛЬ» Лепесток заземления одинарный приварной Лепесток заземления одинарный (45) приварной Лепесток заземления двойной приварной Гвоздь изоляционный приварной Гвоздь изоляционный биметаллический приварной Клипса для приварного изоляционного гвоздя Nomark 65 Nomark 66 Nomark 99 Nomark 88 Nomark 8 Nomark 90 Пистолет С0 Пистолет G1 Пистолет С1 Пистолет С2 CHP Одинарный провод заземления 1х5 м Двойной провод заземления 2х2,5 м (25мм2) Приспособление для зацентровки (для точной установки метиза в сварочный кондуктор) Позиционная втулка Звукоизоляционная втулка Цанга стандартная Цанга
Преимущества и недостатки методики
Такой метод обработки материала, как MIG, имеет массу преимуществ сравнительно с другими технологиями:
- высокая скорость провара;
- возможность соединения тончайших алюминиевых заготовок;
- отличное качество сварного шва;
- возможность контроля и минимизации кристаллизации металла;
- минимальный риск деформации сварочного шва, выгорания материала;
- экономия проволоки и газа;
- экономия трат на расходные материалы;
- стабильность рабочих положений;
- точный контроль момента расплавления;
- исключение риска замыкания при запуске;
- исключение разбрызгивания окалины, образования дыма;
- низкое вложение тепла.

Технология MIG дх-808 отличается высокой производительностью, универсальностью, надежностью и безопасностью, благодаря чему прекрасно подходит как для сварщиков, как с большим опытом, так и с полным его отсутствием.
Однако имеются и определенные минусы, о которых нужно знать перед началом работы. К недостаткам МИГ-сварки можно отнести следующие моменты:
- перегревание преобразователя;
- возможность работы только на небольших площадях;
- отсутствие моделей для бытового использования;
- сложности в уходе;
- высокая стоимость.
Плюсы импульсной сварки существенно превышают ее недостатки, благодаря чему она и пользуется большим спросом.
Технические характеристики инверторов S SpeedPulse XT
| Модель | S3mobil SpeedPulseXT | S3 SpeedPulsXT | S5 SpeedPulsXT | S8 SpeedPulseXT |
| Сварочный ток (MIG/MAG), А | 25-320 | 25-320 | 30-400 | 30-500 |
| Сварочный ток при ПВ 100%, А | 250 | 250 | 320 | 400 |
| Сварочный ток при ПВ 60%, А | 280 | 280 | 350 | 500 |
| ПВ при максимальном токе, % | 40 | 40 | 50 | 60 |
| Сетевое напряжение, В | 3∼400 | 3∼400 | 3∼400 | 3∼400 |
| Допустимый перепад сети, % | ±15 | ±15 | ±15 | ±15 |
| Сетевой предохранитель инерционный, А | 16 | 16 | 32 | 32 |
| Габаритные размеры источника (Д*Ш*В), мм | 812х340х518 | 1116х463х812 | 1116х463х812 | 1116х463х812 |
| Габаритные размеры источника c подающим механизмом (Д*Ш*В), мм | — | 1116х445х855 | 1116х445х855 | 1116х445х855 |
| Масса источника, с газовым охлаждением, кг | 34 | 92,8 | 97,3 | 107,3 |
| Масса подающего механизма, кг | — | 20,2 | 20,2 | 20,2 |
| Масса блока охлаждения (для аппаратов с водяным охлаждением), кг | — | 14,7 | 14,7 | 14,7 |
Технология выполнения импульсной сварки
Весь процесс импульсной сварки полуавтоматом происходит в несколько этапов:
- Небольшая капля расплавленного металлического расходного материала под мощным импульсом отделяется и помещается поверх заготовки.
- Сила тока снижается до того уровня, которого будет достаточно для поддержания дуги.
- Металл в сварочной ванне моментально остывает.
- Идет циклическое повторение вышеперечисленных действий.

Для надлежащей работы автомата должна быть произведена настройка, включающая в себя выполнение следующих действий:
- Обеспечить хорошее заземление, необходимое для надежного контакта в период импульса, когда появляются высокие токи.
- Убедиться в верности подсоединения всех кабелей.
- Снизить значение индуктивности, используя силовые кабели длиной до 15 м.
- Повысить эффективность варки, избегая наматывания кабелей вокруг предметов, проводимых ток.
Очень важно правильно настраивать форму импульсной волны при MIG, поскольку от этого качественность провара и эстетичность шва.
Необходимое оборудование и материалы
Сварочный аппарат имеет несложную конструкцию, поэтому при наличии необходимого оборудования и материалов можно соорудить устройство для импульсной сварки своими руками. Для этого нужно подготовить следующие детали:
Для этого нужно подготовить следующие детали:
- низкочастотный выпрямитель напряжения;
- высокочастотный преобразователь трансформаторного типа;
- инверторный блок с транзисторами;
- трансформатор с понижающими обмотками;
- блок управления;
- силовой фильтр;
- рабочий шунт;
- система подачи проволоки.
Все составляющие несложно найти, стоят они недорого. После подготовки оборудования остается подсоединить детали согласно схеме. При выборе деталей нужно обратить внимание на их качество. Особенно не стоит экономить на транзисторах, поскольку именно они ломаются чаще всего.
Общая информация
Для начала определимся с терминами, поскольку у многих возникает путаница. Запомните: инвекторно импульсных аппаратов не существует. Само слово «инвектор» — это просто неправильное написание слова «инвертор». Просто забудьте о самом словосочетании «инвекторный аппарат».
Следующее, что вам нужно понять: импульсный инверторный аппарат и аппарат для импульсной сварки (импульсный сварочный аппарат) — это две разных вещи.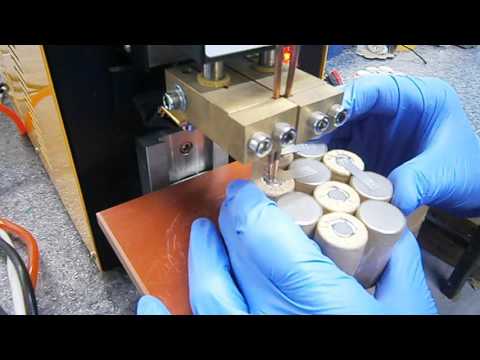 Импульсная сварка — это совсем другая сварочная технология, которая к инвертору не имеет никакого отношения. Такая путаница возникает именно из-за слова «импульсный».
Импульсная сварка — это совсем другая сварочная технология, которая к инвертору не имеет никакого отношения. Такая путаница возникает именно из-за слова «импульсный».
А инверторный аппарат часто называют импульсным, потому что в его основе лежит применение источника питания, работающего по импульсному режиму. Так что мы рекомендуем использовать словосочетания «инверторный сварочный аппарат» или просто «инвертор». Так вы будете правильно поняты. В этой статье мы будем использовать термин «инвертор».
С терминами разобрались, перейдем к самому понятию. Итак, сварочный инверторный аппарат — это разновидность сварочного оборудования, которое обеспечивает питание дуги за счет встроенного в аппарат инвертора. Для сравнения, в сварочном оборудовании других типов в качестве источника питания дуги может выступать трансформатор, выпрямитель или генератор.
На данный момент инверторные аппараты являются самыми востребованными и распространенными. Они появились сравнительно недавно, в конце 20 века. В начале 21 века инженеры существенно доработали эту технологию и создали инверторные аппараты для широко круга потребителей.
В начале 21 века инженеры существенно доработали эту технологию и создали инверторные аппараты для широко круга потребителей.
Разновидности
Существует несколько типов инверторных сварочных аппаратов: инверторы для ММА сварки, для TIG сварки и для MIG/MAG сварки. Аппараты для TIG и MIG/MAG принято называть полуавтоматом, поскольку в данной технологии используется присадочная проволока, в полуавтоматическом режиме подающаяся в зону сварки с помощью специального механизма.
Все инверторы имеют схожее устройство и отличаются лишь вольт-амперными характеристиками. Это значит, что из любого ММА инвертора можно сделать, например, TIG инвертор, просто изменив эти самые вольт-амперные характеристики и добавив к конструкции дополнительные компоненты в виде механизма подачи проволоки и т.п.
Достоинства и недостатки
Инверторный сварочный аппарат обладает своими плюсами и минусами, как любое другое сварочное оборудование. Мы перечислим основные.
Начнем с достоинств. Прежде всего, все инверторы очень компактны. Это особенно заметно при сравнении инвертора и классического трансформатора или выпрямителя. Сейчас в продаже можно найти инверторы весом не более 5 кг, тогда как обычный трансформаторный сварочный аппарат весит несколько десятков килограммов.
Прежде всего, все инверторы очень компактны. Это особенно заметно при сравнении инвертора и классического трансформатора или выпрямителя. Сейчас в продаже можно найти инверторы весом не более 5 кг, тогда как обычный трансформаторный сварочный аппарат весит несколько десятков килограммов.
Все дело в применении компактных источников питания, которые являются «сердцем» любого инвертора. Также инверторы снабжаются электроникой, благодаря которой удалось добавить в сварочный аппарат ряд дополнительных функций. Чаще всего в инверторах можно встретить такие функции как форсаж дуги, горячий старт и антизалипание. Эти функции не доступны в других типах сварочного оборудования.
КПД у инверторов гораздо выше, чем у других сварочных аппаратов. Также дуга легче поджигается и горит стабильнее, металл практически не разбрызгивается во время сварки, а все настройки регулируются плавно и интуитивно понятно.
Sunstone Welders > Обучение и безопасность в области микросварки > Лучшие сварочные аппараты Micro TIG и Pulse Arc Welder
Прежде чем мы начнем работу с нашими самыми популярными продуктами, вам необходимо сначала понять их концепцию. Узнайте, что такое сварка TIG и импульсная дуговая сварка, а также для чего они используются, читая дальше.
Узнайте, что такое сварка TIG и импульсная дуговая сварка, а также для чего они используются, читая дальше.
Что такое сварка TIG?
Дуговая сварка вольфрамовым электродом также известна как сварка вольфрамовым электродом в среде инертного газа. Это процесс дуговой сварки, в котором для получения сварного шва используется плотный неплавящийся вольфрамовый электрод. Как следует из названия, в этом процессе используется инертный газ, обычно аргон, для защиты и охлаждения сварочной ванны.
Для чего используется сварка ВИГ?
Теперь, когда мы знаем, что такое сварка TIG, давайте выясним, для чего мы ее используем. Сварка ВИГ обеспечивает более высокую точность и контроль, чем большинство сварочных процессов, и используется в различных отраслях промышленности, где необходим определенный уровень контроля, например:
1. Авиакосмическая промышленность — Компоненты самолетов и космических кораблей обычно изготавливаются с использованием сварки ВИГ. К ним относятся коммерческие самолеты, на которых летают люди, а также сложная Международная космическая станция и прочные космические челноки, которые использует Национальное управление по аэронавтике и аэрокосмической отрасли. Все они выиграли от прочности и точности методов сварки TIG.
К ним относятся коммерческие самолеты, на которых летают люди, а также сложная Международная космическая станция и прочные космические челноки, которые использует Национальное управление по аэронавтике и аэрокосмической отрасли. Все они выиграли от прочности и точности методов сварки TIG.
2. Автомобилестроение . Безопасность и надежность являются основными задачами в автомобильной промышленности. Опять же, прочность и точность, которые предлагает процесс сварки TIG, бесценны для автопроизводителей во всем мире. В автоспорте сварка TIG снова используется для изготовления гоночных автомобилей, делая их легкими и прочными, способными выдерживать аварии и обеспечивать безопасность водителей.
3. Ремонт — этот процесс часто используют небольшие предприятия, в которых работают квалифицированные сварщики. С помощью сварочных аппаратов TIG они фиксируют более мелкие и сложные детали, такие как детская игрушка, предмет мебели или металлоконструкции для дома.
4. Искусство и ювелирные изделия – Уровень контроля и точности, который предлагает сварка TIG, не имеет себе равных по сравнению с другими процессами сварки. По этой причине сварка TIG используется для изготовления сложных объектов различных размеров, форм и металлов для создания великих произведений искусства. В ювелирных изделиях он часто используется для изготовления и ремонта металлов, таких как кольца, ожерелья, браслеты и так далее.
Что такое аппарат для импульсной дуговой сварки?
Итак, как аппарат для импульсной дуговой сварки подключается к аппарату для сварки TIG? Простой. Импульсно-дуговые сварочные аппараты представляют собой микросварочные аппараты TIG.
Аппарат для импульсной дуговой сварки использует бесконтактный метод с использованием электрической энергии для получения высококачественных сварных швов. Вам не нужно применять силу. Все, что вам нужно, это неплавящийся вольфрамовый электрод, который на некоторых аппаратах для импульсной дуговой сварки обычно имеет заостренный наконечник. Как следует из названия, в аппарате для импульсной дуговой сварки между вольфрамовым электродом и заготовкой возникает дуга. Генерируемая дуга создает высокотемпературную плазму, способную расплавить металл.
Как следует из названия, в аппарате для импульсной дуговой сварки между вольфрамовым электродом и заготовкой возникает дуга. Генерируемая дуга создает высокотемпературную плазму, способную расплавить металл.
Импульсно-дуговая сварка представляет собой высокоточный, тип TIG, плазменный разряд, процесс сварки. Импульсно-дуговые сварочные аппараты Sunstone Engineering способны обеспечивать чрезвычайно точный разряд энергии. Каждый плазменный разряд создает небольшие сварные швы, подобные лазеру. Импульсная дуговая сварка, как и лазерная сварка, обычно представляет собой процесс сварки кромок. Сварочное пятно образуется, когда вольфрамовый электрод удаляется от поверхности сварного шва, и процесс плавления начинается снаружи и проникает внутрь. Как и традиционная сварка TIG, импульсная дуговая сварка может использоваться для добавления дополнительного материала, например, присадочной проволоки. Это полезно во многих случаях, когда для дополнительной прочности требуется дополнительный материал. Кроме того, импульсная дуговая сварка также может использоваться для плавления и сплавления деталей без необходимости использования заполняющей проволоки. В отличие от традиционной широкомасштабной сварки TIG, импульсная дуговая сварка позволяет создавать сварные швы, перекрывающие зазоры между деталями. Частично это связано с высокими пиковыми сварочными токами и динамикой жидкого металла, которые возникают во время короткого процесса сварки.
Кроме того, импульсная дуговая сварка также может использоваться для плавления и сплавления деталей без необходимости использования заполняющей проволоки. В отличие от традиционной широкомасштабной сварки TIG, импульсная дуговая сварка позволяет создавать сварные швы, перекрывающие зазоры между деталями. Частично это связано с высокими пиковыми сварочными токами и динамикой жидкого металла, которые возникают во время короткого процесса сварки.
Дополнительным преимуществом импульсной дуговой сварки является крайне низкое потребление энергии для создания сварного шва. Это свойство сварки означает, что даже чувствительные к нагреву детали или детали могут быть сварены с очень низкой вероятностью термического повреждения. Импульсная дуговая сварка также помогает уменьшить любые искажения, которые обычно возникают при других процессах сварки. Импульсная дуговая сварка
— это универсальный и экономичный сварочный процесс для различных областей применения. Компания Sunstone будет рада помочь вам сварить ваше приложение или помочь вам внедрить импульсную дуговую сварку на вашем предприятии. Свяжитесь с нами, чтобы узнать, какое решение будет лучшим для вашего бизнеса.
Свяжитесь с нами, чтобы узнать, какое решение будет лучшим для вашего бизнеса.
Как пользоваться импульсно-дуговой сваркой?
Аппараты для импульсной дуговой сварки отлично подходят для сварки меди, платины, титана, нержавеющей стали, серебра и золота. Это делает сварку намного более эффективной, чистой и управляемой, особенно когда речь идет о таких задачах, как ремонт отливок и калибровочных колец. Вы даже можете использовать аппарат для импульсной дуговой сварки для более сложных работ, таких как сварка разнородных металлов.
Из-за того, насколько прочными и надежными являются сварные швы, созданные с помощью аппаратов для импульсной дуговой сварки, следующие отрасли промышленности используют его для своих сварочных нужд:
- Optics
- Mold and Die
- Dental
- Jewelry
- Research and development
Get a more detailed insight on the pulse arc welding process by watching this video.
Импульсно-дуговые сварочные аппараты — это наш продукт с самым высоким рейтингом, но наши клиенты часто покупают следующие аппараты.
1. Система импульсной дуговой сварки Orion mPulse 30
Система импульсной дуговой сварки Orion mPulse 30 особенно подходит для легких ремонтных работ и ювелирных изделий. Обладая потенциалом мощности 30 мс, этот сварочный аппарат с термопарой может использоваться практически любым человеком и способен выполнять все виды работ. Это идеальный инструмент для любителей и начинающих благодаря компактному размеру и простому в использовании пользовательскому интерфейсу с сенсорным экраном.
Диапазон значений мощности от 3,0 мс до 30 мс с шагом 1 мс, всего 27 различных параметров мощности на выбор. Размеры точечной сварки варьируются от 1 мм до 1,5 мм в зависимости от материала заготовки и выбранной мощности.
Orion mPulse 30 — идеальный инструмент для работы с золотом, серебром и многими другими металлами, используемыми при изготовлении и ремонте ювелирных изделий. Другие хрупкие предметы, такие как металлические оправы для очков, теперь можно починить с помощью Orion mPulse 30. Это делает его отличным помощником в любой мастерской по ремонту очков. Конструкция такова, что позволяет оператору использовать mPulse 30 обеими руками для большей точности. Встроенный пользовательский интерфейс с сенсорным ЖК-дисплеем также позволяет легко выбирать правильную настройку мощности на лету, без необходимости возиться с примитивными ручками или кнопками. Все, что вам нужно знать, отображается на экране, так что вам не придется гадать.
Другие хрупкие предметы, такие как металлические оправы для очков, теперь можно починить с помощью Orion mPulse 30. Это делает его отличным помощником в любой мастерской по ремонту очков. Конструкция такова, что позволяет оператору использовать mPulse 30 обеими руками для большей точности. Встроенный пользовательский интерфейс с сенсорным ЖК-дисплеем также позволяет легко выбирать правильную настройку мощности на лету, без необходимости возиться с примитивными ручками или кнопками. Все, что вам нужно знать, отображается на экране, так что вам не придется гадать.
В целом система импульсной дуговой сварки Orion mPulse 30 является отличным инструментом для выполнения легких ремонтных работ и изготовления небольших предметов, таких как украшения. Полноценный продукт, стоящий своих денег.
2. Система импульсной дуговой сварки Orion 150s
Система импульсной дуговой сварки Orion 150s – мечта микросварщика. Это универсальный инструмент. Вы можете увидеть это в лабораториях, университетах и научно-исследовательских институтах по всему миру. Orion 150s представляет собой комбинацию аппарата для импульсной дуговой сварки и аппарата для контактной сварки разрядом в одном великолепном корпусе. Это позволяет любому опытному сварщику с Orion 150 реализовать почти бесконечное количество творческих возможностей.
Orion 150s представляет собой комбинацию аппарата для импульсной дуговой сварки и аппарата для контактной сварки разрядом в одном великолепном корпусе. Это позволяет любому опытному сварщику с Orion 150 реализовать почти бесконечное количество творческих возможностей.
Аппарат Orion 150s обладает значительным потенциалом мощности, достигающим 150 Дж энергии импульсной дуговой сварки. Несмотря на огромную мощность, которую предлагает Orion 150s, он также идеально подходит для работы с низким энергопотреблением. Он может давать всего 1 Дж энергии и может быть увеличен всего на 0,2 Дж на шаг, до 150 Дж для 1000 настроек мощности. Эти настройки представляют собой беспрецедентный уровень контроля, которого нет у других конкурентов.
Как и все продукты Orion, модель 150s имеет очень подробный пользовательский интерфейс с сенсорным ЖК-дисплеем. На экране отображается все, что вам нужно, от настроек мощности, типа материала и даже настроек двух языков для английского и испанского языков.
Другими уникальными особенностями Orion 150 являются технологии зажигания сварки и режима скорости сварки, которые уникальны для каждого продукта Orion. Контролируя и поднимая электрод перед отсоединением сварного шва, можно продлить срок службы электрода. Это также предохраняет электрод от осечек и прилипания к рабочему материалу. Режим скорости сварки позволяет использовать одиночный (1 сварка в секунду) или быстрый огонь (5 сварок в секунду). Это позволит вам работать в нужном вам темпе.
В целом, система импульсной дуговой сварки Orion 150s является замечательным инструментом практически для всех видов микросварочных работ и незаменима в любом бизнесе. Инвестиция стоит каждой копейки.
3. Сварочный аппарат Orion 100c Pulse-Arc/Micro-TIG
Комбинация 2 в 1 Orion 100c делает его надежным инструментом для любого мастера по металлу, который может справиться практически с любым типом применения, с которым он может столкнуться. Orion 100c представляет собой комбинацию аппарата для импульсной дуговой сварки и аппарата для контактной сварки разрядом в одном великолепном корпусе. Это позволяет любому опытному сварщику с Orion 100c реализовать почти бесконечное количество творческих возможностей.
Это позволяет любому опытному сварщику с Orion 100c реализовать почти бесконечное количество творческих возможностей.
Как и Orion 150s, Orion 100c также способен производить до 100 Дж энергии импульсной дуговой сварки с высоким уровнем контроля.
Пользовательский интерфейс с полностью сенсорным ЖК-дисплеем позволяет оператору полностью контролировать Orion 100c, отображая все необходимое на дисплее. Это делает Orion 100c очень интуитивно понятным и простым в использовании, поскольку вас не замедляют примитивные ручки или кнопки по сравнению с другими продуктами на рынке.
Orion 100c также оснащен технологией зажигания сварного шва, которая продлевает срок службы электрода за счет подъема электрода перед контактом с заготовкой и освобождения сварного шва. Это защищает 100c от осечек и предотвращает прилипание электрода к заготовке.
Ничто не сравнится по мощности и точности — поистине великолепный продукт.
Вопросы? Обратная связь? на базе программного обеспечения для онлайн-чата Olark
Предметы: 1–2 из 2
Показать: 12
- 12
- 24
- 48
- 96
- 192
- 384
- 768
Сварочные аппараты для импульсной дуговой микросварки TIG
Сварочные аппараты серии Orion i представляют собой самые передовые системы для микроимпульсной дуговой сварки, в которых используется недавно разработанная технология Intelligent Welding™. Эта новая технология упрощает процесс сварки за счет автоматической настройки параметров сварки для любого металла или области применения. Кроме того, пользователи могут воспользоваться интерактивной навигацией с помощью сенсорного экрана, высокочастотным перемешиванием для сложных металлов, таких как палладий, адаптивным зажиганием сварного шва для увеличения срока службы электрода, новой многоимпульсной настройкой для лазерной сварки и т. д. Сварочные аппараты серии i продолжают наследие Orion, предлагая наиболее высокотехнологичное, универсальное и доступное решение для сварки на современном рынке.
Эта новая технология упрощает процесс сварки за счет автоматической настройки параметров сварки для любого металла или области применения. Кроме того, пользователи могут воспользоваться интерактивной навигацией с помощью сенсорного экрана, высокочастотным перемешиванием для сложных металлов, таких как палладий, адаптивным зажиганием сварного шва для увеличения срока службы электрода, новой многоимпульсной настройкой для лазерной сварки и т. д. Сварочные аппараты серии i продолжают наследие Orion, предлагая наиболее высокотехнологичное, универсальное и доступное решение для сварки на современном рынке.
Как и в других сварочных аппаратах Orion, в сварочных аппаратах серии Orion i используются две разные технологии сварки — импульсная дуга и прихватка. В режиме Tack Mode используется технология контактной сварки с мощностью до 250 ватт-секунд. Режим Tack идеально подходит для временного размещения или постоянной сварки плавлением. Режим импульсной дуги использует технологию импульсно-дуговой сварки и состоит из четырех различных диапазонов энергии: ультра, микро, нано и пико. Диапазон энергии Ultra использует до 250 Дж энергии (в зависимости от модели) для проектов, требующих более глубокого проникновения или большего размера пятна. Диапазон микроэнергии использует до 30 Дж энергии и идеально подходит для умеренного проникновения и более тонких деталей. Диапазон энергии Nano обеспечивает точный контроль энергии сварки в диапазоне от 1,5 до 5 Дж. Диапазон энергии Pico обеспечивает чрезвычайно точное регулирование энергии сварки в диапазоне от 0,01 до 1,5 Дж, что идеально подходит для очень тонких сварных швов. Используя режимы сварки Orion и диапазоны энергии вместе, пользователи могут испытать самую универсальную и полную из доступных сварочных систем.
Диапазон энергии Ultra использует до 250 Дж энергии (в зависимости от модели) для проектов, требующих более глубокого проникновения или большего размера пятна. Диапазон микроэнергии использует до 30 Дж энергии и идеально подходит для умеренного проникновения и более тонких деталей. Диапазон энергии Nano обеспечивает точный контроль энергии сварки в диапазоне от 1,5 до 5 Дж. Диапазон энергии Pico обеспечивает чрезвычайно точное регулирование энергии сварки в диапазоне от 0,01 до 1,5 Дж, что идеально подходит для очень тонких сварных швов. Используя режимы сварки Orion и диапазоны энергии вместе, пользователи могут испытать самую универсальную и полную из доступных сварочных систем.
Посмотрите, как работают наши прецизионные сварщики, на нашем канале YouTube
- Серия M
- Серия C
- Серия S
- Серия I
- Видеокарты
- s
- s
Orion mPulse 30
Обладая потенциалом мощности 30 мс, этот сварочный аппарат с термопарой может использоваться практически любым человеком и способен выполнять все виды работ. Он идеально подходит для тех, кому нужен сварочный аппарат для выполнения быстрых небольших сварных швов с небольшим рабочим циклом.
Он идеально подходит для тех, кому нужен сварочный аппарат для выполнения быстрых небольших сварных швов с небольшим рабочим циклом.
Параметры мощности mPulse варьируются от 5,0 до 30 мкс с шагом 2,5 мкс — это 11 различных параметров мощности на выбор. Размер пятна сварки при наименьшей настройке составляет около 1 мм, в зависимости от вашего материала. Самая большая настройка 30ws даст пятно сварки диаметром примерно 1,5 мм, опять же, в зависимости от материала, который вы свариваете.
Устройство mPulse удивительно хорошо работает с золотом, серебром и многими другими металлами, используемыми при создании и ремонте ювелирных изделий. Это превосходная альтернатива любому припою; и, имея размеры 5,5 x 5,25 x 3,625 дюйма, mPulse почти не занимает места на вашем столе.
Наши клиенты используют сварочный аппарат с термопарами mPulse 30 для различных применений, помимо ювелирных изделий. Многие мастерские по ремонту стеклянных рам теперь могут починить сломанные титановые рамы. Небольшие царапины на пресс-формах легко заглаживаются проволокой и сварочным швом от mPulse.
Небольшие царапины на пресс-формах легко заглаживаются проволокой и сварочным швом от mPulse.
Orion «mPulse Plus Mounted » — это самый маленький аппарат для импульсной дуговой сварки, устанавливаемый на кронштейн микроскопа.
Обладая потенциалом мощности 30 мс, его может использовать любой, и он способен выполнять все виды работ. Он идеально подходит для тех, кому нужен малогабаритный аппарат для импульсной дуговой сварки для выполнения быстрых сварных швов с малым рабочим циклом.
Параметры мощности «mPulse Plus Mounted» варьируются от 3·0 мс до 30 мс с шагом 1 мс — это 27 различных параметров мощности на выбор. Размер пятна сварки при наименьшей настройке составляет около 1 мм, в зависимости от вашего материала. Наибольшая установка 30ws даст пятно сварки диаметром приблизительно 1,5 мм, опять же, в зависимости от материала, который вы свариваете.
Аппарат для импульсной дуговой сварки «mPulse Plus Mounted» удивительно хорошо работает с золотом, серебром и многими другими металлами, используемыми при создании и ремонте ювелирных изделий. Аппарат для импульсной дуговой сварки становится незаменимым инструментом для зуботехнических лабораторий или мастерских по ремонту очков, поскольку он дает им возможность починить сломанные детали или оправы за считанные секунды. Импульсно-дуговая сварка является превосходной альтернативой любому припою, и, имея размеры всего 75 мм x 75 мм x 500 мм, mPulse Plus Mounted почти не занимает места на рабочем столе.
Аппарат для импульсной дуговой сварки становится незаменимым инструментом для зуботехнических лабораторий или мастерских по ремонту очков, поскольку он дает им возможность починить сломанные детали или оправы за считанные секунды. Импульсно-дуговая сварка является превосходной альтернативой любому припою, и, имея размеры всего 75 мм x 75 мм x 500 мм, mPulse Plus Mounted почти не занимает места на рабочем столе.
Как такая маленькая машина может так много сделать? Мы постоянно совершенствуем и совершенствуем технологию сварки, применяемую в продукции, которую мы производим уже более 10 лет. Созданный с учетом потребностей наших клиентов, каждый аппарат для импульсной дуговой сварки Orion является демонстрацией того, почему наша продукция превосходит конкурентов благодаря исследованиям и разработкам нашей команды инженеров с докторской степенью.
Orion 100c2
Orion 100c2 — это компактный сварочный аппарат Orion начального уровня, разработанный и разработанный для удовлетворения потребностей рынка: меньшие габариты для экономии места, простой в использовании интерфейс с сенсорным экраном для быстрого доступ и регулировка параметров сварки, варианты высокочастотного перемешивания для трудносвариваемых металлов, и все это при низких первоначальных затратах. Orion 100c продолжает наследие Orion, предлагая самое высокотехнологичное, универсальное и доступное решение для сварки на современном рынке.
Orion 100c продолжает наследие Orion, предлагая самое высокотехнологичное, универсальное и доступное решение для сварки на современном рынке.
Orion 100c предлагает два различных режима сварки: режим импульсной дуги и микрорежим. Независимо от того, требуется ли сварка высокой мощности или сложные, точные сварные швы вокруг драгоценных компонентов, Orion 100c обладает гибкостью для сварки с высокой мощностью и точностью.
Линейка продуктов Orion Welders может помочь пользователям увеличить прибыль, сэкономить время и раскрыть потенциал. Используя инновационную импульсно-дуговую технологию, сварочные аппараты Orion выполняют лазерную сварку по более низкой цене. Используя новую технологию, пользователи могут научиться сварке за считанные минуты и настроить каждый аспект машины в соответствии со своими предпочтениями.
Доступны аксессуары. Пожалуйста, свяжитесь с PW для получения дополнительной информации.
Orion 150s2
Микросварочный аппарат Orion 150s2, наша модель среднего класса, является идеальным решением для любых небольших сварочных работ.
Сварочные аппараты серии s можно увидеть в лабораториях, университетах и научно-исследовательских институтах по всему миру.
Сварочный аппарат 150s2 с функциями, созданными нашей командой инженеров-сварщиков, по цене ниже конкурентов и может похвастаться потенциалом мощности до 150 Дж энергии импульсной дуговой сварки. Несмотря на свою мощность, 150s2 также идеально подходит для нужд малой мощности, работая всего на 2 Дж энергии. Даже с таким большим диапазоном мощности сохраняется полный контроль, поскольку 150-е регулируются с шагом 0,2 Дж.
Микросварочный аппарат 150s2 имеет два режима сварки: Pulse Arc Mode и Tack Mode . В режиме Tack Mode легко временно соединить две отдельные части вместе. Импульсно-дуговой режим позволяет выполнять полноценную микросварку практически на любом проводящем металле. Просто отрегулируйте мощность в соответствии с типом металла и толщиной вашего изделия и областью применения.
Независимо от того, требуется ли сварка высокой мощности или сложные, точные сварные швы вокруг ценных компонентов, Orion 150s2 предлагает универсальную, компактную и доступную систему микросварки в простом в использовании корпусе.
Доступны аксессуары. Пожалуйста, свяжитесь с PW для получения дополнительной информации.
Orion 250s2
Orion 250s2, наша модель среднего класса с повышенной мощностью, которая может похвастаться мощностью до 250 Дж энергии импульсно-дуговой сварки. Несмотря на свою мощность, 250s2 также идеально подходит для нужд малой мощности, вырабатывая всего 1 Дж энергии. Даже при таком большом диапазоне мощности сохраняется полный контроль, поскольку 250s2 регулируется с шагом 0,2 джоуля.
Модель 250s имеет два режима сварки: Импульсный дуговой режим и Прихваточный режим . Независимо от того, требуется ли сварка высокой мощности или сложные, точные сварные швы вокруг ценных компонентов, Orion 250s2 предлагает универсальную, компактную и доступную сварочную систему в простом в использовании корпусе.
Доступны аксессуары. Пожалуйста, свяжитесь с PW для получения дополнительной информации.
Orion 200 i2
Orion 200i2 (патент D740,338) — это самый передовой продукт для импульсной дуговой сварки в мире. Он оснащен функциями, которые упростят сварочные работы любого ювелира, ювелира или мастера по серебряным изделиям. Инновационные функции включают в себя: режим сварки Pico для сложных сварных швов с энергией всего 0,01 Дж для получения поистине микроскопических сварных швов; пользовательские настройки до 200 джоулей энергии для крупных серебряных или платиновых изделий; большой 10-дюймовый сенсорный экран с доступом в одно касание ко всем параметрам импульсной дуговой сварки; идеальная компактная конструкция; и 3 уникальных варианта формы волны импульса на выбор: Classic Orion (для пользователей Orion, которые полюбили сварку, производимую Orion 150i), Triangle (для сглаживания сварки) и Square (лазерная сварка за небольшую часть стоимости). ).
Он оснащен функциями, которые упростят сварочные работы любого ювелира, ювелира или мастера по серебряным изделиям. Инновационные функции включают в себя: режим сварки Pico для сложных сварных швов с энергией всего 0,01 Дж для получения поистине микроскопических сварных швов; пользовательские настройки до 200 джоулей энергии для крупных серебряных или платиновых изделий; большой 10-дюймовый сенсорный экран с доступом в одно касание ко всем параметрам импульсной дуговой сварки; идеальная компактная конструкция; и 3 уникальных варианта формы волны импульса на выбор: Classic Orion (для пользователей Orion, которые полюбили сварку, производимую Orion 150i), Triangle (для сглаживания сварки) и Square (лазерная сварка за небольшую часть стоимости). ).
В Orion 200i2 также представлена запатентованная функция — режим «Шов» — революционный прорыв в импульсной дуговой сварке. Режим «Шов» позволяет пользователям имитировать лазерную сварку со скоростью сварки до 30 сварок в секунду. Запатентованный Orion 200i2 — это полнофункциональный прецизионный сварочный аппарат со скоростью лазера в сочетании с универсальностью, мощностью и простотой импульсной дуговой сварки.
Orion 250 i2
Как и 200i2, новый Orion 250i2 (патент D740,338) оснащен функциями, которые упростят сварочные нужды любого пользователя. Инновационные функции включают в себя: режим сварки Pico для сложных сварных швов с энергией всего 0,01 Дж для получения поистине микроскопических сварных швов; выбираемая пользователем энергия до 250 Дж для крупных изделий; большой 10-дюймовый сенсорный экран с доступом в одно касание ко всем параметрам сварки; идеальная компактная конструкция; и 3 уникальных варианта формы волны импульса на выбор: Classic Orion (для пользователей Orion, которые полюбили сварные швы, производимые Orion 150i), Triangle (для сглаживания сварных швов) и Square (лазерная сварка). И представляем новый режим «Шов» — революционный прорыв в микроимпульсной дуговой сварке. Шовный режим на 250i2 позволяет пользователям имитировать лазерную сварку со скоростью сварки до 30 сварок в секунду за 5 секунд: это 150 сварок за 5 секунд! Запатентованный Orion 250i2 сочетает в себе точность и скорость лазера с универсальностью, мощностью и простотой импульсной дуговой сварки.
Система Orion 250i2 EV
Совершенно новый дизайн и новые характеристики. Это последнее обновление включает в себя все замечательные функции нашей предыдущей модели и добавляет к ним новую моторизованную сварочную головку, обеспечивающую больший контроль, точность и однородность каждого сварного шва. Производители могут производить более легкие и компактные аккумуляторные блоки без ущерба для мощности или емкости.
Одной из самых больших проблем при сварке аккумуляторов для электромобилей является поиск сварщика, способного сваривать металлы с высокой проводимостью, такие как медь и алюминий. Внутри литий-ионной батареи находятся различные медные и/или алюминиевые компоненты, по которым проходит электрический ток (например, шины). Эти компоненты обычно соединяются либо с одинаковыми, либо с разными материалами для облегчения прохождения электрического тока. Если соединение выполнено неправильно, существует вероятность падения напряжения из-за сопротивления между двумя частями.
Система ЧПУ Orion 250I2 EV
Совершенно новый дизайн и новые характеристики. Это последнее обновление включает в себя все замечательные функции нашей предыдущей модели и добавляет к ним новую моторизованную сварочную головку, обеспечивающую больший контроль, точность и однородность каждого сварного шва. Производители могут производить более легкие и компактные аккумуляторные блоки без ущерба для мощности или емкости.
Одной из самых больших проблем при сварке аккумуляторов для электромобилей является поиск сварщика, способного сваривать металлы с высокой проводимостью, такие как медь и алюминий. Внутри литий-ионной батареи находятся различные медные и/или алюминиевые компоненты, по которым проходит электрический ток (например, шины). Эти компоненты обычно соединяются либо с одинаковыми, либо с разными материалами для облегчения прохождения электрического тока. Если соединение выполнено неправильно, существует вероятность падения напряжения из-за сопротивления между двумя частями.
Микросварка TIG [импульсно-дуговая] — как это работает?
Быстрая навигация
- Что такое микросварка TIG?
- Micro TIG Equipment, Tools, and Consumables
- Micro TIG Welding Machine
- Accessories and Consumables
- Shielding Gas
- Micro TIG Weldable Materials
- Laser welding vs. micro TIG welding
- Advantages and Drawbacks
- Сварка микровольфрамом в среде инертного газа
- Ресурсы:
Что такое микросварка TIG?
Micro TIG — это процесс дуговой сварки, в котором используются основные принципы реальной сварки TIG, называемой макро TIG. Однако его уникальность заключается в том, что плазменная дуга производит тепло до 9000°F между вольфрамовым электродом и заготовкой. Результирующее тепло затем создает соединение.
Как и при макросварке TIG, инертный защитный газ, обычно чистый аргон, удаляет воздух из сварочной ванны. Отсутствие воздуха в бассейне снижает требования к сопротивлению или напряжению для прыжка через зазор.
Отсутствие воздуха в бассейне снижает требования к сопротивлению или напряжению для прыжка через зазор.
Благодаря более низкому току в течение более короткого времени и более точному контролю, чем макро-сварка TIG, микро-TIG может соединять материалы тоньше 0,026 квадратных дюймов, такие как медные шины. Вы можете использовать процесс сварки Micro TIG для сварки таких материалов, как провода термопар, толщиной до 0,0002 квадратных дюйма.
Оборудование, инструменты и расходные материалы для Micro TIG
Для выполнения сварки Micro TIG вам потребуется оборудование, включающее источник питания, горелку, электроды и защитное сопло. Иногда можно добавить присадочный металл, но вам также понадобится защитный газ.
Сварочный аппарат Micro TIG
Сварка микроволфрамом в среде инертного газа позволяет получить высококачественные сварные швы, но аппараты должны обеспечивать силу тока, иногда менее 5 ампер.
Кроме того, импульс является обязательным для достижения высокого качества сварных швов. Обычно импульс ограничен 4 секундами, но иногда его можно разделить на несколько мини-импульсов.
Обычно импульс ограничен 4 секундами, но иногда его можно разделить на несколько мини-импульсов.
Сварочный аппарат Micro TIG должен обеспечивать стабильную дугу при низкой силе тока. Вы должны выбрать плавный пуск, который может помочь в создании дуги, а затем постепенно увеличивать мощность, чтобы увидеть форму сварочной ванны.
В большинстве случаев сварка выполняется при силе тока 10-12 ампер, тогда как для более толстых деталей используется ток до 30 ампер. Иногда для наиболее деликатных проектов требуется ток менее 5 ампер для создания надлежащего соединения. не так высок.
Таким образом, горелка не является самой важной частью, но вам придется установить неплавящийся вольфрамовый электрод небольшого диаметра.
Для микросварки TIG можно использовать даже вольфрамовые электроды 0,020. Однако измельчение такого маленького вольфрама может быть сложной задачей, и вы должны быть особенно осторожны при работе с торированным вольфрамом, поскольку торий радиоактивен.
Вольфрамовый материал Micro TIG :
- Чистый вольфрам: в основном используется для сварки алюминия методом микроtig
- Торированный вольфрам: широко используется, распространен, содержит радиоактивные ингредиенты; результаты могут отличаться в приложениях переменного тока
- Вольфрам с церием: низкая стоимость и простота в использовании, подходит как для переменного, так и для постоянного тока без разбрызгивания
Для конкретного применения потребуются аксессуары и расходные материалы, такие как присадочные стержни, для улучшения контакта и соединения. В зависимости от размера ремонта вам, как правило, потребуется обеспечить диаметр от 005 до 0,020 дюйма. по диаметру присадочного материала. Присадочный металл либо подбирается непосредственно к основному металлу, либо выбирается в зависимости от его твердости и конечного применения.
Защитный газ
Как и для обычной сварки TIG, для микро TIG обычно требуется чистый аргон в качестве защитного газа. Инертный газ, такой как аргон, удаляет воздух из ванны, снижая сопротивление и обеспечивая правильную установку детали. Несмотря на то, что 100% аргон используется во многих случаях, для алюминия марок 6061 и 7075 потребуется 100% гелий.
Инертный газ, такой как аргон, удаляет воздух из ванны, снижая сопротивление и обеспечивая правильную установку детали. Несмотря на то, что 100% аргон используется во многих случаях, для алюминия марок 6061 и 7075 потребуется 100% гелий.
Хорошей практикой для улучшения покрытия защитным газом является использование газовой линзы. Газовая линза заменяет стандартный корпус цанги и создает более протяженный, невозмущенный ламинарный поток защитного газа. Поскольку микросварка TIG выполняется в контролируемой среде и при низком токе, скорость потока также ниже, обычно в пределах 5-10 кубических футов в час.
Свариваемые материалы Micro TIG
Поскольку сварка Micro TIG считается бесконтактным процессом, поскольку для соединения металла используется тепло на поверхности, наилучшие результаты получаются при соединении металлов одного и того же сорта.
Тем не менее, этот процесс можно использовать для соединения разнородных металлов.
Некоторыми из наиболее распространенных свариваемых материалов являются медь, фосфористая бронза, железо, никель, нержавеющая сталь, молибден, вольфрам, платина и титан.
Содержание цинка может повлиять на качество сварного шва и привести к появлению неровностей, поэтому сварка оцинкованной стали или латуни не рекомендуется. Сварка алюминия постоянным током может быть сложной задачей, поскольку оксид алюминия, образующийся на поверхности, имеет гораздо более высокую температуру плавления, чем алюминиевая основа.
Чтобы упростить сварку алюминия и избежать коррозии и загрязнения, ваш сварщик должен предложить технологию TIG на переменном токе с низким пусковым током до 5 ампер. Расширенный контроль баланса, от 30 до 99 процентов отрицательного электрода, обеспечит превосходную чистоту, а регулируемая выходная частота от 20 до 400 Гц помогает регулировать силу дуги. Высококачественная функция, такая как формирование прямоугольной волны переменного тока, всегда является хорошим вариантом.
Покрытие, как правило, не представляет проблемы, поскольку материал обычно имеет более низкую температуру плавления. Однако могут возникнуть проблемы, такие как образование сажи во время сварки. Таким образом, сварка более тонкого покрытия дает наилучшие результаты.
Таким образом, сварка более тонкого покрытия дает наилучшие результаты.
Сравнение лазерной сварки и микросварки TIG
Лазерная сварка нашла применение во многих отраслях и областях применения благодаря своей превосходной точности и низкой температуре, что позволяет работать с более тонкими материалами. Часто возникает вопрос, что лучше, лазерная сварка или микро TIG?
Хотя лазерная сварка превзошла микро-TIG во многих аспектах, многие эксперты отдают преимущество импульсно-дуговой сварке, когда речь идет о проплавлении, простоте использования и доступности.
Сварка Micro TIG в некоторых случаях обеспечивает гораздо лучшее проплавление и долговечность. Поскольку проникновение необходимо для заполнения отверстий и больших поврежденных участков, многие считают его наиболее подходящим методом для деликатных деталей.
В то время как лазерная сварка дает лучшие результаты при наплавке от 0,005 до 0,010 дюймов на формах и вставках, многие считают микро-ТИГ более практичным и простым в выполнении. Для лазерной сварки требуется внешнее приспособление , чтобы приложить усилие для правильной подгонки детали. Эта трудоемкая процедура делает лазерную сварку больших наростов нецелесообразным применением.
Для лазерной сварки требуется внешнее приспособление , чтобы приложить усилие для правильной подгонки детали. Эта трудоемкая процедура делает лазерную сварку больших наростов нецелесообразным применением.
Еще один пример: все, что будет сварено лазером, должно быть критически чистым. Любые шероховатые участки вызовут проблемы, в то время как микро TIG может сжечь проблемные участки. Наконец, когда включаются разные проекты, многие магазины объединяют сильные стороны обоих процессов для достижения наилучших результатов.
Существует целая статья, в которой эта тема рассматривается гораздо шире, и вы можете найти ее здесь.
Преимущества и недостатки
Плюсы:
- Минимальная зона теплового воздействия
- Контролируемые небольшие отложения от 0,005 до 0,002 дюйма позволяет сварщику получать небольшие и сложные наплавки
- Более высокое проникновение по сравнению с лазерной сваркой
- Можно добраться до труднодоступных мест
- Прочные и незаметные сварные швы
- Меньшая стоимость, чем восстановление поврежденной детали
- Быстрее и дешевле, чем LW
Минусы:
импульсная дуга newby
01-04-2010 #1
импульсная дуга Ньюби
Привет всем, этот форум полон золота.Цена за руку и ногу того стоит.
Ищу сварочный аппарат TIG с током до 1 ампера для ювелирных изделий… Хорошо, 5 ампер может быть достаточно мало, а более крупные изделия всегда есть в меню
 Давным-давно я сварщик электродом, O/A великолепен, а теперь я гордый обладатель аппарата для импульсно-дуговой сварки (включая микроскоп) для микросварки ювелирных изделий.
Давным-давно я сварщик электродом, O/A великолепен, а теперь я гордый обладатель аппарата для импульсно-дуговой сварки (включая микроскоп) для микросварки ювелирных изделий.Ответить с цитатой
01-04-2010 #2
Re: импульсная дуга newby
Привет АйАй! Добро пожаловать в семью Welding Web! Я не знаком со всеми сварщиками, можно поподробнее, пожалуйста.
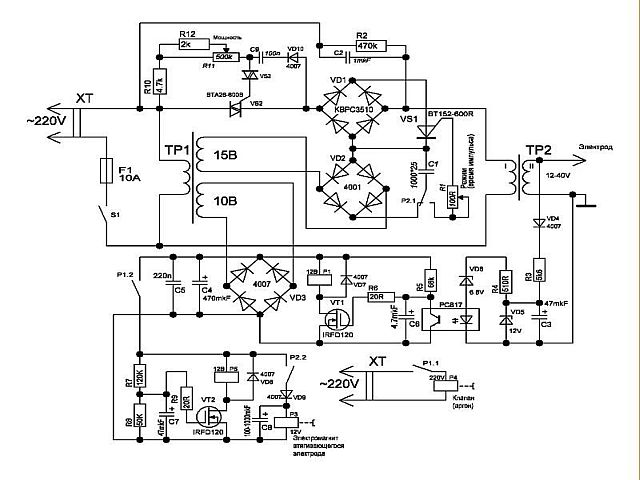 Я ремонтирую часы и часы. И я еще не занялся ювелирным делом. Но у меня есть микрофакел и O/P, готовый к нему. Использую стереомикроскоп для работы с часами, без него не обошлось. Желаю вам успехов в проектах с вашей новой найденной машиной.
Я ремонтирую часы и часы. И я еще не занялся ювелирным делом. Но у меня есть микрофакел и O/P, готовый к нему. Использую стереомикроскоп для работы с часами, без него не обошлось. Желаю вам успехов в проектах с вашей новой найденной машиной.Родни
Благословение Господа делает человека богатым,
И Он не добавляет к этому печали». Притчи 10:22 NKJV
Ответить с цитатой
01-04-2010 #3
Re: импульсная дуга newby
Привет Ya AyAy и добро пожаловать в семью Welding Web.
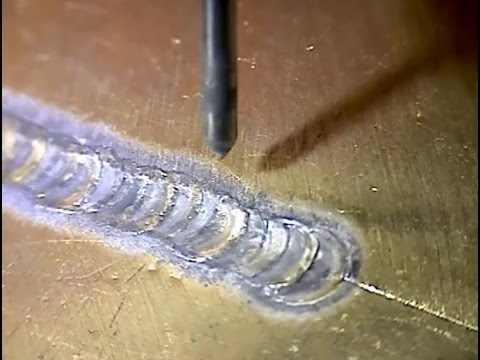 Я думаю, что многие, если не большинство, начинают сварку палкой. Сам никогда не занимался микросваркой, но видел требуемое тонкое мастерство! Боялся, что моя рука и твердость глаз не позволят мне попробовать.
Я думаю, что многие, если не большинство, начинают сварку палкой. Сам никогда не занимался микросваркой, но видел требуемое тонкое мастерство! Боялся, что моя рука и твердость глаз не позволят мне попробовать.Совместный магазин с ЧПУ: Miller: 1251 плазменный резак, MaxStar 700 TIG/Stick и XMT 456 Multiprocess Welder.& 2 плазменных резака Hypertherm HPR260
Извините, у меня был сильный инсульт, но теперь я вернулся.
Ответить с цитатой
01-05-2010 #4
Re: импульсная дуга newby
Спасибо за приветствия!Привет, Clockwelder, аппарат для импульсной дуговой сварки является альтернативой лазару, поскольку он может расплавить пятно размером от 0,3 мм до 3 мм за миллисекунды.
Я использую его для ремонта украшений, содержащих термочувствительные камни, такие как жемчуг и опалы… больше не нужно снимать их, чтобы соединить металл. В микрорежиме металл не нагревается за пределами места сварки. Он также отлично подходит для скрепления битов перед пайкой.
Практически любой металл можно сваривать, но сплавы, содержащие цинк (латунь и золото/серебряные припои), вызывают проблемы.
На Youtube есть много видеороликов, показывающих их в действии, введите в поиск «сварщик Orion» или «сварщик Puk». Ваше здоровье!
 Это TIG, потому что в нем используется вольфрамовый электрод и аргон, но во время работы электрод самоубирается и автоматически производит одиночный выстрел. Просто прикоснитесь электродом к заготовке, и выстрел попадет туда, куда он коснулся.
Это TIG, потому что в нем используется вольфрамовый электрод и аргон, но во время работы электрод самоубирается и автоматически производит одиночный выстрел. Просто прикоснитесь электродом к заготовке, и выстрел попадет туда, куда он коснулся.Последний раз редактировалось AyAy; 05.01.2010 в 06:03.
Аппарат импульсно-дуговой сварки Orion
Наклейте O/A тоже
Ответить с цитатой
01-05-2010 #5
Re: импульсная дуга newby
эй, привет.
 Я микросварщик и использую сварочный аппарат Weldlogic pulsarc 10-100. У него есть высокие и низкие настройки. я никогда не использовал его на низком уровне, но я работаю на низком токе до 5 ампер. У него есть импульсный режим, но я никогда его не использовал. Я думаю, что weldlogic.com — это их веб-сайт. И добро пожаловать в семью Weldweb.
Я микросварщик и использую сварочный аппарат Weldlogic pulsarc 10-100. У него есть высокие и низкие настройки. я никогда не использовал его на низком уровне, но я работаю на низком токе до 5 ампер. У него есть импульсный режим, но я никогда его не использовал. Я думаю, что weldlogic.com — это их веб-сайт. И добро пожаловать в семью Weldweb.Ответить с цитатой
01-08-2010 #6
Re: импульсная дуга newby
Хатч, я просмотрел сайт Weldlogic.
 10-100 — очень впечатляющая машина… Боюсь спросить, сколько она будет стоить?
10-100 — очень впечатляющая машина… Боюсь спросить, сколько она будет стоить?Аппарат импульсно-дуговой сварки Orion
Наклейте O/A тоже
Ответить с цитатой
01-09-2010 #7
Re: импульсная дуга newby
Я думаю, что они стоят около 10 000,00. Вы можете узнать цену в месте под названием Nova Tech. Они расположены в Род-Айленде.

Ответить с цитатой
01-12-2010 #8
Re: импульсная дуга newby
Спасибо Хатч. Поскольку я уже рассмотрел микро, следующим шагом будет TIG, такой как Dynasty 200DX, который, как утверждается, снижает ток до 1 ампера.
Аппарат импульсно-дуговой сварки Orion
Наклейте O/A тоже
Ответить с цитатой
The Beauty of Pulse Arc Weldingfor Silver
Как любой серебряник
знает, серебряный припой — идеальный материал для соединения
стерлингов традиционным методом пайки. Иногда я буду
получить объект, припаянный свинцом в области, нуждающейся в
ремонт (или повторный ремонт). Иногда соединяемая область не видна
доступным, и я не знаю, использовался ли свинец.
Иногда я буду
получить объект, припаянный свинцом в области, нуждающейся в
ремонт (или повторный ремонт). Иногда соединяемая область не видна
доступным, и я не знаю, использовался ли свинец.
В любом случае я
нельзя использовать серебряный припой, потому что требуется высокая температура.
расплавить любой свинец в соединении и позволить ему сформировать свой собственный сплав с
серебро. Свинец действует как вирус Эбола и пожирает
Серебряный. Не красиво! И, используя низкотемпературный оловянно-серебряный припой
не даст мне крепкого соединения или хорошего серебристого цвета. По этой причине я
использовать аппарат импульсной дуговой сварки Lampert PUK04 немецкого производства первый
ювелира в Северной Америке, чтобы владеть этой последней моделью. Импульсная дуга
сварка позволяет мне использовать сплошную стерлинговую проволоку для идеального цвета
матч (серебряные припои содержат меньше чистого серебра, чем стерлингов).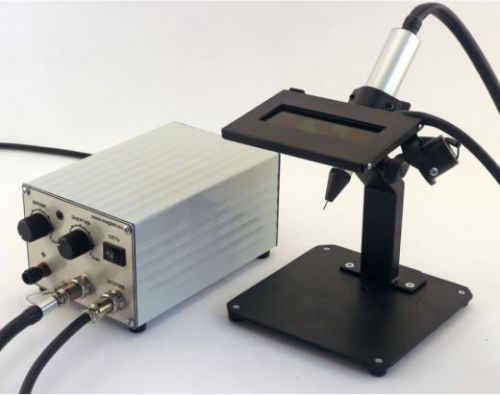
Импульсная дуга принцип сварки: нетоксичный газ аргон подается через наконечник и окружает зону сварки защитной атмосферой, ликвидировать огненное пятно. Электрическая дуга (энергетический поток) создается из место, где электрод касается заготовки. В качестве электрода втягивается, дуга вытягивается из точки контакта. В яблочко здесь происходит плавление, и в результате получается чистый и стабильный сварной шов.
Заполнение
гравировка стерлинговым, а не серебряным припоем.
Высокая степень
точность становится возможной благодаря прикосновению к заготовке кончиком
электрод. Таким образом, электрическая дуга, необходимая для сварки,
генерируется именно из этой точки. Изменяя угол, под которым
кончик электрода касается, сварные швы можно точно направлять в нужном направлении
направление и ранее нанесенный металл «искажается» или
смоделированный. Тепло настолько локализовано, что я могу справиться с объектом
не обжечься даже при 1640 градусах плавления
пункт стерлингов!
Тепло настолько локализовано, что я могу справиться с объектом
не обжечься даже при 1640 градусах плавления
пункт стерлингов!
Горэм Стерлинг
Спичечный сейф
Выше есть Спичечный сейф, отремонтированный с помощью импульсной дуговой сварки. См. дополнительные изображения и весь процесс здесь.
Израильский Кубок Sterling Kiddush
Эта чашка для кидуша была сделана из
очень тонкий материал. Я изменил форму разорванного участка, который простирался на 3/4
вокруг ствола. Затем я соединил обе стороны
разделить и сварить их вместе. Все пустоты заполнены сваркой.
Стерлинговая проволока для идеального совпадения цветов. Я выпрямил ствол и
выровнял нижние и верхние колеса. Затем я снял засохший лак и
выполнил очень легкую ручную полировку.
Ручка ножа из стерлингового серебра
Иногда гравировка должна быть заполняется, если материал слишком тонкий для удаления. Так было и в случае с этой рукоятью ножа.
Монограмма исчезла после быть заполненным тем же сплавом, из которого был сделан предмет.
Уоллес Стерлинг
Крышка для стеклянных банок
Это 5½ дюйма
Крышка стеклянной банки Уоллеса была отштампована и выкручена из
чрезвычайно тонкий материал. На изображении слева показан свет, идущий
через три области цветка, а также другие области на куске.
Эти участки были стерты из-за чрезмерной полировки. Края
открытые пространства были примерно толщиной с кусок оловянной фольги
(0,001″).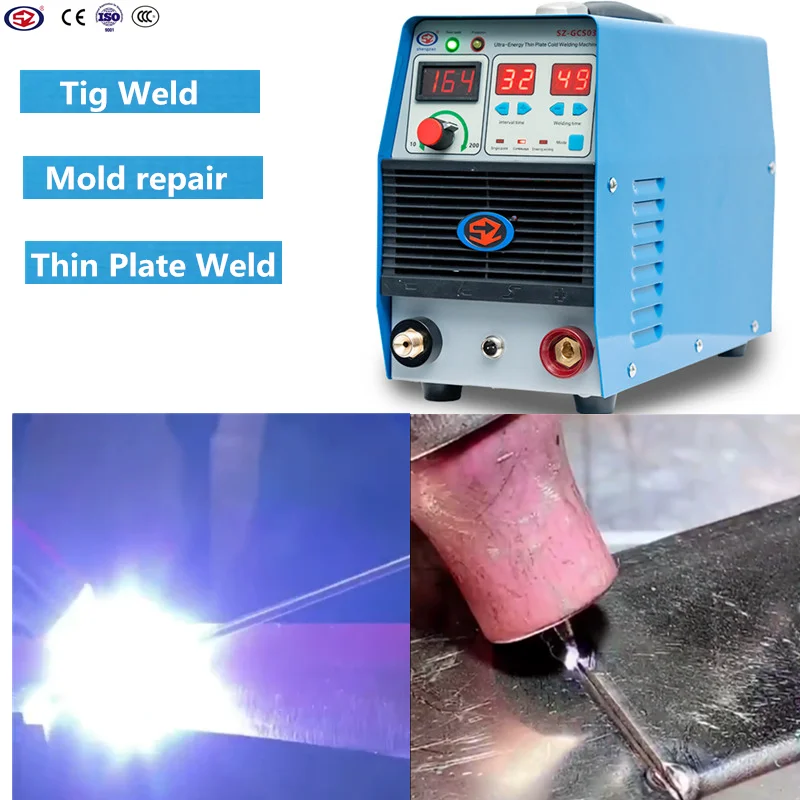 PUK прекрасно работал, и я использовал 0,25 мм стерлингов.
провод для идеального совпадения цветов.
PUK прекрасно работал, и я использовал 0,25 мм стерлингов.
провод для идеального совпадения цветов.
Тиффани 10 дюймов
Стерлинговая тарелка
Эта тарелка попала ко мне с чеканкой надпись, которую заказчик хотел удалить, и общий вид вернули первоначальную красоту. я не мог распланировать надписи, потому что металл резко деформируется и ослабнет толщина. Я не мог залить его серебряным припоем из-за всех отверстия для штифтов и разница в цвете, которые могут возникнуть. А также гальванопластика не подойдет. Эта работа требовала использования моего PUK и собирался очень сложно. Нижние части букв были очень тонкая, так как была выточена на стальной форме, а слегка закругленная углы было бы сложнее выровнять с общим диском. Дополнительные изображения можно найти здесь.
1730 фунтов стерлингов
Кастер Тела
Кому-то пришла в голову умная идея
выгравировать эти 1730 колесных тел «солью» и
«перец.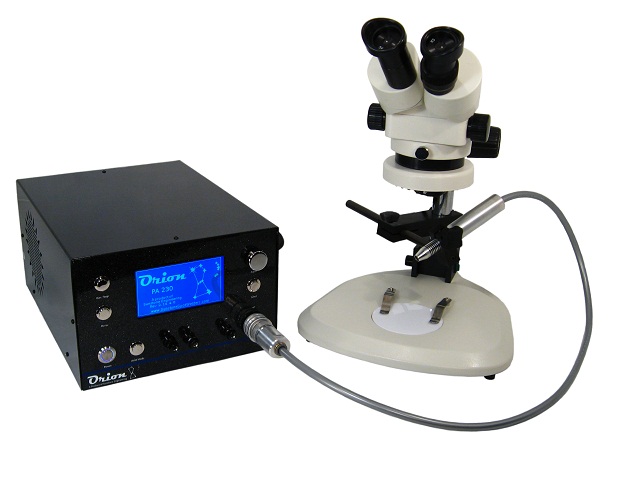 » (Верхние части были опущены, чтобы показать большую площадь
гравировка.) Функция гравировки этих предметов, безусловно,
не то, что я бы сделал, но каждому свое. Поскольку
гравировка была слишком тонкой, чтобы ее можно было удалить напильником, я использовал стальную проволоку и
PUK, чтобы заполнить его. Когда я сфотографировал «после»
image Я еще не отполировал нижние части роликов (и
изменение цвета потускнения связано с обращением с роликами во время
сварка). Общее время, необходимое для заполнения гравюры,
репатинирование и ручная отделка роликов заняли три часа. Больше
изображения можно найти здесь.
» (Верхние части были опущены, чтобы показать большую площадь
гравировка.) Функция гравировки этих предметов, безусловно,
не то, что я бы сделал, но каждому свое. Поскольку
гравировка была слишком тонкой, чтобы ее можно было удалить напильником, я использовал стальную проволоку и
PUK, чтобы заполнить его. Когда я сфотографировал «после»
image Я еще не отполировал нижние части роликов (и
изменение цвета потускнения связано с обращением с роликами во время
сварка). Общее время, необходимое для заполнения гравюры,
репатинирование и ручная отделка роликов заняли три часа. Больше
изображения можно найти здесь.
Георг Йенсен
Стерлинг Кружка
Это редкое произведение Дженсена показывает
выгравированные буквы, которые я заполнил фунтами стерлингов (слева). Изображение на
справа показана готовая работа. Несколько уколов булавки осталось смешать
с остальной поверхностью. Если бы этого не было сделано, заполненный
поверхность выглядела бы слишком утонченной.
Если бы этого не было сделано, заполненный
поверхность выглядела бы слишком утонченной.
Стерлинг и
Янтарное кольцо
Янтарь этого кольца был приклеен на установка с декоративной проволокой выше, только 1/16 «от камень. Как вы можете видеть на изображении слева, провода подошли. отдельно. Так как я не мог удалить камень, мне пришлось сварить провода обратно вместе с камнем на место. Вот процесс, который я использовал: я вскрыл провода и удалил серебряный припой. Провода были потом прыгнули обратно вместе. Я сунул индексную карточку между проводами и янтарь, чтобы предотвратить возгорание камня во время сварки. Затем проволоки были сварены вместе с присадочной проволокой из стерлингового серебра.
Откройте для себя более технологическую сторону
импульсной дуговой сварки здесь.
Сварка импульсно-дуговой технологией.
Сварочные аппараты Sunstone | Аппарат для импульсно-дуговой сварки Orion
О аппаратах для импульсно-дуговой сварки
Orion PA230
Orion Pulse 150i
Orion Pulse 200i и 250i
Orion Pulse 250i EV
Orion 200i² 250i²
Orion 150S и 250S Series
Orion 100C
Orion Mpulse 30
Аргрон Газовый регулятор
Аксессуары
Импульсная дуговая сварка использует короткие пульсы для сохранения средней текущей низкой во время свадь. Вы получаете чистые сварные швы с гораздо меньшим тепловложением. Меньшее разбрызгивание и больший контроль над сварными швами обеспечивают отличный вариант для многих применений, требующих точных сварных швов.
Вы получаете чистые сварные швы с гораздо меньшим тепловложением. Меньшее разбрызгивание и больший контроль над сварными швами обеспечивают отличный вариант для многих применений, требующих точных сварных швов.
Как мы можем вам помочь
Advanced Integrated Technologies (AIT) является поставщиком сварочного оборудования и технической поддержки для импульсно-дуговых сварочных аппаратов марки Sunstone. Мы можем оценить образцы вашей продукции, предоставить бесплатные пробные сварные швы и точно указать, какое оборудование лучше всего подходит для вашего применения. Затем мы можем предоставить необходимое вам оборудование по экономичной цене и помочь с любыми техническими проблемами, с которыми вы столкнетесь при настройке сварочного процесса. Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь в вашем следующем проекте.
Импульсно-дуговые сварочные аппараты Sunstone Orion широко применяются в следующих областях:
- Ремонт пресс-форм и штампов
- Реле
- Соленоиды
- Катушки трансформатора
- Приводы
- Катушки индуктивности
- Шовная сварка
- Термопарная сварка
- Концевая муфта катушки (PA230)
- Катушки для карандашей (PA230)
- Сборка ядерного топливного стержня (PA230)
Orion PA230 компании Sunstone — это аппарат для импульсной дуговой сварки с мощностью 230 Дж, а также аппарат для контактной точечной сварки с использованием технологии емкостного разряда. PA230 имеет 3 различных режима сварки, которые можно изменить нажатием кнопки, а энергию сварки отрегулировать в соответствии с применением. Эта модель подходит для различных металлов и приложений, даже для более экзотических металлов, таких как золото, и находит хорошее применение в медицинской промышленности и лабораториях, учитывая ее универсальность.
PA230 имеет 3 различных режима сварки, которые можно изменить нажатием кнопки, а энергию сварки отрегулировать в соответствии с применением. Эта модель подходит для различных металлов и приложений, даже для более экзотических металлов, таких как золото, и находит хорошее применение в медицинской промышленности и лабораториях, учитывая ее универсальность.
В список функций Orion PA230 входят:
- 45 предустановок
- 15 ячеек для сохранения
- Регулировка мощности на 1% (1-230 Дж)
- 3 режима сварки:
- Импульсно-дуговой режим
- Микроимпульсно-дуговой режим
- Режим точечного сопротивления
| Особенности | ПА230 |
| Тип | Импульсная дуга и сопротивление |
| Режимы сварки | 3 |
| Предустановленные параметры сварки | 45 |
| Настраиваемые параметры сохранения | 15 |
| Языки | Английский и испанский |
| Дисплей | ЖК-дисплей, 4 дюйма |
| Энергия (вт) | 1-230 |
| Импульсный источник питания | 110 В/240 В |
| Диаметр точки сварки | 0,3–4,0 мм |
| След | 10″x13″x6,5″ |
| Вес | 26 фунтов |
| Увеличение стереомикроскопа | 5x-10x |
| Шторка/автоматическое затемнение | Затворная система |
| Импульсно-дуговой режим | |
Мин. /макс. Энергия (Джоули) /макс. Энергия (Джоули) | 20-230 Дж |
| Мин./макс. ток (пик-ампер) | 60–240 А |
| Power Step | Снижение до 1% |
| Мин./макс. Длина импульса (миллисекунды) | 1–64 мс |
| Количество приращений времени импульса | 11 |
| Дуговой микроимпульсный режим | |
| Мин./макс. Энергия (Джоули) | <1-30 Дж |
| Мин./макс. ток (пик-ампер) | 25-275 А |
| Power Step | Снижение до 1% |
| Мин./макс. Длина импульса (миллисекунды) | .5-6 мс |
| Количество приращений времени импульса | 11 |
| Спот/Fusion | |
Мин. /макс. Ток (ватт-секунды) /макс. Ток (ватт-секунды) | 1-230 вс |
| Мин./макс. мощность (пик-ампер) | 10-3000 А |
| Power Step | Снижение до 1% |
| Мин./макс. Длина импульса (миллисекунды) | 1-20 мс |
| Количество приращений длительности импульса | 11 |
| Параметры сварки | |
| Формирование прямоугольных импульсов (сварка с зазором/удлиненным электродом) | + |
| Smooth Pulse Shaping (улучшает чистоту поверхности) | + |
| Абсолют Макс. Время от сварки до сварки (секунды) | 1,2 с |
| Типичная скорость повторного использования (сварок/сек) | 2-3 с |
| Расход газа (л/мин) | 4 л/м |
| Диаметр сварочного электрода (мм) | 0,5/1 мм |
| Ускоритель газа для предварительной сварки | + |
| Размеры блока | |
| Блок питания (Д x Ш x В) | 13 x 10 x 6,5 дюймов |
| Вес блока питания (фунты/кг) | 26 фунтов/11,8 кг |
| Микроскоп (Д x Ш x В) | 12 x 11,5 x 15,5 дюймов |
| Вес микроскопа (фунты/кг) | 16 фунтов/7,25 кг |
| Расширенный внутренний мониторинг | |
| Датчик подключения газа и сигнализатор отсутствия газа | + |
| Мониторинг расхода газа на экране | + |
| Контроль внутренней температуры Smart-Temp | + |
| Автоматическое обнаружение принадлежностей (микроскоп/объектив) | + |
| Таймер безопасности в режиме остановки | + |
| Микропроцессор | |
| Двойной микропроцессорный блок управления | + |
| Микропроцессор формирования импульсов | + |
| Вызов последних настроек при запуске | + |
| Количество сохраняемых программных настроек | 15 |
| Анимированные меню | + |
| Значок быстрого справочника в меню | + |
| Требования к питанию Orion | |
110–120 В перем. тока тока | + |
| 220–240 В переменного тока | + |
| Рабочее напряжение, выбираемое пользователем | + |
| Элементы быстрого доступа и доступа в одно касание | |
| Вызов списка сохраненных настроек | + |
| Переключение между автоматическим и ножным триггером сварки | + |
| Регулировка уровня мощности | + |
| Регулировка времени импульса | + |
| Выбор режима (импульсно-дуговой, микроимпульсно-дуговой, точечный/Fusion) | + |
| Безопасный режим работы/остановки | + |
| Дополнительные элементы управления пользователя | |
| Время до и после подачи газа | + |
| Время втягивания наконечника (настраивается в соответствии с предпочтениями пользователя) | + |
| Время до и после затемнения объектива/затвора | + |
| Блокировка настроек сварки | + |
| Сохранить настройки программы с настраиваемым именем из 10 символов | + |
| Включение/выключение предупреждающих сообщений | + |
| Настройка контрастности экрана | + |
| Выбор между автоматическим и триггером сварки на лапах | + |
| Настройка уровней мощности (например, 1%, 5%, 10%) | + (1%, 5%, 10%) |
| Меню помощи | + |
| Язык | английский/испанский |
. ОБЩЕСТВЕННАЯ ИЛИМАЛЬНАЯ ИЛИМАЛЬНАЯ ИЛИМАЛЬНАЯ ИСПОЛЬЗОВАНИЯ ИЛИ ВСЕГДА. заявление. Интерактивная навигация с помощью сенсорного экрана, высокочастотное перемешивание для сложных металлов, таких как палладий, адаптивное зажигание сварного шва для увеличения срока службы электрода и новая многоимпульсная настройка для лазерной сварки делают рабочий процесс удобным и простым. Pulse 150i продолжает наследие Orion, предлагая самое высокотехнологичное, универсальное и доступное решение для сварки на современном рынке. Как и в других сварочных аппаратах Orion, в Orion Pulse 150i используются две разные технологии сварки — Pulse Arc и Tack. В режиме Tack Mode используется технология контактной сварки с мощностью до 150 ватт-секунд. Режим Tack идеально подходит для временного размещения или постоянной сварки плавлением. Режим Pulse Arc использует технологию импульсно-дуговой сварки и состоит из трех различных диапазонов энергии — Ultra, Micro и Nano. Диапазон ультраэнергии использует до 150 Дж энергии для проектов, которые требуют более глубокого проникновения или большего размера пятна.
ОБЩЕСТВЕННАЯ ИЛИМАЛЬНАЯ ИЛИМАЛЬНАЯ ИЛИМАЛЬНАЯ ИСПОЛЬЗОВАНИЯ ИЛИ ВСЕГДА. заявление. Интерактивная навигация с помощью сенсорного экрана, высокочастотное перемешивание для сложных металлов, таких как палладий, адаптивное зажигание сварного шва для увеличения срока службы электрода и новая многоимпульсная настройка для лазерной сварки делают рабочий процесс удобным и простым. Pulse 150i продолжает наследие Orion, предлагая самое высокотехнологичное, универсальное и доступное решение для сварки на современном рынке. Как и в других сварочных аппаратах Orion, в Orion Pulse 150i используются две разные технологии сварки — Pulse Arc и Tack. В режиме Tack Mode используется технология контактной сварки с мощностью до 150 ватт-секунд. Режим Tack идеально подходит для временного размещения или постоянной сварки плавлением. Режим Pulse Arc использует технологию импульсно-дуговой сварки и состоит из трех различных диапазонов энергии — Ultra, Micro и Nano. Диапазон ультраэнергии использует до 150 Дж энергии для проектов, которые требуют более глубокого проникновения или большего размера пятна. Диапазон микроэнергии использует до 30 Дж энергии и идеально подходит для умеренного проникновения и более тонких деталей. Диапазон энергии Nano — это новая настройка сварки, которая обеспечивает точное управление энергией сварки в диапазоне от 0,5 до 5 Дж, что идеально подходит для очень тонких сварных швов.
Диапазон микроэнергии использует до 30 Дж энергии и идеально подходит для умеренного проникновения и более тонких деталей. Диапазон энергии Nano — это новая настройка сварки, которая обеспечивает точное управление энергией сварки в диапазоне от 0,5 до 5 Дж, что идеально подходит для очень тонких сварных швов.
Применение
• Заполнение
• Holloware
• Ремонт плесени и матрицы
• Завершение катушки
• Реле
• Соленоиды
• CENCIL COILS
• CUSTRESE• Actairtors
• Actaintor.
• Катушки индуктивности
• Шовная сварка
• Термопары
• Наплавка проволоки
• Сварка любого металла
• И многое другое
Особенности
• Большой сенсорный экран с множественными языковыми опциями
• Настройки сохранения и нагрузки
• Высокочастотная агитация
• Адаптивная сварная свалка TM
• MyWeld TM Software
• Пожарная сварка быстро (4 сварки в секунду)
• Возможности формирования импульса (длины сварки)
• Возможность обновления/обновления
• 5-кратный микроскоп со встроенной системой затвора
• Режим прихватки
• Режим Nano
| Функции | Орион Пульс 150i |
| Тип | Импульсная дуга и сопротивление |
| Режимы сварки | 4 |
| Предварительно запрограммированные настройки металла | 15 |
| Настраиваемые параметры сохранения | 30 |
| Языки | Несколько |
| Дисплей | 9-дюймовый сенсорный экран |
| Энергия (вт) | 0,5–150 Вт |
| Импульсный источник питания | 110 В/240 В (автоматическое определение) |
| Диаметр точки сварки | ~0,25–3,75 мм |
| След | 4,7 x 8,4 x 10,4 дюйма (12 x 21,13 x 26,4 см) |
| Вес | 28 фунтов (12,7 кг) |
| Стереомикроскопическое увеличение | 5 x |
| Шторка/автоматическое затемнение | Затворная система |
Аппараты Orion Pulse 200i и 250i оснащены самыми современными функциями микродуговой сварки. В моделях 200i и 250i используется технология интеллектуальной сварки, которая оптимизирует процесс сварки за счет автоматической настройки параметров в зависимости от металла и области применения. Пользователь получит дополнительное преимущество навигации с помощью сенсорного экрана, многоимпульсных настроек для более точных сварных швов и высокочастотного перемешивания для тяжелых работ и металлов.
В моделях 200i и 250i используется технология интеллектуальной сварки, которая оптимизирует процесс сварки за счет автоматической настройки параметров в зависимости от металла и области применения. Пользователь получит дополнительное преимущество навигации с помощью сенсорного экрана, многоимпульсных настроек для более точных сварных швов и высокочастотного перемешивания для тяжелых работ и металлов.
Список функций для Orion Pulse 200i и 250i включает:
- Большой сенсорный дисплей
- Высокочастотное перемешивание
- Адаптивное зажигание сварки
- Многоимпульсная стрельба
- Встроенная динамическая регулировка мощности
- Компактный микроскоп
- Четыре режима сварки
Серия Orion Pulse использует четыре различных режима энергопотребления: Ultra, Micro, Nano и 9.0017 Прихватка .
- Самый высокий диапазон энергии, Ultra, использует до 200 Дж энергии для Orion Pulse 200i и 250 для Orion Pulse 250i для более сложных проектов, требующих большего размера пятна и большей глубины проникновения.
- Средний диапазон энергии, Micro, использует энергию до 20 Дж и идеально подходит для умеренного проникновения и более тонких деталей.
- Самый низкий диапазон энергии, Nano, представляет собой настройку сварки, в которой используется точная энергия от 0,5 до 5 Дж для самых тонких сварных швов.
- Режим прихватки — это режим сварки сопротивлением, в котором используется до 200 Дж энергии для Orion Pulse 200i и 250 Дж для Orion Pulse 250i, для временных сварных швов или постоянной сварки плавлением.

| Характеристики | Орион Пульс 200i и Орион Пульс 250i |
| Тип | Импульсная дуга и сопротивление |
| Режимы сварки | 4 |
| Предварительно запрограммированные настройки металла | 18 |
| Настраиваемые параметры сохранения | 30 |
| Языки | Несколько |
| Дисплей | 9-дюймовый сенсорный экран |
| Энергия (вт) | 0-200(200i) 0-250(250i) |
| Импульсный источник питания | 110 В/240 В |
| Диаметр точки сварки | 0,1–4,0 мм |
| След | 4,7 x 8,4 x 10,4 дюйма |
| Вес | 28 фунтов |
| Стереомикроскопическое увеличение | 5x-10x |
| Шторка/автоматическое затемнение | Затворная система |
Сварочная система Orion. Включает манипуляторный микроскоп, модифицированный Wh2125A, промышленный стилус Orion и рулон меди SC500N10 в сочетании со сварочным аппаратом EV.
Включает манипуляторный микроскоп, модифицированный Wh2125A, промышленный стилус Orion и рулон меди SC500N10 в сочетании со сварочным аппаратом EV.
Orion 200i²
Orion 200i2 оснащен функциями, упрощающими процесс сварки. Инновационные функции включают в себя: новый режим сварки Pico для сложных сварных швов с использованием энергии сварки всего 0,01 Дж для получения поистине микроскопических сварных швов; выбираемая пользователем энергия до 200 Дж для больших заготовок; большой 10-дюймовый сенсорный экран с доступом в одно касание ко всем параметрам сварки; идеальная компактная конструкция; и 3 уникальных варианта формы волны импульса на выбор: классический Orion (для пользователей Orion, которые полюбили сварные швы, производимые Orion 150i), треугольник и квадрат. Кроме того, мы представляем режим «Шов» — революционный прорыв в микроимпульсной дуговой сварке. Режим «Шов» позволяет пользователям имитировать лазерную сварку со скоростью сварки до 30 швов/сек. Следуя традициям Orion в отношении превосходного обслуживания клиентов, обучения и поддержки, мы добавили экранные ресурсы, в том числе видеоуроки и руководство пользователя продукта. Запатентованный Orion 200i2 сочетает в себе точность лазера с универсальностью, мощностью и простотой импульсной дуговой сварки.
Следуя традициям Orion в отношении превосходного обслуживания клиентов, обучения и поддержки, мы добавили экранные ресурсы, в том числе видеоуроки и руководство пользователя продукта. Запатентованный Orion 200i2 сочетает в себе точность лазера с универсальностью, мощностью и простотой импульсной дуговой сварки.
Применение
• Приводы
• Катушки индуктивности
• Шовная сварка
• Термопары
• Завальцовка проволоки
• Мелкая проволока или цепь
• Ремонт пресс-форм и штампов
• Соединительные детали
• Соединительные детали 40040 Соединение вместе
Реле
• Соленоиды
• Карандашные катушки
• Катушки трансформатора
• Сварка любого металла
• И многое другое
Промышленность
• Ювелирные изделия
• Медицина
• Промышленность
0 • Стоматология0004
Характеристики
• 10-дюймовый сенсорный дисплей
• Пико-режим для очень маленьких и точных сварных швов
• 3 импульсных сигнала — классический, новый треугольник, новый квадрат
• Режим шва — сварка до 30 сварок в секунду
• Высокочастотное перемешивание — включая новое отрицательное перемешивание
• Внутренний мониторинг сварного шва для обеспечения стабильности сварного шва и автоматической оптимизации параметров сварки
• Расширенные возможности формирования сигнала
• Adaptive Weld Ignition™ — для продления срока службы наконечника электрода
• Программное обеспечение Intelligent Welding™ и MyWeld™
• Программное обеспечение с возможностью обновления через USB-порт
• Технология импульсной дуговой и контактной сварки в одном аппарате
• 5-кратный микроскоп
• Выбор энергии сварки – установка энергии с помощью дискового регулятора или клавиатуры. Регулируется от 0,01 до 200 Дж
Регулируется от 0,01 до 200 Дж
| Особенности | Орион 200i² |
| Тип | Импульсная дуга и сопротивление |
| Режимы сварки | 5 |
| Предварительно запрограммированные настройки металла | 15 |
| Настраиваемые параметры сохранения | Без ограничений |
| Языки | 20 + (Спросите представителя, есть ли у нас ваш язык) |
| Дисплей | 10-дюймовый сенсорный экран |
| Энергия (ws) | 0,01-200 св |
| Импульсный источник питания | 110/240 В переменного тока (автоматическое определение) |
| Диаметр точки сварки | ≈ 0,1–4,5 мм |
| След | Д x Ш x В — 4 x 5 x 27 дюймов (10 x 12,5 x 68,5 см)» |
| Вес | 28 фунтов (13 кг) |
| Стереомикроскопическое увеличение | 5 x |
| Защита для глаз микроскопа — затемняющая линза | ИК 16 / УФ 16 |
Orion 250i²
Аппарат Orion 250i2 оснащен функциями, упрощающими процесс сварки. Инновационные функции включают в себя: новый режим сварки Pico для сложных сварных швов с использованием энергии сварки всего 0,01 Дж для получения поистине микроскопических сварных швов; выбираемая пользователем энергия до 250 Дж для больших заготовок; большой 10-дюймовый сенсорный экран с доступом в одно касание ко всем параметрам сварки; идеальная компактная конструкция; и 3 уникальных варианта формы волны импульса на выбор: классический Orion (для пользователей Orion, которые полюбили сварные швы, производимые Orion 150i), треугольник и квадрат. Кроме того, мы представляем режим «Шов» — революционный прорыв в микроимпульсной дуговой сварке. Режим «Шов» позволяет пользователям имитировать лазерную сварку со скоростью сварки до 30 швов/сек. Следуя традициям Orion в отношении превосходного обслуживания клиентов, обучения и поддержки, мы добавили экранные ресурсы, в том числе видеоуроки и руководство пользователя продукта. Запатентованный Orion 250i2 сочетает в себе точность лазера с универсальностью, мощностью и простотой импульсной дуговой сварки.
Инновационные функции включают в себя: новый режим сварки Pico для сложных сварных швов с использованием энергии сварки всего 0,01 Дж для получения поистине микроскопических сварных швов; выбираемая пользователем энергия до 250 Дж для больших заготовок; большой 10-дюймовый сенсорный экран с доступом в одно касание ко всем параметрам сварки; идеальная компактная конструкция; и 3 уникальных варианта формы волны импульса на выбор: классический Orion (для пользователей Orion, которые полюбили сварные швы, производимые Orion 150i), треугольник и квадрат. Кроме того, мы представляем режим «Шов» — революционный прорыв в микроимпульсной дуговой сварке. Режим «Шов» позволяет пользователям имитировать лазерную сварку со скоростью сварки до 30 швов/сек. Следуя традициям Orion в отношении превосходного обслуживания клиентов, обучения и поддержки, мы добавили экранные ресурсы, в том числе видеоуроки и руководство пользователя продукта. Запатентованный Orion 250i2 сочетает в себе точность лазера с универсальностью, мощностью и простотой импульсной дуговой сварки.
Применение
• Приводы
• Катушки индуктивности
• Шовная сварка
• Термопары
• Завальцовка проволоки
• Мелкая проволока или цепь
• Ремонт пресс-форм и штампов
• Соединительные детали
• Соединительные детали 40040 Соединение вместе
Реле
• Соленоиды
• Карандашные катушки
• Катушки трансформатора
• Сварка любого металла
• И многое другое
Промышленность
• Ювелирные изделия
• Медицина
• Промышленность
0 • Стоматология0004
Особенности
• 10-дюймовый сенсорный дисплей
• Пико-режим для сверхмалых и точных сварных швов
• 3 импульсных сигнала — классический, новый треугольник, новый квадрат
• Режим шва — сварка до 30 сварок в секунду
• Высокочастотное перемешивание — включая новое отрицательное перемешивание
• Внутренний мониторинг сварного шва для обеспечения стабильности сварного шва и автоматической оптимизации параметров сварки
• Расширенные возможности формирования сигнала
• Adaptive Weld Ignition™ — для продления срока службы наконечника электрода
• Программное обеспечение Intelligent Welding™ и MyWeld™
• Программное обеспечение с возможностью обновления через USB-порт
• Технология импульсной дуговой и контактной сварки в одном аппарате
• 5-кратный микроскоп
• Выбор энергии сварки – установка энергии с помощью дискового регулятора или клавиатуры. Регулируется от 0,01 до 250 Дж
Регулируется от 0,01 до 250 Дж
| Особенности | Орион 250i² |
| Тип | Импульсная дуга и сопротивление |
| Режимы сварки | 5 |
| Предварительно запрограммированные настройки металла | 15 |
| Настраиваемые параметры сохранения | Неограниченно |
| Языки | 20 + (Спросите представителя, есть ли у нас ваш язык) |
| Дисплей | 10-дюймовый сенсорный экран |
| Энергия (ws) | 0,01-250 св |
| Импульсный источник питания | 110/240 В переменного тока (автоматическое определение) |
| Диаметр точки сварки | ≈ 0,1–5,5 мм |
| След | Д x Ш x В — 4 x 5 x 27 дюймов (10 x 12,5 x 68,5 см) |
| Вес | 28 фунтов (13 кг) |
| Стереомикроскопическое увеличение | 5 x |
| Защита для глаз микроскопа — затемняющая линза | Затворная система |
Сварочные аппараты серии Orion s — это надежные и мощные аппараты для микроимпульсной дуговой сварки, которые идеально подходят для различных областей применения, включая ремонт пресс-форм, медицинское оборудование, работу с проволокой, ювелирные изделия и другие уникальные сварочные решения. Они также могут использоваться лабораториями, университетами, а также научно-исследовательскими центрами. Сварочные аппараты Orion, разработанные для максимальной универсальности и контроля, могут быть отрегулированы для сварки очень тонких и очень больших сварных швов. Различные металлические сплавы и различные толщины можно сваривать одним нажатием кнопки
Они также могут использоваться лабораториями, университетами, а также научно-исследовательскими центрами. Сварочные аппараты Orion, разработанные для максимальной универсальности и контроля, могут быть отрегулированы для сварки очень тонких и очень больших сварных швов. Различные металлические сплавы и различные толщины можно сваривать одним нажатием кнопки
Orion Pulse 150s
Orion 150s оснащен интерфейсом с большим сенсорным экраном, который оптимизирует и упрощает процесс сварки, позволяя пользователям делать больше и работать более эффективно. Пользователям доступно множество функций, включая высокочастотное перемешивание для дополнительного проплавления и прочности сварного шва, адаптивное зажигание сварного шва для увеличения срока службы электрода, настраиваемые параметры сохранения для быстрого и простого переключения между настройками сварки, полностью обновляемые и обновляемые параметры программного обеспечения и многое другое. . Orion 150s продолжает наследие Orion, предлагая самое высокотехнологичное, универсальное и доступное решение для сварки на современном рынке. Как и в других сварочных аппаратах Orion, в Orion 150 используются две разные технологии сварки — импульсная дуга и прихватка. В режиме Tack Mode используется технология контактной сварки с мощностью до 150 ватт-секунд. Режим Tack идеально подходит для временного размещения или постоянной сварки плавлением. Режим импульсной дуги использует технологию импульсно-дуговой сварки и состоит из двух различных диапазонов энергии — микро и ультра. Диапазон ультраэнергии использует до 150 Дж энергии для проектов, которые требуют более глубокого проникновения или большего размера пятна. Серия Micro Energy потребляет до 30 Дж энергии и идеально подходит для небольших и более деликатных изделий. Orion 150s — это универсальная, компактная и доступная сварочная система в удобном корпусе.
Как и в других сварочных аппаратах Orion, в Orion 150 используются две разные технологии сварки — импульсная дуга и прихватка. В режиме Tack Mode используется технология контактной сварки с мощностью до 150 ватт-секунд. Режим Tack идеально подходит для временного размещения или постоянной сварки плавлением. Режим импульсной дуги использует технологию импульсно-дуговой сварки и состоит из двух различных диапазонов энергии — микро и ультра. Диапазон ультраэнергии использует до 150 Дж энергии для проектов, которые требуют более глубокого проникновения или большего размера пятна. Серия Micro Energy потребляет до 30 Дж энергии и идеально подходит для небольших и более деликатных изделий. Orion 150s — это универсальная, компактная и доступная сварочная система в удобном корпусе.
Applications
• Filling
• Holloware
• Mold and Die Repair
• Coil Termination
• Relays
• Solenoids
• Pencil Coils
• Transformer Coils
• Actuators
• Inductors
• Seam Welding
• Термопары
• Наплавка проволоки
• Сварка любого металла
• И многое другое
Особенности
• Большой сенсорный экран с поддержкой нескольких языков
• Сохранить и загрузить настройки
• Высокочастотное перемешивание
• Варианты длины сварки
• Возможности формирования импульса
• Возможность обновления/обновления
• Микроскоп 5x со встроенной системой затвора
1 Особенности 900 67| Орион Пульс 150 с | |
| Тип | Импульсная дуга и сопротивление |
| Режимы сварки | 3 |
| Предварительно запрограммированные настройки металла | 10 |
| Настраиваемые параметры сохранения | 20 |
| Языки | Несколько |
| Дисплей | 7-дюймовый сенсорный экран |
| Энергия (вт) | 0–150 с |
| Импульсный источник питания | 110 В/240 В (автоматическое определение) |
| Диаметр точки сварки | ≈ 0,5–3,5 мм |
| След | 11,75 x 8 x 8 дюймов (29,8 x 20,3 x 20,3 см) |
| Вес | 15 фунтов (6,8 кг) |
| Стереомикроскопическое увеличение | 5 x |
| Затвор/автоматическое затемнение | Затворная система |
Orion Pulse 250s
Orion Pulse 250s — мощное дополнение к линейке технологий импульсно-дуговой сварки Orion. Как и все сварочные аппараты Orion, Orion 250s оснащен большим интерфейсом с сенсорным экраном, который оптимизирует и упрощает процесс сварки, позволяя пользователям делать больше и работать более эффективно. Пользователям доступно множество функций, включая высокочастотное перемешивание для дополнительного проплавления и прочности сварного шва, адаптивное зажигание сварного шва для увеличения срока службы электрода, настраиваемые параметры сохранения для быстрого и простого переключения между настройками сварки, полностью обновляемые и обновляемые параметры программного обеспечения и многое другое. . Orion 250s продолжает наследие Orion, предлагая самое высокотехнологичное, универсальное и доступное решение для сварки на современном рынке. Как и в других сварочных аппаратах Orion, в Orion 250 используются две разные технологии сварки — импульсная дуга и прихватка. В режиме Tack Mode используется технология контактной сварки с мощностью до 250 ватт-секунд. Режим Tack идеально подходит для временного размещения или постоянной сварки плавлением.
Как и все сварочные аппараты Orion, Orion 250s оснащен большим интерфейсом с сенсорным экраном, который оптимизирует и упрощает процесс сварки, позволяя пользователям делать больше и работать более эффективно. Пользователям доступно множество функций, включая высокочастотное перемешивание для дополнительного проплавления и прочности сварного шва, адаптивное зажигание сварного шва для увеличения срока службы электрода, настраиваемые параметры сохранения для быстрого и простого переключения между настройками сварки, полностью обновляемые и обновляемые параметры программного обеспечения и многое другое. . Orion 250s продолжает наследие Orion, предлагая самое высокотехнологичное, универсальное и доступное решение для сварки на современном рынке. Как и в других сварочных аппаратах Orion, в Orion 250 используются две разные технологии сварки — импульсная дуга и прихватка. В режиме Tack Mode используется технология контактной сварки с мощностью до 250 ватт-секунд. Режим Tack идеально подходит для временного размещения или постоянной сварки плавлением. Режим импульсной дуги использует технологию импульсно-дуговой сварки и состоит из двух различных диапазонов энергии — микро и ультра. Диапазон энергии Ultra использует до 250 Дж энергии для проектов, которые требуют более глубокого проникновения или большего размера пятна. Серия Micro Energy потребляет до 30 Дж энергии и идеально подходит для небольших и более деликатных изделий. Orion 250s представляет собой универсальную, компактную и доступную сварочную систему в простом в использовании корпусе.
Режим импульсной дуги использует технологию импульсно-дуговой сварки и состоит из двух различных диапазонов энергии — микро и ультра. Диапазон энергии Ultra использует до 250 Дж энергии для проектов, которые требуют более глубокого проникновения или большего размера пятна. Серия Micro Energy потребляет до 30 Дж энергии и идеально подходит для небольших и более деликатных изделий. Orion 250s представляет собой универсальную, компактную и доступную сварочную систему в простом в использовании корпусе.
Applications
• Заполнение
• Holloware
• Ремонт плесени и матрицы
• Завершение катушки
• Реле
• Соленоиды
• Катушки
• Трансмиссии
• Приступы
• Индуктивные катушки
• СВОИ
• Приступы
. • Завальцовка проволоки
• Сварка любого металла
• И многое другое
Особенности
• Большой сенсорный экран с поддержкой нескольких языков
• Сохранение и загрузка настроек
• Высокочастотное перемешивание
• Варианты длины сварки
• Возможности формирования импульса
• Возможность обновления/обновления
• Микроскоп 5x со встроенной системой затвора
| Особенности | Орион Пульс 250 с |
| Тип | Импульсная дуга и сопротивление |
| Режимы сварки | 3 |
| Запрограммированные настройки металла | 10 |
| Настраиваемые параметры сохранения | 20 |
| Языки | Несколько |
| Дисплей | 7-дюймовый сенсорный экран |
| Энергия (вт) | 1-250 вс |
| Импульсный источник питания | 110 В/240 В (автоматическое определение) |
| Диаметр точки сварки | ≈ 0,5–4,25 мм |
| След | 11,75 x 8 x 8 дюймов (29,8 x 20,3 x 20,3 см) |
| Вес | 15 фунтов (6,8 кг) |
| Стереомикроскопическое увеличение | 5x |
| Шторка/автоматическое затемнение | Система затворов |
Orion 100c — это компактный сварочный аппарат Orion начального уровня, который был спроектирован и разработан для удовлетворения потребностей рынка: компактные размеры для экономии места, простой в использовании интерфейс с сенсорным экраном для быстрого доступа и регулировка параметров сварки, варианты высокочастотного перемешивания для трудносвариваемых металлов, и все это при низких начальных затратах. Orion 100c продолжает наследие Orion, предлагая самое высокотехнологичное, универсальное и доступное решение для сварки на современном рынке.
Orion 100c продолжает наследие Orion, предлагая самое высокотехнологичное, универсальное и доступное решение для сварки на современном рынке.
Orion 100c предлагает два различных режима сварки: режим импульсной дуги и микрорежим. Независимо от того, требуется ли сварка высокой мощности или сложные, точные сварные швы вокруг драгоценных компонентов, Orion 100c обладает гибкостью для сварки с высокой мощностью и точностью.
Линейка продуктов Orion Welders может помочь пользователям увеличить прибыль, сэкономить время и раскрыть потенциал. Используя инновационную импульсно-дуговую технологию, сварочные аппараты Orion выполняют лазерную сварку по более низкой цене. Используя новую технологию, пользователи могут научиться сварке за считанные минуты и настроить каждый аспект машины в соответствии со своими предпочтениями.
Orion 100c — мощное дополнение к линейке технологий импульсно-дуговой сварки Orion. Как и все сварочные аппараты Orion, Orion 100c оснащен интерфейсом с сенсорным экраном, который оптимизирует и упрощает процесс сварки, позволяя пользователям делать больше и работать более эффективно. Пользователям доступно множество функций, включая высокочастотное перемешивание для дополнительного провара и прочности сварного шва, точное зажигание сварного шва для получения чистых сварных швов и увеличения срока службы электрода, настраиваемые параметры сохранения для быстрого и простого переключения между настройками сварки, а также полностью обновляемые и обновляемые опции программного обеспечения. Как и в других сварочных аппаратах Orion, в Orion 100c используются две разные технологии сварки — импульсная дуга и прихватка. В режиме Tack Mode используется технология контактной сварки с мощностью до 100 ватт-секунд. Режим Tack идеально подходит для временного размещения или постоянной сварки плавлением. Технология импульсно-дуговой сварки состоит из двух различных диапазонов энергии – микро и ультра. Диапазон энергии Ultra составляет от 30 до 100 Дж для проектов, требующих более глубокого проникновения или большего размера пятна. Диапазон микроэнергий составляет от 3 до 29.джоулей энергии и идеально подходит для небольших и более тонких изделий.
Пользователям доступно множество функций, включая высокочастотное перемешивание для дополнительного провара и прочности сварного шва, точное зажигание сварного шва для получения чистых сварных швов и увеличения срока службы электрода, настраиваемые параметры сохранения для быстрого и простого переключения между настройками сварки, а также полностью обновляемые и обновляемые опции программного обеспечения. Как и в других сварочных аппаратах Orion, в Orion 100c используются две разные технологии сварки — импульсная дуга и прихватка. В режиме Tack Mode используется технология контактной сварки с мощностью до 100 ватт-секунд. Режим Tack идеально подходит для временного размещения или постоянной сварки плавлением. Технология импульсно-дуговой сварки состоит из двух различных диапазонов энергии – микро и ультра. Диапазон энергии Ultra составляет от 30 до 100 Дж для проектов, требующих более глубокого проникновения или большего размера пятна. Диапазон микроэнергий составляет от 3 до 29.джоулей энергии и идеально подходит для небольших и более тонких изделий. Orion 100c представляет собой универсальную, компактную и доступную сварочную систему в удобном корпусе.
Orion 100c представляет собой универсальную, компактную и доступную сварочную систему в удобном корпусе.
Применение
• Заполнение
• Holloware
• Ремонт плесени и матрицы
• Завершение катушки
• Реле
• Соленоиды
• Катушки для карандашей
• СВОЙСТВА
• ACTUATORS
• Индоутровые катушки
• СВОЙСТВА
• ACTUATORS
• Индоутровые катушки
• СВОЙСТВА
• ACTUATORS
. • Индоутровые катушки
• СВОЙСТВА
• ACTUATORATION • Завальцовка проволоки
• Сварка любого металла
• И многое другое
Особенности
• Сенсорный дисплей с несколькими языками
• Возможности импульсно-дуговой и контактной сварки
• Настройки сохранения и загрузки
• Высокочастотное перемешивание
• Параметры длины сварки 900 • Обновляемый/обновляемый
• Возможности формирования импульсов
• Микроскоп 5x со встроенной системой затвора
| Особенности | Орион Пульс 200i и Орион Пульс 250i |
| Тип | Импульсная дуга и сопротивление |
| Режимы сварки | 3 |
| Предварительно запрограммированные настройки металла | 5 |
| Настраиваемые параметры сохранения | 5 |
| Языки | Несколько |
| Дисплей | 4-дюймовый сенсорный экран |
| Энергия импульсной дуги (Вт) | 3-100 шт. |
| Энергия липкости (Вт) | 3-100 шт. |
| Импульсный источник питания | 110/240 В переменного тока (автоматическое определение) |
| Диаметр точки сварки | ≈ 0,75–2,5 мм |
| След | 9,25 x 5,75 x 6,5 дюймов (23,5 x 14,6 x 16,5 см) |
| Вес | 7,5 фунтов (3,4 кг) |
| Стереомикроскопическое увеличение | 5 x |
| Защита для глаз микроскопа — система шторок | ИК ∞ / УФ ∞ |
Orion mPulse 30 — это небольшой и удобный сварочный аппарат, который прост в использовании и отличается высокой универсальностью. Упаковка имеет потенциал мощности 30 Вт, она отлично подходит для небольших быстрых сварных швов с легким рабочим циклом.
Существует 11 различных настроек мощности на выбор в диапазоне от 5,0 мс до 30 мс с шагом 2,5 мс. Наименьший размер пятна сварки составляет почти 1 мм, в зависимости от вашего материала. Самая большая установка 30ws дает точку сварки диаметром приблизительно 1,5 мм, также в зависимости от материала.
mPulse 30 прекрасно работает с титаном, сталью, золотом, серебром и многими другими металлами, используемыми в различных отраслях промышленности. Это превосходная альтернатива любому припою; и, имея размеры 5,5 x 5,25 x 3,625 дюйма, mPulse 30 маленький и неудобный.
Исследования и разработки, проведенные командой инженеров с докторской степенью, позволили этому маленькому устройству быть таким же универсальным и мощным, как большая машина.
Особенности MPULSE 30
- Удобство использования
- Мощность 30 мс
- Место сварки 1–1,5 мм
- Компактный, размером 5,5 x 5,25 x 3,625 дюйма
- Универсальный, с возможностью сварки различных металлов, включая титан, сталь, золото, серебро
| Характеристики | ИМПУЛЬС 30 |
| Режимы сварки | 1 |
| Пиковая мощность (Вт) | 30 Вт |
| Энергия (ws) | 5–30 мс |
| Частота импульсов | 1/3,5 Гц |
| Диаметр точки сварки | 0,8-1,7 мм |
| Дисплей | 4,3-дюймовый сенсорный ЖК-экран TFT |
| Дисплей | Калибровка экрана Atuo |
| Затемнение шторки | Цвет от 3 до 12 |
| След | 100/230 В переменного тока (автоматическое определение) |
| Вес сварочного аппарата | 2 фунта. 6 унций (1,07 кг) 6 унций (1,07 кг) |
| Стойка для сварки и автоматического затемнения Вес | 4 фунта. (1,81 кг) |
Надежный газовый регулятор промышленного класса обеспечивает точное управление защитным газом аргоном, используемым во многих сварочных процессах. В сочетании с продукцией Sunstone Engineering и Orion Welder точность регулятора обеспечивает превосходные результаты сварки. Он отличается высокой точностью для управления низким расходом аргона от 1 до 30 фунтов на квадратный дюйм с неограниченными промежуточными настройками.
Orion Arm Pkg.
Комплект микроскопа с поворотным кронштейном Orion и принадлежности
в комплекте со сварочным аппаратом.
Базовый прицел Orion
Упак.
Базовый комплект микроскопа Orion и принадлежности,
в паре со сварочным аппаратом.
Orion ADL Pkg.
Комплект затемняющих линз Orion и принадлежности,
в сочетании со сварочным аппаратом
Рука Orion
Микроскоп
Поворотная рука Orion и установка микроскопа с оптическим затвором
, подсветкой и 5-кратным/10-кратным увеличением. Дополнительные принадлежности
не входят в комплект, не используются в паре со сварочным аппаратом
.
Базовый микроскоп Orion
Базовый микроскоп Orion с оптическим затвором, освещением,
и увеличением 5x/10x, без сварочного аппарата.
Орион АДЛ
Затемняющая линза Orion с источником света. Дополнительные принадлежности
не входят в комплект, не используются в паре со сварочным аппаратом
.
Стилус Orion
Стилус для импульсной дуговой сварки. Наконечник для использования со сварочными аппаратами Orion
Orion Stylus
Industrial
Промышленный стилус Orion для тяжелых условий эксплуатации.