Что можно варить аргонной сваркой: особенности технологии
Вопросы, рассмотренные в материале:
- Особенности технологии аргонной сварки
- Металлы, которые можно варить аргонной сваркой
- Основные виды аргонной сварки
- Порядок выполнения работ при аргонной сварке
- Особенности аргонной сварки различных металлов
Что можно варить аргонной сваркой? Да практически все! И это радует, ведь соединить детали из различных цветных металлов и сплавов обычными методами иногда не представляется возможным.
С другой стороны, технология аргонной сварки достаточно сложна и обладает своей спецификой. Поэтому прежде чем приступать к работе, нужно как можно более тщательно изучить особенности данного способа металлообработки.
Особенности технологии аргонной сварки
Прежде чем говорить об аргонно-дуговой сварке, следует разобраться с тем, что представляет собой сам процесс соединения заготовок. Металлические поверхности свариваемых деталей предварительно прогреваются за счет воздействия пламени. При таком способе обработки находящийся в воздухе кислород вступает в реакцию с материалом, что вызывает его окисление. При этом следует иметь в виду, что окисление цветных металлов и легированных сталей занимает меньше времени по сравнению с обычными металлами.
Металлические поверхности свариваемых деталей предварительно прогреваются за счет воздействия пламени. При таком способе обработки находящийся в воздухе кислород вступает в реакцию с материалом, что вызывает его окисление. При этом следует иметь в виду, что окисление цветных металлов и легированных сталей занимает меньше времени по сравнению с обычными металлами.
Из-за этого качество соединений снижается: швы заполняются многочисленными пузырьками, что приводит к потере ими прочности и разрушению. Сварка не подходит для работы с заготовками из алюминия, поскольку этот сплав при нагреве горит и разрушается.
В процессе аргонно-дуговой сварки используется сварочная ванна, защищающая детали от воздействия газов и примесей. В качестве защитной оболочки тут выступают инертный газ аргон.
При сварочных работах могут использоваться другие инертные газы, например, гелий, обладающий аналогичными характеристиками. Однако недостатками гелия являются высокая стоимость и больший расход в сравнении с аргоном.
Аргон не вступает в химические реакции с другими элементами, включая обрабатываемые металлические заготовки. Этот газ весит больше воздуха, поэтому вытесняет его из сварочной ванны, предотвращая воздействие ненужных газовых примесей.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Аргонную сварку производят при помощи плавящихся либо неплавящихся (например, вольфрамовых) электродов. Для определения типа и диаметра электродов используются специальные таблицы. Выбор того или иного расходника зависит от свариваемых материалов.
Металлы, которые можно варить аргонной сваркой
Итак, что можно варить аргонной сваркой? Чаще всего именно она применяется для работы с материалами, в составе которых присутствует алюминий или нержавеющая сталь. Именно этой технологии отдают предпочтение работники станций технического обслуживания автомобилей. Использование аргонной сварки позволяет продлить срок использования деталей авто.
Использование аргонной сварки позволяет продлить срок использования деталей авто.
Аргонной сваркой можно варить отдельные элементы трансмиссии, радиаторы, трубки кондиционера и других детали, изготовленные из алюминиевых сплавов.
Технические особенности автомобильных запчастей не позволяют воспользоваться другими методами обработки, например, плазменным напылением или пайкой.
VT-metall предлагает услуги:
Можно варить аргонной сваркой детали, изготовленные из дюралюминия, титана, чугуна, меди, силумина, других цветных и черных металлов. Поскольку материалы обладают своими особенностями, то качественно выполнить работы и получить надежное сварное соединение помогает профессионализм и опыт сварщика, знакомого с химическими реакциями металлов при нагреве.
Также с помощью аргонно-дуговой сварки создают уникальные кованые изделия (ворота, ограждения, мебель, люстры и т. п.). Из-за большого количества мелких элементов готового изделия его финишная шлифовка затруднительна. Используемая же технология оптимизирует процесс изготовления, а готовые детали не нуждаются в дальнейшей обработке.
Используемая же технология оптимизирует процесс изготовления, а готовые детали не нуждаются в дальнейшей обработке.
Для получения качественных сварных соединений помимо аргона необходимо пользоваться присадками. Благодаря своему опыту сварщики могут подобрать оптимально подходящие расходные материалы для более быстрой и профессиональной работы.
Основные виды аргонной сварки
Выбор разновидности сварки зависит от обрабатываемого металла. Ручная аргонная сварка с использованием штучных электродов обладает следующими особенностями:
- получением тонкого аккуратного сварного шва;
- высокой скоростью обработки металла;
- относительно невысокой температурой работы;
- отсутствием необходимости в присадках.
В промышленности широко применяется ручная или автоматическая аргонодуговая сварка с использованием штучных вольфрамовых электродов и присадочной проволоки. Эта технология более сложная и трудоемкая, но при этом обладает рядом преимуществ:
- использование автоматического оборудования в разы увеличивает производительность труда по сравнению с ручным способом;
- можно варить аргонной сваркой заготовки из легированной и углеродистой стали;
- сварочный шов отличается высоким качеством.


Выбор той или иной технологии сварки зависит не только от имеющегося оборудования, но и от материала, из которого выполнены заготовки. В большинстве случаев ручная и автоматическая или полуавтоматическая сварка может использоваться для сваривания аналогичных металлов.
Для аргонной сварки более предпочтительным является использование оборудования с постоянным и переменным током. Высокая стоимость оборудования окупается возможностью применения его для работы практически с любыми металлами.
Порядок выполнения работ при аргонной сварке
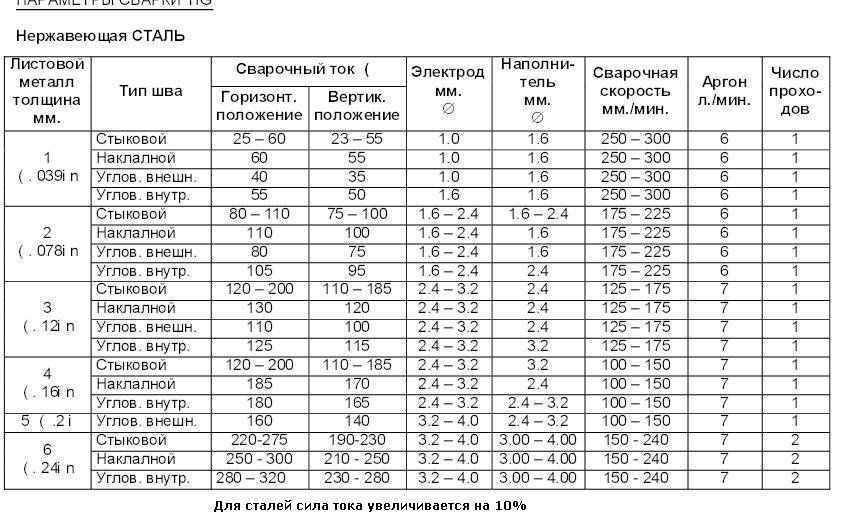
Аргонной сваркой с неплавящимися вольфрамовыми электродами можно варить детали, изготовленные из нержавеющей стали и цветных металлов (алюминия, титана, магния).
Электрод размещается в токоподводящей цанге горелки с керамическим соплом, направляющим инертный газ в свариваемую область. Аппарат имеет систему водяного охлаждения. При выборе диаметра электрода необходимо руководствоваться требуемой силой тока, зависящей от толщины обрабатываемого изделия.
Механизированная горелка, которую можно использовать при аргонной сварке, имеет также маховик, поднимающий и опускающий вольфрамовый электрод. Токоподводящая цанга закреплена резьбовым соединением, что позволяет использовать стержни разного диаметра.
Полуавтоматическое или автоматическое оборудование оснащено горелкой с плавящимся электродом. В процессе работы сварочная дуга поддерживается между обрабатываемой деталью и присадочной проволокой. Система охлаждения аппарата зависит от его производительности и может быть воздушной или жидкостной. Конструкция сопла и принцип работы аналогичны оборудованию с неплавящимися стержнями.
Во время аргонной сварки сварщикам необходимо придерживаться следующих правил:
- Обрабатываемая поверхность должна быть тщательно очищена от грязи, масла, жиров, краски и т. д., поскольку наличие загрязнений отрицательно скажется на качестве полученного шва. Способы очистки могут быть как механическими, так и химическими.
- За 20 секунд до начала работы газ подается в зону сварки. Присадочная проволока и горелка размещаются в непосредственной близости от обрабатываемой поверхности. Дуга активируется поступающей электроэнергией.
- Горелка должна перемещаться вдоль, а не поперек линии соединения деталей. Проволока не должна подаваться быстро, чтобы избежать образования металлических брызг. Присадку следует проводить впереди горелки, поступательно добавляя или убирая ее.
- Чем короче сварочная дуга, тем уже, глубже и эстетичнее будет шов. Этот момент особенно важен при использовании неплавящихся электродов.
- Необходимо следить за нахождением горелки и присадочной проволоки внутри защитной газовой оболочки.
- Для того чтобы заварить кратер, следует понизить напряжение, а не убирать горелку. Подачу газа в зону сварки следует прекратить спустя 15 секунд после окончания работы.
.jpg) Способы очистки могут быть как механическими, так и химическими.
Способы очистки могут быть как механическими, так и химическими.Немного о режиме работы сварочного аппарата. Выбирая порядок работы оборудования, необходимо учитывать имеющиеся исходные данные.
Выбирая порядок работы оборудования, необходимо учитывать имеющиеся исходные данные.
Выбор направленности и полярности тока зависит от обрабатываемого металла. Аргонной сваркой можно варить детали из стали, включая нержавейку, на оборудовании с током прямой направленности. Для цветных металлов, магния и алюминия используется аппаратура, работающая на переменном токе с обратной полярностью.
На расход инертного газа влияют два основных фактора: условия работы и скорость подачи аргона. Если аргонная сварка ведется на открытом воздухе при сильном ветре, расход увеличивается. В связи с этим, обработку следует выполнять в защищенном от ветра месте.
Особенности аргонной сварки различных металлов
Итак, аргонной сваркой можно варить различные металлы, главное – знать и учитывать их особенности, поскольку без этого невозможно получить качественное сварное соединение.
- Нержавеющая сталь.
Изделия из нержавеющей стали достаточно сложны в обработке. Распространенной проблемой являются трескающиеся и расходящиеся сварные швы. Во избежание этого для соединения деталей используется аргонодуговая сварка. При работе с нержавейкой необходимо помнить о некоторых нюансах:
Распространенной проблемой являются трескающиеся и расходящиеся сварные швы. Во избежание этого для соединения деталей используется аргонодуговая сварка. При работе с нержавейкой необходимо помнить о некоторых нюансах:
- присадка и неплавящийся электрод перемещаются исключительно вдоль, а не поперек сварного шва;
- повысит качество соединения, но при этом увеличит расход газа обдувание области сварки с лицевой и изнаночной стороны;
- присадка должна располагаться в зоне действия защитного газа;
- вольфрамовый стержень не должен касаться поверхности соединяемых заготовок, в том числе при активации дуги (это делается с помощью специальных пластин).
После окончания работы с изделиями из нержавеющей стали подача газа прекращается спустя 10–15 секунд, чтобы дать шву остыть и предотвратить окисление.
Можно варить аргонной сваркой трубы из нержавейки. Сама обработка аналогична работе с листовыми изделиями, но сварочное соединение должно обдуваться газом с наружной и внутренней стороны.
Обдув снаружи вопросов не вызывает, а для того, чтобы подавать газ изнутри, следует:
- закрыть одну из свариваемых труб пробкой;
- стык скрыть изолентой;
- во вторую трубу медленно впустить аргон и закрыть ее;
- удалить изоленту и продолжить сварку так же, как и при работе с другими листовыми изделиями.
- Алюминий.
Что можно варить аргонной сваркой? Именно эта технология позволяет без проблем соединять изделия из алюминия. Проблематичность сварки этого металла обусловлена его свойствами: при контакте с воздухом он вступает в химическую реакцию с кислородом, в результате чего поверхность сразу покрывается оксидной пленкой. После механического удаления пленки она вновь появляется спустя непродолжительное время.
Образующийся на поверхности детали оксид алюминия тугоплавок, разрушить его можно переменным током или током с обратной полярностью.
Помимо создания защитной среды, использование аргона в данном случае разрушает оксидную пленку. При сваривании деталей из тонколистовой стали расходуется около 6 л/мин инертного газа, из толстолистовой – около 15 л/мин.
При сваривании деталей из тонколистовой стали расходуется около 6 л/мин инертного газа, из толстолистовой – около 15 л/мин.
Независимо от используемой технологии сварки важно предварительно тщательно очистить обрабатываемую заготовку. Последовательность действий по очистке будет следующей:
- с помощью растворителя обезжирить поверхности соединяемых деталей;
- удалить оксидную пленку механическим или химическим способом;
- просушить чистую поверхность.
После такой подготовки качество сварного шва будет намного выше.
При использовании для сварки гелия необходимо оборудование с постоянным током. К недостаткам технологии относятся:
- более высокая стоимость гелия по сравнению с аргоном;
- повышенный расход инертного газа;
- технически работа с гелием сложнее работы с аргоном.
- Медь.
Отличие меди от других цветных металлов заключается в ее химических свойствах – металл более устойчив к воздействию агрессивной среды. Работая с ней, профессиональные сварщики пользуются смесью аргона с гелием, плавящимися или неплавящимися вольфрамовыми электродами, а также оборудованием с постоянным током.
Работая с ней, профессиональные сварщики пользуются смесью аргона с гелием, плавящимися или неплавящимися вольфрамовыми электродами, а также оборудованием с постоянным током.
При обработке деталей толщиной более 4 мм их предварительно нагревают до +800 °С. Изделия из меди можно варить аргонной сваркой с использованием медной или медно-никелевой присадочной проволоки. Вместо нее пользуются прутками из аналогичных материалов. В процессе сварки образуется стабильная и устойчивая сварочная дуга.
Поскольку медь обладает высокой теплопроводностью, кромки соединяемых заготовок должны быть обязательно разделаны. При работе с заготовками толщиной менее 12 мм можно ограничиться разделыванием одной кромки, при сваривании более толстых деталей следует обработать обе кромки.
- Титан.
Также можно варить аргонной сваркой изделия из титана. Для этого используют вольфрамовые электроды.
При толщине деталей от 0,5 до 1,5 мм достаточно одного электрода. Присадки при этом не нужны, заготовки соединяются встык. Более толстые изделия свариваются с использованием присадочной проволоки.
Присадки при этом не нужны, заготовки соединяются встык. Более толстые изделия свариваются с использованием присадочной проволоки.
Предварительно с кромок соединяемых заготовок необходимо полностью удалить насыщенный кислородом альфированный слой. Присадочную проволоку нужно обработать вакуумным отжигом при температуре +900…+1000 °С в течение четырех часов.
Титан можно варить аргонной сваркой на оборудовании с постоянным током прямой полярности. Для соединения заготовок толще 10–15 мм используется погруженная дуга:
- после того как образуется сварочная ванна, расход инертного газа повышается до 40–50 л/ч;
- электрод погружают в сварочную ванну;
- возникающее давление сварочной дуги оттесняет расплавленный металл, а дуга горит внутри образовавшегося углубления.
Такая технология позволяет увеличить проплавляющую способность дуги.
В заключение отметим, что варить аргонной сваркой можно изделия из различных металлов, главное – учитывать существующие нюансы и особенности каждого из свариваемых материалов. Изучить их помогут специальные справочники.
Изучить их помогут специальные справочники.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Проволока для аргонной сварки
Главная » Статьи » Проволока для аргонной сварки
Присадочная проволока для сварки аргоном
Аргонодуговая сварка считается самой качественной, ведь с ее помощью можно обеспечить эффективную защиту сварочной ванны от плохого влияния со стороны. Именно поэтому можно быть уверенным в том, что соединение будет надежным и качественным.
Основным расходным материалом в этом случае будет присадочная проволока, поэтому выбирать ее нужно со всей внимательностью, чтобы конечный результат получился качественным. Выпускается данная продукция самых разных диаметров, а также состоит из большого многообразия металлов. В присадочной проволоке отсутствует обмазка или специализированное покрытие, ведь все данные функции должен выполнять аргон.
Выпускается данная продукция самых разных диаметров, а также состоит из большого многообразия металлов. В присадочной проволоке отсутствует обмазка или специализированное покрытие, ведь все данные функции должен выполнять аргон.
Проволока и основной металл расплавляются вместе благодаря воздействию электрической дуги, а также перемешивается в ванне с жидким металлом друг с другом. Если подобрать расходные материалы правильно, то соединение обязательно окажется прочным и качественным, ведь если в составе имеются слишком разные элементы, то они не смогут скрепиться друг с другом прочно. Иногда бывает углеродистая, низколегированная, легированная и другие виды проволок. Присадочные материалы должны точно соответствовать ГОСТу.
Виды проволоки
Сварочная проволока аргоном делится на некоторые виды. Самое основное различие в этом является содержание в ее составе легирующих элементов. Если содержание их слишком низкое, то ими рекомендуется варить не сплавы, а металлы в чистом виде.
Свойства сварки максимально улучшаются, а состав основного металла остается практически неизменным. Вот только в таких случаях чаще всего ввиду имеются стали, ведь при сварке алюминия желательно, чтобы легирование было как можно больше, так как этот металл слишком плохо соединяется.
Самой распространенной проволокой является та, в которой средней уровень легирования. Ведь огромное количество технических металлов рассчитаны именно на такой уровень. Это могут быть разнообразные стали, используемые в промышленных областях. Свариваемость здесь не так прекрасна, как хотелось бы, но по сравнению с другими металлами намного лучше. Поэтому, если имеются дополнительные флюсы, то соединение получится довольно качественным.
Высоколегированные материалы должны использоваться в самых сложных ситуациях, когда металл вообще практически не сваривается. Поэтому легирующие элементы быстро преодолевают выгорание, которое бывает при воздействиях слишком высоких температур. Это улучшает соединение металлов, ведь происходит компенсация утраченных элементов. Большинство производителей выпускает две разновидности материалов, где есть омедненная и обыкновенная поверхность.
Большинство производителей выпускает две разновидности материалов, где есть омедненная и обыкновенная поверхность.
Характеристики и свойства
Присадочные проволоки для сварки аргоном часто имеют в себе легирующие элементы, которые придают дополнительную устойчивость к коррозии. Это является довольно удобным как при сварке, так и при последующем хранении. При помощи специализированного состава создается пластичный материал, который отлично справляется с деформацией, причем это происходит как до сварки, так и после нее.
Часто материал имеет низкое содержание углерода, поэтому он становится очень прочным. Иногда производители уменьшают теплопроводность металла, чтобы при сваривании защитить металл от деформации.
Как выбрать?
Если необходимо приобрести проволоку для сваривания аргоном из нержавейки, то обязательно нужно понять, какой состав материала понадобится. Ведь их имеется огромное разнообразие, а все металлы и компоненты оказывают прямое влияние на свойства материала.
Если присадочная проволока отличается своим составом, то в материале шва будет очень высокая уязвимость и хрупкость. Ведь в этом случае может образоваться большой перепад. Чтобы создать идеальные условия, необходимо выбрать тот материал, в котором будет полное совпадение, а присадочная проволока должна обладать такими же свойствами, как и основной металл.
Важно! Самой основной характеристикой является количество углерода, ведь если его слишком много, то шов приобретает большую хрупкость. Однако это не относится к высокоуглеродистым металлам.
Также стоит уделить особое внимание диаметру проволоки. Многие производители выпускают материал в самых разных вариантах, поэтому и заготовки имеют разнообразную толщину. В итоге получается так, что чем больше основной металл, тем шире нужно приобретать проволоку. Нужно подбирать их таким образом, чтобы металл и проволока имели одинаковые или максимально близкие значения.
Производители
Сегодня имеется огромное количество компаний и производителей, которые делают сварочную проволоку самого разнообразного вида. Поэтому иногда потребитель может столкнуться с проблемой выбора материала. Однако если пользоваться вышеперечисленными советами, то можно обезопасить себя от выбора неправильного материала.
Поэтому иногда потребитель может столкнуться с проблемой выбора материала. Однако если пользоваться вышеперечисленными советами, то можно обезопасить себя от выбора неправильного материала.
svarkagid.com
Как выбрать проволоку для сварки
Array ( [TAGS] => [~TAGS] => [ID] => 58363 [~ID] => 58363 [NAME] => Как выбрать проволоку для сварки [~NAME] => Как выбрать проволоку для сварки [IBLOCK_ID] => 1 [~IBLOCK_ID] => 1 [IBLOCK_SECTION_ID] => 115 [~IBLOCK_SECTION_ID] => 115 [DETAIL_TEXT] =>
В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
Маркировка сварочной проволоки
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:
Пример: СВ-08Г2С означает,
- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
 В данном случае проволока содержит 0,08 % углерода;
В данном случае проволока содержит 0,08 % углерода;Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.
- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.
Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.
Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Порошковая проволока для сварки
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.
Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.
Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки. Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Преимущества порошковой самозащитной проволоки:
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.

Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество. Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, — теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.
Источник: strport.ru
[~DETAIL_TEXT] =>
В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
Маркировка сварочной проволоки
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:
Пример: СВ-08Г2С означает,
- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
 В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.
- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.

Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.
Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Порошковая проволока для сварки
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.
Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.
Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки. Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Преимущества порошковой самозащитной проволоки:
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.
Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas
Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество. Углерод не дает образовываться межкристаллической коррозии.
Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, — теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.
Источник: strport.ru
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] => В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. [~PREVIEW_TEXT] => В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. [PREVIEW_TEXT_TYPE] => text [~PREVIEW_TEXT_TYPE] => text [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [TIMESTAMP_X] => 17.04.2017 11:56:08 [~TIMESTAMP_X] => 17.04.2017 11:56:08 [ACTIVE_FROM] => 14.04.2017 [~ACTIVE_FROM] => 14.04.2017 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => /news/115/58363/ [~DETAIL_PAGE_URL] => /news/115/58363/ [LANG_DIR] => / [~LANG_DIR] => / [CODE] => kak_vybrat_provoloku_dlya_svarki [~CODE] => kak_vybrat_provoloku_dlya_svarki [EXTERNAL_ID] => 58363 [~EXTERNAL_ID] => 58363 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [LID] => s1 [~LID] => s1 [NAV_RESULT] => [DISPLAY_ACTIVE_FROM] => 14.
[~PREVIEW_TEXT] => В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. [PREVIEW_TEXT_TYPE] => text [~PREVIEW_TEXT_TYPE] => text [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [TIMESTAMP_X] => 17.04.2017 11:56:08 [~TIMESTAMP_X] => 17.04.2017 11:56:08 [ACTIVE_FROM] => 14.04.2017 [~ACTIVE_FROM] => 14.04.2017 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => /news/115/58363/ [~DETAIL_PAGE_URL] => /news/115/58363/ [LANG_DIR] => / [~LANG_DIR] => / [CODE] => kak_vybrat_provoloku_dlya_svarki [~CODE] => kak_vybrat_provoloku_dlya_svarki [EXTERNAL_ID] => 58363 [~EXTERNAL_ID] => 58363 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [LID] => s1 [~LID] => s1 [NAV_RESULT] => [DISPLAY_ACTIVE_FROM] => 14. 04.2017 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Как выбрать проволоку для сварки [SECTION_META_KEYWORDS] => как выбрать проволоку для сварки [SECTION_META_DESCRIPTION] => В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. [SECTION_PAGE_TITLE] => Как выбрать проволоку для сварки [ELEMENT_META_TITLE] => Как выбрать проволоку для сварки [ELEMENT_META_KEYWORDS] => как выбрать проволоку для сварки [ELEMENT_META_DESCRIPTION] => В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны.
04.2017 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Как выбрать проволоку для сварки [SECTION_META_KEYWORDS] => как выбрать проволоку для сварки [SECTION_META_DESCRIPTION] => В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. [SECTION_PAGE_TITLE] => Как выбрать проволоку для сварки [ELEMENT_META_TITLE] => Как выбрать проволоку для сварки [ELEMENT_META_KEYWORDS] => как выбрать проволоку для сварки [ELEMENT_META_DESCRIPTION] => В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. [ELEMENT_PAGE_TITLE] => Как выбрать проволоку для сварки [SECTION_PICTURE_FILE_ALT] => Как выбрать проволоку для сварки [SECTION_PICTURE_FILE_TITLE] => Как выбрать проволоку для сварки [SECTION_DETAIL_PICTURE_FILE_ALT] => Как выбрать проволоку для сварки [SECTION_DETAIL_PICTURE_FILE_TITLE] => Как выбрать проволоку для сварки [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как выбрать проволоку для сварки [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как выбрать проволоку для сварки [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как выбрать проволоку для сварки [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как выбрать проволоку для сварки ) [FIELDS] => Array ( [TAGS] => ) [DISPLAY_PROPERTIES] => Array ( ) [IBLOCK] => Array ( [ID] => 1 [~ID] => 1 [TIMESTAMP_X] => 15.02.2016 17:09:48 [~TIMESTAMP_X] => 15.02.2016 17:09:48 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [LID] => s1 [~LID] => s1 [CODE] => news [~CODE] => news [NAME] => Пресс-центр [~NAME] => Пресс-центр [ACTIVE] => Y [~ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [PICTURE] => [~PICTURE] => [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [RSS_TTL] => 24 [~RSS_TTL] => 24 [RSS_ACTIVE] => Y [~RSS_ACTIVE] => Y [RSS_FILE_ACTIVE] => N [~RSS_FILE_ACTIVE] => N [RSS_FILE_LIMIT] => 0 [~RSS_FILE_LIMIT] => 0 [RSS_FILE_DAYS] => 0 [~RSS_FILE_DAYS] => 0 [RSS_YANDEX_ACTIVE] => N [~RSS_YANDEX_ACTIVE] => N [XML_ID] => clothes_news_s1 [~XML_ID] => clothes_news_s1 [TMP_ID] => b8af53374710a1ee4792b8c239510fee [~TMP_ID] => b8af53374710a1ee4792b8c239510fee [INDEX_ELEMENT] => Y [~INDEX_ELEMENT] => Y [INDEX_SECTION] => Y [~INDEX_SECTION] => Y [WORKFLOW] => N [~WORKFLOW] => N [BIZPROC] => N [~BIZPROC] => N [SECTION_CHOOSER] => L [~SECTION_CHOOSER] => L [LIST_MODE] => [~LIST_MODE] => [RIGHTS_MODE] => S [~RIGHTS_MODE] => S [SECTION_PROPERTY] => N [~SECTION_PROPERTY] => N [PROPERTY_INDEX] => N [~PROPERTY_INDEX] => N [VERSION] => 1 [~VERSION] => 1 [LAST_CONV_ELEMENT] => 0 [~LAST_CONV_ELEMENT] => 0 [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [EDIT_FILE_BEFORE] => [~EDIT_FILE_BEFORE] => [EDIT_FILE_AFTER] => [~EDIT_FILE_AFTER] => [SECTIONS_NAME] => Разделы [~SECTIONS_NAME] => Разделы [SECTION_NAME] => Раздел [~SECTION_NAME] => Раздел [ELEMENTS_NAME] => Новости [~ELEMENTS_NAME] => Новости [ELEMENT_NAME] => Новость [~ELEMENT_NAME] => Новость [CANONICAL_PAGE_URL] => [~CANONICAL_PAGE_URL] => [EXTERNAL_ID] => clothes_news_s1 [~EXTERNAL_ID] => clothes_news_s1 [LANG_DIR] => / [~LANG_DIR] => / [SERVER_NAME] => www.
[ELEMENT_PAGE_TITLE] => Как выбрать проволоку для сварки [SECTION_PICTURE_FILE_ALT] => Как выбрать проволоку для сварки [SECTION_PICTURE_FILE_TITLE] => Как выбрать проволоку для сварки [SECTION_DETAIL_PICTURE_FILE_ALT] => Как выбрать проволоку для сварки [SECTION_DETAIL_PICTURE_FILE_TITLE] => Как выбрать проволоку для сварки [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как выбрать проволоку для сварки [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как выбрать проволоку для сварки [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как выбрать проволоку для сварки [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как выбрать проволоку для сварки ) [FIELDS] => Array ( [TAGS] => ) [DISPLAY_PROPERTIES] => Array ( ) [IBLOCK] => Array ( [ID] => 1 [~ID] => 1 [TIMESTAMP_X] => 15.02.2016 17:09:48 [~TIMESTAMP_X] => 15.02.2016 17:09:48 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [LID] => s1 [~LID] => s1 [CODE] => news [~CODE] => news [NAME] => Пресс-центр [~NAME] => Пресс-центр [ACTIVE] => Y [~ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [PICTURE] => [~PICTURE] => [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [RSS_TTL] => 24 [~RSS_TTL] => 24 [RSS_ACTIVE] => Y [~RSS_ACTIVE] => Y [RSS_FILE_ACTIVE] => N [~RSS_FILE_ACTIVE] => N [RSS_FILE_LIMIT] => 0 [~RSS_FILE_LIMIT] => 0 [RSS_FILE_DAYS] => 0 [~RSS_FILE_DAYS] => 0 [RSS_YANDEX_ACTIVE] => N [~RSS_YANDEX_ACTIVE] => N [XML_ID] => clothes_news_s1 [~XML_ID] => clothes_news_s1 [TMP_ID] => b8af53374710a1ee4792b8c239510fee [~TMP_ID] => b8af53374710a1ee4792b8c239510fee [INDEX_ELEMENT] => Y [~INDEX_ELEMENT] => Y [INDEX_SECTION] => Y [~INDEX_SECTION] => Y [WORKFLOW] => N [~WORKFLOW] => N [BIZPROC] => N [~BIZPROC] => N [SECTION_CHOOSER] => L [~SECTION_CHOOSER] => L [LIST_MODE] => [~LIST_MODE] => [RIGHTS_MODE] => S [~RIGHTS_MODE] => S [SECTION_PROPERTY] => N [~SECTION_PROPERTY] => N [PROPERTY_INDEX] => N [~PROPERTY_INDEX] => N [VERSION] => 1 [~VERSION] => 1 [LAST_CONV_ELEMENT] => 0 [~LAST_CONV_ELEMENT] => 0 [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [EDIT_FILE_BEFORE] => [~EDIT_FILE_BEFORE] => [EDIT_FILE_AFTER] => [~EDIT_FILE_AFTER] => [SECTIONS_NAME] => Разделы [~SECTIONS_NAME] => Разделы [SECTION_NAME] => Раздел [~SECTION_NAME] => Раздел [ELEMENTS_NAME] => Новости [~ELEMENTS_NAME] => Новости [ELEMENT_NAME] => Новость [~ELEMENT_NAME] => Новость [CANONICAL_PAGE_URL] => [~CANONICAL_PAGE_URL] => [EXTERNAL_ID] => clothes_news_s1 [~EXTERNAL_ID] => clothes_news_s1 [LANG_DIR] => / [~LANG_DIR] => / [SERVER_NAME] => www. alfa-industry.ru [~SERVER_NAME] => www.alfa-industry.ru ) [SECTION] => Array ( [PATH] => Array ( [0] => Array ( [ID] => 115 [~ID] => 115 [TIMESTAMP_X] => 2015-11-25 18:37:33 [~TIMESTAMP_X] => 2015-11-25 18:37:33 [MODIFIED_BY] => 2 [~MODIFIED_BY] => 2 [DATE_CREATE] => 2015-09-29 20:10:16 [~DATE_CREATE] => 2015-09-29 20:10:16 [CREATED_BY] => 1 [~CREATED_BY] => 1 [IBLOCK_ID] => 1 [~IBLOCK_ID] => 1 [IBLOCK_SECTION_ID] => [~IBLOCK_SECTION_ID] => [ACTIVE] => Y [~ACTIVE] => Y [GLOBAL_ACTIVE] => Y [~GLOBAL_ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [NAME] => Технические статьи [~NAME] => Технические статьи [PICTURE] => [~PICTURE] => [LEFT_MARGIN] => 27 [~LEFT_MARGIN] => 27 [RIGHT_MARGIN] => 28 [~RIGHT_MARGIN] => 28 [DEPTH_LEVEL] => 1 [~DEPTH_LEVEL] => 1 [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] => [~CODE] => [XML_ID] => 115 [~XML_ID] => 115 [TMP_ID] => [~TMP_ID] => [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [SECTION_PAGE_URL] => /news/115/ [~SECTION_PAGE_URL] => /news/115/ [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [EXTERNAL_ID] => 115 [~EXTERNAL_ID] => 115 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Технические статьи [SECTION_META_KEYWORDS] => технические статьи [SECTION_META_DESCRIPTION] => [SECTION_PAGE_TITLE] => Технические статьи [ELEMENT_META_TITLE] => Технические статьи [ELEMENT_META_KEYWORDS] => технические статьи [ELEMENT_META_DESCRIPTION] => [ELEMENT_PAGE_TITLE] => Технические статьи [SECTION_PICTURE_FILE_ALT] => Технические статьи [SECTION_PICTURE_FILE_TITLE] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи ) ) ) ) [SECTION_URL] => /news/115/ ) Как выбрать проволоку для сварки
alfa-industry.ru [~SERVER_NAME] => www.alfa-industry.ru ) [SECTION] => Array ( [PATH] => Array ( [0] => Array ( [ID] => 115 [~ID] => 115 [TIMESTAMP_X] => 2015-11-25 18:37:33 [~TIMESTAMP_X] => 2015-11-25 18:37:33 [MODIFIED_BY] => 2 [~MODIFIED_BY] => 2 [DATE_CREATE] => 2015-09-29 20:10:16 [~DATE_CREATE] => 2015-09-29 20:10:16 [CREATED_BY] => 1 [~CREATED_BY] => 1 [IBLOCK_ID] => 1 [~IBLOCK_ID] => 1 [IBLOCK_SECTION_ID] => [~IBLOCK_SECTION_ID] => [ACTIVE] => Y [~ACTIVE] => Y [GLOBAL_ACTIVE] => Y [~GLOBAL_ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [NAME] => Технические статьи [~NAME] => Технические статьи [PICTURE] => [~PICTURE] => [LEFT_MARGIN] => 27 [~LEFT_MARGIN] => 27 [RIGHT_MARGIN] => 28 [~RIGHT_MARGIN] => 28 [DEPTH_LEVEL] => 1 [~DEPTH_LEVEL] => 1 [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] => [~CODE] => [XML_ID] => 115 [~XML_ID] => 115 [TMP_ID] => [~TMP_ID] => [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [SECTION_PAGE_URL] => /news/115/ [~SECTION_PAGE_URL] => /news/115/ [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [EXTERNAL_ID] => 115 [~EXTERNAL_ID] => 115 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Технические статьи [SECTION_META_KEYWORDS] => технические статьи [SECTION_META_DESCRIPTION] => [SECTION_PAGE_TITLE] => Технические статьи [ELEMENT_META_TITLE] => Технические статьи [ELEMENT_META_KEYWORDS] => технические статьи [ELEMENT_META_DESCRIPTION] => [ELEMENT_PAGE_TITLE] => Технические статьи [SECTION_PICTURE_FILE_ALT] => Технические статьи [SECTION_PICTURE_FILE_TITLE] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи ) ) ) ) [SECTION_URL] => /news/115/ ) Как выбрать проволоку для сварки
14. 04.2017
04.2017
В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
Маркировка сварочной проволоки
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:
Пример: СВ-08Г2С означает,
- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.
- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.
Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.
Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Порошковая проволока для сварки
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.
Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.
Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки. Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Преимущества порошковой самозащитной проволоки:
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.
Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество. Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, — теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.
Источник: strport.ru
www.alfa-industry.ru
Аргонодуговая сварка
Аргонодуговая сварка (иначе называемая сварка вольфрамовым электродом в среде защитных газов) представляет собой мощную дугу, которая горит между неплавящимся вольфрамовым электродом и свариваемой заготовкой. Сварочная ванна и электрод находятся внутри инертного газа, как правило, аргона, подаваемого через газовое сопло в конце сварочной горелки, в центре которого находится электрод.
Аргонодуговая сварка также может быть использована для сварки с использованием присадочного материала, который подается в виде прутка вручную подобно газовой сварке. Приспособления для механизированной аргонодуговой сварки используются для решения разных задач, таких, например, как соединение труб и сварка труб в трубной доске теплообменника. Подобные автоматические системы могут включать многие дополнительные функции, такие как механизированная подача присадочной проволоки.
Характерными для данного метода являются:
— стабильная дуга.
— отличный контроль результата сварки.
В основном аргонодуговую сварку применяют для сварки: нержавеющих сталей; лёгких металлов, например алюминиевых и магниевых сплавов, и сварки меди и медных сплавов. Она также применима для сварки всех свариваемых материалов, помимо свинца и цинка, для всех типов соединений и во всех позициях. Однако, аргонодуговая сварка больше всего подходит для сварки тонких материалов, начиная от толщины 0,5 мм и заканчивая 3 мм . С точки зрения производительности, аргонодуговая сварка не может конкурировать с другими методами сварки, такими как сварка короткой дугой.
Оборудование
Следующее оборудование необходимо для ведения аргонодуговой сварки:
— сварочная горелка
— высокочастотный генератор для возбуждения дуги
— источник питания
— защитный газ
— контролирующее оборудование
Сварочная горелка
Основные требования, которым должна соответствовать горелка, это малый вес и хорошая изоляция. Эти требования в основном применяются для ручной сварки и менее важны для сварки механизированной. Существуют два основных типа горелок: с водяным охлаждением и с воздушным охлаждением. В настоящее время сварочные горелки могут нести такой ток:
— с водяным охлаждением: максимум до 400 А.
— с воздушным охлаждением: максимум до 200 А.
Рис .1 Разновидности сварочных горелок
Мощная дуга
В аргонодуговой сварке сварочная дуга в основном возбуждается с помощью высокочастотных генераторов, которые нужны для того, чтобы выпустить искру, которая обеспечивает первичный путь через воздух для сварочного тока низкого напряжения. Частота первоначального возбуждающего импульса может достигать нескольких МГц, в сочетании с напряжением в несколько кВт. Однако, это вызывает сильные электрические помехи, что является основным недостатком данного метода.
Это метод не многим лучше возбуждения дуги путем контакта электрода с заготовкой: это не только грозит появлением вольфрамовых включений в сварочном шве, но и ухудшает качество электрода в результате налипания на него брызг с обрабатываемой заготовки.
Другой метод возбуждения дуги – это метод «дежурной дуги», но он требует использования контролируемого источника питания. Дуга возбуждается, когда электрод контактирует с заготовкой, но в данном случае специальный источник питания который поддерживает достаточно низкий уровень колебаний мощности для предотвращения каких — либо неприятных эффектов. Отнятие электрода от заготовки инициирует возбуждение дуги и повышение тока до нормального уровня.
Источник питания
Для нормального выполнения аргонодуговой сварки обычно используют источники постоянного тока прямой полярности (- на электроде, +на заготовке), что значит что все тепло переходит в заготовку. Однако, при сварке алюминия, оксидная плёнка разрушается только при сварке на обратной полярности (+ на электроде, — на заготовке), что приводит к чрезмерному перегреванию электрода. Как компромисс, алюминиевые и магниевые сплавы, как правило, варят на переменном токе. Источники тока для аргонодуговой сварки, как правило, имеют электронное управление, это может быть преобразователь или тиристорный выпрямитель. Напряжение холостого хода при постоянном токе должно равняться приблизительно 80 В.
При сварке переменным током (синусоидальной), высокочастотный генератор работает постоянно, иначе дуга постоянно гасла бы на переходах через ноль.
Синусоида при переменном токе
В 1970-е годы были сконструированы новые источники питания на основе новых технологий, которые дали возможность получить сигнал квадратной формы. Это позволило сильно ускорить переход через ноль, что в свою очередь дало такие эффекты:
— отсутствие необходимости в постоянной работе ВЧ при аргонодуговой сварке на переменном токе;
— возможность пропорционально изменять токи прямой и обратной полярностей;
— возможность регулировать глубину проплавления и разрушение оксидной плёнки, что полезно при сварке алюминия.
На рисунке 2 показана форма тока при питании прямоугольным импульсом. Сбалансированная кривая (слева) имеет быстрый переход через ноль, в отличие от обычной синусоидальной волны. Возможность смещения баланса двух полярностей означает, что, в отдельных случаях скорость сварки может возрасти на 50-75%. При нормальных условиях сбалансированной волны 50% отрицательной полярности имеет электрод. На двух кривых справа показаны 70% отрицательной, 130% положительной полярности (для большего провара или скорости) и 45 % отрицательной, 155% положительной полярности (для быстрейшего разрушения оксидной пленки).
Тепловая пульсация
Используется для того, чтобы обеспечить лучший контроль над сварочной ванной и процессом застывания. Использование пульсирующего подвода тепла даёт несколько преимуществ:
— меньшая чувствительность к изменению ширины зазора;
— улучшение контроля сварочной ванны при разных позициях сварки
— улучшение контроля проникновения и формы шва
— уменьшение чувствительности к неравномерности теплопроводности и длины дуги.
Контролирующее оборудование
Необходимость использования контролирующего оборудования зависит от степени механизации. Однако, оно обычно используется для предварительной и последующей подачи защитных газов и для автоматического управления ВЧ-генератором. Также часто используется возможность заварки кратера на пониженном токе и импульсный ток. Предварительная и последующая подача газа защищают электрод и сварочную ванну от окисления.
Электроды
Материал сварочных электродов должен удовлетворять совокупности следующих характеристик:
— малое электрическое сопротивление;
— высокая температура плавления;
— высокая эмиссия электронов;
— высокая теплопроводность.
Лучше всего этим требованиям отвечает вольфрам.
Таблица 1. Примеры электродов для аргонодуговой сварки согласно IS0 6848
| Добавка | Пропорция,% | Кодовый цвет | Маркировка | Тип тока |
| 0 | Зелёный | WP | AC | |
| Торий | 2 | Красный | WT20 | DC |
| Цирконий | 0,8 | Коричневый | WZ8 | AC |
| Лантан | 1 | Черный | WL10 | AC,DC |
| Церий | 2 | Серый | WC20 | AC,DC |
Вольфрамовые электроды без добавок используют при сварке легких металлов при переменном токе. Для других типов сварки часто применяют электроды, содержащие 2% оксида тория, что позволяет стабилизировать дугу и облегчить её поджиг. Торий радиоактивен, но он не настолько опасен, чтобы требовались специальные меры предосторожности, разве что нужно избегать вдыхания пыли при заточке (шлифовке) электрода. Альтернативными нерадиоактивным оксидными добавками являются используемые цирконий, цезий и лантан, как показано в таблице 1
Диаметр электрода является важной переменной. Самая стабильная дуга получается при высоких нагрузочных токах, что означает, что диаметры должны быть подобраны таким образом, чтобы электрод не перегревался и не переохлаждался.
На рис.4 показан рабочий вольфрамовый электрод диаметром 3,2 мм. Следует обратить внимание на форму конца электрода.
Электрод А имеет сферический конец. Этот чисто вольфрамовый электрод использовался для сварки на переменном синусоидальном токе алюминия. Сферическая поверхность торца электрода светлая и блестящая.
Электрод В. Вольфрамовый электрод с содержанием 2% тория имеет конусообразную заточку и использовался для сварки на постоянном токе прямой полярности.
Электрод С. Вольфрамовый электрод с содержанием 2% тория использовался для сварки на переменном синусоидальном токе алюминия. На изображении видно, что, в отличие от сферической поверхности конца вольфрамового электрода, на торце торированного электрода имеется небольшая выпуклость в форме шара.
Электрод D. Чисто вольфрамовый электрод, использовавшийся для сварки на переменном синусоидальном токе алюминия (при сварке от источника с прямоугольной формой импульса был установлен баланс на чрезмерное очищающее действие). Этот электрод был подвергнут действию сварочного тока, превышающему допустимый. Из рисунка видно, что начал свисать на одну сторону. Это было вызвано расплавлением вольфрама. Если бы сварка была продолжена, расплавленный конец упал бы в сварочную ванну.
Электрод Е. Чисто вольфрамовый электрод, который имел заточку без притупления и использовался для сварки на постоянном токе прямой полярности. На рисунке видно, что конус завершается сферической поверхностью, имеющей светлую блестящую поверхность. Чисто вольфрамовые электроды не рекомендуется затачивать без притупления. При установившейся дуге происходит сильный разогрев острия электрода, и расплавленный конец электрода падает в сварочную ванну.
Электрод F. Поверхность вольфрамового электрода сильно загрязнена. Загрязнение вызвано прикасанием электрода к сварочной проволоке. В этом случае загрязненная область должна отрезаться и затем восстанавливаться форма электрода.
Электрод G. Поверхность электрода темная. Причина — недостаточный поток защитного газа. Дальнейшее использование этого электрода приведет к загрязнению металла сварного шва.
Для сварки на постоянном токе конец электрода затачивают под углом примерно 45°.
примерно 45″. Использование специальной машины для заточки электродов гарантирует, что угол заточки всегда будет одинаковым, а это сильно влияет на дугу и её проникновение в свариваемый материал. Электрод предназначен для сварки переменным током без заточки: вместо этого ток повышают до тех пор, пока наконечник не оплавится и не приобретёт плавную округлую форму.
Если вылет электрода (расстояние между кончиком электрода и газовым соплом) слишком большой, то защита газом становится менее эффективной. Газовая линза представляет собой проволочную сетку, встроенную в газовое сопло, которая уменьшает завихрения в газовом потоке увеличевая продолжительность существования ламинарного течения газового потока.
Расходные материалы
Присадка для аргонодуговой сварки имеет вид проволоки, которую подают вручную или механизировано. Производительность сварки может быть повышена с помощью системы горячей проволоки, которая подает проволоку с повышенной температурой. Тонкие материалы (до 3-4 мм) могут свариваться встык с одной стороны, и металл шва будет состоять только из материала свариваемых деталей. Большие толщины требуют той или иной подготовки кромок к сварке, и для них используется присадочный материал, чтобы сформировать шов. При сварке низкоуглеродистых сталей всегда рекомендуют использовать присадочную проволоку, чтобы уменьшить риск возникновения пор.
Защитные газы для разных материалов заготовок
Сталь
Аргон в основном используют для TIG сварки низкоуглеродистых, низколегированных и нержавеющих сталей. Для механизированной сварки всех этих металлов защитным газом может быть аргон с примесью водорода или гелия.
Небольшая примесь азота может использоваться при двусторонней сварке нержавеющих сталей для обеспечения правильного соотношения феррит/аустенит.
Для обеспечения качества сварного шва при аргонодуговой сварке часто используется газ для защиты корня шва, который подаётся с обратной стороны и защищает корень шва от окисления. Это особенно важно при сварке емкостей из нержавеющей стали или легкоокисляющихся материалов. Газ для защиты корня шва обычно представляет собой смесь аргон – водород или чистый аргон.
Алюминий и его сплавы
В качестве защитного газа для алюминия и его сплавов обычно используют аргон, иногда с примесью гелия. Гелий улучшает теплообмен и используется при сварке больших толщин. Обычно используется переменный сварочный ток или, для малых величин тока, постоянный ток с обратной полярностью.
При определённых условиях, для сварки горизонтальных и горизонтально-вертикальных швов может быть использована сварка на постоянном токе прямой полярности в среде чистого гелия. Использование чистого гелия при повышении напряжения даёт возможность вводить больше тепла в материал заготовки и повышать скорость сварки. Это в свою очередь означает, что можно выполнять сварку встык для больших толщин. Напряжение холостого хода в источнике должно быть достаточно высоким, чтобы предотвратить затухание дуги при наименьшем значении сварочного напряжения при сварке в чистом гелии.
Использование аргона в качестве защитного газа повышает эффективность разрушения оксидной плёнки, производительность, стабильность дуги и качество сварки.
Медь и её сплавы
Аргон подходит для сварки меди во всех позициях и даёт отличные результаты при сварке толщин до 6 мм. Высокая теплопроводность меди как правило требует предварительного подогрева металла. Для сварки толщин более 6 мм лучше использовать гелий или смесь гелия с 35% аргона.
Титан
Качественная сварка титана требует очень высокой чистоты газа, не меньше 99,99%. Дополнительных защитных газов не требуется. Могут использоваться либо аргон, либо гелий, хотя аргон предпочтительнее для сварки толщин до 3 мм, благодаря высокой плотности и хорошему экранированию. Использование гелия рекомендуется для больших толщин для повышения тепла, вносимого дугой.
blog.svarcom.net
Для аргонодуговой сварки
Уважаемые покупатели! Поздравляем Вас с НОВЫМ ГОДОМ! Обратите внимание на время работы нашей организации в предпраздничные и праздничные дни.
Всего результатов: 61
Показывать на странице 20 50 100
Сортировать по: цене алфавиту
| Пруток ОК Tigrod 316LSi Ø3,2х1000мм (упак. 5кг) (кг) | 163232R150 | 1 039 | ||
| Пруток ОК Tigrod 309LSi Ø3,2х1000мм (упак.5кг) (кг) | 165132R150 | 1 325 | ||
| Пруток ОК Tigrod 309LSi Ø2,4х1000мм (упак.5кг) (кг) | 165124R150 | 1 346 | ||
| Пруток ОК Tigrod 309LSi Ø2,0х1000мм (упак.5кг) (кг) | 165120R150 | 1 378 | ||
| Пруток ОК Tigrod 309LSi Ø1,6х1000мм (упак.5кг) (кг) | 165116R150 | 1 452 | ||
| Пруток ОК Tigrod 12.64 Ø3,2х1000мм омедненный (упак.5кг) (кг) | 126432R150 | 270 | ||
| Пруток ОК Tigrod 12.64 Ø2,4х1000мм омедненный (упак.5кг) (кг) | 126424R150 | 276 | ||
| Пруток ОК Tigrod 12.64 Ø1,6х1000мм омедненный (упак.5кг) (кг) | 126416R150 | 339 | ||
| Пруток ОК Tigrod 12.60 Ø3,2х1000мм омедненный (упак. 5кг) (кг) | 126032R150 | 265 | ||
| Пруток ОК Tigrod 12.60 Ø2,4х1000мм омедненный (упак.5кг) (кг) | 126024R150 | 265 | ||
| Пруток ОК Tigrod 12.60 Ø2,0х1000мм омедненный (упак.5кг) (кг) | 126020R150 | 307 | ||
| Пруток ОК Tigrod 12.60 Ø1,6х1000мм омедненный (упак.5кг) (кг) | 126016R150 | 334 | ||
| Пруток ОК Tigrod 347Si Ø2,4х1000мм (упак.5кг) (кг) | 161124R150 | 1 049 | ||
| Пруток ОК Tigrod 316LSi Ø4,0х1000мм (упак.5кг) (кг) | 163240R150 | 1 028 | ||
| Пруток ОК Tigrod 316LSi Ø1,2х1000мм (упак.5кг) (кг) | 163212R150 | 1 367 | ||
| Пруток ОК Tigrod 347Si Ø2,0х1000мм (упак.5кг) (кг) | 161120R150 | 1 081 | ||
| Пруток ОК Tigrod 308L Ø4,0х1000мм (упак.5кг) (кг) | 161040R150 | 912 | ||
| Пруток ОК Tigrod 308LSi Ø1,2х1000мм (упак. 5кг) (кг) | 161212R150 | 1 166 | ||
| Пруток ОК Tigrod 308LSi Ø1,0х1000мм (упак.5кг) (кг) | 161210R150 | 1 309 | ||
| Пруток ОК Tigrod 308LSi Ø1,6х1000мм (упак.5кг) (кг) | 161216R150 | 1 034 |
Посмотреть все Бренды
www.vitalgaz.ru
Газовая аргонная сварка с использованием инертных газов
На протяжении последнего десятилетия на рынке Санкт-Петербурга появилось множество компаний выпускающих для своих заказчиков воздуховоды и фасонные изделия к ним из разных типов и марок стали. Наиболее распространёнными являются производства по выпуску воздуховодов из оцинкованной стали для общеобменной вентиляции. Это объяснимо – такие изделия легки в производстве и пользуются устойчивым спросом у строителей и монтажных организаций. В меньшей степени распространены производства выпускающие изделия для монтажа систем дымоудаления в общественных и производственных помещениях. Наиболее же редки (их можно сосчитать по пальцам одной руки) высокотехнологичные производства по изготовлению изделий для систем аспирации — удалению пыли в общественных зданиях и технологических отходов, пыли, стружки и\или взвеси на производствах. Часто такие производства требует обустройства систем аспирации в агрессивных средах, что влечёт за собой особые требования к материаловедению и технологии изготовления воздуховодов и фасонных изделий к ним. Вентиляционный завод «Вендер Климат» уже много лет делает для своих заказчиков сложные, как стандартные, так и не стандартные изделия для уникальных проектов из нержавеющей стали любых марок. Ниже мы приводим данные иллюстрирующие сложность и многогранность работы с нержавеющими сталями и обращаем внимание наших потенциальных заказчиков, что такие работы можно доверять только профессионалам, таким, как работают в нашей компании!
Ключевой особенностью нержавеющей стали является ее способность противостоять коррозии, причем, не только в атмосферных условиях, но и в агрессивных средах. Она была открыта в 1913 году ученым Гарри Брерли, случайно обнаружившим, что стали с высоким процентным содержанием хрома лучше противостоят кислотной коррозии.
С тех пор прошло чуть менее ста лет, и сегодня существует свыше сотни видов нержавеющей стали с содержанием хрома выше 10%.
Все типы нержавеющих сталей классифицируют на несколько групп: хромистые (мартенситные и мартенситно-ферритные), ферритные, хромникелевые, аустенитные (аустенитно-ферритные, аустенитно-мартенситные и аустенитно-карбидные), хромомарганцевоникелевые.
В свою очередь, аустенитные нержавеющие стали могут иметь склонность к межкристаллитной коррозии. Для уменьшения этого явления в них понижается содержание углерода до трех сотых процента, а также вводятся стабилизирующие элементы Ti и Nb. После сварки нержавеющие стали такого типа подвергаются термической обработке.
На сегодняшний день широко используются сплавы FeNi, структура которых получается более стабильной благодаря никелю, стабилизирующему структуру железа. Данный сплав обладает слабым магнитным действием.
Мартенситные и мартенсито-ферритные стали нашли широкое применение в изготовлении режущего инструмента и различных элементов оборудования для пищевой и химической промышленности, работающих на износ в слабоагрессивных средах. Мартенситные и мартенситно-ферритные стали типа 30Х13, 40Х13 и пр. характеризуются высокими показателями коррозийной стойкости в слабощелочных и слабокислых растворах и обладают хорошими механическими свойствами.
Ферритные стали нашли применение в изготовлении элементов машин и механизмов, работающих в окислительных средах. Это различные бытовые и лабораторные приборы, оборудование для легкой, пищевой индустрии, машиностроения (теплообменное оборудование). Их отличительной характеристикой является высокая коррозийная стойкость в растворах аммиака и аммиачной селитры; азотной, фосфорной и фтористоводородной кислоте и ряде других агрессивных сред. Примером являются нержавеющие ферритные стали серии 400.
Практически все виды аустенитных сталей характеризуются отличными эксплуатационными характеристиками, среди которых такие важные качества, как коррозийная стойкость в целом ряде агрессивных сред, пластичность, прочность, подверженность обработке. Вышеперечисленные преимущества позволяют широко использовать аустенитные стали в машиностроительной отрасли. Примером являются стали серии 300.
Аустенитно-ферритные стали активно применяются в машиностроении, судостроении, самолетостроении, химической промышленности. К примеру, стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т, характеризующиеся повышенным пределом текучести, меньшим процентным содержанием никеля и отсутствием склонности к росту зерен. Кроме того, у них хорошие показатели свариваемости.
Аустенитно-мартенситные стали отличаются не только отменными антикоррозийными свойствами, но и повышенной прочностью при легкости обработки. Поэтому область их использования в тяжелой промышленности и машиностроении очень широка. Среди коррозийностойких аустенитно-мартенситных сталей можно отметить стали типа 07Х16Н6, 09Х15Н9Ю, 08Х17Н5М3.
Аустенитные типы сталей подходят не для всех целей применения в химической промышленности и изготовления химической аппаратуры. Так, при необходимости работы в агрессивных кислотах (серной и соляной) требуется использовать сплавы с более высокими характеристиками коррозийной стойкости, нежели у аустенитных сталей. В подобных случаях оптимальным выбором являются сплавы на железоникелевой, никель-молибденовой, хромоникелевой и хромоникельмолибденовой основе. К ним относятся сплавы типа 04ХН40МТДТЮ, Н70МФ, ХН58В, ХН65МВ, ХН60МБ.
Сварка нержавейки
Сварка нержавейки – это трудоемкий, но в, то же время, методичный и скрупулезный процесс, требующий от исполнителя четкого следования инструкциям по сварке. Прежде всего, необходимо защитить зону сварки от неблагоприятного воздействия атмосферного воздуха. Это обеспечит надежную сварку нержавеющих сталей. Само качество сварных соединений будет зависеть от проведенной процедуры подготовки нержавеющей проволоки и кромок деталей. Оксидная пленка, которая образуется после горячей обработки, удаляется механическим путем. Сварка нержавейки может осуществляться вольфрамовым электродом при условии постоянного источника тока.
Особенностью сварки нержавейки является содержание в ней хрома, который при высокой температуре образует карбид хрома, нарушающий структуру стали и повышающий в несколько раз ее хрупкость. Именно по этой причине сварка любых типов нержавеющей стали производится в среде инертных газов (гелия, углекислоты, аргона или смесей) или специальных флюсов, защищающих все хромированные химические элементы, которые входят в состав нержавеющей стали.
Способы сварки нержавеющей стали:
На данный момент существует два основных способа сварки нержавейки:
— электродуговая сварка нержавейки вольфрамовым электродом (неплавящимся или плавящимся). Это самый распространенный способ, который применяется не только промышленными предприятиями, но и частными лицами. В процессе сварки происходит повышение стабильности дуги, и уменьшение частоты образования пор при помощи смеси аргона с углекислым газом или кислородом. Сварка вольфрамовым неплавящимся электродом производится с применением постоянного тока прямой полярности, а плавящегося – током с обратной полярностью. Если в нержавеющей стали имеется доля содержащегося алюминия, то ее варят переменным током с целью разрушения окислительной пленки. При проведении ручной дуговой сварки нержавейки вольфрамовым электродом диаметром до двух миллиметров и присадочной проволокой диаметром не более двух миллиметров, сварочный ток будет составлять 60— 80 А для металла в двух миллиметровую толщину. Если толщина составляет четыре миллиметра — то величина сварочного тока не будет превышать 130 А.
— газовая аргонная сварка нержавейки с использованием инертных газов и их смесей. Она представляет собой гибрид электрической и газовой сварки. От электросварки она позаимствовала электрическую дугу, а от газовой — идентичный метод работы сварщика. Неплавящийся вольфрамовый электрод является сердцем аргоновой горелки. Вольфрам – это металл, который достаточно проблематично поддается плавке. Вокруг электрода образуется керамическое сопло, и из него во время сварки выдувается инертный газ аргон. Если пытаться сваривать деталь без использования аргона — алюминий начнет попросту трещать, гореть и покрываться коркой. Аргон, в свою очередь, препятствует этому процессу и защищает место сварки от попадания воздуха.
Процесс сварки происходит следующим образом: на свариваемые детали подается «масса», как при классической электросварке. Сварщик берет в левую руку присадочную проволоку, а в правую – горелку. Если производится сварка алюминия то, присадочная проволока должна быть изготовлена из идентичного материала (сплавов алюминия «АК» или «АМГ»). Хотя, в девяноста процентах случаев достаточно взять обычный алюминиевый электротехнический провод нужной толщины. На горелке включается кнопка, и производится подача газа. Между деталью и кончиком неплавящегося электрода возникает электрическая дуга. Она и играет роль главного инструмента – осуществляет плавление детали и присадочной проволоки.
Особенности сварочного процесса нержавейки
При сварке нержавейки используются специальные электроды с покрытием из защитно-легирующего состава, у которых стержень самого электрода сделан из высоколегированной специальной стали. Благодаря такому составу при смешивании металла с металлом и расплавлении электродов свариваемых деталей будет поддерживаться постоянный химический состав шва, который по структуре практически не будет отличаться от нержавеющей стали, из которой произведена деталь.
Сварка производится без колебательных движений горелки, углом вперед на короткой дуге. Угол между присадочным материалом и электродом должен составлять не более 90°, и подача присадочной проволоки должна осуществляться непрерывно. После окончания процесса сваривания или обрыва дуги газ должен подаваться непрерывно до тех пор температура металла не опустится до 400°С.
Также кроме специальных электродов, применяемых для сварки, большой популярностью пользуется проволока из нержавейки, изготовленная тем же производителем, что и сталь, при этом для защиты от кислорода места сварки применяются специальные флюсы на основе оксидов или фторидные флюсы. Также на место сварки может подаваться гелий, аргон или смесь других инертных газов. Кроме того для равномерной подачи проволоки и заваривания часто применяются специальные полуавтоматические сварочные установки, в которых автоматический механизм может осуществлять подачу проволоки непрерывно.
Механические методы последующей обработки.
Необходимо всегда помнить, что при обработке нержавеющего проката можно использовать предназначенные для этого рабочие принадлежности: круги и шлифовальные ленты, щетки, изготовленные из нержавейки дроби при технологии дробеструйной обработки. Одним из методов обработки сварочных швов является травление. При правильном следовании технологии травление дает возможность устранить зону со сниженным содержанием хрома и вредный оксидный слой. Травление в зависимости от условий может выполняться путем поверхностного нанесения, погружения или покрытия пастой. Чаще всего при травлении применяется смешанная кислота, состоящая из фтористоводородной, азотной кислот в пропорциях: 20 – 8% HNO3 (азотная кислота) 5 – 0,5% HF (фтористоводородная кислота) и остальные компоненты Н2О (вода).
Время травления нержавеющего аустенитного проката будет зависеть от температуры, концентрации кислот, сорта проката и толщины окалины. Доведение сварного шва до необходимого показателя и степени шероховатости основного листа при помощи полирования или шлифования, может еще больше увеличить стойкость конструкции к коррозийным процессам.
Мы могли бы ещё много рассказать об особенностях работы с нержавеющей сталью, но цель этой статьи – рассказать нашим уважаемым заказчикам о многогранности работы с этим материалом и высокой ответственности и профессионализме наших сотрудников-сварщиков при выполнении таких заказов. Нашей компанией выполнены работы по производству систем вентиляции и аспирации для ответственных производств. Например, в 2012 году мы выполнили сложнейший проект для «Тихвинского Вагоностроительного Завода» по устройству системы аспирации из нержавеющей стали толщиной 4мм со сварными работами на высоте и высокотехнологичными решениями для облегчения эксплуатации и обслуживания системы! Воздуховоды и фасонные изделия к ним Ø 800 мм из коррозийно-стойкой к щелочной среде стали марки 12Х18Н9 ГОСТ 5582-75 были сварены на нашем производстве и прошли многоуровневую приёмку.
Вот перечень некоторых проектов, где использовалась продукция нашего завода, а так же вёлся монтаж силами нашего монтажного подразделения:
- Гипермаркеты «КАРУСЕЛЬ»;
- Ледовый дворец г. Йошкар-Ола;
- Мебельная фабрика «Swedwood»;
- Магазины «Пятерочка»;
- Автосалон «Мазда» на Выборгском шоссе;
- ТЦ «Лента», Таллиннское шоссе д. 159;
- ТРК «Румба»;
- ТРК «Континент»;
- ТРК «Гранд Каньон»;
- фитнес-клубы «Спорт Лайф», «Экстра-Спорт»;
- Смольный; НИИ Кардиологии им. Алмазова;
- Центр планирования семьи и репродукции; завод «Хёндэй»;
- ул. Проф. Качалова «Веста»;
- Гипермаркет «Ашан-Сити» ул. Боровая;
- жилые комплексы Парадный квартал, Новая Скандинавия, Гражданка Сити-2, Диадема и др.;
- киностудия ул.Г.Хрулева, д.9А ;
- Сосновый Бор СМУ-90 (объект ЛАЭС) и мн. других.
Мы гордимся своей работой! ОБРАЩАЙТЕСЬ К НАМ!
Материалы подготовил
Бобин Роман Борисович
при поддержке производственного отдела
Вентиляционный завод «Вендер Климат»
Мы понимаем, что наш успех – это успех наших Клиентов.
Технология аргонодуговой сварки трубопроводов — Сварка Профи
Сварка – это способ объединить куски нержавеющей стали вместе. Чтобы начать работу, потребуется сначала провести ряд подготовительных работ. Качество сварочного шва зависит от того, насколько точно соблюдается технология.
Аргонодуговая сварка стали требует, чтобы вокруг создаваемого сварного шва образовалась особая среда. Повышенное внимание уделяется электрическим характеристикам. Электрическая дуга плавит нержавейку и электрод так, что они под воздействием высокой температуры сплавляются и становятся единым целым.
Пока метал горячий и расплавленный, он особенно уязвим к кислороду, азоту и водороду, что присутствуют в воздухе.
Если позволить такой атмосфере соприкоснуться с расплавленной нержавеющей сталью, то это плохо скажется на металле. В результате место, где использовался аргон, становится пористым.
Вот почему работы проводятся в особой среде.
Использование чистого аргона в качестве защитного газа, подаваемого в точку сварки, где дуга плавит металл, создает необходимый барьер, защищающий от окружающего воздуха.
Усилители или напряжение – это топливо для электрической дуги. Слишком низкая сила тока и дуга будут бороться за расплавление металла. Результат такой аргонной сварки – плохой сварной шов.
На другом конце спектра слишком высока сила тока. Вот почему сварной шов делается обязательно в соответствии с ГОСТ, где подробно описан процесс, как происходит подача газа и каков его расход.
Технология сварки аргоном имеет множество преимуществ. При воздействии газа сварной шов защищен от негативного влияния окружающей среды на металл. Таким образом, получается ровный, прочный стык, который характеризуется плавным и равномерным проплавом по всей длине и глубине.
Если используется металл с низкой теплопроводностью, то он слабо прогревается. Исключением может быть лишь небольшая область шва.
Благодаря положительным качествам описываемого вида сварки, есть возможность без труда соединить детали со сложной формой. Все работы отнимают немного времени, поскольку электродуга обладает большой температурой. Но есть и недостатки – к примеру, нужно иметь под рукой сложное оборудование, которое, помимо всего прочего, еще и настраивать нужно точно.
Существует несколько способов, благодаря которым можно создать качественный сварной шов без присадки.
Первое, что стоит помнить, – чистый аргон для работ не используется. Это приводит к непродуктивной электрической дуге и атмосфере, которая не поддерживает дугу.
В результате металл не плавится как следует, соответственно, и шов остается неоднородным. Такую работу можно охарактеризовать как низкокачественную.
Слияние материалов минимальное, присадочная проволока будет находиться поверх основного металла.
Более того, будет наблюдаться избыток брызг, которые потом нужно снять с нержавеющей стали. По существу, такой сварной шов вообще не годится, можно не тратить зря свое время.
Метод лучше всего использовать для соединения толстых кусков металла. Заварка шов охлаждается относительно быстро, но это делает его более хрупким.
Присадочная проволока подается через аппарат, затем включается газ. Продевают ее через катушку агрегата – таким образом, рабочий кусок выходит через наконечник горелки.
Не нужно проталкивать проволоку до конца, пусть она вытянется примерно на 0,64 см за пределы факела.
Если возникает проблема с продвижением провода через факел, скорее всего, он установлен неправильно. Тогда потребуется открыть резак и отрегулировать положение провода.
Держать факел необходимо под углом 30 градусов над краем стыка. Не имеет значения, с какого конца шва начинать работу. Нужно расположить огонь так, чтобы кончик пламени достигал краев металлических частей. Важно дождаться, пока пламя нагреет материал, образуются шарики жидкого металла в соединении.
Если металл разбрызгивается, значит, мастер не использует достаточно энергии. В этом случае нужно прибавить жара. Но очень важно избегать использовать сильное пламя, иначе сталь будет гореть.
Двигают факел медленно, удерживая его под постоянным углом. Тепло также немного расплавит окружающий металл. Мастер должен убедиться, что соединение заполнено равномерно, прежде чем перемещать факел вперед. Если двигаться слишком быстро, не получится расплавить сталь достаточно хорошо, в этом случае шов будет хрупким и ломким. Сварные швы охлаждаются сразу же.
Очень важно во время проведения работ соблюдать технику безопасности. Сначала надевают сварочную маску и защитную одежду.
Для работы используется аргон и углекислота. Для достижения наилучших результатов лучше брать газовую смесь, состоящую из 2% углекислого газа и 98% аргона. Ее можно приобрести в магазинах товаров для дома или в интернете. Использование защитного газа защищает сварной шов и усиливает его.
Перед началом работы обязательно потребуется определить тип стали. Его можно узнать благодаря 3-значному номеру, напечатанному на металле.
Маркировка может находиться на широкой стороне. Если ее нет, тогда можно проверить металл с помощью магнита и настольной шлифовальной машины. Есть специальная тестовая диаграмма, по которой сравнивают тип производимых искр.
- Аустенитная сталь более распространена, она состоит из хрома и никеля, поэтому не является магнитной.
- Мартенситная сталь используется для деталей, которые должны быть особенно износоустойчивыми. Такой материал магнитен, во время работы образуются длинные, белые искры.
- Феррит очень распространен и обычно маркируется как 409 или 439. Высокое содержание углерода делает его магнитным. Во время сварки образуются белые или красные искры.
Очень важно правильно выбрать присадочный металл, который по своим свойствам будет соответствовать основному материалу. Как и куски стали, присадочные металлы продаются с номерными этикетками, используемыми для идентификации их состава.
Чтобы получить лучший сварной шов, нужен такой материал, который аналогичен по составу стали.
Перед сварочными работами поверхность, где будет проходить сварной шов, необходимо очистить с помощью проволочной щетки и ацетона. Удаление окалины, шлака и других примесей с металла помогает добиться лучшего результата. Обязательно нужно надеть перчатки, чтобы подкожный жир не попал на поверхность.
Процесс очистки исключает возможность образования оксидов на обрабатываемом металле, ведь они, в свою очередь, могут ослабить шов. По мере необходимости можно использовать и другие инструменты, к примеру:
- наждачную бумагу;
- угловую шлифовальную машину;
- электропилу;
- обычные пилы.
Тип сварного шва, который нужно сделать, зависит от того, как мастер планирует соединить куски металла. Можно использовать нескольких различных видов, чтобы усилить скрепление элементов. Важно учитывать толщину металла – если она небольшая, тогда шов должен быть широкий.
Стыковые соединения образуются при укладке листов друг на друга и при сварке кромок.
В этом случае требуется просто расплавить металл вокруг, чтобы заполнить пространство.
Чтобы провести работы по аргонодуговой сварке мастеру потребуется предварительно подготовить следующие материалы и оборудование:
- присадочная проволока;
- прутки;
- осциллятор;
- сварочный инвертор;
- горелка;
- электроды;
- защитная маска и одежда;
- обезжириватель;
- баллон с газом;
- металлическая щетка.
В зависимости от характеристик, которыми обладают свариваемые изделия, подбирается инвертор. Идеально подойдет прибор, работа которого осуществляется за счет выпрямленного тока.
Когда используется неплавящийся вольфрамовый электрод, обязательно применяется осциллятор. Именно он дает возможность получить необходимую для сварки дугу. Горелку берут только с токопроводящим узлом, в конструкции которой есть форсунка для подачи газа и неплавящийся электрод.
Для работы с коррозийно-стойкими сталями в продаже есть множество подходящего оборудования.
От марки сплавляемых сталей зависит и тип используемой присадочной проволоки. Из защитной одежды потребуется запастись маской, робой, обязательно рукавицами и ботинками.
Начинать работы по аргонной сварке стоит с настройки режимов оборудования, давления газа и зачистки поверхности. Кромка зачищается до тех пор, пока она не приобретет металлический блеск.
При использовании марки стали ГОСТ 14771-76 не указано, каким образом должны проводиться подготовительные работы.
Отсюда можно сделать вывод, что разрешается использовать как ручной инструмент, так и механизированный.
На втором этапе проводят обезжиривание поверхности. Для этого можно использовать любую подходящую жидкость. Завершающий этап – организация зазора, основная задача которого компенсировать деформацию в будущем.
Если не соблюдать технологию, то и работа будет низкого качества. При работе требуется обеспечить минимальную дугу. Если делать все правильно, то даже для начинающих сварщиков техника становится понятна и проста.
Электрод лучше располагать как можно ближе к металлу, но не касаться его. Если использовать большую дугу с любой толщиной, то не удастся проплавить детали по всей глубине, в результате получится некачественный шов.
Окисления можно избежать, если контролировать подачу проволоки. Подача не должна быть резкой и находиться в зоне, где есть газ.
Чтобы хорошо заварить конец шва, потребуется уменьшить силу тока. Если оборвать дугу резко, тогда защита металла будет снижена, что опять же скажется на качестве шва. Так можно варить даже пищевой сплав.
При работе с листовой сталью перемещать электрод стоит вдоль будущего шва. Запрещено допускать какие-либо поперечные отклонения. Если присадка выйдет из зоны, где находится газ, то качество шва будет в этом месте нарушено.
Увеличить прочность можно путем подачи газа с обратной стороны. Но в этом случае увеличивается и его расход.
Осциллятор позволяет использовать бесконтактный метод сварки. Розжиг в некоторых случаях производится на угольной или графитовой пластине.
Трубы, изготовленные из нержавейки, используют повсеместно. Их соединение производится только с помощью описываемого метода. Технология сваривания похожа на ту, что применяется при работе с тонколистовым металлом.
В данном случае первое, о чем стоит помнить, – газ должен подаваться вокруг рабочей поверхности. Сделать это внутри трубы не так просто.
Для обеспечения необходимого условия сначала труба закрывается пробкой из бумаги или ткани.
Стык заклеивают скотчем, в отверстие другой трубы подают газ, но с небольшим давлением, иначе пробку просто выбьет.
Как только газ полностью заполнит пустое пространство, второе отверстие тоже закрывается. Теперь можно снять скотч и начинать варить шов.
О сварке нержавейки полуавтоматом смотрите далее.
Сварка аргоном своими руками. Как быстрее освоить процесс?
Поделитесь своими идеями по улучшению нашей работы.
Хотите самостоятельно освоить ручную аргонодуговую сварку? С чего начать? Какое оборудование понадобится? В чем тонкости работы с разными материалами? Конечно, можно обратиться за советом к мастеру. Но прежде – прочитайте нашу статью. Имея представление о методе в целом, вы будете разговаривать с опытными сварщиками на одном языке.
Не зря аргонодуговую сварку называют гибридом электродуговой и газовой сварки. Чтобы успешно освоить процесс, желательно иметь хотя бы небольшой опыт сварочных работ. Так вы сможете более уверенно вести горелку, правильно направлять инструмент на металл, соблюдать нужное расстояние от заготовки. Но об этом позже. Сначала разберемся в особенностях метода.
Аргонодуговая сварка. Что это?
Принцип: электродуга является источником нагрева, именно за счет нее происходит расплавление металла, а аргон выступает в роли инертного газа – он тяжелее воздуха, поэтому мгновенно вытесняет кислород из зоны образования сварного шва. Поэтому в месте соединения не будет кислорода и находящихся в окружающем воздухе примесей, что обеспечивает высокую чистоту процесса. Отсекание кислорода способствует получению прочного, однородного шва.
Существует несколько методов: ручная сварка с неплавящимся электродом, автоматическая сварка с неплавящимся электродом и автоматическая сварка с плавящимся электродом.
Мы поговорим о ручной аргонодуговой сварке неплавящимся электродом, которую еще называют TIG-сваркой. Именно она широко применяется и в профессиональной сфере, и любителями.
У данного метода есть свои сильные и слабые стороны.
Начнем с преимуществ:
- можно сваривать металлы, которые при нагреве боятся контакта с кислородом; например, легированные стали и цветные металлы окисляются, а алюминий может воспламеняться;
- высокотемпературная дуга способствует мгновенному прогреву заготовки, что ускоряет рабочий процесс;
- защита аргоном шва от кислорода помогает получить надежное соединение без инородных включений и пор;
- нагрев участка осуществляется локально, поэтому исключен риск деформации деталей и элементов конструкций даже сложной формы.
Однако у аргонодуговой сварки есть два недостатка: сложность использования оборудования и технология, требующая особого навыка сварочных работ. Несмотря на это все-таки данный метод набирает популярность.
Ведь ряд материалов, например, алюминий, медь, цветные металлы, предпочтительнее сваривать именно аргоном.
Кроме того, сварочный шов имеет одинаковую глубину проплавления, что важно при обработке тонких металлических заготовок, к которым возможен лишь односторонний доступ.
Данный вид сварки находит широкое применение в сфере ремонта автомобилей, например, когда нужно заварить масляный поддон, трубки кондиционера, радиатор и даже кузовные элементы. Используется также при монтаже трубопроводов, в строительных и ремонтных работах.
Услуги сварщика-аргонщика стоят недешево, поэтому если вы будете выполнять эту работу самостоятельно, сможете значительно сэкономить. А может быть, вы планируете этим зарабатывать? В любом случае вам потребуется специальное сварочное оборудование. Расскажем какое.
Что понадобится для работы?
Перечень всего необходимого для сварки аргоном представлен в таблице.
| Название оборудования | Описание |
| Источник сварочного тока | Аппарат для TIG-сварки – это трансформатор или инвертор. При выборе обратите внимание на возможности оборудования. Если вы планируете сваривать алюминий, установка должна работать на переменном токе (АС). Для работы со сталями нужен аппарат постоянного тока (DC). Если же необходим универсальный вариант, ищите модель, в которой совмещены два эти режима. Учитывайте и рабочее напряжение: для сварки в гараже или мастерской с однофазной электросетью подходят аппараты, рассчитанные на 220 В. Кстати, есть модели, в которых совмещены два метода: ММА и TIG |
| Газовый баллон | На баллоне с аргоном должен быть редуктор для регулировки подачи газа, а также шланг, идущий к рабочему инструменту |
| Горелка | Это инструмент пистолетной формы. Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа |
| Электроды | Для TIG-сварки используются неплавящиеся вольфрамовые, покрытые или графитовые электроды. Их диаметр подбирается под толщину свариваемых деталей |
| Присадочная проволока | Может понадобиться при сваривании толстых металлических заготовок. Представляет собой пруток из того же металла, что и свариваемый. Толщина прутка подбирается в зависимости от толщины заготовки |
Запомните! Сварочные работы должны проводиться в защитной экипировке. Вам обязательно понадобится сварочная маска – для защиты глаз и лица от опасного ультрафиолетового излучения, и перчатки – для защиты рук от ожогов.
Описание сварочного процесса
Чтобы легче было самостоятельно освоить метод аргонодуговой сварки, опишем его поэтапно, начиная с подготовительных работ.
Прежде всего следует хорошо очистить поверхность заготовок. Затем к обрабатываемой детали прикрепить кабель массы, как это делается при ручной дуговой сварке. Горелка присоединяется к аппарату и газовому баллону. Пользователь берет ее в одну руку, а в другую – присадочный пруток.
В зависимости от толщины металла на аппарате выставляется значение тока. Вы можете выбрать его опытным путем или по специальной таблице, которая должна быть в инструкции сварочного аппарата. Выбирается и режим сварки.
На постоянном токе с прямой полярностью свариваются основные стали и сплавы. При работе с цветными металлами нужно разрушить образующуюся оксидную пленку, поэтому требуется обратная полярность или переменный ток.
Если варить на постоянном токе, следует использовать прямую полярность: это обеспечит хороший прогрев металла без излишнего нагрева электрода.
Перед началом работ нужно включить подачу газа на 20 сек. Затем сопло подносят к поверхности заготовки, но не касаются ее – расстояние до конца электрода должно быть около 2 мм.
Между электродом и заготовкой образуется электрическая дуга, которая расплавляет кромки металла и присадочную проволоку. При методе соединения заготовок расплавлением кромок присадочный материал не используется.
Направленный поток газа изолирует сварочную зону, отсекая кислород.
Запомните! При сварке тугоплавким электродом дугу не получают путем касания о заготовку. Во-первых, электрод может загрязниться; во-вторых, не удастся эффективно ионизировать интервал между ним и поверхностью детали при искре от касания.
Больше всего вопросов у начинающих сварщиков-аргонщиков связано с тем, как вести горелку. Итак, следует делать только одно перемещение по оси сварного шва, исключая перпендикулярные ему движения.
Присадочный пруток нужно подавать в зону сварки плавно, располагая его перед соплом горелки. Избегайте резких движений, которые могут привести к разбрызгиванию металла.
Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко.
При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Запомните! Подачу газа прекращают через 7 – 10 сек после завершения работы. Это нужно для продувки сопла горелки.
Тонкости сваривания различных металлов
Теперь, когда вы знаете о последовательности процесса аргонодуговой сварки, можно перейти к более частным вопросам. Ведь при работе с разными видами металлов есть свои нюансы. Расскажем о самых распространенных.
- Алюминий (таблица 1). В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы».
- Титан (таблица 2). Сложности сварки обусловлены тем, что данный металл обладает высокой химической активностью при контакте с газами, когда осуществляется нагрев и расплавление. При взаимодействии с кислородом он окисляется, образуется твердая пленка, а водород снижает качество металла. Кроме того, титан имеет низкую теплопроводность, что может потребовать наложения дополнительных швов по краям основного шва. Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.
- Медь (таблица 3). При контакте с воздухом она окисляется, что может привести к неоднородному шву. Кроме того, закись меди вступает в реакцию с водородом, который содержится в окружающей среде, – возникает пар, образующий поры в сварном шве. Поэтому медь варят аргоном, причем на переменном токе или обратной полярности. Используется графитовый или покрытый электрод. Соединение осуществляется методом расплавления кромок, то есть без присадочной проволоки.
Таблица 1
| Толщина заготовки, мм | Диаметр вольфрамового электрода, мм | Диаметр прутка, мм | Сила тока, А |
| 1 – 2 | 2 | 1 – 2 | 50 – 70 |
| 4 – 6 | 3 | 2 – 3 | 100 – 130 |
| 4 – 6 | 4 | 3 | 160 – 180 |
| 6 – 10 | 5 | 3 – 4 | 220 – 300 |
| 11 – 15 | 6 | 4 | 280 – 360 |
Таблица 2
| Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм | Сила тока, А |
| 0,3 – 0,7 | 1,6 | — | 40 |
| 0,8 – 1,2 | 1,6 | — | 60 – 80 |
| 1,5 – 2,0 | 2 | 2,0 – 2,5 | 80 – 120 |
| 2,5 – 3,5 | 3 | 2,0 – 2,5 | 150 – 200 |
Таблица 3
| Вид электрода | Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А | Длина дуги, мм |
| Графитовый | 2 | 6 | 125 – 200 | 5 – 8 |
| 5 | 8 | 200 – 350 | 10 – 15 | |
| 8 | 10 | 300 – 450 | 15 – 20 | |
| 13 | 15 | 450 – 700 | 25 – 30 | |
| Покрытый | 2 | 2 – 3 | 100 – 120 | — |
| 3 | 3 – 4 | 120 – 160 | — | |
| 4 | 4 – 5 | 160 – 200 | — | |
| 5 | 5 – 6 | 240 – 300 | — | |
| 6 | 6 – 7 | 260 – 340 | — | |
| 8 | 7 – 8 | 380 – 400 | — | |
| 10 | 7 – 8 | 400 – 420 | — |
Надеемся, наша статья будет для вас полезна и поможет в успешном освоении аргонодуговой сварки. Регулярная практика и терпение уже в скором времени дадут свои результаты.
А с качественным оборудованием осуществить это еще легче! Аппарат для TIG-сварки вы можете купить в нашем интернет-магазине. Также у нас вы найдете необходимую оснастку и расходные материалы для сварочных работ.
Изучайте ассортимент, сравнивайте и делайте заказ на сайте или по телефону 8-800-333-83-28.
Что можно улучшить на этой странице?
Технология и режимы сварки нержавейки в среде аргона
Нержавеющая сталь содержит большое количество легирующих веществ, которые активно вступают в химическую реакцию с кислородом, азотом. При сварке нержавейки аргоном ванна защищена. Окисление компонентов не происходит.
Остается преодолеть остальные характеристики металла, которые создают сложности при соединении двух высоколегированных деталей. Для этого производят подготовку зоны шва, используют неплавящиеся электроды.
Сварка нержавейки аргоном
Общая информация
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности.
Правила, которые нужно запомнить:
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.
В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.
Особенности нержавейки при сварке
В состав нержавеющих сталей входит до 20% хрома, кроме него добавляют никель, марганец, молибден и другие компоненты, которые придают им хорошие эксплуатационные качества. Сложность выполнения соединения нержавейки с использованием аргона связана с ее особыми свойствами:
- В отличие
от низкоуглеродистых сталей, теплопроводность нержавейки почти в 2 раза меньше. Это плохо отражается на сварочных работах, т.
к. нагрев металла до высоких температур будет сконцентрирован только в рабочей зоне, а отток тепла в другие области происходит медленно. Поэтому в зоне соединения металл может перегреться, последствием чего будет его прожог.
Поэтому важно: При проведении аргонодуговой сварки нержавейки необходимо уменьшать величину сварочного тока на 20% по сравнению с током при сварке других сталей.
- Другой особенностью нержавеющей стали является высокий коэффициент линейного расширения. Он дает большую усадку при нагреве. Поэтому при выполнении работ соединяемые детали могут деформироваться и появляются трещины. Чтобы избежать таких последствий, нужно соблюдать правило:
Зазор при соединении частей сваркой должен быть достаточно большим, чтобы обеспечить предотвращение деформации и последующее растрескивание.
- Эти стали обладают высоким сопротивлением при пропускании через них тока. Поэтому, при использовании электрода также с большим сопротивлением он будет сильно греться, а это создает проблемы при работе.
Электроды с большим сопротивлением лучше использовать для сварки небольших соединений нержавейки, чтобы они не успели перегреться. При большой длине шва лучше выбирать электроды длиной около 35 см.
Особенности нержавеющей стали требуют при проведении сварочных работ соблюдения правильного температурного режима, чтобы она не потеряла антикоррозионных свойств.
Объясняется это тем, что при нагреве нержавейки до температур выше 500оС во время проведения работ структура сплава меняется с образованием на границе зерен карбидов (в основном железа и хрома), это приводит к коррозии металла.
Чтобы предотвратить этот процесс, технология сварки нержавейки предполагает защиту металла аргоном. Для хромо-никелевых сплавов применяют также быстрое охлаждение зоны шва.
Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Сварка в аргоновой среде с помощью неплавящегося вольфрамового электрода
Данная работа производится в случае, когда между собой требуется соединить элементы незначительной толщины, причем благодаря этой технологии получаются очень качественные, аккуратные и привлекательно выглядящие соединения.
Обычно сварные работы промышленного типа подразумевают стыковку труб, которые в дальнейшем будут предназначаться для транспортировки жидких или газообразных продуктов.
Стоит отметить, что данные трубопроводы способны функционировать даже под весьма высоким давлением.
В процессе производства работ применяется специальный неплавящийся электрод, причем здесь допустимо пользоваться как прямой, так и обратной полярностью.
Сварное соединение будет формироваться во многом за счет металла заготовок, поэтому следует учесть этот момент и сделать их несколько больше, чем подразумевается по проекту.
При необходимости допустимо использовать присадочный материал, который придется подавать в ручном режиме к участку, где будет гореть дуга. Перемещать горелку с электродом, изготовленным из вольфрама, также придется руками.
Стоит сразу сказать, что производительность труда в случае применения данной технологии будет не слишком высокой. Дело в том, что подавать присадку вручную не слишком удобно, к тому же в это время придется еще и обдувать сварную ванну аргоном и проводить электрод.
Одновременно выполнять такой ряд действий с качественным итогом может только весьма профессиональный сварщик, поэтому лучше воспользоваться полуавтоматической технологией.
Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.
Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
| Сварочная проволока: марка описание | Классификация | Типичный хим. состав наплавленного металла | Механические свойства |
| OK Autrod 347 Si (OK Autrod 16.11)* Коррозионностойкая хромоникелевая сварочная для нержавеющих сталей типа 08X18h20, 12X18H9T, 08X18h20T, (304, 308, 347) и им подобных в среде защитных газов (Ar). Легированная ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+). | ER 347 Si / AWS A5.9 G 19 9 Nb Si / EN 12072 Аналог проволок: 06X21H7БТ 06X19Н9Т 01X18Н10 01Х19Н9 | С |
Сварка аргоном — техника соединения цветных металлов
| % редкоземельного элемента | |||||
|
|
|
|
|
|
| особая стабильность сварочной дуги | высокая стабильность наибольшая устойчивость электрической дуги | радиоактивные, не подходят для постоянного использования | сварочная дуга зажигается легко, очень устойчива. минимальная склонность к прожогам |
| |
| постоянный ток прямой полярности | переменный постоянный прямая полярность |
|
Перед людьми всегда стоял вопрос создания качественного неразъемного соединения материалов — медный век, бронзовый, железный. Прошли сотни лет, прежде, чем человечество получило технологию — сварка аргоном и научилось варить цветные металлы.
Простой ее не назовешь, есть много нюансов, которые должен знать каждый, кто хочет овладеть основными принципами этого навыка.
В данной статье Вы почерпнете необходимые знания, благодаря чему, несомненно, добьетесь хороших результатов в сварочном искусстве!
Качественный результат применения сварки аргоном достигается квалификацией специалиста — сварщика-аргонщика.
Современное оборудование для аргонодуговой сварки выглядит следующим образом: сварочный инвертор, блок жидкостного охлаждения, баллон с аргоном, редуктор для регулировки подачи газа, кабель массы с клеммой и горелка с водяным охлаждением.
Осцилляторы, трансформаторы,балластные реостаты — как отдельные элементы остались в далеком прошлом. Расходниками являются элементы горелки: керамические сопла, цанги, держатель цанги и вольфрамовые электроды.
Длинный колпачок горелки тоже является расходным материалом, так как в результате падения держака ломается именно он.
Производственная компания «Артстэл» занимается изготовлением металлоконструкций и металлообработкой — резка, сварка аргоном, сверловка, рубка алюминия и нержавеющих сталей. Большое значение мы уделяем качеству выпускаемой продукции, ведь все изделия являются индивидуальными, нестандартными.
В любой сфере деятельности, основным фундаментом долгосрочного и взаимовыгодного сотрудничества является открытое, честное ценообразование. Качественное исполнение заказов, изготовление изделий в короткие сроки, серьезное отношение к своей работе — залог продуктивных взаимоотношений на долгое время!
- Начиная работу с металлическими поверхностями, обязательно очищаем их от загрязнений, окислов и других включений. Делается это потому, что во время сварки они будут мешать плавлению кромок. Скорее всего появятся дефекты сварного соединения — поры, непровары. Шов будет ненадежным и недолговечным, одним словом — брак. Чтобы избежать подобных последствий, необходимо обработать соединяемые заготовки механически. Для этого действия необходимо снять загрязненный слой напильником или углошлифовальной машиной. Для удаления масляных и жировых пятен рекомендуется обезжирить стыки растворителем.
- Под воздействием кислорода, расплавленный металл незамедлительно вступает с ним в реакцию и окисляется. Чтобы такого не происходило, сварку защищает аргоновый купол. Рекомендуется перед началом сварки продувать сварочную зону газом 1-3 секунды. А также после окончания 3-15 секунд, пока металл не остынет. Управление продувкой осуществляется устройством регулировки Вашего аппарата, благо она есть на всех современных аппаратах.
- Расход газа при аргоновой сварке составляет: для алюминиевых сплавов 7-15 литров в минуту, коррозиестойкая сталь 3-8 л/мин., титановым сплавам потребуется 6-7 л/мин.. Принцип действия — чем толще материал, тем больше расход аргона.
- Надежность и визуальная красота шва достигается соблюдением следующей техники сварки: кончик электрода располагается на минимальной дистанции от заготовки, т. е. электрическая дуга должна быть короткой. Соблюдая это условие, мы обеспечиваем нужный температурный режим, а так же необходимую величину провара.
- Направление горелки для сварки аргоном — электрод всегда смотрит только вперед. Во время процесса нельзя делать резких движений держателем. Присадочная проволока подается под углом 15-20 градусов относительно изделия, навстречу движения сварочной горелке.
- Никогда не отводите резко горелку от поверхности сварочного шва. Что будет, если Вы именно так и поступите? В зону неостывшего металла попадут атмосферные газы, аргоновая защита исчезнет — появятся поры, окислы, кратеры. Данное соединение будет потенциально опасным, так как со временем оно разрушится: пойдет трещинами и лопнет. Во время сварки старайтесь не выводить из-под аргонового купола кончик присадки, по крайней мере, пока он не остынет. Если этого не сделать, во время следующего введения такого кончика, в шов попадут окислы и он «поплывет». От чего визуально будет не очень ровным, потеряет свою эстетичность.
- Округлая или овальная форма сварочного шва сигнализирует о недостаточном проваре материала. При аргонодуговой сварке всегда следите за сварочной ванной. Она должна быть удлиненной, с небольшим валиком.
Аргон — недорогой инертный газ, индивидуальная атомная масса которого составляет 39,9(г/моль). Промышленный способ добычи — низкотемпературная ректификация воздуха. Весит в 1,38 раза больше воздуха. На рынке инертных газов поставляется двумя наименованиями: аргон газообразный высший сорт 99,993% и высокой чистоты 99,998%.
Гелий — доступный инертный газ, атомная масса 4(г/моль). Добывают методом фракционной конденсации. Гелий в 7,5 раз легче воздушной массы. Гелий хорошо ионизируется, его применяют при работе с металлами, создавая инертные среды. Незаменим при вертикальной и потолочной сварке.
Эти благородные газы — аргон и гелий не имеют вкуса, запаха, вредных примесей, бесцветны. Они не токсичны для людей, пожаро-взрывобезопасны. Поставляются в газовых баллонах объемом 5, 10, 40 литров.
В основном, сварка аргоном применяется в процессе обработки цветных металлов. Она хорошо справляется с титаном, медью, чугуном, дюралюмином, нержавеющей сталью, силумином, латунью, алюминием, другими металлами цветной группы.
Предприятия емкостного оборудования изготавливают баки, хранилища, емкости, резервуары, танки(tanks) для хранения жидких, твердых, сыпучих и газообразных продуктов. Материал изделий — нержавеющая сталь, алюминий.
При создании прочных герметичных стыковых соединений применяется сварка аргоном.
Особенно эффективно она показывает себя для обвязки трубопроводами цехов пищевой, химической, фармацевтической направленности, где требуется особая стерильность.
Авторемонтные мастерские: с помощью аргонной сварки происходит ремонт жизненно важных деталей автомобиля — варятся элементы механической и автоматической коробки передач, трубки кондиционера, крышки головки блока цилиндров, блока двигателя, поддона, радиатора.
Кузнечные мастерские: так как при изготовлении металлоконструкций не всегда можно подлезть ручным инструментом, для финишной зачистки шва — используется аргонодуговая сварка. Все потому, что она формирует тонкий, эстетичный сварной шов. Поэтому отпадает необходимость его дополнительной обработки. Продукция кузнечных мастерских: эсклюзивная мебель, кованные ворота и перила.
Эффективная сварка аргоном не представляется без использования качественных вольфрамовых электродов. При выборе этого важного элемента сварочной электрической цепи, следует ориентироваться на обрабатываемый материал. Ведь правильно подобранный электрод+оптимальный выбор режимов сварки, на выходе дадут качественный и надежный шов, который прослужит десятилетия!
Ниже представлена таблица электродов, марки которых обозначены американской и европейской аббревиатурой. С ее помощью можно легко подобрать нужный электрод для Вашей деятельности.
Сварку нержавейки аргоном производят источником постоянного тока. Для работы на низких токах, электрод затачивают под угол 10-20 градусов, средних — 20-30. На высоких токах значение угла заточки составит 60-120 градусов. Горелку ведут электродом вперед под углом 60-70 градусов, при этом подавая или прикапывая присадочный материал.
Во многих статьях настойчиво рекомендуют вести горелку равномерно и без колебаний. Мотивируя такой подход более ровным швом. На деле все обстоит не так. Для достижения красивого шва, рекомендуются незначительные колебательные движения. Техника ведения называется — бабочка или американка.
Сварка алюминия аргоном происходит на переменном токе, так как оксидная пленка на поверхности этого благородного цветного металла разбивается только им. Перед соединением заготовок необходимо провести тщательную зачистку кромок механическим(напильник, углошлифовальная машина) или химическим(растворители, кислоты) способом.
Если не производить данную подготовку, то посторонние включения и окислы будут мешать сварочному процессу — шов будет пористым с непроварами, что приведет к низкой прочности конечного изделия. Начинающему специалисту поначалу будет сложно работать с данным материалом — являясь жидкотекучими, алюминиевые сплавы, при нагреве не меняют своего цвета.
Данный факт сильно затрудняет процесс, но с появлением опыта все встает на свои места.
Профессионалы своей сферы интуитивно определяют силу тока под обрабатываемый материал. Ниже мы приводим таблицу, чтобы сварка аргоном не вызывала сложностей у новичков. Ведь знание и есть тот источник опыта, который позволит научиться универсальному способу сварки цветных металлов.
- Сварка аргоном обладает большим преимуществом — это возможность высококачественного соединения разнообразных цветных металлов. Оно достигается с помощью эффективной защиты в зоне огневых работ.
- При сварке на постоянном токе тепловложения в металлоконструкцию минимальны, это исключает возможность — что ее «поведет».
- Универсальность РАД(ручной аргонодуговой) сварки — можно подлезть в труднодоступные места.
- Основным недостатком технологии аргонной сварки — оператор должен обладать знаниями в области сварки и материаловедении, а так же обладать необходимым опытом.
В сфере сварочного производства технология аргонодуговой сварки занимает не последнее место и мы очень надеемся, что Вы с успехом сможете освоить это непростое ремесло!
| Аргон расход литров в минуту |
Сварка аргоном — цена на услугу за 1 см в Москве от Премьер Лазер
Аргонная сварка – оптимальный способ соединения срезов металлических сплавов, которые с трудом поддаются сварке другими методами, а также соединения элементов любого размера – от крупных магистральных трубопроводов до небольших штучных деталей. В основу метода положены технологии сразу двух видов сварных соединений – газового и дугового электрического, что гарантирует высокую производительность и качество работ на условиях приемлемой себестоимости. Кроме того, использование аргона в качестве защитной среды позволяет исключить процесс окисления, который делает металл в области шва более уязвимым и недолговечным. Тем более что под воздействием высокой температуры кислород образует в металле многочисленные пузырьки газа, а также вызывает горение наиболее теплоемких сплавов, запуская процесс их быстрого разрушения. Подача аргона на область сварки сохраняет первоначальные свойства сплава и не оказывает негативного влияния на структуру материала, позволяя рассчитывать на длительный срок эксплуатации готового изделия с выполненным сварным соединением.
Перечисляя преимущества аргонной сварки, необходимо особо выделить:
-
возможность использования технологии для соединения наиболее «сложных» металлов и их сплавов – алюминия, меди, латуни, нержавеющих сплавов, благородных металлов, титана и т. д.;
- максимальную защиту от разрушения металла в области шва вследствие интенсивного нагревания и контакта с кислородом и другими посторонними примесями;
- создание прочного и герметичного шва с длительным сроком службы;
- незначительный нагрев поверхности металла, что исключает его закаливание или растрескивание;
- равномерную глубину плавления, что исключает появление брака в области шва;
- высокую производительность благодаря стабильно высокой температуре дуги;
- возможность соединения металлов, которые с трудом поддаются плавлению и плохо соединяются со сплавами, имеющими иной химический состав.
Сварка нержавеющей стали аргоном
Особенности аргонной сварки нержавеющих стальных сплавов обусловлены повышенной устойчивостью этого металла к процессу коррозии и преждевременному разрушению вследствие ржавления. Кроме того, технология учитывает химический состав сплава на основе хрома или хром-никеля.
Подробнее
Сварка алюминия аргоном
В процессе аргонной сварки алюминия используется одна из двух распространенных технологий – TIG и MIG. В первом случае используются неплавящиеся электроды и применяется метод ручной сварки, тогда как во втором соединение шов выполняется полуавтоматическим методом.
Подробнее
Сварка меди аргоном
Сварка меди аргоном оказывает существенное влияние на физико-химические и механические свойства сплава. Поэтому для ее выполнения тщательно подбирают оптимальную технологию соединения сварных швов и выполняют точную настройку рабочего оборудования.
Подробнее
Сварка латуни аргоном
Некоторые особенности аргонной сварки латуни обусловлены включением в ее состав цинка. Под воздействием высоких температур он испаряется, и в сплаве образуются множественные поры, что не позволяет говорить о высоком качестве сварного соединения.
Подробнее
Сварка с поддувом
Благодаря способности хрома легко плавиться и образовывать надежное сварное соединение, такая сварка гарантирует легкую работу с нержавеющими сплавами. Если же речь идет о тонких деталях из «нержавейки», применяется технология сварки с поддувом аргона.
Подробнее
Цена аргонной сварки
| Толщина до, мм | Тип металла | Тип операции | Цена, руб |
| до 10 | - | Разделка кромки | 7 |
| до 16 | - | Разделка кромки | 12 |
| 3 | Сталь | Полуавтоматическая | 10 |
| 6 | Сталь | Полуавтоматическая | 15 |
| 8 | Сталь | Полуавтоматическая | 20 |
| 10 | Сталь | Полуавтоматическая | 25 |
| 12 | Сталь | Полуавтоматическая | 30 |
| 3 | Сталь | Аргонная | 25 |
| 6 | Сталь | Аргонная | 35 |
| 12 | Сталь | Аргонная | 50 |
| 3 | Нержавейка | Аргонная | 45 |
| 6 | Нержавейка | Аргонная | 60 |
| 12 | Нержавейка | Аргонная | 90 |
| 3 | Алюминий | Аргонная | 65 |
| 6 | Алюминий | Аргонная | 80 |
| 12 | Алюминий | Аргонная | 120 |
| 3 | Сталь | Зачистка | 5 |
| 6 | Сталь | Зачистка | 7 |
| 8 | Сталь | Зачистка | 10 |
| 10 | Сталь | Зачистка | 12 |
| 12 | Сталь | Зачистка | 15 |
| 3 | Алюминий | Зачистка | 32 |
| 6 | Алюминий | Зачистка | 40 |
| 12 | Алюминий | Зачистка | 45 |
| 3 | Нержавейка | Зачистка | 22 |
| 6 | Нержавейка | Зачистка | 30 |
| 12 | Нержавейка | Зачистка | 45 |
Стоимость аргонной сварки определяется с учетом сразу нескольких параметров:
- количество заготовок или изделий, подлежащих соединению;
- сложность сварного профиля;
- тип и толщина металлического сплава, подлежащего сварке;
- особые требования заказчика в отношении сроков и качества выполнения работ.
Расчет цены на услугу аргонной сварки осуществляется в индивидуальном порядке и согласуется с клиентом до момента подписания договора.
Аргонная сварка любых изделий по выгодной цене в Москве
Компания ООО «Премьер Лазер» приглашает к сотрудничеству частных мастеров и предприятия, занятые в сфере металлообработки и производства сварных конструкций, заинтересованных в заказе услуги аргонной сварки.
Получение запроса на электронную почту
Согласование расчета и технических параметров
Закупка и доставка материалов
Производство заказа
Доставка
Запрос на расчет
Скачать буклет
Прайс на услуги
Реквизиты компании
Для быстрого расчета стоимости и сроков вашего заказа, отправьте нам чертежи в формате *.dxf или *.dwg, а также укажите требуемый материал, количество изделий и телефон для связи.
Оснащение цеха современным сварным оборудованием позволяет работать с различными видами сплавов, гарантируя сжатые сроки выполнения работ и их приемлемую себестоимость. Каждый заказ проектируется и выполняется в индивидуальном порядке, что позволяет учесть требования к качеству и пожелания заказчика услуги. Для уточнения цен и условий сотрудничества звоните по указанным телефонам.
Правила и контроль аргонодуговой сварки Кипо Системз
Сварка нержавеющей стали в аргоновой среде, как и любая другая, требует соблюдения определенных правил и норм, которые сделают процесс безопасным, а конечный результат удовлетворяющим всем требованиям качества. В нашей стране разработаны многочисленные ГОСТы и стандарты, регламентирующие проведение сварочного процесса. Вот лишь некоторые из них:
- ГОСТ 6032-89. Регламентирует проверку нержавеющей стали на стойкость к межкристаллитной коррозии.
- ГОСТ 8713-79. Требования к сварке под флюсом.
- ГОСТ 10052-75, ГОСТ 23949-80, ГОСТ Р ИСО 3581-2009 . Требования к обычным и вольфрамовым электродам для сварки высоколегированной стали
- ГОСТ 23518-79, ГОСТ 14771-76. Обозначают параметры сварки в защитных газах (аргон и др.)
- РДП 26-17-071-86. Регламентирует правила по охране труда при сварочных работах.
Все материалы, используемые для сварочных работ, должны иметь сертификаты и маркировку изготовителя. Инертные газы поставляются в специальных баллонах с указанием даты выпуска, параметров содержимого (процентное соотношение примесей и т.д.).
Важным моментом является степень очистки аргона, в котором будет производиться сварка (регулируется ГОСТ 10157-79). Ведь присутствие даже минимальных примесей приводит к тому, что они поглощаются расплавленным металлом и тем самым ухудшают свойства сварного шва, вызывая дефекты, коррозию и т. д. Содержание азота в аргоне не должно превышать 0,3%, кислорода 0,03%, должна отсутствовать влага. Кроме того, специалист должен постоянно следить за расходом аргона – меньшее количество не способно защитить сварочную ванну, а перерасход приводит к образованию пор. Использование гелия вместо аргона позволяет избежать пористости и увеличить проплавляющую способность дуги, однако серьезно увеличивает стоимость работ из-за высокой цены гелия.
Для того чтобы обеспечить максимальную прочность сварного шва, необходимо очистить свариваемые поверхности и присадочный материал. Кромки и прилегающие площади тщательно зачищают металлической щеткой непосредственно перед сваркой. При толщине материала в пределах 3-6 мм производят односторонний скос кромок, при толщине же порядка 10-20 мм делают двусторонний скос. Если до этого сталь подвергалась нагреву (при гибке, например), то проводят отжиг и травление, которое позволяет удалить насыщенный кислородом слой металла, повышающий хрупкость. Поверхность стали перед сваркой должна быть сухой.
Еще один серьезный аспект – требования, предъявляемые к используемым электродам. Аргонодуговая сварка возможна с применением как неплавящихся (вольфрамовых или графитовых), так и плавящихся электродов. Важно, чтобы электрод соответствовал типу основного металла, особенно при использовании высоколегированных электродов. Сварка вольфрамовыми электродами проводится чаще всего при постоянном токе прямой полярности, значение которого зависит от толщины свариваемых поверхностей. Соблюдение допустимого токового диапазона важно из-за того, что превышение силы тока приводит к перегреву электродного стержня и меняет характеристику плавления, что может привести к разрушению шовного материала. Сварка постоянным током (до 600 А) прямой полярности позволяет достичь максимальной проплавляемости металла, при этом доля тепловой мощности в изделии достигает значений 50-90%, сварочная дуга легче возбуждается.
Сварка постоянным током обратной полярности используется реже по причине ряда недостатков: большие энергозатраты, меньшая глубина швов. Но есть у такого способа и преимущества – стабильность горения дуги и разрушение окисной пленки. Применяют такой тип сварки обычно для работы со стыковыми соединениями, содержащими алюминий, так как это позволяет разрушить оксидную пленку.
Такой параметр, как длина дуги, непосредственным образом влияет на формирование шва. В зависимости от использования присадочной проволоки, длина дуги колеблется от 0,5 до 4 мм, при этом учитывается толщина и тип свариваемой стали. Существует определенная линейная зависимость: при увеличении длины дуги уменьшается глубина проплавления и растет ширина шва. Использование длинных (больше 4 мм) дуг нецелесообразно вследствие нестабильности проплавления.
По завершении сварочного процесса обязательно проводится контроль работ, который позволяет исключить возможные дефекты. Существует несколько групп методов контроля:
- Для определения поверхностных недостатков (прожоги, трещины, газовые поры и т.д.) используют визуальный осмотр и цветную дефектоскопию.
- Выявление внутренних недостатков проводят при помощи ультразвука и рентгенограммы.
- Для проверки герметичности швов и конструкции применяют пневматические и гидравлические испытания, а также тесты при помощи керосина и гелиевых маркеров.
Подводя определенные итоги, надо отметить следующее. Аргонодуговая сварка – сложный технологический процесс, который должен проводиться профессионалами своего дела на современном и безопасном оборудовании. Если стоит задача получить качественное и отвечающее всем требованиям изделие, то недопустимо экономить на материалах и выполнении работ, ведь, как известно, скупой платит дважды.
Какой газ лучше всего использовать для сварки MIG?
Последнее обновление
Авторы и права: stafichukanatoly, Pixabay
В сварке MIG используется ручной пистолет с кабельным электродом с катушкой и газовым соплом, которое выпускает струю газа к месту сварки. Этот газ останавливает контакт азота, кислорода и других окружающих газов с валиком сварного шва. Это гарантирует, что есть сильные и последовательные результаты.
Загрязнение может привести к некачественному сварному шву на заготовке. Поэтому выбор подходящего газа необходим, если вы хотите добиться наилучших результатов. Однако какой газ лучше всего использовать для сварки MIG?
К сожалению, получить ответ не так просто. Различные металлы нуждаются в разных типах газа, чтобы получить наилучшие результаты. Во многих случаях смесь двуокиси углерода и аргона 75/25 даст отличные результаты для многих металлов. Теперь давайте рассмотрим некоторые варианты и обсудим, как вы можете выбрать предпочитаемый сварочный газ MIG для своего предприятия. Читайте дальше, чтобы узнать больше!
Лучший газ для сварки MIG: какие есть варианты?
Сварка MIG происходит с дугой, создаваемой электродом с постоянным твердым кабелем. Электрод проходит через сварочный пистолет и образует сварочную ванну на поверхности металла, которая соединяет два основных материала.
Дуга защищена защитным газом, который также проходит через сварочную горелку. Защитный газ также защищает сварочную ванну от загрязнения. Различные газы могут защитить сварочную ванну от загрязнения окружающей среды. Их можно различить как инертные или неинертные газы.
Авторы и права: Bru-nO, Pixabay
Инертные газы (благородные газы)В стандартных условиях окружающей среды благородные газы обладают высокой устойчивостью к химическим изменениям. Это означает, что защитный сварной шов и дуга получают наилучшую защиту с помощью инертных газов.
Гелий и аргон являются наиболее распространенными инертными газами. Эти два газа обычно используются при сварке TIG и MIG.
Большинство начинающих сварщиков спрашивают: «Можно ли сваривать мягкую сталь аргоном?»
Да, можно.
Помимо двуокиси углерода, аргон является одним из наиболее распространенных защитных газов, используемых при сварке. Как правило, аргон используется сам по себе, будь то 100% или в сочетании с одним или двумя другими газами, чтобы обеспечить более глубокое проникновение в металл.
Вы можете быть уверены в более широком, но не слишком глубоком проплавлении сварного шва с аргоновой защитой. Он отлично подходит для поддержания дуги под стабильным углом. Гелий может образовывать более глубокий шов и давать более горячий ожог по сравнению с аргоном. Однако он более дорог по сравнению с аргоном.
Благородные газы образуют гораздо меньше брызг при сварке, поскольку они обладают более высокой устойчивостью к химической реакции, чем полуинертные или неинертные газы. Гелий значительно уменьшает пористость сварного шва.
Однако гелий потребляет гораздо больше энергии, чем аргон, и требует большего ухода, так как может стать душным и привести к перегреву и выгоранию.
Многие сварщики комбинируют гелий и аргон с другими недорогими газами, чтобы снизить затраты. А поскольку чистый аргон и гелий рекомендуются только для цветных металлов, таких как медь и алюминий, смешивание также важно.
Выбор подходящего защитного газа
Многочисленные способы сварки MIG предлагают различные варианты защитного газа. Вы должны оценить свои цели и задачи сварки, чтобы выбрать правильный для вашего конкретного применения.
Сварочные газы играют решающую роль в сварочных работах. Они предотвращают попадание атмосферных газов, таких как азот, водород и кислород, в сварочную ванну. Эти атмосферные газы могут вызывать проблемы с качеством готового сварного шва, когда они попадают в сварочную ванну. Поэтому требуется защитный газ.
Вопрос в том, какой защитный газ следует использовать? Аргон, углекислый газ, кислород и гелий являются четырьмя наиболее часто используемыми защитными газами. Каждый из них предлагает беспрецедентные преимущества и недостатки в каждом приложении.
При выборе учитывайте следующее:
- Стоимость газа
- Характеристики готового шва
- Подготовка и очистка после сварки
- Основной металл
- Ваши цели производительности
Стоимость газа
В любой производственной процедуре стоимость является решающим фактором. Некоторые газы стоят дороже, чем другие. CO2 (двуокись углерода) — самый доступный газ среди четырех газов, используемых при сварке MIG.
Вы можете использовать его в чистом виде и, следовательно, вам не нужен вторичный газ. Это сэкономит вам больше денег.
Авторы и права: Mimzy, Pixabay
Характеристики готового сварного шва
Несколько деталей должны быть тщательно обработаны. Вы можете очистить другие после, в то время как другие не требуют каких-либо особых требований к отделке. Аргон или смесь аргона и углекислого газа — лучший вариант, если вам нужно меньше брызг, лучшее сварочное действие или более плоские профили.
Аргон является инертным газом и поэтому не вступает в реакцию с расплавленным швом. Однако это дорого. Добавление двуокиси углерода может снизить затраты и при этом обеспечить приемлемое качество сварки.
Подготовка и очистка после сварки Если вас беспокоит подготовка и очистка после сварки, лучшим выбором будет смесь аргона и углекислого газа. Он обеспечивает превосходную стабильность дуги, регулировку сварочной ванны и меньшее разбрызгивание по сравнению с чистым углекислым газом.
Гелий и двуокись углерода обеспечивают глубокие и широкие сварные швы и поэтому идеально подходят для толстых основных материалов. Цветные металлы, такие как магний, алюминий и титан, лучше всего работают с чистым аргоном.
Гелий является отличным газом для этих металлов, а также для нержавеющей стали. Кислород хорошо справляется с мягким углеродом, нержавеющей сталью и низколегированным сплавом. Однако это приводит к коррозии. Поэтому не используйте его с магнием, медью, алюминием или любыми другими экзотическими металлами.
Ваши требования к производительности Смесь аргона и углекислого газа хорошо работает в процедуре распыления, что повышает производительность. Другой предпочтительной смесью является аргон и гелий. В этой смеси скорость является фактором. Он создает более горячую дугу, которая быстро распространяется и повышает производительность.
Газы, используемые при сварке MIG
АргонАвторы и права: byrev, Pixabay качественный. Он предлагает более подходящую комбинацию регулирования сварочной ванны, стабильности дуги и меньшего разбрызгивания, чем чистый углекислый газ.
С этой смесью вы можете использовать процедуру переноса распылением, которая может обеспечить высокую производительность и более привлекательный внешний вид сварных швов. Аргон также создает более узкий профиль провара, что полезно для стыковых и угловых сварных швов.
При сварке цветных металлов, таких как титан, алюминий и магний, необходимо использовать 100% аргон.
Свойства аргона:
- Не подходит для стали.
- Лучший газ для цветных металлов.
CO2 (двуокись углерода)
Авторы и права: Bru-nO, Pixabay
При сварке MIG углекислый газ является наиболее распространенным реактивным газом. Это единственный газ, который можно использовать в чистом виде без добавления благородного газа. диоксид углерода также является самым дешевым среди защитных газов, что делает его привлекательным выбором, когда материальные затраты являются главным приоритетом.
Чистый углекислый газ обеспечивает глубокое проникновение в сварной шов, что полезно при сварке широких металлов. Однако он также создает менее устойчивую дугу и больше брызг, чем при смешивании с другими газами. Кроме того, он ограничен только процедурой короткого замыкания.
Свойства двуокиси углерода:
- Глубже проникает.
- Дает много брызг.
- Это недорого.
- Нельзя использовать с тонким металлом.
Кислород
Авторы и права: Mimzy, Pixabay
Это реактивный газ, который обычно используется в пропорции 9% или менее для улучшения текучести сварочной ванны, стабильности дуги в мягком углероде, проплавления, нержавеющей стали и низколегированных сплавов. . Однако это приводит к коррозии металла шва. Поэтому не стоит использовать его с магнием, алюминием, медью или любыми другими экзотическими металлами.
Вы не можете использовать кислород как чистый газ. Однако вы можете смешивать его в количестве от 1% до 5% аргона и углекислого газа. Это помогает улучшить качество сварки.
Кислород и аргон в основном используются для переноса распылением на нержавеющую сталь, чтобы помочь создать устойчивую дугу. Однако повышенная текучесть сварочной ванны может сделать сварку вне положения проблемой.
Свойства кислорода:
- Его нельзя использовать отдельно, так как он вызывает коррозию.
- См. также: Где взять сварочный газ и сколько вы должны заплатить?
Гелий
Авторы и права: вирусмон, Pixabay
Подобно чистому аргону, гелий в основном используется с цветными металлами, а также с нержавеющей сталью. Поскольку он обеспечивает широкий и глубокий профиль проникновения, гелий хорошо справляется с толстыми металлами и обычно используется в соотношении от 25 до 75% гелия к 75 и 25% аргона.
Путем регулировки этих соотношений изменяются скорость перемещения, профиль борта и проникновение. Гелий создает «более горячую» дугу, которая обеспечивает более высокую скорость перемещения и более высокую производительность.
Однако он самый дорогой и требует более высокой скорости потока по сравнению с аргоном. Вы должны рассчитать значение увеличения производительности по сравнению с увеличением стоимости газа. Когда дело доходит до сварки нержавеющей стали, в основном используется гелий в тройной комбинации двуокиси углерода и аргона.
Свойства гелия:
- Обычно не используется
- Лучше всего подходит для цветных металлов.
- Подходит для толстого основного металла.
Изображение предоставлено: Studio 72, Shutterstock
Преимущество смеси аргона и углекислого газа и 100% углекислого газа
Эти две газовые смеси предоставляют пользователям различные преимущества и недостатки. Тот, который вы будете использовать, зависит от вашей конкретной цели сварки.
Если ваш защитный газ содержит более высокий процент смеси аргона, ваши проекты будут более качественными.
Смесь 75-25 позволяет вам работать быстро, поэтому ваши готовые проекты будут иметь более чистый вид. Смесь предпочтительнее, если вы работаете над хрупкими проектами с более тонкими сварными швами или металлами, лежащими на верхних поверхностях ваших конструкций.
Некоторые люди также увеличивают долю аргона и выбирают смесь 85%-25%, так как она обеспечивает более гладкую поверхность валика.
Тем не менее, есть две проблемы со смесью с высоким содержанием аргона. Начнем с того, что это дорого. Если вы опытный сварщик, убедитесь, что ваши расходы не превышают цену, которую вы запрашиваете за свои услуги.
Другая проблема заключается в том, что более высокая концентрация аргона снижает скорость проплавления дуги. По этой причине сварщики не используют чистый аргон для сварки. Защитные газы, содержащие инертные газы, такие как аргон, не подходят для сварки МИГ низкоуглеродистой стали, поскольку они обычно приводят к некрасивому, непостоянному сварному шву.
Если вас беспокоит стоимость и вы не хотите, чтобы ваши сварные швы выглядели наилучшим образом, вы можете использовать диоксид углерода для сварки МИГ мягкой стали. Это значительно дешевле по сравнению со смесью аргона и доступно в магазинах розничной торговли.
углекислый газ не является благородным газом, как аргон. Однако он обеспечивает достаточную химическую защиту, которая обычно используется при сварке MIG в качестве защитного газа. Реакция с дугой создает более «горячее» ощущение по сравнению со смесью C25.
Обеспечивает более глубокое проникновение в соединяемые металлы и создает прочный и крупный валик. При использовании чистого диоксида углерода электрическая дуга не стабильна. Это заставляет дугу трещать и трещать больше, образуя брызги.
Также образует небольшое количество дыма и дыма при сварке. Более сильное разбрызгивание означает, что после завершения работы требуется дополнительная очистка. Вы не должны использовать чистый углекислый газ, если вы свариваете более тонкие металлические пластины при низких амперах. Это потому, что дуга может пробить дыры в раме.
Заключение: как выбрать лучший газ для сварки MIG
Если вы ищете лучший газ для сварки MIG, который имеет широкое применение, 25% углекислого газа и 75% аргона или что-то подобное как смесь 80/20, возможно, ваш лучший выбор.
Если у вас ограниченный бюджет и вы не возражаете против небольшого дополнительного разбрызгивания, двуокись углерода будет недорогой или отличной, когда дело доходит до экспериментов и хобби-сварки. 100% аргон подходит для сварки алюминия методом MIG или, как правило, для сварки TIG.
Нержавеющая сталь становится дороже, если большее количество гелия смешивается с аргоном и углекислым газом или кислородом. Там у вас также есть возможность выбрать более дешевый C2 со смесью 98/20.
Всегда учитывайте металлы, которые вы хотите сваривать, и убедитесь, что вы получаете максимальную отдачу от потока газа. Не забывайте, что ключом к надежному рисунку валика и недопущению перегрева металла является предпочитаемый вами газ и расход вашего газа.
Для настройки расхода газа и проведения экспериментов обратитесь к производителю, чтобы узнать, что лучше всего подходит для вас и что будет удобно.
Авторы избранных изображений: stafichukanatoly, Pixabay
- Лучший газ для сварки MIG: какие есть варианты?
- инертные газы (благородные газы)
- Выбор подходящего защитного газа
- Стоимость газа
- Характеристики готового сварного шва
- Подготовка и уборка.
- Газы, используемые при сварке MIG
- Argon
- CO2 (углекислый газ)
- Кислород
- Гелий
- Преимущество смеси диокиси с карбоновой диокисом 10.
- Заключение: как выбрать лучший газ для сварки МИГ конкретной стали путем надлежащего нагревания дугой между электродом и основным металлом. Присадочный металл может использоваться вместе с защитным газом. Основными переменными при этой сварке являются сварочный ток, напряжение дуги, состав защитного газа и скорость перемещения.
Содержание
- 1 Как работает сварка TIG на сталелитейных заводах?
- 1.1 Какие параметры важны?
- 1.2 Как создать отличные валики на стали
- 1.3 Рекомендуемые электроды
- 2 Какую полярность следует использовать при сварке стали методом TIG?
- 2.1 Постоянный ток, прямая полярность
- 2.2 Постоянный ток, обратная полярность
- 2.3 Переменный ток, полярность
- 2.4 Какой импульс можно использовать на стали?
- 3 Сила тока при сварке ВИГ стали
- 4 Сварка ВИГ стали Выбор газа
- 4.1 Подходит ли гелий?
- 4.2 Является ли CO2 хорошим вариантом?
- 4. 3 Можно ли сваривать сталь TIG с 75% аргоном и 25% СО2?
- 5 Как выполнять сварку малоуглеродистой стали методом TIG?
- 6 Как сварить чугун/сталь методом TIG?
- 7 Сварка ВИГ нержавеющей стали
- 8 Как сваривать закаленную сталь ВИГ?
- 9 Сварка ржавой стали методом TIG
- 10 Как сваривать сталь Corten с помощью TIG
- 11 Какова свариваемость TIG стали с цинковым покрытием?
- 12 Какие дефекты и проблемы возникают при обработке стали
- 12.1 Как избежать образования пузырей
- 12.2 Является ли пористость серьезной проблемой?
- . Сварка и обратная продувка стали
- 17,2 Должна ли сварка TIG на стальном шасси
- 17,3 сварки TIG на стальном соединении LAP
- 17,4 Сварка тига самый универсальный вид сварки, который позволяет сваривать несколько форм металлов, чем любой другой вид сварки. Процесс сварки TIG обычно можно использовать для сварки алюминия, стали, латуни, меди, бронзы, золота, никелевого сплава, нержавеющей стали и т. д. Чтобы научиться сварке tig, прежде всего, вам нужно настроить машину и связанные с ней части, такие как горелка и газ, а также иметь под рукой присадочную проволоку для любого металла, который вы собираетесь сваривать.
Какие параметры важны?
Успешная операция сварки зависит от правильного сочетания настроек параметров и выбора. Различные факторы, основанные на знаниях, играют важную роль в выборе параметров и настройке оборудования. Некоторыми из этих важных параметров являются основной материал, толщина материала, тип соединения и положение сварки.
Как сделать великолепные бусины на стали
Основной процесс укладки валика очень прост. Вы пытаетесь создать крошечный зигзаг кончиком стержня. Делая маленькие концентрические круги, двигаясь по траектории шва. Первоначально вы можете начать укладывать бусины на дюйм или два дюйма в длину. Существует риск того, что область вокруг шва нагреется и деформируется или деформируется. Таким образом, хорошо выполнить небольшой сварной шов в одном месте, а затем перейти к другому.
Рекомендуемые электроды
Если вы планируете сваривать алюминиевые материалы, обязательно выберите вольфрамовый электрод. Помимо этого, существуют другие формы вольфрамовых электродов, которые включают торированную форму, которая принципиально опасна. В настоящее время изготовление электрода означает, что кончик должен иметь круглую форму, в противном случае вам придется его ковырять перед использованием. Самая главная рекомендация — использовать наконечник в форме шара и заостренный наконечник для сварки на переменном и постоянном токе соответственно.
Полярность – один из важнейших элементов, контролирующих качество сварных соединений. Неправильный выбор полярности может привести к более плохому проплавлению, разбрызгиванию, а также к потере контроля над сварочной дугой. Доступны три формы полярности, такие как:
Полярность крайне важна при сварке TIG стали; потому что выбор идеальной полярности влияет на качество и прочность сварного шва.
Постоянный ток Прямая полярностьЭто происходит, когда электрод заканчивается минусом, а пластины плюсом.
Постоянный ток Обратная полярность В конце концов, электроны перетекают от кончика электрода к опорным пластинам.Это происходит, когда электрод заканчивается положительно, а пластины — отрицательно. Затем электроны текут в обратном направлении от базовых пластин к электроду.
Полярность переменного токаЕсли источник питания дает переменный ток, то и прямая, и обратная полярность будут происходить одна за другой в каждом цикле. В течение половины цикла электрод будет отрицательным, а базовые пластины — положительными. В другой половине опорные пластины будут отрицательными, а электрод — положительным. Следовательно, количество циклов, происходящих в течение нескольких секунд, зависит от частоты питания.
Какой импульс можно использовать на стали?
Импульсная сварка TIG обычно используется для сварки тонких профилей из нержавеющей стали и цветных металлов. Этот метод не ограничивается ими, поскольку он используется на других материалах, таких как медные сплавы, магний и алюминий.
Для начала сварки вольфрамовым электродом в среде защитного газа машины специально созданы для обеспечения постоянной силы тока в течение всего времени. Это означает, что когда вы настраиваете машину, она настраивается с точки зрения настроек силы тока. Эта амперная производительность при сварке практически не изменяется. Это изменение представляет собой напряжение, зависящее от длины дуги. Кроме того, эта дуга является способом измерения напряжения. Напряжение будет увеличиваться, когда длина дуги увеличивается, а также напряжение будет уменьшаться в то же время, когда дуга уменьшается. В конце концов, этот источник питания всегда будет оставаться стабильным в настройке силы тока. Для сварки стали толщиной ¼ дюйма в один проход требуется около 180 ампер. Можно создать серию тонких проходов для сварки более толстого материала за проход с меньшей, чем обычно, необходимой силой тока. Не забывайте, что многократные проходы требуют максимального времени.
Когда дело доходит до сварки TIG стального очень тонкого листового металла, вам может потребоваться рассмотреть возможность перехода на положительный электрод постоянного тока.
Это нанесет больше тепла на вольфрамовый электрод, а также предотвратит прожигание дугой листового металла. В случае электрода постоянного тока вам нужно сваривать с использованием низкой силы тока, и вольфрам также сгорит. Кроме того, есть случай, когда вам потребуется настроить машину на электрод постоянного тока, который должен придать вольфраму форму в виде шарика. Следовательно, при такой настройке электрод постоянного тока начнет плавить вольфрам как можно быстрее. Поэтому; сварка TIG используется для изготовления шаровидных вольфрамовых наконечников.Назначение Газ используется в широком спектре уникальных способов в процессе сварки. Обычно они включают в себя защиту дуги от загрязняющих веществ, таких как пыль, воздух и другие газы, а также поддержание чистоты сварных швов на основе слоя, только конфликтующего с дугой, а затем нагрев металла. Кроме того, защитные газы могут использоваться для защиты металла после процесса сварки. Вот списки газов, обычно используемых для каждого типа сварки, которые описаны ниже:
• Реактивные и инертные газы
• Продувочный газ
• Защитный газ
• Защитный газ
• Нагревающий газ
Однако газы являются важной частью работы каждого сварщика.
Даже некоторые газы хорошо подходят для широкого круга применений, например, чистый аргон для многих сварок сталей методом TIG, а также сочетание CO2 и аргона для некоторых видов сварки MIG. Газ, который большинство сварщиков использует для сварки TIG на стали, — это аргон. Является ли гелий хорошим вариантом?
Гелий является хорошим вариантом для успешной сварки TIG материалов из углеродистой стали. Этот нереактивный процесс обеспечивает чистые сварные швы. Гелий горячее аргона, поскольку он лучше передает тепло дуги, чем аргон.
CO2 — хороший вариант?
Нет, CO2 не используется для сварки TIG, так как это газ, содержащий кислород, который может привести к окислению и плохому сварному шву. Поэтому, пожалуйста, не используйте углекислый газ.
Можно ли сваривать сталь TIG с 75% аргоном и 25% СО2?
Co2 является активным газом и вызывает окисление, когда он находится вокруг вольфрамового электрода в аппарате для сварки TIG.
Для сварки TIG требуется чистый аргон для защиты электрода. Таким образом, использование смеси аргона и CO2 для сварки стали при выполнении сварки TIG — плохая идея.В основном, мягкая сталь представляет собой легированную сталь с меньшим процентным содержанием углерода, т. е. 0,3 процента или менее. По этой конкретной причине мягкая сталь также известна как низкоуглеродистая сталь. В конечном итоге он широко распространен в производстве, потому что он намного дешевле по сравнению с любыми другими сплавами, а также очень прост в сварке. Обычно мягкую сталь можно сваривать с использованием процедур сварки вольфрамовым электродом в среде инертного газа, и их результат получается очень аккуратным, а также точным сварным швом.
Как правило, мягкая сталь обеспечивает множество преимуществ. От простой свариваемости до способности изгибаться и плесени материал — вот некоторые из преимуществ, которые делают низкоуглеродистую сталь популярным материалом для многих сварщиков. Имея несколько доступных вариантов низкоуглеродистой стали, вы должны решить, какой присадочный металл является идеальным вариантом для вашего конкретного применения.
Отличные характеристики мягкой стали могут варьироваться в зависимости от типа материала. Однако общеизвестно, что мягкие стали обладают меньшей прочностью по сравнению с низколегированными сталями.Как правило, мягкая сталь обеспечивает наилучшую свариваемость и отсутствие дополнительных элементов, которые добавляются к ней. Благодаря этому мягкая сталь является дешевым вариантом для создания прочных конструкций. Мягкая сталь является исходным металлом, который начинающий сварщик выбирает из-за его простой сварки, но процесс сварки TIG требует большей точности и концентрации, чем сварка кислородно-ацетиленовой горелкой или сварка металлов в среде инертного газа. Перед сваркой низкоуглеродистой стали все заготовки и сварочный пруток должны быть очень свежими, так как частицы могут ухудшить качество сварки.
Чугун достаточно сложен, но его можно сваривать. Во многих случаях сварка чугуна включает в себя ремонт отливок и не совмещение отливок с другими участниками. Этот чугун очень помогает понять проблемы сварки.
Обычно содержание углерода в ней составляет от 2% до 4%, что едва ли в десять раз больше, чем во многих сталях. Когда дело доходит до сварки чугунной стали, перед началом работы необходимо выполнить четыре простых шага:- Предсказать сплав
- Тщательно очистите отливку
- Выберите температуру предварительного нагрева
- Выберите подходящую процедуру сварки
Прежде чем начать процесс сварки, вы должны выбрать идеальную полярность в зависимости от наполнителей, потребностей, основного материала и электрода. тип. Однако на параметры, на которые обычно влияет полярность TIG, входят:
- Нанесение наполнителя
- Очистка базовой пластины
- Провар
- Внешний вид сварного шва
- Армирование
- Зона термического влияния
Процесс сварки нержавеющей стали обычно различается в зависимости от толщины. Характеристики готового изделия являются важным фактором, который следует учитывать перед выполнением сварки.
На самом деле существует множество процедур сварки нержавеющей стали, которые обычно используются всеми сварщиками. Таким образом, вы должны выбрать лучший метод сварки нержавеющей стали, исходя из того, какие качества вы ищете. Ниже приведены некоторые из распространенных методов сварки нержавеющей стали, в том числе:- Сварка TIG или дуговая сварка вольфрамовым электродом
- Сварка MIG или газовая сварка переменным током
- Контактная или точечная сварка
Что касается сварки TIG и нержавеющей стали, я могу дать вам несколько рекомендаций. Как и при сварке TIG на обычной стали, все зависит от баланса скорости перемещения и силы тока. В идеале электрод следует разместить близко к ванне и обеспечить высокую скорость перемещения. Вы же не хотите сильного обесцвечивания или большой зоны термического воздействия. Пока у вас высокая скорость движения, использование большого количества ампер не будет передавать слишком много тепла в зону сварки.
Итак, если вы не уверены, что сможете сваривать достаточно быстро, я бы посоветовал снизить силу тока. Я всегда рекомендую сделать пробные сварные швы, прежде чем выполнять желаемое соединение, потому что размер сварного шва играет важную роль. Начните примерно со 100 ампер и соответствующим образом откалибруйте, изменив факторы, которые мы обсуждали в предыдущем абзаце.
Еще одна важная вещь, которую следует учитывать при выполнении сварки TIG на закаленной стали, – это убедиться, что электрод расположен на небольшом расстоянии от металла сварного шва. Кроме того, он даже не разбивает металл сварного шва, так как не исключено, что расплавленный металл может выплеснуться из этого места.
Теперь достаточно нажать на педаль и как можно быстрее нагреть металл сварного шва. Это создаст сварочную ванну на этом конкретном участке, а также заставит металл стать расплавленным, что идеально подходит для сварки. Вы также должны помнить, что вы не должны слишком сильно нагревать металл сварного шва, иначе он может сжаться или погнуться после того, как остынет.
Я бы посоветовал вам немного попрактиковаться, прежде чем приступить к реальной работе.После того, как сварочная ванна будет создана, вы можете просто подавать стержень в сварочную ванну, направляя к ней электроды. Таким образом, этот процесс очень подходит для сварки строительных материалов из алюминия. Если металл сварного шва должен быть расплавлен, вы можете просто положить немного заклинивания на сварочную лопатку, а также, если он кажется обожженным, а также предотвратить заедание.
Соедините куски материала вместе и обработайте обе стороны зоны сварки мелками с подходящей температурой сварки, чтобы оставить на металле следы, которые обычно плавятся при разных температурах и помогают избежать перегрева материала. Предварительно нагрейте место сварки с помощью пропановой паяльной лампы в течение нескольких минут и предотвратите изменение его кристаллической структуры. Теперь сварите закаленную сталь между собой вдоль металлического шва через сварочный аппарат и проверьте температуру металла, прежде чем сделать несколько проходов сварочной горелки для создания глубокой подготовки под сварку.
Сварку ВИГ предпочитают профессиональные сварщики, чтобы избежать распространенной проблемы образования ржавчины на месте сварки. Это подходящее время, чтобы узнать, как использовать сварочный аппарат TIG для сварки ржавой стали. Сварка TIG — это более современная дуговая сварка, которая включает в себя надлежащее использование неплавящегося вольфрамового электрода для заполнения, а также плавления металлов. Сварка TIG имеет множество преимуществ по сравнению с другими методами сварки. Вы можете использовать этот метод сварки для соединения металлов, нагревая их до необходимого для создания соединения. Вы можете предпочесть этот метод в основном для сварки более тонких металлов.
Сталь Corten также известна как атмосферостойкая сталь и часто используется в основном потому, что она более долговечна, чем многие виды стали. Этот материал очень устойчив к коррозии и может прослужить долгие годы. Кортеновская сталь, сваренная методом TIG, в основном используется в морских контейнерах, мостах, резервуарах и других изделиях.
Этот материал использует погодные условия для формирования наилучшего защитного внешнего слоя, устойчивого к атмосферной коррозии и деградации. Вы можете сваривать TIG стальной материал CorTen ASTM A242 и ASTM A588 в зависимости от ваших требований. Эстетически уникальный характер этого материала широко используется в транспортной отрасли, поскольку он является более дешевой альтернативой нержавеющей стали, используемой в железнодорожном секторе.Вы можете сваривать оцинкованную сталь, но не в ограниченном пространстве. Если вы используете устойчивый к коррозии металл сварного шва и используете бронзовые наплавки, такие как электрод из нержавеющей стали или медно-цинковый сплав, то вы можете получить наилучшее улучшение в своем способе сварки этого материала. Основная проблема, связанная с цинковым материалом, заключается в том, что его температура кипения близка к температуре плавления. В процессе дуговой сварки цинк обычно испаряется, потому что дуга более горячая, чем пламенные процессы.
При выполнении этого процесса на оцинкованной стали в любое время должны быть приняты особые меры предосторожности. Имейте в виду, что температура кипения цинка ниже температуры плавления стали.На стали возникает множество проблем и дефектов из-за сварки TIG. Однако некоторые из этих проблем заключаются в следующем.
- Плохое покрытие газом приводит к образованию пятен
- Сварка алюминия с регулировкой баланса или неправильной полярностью
- Зернистость сварного шва
- Непровар в корне
- Кратеры
- Грязный цвет основы или нержавеющей стали 90
- Шугаринг на нержавеющей стали
- Слишком большая сила тока на алюминии
- Надлежащий контроль длины дуги
Как избежать образования пузырей
Если в процессе сварки TIG образуются пузыри, это означает наличие утечки, и вам необходимо заменить неисправные компоненты в целом. Вы должны помнить о многих важных вещах, если хотите избежать образования пузырей в сварке TIG.
Например, вы можете записать напряжение/длину дуги.Является ли пористость большой проблемой?
Пористость при сварке ВИГ возникает, когда газ или загрязняющее вещество поглощаются сварочной ванной. Этот слабый и заполненный пузырьками сварной шов не соответствует стандарту и приводит к тому, что проект становится слабым в различных аспектах и в конце концов разрушается. Вы должны переделать его, когда обнаружите примеси в сварном шве. Вы можете предотвратить пористость при сварке TIG, если сделаете следующее.
- Держите поверхность материала в чистоте
- Проверьте поток газа
- Проверьте свое оборудование
- Проверьте условия вашего рабочего места Сварка TIG может использоваться для сварки титана, меди и даже нескольких разнородных металлов, что удобно для создания сложных сварных швов, таких как сварка круглых предметов или S-образных изгибов и т. д. Более того, сварка TIG всегда можно произвести тепло через электрическую дугу, прыгающую от электрода к металлическим поверхностям, которые вы предлагаете сваривать, обычно это сталь или алюминий.
Tig сварка стали является одним из самых сложных процессов для изучения и в то же время наиболее универсальным, когда речь идет о уникальных металлах. Этот процесс на самом деле очень медленный, но если вы все сделаете правильно, то получите сварной шов высшего качества. Как правило, сварка TIG в основном используется для сварки металлов, отличных от обычной стали, ненадежных сварных соединений, а также там, где требуются небольшие и точные сварные швы.
Принципиально сварка TIG отличается тем, что используется непригодный вольфрамовый электрод для обеспечения достаточного тока для выполнения сварочных работ. В качестве альтернативы этот процесс также называется дуговой сваркой вольфрамовым электродом. Тем не менее, использование присадочного металла зависит от того, является ли сварка автогенной или нет. Кроме того, при сварке TIG используется защитный газ для защиты всего процесса от загрязнения окружающей среды.
В настоящее время аргонодуговая сварка широко используется из-за простоты и простоты ее применения.
Несмотря на это, этот процесс намного медленнее, чем любые другие процессы, такие как сварка MIG, а также защищает дуговую сварку металлом. Это фактически позволяет сварщику быть более гибким и контролировать весь процесс сварки TIG, что приводит к длительному устойчивому и надежному смешиванию в этой области.Даже эта сварка TIG обеспечивает широкий спектр материалов, которые можно просто сваривать. Кроме того, tig-сварка способна остановить коррозию металла на длительный период времени, что делает ее отличным вариантом для такого рода работ.
Существует множество различий между сваркой TIG и MIG при сварке стали. Однако основное отличие заключается в способе использования дуги. При сварке MIG сварщики используют подающую проволоку, которая постоянно движется через горелку для создания искры, необходимой для расплавления материала и формирования сварного шва. При сварке TIG сварщики используют длинные стержни для прямого сплавления двух металлов. MIG может сваривать более толстые металлы быстрее, чем сварка TIG.
Вы можете предпочесть и использовать вариант сварки TIG, когда ваш металл тонкий. Сварка TIG хорошо совместима с такими металлами, как нержавеющая сталь, мягкая сталь и алюминий.В настоящее время металл шва всегда требуется делать, если нужна идеальная отделка после сварки. Кроме того, вы можете использовать проволочную щетку для очистки поверхности металла. В качестве альтернативы для этой работы может подойти щетка из нержавеющей стали или алюминия. С другой стороны, зажатие помогает удерживать место наплавленного металла поперек сварного шва, и вы даже можете распылить средство против брызг, которое предотвратит капание сварки, сохраняя при этом поверхность гладкой.
Одна из самых важных вещей, которую вы должны учитывать при сварке TIG стальных труб любым способом, — это гарантировать достаточную подготовку к безопасности перед выполнением любых сварочных работ. TIG-сварка не является исключением из этого обстоятельства. Это требует достаточных мер безопасности, чтобы избежать каких-либо серьезных инцидентов, таких как повреждение глаз или ожог кожи.
В таком случае вы можете использовать темные каски, сварочные перчатки и туфельки, надевая рубашку или куртку с длинными рукавами. Кроме того, мытье шлема перед началом сварки также позволит вам более четко определить метод процесса, а также для выполнения этой работы можно использовать яркий свет.
В настоящее время вы можете искать советы по сварке TIG стальных труб квадратного сечения. Кроме того, вы можете очистить прокатную окалину, убедиться, что в целом все ровно, и получить как минимум три прихваточных шва на каждом стыке. Вы должны сварить внешний угол в начале и изнутри наружу как можно дольше, чтобы преодолеть искривление. Имейте в виду, что проложить провод иногда проще.
Процесс TIG с замочной скважиной требует большого подвода тепла из-за высокой силы тока. Удачное сочетание высоких токов и высокоскоростного процесса сварки глубоким проплавлением позволяет на некоторых проходах заканчиваться скромными тепловложениями, приемлемыми в обычных пределах.
Приблизительное тепловложение для сварки TIG на материале толщиной 10 мм из нержавеющей стали 304 обычно составляет 1,4 кДж/мм брутто.Подвод тепла — один из самых важных параметров, который необходимо учитывать для успешной сварки стали методом ВИГ. Вы можете связаться и проконсультироваться с квалифицированными сварщиками, чтобы узнать и убедиться в правильности тепловложения при сварке TIG на стали. Вы можете снять показания напряжения и силы тока в сварочном аппарате с помощью аналоговых или цифровых счетчиков и разделить их на общую скорость движения для расчета подводимого тепла в джоулях на дюйм. Формула для расчета подводимого тепла: (60 х ампер х вольт) / (1000 х скорость перемещения, дюйм/мин) = кДж/дюйм. Формула для расчета скорости перемещения представляет собой длину сварного шва/время сварки. Быстрое перемещение снижает тепловложение. Вы можете получить меньшее тепловложение, если уменьшите силу тока и напряжение.
Сварка ВИГ и обратная продувка стали
Все новички в сварке ВИГ должны знать о обратной продувке, которая относится к практике обеспечения общего корневого слоя сварного шва, защищенного тем же инертным газом, который используется для защиты сварочная ванна.
Этот процесс позволяет избежать окисления корневого прохода с не свариваемой стороны. Проектировщик сварных швов может использовать опцию продувки корня, когда доступ к нему есть. Существуют разные способы удаления рута. Например, можно использовать шлифовку и удалить корень и начать переваривать его со стороны корня.Нужно ли сваривать стальное шасси TIG
Любая часть шасси может быть успешно и полностью сварена швом. Не забывайте, что искажение не является проблемой, когда речь идет о толстой согнутой панели. Сварной шов на стальном шасси может быть выполнен легко и быстро, если вы используете оборудование и правильно применяете методы. Вы должны правильно следовать инструкциям, чтобы выполнить сварку шасси в соответствии с требованиями. Если у вас есть какие-либо сомнения относительно этой специальной сварки, вы должны проконсультироваться со специалистами в этой области и прояснить свои сомнения перед началом сварки.
Сварка ВИГ на стальном соединении внахлестку
Простая пошаговая инструкция по сварке внахлестку ВИГ в настоящее время привлекает практически всех, кто решил успешно завершить этот проект в рамках графика и бюджета.
Вы должны знать, как манипулировать и читать общую ванну, прежде чем приступать к процессу сварки присадочной проволокой. Также можно выполнить пару автогенных сварных швов. Кроме того, вы можете получить опыт сварки без наполнителя и полного сплавления материала и добавления наполнителя в соответствии с требованиями.Сварка ВИГ на стали с латунным присадочным стержнем
Сварка ВИГ латуни в целом сложна из-за цинкового материала с самой низкой температурой плавления, а латунь является теплопроводной и требует значительного подвода тепла для сварки. Вам нужна первоклассная дуга, которая пытается испарить материал цинка. Вы можете использовать инвертор с около тридцати импульсов в секунду, %t установлен на около пятидесяти, а фон установлен на пятьдесят. Не забудьте использовать достаточно тепла и получить лужу. Быстро нажимайте на педаль, добавляя удочку, отпускайте педаль и двигайтесь назад по всей луже.
Сварка ВИГ на стали с кремниевой бронзой
Сварка ВИГ с материалом из силиконовой бронзы с технической точки зрения является пайкой вольфрамовым электродом в среде защитного газа, так как припаиваемый или свариваемый основной металл имеет более высокую температуру плавления по сравнению с присадочным стержнем из кремниевой бронзы.
Эта природа приводит к проблемам, поскольку излишки стали, смешанные с силиконовой бронзой, приводят к растрескиванию и хрупкости сварного шва или пайки.Руководство по сварке TIG — сварочные принадлежности West Country
Сварка нержавеющей стали
При сварке нержавеющей стали методом TIG в качестве присадочной проволоки можно использовать сварочные прутки с префиксами AWS-ASTM E или ER. Однако следует использовать только голые стержни без покрытия. Легкие металлы толщиной менее 1/16 дюйма (1,6 мм) всегда следует сваривать с помощью DCSP с использованием газа аргона. Соблюдайте обычные меры предосторожности при сварке нержавеющей стали, такие как: чистые поверхности; сухие электроды; используйте инструменты и щетки только из нержавеющей стали, сохраняйте нержавеющую сталь. от контакта с другими металлами.Датчик металла Тип соединения Размер вольфрама Наполнительный стержень Размер Размер чашки Расход защитного газа Сварочные усилители Скорость перемещения Тип CFH
(Л/МН)фунт/кв. дюйм 1/16″ — 1,6 мм БУТ 1,6 мм 1,6 мм 4, 5, 6 Аргон 11 (5,5) 20 80 — 100 12 дюймов ФИЛЕ 90 — 100 10 дюймов 1/8″ — 3,2 мм БУТ 1,6 мм 2,4 мм 4, 5, 6 Аргон 11 (5,5) 20 120 — 140 12 дюймов ФИЛЕ 130 — 150 10 дюймов 3/16″ — 4,8 мм
БУТ 2,4 мм 3,2 мм 5, 6, 7 Аргон 13 (6) 20 19200 — 250 12 дюймов ФИЛЕ 2,4 мм, 3,2 мм 225 — 275 10 дюймов 1/4″ — 6,4 мм БУТ 3,2 мм 4,8 мм 8, 10 Аргон 13 (6) 20 275 — 350 10 дюймов ФИЛЕ 300 — 375 8 дюймов Сварка низколегированной стали
Мягкие и низкоуглеродистые стали с содержанием углерода менее 0,30% и толщиной менее 1 дюйма (2,5 см), как правило, не требуют предварительного нагрева. Исключением из этого допущения является сварка соединений с сильными ограничениями. Эти соединения должны быть предварительно нагреты от 50 до 100 °F. (от 10 до 38°C), чтобы свести к минимуму усадочные трещины в основном металле.Низколегированные стали, такие как хромомолибденовые стали, будут иметь твердые зоны термического влияния после сварки, если температура предварительного нагрева слишком низкая.Это вызвано быстрым охлаждением металла. основного материала и формирование структур мартенситных зерен A от 200 до 400°F (93 до 204 °C) температура предварительного нагрева замедлит скорость охлаждения и предотвратит образование мартенситной структуры.Датчик металла Тип соединения Размер вольфрама Наполнительный стержень Размер Размер чашки Расход защитного газа Сварочные усилители Скорость передвижения Тип CFH
(Л/МН)фунт/кв. дюйм 1/16″ — 1,6 мм БУТ 1,6 мм 1,6 мм 4, 5, 6 Аргон 15 (7) 20 95 — 135 15 дюймов ФИЛЕЙ 95 — 135 15 дюймов 1/8″ — 3,2 мм БУТ 1,6 мм / 2,4 мм 2,4 мм 4, 5, 6 Аргон 15 (7) 20 145 — 205 11 дюймов ФИЛЕ 145 — 205 11 дюймов 3/16″ — 4,8 мм
БУТ 2,4 мм 3,2 мм 7, 8 Аргон 16 (6,5) 20 210 — 260 10 дюймов ФИЛЕ 210 — 260 10 дюймов 1/4″ — 6,4 мм БУТ 3,2 мм
4,0 мм 8, 10 Аргон 18 (8,5) 20 240 — 300 10 дюймов ФИЛЕ 240 — 300 10 дюймов Сварка алюминия
Использование сварки TIG для алюминия имеет много преимуществ как для ручных, так и для автоматических процессов. Присадочным металлом может быть проволока или стержень, и он должен быть совместим с основным сплавом. Присадочный металл должен быть сухим, без оксидов, жира или других посторонних веществ. Если присадочный металл становится влажным, нагревайте его в течение 2 часов при температуре 250°F (121°C) перед использованием. Несмотря на то, что ACHF рекомендуется, DCRP успешно работает до 3/32 дюйма (2,4 мм), DCSP с защитным газом гелием успешно используется в механизированных приложениях.Датчик металла Тип соединения Размер вольфрама Наполнительный стержень Размер Размер чашки Расход защитного газа Сварочные усилители Скорость перемещения Тип CFH
(Л/МН)фунт/кв. дюйм 1/16″ — 1,6 мм БУТ 1,6 мм 1,6 мм 4, 5, 6 Аргон 15 (7) 20 60 — 80 12 дюймов ФИЛЕ 70 — 90 10 дюймов 1/8″ — 3,2 мм БУТ 2,4 мм 2,4 мм / 3,2 мм 6, 7 Аргон 17 (8) 20 125 — 145 12 дюймов ФИЛЕ 2,4 мм/1,6 мм 140 — 160 10 дюймов 3/16″ — 4,8 мм
БУТ 3,2 мм 3,2 мм 7, 8 Аргон 21 (10) 20 195 — 220 11 дюймов ФИЛЕ 210 — 240 9 дюймов 1/4″ — 6,4 мм БУТ 4,8 мм 3,2 мм 8, 10 Аргон 25 (12) 20 260 — 300 10 дюймов ФИЛЕ 280 — 320 8 дюймов Сварка титана
Небольшие количества примесей, особенно кислорода и азота, вызывают охрупчивание расплавленного или горячего титана при температуре выше 500°F (260°C). Расплавленный металл шва в околошовных зонах должен быть защищен защитной оболочкой из инертного газа. Для титана требуется сильное положительное давление аргона или гелия в качестве резерва на корневой стороне сварного шва, а также длинный остающийся защитный хвост аргона для защиты металла во время охлаждения. Продувочные камеры и висячие экраны доступны в компании CK Worldwide для обеспечения качественных результатов.Датчик металла Тип соединения Размер вольфрама Наполнительный стержень Размер Размер чашки Расход защитного газа Сварочные усилители Скорость перемещения Тип CFH
(Л/МН)фунт/кв. дюйм 1/16″ — 1,6 мм БУТ 1,6 мм Нет 4, 5, 6 Аргон 15 (7) 20 90 — 110 10 дюймов ФИЛЕ 110 — 150 8 дюймов 1/8″ — 3,2 мм БУТ 2,4 мм 1,6 мм 5, 6, 7 Аргон 17 (8) 20 190 — 220 9 дюймов ФИЛЕ 210 — 250 7 дюймов 3/16″ — 4,8 мм
БУТ 2,4 мм 3,2 мм 6, 7, 8 Аргон 21 (10) 20 220 — 250 8 дюймов ФИЛЕ 240 — 280 7 дюймов 1/4″ — 6,4 мм БУТ 3,2 мм 3,2 мм 8, 10 Аргон 25 (12) 20 275 — 310 8 дюймов ФИЛЕ 290 — 340 7 дюймов Ускоренное обучение! Ваш персонал обучен и закодирован НАСТОЯЩИМ сварщиком!
УЗНАТЬ БОЛЬШЕ
Б/У МАШИНЫ
УЗНАТЬ БОЛЬШЕ
Сварочное оборудование в аренду
УЗНАТЬ БОЛЬШЕ
Нужен совет?
Предпочитаете говорить по телефону?
Звоните по номеру 0117 986 6006
Продувка сварных швов? – Братья Бенд
Опубликовано Дэвид Тейлор на
Мы все слышали об этом, но что такое продувка спины?
К настоящему моменту вы все должны знать, что во время сварки вы продуваете сварные швы инертным газом (обычно аргоном для сварки TIG), который подается через вашу TIG-горелку, а затем заливает сварной шов через чашу, однако это только защищает лицевая сторона сварного шва, а обратная сторона?
Обратная продувка — это процесс удаления всех нежелательных газов и паров с обратной стороны свариваемой поверхности путем замены атмосферы аргоном, в результате чего сварной шов не содержит загрязнений, что делает его чистым, гладким и похожим на лицевую сторону сварного шва.
Обратная продувка чаще всего используется при сварке труб, резервуаров, цилиндров и многих других полых объектов. Хотя это важно для всех металлов, это наиболее вредно, если вы не выполняете обратную продувку при работе с нержавеющей сталью 9.0025, дуплексные стали, никель, титан, и цирконий.
Возможно, вы все еще думаете, а нужно ли все это?
Ответ: ДА
Может показаться, что это беспричинная дополнительная работа, но если вы уже свариваете без обратной продувки, вы делаете половину работы.
Взгляните на изображение ниже, где видно, где сварной шов начал проникать и вступать в реакцию с атмосферой, оставляя на внутренней стороне сварного шва шероховатый нарост, похожий на жженый сахар.
Загрязнение может быть опасным по нескольким причинам, первая из которых возникает, когда расплавленный металл, т. е. сварной шов, контактирует с парами и газами из атмосферы. Это вызывает реакцию с расплавленным металлом, образуя внутри него нежелательные соединения, которые затем могут повлиять на коррозионную стойкость и способствовать возникновению трещин и других структурных дефектов.
Во-вторых, если через работу, над которой вы работаете, что-то протекает, представьте, как сильно все дрянные накопления внутри повлияют на поток. Наращивание вызывает огромное количество турбулентности, чего вы не хотите ни в одном приложении, не говоря уже о части, связанной с производительностью.
Обратная продувка может быть осуществлена довольно просто и экономично даже при использовании одного баллона с защитным газом.
Как правило, вам потребуется двойной регулятор и две отдельные газовые линии от баллона с аргоном.
Один с более высоким расходом для вашей горелки TIG (около 7-15 л/мин для сварки TIG и материала в зависимости от материала) и один с гораздо более низким расходом для обратной продувки (скажем, 5-7 л/мин) нужно заткнуть или запечатать конец эфира вашей работы. Один с входом в газовую линию и один с вентиляционным отверстием; это может быть достигнуто путем изготовления или покупки вилок.
Вы даже можете использовать алюминиевую фольгу, чтобы заткнуть концы; это не лучший вариант, но все же вполне функциональный для тех, у кого ограниченный бюджет.
Если у вас есть какие-либо вопросы или отзывы, я буду рад увидеть их в комментариях.
А теперь я чувствую, что мы должны затронуть тему tig сварки титана.
Титан обладает определенной аурой того, что с ним трудно работать. Это не обязательно должно быть так, так как при надлежащей подготовительной работе, исключительной чистоте и обязательной обратной продувке с ним может быть легче работать, чем с алюминием ( Основная причина в том, что вам не нужен сварочный аппарат переменного/постоянного тока)
Сложнее всего содержать его в чистоте, так как даже малейшее прикосновение рукой без перчатки оставит масло. Еще одна сборка на этом материале.
Однако кое-что, что мы здесь, в Bend Brothers, упростили для вас, ребята, так как все наши продукты (за исключением нашей прямой трубы) поставляются предварительно очищенными и готовыми к сварке прямо из упаковки.
Если вы планируете использовать Titanium, вот удобный список того, что можно и чего нельзя делать.
- Надевайте перчатки при работе с титановым материалом, особенно при распаковке любых продуктов Bend Brothers
- Используйте химический очиститель, такой как ацетон, для очистки вашей работы после пробной установки или обработки.
- Перед каждым использованием протирайте сварочную проволоку химическим очистителем
- Убедитесь, что у вас более чем достаточное покрытие защитным газом с помощью большой чаши для залива, такой как наша чаша для заливки TigWare Drop Proof или любая из блестящей линейки чашек Mfurick, вы даже можете рассмотреть возможность использования задней газовой защиты, подобной показанной ниже, если это необходимо.
- Убедитесь, что система обратной продувки работает правильно.
- В первую очередь обратите внимание на цвет сварного шва. Красивые цвета не означают правильно сваренного титанового соединения. См. удобную таблицу цветов сварного шва здесь.
Если вы нашли какую-либо информацию полезной или вам понравилось читать, сообщите нам об этом, мы ценим ваши отзывы!
Оставайтесь в курсе других блогов, связанных со сваркой.
- Теги: Аргон, назад Очистка, Братья Бенд, Изготовление, Изготовитель, GTAW, Изготовление металла, автоспорт, нарезка пирога, продувочный газ, Гоночный автомобиль, Ти, Тиг, тиг сварка, титан, Висячий щит, Сварка
Сварка ВИГ 101: все, что вам нужно знать о сварке ВИГ
На протяжении веков два металлических элемента соединялись только сваркой.
С развитием машин он разрабатывает различные процедуры сварки с вариациями в зависимости от размера, предпочтений и использования процесса сварки.Сварка ВИГ требует навыков, терпения и настойчивости, чтобы добиться отличных результатов. Сварочное оборудование и техника сварки в последнее время достигли такого прогресса, что обучение сварке стало важной учебной программой.
Многие отрасли промышленности и производственные процессы в последнее время получили преимущество над другими и нуждаются в серьезной интенсивной подготовке.
Это открывает новый путь, новые навыки и будущий карьерный рост. Сварщики с большим опытом сложной сварки TIG получат надежную работу. Это текстовое руководство поможет вам выбрать лучший сварочный аппарат TIG и технику.
Основа сварки TIG: как это работает?Хотя сварка существует уже много веков, современная сварка, которую мы видим сегодня, не существовала до начала 20-го века. Газовая вольфрамовая дуговая сварка или сварка TIG была изобретена для сварки алюминия и магния, более легких сплавов, в авиастроении.
Г-н Рассел Мередит в 1941 году придумал это чудо сварки. Подразделение компании Union Carbide Linde приобрело права на патент GTAW на разработку различных резаков под торговой маркой Heliarc. Первые машины Heliarc были тяжелыми трансформаторно-выпрямительными установками и весили сотни килограммов. Они были очень популярны во время Второй мировой войны для сварки деталей кораблей.
Компания Miller в 1970-х годах выпустила компактный, улучшенный контроль дуги, подходящий для применения переменного тока в «прямоугольной форме» Сварочные аппараты инверторного типа для сварки TIG с печатной платой, тип инвертора представляет собой более легкий вариант для сварки TIG.
Что такое сварка TIG и как работает сварка TIG?В этом процессе сварки TIG используется горелка с вольфрамовым электродом для подачи электрического тока в зону сварочной дуги. Одна рука держит горелку, а другая подает присадочный материал в сварочную ванну. Лужа защищена инертным газом аргоном.
Ножная педаль или сенсорный пульт дистанционного управления помогают контролировать нагрев, пока сварщик выполняет свою работу. Заведите привычку подготавливать и очищать металл перед процессом, с этим справится щетка и чистая тряпка. Всегда выбирайте правильные вольфрамовые электроды.
Требования к защитным газам для сварки ВИГВ процессе сварки ВИГ всегда требуются защитные газы следующих трех типов.
1. Чистый аргонЧистый аргон является очень эффективным и часто используемым защитным газом при сварке TIG различных металлов. Чистый аргон создает узкую и концентрированную дугу для очень точной сварки. Внешняя область дуги остается нормальной и не перегревается при сварке.
2. Смесь аргона с газами гелияСмесь аргона с гелием увеличивает силу тока для более горячих сварных швов. Эта смесь лучше всего подходит для большинства металлов, кроме мягкой стали. Гелий является лучшим проводником тепла и создает более широкую зону нагрева, достигающую края сварочной ванны.
3. Смесь аргона с газообразным водородомСварщики, работающие с нержавеющей сталью, используют смесь газообразного аргона с 5% или менее водорода для увеличения нагрева. Он позволяет наплавить горячий валик, проникающий глубоко в основной металл.
Видеосварка ВИГ Преимущества и недостатки сварки ВИГПроцесс очень точный, контролируемый и сложный в освоении. У процесса сварки TIG много поклонников, но есть и некоторые недостатки.
Преимущества TIG- Это самый точный и контролируемый процесс сварки.
- Это очень гладкая сварочная поверхность, не требующая особых усилий.
- С одинаковой легкостью можно сваривать широкий спектр металлов, включая цветные металлы, такие как медь, магний, алюминий.
- Сложный метод сварки для изучения с большим контролем и точностью. Для получения наилучших результатов при сварке TIG требуется глубокая дуга, правильное расстояние и точное маневрирование. Трудоемкий процесс для освоения.
- Медленный процесс сварки, мешающий производству.
- Много проблем с безопасностью, радиоактивность вольфрама, сильная дуга для безопасности глаз и кожи.
Процесс сварки TIG довольно опасен из-за воздействия высокотемпературных дуг и радиоактивных газов. Начинающие должны следовать всем протоколам безопасности и процессу сварки TIG. Прежде чем брать в руки горелку TIG, новички должны помнить несколько советов по технике безопасности.
1. Используйте защитное снаряжение – защитное снаряжение защищает вашу кожу и лицо от возможных ожогов. Большой ассортимент защитного снаряжения включает шлемы, фартуки, перчатки, защитные очки, куртки, рукава, брюки и защитную обувь.
2. Вентилируемое рабочее место – В вентилируемых помещениях циркулирует свежий воздух для снижения токсичности воздействия паров на сварщика.
3. Правильно заземленное сварочное оборудование – Правильно заземленный сварочный аппарат может предотвратить поражение электрическим током.
4. Сухое рабочее место – Влага может привести к поражению электрическим током.
5. Удаление загрязнений с металлических поверхностей – Загрязнения ухудшают качество сварного шва.
6. Тщательно выбирайте ток – Тип металла и электрода определяют, какой тип тока вы используете: переменный или постоянный. Проверьте свои настройки на записке/практике.
Подготовка к сварке ВИГПодготовка перед операцией отражается на результатах. Чем плохая подготовка, тем хуже результат сварки TIG в виде пористости, неплотных соединений и плохой сварки. Чтобы этого не произошло, установите правильное сварочное оборудование и контролируйте каждый этап подготовки для достижения наилучшего результата.
Мгновенная очистка металлических поверхностей от пыли, грязи, масла и мусора.
Если вам трудно с тряпкой, то используйте проволочную щетку или даже шлифовальную машину, чтобы обеспечить чистоту. Ацетон может помочь в удалении масла или стружки.Помните, даже если вы самый опытный сварщик, ваши результаты все равно зависят от правильной подготовки перед сваркой. Процедура более сложная, чем другая сварка, поэтому старайтесь идеально контролировать и готовить каждый шаг.
Материалы для сварки ВИГНадлежащая подготовка включает правильный выбор оборудования. Потребность в оборудовании зависит от материала и необходимой производительности. Следующая информация позволяет добиться полного представления о необходимых, соответствующих их видам и функциям.
1. Горелка для сварки TIGГорелка для сварки TIG обычно поставляется в варианте с воздушным охлаждением, но версия с водяным охлаждением обеспечивает более быстрое отведение тепла. Ручка горелки так хорошо оснащена, что позволяет точно контролировать процесс сварки TIG.
Регулировка ручки горелки регулирует необходимое количество тепла. Обе руки работают в унисон, одна регулирует настройку, а другая подает наполнитель.
2. Правильный выбор вольфрамового электродаОни считаются неплавящимися, но со временем могут сгорать. Существует множество электродов в зависимости от материала свариваемого источника питания. Они могут быть шариковыми, усеченными, остроконечными и иметь следующие типы:
В процессе сварки TIG используется 6 электродов для подачи сварочной дуги к обрабатываемым металлическим деталям.
а. Электрод из чистого вольфрама – Имеют закругленный наконечник и обеспечивают стабильную дугу на алюминии и магнии. Они действительно доступны.
б. Торированные электроды . Торий примешивается к вольфраму, чтобы укрепить его и сохранить остроту в течение значительно более длительного срока службы. Это самые популярные электроды, но после их использования нужно иметь проветриваемое помещение.
Меры предосторожности при вентиляции связаны с небольшой радиоактивностью тория.в. Электроды Ceriated – Специально разработаны для применения на постоянном токе с низким потреблением тока для небольших и сложных сегментов сварки TIG.
д. цирконатные электроды — они прочнее и очень полезны в проектах переменного тока, где требуются более прочные электроды. Они устойчивы к загрязнению.
эл. Лантанированные электроды — они универсальны и одинаково легко работают на машинах переменного и постоянного тока. Они могут работать на низком токе, создавая стабильную дугу.
ф. Редкоземельные электроды – Они обеспечивают стабильную дугу для проектов переменного и постоянного тока и остаются эффективными в течение более длительного времени.
3. Шлифовальный кругЭто оборудование для постоянной очистки основного металла от мусора и остатков.
4. Защитные газы Это также помогает заземлить кончик вольфрамового электрода.Подача защитного газа необходима для защиты сварного соединения от атмосферных примесей. Тип газа также зависит от теплопередачи на заготовке. Гелий необходим для толстого металла, так как он передает больше тепла, в то время как смесь аргона и гелия используется для тонкого металла.
Пошаговая процедура сварки ВИГЧтобы управлять сварочным аппаратом ВИГ, необходимо неукоснительно выполнять следующие шаги:
1. Подобрать и заточить электродВыбор электрода определяется на основе режима мощности и основного металла, подлежащего сварке. Подбор наиболее подходящего электрода после тщательного изучения процедуры.
Заточка наконечника требуется, если электрод представляет собой цилиндр без надлежащего наконечника. Вы можете измельчить его в точку или шар в соответствии с вашими потребностями. Мы используем наконечник Ballad при сварке переменным током, в то время как для сварки постоянным током требуется заостренный наконечник.
2. Вставьте электрод в цангуСтержень, который необходимо вставить в электрододержатель. Наконечник должен находиться на расстоянии не менее 1/4 от оболочки в качестве защиты.
3. Настройте выбор параметраНастройка настраивается в соответствии с заданием, но, в общем, выбирает ток, который требуется. Проникающая сторона устанавливается и очищается. Держите воздух включенным в течение пяти секунд после установки функций.
4. Набор защитного газа, выбранного для процессаДля предотвращения ржавчины от окисления обязателен защитный газ. Алюминию нужен чистый аргон, а стали – аргон в сочетании с углекислым газом.
5. Расположите сварочный постМеталлическая зона необходима для поддержания прохождения тока через свариваемый металл. Мы можем использовать металлический лист или сварочный стол для процесса.
Очистите и закрепите металл, чтобы стабилизировать его.
6. Сварка основных металлов Вы можете распылить средство против брызг на стол и основной металл для достижения наилучших результатов.Проверьте положение электрода, который должен свободно перемещаться и должен находиться вдали от зоны сварки не менее чем на дюйм, чтобы предотвратить попадание расплавленного мусора на электрод.
Теперь нажмите ногой на педаль, чтобы быстро нагреть металл и создать сварочную ванну. Поместите его на границу и, если образовалась лужа, коснитесь электрода. Теперь ослабьте педаль и контролируйте нагрев в процессе создания сварочной ванны. Поскольку сварной шов сжимается при охлаждении, чередуйте стороны, чтобы сохранить его в чистоте и предотвратить деформацию.
7. Совместите валикиПо завершении прихватки снимите зажимы. Создайте быстрое тепло и начните управлять, когда лужа начнет формироваться. Теперь переместите стержень к электроду, где будет образовываться сварка, которая ведет электрод, перемещая его к стержню.
8. Различные типы сварных швов В стали электрод направляется к линии сварки, а стержень повторяет движение.Угловой шов – Когда два металла соединяются под прямым углом
Стык – Два металла соприкасаются по краям, и электроды должны двигаться по прямой линии. Воспринимается как сложная процедура.
Нахлест – Два металлических соединения друг с другом, опираясь на плоский меридиан.
Косметика – Обычно используется для видимых соединений, и это можно сделать, погрузив стержень в сварочную ванну, а затем переместив его в следующее место.
Прочный сварной шов – Выполняется путем непрерывного вытягивания сварочной ванны при подаче стержня, и необходима прочность, чем проявляется.
Final WordsСварка ВИГ является наиболее востребованным процессом и с каждым годом приобретает все большее значение в промышленности.
Воспринятый как трудный процесс обучения, кривая обучения оказалась более крутой. Оборудование для сварки TIG сложное и дорогое, но результаты превосходны.Процесс требует полной самоотдачи, чтобы изучить позиции для определения прочности сварного шва. Оборудование, настройки, тип электрода и защитные газы назначаются в соответствии с потребностями процесса сварки TIG.
Теперь вы подробно ознакомились с ключевыми моментами процесса сварки TIG, чтобы погрузиться в процесс и реализовать свои мечты. Ваши комментарии и предложения всегда уважаются и помогают нам становиться лучше. Уделите несколько минут и оставьте свои комментарии в поле для комментариев.
Интересные материалы для чтения
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Преимущества сварки TIG — Miller Welding
Вам также может понравиться …
Сварка МИГ и ВИГ – сравнение двух сварочных процессов
Руководство по сварке алюминия
Четыре совета по обеспечению надлежащего покрытия защитным газом при сварке ВИГ
Перейти к содержимому
Многие сварочные операции выполняются с использованием дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), когда высокое качество сварного шва и внешний вид имеют решающее значение для применения.
Этот процесс, также известный как сварка TIG, предоставляет сварщику более высокий уровень контроля, что помогает достичь желаемых результатов. Одним из факторов, который играет важную роль в успехе сварки TIG, является надлежащее покрытие защитным газом. В этой колонке давайте обсудим четыре ключевых момента, которые помогут вам обеспечить надлежащее покрытие защитным газом и оптимизировать результаты сварки TIG:№ СОВЕТА 1: ВЫБЕРИТЕ ПРАВИЛЬНЫЙ ЗАЩИТНЫЙ ГАЗ
В любом процессе сварки атмосферные газы могут реагировать с расплавленной сварочной ванной и вызывать загрязнение. При сварке TIG инертный газ используется для защиты сварочной ванны и вольфрамового электрода. Кроме того, защитный газ влияет на тепловложение и характеристики зажигания дуги. Три наиболее распространенных защитных газа, используемых для сварки TIG:- 100-процентный аргон : Этот газ предлагает множество преимуществ, включая доступность, стоимость и хорошие характеристики зажигания дуги. Благодаря более низкому потенциалу ионизации аргон обеспечивает стабильное высокочастотное зажигание дуги и более стабильную дугу по сравнению с гелием.
- Смесь аргона и гелия : Вы можете получить лучшее от обоих газов с этой смесью, достигая более высокой тепловложения гелия наряду с лучшим запуском дуги аргона. Соотношение смеси может варьироваться, в большинстве смесей используется от 25 до 75 процентов гелия. Чем выше уровень гелия, тем горячее становится дуга и тем больше снижается производительность и стабильность зажигания дуги.
- 100-процентный гелий : Этот газ обеспечивает более высокую скорость движения и может использоваться для получения более высоких тепловых затрат из-за его более высокой теплопроводности. Хотя гелий хорош для сварки более толстых материалов, он может привести к нестабильному запуску дуги из-за более высокого потенциала ионизации. Гелий также менее доступен и стоит дороже.
№ НАКОНЕЧНИКА 2: ПОДБЕРИТЕ РАСХОДНЫЕ МАТЕРИАЛЫ В СООТВЕТСТВИИ С ВАШИМИ ПОТРЕБНОСТЯМИ
Для сварки TIG используется несколько расходных материалов, в том числе сопло и цанга в паре с газовой линзой или корпусом цанги. Выбор между газовой линзой и корпусом цанги зависит от требований к готовому сварному шву. Газовая линза, как правило, является лучшим вариантом для ответственных сварных швов, требующих высокого качества, в то время как цанговый корпус можно использовать для некритических или практических сварных швов.- Цанга : Четыре отверстия в цанге подают защитный газ внутрь сопла. Поскольку отверстия обычно расположены перпендикулярно соплу, газ на выходе из сопла может двигаться по спирали или быть более турбулентным. Вольфрам не должен выступать за пределы сопла больше, чем расстояние внутреннего диаметра сопла.
- Газовая линза : Этот вариант снижает турбулентность и увеличивает охват защитным газом благодаря внутренним экранам, которые рассеивают газ и создают более равномерный ламинарный поток. Вольфрам также может выдвигаться дальше с газовой линзой, чем со стандартной цангой.
В дополнение к этому выбору вы также должны знать о различных вариантах диаметра, длины и формы сопла.
Обратите внимание, что размеры газовых форсунок для сварки TIG составляют 1/16 дюйма. Например, сопло #7 имеет внутренний диаметр 7/16 дюйма. Сопло навинчивается на корпус цанги или газовую линзу и подает газ в сварной шов. В зависимости от используемого сопла производятся различные защитные профили или длины ламинарного потока. Вы можете выбрать стандартную, длинную или сверхдлинную насадку. Больший диаметр сопла и более длинные сопла обеспечивают более длинные столбы ламинарного потока, и желателен более длинный ламинарный поток. При использовании более длинного сопла поток газа более развит перед выходом из сопла, что снижает сдвиг между окружающей атмосферой и защитным газом на выходе для более стабильного газового покрытия.Варианты формы сопла: прямое, сужающееся и шампань. Сужающееся сопло начинается с большего диаметра и уменьшается до меньшего диаметра, помогая достичь самого длинного ламинарного потока. Сопло для шампанского наоборот, начиная с меньшего диаметра и увеличивая его до большего диаметра.
Эмпирическое правило для достижения наилучшего ламинарного потока заключается в использовании сужающегося сопла максимально возможного диаметра и длины.№ НАКОНЕЧНИКА 3: КОНТРОЛЬ РАСХОДА ГАЗА
Не для всех видов сварки TIG требуется одинаковая оптимальная скорость потока газа. Хотя скорость потока газа для сварки TIG обычно составляет от 10 до 35 кубических футов в час, на скорость влияют используемые расходные материалы и атмосферные условия. Во-первых, следует знать, как защитный газ взаимодействует с атмосферными газами. Когда защитный газ выходит из сопла, его скорость и плотность, отличающиеся от окружающих его атмосферных газов, могут образовывать потоки. Эти токи могут нарушить желаемый ламинарный поток защитного газа и вызвать турбулентный поток. При большей турбулентности потока атмосферные газы могут втягиваться в столб защитного газа, потенциально загрязняя сварной шов или вольфрамовый электрод.Увеличение расхода газа увеличивает турбулентность ламинарного столба потока, что также увеличивает вероятность загрязнения.
Хотя уменьшение скорости потока уменьшает турбулентность, имейте в виду, что слишком низкую скорость потока можно легко нарушить, и она может не защитить сварной шов или вольфрам должным образом. Рекомендуется использовать минимально возможную скорость потока газа, при этом обеспечивая надлежащий ламинарный поток для приложения и условий. Для стабильной точности расхода и быстрой регулировки поместите регулятор расходомера как можно ближе к горелке или источнику сварочного тока. Минимизация длинных шлангов для защитного газа снижает давление, которое может накапливаться в линии подачи и вызывать высокие выбросы газа при запуске дуги.№ СОВЕТА 4: ПРИ НЕОБХОДИМОСТИ ИСПОЛЬЗУЙТЕ ПРЕДВАРИТЕЛЬНУЮ И ПОСЛЕДУЮЩУЮ ПОДАЧУ ГАЗА
Также может быть полезно использовать пред- и последующую подачу газа, чтобы обеспечить оптимальные результаты сварки TIG. Перед сваркой рекомендуется предварительная подача защитного газа в течение не менее 0,2 секунды, чтобы помочь устранить любой начальный выброс газа и защитить вольфрамовый электрод и зону сварки, чтобы лучше инициировать запуск дуги. Постпоток помогает защитить сварной шов, поскольку сварочная ванна затвердевает, и защищает электрод от атмосферных загрязнений, когда он остывает после сварки. Для правильной продувки держите горелку над концом сварного шва до тех пор, пока поток газа не прекратится. Разделите используемый сварочный ток на десять, чтобы определить количество секунд, необходимое для обеспечения минимальной последующей подачи защитного газа. Рекомендуется минимум восемь секунд, а 12 — мой личный фаворит. Если вы используете длинные газовые линии, имейте в виду, что первоначальный выброс защитного газа при запуске дуги будет иметь гораздо более высокую скорость потока. Чтобы исправить это, используйте более короткие газовые линии или увеличьте время предварительной подачи газа, чтобы продуть линии и устранить выброс газа перед началом сварки.СЛЕДУЙТЕ НАИЛУЧШИМ МЕТОДАМ
Правильный выбор расходных материалов и газа в сочетании с ключевыми передовыми методами могут помочь вам добиться успеха при сварке TIG.
- 1 Как работает сварка TIG на сталелитейных заводах?