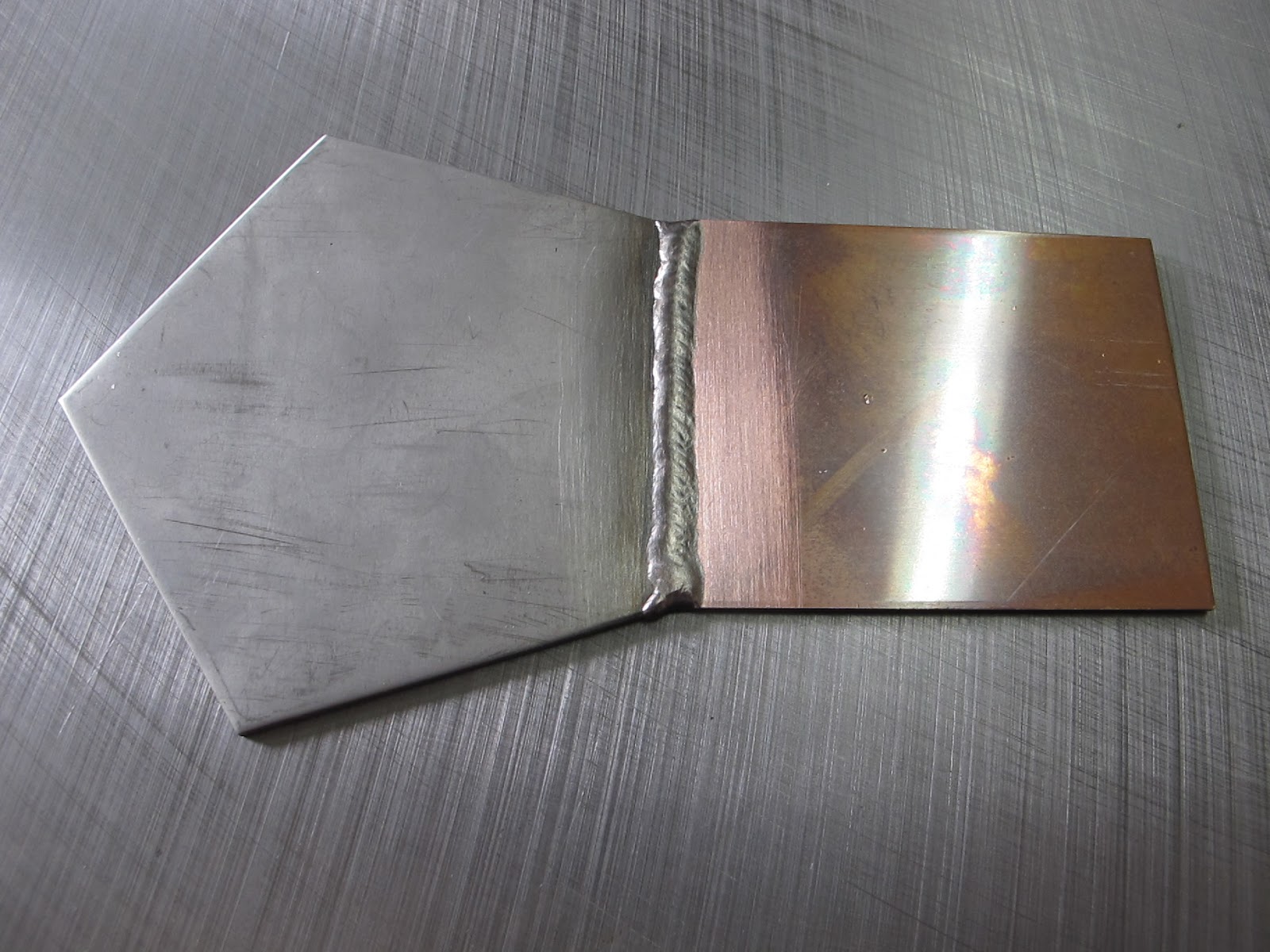
Сварка латуни
Обратившись к нам в мастерскую, к вашим услугам мастера с опытом и знаниями, которые выполнят любые варианты сварочных работ, в том числе и сварку латуни аргоном. Многолетняя практика мастеров, знание тонкостей аргоновой сварки и обработки швов – это гарантия оперативного и качественного выполнения Вашего заказа.
Сварка цветных металлов осуществляется методом аргонно-дуговой сваркой. Важно учитывать, что каждому варианту свойственны свои особенности в технологии, а каждому металлу своя температура плавления. При сварке разных материалов с латунью используется осциллятор, за счет чего весь метал не перегревается, а только поверхность листа, что позволяет чисто и ровно воедино сплавить разнородные части.
Услуги:
|
Услуга сварки латуни и бронзы в нашей мастерской проводится опытными специалистами с помощью аргона. |
|

|
Наша мастерская оказывает любые виды услуг по сварке и пайке латуни со сталью. Опытные мастера выполняют роботу любой сложности, в соответствии с установленным графиком и индивидуальными желаниями заказчика. |
|
|
Специальная технология сварки аргоном, которую используют наши мастера, позволяет выполнить сварку латуни с нержавейкой повышенной сложности. Все, что нужно — это доверить свою проблему специалистам и наслаждаться полученным результатом. |
|
По сути, сварка цветных металлов — это ювелирное дело, учитывая, что мастер в ручную обрабатывает каждый миллиметр шва при сварке.
Выгодные преимущества аргона
Сварка с использованием инертного аргона позволяет получать прочные и геометрически однородные швы, которые способные выдерживать существенные нагрузки при давлении и сжатии, растяжение или изгибах. Способ достаточно универсален, применяется и для заваривания крупногабаритных металлических конструкций, и небольших деталей, а также с целью резки тугоплавких металлических листов.
Однако, в процессе сварки латуни аргоном существуют и сложности. Как правило сложности в данном процессе возникают по причине испаряемости цинка. Известно, что цинк испаряется уже при 420-и, а закипает при 907-и градусах, что совпадает с температурой плавления латуни. Важно, что при этом образовывается достаточно ядовитая окись цинка. Следовательно, сварка латуни кроме профессионального подхода требует и использования специальных средств защиты (респиратора) либо, как минимум, сильной воздушной вытяжки.
Немаловажной остается и финансовая часть вопроса. Аргон считается доступным вариантом относительно цены. Следовательно, экономичность сварки аргоном латуни, цветных металлов и стали – еще одно существенное преимущество.
Следовательно, экономичность сварки аргоном латуни, цветных металлов и стали – еще одно существенное преимущество.
Сварка латуни – основные технологии, особенности, видео
Среди всех видов сварки сварка латуни является одним из наиболее сложных технологических процессов. Объясняется это тем, что цинк, который входит в состав этого медного сплава, при нагревании начинает активно испаряться, что приводит к образованию пор в сварном шве и, соответственно, к значительному ухудшению качества и надежности формируемого соединения. Осложняется сварка латунных деталей еще и тем, что при ее выполнении происходит выделение паров цинка, которые очень вредны для человеческого здоровья.
Аргонная сварка медного сплава
Технологии сварки изделий из латуни
Как известно, латунь – это сплав меди и цинка. В отдельных случаях, когда необходимо получить металл со специальными характеристиками, в него могут добавляться и другие химические элементы – олово, никель, свинец.
Цинк, содержащийся в латуни в значительном количестве, при сильном нагреве начинает испаряться, что приводит к пористости в сварном соединении. Кроме того, вступая в реакцию с кислородом, содержащимся в окружающем воздухе, пары цинка преобразуются в оксид данного металла, формирующий на поверхности соединяемых деталей белый налет. Обладая тугоплавкостью и тем самым затрудняя процесс выполнения сварки, данный налет представляет большую опасность для человеческого здоровья, так как является очень ядовитым.
Механические свойства и химический состав латуни
С учетом всех вышеперечисленных факторов специалисты разработали несколько технологий, по которым может эффективно выполняться сварка латуни. Сюда относятся:
- газовая и электродуговая сварка;
- соединение деталей из латуни под слоем флюса;
- сварка, выполняемая в среде защитного газа, в качестве которого чаще всего используется аргон.
Из всех перечисленных технологий именно сварка латуни аргоном получила наибольшее распространение благодаря своей высокой эффективности и возможности получать качественные сварные соединения в любых условиях.

Особенности сварки латунных изделий в среде аргона
Сварка латуни, которая осуществляется в среде инертного газа аргона, используется в основном в тех случаях, когда необходимо соединить детали, толщина которых превышает 5 мм. Источником тепла при использовании данной технологии является электрическая дуга, горящая между электродом и поверхностью соединяемых деталей. Электрод фиксируется в токопроводящем зажиме горелки, через сопло которой в зону сварки подается защитный газ. Сам сварной шов формируется за счет использования присадочного материала, состав которого должен максимально соответствовать составу соединяемых изделий.
Медно-фосфорный пруток для сварки латуни
Плавление присадочного материала, подаваемого в зону выполнения сварки вручную, также обеспечивает электрическая дуга, горящая между электродом и деталями.
Прежде чем приступать к сварке латуни, необходимо тщательно очистить поверхности соединяемых деталей от загрязнений и оксидной пленки. Показателем качества такой очистки служит металлический блеск, который должен появиться на поверхности латунных изделий. Оксидная пленка с заготовок из латуни легко удаляется при помощи азотной кислоты. После такой обработки необходимо промыть поверхности горячей водой.
Показателем качества такой очистки служит металлический блеск, который должен появиться на поверхности латунных изделий. Оксидная пленка с заготовок из латуни легко удаляется при помощи азотной кислоты. После такой обработки необходимо промыть поверхности горячей водой.
При сварке изделий из латуни можно услышать необычный треск: он вызывается активным выделением паров цинка. Пары цинка, кроме того, окрашивают сварочную дугу в непривычный цвет, который хорошо заметен даже на видео этого процесса.
Ориентировочные режимы сварки латуни вольфрамовым электродом
Технология сварки изделий из латуни отличается еще и тем, что соединение выполняют не сплошным швом, а отдельными валиками, аккуратно заполняя расплавленным присадочным материалом зазор между деталями на всю его глубину. Соблюдать данное требование необходимо потому, что при выполнении сплошного шва очень велик риск прожига соединяемых деталей.
Есть еще одно правило, которому необходимо следовать при сварке изделий из латуни.
Производить сварку изделий из латуни в домашних условиях можно, однако следует принимать во внимание высокую опасность паров цинка для здоровья. Именно поэтому выполнять такой процесс, если в ваших домашних условиях нет рабочего места с вытяжной вентиляцией, лучше всего на открытом воздухе. В любом случае, где бы ни проводилась сварка деталей из данного сплава, сварщику следует использовать респиратор.
Преимущества аргонодуговой сварки деталей из латуни
Аргонодуговая сварка изделий из латуни, осуществляемая неплавящимися электродами, совершенно не случайно пользуется такой высокой популярностью.
- Для сварки латуни в среде аргона не требуются ни электроды со специальным покрытием, которые отличаются достаточно высокой стоимостью, ни флюс.
- Данная технология соединения деталей, выполненных из латуни, является одной из самых чистых с экологической точки зрения.
- Аргонная сварка отличается высокой скоростью выполнения.
- Сварные швы, полученные при сварке аргоном, отличаются высокими эстетическими характеристиками.
- На сварных швах, выполненных по данной методике, отсутствует шлаковая корка, которую необходимо очищать.
- Кромки соединяемых латунных деталей за счет использования инертного газа надежно защищены от образования оксидных и нитридных корок.
- Струя аргона, подаваемая в зону выполнения сварки, выдувает все отходы технологического процесса.
- Данный способ сварки является универсальным: его можно использовать для соединения как мелких, так и габаритных изделий из латуни, выполнять их восстановление методом наплавки.


Оценка статьи:
Загрузка…Поделиться с друзьями:
Сварка латуни · АРГОН ТАМБОВ
Сварка латуни.
Сварка латуни, как и любая сварка цветных металлов, имеет свои трудности. Латунь меняет свои физические свойства при обработке высокой температурой, она активно испаряет цинк. Но несмотря на все сложности, с этим металлом и его сплавами можно работать.
Основные свойства латуни: Перед тем как узнать о подробностях сварки латуни, давайте познакомимся с характеристиками данного металла и его сплавов. В составе сплава латуни присутствуют два основных металла — медь и цинк. Содержание цинка в латуни достигает до 45%. Цинк в сплаве латуни необходим, его присутствие позволяет улучшить физические свойства и удешевить. Из латуни изготавливают втулки, трубы, элементы декора и многое другое.
- олово — позволяет повысить устойчивость к коррозии
- алюминий — ограничивает летучесть цинка
- кремний — улучшает свариваемость
- свинец — позволяет получать менее твердый сплав пригодный для разрезания
- исходным сырьём для изготовления сплава являются цинковые и медные заготовки.
- Чтобы сварка латуни была выполнена качественно, нужно знать о некоторых проблемах. При соблюдении особых требований, такие соединения будут надёжными. Так же нельзя забывать о мерах безопасности при выделении опасных испарений.
- В связи с невысокой температурой плавления, возникает проблема связанная с выгоранием цинка. Часть вещества улетучивается а часть взаимодействуя с кислородом, образует белый порошок.
Сварка латуни во многих случаях производится аргоном. Для проведения высокой скорости и качества работ, применяется технология сварки в инертной среде. Преимущества аргонной сварки:
Для проведения высокой скорости и качества работ, применяется технология сварки в инертной среде. Преимущества аргонной сварки:
- эстетический вид шва
- однородность соединений
- надёжность
- экономичность
Соединение разнородных материалов
При соединении латуни с другими металлами, необходимо учитывать особенности данного металла и металла компаньона. При соблюдении технологии и всех тонкостей процесса, можно добиться качественного соединения.
Сварка латуни технология сварки аргоном, полуавтоматом, газовая
Сварку латуни можно делать фактически всеми популярными методами. Выбор технологии сваривания зависит от численности легирующих элементов в составе сплава, очень часто цинка. Можно проводить аналогичности со сваркой меди, технология и способы сварки и в том и другом случае, фактически вполне совпадают.
Работы со сваркой с латунью очень часто применяются для производства оборудования химической и пищевой промышленности. Под эти цели в большинстве случаев применяют профильный прокат, скрепление которого выполняется при помощи контактной сварки.
Под эти цели в большинстве случаев применяют профильный прокат, скрепление которого выполняется при помощи контактной сварки.
Характерности сварки латунных изделий
Исходя из состава и физических параметров, следует выделить определенные свойства сварки латуни:
- создание цинковой оксидной пленки;
- кипение цинка с дальнейшим испарением;
- формирование структуры с порами шва сварки.
Цинк, имеющийся в сплаве, подвергается очень высокому окислению. Во время перегрева, этот метал вступает в хим. реакцию с кислородом, благодаря чему на месте шва сварки образуется оксидная пленка. Налет белого цвета существенно мешает соединению свариваемых компонентов. Довольно часто похожая трудность появляется при сварке латуни дома.
Внешний вид латуни
Кипение и исчезновение цинка происходит в результате существенной разницы в температуре плавления меди и цинка. Цинк плавиться при температуре 420С, а медь при 1080С, что тоже превосходит точку кипения цинка. Из-за аналогичных физических параметров, сварка латунных изделий сопровождается испарением цинка в не малом количестве.
Из-за аналогичных физических параметров, сварка латунных изделий сопровождается испарением цинка в не малом количестве.
Его выгорание существенно оказывает влияние на качество соединения и характеристики эксплуатации грядущего изделия. По этому надежная сварка должна выполняется при самой лучшей для необходимого нагрева меди и сохранения цинка в сплаве температуре.
Аналогичные работы со сваркой сопровождаются поглощением свободного водорода. Такая хим. реакция приводит к появлению структуры с порами шва. Благодаря тому, что водород не успевает улетучится из нагретого метала, в структуре шва остаются пузырьки газа.
Образование пористости существенно оказывает влияние на качество соединения, что нередко приводит к появлению трещин и потере прочности. Препятствование появлению данной трудности – важная задача при сварке латуни. Так, изделие с структурой с пористой основой шва становится просто мало пригодным для промышленного применения.
С целью решения указанных выше проблем, работы со сваркой проводят при комфортной температуре, которая дает возможность создать качественное соединение без значительных изменений физического состояния цинка.
Для данных же целей могут использовать избыточное поступление кислорода, которое мешает появлению пор. Полученные окиси возрождают с использованием присадок. Очень часто для этой цели используют кремний. Он окисляется и выпадает в осадки, очистка шва от которого не составляет большого труда.
Подготовка к сварке
Подготовка к сварке деталей из латуни аналогична с подготовкой меди. Только в отличие от нее, латунные изделия маленькой толщины не надо заранее обогревать. Толстые детали неплохо бы разогреть в месте проведения работ по сварке. Такая манипуляция существенно увеличивает качество шва и крепость грядущего изделия.
Чрезвычайно важно при приготовлении к работе обработать рабочие кромки. Если толщина кромки листы меньше 1,5 мм, рекомендуется провести отбортовку. Это даст возможность вдвое расширить толщину латунного листа и увеличить крепость грядущего шва.
Это даст возможность вдвое расширить толщину латунного листа и увеличить крепость грядущего шва.
Подготовка к сварке латуни
При хорошей толщине листов отбортовку делать не следует, но необходимо хранить просвет между элементами около 2 мм. Увеличение зазора разрешено делать ппи применении подкладки. Для изделий очень высокой прочности можно использовать метод двухсторонней сварки. При хорошей толщине шва, этот способ намного увеличит крепость стыка.
Подготовка латуни к сварке – важнейший этап, так как ошибочная оценка толщины листа, длины шва и неправильный выбор зазора приводят к деформированию конструкции. Это происходит благодаря очень высокого напряжения металла. Поэтому, соединение толстых компонентов лучше поручить профессионалам с опытом, которые профессионально работают с латунью.
Технология сварки латуни
Технология почти что не зависит от выбора метода сварки. Есть некоторые правила и требования к подобным работам. Рекомендуется держаться большой скорости сварки – не меньше 15 см за 60 секунд. Меньшая скорость увеличивает риск формирования структуры с порами и лишнего испарения цинка.
Есть некоторые правила и требования к подобным работам. Рекомендуется держаться большой скорости сварки – не меньше 15 см за 60 секунд. Меньшая скорость увеличивает риск формирования структуры с порами и лишнего испарения цинка.
Вертикальную сварку выполняют снизу-вверх, если понадобится дополнительно греют место стыка. Нельзя ни в коем случае исполнять потолочную сварку, так как латунь легко плавится и обладает высокими качествами текучести.
Выбор технологии сварки латуни зависит от индивидуальных желаний, толщины листа и желаемых параметров готового изделия.
В большинстве случаев используются эти методы сварки:
Газопламенная сварка латуни
Аргоновая сварка, на данное время, самый прекрасый способ заваривания латунных изделий. Используют ее в большинстве случаев при соединении компонентов с толщиной более 5 мм. Работы со сваркой делаются в аргоновой обстановке. Благородный газ применяется для создания защиты. Нагрев латуни осуществляется при помощи электрической дуги. Эта технология имеет ряд положительных качеств, которые замечательно подчеркивают ее среди заменителей.
Эта технология имеет ряд положительных качеств, которые замечательно подчеркивают ее среди заменителей.
Результат аргоновой сварки латуни
Дома сварку латуни можно проводить при помощи электродуговой сварки, в том числе сварки полуавтоматом. Для этого приходится задействовать необходимые электроды.
Работы проводятся постоянным током обратной полярности. Важно, чтобы дуга была короткой. Это мешает избыточном испарению цинка. В начале работы неплохо бы прогреть место стыка и прокалить электроды.
Завершать необходимо проковкой шва или отжигом металла. Отжиг металла – это медленной уменьшение температуры, после интенсивного нагрева. Эти процедуры существенно увеличивают качество стыка и надежность соединения.
Сварка латуни газом используется для изготовления качественного соединения. Пользоваться ею можно еще при сварке латуни со сталью. Но для создания прочно стыка, приходится задействовать окислительное пламя. Воспользовавшись его помощью создается антигравийная плёнка, которая мешает интенсивному выгоранию цинка.
Выполнение работ по сварке газом делается при помощи присадочных проволок. Выбор марки и типа проволки зависит и состава сплава, и от желаемых параметров готового изделия. Лучше всего применять проволоку, в состав какой входит бор – это дает возможность обойтись без использования флюса.
Аргоновая сварка
Соединение латуни аргоном – самая эффективная технология, которая повсеместно используется в товарном производстве.
Сварка латуни аргоном
Она имеет ряд положительных качеств, посреди которых необходимо отметить такие:
- Для сварки латуни не нужны электроды с особенным покрытием. На фоне отсутствия надобности применения флюса, существенно уменьшается отпускная цена работ.
- Эта технология отвечает всем современным нормативам безопасности. Благодаря благородному газу, элементы сплава не вступают в реакцию с элементами воздуха, при этом не выделяются вещества которые вредны.
- Аргонодуговая сварка мешает появлению шлака на стыке, который в большинстве случаев необходимо зачищать.
- Соединение латуни аргоном можно исполнять точеным методом.
- Готовые швы отличительны аккуратностью и привлекательным видом.
- Кромки соединяемых компонентов не склонны к окислению благодаря применению аргона.
- Аргоновая струйка чистит область для работы от пыли и других производственных отходов.
- Многосторонность способа позволяет состыковывать детали разных размеров и любых условиях производства.

Каждая технология сварки латуни имеет плюсы и минусы, по этому выбор следует проводить исходя из индивидуальных свойств сплава, готового изделия и техвозможностей.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Лазерная сварка металлов и сплавов
Каждый из видов сварки имеет свои преимущества и области применения.
Аргоновая сварка проводится в среде инертного газа — аргона. Это максимально надежный метод электрической дуговой сварки, в процессе которого в среде аргона образуется сварочная дуга между кромкой детали и электродом. При этом используются, как плавящиеся, так и неплавящиеся электроды. Аргон поступает через горелку в сварочную ванну автоматически и непрерывно в течение всего процесса. Он обеспечивает защиту от атмосферного воздействия и тем самым надежно защищает от возникновения дефектов в образующихся сварочных швов. Аргоновая дуговая сварка дает лучшее качество и прочность из всех прочих методов дуговой сварки.
Это максимально надежный метод электрической дуговой сварки, в процессе которого в среде аргона образуется сварочная дуга между кромкой детали и электродом. При этом используются, как плавящиеся, так и неплавящиеся электроды. Аргон поступает через горелку в сварочную ванну автоматически и непрерывно в течение всего процесса. Он обеспечивает защиту от атмосферного воздействия и тем самым надежно защищает от возникновения дефектов в образующихся сварочных швов. Аргоновая дуговая сварка дает лучшее качество и прочность из всех прочих методов дуговой сварки.
Преимущества данного вида сварки
- Аргон для сварки тяжелее воздуха, поэтому при соблюдении технологии кислород не проникнет в сварочную зону и не вызовет окисления шва.
- Дуга обеспечивает высокую тепловую мощность, поэтому работа проводится быстро и качественно.
- Можно сварить металлы, которые при других типах сварки не соединяются.
При сварке полуавтоматом в качестве плавящегося электрода выступает сварочная проволока, подающаяся в зону сварки. В процессе сварки происходит нагрев обрабатываемых поверхностей, так как между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Полуавтоматическим этот метод сварки называется потому, что проволока подается автоматически, а контроль подачи и, собственно, процесс сваривания осуществляется сварщиком вручную.
В процессе сварки происходит нагрев обрабатываемых поверхностей, так как между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Полуавтоматическим этот метод сварки называется потому, что проволока подается автоматически, а контроль подачи и, собственно, процесс сваривания осуществляется сварщиком вручную.
Преимуществами полуавтоматической сварки по сравнению с ручной дуговой сваркой являются:
- Повышенная производительность и экономичность
- Возможность автоматизации
- В некоторых случаях лучшее качество шва
В конденсаторной сварке генерируется короткий импульс тока, который плавит металл и соединяет детали. Импульс тока формируется путем разряда конденсаторов за время 1-3 мс. Короткое время разряда минимизирует зону термического влияния в сварном соединении. Кроме того, простота дозирования энергии и усилия осадки приводит к стабильно высокому качеству соединений. Этот метод эффективно используется для приварки крепежа.
Этот метод эффективно используется для приварки крепежа.
Лазерная сварка имеет ряд неоспоримых преимуществ, которые выделяют ее на фоне других способов соединения деталей путем плавления. Особенностью лазерной сварки является то , что образование сварной ванны осуществляется путем нагрева материала лазерным пятном малых размеров. Формирование лазерного пятна осуществляется с помощью оптической системы. Таким образов лазерная сварка является бесконтактным методом сварки.
Лазерная сварка позволяет:
- Осуществлять локальное воздействие на материал без перегрева всей поверхности изделия, что сохраняет целостность его форм и ровность линий.
- Сформировать глубокий провар, без образования наплывов с обратной стороны.
- Реализовать возможность соединения тонких элементов, которая невозможна в аргоновой сварке;
- Производить сварочные работы на деталях малых размеров за счет точной концентрации энергию в определенном месте детали.
- Проплавлять металл на большую глубину при этом добиваться небольшой ширины шва,
- Реализовать повышенную скорость производственного процесса;
- Выполнять сварку в труднодоступных местах

Важным преимуществом лазерной сварки является то, что этот метод легко поддается автоматизации.
технология аргонодуговой сварки, как подготовиться
Сварка – процесс, подразумевающий задействование высоких температур для образования шва с целью соединения двух и более элементов. Одна из проблем, которая может возникнуть при проведении подобной процедуры с цветными металлами, это их деформация под воздействием повышенных температур. Дополнительной проблемой при сварке латунных элементов является входящий в состав материала Zn. Он начинает испаряться, когда температура нагрева достигает +420 ºC. В процессе обработки происходит выделением ядовитой составляющей – окиси металла. Стоит подробнее рассмотреть, как провести сварку латуни аргоном или другим электродом.
В процессе обработки происходит выделением ядовитой составляющей – окиси металла. Стоит подробнее рассмотреть, как провести сварку латуни аргоном или другим электродом.
Особенности
Латунь немного напоминает бронзу. Теплопроводность медного материала в 6 раз больше, если сравнивать с показателями железа. Поэтому методика проведения сварки в этом случае имеет заметные отличия, если сравнивать ее со сваркой элементов из железа или стали. Изделия из латуни или бронзы применяют преимущественно в качестве декоративных элементов.
При использовании аргонодуговой или другой технологии сварочных работ важно получить гладкий шов и обеспечить долговечность соединения.
У всех сплавов с медью имеются общие черты, а также ряд уникальных свойств, которые отличают материалы друг от друга. Особенность латуни – содержание цинка, который усложняет процесс сварки. При выполнении задачи возникают следующие трудности.
Особенность латуни – содержание цинка, который усложняет процесс сварки. При выполнении задачи возникают следующие трудности.
- Повышение температуры приводит к окислению цинка. Процесс осуществляется за счет поглощения расплавленным металлом газов. Это приводит к образованию водородных пузырьков, которые возникают в сварном шве.
- В случае перегрева на поверхности обрабатываемого материала образуются трещины или поры.
- Цинк выгорает быстрее других элементов состава из-за низкого показателя точки кипения. Следует учитывать этот момент и предпринимать необходимые меры для снижения количества окислов цинка.
Чтобы справиться с перечисленными особенностями, рекомендуется задействовать аргон, обеспечивающий защитную среду. Также необходимо позаботиться о предварительной обработке поверхностей изделий и соблюдении технологии.
Как подготовиться?
В работе с латунью используют электродуговую, газопламенную или аргоновую виды сварок. Однако вне зависимости от выбранного метода предварительно изделие требуется подготовить. Чтобы сварка прошла успешно, потребуется обработать края изделий посредством выреза сварочных кромок. Дополнительно будущее место шва необходимо отполировать до получения блестящей поверхности.
Однако вне зависимости от выбранного метода предварительно изделие требуется подготовить. Чтобы сварка прошла успешно, потребуется обработать края изделий посредством выреза сварочных кромок. Дополнительно будущее место шва необходимо отполировать до получения блестящей поверхности.
Делается это с помощью плотной наждачной бумаги или заточенного напильника.
Зачастую на поверхности латунных изделий образуются окислы. Они способны ухудшить качество сварки в несколько раз. Поэтому от окислов во время подготовки необходимо избавляться. Сделать это помогут концентрированные растворы азотной или соляной кислоты. Стоит отметить, что чистка поверхности должна проводиться перед основными работами.
Технология сварки
Методика проведения процедуры не зависит от выбранного метода проведения процедуры. Выделяют несколько ключевых правил, требований и рекомендаций, способствующих успешному выполнению поставленной задачи.
- При проведении сварки рекомендуется следить за скоростью процедуры. Она должна быть не менее 15 см шва за 1 минуту. Чем меньше скорость, тем выше риск образования пор в шве. Кроме того, длительный процесс сварки способствует чрезмерному испарению цинка, что негативно сказывается на здоровье окружающих и качестве материала.
- Вертикальная сварка должна проводиться снизу вверх. Если требуется, стоит дополнительно прогреть место стыковки материалов.
- Потолочную сварку в случае соединения латунных элементов проводить запрещено. Объясняется это требование высокими свойствами текучести металла.
Тип сварки определяется индивидуальными пожеланиями того, кто будет заниматься проведением процесса. Также при выборе технологии следует обращать внимание на толщину свариваемого листа и характеристики, которых хочется добиться от готового изделия. Преимущественно используют следующие методики:
Также при выборе технологии следует обращать внимание на толщину свариваемого листа и характеристики, которых хочется добиться от готового изделия. Преимущественно используют следующие методики:
- аргоновую;
- электродуговую;
- газопламенную.
Аргоновая считается наиболее эффективной, если сравнивать ее с остальными. Посредством использования данной методики удается организовать быстрое соединение латунных элементов.
Применяют подобную технологию в основном для заваривания элементов толщиной до 5 мм. Газ, используемый в процессе, защищает шов от повреждений и деформаций.
Для проведения сварки латунь нагревают с помощью дуги, которая пропускает ток. У аргонового способа много преимуществ. Электродуговой способ подходит для самостоятельной сварки или полуавтомата. В последнем случае потребуется подготовить специальные электроды, при выборе которых следует учитывать особенности материалов при выборе элементов.
Электродуговая сварка подразумевает задействование электрического тока обратной полярности. При необходимости можно использовать короткие дуги, снижающие количество испарений цинка во время образования шва. Перед тем как приступить к сварке, рекомендуется обработать место стыка, протереть его. Также следует прокалить электроды.
После проведения электродуговой сварки потребуется провести проковку шва или отжиг металла. Последний подразумевает медленное снижение температуры. Проводить отжиг можно после того, как будет осуществлен мгновенный нагрев материала. Подобные процедуры повысят качество сырья и улучшат эксплуатационные характеристики шва.
Газопламенная технология используется для образования надежного соединения высокой прочности. Ее можно использовать, если требуется организовать соединение латунных элементов со стальными.

Однако для создания долговечного стыка потребуется дополнительно задействовать окислительное пламя. Оно образует на поверхности шва защитную пленку и предотвратит выгорание цинка.
Проведение газопламенной технологии осуществляют с помощью специальных проволок, марка и тип которых определяется в зависимости от вида материала. Опытные сварщики рекомендуют использовать расходные материалы, в составе которых содержится бор. Этот элемент позволяет обойтись без нанесения на поверхность латуни флюса.
Полезные рекомендации
Как уже было отмечено, в процессе сварки выгорает цинк. Он образует токсичный оксид. Определить его наличие можно по небольшим белым хлопьям. Также процесс выделения оксида цинка сопровождается потрескиванием. Если сварочные работы проходят в домашних условиях, необходимо самостоятельно позаботиться о средствах индивидуальной защиты. При проведении соединения латунных элементов в помещении требуется организовать принудительную вентиляцию. Оптимальным решением станет сварка на открытом воздухе.
При проведении соединения латунных элементов в помещении требуется организовать принудительную вентиляцию. Оптимальным решением станет сварка на открытом воздухе.
Еще один полезный совет – соблюдение техники безопасности. К ней относится ношение одежды из плотной негорючей ткани, а также тщательная подготовка рабочего пространства. Под рукой при проведении сварки должен находиться огнетушитель. В некоторых случаях сварке предпочитают пайку латуни специальной паяльной лампой. Присадкой при использовании такого метода выступает оловянный припой, а в качестве флюса выступает бура. Расплавленное олово заполняет образованную трещину, что придает диффузному слою необычный бронзовый оттенок.
Как варить латунь, смотрите далее.
 youtube.com/embed/7DdydFBU53M?modestbranding=1&iv_load_policy=3&rel=0″/>
youtube.com/embed/7DdydFBU53M?modestbranding=1&iv_load_policy=3&rel=0″/>
СВАРКА ЛАТУНИ в Екатеринбурге (технология, условия, цена)
Соединение цветных металлов сварочным способом требует применения специальных технологий и оборудования. Дуговая сварка латуни с применением электродов возможна, если толщина соединяемых листов не менее 4 мм. Также методика применяется для заваривания дефектов литья.
Для сварки латуни электродом предлагается несколько вариантов расходных материалов. Агрегат для сварки работает на постоянном токе. Во время сварки латуни полуавтоматом электрод необходимо вести поступательно с колебательными движениями в стороны. Мастер должен время от времени поднимать раскаленную часть рабочей поверхности.
Это позволит мелким расплавленным каплям перемещаться с конца электрода, не разбрызгиваясь. Сварка латуни аргоном позволяет избежать проблем, возникающих во время спайки легко плавящегося цветного металла.
Сварка латуни аргоном позволяет избежать проблем, возникающих во время спайки легко плавящегося цветного металла.
Сварка латуни аргоном
Суть процесса сварки латуни аргоном заключается в расплавлении краев соединяемых кромок. Пока металл не остыл, шов проковывается. Технология соединения металла данным способом не предусматривает повторное прохождение шва. Если правило не соблюдать, то под внешним сварочным слоем окажется окалина, образовавшаяся при первичной сварке.
Особенностью аргоновой сварки латуни является то, что это сложный процесс из-за содержания в латунном сплаве цинка. Во время нагревания материал не только плавится, но и испаряется. Технология аргоновой сварки решает проблему. Также необходимо придерживаться некоторых правил.
Сварка должна осуществляться короткими фрагментами, чтобы металл не прогорал. Дуга должна двигаться постепенно, со снижением напряжения. Сварочный шов заполняется с первого раза, чтобы не допускать появления дефектов.
Сварочный шов заполняется с первого раза, чтобы не допускать появления дефектов.
Стоимость сварки латуни
В отличие от сварки черных металлов, цветные сплавы требуют применения специальных сварочных технологий. На сварку латуни цена зависит от сложности работ и длины швов. Но это не все факторы, которые необходимо учитывать при выборе исполнителя работ.
Не менее важной является специализация предприятия. Если такие услуги стоят на одном из первых мест, это значит, что есть соответствующее оборудование и люди, способные его профессионально применять. Работать со сплавом латуни сложнее, чем с любым другим черным или цветным металлом.
Это объясняется тем, что цинк, входящий в состав металла, способен не только расплавляться, но и испаряться. Чтобы узнать цену за сварку латуни аргоном, необходимо изучить размеры изделий и условия, в которых будут проводиться работы. Наше предприятие предоставляет выгодные услуги.
Сварка латуни с выездом Екатеринбург, Верхняя Пышма
Заказывая услугу, наши клиенты могут рассчитывать на обработку металла в цеху или с выездом на объект. Последний вариант рассматривается в тех случаях, если свариваемые фрагменты нетранспортабельны. Сварка латуни в цехе и с выездом на объект по технологии выполнения не отличаются.
Наши мастера могут работать в Екатеринбурге, Верхней Пышме, Березовском и других городах, куда необходимо приехать, чтобы выполнить сварочные работы. Независимо от места выполнения сварочных услуг, они будут проведены одинаково качественно.
Как сварить корабельную латунь?
Часто задаваемые вопросы
Военно-морская латунь представляет собой медный сплав приблизительного состава Cu 60%, Zn 39% и Sn 0,75%. Присутствие цинка снижает свариваемость латуней по отношению к меди, кроме того, низкая температура кипения цинка означает, что при сварке выделяется обильное цинковое парение. Перед сваркой необходимо принять соответствующие меры по вентиляции, чтобы справиться как с парами цинка, так и с менее заметными парами меди. Добавление олова в латуни обеспечивает дополнительную коррозионную стойкость в морской среде.Олово было связано с явлением короткого замыкания в латуни, однако это верно только при концентрациях выше примерно 1%.
Перед сваркой необходимо принять соответствующие меры по вентиляции, чтобы справиться как с парами цинка, так и с менее заметными парами меди. Добавление олова в латуни обеспечивает дополнительную коррозионную стойкость в морской среде.Олово было связано с явлением короткого замыкания в латуни, однако это верно только при концентрациях выше примерно 1%.
Naval можно сваривать дугой в среде защитного газа (например, MIG и TIG). Сварка с использованием ручной дуговой сварки (ММА) не рекомендуется для морской латуни или любого другого цинксодержащего медного сплава. Газ, используемый для защиты, зависит от того, выполняется ли сварка вручную или автоматически, а также от толщины сечения. При ручной сварке обычно используется аргон, если толщина профиля менее 3 мм, однако при автоматической сварке толстых профилей может использоваться смесь 75% гелия с 25% аргона.
Сварка ВИГ чаще всего используется для компонентов с прямоугольными кромками толщиной менее 1,6 мм, при этом не требуется присадочный металл. Однако для работы в диапазоне толщин от 1,6 мм до 9,5 мм требуется подходящий присадочный металл. Компоненты толщиной более 9,5 мм обычно не свариваются методом ВИГ, за исключением случаев, когда методы сварки МИГ недоступны/не подходят. Предпочтительным электродом для сварки TIG латуни является торированный вольфрам из-за его большей устойчивости к загрязнению цинком. Следует использовать условия постоянного тока с отрицательным электродом (DCEN).
Однако для работы в диапазоне толщин от 1,6 мм до 9,5 мм требуется подходящий присадочный металл. Компоненты толщиной более 9,5 мм обычно не свариваются методом ВИГ, за исключением случаев, когда методы сварки МИГ недоступны/не подходят. Предпочтительным электродом для сварки TIG латуни является торированный вольфрам из-за его большей устойчивости к загрязнению цинком. Следует использовать условия постоянного тока с отрицательным электродом (DCEN).
MIG может использоваться для сварки латуни толщиной более 3 мм и обеспечивает скорость наплавки, значительно превышающую скорость, достижимую при сопоставимой установке TIG. При сварке медных сплавов любой формы этим методом следует использовать только положительные электроды постоянного тока (DCEP). Как правило, детали изготавливаются в виде одинарных V-образных канавок для рабочей толщины 3–13 мм и в виде двойных V-образных или двойных U-образных канавок для толщин, превышающих этот диапазон.
Сварку МИГ следует выполнять в горизонтальном положении с переносом струи, однако некоторые приемлемые угловые швы могут быть выполнены в горизонтальном положении.
Присадочные металлы для сварки MIG или TIG латуни не должны содержать цинк. Это связано с тем, что цинк имеет тенденцию испаряться в дуге, что приводит к потере цинка и пористости сварного шва. Сварные швы следует выполнять с использованием расходных материалов из кремниевой бронзы (Cu-Si-Mn) или алюминиевой бронзы (Cu-Al(Fe,Ni)). Предварительный нагрев обычно не требуется, хотя для толстостенных материалов применяют предварительный нагрев до 250°C.
Подробная информация о доступных типах сварочных материалов для меди и ее сплавов приведена в BS EN 14640:2005.
Как сварить латунь (8 простых шагов)
Сварка латуни не должна быть сложной. Это полезный навык для широкого спектра применений с низким коэффициентом трения. Следуйте правильным шагам, примите необходимые меры предосторожности, и, немного попрактиковавшись, вы быстро научитесь паять латунь.
Мы покажем вам, как сварить латунь, за несколько простых шагов.
Важные этапы сварки латуни
- Подготовка является ключом к получению хорошей и чистой линии сварки.
- Убедитесь, что на латуни нет дефектов, и у вас есть двойные скошенные края, чтобы создать самое прочное соединение на растяжение.
- Вы можете паять латунь или аргонодуговую пайку.
- Знайте сплав латуни и старайтесь избегать латуни с высоким содержанием цинка.
- Цинк выделяет пары при нагревании, которые могут вызвать краткосрочные и долгосрочные повреждения легких.

Легко ли сваривать латунь?
Сварка латуни относительно проста, если вы используете правильную технику сварки и знаете содержание цинка в металле. Латунь представляет собой сплав меди и цинка с типичным содержанием цинка от 20 до 40 процентов.
Более высокие значения содержания цинка могут быть летучими, поскольку процесс сварки с высоким током может выделять ядовитые пары, вызывающие металлический грипп и приводящие к необратимому повреждению легких. Металлический грипп возникает, когда вы вдыхаете газы цинка, и вы страдаете от тех же гриппоподобных симптомов, таких как головные боли, тошнота, боли и головокружение.
Лучшим методом сварки латуни является кислородно-ацетиленовая сварка. Используя малодымящие стержни, вы можете работать в самых разных областях, даже над головой.
Лучшие методы сварки латуни
Существует несколько способов эффективной сварки латуни.Вот некоторые из лучших методов.
Газ Металл
Более известная как сварка MAG или MIG. Этот метод хорошо работает, когда вы хотите соединить более толстые секции латуни или фосфорсодержащую бронзу. Для этого чаще всего используются аргоновая защита, положительный электрод и постоянный ток.
Газовая сварка металлов не обходится без проблем. Удерживать меньшую сварочную ванну при быстрой работе сложно. Стрингерные бусины дают наилучшие результаты.
Плюсы
- Легко освоить.
- Дешевый в установке.
- Имеет более глубокое проникновение.
Минусы
- Сложно управлять сварочной ванной.
- Требуется высокая скорость.
- Риск паров цинка.

ТИГ
Вы, скорее всего, будете использовать метод сварки TIG при ремонте или соединении. Вы можете использовать постоянный ток или стабилизированную дугу. Используйте аргон или гелий, но помните, что гелий дороже.Кроме того, гелий имеет меньшую плотность, чем аргон, и требует более высокой скорости потока.
TIG — не самый простой метод сварки латуни, поскольку латунь содержит цинк, который имеет низкую температуру плавления. По мере плавления он имеет тенденцию прилипать к сварочному стержню, а это означает, что вам придется постоянно останавливаться, чтобы удалить его.
Верхний наконечник
Не забудьте предварительно нагреть латунь до температуры от 300 до 350 градусов.
Плюсы
- Точно.
- Чистые сварные швы.
- Идеально подходит для ремонта и небольших работ.
Минусы
- Требуется газ.
- Сложно освоить.
- Требуется предварительный нагрев.

Оксиацетилен
Этот процесс подходит для задач, связанных с трубопроводами, благодаря многопозиционной гибкости. С оксиацетиленом вы всегда должны использовать малодымящий стержень, такой как латунь или кремний. Они имеют состав, аналогичный высокой латуни.
Убедитесь, что пламя отрегулировано таким образом, чтобы оно создавало легкое окисление, чтобы дать вам больше контроля над дымом.Иногда требуется вспомогательный источник тепла.
Плюсы
№- Идеально подходит для многопозиционной работы.
- Хорошо сочетается с трубопроводом.
- Дешево в исполнении.
- Простая настройка.
Минусы
- Точная регулировка пламени.
- Менее точная сварка.
- Требуются слабодымящие стержни.
Как сварить латунь TIG
Стоит помнить, что аргонодуговая сварка латуни не самый простой метод и подходит только для ремонта трещин и стыков, а не для масштабных проектов. Вам лучше использовать оксиацетилен для тяжелых условий эксплуатации.
Вам лучше использовать оксиацетилен для тяжелых условий эксплуатации.
Прежде чем мы перейдем к методу, нам нужно собрать необходимое оборудование и убедиться, что личная безопасность является приоритетом номер один.
Вот что вам понадобится для вашей безопасности:
Вот необходимое вам оборудование:
- Вольфрамовый электрод.
- Сварочный аппарат TIG с ножной педалью.
- Факел.
- Подача защитного газа (аргон или гелий).
- Вольфрамовый стержень (находится в электроде).
- Зажим заземления.
- Присадочный металл.
- Паяльная лампа.
1. Подготовьте латунь
Убедитесь, что поверхность латуни чистая и на ней нет мусора. Используйте болгарку для удаления дефектов, ведь чем чище поверхность основного металла, тем лучше качество сварного шва. Также рекомендуется предварительно нагреть металл с помощью паяльной лампы или печи.
Не нагревайте латунь выше 350-400 градусов, так как это может изменить структуру металла и привести к его деформации. Предварительный нагрев предотвращает разрушение латуни в результате удара внезапного и сильного тепла.
Предварительный нагрев предотвращает разрушение латуни в результате удара внезапного и сильного тепла.
Еще один способ повысить прочность сварного шва — скосить латунь под углом 45 градусов.
2. Настройте рабочую зону
Найдите сварочный стол с достаточным пространством для работы и прочными ножками. Убедитесь, что он стоит на ровной поверхности и не двигается. Если у стола металлическая столешница, это даже лучше, потому что к ней можно прикрепить зажим заземления, создав цепь.
Если у него нет металлического верха, положите вниз прочный металлический лист. Возьмите стул и поместите педаль в пределах досягаемости.
3. Настройка сварочного аппарата
Найдите правильную настройку силы тока для латуни и убедитесь, что поток газа настроен на расход от 15 до 20 кубических футов в минуту (CFM). Убедитесь, что вы вставили электрод и установили все компоненты.
Если вы хотите выполнять сварку TIG на переменном токе и иметь сварочный аппарат с инвертором, работающим со скоростью 30 импульсов в секунду, установите сварочный аппарат примерно на 50. Это позволяет наименьшему нагреву обработать валик вдоль шва. Это также сводит к минимуму образование лужи благодаря горячим и холодным вариантам пульсатора.
Это позволяет наименьшему нагреву обработать валик вдоль шва. Это также сводит к минимуму образование лужи благодаря горячим и холодным вариантам пульсатора.
Убедитесь, что вольфрамовый стержень внутри электрода имеет правильный наконечник. Он может быть закругленным или заостренным. Вы можете сделать это, используя шлифовальный круг с алмазным покрытием, потому что вольфрам — прочный материал. Он должен выступать на 8 дюймов.
4. Наденьте защитное снаряжение
Наденьте защитное оборудование, убедившись, что вы все еще можете работать с органами управления сварочным аппаратом в перчатках.Кроме того, убедитесь, что рабочая зона свободна от опасностей и пожароопасности.
5. Проверьте ножную педаль
Держите горелку подальше от тела, нажмите и отпустите педаль. Вы должны услышать, как поток газа включается, когда вы нажимаете вниз.
6. Зажмите латунь
С помощью зажима заземления зажмите либо основной металл, либо металлическую поверхность стола, чтобы замкнуть цепь.
7. Начать сварку
Помните, что горелка плавит основной металл, а расплавленная основа затем плавит наполнитель.Если вы правша, держите фонарик в правой руке и двигайтесь слева направо. Для левшей вы будете работать справа налево.
Держите резак на расстоянии 8 дюймов от основного металла. Не позволяйте кончику удилища соприкасаться. Наклоните резак на 15–20 градусов от направления движения. Этот угол дает вам лучший обзор сварного шва и расплавленной ванны, а также вашего присадочного металла.
Проведите фонариком по центру шва.Если вам нужно добавить присадочный материал, используйте как можно меньший угол и не касайтесь вольфрамового стержня. Продвигайтесь вдоль шва, добавляя наполнитель по мере необходимости.
Обратите внимание
Если вольфрам касается основного металла, осторожно удалите его и подойдите к шлифовальному станку, чтобы удалить любые загрязнения, которые могут покрыть поверхность.
8. Выключение питания
Когда вы дойдете до конца шва, выньте горелку и поместите ее в держатель, чтобы она не пострадала, пока она остынет. Выключите питание и отсоедините сварочный аппарат от источника питания. Дайте латуни постепенно остыть (чем дольше, тем лучше) для высокопрочного соединения.
Выключите питание и отсоедините сварочный аппарат от источника питания. Дайте латуни постепенно остыть (чем дольше, тем лучше) для высокопрочного соединения.
Снимите защитное снаряжение и полюбуйтесь своей ручной работой.
Латунные наконечники для сварки
Сварка с минимальной мощностью
Использование минимума энергии помогает создавать и поддерживать расплавленную лужу, которой легче управлять и управлять ею по мере того, как вы осваиваете технику.
Используйте чистую латунь
Чистая латунь помогает сохранить целостность сварного шва, предотвращает ослабление соединения загрязнениями и помогает создать стабильную дугу.
Завершите дугу медленно
Медленно гася дугу, вы снижаете риск растрескивания металла. Внезапное отключение может оказать шокирующее воздействие на латунь.
Используйте правильный наполнитель
Алюминиево-бронзовый присадочный материал хорошо работает при сварке на переменном токе. Он не содержит цинка, поэтому вы получаете более чистую лужу, не опасаясь вредного воздействия ядовитых паров.
Он не содержит цинка, поэтому вы получаете более чистую лужу, не опасаясь вредного воздействия ядовитых паров.
Поддерживайте постоянную скорость
Работайте в стабильном темпе. Кроме того, добавляйте наполнитель регулярно, плавно и аккуратно.
Используйте острый наконечник
Измельчите вольфрам до тонкой точки и всегда направляйте тепло на основной металл, а не на присадочный материал.
Лучшее из латуни
Как мы уже говорили, есть более простые способы сварки латуни, чем метод TIG. А TIG идеально подходит только для ремонта и устранения трещин. Но у него есть свое применение, и он может быть очень точным и аккуратным способом сварки.
Сварочная латунь невероятно полезна, так как у нее так много применений в повседневной жизни.Если вы собираетесь заняться сваркой латуни, попробуйте метод TIG. Вам это может понравиться.
Латунный регулятор давления аргона, для сварочного аппарата,
Латунный регулятор давления аргона, для сварочного аппарата, | ID: 23780465373Спецификация
| Материал | Латунь |
| Использование / Применение | Сварочный аппарат |
| Марка | Apollo |
| Выходной ток | 100 Amp |
| Частота | 50 Гц |
| Особенности | Rust Very |
| Страна происхождения | Сделано в Индии |
| Max Outlet | 15BAR |
| Минимальный заказ | 10 |
Описание продукта
18% НДС Дополнительно
Заинтересованы в этом товаре?Уточнить цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания2008
Правовой статус фирмы Индивидуальное предприятие (частное лицо)
Характер деятельностиПроизводитель
Количество сотрудниковДо 10 человек
Годовой оборотRs. 50 лакхов — 1 крор
50 лакхов — 1 крор
IndiaMART Участник с июня 2014 г.
GST24ALOPB4023B1ZU
Основанная в 2008 , Apollo Welding Technology является самой известной фирмой, занимающейся производителем и трейдером таких продуктов, как аппарат для дуговой сварки, сварочный аппарат MIG, сварочный аппарат TIG и т. д. .Видео компании
Вернуться к началу 1 Есть потребность?
Лучшая цена
Есть потребность?
Лучшая цена
%PDF-1. 6
%
1 0 объект
>>>
эндообъект
2 0 объект
>поток
2013-11-26T18:47:09+09:002013-11-26T18:47:15+09:002013-11-26T18:47:15+09:00Adobe InDesign CS5.5_J (7.5)uuid:8eaee5e9-a765- 49e3-A897-dcf82b4108bexmp.did: D0DF2C7CEBF4E21195CADE72789AD646xmp.did: 1FFB3DA16DDBE111937C86E5D12AFB06proof: pdf
6
%
1 0 объект
>>>
эндообъект
2 0 объект
>поток
2013-11-26T18:47:09+09:002013-11-26T18:47:15+09:002013-11-26T18:47:15+09:00Adobe InDesign CS5.5_J (7.5)uuid:8eaee5e9-a765- 49e3-A897-dcf82b4108bexmp.did: D0DF2C7CEBF4E21195CADE72789AD646xmp.did: 1FFB3DA16DDBE111937C86E5D12AFB06proof: pdf
 5/;/метаданные
5/;/метаданные iid:C48F29F377F3E2118699BD09C9A1195B2013-07-23T18:12:08+09:00Adobe InDesign 7.5/;/метаданные
iid:C48F29F377F3E2118699BD09C9A1195B2013-07-23T18:12:08+09:00Adobe InDesign 7.5/;/метаданные 5/;/метаданные
5/;/метаданные 5/;/метаданные
5/;/метаданные iid:D87E73129AF9E211A46D9EA2AD7A0CBE2013-07-31T13:31:30+09:00Adobe InDesign 7.5/;/метаданные
iid:D87E73129AF9E211A46D9EA2AD7A0CBE2013-07-31T13:31:30+09:00Adobe InDesign 7.5/;/метаданные 5/;/метаданные
5/;/метаданные iid:2A38C9E61C50E311B95AFF0642AB38612013-11-18T15:44:41+09:00Adobe InDesign 7.5/;/метаданные
iid:2A38C9E61C50E311B95AFF0642AB38612013-11-18T15:44:41+09:00Adobe InDesign 7.5/;/метаданные 0 0.0 595,276 793,701]/Тип/Страница>>
эндообъект
11 0 объект
>/Font>/ProcSet[/PDF/Text/ImageB]/Properties>>>/XObject>>>/TrimBox[0.0 0,0 595,276 793,701]/Тип/Страница>>
эндообъект
12 0 объект
>/Шрифт>/ProcSet[/PDF/Text/ImageB]/Свойства>/MC1>>>/XObject>>>/TrimBox[0.0 0.0 595,276 793,701]/Тип/Страница>>
эндообъект
13 0 объект
>/Шрифт>/ProcSet[/PDF/Text/ImageB]/Свойства>/MC1>/MC2>>>/XObject>>>/TrimBox[0.0 0.0 595,276 793,701]/Тип/Страница>>
эндообъект
14 0 объект
>/Font>/ProcSet[/PDF/Text/ImageB]/Properties>/MC1>/MC2>>>/XObject>>>/TrimBox[0.II
0 0.0 595,276 793,701]/Тип/Страница>>
эндообъект
11 0 объект
>/Font>/ProcSet[/PDF/Text/ImageB]/Properties>>>/XObject>>>/TrimBox[0.0 0,0 595,276 793,701]/Тип/Страница>>
эндообъект
12 0 объект
>/Шрифт>/ProcSet[/PDF/Text/ImageB]/Свойства>/MC1>>>/XObject>>>/TrimBox[0.0 0.0 595,276 793,701]/Тип/Страница>>
эндообъект
13 0 объект
>/Шрифт>/ProcSet[/PDF/Text/ImageB]/Свойства>/MC1>/MC2>>>/XObject>>>/TrimBox[0.0 0.0 595,276 793,701]/Тип/Страница>>
эндообъект
14 0 объект
>/Font>/ProcSet[/PDF/Text/ImageB]/Properties>/MC1>/MC2>>>/XObject>>>/TrimBox[0.IIСварка TIG Обзор и применение
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к карьерному росту.
Сварочная промышленность в целом включает в себя несколько средств и методологий выполнения сварочных работ. Сварка MIG, пайка и дуговая сварка — это только начало обширного списка. Другой способ плавления металла — это сварка TIG, и молодые сварщики могут захотеть получить сертификат сварщика TIG. Чтобы помочь вам понять больше и помочь в принятии решения, давайте кратко рассмотрим, что представляет собой этот процесс и как он используется в реальном мире.
Чтобы помочь вам понять больше и помочь в принятии решения, давайте кратко рассмотрим, что представляет собой этот процесс и как он используется в реальном мире.
Введение в сварку TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это метод, при котором используется вольфрамовый электрод для нагрева свариваемого металла. Для защиты сварного шва от загрязнения во время процесса используется защита в виде инертного газа, такого как аргон, и может использоваться для любых металлов/толщин. Сварка TIG высоко ценится из-за ее качества и применимости.Действительно, этот процесс может применяться к большему количеству металлов, чем любой другой метод, способный сваривать такие металлы, как сталь, бронза, никель, латунь, медь, магний, алюминий и золото. Сварка методом TIG очень точная и чистая, что обеспечивает превосходный внешний вид. Это связано с тем, что сварщик может увеличивать и уменьшать количество тепла, используемого в процессе, с помощью ножной педали, чтобы лучше контролировать сварку. С точки зрения чистоты сварка TIG не приводит к искрам или образованию дыма и дыма.
С точки зрения чистоты сварка TIG не приводит к искрам или образованию дыма и дыма.
Сварка ВИГ
Поскольку сварку ВИГ можно использовать с таким большим разнообразием металлов, этот процесс можно применять в нескольких отраслях промышленности и помогать в создании и ремонте многих изделий. Эта форма сварки распространена в аэрокосмической, автомобильной, ремонтной и художественной областях. Например, вот некоторые виды сварочных работ TIG:
- Аэрокосмическая промышленность – Самолеты и космические корабли частично изготавливаются с помощью сварки TIG. Таким образом, коммерческие самолеты, используемые каждый день, а также сложные корабли, такие как Международная космическая станция, выиграли от таких процессов, как сварка TIG, известная своей прочностью и точностью.
- Автомобильная промышленность – Безопасная и надежная конструкция имеет важное значение в автомобильной промышленности, так как автомобили должны выдерживать испытание временем. По этим причинам сварка TIG широко используется в автомобильной промышленности. Известно, что стратегии TIG уменьшают коррозию с течением времени, поэтому автомобильные крылья часто приваривают таким образом, чтобы избежать ржавчины. Кроме того, чем лучше сконструирован автомобиль, тем безопаснее будет для тех, кто в нем едет.
- Ремонт – ВИГ можно использовать в ряде ремонтных работ.Этот метод сварки пригодится от ремонта детской игрушки, такой как фургон или старомодный педальный автомобиль, до ремонта алюминиевых инструментов.
- Арт. – TIG рекламируется за превосходный внешний вид, который достигается за счет этого. Да, произведения искусства отражают идею художника, но они также опираются на внешний вид. Таким образом, такие работы, как промышленное оборудование или металлические скульптуры, могут зависеть от процессов сварки TIG.
 По этим причинам сварка TIG широко используется в автомобильной промышленности. Известно, что стратегии TIG уменьшают коррозию с течением времени, поэтому автомобильные крылья часто приваривают таким образом, чтобы избежать ржавчины. Кроме того, чем лучше сконструирован автомобиль, тем безопаснее будет для тех, кто в нем едет.
По этим причинам сварка TIG широко используется в автомобильной промышленности. Известно, что стратегии TIG уменьшают коррозию с течением времени, поэтому автомобильные крылья часто приваривают таким образом, чтобы избежать ржавчины. Кроме того, чем лучше сконструирован автомобиль, тем безопаснее будет для тех, кто в нем едет.Сварка ВИГ
— очень гибкий процесс, учитывая его способность быть методом выбора для многих металлов и его исключительную точность. У людей, работающих в сварочной отрасли, безусловно, есть выбор областей деятельности — от автомобилей до ремонта и не только. Считаете, что карьера сварщика – правильный путь? Получите сертификат сварщика TIG в Tulsa Welding School уже сегодня!
У людей, работающих в сварочной отрасли, безусловно, есть выбор областей деятельности — от автомобилей до ремонта и не только. Считаете, что карьера сварщика – правильный путь? Получите сертификат сварщика TIG в Tulsa Welding School уже сегодня!
Заполните форму, чтобы получить информационный пакет без обязательств.
Источники:
http://www.millerwelds.com/resources/tech_tips/TIG_tips/benefits.html
http://www.esab.com/global/en/education/processes-gtaw-tig.кубических футов в минуту
http://en.wikipedia.org/wiki/Gas_tungsten_arc_welding
Вам также может понравиться…
Сварка сплавов платины для ювелирных изделий
Относительно недавнее применение лазерной и точечной сварки платины дополнило традиционные методы соединения обычной сварки и пайки газовой горелкой. В нескольких недавних публикациях ( 1–3 ) пропагандировалось использование лазерной сварки из-за более высокой прочности соединений по сравнению с соединениями, полученными с помощью обычной сварки и пайки. В этой статье мы сравниваем сварные швы трех разных платиновых сплавов, полученные тремя различными методами сварки: обычной сваркой, лазерной сваркой и точечной сваркой. Сварные швы, соединяющие холоднокатаные прутки, выполнялись ювелирами в собственных мастерских. Протяженность зон термического влияния и последующее снижение твердости оценивались в нашей лаборатории. Лазерная и точечная сварка давали очень узкие зоны термического влияния с соответственно узкими областями пониженной твердости, в то время как обычная сварка приводила к отжигу и размягчению образцов по всей их длине.Полного соединения было трудно достичь с помощью лазерной и особенно точечной сварки, что могло быть проблематичным при соединении более толстых секций. Обладая этими знаниями, ювелиры могут соответствующим образом проектировать изделия, чтобы воспользоваться преимуществами новых методов соединения.
В этой статье мы сравниваем сварные швы трех разных платиновых сплавов, полученные тремя различными методами сварки: обычной сваркой, лазерной сваркой и точечной сваркой. Сварные швы, соединяющие холоднокатаные прутки, выполнялись ювелирами в собственных мастерских. Протяженность зон термического влияния и последующее снижение твердости оценивались в нашей лаборатории. Лазерная и точечная сварка давали очень узкие зоны термического влияния с соответственно узкими областями пониженной твердости, в то время как обычная сварка приводила к отжигу и размягчению образцов по всей их длине.Полного соединения было трудно достичь с помощью лазерной и особенно точечной сварки, что могло быть проблематичным при соединении более толстых секций. Обладая этими знаниями, ювелиры могут соответствующим образом проектировать изделия, чтобы воспользоваться преимуществами новых методов соединения.
Методы сварки
Теоретически ювелирам из платины доступны различные методы соединения, включая традиционную пайку «припоями», сварку плавлением, сварку трением, дуговую сварку и электронно-лучевую сварку (1). До недавнего времени мелким и средним ювелирам были доступны только пайка и сварка плавлением. За последнее десятилетие установки для лазерной сварки стали достаточно компактными и недорогими для применения в ювелирной мастерской (1–3). Совсем недавно специально для ювелирной мастерской были разработаны миниатюрные аппараты для точечной сварки сопротивлением (4).
До недавнего времени мелким и средним ювелирам были доступны только пайка и сварка плавлением. За последнее десятилетие установки для лазерной сварки стали достаточно компактными и недорогими для применения в ювелирной мастерской (1–3). Совсем недавно специально для ювелирной мастерской были разработаны миниатюрные аппараты для точечной сварки сопротивлением (4).
Традиционная сварка платины осуществляется путем вставки тонкого листа идентичного металла увеличенного размера между соединяемыми деталями.К выступающему листу прикладывают тепло, сплавляя и герметизируя стык (5). Это контрастирует с традиционной пайкой с использованием сплава с более низкой температурой плавления, как это обычно практикуется в кузнечном деле из золота или серебра (1). Лазерная сварка использует высокоинтенсивные сфокусированные лазерные лучи для приложения энергии к очень маленьким областям, что приводит к очень быстрому и эффективному локальному плавлению (2). Положение места сварки определяют с помощью стереомикроскопа с перекрестием. Выделяется очень мало тепла, и лазерная сварка может выполняться на сложных деталях, между разнородными металлами и вблизи затвердевших камней, не повреждая их (3).В новых аппаратах для точечной сварки электрод используется для создания высокоинтенсивной электрической искры, которая либо расплавляет основной металл, либо тонкую проволоку для выполнения сварного шва (4). Как при лазерной, так и при точечной сварке используется тот факт, что платина имеет более низкую температуропроводность по сравнению с ювелирными сплавами из серебра или золота (3). Это означает, что целенаправленное приложение небольшого пятна интенсивной энергии может вызвать локальное плавление без значительного нагрева окружающего металла. Это приводит к сравнительно небольшой зоне термического влияния вокруг сварного шва, а механические свойства основной массы заготовки остаются неизменными.
Выделяется очень мало тепла, и лазерная сварка может выполняться на сложных деталях, между разнородными металлами и вблизи затвердевших камней, не повреждая их (3).В новых аппаратах для точечной сварки электрод используется для создания высокоинтенсивной электрической искры, которая либо расплавляет основной металл, либо тонкую проволоку для выполнения сварного шва (4). Как при лазерной, так и при точечной сварке используется тот факт, что платина имеет более низкую температуропроводность по сравнению с ювелирными сплавами из серебра или золота (3). Это означает, что целенаправленное приложение небольшого пятна интенсивной энергии может вызвать локальное плавление без значительного нагрева окружающего металла. Это приводит к сравнительно небольшой зоне термического влияния вокруг сварного шва, а механические свойства основной массы заготовки остаются неизменными.
Сварка плавлением, лазерная сварка и точечная сварка в настоящее время являются тремя наиболее часто используемыми методами соединения в производстве платиновых ювелирных изделий (1–3). Мы решили сравнить эти три метода на трех разных платиновых сплавах, используя оборудование, реально используемое в ювелирных мастерских.
Мы решили сравнить эти три метода на трех разных платиновых сплавах, используя оборудование, реально используемое в ювелирных мастерских.
Сплавы и подготовка образцов
Были испытаны три различных платиновых сплава: обычно используемая платина-5 вес.% рутения (Pt-5% Ru) и платина-5 вес.% меди (Pt-5% Cu) и новая термообрабатываемая платина-3 мас.% сплав ванадия (Pt-3% V) (в настоящее время является предметом заявки на патент). Холодной прокаткой были изготовлены прямоугольные полосы толщиной 1,2 мм. Образцы Pt-5%Ru и Pt-5%Cu упрочнялись наклепом, а образцы Pt-3%V — термической обработкой. Полученные исходные значения микротвердости составили 256 HV для Pt-5%Ru, 270HV для Pt-5%Cu и 457HV для Pt-3%V. путем поперечного распила брусков. Большинство образцов было изготовлено без скосов и надрезов на соединяемых поверхностях.Это должно было проверить проникновение лазера и точечной сварки.
Сварка плавлением всех трех образцов материалов проводилась обычным методом: между двумя соединяемыми частями вставлялся тонкий лист идентичного сплава и локально нагревался кислородно-пропановым пламенем до тех пор, пока он не расплавился. Лазерная сварка выполнялась на установке лазерной сварки Rofin StarWeld YAG модели SWL-Y 65 в воздухе. Из-за ограниченной доступности материала Pt-3%V точечная сварка проводилась только на образцах Pt-5%Ru и Pt-5%Cu на микросварочном аппарате Lampert PUK2 в токе аргона для исключения кислорода.
Лазерная сварка выполнялась на установке лазерной сварки Rofin StarWeld YAG модели SWL-Y 65 в воздухе. Из-за ограниченной доступности материала Pt-3%V точечная сварка проводилась только на образцах Pt-5%Ru и Pt-5%Cu на микросварочном аппарате Lampert PUK2 в токе аргона для исключения кислорода.
Результаты
Сварные образцы были продольно распилены ювелирной пилой, запрессованы в полимер, отшлифованы и отполированы для микроскопического исследования в отраженном свете. Сварные швы плавлением продемонстрировали наилучшее проплавление, тогда как все лазерные и точечные швы имели срединные зазоры различных размеров до половины ширины образца, которые были видны на распиленных участках (рис. 1).
Рис. 1
Полированный шлиф точечного сварного шва Pt-5%Ru, демонстрирующий неполное соединение
На рис. 2 и рис. 3 показано влияние сварки на микротвердость Pt-5% Ru и Pt-5% Cu соответственно. Эти сплавы показали схожие характеристики со значительными, но узкими перепадами микротвердости в зонах сварки как при лазерной, так и при точечной сварке, а также значительным разупрочнением из-за рекристаллизации по длине образцов для сварки плавлением. Все три образца изначально имели очень одинаковую микротвердость, поэтому общее размягчение из-за сварки плавлением было очень очевидным (рис. 2 и 3).
Все три образца изначально имели очень одинаковую микротвердость, поэтому общее размягчение из-за сварки плавлением было очень очевидным (рис. 2 и 3).
Рис.2
График зависимости микротвердости (HV) от расстояния по длине сварных стержней из Pt-5%Ru, показывающий потерю твердости, ограниченную зоной сварки при лазерной и точечной сварке, но общее падение микротвердости по всей длине образца сварного шва плавлением
Рис. 3
График зависимости микротвердости (HV) от расстояния по длине сварных стержней из Pt-5% Cu, показывающий локальную потерю твердости в зоне сварного шва в обоих образцы лазерной и точечной сварки.Образец сварки плавлением имел такую же начальную твердость, как и другие образцы, и показал пониженную микротвердость после сварки по всей длине
лазерные и точечные швы имели локальную рекристаллизацию только в непосредственной близости от швов. Холоднодеформированная микроструктура с уплощенными и удлиненными зернами сохранялась без термических изменений в пределах 2–3 мм от линии сварки, тогда как зона термического влияния образцов сварного шва плавлением простиралась на всю длину образцов. Они были полностью перекристаллизованы.
Они были полностью перекристаллизованы.
На рис. 4 показано влияние лазерной сварки и сварки плавлением на микротвердость Pt-3% V. Образец, сваренный лазером, показал резкое, но узкое падение микротвердости в зоне сварки. После травления было видно, что локальная рекристаллизация произошла только в непосредственной близости от сварного шва. Образец, сваренный плавлением Pt-3%V, который начал с микротвердостью около 457 HV, показал значительное снижение микротвердости около 200 HV поперек образца после сварки из-за рекристаллизации по всей длине образца, как видно из световая микроскопия (рис. 5).
Рис. 4
График зависимости микротвердости (HV) от расстояния по длине сварных стержней из Pt-3% V, показывающий локализованное размягчение, связанное с зоной сварки при лазерной сварке. Образец сварки плавлением имел ту же начальную твердость, что и образец лазерной сварки, и показал пониженную микротвердость после сварки по всей длине
зона сварки (вертикальная) после сварки плавлением, показывающая рекристаллизованные зерна состав сплава, который определяли в близко расположенных точках по длине шлифов отобранных сварных образцов.
 Заметная потеря легирующего элемента наблюдалась только при сварке плавлением образцов Pt-3%V. Не было обнаружено потери ванадия в зонах сварки образцов, сваренных лазером, а также потери легирующего элемента в образцах Pt-5% Ru и Pt-5% Cu, соединенных всеми тремя способами.
Заметная потеря легирующего элемента наблюдалась только при сварке плавлением образцов Pt-3%V. Не было обнаружено потери ванадия в зонах сварки образцов, сваренных лазером, а также потери легирующего элемента в образцах Pt-5% Ru и Pt-5% Cu, соединенных всеми тремя способами.Обсуждение
Из результатов видно, что традиционная сварка плавлением способна обеспечить хорошее соединение платиновых ювелирных сплавов, но необходимая степень нагрева вызывает обширную рекристаллизацию, что, в свою очередь, снижает общую твердость.Любая сварка плавлением в конце производственного процесса поставит под угрозу цель платинового кузнеца, заключающуюся в повышении конечной твердости ювелирных изделий за счет деформационного упрочнения или контролируемой термообработки.
В наших испытаниях ни лазерная, ни точечная сварка не давали хороших соединений. Все сварные швы были неполными, с внутренними пустотами разной степени, и сварка эффективна только на внешних краях. Это согласуется с результатами для стыковой сварки, полученными Вольпе и Ланамом в экспериментальном исследовании, сравнивающем сварку плавлением с обычной пайкой с использованием припоя (1).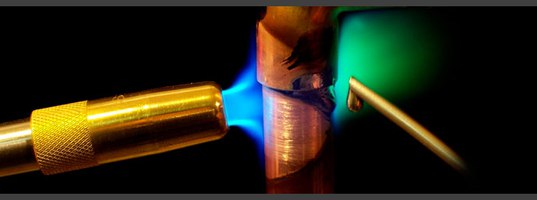 Их исследование имело больший успех при лазерной сварке соединений со скошенными углами, и, несомненно, наши сварные швы были бы лучше, если бы все соединяемые детали были со скошенными углами. Ювелир, проводивший испытания точечной сварки, сообщил о больших трудностях при сплавлении и соединении плоских концов платиновых заготовок. Рекомендуемая практика микросварки заключается в том, чтобы вплавить тонкую проволоку из того же металла в канавку, образованную скошенным соединением (5).
Их исследование имело больший успех при лазерной сварке соединений со скошенными углами, и, несомненно, наши сварные швы были бы лучше, если бы все соединяемые детали были со скошенными углами. Ювелир, проводивший испытания точечной сварки, сообщил о больших трудностях при сплавлении и соединении плоских концов платиновых заготовок. Рекомендуемая практика микросварки заключается в том, чтобы вплавить тонкую проволоку из того же металла в канавку, образованную скошенным соединением (5).
Мы не проводили испытаний на прочность наших экспериментальных соединений.Сообщалось, что при испытаниях на изгиб лазерная сварка обеспечивает стабильно более прочные соединения, чем пайка, особенно при использовании соединения с широким скосом 60° в лазерных сварных швах (1). Это легко сделать при соединении простых компонентов, таких как стержни или две стороны стержня кольца, но требует некоторой изобретательности при создании фаски при соединении более толстых секций с поверхностями, например, при креплении стержня кольца к оправе.
Результаты испытаний на микротвердость показали, что как лазерная, так и точечная сварка вызывали минимальную рекристаллизацию, которая была ограничена узкой зоной в непосредственной близости от сварного шва.Это оставило общую твердость заготовки неизменной. Последствия для производства включают сохранение прежней твердости, достигнутой в результате холодной обработки или контролируемой термообработки при сварке на поздней стадии сборки или при ремонте ювелирных изделий.
Сварка плавлением на воздухе нового термообрабатываемого сплава Pt-3%V привела к значительной потере ванадия. Лазерная или точечная сварка были бы единственными эффективными способами соединения такого сплава.
Выводы
Это исследование показало, что лазерную и точечную сварку можно использовать для сварки различных платиновых сплавов, создавая очень узкую зону термического влияния и, таким образом, значительно ограничивая степень отжига и размягчения, связанных со сварным швом.Это сильно отличается от обычной сварки плавлением, при которой выделяемое тепло имеет тенденцию отжигать большие объемы металла, если не всю заготовку.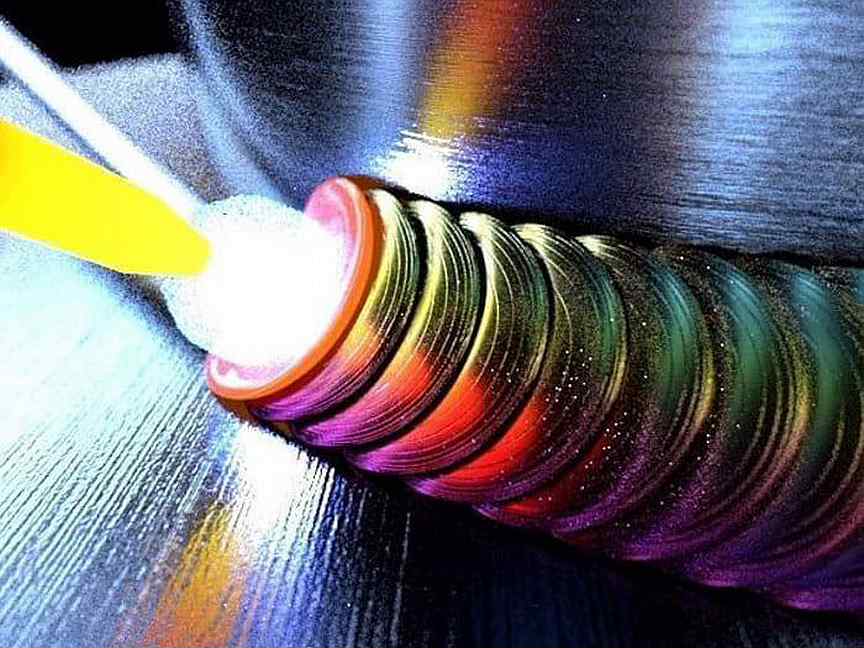
Важно правильно подготовить секции для соединения с помощью лазерной или точечной сварки. Если возможно, между ними должен быть вырез или скос под углом 60°, чтобы получить хорошее проникновение энергии и заполнить зазор расплавленным металлом. Это может потребовать некоторой изобретательности в дизайне.
Основным преимуществом использования лазерной или точечной сварки является сохранение желаемого упрочнения, вызванного предшествующей холодной обработкой или низкотемпературной термообработкой.
Авторы
Дункан Миллер — почетный научный сотрудник Кейптаунского университета (UCT) и член группы Центра материаловедения, изучающей новые платиновые ювелирные сплавы.
Катюша Вусо — недавняя выпускница Кейптаунского университета, выполнявшая исследовательский проект по сварке платиновых ювелирных сплавов.
Пенни Парк-Росс работает научным сотрудником в Центре материаловедения (UCT) и отвечает за лабораторный анализ сплавов.
Кэнди Лэнг — профессор кафедры машиностроения (UCT). Она возглавляет команду, разрабатывающую новые платиновые сплавы для ювелирной промышленности.
Она возглавляет команду, разрабатывающую новые платиновые сплавы для ювелирной промышленности.
Газ аргон
Процесс плазменной сварки был введен в сварочную промышленность в 1964 году как метод улучшения контроля над процессом дуговой сварки в более низких диапазонах тока. Сегодня плазма сохраняет первоначальные преимущества, которые она принесла в промышленность, обеспечивая повышенный уровень контроля и точности для получения высококачественных сварных швов в миниатюрных или прецизионных приложениях.
Плазменный процесс одинаково подходит как для ручного, так и для автоматического применения. Он использовался в различных операциях, начиная от сварки больших объемов полосового металла и заканчивая точной сваркой хирургических инструментов, автоматическим ремонтом лопаток реактивных двигателей и ручной сваркой кухонного оборудования для пищевой и молочной промышленности.
Как работает плазменная сварка:
Плазма представляет собой газ, нагретый до чрезвычайно высокой температуры и ионизированный так, что он становится электропроводным. В процессе плазменной дуговой сварки эта плазма используется для передачи электрической дуги на заготовку. Свариваемый металл плавится под действием сильного тепла дуги и сплавляется.
В процессе плазменной дуговой сварки эта плазма используется для передачи электрической дуги на заготовку. Свариваемый металл плавится под действием сильного тепла дуги и сплавляется.
Для работы системы требуется источник питания и сварочная горелка. В горелке электрод расположен внутри сопла горелки с небольшим отверстием на конце. Между электродом горелки и кончиком сопла зажигается дежурная дуга. Газ подается через сопло, где дежурная дуга нагревает газ до температуры плазмы и ионизирует его.Газ выходит из сопла в виде струи, более горячей, чем любое химическое пламя или обычная электрическая дуга. Через этот столб плазмообразующего газа основная сварочная дуга передается на заготовку.
Плазмообразующие газы обычно представляют собой аргон. В горелке также используется вторичный газ, аргон, аргон/водород или гелий, которые помогают защитить расплавленную сварочную ванну, сводя к минимуму окисление сварного шва.
Направляя плазменный газ и дугу через суженное отверстие, горелка обеспечивает высокую концентрацию тепла на небольшой площади. При использовании подходящего оборудования этот процесс обеспечивает исключительно высокое качество резки различных материалов.
При использовании подходящего оборудования этот процесс обеспечивает исключительно высокое качество резки различных материалов.
:
F: Защитный электрод
B: Защищенный электрод снижает загрязнение электрода. Это особенно полезно при сварке материалов, которые выделяют газ при сварке и загрязняют незащищенный электрод GTAW.
F: Преимущество длины дуги за счет формы дуги и равномерного распределения тепла
B: Расстояние отступа дуги не так критично, как в GTAW.Обеспечивает хорошую консистенцию сварного шва. AVC не требуется в 99 % приложений для распространения, иногда даже с проводной подачей.
F: Плавный и стабильный дуговой перенос
B: Предназначен для сварки тонколистового металла, тонкой проволоки, миниатюрных деталей, где резкое начало дуги GTAW может повредить свариваемую деталь.
F: Стабильная дуга при сварке
B: Уменьшает отклонение дуги. Дуговая сварка там, где это необходимо. Позволяет использовать инструменты для зажигания дуги в непосредственной близости от сварного шва для оптимального отвода тепла.
F: Минимальный высокочастотный шум при сварке
B: Минимальный высокочастотный шум после запуска вспомогательной дуги, что позволяет использовать плазму с ЧПУ. Еще одно преимущество заключается в сварочных работах, связанных с герметичным уплотнением электронных компонентов, где начало дуги GTAW может вызвать электрические помехи, которые могут повредить внутренние электронные компоненты свариваемого компонента.
F: Плотность энергии дуги в 3 раза выше, чем у TIG
B: Вызывает меньшую деформацию сварного шва и сварные швы меньшего размера.Обеспечивает высокую скорость сварки
F: Время сварки всего 0,005 секунды
B: Чрезвычайно короткое и точное время сварки, возможное для точечной сварки тонких проволок в секундах, точное время сварки в сочетании с прецизионными устройствами перемещения обеспечивают воспроизводимые положения начала и окончания сварки.
Ф: Варианты оснащения до 10 000 Гц
B: Предлагает широкий выбор вариантов импульсного режима для различных импульсных применений.
F: Низкоамперная художественная сварка (от 0,05 А)
B: Обеспечивает сварку миниатюрных компонентов или хороший контроль при спуске к кромке сварки.
F: Диаметр дуги выбирается через отверстие сопла
B: Эта функция помогает прогнозировать размер сварного шва.
Особенности и преимущества:
P Защищенный электрод, возможность обслуживания электрода в течение длительного времени (обычно одна 8-часовая смена)
L Возможность сварки при низкой силе тока (до 0.05 ампер)
A Постоянство дуги и плавный пуск дуги обеспечивают стабильное качество сварки раз за разом
S Стабильная дуга при зажигании дуги и сварке с малой силой тока
M Минимальные проблемы с высокочастотным шумом, ВЧ только при запуске вспомогательной дуги, не для каждого сварного шва
A Плотность энергии дуги в 3 раза выше, чем у GTAW. Возможны более высокие скорости сварки
Возможны более высокие скорости сварки
W Время сварки всего 5 мс (.005 сек)
E Плотность энергии уменьшает зону термического влияния, улучшает качество сварки
L Преимущество длины дуги за счет формы дуги и равномерного распределения тепла
D Диаметр дуги выбирается через отверстие сопла
К металлам, которые можно сваривать плазмой, относятся нержавеющая, жаропрочная и другие стали, титан, инконель, ковар, циркаллой, тантал, медь, латунь, золото и серебро.
Приложения:
Преимущества плазменного процесса обеспечивают два основных преимущества: Увеличенная скорость сварки и улучшенное качество сварки . Плазма отлично подходит для сварки проволоки, труб, полос, листов и всех миниатюрных, средних и крупных компонентов, требующих точной сварки. Во многих случаях многие из уникальных преимуществ плазмы в совокупности улучшают процесс сварки.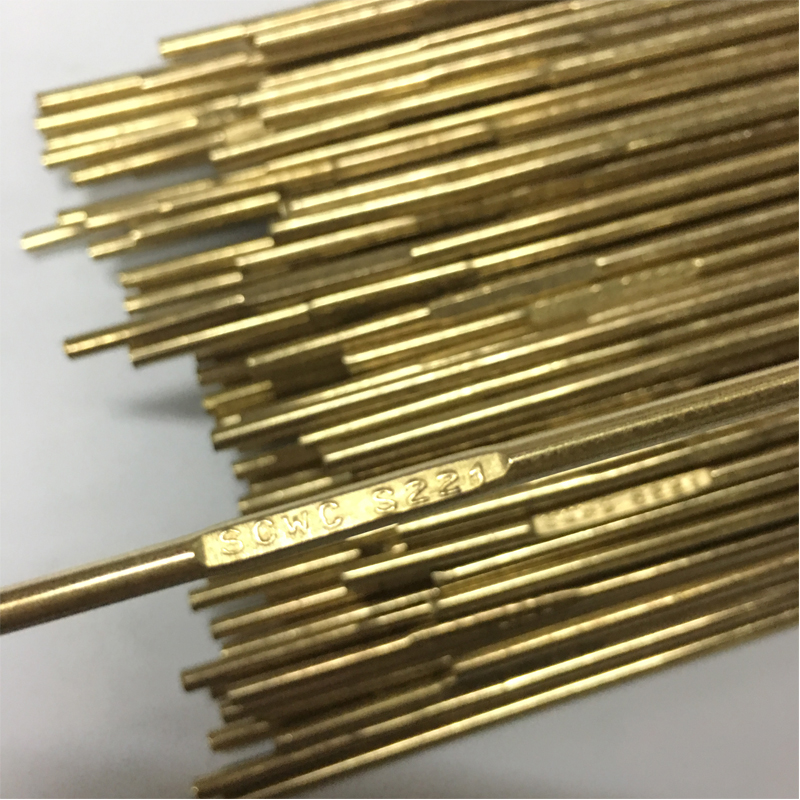
Сварка проволокой: Плазменный процесс позволяет плавно, но постоянно запускать дугу на кончике проволоки или других мелких компонентах и выполнять повторяемые сварные швы с очень коротким периодом сварки.
Сварка полосовым металлом: Плазменный процесс обеспечивает возможность последовательного переноса дуги на заготовку и сварку до краев сварного шва. В автоматических приложениях для длинных сварных швов не требуется управление расстоянием дуги, и процесс требует меньшего обслуживания компонентов горелки. Это особенно выгодно при работе с большими объемами, когда материал выделяет газы или имеет поверхностные загрязнения.
Герметичные компоненты: Медицинские и электронные компоненты часто герметизируются с помощью сварки.Плазменный процесс обеспечивает возможность;
1. Снижение подвода тепла к детали
2. Сварка вблизи хрупких изолирующих уплотнений
3. Запуск дуги без высокочастотных электрических помех, которые могут повредить внутренние электрические компоненты
Запуск дуги без высокочастотных электрических помех, которые могут повредить внутренние электрические компоненты
Прецизионные инструменты: Многие инструменты требуют сварки с высокой точностью. Плазменная сварка с ее контролем и точностью дает возможность выполнять эти критические сварные швы.
Другие области применения плазменной сварки
Хирургические инструменты, иглы, провода, нити накала лампочек, термопары, зонды, датчики давления и электрические датчики, сильфоны, уплотнения, банки, кожухи, микропереключатели, клапаны, электронные компоненты, двигатели, батареи, миниатюрная трубка к фитингу/фланцу, продукты питания и молочные продукты Оборудование, применение трубных мельниц, ремонт штампов и пресс-форм.
Параметры испытаний: Ручная сварка, без зажимного устройства, сталь Cr/Ni, толщина 0,102″; все значения определяются с помощью измерительных приборов.
| GTAW: | 125 А | 12 Вольт | 10,24 | И. П.М. П.М. |
| Плазма: | 75 А | 18 вольт | 13,38 | И.П.М. |
| Потребление тепла: | В х А х 60 Скорость в см/мин |
| GTAW: | 12 х 125 х 60 Скорость в см/мин | |
= 3. |