TIG сварка: что это такое
Большой популярностью в равной степени как среди профессионалов, так и любителей пользуется аргонодуговая сварка TIG. Она работает везде, где необходимо соединять металлы: на заводах; в мастерских, гаражах и на частных подворьях. Востребованность аппаратов обусловлена их универсальностью в работе. Они отлично справятся с задачами сварки и тонких листов металла, и заготовок большой толщины. Если потребуется соединить элементы из цветных металлов, то эта задача тоже решаема. Но применение ТИГ-сварки требует знаний нюансов. Иначе хороший результат получить будет практически невозможно.
СОДЕРЖАНИЕ
- Что такое TIG сварка
- Что нужно для аргонодуговой сварки ТИГ
- Преимущества и недостатки
- Как варить TIG сваркой
- Заключение
Что такое TIG сварка
Будет правильно с самого начала расшифровать аббревиатуру, в которой скрыта вся соль метода. В переводе с немецкого «Tungsten–InertGasschweißen» ни что иное как «вольфрамовая сварка инертным газом». Проще говоря – это соединение металлов с использованием вольфрамовых электродов в инертной газовой среде.
Проще говоря – это соединение металлов с использованием вольфрамовых электродов в инертной газовой среде.
Ключевым элементом технологии является электрод, начинающий плавиться при температуре 3,5 тысячи градусов по Цельсию. Это очень низкий показатель, позволяющий применять вольфрамовые электроды в сварке подавляющего большинства марок стали и сплавов из алюминия. Стержень считается неплавящимся. Только время от времени его необходимо обтачивать, чтобы избавиться от окалины и шлака. Тогда намного легче разжечь и удерживать дугу во время работы.
Стержень устанавливается непосредственно в горелку, точнее будет сказать в сопло. По периметру подается инертный газ. Чаще всего для этих целей используется аргон. Если не будет защитной оболочки, то к сварочному шву образуется приток кислорода. Металл будет гореть, а качество сварного шва останется неудовлетворительным. Инертный газ перекрывает доступ кислороду, препятствуя образованию микротрещин и пустот внутри расплавленного металла. Благодаря этому шов становится прочнее и монолитнее.
Благодаря этому шов становится прочнее и монолитнее.
После розжига дуги начинается процесс плавления кромок свариваемых элементов. Их желательно разместить как можно плотнее. В этом случае больше шансов получить на выходе плотный и достаточно прочный шов. Но часто возникает ситуация, когда приходится сваривать детали, между которыми существует пространство. Тогда необходимо использовать присадочную проволоку, расплав которой заполнит пустоты, улучшит его механические характеристики и сделает соединение более плотным.
Технологий TIG особенно актуальна при сваривании алюминиевых сплавов, поверхность которых защищена пленкой из оксида металла. Она не только присутствует на заготовке, но и образуется при высоких температурах, то есть во время сварки. Пленка препятствует формированию сварочной ванн и шва хорошего качества. Аргон либо другой инертный газ предотвращает образование пленки.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Что нужно для аргонодуговой сварки ТИГ
Широкое распространение технология TIG получила еще и по той причине, что генерируемая дуга генерирует высокую температуру. Благодаря этому для опытного сварщика не составит проблем задача соединения заготовок из углеродистой стали. Важно подчеркнуть, что при этом будет достигнуто высокое качество сварочного шва. Помимо стали можно работать с большим количеством других металлов: чугуном, титаном, алюминием и прочими. Высококачественными получаются швы при сварке нержавеющей стали. Они даже не нуждаются в последующей очистке.
Для начала работ потребуется:
- сварочный аппарат;
- редуктор;
- инертный газ;
- присадочная проволока.
Тем, кто планирует профессионально заниматься сварочными работами, необходим аппарат с несколькими TIG-режимами. Нужно поинтересоваться типом горелки. Всего их два: для сваривания тонких листов металла и для всех остальных видов работ.
Читайте также: Аргонодуговая сварка для начинающих
Преимущества и недостатки
Достоинства ТИГ сварки происходят из технологических особенностей.
- Зона прогрева заготовок очень узкая. Благодаря этому деформации металла сводятся к минимуму.
- Инертные газы тяжелее атмосферного воздуха и вытесняют кислород из рабочей области.
- Сварки TIG очень просты в эксплуатации. Ими легко научиться пользоваться и не требуется высокая квалификация специалиста.
- По завершению работ чаще всего не требуется механическая доработка шва. Он получается достаточно аккуратным и чистым.
- Аппарат дает возможность сваривать внушительную линейку металлов, включая и цветные.
- Вредное влияние на окружающую среду сведено к минимуму.
Тем не менее, как и любой другой тип сварочных аппаратов, ТИГ модели наделены недостатками:
- Непросто работать при ветреной погоде, поскольку инертный газ не удерживается в рабочей зоне. Можно прибегнуть к монтажу ветрозащитных щитов, но увеличенного расхода аргона при этом избежать не удастся.

- Очень важна тщательная предварительная подготовка металла. На кромках не должно оставаться следов от масла, жира или других загрязнений. Нельзя игнорировать данный этап, поскольку шов получится низкого качества.
- Сложно работать в труднодоступных местах из-за особенностей конструктива горелки. В некоторых случаях мастера обрезают или, наоборот, удлиняют вылет стержня. Но это отрицательно сказывается на скорости работы и качестве сварочного шва.
- При использовании функции TIG lift нежелательно разжигать дугу вне пределов рабочей зоны. Поскольку на поверхности металла образуются следы, которые в дальнейшем нужно будет удалить.

Читайте также: Сварка инвертором для начинающих
Как варить TIG сваркой
Половина успеха заключена в правильном выборе режима работы. Но изначально следует потрудиться в подготовке свариваемой поверхности. Ее необходимо очистить от грязи, жира, остатков краски и т.п. Игнорировать процедуру не следует даже в том случае, когда кромки визуально кажутся чистыми. После этого можно перейти к определению нужной силы тока. Насколько правильно будет выбран данный параметр, настолько хорошо проплавится металл. В помощь приведена таблица со справочными данными.
После этого можно перейти к определению нужной силы тока. Насколько правильно будет выбран данный параметр, настолько хорошо проплавится металл. В помощь приведена таблица со справочными данными.
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
|---|---|---|
| 1 | 45-55 | 1,5 |
| 2 | 80-90 | 2 |
| 3 | 120-150 | 3,2 |
| 4 | 170-190 | 5 |
Самое время определиться с полярностью. Здесь все достаточно просто. При работе на постоянном токе полярность выбирается прямая, и, наоборот, при переменном – обратная. Электрод подвергается заточке с дальнейшей полировкой. При сваривании тонких листов нужно брать специальные стержни, предназначенные для сварки тонкого металла. При заточке они затачиваются максимально остро. Соответственно, для толстого металла угол меняется в большую сторону.
Соответственно, для толстого металла угол меняется в большую сторону.
Дуга поджигается по принципу спичек. Электродом проводят по поверхности металла. Как альтернатива – функция TIG lift, но поджигать следует в рабочей зоне. Наиболее практично пользоваться бесконтактным поджигом, если такая функция предусмотрена. Дело в том, что она есть только на профессиональных дорогостоящих моделях аппаратов.
Заключение
Современный технологии, реализованный в аппаратах ТИГ-сварки, предоставляют много новых возможностей как новичкам, так и опытным специалистам. Можно сваривать заготовки из различных металлов разной толщины. Намного проще стали соединять цветные металлы, включая медь, титан и алюминий. Перестала быть проблемой сварка чугуна. Специалист избавлен от необходимости решать множество проблем, которые вызваны особенностями разных металлов.
Читайте также: Виды сварки
TIG сварка — что это такое
Оцените, пожалуйста, статью
12345
Всего оценок: 16, Средняя: 3
Сварка tig для начинающих — выполнение и настройка своими руками
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Содержание
- Безопасная работа
- Необходимое оборудование и расходные материалы
- Какой газ применяется
- Приборы (аппараты) для сварки
- Сварочная горелка
- Неплавящиеся электроды
- Присадочные расходные материалы
- Осциллятор
- Подготовка к сварке
- Как правильно работать с горелкой
- Сущность сварочного процесса
- Регулировка параметров процесса на сварочном аппарате
- Подготовка деталей
- Обучающие тренировки для начинающих
- Упражнение 1
- Упражнение 2
- Tig сварка видеоурок
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
- краги из искростойких материалов;
- маска – тип „Хамелион“ или обычная со светофильтром;
- роба;
- обувь из кожи и войлока;
- очки для защиты глаз от металлических частиц при ошкуривании.

Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Необходимое оборудование и расходные материалы
Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Какой газ применяется
В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
Чистый гелий применяется крайне редко.
Сварка аргоном выполняется при подаче газа из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.
Если Вам необходима 👉 подготовка сварочной документации 👈, мы готовы Вам помочь.
Наша документация разработана с учетом конкретных особенностей вашего производства, и является гарантией, что ваш сварочный процесс будет максимально эффективным и результативным.
Приборы (аппараты) для сварки
Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Правильно ими пользоваться и настраивать под силу только квалифицированным сварщикам. О tig сварке алюминия чайнику полезно прочитать на сайте mrmetall.ru.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.

Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.
Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.
| Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
| 1,5 | 1 | 45 – 55 |
| 2 | 2 | 80 – 90 |
| 3,5 | 3 | 120 – 150 |
| 5 | 4 | 170 – 190 |
Начинающие чаще всего работают с электродами 1,6 и 2,4 мм в диаметре.
Присадочные расходные материалы
Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.

Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.
Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.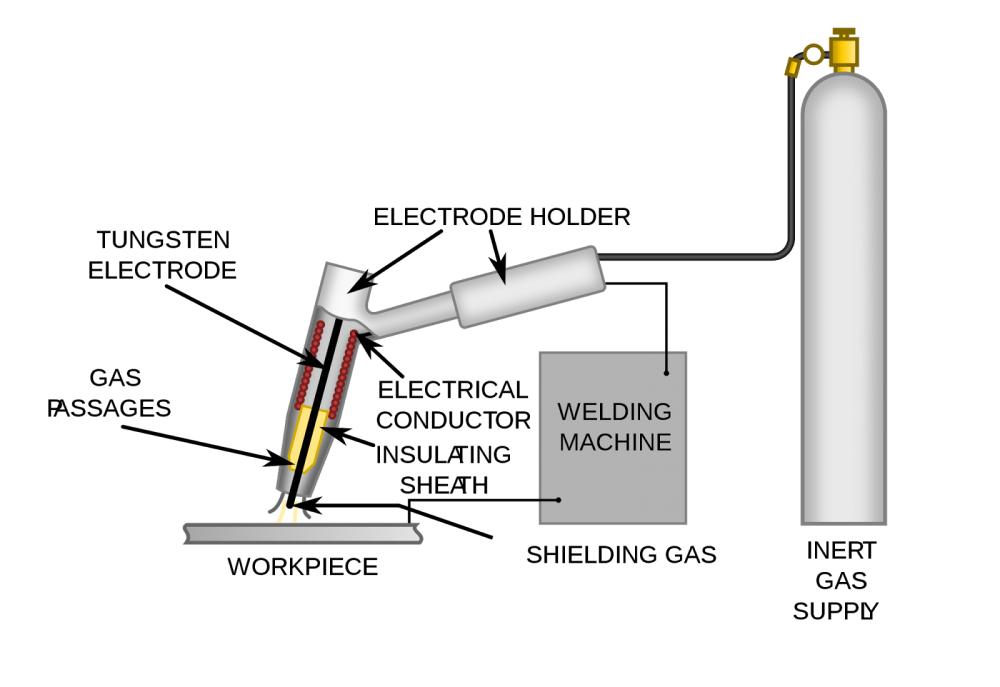
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.
К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.

По таблице первоначально выставляем расход газа в нормальных условиях – 8-10 л/мин.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей
В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°.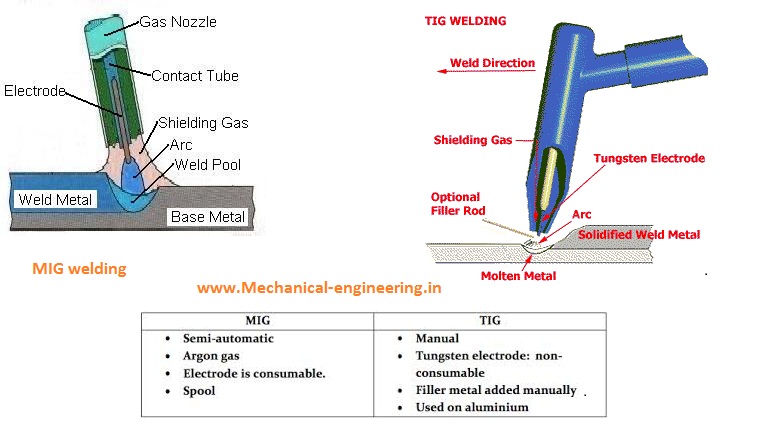 Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток.![]() Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Tig сварка видеоурок
ТИГ-сварка: настройка и работа аргонодугового инвертора
Главная Все о сварке
Все о сварке Вадим 957
ТИГ-сварка для начинающих сварщиков кажется какой-то высшей математикой и многих откровенно пугает. В сравнении с ручной дуговой, процесс аргонодуговой сварки характеризуется большей сложностью исполнения и необходимостью не самой простой настройки инвертора. Чтобы развеять эти страхи и помочь сделать необходимые шаги в направлении осваивания новых перспектив, мы предлагаем Вашему вниманию этот материал по настройке аппарата ТИГ-сварки и его последующей эксплуатации.
В сравнении с ручной дуговой, процесс аргонодуговой сварки характеризуется большей сложностью исполнения и необходимостью не самой простой настройки инвертора. Чтобы развеять эти страхи и помочь сделать необходимые шаги в направлении осваивания новых перспектив, мы предлагаем Вашему вниманию этот материал по настройке аппарата ТИГ-сварки и его последующей эксплуатации.
Содержание
- Подготовка аппарата для ТИГ-сварки к работе
- Выбор параметров ТИГ-сварки
- Манипуляции с горелкой ТИГ-аппарата
Подготовка аппарата для ТИГ-сварки к работе
Весь подготовительный процесс инвертора для аргоновой сварки можно разделить на три существенных этапа:
- Сборка и подготовка горелки;
- Сборка сварочной системы с учетом расходных материалов;
- Очистка рабочего материала.
Ввиду тотальной схожести горелок для выполнения этой сварочной технологии монтаж их слабо зависит от конкретной модели. Он включает следующие действия:
- Цангодержатель устанавливается в корпус горелки;
- Затем в него монтируется цанга;
- К корпусу горелки прикручивается хвостовик;
- Монтируется керамическое сопло ТИГ-горелки;
- В цангу помещается нерасходуемый вольфрамовый электрод;
- Настраивается вылет электрода и затягивается хвостовик горелки.

Сборка сварочной системы подразумевает выполнение следующих шагов:
- Установка редуктора на баллон с газом и его соединение с инверторным аппаратом для ТИГ-сварки;
- Подключение клемм: «минус» — к горелке, «плюс» — к массе, с которой предстоит работать сварщику;
- Подключение кабеля управления в соответствующий разъем инвертора.
Подготовительная часть сварочного процесса в плане расходного материала и поверхности соединяемых элементов включает такие шаги:
- Очистка рабочей поверхности конструкций от ржавчины, грязи, жира;
- Зачистка и обезжиривание присадочного прутка, что повышает прочность соединения и высокое качество шва.
Выбор параметров ТИГ-сварки
Перейдем к настройке аппарата для аргонодуговой сварки. Если он является универсальным или имеющим несколько режимов первым пунктом является выбор метода сварочных работ TIG. Далее следуют такие шаги:
- Предварительная продувка инертным газом (примерно полсекунды). Поступление газовой смеси необходимо до зажигания сварочной дуги. Это предохраняет поверхность заготовки от окисления и снижения эксплуатационных характеристик шва.
- Ток зажигания дуги выбирает на уровне четверти от значения рабочего тока;
- Время нарастания тока до рабочего значения подбирается опытным путем. Оно не должно превышать 1 секунды;
- Подбор величины сварочного тока. Он берется из табличных значений на основании толщины заготовки и сплава соединяемых элементов. Многими производителями эта таблица прилагается к инвертору и крепится на каком-нибудь видном месте для облегчения работы исполнителю;
- Установка времени спада для заваривания кратера (до 1 секунды). Правильно подобранное время гарантирует отсутствие дефектов в образованном шве;
- Подбор значение тока для заваривания кратера. Подбирается опытным путем, примерно четверть значения рабочего тока;
- Продувка газа по завершению сварочного процесса.
 Поступление газовой смеси необходимо до зажигания сварочной дуги. Это предохраняет поверхность заготовки от окисления и снижения эксплуатационных характеристик шва.
Поступление газовой смеси необходимо до зажигания сварочной дуги. Это предохраняет поверхность заготовки от окисления и снижения эксплуатационных характеристик шва.Манипуляции с горелкой ТИГ-аппарата
Многие модели сварочников для аргонодуговой сварки предусматривают два вида розжига дуги – контактный и высокочастотный. Второй вариант оптимален и для опытных сварщиков ввиду своего удобства, и для новичков, не желающих рисковать ввиду вероятности неверных настроек процесса. Высокочастотный розжиг дуги не позволяет прожечь заготовку, не оставляет на ней частицы вольфрама и не загрязняет сам электрод. Кроме того, исполнитель получает возможность четко контролировать дистанцию между электродом и поверхностью свариваемых конструкций.
Второй вариант оптимален и для опытных сварщиков ввиду своего удобства, и для новичков, не желающих рисковать ввиду вероятности неверных настроек процесса. Высокочастотный розжиг дуги не позволяет прожечь заготовку, не оставляет на ней частицы вольфрама и не загрязняет сам электрод. Кроме того, исполнитель получает возможность четко контролировать дистанцию между электродом и поверхностью свариваемых конструкций.
Несколько рекомендаций по положению горелки. Если сварка металлов ТИГ производится без применения присадочного прутка, сопло стоит держать перпендикулярно свариваемой плоскости. Если присадка применяется, угол должен выбираться в пределах 70°-80°. Пруток должен располагаться под углом к заготовке в 15°-20° и перпендикулярно относительно плоскости сопла. Рекомендуемая длина сварочной дуги при этом не должна быть более 3 мм.
Подача присадочной проволоки в рабочую зона должна производиться только после образования сварочной ванны – не раньше и не позже. Если опоздать, есть риск прожига заготовки. Этот навык для своей отработки потребует определенного опыта. Поэтому новичкам потребуется отработать его на пробниках.
По окончанию работ горелку не стоит убирать сразу. Продувая рабочую зону инертным газом, исполнитель обеспечивает отсутствие в шве скрытых дефектов.
Все вышеперечисленное необходимо выполнять с четким выполнением правил безопасности, предъявляемых к любому сварочному процессу. А если Вы еще только обдумываете, какой сварочный аппарат для ТИГ-сварки приобрести, рекомендуем ознакомиться с нашим каталогом. Вашему вниманию предлагается широкий выбор лучших сварочников для соединения элементов из цветных и черных металлов в аргоновой среде. Продукция ведущих брендов по оптимальным ценам воплощает в себе самые современные технологические разработки.
Сварка металлов ТИГ с помощью лучших инверторов от нашего интернет-магазина — залог высокого качества работы и ее высокой эффективности!
tig сварка параметры инвертора сварочный инвертор
Оцените статью
Оборудование для сварки ВИГ (GTAW) и сварочные материалы
На фото: Everlast PowerTIG 325EXT Сварка ВИГ (GTAW) — это процесс, в котором используется неплавящийся вольфрамовый электрод для получения сварного шва с присадочным материалом или без него.![]()
Оборудование значительно отличается от оборудования MIG и несколько отличается от того, что используется для сварки электродом. Тем не менее, сварочный аппарат с подходящими принадлежностями может быть приспособлен для сварки TIG.
Основные компоненты оборудования TIG включают:
- Вольфрамовый электрод
- Сварочный аппарат (постоянный ток-CC, AC, DC+, DC- или AC/DC). Есть преимущества в том, чтобы получить машину, предназначенную для сварки TIG, чтобы оставаться сбалансированной во время сварки (см. объяснение ниже). Вне зависимости от типа ВЧ блок должен быть встроенным или приставным.
- Горелка или электрододержатель
- Подача защитного газа (гелий, аргон или смесь): аргон лучше подходит для тонких металлов из-за меньшей потребности в тепле
- Присадочный металлический стержень
- Средства индивидуальной защиты, включая перчатки для сварки TIG
В большинстве случаев сварка выполняется постоянным или переменным током.
Важным недостатком является то, что GTAW менее экономична, чем процессы с плавящимся электродом для секций толщиной более 3/8 дюйма.
Обзор
Основные характеристики оборудования TIG показаны на рис. 10-33. Основные компоненты, необходимые для сварки TIG:
- Сварочный аппарат TIG (см. рекомендуемые сварочные аппараты TIG здесь)
- Держатель сварочного электрода и вольфрамовый электрод
- Подача и управление защитным газом
- Доступно несколько дополнительных принадлежностей, в том числе ножной реостат для контроля тока во время сварки, системы циркуляции воды для охлаждения электрододержателей и дуговые таймеры.
Схема оборудования для сварки ВИГ
Рисунок 10-32: Расположение оборудования для сварки ВИГ газом вольфрама (GTAW) Имеются блоки питания переменного и постоянного тока со встроенными высокочастотными генераторами, разработанные специально для сварки TIG.
Автоматически регулируют подачу газа и воды в начале и в конце сварки.
Если электрододержатель (горелка) охлаждается водой, необходима подача охлаждающей воды.
Держатели электродов сделаны так, чтобы можно было легко заменить электроды и газовые сопла.
Механизированное оборудование для сварки TIG может включать устройства для проверки и регулировки уровня сварочной горелки, оборудование для погрузочно-разгрузочных работ, приспособления для зажигания дуги и управления потоком газа и воды, а также механизмы подачи присадочного металла.
Сварочный аппарат GTAW
Сварочное оборудование должно быть изготовлено для поддержки TIG или иметь необходимые аксессуары сила тока Полярность описывает направление тока при сварке постоянным током.Сварочный ток может протекать двумя способами: DCSP и DCRP.
DCSP Сварка
Постоянный ток, протекающий от электрода (–) к изделию (+), имеет прямую полярность или DCSP. В большинстве случаев сварка TIG выполняется на переменном или постоянном токе.
В большинстве случаев сварка TIG выполняется на переменном или постоянном токе.
DCRP Welding
Ток, протекающий от заготовки (–) к электроду (+), представляет собой постоянный ток обратной полярности или DCRP.
Балансная и несбалансированная сварка
Сварочные аппараты переменного тока будут либо несбалансированными, либо сбалансированными.
В машинах переменного тока теоретически ток в половине случаев течет по DCRP, а по DCSP — в половине случаев.
Когда ток протекает в половине цикла DCRP, ток течет от заготовки к электроду, вызывая высокое сопротивление протеканию тока. Это сопротивление, вызванное током, протекающим от основного металла (большого проводника), перемещается к сосредоточенной точке вольфрамового электрода, что приводит к его нагреву.
В половине цикла DCSP ток течет от кончика электрода, маленького проводника, к заготовке, большого проводника.
Такое направление тока оказывает охлаждающее действие на вольфрам и увеличивает его токонесущую способность.
Синусоида становится «несбалансированной», когда машина переменного тока не компенсирует более высокое сопротивление в части цикла DCRP.
В половине случаев напряжение выше ожидаемого (DCSP) и в половине случаев напряжение ниже ожидаемого (DCRP).
В машинах переменного тока без необходимой схемы для обеспечения баланса синусоидального сигнала сила тока не должна быть установлена выше 50% от номинальной мощности. Если он установлен выше, то машина может быть повреждена.
Преимущество приобретения оборудования для сварки TIG на переменном токе, предназначенного для сварки TIG, заключается в том, что синусоида сбалансирована. При разработке для сварки TIG имеется встроенная схема, которая компенсирует часть цикла DCRP, поддерживая равные или сбалансированные синусоиды.
ВЧ-сварочные аппараты (высокочастотные) TIG необходимы всегда
Независимо от того, используется ли для сварки TIG переменный или постоянный ток, высокочастотный (ВЧ) аппарат должен быть встроен в аппарат или к нему должен быть прикреплен переносной аппарат. .
.
Высокочастотный блок вырабатывает высокочастотное напряжение (несколько тысяч вольт) с частотой несколько миллионов циклов в секунду.
Ток в высокочастотной цепи составляет доли ампера.
Из-за высокого напряжения и частоты ток распространяется по поверхности проводника, а не по всему проводнику.
При сварке ВИГ на постоянном токе высокочастотный блок должен быть включен, чтобы дуга зажглась. Как только дуга стабилизируется, высокочастотный блок отключается.
На машинах постоянного тока, использующих дополнительный переносной высокочастотный блок, высокочастотный контур необходимо отключить вручную.
На машинах переменного тока Сварочные аппараты ВИГ с высокочастотными агрегатами используются для стабилизации дуги и ионизации газов в зоне дуги.
Ионизированные газы облегчают поддержание дуги при изменении направления тока.
Узнайте больше о преимуществах и недостатках сварки на переменном и постоянном токе.
Сварочные горелки для сварки TIG
Схема горелки для сварки TIG
Оборудование для сварки TIG либо должно быть изготовлено для сварки GTAW, либо иметь необходимые принадлежности Горелки для сварки TIG имеют рейтинг рабочего цикла как электрические устройства.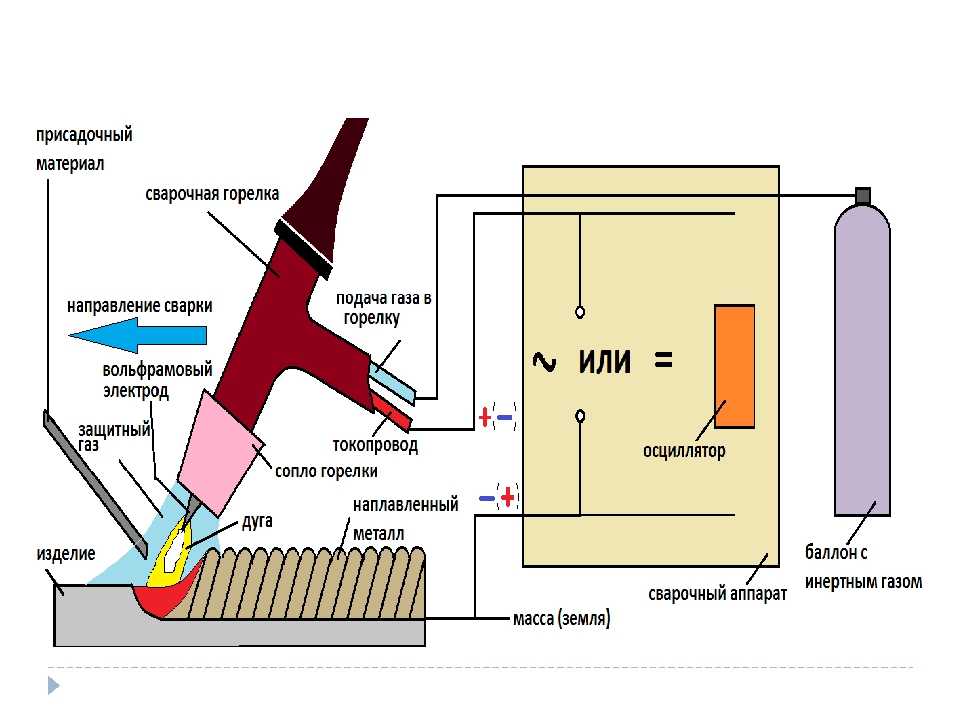
Рабочий цикл относится к макс. ток, который фонарь может выдержать за 10 минут.
Горелки состоят из нескольких компонентов:
- Электрические провода: , которые начинаются от сварочного аппарата и соединяются с горелкой
- Цанга : часть горелки, удерживающая вольфрамовый электрод
- Колпачок электрода
- Форсунка защитного газа : для управления потоком газа. Размер сопла определяется шириной валика и объемом газа. Форма сопла предназначена для снижения турбулентности. В некоторых конструкциях форсунок электрод выступает на 1 дюйм без потери газа или увеличения турбулентности. Форсунки изготавливаются из стекла Pyrex, пластика, металла и керамики. Керамика предназначена для сварочных работ до 275 ампер. Форсунки с металлическим покрытием или металлические сопла предназначены для работы с током более 300 ампер. Пластмасса (высокотемпературный пластик) и пирекс — это прозрачные насадки, которые необходимы для некоторых специальных сварочных работ.
- Шланг: для подачи защитного газа
- Шланг водяного охлаждения (кроме горелки меньшего размера, охлаждаемой воздухом) : сварочные аппараты TIG с водяным охлаждением имеют 3 шланга, которые подходят к горелке.
- Один снабжен защитным газом и сделан из пластика для предотвращения химических реакций, которые могут вызвать загрязнение.
- Один несет комбинацию охлаждающей жидкости и провода электрода. Провод представляет собой плетеную металлическую трубку с хорошей токопроводящей способностью.
Трубка покрыта резиновым или пластиковым изоляционным материалом. Ток проходит через плетеную металлическую трубку, а охлаждающая жидкость проходит через середину трубки. - Третий шланг ведет возврат охлаждающей жидкости в накопительный бачок или в слив.

Горелки для сварки TIG других типов, такие как маломощные горелки меньшего размера, имеют воздушное охлаждение и обычно имеют только один шланг, соединенный с ними, который представляет собой комбинированный провод электрода и шланг для защитного газа.
Провод электрода может быть тканой трубкой или гибким кабелем, а защитный газ охлаждает провод электрода по мере его поступления к горелке.
Электроды для ВИГ
Электроды для сварки TIG бывают следующих видов:
- Чистый вольфрам : наименее дорогой, но имеет меньшую способность проводить ток и легко загрязняется. Не используется по этой причине для ответственных сварных швов. Добавление тория или диоксида циркония улучшает проводимость вольфрама…
- Чистый вольфрам с сердечником из 1-2% тория : хорошая токонесущая способность, дольше сохраняет форму, хорошая стойкость к загрязнению, дуга легче зажигается
- Вольфрам с 1 или 2% тория : предпочтителен для сварки общего назначения. Используется при сварке ответственных элементов, таких как самолеты, теплообменники, ядерные реакторы или ракеты
- Вольфрам с содержанием циркония от 0,15 до 0,40% : промежуточный вариант с качеством между чистым вольфрамом и вольфрамом с вариантами тория.

Подробнее : Описание вольфрамовых электродов для сварки ВИГ
Вольфрамовые электроды для сварки ВИГ также различаются по отделке:
- Чистая отделка : гладкая поверхность без дефектов, подходит для большинства видов сварки TIG (GTAW)
- Бесцентровое шлифование : зеркальное покрытие для работ, требующих высококачественной сварки.
Критерии выбора электрода для другого оборудования TIG:
- Диаметр электрода
- Сила тока
- Тип тока
- Тип защитного газа
- Является ли высокочастотная волна сбалансированной или несбалансированной.
Перед использованием для сварки TIG электроды должны иметь размер и форму.
Для некоторых работ по сварке TIG требуются электроды определенной формы, которые используются для ответственных сварных швов.
Электроды, которые загрязнены или слишком длинные, чтобы поместиться в колпачок электрода, должны быть укорочены.
Желаемая форма электрода после того, как он правильно сломан, представляет собой квадрат с тупым краем. Электроды можно сломать плоскогубцами, кусачками или молотком. Конец электрода должен иметь правильную форму после того, как он был сломан.
Для большинства сварных швов TIG требуется электрод с острым концом и ток DCSP. Для переменного тока (переменного тока) требуется закругленный конец электрода.
Для контроля любого защитного газа используется расходомер, калиброванный в литрах в минуту (л/мин) или куб. футов в час (cfh) или и то, и другое. Для точных показаний расходомер должен быть установлен в вертикальном положении.
Схема выбора вольфрамовых электродов
Руководство по выбору вольфрамовых электродов для оборудования TIG в зависимости от диапазона силы токаЗащитные газы для сварки TIG
Существуют различия между аргоном и гелием для защиты сварки TIG.
Другой подход заключается в использовании комбинации этих двух способов. Все описано ниже.
Все описано ниже.
Газ аргон
Газ аргон обеспечивает больший контроль и работает при более низком уровне нагрева, что делает его более подходящим для сварки более тонких металлов.
- Дешевле гелия
- В 1,4 раза тяжелее воздуха и в 10 раз тяжелее воздуха, что обеспечивает лучший контроль дуговой сварки. Тяжелый газ может быть недостатком при сварке над головой.
- Более низкое напряжение дуги (по сравнению с гелием) при любой длине дуги и силе тока. При более низком напряжении выделяется меньше тепла, что снижает риск прожога и деформации металла, поэтому аргон лучше подходит для более тонких металлов.
- Хорошая стабильность дуги
- дуговой конус сфокусирован
- Хорошее чистящее действие
- Более низкие напряжения дуги
- 10-30 CFH расход
- Хороший запуск дуги
См. также : Таблица размеров газового баллона с аргоном
Газообразный гелий
Используется при сварке более толстого металла, требующего более высокого напряжения дуги.
- Меньшая стабильность при малом токе
- Повышенное проникновение
- Меньше очищающего действия
- Конус с расширяющейся дугой
- Более высокое напряжение дуги
- Более высокие скорости потока (2x)
- Затрудненный запуск дуги
- Более высокая стоимость, чем у аргона
- Более высокая скорость движения
Газовая смесь аргона и гелия
- Преимущества перед чистым аргоном
- Более высокая стоимость, чем при использовании 100% аргона
- Повышенная скорость передвижения
- Улучшенное проникновение
- Чистящие свойства ближе к чистому аргону
- Более высокие скорости потока, чем у чистого аргона
- Преимущества перед чистым гелием
- Улучшенный запуск дуги
- Повышенная стабильность дуги
- Дугообразная форма конуса более сфокусирована
- Производит дуговые напряжения между чистым аргоном и чистым гелием
Требования к сварке TIG:
Введение:
Чтобы понять, как выполнять сварку TIG в вашем сварочном гараже, вы должны сначала понять, что такое сварка и как она работает в целом. Базовые базовые знания очень важны изначально, чтобы начать практиковать что-либо в этом отношении. Нет легких путей, чтобы стать идеальным сварщиком . Это смесь как теоретических знаний, так и практических знаний, которая делает человека совершенным во всем, чем бы он ни занимался. Это в значительной степени верно даже в случае сварка . Сварка — это искусство, которое невозможно усовершенствовать за одну ночь. Требуется огромный опыт и практика, чтобы овладеть искусством сварки .
Базовые базовые знания очень важны изначально, чтобы начать практиковать что-либо в этом отношении. Нет легких путей, чтобы стать идеальным сварщиком . Это смесь как теоретических знаний, так и практических знаний, которая делает человека совершенным во всем, чем бы он ни занимался. Это в значительной степени верно даже в случае сварка . Сварка — это искусство, которое невозможно усовершенствовать за одну ночь. Требуется огромный опыт и практика, чтобы овладеть искусством сварки .
Вся концепция может быть упрощена как искусство соединения двух или более деталей из металла или сплава с помощью расплавленного раствора, который затвердевает при охлаждении, образуя связь между ними. Таким образом, это очень важный компонент тяжелого производства, а сталь и железо произвели революцию в нашей жизни, позволив нам создавать прочные предметы или вещи, которые мы используем в нашей повседневной жизни для нашего выживания. Это сделало выживание намного проще, чем то, что было несколько столетий назад, и сделало жизнь более простой, позволяя человеку быть более интеллектуальным и творческим, чтобы максимально использовать его. Есть много разных видов сварка . TIG сварка является одним из них. Существуют определенные требования и процедуры, которые необходимо соблюдать, чтобы практиковать сварку ВИГ и совершенствовать ее. Давайте рассмотрим их.
Это сделало выживание намного проще, чем то, что было несколько столетий назад, и сделало жизнь более простой, позволяя человеку быть более интеллектуальным и творческим, чтобы максимально использовать его. Есть много разных видов сварка . TIG сварка является одним из них. Существуют определенные требования и процедуры, которые необходимо соблюдать, чтобы практиковать сварку ВИГ и совершенствовать ее. Давайте рассмотрим их.
Сварка ВИГ:
Сварка ВИГ сварка является аббревиатурой от Сварка вольфрамовым электродом в инертном газе . Он обычно используется для сварки тонких деталей из нержавеющей стали. Нержавеющая сталь преобладает в кухонной посуде, и ее можно найти практически в каждом доме. Таким образом, каждый год обрабатывающие производства производят несколько миллионов изделий из нержавеющей стали. Вольфрамовый электрод производит сварку, чтобы сделать необходимое. Инертный газ, такой как аргон, используется для защиты зоны сварки от загрязнения. ВИГ сварка — это самая сложная форма сварки для изучения, и она требует большего мастерства. Но это позволяет лучше контролировать качество сварных швов и красивую отделку изделий, изготовленных методом сварки TIG .
Инертный газ, такой как аргон, используется для защиты зоны сварки от загрязнения. ВИГ сварка — это самая сложная форма сварки для изучения, и она требует большего мастерства. Но это позволяет лучше контролировать качество сварных швов и красивую отделку изделий, изготовленных методом сварки TIG .
Рассмотрим требования к сварке ВИГ:
1. Настройки аппарата:
Ваш сварочный аппарат должен быть настроен на DCEN (отрицательный электрод постоянного тока), также известный как прямая полярность для любой заготовки. которые необходимо сваривать, если только они не изготовлены из алюминия или магния. Для запуска устанавливается высокая частота, которая в настоящее время встроена в инверторы. Постпоток должен быть установлен минимум на 10 секунд. Если присутствует A/C, для него устанавливается значение по умолчанию, совпадающее с DCEN. Установите контактор и переключатели силы тока на удаленные настройки. Если материал, который необходимо сварить, представляет собой алюминий, полярность должна быть установлена на A/C, баланс A/C должен быть установлен примерно на 7, а высокочастотное питание должно быть непрерывным.
Если материал, который необходимо сварить, представляет собой алюминий, полярность должна быть установлена на A/C, баланс A/C должен быть установлен примерно на 7, а высокочастотное питание должно быть непрерывным.
2. Защитный газ:
Сварка ВИГ использует инертный газ для защиты зоны сварки от загрязнения. Таким образом, этот инертный газ также называют защитным газом. Во всех случаях это должен быть аргон, а не другой инертный газ, такой как неон или ксенон и т. д., особенно если должна выполняться сварка TIG . Он должен быть установлен около 15 кубических футов в час. Для сварки алюминия можно использовать комбинацию 50/50 аргона и гелия.
3. Горелка:
Горелки TIG бывают двух типов. У вас есть горелки TIG с воздушным охлаждением и горелки TIG с водяным охлаждением . Они также бывают разных размеров. Для лучшего контроля лучше всего подходят горелки TIG меньшего размера , если только вы не обладаете большим опытом и не овладели искусством сварки . Эти фонари также бывают с разной силой тока. Горелка TIG 250 А с водяным охлаждением намного лучше, чем горелка TIG 100 А 9.0127, так как он сравнительно меньше.
Для лучшего контроля лучше всего подходят горелки TIG меньшего размера , если только вы не обладаете большим опытом и не овладели искусством сварки . Эти фонари также бывают с разной силой тока. Горелка TIG 250 А с водяным охлаждением намного лучше, чем горелка TIG 100 А 9.0127, так как он сравнительно меньше.
4. Электроды:
Для сварки ВИГ электроды, используемые для сварки ВИГ , должны быть изготовлены из вольфрамового элемента. Он должен быть очень острым и довольно чистым. Поэтому следите за тем, чтобы вы всегда содержали его в хорошем состоянии в своем гараже. Очищайте его должным образом и регулярно, используя подходящие чистящие средства. Предпочтительно для выполнения сварки TIG лучше подойдет ленточная шлифовальная машина или 4,5-дюймовая шлифовальная машина. Если тебе сварка алюминия заготовок нужно просто закруглить кончик шлифовальной машиной. Вольфрамовые электроды должны быть покрыты горлом. 2% торирования более чем достаточно для сварки почти всего и вся. Торий радиоактивен, и для защитных мер вы также можете использовать 2%-ный латановый электрод для сварки всего. Для сварки достаточно всего, что требует менее 90 ампер переменного тока 1/16 вольфрамовых электродов. Токоснабжение измерения выше 9Для тока 0 ампер требуется 3/32 вольфрамовых электродов , а для тока свыше 200 ампер требуется 1/8 вольфрамовых электродов.
Вольфрамовые электроды должны быть покрыты горлом. 2% торирования более чем достаточно для сварки почти всего и вся. Торий радиоактивен, и для защитных мер вы также можете использовать 2%-ный латановый электрод для сварки всего. Для сварки достаточно всего, что требует менее 90 ампер переменного тока 1/16 вольфрамовых электродов. Токоснабжение измерения выше 9Для тока 0 ампер требуется 3/32 вольфрамовых электродов , а для тока свыше 200 ампер требуется 1/8 вольфрамовых электродов.
5. Сварочный стержень:
Существует три различных стержня TIG , которые можно использовать для сварки TIG . В 90% случаев вы можете сварить почти что угодно. Обычно сварочный стержень 308 используется для сварки нержавеющей стали , E70S2 для сварки мягкой стали, а модели 4130 или 4043 используются для сварки алюминия . В большинстве случаев этих стержней более чем достаточно для выполнения сварки TIG. Тем не менее, есть конкретные сварочные стержни для специального применения и использования. Вы должны следовать инструкциям и понимать, какое приложение вы выполняете, что требует необходимой процедуры сварки TIG . Исходя из этого, вам нужно выбрать сварочный электрод.
Тем не менее, есть конкретные сварочные стержни для специального применения и использования. Вы должны следовать инструкциям и понимать, какое приложение вы выполняете, что требует необходимой процедуры сварки TIG . Исходя из этого, вам нужно выбрать сварочный электрод.
6. Техника:
До сих пор вы видели требования для выполнения сварки TIG. На этом все не заканчивается. Существует шаблон с точки зрения техники и поз, которым вы должны следовать, чтобы выполнять 9 упражнений.0126 Сварка ВИГ. Это дает вам лучший контроль и ожидаемые результаты и в то же время защищает вас, пока вы выполняете процедуру. Держите горелку так, как будто вы держите ручку, наклоните ее примерно на 10 градусов, наконечник вольфрама должен быть поднят примерно на 1/4 дюйма металла, наденьте сварочную маску и нажмите на педаль. Как только дуга установится, увеличьте нагрев, нажав на педаль. Все должно быть постепенным и плавным в плане перехода.
Все подробности по 9Процедуры сварки 0126 , а также сварочное оборудование можно найти на веб-сайте www.everlastgenerators.com. Используйте его с умом.
Как сваривать ВИГ — Обучение сварке ВИГ — Baker’s Gas & Welding Supplies, Inc.
Что такое сварка ВИГ?
Сварка ВИГ аналогична сварке МИГ, но она может сваривать более широкий спектр металлов и не подает металл через сварочную горелку. Сварка TIG используется для сварки стали, нержавеющей стали, хромового сплава, алюминия, никелевых сплавов, магния, меди, латуни, бронзы и даже золота. Посмотреть схему процесса сварки TIG можно здесь.
Области применения сварки TIG
Обычно сварка TIG используется для домашнего ремонта, сварки изделий внутри и вне помещений, художественных работ, сельскохозяйственных инструментов и машин, а также автомобильных работ.
Об этой статье
Это не исчерпывающее руководство по каждому сценарию, процедуре и соображениям по сварке TIG. Если вы новичок в сварке и не уверены в своем материале, оборудовании или технике, проконсультируйтесь со специалистом. Следующая статья представляет собой серию руководств, в которых содержится основная информация о сварке и ссылки, но она не заменяет консультацию эксперта на месте. В конце этой статьи приведены дополнительные ресурсы для тех, кто готов сделать следующий шаг.
Если вы новичок в сварке и не уверены в своем материале, оборудовании или технике, проконсультируйтесь со специалистом. Следующая статья представляет собой серию руководств, в которых содержится основная информация о сварке и ссылки, но она не заменяет консультацию эксперта на месте. В конце этой статьи приведены дополнительные ресурсы для тех, кто готов сделать следующий шаг.
Зачем использовать сварку TIG?
Сварка ВИГ создает высококачественный чистый шов, что делает его идеальным, когда внешний вид имеет значение. Не нужно беспокоиться о брызгах, потому что при этом используется только необходимое количество присадочного металла, необходимого в сварочной ванне. Поскольку во время сварки TIG используется аргон (наиболее распространенный газ), отсутствует шлак, закрывающий обзор сварочной ванны. Газ аргон может сваривать любой металл любой толщины с помощью сварки TIG, поэтому нет необходимости менять газ в зависимости от проекта.
Подробный обзор различных факторов, которые следует учитывать при сварке ВИГ, см. в списке возможных сценариев Миллера.
в списке возможных сценариев Миллера.
Принадлежности и расходные материалы, необходимые для сварки TIG
- Сварочный аппарат TIG (см. также руководство по покупке сварочного аппарата TIG Miller)
- Вольфрамовый электрод
- Присадочный металлический стержень
- Проволочная щетка
- Сварочные перчатки
- Защитные очки
- Сварочная маска
- Заземляющие зажимы
- Угловые шлифовальные машины
- Зажимы для сварки
- Баллон для газа
- Оборудование для удаления дыма
Подготовка к работе
Пока металл, который вы свариваете, не содержит масла, смазки, краски, цинка или свинца, сварка TIG не создает никаких вредных паров или дыма. Однако для хорошего сварного шва металлы должны быть чистыми перед сваркой. Как и сварка МИГ, сварка ВИГ может выполняться в различных положениях, но зачастую она безопаснее, чем сварка МИГ.
Купите шлем, перчатки, куртку, ботинки, зажимы и любое другое защитное снаряжение, которое может потребоваться для вашего проекта, как указано выше. При сварке возникают искры (хотя TIG производит гораздо меньше, чем сварка MIG), статическое электричество и, возможно, токсичные пары. Проконсультируйтесь со специалистом, если вы не уверены в надлежащих мерах безопасности для вашего сварочного проекта.
При сварке возникают искры (хотя TIG производит гораздо меньше, чем сварка MIG), статическое электричество и, возможно, токсичные пары. Проконсультируйтесь со специалистом, если вы не уверены в надлежащих мерах безопасности для вашего сварочного проекта.
После того, как все вопросы безопасности будут решены, выберите соответствующий электрод. Существует ряд вольфрамовых сплавов (используйте респиратор при использовании торированного вольфрама: он радиоактивен), которые подходят для сварки различных металлических сплавов.
Вольфрам поставляется в 5 наиболее часто используемых сортах, которые имеют цветовую маркировку:
- Чистый сорт имеет зеленый цвет и обеспечивает хорошую стабильность дуги для дуговой сварки и является наименее дорогим.
- Ceriated имеет оранжевый цвет, а также обеспечивает легкий запуск дуги, хорошую стабильность дуги и долговечность. Торированный
- имеет красный цвет и имеет более высокую допустимую нагрузку по току, чем цериевый, и обладает высокой устойчивостью к загрязнению сварочной ванны, однако сложнее поддерживать закругленный конец на переменном токе.
- Lanthanated имеет цветовую кодировку золота и работает так же, как торированный.
- Zirconiated имеет коричневый цвет и, вероятно, является наиболее предпочтительным из всех. Он отлично подходит для сварки переменным током. Вольфрам более высокого качества всегда дает наилучшие результаты.

Если в процессе настройки возникнут вопросы, см. подробное введение Миллера в настройку сварочного аппарата. Настройка сварочного аппарата TIG включает в себя: сборку горелки и последующее подключение горелки к сварочному аппарату, пульта дистанционного управления и рабочего зажима к сварочному аппарату. Используйте это руководство для выбора правильных настроек полярности. Это руководство также предложит лучший газ.
После настройки сварочного аппарата измельчите вольфрам до состояния шара или острия в зависимости от характера проекта. Скругленный наконечник обычно подходит для сварки переменным током, а заостренный — для сварки постоянным током. Заостренный кончик приводит к меньшей, более направленной дуге. Дуга будет иметь тенденцию танцевать, когда кончик закруглен.
Дуга будет иметь тенденцию танцевать, когда кончик закруглен.
После установки вольфрама в горелку (см. видео о том, как установить электрод), включите сварочный аппарат, убедившись, что он подключен к соответствующей розетке. Когда будете готовы начать, включите газ. Сварка нагревает металлы до особенно высоких температур, при которых металл может ржаветь. Газ предотвращает ржавчину во время сварки. Один сварщик рекомендует использовать чистый аргон для алюминия и смесь аргона/углерода/двуокиси углерода для стали.
Основные советы по сварке
Тем, кто плохо знаком со сваркой TIG, следует попрактиковаться на металлоломе, чтобы научиться правильному движению педали, методам сварки и тому, как подавать металлический стержень в сварочную ванну.
Во время сварки держите горелку под углом 70-80 градусов. Держите горелку подальше от рабочей поверхности, чтобы вольфрам никогда не соприкасался с ней — стремитесь к зазору от 1/8 до 1/4 дюйма. Вольфрам не расходуется в процессе сварки, а выделяет тепло. Если вольфрам коснется заготовки, он загрязнит материал и разрушит наконечник вольфрама. Если это произойдет, перешлифуйте вольфрам, прежде чем продолжить.
Если вольфрам коснется заготовки, он загрязнит материал и разрушит наконечник вольфрама. Если это произойдет, перешлифуйте вольфрам, прежде чем продолжить.
Ножная педаль регулирует нагрев. Поэтому новичкам следует попрактиковаться в управлении нагревом, чтобы узнать, как увеличивается и уменьшается сварочная ванна. Эксперты предлагают сделать сварочную ванну шириной около 1/4 дюйма. Научитесь управлять педалью, чтобы размер сварочной ванны оставался постоянным во время сварки, а не уменьшался до неэффективного размера или не расширялся слишком далеко.
Хотя небольшие зазоры можно заполнить без дополнительного металла, для больших зазоров может потребоваться присадочный металл, который обычно представляет собой стержень длиной 3 фута. Держа присадочный металл свободной рукой, убедитесь, что он лежит горизонтально под углом 15 градусов (не направлен вниз) от материала. после нагрева; основной металл в лужицу, осторожно промокните в нее наполнитель. Чтобы избежать больших отложений наполнителя, набивайте наполнитель быстро.
Во время сварки важно, чтобы стержень ВИГ двигался к ванне расплавленного металла. Прежде чем приступить к сварке, потренируйтесь держать электрод TIG в одной руке и подавать его в устойчивом ритме. Посмотрите это обучающее видео, чтобы узнать, как держать электрод TIG и перемещать его быстрее.
Советы по технике сварки см. в Советах Тома Белла. Они включают в себя обширную информацию, диаграммы и рекомендации для различных сценариев, особенно для сварки алюминия. Иллюстрации основных методов сварки TIG см. в руководстве Miller’s TIG. Обратитесь к «Советам и советам» Миллера, чтобы узнать о различных суставах и под каким углом держать горелку для каждого из них.
Исправление распространенных ошибок
Некоторые распространенные проблемы, с которыми сталкиваются сварщики TIG, исправить довольно просто.
Во избежание коробления металла избегайте сварки по одной прямой. Вместо этого сварите часть одной стороны, а затем переключитесь на другую, чтобы у каждой стороны была возможность остыть и удержать металл на месте во время сварки.