электрическая дуга — это… Что такое электрическая дуга?
- электрическая дуга
- [electric arc] — один из типов самостоятельного электрического разряда в газах или парах, используемых для плавки металлов (дуговая печь) и восстановления их из руд (рудновосстановительная печь). Явление открыто в 1802 г. русским ученым В. В. Петровым, описавшим основные свойства электрической дуги.
Температура анода обычно выше температуры катода, что используют в дуговых печах постоянного тока при прямой полярности электрической дуги (электрод-катод, нагреваемый металл — анод). Температура столба свободно-горящей электрической дуги достигает 5-10 тыс. К.
Электрическая дуга для нагрева и расплавления металла при сварке называется сварочной дугой.Смотри также:
— Дуга
— плазменная дуга
— дуга захвата
— дуга контакта
Энциклопедический словарь по металлургии. — М.: Интермет Инжиниринг. Главный редактор Н.П. Лякишев. 2000.
Смотреть что такое «электрическая дуга» в других словарях:
ЭЛЕКТРИЧЕСКАЯ ДУГА — (вольтова дуга) электрический разряд в газе в виде яркосветящегося плазменного шнура. Впервые наблюдалась В. В. Петровым в 1802. Применяется для плавки и сварки металлов, для освещения и других целей. Электрическая дуга, возникающая при разрыве… … Большой Энциклопедический словарь
Электрическая дуга — ДУГА, и, мн. дуги, дуг, дугам, ж. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
ЭЛЕКТРИЧЕСКАЯ ДУГА — (вольтова дуга) один из видов продолжительного самостоятельного дугового разряда (см. (3, а)) в любом газе при давлениях, близких к атмосферному и выше. При этом разрядные явления сосредоточены в узком, ярко светящемся высокотемпературном… … Большая политехническая энциклопедия
Электрическая дуга — Электрическая дуга: электрический разряд в газовой среде между контактами, возникающий при размыкании электрического контакта или при нестабильности переходного сопротивления контактов (искрение)… Источник: ГОСТ Р 12.1.019 2009. Национальный… … Официальная терминология
электрическая дуга — [Интент] EN (electric) arc self maintained gas conduction for which most of the charge carriers are electrons supplied by primary‑electron emission [IEV ref 121 13 12] FR arc (électrique), m conduction gazeuse autonome dans laquelle la… … Справочник технического переводчика
электрическая дуга — [Интент] EN (electric) arc self maintained gas conduction for which most of the charge carriers are electrons supplied by primary‑electron emission [IEV ref 121 13 12] FR arc (électrique), m conduction gazeuse autonome dans laquelle la… … Справочник технического переводчика
Электрическая дуга
электрическая дуга — (вольтова дуга), электрический разряд в газе в виде ярко светящегося плазменного шнура. Впервые наблюдалась В. В. Петровым в 1802. Применяется для плавки и сварки металлов, для освещения и других целей. Электрическая дуга, возникающая при разрыве … Энциклопедический словарь
ЭЛЕКТРИЧЕСКАЯ ДУГА — вольтова дуга, один из видов дугового разряда, представляющий собой ярко светящийся плазменный шнур. При горизонтальном расположении электродов этот шнур под действием восходящих потоков нагретого разрядом газа принимает форму дуги. Э. д. может… … Большой энциклопедический политехнический словарь
Электрическая дуга — 7 Электрическая дуга Электрический разряд в газовой среде между контактами, возникающий при размыкании электрического контакта или при нестабильности переходного сопротивления контактов (искрение) Источник: ГОСТ Р 12.1.009 2009: Система… … Словарь-справочник терминов нормативно-технической документации
Книги
- От костра до плазмы, Сергей Венецкий. Книга повествует о многовековом пути, который прошла металлургия — одна из важнейших областей человеческой деятельности. Начальной вехой на этом пути был костер: именно он позволил нашим… Подробнее Купить за 120 руб
Значение словосочетания ЭЛЕКТРИЧЕСКАЯ ДУГА. Что такое ЭЛЕКТРИЧЕСКАЯ ДУГА?
Электри́ческая дуга́ (во́льтова дуга́, дугово́й разря́д) — физическое явление, один из видов электрического разряда в газе.Впервые была описана в 1802 году русским учёным В. Петровым в книге «Известие о гальвани-вольтовских опытах посредством огромной батареи, состоявшей иногда из 4200 медных и цинковых кружков» (Санкт-Петербург, 1803). Электрическая дуга является частным случаем четвёртой формы состояния вещества — плазмы — и состоит из ионизированного, электрически квазинейтрального газа. Присутствие свободных электрических зарядов обеспечивает проводимость электрической дуги.
Электрическая дуга между двумя электродами в воздухе при атмосферном давлении образуется следующим образом:
При увеличении напряжения между двумя электродами до определённого уровня в воздухе между электродами возникает электрический пробой. Напряжение электрического пробоя зависит от расстояния между электродами и других факторов. Потенциал ионизации первого электрона атомов металлов составляет приблизительно 4,5 — 5 В, а напряжение дугообразования — в два раза больше (9 — 10 В). Требуется затратить энергию на выход электрона из атома металла одного электрода и на ионизацию атома второго электрода. Процесс приводит к образованию плазмы между электродами и горению дуги (для сравнения: минимальное напряжение для образования искрового разряда немногим превышает потенциал выхода электрона — до 6 В).
Для инициирования пробоя при имеющемся напряжении электроды приближают друг к другу. Во время пробоя между электродами обычно возникает искровой разряд, импульсно замыкая электрическую цепь.
Электроны в искровых разрядах ионизируют молекулы в воздушном промежутке между электродами. При достаточной мощности источника напряжения в воздушном промежутке образуется достаточное количество плазмы для значительного падения напряжения пробоя или сопротивления воздушного промежутка. При этом искровые разряды превращаются в дуговой разряд — плазменный шнур между электродами, являющийся плазменным тоннелем. Возникающая дуга является, по сути, проводником и замыкает электрическую цепь между электродами. В результате средний ток увеличивается ещё больше, нагревая дугу до 5000-50000 K. При этом считается, что поджиг дуги завершён. После поджига устойчивое горение дуги обеспечивается термоэлектронной эмиссией с катода, разогреваемого током и ионной бомбардировкой.
Взаимодействие электродов с плазмой дуги приводит к их нагреву, частичному расплавлению, испарению, окислению и другим видам коррозии.
После поджига дуга может оставаться устойчивой при разведении электрических контактов до некоторого расстояния.
При эксплуатации высоковольтных электроустановок, в которых неизбежно появление электрической дуги, борьба с ней осуществляется при помощи электромагнитных катушек, совмещённых с дугогасительными камерами. Среди других способов известны использование вакуумных, воздушных, элегазовых и масляных выключателей, а также методы отвода тока на временную нагрузку, самостоятельно разрывающую электрическую цепь.
| И что мы захотим сделать, так это удалить эти, мы захотим убрать всё, что находится между двумя электродами, иначе может возникнуть электрическая дуга. | |
| Газовое пламя, например, или электрическая дуга землетрясения, вулканы или эоны времени | |
| Другие результаты | |
| Лаборатория ротванга повлияла на многие последующие съемочные площадки своими электрическими дугами, пузырящимися аппаратами и причудливо сложными массивами циферблатов и регуляторов. | |
| Первые практические генераторы были основаны на электрических дугах, которые использовались для освещения в 19 веке. | |
| Каждый слой имеет набор электрических соединений, 25 в типе Б, расположенных по полукруглой дуге. | |
| Генератор был построен Элайху Томсоном в 1892 году путем размещения LC-настроенной цепи параллельно электрической дуге и включал магнитный выброс. | |
| В электрической дуге ПХД генерируют негорючие газы. | |
| Как только это происходит, оголенные провода приводят к замыканию, т.е. оставляют после себя четкие небольшие бусинки в какой-либо точке электрической дуги. | |
| Однако явление дугового взрыва иногда используется для гашения электрической дуги некоторыми типами автоматических выключателей с самовзрывными камерами. | |
| Дуговая вспышка-это свет и тепло, получаемые от электрической дуги, снабженной достаточной электрической энергией, чтобы причинить существенный ущерб, вред, пожар или травму. | |
| Электрические дуги испытывают отрицательное инкрементное сопротивление, которое вызывает уменьшение электрического сопротивления при увеличении температуры дуги. | |
| Во время вспышки дуги электрическая энергия испаряет металл, который переходит из твердого состояния в газообразное, расширяя его со взрывной силой. | |
| Эта ионизация может усиливаться во время электрических бурь, вызывая спонтанные вспышки дуги и приводя к отключению электроэнергии. | |
| LaC2 может быть получен взаимодействием оксида лантана, La2O3, с углеродом в электрической печи или плавлением гранул элементов в дуговой печи. | |
| Первыми улицами Лондона, освещенными электрической дуговой лампой, стали Холборнский виадук и набережная Темзы в 1878 году. | |
| Большинство электрических сетей напряжением 400 В и выше имеют достаточную мощность для возникновения опасности возникновения дуговой вспышки. | |
| Flashtube, также называемый flashlamp, представляет собой электрическую дуговую лампу, предназначенную для получения чрезвычайно интенсивного, некогерентного, полного спектра белого света в течение очень коротких периодов времени. | |
| Силовая вспышка-это вспышка света, вызванная дуговыми электрическими разрядами от поврежденного электрооборудования, чаще всего оборванных линий электропередач. | |
| OSHA обнаружила, что до 80 процентов ее электрических травм связаны с термическими ожогами из-за дуговых неисправностей. | |
| Одна из наиболее распространенных причин возникновения дуговых вспышек возникает при включении электрических цепей и, особенно, при срабатывании выключателей. | |
| Считается, что поломка была вызвана электрической дугой, порожденной движением проводящего троса через магнитное поле Земли. | |
| Британская электрическая ассоциация, как сообщается, заявила, что электрический утюг с угольной дугой появился во Франции в 1880 году, но это считается сомнительным. | |
| Эрнст Лехер в 1888 году показал, что ток через электрическую дугу может быть колебательным. | |
| Для сварки можно использовать множество различных источников энергии, включая газовое пламя, электрическую дугу, лазер, электронный луч, трение и ультразвук. | |
| Оригинальная конструкция XR-5000 в 1983 году имела электроды, расположенные дальше друг от друга, чтобы сделать шумную электрическую дугу между электродами более заметным предупреждением. | |
| Электрошокер Х26 создает электрическую дугу между двумя электродами. | |
Из каких частей состоит электрическая дуга
Сварочная дуга

В современной промышленности сварка имеет большое значение, она имеет очень широкую область применения во всех отраслях промышленности. Для осуществления сварочного процесса необходима сварочная дуга.
Что такое сварочная дуга, ее определение
Сварочной дугой считается очень большой по величине мощности и длительности электрический разряд, который существует между электродами, на которые подано напряжение, в смеси газов.
Ее свойства отличаются высокой температурой и плотностью тока, благодаря которым она способна расплавлять металлы, имеющие температуру плавления выше 3000 градусов.
Вообще можно сказать, что электрическая дуга – это проводник из газа, который преобразует электрическую энергию в тепловую. Электрическим зарядом называется прохождение электрического тока через газовую среду.
Существует несколько видов электрического разряда:
- Тлеющий разряд. Возникает в низком давлении, применяется в люминесцентных лампах и плазменных экранах;
- Искровой разряд. Возникает, когда давление равно атмосферному, отличается прерывистой формой. Искровому разряду соответствует молния, также применяется для зажигания двигателей внутреннего сгорания;
- Дуговой разряд. Применяет при сварке и для освещения. Отличается непрерывистой формой, возникает при атмосферном давлении;
- Коронный. Возникает, когда тело электрода шероховато и неоднородно, второй электрод может отсутствовать, то есть возникает струя. Применяется для очистки газов от пыли;
Природа и строение
Природа сварочной дуги не так уж и сложна, как может показаться на первый взгляд. Электрический ток, проходя через катод, затем проникает в ионизированный газ, происходит разряд с ярким свечением и очень высокой температурой, поэтому температура электрической дуги может достигать 7000 – 10000 градусов.
После этого ток перетекает на обрабатываемый свариваемый материал.
Так как температура настолько высока дуга выделяет вредное для человеческого организма ультрафиолетовое и инфракрасное излучения, оно может навредить глазам или оставить световые ожоги на коже, поэтому при проведении сварочного процесса необходима надлежащая защита.
Строение сварочной дуги представляет собой три главные области: анодная, катодная и столб дуги. Во время горения дуги на катоде и аноде образуются активные пятна – области, в которых температура достигает самых высоких значений, именно через данные области проходит весь электрический ток, анодные и катодные области представляют собой более большие падения напряжения.
А сам столб располагается между этими областями падение напряжения в столбе очень незначительно. Таким образом, длина сварочной дуги представляет собой сумму вышеперечисленных областей, обычно длина равна нескольким миллиметрам, когда анодные и катодные области, соответственно, равны 10-4 и 10-5 см.Самая благоприятная длина примерно равна 4-6мм, при такой длине обеспечивается постоянная и благоприятная температура.
Разновидности
Виды сварочной дуги отличаются схемой подвода сварочного тока и средой, в которой они возникают, наиболее распространенными вариантами являются:
- Прямое действие. При таком способе сварочный располагается параллельно свариваемой металлической конструкции и дуга возникает под углом девяносто градусов по отношению к электроду и металлу;
- Сварочная дуга косвенного действия. Возникает, когда используется два электрода, которые располагаются под углом 40-60 градусов к поверхности свариваемой детали, дуга возникает между электродами и сваривает металл;
Также существует классификация в зависимости от атмосферы, в которой они возникают:
- Открытый тип. Дуга данного типа горит на воздухе и вокруг нее образовывается газовая фаза, содержащая пары свариваемого материала, электродов и их покрытий;
- Закрытый тип. Горение такой дуги происходит под слоем флюса, в газовую фазу, образовавшуюся вокруг дуги входят пары металла, электрода и флюса;
- Дуга с подачей газов. В горящую дугу подаются сжатые газы – гелий, аргон, углекислый газ, водород и другие различные смеси газов, подаются они для того, чтобы не окислялся свариваемый металл, их подача способствует восстановительной или нейтральной среде. В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;
Также различают по длительности действия – стационарная (для долгого применения) и импульсная (для однократного), по материалу используемого электрода – угольные, вольфрамовые – неплавящиеся электроды и металлические – плавящиеся. Самый распространенный плавящийся электрод – стальной. На сегодняшний день наиболее часто применяется сварка с неплавящимся электродом. Таким образом, виды сварочных дуг разнообразны.
Условия горения
При стандартных условиях, то есть температуре в 25 градусов и давлении в 1 атмосферу газы не способны проводить электрический ток. Для того, чтобы образовалась дуга необходимо, чтобы газы между электродами были ионизированы, то есть имели в своем составе различные заряженные частицы – электроны или ионы (катионы или анионы).
Процесс образования ионизированного газа будет называться ионизацией, а работа, которую необходимо затратить на отрыв электрона у атомной частицы для образования электрона и иона – работой ионизации, которая измеряется в электрон-вольтах и называется потенциалом ионизации.
Какую именно энергию необходимо затратить для отрыва электрона от атома зависит от природы газовой фазы, значения могут быть от 3,5 до 25 эВ. Самый маленький потенциал ионизации имеют металлы щелочной и щелочно-земельной группы – калий, кальций и, соответственно, их химический соединения.
Такими соединениями покрывают электроды, для того, чтобы они способствовали устойчивому существованию и горению сварочной дуги.
Также для возникновения и горения дуги необходима постоянная температура на катод, которая зависит от природы катода, его диаметра, размера и температуры окружающей среды.
Температура электрической дуги поэтому должна быть постоянной и не колебаться, благодаря огромным значениям силы тока температура может достигать 7 тысяч градусов, таким образом, сваркой можно присоединять абсолютно все материалы.
Постоянная температура обеспечивается с помощью исправного источника питания, поэтому его выбор при конструировании сварочного аппарата очень важен, он оказывает влияние на свойства дуги.
Возникновение
Она возникает при быстром замыкании, то есть когда электрод соприкасается с поверхность свариваемого материала, из-за колоссальной температуры поверхность материала расплавляется, а между электродом и поверхность образуется небольшая полоса из расплавившегося материала.
К моменту расхождения электрода и свариваемого материала образуется шейка из материала, которая моментально разрывается и испаряется из-за высокого значений плотности тока. Газ ионизируется и возникает электрическая дуга. Возбудить ее можно с помощью касания или чирканья.
Особенности
Она имеет следующие особенности по сравнению с другими электрическими зарядами:
- Высокая плотность тока, которая достигает нескольких тысяч ампер на квадратный сантиметр, благодаря чему достигается очень высокая температура;
- Неравномерность распределения электрического поля в пространстве между электродами. Вблизи электродов падение напряжения очень велико, когда в столбе – наоборот;
- Огромная температура, которая достигает самых больших значений в столбе из-за высокой плотности тока. При увеличении длины столба температура уменьшается, а при сужении – наоборот увеличивается;
- С помощью сварочных дуг можно получать самые различные вольт-амперные характеристики – зависимости падения напряжения от плотности тока при постоянной длине, то есть установившемся горении. На данный момент существует три вольтамперные характеристики.
Первая – падающая, когда при увеличении силы и ,соответственно, плотности тока, напряжение падает. Вторая- жесткая, когда изменение силы тока никак не влияет на значение величины напряжения итретья – возрастающая, когда при увеличении силы тока напряжение также увеличивается.
Таким образом, сварочную дугу можно назвать самым лучшим и надежным способом скрепления металлических конструкций. Сварочный процесс оказывает большое влияние на сегодняшнюю промышленность, потому что только высокая температура сварочной дуги способна скреплять большинство металлов.
Для получения качественных и надежных швов необходимо правильно и верно учитывать все характеристики дуги, следить за всеми значениями, благодаря этому процедура пройдет быстро и наиболее эффективно. Также необходимо учитывать свойства дуги: плотность тока, температуру и напряжение.
Поделись с друзьями
0
0
0
0
Сварочная дуга: что это, температура и строение, особенности и характеристики

Современная промышленная сфера подразумевает под собой сварочные процессы, которые используются в разных направлениях.
Для того чтобы провести эту работу качественно, надежно, быстро и без затрат особых усилий, необходимо разобраться в понятии сварочная дуга – что это такое, каковы её особенности и другие моменты, пригодившиеся в работе.
Что собой представляет сварочная дуга?
Сварочная дуга представляет собой электрический разряд с высокой мощностью и большой длительностью, проходящий между электродами под напряжением в газовых смесях.
Характеризуется рассматриваемый элемент для сварки повышенной температурой, плотностью тока, за счет чего механизм может расплавить любой металл с температурой плавления больше, чем 3000 градусов.
Кроме этого данная деталь в сварочном инструменте выступает газовым проводником, c помощью которого преобразовывается тепловая энергия из электрической. Электрический заряд, в свою очередь, – это прохождение тока под напряжением сквозь газы.
Способы зажигания сварочной дуги. Можно выделить несколько основных типов электрического заряда, при помощи которого происходит процесс горения:
- Тлеющий.
Можно возникнуть из-за низкого давления. Используется для процесса освещения в люминесцентной лампе и плазменного экрана. - Искровой.
Появляется, после того, как давление сравняется с атмосферным. Имеет прерывистую форму. Механизм действия можно сравнить с молнией. Эксплуатируется для розжига двигателя внутреннего сгорания. - Дуговой.
Используется во время сварочных работ либо для простого освещения. Имеет непрерывистую форму, появляется за счет атмосферного давления. - Коронный.
Появляется в случае, если электрод структурно шероховатый, неоднородный, дополнительного электрода нет, иными словами появляется струйка. Используются для очистки газовой смеси от грязи и других инородных предметов.
Итог
Исходя из всего сказанного, можно сделать вывод, что при сварке дуговой металлические конструкции скрепляются надежнее всего. Сварочные работы сильно влияют на промышленную сферу сегодняшнего дня, из-за возможности под высокой температурой сварочной дуги припаивать различные материалы друг к другу.
Чтобы получить качественный и надежный шов нужно задействовать силы, действующие в сварочной дуге, изучить всю её характеристику, понимать каждое значение плотности тока, температуры, напряжения, что даст возможность провести процедуру быстро и без трудностей.
Сварочная дуга: все, что вы хотели знать

Уже более полувека сварка является одним из важнейших ремесел для человека. Благодаря сварочному аппарату строятся космические корабли, функционируют заводы, и для многих умельцев сварка превратилась в хобби. Но даже самый технологичный сварочный аппарат не принесет желаемого результата без стабильной сварочной электрической дуги и ее качественных характеристик.
Электрическая сварочная дуга позволяет надежно сварить даже самые сложные конструкции из металла. Чтобы получить качественные сварные швы нужно учесть все ее характеристики, знать особенности и строение дуги.
Дополнительно важно учитывать температуру и напряжение дуги при ручной дуговой сварке.
Из этой статьи вы узнаете, что такое сварочная дуга и сущность протекающих в ней процессов, научитесь применять полученные знания на практике.
Сварочная дуга: определение
Итак, что такое сварочная дуга и каковы ее характеристики? Электроды, находящиеся под напряжением в смеси газов и паров, формируют мощный разряд. Что называется электрическим разрядом? Разряд — это результат прохождения электрического тока через газ. Ну а результат всего процесса в целом называют сварочной дугой.
Сварочная дуга и ее свойства отличаются большой температурой и плотностью тока, поэтому дуга способна расплавить практически любой металл. Говоря более простыми словами, сварочная дуга является отличным проводником, преобразующим получаемую электрическую энергию в тепловую. За счет этой тепловой энергии и плавится металл.
Суть и строение дуги
Суть сварочной дуги крайне проста. Давайте разделим процесс на несколько пунктов:
- Сначала электрический ток проходит через катодную и анодную область и проникает в газовую среду. Формируется электрический разряд с сильным свечением.
- Образуется дуга. Температура сварочной дуги может доходить до 10 тысяч градусов по Цельсию, а этого достаточно, чтобы расплавить практически любой материал.
- Затем ток с дуги переходит на свариваемый металл. Вот и все ее характеристики.
Свечение и температура разряда настолько сильны, что могут нанести ожоги и лишить сварщика зрения. Поэтому мастера используют сварочные маски, защитные перчатки и костюм. Ни в коем случае не занимайтесь сваркой без надлежащей защиты.
Строение сварочной дуги представлено на картинке ниже.
В области катода и анода во время горения дуги образуются пятна, где температура достигает своего предела. Именно через анодные и катодные области проходит электрический ток, при этом в этих областях напряжение значительно падает, а на столбе напряжения сварочной дуги сохраняется, поскольку столб располагается между анодом и катодом.
Многие новички спрашивают, как измерить длину дуги. Достаточно посмотреть на катодную и анодную область, а также на сварочный столб. Их совокупность и называется длинной сварочной дуги. Средняя длина составляет 5 миллиметров. В этом случае температура получаемой тепловой энергии оптимальна и позволяет выполнить большинство сварочных работ.
Теперь, когда мы узнали, что сварочная дуга представляет собой, обратимся к разновидностям.
Виды сварочной дуги
Сварочная дуга и ее характеристики могут отличаться по прямому и косвенному действию сварочного тока, а также по атмосфере, в которой они формируются. Давайте разберем эту тему подробнее.
Прямое действие сварочной дуги характеризуется особым направлением тока.
Электрод располагается почти параллельно свариваемой поверхности и при этом дуга формируется под углом в 90 градусов. Электрическая сварочная дуга и ее характеристики могут быть и косвенного действия. Она может формироваться лишь с использованием двух электродов, расположенным под углом над поверхностью свариваемой детали. Здесь так же возникает сварочная дуга и металл плавится.
Как мы писали выше, сварочные дуги также делятся по атмосфере, в которой формируются. Вот их краткая классификация:
- Открытая среда. В открытой среде (атмосфере) дуга формируется за счет кислорода из воздуха. Вокруг нее образуется газ, содержащий пары свариваемого металла, выбранного электрода и его покрытия. Это самая распространенная среда при дуговой сварке.
- Закрытая среда. В закрытой среде дуга горит под толстым слоем защитного флюса при этом так же формируется газ, но содержащий не только пары металла и электрода, а еще и пары флюса.
- Газовая среда. Дугу поджигают и подают один из видов сжатого газа (это может быть гелий или водород). Дополнительная подача сжатого газа также защищает свариваемые детали от окисления, газы формируют нейтральную среду. Здесь, как и в остальных случаях, формируется газ, который содержит пары металла, электрода и сжатый газ, который сварщик дополнительно подает во время горения дуги.
Еще сварочные дуги могут быть стационарными и импульсными. Стационарные используют для долгой кропотливой работы без необходимости частого перемещения дуги. А импульсную используют для быстрой однократной работы.
Также сварочная дуга и ее характеристики могут косвенно классифицироваться по виду используемого в работе электрода (например, угольного или вольфрамового, плавящегося и неплавящегося).
Опытные сварщики чаще всего используют неплавящийся электрод, чтобы лучше контролировать качество получаемого сварного соединения.
Как видите, процесс сварки простой сварочной дугой может иметь множество особенностей, и их нужно учитывать в своей работе.
При каких условиях горит дуга
В обычном цеху или в вашем гараже средняя температура составляет 20 градусов по Цельсию, а давление не превышает одной атмосферы. В таких условиях газ практически не способен проводить электрический ток и тем самым формировать дугу. Для решения этой проблемы нужно добавить ионы в образующиеся газы. Вот что называют ионизацией профессиональные мастера.
Также в катодной области нужно постоянно поддерживать постоянную температуру. Это необходимо, чтобы дуга возникла и поддерживала горение. Но поскольку именно в области катода и анода температура может снижаться быстрее, у многих новичков возникает масса проблем.
Кроме того, температура области катода может сильно варьироваться в зависимости от температуры в помещении, где проходит сварочный процесс. Проблем можно избежать, если следить за исправностью источника питания и стабильностью подачи электричества (особенно важный момент для домашних сварщиков с нестабильным напряжением в бытовой электросети).
Все это оказывает большое влияние на свойства сварочной дуги и сущность протекающих в ней процессов.
Особенности дуги
Сварочная дуга и ее характеристики обладают рядом особенностей, которые нужно учитывать в своей работе:
- Как мы неоднократно говорили, у дуги очень высокая температура. Она достигается за счет большой плотности электрического тока (плотность может достигать тысячи ампер на квадратный сантиметр). По этой причине важно правильно настроить аппарат и быть осторожным при сварке тонких металлов.
- Электрическое поле неравномерно распределяется между электродами, если их используется две штуки. При этом в сварочном столбе напряжение практически не меняется, а вот в катодной области это напряжение заметно снижается, что может привести к ухудшению качества шва.
- В сварочном столбе, в свою очередь, наблюдается самый высокий показатель температуры, чего нельзя сказать о других частях дуги. Учтите, что если вам необходимо увеличить длину дуги, то вы скорее всего потеряете часть этой температуры. Этот показатель особенно важен при сварке металлов с высокой температурой плавления.
Еще с помощью выбора плотности тока можно регулировать падение напряжения сварочной дуги. Чем выше плотность тока, тем выше вероятность, что напряжение сварочной дуги упадет.
Но бывают случаи, когда от нарастающей силы тока напряжение сварочной дуги увеличивается. Чтобы контролировать этот процесс понадобится некоторый опыт. Не бойтесь экспериментировать, если вам позволяет работа.
Это были основные свойства сварочной дуги, на которые следует обратить внимание.
Pereosnastka.ru

Электрическая дуга и ее свойства
Категория:
Сборка металлоконструкций
Электрическая дуга и ее свойства
Электрическая дуга представляет собой длительный электрический разряд, происходящий в газовом промежутке между двумя проводниками — электродом и свариваемым металлом при значительной силе тока.
Непрерывно возникающая под действием стремительного потока положительных и отрицательных ионов и электронов в дуге ионизация воздушной прослойки создает необходимые условия для продолжительного устойчивого горения сварочной дуги.
Рис. 1. Электрическая дуга между металлическим электродом и свариваемым металлом: а — схема дуги, б — график напряжений дуги длиной 4 мм; 1 — электрод, 2 — ореол пламени, 3 — столб дуги, 4 — свариваемый металл, 5 — анодное пятно, 6 — расплавленная ванна, 7 — кратер, 8 — катодное пятно; h — глубина проплавления в дуге, А — момент зажигания дуги, Б — момент устойчивого горения
Дуга состоит из столба, основание которого находится в углублении (кратере), образующемся на поверхности расплавленной ванны. Дуга окружена ореолом пламени, образуемым парами и газами, поступающими из столба дуги.
Столб имеет форму конуса и является основной частью дуги, так как в нем сосредоточивается основное количество энергии, соответствующее наибольшей плотности проходящего через дугу электрического тока.
Верхняя часть столба, расположенная на электроде 1 (катоде), имеет небольшой диаметр и образует катодное пятно 8. Через катодное пятно излучается наибольшее количество электродов.
Основание конуса столба дуги расположено на свариваемом металле (аноде) и образует анодное пятно. Диаметр анодного пятна при средних значениях сварочного тока больше диаметра катодного пятна примерно в 1,5 … 2 раза.Для сварки применяют постоянный и переменный ток. При использовании постоянного тока минус источника тока подключают к электроду (прямая полярность) или к свариваемому изделию “”{обратная полярность).
Обратную полярность применяют в тех случаях, когда нужно уменьшить выделение теплоты на свариваемом изделии: при сварке тонкого или легкоплавкого металла, чувствительных к перегреву легированных, нержавеющих и высокоуглеродистых сталей, а также при пользовании некоторыми видами электродов.
Выделяя большое количество теплоты и имея высокую темпе-оатуру. электрическая дуга вместе с тем дает очень сосредоточенный нагрев металла. Поэтому металл во время сварки остается сравнительно мало нагретым уже на расстоянии нескольких сантиметров от сварочной дуги.
Действием дуги металл расплавляется на некоторую глубину h называемую глубиной проплавления или проваром.
Возбуждение дуги происходит при приближении электрода к свариваемому металлу и замыкании им сварочной цепи накоротко. Благодаря высокому сопротивлению в точке соприкосновения электрода с металлом конец электрода быстро нагревается и начинает излучать поток электронов. Когда конец электрода быстро отводят от металла на расстояние 2…4 мм, возникает электрическая дуга.
Напряжение в дуге, т. е. напряжение между электродом и основным металлом, зависит в основном от ее длины. При одном и том же токе напряжение в короткой дуге ниже, чем в длинной.
Это обусловлено тем, что при длинной дуге сопротивление ее газового промежутка больше. Возрастание же сопротивления в электрической цепи при постоянной силе тока требует увеличения напряжения в цепи.
Чем выше сопротивление, тем выше должно быть и напряжение для того, чтобы обеспечить прохождение в цепи того же тока.
Дуга между металлическим электродом и металлом горит при напряжении 18… 28 В. Для возбуждения дуги требуется более высокое напряжение, чем то, которое необходимо для поддержания ее нормального горения.Это объясняется тем, что в начальный момент воздушный промежуток еще недостаточно нагрет и необходимо придать электронам большую скорость для расцепления молекул и атомов воздуха.
Этого можно достичь только при более высоком напряжении в момент зажигания дуги.
График изменения тока I в дуге при ее зажигании и устойчивом горении (рис. 1, б) называется статической характеристикой дуги и соответствует установившемуся горению дуги. Точка А характеризует момент зажигания дуги.
Напряжение дуги V быстро падает по кривой АБ до нормальной величины, соответствующей в точке Б устойчивому горению дуги.
Дальнейшее увеличение тока (вправо от точки Б) увеличивает нагрев электрода и скорость его плавления, но не оказывает влияния на устойчивость горения дуги.
Устойчивой называется дуга, горящая равномерно, без произвольных обрывов, требующих повторного зажигания. Если дуга горит неравномерно, часто обрывается и гаснет, то такая дуга называется неустойчивой. Устойчивость дуги зависит от многих причин, основными из которых являются род тока, состав покрытия электрода, вид электрода, полярность и длина дуги.
При переменном токе дуга горит менее устойчиво, чем при постоянном. Это объясняется тем, что в тот момент, когда ток п, дает до нуля, ионизация дугового промежутка уменьшается и дуга может гаснуть.
Чтобы повысить устойчивость дуги переменного тока, приходится наносить на металлический электрод ио-крытия.Пары элементов, входящих в покрытие, повышают ионизацию дугового промежутка и тем способствуют устойчивому горению дуги при переменном токе.
Длину дуги определяют расстоянием между торцом электрода и поверхностью расплавленного металла свариваемого изделия. Обычно нормальная длина дуги не должна превышать 3…4 мм для стального электрода. Такая дуга называется короткой.
Короткая дуга горит устойчиво и при ней обеспечивается нормальное протекание процесса сварки. Дуга длиной больше 6 мм называется длинной. При ней процесс плавления металла электрода идет неравномерно.
Стекающие с конца электрода капли металла в этом случае в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво.
При длинной дуге понижается производительность сварки, увеличивается разбрызгивание металла и количество мест непровара или неполного сплавления наплавленного металла с основным.
Перенос электродного металла на изделие при дуговой сварке плавящимся электродом является сложным процессом.
После зажигания дуги (положение /) на поверхности торца электрода образуется слой расплавленного металла, который под действием сил тяжести и поверхностного натяжения собирается в каплю (положение //).
Капли могут достигать больших размеров и перекрывать столб дуги (положение III), создавая на непродолжительное время короткое замыкание сварочной цепи, после чего образовавшийся мостик из жидкого металла разрывается, дуга возникает вновь, и процесс каплеобразования повторяется.
Размеры и количество капель, проходящих через дугу в единицу времени, зависят от полярности и силы тока, химического состава и физического состояния металла электрода, состава покрытия и ряда других условий.Крупные капли, достигающие 3…4 мм, обычно образуются при сварке непокрытыми электро-дами, мелкие капли (до 0,1 мм)—при сварке покрытыми электл родами и большой силе тока.
Мелкокапельный процесс обеспечивает стабильность горения дуги и благоприятствует условиям переноса в дуге расплавленного металла электрода.
Рис. 2. Схема переноса металла с электрода на свариваемый металл
Рис. 3. Отклонение электрической дуги магнитными полями (а—ж)
Сила тяжести может способствовать или препятствовать переносу капель в дуге. При потолочной и частично при вертикальной сварке сила тяжести капли противодействует переносу ее на изделие. Но благодаря силе поверхностного натяжения жидкая ванна металла удерживается от вытекания при сварке в потолочном и вертикальном положениях.
Прохождение электрического тока по элементам сварочной цепи, в том числе по свариваемому изделию, создает магнитное поле, напряженность которого зависит от силы сварочного тока. Газовый столб электрической дуги является гибким проводником электрического тока, поэтому он подвержен действию результирующего магнитного поля, которое образуется в сварочном контуре.
В нормальных условиях газовый столб дуги, открыто горящей в атмосфере, расположен симметрично оси электрода. Под действием электромагнитных сил происходит отклонение дуги от оси электрода в поперечном или продольном направлении, что по внешним признакам подобно смещению факела открытого пламени при сильных воздушных потоках. Это явление называют магнитным дутьем.
Присоединение сварочного провода в непосредственной близости к дуге резко снижает ее отклонение, так как собственное круговое магнитное поле тока оказывает равномерное воздействие на столб дуги. Подвод тока к изделию в отдалении от Дуги приведет к отклонению ее вследствие сгущения силовых линий кругового магнитного поля со стороны токопровода.
Что такое сварочная дуга ее определение
Сварочной дугой называют большой по продолжительности и выделяемой энергии электроразряд между электродами с разницей потенциалов, происходящий в газовой среде.
Ввиду высокой плотности электрического тока металл, через который он протекает, быстро нагревается — сначала до температуры пластичности и далее до температуры плавления. Максимальная температура, теоретически достижимая в электрической дуге — до 7000 °С.
На практике она позволяет плавить металлы с температурой плавления свыше 3000 °С, включая вольфрам.
С точки зрения теории электроцепей, электрическая дуга представляет собой проводник, состоящий из ионизированного газа. При протекании по нему тока выделяется большое количество тепловой энергии.
Различают несколько типов электроразряда:
- Тлеющий. Низкоэнергетический разряд относительно слабым током при пониженном давлении газа, используется в люминесцентных светильниках и плазменных экранах.
- Искровой. Возбуждается при нормальном давлении, имеет прерывистую форму. К таким разрядам относиться молния и искра зажигания в автомобильном двигателе.
- Дуговой. Постоянный разряд при обычном давлении. Используется при электросварки, для дуговых ламп.
- Коронный. Возбуждается на неоднородной поверхности между участками с разным потенциалом.
Коронный разряд используется при очистке газов от пылевых загрязнений.
Чем определяется мощность сварочной дуги
Мощность дуги определяет производительность сварочных работ и толщину соединяемых заготовок. Сама мощность зависит то следующих факторов:
- Длина сварочной электродуги. Определяет количество тепла, выделяющегося при горении. При большей длине мощность возрастает, и наоборот.
- Сила тока. Большая сила тока позволяет не погаснуть более длинной дуге.
- Напряжение. В небольшом диапазоне повышение напряжения также приводит к росту мощности.
Повышение напряжения применяется редко, в специфических узкопрофессиональных случаях. В рядовых условиях оперируют силой тока.
Продолжительность разряда
В практических применениях чаще используется непрерывный режим разряда. Однако импульсный режим также распространен. Его используют при контактной сварке.
Сварка заготовок проводится не сплошным швом, а в нескольких точках. Такое соединение не обеспечивает герметичности, но обладает достаточной прочностью для выполнения тонкостенных конструкций, таких, как корпуса бытовой техники, различных приборов и установок, корпуса автомобилей.
Процесс осуществляется неплавящимся массивным электродом, который с большой силой прижимается к заготовке. Через электрод пропускается кратковременный ток очень большой силы — до нескольких тысяч ампер. В месте контакта металл обеих заготовки расплавляется, а по окончании импульса охлаждается и кристаллизуется как единое целое.
Далее электрод (или заготовка) перемещается вдоль линии шва к новой точке, прижимается к ней и подается новый импульс.Электроды-ролики для контактной сварки
Существует разновидность такого метода, позволяющая получать и герметичные соединения. Электрод в этом случае выполняется в виде ролика, катящегося по поверхности заготовки. Импульсы подаются с небольшими промежутками, зоны оправления вдоль линии качения частично перекрываются и образуют сплошной материал шва. Такая технология применяется при автоматической сварке трубопроводов.
Температурные зоны
Независимо от того, какой электрод применяется — плавкий или неплавкий — в центре дугового столба наблюдается самая высокая температура — до 7000 °С.
Зоны пониженной температуры сварочной дуги располагаются в районах анодного и катодного пятна, но в них выделяется до двух третей всей энергии. Это центры излучения в инфракрасной части спектра.
Зона максимальной температуры является источником излучения в ультрафиолетовом спектре, наиболее вредного для здоровья человека.
При использовании для сварных работ переменного тока понятие полярности теряет свой смысл. Анод и катод меняются местами 50 или 60 раз в секунду.
Дуговая сварка под слоем флюса
При работе переменным током применяется очень простое оборудование и меньше риск «залипания» электрода.
Однако стабильность дуги в таких сварочных источниках очень сильно зависит от стабильности электроснабжения. Их работа также вызывает броски напряжения в электросети.
Вольт амперная характеристика
График, выражающий, как напряжение зависит от изменения тока, называют вольтамперной характеристикой дуги.
В условиях неизменной длины столба и постепенном росте тока график разделяется на три основные зоны. В первой, называемой «нисходящая», с ростом тока напряжение немного снижается.
Эта зона соответствует процессам, происходящим при ручной сварке. Во второй – при росте тока напряжение остается стабильным.
Эта часть характеристики применяется при полуавтоматической сварке с применением механической подачи сварочной проволоки.
И наконец, третья область, именуемая «восходящая» используется при автоматической сварке, в ней напряжение растет с повышением тока.Дуговая сварка плавящимся электродом
При ручной сварке начальные значения на кривой соответствуют режиму холостого хода источника. Когда сварщик разжигает дугу, напряжение снижается вплоть до достижения участка стабилизации, такое напряжение сохраняется во время всей операции.
Область применения
Сварочная дуга используется в ручной электродуговой сварке, ставшей надежным помощником профессионалов и домашних мастеров. В ручной сварке используются плавкие электроды, обмазанные флюсовым составом.
В процессе сварки материал стержня плавится, формируя материал шва, а обмазка при сгорании выделяет облако газов, защищающих сварочную ванну от воздействия кислорода.
Ручная сварка используется как при работе с обычными нелегированными конструкционными сталями, так и в уникальных операциях по сварке нержавеющих, высоколегированных сплавов и цветных металлов.
Такая же дуга применяется и в установках — полуавтоматах. В них вместо электрода применяется сварочная проволока, подающаяся механическим устройством с постоянной скоростью.
Инертные газы нагнетаются в рабочую зону через сопло горелке. Эта технология отличается оптимальным расходом сварочных материалов и высокой стабильностью параметров шва.
Ввиду дороговизны оборудования экономически эффективна при больших объемах сварочных работ.
Автоматическая сварка осуществляется в специальных герметично закрытых объемах, заполненных инертным газом. Ее используют при сварочных работах с цветными металлами, особо ответственных операциях с нержавеющими сплавами.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Дуга электрическая Википедия
 Электрическая дуга в воздухе (лестница Иакова,трансформатор на 2кВ 0,5А)
Электрическая дуга в воздухе (лестница Иакова,трансформатор на 2кВ 0,5А)Электри́ческая дуга́ (во́льтова дуга́
, дугово́й разря́д) — один из видов электрического разряда в газе.Впервые была описана в 1802 году русским учёным В. Петровым в книге «Известие о гальвани-вольтовских опытах посредством огромной батареи, состоявшей иногда из 4200 медных и цинковых кружков» (Санкт-Петербург, 1803). Электрическая дуга является частным случаем четвёртой формы состояния вещества — плазмы — и состоит из ионизированного, электрически квазинейтрального газа. Присутствие свободных электрических зарядов обеспечивает проводимость электрической дуги.
Физические явления[ | ]
Электрическая дуга между двумя электродами в воздухе при атмосферном давлении образуется следующим образом:
При увеличении напряжения между двумя электродами до определённого уровня в воздухе между электродами возникает электрический пробой. Напряжение электрического пробоя зависит от расстояния между электродами и других факторов. Потенциал ионизации первого электрона атомов металлов составляет приблизительно 4,5 — 5 В, а напряжение дугообразования — в два раза больше (9 — 10 В). Требуется затратить энергию на выход электрона из атома металла одного электрода и на ионизацию атома второго электрода. Процесс приводит к образованию плазмы между электродами и горению дуги (для сравнения: минимальное напряжение для образования искрового разряда немногим превышает потенциал выхода электрона — до 6 В).
Для инициирования пробоя при имеющемся напряжении электроды приближают друг к другу. Во время пробоя между электродами обычно возникает искровой разряд, импульсно замыкая электрическую цепь. Электроны в искровых разрядах ионизируют молекулы в воздушном промежутке между электродами. При достаточной мощности источника напряжения в воздушном промежутке образуется достаточное количество плазмы для значительного падения напряжения пробоя или сопротивления воздушного промежутка. При этом искровые разряды превращаются в дуговой разряд — плазменный шнур между электродами, являющийся плазменным тоннелем. Возникающая дуга является, по сути, проводником и замыкает электрическую цепь между электродами. В результате средний ток увеличивается ещё больше, нагревая дугу до 5000-50000 K. При этом считается, что поджиг дуги завершён. После поджига устойчивое горение дуги обеспечивается термоэлектронной эмиссией с катода, разогреваемого током и ионной бомбардировкой.
После поджига дуга может оставаться устойчивой при разведении электрических контактов до некоторого расстояния.
Взаимодействие электродов с плазмой дуги приводит к их нагреву, частичному расплавлению, испарению, окислению и другим видам коррозии.
При эксплуатации высоковольтных электроустановок, в которых при коммутации электрической цепи неизбежно появление электрической дуги, борьба с
ЛЕКЦИЯ_5
ЛЕКЦИЯ 5
ЭЛЕКТРИЧЕСКАЯ ДУГА
Зависимость падения напряжения на разрядном промежутке от тока электрического разряда в газах приведена на рис. 1.
Участок I кривой – область тлеющего разряда, характеризуется высоким падением напряжения у катода (200÷250В) и малым током (до 0,1А). С ростом тока падение напряжения на разрядном промежутке возрастает до 300÷400 В. Участок II – область перехода тлеющего разряда в дуговой. Участок III – дуговой разряд. Характеризуется малым падением напряжения у электродов (10÷15 В) и большой плотностью тока (до 100 кА/см2). С ростом тока напряжение на дуговом промежутке падает, а затем не меняется. |
Рис.1. Вольт-амперная характеристика электрического разряда в газах |
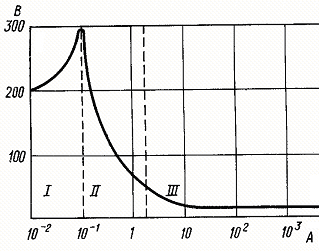
Электрическая дуга сопровождается высокой температурой. Поэтому дуга – явление не только электрическое, но и тепловое. В обычных условиях воздух хороший изолятор. Для пробоя 1см воздушного промежутка требуется напряжение 30кВ. Чтобы воздушный промежуток стал проводником, необходимо создать в нем определенную концентрацию заряженных частиц: свободных электронов и положительных ионов. Процесс отделения от нейтральной частицы электронов и образования свободных электронов и положительно заряженных ионов называется ионизацией. Ионизация газа происходит под действием высокой температуры и электрического поля. Для дуговых процессов в электрических аппаратах наибольшее значение имеют процессы у электродов (термоэлектронная и автоэлектронная эмиссии) и процессы в дуговом промежутке (термическая и ударная ионизация).
Термоэлектронной эмиссией называется испускание электронов с накаленной поверхности. При расхождении контактов резко возрастают переходное сопротивление контакта и плотность тока в площадке контактирования. Площадка разогревается, расплавляется и образуется контактный перешеек из расплавленного металла. Перешеек при дальнейшем расхождении контактов разрывается и происходит испарение металла контактов. На отрицательном электроде образуется раскаленная площадка (катодное пятно), которая служит основанием дуги и очагом излучения электронов. Термоэлектронная эмиссия является причиной возникновения электрической дуги при размыкании контактов. Плотность тока термоэлектронной эмиссии зависит от температуры и материала электрода.
Автоэлектронной эмиссией называется явление испускания электронов с катода под воздействием сильного электрического поля. При разомкнутых контактах к ним приложено напряжение сети. При замыкании контактов, по мере приближения подвижного контакта к неподвижному растет напряженность электрического поля между контактами. При критическом расстоянии между контактами напряженность поля достигает 1000 кВ/мм. Такой напряженности электрического поля достаточно для вырывания электронов из холодного катода. Ток автоэлектронной эмиссии мал служит только началом дугового разряда.
Таким образом, возникновение дугового разряда на расходящихся контактах объясняется наличием термоэлектронной и автоэлектронной эмиссий. Возникновения электрической дуги при замыкании контактов происходит по причине автоэлектронной эмиссия.
Ударной ионизацией называется возникновение свободных электронов и положительных ионов при столкновении электронов с нейтральной частицей. Свободный электрон разбивает нейтральную частицу. В результате получатся новый свободный электрон и положительный ион. Новый электрон, в свою очередь, ионизирует следующую частицу. Чтобы электрон мог ионизировать частицу газа, он должен двигаться с определенной скоростью. Скорость электрона зависит от разности потенциалов на длине свободного пробега. Поэтому обычно указывается не скорость движения электрона, а минимальную разность потенциалов на длине свободного пути, чтобы электрон приобрел необходимую скорость. Эта разность потенциалов называется потенциал ионизации. Потенциал ионизации газовой смеси определяется самым низким из потенциалов ионизации входящих в газовую смесь компонентов и мало зависит от концентрации компонентов. Потенциал ионизации для газов составляет 13÷16В (азот, кислород, водород), для паров металла примерно в два раза ниже: 7,7В для паров меди.
Термическая ионизация происходит под воздействием высокой температуры. Температура ствола дуги достигает 4000÷7000 К, а иногда 15000 К. При такой температуре резко возрастает количество и скорость движущихся частиц газа. При столкновении атомы и молекулы разрушаются, образуя заряженные частицы. Основной характеристикой термической ионизации является степень ионизации, представляющая собой отношение числа ионизированных атомов к общему числу атомов в дуговом промежутке. Поддержание возникшего дугового разряда достаточным числом свободных зарядов обеспечивается термической ионизацией.
Одновременно с процессами ионизации в дуге происходят обратные процессы деионизации – воссоединения заряженных частиц и образование нейтральных молекул. При возникновении дуги преобладают процессы ионизации, в устойчиво горящей дуге процессы ионизации и деионизации одинаково интенсивны, при преобладании процессов деионизации дуга гаснет.
Деионизация происходит главным образом за счет рекомбинации и диффузии. Рекомбинацией называется процесс, при котором различно заряженные частицы, приходя в соприкосновение, образуют нейтральные частицы. Диффузия заряженных частиц представляет собой процесс выноса заряженных частиц из дугового промежутка в окружающее пространство, что уменьшает проводимость дуги. Диффузия обусловлена как электрическими, так и тепловыми факторами. Плотность зарядов в стволе дуги возрастает от периферии к центру. Ввиду этого создается электрическое поле, заставляющее ионы двигаться от центра к периферии и покидать область дуги. В этом же направлении действует и разность температур ствола дуги и окружающего пространства. В стабилизированной и свободно горящей дуге диффузия играет ничтожную роль. В дуге, обдуваемой сжатым воздухом, а также в быстро движущейся открытой дуге деионизация за счет диффузии может по значению быть близкой к рекомбинации. В дуге, горящей в узкой щели или закрытой камере, деионизация происходит за счет рекомбинации.
ПАДЕНИЕ НАПРЯЖЕНИЯ НА ЭЛЕКТРИЧЕСКОЙ ДУГЕ
Падение напряжения вдоль стационарной дуги распределяется неравномерно. Картина изменения падения напряжения Uд и продольного градиента напряжения (падение напряжения на единицу длины дуги) Ед вдоль дуги приведена на рис. 2.
Ход характеристик Uд и Ед в приэлектродных областях резко отличается от хода характеристик на остальной части дуги. У электродов, в прикатодной и прианодной областях, на промежутке порядка 10-3мм имеет место резкое падение напряжения, называемое прикатодным Uк и прианодным Uа. В прикатодной области образуется дефицит электронов из-за высокой их подвижности. В этой области образуется объемный положительный заряд, который обуславливает разность потенциалов Uк, порядка 10÷20В. Напряженность поля в прикатодной области достигает 105В/см и обеспечивает выход электронов с катода за счет автоэлектронной эмиссии. Кроме того, напряжение у катода обеспечивает выделение необходимой энергии для подогрева катода и обеспечения термоэлектронной эмиссии. | Рис. 2. Распределение напряжения на стационарной дуге постоянного тока |
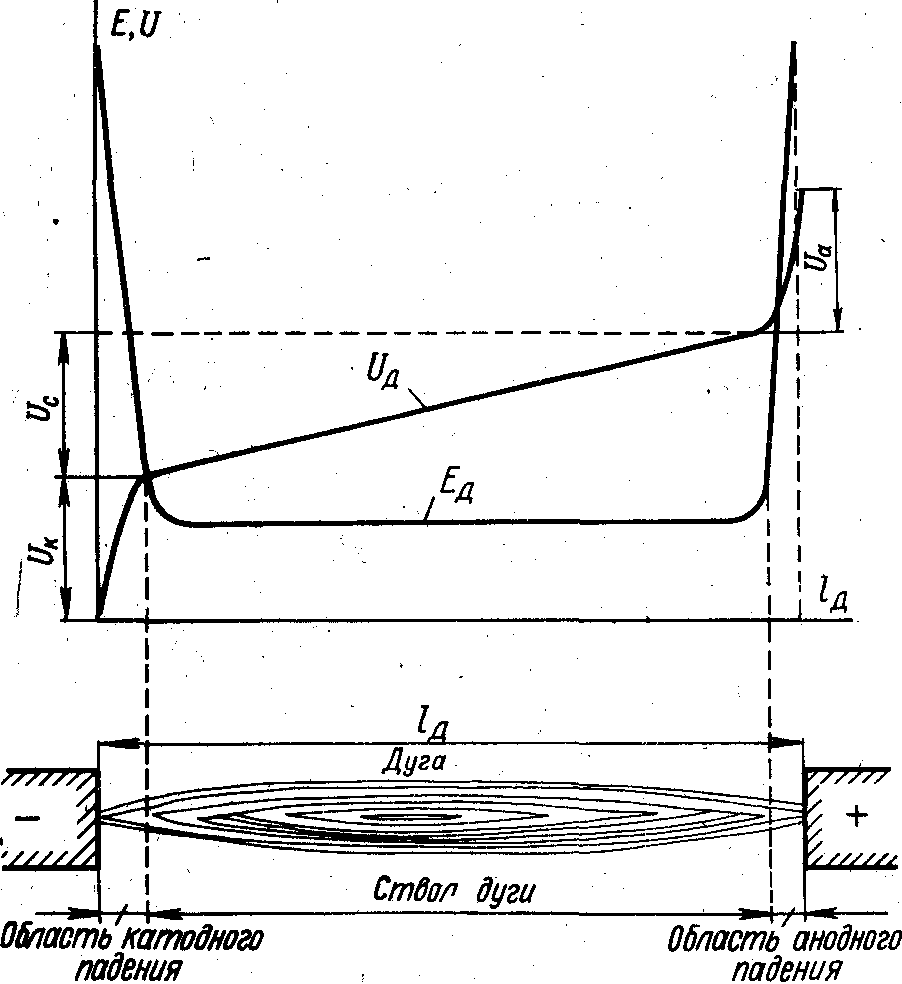
В прианодной области образуется отрицательный объемный заряд, обуславливающий разность потенциалов Uа. Направляющиеся к аноду электроны, ускоряются и выбивают из анода вторичные электроны, которые существуют вблизи анода.
Суммарное значение
прианодного и прикатодного падений
напряжений называют приэлектродным
падением напряжения:  и составляет 20-30В.
и составляет 20-30В.
В остальной части дуги, называемой стволом дуги, падение напряжения Uд прямо пропорционально длине дуги:
 ,
,
где EСТ – продольный градиент напряжения в стволе дуги, lСТ – длина ствола дуги.
Градиент здесь постоянен вдоль ствола. Он зависит от многих факторов и может изменяться в широких пределах, достигая 100÷200 В/см.
Таким образом, падение напряжения на дуговом промежутке:
 .
.
УСТОЙЧИВОСТЬ ЭЛЕКТРИЧЕСКОЙ ДУГИ ПОСТОЯННОГО ТОКА
Чтобы погаситьэлектрическую дугу постоянного тока, необходимо создать условия, при которых в дуговом промежутке процессы деионизации превосходили бы процессы ионизации при всех значениях тока.
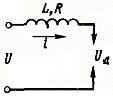
Для цепи (рис. 3),
содержащей сопротивление R, индуктивность L,
дуговой
промежуток с падением напряжения Uд,
источник постоянного тока напряжением U, в переходном режиме ( где При устойчиво
горящей дуге (стационарное состояние
Для погасания дуги
необходимо, чтобы ток в ней все время
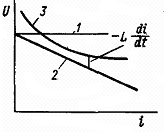
уменьшался. Это означает, что Графическое решение уравнения (3) приведено на рис. 4. Прямая 1 – напряжение источника U, прямая 2 – падение напряжения в сопротивлении (реостатная характеристика), кривая 3 – ВАХ дугового промежутка Uд. |
Рис. 3
Рис. 4
Рис. 5 |
 )
справедливо уравнение Кирхгофа:
)
справедливо уравнение Кирхгофа: ,
(1)
,
(1) – падение напряжения на индуктивности
при изменении тока.
– падение напряжения на индуктивности
при изменении тока. )
выражение (1) принимает вид:
)
выражение (1) принимает вид: .
(2)
.
(2) :
: .
(3)
.
(3)
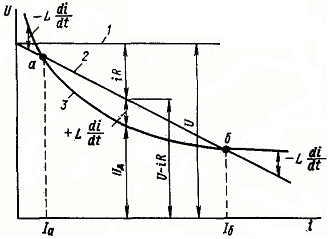
В точках а и б справедливо уравнение (2), значит  .
Здесь имеет место равновесное состояние.
В точке а равновесие неустойчивое, в точке б устойчивое.
.
Здесь имеет место равновесное состояние.
В точке а равновесие неустойчивое, в точке б устойчивое.
При токах  , напряжение
, напряжение  , a
, a  ,
и если по какой-либо причине ток станет
меньше Iа , то он упадет
до нуля – дуга погаснет.
,
и если по какой-либо причине ток станет
меньше Iа , то он упадет
до нуля – дуга погаснет.
Если же по какой-либо
причине ток станет несколько больше Iа,
то будет  , в цепи как бы окажется «избыточное»
напряжение, которое приведет к возрастанию
тока до значения Iб. При любом значении Iа < i < Iб ток в дуге
будет возрастать до значения Iб.
, в цепи как бы окажется «избыточное»
напряжение, которое приведет к возрастанию
тока до значения Iб. При любом значении Iа < i < Iб ток в дуге
будет возрастать до значения Iб.
Между точками а и б величина  .
Рост тока в цепи сопровождается
накоплением электромагнитной энергии.
.
Рост тока в цепи сопровождается
накоплением электромагнитной энергии.
При токе  снова оказывается
снова оказывается  , а
, а  ,
т. е. для поддержания такого значения
тока напряжение U недостаточно. Ток в цепи будет падать
до значения Iб.
Дуга в этой точке будет гореть устойчиво.
,
т. е. для поддержания такого значения
тока напряжение U недостаточно. Ток в цепи будет падать
до значения Iб.
Дуга в этой точке будет гореть устойчиво.
Для погасания дуги
необходимо, чтобы при любом значении
тока соблюдалось условие (3), то есть
ВАХ дуги должна лежать выше характеристики  (рис. 5) на всем своем протяжении и не
иметь с этой характеристикой ни одной
точки соприкосновения.
(рис. 5) на всем своем протяжении и не
иметь с этой характеристикой ни одной
точки соприкосновения.
| Другие результаты | |
| И что мы захотим сделать, так это удалить эти, мы захотим убрать всё, что находится между двумя электродами, иначе может возникнуть электрическая дуга. | |
| Газовое пламя, например, или электрическая дуга землетрясения, вулканы или эоны времени | |
| Британская электрическая ассоциация, как сообщается, заявила, что электрический утюг с угольной дугой появился во Франции в 1880 году, но это считается сомнительным. | |
| Во время вспышки дуги электрическая энергия испаряет металл, который переходит из твердого состояния в газообразное, расширяя его со взрывной силой. | |
| Электрические дуги испытывают отрицательное инкрементное сопротивление, которое вызывает уменьшение электрического сопротивления при увеличении температуры дуги. | |
| Силовая вспышка-это вспышка света, вызванная дуговыми электрическими разрядами от поврежденного электрооборудования, чаще всего оборванных линий электропередач. | |
| Лаборатория ротванга повлияла на многие последующие съемочные площадки своими электрическими дугами, пузырящимися аппаратами и причудливо сложными массивами циферблатов и регуляторов. | |
| OSHA обнаружила, что до 80 процентов ее электрических травм связаны с термическими ожогами из-за дуговых неисправностей. | |
| Каждый слой имеет набор электрических соединений, 25 в типе Б, расположенных по полукруглой дуге. | |
| Первые практические генераторы были основаны на электрических дугах, которые использовались для освещения в 19 веке. | |
| Большинство электрических сетей напряжением 400 В и выше имеют достаточную мощность для возникновения опасности возникновения дуговой вспышки. | |
| Эта ионизация может усиливаться во время электрических бурь, вызывая спонтанные вспышки дуги и приводя к отключению электроэнергии. | |
| Одна из наиболее распространенных причин возникновения дуговых вспышек возникает при включении электрических цепей и, особенно, при срабатывании выключателей. | |
| Как только это происходит, оголенные провода приводят к замыканию, т.е. оставляют после себя четкие небольшие бусинки в какой-либо точке электрической дуги. | |
| LaC2 может быть получен взаимодействием оксида лантана, La2O3, с углеродом в электрической печи или плавлением гранул элементов в дуговой печи. | |
| Генератор был построен Элайху Томсоном в 1892 году путем размещения LC-настроенной цепи параллельно электрической дуге и включал магнитный выброс. | |
| В электрической дуге ПХД генерируют негорючие газы. | |
| Считается, что поломка была вызвана электрической дугой, порожденной движением проводящего троса через магнитное поле Земли. | |
| Первыми улицами Лондона, освещенными электрической дуговой лампой, стали Холборнский виадук и набережная Темзы в 1878 году. | |
| Однако явление дугового взрыва иногда используется для гашения электрической дуги некоторыми типами автоматических выключателей с самовзрывными камерами. | |
| Дуговая вспышка-это свет и тепло, получаемые от электрической дуги, снабженной достаточной электрической энергией, чтобы причинить существенный ущерб, вред, пожар или травму. | |
| Эрнст Лехер в 1888 году показал, что ток через электрическую дугу может быть колебательным. | |
| Для сварки можно использовать множество различных источников энергии, включая газовое пламя, электрическую дугу, лазер, электронный луч, трение и ультразвук. | |
| Оригинальная конструкция XR-5000 в 1983 году имела электроды, расположенные дальше друг от друга, чтобы сделать шумную электрическую дугу между электродами более заметным предупреждением. | |
| Flashtube, также называемый flashlamp, представляет собой электрическую дуговую лампу, предназначенную для получения чрезвычайно интенсивного, некогерентного, полного спектра белого света в течение очень коротких периодов времени. | |
| Электрошокер Х26 создает электрическую дугу между двумя электродами. | |