Флюс для сварки. — Статьи о сварке – «СВАРБИ»
ФЛЮС для сварки. Флюс для сварки используется для получения сварных соединений требуемого качества и защиты расплавленного металла от воздействия кислорода и азота, которые находятся в атмосферном воздухе. Сварка, производящаяся под флюсом, автоматическая и полуавтоматическая, чаще всего применяется для швов, выполняемых в нижнем положении, когда свариваемые детали располагаются встык в одной плоскости, близкой к горизонтальной. Она также широко применяется для наплавки, чтобы восстановить размеры изношенных деталей или сформировать поверхностный слой с необходимыми свойствами.
Чаще всего такой метод сварки используется в кораблестроении, нефтяной и газовой отраслях, а так же на производстве, где стандартное применение обычных сварочных материалов недопустимо или технологически ограничено.
Флюс для сварки — разновидности, преимущества и назначение
Флюс — это неметаллический материал, применяемый в зоне сварки, наплавки, пайки для создания защиты ванны, восстановления окислов, разжижения и понижения температуры шлаков. Кроме этого, этот сварочный материал используют для выполнения металлургических функций по получению шва нужного химического состава.
Кроме этого, этот сварочный материал используют для выполнения металлургических функций по получению шва нужного химического состава.
Для дуговой сварки и наплавки применяют обычно зернистый или порошкообразный флюс. Такой же флюс используют и для электрошлаковой сварки, но с дополнительными специальными свойствами по электропроводности.
Для газовой сварки и пайки в качестве флюсов применяют пасты, порошки и газ.
Особенности и преимущества работы со сварочным флюсом:
- Улучшение условий формирования шва
- Защита расплавленного металла в сварочной ванне
- Устойчивость горения сварочной дуги
- Снижение энергетических затрат на сварку
- Исключение разбрызгивания металла
- Высокая производительность выполнения сварочных швов
- для сварки углеродистых и легированных сталей;
- для сварки высоколегированных сталей;
- для сварки цветных металлов и их сплавов.


ВНИМАНИЕ! Не все марки флюсов, предназначенные для сварки металлов одной из этих групп, можно использовать для сварки металлов и другой марки! Это обязательно прописывается в технических характеристиках флюса.
Флюсы обеспечивают легкую отделяемость шлака и минимальное количество вредных газов и пыли, выделяющихся при сварке.
Марки флюсов обычно указывают наименование разработчика и порядковый номер флюса. Таким образом, флюсы, разработанные ИЭС им. Патона Е.О., имеют буквенную серию «АН» (АН-348А, АН-348АМ, АН-26С, АН-47 и пр.), что обозначает «Академия наук» (в составе которой находится ИЭС им. Патона).
СВАРБИ — поставщик сварочного флюса
Компания СВАРБИ предлагает сварочный флюс для автоматической сварки от следующих известных производителей:
Мы предлагаем Вам лучший выбор и лучшие цены!
Что такое сварочный флюс
Часть сварочных работ необходимо выполнять в защищенной среде.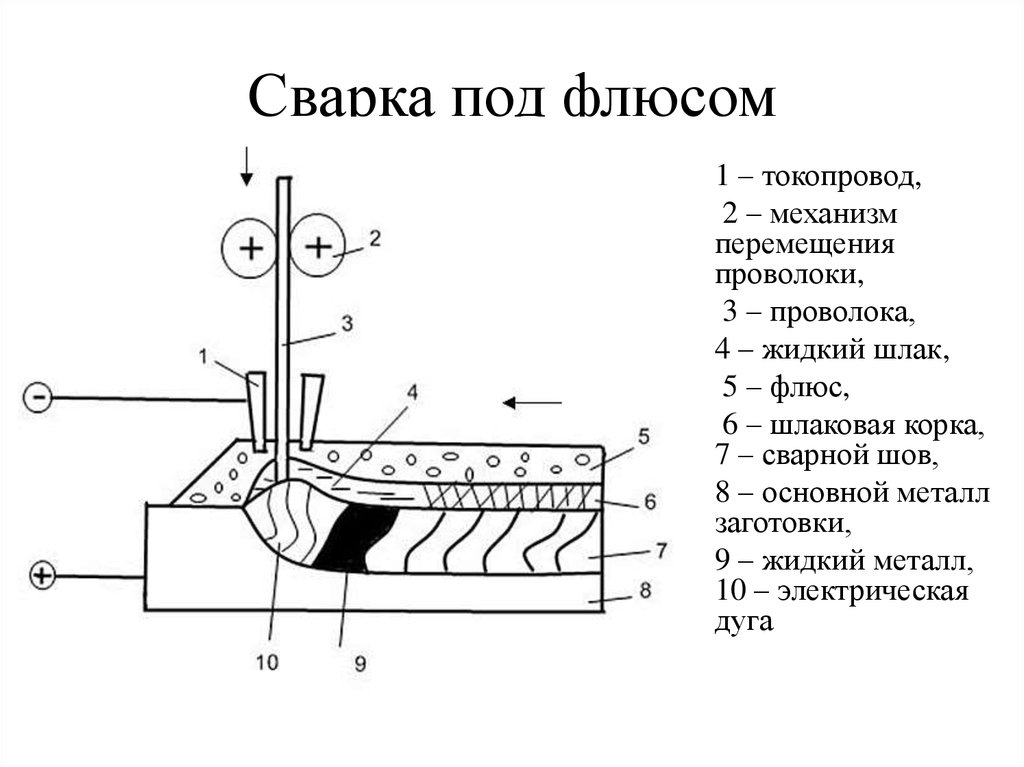 Изолировать рабочую зону позволяют флюсы. Они отличаются по составу и предназначены для работы с определенными видами металлов. Правильный выбор флюса – необходимое условия для формирования качественного сварного шва.
Изолировать рабочую зону позволяют флюсы. Они отличаются по составу и предназначены для работы с определенными видами металлов. Правильный выбор флюса – необходимое условия для формирования качественного сварного шва.
Что такое флюс в сварке и для чего он нужен
Сварочный флюс – это материал, применяемый в сварочных работах с целью изоляции зоны сварки от атмосферного воздуха. Благодаря применению материала обеспечивается стабильное горение дуги, беспроблемное формирование поверхности сварного шва, а наплавленный материал получает предопределенные свойства. К примеру, при выполнении кузнечных работ, в полуавтоматической и газосварке используются хлориды, фториды, борная кислота и бура. Они создают жидкую защитную среду, которая активно растворяет оксиды.
Снизить негативное воздействие таких процессов удается при помощи инертных газов или жидкости, которые изолируют рабочую зону и предотвращают попадания атмосферного воздуха к точкам соединения металлов. Неметаллические композитные соединения – флюсы – и предназначены для создания именно такой защитной среды.
Применение флюса в процессе работы дает весомые преимущества, а именно:
- Обеспечивается интенсивное плавление металлов. Такой эффект достигается как при электродуговой, так и при газовой сварке. В первом случае за счет более эффективного использования силы потребляемого тока, а во втором – за счет более высокой концентрации активного газа в рабочей зоне. Благодаря использованию флюса отпадает необходимость в обязательной разделке кромок свариваемых заготовок.
- Флюс помогает избежать угара металла – потерь расплава в результате окислительных процессов и его испарения от высокой температуры.
- Дуга при условии применения флюса горит более стабильно, что имеет критически важное значение при формировании сварных швов сложной конфигурации.
- Из-за снижения потерь электрического тока, который расходуется на прогрев рабочей поверхности, существенно повышается КПД установки.
- Присадочный материал расходуется экономно.
- Флюс частично экранирует излучение плазменной сварочной дуги, что в некоторой степени облегчает условия работы сварщика.

Условия использования и недостатки
Флюс был разработан для оптимизации и стабилизации металлургических процессов, которые протекают во время сваривания металлов. В то же время он никак не должен понижать производительность электродов, а лучше всего, если будет способствовать ее увеличению. Для этого материал должен соответствовать некоторым требованиям:
- Флюс не должен реагировать с расплавом металла или сердечником электрода.
- Сварная ванна должна быть изолированной все время, на протяжении которого выполняются сварочные работы.
Остатки флюса, которые в результате работы были связаны шлаком, должны легко удаляться. Материал, который остался незадействованным, может быть использован вторично. Как минимум, 80% всего состава.
Недостатков материала совсем немного:
- флюс стоит дорого. Его цена сопоставима со стоимостью на присадочную проволоку;
- нету возможности осмотреть шов сразу по завершению процесса. Поэтому сварные швы сложной конфигурации желательно хорошо предварительно подготовить, чтобы свести к минимуму вероятность брака.
 Поэтому сварные швы сложной конфигурации желательно хорошо предварительно подготовить, чтобы свести к минимуму вероятность брака.
Поэтому сварные швы сложной конфигурации желательно хорошо предварительно подготовить, чтобы свести к минимуму вероятность брака.Как работать с флюсом
- Перед начало работы в месте формирования сварного шва наносится слой флюса толщиной 4-6 см.
- В рабочую зону подносится электрод и поджигается электрическая дуга.
- Флюс имеет низкую плотность и в результате воздействия высокой температуры начинает плавиться. При этом образуется газовая среда, благодаря которой сварочная ванна будет изолирована от атмосферного воздуха.
- Расплавленный флюс характеризуется прочным поверхностным натяжением, которое препятствует интенсивному разбрызгиванию расплава металла.
- Благодаря физическим и химическим свойствам флюса значительно увеличивается сила тока. Показатель может доходить до 2000 Ампер. Что позволяет избежать неэффективных потерь материала и получить на выходе сварной шов высокого качества.
- Флюс помогает сохранить тепло внутри рабочей зоны. В результате его воздействия тепловая мощность концентрируется в рабочей зоне и плавление металла происходит быстрее.
- Все свободные места заполняются расплавом вне зависимости от текущего состояния кромок.
- Материальный баланс сварного шва претерпевает изменений в лучшую сторону. Примерно 2/3 его состава – это металл заготовок. И только треть представлена расплавом сердечника электрода.
 В результате его воздействия тепловая мощность концентрируется в рабочей зоне и плавление металла происходит быстрее.
В результате его воздействия тепловая мощность концентрируется в рабочей зоне и плавление металла происходит быстрее.Классификация флюсов
Флюсы отличаются многими признаками и поэтому их классификация достаточно широка. Они отличаются внешним видом, химическим составом, физическим состоянием, назначением и способом получения. К примеру, для дуговой сварки или наплавки хорошо подходят гранулированные и порошковые флюсы, которые имеют строго определенную электропроводность. Газовая сварка подразумевает работу с порошками, пастами и, собственно, газами.
Способ получения
Флюс может быть плавленым или неплавленым. Первый вариант применяется не только при сваривании металлов, но и при наплавке. Такой флюс эффективен, когда необходимо улучшить технические характеристики поверхности металла путем добавления в его состав дополнительных химических элементов. Например, наплав применяется для получения исключительно ровной поверхности или для улучшения устойчивости материала к коррозии.
Такой флюс эффективен, когда необходимо улучшить технические характеристики поверхности металла путем добавления в его состав дополнительных химических элементов. Например, наплав применяется для получения исключительно ровной поверхности или для улучшения устойчивости материала к коррозии.
Плавленые флюсы получают таким образом. Сперва компоненты измельчают и перемешивают. Затем они плавятся в электрических или пламенных печах без доступа кислорода. После этого горячие частички перемещаются через охлаждающий поток воды. В результате резкого снижения температуры они затвердевают и превращаются в гранулы. Размер частичек отличается и подбирается в зависимости от диаметра электрода: чем тоньше пруток, тем меньшего диаметра требуются гранулы.
Неплавленые флюсы еще называют керамическими. Они получаются в результате тщательного перемешивания мелких частиц ферросплавов, шлаков и минералов без термической обработки. После этого частицы перемешиваются со стеклом и спекаются. Их основные достоинства:
Их основные достоинства:
- отличное качество сварного шва;
- возможности многократного использования частиц;
- экономный расход.
Как пример можно рассмотреть керамические сварочные флюсы серии UF. Они применяются в гражданском строительстве для создания конструкций высокой прочности из низколегированных сталей.
Химический состав
Основной компонент большей части флюсов – диоксид кремния. В некоторых видах продуктов его доля доходит до 80 процентов. Другие название материала – кремнезем. Он является кислотным оксидом и представляет собой кристаллический прозрачный минерал. Кремний препятствует образованию углерода, благодаря чему сильно снижается вероятность появления пор и трещин в сварочном шве.
Марганец по наполняемости находится на втором месте. Как компонент флюса он выступает в роли раскислителя. То есть, материал является своеобразным антиоксидантом. Во время протекания сварочного процесса марганец активно реагирует с кислородом, содержащимся в оксидах железа, а затем связывает молекулы кислорода, которые ранее взаимодействовали с кремнием. Результатом сложной химической реакции замещения является оксид марганца – нерастворимое в расплаве и легко удаляемое с поверхности соединение. Помимо этого, марганец улучшает качество соединения тем, что вступает в реакцию со свободной серой и связывает ее. Образуется сульфид, который тоже легко удаляется с поверхности шва.
Результатом сложной химической реакции замещения является оксид марганца – нерастворимое в расплаве и легко удаляемое с поверхности соединение. Помимо этого, марганец улучшает качество соединения тем, что вступает в реакцию со свободной серой и связывает ее. Образуется сульфид, который тоже легко удаляется с поверхности шва.
Флюсы содержат еще и добавки для легирования – хром, ванадий, молибден, титан, вольфрам и другие. Они вводятся для того, чтобы восстанавливать первичный химический состав металла. Нередко эти добавки замещают собой выгоревшие примеси металла. Благодаря этому, расплав получает новые свойства. Легирующие добавки в большинстве случаев во флюсе представлены в виде ферросплавов – соединений с железом.
Назначение флюсов
Выбор флюса для выполнения определенных сварочных работ зависит от их предназначения. Они бывают:
- для низкоуглеродистой стали. В составе флюса имеется большое содержание марганца и кремния. Они применяются совместно с присадочной проволокой, выполненной из низкоуглеродистой стали, не содержащей легирующих добавок. Еще один вариант – это флюсы с небольшим содержанием (или полным отсутствием) марганца. Но в таком случае сварочный пруток подбирается с легирующими добавками;
- для соединения заготовок из низкоуглеродистой стали применяется флюс с высокой химической инертностью, показатель которой выше, чем у большинства низко углеродистых металлов. В результате сварной шов получается пластичным. Примером может служить флюс АН-46 для сварки стали;
- для работы с высоколегированными металлами подбираются флюсы с незначительной химической активностью. Марганец и кремний практически не применяются. Они заменяются флюоритом – плавиковым шпагатом, под воздействием которого получаются легкоплавкие шлаки. Они легко убираются с поверхности. Помимо флюоритов в таких флюсах есть алюминий и негашеная известь;
- для сваривания активных металлов лучше всего подходят солевые флюсы, произведенные на основе фторидных и хлоридных солей щелочных металлов. Они не содержат примесей кислорода, поскольку он отрицательно влияет на пластичность соединения.
 Еще один вариант – это флюсы с небольшим содержанием (или полным отсутствием) марганца. Но в таком случае сварочный пруток подбирается с легирующими добавками;
Еще один вариант – это флюсы с небольшим содержанием (или полным отсутствием) марганца. Но в таком случае сварочный пруток подбирается с легирующими добавками;
Ниже представлена таблица с примерами применения конкретных марок флюсов:
| Плавленые флюсы | Неплавленые флюсы | ||
|---|---|---|---|
| АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М, АН-60, ФЦ-9 | Механическая сварка и наплавка низколегированных и углеродистых сталей низколегированной и углеродистой сварочной проволокой | АНК-35 | Сварка низкоуглеродистых сталей низкоуглеродистой проволокой Св-08 и Св-08А |
| АН-8 | Электрошлаковая сварка углеродистых и низколегированных сталей; сварка низколегированных сталей углеродистой и низколегированной сварочной проволокой. | АНК-46 | Сварка низкоуглеродистых и низколегированных сталей |
| АН-15М, АН-18, АН-20С, АН-20П, АН-20СМ | Дуговая автоматическая сварка и наплавка высоко- и среднелегированных сталей | АНК-30, АНК-47 | Сварка швов высокой хладостойкости |
| АН-22 | Электрошлаковая сварка и дуговая автоматическая наплавка и сварка низко- и среднелегированных сталей | АНК-45 | Сварка высоколегированных сталей |
| АН-26С, АН-26П, АН-26СП | Автоматическая и полуавтоматическая сварка нержавеющих, коррозионностойких и жаропрочных сталей | АНК-40, АНК-18, АНК-19 | Наплавка низкоуглеродистой сварочной проволокой Св-08 и Св-08А; |
| АН-17М, АН-43, АН-47 | Дуговая сварка и наплавка углеродистых, низко- и среднелегированных сталей высокой и повышенной прочности | АНК-3 | В качестве добавки к флюсам марок АН-348А, ОСЦ-45, АН-60 для повышения стойкости швов к образованию пор |
Флюсы для газовой сварки
Для сваривания цветных металлов, а также инструментальной, отдельных марок тонколистовой стали и чугуна требуется создание специальных условий. Защитная среда создается с помощью инертных газов, а также путем использования порошкового или пастообразного флюса. Вещества наносятся на кромки соединяемых заготовок, прямо в сварочную ванну или же на присадочный пруток.
Защитная среда создается с помощью инертных газов, а также путем использования порошкового или пастообразного флюса. Вещества наносятся на кромки соединяемых заготовок, прямо в сварочную ванну или же на присадочный пруток.
Флюс подается в рабочую зону по-разному в зависимости от его агрегатного состояния. Сложнее всего подавать порошкообразную консистенцию. Их следует точно подавать в расплав, исключая вероятность его сдува ветром. Пасты наносятся на кромки предварительно и не нуждаются в какой-либо дополнительной опеке. Газы подаются дозировано при помощи специального оборудования – расходомеров.
Для газовой сварки флюсы подбираются под оксиды, которые образуются в процессе выполнения работ. Если они кислые, то выбираются щелочные флюсы, и наоборот. Наиболее распространенные виды флюсов и их применение:
- цветные металлы – латунь, бронза, медь – требуют использования кислых флюсов, в составе которых есть содержащие бор включения. Примером могут служить марки МБ-1 или БМ-2;
- для сваривания чугуна подбираются флюсы с включениями калия и натрия, образующими щелочную среду;
- алюминий требует использования составов с фторидами лития, натрия или калия. Чаще всего для выполнения такого рода работ применяется флюс серии АФ-4А.
 Чаще всего для выполнения такого рода работ применяется флюс серии АФ-4А.
Чаще всего для выполнения такого рода работ применяется флюс серии АФ-4А.При работе газосварочными аппаратами флюсы для сваривания низкоуглеродистых металлов не используются. Это вызвано тем, что на поверхности расплава образуется достаточное количество легкоплавких оксидов железа.
Флюсы для автоматической сварки
Полуавтоматы и автоматические установки часто востребованы при работе со сложными конструкциями большого размера. Большая сила тока и грамотно подобранный флюс дают операторам возможность соединять элементы большой толщины. При этом не требуется предварительная разделка кромок, что экономит время и очень важно для производственных процессов конвейерного типа. Технология востребована при изготовлении резервуаров, труб; в машино- и судостроении.
Данный способ сваривания характеризуется высокой автоматизацией процессов. В частности, автоматически поддерживается стабильность горения дуги, дозирование и подача определенного количества флюса в рабочую зону (равно как и отвод неиспользованного), регулярное обновление электрода. Чтобы в рабочей зоне было стабильное и достаточное по объему газовое облако, толщина флюса должна составлять 4-8 см, а его ширина – 5-10 см. марка выбираемого флюса зависит от характеристик соединяемого металла. Все работы ведутся в нижнем пространственном положении.
Чтобы в рабочей зоне было стабильное и достаточное по объему газовое облако, толщина флюса должна составлять 4-8 см, а его ширина – 5-10 см. марка выбираемого флюса зависит от характеристик соединяемого металла. Все работы ведутся в нижнем пространственном положении.
что это такое, условия использования и область применения
Флюс — что это такое для сварки? Такой вопрос могут задать или неопытные сварщики или те из них, которые никогда не прибегали к помощи этого замечательного вещества, облегчающего процесс сварки и улучшающего полученный результат. Тем не менее, на вопрос «что такое флюс в сварке», можно дать только положительный ответ. Однако, необходим его правильный выбор среди существующего многообразия.
Для чего нужен
Химическая активность зоны, где осуществляется соединение деталей, значительно увеличивается во время сварочного процесса при появлении высоких температур. Под воздействием воздуха в металл начинают попадать шлаки и окислы, что приводит к ухудшению качества шва.
Сварочные флюсы создают защитную среду, которая изолирует от негативного влияния воздуха зону сварки. Флюс в сварке — это компоненты неметаллического характера, участвующие в процессе соединения изделий, и оказывающие на этот процесс положительное влияние.
Флюс в сварке добавляет этому процессу дополнительные преимущества:
- делает расплавление металла более интенсивным;
- отсутствует необходимость предварительной обработки кромок изделий;
- уменьшаются потери металла на испарение;
- горение дуги приобретает стабильность;
- уменьшается разбрызгиваемость металла и образование искр;
- увеличивается КПД нагрева металла за счет снижения расхода электроэнергии на этот процесс;
- расход присадочного материала уменьшается до оптимального значения.

Флюс для сварки экранирует часть пламени дуги, что для сварщика является элементом безопасности осуществляемой им работы. Таким образом, сварочный флюс — это вещество, осуществляющее защиту сварочной ванны от взаимодействия с окружающим воздухом и не дающее вытесняться из основного материала углероду.
Существуют определенные разновидности флюсов, которые обогащают металл шва соединения легирующими элементами, что приводит к его укреплению, и делает его более надежным и долговечным.
Условия использования
Флюсовая сварка должна происходить при соблюдении некоторых условий. С металлом деталей, подлежащих соединению, и металлом внутреннего стержня электрода или присадочной проволоки флюс не должен вступать в химическую реакцию.
На протяжении всего времени процесса сварки зона сварной ванны должна быть изолированной от окружающегося воздуха. Оставшиеся в шлаковой корке остатки флюса должны легко удаляться.
Область применения
Флюс сварка применяется при дуговом методе с помощью плавящихся электродов в виде проволоки, при сваривании покрытыми электродами электрическим методом. Во время сварки полуавтоматическим методом в среде инертного газа флюс располагается внутри трубочной проволоки. Также флюс находит применение при сварке угольными электродами и во время газовой сварки цветных металлов и легированных сталей.
Во время сварки полуавтоматическим методом в среде инертного газа флюс располагается внутри трубочной проволоки. Также флюс находит применение при сварке угольными электродами и во время газовой сварки цветных металлов и легированных сталей.
Использование при всех видах сварки возможно, если существует необходимость создания изоляции от окисления, улучшения токопроводимости и стабильности горения дуги, исключения попадания примесей, вызывающих появление нежелательных дефектов. Необходимо осуществлять тщательный выбор флюсов в зависимости от вида конкретных работ.
Принцип работы
Что такое сварочный флюс можно понять, разобравшись, как происходит сварка с его участием.
- Перед началом сварочного процесса на место будущего соединения наносится толстый слой флюса.
- В зону сварки вводят электрод, и происходит розжиг дуги.
- Флюс, имеющий пониженную плотность, начинает быстро расплавляться, изолируя сварную ванну от доступа воздуха.
- Вследствие высокого значения поверхностного натяжения флюса происходит предотвращение сильного разбрызгивания металла, что позволяет увеличить силу тока.
- В зоне дуги под воздействием действия флюса увеличивается значение теплоты, в результате чего процесс сварки начинает осуществляться быстрее.
- Все стыки заполняются расплавленным металлом.

Значительная часть оставшегося флюса после его очистки может вновь использоваться.
Процесс сварки с флюсом происходит по-разному в зависимости от типа сварки. При ручной сварке флюс в виде порошка насыпают на поверхность изделия слоем до 60 миллиметров. Ширина находится в диапазоне 50-100 миллиметров.
Недостаточная толщина может привести к появлению дефектов — непровару, трещинам и раковинам. При перемещении во время сварки электрода следующий слой флюса подсыпается по ходу его движения. В зависимости от гранулирования находятся необходимая высота слоя присыпки флюсом, и выбирается сила тока.
При автоматической и полуавтоматической сварке флюс поступает по специальной трубке из бункера аппарата. Затем подключается подача сварной проволоки, обладающей функцией электрода. Неиспользованная часть флюса вместе с внедренными в него шлаками, поступает в предназначенную для этого емкость. Охлажденная корка убирается с поверхности механическим способом. Для работы с автоматическим оборудованием наиболее часто применяются флюсы из категории АН, а также керамические.
Неиспользованная часть флюса вместе с внедренными в него шлаками, поступает в предназначенную для этого емкость. Охлажденная корка убирается с поверхности механическим способом. Для работы с автоматическим оборудованием наиболее часто применяются флюсы из категории АН, а также керамические.
Классификация
Флюс для сварки стали может различаться друг от друга по внешнему виду, химическому составу, физическому состоянию, областью применения и назначению. Использование флюсов регламентируется соответствующими нормативными стандартами. Так, например, в ГОСТе 8713-89 обозначены требования к электросварке железных изделий, никеля, металлоизделий из различных видов стали.
По назначению флюсы можно разделить на те, которые предназначены для сварки низкоуглеродистых сталей, низколегированных, с высокой степенью легированности, для соединения активных металлов. Для низкоуглеродистых сталей используются флюсы с большим содержанием кремния и марганца. Имеются различные варианты, касающиеся количества их содержания. Недостаток содержания марганца во флюсе может быть компенсировано использованием сварочной проволоки, которая обладает большим количеством марганца.
Недостаток содержания марганца во флюсе может быть компенсировано использованием сварочной проволоки, которая обладает большим количеством марганца.
Для соединения сталей с низкой степени легированности используются флюсы, обладающие высокой степенью химической инертности, относящиеся к оксидному виду. В зависимости от марки в них содержится 5-35 процентов оксида кремния. Для сварки высоколегированных сталей используются флюсы, обладающие невысокой химической активностью. Могут применяться флюсы смешанного типа, в состав которых входят оксиды и соли в разных пропорциях. Для таких активных металлов, как титан, применяются солевые флюсы, состоящие из смеси галогенидов.
Активность — это важная составляющая характеристик флюсов, которая обозначается в условных единицах в диапазоне от единицы до десяти. Чем больше значение, тем большую активность проявляет эта марка флюса.
По методу получения флюсы подразделяются на полученные методом сплавления, склеиванием, механическим перемешиванием, дроблением зерен. Флюсы, полученные методом склеивания, называются керамическими. Керамические флюсы можно применять для сварки поверхностей с остатками ржавчины и окислов на поверхности изделий, наличия на ней следов влаги. Керамическую смесь можно добавлять к стекловидной.
Флюсы, полученные методом склеивания, называются керамическими. Керамические флюсы можно применять для сварки поверхностей с остатками ржавчины и окислов на поверхности изделий, наличия на ней следов влаги. Керамическую смесь можно добавлять к стекловидной.
При газовой сварке и пайке рекомендуется применять флюсы, имеющие вид мелкого порошка, газа и пасты. Физическое состояние определяет то, как выглядит флюс. Он может выглядеть, как мелкий порошок, стекловидные гранулы, пемзообразные, газообразные, в виде пасты. Они могут быть прозрачными и пористыми.
Состав флюса определяется его химическими составляющими. Эти показатели являются важной характеристикой. Основной показатель — химическая инертность в условиях температур, имеющих большое значение. Кроме этого материал, из которого состоит флюс, должен гарантировать диффузию некоторых элементов в металл шва.
Во многих видах флюсов наибольшую долю составляет кремнезем, препятствующий образование углерода, что снижает появление в шве трещин и пор.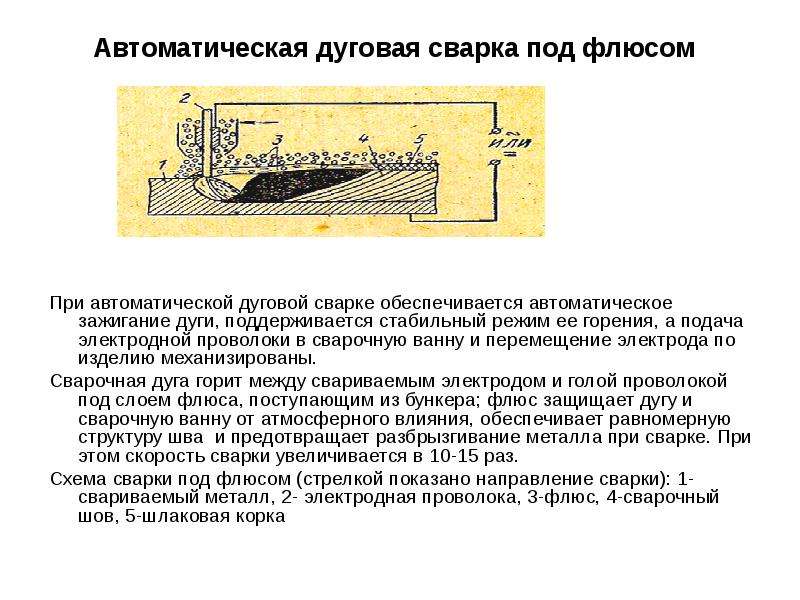 В ходящий в состав флюса марганец, являющийся активным раскислителем, способствует снижению образования окислов в месте, где расположена сварочная ванна. Марганец также входит в реакцию с серой, что облегчает удаление после окончания сварки.
В ходящий в состав флюса марганец, являющийся активным раскислителем, способствует снижению образования окислов в месте, где расположена сварочная ванна. Марганец также входит в реакцию с серой, что облегчает удаление после окончания сварки.
Задача таких добавок во флюс, как молибден, вольфрам, хром, титан, заключается в восстановлении первоначального состава основного металла, а также придания ему дополнительных полезных свойств.
Интересное видео
виды, где и как применяются, классы и их характеристики, правила выбора
Сварочные флюсы: что это и как ими пользоваться. Это интересует многих новичков варочного ремесла. В этом обзоре рассмотрим, что они собой представляют, механизм действия, сфера их применения.
В период исполнения варочных работ прямо на варочной зоне увеличивается химическая активность. Это относится и к дуговой, и к газовой сваркам. Поэтому металлический состав быстро подвергается окислению.
Это относится и к дуговой, и к газовой сваркам. Поэтому металлический состав быстро подвергается окислению.
Варочная проволока теряет частички материала, что влечет за собой снижение плавки. Сварщик вынужден варить длительнее элементы изделия. Из-за этого в варочной ванне накапливаются посторонние, вредные домеси.
Чтобы не сталкиваться с такими проблемами профессиональные сварщики пользуются варочным флюсом. Это особенный материал, который обеспечивает бесперебойное горение дуги. Способствует выведению лишних домесей. Как он выглядит.
В основном – это сыпучие гранулы мелкого сечения. Продаются в мешках разного объема до 25 кг. Иногда бывают материалы и в других вариациях. Мы подробно описываем это в следующей части текста. Но изначально рассмотрим механизм их работы.
Содержание статьиПоказать
Механизм работы
 youtube.com/embed/T9oPEN8Hlvg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/T9oPEN8Hlvg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Чтобы понять принцип работы, следует изучить, из чего складывается обычная варочная область.
- Район дугового столба с температурным режимом изнутри 5 тыс.
- Район газового пузыря появляется из-за сильного испарения атомов материалов в кислородосодержащем слое.
- Зона с оплавленными шлаками. Они расположены сверху газообразной полости.
- Оплавленный металл — снизу.
- Корка из домесей, которая создает плотную грань варочной зоны.
- Кроме перечисленных зон, так же имеет значение варочная проволока. Тоже влияет на химическую активность веществ.
Это объясняет, из чего складывается варочная область. Начнем рассматривать флюс. При работе аппаратом верх детали сильно окисляется. Из-за этого появляется корка из шлаков.
Это удастся обойти, если в район варки пустить инертный материал, который быстро оплавляется. Этим материалом и есть варочный флюс. Он защитит деталь от закисления и способствует образованию хорошего шва.
Этим материалом и есть варочный флюс. Он защитит деталь от закисления и способствует образованию хорошего шва.
Чтобы максимально их использовать, следуйте правилам.
- Материал должен отрегулировать быстроту варки, не сделать ее медленнее.
- Он не должен вступить во взаимодействие с площадью предметов или варочной проволокой.
- Газовый пузырь следует оградить от внешнего окружения на время работы.
Если выполнены все требования, остаток флюса легко уберется после завершения варки. Половину убранного материала, возможно применить еще раз, предварительно очистив его.
Выполнить эти задания нелегко. Флюс различается по составу, способу его добавления в сварочную зону. Узнайте, какие металлы вы используете в работе, какую разновидность варки применяете.
Классы
Чтобы распределить их на классы, мы разделим их на подкатегории.
- Внешний вид. В обзоре ранее говорилось, что материал в виде гранул, но иногда изготовители продают кристаллизированный, в форме пасты и газообразный. Все зависит от разновидности работ. Для электрической варки часто пользуются материалом грануллированным или порошкообразным. Для газовой варки пользуются формой пасты или газообразным флюсом.
- Состав. Наполнения флюса сильно отличаются. Складываются из большого количества составляющих. Но основные — это кремнезём и марганец. Подробное содержание возможно найти в инете или изучить на расфасовке. Флюс, которым вы будете пользоваться не должен потерять при варке свои химические свойства. На высоких температурных отметках тоже. Это основное условие материалу хорошего качества.
- Предназначение. Следует учитывать, с какими металлами работаете, и какой разновидностью варки пользуетесь. Например, применение флюса с легированной проволокой задаст хороший результат. Улучшит показатель упругости металла. Есть универсальные флюсы. Но мы советуем пользоваться ими при варке цветных металлов. При варке стали подбирайте флюс внимательнее.
 Все зависит от разновидности работ. Для электрической варки часто пользуются материалом грануллированным или порошкообразным. Для газовой варки пользуются формой пасты или газообразным флюсом.
Все зависит от разновидности работ. Для электрической варки часто пользуются материалом грануллированным или порошкообразным. Для газовой варки пользуются формой пасты или газообразным флюсом.Более масштабно флюсы делятся на расплавляемые и не расплавляемые. Те, которые подвергаются плавке, эффективны. В случае необходимости, произвести наплавку.
Те, которые подвергаются плавке, эффективны. В случае необходимости, произвести наплавку.
Не расплавляемые улучшают физические показатели сделанного варочного соединения. Из-за этого ими постоянно пользуются с высокоуглеродистыми сталями, цветными металлами. Они без флюса варятся не совсем качественно.
Использование флюса
При варке стали вручную, флюс наносят наверх толщиной примерно 0,5 сантиметра. Не следует экономить на объеме применяемого материала.
Небольшая толщина может спровоцировать не качественную варку металла, Это может повлечь за собой образование растрескиваний. Флюс потихоньку добавляется на протяжении варки в те места, где передвигается электрический проводник.
При варке полуавтоматом или автоматом, флюс применяется так. Рабочий материал добавляется по особой трубке, после проходит добавление варочной проволоки, размещенной около него.
При варке неизрасходованный материал убирается пневматическим способом. Шлаковая корка убирается с верхней части шва.
Благоприятное действие, которое оказывает флюс.
- В районе сварного шва и его площади не происходит угара металла. Это создает хороший результат проделанного труда.
- Горение дуги намного стабильнее.
- У подающего напряжение поднимается КПД, в результате понижения потерь энергии, которая уходит на разогрев детали.
- Сварщик обретает хорошие условия работы, так как флюс экранирует наибольший поток огня дуги.
Но присутствуют и ограничения. Если Вы не имеете возможности заранее просмотреть зону варки металла, который Вы планируете использовать в работе, не советуем применять флюс.
Их применение подразумевает проведение подготовительных работ. Помимо этого, материал дорогой и расходуется в том же объеме, что и проволока. Без предварительной подготовки, применение флюса может оказаться нецелесообразным.
Но сварочные работы с его использованием достаточно эффективны. При варке металл не дает брызг. Варочная проволока прослужит больше. Повысится производительность труда мастера.
Повысится производительность труда мастера.
Применяя его, возможно без опасности работать на высоких показателях напряжения. При этом шов будет таким же устойчивым..
Резюме
Варочные флюсы — это прекрасный вариант оптимизировать собственную работу и сделать лучше ее качество. Его применение подразумевает проведение подготовительных работ.
А цена, возможно, покажется не низкой. Мы полагаем, что успешная работа вполне затмевает небольшие минусы.
Примените его в работе и поделитесь мнением в комментах. Ваши мысли будут полезны всем мастерам сварочного дела.
Ваши мысли будут полезны всем мастерам сварочного дела.
Применение сварочного флюса, принцип работы, классификация и процесс получения
В процессе электродуговой и газовой сварки высокотемпературная зона значительно увеличивает химическую активность, вследствие чего интенсивно окисляется металл, испаряется часть материала сварочной проволоки, снижается интенсивность металлургических процессов, из-за чего плавление оказывается не особо эффективным. С увеличением продолжительности сварки в ванночке скапливается все больше шлаков. Поэтому эта зона должна быть изолирована, что достигается использованием сварочных флюсов — неметаллических композиций с определенными свойствами.
Принцип и условия работы
Сварочная зона при установившемся процессе включает такие области:
- Зона дугового столба с температурой внутри 4000−5000 °С.
- Зона газового пузыря, образующаяся вследствие интенсивного испарения атомов в кислородной среде.
- Шлаковый расплав, который легче металла и находится вверху газовой полости.
- Расплавленный металл — внизу полости.
- Шлаковая корка, образующая верхнюю, твердую границу зоны сварки.

На поведение свариваемого материала влияет и сварочная проволока. Так, любая сварка представляет собой миниатюрный металлургический процесс.
От шлаковой корки и окисления, которые ухудшают качество шва, свариваемый металл обезопасить можно путем непрерывной подачи в сварочную зону легкоплавких и одновременно химически инертных компонентов, коими и являются флюсы для сварки. Материалы могут применяться и для поверхностной наплавки. С использованием флюса снижается количество пыли, непременно образующейся в процессе работы.
Использоваться данные материалы должны при следующих условиях:
- Флюс должен не снижать производительность, а стабилизировать процесс.
- Не должно быть химической реакции флюса с основным металлом, сварочной проволокой.
- На протяжении рабочего цикла зона сварочного пузыря должна быть изолированной от окружающей среды.
- По окончании процесса остатки, связываясь с коркой шлака, должны без труда удаляться из рабочей зоны. Причем до 80% отработанного материала после очистки может использоваться снова.

Поскольку эти требования можно назвать даже противоречивыми, оптимальный состав флюса и способ его подачи определяется конкретным видом сварки, конфигурацией соединяемых деталей и производительность процесса.
Классификация сварочных флюсов
Разновидности флюсов характеризуются такими параметрами:
- Внешним видом. Бывают порошковидными, зернистыми, газовыми, в виде пасты. К примеру, для наплавки или электросварки используется порошок или мелкие гранулы (причем у материала должна быть соответствующая электропроводность). Для пайки или газосварки лучше взять пасту, порошок или газ.
- Химическим составом. Требуется химическая инертность при высоких температурах и способность к эффективной диффузии ряда компонентов в металл шва.
- Способом получения. Плавящиеся и неплавящиеся. Первые эффективны при наплавке, когда поверхность металла должна эффективно дополнять иные химические элементы. Вторая группа служит для улучшения механических показателей готового шва, поэтому они используются, когда варят высокоуглеродистые стали и цветные металлы, к примеру, алюминий, плохо сваривающийся в обычных условиях.
- Назначением. Легированная сварочная проволока с флюсом, к примеру, позволяет улучшить химический состав и повысить механическую прочность исходного металла. Высоко ценятся универсальные флюсы, которые могут использоваться для сварки стали, цветных металлов и сплавов.
 Для пайки или газосварки лучше взять пасту, порошок или газ.
Для пайки или газосварки лучше взять пасту, порошок или газ.Типовые составляющие — это марганец и кремнезем, но с целью легирования могут включаться металлы и ферросплавы.
Классификацию часто производится по марке. Определяется она производителем. Например, марки, разработанные Институтом электросварки им. Патона, в обозначении обязательно имеют литеры A. H. Если наличествуют буквы ФЦ, значит, флюс разработало Центральное НИИ транспортного машиностроения. Хоть рецептура изготовления материалов стандартизирована, единой маркировки не существует.
Процесс получения и химический состав
Основа неплавленых флюсов керамическая, а получаются эти материалы путем механического измельчения компонентов на шаровых мельницах. В зависимости от размера фракций флюсы делятся на мелкие (с зерном 0,25−1,0 мм) и нормальные (с зерном размером до 4 мм). Первые используются при сварке проволокой малых диаметров, не более 1,0−1,5 мм, в обозначение добавляется буква М. При значительном количестве компонентов в неплавленом флюсе они предварительно связываются склеиванием, а потом уже частицы размалываются до нужного размера.
В неплавленых флюсах, кроме кремнезема, есть ферросплавы, марганцевая руда, оксиды ряда элементов, металлические порошки. Компоненты подбираются по способности усиливать металлургический процесс в зоне сварки. В итоге улучшаются условия для поверхностного легирования и раскисления металла, зернистость сварного шва становится мельче, а количество вредных примесей в нем уменьшается. Легирующие способности неплавленых материалов позволяет использовать более дешевую сварочную проволоку.
К недостаткам неплавленых флюсов относится, к примеру, то, что их упаковка должна быть плотнее, поскольку компоненты гигроскопичны, а влага ухудшает качество материала. Неплавленые флюсы к соблюдению технологии сварки требовательнее, так как при этом существенно могут измениться условия легирования.
Магнитные флюсы тоже относятся к категории неплавленых. Их эффективность подобна керамическим, однако они дополнительно содержат железный порошок, увеличивающий производительность.
Их эффективность подобна керамическим, однако они дополнительно содержат железный порошок, увеличивающий производительность.
Плавленые флюсы главным образом используются при автоматической сварке. Технология их изготовления включает такие этапы:
- Подготовка и размол компонентов, кроме использующихся в неплавленых флюсах. Сюда же включается плавиковый шпат, мел, глинозем и пр.
- Перемешивание механической смеси во вращающихся мельницах.
- Плавка в газопламенных печах с защитной атмосферой или в электродуговых печах.
- Гранулирование для приобретения итоговыми фракциями требуемого размера зерен. С этой целью расплав флюса выпускается в воду и затвердевает в ней шарообразными частицами.
- Сушка в сушильных барабанах.
- Просеивание и упаковка.
Плавленые флюсы состоят из кремнезема SiO2 и оксида марганца. Марганец восстанавливает оксиды железа, постоянно образующиеся при сварке, и связывает серу в шлаках в сульфид, легко удаляющийся впоследствии со сварного шва. Кремний препятствует росту концентрации окиси углерода. Раскисляющие свойства последнего элемента повышают однородность химического состава металла.
Кремний препятствует росту концентрации окиси углерода. Раскисляющие свойства последнего элемента повышают однородность химического состава металла.
Окраска плавленых флюсов прозрачная или светло-желтая, а плотность их не больше 1,6−1,8 г/см3.
Действие флюсов во время сварки
При ручной сварке флюс насыпается 60-миллиметровым слоем на поверхности металла, прилегающего к будущему стыку. При недостаточной толщине слоя возможен непровар и образование раковин и трещин. После этого при электросварке возбуждается разряд, а при газопламенной сварке поджигается горелка.
По мере перемещения электрода флюс подсыпается на новые поверхности. Так как размеры столба в дуге больше высоты флюса, разряд протекает в жидком расплаве компонентов, воздействующих на металлический расплав с удельным давлением до 9 г/см². В итоге исключается разбрызгивание металла, расходуется меньше сварочной проволоки, растет производительность. Это объясняется способностью флюса использовать более высокие значения рабочего тока без опасений получения прерывистого шва. Ток силой 450−500 А при открытой сварке невозможно применять, потому что дуга выплескивает металл из ванночки.
Это объясняется способностью флюса использовать более высокие значения рабочего тока без опасений получения прерывистого шва. Ток силой 450−500 А при открытой сварке невозможно применять, потому что дуга выплескивает металл из ванночки.
При полуавтоматической и автоматической сварке флюсы используются следующим образом:
- По специальной трубке флюс подается из бункера.
- Позже подается электродная проволока с катушки, расположенной после емкости с флюсом.
- По мере протекания рабочего процесса часть флюса, не использованная и связанная шлаками, пневматикой отсасывается в емкость.
- Расплавленная и охлажденная шлаковая корка механически удаляется со шва.
Плюсы применения флюсов:
- Отсутствие необходимости в предварительной разделке кромок будущего шва, так как с большими токами электросварки или повышенной концентрации кислорода при сварке газовой металл плавится гораздо интенсивнее.
- Отсутствие угара металла в зоне шва и прилегающих поверхностях.
- Более устойчивая дуга.
- Повышение КПД источника питания в результате снижения потерь энергии, которая тратится на нагрев металла, разбрызгивание его и повышенного расхода флюса и сварочной проволоки.
- Комфортные условия труда, ведь значительную часть пламени дуги экранирует флюс.

Ограничение применения в невозможности быстрого осмотра участка выполненной сварки. Данное обстоятельство требует более тщательных подготовительных работ, особенно при соединении сложных по конфигурации деталей. Еще флюсы довольно много стоят, а расходуются практически как сварочная проволока.
Флюсы для сварки для алюминия, стали, нержавейки, марки флюсов
Автор admin На чтение 5 мин. Просмотров 1.1k. Опубликовано
Для оптимизации процесса образования шва необходим особый флюс для сварки. Основная задача этого участника сварочного процесса – защита зоны сварочного шва от внешней среды. Кроме того, сварочный флюс облегчает процесс отделения шлака от расплавленного шва, оптимизирует восстановление окислов и гарантирует получение наплавки нужной химической чистоты.
При этом каждая сварочная технология ориентирована на использование «своего» флюса. И в этой статье мы опишем основные разновидности флюсов, классифицировав эти вещества по типу сварочной технологии.
Марки флюсов для сварки электродуговым способом
Флюсы для сварки металлов электродуговым способом классифицируют по трем признакам:
- По химическому составу.
- По степени активности компонентов флюса.
- По типу соединяемых во время сварки металлов.
По первому признаку – химическому составу – флюсы разделяются на солевые, оксидные и смешанные (солеоксидные) разновидности. В основе солевых флюсов находятся фториды и хлориды железа и некоторая часть оксидов легирующих материалов. В основе оксидных флюсов находятся оксиды марганца, кремния, титана и прочих материалов. Смешанные материалы содержат до 30 процентов солей (фторидов и хлоридов) и не менее 15 процентов оксидов кремния.
В основе солевых флюсов находятся фториды и хлориды железа и некоторая часть оксидов легирующих материалов. В основе оксидных флюсов находятся оксиды марганца, кремния, титана и прочих материалов. Смешанные материалы содержат до 30 процентов солей (фторидов и хлоридов) и не менее 15 процентов оксидов кремния.
По степени активности компонентов флюсы разделяют на четыре группы: пассивные, малоактивные, активные и высокоактивные. Причем активность компонентов указывают в спецификации к флюсу и измеряют по особой шкале: от 0 (пассивные) до 1 (высокоактивные).
По типу стыкуемых металлов флюсы делятся на четыре группы:
Составы для низкоуглеродистых сталей. К этой категории принадлежит любой флюс для сварки стали конструкционного типа (с содержанием легирующий присадок не более одного процента от общей массы). Причем основу состава флюса формируют из оксида кремния, к которому подмешивают оксид марганца. Массовая часть последнего компонента (оксида марганца) зависит от содержания марганца в сварочной проволоке. То есть, чем больше марганца в присадочном материала – тем меньше содержание его оксида во флюсе. Химическая активность компонентов флюса, в данном случае, высокая (до 0,9).
Составы для низколегированных сталей. Составы для сталей с содержанием легирующих компонентов до 5-7 процентов относятся к активным флюсам (до 0,6). Пониженная химическая активность компонентов препятствуют процессу окисления легирующих присадок в сварочной проволоке. По химическому составу такие флюсы тяготеют к оксидному типу (малое содержание оксида кремния, низкое содержание оксида марганца и высокое содержание CaF2).
Составы для высоколегированных сталей. Типовым примером подобных составов является флюс для сварки нержавейки – практически пассивный состав солевого типа (с высоким содержанием фторидов и минимальным содержанием оксида кремния). В таких сталях содержится большой объем легирующих присадок (до 25 процентов от общей массы) поэтому химическая активность флюса должна стремиться к нулю. Причем содержание оксидов металлов во флюсах для высоколегированных сталей должно быть минимальным, поскольку все легирующие компоненты уже содержатся в сварочной проволоке.
Составы для активных металлов. Эти составы относятся к пассивному, солевому типу. Содержание оксидов в таких флюсах попросту недопустимо. Ведь кислород – это основной катализатор процесса образования оксидной пленки, покрывающей любую деталь из активного металла. Зато солей (хлоридов и фторидов) металлов в таком флюсе содержится не менее 80 процентов.
Кроме того, электродуговые флюсы классифицируют еще и по способы производства, разделяя составы на:
- Плавленые составы — изготовляемые из размягченных в печи материалов.
- Керамические составы — изготовляемые из смеси на основе связки (жидкого стекла).
Флюсы для электрошлаковой сварки
Электрошлаковая технология предполагает использование совершено иных типов флюса. Ведь такой протектор должен не просто герметизировать зону сварки. Электрошлаковые флюсы обязаны проводить электрический ток и должны обладать высокой вязкостью, препятствующей проникновению вещества в зону стыка.
Поэтому такие флюсы насыщают большим количеством оксидов марганца, некоторым количеством оксида кремния и определенной долей фторидов. Типовым примером указанных составов является любая флюс паста для сварки, наносимая прямо на зону стыка. Причем расход такой пасты на порядок больше объемов флюса, используемого в процессе электродуговой сварки.
Причем по химическому составу такие флюсы делят на: высококремнистые и низкокремнистые; марганцевые и безмарганцевые; фторидные и содержащие минимум фтористых соединений. По степени вязкости флюса эти составы делят на: вязкие, слаботекучие и текучие разновидности.
Флюсы для газовой сварки
Сварка в среде защитных газов предполагает использование особого флюса. Основу протектора, в данном случае, составляет инертный газ (чаще всего – аргон или гелий). Впрочем, возможен вариант с использованием углекислого газа, который ограждает зону сварки и снижает окисление основного и присадочного материалов.
В зону сварки газообразный флюс подается под давлением, из особой форсунки, расположенной под неплавким электродом. Еще один вариант – подача из сопла, в которое встроен штуцер системы транспортирования присадочной проволоки.
Поэтому практически все флюсы для автоматической сварки – газообразные.
По химическому составу такие флюсы можно разделить на следующие разновидности: аргоновую (основа флюса – технически чистый аргон), гелиево-аргоновую (до 30 процентов гелия в составе), многокомпонентную (помимо аргона и гелия во флюсе встречается и азот, и кислород и прочие газы), углекислотную (флюс состоит из углекислого газа).
Выбор конкретного варианта зависит от глубины шва, типа электрода, присадочной проволоки и сорта основного металла. Причем технически чистый аргон подойдет в любом случае. Гелиево-аргоновая смесь обладает еще лучшими характеристиками, но в силу дороговизны гелия ее используют не часто. Углекислые флюсы, в основном, работаю в паре с графитовыми электродами, раскаляющими сварочную ванну до 3500 градусов Цельсия.
Причем, следует помнить, что подача флюса в зону сварочной ванны прерывается лишь после остывания шва ниже определенной температуры. Например, флюс для сварки алюминия – аргон или гелиево-аргоновую смесь – нужно «вдувать» в шов вплоть до остывания металла до 400 градусов Цельсия. Поэтому расходы газообразного флюса просто несравнимы с расходами твердых протекторов сварочной ванны.
автоматическая, полуавтоматическая и ручная, технология процесса и оборудование
Сварка под флюсом – это способ сварки деталей из высоколегированной марганцевой, никелевой или фторидной стали, при котором сварочная ванна и шов защищены от окисления слоем флюса в виде порошка или гранул.
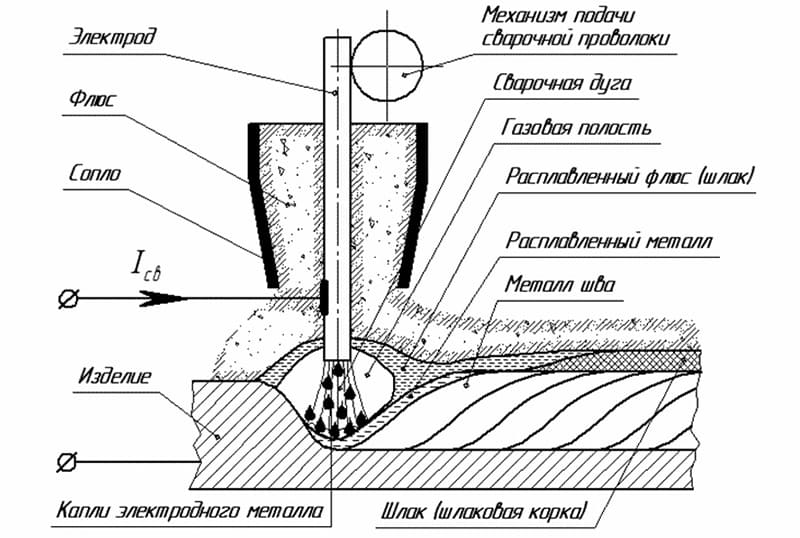
Процесс формирования шва протекает в газовой полости под слоем непрерывно подаваемого флюса. Кроме функции защиты от окисления, флюс также легирует формируемый шов марганцем и кремнием, повышая его прочность и формируя соединение с высокой степенью однородности.
ГОСТ на сварку флюсом 8713-79 устанавливает размеры и типы сварных соединений, а также способы наложения шва под флюсом.
Виды флюсов и их особенности
По способу изготовления флюсы бывают:
- плавленые;
- керамические.
Плавленые флюсы изготавливают из шлакообразующих марганцевых руд и кварцевого песка путем размалывания, смешивания и расплавления с последующим гранулированием. Такие флюсы экономичны и хорошо подходят для сварки деталей из низколегированной стали.
Керамические (неплавленные) флюсы изготавливают из окислителей и солей амфотерных металлов, которые измельчают, смешивают с жидким стеклом до однородного состояния, после чего гранулируют и прокаливают.
Примерная стоимость керамических флюсов на Яндекс.маркетКерамические флюсы имеют мелкодисперсную порошкообразную структуру, они применяются для сваривания сложных высоколегированных стальных сплавов, при этом состав флюса подбирается под конкретную марку свариваемой стали.
По химическому составу флюсы бывают:
- солевые;
- оксидные;
- смешанные.
Солевые флюсы содержат соли фторидов и хлоридов, применяются для электросварки титана и стали, легированной никелем и хромом. Оксидные флюсы содержат оксиды активных металлов и кремния, применяются для сварки низкоуглеродистой стали. Смешанные флюсы содержат оксиды и соли металлов в различных пропорциях, применяются для сваривания многокомпонентных сплавов или деталей из разных металлов.
Описание технологии процесса
Существует три основных способа сварки под флюсом:
- автоматический;
- полуавтоматический;
- ручной.
При автоматической сварке траектория и скорость движения электрода, а также скорость подачи проволоки регулируется управляющим процессором, рабочие участвуют только в качестве контролеров процесса для экстренного отключения сварочного агрегата.
Полуавтоматическая сварка под флюсом предполагает, что скорость подачи проволоки, сила тока сварки и угол наклона электрода к линии сварки регулируются автоматически, а ведение дуги осуществляется сварщиком вручную – через рукоятку или дистанционное управление. Полуавтоматический сварочный агрегат позволяет вручную изменять отдельные параметры тока непосредственно во время процесса сварки.
Сварка под флюсом вручную применяется в небольших агрегатах, где система подачи флюса встроена в неплавящийся электрод, при этом сварщик регулирует направление движения, угол наклона и скорость хода электрода в ручном режиме, специальными кнопками управляя подачей флюса и силой тока сварки.
Общий порядок действий при сварке под флюсом:
- С поверхностей деталей снимается оксидная пленка.
- Детали закрепляются на сварочной плите.
- Выбираются настройки и режим сварочного аппарата.
- Заполняется резервуар для флюса.
- Устанавливается бухта наплавной проволоки, конец которой заправляется в электрод.
- Происходит процесс сваривания.
- После остывания деталей собирается неизрасходованный флюс, и шов очищается от шлака.
Важно следить за расходованием проволоки и флюса, чтобы не допустить работы электрода вхолостую и повреждения деталей.
Оборудование для сварки
Для сварки флюсом потребуются стационарные условия и оборудование:
- сварочная плита;
- наплавная проволока;
- неплавящийся электрод;
- система подачи флюса;
- система контроля.
Сварочные плиты выполняются на бетонном основании из жаростойких материалов с возможностью закрепления деталей. Проволока берется из материала свариваемых деталей, толщина от 0,3 до 12 мм. Электрод изготавливается из вольфрамового сплава с керамической оплеткой.
Система подачи флюса представляет собой резервуар и шланг, конец которого отстоит от электрода на 10-30 см. Диаметр шланга подачи флюса должен позволять гранулам свободно сыпаться перед электродом.
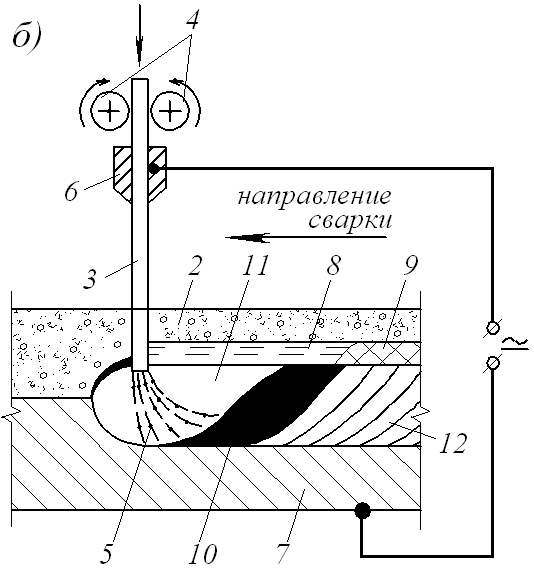
Схема процесса автоматической сварки под слоем флюсаАвтоматическая и полуавтоматическая сварка под флюсом контролируется программным обеспечением, регулирующим направление и скорость движения электрода вдоль линии сваривания.
Выбор режима сварки
В зависимости от толщины и металла свариваемых деталей выбирается режим сварки под флюсом. Для каждого режима существует свой диапазон напряжения, силы тока сварки и диаметр проволоки. Скорость формирования шва колеблется в пределах от 6 до 100 метров в час.
Если толщина свариваемых деталей от 2 до 10 мм, то выбирается режим сварки на стальной подкладке под стыком деталей. Режим на флюсовой подушке подходит для сварки деталей толщиной 10-25 мм, а сварка деталей толщиной 16-70 мм выполняется в режиме предварительной ручной проварки нижней части шва.
С увеличением толщины свариваемых деталей растет диаметр проволочного электрода и сварочный ток, но уменьшается скорость формирования сварного шва.
Сила тока сварки (А) зависит от толщины проволоки (мм) следующим образом:
- 2 мм – 200-400 А;
- 3 мм – 300-600 А;
- 4 мм – 400-800 А;
- 5 мм – 700-1000 А;
- 6 мм – 700-1200 А.
Напряжение сварки существенно увеличивается только при толщине деталей свыше 25 мм.
Достоинства и недостатки
К преимуществам сварки под флюсом относятся:
- высокая степень автоматизации процесса;
- возможность проведения сварки под большой силой тока;
- высокая скорость сварки;
- качественный шов без окислов и раковин;
- возможность увеличения сварной ванны для более качественного провара.
Системы автоподачи флюса и сохранение постоянного расстояния от электрода до шва позволяет сваривать сложные детали с минимальным участием рабочих. Защитный слой флюса не дает расплавленному металлу разбрызгиваться, что позволяет производить сварку под высокими токами, многократно увеличивая скорость формирования и качество шва.
Однородность шва достигается за счет изоляции сварной ванны от кислорода воздуха, а также из-за легирования шва компонентами флюса, которые можно подобрать специально для материала свариваемых деталей. Также сварка под флюсом дает возможность использования одновременно двух электродов, расположенных на расстоянии 10-20 мм друг от друга и питаемых от одного источника тока – это позволяет сделать больше сварную ванну под флюсом, увеличив таким образом скорость сварки и степень однородности готового изделия.
К недостаткам сварки под флюсом относят трудности контроля процесса и технологическую сложность. Агрегаты для сварки под флюсом занимают большие площади и требуют обслуживания квалифицированными кадрами. Сварной шов формируется под слоем флюса и у сварщика нет возможности контролировать качество шва в режиме реального времени. Избежать брака можно путем дополнения агрегата ультразвуковыми или лазерными системами контроля наличия дефектов.
Защитный агент между двумя материалами
Сварочный флюс — это сварочный агент, который предотвращает взаимодействие сварного шва с окружающей средой (например, воздухом). Причина, по которой это так важно, заключается в том, что материал основы и наполнителя может взаимодействовать с атмосферой и вызывать образование оксидов или других нежелательных соединений.
Почему флюс так важен при сварке?
В процессе сварки основной металл и присадочный материал претерпевают значительные изменения температуры за очень короткое время.Нагретый металл может взаимодействовать с окружающим воздухом и вызывать окисление, которое создает оксидный слой на сварном шве, снижая прочность сварного шва.
И не только кислород может создавать инфекционные сварные швы, образование сульфидов и нитридов также может снизить прочность сварного шва.
СВАРКА ТРЕНИЕМ: ПРОЦЕСС, ТИПЫ И ПРЕИМУЩЕСТВА
Поскольку такие газы, как азот, присутствуют в атмосфере в изобилии, металлы имеют очень высокую вероятность воздействия на них включений.Оксидный слой снижает коррозионную стойкость металла.
Также влияет на прочность сварного шва. Поэтому техники и инженеры ищут способы, чтобы кислород никогда не попадал на сварной шов во время процесса сварки.
Основным условием работы флюса является то, что он должен быть инертным по отношению к соединяемым металлам. Другими словами, между флюсом и металлами не должно происходить никакой реакции.
Следовательно, выбор материала флюса зависит от используемых металлов.Помимо предотвращения образования оксидов, сварочный флюс также:
- Создает защитный шлак над расплавленным металлом
- Удаляет примеси из металла мотеля
- Уменьшает разбрызгивание
- Предотвращает затвердевание за счет замедления времени охлаждения и т. Д.
Флюсы находят применение в дуговой сварке защищенных металлов (SMAW), порошковой дуговой сварке (FCAW) и дуговой сварке под флюсом (SAW).
Типы электродного флюса
Для сварки флюс не используется как отдельное приложение.Они почти всегда присутствуют вместе с электродом. Флюс наносится на электрод толщиной от 1 мм до 3 мм .
В некоторых электродах внутри полой полости используется флюс. В этом случае электрод закрывает флюс.
В области дуговой сварки порошковые электроды в целом подразделяются на четыре различных типа в зависимости от их свойств.
1. Рутиловый электрод
Рутиловое покрытие электрода изготовлено из оксида титана. Они предлагают сварщику отличный контроль дуги и шлака.Благодаря этим свойствам покрытие рутилового электрода часто называют наиболее благоприятным для сварщиков типом флюса.
Количество дыма, выделяемого электродом, также обычно мало для рутилового электрода. Флюс рутилового электрода является предпочтительным выбором для сварки швов вне положения.
2. Основной флюс
Основной флюс изготавливается из карбоната кальция, фторида кальция, карбоната магния и некоторых других защитных соединений. Преимущество использования основного флюса заключается в том, что он приводит к лучшим механическим свойствам и низким уровням диффузии водорода.
Basic Flux является наиболее предпочтительным для высокопрочных сталей. Однако основной флюс гораздо менее терпим, когда речь идет о стабильности работы и нестандартных сварных швах.
Дуга также менее предсказуема при использовании основного потока.
3. Покрытие электрода из целлюлозы
В покрытии электрода из целлюлозы используется смесь целлюлозы и других органических соединений. Когда целлюлоза подвергается воздействию высоких температур при сварке, она разлагается с образованием окиси углерода и водорода.
Производство этих двух газов обеспечивает защиту сварного шва от атмосферы. Они также обеспечивают гораздо лучший провар в сварных швах.
Однако высокая скорость образования водорода может не подходить для сварки металлов, которые проявляют свойства включения водорода.
4. Покрытие из оксида железа
Покрытие из оксида железа представляет собой смесь металлических оксидов железа, марганца и кремнезема. Когда они нагреваются, они производят расплавленный кислый шлак.
Из-за высокого образования кислорода покрытие из оксида железа не подходит для сварки металлов, которые легко подвергаются включению кислорода.Одним из способов предотвращения окисления сварного шва является добавление раскислителей к сварочному стержню.
Разница между сваркой MIG и сваркой под флюсом
MIG-сварка или сварка в среде инертного газа — это процесс сварки, при котором электрод вводится в сварной шов с помощью электродной горелки. По сравнению со сваркой под флюсом, сварка MIG не требует покрытого флюсом электрода, поскольку в ней используется защитный газ для защиты сварочной ванны от внешнего вмешательства.
Но на этом различия не заканчиваются.
Стоимость
Сварочное оборудование MIG обычно дороже, чем установка для дуговой сварки. Следовательно, первоначальный капитал для сварки MIG — это больше, чем дуговая сварка.
Портативность
По сравнению с MIG, оборудование для дуговой сварки порошковой проволокой легко транспортировать. Компонентов, которые нужно перемещать, меньше, поскольку нет никакой системы, необходимой для подачи струи воздуха к сварному шву.
Простота использования
Сварка MIG намного проще для новичка по сравнению со сваркой под флюсом.Простота использования объясняется тем фактом, что сварщику необходимо работать только с одним компонентом за раз. Сварка под флюсом часто требует более квалифицированных сварщиков.
В помещении или на открытом воздухе
Сварка MIG невозможна снаружи, так как внешние факторы, такие как ветер или дождь, могут значительно снизить прочность сварного шва. По этой причине они в основном предназначены для использования внутри помещений.
Сварка под флюсом не имеет таких ограничений. Они продолжают работать даже в менее благоприятных условиях.
Толщина металла
Сварка MIG используется для сварки металлов тонкой и средней толщины.Сварка под флюсом эффективна для металлов большой толщины благодаря своей глубокой проникающей способности.
Аргон — один из самых популярных защитных газов MIG, используемых в промышленности, благодаря доступной цене и инертным химическим характеристикам.
Заключение
Сварка — это не просто процесс соединения металлов. Безупречный сварной шов — это результат многих сознательных решений, принимаемых сварщиком с учетом всех особенностей.
СВЯЗАННЫЕ С: ХОЛОДНАЯ СВАРКА: СОЕДИНЕНИЕ МЕТАЛЛОВ БЕЗ ТЕПЛА
Флюс является неотъемлемой частью дуговой сварки, и выбор одной из них имеет большое влияние на окончательное качество сварного шва.Сварщики проходят подробное обучение, чтобы ознакомиться с различными методами сварки и компонентами, используемыми для каждого метода сварки.
Сварка сердечником флюсом вполне может быть одним из старейших методов дуговой сварки. Тем не менее, это один из наиболее эффективных и широко используемых методов соединения металлов.
Что такое сварка порошковой проволокой (FCAW)?
Дуговая сварка порошковой проволокой (FCAW) — это полуавтоматический процесс дуговой сварки, который похож на сварку металла активным газом (MAG).FCAW использует электрод с непрерывной подачей проволоки, источник питания для сварки с постоянным напряжением и аналогичное оборудование для сварки MAG.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Этот процесс был впервые разработан в 1950-х годах в качестве альтернативы ручной дуговой сварке металлическим электродом (MMA), которую также называют сваркой штучной сваркой. FCAW преодолевает многие ограничения, связанные с MMA, поскольку в нем используется проволочный электрод с непрерывной подачей.
При дуговой сварке сердечником под флюсом обычно используется защитный газ, аналогичный тому, который используется при сварке MAG, но ее также можно выполнять без защитного газа. Это более производительно, чем сварка MAG.
Как работает дуговая сварка сердечником?
При дуговой сварке порошковой проволокой используется тепло, выделяемое электрической дугой, для плавления основного металла в зоне сварного шва. Эта дуга зажигается между металлической заготовкой и непрерывно подаваемой трубчатой порошковой присадочной проволокой, при этом как проволока, так и металлическая заготовка плавятся вместе, образуя сварное соединение.Это похоже на сварку MAG, за исключением того, что для сварки FCAW используется полый трубчатый электрод, заполненный флюсом, а не твердый металлический электрод.
Процесс FCAW можно разделить на два типа в зависимости от метода экранирования; один использует внешний защитный газ, а другой полагается исключительно на сам флюсовый сердечник для защиты зоны сварки.
Защитный газ, если он используется, защищает сварочную ванну от окисления и обычно подается извне из газового баллона высокого давления.Металл сварного шва также защищен шлакообразованием от плавления флюса. Таким образом, процесс, неофициально известный как сварка «двойным экраном», был в первую очередь разработан для сварки конструкционных сталей. Наиболее часто используемые защитные газы — это диоксид углерода или смеси аргона и диоксида углерода. Чаще всего используется смесь 75% аргона и 25% диоксида углерода. Этот метод двойного экрана предпочтителен для сварки более толстых материалов или для сварки вне положения. Этот процесс, при использовании в идентичных условиях, обеспечивает сварные швы с более стабильными механическими свойствами и с меньшим количеством дефектов, чем при использовании процессов MMA или MAG.Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность, чем сплошной проволочный или стержневой электрод. Однако метод защиты от газа может не подходить для использования в ветреную погоду, поскольку нарушение защиты от газа может привести к ухудшению свойств металла сварного шва.
Во второй версии этого процесса не используется внешний защитный газ, а вместо этого используется защита, обеспечиваемая самим электродом с флюсовой сердцевиной. Этот электрод обеспечивает газовую защиту, а также образует шлак, который покрывает и защищает расплавленный металл в сварном шве.Сердечник присадочной проволоки содержит шлакообразующие флюсы и материалы, которые выделяют защитные газы при сгорании под действием тепла сварочной дуги. Защитный флюс означает, что этот процесс можно легко использовать на открытом воздухе даже в ветреную погоду без необходимости использования внешнего защитного газа. Это делает процесс чрезвычайно портативным и, следовательно, пригодным для сварки на открытом воздухе.
Какие металлы можно сваривать с помощью FCAW?
Дуговая сварка порошковой проволокой хорошо работает с большинством углеродистых сталей, чугуном, нержавеющей сталью и сплавами для наплавки / наплавки.
Однако экзотические цветные металлы, такие как алюминий, нельзя сваривать с помощью этой техники.
Прочтите наши часто задаваемые вопросы о сварке алюминия для получения дополнительной информации.
Какие преимущества?
Метод сварки сердечником флюсом имеет ряд преимуществ по сравнению с другими методами. FCAW предпочтительнее сварки MAG при использовании на открытом воздухе, а также для соединения более толстых материалов. Встроенная защита, обеспечиваемая присадочной проволокой, может выдерживать сильный ветер, а при использовании без внешнего защитного газа FCAW является портативным и удобным.Этот процесс сварки также обеспечивает большую гибкость при работе с сплавами, чем MAG. Он также обеспечивает более высокую скорость наплавки проволоки и улучшенную стабильность дуги, что позволяет использовать его на высоких скоростях без ухудшения качества сварного шва.
Дуговая сварка порошковой проволокой может быть процессом «во всех положениях» и также требует меньшего мастерства от операторов, чем MMA и MAG. Он также требует меньшей предварительной очистки металлов, чем другие процессы. Шансы на пористость также очень низки, если правильно применять FCAW.
Каковы недостатки / ограничения?
Этот процесс имеет несколько недостатков по сравнению с другими методами сварки, в том числе образование ядовитого дыма, из-за которого сварочная ванна может быть плохо видна. FCAW генерирует больше дыма, чем другие процессы, такие как MMA или MAG.
Пористость также может быть проблемой, если газы из металла шва не могут выйти наружу до того, как металл шва затвердеет.
ЭлектродыFCAW требуют улучшенных процедур обращения и хранения по сравнению с электродами из сплошной проволоки.Из-за трубчатой структуры наполнитель иногда может быть дороже, чем твердые ответные части.
Необходимо выбрать правильный присадочный металл, чтобы обеспечить требуемые механические свойства. Кроме того, необходимо обеспечить постоянную подачу проволоки, чтобы избежать связанных с этим проблем со сваркой.
Еще одним недостатком является образование шлака, который необходимо удалять перед нанесением каждого последующего слоя. Наконец, хотя FCAW отлично подходит для соединения более толстых металлов, его не рекомендуется использовать для материалов толщиной менее 20 калибра.
Для чего используется FCAW?
Это гибкий сварочный процесс, подходящий для сварки во всех положениях, с учетом правильного присадочного материала и состава флюса. Благодаря высокой производительности наплавки он обеспечивает высокое качество сварных швов с хорошим внешним видом. Высокая скорость сварки и портативность этого метода сварки означают, что он широко используется в строительстве. Это также подтверждается тем фактом, что процесс можно легко проводить на открытом воздухе, даже в ветреную погоду.
Так как она может использоваться для ряда сплавов, простых углеродистых, нержавеющих и дуплексных сталей, дуговая сварка порошковой проволокой также часто используется для наплавки и наплавки.
Сопутствующие услуги
Что такое сварочный флюс / Блог RodOvens.com
Эта запись была опубликована 27 марта 2015 г. автором admin.
Термин «сварочный флюс» таит в себе некую загадку. Надеюсь, эта статья поможет вам лучше понять, что такое флюс, каковы его функции и как хранить флюс и расходуемые стержневые и проволочные электроды.
Fusion VS. Non Fusion: При пайке меди или латуни без плавления поверхность должна быть сначала очищена. Чаще всего для этого используется соляная кислота. После очистки места соединения или пайки металл равномерно нагревается и наносится «флюс»; это обычно чистится щеткой. Когда металл нагревается, припой добавляется вручную, и металлы соединяются. (То же самое происходит и с «пайкой». При пайке стали поверхность очищается, металл нагревается, пруток для пайки нагревается и погружается в емкость с «флюсом» и используется таким образом.)
Однако «сварка» металлов, их сплавление, требует большего, чем просто нагревание металлов, которые необходимо соединить. При сварке основные металлы вместе со сварочным стержнем или проволочным электродом необходимо выдерживать при высоких температурах для плавления. Это вызывает химические реакции, которых нет при низких или умеренных температурах.
Флюс, стержень, газы и тепло: Электрод, стержень или проволока с покрытием, основной металл (металлы) и сам нагрев вступает в химическую реакцию с кислородом и азотом в воздухе.Во время процесса металл должен быть защищен от этих реакций, чтобы можно было гарантировать прочность и целостность сварного соединения. Следовательно, стержневой или проволочный электрод и создаваемый им флюс покрывают дугу и ванну расплава защитным экраном из газа и пара. Чаще всего используется термин «защита дуги».
При сварке прутками и проволочными электродами «флюс» применяется на заводе. Флюс выполняет несколько функций:
- Помогает очистить металлические поверхности.
- Помогает присоединить присадочные металлы к основным металлам.
- Обеспечивает защитный барьер от возгорания.
- Помогает с передачей тепла от источника тепла к металлической поверхности и помогает в удалении поверхностных металлических отходов.
- Также помогает отложения металла с электрода.
RodOvens.com предлагает широкий выбор духовок для ремонта и выдержки всех размеров, моделей и форм. У нас также есть неотапливаемые складские емкости и запасные части для печей. У нас есть 30-дневный возврат денег и гарантия БЕСПЛАТНОЙ доставки для вашего бизнеса.
Обратите внимание: продукты и характеристики , представленные на веб-сайте, могут отличаться от реальных. продукт и может содержать дополнительное оборудование, доступное за дополнительную плату.Как работает порошковая сварка
Дуговая сварка порошковой проволокой — это метод сварки, который несколько уникален по сравнению со сваркой металлов в инертном газе. Что в первую очередь отличает FCAW от сварки MIG, так это тип используемого проволочного электрода и способ защиты расплавленного металла от атмосферы.
В процессе сварки MIG используется сплошной проволочный электрод, обычно изготовленный из низкоуглеродистой стали. Для создания экрана для защиты ванны расплава требуется внешний подвод газа. Обычно это обеспечивается газовым баллоном высокого давления.
Как и MIG, FCAW требует электричества, присадочного металла и некоторого способа защиты расплавленного металла от воздуха. В отличие от процесса MIG, метод порошковой сварки использует проволоку, которая содержит внутреннюю сердцевину из материалов, выделяющих флюс и защитные газы при сгорании под действием тепла сварочной дуги.Этот тип провода устраняет необходимость во внешней подаче газа, поскольку он обладает внутренними защитными свойствами.
Использование метода FCAWДуговая сварка порошковой проволокой работает лучше, чем сварка MIG, при работе с более толстыми материалами. Фактически, FCAW рекомендуется только для материалов толщиной не менее 20. При использовании процесса FCAW на более толстых металлах хороший, прочный сварной шов может быть получен за один проход.
Поскольку порошковая проволока производит собственный защитный газ в процессе сварки, FCAW работает намного лучше на открытом воздухе, чем метод MIG.Эта внутренняя защита может выдерживать даже сильный ветер. Нет необходимости носить с собой отдельный газовый баллон к месту сварки, что делает FCAW более удобным.
Одним из недостатков использования FCAW является то, что сварочная дуга действительно разбрызгивает. В результате готовый сварной шов покрывается шлаком, который, возможно, придется удалить.
Чтобы начать процесс сварки порошковым методом, сварщик сначала нажимает на спусковой крючок, который начинает непрерывно подавать электрод к стыку.Когда электрод пропускается через механизм подачи проволоки, он становится электрически заряженным. Когда проволока достигает металлического стыка, происходит короткое замыкание, в результате чего электрод нагревается и начинает плавиться. По мере плавления проволочного электрода начинает плавиться и металл. Вместе плавящийся электрод и металл образуют ванну расплава. В ванне одновременно плавится флюсовая сердцевина электрода, чтобы создать защитный экран от окружающей среды и шлака, который защищает сварной шов от загрязнения.
Какие металлы лучше всего подходят для FCAWБольшинство цветных экзотических металлов, включая алюминий, нельзя сваривать порошковым методом. Однако порошковая сварка хорошо подходит для большинства углеродистых сталей, сплавов на основе никеля, чугуна и некоторых нержавеющих сталей.
Ссылки:
www.lincolnelectric.com
www.gowelding.org
Статьи по теме:
Порошковая проволока против сплошной проволоки
Методы дуговой сварки порошковой проволокой
Порошковая проволокаи сплошная проволока
В чем разница между порошковой электродной проволокой и сплошной электродной проволокой? Один тип электрода лучше другого для сварки? В чем преимущества и недостатки каждого типа проволоки?
Электроды с порошковой проволокойПорошковые электроды бывают двух типов: газозащитные и самозащитные.Как следует из названия, для порошковой проволоки с защитным газом требуется внешний защитный газ. Самозащищенная разновидность — нет.
Флюсовое покрытие на порошковой проволоке в среде защитного газа затвердевает быстрее, чем расплавленный сварочный материал. Следовательно, создается своего рода полка, которая удерживает ванну расплава при сварке над головой или вертикально вверх. Флюсовая проволока в газовой среде хорошо подходит для сварки металлов большой толщины. Они также хорошо подходят для сварки в нерабочем положении. С помощью проволоки этого типа легко удалить шлак.
Самозащитная порошковая проволока не требует подачи внешнего защитного газа. С этим типом электрода сварочная ванна защищена, поскольку при сжигании флюса от проволоки образуется газ. Поскольку самозащитный провод создает собственный защитный экран и не требует внешнего бензобака, его легче переносить.
Преимущества порошковых электродовИспользование электродов с порошковой проволокой дает несколько преимуществ.Эти преимущества включают, но не ограничиваются:
- Они обеспечивают высокую производительность наплавки.
- Хорошо работают на открытом воздухе и в ветреную погоду.
- При использовании правильных присадочных материалов эти электроды могут сделать процесс FCAW «универсальным».
- Обычно порошковая проволока обеспечивает чистые и прочные сварные швы.
Есть проблемы с любым методом сварки.Независимо от процесса и типа используемого электрода существует вероятность неполного сплавления основных металлов. Также могут возникнуть включения шлака или трещины в сварных швах.
Дополнительные проблемы, которые могут возникнуть при использовании порошковой электродной проволоки, включают:
- Оплавление контактного наконечника может произойти, если электрод соприкоснется с основным металлом и сплавит их вместе.
- Если газы не выходят из зоны сварки до затвердевания металла, в сварном шве могут образоваться дыры и стать пористым.
Сплошные проволочные электроды используются при сварке металлов в инертном газе. Для таких электродов требуется защитный газ, который подается из баллона со сжатым газом. Защитный газ защищает сварочную ванну от атмосферных загрязнений.
Сплошные проволочные электроды часто изготавливаются из низкоуглеродистой стали, покрытой медью для предотвращения окисления и улучшения электропроводности. Меднение также помогает продлить срок службы сварочного контактного наконечника.
Сплошная проволока — лучший выбор при работе с тонкими материалами, такими как листовой металл. Они должны давать хорошие, чистые сварные швы.
Сплошные проволочные электроды плохо работают на ветру. Воздействие ветра на защитный газ может нарушить целостность сварного шва.
Какой провод лучше всего?Сравнивая порошковую проволоку с проволокой сплошного сечения, было бы разумно отметить, что лучший выбор зависит от сварочной работы и местоположения.Оба типа проволоки при правильном выполнении позволяют производить качественные сварные швы с хорошим внешним видом сварного шва.
Для толстых металлов и работ на открытом воздухе лучше всего подходят порошковые электроды. Для более тонких металлов и работ, выполняемых без ветра, достаточно хорошо подойдут электроды из сплошной проволоки.
Сплошные проволочные электроды, используемые при сварке MIG, не так портативны, как порошковая проволока. Это связано с необходимостью использования защитного газа в MIGW.
Как сплошные проволочные электроды, так и электроды с порошковой проволокой относительно просты в использовании.Однако электроды с порошковой проволокой более дороги.
Ссылки:
www.millerwelds.com (Miller Electric Manufacturing Co.)
http://en.wikipedia.org/wiki/Flux-cored_arc_welding
Дополнительные статьи:
Узнать больше о Submerged ARC Flux
Что такое сварка порошковой проволокой?
Что лучше? Сварочная куртка VS Фартук — Информационные статьи
Использование защитного газаЭто одно различие, с которым вы столкнетесь при сравнении двух процессов.При сварке проволокой MIG необходим защитный газ. Следовательно, вам нужно будет приобрести отдельный газовый баллон под давлением, подключенный к расходомеру или регулятору к сварочному аппарату MIG через проточный шланг.
Шланг подает газ к сварщику. Есть несколько газов, которые можно использовать в качестве защиты при сварке MIG, и они включают аргон, диоксид углерода и смесь диоксида углерода и аргона. Для нержавеющей стали используется комбинация углекислого газа, аргона и гелия.
Как упоминалось ранее, существует два процесса сварки сердечника из флюса: самозащитный экран и двойной экран из флюсового сердечника.В самозащитном флюсовом сердечнике проволока производит собственные защитные газы в точке сварного шва. Флюс в проволоке плавится при нагревании, выделяя газ, который затем покрывает сварочную ванну.
Это экономично, поскольку вам не нужно покупать или транспортировать сварочный газ, где бы вы ни работали. Однако проволоку с сердечником из флюса с двойным экраном необходимо использовать вместе с защитным газом, как и при сварке MIG. Для получения дополнительной информации о резервуарах для сварки аргоном и газе [ Прочтите полное руководство ].
Тип используемого проводаПрежде всего, в обоих методах в качестве сварочного электрода используется бочонок с проволокой, поэтому важно знать тип сварочной проволоки, которая будет использоваться в каждом процессе. Среди отличий это главное. В процессе сварки MIG используется сплошной проволочный электрод, в то время как в Flux Core используется трубчатая сварочная проволока.
Разница между ними в том, что трубчатая сварочная проволока полая. Он сделан из металла снаружи и флюса в центре.Материал флюса дает название сварочному механизму. Разница между проводами означает, что все они ведут себя по-разному. Вы не можете использовать сплошную проволоку для сварки сварочными аппаратами с флюсовым сердечником.
Сравнение полярности сварного шваСуществует резкая разница между полярностями при сварке сердечником из флюса и при сварке MIG. Начиная с настройки, каждый процесс должен быть оснащен подходящим проводом.
По сути, вам нужна настройка DCEN при сварке самозащитным флюсом.Это означает, что проволока, содержащаяся в сварочной проволоке, должна быть строго совмещена с отрицательной клеммой. С другой стороны, заземляющий зажим необходимо прикрепить к сварочному столу или сварочному проектору и снимать непосредственно с положительной клеммы.
При сварке MIG используется DCEP. Это положительный полюс электрода постоянного тока, где горелка MIG использует положительную клемму. Некоторые сварщики MIG используют для сварки сердечник из флюса. Их можно переключать с одного терминала на другой.
Важно знать, какие именно настройки использовать.Более того, не для всех проволок с флюсовым сердечником требуется установка DCEP для сварки. Для нержавеющей стали вам понадобится самозащитный флюс, который можно использовать со сварочным аппаратом, который позволяет пользователю переключаться на полярность DCEP. Сердечник из флюса в защитном газе использует отдельный защитный газ для сварки, а его проволока требует настройки DCEP.
Предлагает ли Flux Core лучшее проникновение металла, чем MIG?Большинство людей считает, что сердечник из флюса дает лучшее проплавление по сравнению с сваркой MIG.Но как отличить их? Проникновение металла может варьироваться в зависимости от разных факторов.
Напряжение и сила тока, на которые вы устанавливаете сварочный аппарат, являются первым фактором, определяющим, насколько сварка проникает в металл. Второй аспект — толщина металла; от толщины металла зависит глубина сварки. Следовательно, от того, насколько эффективен метод сварки, зависит, насколько глубоким будет проплавление.
Например, вы можете сварить 4.Сталь 8 мм при использовании проволоки с сердечником из флюса 0,030 при напряжении 140 В. Это отличается от результатов, которые вы получаете, когда используете сплошную проволоку MIG того же диаметра, что дает сварную сталь 1/8 дюйма.
Тот же принцип очевиден, когда вы используете Hobart, Lincoln или Everlast среди других металлов. Однако, используя сердечник из флюса, вы можете сваривать более толстые металлы с меньшей силой тока по сравнению с MIG. Следовательно, аргумент о том, что сердечник из флюса обеспечивает лучшее проникновение в металл, также справедлив.
Качество сварки: сварка сердечником из флюса по сравнению с MIGКак и во всех других аспектах, при определении наилучшего процесса сварки необходимо учитывать качество. Считается, что сварка MIG обеспечивает лучшее качество, но это будет зависеть от того, как вы определяете «качество».
В большинстве случаев качество шва определяется прочностью. Если это правда, то оба метода обеспечивают прочный сварной шов. В других случаях текстура и внешний вид могут быть определяющими для многих; следовательно, если это так, то сварка MIG позволяет получить металл великолепного вида.
Как это достигается? Присадочный металл устанавливается так, чтобы прилегать к сварному шву. Это дает вам превосходно выглядящий сварной шов.
Образовавшийся шлак и брызгиСуществуют разные результаты, когда дело доходит до того, сколько шлака и брызг образуется при сварке металла MIG или Flux Core. Проволока с флюсовым сердечником содержит флюс в центре проволоки, что приводит к образованию некоторого количества шлака во время сварки. Этот шлаковый покров образует сварочную ванну, которую позже счищают, когда металл остынет.
Шлак — это множество примесей, удаляемых флюсом; следовательно, высока вероятность обнаружения шлака при сварке сердечника флюсом. Сварка MIG не освобождается от этого, так как также известно, что на ней образуются остатки. Разница между ними в том, что шлак, полученный при сварке MIG, легче очистить, чем шлак Flux Core.
Брызги образуются, когда пятна расплавленного металла направляются сварочной проволокой по зоне сварки. Как и шлак, в обоих процессах сварки также образуются брызги, но их количество будет зависеть от того, какой защитный газ используется.
Защитный газ из двуокиси углерода производит больше брызг. В целом, сварка сердечника флюсом приводит к образованию большего количества брызг, которые можно легко удалить с помощью средств защиты от брызг.
Флюс при сварке — Weld World
ФлюсФлюс используется для защиты расплавленного металла от всех типов атмосферных загрязнений.
При газовой сварке металл нагревается на воздухе, кислород из воздуха соединяется с металлом с образованием оксидов, что приводит к низкому качеству сварных швов или, в некоторых случаях, сварке может быть невозможно.Чтобы избежать этой трудности, во время сварки используется флюс.
| Флюс, используемый в различных металлах Флюс всегда легкоплавкий, но неметаллически и химически реагирует с оксидом и образует шлак, который плавает и покрывает расплавленную лужу металла, тем самым не допуская попадания атмосферного кислорода и других вредных газов. Флюсы Флюс используется при газовой сварке чугуна, нержавеющей стали и большинства цветных металлов, а также свинца, цинка и некоторых драгоценных металлов. Защитные газы |
Для чугуна требуется флюс. Легкоплавкий флюс увеличивает текучесть железосиликатного шлака, а также способствует удалению шлака.
Обычно изготавливается из флюса, боратов или борной кислоты, кальцинированной соды и других соединений, таких как хлорид натрия и т. Д., для прутков из серого чугуна.
См. Чугун
Для лучшего контроля над расплавленным металлом и для надежной сварки необходимы флюсы. Флюс также следует наносить внутрь, чтобы предотвратить окисление. Он может включать такие соединения, как бура, борная кислота, плавиковый шпат и т. Д.
Флюс в алюминии При сварке алюминия сварка флюсом необходима из-за образования оксидной пленки на металле, которая препятствует прочным сварным швам.
При использовании флюса оксид разрушается и превращает их в легкоплавкий шлак. Плавкий шлак легче основного металла плавает на поверхности лужи. Его можно нанести на основной металл кистью, погрузить во флюс перед сваркой и нанести на конец присадочного стержня. В состав флюса в алюминии и сплавах входят литий-натрий и калий в форме насекомых или порошка. Может содержать хлорид калия, хлорид лития и т. Д.
| Для сварки никеля флюс не требуется, но требуется сварка его сплавов, таких как флюс Inconel и Monel. |
|
Флюс в меди
Для сварки меди флюс не требуется, но при сварке сплавов требуется флюс. Флюс для медных сплавов может содержать буру, борную кислоту, фосфат, силикат магния, известь и т. Д.
Флюс в магнии
Для сварки необходим флюс магния, который должен наноситься на все кромки свариваемого основного металла и присадочного металла. Флюс может содержать хлорид натрия, фторид калия, хлорид магния, хлорид бария и т. Д.
| Присадочный металл | Температура плавления ° C | Требуемый флюс |
| Низкоуглеродистая сталь с медным покрытием | 1490 | НЕТ |
| Высокоуглеродистая сталь | 1350 | ДА |
| Никелевая сталь | 1450 | ДА |
| Износостойкая легированная сталь | 1320 | НЕТ |
| Электроды для сварки труб | 1450 | НЕТ |
| Нержавеющая сталь | 1440 | ДА |
| Чугун Super-Silicon | 1147 | ДА |
| Медно-серебряный сплав | 1068 | ДА |
| Никелевая бронза | 910 | ДА |
| Алюминиевые сплавы с 5% меди | 640 | ДА |
| Алюминиевые сплавы с 5% кремния | 635 | ДА |