Какие функции в сварочных инверторах есть, и что они дают
Функции сварочных инверторовСварочный инвертор — это источник дуги, технически сложное устройство для сварки постоянным током. Помимо смены полярности, прямой и обратной, современные инверторы имеют множество различных функций, которые позволяют упростить процесс сварки.
Как правило, в первую очередь, при выборе сварочного аппарата все обращают внимание на мощность и максимальный ток. Однако наличие трех главных функций в инверторе, помогут легко справиться со сваркой, даже в самых трудных случаях.
Какие функции имеют сварочные инверторы
Для удобства работы в сварочном инверторе предусмотрены различные вспомогающие функции. Все они предназначены для того, чтобы упростить работу со сваркой.
Основными функциями в сварочных инверторах являются:
- Горячий старт;
- Форсаж дуги;
- Антиприлипание электрода.
Уже из самого названия становится понятно, для чего именно предназначена та или иная функция.
Принцип работы функции «Горячий старт» основан на кратковременном увеличении сварочного тока в момент инициализации дуги. Когда электрод прикасается к металлу, сварочный ток увеличивается на 10-20%. Как только сварочная дуга загорелась, и электрод стал нормально гореть, значение тока уменьшается до выставленной величины на инверторе.
Функция Hot Start — горячий старт, позволяет без труда зажечь даже самые трудные в этом плане электроды. К таковым можно отнести УОНИ, которые плохо загораются и очень часто прилипают к металлу. Данная функция, очень удобная в работе.
Функции «Форсаж дуги» и «Антиприлипание»
Функция «Форсаж дуги» оказывается незаменимой в том случае, когда сварочная дуга всё время обрывается. Обрыв дуги может происходить по разным причинам, и вот как раз данная функция способствует её быстрому восстановлению.
В тот момент, когда сварочная дуга почти погасла, функция форсажа дуги увеличивает ток, что способствует тем самым её восстановлению. По своему принципу работы, эта функция во многом схожа с функцией горячего старта, однако есть один нюанс. В некоторых моделях инверторов, функция «Форсаж дуги» не поддается регулировке.
Ну и третья, такая не менее важная функция, как «Антиприлипание электрода» — позволит забыть о проблеме, когда электроды всё время прилипают к металлу. Работа этой функции основана на уменьшении сварочного тока, вплоть до нуля.
Когда электрод начинает сильно липнуть к металлу, функция «Антиприлипания» сбрасывает значение сварочного тока до нуля. Таким образом, можно легко оторвать электрод от поверхности металла. Ну а вместе с другими функциями, такими как «Форсаж дуги» и «Горячий старт», в целом, получается, увеличить скорость и продуктивность работы инвертором.
Поделиться в соцсетях
выбираем оборудование для сварки от рязанского завода, обзор моделей
Чтобы соединить металлические детали, часто используют сварку. Среди производителей, которые занимаются выпуском сварочного оборудования, можно выделить отечественного производителя «Форсаж». Он больше 20 лет поставляет российскому потребителю разнообразные сварочные аппараты.
Среди производителей, которые занимаются выпуском сварочного оборудования, можно выделить отечественного производителя «Форсаж». Он больше 20 лет поставляет российскому потребителю разнообразные сварочные аппараты.
Особенности
Сварочные аппараты от рязанского завода «Форсаж» оснащены разнообразными функциональными возможностями и выполнены по последним технологиям. Обеспечивают стабильный ток на сварочной дуге. Предоставляют бесперебойное горение, эластичную дугу, могут работать в нескольких режимах, гарантируют безопасную работу для пользователя.
Агрегаты достаточно экономны при расходе электричества, имеют небольшие параметры и вес, что делает их востребованными в работе в труднодоступных местах, а также в строительно-монтажных работах. Во время сварки выполняется качественный и надежный шов, металл не разбрызгивается по плоскости, а электроды не слипаются.
Во время сварки выполняется качественный и надежный шов, металл не разбрызгивается по плоскости, а электроды не слипаются.
Есть возможность подключать сварочную технику к автономным генераторам тока.
Обзор моделей
«Форсаж 180»
Сварочный аппарат имеет самые маленькие параметры в линейке производителя. Данная модель оснащена системой защиты, которая обеспечивает безопасность пользователя во время работы с нестабильной сетью.
Даже если в сети напряжение снизилось до 140 кВт, сварочный аппарат предоставляет беспрерывный цикл сварки.
Для произведения работ необходимо пользоваться электродами толщиной от 1,6 до 4 мм любой марки. Корпус выполнен из прочного металла, что гарантирует его сохранность и стабильное положение на разных плоскостях. Имеется вентилятор, который снижает потребляемую мощность и уменьшает проникновение пыли внутрь устройства. Корпус оснащен плечевым ремнем для более удобной транспортировки.
Корпус выполнен из прочного металла, что гарантирует его сохранность и стабильное положение на разных плоскостях. Имеется вентилятор, который снижает потребляемую мощность и уменьшает проникновение пыли внутрь устройства. Корпус оснащен плечевым ремнем для более удобной транспортировки.
Устройство выполняет качественные швы, обеспечивает легкое зажигание дуги без разбрызгивания металла. С наличием дополнительных аксессуаров можно выполнять аргонодуговую сварку. Имеет низкий расход электроэнергии, есть возможность подключать от автономных источников. В случаях, если подача электроэнергии превышает диапазон 100-265 В, автомат переходит в ждущий режим, а после достижения рабочего промежутка 144-250 В он переходит в рабочее состояние. Работает от однофазной сети с подачей тока 220 В.
«Форсаж 502»
Это промышленное устройство для полуавтоматической, ручной, электродуговой и аргонодуговой сварки.
Модель предоставляет стабильный цикл сварки, есть возможность подключать к независимым передвижным станциям мощностью не менее 30 кВт.
Предусмотрена защита от перегрева и перегрузки, подается качественный ток. Может выполняться в двух разных вариантах – базовой и расширенной. В базовой есть автономное отключение, предусмотрена функция не разбрызгивания металла и не слипания электродов, управляется при помощи пульта. Есть возможность обеспечивать на короткой дуге увеличенный сварочный ток. Его величина может быть уже установлена производителем или ее можно отрегулировать самостоятельно.
В моделях с расширенной модификацией есть функция Hot Start, она дает возможность регулировать величину тока на короткой дуге, предусмотрена регулирующая функция «Наклон BAX», настраиваемая функция «Индуктивность» и «Базовый ток». Для работы используются электроды от 1,6 до 5 мм, а диаметр проволоки – от 0, 8 до 16 мм. Расположение катушки внешнее.
Для работы используются электроды от 1,6 до 5 мм, а диаметр проволоки – от 0, 8 до 16 мм. Расположение катушки внешнее.
Данная модель весит 29 кг, имеет размеры:
- длина – 430 мм;
- ширина – 225 мм;
- высота – 435 мм.
Самый большой сварочный ток в условиях беспрерывной работы составляет 400 А, а напряжение холостого хода – 65 В, предусмотрены 3 фазы питания.
«Форсаж 315 M»
Модель сварочного аппарата представляет собой промышленное сварочное устройство с рабочими электродами MMA.
Для сварки необходимо использовать электроды диаметром до 5 мм, а при наличии специальной горелки можно производить аргонодуговую сварку с неплавящимся электродом.
Устройство характеризуется высокой мощностью и производительностью, может выполнять сварочные работы в течение длительного времени, имеется лёгкий поджиг дуги и электронная стабилизация. Благодаря вентилятору есть защита от пыли. Во время работы потребляет минимум электроэнергии, имеет небольшой вес и размеры.
В качестве источника питания могут быть использованы автономные электростанции, есть лицевая панель, которая отображает все функции, позволяет их настраивать и регулировать. Предусмотрена автоматическая защита от перегрева и выключения при скачках напряжения, можно управлять дистанционно сварочным током.Критерии выбора
Для того чтобы выбрать подходящий сварочный аппарат, необходимо прежде всего определиться со сферой использования агрегата, а значит, с его классом. Для малых объемов работ, где сварочный ток составляет всего 120 или 200 А и есть перерывы 5-10 минут, можно приобрести сварочное устройство бытового класса.
Для профессионального произведения сварочных работ, например, для сварки труб, изготовления каркаса, где сварочные работы выполняются продолжительное время с высоким качеством сварки и ток варьируется от 200 до 300 А, приобретают профессиональные сварочные устройства.
Если сварка проводится в больших масштабах в течение длительного времени, а сила сварочного тока составляет 250-500 А, необходимо приобрести сварочный аппарат промышленного класса.
Показатель сварочного тока для базовых моделей колеблется от 160 до 200 А. Обычно профессиональные сварщики уделяют внимание моделям с самым низким порогом сварочного тока. Этот показатель обеспечивает качественную сварку с особо тонкими металлами.
Во время сварочных работ могут быть скачки напряжения в сети. Бытовые и профессиональные сварочные устройства нечувствительны к перепадам + 15 или – 15%, но лучше, если в устройстве будет защита от скачков напряжения. В случае такого скачка агрегат просто выключится на определённое время до стабилизации напряжения.
Что касается питания сварочного устройства, то аппараты могут работать от трехфазной сети с напряжением 380 В и однофазной 220 В. Для домашнего использования обычно применют более универсальные устройства, которые работают на одной сети.
В следующем видео продемонстрирован тест сварочных аппаратов «Форсаж».
Сварочный аппарат Elitech ММА АИС 220Prof (185833)
Сергей Берёза 04. 06.2018
06.2018
Достоинства:
Отлично варит, не нужно быть профессионалом. Легко настраивается, удобный, качественный, внушает доверие уже внешним видом. Форсаж дуги, мма, тга, дисплей с точной настройкой тока, антизалипание.
Недостатки:
Короткие провода массы и держака. Масса слабовата, пятаки плохо контачат, подгорают. Быстро выйдет из строя.
Комментарий:
В комплекте щиток, пусть и простенький, но кому не надо часто варить — сойдёт. Аппарат что надо. Варит отменно.
Анонимный отзыв 01.02.2018
Достоинства:
Сварщик с небольшим опытом работы с инвертором. До этого варил только трансформатором,если сравнить,то земля и небо. Функция антизалипания присутствует,по крайней мере варил пока электродами МР-3С. Реально легко разжигается,а это значит форсаж дуги,жалко что нельзя отрегулировать(с регулировкой будет дороже естественно),а так он в автомате. Не перегревается, хотя варил не постоянно, но много,в течении дня. Я провода другие поставил и держак поменял,сразу после покупки,родные не внушают доверия,вроде алюминиевые, на срезе видно. Взял еще маску хамелеон этой же фирмы. Варил 3-ой не больше 80 ампер,запаса на 5-ку с лихвой,даже не сомневаюсь. Я вот не профессионал конечно,но после этого аппарата,такое ощущение,что у меня стаж не менее 5 лет. Короче берите не пожалеете!!!
До этого варил только трансформатором,если сравнить,то земля и небо. Функция антизалипания присутствует,по крайней мере варил пока электродами МР-3С. Реально легко разжигается,а это значит форсаж дуги,жалко что нельзя отрегулировать(с регулировкой будет дороже естественно),а так он в автомате. Не перегревается, хотя варил не постоянно, но много,в течении дня. Я провода другие поставил и держак поменял,сразу после покупки,родные не внушают доверия,вроде алюминиевые, на срезе видно. Взял еще маску хамелеон этой же фирмы. Варил 3-ой не больше 80 ампер,запаса на 5-ку с лихвой,даже не сомневаюсь. Я вот не профессионал конечно,но после этого аппарата,такое ощущение,что у меня стаж не менее 5 лет. Короче берите не пожалеете!!!
Недостатки:
Короткие провода,вроде алюминиевые,сразу заменил.
Комментарий:
Пока варил с проводами на 25 кв. длинною по 4 метра каждая,наверное надо было больше на держак. Думаю в будующем сделать удлинитель на держак 10 метров, итого будет 14 метров,мне нужен длинный для работы. Куплю кабельные розетку и вилку на 25 кв.,думаю будет удобно использовать.
длинною по 4 метра каждая,наверное надо было больше на держак. Думаю в будующем сделать удлинитель на держак 10 метров, итого будет 14 метров,мне нужен длинный для работы. Куплю кабельные розетку и вилку на 25 кв.,думаю будет удобно использовать.
Что такое DIG-сварка и как она работает? [Все, что вам нужно знать]
При работе в нормальных условиях дуги стержневой электрод будет работать при напряжении около 20 вольт. Когда вы оказываетесь в таких ситуациях, как необходимость протолкнуть стержень в узкий угол или в глубокую канавку в открытом корневом суставе, вы можете столкнуться с проблемами.
В этих ситуациях ваш стержень-палка может соответствовать своему названию и загораться, когда напряжение падает настолько низко, что пламя гаснет.
Что такое DIG-сварка? DIG или управление дугой — это функция, аналогичная горячему старту, за исключением того, что форсаж дуги активируется во время процесса сварки, а не только при зажигании. Когда сварочный аппарат обнаруживает короткое замыкание, он увеличивает ток, предотвращая прекращение пламени и стабилизируя дугу, чтобы свести к минимуму залипание электрода.
Когда сварочный аппарат обнаруживает короткое замыкание, он увеличивает ток, предотвращая прекращение пламени и стабилизируя дугу, чтобы свести к минимуму залипание электрода.
DIG, также известная как контроль силы дуги, позволяет сварщикам использовать дополнительный контроль дуги Stick. Эта функция позволит операторам формировать кривую напряжения/ампер в соответствии с типом соединения и типом выбранных электродов.
Если вы хотите больше узнать о том, как работает DIG-сварка, мы постарались предоставить вам все необходимое.
Как появилась сварка DIG?
Производители использовали сварочные аппараты для подачи определенной дуги для конкретных применений и использовали их с определенными типами электродов.
На этом этапе разработка сварочного аппарата, способного хорошо работать в различных ситуациях, была дорогостоящей и труднодостижимой.
С развитием инверторной технологии и микропроцессоров производители могут создавать дополнительные элементы управления для сварщика, чтобы регулировать характеристики дуги.
Эта функция означала, что сварщик мог адаптировать производительность сварщика в соответствии с областью применения и электродами, выбранными для использования.
В процессах сварки стержнем эти новые многоцелевые инверторы CC/CV предлагают три варианта работы в режиме стержня.
- Настройка типа электрода (E7018 по сравнению с E6010)
- Регулятор силы дуги
- Горячий старт
Как правило, более низкие настройки DIG подходят для электродов с плавным ходом, таких как 7018, а более высокие настройки подходят для более жестких и глубоких проплавляющих электродов. сварочные действия.
Например, DIG облегчает сварщику труб выполнение хорошего провара при открытом корневом шве электродом E6010.
Как работает управление форсированием DIG/дуги?
Вы можете настроить силу дуги от минимума до максимума. Поскольку сварочный аппарат предназначен для обеспечения постоянного выходного тока, сварочное напряжение зависит от длины дуги и типа электрода.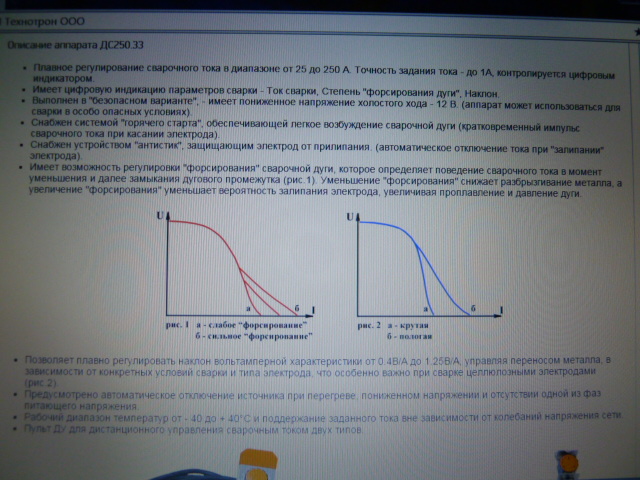
Это изменение может вызвать нестабильность в некоторых ситуациях, когда электроды имеют минимальное напряжение, при котором они могут работать и при этом поддерживать стабильную дугу.Сила дуги повышает мощность сварки, когда обнаруживает, что напряжение становится слишком низким.
Чем выше сила дуги, тем выше минимальное напряжение, допустимое источником питания, и это также приведет к увеличению сварочного тока.
При 0 усилие дуги не работает, а при максимальном усилии дуги оно примерно на 20-30 А выше установленного сварочного тока.
Это усилие полезно для электродов, требующих более высокого рабочего напряжения, или обычных типов, для которых требуется короткая длина дуги, например, для сварки в неустановленном положении.
Форсирование дуги позволяет увеличить силу тока, когда напряжение падает ниже 20 вольт, повышая подачу порошка, сохраняя сварочную ванну расплавленной и предотвращая прилипание электрода.


В процессе DIG вы сокращаете длину дуги, чтобы получить больше мощности, вместо того, чтобы открывать ее.
Старый метод на 6010/6011 заключался в том, чтобы взбить и сделать паузу; в функции DIG вы сохраняете короткую дугу и используете силу дуги, чтобы получить желаемый DIG.(Вот почему некоторые элементы управления обозначают силу дуги «DIG».
Регулируемый регулятор силы дуги и электроды
Существует множество различных стержневых электродов, и вам необходимо подобрать правильный стержень для вашего сварочного проекта. Когда дело доходит до настроек силы дуги, различные электроды имеют разные требования.
Как правило, для мягких сталей подходят любые электроды E60 или E70, при этом 7018 — наиболее популярный выбор, а 6013 — хороший выбор для начинающих со сварки электродом.
Связанное чтение: Различные типы сварочных прутков и их применение
Чтобы понять, какие электроды подходят для функции контроля силы дуги, коды можно разбить на следующие коды:
- Первые два DIGit показывают минимальную прочность на растяжение, поэтому электроды, начинающиеся с 60, означают прочность на разрыв 60 000 фунтов на квадратный дюйм.
- Третий DIGit показывает, в каком положении электроды можно использовать во время сварки. Цифра 1 означает, что их можно использовать в любом положении, а цифра 2 означает, что их можно использовать только в горизонтальном положении.
- Четвертая цифра говорит вам текущее, которое вы должны использовать для электрода, а какое покрытие электрода имеет:

| DIGIT | Тип покрытия | Ткан сварки | |
|---|---|---|---|
| 0 | целлюлоза натрия | Dacep | |
| 1 0 | 1 | AC, DCEP, DCEN 0 | |
| 2 | Titania | AC, DCEN | |
| 3 | |||
| 3 | Titania CotaStium | ||
| 4 | Железный порошок Titania 0 | AC, DCEP, DCEN0 | |
| 5 | 5 | DCEP 0 | |
| 6 | |||
| 6 | Низкий водородный калий | AC, DCEP | |
| 7 | 7 | Утюг Порошок Оксид железа | AC, DCEP |
| 8 | Порошок железа с низким содержанием водорода | AC, DCEP , DCEN |
Чтобы получить стабильные результаты, вам необходимо правильно определить силу тока и напряжение на типе стержня, который вы собираетесь использовать.
Связанное чтение: Что означает DCEN в сварке?
Для 6010 требуется более высокая сила дуги, в то время как 7018 лучше работает на маслянистой стороне, требуя меньшей силы дуги. Короткая дуга увеличивает силу тока и снижает напряжение, а длинная дуга увеличивает напряжение и уменьшает силу тока.
ЭлектродыE7018 (с низким содержанием водорода) не требуют большой силы дуги в нормальных условиях, и операторы должны начать с заводских настроек и выполнить пробную сварку.
Связанное чтение: 11 распространенных дефектов сварки и способы их предотвращения
Если электрод не прилипает, а дуга вдавливает металл в ванну, силы дуги достаточно.Если электрод прилипает, увеличьте силу дуги примерно на 5 процентов; если дуга слишком жесткая и начинает создавать брызги, уменьшите силу дуги.
Поскольку каждая марка или модель инвертора работает по-разному, лучше не использовать слишком высокие настройки силы дуги. Помните, что форсирование дуги инвертора успешно работает только в условиях низкого напряжения.
Помните, что форсирование дуги инвертора успешно работает только в условиях низкого напряжения.
Надлежащая длина дуговой сварки для E7018 составляет около 3/32 дюйма от сварного шва (при использовании электрода ⅛ дюйма).Поддерживать узкую дугу может быть сложно.
Регулируемая сила дуги позволяет тем, кто занимается сваркой нечасто, добиться достаточного проплавления с минимальным прилипанием электрода.
Другим отличным применением силы дуги является сварка малой длины дуги или использование электрода большего размера при малом токе, чтобы предотвратить прилипание электрода к свариваемому материалу.
Например, при дуговой сварке в среде защитного газа (SMAW) ваш DIG срабатывает при напряжении около 19 вольт.Когда напряжение упадет ниже 19 вольт, ваш ток увеличится и будет действовать, чтобы устранить короткое замыкание, вызванное низким напряжением.
Более высокие настройки DIG обычно используются на электродах 6010 с жесткой дугой, особенно при сварке под наклоном на открытом корневом шве.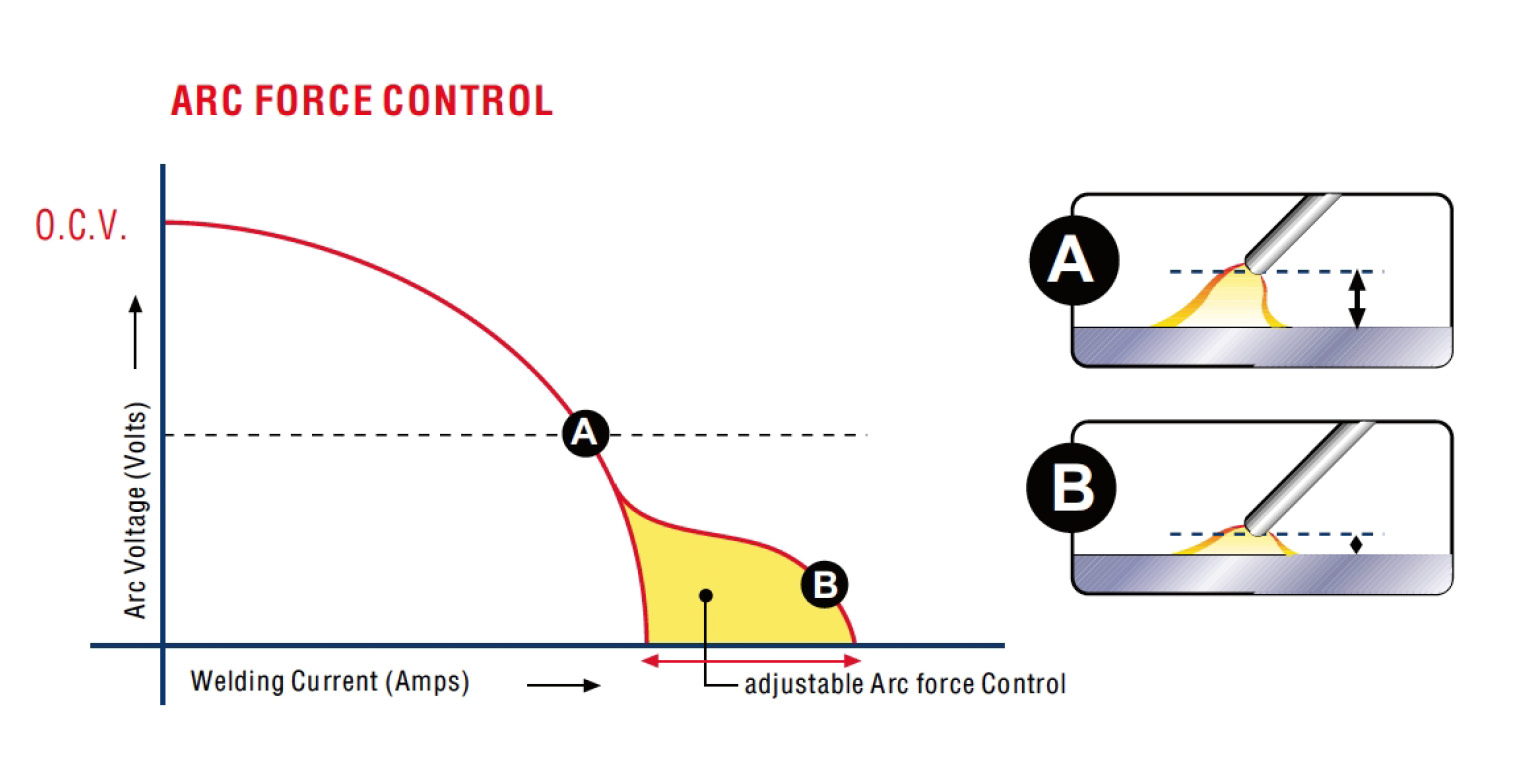 Эта функция поможет вам протолкнуть буртик в корень и уменьшить прилипание стержня.
Эта функция поможет вам протолкнуть буртик в корень и уменьшить прилипание стержня.
В ситуациях запуска 7018 вы должны выбрать более низкую настройку DIG из-за шаровидного переноса по дуге. Эти шарики могут вызвать короткое замыкание, когда они отходят от стержня и касаются пластины.
Хорошим тестом для понимания того, как работает сила дуги, является проведение простого теста. Запустите 7018 диаметром ⅛ дюйма на чистой пластине, установив DIG на минимальное значение.
Затем выполните аналогичный тест с включенным DIG на максимум. Вы увидите большое количество брызг в сварочной ванне, вызванное слишком большим током очистки.
Связанные материалы: Проблема с брызгами при сварке – как ее решить
Какие настройки следует использовать для функции DIG?
Поскольку разные сварочные аппараты имеют разные регуляторы силы дуги, можно использовать общий эффект силы дуги:
Параметр «Низкое усилие по дуге»: при самых низких настройках вы получите красивую плавную дугу с небольшим дополнительным усилием, чтобы помочь стержню вкопаться и не застрять. Эта настройка отлично подходит для электродов 7018.
Эта настройка отлично подходит для электродов 7018.
Средняя настройка силы дуги: при средних настройках сила тока увеличивается на короткой дуге и обеспечивает более быструю дугу с более сильным копанием.
Настройка контроля дуги в зависимости от диапазона DIG >> Посмотрите видео ниже:
Среднее-высокое усилие дуги Сила: этот параметр имеет повышенную силу тока и оказывает большее усилие, чем средний параметр, а мгновенная дуга отлично подходит для жестких стержней для копания, таких как 6010.
Настройка силы дуги: эта настройка отлично подходит для более агрессивных копаний с помощью 6010, и погасить дугу практически невозможно.
Заключение
Регулятор силы дуги/сварки DIG может быть очень полезен для устранения многих проблем, возникающих при сварке, таких как короткие замыкания и залипание электродов в сварочной ванне
Сила дуги также может облегчить перенос капель расплавленного материала с электрода на основной металл и остановить дугу из-за короткого замыкания между электродом и сварочной ванной.
Сила дуги регулируется в зависимости от поверхности сварного шва и характеристик электрода, что позволяет исключить множество догадок в процессе сварки.
Функция контроля дуги также может быть особенно полезна при сварке под наклоном в открытом корневом шве или при сварке в узких углах.
Регулируемая сила дуги также может помочь начинающим сварщикам добиться хорошего проплавления с минимальным прилипанием электрода.
Ссылки
https://weldingproductivity.com/статья/в управлении/
https://www. polytechforum.com/metalworking/what-exactly-is-dig-setting-for-stick-welding-107641-.htm
polytechforum.com/metalworking/what-exactly-is-dig-setting-for-stick-welding-107641-.htm
https://www.mig-welding.co.uk/forum/threads/what-is-arc-force.35513/
Лазерный сварочный аппарат | Лазерный сварочный аппарат для точечной сварки с регулируемой силой дуги. Это все?
Регулируемая сила дуги. Это все?
Я полный новичок, поэтому, пожалуйста, немного пошутите. Мне нужен сварочный аппарат (я думаю). Я хочу, чтобы он мог работать на 6010 или 6011.Рабочий цикл Thunderbolt и современного Tombstone довольно уныл. Итак, я присматривался к дешевым инверторам. Из дешевых инверторов Esab утверждает, что их 161LTS имеет достаточную производительность 6010. Lincoln утверждает, что V155-S имеет хорошие характеристики 6011 благодаря использованию переключателя мягкого/четкого форсирования дуги. Это действительно так важно? (PS: Говоря о дешевых инверторах и 6010, я понимаю, что одна из машин Everlast имеет порт 6010.Однако сейчас я смотрю только на Miller, Lincoln, Thermal Arc и Esab. )
) Ответ: Я использую силу на моем V350-Pro при +9,5 для открытой корневой трубы. Но для всего остального я использую его скорее как регулятор индуктивности. Это довольно круто и дает хороший контроль над лужей, но посмотрите, сколько лет мы обходились без него. Не обращайте на меня внимания, я просто любитель! 300PowerArc 200ST3 SA-200sVantage 400
Ответ: Первоначально написал WolfmanЯ полный новичок, поэтому, пожалуйста, немного пошутите.Мне нужен сварочный аппарат (я думаю). Я хочу, чтобы он мог работать либо с 6010, либо с 6011. Рабочий цикл Thunderbolt и современных надгробий довольно унылый. Поэтому я искал дешевые инверторы. Esab утверждает, что из дешевых инверторов их 161LTS имеет адекватную мощность. производительность 6010. Lincoln утверждает, что V155-S имеет хорошие характеристики 6011 благодаря использованию переключателя мягкого/четкого форсирования дуги. Это действительно так важно? (PS: Говоря о дешевых инверторах и 6010, я понимаю, что одна из машин Everlast имеет порт 6010.
 Однако сейчас я смотрю только на Miller, Lincoln, Thermal Arc и Esab.)
Однако сейчас я смотрю только на Miller, Lincoln, Thermal Arc и Esab.) Ответ: Вы можете запускать Thunderchickens (и близких родственников) и Lincoln Radios (и близких родственников), казалось бы, весь день на разумных амперах 90-140. Я склеил много барбекю, болотохода и дровяной печи вместе и ждал, ждал и ждал чтобы они потерпели неудачу. Может быть, опрос в порядке! ?Кто здесь когда-либо жарил трансформер типа «большой четверки»? Слышали об одном жареном? Знайте кого-то, кто сказал, что знает кого-то, кто знал парня, который поджарил один? Жевательная резинка Зубной пикс Клейкая лента Черный клей Молоток GBMF Шуруповерт — севшая батарея (см. Выше)
Ответ: Если вы любитель, надгробная плита или молния подойдут вам и прослужат намного дольше, чем другие новые.Я сжег до 20 1/8-дюймовых стержней, и моя молния останавливалась только на время, достаточное для замены стержней. Если вы будете весь день сваривать на производстве, то да, вам может понадобиться что-то получше. имя, которое все дают своим ошибкам «Hobart G-213 PortableMiller 175 migMiller Thunderbolt AC / DC stick Victor O / A setupMakita cut saw
Ответ: Я поджарил старый Miller Thunderbolt AC/DC.
 У него нет защиты от перегрева, и я в спешке приварил режущую кромку погрузчика с 5/32 12018s.Я ехал прямо, останавливаясь только для того, чтобы поменять местами удилища. На полпути моя машина перестала сваривать и просто издала гудящий звук. Я усвоил урок, и мой следующий сварочный аппарат имел встроенную защиту от перегрева. Я также лучше осознаю свой рабочий цикл и силу тока.
Ответ: Хорошо, это превращается в нить трансформатора против инвертора. Я не хотел, чтобы это произошло. Что я действительно хочу знать, так это то, действительно ли полезен переключатель «мягкий/четкий» на Lincoln V155-S? Или это просто ажиотаж вокруг такой дешевой машины? Если это просто ажиотаж, я просто куплю Esab, смогу запустить 6010 и сэкономлю пару сотен долларов.Что касается рабочего цикла, то incoln Invertec V155-S30% при 145 А “]“]“]] 150 A — 100 % при 100 AMiller Thunderbolt XL 225/150 AC/DC30 % при 120 A 100 % при 65 A Однако рабочий цикл — это еще не все.
У него нет защиты от перегрева, и я в спешке приварил режущую кромку погрузчика с 5/32 12018s.Я ехал прямо, останавливаясь только для того, чтобы поменять местами удилища. На полпути моя машина перестала сваривать и просто издала гудящий звук. Я усвоил урок, и мой следующий сварочный аппарат имел встроенную защиту от перегрева. Я также лучше осознаю свой рабочий цикл и силу тока.
Ответ: Хорошо, это превращается в нить трансформатора против инвертора. Я не хотел, чтобы это произошло. Что я действительно хочу знать, так это то, действительно ли полезен переключатель «мягкий/четкий» на Lincoln V155-S? Или это просто ажиотаж вокруг такой дешевой машины? Если это просто ажиотаж, я просто куплю Esab, смогу запустить 6010 и сэкономлю пару сотен долларов.Что касается рабочего цикла, то incoln Invertec V155-S30% при 145 А “]“]“]] 150 A — 100 % при 100 AMiller Thunderbolt XL 225/150 AC/DC30 % при 120 A 100 % при 65 A Однако рабочий цикл — это еще не все. Качество дуги также имеет значение.
Качество дуги также имеет значение. Ответ: Первоначально опубликовано WolfmanOk, это превращается в нить трансформатора против инвертора. Я не хотел, чтобы это произошло.
Ответ: Первоначально опубликовано MinnesotaDaveDang, я упустил свой шанс похвастаться большими, старыми, уродливыми, энергоемкими, отлично работающими трансформаторными сварочными аппаратами…
Ответ: Как указано выше, сила дуги используется для открытой стыковой сварки корня трубы с помощью 6010. Стержень имеет тенденцию прилипать и выходить из строя, когда вы пытаетесь зажать его в узком зазоре при мягкой настройке. Положите его на хрустящий и все готово. Если вы планируете сварку труб с помощью 6010, то он вам нужен. В противном случае вы можете обойтись без него. Последний раз редактировалось TimmyTIG; 17.11.2013 в 23:10.
Ответ: Когда вы регулируете силу дуги, вы меняете наклон кривой вольт-ампер. На старых более крупных машинах изменение диапазона при сохранении той же настройки усилителя приведет к другому наклону.
 Сила дуги — термин Линкольна. Crisp даст вам значительное увеличение силы тока при уменьшении дугового зазора и значительное уменьшение при увеличении зазора. Мягкий наоборот. (небольшие изменения в силе тока). Примером чрезвычайно мягкой настройки является использование сварки TIG, когда вы не хотите радикальных изменений силы тока с помощью дугового разрядника.У Миллера другой термин, чем у Линкольна… Сейчас не могу вспомнить. Многие из более крупных старых трансформаторных выпрямителей имели четкую мягкую регулировку. Все инверторы, которые я когда-либо видел, имеют контроль дуги. Мне особенно нравятся целлюлозные стержни, так как вы можете мгновенно регулировать силу тока, увеличивая или уменьшая дугу. С низким содержанием водорода E 7018 вы не можете сильно изменить длину дуги, иначе вы потеряете экранирование. прочитайте эту статью и полностью запутаетесь, LOLhttp://www.millerwelds.com/resources…rticle108.htmlПоследний раз редактировалось lotechman; 18.11.2013 в 00:02.Причина: доп.
Сила дуги — термин Линкольна. Crisp даст вам значительное увеличение силы тока при уменьшении дугового зазора и значительное уменьшение при увеличении зазора. Мягкий наоборот. (небольшие изменения в силе тока). Примером чрезвычайно мягкой настройки является использование сварки TIG, когда вы не хотите радикальных изменений силы тока с помощью дугового разрядника.У Миллера другой термин, чем у Линкольна… Сейчас не могу вспомнить. Многие из более крупных старых трансформаторных выпрямителей имели четкую мягкую регулировку. Все инверторы, которые я когда-либо видел, имеют контроль дуги. Мне особенно нравятся целлюлозные стержни, так как вы можете мгновенно регулировать силу тока, увеличивая или уменьшая дугу. С низким содержанием водорода E 7018 вы не можете сильно изменить длину дуги, иначе вы потеряете экранирование. прочитайте эту статью и полностью запутаетесь, LOLhttp://www.millerwelds.com/resources…rticle108.htmlПоследний раз редактировалось lotechman; 18.11.2013 в 00:02.Причина: доп. информация
информация Ответ: Я запускал только несколько машин с силой дуги. (2) Lincoln V350-Pros, Lincoln 305G, Miller Dynasty 300. Everlast PA-200, Longevity Stickweld 250. Безусловно, Lincolns были лучшими. Моя Dynasty 300 просто отстой на SMAW! У моего Everlast PA-200 есть автоматическое форсирование дуги, если я действительно прислушаюсь, то могу сказать, что оно есть. У Longevity Stickweld 250 не было такой дальности действия, как у Lincolns. Не обращайте на меня внимания, я просто любитель! Ответ: Миллер называет их силой дуги (копать).Единственный раз, когда я действительно меняю настройку, это воздушная дуга (установите ее на максимум). Я не использую 6010, поэтому я установил его на 20-30, и он хорошо работает на 7018, и это также индуктивность на миг с XMT. Я действительно считаю, что управление на Lincoln (350 pro) больше влияет на дугу, чем на Miller. , Hypertherm 10000, резаки Smith. Минидуга Esab 161lts.
Ответ: Первоначально отправленный BurpeeВы можете управлять Thunderchickens (и близкими родственниками) и Lincoln Radios (и близкими родственниками), по-видимому, весь день на разумных амперах 90-140.
 Я склеил вместе множество барбекю, болотоходов и дровяных печей и ждал, ждал и ждал, пока они не выйдут из строя. Может быть, опрос в порядке! ?Кто здесь когда-либо жарил трансформер типа «большой четверки»? Слышали об одном жареном? Знаете кого-нибудь, кто сказал, что знает кого-то, кто знал парня, который поднял тост?
Я склеил вместе множество барбекю, болотоходов и дровяных печей и ждал, ждал и ждал, пока они не выйдут из строя. Может быть, опрос в порядке! ?Кто здесь когда-либо жарил трансформер типа «большой четверки»? Слышали об одном жареном? Знаете кого-нибудь, кто сказал, что знает кого-то, кто знал парня, который поднял тост? Ответ: У меня есть V155S, и сила дуги полезна. Я купил его для питьевого тига, но у него нет пульта. Затем я купил подержанный V160-S с ножной педалью. Это Tig, который я беру на кухню и прочее из нержавеющей стали.Гладкость означает меньшее количество брызг, более медленное охлаждение лужи. Кажется, что это более быстрое охлаждение для вне положения. Я использую только 7018 на этом сварочном аппарате. Не так давно делал обзор машины. Дэвид Попробуйте это http://weldingweb.com/vbb/showthread.php…-V155-S-ReviewПоследний раз редактировалось Дэвидом Р.; 19.11.2013, 19:09. Сварка в реальном мире. Когда я вырасту, я хочу стать сварщиком.
Ответ: У меня есть Miller syncrowave 250, и я думаю, что они называют это функцией DIG.
 Я все еще новичок в сварке, но в последнее время много сделал. Я заметил, что существует БОЛЬШАЯ разница между трансформаторными и инверторными машинами, особенно при вертикальной или потолочной сварке. Это больше вопрос техники, чем машины, но о разнице стоит упомянуть. Я нашел Линкольн в школе (225 я думаю) очень плавный и очень хорошо реагирует на регулировку, НО, поскольку я научился на трансформаторной машине, я склонен закапывать электрод, чтобы контролировать тепло. Это действие, кажется, только вредит этой цепи управления дугой, поскольку постепенно становится все труднее и труднее связать края.Требуется некоторое время, чтобы машина остыла, прежде чем она сможет продолжить работу. Не поймите меня неправильно, машина сваривает, но не так гладко, как в начале. Как я уже сказал, МОЙ неправильный метод, который вызывает проблему, но я подумал, что упомяну об этом. Очевидно, у меня нет этой проблемы с моим Миллером, поскольку это машина, на которой я учился. Мне нравится функция DIG, потому что я могу лучше контролировать сварочную ванну (читай силу дуги) при сварке в неустановленном положении, и я не получаю залипания электрода, когда закапываю наконечник.
Я все еще новичок в сварке, но в последнее время много сделал. Я заметил, что существует БОЛЬШАЯ разница между трансформаторными и инверторными машинами, особенно при вертикальной или потолочной сварке. Это больше вопрос техники, чем машины, но о разнице стоит упомянуть. Я нашел Линкольн в школе (225 я думаю) очень плавный и очень хорошо реагирует на регулировку, НО, поскольку я научился на трансформаторной машине, я склонен закапывать электрод, чтобы контролировать тепло. Это действие, кажется, только вредит этой цепи управления дугой, поскольку постепенно становится все труднее и труднее связать края.Требуется некоторое время, чтобы машина остыла, прежде чем она сможет продолжить работу. Не поймите меня неправильно, машина сваривает, но не так гладко, как в начале. Как я уже сказал, МОЙ неправильный метод, который вызывает проблему, но я подумал, что упомяну об этом. Очевидно, у меня нет этой проблемы с моим Миллером, поскольку это машина, на которой я учился. Мне нравится функция DIG, потому что я могу лучше контролировать сварочную ванну (читай силу дуги) при сварке в неустановленном положении, и я не получаю залипания электрода, когда закапываю наконечник. GizzmoSyncrowave 250 CK с воздушным охлаждением TIG
GizzmoSyncrowave 250 CK с воздушным охлаждением TIG Ответ: Что такое рабочий цикл? Miller 300a… можно ли назвать его полупортативным? Извините, в этом посте нет реальной информации или мяса. Chay
Ответ: Объяснение силы дуги. Справочник по дуговой сварке Lincoln 1957 года … «со сварочным аппаратом с современными элементами управления сварщику не нужно идти на компромисс». Я видел итальянский инверторный аппарат с регулируемой ручкой силы дуги. На одном конце шкалы был смайлик. С другой — сердитое лицо. Последний раз редактировалось Oldendum; 20.11.2013, 12:48.»USMCPOP» Первенец: KIA Ирак 26.01.05Syncrowave 250 с Coolmate 3Dialarc 250, Idealarc 250SP-175 +Firepower TIG 160S (отдал сыну TA 161 STL)Lincwelder AC180C (1952)Victor & Smith O/ Горелки Miller для точечной сварки
Ответ: Да — «все старое снова новое» — перефразировано не знаю кем. Дэйв Дж. Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~ Syncro 350Invertec v250-sThermal Arc 161 и 300MM210Dialarc Пробовал один раз нормально, не взял.
 …Кажется, это был вторник.
…Кажется, это был вторник. Ответ: Первоначально Послано OldendumArc сила объяснила. Справочник по дуговой сварке Lincoln 1957 г. …
Ответ: Да, Справочник по процедурам проектирования и практики дуговой сварки. Купил в секонд-хенде за 50 копеек. У него даже есть старая вставка продукта, прикрепленная сзади за указателем. Он также имеет довольно хорошее объяснение того, почему электроды с толстым покрытием лучше, чем голая проволока для вешалок. «USMCPOP» Первенец: KIA Ирак 26.01.05Syncrowave 250 с Coolmate 3Dialarc 250, Idealarc 250SP-175 +Firepower TIG 160S (отдал сыну TA 161 STL)Lincwelder AC180C (1952)Victor & Smith O/ Горелки Miller для точечной сварки
Ответ: 50 центов! черт возьми, у тебя есть более выгодная сделка, чем у меня на подержанной копии.Я уже забыл, сколько я заплатил, но это было немного. Я думаю, что доставка обошлась мне дороже, чем книга. Подавляющее большинство материала в книге по-прежнему хороши, даже если это не последняя версия. Ни одно правительство никогда добровольно не уменьшает себя в размерах.
 Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле! Рональд Рейган
Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле! Рональд Рейган Ответ: Эта книга входит в число моих прикроватных ридеров. Мой старый «Справочник по машиностроению» был немного скучным и забавно пах.Учитывая нынешний политический климат, я думаю, мне следует прочитать мой двухтомный сборник «Современный оружейник» Хоу, издание 1941 года. Тот был свободен.»USMCPOP» Первенец: KIA Iraq 26.01.05Syncrowave 250 с Coolmate 3Dialarc 250, Idealarc 250SP-175 +Firepower TIG 160S (отдал TA 161 STL сыну)Lincwelder AC180C (1952) Горелки Victor & Smith O/AМашина точечной сварки Miller
Ответ: ВАУ! Я получил яйцо на моем лице. Я купил свой «Руководство по процедурам» в начале 70-х, кажется, я заплатил за него 19 долларов в магазине сварочных материалов.Похоже, меня забрали в чистку! Прикрепленные изображения Не обращайте на меня внимания, я просто любитель!CarlDynasty 300V350-Pro w/pulseSG Spool gun1937 IdealArc-300PowerArc 200ST3 SA-200sVantage 400
Ответ: КЭП, тебя надули.
 Мой красный и даже имеет более длинное название. Но он напечатан на толстой, но некачественной туалетной бумаге. Надеюсь желто-коричневая по краям от возраста и неиспользования.»USMCPOP» Первенец: KIA 26.01.05Syncrowave 250 w/ Coolmate 3Dialarc 250, Idealarc 250SP-175 +Firepower TIG 160S (отдал ТА 161 STL сыну) Lincwelder AC180C (1952)Victor & Smith O/A torchesMiller Spot WeldingOriginal Posted by OldendumCEP, вы действительно были сорваны.
Мой красный и даже имеет более длинное название. Но он напечатан на толстой, но некачественной туалетной бумаге. Надеюсь желто-коричневая по краям от возраста и неиспользования.»USMCPOP» Первенец: KIA 26.01.05Syncrowave 250 w/ Coolmate 3Dialarc 250, Idealarc 250SP-175 +Firepower TIG 160S (отдал ТА 161 STL сыну) Lincwelder AC180C (1952)Victor & Smith O/A torchesMiller Spot WeldingOriginal Posted by OldendumCEP, вы действительно были сорваны.Ответ: Первоначально написал CEPWOW! Я получил яйцо на моем лице. Я купил свой «Руководство по процедурам» в начале 70-х, кажется, я заплатил за него 19 долларов в магазине сварочных материалов. Похоже, меня забрали в чистку!
Ответ: Я получил все ваши биты, я получил БЕСПЛАТНО.
Ответ: Время от времени я меняю силу дуги в своей позиции и рад, что у меня есть эта функция. Я свариваю трубу, которая, кажется, является основной демографической характеристикой для изменения силы дуги. Я бы использовал его на инверторах, а также на cst280 и XMT, которые я использовал.
 Можно ли сваривать без контроля дуги? конечно, но почему бы не использовать функции, за которые я заплатил. Местный номер 597
Можно ли сваривать без контроля дуги? конечно, но почему бы не использовать функции, за которые я заплатил. Местный номер 597 Ответ: Я использую свой на своем XMT 304, когда свариваю трубу с корнем 6010.
Великолепный сварочный аппарат для дуговой сварки Привлекательные предложения Местное послепродажное обслуживание
Повысьте производительность и эффективность своего сварочного бизнеса с помощью сенсационного аппарата для дуговой сварки , доступного по заманчивым предложениям на Alibaba.com. Эти сварочные аппараты для дуговой сварки оснащены новаторскими инновациями, которые делают сварку простой и приятной.Они включают в себя передовые материалы и конструкции, которые обеспечивают высокую производительность на протяжении всего их непревзойденного длительного срока службы. Аппарат дуговой сварки потребляет мало электроэнергии, сохраняя при этом заданную мощность, независимо от того, используется ли он в личных целях или в служебных целях.
Передовые изобретения, лежащие в основе конструкции и стилей этих аппаратов для дуговой сварки , делают их очень универсальными и применимыми в самых разных сварочных задачах. Аппарат для дуговой сварки не подвергается неблагоприятному воздействию высоких или низких температур, что делает его пригодным и применимым в широком диапазоне погодных условий.Они поставляются с широким выбором, учитывающим многочисленные факторы и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий аппарат для дуговой сварки для своих нужд.
Доступность этих аппаратов для дуговой сварки на Alibaba.com сбивает с толку, учитывая их неограниченную мощность и поразительные результаты. Затраты на эксплуатацию и техническое обслуживание аппарата для дуговой сварки также невероятно низки благодаря легкодоступным запасным частям и простоте их ремонта.Они также просты в установке и использовании, гарантируя, что вы не потеряете свою производительность из-за технических проблем. Тем не менее, вы можете связаться с различными поставщиками и продавцами сварочного аппарата для дуговой сварки на сайте, если вам потребуются дополнительные рекомендации.
Тем не менее, вы можете связаться с различными поставщиками и продавцами сварочного аппарата для дуговой сварки на сайте, если вам потребуются дополнительные рекомендации.
Поднимите свой сварочный бизнес на новый уровень с привлекательным сварочным аппаратом для дуговой сварки на Alibaba.com. Вы также можете купить их для личного использования в вашем доме. Независимо от характера ваших целей, вы найдете наиболее подходящий аппарат для дуговой сварки для их достижения.Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
Металлы | Бесплатный полнотекстовый | Характеристики сварки и давления дуги в процессе дуговой сварки плазмой и ВИГ
3.1. Профиль сопряженной дуги TPTCAW
Заметной характеристикой метода плазменной сварки TIG является эффект физического соединения между двумя дугами, что приводит к увеличению провара и эффективному уменьшению сварочного разбрызгивания по сравнению с традиционной гибридной технологией сварки GMAW (дуговая сварка металлическим электродом). Подробные изображения плазмы, сварки TIG и связанных дуг были получены, как показано на рис. 2. Кроме того, реализована псевдоцветная обработка для преобразования полученных изображений в градациях серого в псевдоцветные изображения с использованием программного обеспечения Xiris WeldStudio TM® ( 2.0.3, Xiris Automation, Берлингтон, Онтарио, Канада), который поможет в анализе подробной информации о профиле дуги. Опорная пластина изготовлена из красной меди с принудительной рециркуляцией охлаждающей воды, а сварочный эксперимент проводился при следующих условиях: ток плазменной сварки 60 А, ток TIG 100 А, высота сопла 5 мм и поток плазменного газа 15 А. л/мин.На рис. 2 показан типичный профиль дуги при различных методах сварки. Сварочная дуга устойчивая, а плазменная дуга кажется воронкообразной, в то время как дуга TIG похожа на метлу при сварке одной дугой из-за того, что ось вольфрама и опорная пластина имеют угол 67 градусов, как показано на рис. 2a,b. Когда дуга ВИГ применяется к дуге плазменной сварки, наблюдается, что между двумя дугами возникает новая связанная дуга, и профиль дуги значительно отличается от предыдущего.
Подробные изображения плазмы, сварки TIG и связанных дуг были получены, как показано на рис. 2. Кроме того, реализована псевдоцветная обработка для преобразования полученных изображений в градациях серого в псевдоцветные изображения с использованием программного обеспечения Xiris WeldStudio TM® ( 2.0.3, Xiris Automation, Берлингтон, Онтарио, Канада), который поможет в анализе подробной информации о профиле дуги. Опорная пластина изготовлена из красной меди с принудительной рециркуляцией охлаждающей воды, а сварочный эксперимент проводился при следующих условиях: ток плазменной сварки 60 А, ток TIG 100 А, высота сопла 5 мм и поток плазменного газа 15 А. л/мин.На рис. 2 показан типичный профиль дуги при различных методах сварки. Сварочная дуга устойчивая, а плазменная дуга кажется воронкообразной, в то время как дуга TIG похожа на метлу при сварке одной дугой из-за того, что ось вольфрама и опорная пластина имеют угол 67 градусов, как показано на рис. 2a,b. Когда дуга ВИГ применяется к дуге плазменной сварки, наблюдается, что между двумя дугами возникает новая связанная дуга, и профиль дуги значительно отличается от предыдущего. Дуга ВИГ может быть отклонена в сторону плазменной дуги, если смотреть перпендикулярно направлению сварки, а часть дуги ВИГ оттесняется в сторону корня плазменной дуги, как показано на рисунке 2с.В то же время профиль связанной дуги кажется колоколообразным, похожим на обычную дугу TIG, если смотреть параллельно направлению сварки, как показано на рисунке 2d. Причину такого поведения можно объяснить следующим образом. Предыдущие исследования предполагали, что силы играют главную роль в определении профиля дуги [21]. Следовательно, необходимо проанализировать состояние силы связанной дуги, чтобы изучить механизм взаимодействия на профиле связанной дуги. Следует отметить, что осевое электромагнитное давление и осевое давление потока плазмообразующего газа признаются ключевыми факторами давления дуги ПАУ [22].Осевое электромагнитное давление на ось дуги можно выразить следующим уравнением (1):
Дуга ВИГ может быть отклонена в сторону плазменной дуги, если смотреть перпендикулярно направлению сварки, а часть дуги ВИГ оттесняется в сторону корня плазменной дуги, как показано на рисунке 2с.В то же время профиль связанной дуги кажется колоколообразным, похожим на обычную дугу TIG, если смотреть параллельно направлению сварки, как показано на рисунке 2d. Причину такого поведения можно объяснить следующим образом. Предыдущие исследования предполагали, что силы играют главную роль в определении профиля дуги [21]. Следовательно, необходимо проанализировать состояние силы связанной дуги, чтобы изучить механизм взаимодействия на профиле связанной дуги. Следует отметить, что осевое электромагнитное давление и осевое давление потока плазмообразующего газа признаются ключевыми факторами давления дуги ПАУ [22].Осевое электромагнитное давление на ось дуги можно выразить следующим уравнением (1):ре=μ0IP24π2(1r22−1r12)
(1)
Давление по оси потока плазменного газа к поверхности расплавленной ванны может быть выражено следующим уравнением (2): Общее давление плазменной дуги P t на оси дуги может быть выражено следующим уравнением (3):pt=pe+pg=µ0IP24π2(1r22−1r12)+12ρµ12
(3)
где P e = осевое электромагнитное давление, и это функция IP. P g = осевое давление потока плазменного газа, и это функция ρ и µ 1 , одновременно µ 1 является функцией температуры. Следовательно, результирующая сила на оси дуги от кончика электрода до поверхности опорной пластины может быть выражена следующим уравнением (4):
P g = осевое давление потока плазменного газа, и это функция ρ и µ 1 , одновременно µ 1 является функцией температуры. Следовательно, результирующая сила на оси дуги от кончика электрода до поверхности опорной пластины может быть выражена следующим уравнением (4):Fr=pt⋅S=μ0IP24π(r12r22−1)+12πρμ12r12
(4)
По сравнению с состоянием силы дуги при одиночной сварке ВИГ сила Лоренца (F L ) оказывает значительное влияние на дугу ВИГ, поскольку плазменная дуга создает дополнительное магнитное поле, воздействующее на сварочную дугу, и F L можно выразить в виде следующего уравнения (5): Схема условий силы дуги, как показано на рисунке 3.Учитывая различие силовых условий дуги по обе стороны от оси дуги ВИГ, в качестве объектов исследования необходимо указать четыре частицы (расположение A, B, C и D). Со стороны дуги ВИГ сила потока плазмы рассматривается как основная сила дуги дуги сварки ВИГ, сила потока плазмы может быть выражена следующим уравнением (6): где F t = сила потока плазмы дуги ВИГ в точках B, C и D, а R b — радиус поверхности корня дуги и нижней поверхности соответственно, как показано на рисунке 4c. Как видно на Рисунке 3 и Рисунке 4а, направление силы потока плазмы (F P ) на оси дуги может быть отклонено к плазменной дуге в точке B. Кроме того, сила потока плазмы действует как основная движущая сила дуги. смещение дуги и оказывает существенное влияние на формирование поверхности сварного шва. Согласно правилу захвата правой рукой в точке А направление магнитного поля, создаваемого током плазменной дуги, перпендикулярно бумаге внутрь на стороне дуги ВИГ. Следовательно, частицы с правой стороны от оси плазменной дуги движутся к плазменной дуге вдоль опорной плиты под действием силы Лоренца (F L1 и F L2 ), движение дуги ВИГ можно увидеть на рис. 4a,c.В то же время плазменная дуга также слегка отклоняется в сторону точки B из-за силы Лоренца (F L3 ), как показано на рис. 4a,b. Кроме того, часть частиц дуги ВИГ имеют потенциал связи с частицами корня плазменной дуги, что приводит к трансформации траектории дуги ВИГ. Эти результаты показывают, что приведенный выше анализ условий силы связанной дуги согласуется с полученными экспериментальными результатами на рисунке 2.
Как видно на Рисунке 3 и Рисунке 4а, направление силы потока плазмы (F P ) на оси дуги может быть отклонено к плазменной дуге в точке B. Кроме того, сила потока плазмы действует как основная движущая сила дуги. смещение дуги и оказывает существенное влияние на формирование поверхности сварного шва. Согласно правилу захвата правой рукой в точке А направление магнитного поля, создаваемого током плазменной дуги, перпендикулярно бумаге внутрь на стороне дуги ВИГ. Следовательно, частицы с правой стороны от оси плазменной дуги движутся к плазменной дуге вдоль опорной плиты под действием силы Лоренца (F L1 и F L2 ), движение дуги ВИГ можно увидеть на рис. 4a,c.В то же время плазменная дуга также слегка отклоняется в сторону точки B из-за силы Лоренца (F L3 ), как показано на рис. 4a,b. Кроме того, часть частиц дуги ВИГ имеют потенциал связи с частицами корня плазменной дуги, что приводит к трансформации траектории дуги ВИГ. Эти результаты показывают, что приведенный выше анализ условий силы связанной дуги согласуется с полученными экспериментальными результатами на рисунке 2. Можно сделать вывод, что дуга ВИГ отклоняется под действием комбинированного воздействия силы потока плазмы и силы Лоренца, создаваемой магнитным полем. столба плазменной дуги.Поэтому, согласно вышеупомянутому анализу, наше внимание привлекла еще одна интересная находка. Важно подчеркнуть, что связь двух дуг и сила потока плазмы дуги пропорциональны сварочному току, это явление хорошо согласуется с уравнениями (4) и (6). Как видно из рисунка 5, связанная дуга возникает только тогда, когда ток плазменной дуги больше 60 А, в то же время высота подъема дуги по столбу плазменной дуги увеличивается с увеличением сварочного тока (I P ), когда Сварочный ток ВИГ (I T ) постоянен и составляет 100 А.Однако, поскольку ток плазменной дуги постоянен и равен 60 А, сила потока плазмы (F P ) оказывает заметное влияние на профиль сварочной дуги, действующей на опорную плиту, площадь теплопередачи связанной дуги, действующей на заготовку, очевидно, увеличивается. с увеличением сварочного тока (I T ), как показано на рисунке 6.
Можно сделать вывод, что дуга ВИГ отклоняется под действием комбинированного воздействия силы потока плазмы и силы Лоренца, создаваемой магнитным полем. столба плазменной дуги.Поэтому, согласно вышеупомянутому анализу, наше внимание привлекла еще одна интересная находка. Важно подчеркнуть, что связь двух дуг и сила потока плазмы дуги пропорциональны сварочному току, это явление хорошо согласуется с уравнениями (4) и (6). Как видно из рисунка 5, связанная дуга возникает только тогда, когда ток плазменной дуги больше 60 А, в то же время высота подъема дуги по столбу плазменной дуги увеличивается с увеличением сварочного тока (I P ), когда Сварочный ток ВИГ (I T ) постоянен и составляет 100 А.Однако, поскольку ток плазменной дуги постоянен и равен 60 А, сила потока плазмы (F P ) оказывает заметное влияние на профиль сварочной дуги, действующей на опорную плиту, площадь теплопередачи связанной дуги, действующей на заготовку, очевидно, увеличивается. с увеличением сварочного тока (I T ), как показано на рисунке 6. Таким образом, указывается, что профиль связанной дуги зависит от комбинированного действия этих дуг, особенно I T и I P , он соответствует с приведенным выше анализом связанной силы дуги.
Таким образом, указывается, что профиль связанной дуги зависит от комбинированного действия этих дуг, особенно I T и I P , он соответствует с приведенным выше анализом связанной силы дуги.3.2. Распределение давления связанной дуги
Распределение давления дуги на заготовку позволяет охарактеризовать силу связанной дуги на поверхности расплавленной ванны и определить физические свойства дуги, особенно ее влияние на проплавление [23,24]. Датчик перепада давления (DPS: HSTL-FY01, Пекин, Китай) использовался для определения давления дуги на поверхность основного металла, как показано на рис. 7а. В центре пластины установлено измерительное отверстие диаметром 0,8 мм, которое закреплено на другой водоохлаждаемой медной пластине с геометрическим размером 200×400×3 мм 3 [25].Сбор данных датчика в режиме реального времени может осуществляться картой сбора данных (YAV-USB2AD, Wuhan Yawei Electronic Technology CO., Ltd., Ухань, Китай) с использованием технологии Labview ® (National Instruments, Остин, Китай). Техас, США). Система настраивается и калибруется с помощью программного обеспечения. Для обеспечения точности результатов расстояние между точками измерения составляет 0,1 мм, а горелка движется с постоянной скоростью 2 мм/с. Детали системы измерения показаны на рис. 7. Двухмерное распределение давления и изменение давления вместе с направлением сварки для каждой сварочной дуги показаны на рис. 8.Диаграммы поверхности для отдельного давления торможения для трех методов сварки построены с использованием программного обеспечения Matlab ® (8.3, MathWorks, Natick, MA, USA), чтобы проиллюстрировать разницу в величине между значениями давления дуги. Согласно следующим экспериментальным результатам, есть еще одно интересное открытие, которое привлекает наше внимание. Следует отметить, что связанное давление дуги в основном определяется плазменной дугой и пропорционально сварочному току, а условия сварки перечислены в таблице 2.Изображение контурного облака распределения давления связанной дуги показано на рисунке 8e, в частности, оно похоже на форму тыквы, а максимальное давление дуги возникает между двумя дугами рядом со стороной плазменной дуги по сравнению с обычным методом плазменной дуговой сварки.
Техас, США). Система настраивается и калибруется с помощью программного обеспечения. Для обеспечения точности результатов расстояние между точками измерения составляет 0,1 мм, а горелка движется с постоянной скоростью 2 мм/с. Детали системы измерения показаны на рис. 7. Двухмерное распределение давления и изменение давления вместе с направлением сварки для каждой сварочной дуги показаны на рис. 8.Диаграммы поверхности для отдельного давления торможения для трех методов сварки построены с использованием программного обеспечения Matlab ® (8.3, MathWorks, Natick, MA, USA), чтобы проиллюстрировать разницу в величине между значениями давления дуги. Согласно следующим экспериментальным результатам, есть еще одно интересное открытие, которое привлекает наше внимание. Следует отметить, что связанное давление дуги в основном определяется плазменной дугой и пропорционально сварочному току, а условия сварки перечислены в таблице 2.Изображение контурного облака распределения давления связанной дуги показано на рисунке 8e, в частности, оно похоже на форму тыквы, а максимальное давление дуги возникает между двумя дугами рядом со стороной плазменной дуги по сравнению с обычным методом плазменной дуговой сварки. Можно видеть, что максимальное значение связанной дуги составляет приблизительно 650 Па, а максимальное давление дуги постепенно уменьшается с увеличением расстояния между электродами, как показано на рисунке 8f. Этот результат значительно выше, чем у плазменной дуги и дуги ВИГ при тех же условиях, как показано на рис. 8b,d.Следовательно, указано, что общее дуговое давление связанной дуги зависит от комбинированного эффекта этих дуг, и это согласуется с приведенным выше анализом профиля связанной дуги.
Можно видеть, что максимальное значение связанной дуги составляет приблизительно 650 Па, а максимальное давление дуги постепенно уменьшается с увеличением расстояния между электродами, как показано на рисунке 8f. Этот результат значительно выше, чем у плазменной дуги и дуги ВИГ при тех же условиях, как показано на рис. 8b,d.Следовательно, указано, что общее дуговое давление связанной дуги зависит от комбинированного эффекта этих дуг, и это согласуется с приведенным выше анализом профиля связанной дуги.3.3. Фактор влияния давления связанной дуги
Группа № 1 представляет собой однофакторный эксперимент для изучения влияния тока плазмы на распределение давления связанной дуги. Плазменная дуга как важная часть связанной дуги [26], изменение значения тока оказывает существенное влияние на силу потока плазмы и в основном определяет максимальное дуговое давление связанной дуги.Гистограмма связанного дугового давления получается путем извлечения максимального значения типа распределенной линии, как показано на рисунке 9b. Как видно из частей а и б рис. 9, максимальное давление дуги постепенно увеличивается с ростом тока плазмы и достигает 1600 Па при токе плазмы 120 А. Кроме того, по изменению кривых давления дуги в точке а , можно проиллюстрировать, что пик давления дуги ВИГ постепенно перекрывается пиком давления плазмы с увеличением тока плазмы, что связано с увеличением силы Лоренца во время процесса.Этот результат предполагает, что эффект связи между двумя дугами усиливается с увеличением тока плазмы. Группы № 2 и № 3 представляют собой однофакторные эксперименты для изучения влияния тока ВИГ на распределение давления связанной дуги. Как упоминалось ранее, изменение дуги ВИГ по-разному влияет на связанное давление дуги. Необходимо проанализировать давление дуги в двух случаях: когда ток плазменной дуги составляет 60 А, как показано на рисунке 10а, по мере увеличения тока ВИГ максимальное давление дуги связанной дуги отклоняется в сторону дуги ВИГ в пределах небольшой масштаб.Это условие в основном связано с увеличением силы потока плазмы со сварочным током, что приводит к хорошей жесткости дуги TIG.
Как видно из частей а и б рис. 9, максимальное давление дуги постепенно увеличивается с ростом тока плазмы и достигает 1600 Па при токе плазмы 120 А. Кроме того, по изменению кривых давления дуги в точке а , можно проиллюстрировать, что пик давления дуги ВИГ постепенно перекрывается пиком давления плазмы с увеличением тока плазмы, что связано с увеличением силы Лоренца во время процесса.Этот результат предполагает, что эффект связи между двумя дугами усиливается с увеличением тока плазмы. Группы № 2 и № 3 представляют собой однофакторные эксперименты для изучения влияния тока ВИГ на распределение давления связанной дуги. Как упоминалось ранее, изменение дуги ВИГ по-разному влияет на связанное давление дуги. Необходимо проанализировать давление дуги в двух случаях: когда ток плазменной дуги составляет 60 А, как показано на рисунке 10а, по мере увеличения тока ВИГ максимальное давление дуги связанной дуги отклоняется в сторону дуги ВИГ в пределах небольшой масштаб.Это условие в основном связано с увеличением силы потока плазмы со сварочным током, что приводит к хорошей жесткости дуги TIG. Напротив, когда ток плазмы увеличивается до 120 А, как показано на рисунке 10b, максимальное давление связанной дуги отклоняется от дуги TIG с большим запасом, результаты показывают, что сила Лоренца, действующая на плазменную дугу, достаточно увеличивается. для отклонения плазмы по мере увеличения тока ВИГ. Это согласуется с наблюдениями из профиля связанной дуги.Группа № 4 представляет собой однофакторный эксперимент для изучения влияния длины связанной дуги на распределение давления связанной дуги. Гистограмма связанной дуги вместе с направлением сварки получается путем извлечения максимального значения распределенного типа линии, как показано на рисунке 11b. Максимальное давление дуги сначала быстро уменьшалось с увеличением высоты сопла, а затем стабилизировалось; Между тем, еще одним интересным открытием является то, что связанная дуга больше не уменьшается, когда высота сопла превышает 5 мм.Результаты показывают, что горизонтальная составляющая силы Лоренца и силы потока плазмы компенсируют друг друга и достигают равновесного состояния вместе с направлением сварки, как показано в уравнении (5).
Напротив, когда ток плазмы увеличивается до 120 А, как показано на рисунке 10b, максимальное давление связанной дуги отклоняется от дуги TIG с большим запасом, результаты показывают, что сила Лоренца, действующая на плазменную дугу, достаточно увеличивается. для отклонения плазмы по мере увеличения тока ВИГ. Это согласуется с наблюдениями из профиля связанной дуги.Группа № 4 представляет собой однофакторный эксперимент для изучения влияния длины связанной дуги на распределение давления связанной дуги. Гистограмма связанной дуги вместе с направлением сварки получается путем извлечения максимального значения распределенного типа линии, как показано на рисунке 11b. Максимальное давление дуги сначала быстро уменьшалось с увеличением высоты сопла, а затем стабилизировалось; Между тем, еще одним интересным открытием является то, что связанная дуга больше не уменьшается, когда высота сопла превышает 5 мм.Результаты показывают, что горизонтальная составляющая силы Лоренца и силы потока плазмы компенсируют друг друга и достигают равновесного состояния вместе с направлением сварки, как показано в уравнении (5). Группа № 5 представляет собой однофакторный эксперимент для изучения влияния плазмы. расход газа на распределении давления связанной дуги. Расход плазменного газа (QP) оказывает существенное влияние на движение плазмы в процессе сварки [27]. Как показано на рисунке 12, максимальное дуговое давление связанной дуги явно увеличивается с увеличением потока плазмообразующего газа, можно сделать вывод, что увеличение потока плазмообразующего газа привело к увеличению осевой составляющей скорости плазмы и плотности плазмообразующего газа, как показано в уравнении (2).
Группа № 5 представляет собой однофакторный эксперимент для изучения влияния плазмы. расход газа на распределении давления связанной дуги. Расход плазменного газа (QP) оказывает существенное влияние на движение плазмы в процессе сварки [27]. Как показано на рисунке 12, максимальное дуговое давление связанной дуги явно увеличивается с увеличением потока плазмообразующего газа, можно сделать вывод, что увеличение потока плазмообразующего газа привело к увеличению осевой составляющей скорости плазмы и плотности плазмообразующего газа, как показано в уравнении (2).3.4. Формирование и микроструктура сварного шва
Основной металл – низкоуглеродистая сталь Q235B (с номинальным химическим составом C-0,15, Mn-0,4, Si-0,2, S-0,03, P-0,035, остальное Fe в мас.%) с размерами 200 × 80 × 5 мм 3 . МГ70С-6 (с номинальными химическими составами Cu-0,5, Mn-1,85, Si-1,15, C-0,15, Ni-0,15, Cr-0,15, Mo-0,15, S-0,025, P-0,025, остаток Fe в % масс. ) диаметром 1,2 мм используется в качестве присадочного металла. Квадратная канавка составляет 1,0 мм (± 0,1 мм). Места сварки основного металла подготавливаются обычным методом шлифовки, а затем очищаются ацетоном.Внешний вид поверхности и тыльной стороны шва при использовании тока плазмы 150 А и тока ВИГ 70 А, как показано на рисунке 13. Как видно из рисунка 13а,б, ровный и равномерный сварной шов с одной стороны сварка и формирование обеих сторон были успешно произведены P/TCAW. Как показано на рис. 13c,d, камера с зарядовой связью (ПЗС) используется для получения четкого изображения связанной дуги во время процесса сварки, связанная дуга горит стабильно и не может быть обнаружено явных дефектов сварки, участок сварки выглядит подобен бокаловидному профилю и имеет меньшие размеры сечения.Можно предположить, что погонная энергия сварки на основных металлах ограничена. Таким образом, P/TCAW подходит для завершения высокоскоростной и эффективной сварки листов из мягкой стали. Прочность соединения сварного шва определяется микроструктурой и типичной металлургической структурой, как показано на рисунке 13e.
Квадратная канавка составляет 1,0 мм (± 0,1 мм). Места сварки основного металла подготавливаются обычным методом шлифовки, а затем очищаются ацетоном.Внешний вид поверхности и тыльной стороны шва при использовании тока плазмы 150 А и тока ВИГ 70 А, как показано на рисунке 13. Как видно из рисунка 13а,б, ровный и равномерный сварной шов с одной стороны сварка и формирование обеих сторон были успешно произведены P/TCAW. Как показано на рис. 13c,d, камера с зарядовой связью (ПЗС) используется для получения четкого изображения связанной дуги во время процесса сварки, связанная дуга горит стабильно и не может быть обнаружено явных дефектов сварки, участок сварки выглядит подобен бокаловидному профилю и имеет меньшие размеры сечения.Можно предположить, что погонная энергия сварки на основных металлах ограничена. Таким образом, P/TCAW подходит для завершения высокоскоростной и эффективной сварки листов из мягкой стали. Прочность соединения сварного шва определяется микроструктурой и типичной металлургической структурой, как показано на рисунке 13e. Микроструктура, представленная на следующем подрисунке, соответствует положению, представленному на рисунке 13d. Микроструктура зоны сплавления более тонкая и верхняя часть в основном состоит из доэвтектоидного феррита и игольчатого феррита в столбчатых зернах, однако нижняя часть в основном состоит из игольчатого феррита.Это связано с тем, что верхняя часть сваривается при подводе тепла от связанной дуги, а нижняя часть в основном определяется плазменной дугой. Кроме того, с помощью сопряженной дуги можно получить узкую зону термического влияния, а микроструктура состоит из тонкого перлита и небольшого количества игольчатого феррита.
Микроструктура, представленная на следующем подрисунке, соответствует положению, представленному на рисунке 13d. Микроструктура зоны сплавления более тонкая и верхняя часть в основном состоит из доэвтектоидного феррита и игольчатого феррита в столбчатых зернах, однако нижняя часть в основном состоит из игольчатого феррита.Это связано с тем, что верхняя часть сваривается при подводе тепла от связанной дуги, а нижняя часть в основном определяется плазменной дугой. Кроме того, с помощью сопряженной дуги можно получить узкую зону термического влияния, а микроструктура состоит из тонкого перлита и небольшого количества игольчатого феррита.Lincoln Precision TIG 375 — Cryo Weld
Описание
Сила действия SM
Благодаря запатентованной технологии Micro-Start II®, новому и улучшенному автобалансу переменного тока®, встроенной расширенной панели управления и коррекции коэффициента мощности Precision TIG® 375 обеспечивает мощность для работы! СМ
Множество новых функций, простое управление, инновационное хранилище принадлежностей, а также привлекательные и стабильные сварные швы подтверждают позицию этого сварочного аппарата как лучшего в своем классе. Независимо от области применения сварки TIG — промышленного производства, аэрокосмической отрасли, производства, автоспорта или профессионального образования — выберите Precision TIG® 375 за выдающиеся характеристики и точную работу дуги.
Независимо от области применения сварки TIG — промышленного производства, аэрокосмической отрасли, производства, автоспорта или профессионального образования — выберите Precision TIG® 375 за выдающиеся характеристики и точную работу дуги.
Прецизионные характеристики дуги
- Запатентованная технология Micro-Start II™ обеспечивает чрезвычайно стабильный пуск при низкой силе тока, сварку и образование кратеров при сварке на переменном и постоянном токе.
- Выбираемые режимы сварки, такие как высокочастотный, с нуля и Touch Start TIG®.
- Высокие рабочие циклы — 375 А при 40% рабочего цикла.
- Самый широкий диапазон сварки в своем классе 2–420 А для переменного и постоянного тока.
- Расширенная панель управления. Импульсный генератор TIG позволяет контролировать тепловложение для любого сварного шва. Стандартные конденсаторы для коррекции коэффициента мощности
- снижают входной ток при сварке на более высокой мощности.
- Превосходный аппарат для сварки электродом даже с аппаратом Fleetweld® 5P (E6010) с новыми элементами управления Automatic Hot Start™ и Auto Adaptive Arc Force™.
Простое управление – простота использования:
- Модернизированные элементы управления просты и хорошо расположены для легкого изменения настроек.
- Скрытая кнопка меню имеет 7 программируемых параметров, не загромождая панель управления.
- Новый и улучшенный AC Auto Balance® был перенастроен, чтобы обеспечить большее проникновение и улучшенный внешний вид валика.
- Таймер точечной сварки обеспечивает регулируемую дугу для стабильной точечной сварки.
Профессиональные функции:
- Дополнительные розетки на 115 В. Отлично подходит для питания дополнительного кулера для воды или электроинструментов.
- Добавьте дополнительную тележку нижнего охладителя для дополнительного хранения и приложений с водяным охлаждением.
- Встроенный отсек для хранения расходных материалов резака.
- Соединения горелки с водяным охлаждением, не требующие переходников, устанавливаются сбоку, не мешают и хорошо защищены.
- Аккуратная/организованная система укладки кабелей со встроенным чехлом для фонарика.

Превосходное качество:
- Fan-As-Needed™ (F.A.N.)™ предотвращает перегрев. F.A.N.™ снижает энергопотребление, шум, износ двигателя и количество пыли в машине. Сертифицировано
- CSA C/US.
- Трехлетняя гарантия Lincoln на детали и сборку.Двухлетняя расширенная гарантия доступна в США
¹Требуется дополнительная расширенная панель процессов для обеспечения полного контроля.
?
E6010 E6011 E6013 E7014 E7018 и т. д. – Amico Electric
Описание
ARC-180 — это профессиональный сварочный аппарат Stick Arc с технологией Lift-TIG, использующий передовую инверторную технологию. Источник сварочного тока может обеспечить более сильную, более концентрированную и более стабильную дугу. Когда палка и заготовка становятся короче, реакция будет быстрее.Это означает, что его легче спроектировать как сварочный аппарат с различными динамическими характеристиками, и его даже можно настроить по мере необходимости, чтобы сделать дугу более мягкой или жесткой.
Когда палка и заготовка становятся короче, реакция будет быстрее.Это означает, что его легче спроектировать как сварочный аппарат с различными динамическими характеристиками, и его даже можно настроить по мере необходимости, чтобы сделать дугу более мягкой или жесткой.
- ARC-180 — это профессиональный аппарат для комбинированной сварки Stick Arc и Lift-TIG промышленного уровня. Он совместим со всеми электродами: E6010, E6011, E6013, E7014, E7018 и т. д. Аппарат имеет отличную функцию дуговой сварки Lift-TIG; 5-180А удобно сваривает тонкую нержавеющую сталь и другие различные металлы.
- Функция автоматического выбора автоматически определяет входное напряжение, позволяя легко переключаться между входной мощностью 100–250 В/50–60 Гц. Можно использовать почти все напряжения и частоты. Регулируемые настройки силы дуги позволяют удовлетворить ваши индивидуальные потребности в сварке.
- Включает передовую инверторную технологию IGBT с превосходными характеристиками дуги и превосходной стабильностью дуги. Рабочий цикл 80 % при токе 180 ампер обеспечивает продолжительную сварку, и машина может нормально работать с удлинённым кабелем питания до 700 футов.Шнур питания может противостоять колебаниям мощности и затуханию кабеля любой длины.
- ARC-180 имеет очень мощные функции, облегчающие запуск и использование. Машина имеет встроенную функцию горячего старта, функцию защиты от заедания, функцию регулировки тяги, функцию контроля силы тока и автоматическую компенсацию колебаний напряжения: защита от перенапряжения, защита от пониженного напряжения, защита от перегрузки по току и перегрузки. -защита от нагрузки.
- ARC-180 Stick Arc с технологией Lift-TIG позволяет получить идеальный сварной шов.Это сварочный аппарат высочайшего уровня; Прочность его компонентов делает его надежным рабочим инструментом как для профессионалов, так и для частных лиц. В комплект входят шнур питания длиной 7 футов, узел держателя электрода на 300 ампер (10 футов), узел зажима заземления на 300 ампер (10 футов) и адаптер питания от 230 В до 115 В.
 Рабочий цикл 80 % при токе 180 ампер обеспечивает продолжительную сварку, и машина может нормально работать с удлинённым кабелем питания до 700 футов.Шнур питания может противостоять колебаниям мощности и затуханию кабеля любой длины.
Рабочий цикл 80 % при токе 180 ампер обеспечивает продолжительную сварку, и машина может нормально работать с удлинённым кабелем питания до 700 футов.Шнур питания может противостоять колебаниям мощности и затуханию кабеля любой длины.
Технические характеристики:
- Модель: ARC-180
- Номинальное входное напряжение: 100–250 В переменного тока
- Частота: 50 Гц и 60 Гц
- Номинальная входная мощность: 230 В/7.4 кВА/32 А и 115 В/5,2 кВА/45 А
- Диапазон тока: 230 В/5–180 А и 115 В/5–140 А
- Принудительный ток: 0–50 А и 0–10 А
- Номинальный рабочий цикл: 230 В/80 % при 180 А и 115 В/80 % при 140 А
- Номинальное напряжение холостого хода постоянного тока: 85 В
- Используемый электрод: 230 В/1/16~ 3/16 дюйма и 115 В/1/16~ 5/32 дюйма
- Коэффициент мощности: 0,93
- Размеры: 14,1 x 6,2 x 11,3 дюйма
- Вес нетто: 14,0 фунтов.
- Размер упаковки: 17,9 x 9.5 x 12,4 дюйма
- Вес упаковки: 19,0 фунтов.
Упаковочный лист:
- ARC-180 Pro. Аппарат дуговой сварки.
- 8-футовый шнур питания и вилка 6-50P (на машине).
- Адаптер питания от 230 В до 115 В.
- Держатель электрода 250 А, кабель длиной 10 футов, соединение 35–50 мм.
- Рабочий зажим 250 А, кабель 10 футов, соединение 35–50 мм.
- 2 шт. Электрод 3/32 дюйма
- 2 шт. Электрод 1/8 дюйма
- Руководство пользователя.

Только зарегистрированные клиенты, которые приобрели этот продукт, могут оставить отзыв.
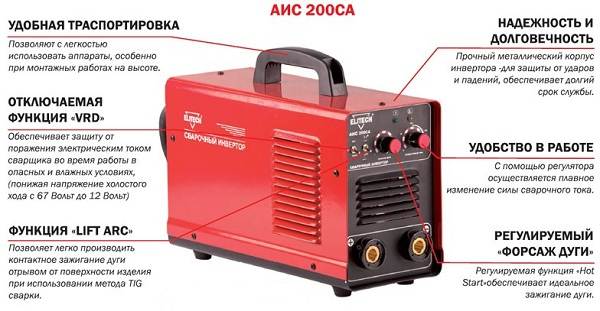
НЕКОТОРЫЕ ВАЖНЫЕ ФУНКЦИИ, ДОБАВЛЕННЫЕ В MMA
Электронные изделия в начале работы обеспечивают дополнительные импульсы тока, которые помогают зажечь дугу, что называется функцией Hot Strat. Если электрод находится слишком близко к деталям, функция Arc Force увеличивает сварочный ток и предотвращает прилипание. При вязком процессе ток уменьшается или закрывается, но возможность «прилипания» электродов (функция AntiStick) не включается.Кроме того, для обеспечения безопасности сварщика, VRD добавляется с учетом этого!
Горячий пуск: функция горячего пуска заключается в добавлении определенного количества тока на основе сварочного тока в момент зажигания дуги, чтобы предотвратить сварку. стержень от прилипания и повысить вероятность запуска дуги. Как и сила дуги, сварочный аппарат с малой выходной мощностью обычно имеет фиксированный ток термической дуги. Ток термической дуги сварочного аппарата ниже 300А составляет около 30-50А, а ток 315А и 400А составляет около 70-80А.Сварочный аппарат с высоким номинальным выходным током имеет функцию регулировки тока горячего пуска.
стержень от прилипания и повысить вероятность запуска дуги. Как и сила дуги, сварочный аппарат с малой выходной мощностью обычно имеет фиксированный ток термической дуги. Ток термической дуги сварочного аппарата ниже 300А составляет около 30-50А, а ток 315А и 400А составляет около 70-80А.Сварочный аппарат с высоким номинальным выходным током имеет функцию регулировки тока горячего пуска.
Функция VRD: VRD — это противоударное устройство, которое делает выходное напряжение сварочного аппарата очень низким (в пределах безопасного напряжения) при отсутствии нагрузки и возвращается к норме при сварке. Когда напряжение холостого хода очень низкое (около десятка вольт) и сварка может работать нормально, можно сказать, что VRD находится под контролем. Функцию VRD можно выбрать переключателем VRD на панели.
СИЛА ДУГИ: СИЛА ДУГИ — это когда электрод и заготовка вот-вот слипнутся (т. е. расстояние дуги очень короткое, напряжение дуги изменяется очень мало), сварочный ток автоматически увеличивается, так что сварочный стержень плавится, а не прилипает к заготовке, влияя на процесс сварки и качество сварки.