что это такое и для чего он нужен? Схема сварочного осциллятора. Ремонт аппарата и правила эксплуатации
Когда необходимо осуществить заваривание дефектных швов, или нужно сварить стальную конструкцию, мастера пользуются специальными электродами, инверторами с постоянным током. Вне зависимости от того, какой электрод или модель агрегата были выбраны, проблема со срочным розжигом дуги остается актуальной. Именно в подобных моментах возникает необходимость пользоваться сварочными осцилляторами.
Что это такое и для чего нужен?
Осциллятором для сварки принято считать вид генератора, который необходим для образования тока с высокой частотой – он способен связать окончание электрода и поверхность сварки без какого-либо контакта. Установку данного оборудования осуществляют на границе с держателем и сварочным аппаратом.
Устройство может быть независимым, а также входящим в состав корпуса сварочного агрегата.
Функционирование стабилизатора дуги может проводиться по нескольким схемам.
- Создание кратковременного импульса, который возбуждает дугу при отсутствии прикосновения к изделию. Визуально это имеет вид молниевого разряда, который подается от окончания электрода к обрабатываемой поверхности.
- Поддержание высокого напряжения на постоянной основе, которое может накладываться на ток сварки. Данная особенность способствует одновременной сварке и сохранению стабильного горения в дуге.
Характеристики данного вида оборудования способствуют тому, что оно широко используется во время работ с металлами цветной категории.
При необходимости накладывания шва на лист алюминия, нержавейки либо меди осциллятор с высокой скоростью приводит в возбуждение дугу и начинает процедуру сваривания. Данный вид сварочного оборудования применяется для точности в начальной стадии шовного элемента.Эта особенность способна снизить последующий процесс обработки изделия от последствий прикосновения электрода.
Внедрение таких аппаратов распространено в плазменной резке, так как он способствует быстроте начала разделки материала. Осциллятор практически незаменим при работе с тонким металлическим листом. Обычно инверторный ток в данном случае выставляют на значении минимума. При внедрении осциллятора в работу можно стабилизировать электросварку, которая работает с малым напряжением.
Внутреннее устройство
Благодаря особенностям изготовления обеспечивается правильная установка контактов и стабильность функционирования осциллятора. У многих приспособлений данного вида идентичная схема конструкции, в ней не обойтись без:
- выпрямителя усилий тока;
- блока накопительного заряда конденсаторов;
- основы зарядки;
- узла, что формирует импульс, имеющий колебательный контур, разрядник;
- блока по регулировке;
- вентиля газа;
- трансформатора с увеличивающей возможностью;
- датчика напряжений.
Основным предназначением осциллятора является модернизация входящего напряжения с увеличением частот и показателей напряжения, а также уменьшением интервала. Рассмотрим, как функционирует вышеописанная схема конструкции.
- При нажатии кнопки на горелке происходит запуск электрической цепи.
- На входе выпрямителю свойственно выравнивание тока, а также установка его однонаправленности.
- Накопление напряжения для заряда в конденсаторах.
- Направление тока на контур колебания после его высвобождения. Увеличение показателя напряжения.
- Руководство импульсным высвобождением схемы.
- Параллельное открытие газового клапана.
- Произведение разряда импульсом, что связывает по воздуху электродное окончание и изделие. С этой целью на изделие подсоединяют массовый кабель.
- Прекращение высокочастотного импульса по окончании прохождения по цепочке сварочных швов.
- Когда прекратится возгорание дуги, осциллятором обеспечивается продувка горелки с помощью аргона на протяжении 4-х секунд. В результате данного мероприятия происходит остужение электрода из вольфрама и окончания шва.
Разновидности
Согласно принципу действия осцилляторов известно 2 типа оборудования.
- Агрегат непрерывного функционирования. В данном случае происходит суммирование сварочного и высокочастотного тока. Дуга зажигается без контакта электрода с металлической поверхностью. В этом случае не происходит разбрызгиваний, а мастер не получает удара током. Этот принцип действия осциллятора способствует повышению эффективности использования агрегата. В данном случае не происходит энергетических потерь.
- Аппарат с импульсной работой характеризуется параллельностью подключения и использованием в случае, когда требуется работать с переменным видом тока. Сложностью данной процедуры можно назвать необходимость реагирования на смену полярности за короткое время.
Присутствие конденсатора в конструкции осциллятора обеспечивает хорошую функциональность устройства. А также в устройстве должна присутствовать обратная связь.
Правила эксплуатации
Самыми важными требованиями при функционировании осциллятора являются безопасность и надежность. Для того
- проверка работы блокировочного конденсатора, так как в случае его неисправности сварщика может поразить током;
- регулировка и настройка устройства исключительно в состоянии отключенном от сети;
- постоянное счищение нагара с электродов;
- отслеживание частоты импульсов, которая не должна превышать 40 мкс.
Практически все модели сварочных осцилляторов имеют инструкцию по эксплуатации, которой стоит руководствоваться при его использовании. Для того чтобы диагностировать поломку данного вида оборудования, стоит провести следующие мероприятия:
- визуально осмотреть все имеющиеся узлы;
- зачистить окисленные контакты с помощью растворителя и щетки;
- диагностировать возможные поломки путем подобного изучения инструкции;
- заменить нерабочие детали;
- осуществить пробный запуск.
Ремонт осциллятора можно сделать своими руками в следующих случаях:
- если неправильно выбран сварочный режим;
- если нарушено функционирование одного элемента конструкции;
- если в корпус или блок питания попала пыль, посторонние предметы.
Осциллятор можно назвать технологическим грамотным дополнением к сварочному оборудованию. Его возможно не только купить, но и сделать собственноручно.
Как сделать осциллятор своими руками в домашних условиях

Многие начинающие сварщики сталкиваются с проблемой розжига дуги. Опытные мастера так же не прочь облегчить этот процесс. Чтобы сварка всегда начиналась ровно и стабильно, придуман осциллятор. Особенно он полезен при сварке нержавеющей стали или цветных металлов.
Осциллятор — что это такое и для чего нужен?
Назначение осциллятора – зажечь и стабилизировать сварочную дугу вне зависимости от условий сварки. Причем этот прибор одинаково эффективен на сварочных аппаратах как постоянного, так и переменного тока. Принцип действия основан на искровой генерации затухающих колебаний.
Схема осциллятора достаточно сложна с точки зрения техники настройки. Однако работает она по простым законам физики.
Основа прибора – повышающий трансформатор, работающий на стандартно низкой частоте. Со вторичной обмотки снимается напряжение порядка 2000-3000 вольт.
Далее вступает в работу колебательный контур, формирующий ток высокой частоты. Внутренние обмотки переходят в режим высокочастотного трансформатора. Частота преобразования 150-200 кГц, при этом напряжение поднимается до 6000 вольт.
Высоковольтный осциллятор, что это и как работает смотрите в этом видео
Вторичные характеристики говорят о безопасности осциллятора. Мощность составляет не более 250 Вт, а продолжительность эффективных импульсов – не более 10-30 микросекунд. При этом дуга возбуждается, а при контакте с человеком не протекает ток, опасный для жизни.
Важно! Зная эту особенность осцилляторов, многие сварщики легкомысленно подходят к соблюдению техники безопасности. Это недопустимо – преобразователь может дать сбой, и оператор получит электрическую травму.
По способу возбуждения дуги, есть два варианта работы осцилляторов
Непрерывного действия
Интегрированы в блок питания сварочного аппарата. Возбуждение дуги происходит за счет приложения тока высокой частоты непосредственно к силовым кабелям аппарата. После чего не важно, какой ток выдаст основной блок питания. Дуга все равно остается стабильной.
Импульсного действия
Подключаются последовательно к силовым кабелям. Система не такая сложная, нет необходимости в монтаже дросселей, шунтирующих высокое напряжение и защищающих сварочный аппарат. Эффективно работает со сварочниками переменного тока. Дуга стабильно горит при смене направления тока в каждом полупериоде.
Общий элемент – блокировочный конденсатор. Он подобран таким образом, что через него свободно протекает ток высокой частоты (формируемый осциллятором), а стандартный ток с блока питания блокируется. Эта схема гарантирует гальваническую развязку между осциллятором и трансформатором блока питания.
Сварочный осциллятор своими руками
Убедившись в полезности этого прибора, вы обязательно пожелаете его приобрести. Однако стоимость хорошего осциллятора может превысить цену вашего сварочного аппарата.
При постоянной занятости в роли сварщика, покупка целесообразна, поскольку устройство оптимизирует работу и ускоряет процесс сварки. А если вы расчехляете свой трансформатор несколько раз в году – имеет смысл изготовить самодельный осциллятор.
Подробно как сделать самодельный сварочный осциллятор — видео
Он будет не таким эффективным, как заводской, но качество дуги вырастает в разы. Особенно если у вас не очень качественные электроды.
Осциллятор для инвертора своими руками
Есть опробованная схема, для изготовления которой не придется разыскивать дефицитные детали. Несмотря на простоту исполнения – качество дугообразования ненамного хуже заводских аналогов.

Осциллятор подсоединяется к выходам силовых проводов (электрод и масса). Поскольку данная схема непрерывного действия – подключение параллельное. Можно установить плату внутри сварочного аппарата, соблюдая экранирование от импульсного блока питания. Если есть подходящий корпус – монтаж выполняется в виде отдельного блока.
Важно! Подключение к сети осуществляется только через трансформатор. Иначе, при отключении основного аппарата, осциллятор останется под напряжением. Это опасно.
После сборки схемы, ее необходимо настроить. Калибровка производится по состоянию и устойчивости дуги. Качество дугообразования настраивается подбором номинала тиристоров.
Еще один пример самодельного осциллятора для инвертора — видео.
Дроссель Др 1 наматывается вручную. На кольцо R40 х 25 х 80 из феррита с магнитной проницаемостью М2000НМ, накручивается провод сечением 2,5 квадрата. Трансформатор Т 1 лучше использовать готовый. Отлично подходит строчный трансформатор от старых телевизоров с кинескопом. Например, ТС180-2.
Выключатель S1 размыкает высоковольтную дугу. Для безопасной смены электрода он должен быть разомкнут.
При подключении осциллятора невозможно угадать «полярность» (ноль-фаза). Для контроля правильности соединения используется индикатор МТХ-90. Он должен светиться.
Осциллятор для плазмореза делаем своими руками
Для розжига плазмы в резаке достаточно напряжения 20000 вольт постоянного тока. Поэтому подойдет искровой осциллятор. Чтобы не создавать сложный повышающий трансформатор, проще использовать банальный умножитель напряжения. Сила тока не имеет значения. Схема компактная, и выполняется буквально из бросовых деталей времен СССР.

Осциллятор для плазмореза — видео рекомендации.
Важно! При намотке высоковольтного трансформатора обязательно обеспечьте изоляцию между обмотками. Несмотря на малую мощность, 20 к Вольт легко «прошьют» первичку, и выведут трансформатор из строя.
Чтобы витки обмотки не вибрировали под нагрузкой, трансформатор пропитывается эпоксидной смолой.
Накопительный конденсатор – капризная часть схемы. После перебора нескольких вариантов, лучше всего показал себя «кондер» от стартера для люминесцентных ламп.
Схема управления плазморезом и осциллятором

При замыкании стартовой кнопки S3 включается схема блока питания инвертора плазмореза. Одновременно подается питание на схему осциллятора.
Время его работы определено разрядом конденсатора С5. Затем закрываются транзисторы Т7 и Т8, питание осциллятора прекращается. Цикл длится 2-3 секунды, за это время дуга плазмореза становится устойчивой.
После размыкания кнопки S3 конденсатор С5 перезаряжается, и система готова к повторному циклу запуска плазмотрона.
Осциллятор из катушки зажигания
Наиболее доступная схема выполняется на автомобильной катушке зажигания.

Однако характеристики бобин не совсем подходят для такой цели. Поэтому требуется тщательный подбор остальных элементов схемы. Можно использовать несколько комбинаций из тиристоров, пока вы не убедитесь в уверенном возбуждении дуги. Несмотря на соблазн изготовить простой осциллятор – это не самая лучшая схема.
Схема осциллятора для сварки алюминия
Алюминий требует особых условий для сварки, особенно тяжело разжечь на нем качественную дугу. Снова требуется осциллятор, способный преобразовать переменный ток частотой 50Гц в приемлемые для сварки 1500 Гц.
Как и остальные приборы, осциллятор для сварки алюминия подключается параллельно инвертору

или работает с последовательной схемой

Вывод:
В зависимости от интенсивности использования вашего сварочника, вы можете приобрести осциллятор заводского исполнения, или выбрать одну из предложенных схем.
Насколько полезной была эта статья?
Нажмите на звезду, чтобы оценить!
Отправить рейтингСредний рейтинг / 5. Подсчет голосов:
Приставка TIG (осциллятор, возбудитель дуги) к любому сварочному аппарату
При повторении этого устройства строго соблюдать технику безопасности.Здесь присутствует сетевое напряжение и высоковольтные импульсы.

Для изготовления приставки вам понадобятся детали старого телевизора
ТДКС
Конденсаторы
Отклоняющая система
Реле.
Также:
Балласт старой энергосберегающей лампы
Дроссель со сварочного аппарата или подобный (возможно исключить)
Блок питания (Адаптер) 12В
Провода
Свеча зажигания.
Отрезок фанеры или подходящий корпус.
Инструменты:
Паяльник
Отвертки
Пассатижи
Варить нержавеющую сталь и алюминий очень удобно не плавящемся электродом в среде инертного газа. В простонародье аргоновая сварка, хотя газы могут быть и другие, например, гелий или смеси.
Практически к любому сварочному аппарату можно подключить рукав с такой горелкой.
Проблема заключается в поджоге дуги, если на нержавеющей стали возможно, но очень неудобно поджигать касанием, то на алюминии это невозможно.
Умельцы зажигают дугу касанием графитовой щётки от электродвигателя, но это тоже не удобно, влияет на качество шва и сильно падает скорость работы.
Для качественной сварки и удобства пользования из того что было я собрал приставку, осциллятор которая позволяет зажигать дугу высокочастотным импульсом в лучших традициях этого вида сварки
Тушине не предусмотрено и производиться резким удлинением дуги.
Осциллятор имеет не завистное питание от сети. Подключается силовыми проводами к любому сварочному аппарату.
Для работы с нержавеющей сталью я использую инверторный сварочный аппарат с постоянным током.
Для сварки алюминия, трансформаторный сварочный аппарат с переменным током (Алюминий почти невозможно варить постоянным током). Есть возможность варить постоянным токам полуавтоматическим аппаратом (MIG) но не всегда это приемлемо, и качество оставляет желать лучшего.
Устройство
Собрал устройство на подходящем отрезки фанеры. Так как использую в стационарных условиях корпус пока делать не стал. Планируется ряд доработок и усовершенствований, (режим дежурной дуги, импульсного режима и принудительное тушение дуги, клапан подачи газа) после этого возможно изготовлю корпус.
Осциллятор построен по классической схеме с последовательным высокочастотным возбуждением дуги.
СХЕМА
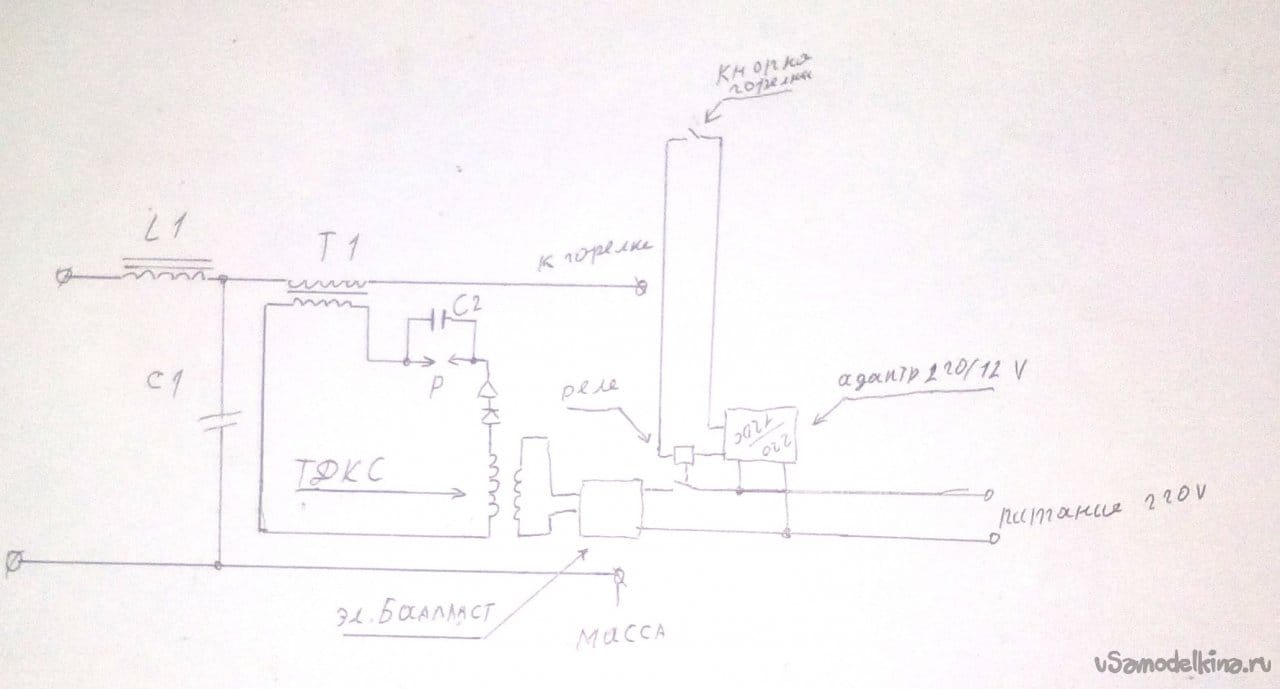
Вход. Дроссель L1 установлен первое для зашиты сварочного аппарата, вторе для более плавного горения дуги аргоновой горелки.
Конденсатор С1 выполняет главную защиту сварочного аппарата шунтируя высокочастотные колебания.
Дроссель применил от неисправного сварочного аппарата, можно использовать и другие рассчитанные на ток сварки (80-150А), или совсем его исключить.

Защитый конденсатор С1 2-6мкФ, на напряжение не менее 630В. Лучше установить два параллельно, в случае обрыва одного второй будет защищать сварочный аппарат.

Высокочастотный трансформатор.

Я проверил около десятка разных конструкций. Установлен трансформатор, намотанный на магнитопроводе отклоняющей системы старого телевизора.
Силовая обмотка содержит 20 витков сварочного провода. У мня не нашлось куска провода достаточного сечения в итоге намотал тремя сложенными в месте сетевыми гибкими проводами. Сечение каждого проводника 8м2. Импульсная обмотка содержит 5 витков провода, равномерно расположенного по всему кольцу. Сечение 1мм2, но может быть больше или меньше. В этом проводе присутствуют импульсное с напряжением более тысячи вольт, изоляция должна этому соответствовать.
Разрядник.

В качестве разрядника установлена свеча зажигания. Можно применить практически любую свечу зажигания. Для скептиков, которые утверждают, что правильный разрядник можно сделать только из вольфрамовых электродов, скажу, что свеча зажигания в двигателях работает куда в более суровых условиях на протяжении продолжительного времени. Здесь работа ограничивается секундами с долгими паузами.
В промышленных аппаратах разрядник из вольфрамовых электродов применяется по причине его низкой стоимости и малых размеров.
У свечи нужно выставить зазор 1мм, это будет соответствовать напряжению пробоя примерно 1000В. При настройке возможно уменьшать зазор для наилучшего зажигания дуги. Устанавливать зазор более 1мм не стоит так, как возрастет напряжение и конденсатор С2 будет пробит.
Частотозадающий конденсатор С2.
В моем случае используется 0.01 микрофарада и напряжение 1300В. Возможно применять пленочные или керамические. 1300 минимально допустимое напряжение конденсатора для данного случая. Лучше устанавливать с более высоким рабочим напряжением. Подбором этой емкости регулируется частота и естественно устойчивость зажигания дуги. Если в процессе работы такой конденсатор ощутимо греется его, следует заменить на конденсатор другого типа.
Высоковольтный преобразователь.

Высоковольтное напряжение допустимо использовать как переменный низкой частоты (50 герц), так и постоянный. В классической схеме советского производства используется повышающий трансформатор. Умельцы ставят от микроволновой печи (МОТ). Я встречал схемы с умножителем сетевого напряжения или на катушках зажигания.
Я выбрал вариант с постоянным током. В качестве трансформатора и выпрямителя применён ТДКС от старого телевизора. Можно использовать любого производителя.
Высоковольтный вывод соединен с частотозадающими элементами (Разрядник конденсатор). Питается от балласта энергосберегающей лампы, тоже подойдет любой.
Высокочастотное напряжение подается на первичную обмотку трансформатора, так как у разных производителей цоколевка разная, то нумерацию выводов не даю.
Для настройки последовательно с электронным балластом подключается лампа накаливания примерно 60Вт. Эта мера защитит элементы в случае ошибки при настройке. Выход балласта подключается к первичным обмоткам трансформатора и опытным путем определяется нужные, по завершению настройки лампа накаливания исключается.
Устройство коммутации.
Это устройство нужно для включения возбудителя с кнопки на горелке и обеспечения безопасности работы. Так как подавать на кнопку управления сетевое напряжение опасно, то установлен маломощный блок питания на 12В и реле. У меня установлен маломочный сетевой адаптер, тоже строгих требований нет.
Реле управления 12В и контактами, рассчитанными на переменное напряжение 220В 2А. Можно применять и иные.


 Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.Особенности работы сварочного осциллятора
У большинства хозяйственных мужчин найдется в запасах аппарат для сварки. Сварочный осциллятор подходит для выполнения сварки алюминия или нержавеющей стали.

Сварочный осциллятор используется для сварки алюминия и нержавеющей стали.
Это специализированный прибор, возбуждающий и стабилизирующий дугу и практикуемый в работе с серийными источниками питания переменного и постоянного тока. Другими словами, это прибор, созданный для преобразования тока из промышленной частоты с низким напряжением в ток высокого напряжения (от 2000 до 6000 В) и с высокой частотой (150-500 кГц). Он является искровым генератором при затухающих колебаниях.
Принцип действия и особенности конструкции аппарата
Аппарат включает в себя:
- трансформатор повышающий (ПТ) с низкой частотой и с напряжением вторичным в 2 или 3 кВ;
- разрядное устройство;
- контур колебания, содержащий индуктивность, емкость, конденсатор блокирующий и обмотку для связи.

Функциональная схема осциллятора.
В осцилляторе сварочном обмотку формирует трансформатор В (высокочастотный). В полупериоде вторичное напряжение ПТ подзаряжает конденсатор и в тот миг, когда достигнута конкретная величина, провоцирует интенсивный пробой в разряднике. Вследствие этого контур при колебаниях становится закороченным, и образуются в нем затухающие колебания с определенной резонансной частотой.
При помощи обмотки и конденсатора высокочастотные колебания прикасаются к дуговому промежутку. Для напряжения в источнике питания блокировочный конденсатор предупреждает процесс шунтирования при помощи обмотки в дуговом промежутке. Дроссель, подключенный к сварочной цепи, изолирует обмотку в сварочном аппарате от пробоя. Как правило, сварочные осцилляторы обладают мощностью в 250-300 Вт. А импульсная продолжительность исчисляет всего десятки микросекунд.
Осцилляторы организуют проведение на цепь для сварки тока высокого напряжения и высокой частоты.
Распределяются они на 2 вида:
- возбудители в сварочной дуге с непрерывным действием;
- возбудители в сварочной дуге с импульсным питанием.
Вернуться к оглавлению
Возбудители дуги с непрерывным действием

Схема 1. Схема горения дуги при высокой частоте с условием малого сварочного тока в источнике.
Это осцилляторы для сварки, работающие одновременно с питающим источником в дуге. Возбуждение дуги становится возможным благодаря наложению на провода тока с высоким напряжением и частотой. Хотим отметить, что при выполнении мер безопасности этот ток не опасен для сварщика, но при этом он способен возбуждать дугу для сварки без касания к электроду в изделии.
Помимо этого, за счет высокой частоты сохраняется достаточное горение дуги даже при условии малого сварочного тока в ведущем источнике (Схема 1).
На схеме продемонстрировано, что в цепь для сварки и в цепь переменного тока устройство подключено параллельно. Стабильное функционирование фильтра для помех (ПЗ), содержащего конденсаторы и батареи, организует предохранитель Пр1..Увеличивает напряжение (до 6 кВ) низкочастотный трансформатор (Т1) с более высоким напряжением.
Наряду с высоковольтным трансформатором Т1 расположен искровой генератор. Состоит он из конденсаторов (Сг), разрядника (ФВ), напряжения (Т2) и высокочастотной обмотки.
Генератор этот выполняет роль колебательного контура, за счет чего импульсы тока с огромной скоростью собираются в конденсаторе, а затем разряжаются в искровом разряднике, обеспечивая этим высокочастотные особенности трансформатора (Т2).

Схема 2. Схема соединения катушки к сварочной дуге.
Конденсатор (Сп) служит защитником в источнике напряжения, а от пробоев в фильтре (Сп) обмотку в трансформаторе спасает предохранитель (Пр2). Осциллятор, таким образом, способен впитывать энергию не только в сети, но и напрямую от сварочной цепи.
Осцилляторы, подключенные последовательным способом, являются более результативными, ведь они не нуждаются в транспортировке в цепь источника специализированной защитной системы, направленной против высокого напряжения.
Схема 2 демонстрирует, что катушка (1к) подсоединена последовательно к сварочной дуге, а другие детали соответствуют схеме 1. В процессе работы от разрядника исходят негромкие звуки в виде потрескивания.
В тот момент, когда аппарат выключен из сети, при помощи регулировочного винта можно настроить искровой зазор размером от 1,6 до 2 миллиметров.
Обратите внимание! При необходимости установки оборудования следует привлечь к этому делу профессионалов. Самостоятельно, при отсутствии необходимых знаний электротехнической направленности, осуществлять ремонт очень опасно.
Вернуться к оглавлению
Возбудители дуги с импульсным питанием
Сварка с применением переменного тока нуждается в возбудителях импульсного питания. Тогда они на базе стартового возбуждения дуги будут провоцировать (при изменении полярности тока) ее зажигание. С одной стороны, осцилляторный агрегат соответствуют этому условию, но с другой – они не достаточно эффективно совершают дополнительное зажигание во время изменения в источнике полярности переменного тока.

Принципиальная электрическая схема возбудителя дуги с импульсным питанием.
Вследствие этого начинаются колебания функционирующего в этот момент сварочного тока и происходит ухудшение качества сварки. Помимо этого, стоит отметить, что осцилляторы, которые не синхронизированы, устраивают серьезные радиопомехи.
Еще одним методом возбудить дугу без контакта является использование импульсных генераторов. В них применяются емкости для накопления, заряжающиеся от специфического устройства для подзарядки, а в те секунды, когда возбуждение дуги происходит повторно, отдают заряд дуговому промежутку.
Учитывая, что фаза изменения сварочного тока в процессе сварки не всегда стабильна, то для организации уверенной работы генератора требуется прибор, который сделает возможным синхронизацию разряда в емкости с теми моментами, когда ток из дуги проходит сквозь ноль.
При помощи сварочного аппарата, а также осциллятора на переменном токе вполне реально осуществлять сварку, помимо стандартных электродов, еще и электродами для нержавейки и внедрять спецоборудование для сварки аргоном.
Проводить сварку цветного металла, нержавеющей стали следует на токе (постоянном) с прямой полярностью.
А процедуру сварки алюминия необходимо осуществлять на токе переменном!
Вернуться к оглавлению
Условия эксплуатационного использования и меры предосторожности

Конструкция сварочного осциллятора.
- Перед введением в использование с агрегатом стоит пройти регистрацию в организации инспектирования электросвязи.
- Разрешено использовать аппарат как в закрытых, так и в открытых помещениях.
- На открытой территории применять при осадках запрещено. Температура воздуха, при которой можно включать осциллятор, колеблется от 10 градусов мороза до 40 градусов тепла.
- Влажность воздуха не должна превышать 98 процентов.
- Разрешена эксплуатация при атмосферном давлении от 85 до 106 кПа.
- Ни в коем случае нельзя использовать осциллятор сварочного аппарата в обстановке, воздух которой пропитан пылью (с содержанием едких паров и газов, разрушающих изоляцию и металлы).
- Приступать к работе только в том случае, если имеется надежное заземление.
Вернуться к оглавлению
Меры безопасности
- Всегда контролировать правильность присоединения в сварочную цепь и проверять, исправны ли контакты.
- Проводить работу только в специальном кожухе (снимать его только тогда, когда аппарат отключен от источника питания).
- Проверять состояние поверхности в разряднике (если образовался нагар, счистить его при помощи наждачной бумаги).
Сварочный осциллятор можно приобрести в строительном магазине, а можно собрать своими силами. Неважно, какой путь выберете вы, главное, что при соблюдении техники безопасности в обращении с ним, осциллятор станет верным помощником в работе.
Основы, конструкция, принцип работы и типы
Большинство бытовых электронных устройств вокруг нас, таких как мобильные телефоны, телевидение, радио, MP3-плееры и т. Д., Представляют собой комбинацию цифровой и аналоговой электроники. Везде, где есть беспроводная передача / прием или звуковые сигналы участвуют в электронной конструкции, нам понадобятся периодические колебательные электронные сигналы, эти сигналы называются Осциллирующие сигналы и очень полезны при беспроводной передаче или для выполнения операций, связанных с синхронизацией.
Осциллятор в электронике обычно относится к схеме, которая способна генерировать сигналы. Эта форма волны может быть синусоидальной, треугольной или даже зубчатой. Некоторые из наиболее распространенных схем генератора — это LC-схема, Tank-схема и т. Д. Генератор с управляемым напряжением — это генератор, который генерирует колебательные сигналы (формы волны) с переменной частотой. Частота этого сигнала изменяется путем изменения величины входного напряжения.На данный момент вы можете представить себе генератор, управляемый напряжением (ГУН), как черный ящик, который принимает напряжение переменной величины и производит выходной сигнал переменной частоты, а частота выходного сигнала прямо пропорциональна величине входного напряжения. , В этом уроке мы узнаем больше об этом черном ящике и о том, как использовать его в наших проектах.

Принцип работы VCO
Существует много типов схем ГУН ; очень простой может быть построен, просто используя конденсатор, катушку индуктивности и резистор для создания цепи резервуара.Также операционные усилители, мультивибраторы, транзисторы, таймеры 555 также могут быть использованы для построения колебательных контуров . Кроме того, существуют специальные пакеты IC, такие как LM566, LM567 и т. Д., Которые могут действовать как VCO. Чтобы понять основную идею VCO, давайте рассмотрим RC-генератор.
В генераторе RC частота выходной волны зависит от емкости конденсатора, используемого в схеме, поскольку частота задается формулами
Частота (f) = 1/ 2 πRC
Следовательно, в этом случае частота колебаний обратно пропорциональна значению емкости, используемой в цепи.Итак, теперь, чтобы контролировать выходную частоту и заставить его работать как ГУН, мы должны изменить емкость конденсатора в зависимости от значения входного напряжения. Этого можно добиться с помощью варакторных диодов. Эти диоды изменяют значение емкости на них в зависимости от приложенного напряжения. Ниже показан пример выходного графика ГУН.

Предположим, что управляющее напряжение равно Vc, а выходная частота — fo. Затем в нормальных рабочих условиях на ГУН подается номинальное напряжение, для которого ГУН выдает номинальную частоту.По мере увеличения входного напряжения (управляющего напряжения) увеличивается выходная частота, и наоборот.
Типы генераторов, управляемых напряжением
Существует много типов схем ГУН, используемых в различных приложениях, но их можно в целом разделить на два типа в зависимости от их выходного напряжения.
Генераторы гармоник: Если форма выходного сигнала генератора синусоидальная, то она называется гармоническими генераторами.В эту категорию попадают RC, LC-цепи и резервуары. Осцилляторы этих типов сложнее реализовать, но они более стабильны, чем осциллятор релаксации. Генераторы гармонических колебаний также называются генераторами, управляемыми линейным напряжением.
Осциллятор релаксации: Если выходной сигнал осциллятора имеет пилообразную или треугольную форму, то осциллятор называется осциллятором релаксации. Их сравнительно легко реализовать, и поэтому они наиболее широко используются.Осциллятор релаксации можно классифицировать как
.- Осциллятор с эмиттерно-управляемым напряжением
- Заземленный конденсатор Генератор, управляемый напряжением
- Кольцевой генератор с управлением напряжением на основе задержки
Генератор, управляемый напряжением — Практическое применение
Как упоминалось ранее, VCO можно просто построить с использованием пары RC или LC, но в реальных приложениях этого никто не делает.Есть специальная ИС, которая может генерировать колебания в зависимости от входного напряжения. Одна из таких широко используемых ИС — это LM566 от компании National Semiconductor.
Эта ИС способна генерировать как треугольную, так и прямоугольную волну , и номинальную частоту этой волны можно установить с помощью внешнего конденсатора и резистора. Позже эту частоту можно также изменять в реальном времени в зависимости от подаваемого на нее входного напряжения.
Схема контактов микросхемы LM566 IC показана ниже
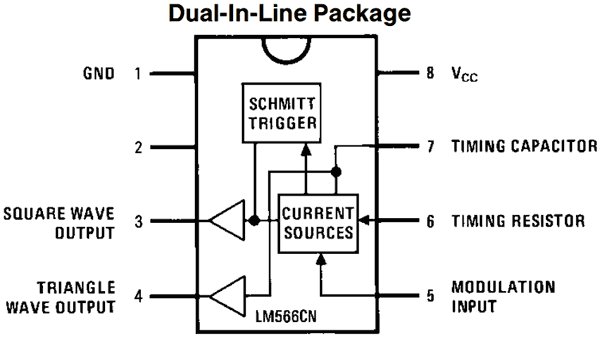
ИС может работать как от одинарного источника питания, так и от двойной шины питания с рабочим напряжением до 24 В.Контакты 3 и 4 — это выходные контакты, которые дают нам прямоугольную и треугольную волну соответственно. Номинальная частота может быть установлена путем подключения конденсатора и резистора правильного значения к контактам 7 и 6.
Формулы для расчета значений R и C на основе выходной частоты (Fo) задаются формулами
Fo = 2,4 (Vss - Vc) / Ro + Co + Vss
Где,
Vss — это напряжение питания (здесь 12 В), а Vc — управляющее напряжение, приложенное к выводу 5, в зависимости от величины которой регулируется выходная частота.(Здесь мы сформировали делитель потенциала, используя резистор 1,5 кОм и резистор 10 кОм для подачи постоянного напряжения на вывод 5). Пример принципиальной схемы для LM566 показан ниже
. 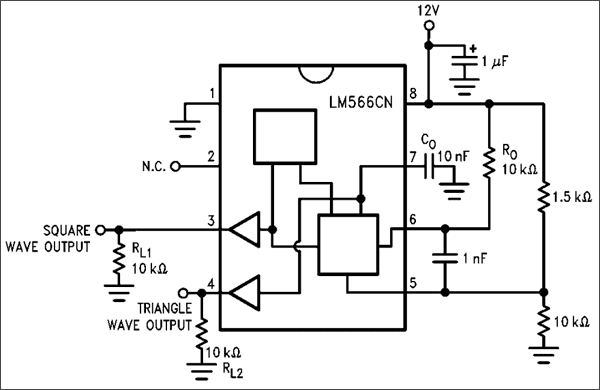
В практических приложениях резисторы 1,5 кОм и 10 кОм можно игнорировать, а управляющее напряжение можно напрямую подавать на вывод 5. Вы также можете изменить значение Ro и Co в зависимости от требуемого диапазона выходной частоты. Также обратитесь к таблице данных, чтобы проверить, насколько линейно изменяется выходная частота относительно входного управляющего напряжения.Значение выходной частоты регулируется с помощью управляющего напряжения (на выводе 5) в соотношении 10: 1, что помогает нам в обеспечении широкого диапазона управления.
Приложения VCO
- Частотная манипуляция
- Частотные идентификаторы
- Распознаватели тона клавиатуры
- Генераторы часов / сигналов / функций
- Используется для создания контуров фазовой синхронизации.
Генератор, управляемый напряжением, является основным функциональным блоком в системе фазовой автоподстройки частоты.Итак, давайте также разберемся с контуром с фазовой синхронизацией , почему он важен и что делает ГУН внутри контура с фазовой синхронизацией.
Что такое контур фазовой автоподстройки частоты (ФАПЧ)?
Phase Lock Loop, также называемый PPL, представляет собой систему управления, которая в основном состоит из трех важных блоков. Это фазовый детектор, фильтр нижних частот и генератор, управляемый напряжением. Вместе эти три образуют систему управления, которая постоянно регулирует частоту выходного сигнала в зависимости от частоты входного сигнала.Блок-схема ФАПЧ показана ниже
. 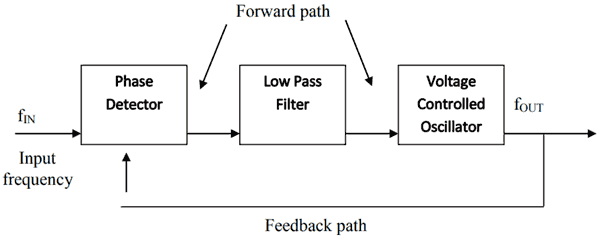
Система ФАПЧ используется в приложениях, где высокая стабильная частота (f OUT ) должна быть получена из сигнала нестабильной частоты (f IN ). Основная функция схемы ФАПЧ — производить выходной сигнал с той же частотой, что и входной. Это очень важно для беспроводных приложений, таких как маршрутизаторы, радиочастотные системы передачи, мобильные сети и т. Д.
Фазовый детектор сравнивает входную частоту (f IN ) с выходной частотой (f OUT ), используя предоставленный тракт обратной связи.Разница в этих двух сигналах сравнивается и выражается в виде значения напряжения и называется сигналом напряжения ошибки. Этот сигнал напряжения также будет иметь связанный с ним высокочастотный шум, который можно отфильтровать с помощью фильтра нижних частот. Затем этот сигнал напряжения подается на ГУН, который, как мы уже знаем, изменяет выходную частоту в зависимости от предоставленного сигнала напряжения (управляющего напряжения).
PLL — Практическое применение
Одна из часто используемых интегральных схем ФАПЧ — это LM567 .Это микросхема декодера тона, то есть она прослушивает определенный пользователем тип тона на контакте 3, если этот тон получен, он подключает выход (контакт 8) к земле. То есть, в основном, чтобы прослушивать весь звук, доступный на частоте, и постоянно сравнивать частоту этих звуковых сигналов с заданной частотой с помощью техники PLL. Когда частоты совпадают, выходной контакт становится низким. Вывод микросхемы LM567 показан ниже, схема очень чувствительна к шуму, поэтому не удивляйтесь, если вам не удастся заставить эту микросхему работать на макетной плате.
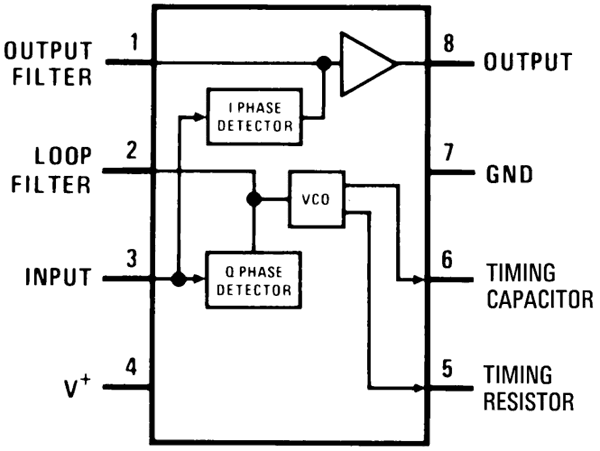
Как показано на выводе, ИС состоит из схемы детектора фазы I и Q внутри нее. Эти фазовые детекторы проверяют разницу между заданной частотой и входным частотным сигналом. Внешние компоненты используются для установки значения этой заданной частоты. Микросхема также состоит из схемы фильтра, которая фильтрует неустойчивый шум переключения, но для этого требуется внешний конденсатор, подключенный к выводу 1. Вывод 2 и используется для установки полосы пропускания ИС, чем выше емкость, тем ниже будет емкость. пропускная способность.Контакты 5 и 6 используются для установки значения заданной частоты. Это значение частоты может быть рассчитано с использованием следующих формул
Базовая схема микросхемы LM567 показана ниже.
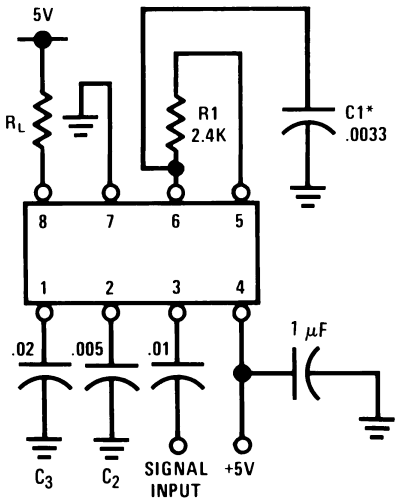
Входной сигнал, частота которого должна сравниваться, подается на контакт 3 через фильтрующий конденсатор емкостью 0,01 мкФ. Эта частота сравнивается с заданной частотой. Частота устанавливается с помощью резистора 2,4 кОм (R1) и 0.0033 Конденсатор (C1), эти значения могут быть рассчитаны в соответствии с вашей установленной частотой, используя приведенные выше формулы.
Когда входная частота совпадает с заданной частотой, выходной контакт (контакт 8) будет заземлен. В противном случае этот штифт останется высоким. Здесь мы использовали резистор (R L ) в качестве нагрузки, но обычно это будет светодиод или зуммер, как того требует конструкция. Таким образом, LM567 использует возможность VCO для сравнения частот , что очень полезно в приложениях, связанных с аудио / беспроводной связью.
Надеюсь, теперь у вас есть хорошее представление о VCO. Если у вас есть какие-либо сомнения, разместите их в разделе комментариев или воспользуйтесь форумом.
Также проверьте:
,Осциллятор автоматической заваркиАк для увеличивать осциллятор
ширины заваркиПриложение:
Осциллирующая сварочная горелка для повышения скорости сварки и формовки, а также увеличения ширины сварного шва. Он широко используется в авиации, судостроении, крупных стальных конструкциях, трубопроводах, сосудах высокого давления и других областях.
Компоненты:
Сварочный генератор HBQ-60-2 — это разновидность вспомогательного сварочного оборудования общего назначения.В основном он состоит из генератора и контроллера. Генератор состоит из шагового двигателя и скользящей пластины, в нем используется оригинальный импортный трехфазный шаговый двигатель, скользящая пластина состоит из направляющей качения и шарико-винтовой передачи, чтобы сварочная горелка постоянно колебалась и быстро реагировала. Полный цифровой контроллер управляется одним чипом, ЖК-дисплей отображает параметр. Одиночный чип управляет импульсным выходом для привода шагового двигателя. 16 различных предварительно запрограммированных параметров колебаний управляют скоростью колебаний, диапазоном колебаний, центральным положением, временем задержки и т. Д.Ручное управление или автоматическое управление на ваш выбор.
Внимание: Контроллер питается от ИСТОЧНИКА ЭЛЕКТРИЧЕСКОГО ПОСТОЯННОГО ТОКА (28-36 В постоянного тока), при питании от источника переменного тока 220 В необходимо дополнительное устройство: блок питания (220 В переменного тока → 28-36 постоянного тока).
Сварочный процесс:
Обычно используется с MIG / MAG / TIG с соответствующей сварочной горелкой.
Технические параметры
Сварочный осциллятор | HBQ-60 | |||
Модель контроллера | HBQ-C 00.1 ~ 3,0 м / мин | |||
Диапазон колебаний | 0 ~ 30 мм | |||
Диапазон центровки | 0 ~ 60 мм | |||
Время пребывания слева | 0 ~ 5,0 с | |||
Время пребывания справа | 0 ~ 5,0 с |
Посетите
На заводе пользователя:
,Перед продажей: техническое решение и предложение на месте.
2. послепродажное обслуживание: установка, ввод в эксплуатацию, обучение.
На нашем заводе:
Информация о компании
Chengdu Hanyan Technology Co., Ltd. — национальное высокотехнологичное предприятие, которое специализируется на проектировании, исследовании и разработке, производстве и обслуживании автоматической сварки. оборудование. полностью принадлежат трем дочерним компаниям, занимающимся контактной сваркой, роботизированной сваркой и источниками сварочного тока.
С этого момента мы получили 5 патентов на изобретение и 13 патентов на полезную модель; наша продукция одобрена CCC и CE, кроме того, наша компания имеет систему управления ISO 9001: 2008, ERR и CRM.
Мы экспортировали в более чем 29 стран и регионов, включая General для сварки продольных швов, для сварки кольцевых швов, сварочного генератора, сварочного устройства подачи проволоки TIG, устройства отслеживания сварных швов, производственной линии для сварки водонагревателей, линии для сварки топливных баков, сварочных роботов, оборудования для сварки полос , Оборудование для контактной сварки, источники сварочного тока и другое сварочное оборудование по индивидуальному заказу.
,Сварочный осцилляторJbq-a для угловой сварки / угловой сварки / угловой сварки с полным цифровым управлением
Настройка
МЫ МОЖЕМ РАЗРАБОТАТЬ ЛЮБУЮ МОДЕЛЬ ДЛЯ АВТОМАТИЗАЦИИ ВАШЕГО ПОЛЬЗОВАТЕЛЬСКОГО ПРИЛОЖЕНИЯ И СПЕЦИАЛИЗИРОВАТЬСЯ НА ПРЕДОСТАВЛЕНИИ ЗАКАЗЧИКА РЕШЕНИЯ ДЛЯ ВАШИХ ПОТРЕБНОСТЕЙ!
Это своего рода универсальное вспомогательное сварочное оборудование с полным цифровым управлением, которое позволяет сварочной горелке колебаться вдоль сварочного шва из стороны в сторону, улучшая формовку и производство.Он в основном используется в процессах сварки MIG / MAG / TIG для угловых швов (угловых швов) и стыковых швов с большим разделом кромок. 8 наборов различных параметров колебаний могут быть предварительно настроены для ручного или дистанционного управления, каждый набор параметров колебаний включает регулируемые параметры, такие как частота колебаний, диапазон колебаний, центральное положение, время пребывания (влево / вправо) и т. Д.
Основные параметры :
Макс. линейная скорость | 4 м / мин (длина плеча 160 мм) 3 м / мин (длина плеча 220 мм) |
Точность | 0.1 ° |
Угол поворота | -10 — + 10 ° |
Центральное положение | Свободно |
Время пребывания (слева) | 0 ~ 5,0 с |
Время ожидания (справа) | 0 ~ 5,0 с |
Время ожидания (в центре) | 0 ~ 5,0 с |
Напряжение питания | DC 28-36 В |
Производительность | 150 ВА |
Выставки
и послепродажное обслуживание1.Годовая гарантия на всю машину
2. Круглосуточная техническая поддержка по электронной почте
3. Звонок или обслуживание от двери до двери
4. Инженеры, обслуживающие технику за рубежом
,Hbq-60-2 линейный осциллятор Сварочный генератор
Введение сварочного генератора
Применение:
Осциллирующая сварочная горелка для повышения скорости сварки и формовки, а также увеличения ширины сварного шва. Он широко используется в авиации, судостроении, крупных стальных конструкциях, трубопроводах, сосудах высокого давления и других областях.
Компоненты сварочного генератора:
Сварочный генератор HBQ-60-2 является разновидностью сварочного оборудования общего назначения.В основном он состоит из генератора и контроллера. Осциллятор состоит из шагового двигателя и скользящей пластины, в нем используется оригинальный импортный трехфазный шаговый двигатель, скользящая пластина опирается на направляющую качения и передачу шарикового винта, чтобы сварочная горелка постоянно колебалась и быстро реагировала. Полностью цифровой контроллер управляется одним чипом, ЖК-дисплей показывает параметр. Одиночный чип управляет импульсным выходом для привода шагового двигателя. 16 различных предварительно запрограммированных параметров колебаний управляют скоростью колебаний, диапазоном колебаний, центральным положением, временем задержки и т. Д.Ручное управление или автоматическое управление на ваш выбор.
Внимание: Контроллер питается от ИСТОЧНИКА ЭЛЕКТРИЧЕСКОГО ПОСТОЯННОГО ТОКА (28-36 В постоянного тока), при питании от источника переменного тока 220 В необходимо дополнительное устройство: блок питания (220 В переменного тока → 28-36 постоянного тока).
Процесс сварки:
Обычно используется в процессе сварки MIG / MAG / TIG.
Технические параметры сварочного генератора
Сварочный генератор | HBQ-60-2 | |
Модель контроллера | Модель контроллера | |
| HBQ-C49 9000 Колебательная скорость | 0.1 ~ 3,0 м / мин | |
Диапазон колебаний | 0 ~ 30 мм | |
Диапазон центровки | 0 ~ 60 мм | |
Время задержки (слева) | 0 ~ 5,0 с | |
Время задержки (справа) | 0 ~ 5,0 с | |
Время задержки (центр) | 0 ~ 5,0 с | |
Напряжение питания | 28 ~ 36 В пост. Тока | |
Мощность | 150 ВА | |
Размер осциллятора (Д * Ш * В) | 400 * 145 * 90 мм | |
Размер контроллера (Д * Ш * В) | 210 * 110 * 250 мм | |
Вес (осциллятор) | 5.5 кг | |
Вес (контроллер) | 2,2 кг |






Самое важное:
МЫ МОЖЕМ РАЗРАБОТАТЬ ЛЮБУЮ МОДЕЛЬ ДЛЯ АВТОМАТИЗАЦИИ ВАШЕГО ПОЛЬЗОВАТЕЛЬСКОГО ПРИЛОЖЕНИЯ И СПЕЦИАЛИЗИРОВАТЬСЯ НА ПРЕДОСТАВЛЕНИИ ЗАКАЗЧИКА РЕШЕНИЯ ДЛЯ ВАШИХ АВТОМАТИЧЕСКИХ ПОТРЕБНОСТЕЙ!
Информация о компании
Chengdu Hanyan Technology Co., Ltd. — высокотехнологичное предприятие, которое занимается исследованием и разработкой, проектированием, производством и обслуживанием сварочного оборудования.
Chengdu Hanyan Technology Co., Ltd. Как одна из самых профессиональных групп по исследованию и разработке и производству оборудования для автоматической сварки автозапчастей в Китае , накопивший полный опыт в области производства автозапчастей, мы предоставили множество автоматических сварочных линий и оборудования для сотен автозапчастей. производители в Китае или за рубежом.
Мы успешно разработали множество технологий и оборудования и получили множество наград национального и провинциального уровня, успешно применили несколько патентов.
Выставки
Настройка
МЫ МОЖЕМ РАЗРАБОТАТЬ ЛЮБУЮ МОДЕЛЬ ДЛЯ АВТОМАТИЗАЦИИ ВАШЕГО ПОЛЬЗОВАТЕЛЬСКОГО ПРИЛОЖЕНИЯ И СПЕЦИАЛИЗИРОВАТЬ ДЛЯ ПРЕДОСТАВЛЕНИЯ ИНДИВИДУАЛЬНОГО РЕШЕНИЯ ДЛЯ ВАШЕГО ЗАКАЗЧИКА!
Наши услуги
Гарантия и послепродажное обслуживание
1.Один год гарантии на всю машину
2. Круглосуточная техническая поддержка по электронной почте
3. Звонок или обслуживание от двери до двери
4. Инженеры, обслуживающие технику за рубежом
,