19.3. Устойчивость горения дуги.
Дуга, горящая равномерно, без произвольных обрывов, требующих повторного зажигания, называется устойчивой. Если дуга горит неравномерно, часто обрывается и гаснет, то такая дуга называется неустойчивой.
Устойчивость дуги зависит от многих причин, основными из которых являются:
Для электродов с покрытием диаметром 4…5 мм нормальная длина дуги равна 5…6 мм. Такая дуга называется короткой, она горит устойчиво и обеспечивает нормальное протекание процесса сварки.
Дуга, у которой длина больше 6 мм, называется длинной. Процесс плавления металла протекает при этом неравномерно. Образующиеся капли электродного металла в большей степени окисляются кислородом воздуха и обогащаются азотом. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность, увеличивается разбрызгивание металла, чаще образуются места с непроваром.
В сварочной дуге столб дуги можно рассматривать как гибкий проводник, по которому проходит электрический ток и который под воздействием электромагнитного магнитного поля может изменять свою форму. Отклоняющее действие магнитных полей на сварочную дугу носит название магнитного дутья.
Сила магнитного поля пропорциональна квадрату тока, поэтому магнитное дутье особенно заметно при сварке постоянным током значительной величины (свыше 300…400 А). При сварке переменным током покрытыми электродами и сварке под флюсом явление электромагнитного дутья сказывается слабее, чем при постоянном токе и применении голых или тонкопокрытых электродов. для уменьшения отклоняющего действия магнитных полей на дугу следует вести сварку возможно более короткой дугой.
О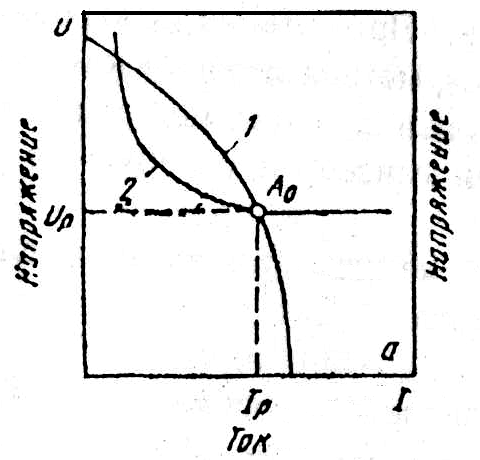 сновным
условием устойчивого горения сварочной
дуги является соответствие внешней (1) характеристики источника питания _
статической_(2)
характеристике дуги (рис. 19.4). Внешняя
характеристика — это зависимость между
силой тока в сварочной цепи и напряжением
источника.
сновным
условием устойчивого горения сварочной
дуги является соответствие внешней (1) характеристики источника питания _
статической_(2)
характеристике дуги (рис. 19.4). Внешняя
характеристика — это зависимость между
силой тока в сварочной цепи и напряжением
источника.
Рис. 19.4. Единая энергетическая система внешней характеристики источника питания (1) и сварочной дуги (2)
Точка А0 их пересечения соответствует установившемуся режиму работы U и I. Условие устойчивости работы системы источник — дуга выражается в следующем виде:
Ку= (dUд/dl — dUu/dl)Ip0>0 (4)
Ку – коэффициент устойчивости.
При ручной дуговой сварке токами небольшой плотности
(dUu/dl)Ip 0 < (dUд/dl)Ip 0 < 0. (5)
В режиме А0 длина дуги автоматически поддерживается постоянной в том случае, если скорость подачи электродной проволоки постоянна. С изменением длины дуги изменяется и ток. Скорость плавления уменьшается, и длина дуги восстанавливается при постоянной скорости подачи проволоки. Это свойство дуги называется саморегулированием.
На капли расплавленного электродного металла при прохождении их через дуговой промежуток действуют:
сила тяжести;
силы поверхностного натяжения;
силы электромагнитного поля;
силы внутреннего давления газов.
Электрические характеристики дуги определяют требования к сварному соединению, к источникам питания. В установившемся состоянии зависимость между напряжением U и током I выражается статической вольт-амперной характеристикой дуги (рис.19.1).
I зона- увеличение
электропроводности столба дуги –
крупнокапельный металлоперенос; II зона-
увеличение сечения столба дуги; Ш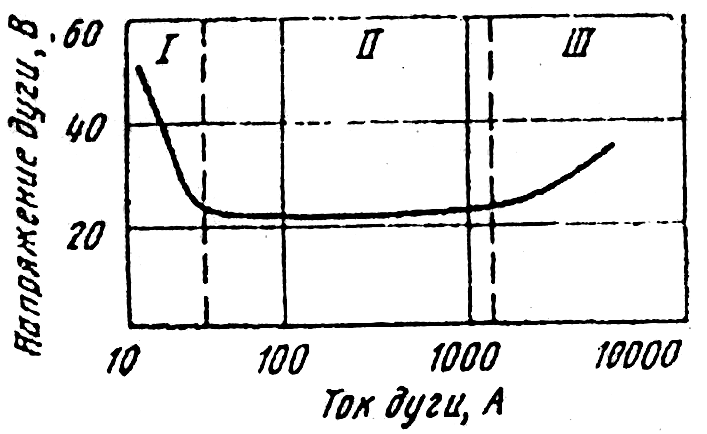
Рис. 19.1. Вольт-амперная характеристика сварочной дуги
Дуга зажигается в результате прикосновения конца электрода, соединенного с одним полюсом источника тока, к свариваемому металлу, который соединен с другим полюсом того же источника, с последующим быстрым отводом электрода на расстояние 3-4 мм. Если до зажигания дуги Uхх ≈ 60В. В момент касания электродом изделия (короткое замыкание – КЗ) Uкз = 0, а при нормальном горении Uраб = (15-30)В в зависимости от типа и длины электрода. Мощность тока N1 = UI расходуется на нагрев металла, скорость которого N2 = dQ/d = Cm Т/d , и его расплавление. При локальном нагреве КПД дуги достаточно высок ( 0,5-0,9). Легко подсчитать, что за короткий промежуток времени температура быстро растет и достигает температуры плавления металла.
Вследствие неравномерного нагрева деталей в шве и зоне термического влияния возникают значительные — растягивающие напряжения, что приводит к трещинам и к браку.
Определение стойкости металла шва против возникновения горячих трещин является первым видом испытания свариваемости.
В зонах закалки металл имеет пониженную пластичность: там могут образовываться околошовные холодные трещины.
Испытание металла околошовной зоны, шва и сварного соединения в целом на склонность к образованию холодных трещин_ являются вторым видом испытания свариваемости.
В испытания на свариваемость включают испытания механических свойств металла шва и сварного соединения.
При ручной сварке пост состоит из источника питания, сварочных проводов, электродержателя и электродов. Сварщик должен быть специально подготовлен и иметь специальный допуск к сварочным работам. Для защиты от излучения дуги и брызг металла сварщик имеет защитный щиток или маску с темными очками и спецодежду.
Существует сварка плавящимися и неплавящимися (графитовые, вольфрамовые) электродами с дугой прямого и косвенного действия постоянным током прямой и обратной полярности. При прямой полярности электрод соединяют с отрицательным полюсом источника постоянного тока, а основной металл – с положительным; при обратной полярности – наоборот. При сварке дугой переменного тока катодное и анодное пятна меняются 100 раз в секунду (если частота 50 Гц). Поэтому устойчивость горения дуги переменного тока ниже, чем у дуги постоянного тока.Основные преимущества дуги переменного тока:
Простота и меньшая стоимость оборудования (источников питания).
Отсутствие магнитного дутья.
Наличие катодного распыления оксидной пленки при аргонодуговой сварке алюминия. Катодное распыление – это процесс бомбардировки сварочной ванны положительными ионами в тот момент, когда изделие бывает катодом, за счет чего разрушается оксидная пленка.
Дуга прямого действия – это дуга, которая горит между металлом и электродом, косвенного действия – дуга, горящая между двумя электродами. Ремонт чугунных изделий производят дугой обратной полярности графитовым электродом рис. 19.3, а). Для увеличения мощности для сварки металла средней толщины применяют два электрода с косвенной дугой (рис. 19.3,б). Для сварки металла большой толщины применяют трехфазную дугу (рис. 19.3,в).
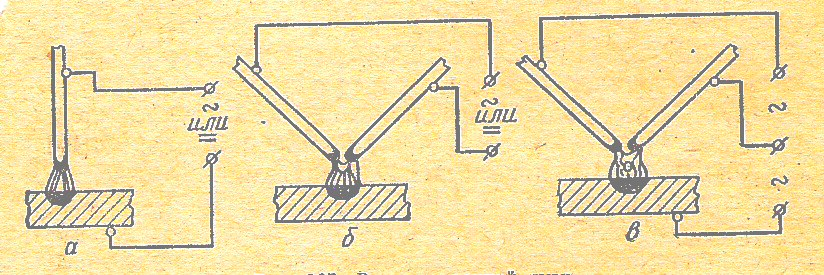
Рис. 19.3. Виды сварочной дуги
Устойчивость — горение — дуга
Устойчивость — горение — дуга
Cтраница 1
Устойчивость горения дуги при питании ее переменным током значительно уступает дуге постоянного тока. Дуга переменного тока периодически гаснет, происходит охлаждение дугового промежутка, что и является причиной понижения устойчивости горения Дуги. [1]
Устойчивость горения дуги зависит от вида тока. Дуга переменного тока периодически гаснет, происходит охлаждение дугового промежутка, что и является причиной понижения устойчивости ее горения. [2]
Устойчивость горения дуги достигается уравниванием скоростей подачи и плавления электродной проволоки. Вследствие различных причин это равенство часто нарушается. В зависимости от метода восстановления равенства скоростей подачи и плавления различают два основных способа подачи электрода: подача со скоростью, автоматически регулируемой в зависимости от напряжения дуги, и подача с постоянной скоростью, не зависящей от напряжения дуги. В первом случае скорость подачи проволоки с повышением напряжения увеличивается, а при понижении — уменьшается. Благодаря этому дуговой промежуток и заданное напряжение дуги автоматически поддерживаются неизменными. [3]
Устойчивость горения дуги и стабильность режима сварки зависят как от физи-ческих условий существования дугового разряда, так от свойств и параметров источников питания и всех других элементов электрической цепи. [4]
Устойчивость горения дуги зависит от характеристик электрической цепи, в которую включена сварочная дуга. Напряжение на дуге зависит от состава атмосферы, в которой горит дуга, характеристик электродов и длины дуги. На рис. 205 приведена зависимость напряжения на дуге от ее длины, которая описывается уравнением 1 / я — а Ы, где а — сумма анодного и катодного падения напряжений в приэлектродных областях, В; Ь — градиент напряжения в столбе дуги, В / мм / — длина дуги, мм. [6]
Устойчивость горения дуги зависит от соответствия формы внешней характеристики источника заданной форме статической характеристики дуги. [7]Устойчивость горения дуги и стабильность режима сварки зависят от условий существования дугового разряда, свойств и параметров источников питания и электрической цепи. Каждая внешняя характеристика соответствует вполне определенному положению регулировочного устройства источника питания. [8]
Устойчивость горения дуги определяется условием, при котором система источник питания — дуга находятся в установившемся состоянии. [10]
Устойчивость горения дуги и возможность направления дуги в требуемое место зоны сварки зависит также от направления и силы магнитногодутья. [11]
Улучшение устойчивости горения дуги при сварке на переменном токе может быть достигнуто за счет увеличения частоты тока источника питания дуги. [13]
Повышение устойчивости горения дуги достигается введением в состав покрытия соединений калия и натрия ( хромата, бихро-мата, силиката, карбоната и др.), а также карбонатов кальция, магния или бария. Наличие в покрытии солей щелочных и щелочноземельных металлов приводит к уменьшению энергии, выделяемой на катоде при сварке постоянным током прямой полярности, вследствие чего резко снижается ско
68.При каком роде тока обеспечивается более высокая устойчивость горения дуги?
В данной инструкции изложены основные функции сайта, и как ими пользоваться
Здравствуйте,
Вы находитесь на странице инструкции сайта Тестсмарт.
Прочитав инструкцию, Вы узнаете функции каждой кнопки.
Мы начнем сверху, продвигаясь вниз, слева направо.
Обращаем Ваше внимание, что в мобильной версии все кнопки располагаются, исключительно сверху вниз.
Итак, первый значок, находящийся в самом верхнем левом углу, логотип сайта. Нажимая на него, не зависимо от страницы, попадете на главную страницу.
«Главная» — отправит вас на первую страницу. «Разделы сайта» — выпадет список разделов, нажав на один из них, попадете в раздел интересующий Вас.
«Разделы сайта» — выпадет список разделов, нажав на один из них, попадете в раздел интересующий Вас.
 На странице билетов добавляется кнопка «Билеты», нажимая — разворачивается список билетов, где выбираете интересующий вас билет.
На странице билетов добавляется кнопка «Билеты», нажимая — разворачивается список билетов, где выбираете интересующий вас билет.
 «Полезные ссылки» — нажав, выйдет список наших сайтов, на которых Вы можете получить дополнительную информацию.
«Полезные ссылки» — нажав, выйдет список наших сайтов, на которых Вы можете получить дополнительную информацию.
В правом углу, в той же оранжевой полосе, находятся белые кнопки с символическими значками.
- Первая кнопка выводит форму входа в систему для зарегистрированных пользователей.
- Вторая кнопка выводит форму обратной связи через нее, Вы можете написать об ошибке или просто связаться с администрацией сайта.
- Третья кнопка выводит инструкцию, которую Вы читаете. 🙂
- Последняя кнопка с изображением книги ( доступна только на билетах) выводит список литературы необходимой для подготовки.
Следующая функция «Поиск по сайту» — для поиска нужной информации, билетов, вопросов. Используя ее, сайт выдаст вам все известные варианты.

 Последняя кнопка расположенная справа, это селектор нажав на который вы выбираете, сколько вопросов на странице вам нужно , либо по одному вопросу на странице, или все вопросы билета выходят на одну страницу.
Последняя кнопка расположенная справа, это селектор нажав на который вы выбираете, сколько вопросов на странице вам нужно , либо по одному вопросу на странице, или все вопросы билета выходят на одну страницу. На главной странице и страницах категорий, в середине, расположен список разделов. По нему вы можете перейти в интересующий вас раздел.
На главной странице и страницах категорий, в середине, расположен список разделов. По нему вы можете перейти в интересующий вас раздел.
На остальных страницах в середине располагается сам билет. Выбираете правильный ответ и нажимаете кнопку ответ, после чего получаете результат тестирования.
Справой стороны (в мобильной версии ниже) на страницах билетов располагается навигация по билетам, для перемещения по страницам билетов.
На станицах категорий расположен блок тем, которые были добавлены последними на сайт.
Ниже добавлены ссылки на платные услуги сайта. Билеты с ответами, комментариями и результатами тестирования.
В самом низу, на черном фоне, расположены ссылки по сайту и полезные ссылки на ресурсы, они дублируют верхнее меню.
Надеемся, что Вам понравился наш сайт, тогда жмите на кнопки социальных сетей, что бы поделиться с другими и поможете нам.
Если же не понравился, напишите свои пожелания в форме обратной связи. Мы работаем над улучшением и качественным сервисом для Вас.
С уважением команда Тестсмарт.
Влияние различных веществ на устойчивость дуги
Важное практическое значение имеет устойчивость горения сварочной дуги. При недостаточной устойчивости происходят частые обрывы дуги, затрудняющие выполнение сварки и получение качественного соединения.
Сущность метода состоит в следующем. После подбора величины силы тока и напряжения холостого хода электрод зажимают в специальном штативе над опытной пластинкой (фиг.3). Электрод и планка подключены к источнику сварочного тока. Замыкая и размыкая угольным стержнем промежуток между электродом и планкой, зажигают дугу. Дуга горит до естественного обрыва. Получившееся расстояние между концом электрода и наплавленным металлом, равное длине дуги при обрыве, принимается в качестве меры устойчивости дуги. Чем больше длина дуги при обрыве, тем выше ее устойчивость.
Фиг.3.Установка для определения устойчивости дуги
Устойчивость дуги сильно зависит от рода тока: на постоянном токе она значительно выше, чем на переменном. Большую роль играет частота переменного тока. Повышение частоты обеспечивает значительное увеличение устойчивости дуги.
Обычный промышленный переменный ток имеет частоту 50 пер/сек. Однако с помощью специальных генераторов можно получить токи значительно большей частоты. К таким генераторам относится сварочный генератор ГСВ-100, дающий переменный ток с частотой 490 пер/сек. Этот генератор входит в состав агрегата ПС-100, предназначенного для сварки металла малой толщины, когда устойчивое горение дуги особенно важно. Еще большую частоту — 100 000—150 000 пер/сек. при напряжении 2000—3000 в — дают специальные генераторы высокой частоты — осцилляторы. Они подключаются параллельно дуге при сварке на переменном токе обычной частоты. Применение осцилляторов обеспечивает зажигание дуги еще до соприкосновения электрода с деталью и практически исключает обрывы дуги в процессе сварки.
Устойчивость дуги заметно увеличивается с увеличением силы тока и напряжения холостого хода сварочных генераторов и трансформаторов.
Ранее отмечалось, что устойчивость дуги зависит от состава дуговых газов. Во время сварки постоянно происходит испарение материала электрода. Образующиеся пары заполняют дуговой промежуток и таким образом влияют на устойчивость. Следовательно, устойчивость дуги сильно зависит от состава электродных покрытий.
Таблица 1. Влияние различных веществ на устойчивость дуги
Наименование вещества | Химическая формула вещества | Максимальная длина дуги в мм |
Красная кровяная соль | K3Fe(CN)в | 25 |
Поташ | К2СО3 | 12 |
Сульфат натрия | Na2S04 | 9 |
Мел в порошке | CaCO3 | 9 |
Титановая руда | В основном TiO2 | 10 |
Марганцевая руда | 80—90% Mn02 | 6 |
Полевой шпат | Не менее 10% К20+ Na20,64—70%SiO2, 17—21% А12О3 | 8 |
Плавиковый шпат | В основном СаF2 | 5 |
Речной песок | SiO2 | 0 |
Каолин | 36-40% А1203, 43—48% SiO2 | 0 |
Силикат натрия в порошке(сухой) | Na2 Si03 | б |
Силикат натрия влажный | Na2Si03 | 3 |
Окись алюминия | Al2O3 | 0 |
Бура прокаленная | Na2B407 | 0 |
Из этой таблицы видно, что наиболее благоприятно влияют на устойчивость дуги красная кровяная соль, поташ, сульфат натрия, мел, титановая руда. Положительное влияние этих веществ объясняется содержанием в них элементов с низким потенциалом ионизации — калия, кальция, титана.
Некоторые вещества, например окись алюминия, каолин, песок, бура не поддерживают или даже затрудняют горение дуги. Ухудшает устойчивость также влага, содержащаяся в покрытиях.
Устойчивость — горение — дуга — переменный ток
Устойчивость — горение — дуга — переменный ток
Cтраница 1
Устойчивость горения дуги переменного тока повышают с помощью импульсных генераторов. Импульсы энергии, посылаемые генератором в каждый период или полупериод горения дуги, способствуют ее повторному зажиганию. В стабилизаторе на 100 Гц стабилизирующий импульс посылается в каждый полупериод горения дуги. Принцип действия простейшего импульсного генератора основан на том, что электрическая емкость за конечный промежуток времени заряжается до определенного значения, а затем разряжается на дуговой промежуток. Дуга обрывается преимущественно в момент, когда абсолютное значение тока, изменяющегося по синусоиде, проходит через нуль и когда электрод становится анодом. [1]
Повысить устойчивость горения дуги переменного тока можно, повысив напряжение или увеличив частоту тока. На практике иногда используют второй путь, применяя для сварки переменный ток частотой 150 — 450 гц, повышение же напряжения нежелательно по соображениям техники безопасности. Другой, принципиально иной путь — это применение стабилизирующих покрытий, наносимых тонким слоем на электродные стержни. В состав таких покрытий вводят соли щелочных или щелочноземельных металлов ( К2СО3 или СаСО3), которые повышают степень ионизации дугового промежутка. [2]
Повышение устойчивости горения дуги переменного тока достигается за счет введения в покрытия электродов и сварочные флюсы материалов, содержащих в соединении К, Na, Ca и другие элементы, обладающие низким потенциалом ионизации. [4]
Для повышения устойчивости горения дуги переменного тока допускается применение в установках дуговой сварки ( резки) импульсных генераторов, резко поднимающих напряжение между электродом и свариваемым изделием в момент повторного возбуждения дуги. [5]
Для обеспечения устойчивости горения дуги переменного тока допускается применение импульсных генераторов, повышающих напряжение между электродами и изделием в момент повторного возбуждения дуги. [6]
Для повышения устойчивости горения дуги переменного тока допускается применение в установках дуговой сварки ( резки) импульсных генераторов, резко поднимающих напряжение между электродом и свариваемым изделием в момент повторного возбуждения дуги. [7]
Для повышения устойчивости горения дуги переменного тока допускается применение импульсных генераторов, резко поднимающих напряжение между электродом и изделием в момент повторного возбуждения дуги. [8]
Очевидно, что устойчивость горения дуги переменного тока зависит от того, насколько легко происходит повторное зажигание дуги в каждом полупериоде, а последнее определяется ходом физических и электрических процессов в дуговом промежутке и на электродах в отрезки времени между каждым погасанием и новым зажиганием дуги. [9]
Очевидно, что устойчивость горения дуги переменного тока зависит от того насколько легко происходит повторное зажигание дуги в каждом полупериоде, а последнее определяется ходом физических и электрических процессов в дуговом промежутке и на электродах в отрезки времени между погасанием и новым зажиганием дуги. [11]
Величина пика зажигания существенно влияет на устойчивость горения дуги переменного тока. [12]
Как уже отмечалось выше в § 4, на устойчивость горения дуги переменного тока большое влияние оказывает скорость нарастания тока в начале полупериода. Чем меньше скорость нарастания тока, тем более вероятны обрывы дуги, и, наоборот, увеличение скорости нарастания тока благоприятно отражается на устойчивости горения дуги. [13]
Как известно, повышение частоты тока благоприятно отражается на устойчивости горения дуги переменного тока. Однако технологический эффект от повышения частоты, по крайней мере при сварке сталей, не очень велик. С технологической точки зрения генератор повышенной частоты практически равноценен сварочному трансф
Условия устойчивого горения дуги переменного тока — КиберПедия
Дуговая сварка на переменном токе широко применяется в промышленности. Это объясняется тем, что источники питания переменного тока просты и удобны в эксплуатации, имеют меньший вес и габариты. Дуги переменного тока бывают однофазными и трехфазными.
Дуга, питаемая переменным током, имеет ряд особенностей. Эти особенности появляются вследствие того, что переменный ток промышленной частоты 50 Гц 100 раз в секунду меняет свое направление (сварочная дуга имеет за 1 сек 100 перерывов в горении дуги). Кроме того, переменный ток, величина которого не остается постоянной, а изменяется по синусоиде от 0 до 360º. Все эти особенности затрудняют горение дуги. Для увеличения стабильности горения дуги необходимо сократить время перерывов в ее горении
Рассмотрим цепь, в которой последовательно с дугой включено активное сопротивление R, а индуктивное Х=0. Сдвиг фаз между током и напряжением равен 0 (  ) (рис. 22).
) (рис. 22).
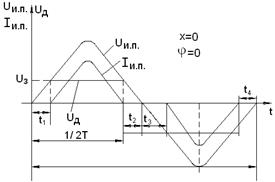
Рис. 22. Кривые напряжений (  ,
,  ) и тока (
) и тока (  ), когда активное сопротивление
), когда активное сопротивление  , а
, а  и
и
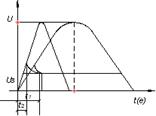
При возрастании напряжения источника питания от 0 до напряжения зажигания  дуга не горит. В момент, когда напряжение станет равным напряжению зажигания , дуга загорится. Ток и напряжение увеличиваются до максимума, а затем уменьшаются. Когда напряжение источника станет меньше, чем необходимо для поддержания устойчивого горения дуги ( <
дуга не горит. В момент, когда напряжение станет равным напряжению зажигания , дуга загорится. Ток и напряжение увеличиваются до максимума, а затем уменьшаются. Когда напряжение источника станет меньше, чем необходимо для поддержания устойчивого горения дуги ( <  ), дуга гаснет. Во вторую половину полупериода дуга не горит до того момента, пока напряжение не станет равным напряжению дуги обратного знака. Как только напряжение обратного знака стало равным напряжению , дуга загорается при токе обратного напряжения. Дальше процесс повторится. В данном случае за один период дуга переменного тока имеет 4 перерыва (
), дуга гаснет. Во вторую половину полупериода дуга не горит до того момента, пока напряжение не станет равным напряжению дуги обратного знака. Как только напряжение обратного знака стало равным напряжению , дуга загорается при токе обратного напряжения. Дальше процесс повторится. В данном случае за один период дуга переменного тока имеет 4 перерыва (  ,
,  ,
,  ,
,  ).
).
Для того, чтобы дуга горела устойчиво без перерывов, необходимо соблюдать следующие условия:
1. Температура газового промежутка между изделием и электродом должна оставаться постоянной.
2. Интенсивная ионизация среды, в которой горит дуга.
3. Легкость возникновения катодного и анодного пятна.
4. Минимальное или равное нулю время перерыва горения дуги.
При невыполнении этих условий дуга может погаснуть при переходе тока через ноль.
Для выполнения 1 и 2 условия применяются специальные обмазки электродов и флюсы. Для выполнения 3 условия перед сваркой необходимо хорошо подготавливать свариваемые кромки.
 |  |
| а | б |
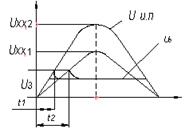
Рис. 23. Кривые напряжений холостого хода: а— изменение частоты напряжения; б— изменение величины напряжения холостого хода
Для выполнения 4 условия необходимо увеличить напряжение  (рис.23, б) или частоту переменного тока (рис.23, а), но высокая частота вредно действует на организм человека, а напряжение ограничено ГОСТом на изготовление трансформаторов: для трансформатора не более 80 В.
(рис.23, б) или частоту переменного тока (рис.23, а), но высокая частота вредно действует на организм человека, а напряжение ограничено ГОСТом на изготовление трансформаторов: для трансформатора не более 80 В.
Теперь рассмотрим второй случай, когда в сварочной цепи есть активное R и индуктивное Х сопротивление. В этом случае между током дуги и напряжением источника питания появляется угол сдвига  , который не равен нулю (
, который не равен нулю (  ) (рис.24).
) (рис.24).
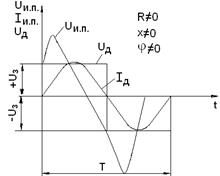
Рис.24. Кривые напряжения ( , ) и тока дуги 
Устойчивость горения дуги переменного тока при наличии в цепи индуктивного сопротивления повышается. При правильно подобранном индуктивном сопротивлении можно получить такой сдвиг фаз, при котором кривая тока будет проходить через ноль в момент времени, когда напряжение будет равно напряжению , и тогда перерыва в горении дуги не будет
Из-за влияния индуктивности в сварочном контуре будет появляться ЭДС самоиндукции, которая направлена против напряжения источника при возрастании тока и будет согласно с напряжением источника при уменьшении тока. Напряжение на дуге будет постоянным и достаточным для горения дуги, пока ток не станет равным 0. При токе, равном нулю, ЭДС самоиндукции тоже равно нулю, дуга гаснет, но к этому моменту напряжение источника обратного направления станет достаточным для зажигания дуги обратной полярности, и дуга загорится. С увеличением тока обратного направления вновь появится ЭДС самоиндукции, и процесс повторится
Сварочная дуга, горящая на переменном токе с индуктивным сопротивлением в цепи, не имеет перерывов в горении дуги, так как ЭДС самоиндукции поддерживает ее горение. Для поддержания горения дуги в момент снижения напряжения источника необходим определенный угол сдвига  между током и напряжением. Обычно ее угол составляет
между током и напряжением. Обычно ее угол составляет  =0,35÷0,6.
=0,35÷0,6.
Наличие индуктивного сопротивления в цепи обязательное условие для всех источников питания переменного тока.
Трехфазная сварочная дуга
Трехфазной дугой называют сварочную дугу, горящую между двумя электродами и изделием (рис. 25).
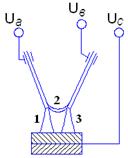
Рис. 25. Схема трехфазной дуги: 1, 3- дуги прямого действия; 2- дуга косвенного действия
Каждый электрод и изделие получает питание от одной фазы трехфазного источника питания. Трехфазная дуга состоит из трех отдельных дуг, горящих в общей газовой среде, имеющих общее плавильное пространство. Дуга 1 и 3 — это дуги прямого действия, а дуга 2 – косвенного действия. Для устойчивого горения дуги напряжение  ,
,  ,
,  сдвинуты по фазе на угол =120˚, поэтому дуги 1, 2, 3 горят поочередно, а в переходные моменты — по две дуги одновременно. Вследствие этого среда между изделием и электродами ионизирована, а это благоприятно сказывается на устойчивости горения дуги. При равных напряжениях подведенных к трехфазной дуге может гореть не более двух дуг. Объясняется это тем, что на торце электрода не могут существовать одновременно анодное и катодное пятна (рис.26).
сдвинуты по фазе на угол =120˚, поэтому дуги 1, 2, 3 горят поочередно, а в переходные моменты — по две дуги одновременно. Вследствие этого среда между изделием и электродами ионизирована, а это благоприятно сказывается на устойчивости горения дуги. При равных напряжениях подведенных к трехфазной дуге может гореть не более двух дуг. Объясняется это тем, что на торце электрода не могут существовать одновременно анодное и катодное пятна (рис.26).
Для питания трехфазной дуги могут быть использованы однофазные трансформаторы, соединенные соответствующим образом и специальные трехфазные трансформаторы.
При автоматической сварке трехфазной дугой, высокая стабильность процесса наблюдается только при одинаковой скорости плавления электродов. Этого можно достигнуть, применяя источники питания с равными и одинаково изменяющимися индуктивными сопротивлениями в каждой фазе. Величина сварочного тока регулируется в каждой фазе. Это дает возможность управлять количеством теплоты, которое необходимо для плавления электродов и на проплавление основного металла.
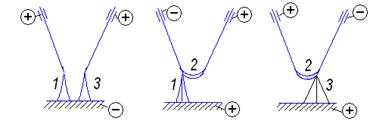
Рис. 26. Схема горения трехфазной дуги
Существуют три основные электромагнитные схемы источника питания трехфазной дуги для сварки плавящимися электродами:
а) с подвижными обмотками (рис. 27, а)
б) с трехфазным дросселем насыщения (рис.27, б).
в) с магнитной коммутацией (рис.27, в)
Рис.27. Схема питания трехфазной дуги: а- с подвижными обмотками; б- с трехфазным дросселем насыщения; в- с магнитной коммутацией
В трехфазных трансформаторах с подвижными обмотками при сварке на больших токах наблюдается значительная вибрация подвижных частей. А это приводит к изменению основных параметров сварки, которые сказываются на устойчивом горении дуги.
Трансформаторы с дросселем насыщения просты и надежны в эксплуатации. Однако они не позволяют регулировать напряжение холостого хода.
Наиболее перспективными являются источники питания с магнитной коммутацией. В этих трансформаторах возможно изменение величины напряжения холостого хода и регулирование наклона вольт-амперной характеристики, что обеспечивает устойчивое горение дуги.
Механизированная сварка трехфазной дугой применяется для соединения стальных и алюминиевых сплавов больших толщин. Сварка трехфазной дугой 2-2,5 раза производительнее, чем однофазная дуговая сварка. Однако широкого применения сварка трехфазной дугой не получила, так как оказалось неконкурентоспособной с электрошлаковой.
Условия устойчивого горения дуги — КиберПедия
Для стабильного горения дуги требуется выполнение следующих условий:
1.  (ток дуги должен быть равен току источнику питания)
(ток дуги должен быть равен току источнику питания)
2.  (напряжение на дуге должно быть равно напряжению источника питания)
(напряжение на дуге должно быть равно напряжению источника питания)
Кроме этого, для устойчивого горения дуги должно быть определенное соответствие между статической вольт-амперной характеристикой дуги и внешней характеристикой источника питания.
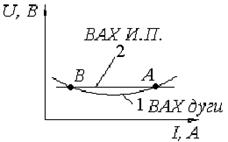
Рассмотрим случай, когда статическая характеристика дуги и внешняя характеристика источника питания падающие.
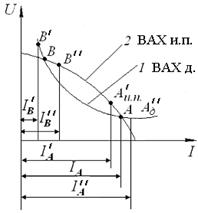
Рис. 8. Вольт-амперные характеристики: 1- дуги, 2- источника питания
При совмещении ВАХ источника 2 и дуги 1 условия устойчивого горения выполняются в двух точках: А и В.
Рассмотрим процесс в точке А. В этой точке при уменьшении сварочного тока (положение А’) напряжение источника питания оказывается большим, чем необходимо для горения дуги, что приведет к возрастанию силы тока, и процесс вернется в точку А. Увеличение силы тока в точке А (положение А») требует большего напряжения, необходимого для горения дуги, согласно статической характеристике. Однако напряжение источника питания, согласно внешней характеристике, будет меньшим, что, в свою очередь, вызовет снижение силы тока. Сила тока уменьшится, и режим горения дуги вновь переместится в точку А.
При рассмотрении процесса в точке В картина иная. При уменьшении силы тока (положение В’) для поддержания дугового разряда, согласно статической характеристике дуги, требуется более высокое напряжение, но источник питания, согласно внешней характеристике, обеспечить такое напряжение не может, и дуга погаснет. Если в точке В сила тока увеличилась (положение В»), то напряжение дуги станет меньше напряжения источника. Избыток напряжения вызовет дальнейшее возрастание силы сварочного тока вплоть до значения, соответствующего силе тока в точке А.
Устойчивое горение дуги осуществляется лишь в точке А, а в точке В дуга горит неустойчиво или гаснет.
Теперь рассмотрим случаи, когда статическая характеристика дуги и внешняя характеристика источника питания жесткие (рис. 9, а) и когда статическая характеристика дуги и внешняя характеристика источника питания возрастающие (рис. 9, б). Устойчивый процесс существования дуги будет лишь в точке А.
 | 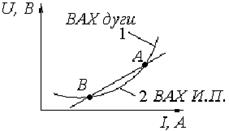 |
| а | б |
Рис. 9. Вольт-амперные характеристики: 1- дуги; 2- источника питания
Анализ всех трех процессов позволяет сделать следующие выводы:
1. Если статическая характеристика дуги падающая, то для устойчивого горения дуги требуется источник питания только с крутопадающей внешней характеристикой;
2. При наличии жесткой статической характеристики дуги источник питания должен иметь внешнюю падающую характеристику. Крутизна внешней характеристики источника питания может быть любой.
3. Для устойчивого горения дуги с возрастающей статической характеристикой дуги может применяться источник питания с внешней жесткой и возрастающей характеристиками. Причем крутизна подъема внешней вольт-амперной характеристики источника питания должна быть меньшей по сравнению с крутизной подъема статической характеристикой дуги.