Что такое сварочный трансформатор – определение
Сварочный трансформатор – это устройство, преобразующее переменное напряжение входной сети в переменное напряжение для электросварки. Основным его узлом является собственно трансформатор, понижающий сетевое напряжение до напряжения холостого хода, составляющего обычно 50-60 В.
Сила тока в сварочном трансформаторе может регулироваться изменением индуктивного сопротивления цепи или с помощью тиристоров (фазное регулирование).
Сварочные трансформаторы классифицируются следующим образом:
- по количеству обслуживаемых рабочих мест,
- по фазности напряжения в сети: однофазные, трехфазные,
- по конструкции.
По конструкции устройства выделяют:
- Модели с номинальным магнитным рассеиванием. Они состоят из двух частей: трансформатора и дросселя для регулировки напряжения.
- Изделия с увеличенным магнитным рассеиванием – имеют более сложную конструкцию из нескольких подвижных обмоток, конденсатора или импульсного стабилизатора и других элементов.

- Тиристорные модели – сравнительно новый тип подобных устройств. Они состоят из силового трансформатора и тиристорного фазорегулятора. Тиристорные модели имеют меньший вес по сравнению с другими типами.

К характеристикам сварочных трансформаторов относятся:
— коэффициент мощности,
— напряжение сети (первичное напряжение),
— вторичное напряжение,
— мощность,
— пределы регулирования тока.
Коэффициент мощности – безразмерная физическая величина, характеризующая потребителя переменного электрического тока с точки зрения наличия в нагрузке реактивной составляющей. Коэффициент мощности равен отношению потребляемой электроприемником активной мощности к полной мощности. Активная мощность расходуется на совершение работы. Полная мощность – геометрическая сумма активной и реактивной мощностей (в случае синусоидальных тока и напряжения).
Номинальным первичным напряжением трансформатора называется такое напряжение, которое, необходимо подвести к его первичной обмотке, чтобы на зажимах разомкнутой вторичной обмотки получить вторичное номинальное напряжение, указанное в паспорте трансформатора.![]()
Номинальным вторичным напряжением называют напряжение, которое устанавливается на зажимах вторичной обмотки при холостом ходе трансформатора (к зажимам первичной обмотки подведено напряжение, а вторичная обмотка разомкнута) и при подведении к первичной обмотке номинального первичного напряжения.
Мощность трансформатора напряжения предельная – кажущаяся мощность, которую трансформатор напряжения длительно отдает при номинальном первичном напряжении, вне классов точности, и при которой нагрев всех его частей не выходит за пределы, допустимые для класса нагревостойкости данного трансформатора.
Пределы регулирования сварочного тока указывают минимальные и максимальные значения тока, которые могут быть использованы при сварке.
Сварочные трансформаторы, применяемые в агрегатах и генераторах Shindaiwa, обеспечивают их отличные технические характеристики
СВАРОЧНЫЙ ТРАНСФОРМАТОР — это… Что такое СВАРОЧНЫЙ ТРАНСФОРМАТОР?
- СВАРОЧНЫЙ ТРАНСФОРМАТОР
аппарат для регулируемого питания сварочных процессов перем.
током (см. рис.). Для дуговой сварки применяют С. т., состоящие из двух отд. частей — понижающего трансформатора и дросселя, и в однокорпусном исполнении. Для повышения стабильности горения дуги во вторичную цепь С. т. включают осциллятор, к-рый используют также для зажигания дуги при сварке неплавящимся электродом. Для контактной сварки применяют С. т. с миним. сопротивлением вторичного контура, для чего вторичная обмотка обычно имеет 1 или 2 витка. Регулирование напряжения достигается изменением числа витков в первичной обмотке.Схема сварочного трансформатора с подвижной обмоткой (при увеличении расстояния между первичной и вторичной обмотками трансформатора сила сварочного тока снижается): 1 — ручка регулятора силы тока; 2 — подвижная обмотка; 3 — неподвижная обмотка; 4 — магнитопровод; 5 — свариваемая деталь; 6 электрод
Большой энциклопедический политехнический словарь. 2004.
- СВАРОЧНЫЙ ГЕНЕРАТОР
- СВЕКЛОПОДЪЁМНИК
Смотреть что такое «СВАРОЧНЫЙ ТРАНСФОРМАТОР» в других словарях:
сварочный трансформатор — Трансформатор, предназначенный для питания установок электрической сварки [ГОСТ 16110 82] Тематики трансформатор Классификация >>> EN ac transformer type welderarc welderarc welding transformerwelding transformer … Справочник технического переводчика
Сварочный трансформатор — 2.
31. Сварочный трансформатор Трансформатор, предназначенный для питания установок электрической сварки Источник: ГОСТ 16110 82: Трансформаторы силовые. Термины и определения оригинал документа Смотри также родственные термины … Словарь-справочник терминов нормативно-технической документациисварочный трансформатор — suvirinimo transformatorius statusas T sritis fizika atitikmenys: angl. arc welding transformer; welding transformer vok. Schweißtransformator, m rus. сварочный трансформатор, m; трансформатор сварки, m pranc. transformateur de soudage, m … Fizikos terminų žodynas
Сварочный трансформатор — English: Weldinged transformer Трансформатор, предназначенный для питания установок электрической сварки (по ГОСТ 16110 82 ст сэв 1103 78) Источник: Термины и определения в электроэнергетике. Справочник … Строительный словарь
сварочный трансформатор контактной машины — сварочный трансформатор Трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура.
[ГОСТ 22990 78] Тематики сварка, резка, пайка Синонимы сварочный трансформатор … Справочник технического переводчикаСварочный трансформатор контактной машины — – трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура. [ГОСТ 22990 78] Рубрика термина: Сварочное оборудование Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Сварочный трансформатор контактной машины — 20. Сварочный трансформатор контактной машины Сварочный трансформатор Трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура Источник: ГОСТ 22990 78: Машины контактные. Термины и определения… … Словарь-справочник терминов нормативно-технической документации
вращающийся сварочный трансформатор — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.
Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия EN rotary welding transformer … Справочник технического переводчикамногопостовой сварочный трансформатор — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва] Тематики электротехника, основные понятия EN multioperator welding transformer … Справочник технического переводчика
однопостовой сварочный трансформатор — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999] Тематики электротехника, основные понятия EN single operator welding transformer … Справочник технического переводчика
 [ГОСТ 22990 78] Тематики сварка, резка, пайка Синонимы сварочный трансформатор … Справочник технического переводчика
[ГОСТ 22990 78] Тематики сварка, резка, пайка Синонимы сварочный трансформатор … Справочник технического переводчика Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия EN rotary welding transformer … Справочник технического переводчика
Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия EN rotary welding transformer … Справочник технического переводчикаСварочный трансформатор: расчет, устройство и схема
Для выполнения электродуговой сварки необходим определенный набор оборудования, в него входит сварочный трансформатор. На рынке существуют производственные и бытовые аппараты, они различаются техническими характеристиками.
На рынке существуют производственные и бытовые аппараты, они различаются техническими характеристиками.
Главная задача трансформатора –преобразование подаваемого электричества до требуемых параметров.
Взаимодействие компонентов входящих в состав сварочного трансформатора, в результате, приводит генерации сварной дуги, которая располагается между рабочим инструментом и заготовкой.
Устройство сварочного трансформатора и характеристики
Для возникновения дуги, обеспечивающей разогрев и расплавление кромок заготовки, требуется изменить характеристики электричества подаваемого из сети.
Сварочный трансформатор преобразует поступающее электричество следующим образом:
- напряжение снижает;
- силу тока поднимает.
В преобразовании электричества принимают участие следующие узлы:
Устройство сварочного трансформатора
- магнитопровод;
- первая обмотка, собираемая из изолированного кабеля;
- перемещающейся второй обмотки. Ее выполняют из провода без изоляции, это необходимо для повышения тепловой отдачи;
- винтовая пара;
- штурвал для управления винтовой парой;
- клеммники для сварных кабелей.
В состав сварочных агрегатов включают дополнительные компоненты, которые предназначены для совершенствования их работы.
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.
Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.
Принцип работы сварочного трансформатора
Аппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.
Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.
Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.
ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.
Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.
Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
Это позволяет напряжению, которое может появиться на корпусе в результате повреждения изоляции, уйти в землю, не нанеся ни какого вреда рабочему – сварщику.
Схема сварочного трансформатора и ее модификации
Аппаратура для сварки состоит из:
- трансформатора;
- приборы для изменения размера тока.

Для розжига и поддержания дуги необходимо обеспечить наличие индуктивного сопротивления второй обмотки.
Подъем индуктивного сопротивления ведет к тому, что изменяется наклон статистических параметров источника энергии. В результате приводит к постоянству всей системы «источник тока – дуга».
Электрическая схема сварочного трансформатора типа ТДМ
У сварочных аппаратов, работающих под нагрузкой, количество мощности в разы больше, чем потери, которые они несут при работе в холостую.
Сварочная аппаратура с шунтом
Настройка рассеивания магнитного поля осуществляется переменой геометрических параметров пространства между составными частями магнитопровода. В виду того, что магнитная проницаемость железа выше чем у воздуха то придвижении шунта изменяется сопротивление потока, который проходит по воздуху. Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода.
Сварочная аппаратура с шунтом
Трансформаторы этого типа изготавливают для решения производственных задач.

Сварочные трансформаторы с секционными обмотками
Такая аппаратура производилось в ХХ века для решения производственных и бытовых задач. В них реализовано несколько степеней настройки количества витков в обеих катушках.
Секционная обмотка трансформатора
Тиристорные сварочные трансформаторы
Для настройки напряжения и тока применяют фазовый сдвиг тиристора. При этом происходит изменение среднего значения напряжения.
Для работы однофазной сети нужны два тиристора, включенных навстречу друг другу. Причем их настройка должно быть синхронной и симметричной. Трансформаторы на основании полупроводников (тиристоров) обладают жесткой статической характеристикой. Ее регулировка производится по напряжению при помощи тиристоров.
Тиристоры хороши для настойки напряжения и тока в электрических цепях переменного характера, дело в том, что закрытие происходит при изменении полярности.

В схемах с постоянным током для закрытия тиристоров применяют резонансные схемы. Но это сложно, дорого и накладывает определенные сложности на возможность регулирования.
Тиристорные сварочные трансформаторы
В полупроводниковых трансформаторах тиристоры монтируют в первой обмотке, тому есть две причины:
- Вторичные токи в сварочных источниках значительно больше, чем предельный ток тиристоров, он достигает 800 А.
- Высокий КПД так как потери на падении напряжения в открытых вентилях в первой обмотке в отношении рабочего ниже в несколько раз.
В современных устройствах используют обмотки из алюминия, для повышения надежности конструкции к ним на концах приварены медные накладки.
Отличия и разновидности оборудования
На производстве применяют следующие виды сварочных аппаратов:
Разновидности сварочного оборудования
- трансформаторы;
- выпрямители;
- инверторы.
Ещё выделяют:
- полуавтоматы;
- генераторы — сварочные аппараты с бензиновым или дизельным электрогенератором;
- и прочие промышленные аппараты.

Сварочные трансформаторы
Так называют устройство, которое предназначено для преобразования переменного тока получаемого из сети в напряжение необходимо для выполнения электрической сварки.
Сварочный трансформатор
Ключевым узлом этого устройства является трансформатор, который понижает сетевое напряжение до уровня холостого хода.
Достоинства и недостатки сварочных трансформаторов
К несомненным преимуществам этого оборудования относят довольной высокий КПД от 70 до 90%, простоту работы и высокую ремонтопригодность. Кроме этого аппараты этого класса отличает невысокая стоимость.
Вместе с тем, аппараты этого типа иногда не в состоянии обеспечить постоянство горения дуги. Это обусловлено характеристиками переменного тока. Для получения качественной сварки целесообразно применять электроды, адаптированные для работы с переменным током. Кроме того, на качестве сварки отрицательно сказываются и колебания напряжения на входе.
 youtube.com/embed/2Q6BEjCp_t8?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
youtube.com/embed/2Q6BEjCp_t8?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
Аппараты этого типа нельзя применять для работы с нержавейкой и цветными металлами. Высокий вес аппарата и его габариты вызывают ряд сложностей при его транспортировке с места на место.
Но надо отметить, что сварочный трансформатор – это не плохой выбор для домашних нужд.
Сварочные выпрямители
Аппаратура, которое преобразует переменное напряжение, поступающее из сети питания в постоянное, необходимое для выполнения электросварочных работ.
На практике применяют несколько схем выпрямителей, в которых реализованы разные методы получения выходных параметров напряжения и тока. Применяют разные способы регулировки параметров тока и вольт-амперной характеристики.
Сварочные выпрямители
В эти способы входят:
Изменение настроек трансформатора, применение дросселя, настройка с помощью полупроводников (тиристоров и транзисторов). В самых простых аппаратах для регулирования тока применяют трансформатор, а для его выпрямления диодные схемы. В силовую часть такого оборудования входят трансформатор, выпрямитель, дроссель.
В силовую часть такого оборудования входят трансформатор, выпрямитель, дроссель.
Достоинства и недостатки сварочных выпрямителей
Главное достоинство выпрямителей, если сравнивать их с трансформаторами, заключено в том что, для сварки применяют постоянный ток. Это обеспечивает качество розжига и поддержания параметров дуги и это соответственно приводит к качеству сварного шва. Применение выпрямителя позволяет сваривать не только обыкновенные стали, но обрабатывать нержавейку и цветные металлы. Кроме того, надо учесть и то, что сваривание с применением выпрямителя обеспечивает малое количество брызг.
По сути, описанные достоинства дают однозначный ответ на вопрос – какой аппарат выбрать трансформатор или выпрямитель, но разумеется нельзя забывать и стоимости этого оборудования.
Выпрямители имеют и отдельные недочеты – большой вес конструкции, потеря мощности, падение напряжения в сети во время проведения сварочных работ. Кстати, все сказанное в полной мере относится и к трансформаторам.
Кстати, все сказанное в полной мере относится и к трансформаторам.
Сварочные инверторы
Аппаратура этого типа предназначено для преобразования постоянного тока в переменный. Инвертор работает следующим образом. Ток, с частотой в 50 Гц, попадает на выпрямитель. На нем он, пройдя, через фильтр сглаживается и преобразуется в переменный. Частота такого тока оставляет несколько килогерц. Современные схемы позволяют получать ток с частотой 100 Гц. Этот этап преобразования, является самым важным в работе инвертора и это позволяет добиться существенных преимуществ в сравнении с другими моделями сварочного оборудования.
После этого, полученное высокочастотное напряжение роняют до значения холостого хода. А ток вырастает до размеров достаточных для выполнения сварочных работ, то есть до величины 100 – 200 А.
Схема инвертора и комплектующие используемые в работе позволяют создавать сварочные аппараты с малым весом и высокими техническими характеристиками.
Предприятия – производители выпускают аппараты для выполнения сварки:
- в ручном режиме;
- неплавящимся электродом в аргонной среде;
- в полуавтоматическом режиме под защитой газов и многие другие.
К несомненным достоинствам этого класса оборудования можно отнести – малый вес и габариты. Это позволяет передвигать инвертор на строительной или производственной площадке без особых сложностей.
В составе инвертора нет трансформатора и это позволило избежать потерь на нагрев обмоток и перемагничивания сердечника и получить высокий КПД. При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт.
Схема инверторного сварочного аппарата
Схемы применяемые в инверторах позволяют генерировать практически все параметры вольт-амперных характеристик – это говорит о том, что аппараты этого типа допустимы для применения во всех видах сварочных работ. Кроме того, инверторы обеспечивают работу с легированными, нержавеющими сталями и цветными металлами.
Инверторная схема не нуждается в частых и длительных перерывах в работе.
Конструкция инвертора позволяет выполнять плавную регулировку режимов сварки во всем диапазоне токов и напряжений, необходимых для выполнения сварочных работ. Инвертор обладает широким диапазоном токов от нескольких единиц до сотен тысяч. В быту применяют аппараты, которые позволяют варить металл относительно тонкими электродами до 3 мм. Применение аппаратов такого уровня позволяет формировать шов в различных положениях и обеспечить минимальное количество брызг расплавленного металла, возникающих при сварочных работах.
Инверторные сварочные аппараты
Инверторные сварочные аппараты, производимые в наши дни, по большей части имеют микропроцессорное управление. Оно позволяет:
- обеспечить рост тока при розжиге дуги;
- минимизировать залипание электрода и детали и еще ряд функций облегчающих работу сварщика.
После выполнения сварки с помощью трансформатора или выпрямителя, работа с инвертором может с полным основанием считаться праздником.
Между тем инверторы обладают рядом недостатков. В частности, ремонт инвертора может обойтись в копеечку. Кроме того, у аппаратов инверторного типа повышенные требования к условиям хранения. Это обусловлено тем что, в инверторах содержится много элементов микроэлектроники.
На что обращать внимание при выборе
Надо понимать, что выбор сварочного оборудования это непростая задача и решают ее в несколько этапов.
- Необходимо знать марку свариваемых материалов и вид требуемого шва. Так, для обработки стали или нержавейки достаточно аппарата обеспечивающего ручную дуговую сварку. Для сварки обыкновенной стали можно использовать аппараты с переменным и постоянным током. Для работы с нержавеющей сталью необходимо использовать аппараты постоянного тока. Рабочие характеристики сварочного трансформатора позволяют работать с разными материалами.
- В зависимости от размера тока, аппараты в 200 А, относят к бытовым, а в 300 к профессиональным.
- В зависимости от типа работы – полуавтоматы, обладающие сложной конструкцией и довольно высокой стоимостью, показывают высокую производительность и простоту в управлении.
- Инверторы обладают малыми габаритами и весом и широкой возможностью настроек.
- Немаловажное значение имеет место выполнения работ, в частности, климатические условия.
- Само собой, принимая решение о выборе аппарата необходимо обращать внимание на компанию – производителя.

Возможные неисправности и ремонт
Сварочная аппаратура, как и любое техническое устройство, всегда может выйти из строя. Существуют некоторые признаки, по которым можно определить возникшие неисправности.
Возможные неисправности
Например, при проведении сварки, постоянно происходит залипание электрода. Это может быть вызвано низким напряжением, неправильной настройкой тока, неправильным выбором электрода и рядом других причин.
Отсутствие дуги может быть вызвано перебитым кабелем, перегревом сварочного оборудования и множеством других причин.
Для ремонта сварочного трансформатора необходимо обладать определенными знаниями, то есть необходимо умение читать принципиальные электрические схемы и навык выполнения электромонтажных работ. Именно поэтому имеет смысл при возникновении неисправностей обращаться в мастерскую по их ремонту и обслуживанию.
Как правильно смонтировать трансформатор
Сварочную аппаратуру необходимо надежно заземлить. Для облегчения жизни, на трансформаторов устанавливают специальные болтовые зажимы с сопроводительной надписью «ЗЕМЛЯ».
Классификация по различным признакам
Сварочная аппаратура классифицируется по следующим признакам – по фазам, по применяемости.
На практике применяют одно и трехфазные сварочные аппараты. Однофазные аппараты, по большей части применяют для выполнения сварочных работ переменным током. Трехфазные применяют на строительных и производственных.
К однофазным относятся аппараты марки ТД. По сути, это трансформаторы с хорошим магнитным рассеиванием и перемещающимися обмотками. Их снабжают механическими регуляторами, выполненными в виде винтовых.
Трехфазные аппараты применяют для сварки трехфазной дугой. Такой способ повышает производительность сварки, позволяет экономить электроэнергии, производит выравнивание нагрузки между фазами.
Трехфазный сварочный трансформатор
Трехфазные аппараты применяют для организации многопостовой сварки. В частности, использование такого оборудования позволяет использовать как минимум два электрода одновременно. В конструкцию аппарата вносят некритичные изменения. Такое применение аппаратуры позволяет поднять экономический эффект от сварочных работ.
Устройство сварочного трансформатора ТДМ
Трансформатор ТДМ включает в свой состав следующие части:
Устройство сварочного трансформатора ТДМ
- металлический корпус;
- клеммы для сварочных;
- штурвал для настройки аппарата;
- магнитопровод;
- первая обмотка;
- вторая обмотка;
- винтовую пару для перемещения частей обмоток.

Принцип работы трансформатора ТДМ
Как уже отмечалось в конструкцию аппарата ТДМ входит магнитопровод, представленный в виде набор стальных пластин и изолированных обмоток. Ток, подаваемый из сети электропитания, попадает на первичную обмотку. В это время вторая обмотка, которая является перемещаемой, должна быть подключена к сварочному электроду и обрабатываемой деталью.
Между обмотками существует зазор, который и определяет параметры сварочного тока и напряжения. Чем больше размер зазора, тем больше сварочный ток. Это достигается за счет рассеивания магнитного поля.
Сварочный трансформатор своими руками
Для изготовления сварочного аппарата своими руками надо понимать его базовые принципы работ. Первым делом необходимо определиться с параметром мощности тока. Для сварки массивных заготовок будет востребована высокая мощность генерируемого тока.
Кроме того, нельзя забывать и о том, что этот параметр жестко связан с тем, какие электроды будут использоваться во время работы. Для работы с металлом от 3 до 5 мм, необходимо использовать электроды 3 – 4 мм. Если толщина металла менее 2 мм, то вполне достаточно электродов 1,5 – 3 мм.
Другими словами, если планируется использование электродов толщиной 4 мм, то сила тока должна составлять 150 – 200 А, а электроды в 2 мм, сила тока должна составлять 50 – 70 А.
Дуга формируется за счет использования трансформатора, состоящего из обмоток и магнитопровода.
Расчет сварочного трансформатора
У каждого типа сварки свои требования к трансформационным устройствам. Базовый расчет выполняют на основании разности количества витков на первичной и вторичной обмотке. Для понижающего оборудования работает следующее правило – если существует необходимость снижения напряжения в 10 раз, то количество витков на вторичной обмотке должно быть в 10 раз меньше. Надо отметить, что это правило имеет обратную силу.
Надо отметить, что это правило имеет обратную силу.
У каждого трансформатора имеется так называемый коэффициент трансформации. Он показывает размер масштаба силы тока при переходе с первичной обмотки на вторичную. Руководствуясь этим принципом можно выполнить расчет сварочного трансформатора пригодного для любого типа сварки.
Характеристика сварочного трансформатора | Строительный портал
Занимаясь поисками подходящего сварочного трансформатора, многие отказываются от заводских моделей в пользу самодельных. Причины такого решения могут быть самые разнообразные, начиная от неприемлемых цен и заканчивая желанием сделать сварочный трансформатор самостоятельно. По сути особых сложностей в том, как сделать сварочный трансформатор, нет, к тому же, самодельный сварочный трансформатор может по праву считаться предметом гордости любого хозяина.
- Рабочие характеристики сварочного трансформатора
- Схема сварочного трансформатора
- Расчет сварочного трансформатора
Рабочие характеристики сварочного трансформатора
Любой электроинструмент обладает определенными рабочими характеристиками и сварочный трансформатор не исключение. Но кроме привычных, таких как мощность, количество фаз и требуемое для работы напряжение в сети, сварочный трансформатор имеет целый набор уникальных характеристик, каждая из которых позволит безошибочно подобрать в магазине аппарат под определенный вид работ. Для тех же, кто собирается изготовить сварочный трансформатор своими руками, знание этих характеристик потребуется для выполнения расчетов.
Но прежде чем перейти к детальному описанию каждой характеристики, необходимо разобраться, что собой представляет базовый принцип работы сварочного трансформатора.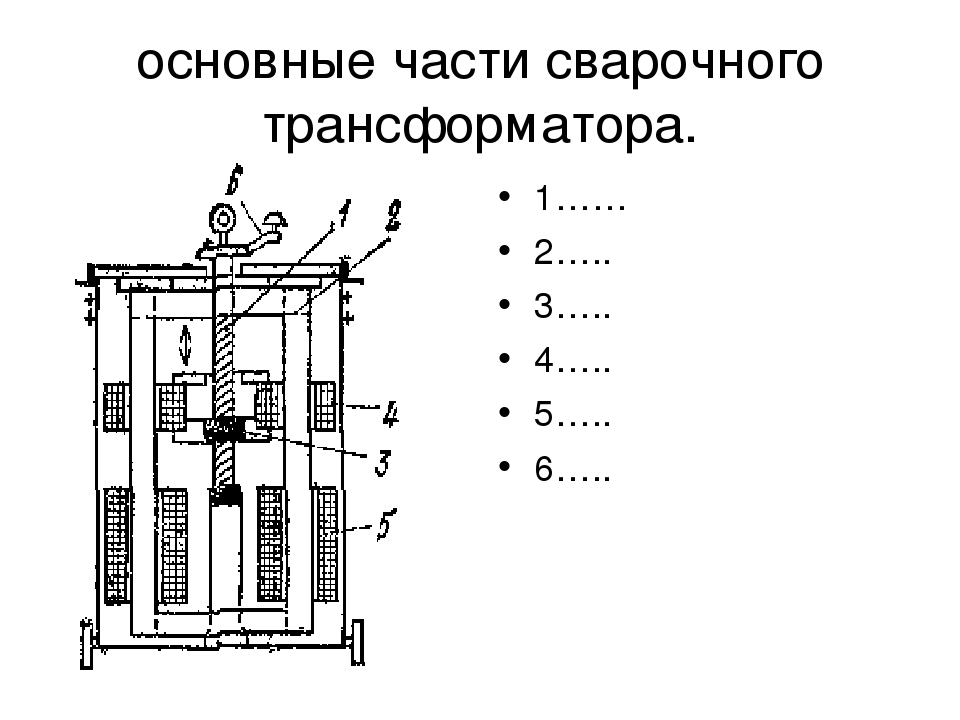
Напряжение сети и количество фаз
С этой характеристикой все довольно просто. Она указывает на требуемое для работы сварочного трансформатора напряжение. Это может быть 220 В или 380 В. На практике напряжение в сети может немного колебаться в пределах +/- 10 В, что может сказаться на стабильной работе трансформатора. При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент.![]()
Номинальный сварочный ток трансформатора
Это основная рабочая характеристика любого сварочного трансформатора. От величины силы сварочного тока зависит возможность резки и сварки металла. Во всех сварочных трансформаторах это значение указывается максимальным, так как именно столько способен выдать трансформатор на пределе возможностей. Конечно, номинальный сварочный ток можно регулировать для возможности работы электродами различного диаметра, и для этого в трансформаторах предусмотрен специальный регулятор. Необходимо отметить, что для бытовых сварочных трансформаторов, созданных своими руками, сварочный ток не превышает 160 – 200 А. Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Диаметр электрода
В работе со сварочным трансформатором для сварки металла используются наплавляемые электроды различного диаметра. При этом возможность использовать электрод определенного диаметра зависит от двух факторов. Первый – номинальный сварочный ток трансформатора. Второй – толщина металла. В приведенной ниже таблице указаны диаметры электродов в зависимости от толщины металла и сварочного тока самого трансформатора.
Как видно из этой таблицы, использование 2 мм электрода будет просто бессмысленным при силе тока в 200 А. Или наоборот, 4 мм электрод бесполезен при силе тока в 100 А. Но довольно часто приходится выполнять сварку металла различной толщины одним и тем же аппаратом и для этого сварочные трансформаторы оборудуются регуляторами силы тока.
Пределы регулирования сварочного тока
Для сварки металла различной толщины используются электроды различного диаметра. Но если сила сварочного тока будет слишком большой, то металл при сварке прогорит, а если слишком маленькой, то не удастся его расплавить. Потому в сварочных трансформаторах для этих целей встраивается специальный регулятор, позволяющий понижать номинальный сварочный ток до определенного значения. Обычно в самодельных сварочных трансформаторах создается несколько ступеней регулировки, начиная от 50 А и заканчивая 200 А.
Потому в сварочных трансформаторах для этих целей встраивается специальный регулятор, позволяющий понижать номинальный сварочный ток до определенного значения. Обычно в самодельных сварочных трансформаторах создается несколько ступеней регулировки, начиная от 50 А и заканчивая 200 А.
Номинальное рабочее напряжение
Как уже отмечалось, сварочный трансформатор преобразует входящее напряжение до более низкого значения, составляющего 30 – 60 В. Это и есть номинальное рабочее напряжение, которое необходимо для поддержания стабильного горения дуги. Также от этого параметра зависит возможность сварки металла определенной толщины. Так для сварки тонколистового металла требуется низкое напряжение, а для более толстого – высокое. При расчетах этот показатель весьма важен.
Номинальный режим работы
Одной из ключевых рабочих характеристик сварочного трансформатора является его номинальный режим работы. Он указывает на период беспрерывной работы. Этот показатель для заводских сварочных трансформаторов обычно составляет около 40%, а вот для самодельных он может быть не выше 20 – 30%. Это значит, что из 10 минут работы можно беспрерывно варить 3 минуты, а 7 давать отдохнуть.
Это значит, что из 10 минут работы можно беспрерывно варить 3 минуты, а 7 давать отдохнуть.
Мощность потребления и выходная
Как и любой другой электроинструмент, сварочный трансформатор потребляет электроэнергию. При расчетах и создании трансформатора показатель потребляемой мощности играет важную роль. Что касается выходной мощности, то её также следует учитывать, так как коэффициент полезного действия сварочного трансформатора напрямую зависит от разницы между этими двумя показателями. И чем меньше эта разница, тем лучше.
Напряжение холостого хода
Одной из важных рабочих характеристик является напряжение холостого хода сварочного трансформатора. Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
Схема сварочного трансформатора
Как уже отмечалось, принцип работы сварочного трансформатора заключается в понижении напряжения и повышении силы тока. В большинстве случаев устройство сварочного трансформатора довольно простое. Он состоит из металлического сердечника, двух обмоток – первичной и вторичной. На представленном ниже фото изображено устройство сварочного трансформатора.
В большинстве случаев устройство сварочного трансформатора довольно простое. Он состоит из металлического сердечника, двух обмоток – первичной и вторичной. На представленном ниже фото изображено устройство сварочного трансформатора.
С развитием электротехники принципиальная схема сварочного трансформатора совершенствовалась, и сегодня производятся сварочные аппараты, в схеме которых используются дроссели, диодный мост и регуляторы силы тока. На представленной схеме видно, как диодный мост интегрирован в сварочный трансформатор (фото ниже).
Одним из самых популярных самодельных сварочных трансформаторов является трансформатор с тороидальным сердечником, в силу его малого веса и прекрасных рабочих характеристик. Схема такого трансформатора представлена ниже.
Сегодня существует множество различных схем сварочных трансформаторов, начиная от классических и заканчивая схемами инверторов и выпрямителей. Но для создания сварочного трансформатора своими руками лучше выбирать более простую и надежную схему, не требующую использования дорогой электроники. Как, например, сварочный тороидальный трансформатор или трансформатор с дросселем и диодным мостом. В любом случае для создания сварочного трансформатора, кроме схемы, придется выполнить определенные расчеты, чтобы получить требуемые рабочие характеристики.
Как, например, сварочный тороидальный трансформатор или трансформатор с дросселем и диодным мостом. В любом случае для создания сварочного трансформатора, кроме схемы, придется выполнить определенные расчеты, чтобы получить требуемые рабочие характеристики.
Расчет сварочного трансформатора
При создании сварочного трансформатора под конкретные цели приходится определять его рабочие характеристики заранее. Кроме этого, расчет сварочного трансформатора выполняется для определения количества витков первичной и вторичной обмоток, площади сечения сердечника и его окна, мощности трансформатора, напряжения дуги и прочего.
Для выполнения расчетов потребуются следующие исходные данные:
- входящее напряжение первичной обмотки (В) U1;
- номинальное напряжение вторичной обмотки (В) U2;
- номинальная сила тока вторичной обмотки (А) I;
- площадь сердечника (см2) Sс;
- площадь окна (см2)So;
- плотность тока в обмотке (A/мм2).

Рассмотрим на примере расчета для тороидального трансформатора со следующими параметрами: входящее напряжение U1=220 В, номинальное напряжение вторичной обмотки U2=70 В, номинальная сила тока вторичной обмотки 200 А, площадь сердечника Sс=45 см2, площадь окна So=80 см2, плотность тока в обмотке составляет 3 A/мм2.
Вначале рассчитываем мощность тороидального трансформатора по формуле:
P габаритн = 1,9*Sc*So. В результате получим 6840 Вт или упрощенно 6,8 кВт.
Важно! Данная формула применима только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 1,7. Для трансформаторов с сердечником типа П, Ш – 1,5.
Следующим шагом будет расчет количества витков для первичной и вторичной обмоток. Чтобы это сделать, вначале придется вычислить необходимое количество витков на 1 В. Для этого используем следующую формулу: K = 35/S. В результате получим 0,77 витка на 1 В потребляемого напряжения.
Важно! Как и в первой формуле, коэффициент 35 применим только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 40. Для трансформаторов с сердечником типа П, Ш – 50.
Далее рассчитываем максимальный ток первичной обмотки по формуле: Imax = P/U. В результате получим ток для первичной обмотки 6480/220=31 А. Для вторичной обмотки силу тока берем за константу в 200 А, так как возможно придется варить электродами с диаметром от 2 до 3 мм металл различной толщины. Конечно, на практике 200 А – это предельная сила тока, но запас в пару десятков ампер позволит аппарату работать более надежно.
Теперь на основании полученных данных рассчитываем количество витков для первичной и вторичной обмоток в трансформаторе со ступенчатым регулированием в первичной обмотке. Расчет для вторичной обмотки выполняем по следующей формуле W2 =U2*K, в результате получим 54 витка.![]() Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
Где:
Uст – необходимое выходное напряжение вторичной обмотки.
W2 – количество витков вторичной обмотки.
W1ст – количество витков первичной обмотки определенной ступени.
Но прежде чем приступить к расчету витков ступеней первичной обмотки, необходимо определить напряжение для каждого. Сделать это можно по формуле U=P/I, где:
P – мощность (Вт).
U – напряжение (В).
I – ток (А).
Например, нам требуется сделать четыре ступени со следующими показателями номинальной силы тока на вторичной обмотке: 160 А, 130 А, 100 А и 90 А. Такой разброс понадобится для использования электродов различного диаметра и сварки металла различной толщины. В результате получим Uст = 40,5 В для первой ступени, 50 В для второй ступени, 65 В для третьей ступени и 72 В для четвертой. Подставив полученные данные в формулу W1ст = (220*W2)/Uст, рассчитываем количество витков для каждой ступени. W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
Осталось рассчитать сечение провода для первичной и вторичной обмоток. Для этого используем показатель плотности тока в проводе, который равен 3 A/мм2. Формула довольно проста – необходимо максимальный ток каждой из обмоток разделить на плотность тока в проводке. В результате получим для первичной обмотки сечение провода Sперв = 10 мм2. Для вторичной обмотки сечение провода Sвтор = 66 мм2.
Создавая сварочный трансформатор своими руками, необходимо выполнить все вышеперечисленные расчеты. Это поможет правильно подобрать все необходимые детали и затем собрать из них аппарат. Для новичка выполнение расчетов может показаться весьма запутанным занятием, но если вникнуть в суть выполняемых действий, все окажется не таким уж и сложным.
Сварочные трансформаторы – Осварке.
Сварочный трансформатор — источник питания сварочной дуги переменного тока, предназначенный для понижения напряжения питания (220 или 380 В) до безопасного напряжения для человека, но достаточного для легкого зажигания и стабильного поддержания сварочной дуги. При помощи сварочного трансформатора можно регулировать силу сварочного тока и подстраивать режимы сварки под толщину свариваемых деталей и диаметра электрода.
Источники питания переменного тока используют для ручной дуговой сварки покрытым электродом, автоматической сварки под флюсом, электрошлаковой сварки, сварки неплавящимся электродом в инертных газах алюминия и сплавов на его основе.
Источники питания переменного тока могут быть частью специальных установок для сварки или мультипроцессорных источников питания дуги.
Рис. 1. Сварочный трансформатор
Принцип действия сварочного трансформатора
[context] Внутри корпуса сварочного трансформатора находится сердечник (магнитопровод), состоящий из тонких лакированных пластин (0,5 мм) электротехнической стали. На этом сердечнике размещают первичную и вторичную обмотку сварочного трансформатора.
На этом сердечнике размещают первичную и вторичную обмотку сварочного трансформатора.Первичная обмотка имеет большее количество витков, подключается к сети питания. Во время прохождения тока по первичной обмотке намагничивается сердечник трансформатора и создается переменный магнитный поток.
Магнитный поток сердечника будет оказывать влияние на вторичную обмотку трансформатора — создавать в ней переменный ток меньшего напряжения (чем в первичной обмотке), но большей силы. Это явление называется электромагнитная индукция. Понижение напряжения с помощью трансформатора, пропорционально увеличивается сила сварочного тока вторичной обмотки.
Соответственно первичная обмотка подключается к сети питания, а вторичная — подает сварочный ток на электрод и сварочную конструкцию. Когда по первичной обмотке протекает ток, в то время как вторичная обмотка разомкнута, устанавливается режим холостого хода источника питания. В этот момент напряжение на вторичной обмотке максимальное, так как сварка не производится (напряжение холостого хода). Соотношение напряжения первичной обмотки и вторичной называется коэффициентом трансформации. Во время зажигания сварочной дуги цепь вторичной обмотки замыкается — такое состояние называется режимом нагрузки сварочного трансформатора.
Соотношение напряжения первичной обмотки и вторичной называется коэффициентом трансформации. Во время зажигания сварочной дуги цепь вторичной обмотки замыкается — такое состояние называется режимом нагрузки сварочного трансформатора.
Регулирование силы тока сварочного трансформатора
Для регулирования силы тока сварочного трансформатора используют несколько методов влияния на коэффициент трансформации, в зависимости от конструкции сварочных трансформаторов могут использовать разные методы.
Наиболее распространенный тип регулирования тока с помощью перемещения движущихся обмоток винтовым механизмом. Отдаление расстояния между обмотками приводит к снижению магнитной связи между ними, уменьшению коэффициента трансформации и в следствии уменьшению силы тока. При сближении обмоток магнитный поток усиливается создавая ток большей силы.
Рис. 2. Регулирование силы тока винтовым механизмом: 1) вторичная обмотка; 2) винт с ленточной резьбой; 3) магнитопровод; 4) первичная обмотка.
Вторая, распространенная схема регулирования тока, когда между неподвижными обмотками вводится магнитный шунт служащий для рассеивания магнитного потока. Таким образом изменением положения магнитного шунта можно изменять магнитный поток рассеивания, с увеличением которого понижается ток вторичной обмотки.
Достаточно часто в конструкции сварочных трансформаторов находятся несколько первичных и вторичных обмоток. Изменяя способы соединения этих обмоток можно ступенчато регулировать сопротивление трансформатора. Последовательное соединение первичных и вторичных обмоток усиливается сопротивление трансформатора, параллельное соединение снижает сопротивление трансформатора. Изменяя тип соединения получают три ступени регулирования или четырехкратное изменение тока.
Рис. 3. Регулирование сварочного тока: ступенчатое и плавное
Преимущества и недостатки сварочных трансформаторов
Основное преимущество сварочного трансформатора в простой конструкции без дорогих деталей, а как следствие более доступная цена оборудования и ремонта. При использовании источников питания переменного тока отсутствует магнитное дутье — отклонение сварочной дуги под воздействием магнитного поля.
При использовании источников питания переменного тока отсутствует магнитное дутье — отклонение сварочной дуги под воздействием магнитного поля.
Недостатком сварочных трансформаторов является менее стойкое горение сварочной дуги, повышенное разбрызгивание электродного металла по сравнению с источниками постоянного тока.
Сварочные трансформаторы
Существуют разные по мощности и конструкции виды сварочных трансформаторов; они предназначены для питания электрической дуги при ручной или машинной сварке, резке или наплавке металлов однофазным переменным током промышленной частоты 50 Гц.
Рис. 1. Принципиальная схема устройства и работы сварочного трансформатора
Рис. 2. Устройство сварочного трансформатора СТН-500-1
Сварочный трансформатор преобразует электрическую энергию напряжением 220 или 380 В в электрическую энергию напряжением холостого хода 60 В, необходимую для дуговой сварки металла.
Основными конструктивными элементами сварочного трансформатора (рис.![]() 1) являются: магнитная система 2, обмотки ВН 1 и НН 3 и реактор (дроссель), предназначенный для регулирования вторичного тока — тока сварки путем изменения воздушного зазора магнитной цепи. Реактор состоит из неподвижной магнитной системы 4 и ее обмоток 5 и подвижной 6, изменяющей воздушный зазор между ними. При подсоединении, как указано на схеме, проводов от трансформатора и реактора к свариваемой детали 7 и электроду 8 посредством токодержателя 9 между ними возникает дуга, плавящая металл.
1) являются: магнитная система 2, обмотки ВН 1 и НН 3 и реактор (дроссель), предназначенный для регулирования вторичного тока — тока сварки путем изменения воздушного зазора магнитной цепи. Реактор состоит из неподвижной магнитной системы 4 и ее обмоток 5 и подвижной 6, изменяющей воздушный зазор между ними. При подсоединении, как указано на схеме, проводов от трансформатора и реактора к свариваемой детали 7 и электроду 8 посредством токодержателя 9 между ними возникает дуга, плавящая металл.
В настоящее время сварочные трансформаторы изготовляют в однокорпусном исполнении: обмотки трансформатора и реактора размещены на общей магнитной системе и закрыты одним кожухом.
На рис. 2 показан сварочный трансформатор типа СТН-500-1 (для сварки и наплавки металла). Его технические данные: первичное напряжение 380 и 220 В, вторичное напряжение холостого хода 60 В, номинальный сварочный ток 500 А, с регулированием в пределах 1500—700 А, номинальная мощность на зажимах вторичной цепи 15 кВт, потребляемая из сети 33 кВ-А.
Магнитная система сварочного трансформатора СТН-500-1 собрана из покрытых лаком пластин электротехнической стали толщиной 0,5 мм и является общей для обмоток трансформатора и реактора.
Обмотки трансформатора выполнены в виде цилиндрических катушек, каждая из которых состоит из двух слоев первичной обмотки 1 из изолированного алюминиевого провода и двух наружных слоев вторичной обмотки 2 из неизолированного алюминиевого провода.
Катушки насажены на стержни магнитной системы и соединены между собой при напряжении питающей электросети 380 В последовательно, при 220 В — параллельно.
Между слоями обмоток и между обмотками проложены деревянные рейки, образующие воздушные каналы.
Обмотки трансформатора выполнены с изоляцией класса А и для обеспечения влагостойкости пропитаны лаком и запечены.
Обмотки 4 реактора выполнены из неизолированного алюминиевого провода с асбестовыми прокладками, пропитанными теплостойким лаком.
В верхнем ярме магнитной системы (на участке реакторной обмотки) имеется разъем — воздушный зазор, регулирование которого осуществляется перемещением подвижного пакета 5, набранного из пластин электротехнической стали.
В подвижный пакет вмонтирована гайка, в которую входит ходовой винт 6. Рукоятка 7 винта выведена наружу кожуха 10. Подвижный пакет прижат книзу с помощью двух пружин 8, это обеспечивает отсутствие значительной вибрации и гудения.
Ходовой винт перемещается в специальной планке, прикрепленной к рамке, приваренной к остову трансформатора.
Если рукоятки вращать по часовой стрелке, то зазор увеличивается, уменьшается индуктивное сопротивление, и, следовательно, возрастает сварочный ток, если против часовой стрелки, то сварочный ток уменьшается.
Для указания значения сварочного тока в конструкции трансформатора предусмотрен механизм, состоящий из токоуказателя, закрепленного на угольниках активной части, и сектора, вращающегося на оси под воздействием рукоятки ходового винта.
На секторе закреплена шкала механического токоуказателя, которая отградуирована в амперах и указывает значения сварочного тока при номинальном напряжении подводимой сети и при напряжении 30 В на выводных зажимах вторичной обмотки.
С торцовых сторон трансформатора закреплены пластмассовые доски с зажимами: к зажимам 3 подведены концы первичной обмотки (220 или 380 В), а к зажимам 9 — конец вторичной обмотки и один конец реакторной обмотки. Вторые концы вторичной и реакторной обмоток соединены между собой внутри кожуха.
Трансформатор снабжен емкостным фильтром, предназначенным для ослабления помех радиоприему, создаваемых трансформатором при сварке.
Конденсаторы фильтра (два по 0,01 мкФ) смонтированы на задней стороне доски зажимов ВН и подключены к зажимам первичной обмотки трансформатора и к заземленному кожуху. При пробое конденсатора первичная обмотка соединяется с кожухом, что может быть опасным для жизни обслуживающего персонала; поэтому включение трансформатора в сеть без заземления не допускается!
Для перемещения трансформатор имеет четыре колеса 11 и две ручки.
В боковых стенках кожуха 10 трансформатора находятся отверстия, служащие для естественного охлаждения активной части воздухом. Кожух защищает трансформатор от попадания внутрь атмосферных осадков, благодаря чему трансформатор может работать на открытом воздухе, и от случайных механических повреждений активной части.
Измерительные трансформаторы. В современных электротехнических установках напряжение достигает 750 кВ и выше, а токи измеряются десятками килоампер и более. Для непосредственного их измерения потребовались бы очень громоздкие и дорогостоящие электроизмерительные приборы. В отдельных случаях такие измерения были бы совсем невозможны. Кроме того, при обслуживании приборов, непосредственно подключенных к сети высокого напряжения, обслуживающий персонал подвергался бы большой опасности поражения током. Применение измерительных трансформаторов расширяет пределы измерения обычных электроизмерительных приборов и одновременно изолирует их от цепей высокого напряжения.
Измерительные трансформаторы применяют для подключения амперметров, вольтметров, ваттметров, приборов релейной защиты и электроавтоматики, счетчиков для учета выработки и расхода электрической энергии. От их работы зависит точность учета электрической энергии и измерения электрических параметров, правильность и надежность действия релейной защиты
при повреждениях электрического оборудования и линий электропередачи.
Сварочный трансформатор — 105 фото разновидностей трансформаторных аппаратов
В наше время сварочное дело перестало быть уделом избранных. Сейчас сварочное оборудование можно встретить не только на производстве, но и в дачных домовладениях. Самыми популярными считаются трансформаторные аппараты переменного тока.
Краткое содержимое статьи:
Конструкционное решение трансформаторного оборудования
Устройство сварочного трансформатора достаточно простое – это пара обмоток, намотанных на сердечник. Одна из них первичная, а вторая – вторичная.
Принцип работы аппарата трансформаторного типа состоит в понижении входящего напряжения. Сила тока при этом может составлять порядка 700А, что позволяет осуществлять сварку металлических конструкций. Такой принцип действия характерен для всех разновидностей трансформаторного оборудования.
Хотя сегодня, при использовании современных разработок и технологий удалось добиться создания более идеальных и эргономичных вариаций трансформаторов.
Разновидности трансформаторных аппаратов
Все сварочные трансформаторы принято делить на три вида, у каждого из которых свои сильные и слабые стороны. Выбирая аппарат для сварки трансформаторного типа, нужно знать, чем одна разновидность отличается от другой.
Как показывают фото сварочных трансформаторов, они могут быть:
- С минимальным и нормальным магнитным рассеиванием.
- С повышенным магнитным рассеиванием.
- Тиристорными.
Технические характеристики
Независимо от типа для каждого трансформатора характерен набор конкретных характеристик, определяющих эффективность и качество его работы, а также удобство эксплуатации. Выбирая агрегат, нужно знать, что означает каждая характеристика сварочного трансформатора.
Маркировка. Это первое, на что надо обратить внимание. Маркировка – это зашифрованная запись базовых параметров. Первая буква обозначает источник питания, вторая указывает на тип сварочных работ, а третья – на метод. Четвёртая и пятая – это тип внешней характеристики и число постов.
Значение номинальной силы электрического тока – это 1 или 2 цифры, округлённые до десятых или сотых. Два или одно последних цифровых обозначения – это регистрационный номер.
Далее буквами обозначается допустимые температурные условия. Цифра в конце указывает на уместное расположение. I- значит допустима работа устройства на улице, II – под навесом, III – в неотапливаемой комнате, IV – в помещении с отоплением.
Диапазон регулировки тока. Это одна из главных характеристик любого трансформаторного устройства. Первое, что она обозначает – это то, что регулирование тока возможно, а второе – это наибольшую возможную величину силы тока. Все вместе указывает на возможность применять электроды разных размеров.
Диаметр электрода. Зависит от силы тока оборудования.
Напряжение в электросети. Данная характеристика показывает, какое напряжение обязано быть в сети, чтобы трансформатор нормально работал.
Номинальный ток сварки и рабочее напряжение. Эти параметры очень важны. Номинальный ток – это наибольший показатель тока, который может выдать агрегат. А номинальное напряжение – напряжение, требуемое для того, чтобы сварочная дуга была в устойчивом состоянии.
Продолжительность включения. Это время, которое аппарат трансформаторного типа может находиться в режиме сварки. Данный показатель не оказывает особого влияния на выбор сварочного оборудования.
Потребляемая мощность. Обозначает количество энергии, требуемой для 1 часа работы агрегата. Предпочтительнее остановить выбор на устройстве с минимальным параметром мощности потребления.
КПД. Чем больше данное значение, тем лучше.
Напряжение холостого хода. Оно отвечает за сварочную дугу. Чем оно выше, тем проще создаётся дуга.
Число рабочих мест. Это число человек, которые могут одновременно заниматься сваркой от данного устройства.
Система охлаждения.
Вес и габариты сварочного аппарата.
Начинающему малоопытному сварщику достаточно непросто выбрать подходящую модель сварочного трансформатора, ведь типов аппаратов для сварки довольно много. Поэтому, чтобы сделать правильный выбор, важно знать значение каждой технической характеристики. Если у вас возникли трудности, то лучше обратиться за советом к профессионалу.
Фото сварочного трансформатора
Также рекомендуем посетить:
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 УРОК ГРУППЫ ЭСАБ, ИНК. I, ЧАСТЬ B 1.8.5.2 Трансформатор в сварочном аппарате работает примерно так же, как большая электростанция трансформатор. Первичное напряжение, поступающее в машину, слишком велико для безопасная сварка. Следовательно, оно понижается до пригодного для использования напряжения. Это лучше всего проиллюстрировано с объяснением о том, как работает единственный трансформатор.1.8.5.3 В предыдущих параграфах мы имеем обнаружено, что электрический ток может быть индуцирован в проводник, когда этот проводник перемещается через магнитное поле к производят переменный ток. Если этот переменный ток проходит через проводник, пульсирующее магнитное поле будет окружать внешность этого проводника, то есть магнитное поле будет наращивать интенсивность через первые 90 электрических градусов или первые цикл. С этого момента магнитное поле будет спадать в течение следующей четверти цикла до тех пор, пока напряжение или текущие достигают ноль при 180 электрических градусах.Сразу же текущее направление меняется на противоположное. и магнитный поле снова начнет нарастать, пока не достигнет максимума в 270 электрических градусов в цикле. С этого момента ток и магнитное поле снова начинают затухать, пока они достигают нуля при 360 электрических градусах, где цикл начинается снова. 1.8.5.4 Если этот провод намотан на материал с высокой магнитной проницаемостью (магнитный проницаемость — это способность воспринимать большое количество магнитных силовых линий) например, сталь, магнитное поле проникает это ядро.См. Рисунок 14. Этот проводник называется первичной обмоткой, а если на один из его выводов подается напряжение и цепь замкнута, ток будет течь. Когда наматывается вторая катушка тот же стальной сердечник, энергия, которая хранится в этом флуктуирующее магнитное поле в сердечнике индуцируется в этом вторичная обмотка. 1.8.5.5 Это нарастание и крах это магнитное поле которые возбуждают электроны во вторичной обмотке трансформатора.Это вызывает электрический ток той же частоты, что и первичная обмотка. течь, когда вторичный контур замыкается зажиганием сварочной дуги. Помни это все трансформаторы работают только на переменном Текущий. 1.8.5.6 Упрощенный вариант сварочного трансформатора схематично показано на рисунке 15. Это сварочный аппарат будет работать от входной мощности 230 вольт, а первичная обмотка имеет 230 вольт. витки проволоки на ядре. Нам нужно 80 вольт для зажигания дуги во вторичной обмотке или сварочная цепь, Таким образом, мы имеем 80 витков провода во вторичной обмотке сердечника.Перед дуга зажжена, напряжение между электродом и заготовкой составляет 80 вольт. Помнить что нет тока (сила тока) течет до тех пор, пока сварочный контур не завершится зажиганием дуги. РИСУНОК 14 СТАЛЬ ОСНОВНОЙ ПЕРВИЧНЫЙ КАТУШКА ВТОРИЧНАЯ КАТУШКА 80 V 80 460 ОБОРОТОВ V 460 ПОВОРОТЫ БАЗОВЫЙ ТРАНСФОРМАТОРУрок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 ГРУППА ESAB, INC.УРОК I, ЧАСТЬ B 1.9.3.1.1 Трансформатор типа производят только переменный ток. Они обычно называется «Сварочные трансформаторы». Все типы переменного тока используют однофазное первичное питание и имеют тип постоянного тока. 1.9.3.1.2 Выпрямитель типы обычно называются «Сварочные выпрямители» и производят DC или, AC и Сварочный ток постоянного тока.Они могут использовать как однофазные, так и трехфазные входная мощность. Они содержат трансформатор, но исправляют переменный или постоянный ток с помощью селена выпрямители, кремниевые диоды или кремний управляемые выпрямители. Доступен либо в константе ток или постоянное напряжение, некоторые производители предлагают устройства, которые представляют собой комбинацию оба и могут использоваться для сварки покрытым электродом, сварки неплавящимся электродом и для сварки твердым телом или флюсом порошковая проволока.1.9.3.2 Вращающийся Типы — Источники питания вращающегося типа можно разделить на две классификации: 1. Мотор-генераторы 2. Двигатель Управляемый 1.9.3.2.1 Мотор-генератор типы состоят из электродвигателя, соединенного с генератором или генератор, который производит желаемый мощность сварки. Эти машины давали отличные сварные швы, но из-за движущихся частей требовал значительного обслуживания. Мало, если любые, сейчас построен сегодня. 1.9.3.2.2 Двигатель приводные типы состоят из бензинового или дизельного двигателя, соединенного с генератором. или генератор, который производит желаемый мощность сварки.Они широко используются в других сферах. коммерческие линии электропередач, а также мобильные ремонтные предприятия. Оба вращающихся типа может доставить либо Сварочная мощность на переменном или постоянном токе или их комбинация. Доступны оба типа как постоянный ток или постоянное напряжение модели. 1.9.4 Мощность Управление источниками — источники сварочного тока различаются также в методе контроля выходной ток или напряжение. Производительностью можно управлять механически как в машинах, имеющих реактор с отводом, подвижный шунт или дивертер, или подвижная катушка.Элект- три типа управления, например, магнитное усилители или насыщаемые реакторы, также используются и самые современные типы, содержащие выпрямители с кремниевым управлением, дают точные электронное управление. 1.9.4.1 А подробное обсуждение многих типов источников сварочного тока на рынке сегодня слишком длинная тема для этого курса, хотя дополнительная информация о типе Источники питания для различных сварочных процессов будут рассмотрены в Уроке II.1.9.4.2 Отлично литературу можно получить у производителей источников питания, и следует проконсультироваться для получения дополнительной информации.Принцип работы и применение сварочного трансформатора
Принцип работы и применение сварочного трансформатора
Введение
В этой статье мы узнали о работе и применении сварочного трансформатора.
Основная идея сварочного трансформатора
Сварочный трансформатор — это понижающий трансформатор, который имеет тонкую первичную обмотку с большим количеством витков, а его вторичная обмотка имеет большую площадь поперечного сечения и меньшее количество витков, что обеспечивает меньшее напряжение и очень высокий ток во вторичной обмотке. Сварочный трансформатор снижает напряжение от источника до более низкого напряжения, подходящего для сварки. Обычно от 15 до 45 вольт. Вторичный ток достаточно высокий и обычно может составлять от 200 до 600 А, но может быть намного выше.Вторичная обмотка может иметь несколько отводов для регулировки вторичного напряжения для управления сварочным током. Ответвители обычно подключаются к нескольким сильноточным розеткам или к сильноточному переключателю. Один конец вторичной обмотки подсоединен к сварочному электроду, тогда как другой конец вторичной обмотки подсоединен к сварочному электроду, а другой конец подсоединен к свариваемым деталям. контактное сопротивление между электродом и свариваемыми деталями.Вырабатываемое тепло расплавляет электрод, и зазор между двумя частями заполняется. Фиггер показывает простой сварочный трансформатор.Полное сопротивление сварочного трансформатора может быть выше, чем полное сопротивление трансформатора общего назначения. Импеданс сварочного трансформатора может играть роль в процессе создания дуги и управления током. Сварочные трансформаторы большой мощности, скорее всего, будут рассчитаны на трехфазный ввод. Есть много трансформаторов меньшего размера, которые рассчитаны на однофазный ввод.
Сварочный трансформатор постоянного тока
Для сварки постоянным током (DC) выпрямитель подключается ко вторичной обмотке трансформатора. Также может быть фильтрующий дроссель или индуктор для сглаживания постоянного тока. весь узел трансформатора и выпрямителя можно назвать источником сварочного тока. Обмотка сварочного трансформатора очень реактивна. В противном случае может быть добавлен отдельный реактор последовательно со вторичной обмоткой.Управление сварочным трансформатором ARC
Для управления дугой используются различные реакторы со сварочными трансформаторами.Ниже приведены некоторые методы управления дугой.Реактор с отводом
С помощью отводов на реакторе регулируется выходной ток. Это ограниченное количество текущих настроек.Реактор с подвижной катушкой
Реактор с подвижной катушкой — это реактор, в котором реактивное расстояние между первичной и вторичной обмотками регулируется. Ток становится меньше, если расстояние между катушками велико.Перемещающийся шунтирующий реактор
Подвижный шунтирующий реактор — это реактор, в котором можно регулировать положение центрального магнитного шунта.Изменение выходного тока достигается за счет регулировки шунтируемого потока.Реактор бесступенчатого действия
Непрерывно регулируемый реактор — это реактор, в котором высота реактора постоянно изменяется. Большее реактивное сопротивление получается из-за большей вставки сердечника и, следовательно, выходной ток меньшеНасыщаемый реактор
Для регулировки реактивного сопротивления реактора требуемый постоянный ток, если постоянный ток возбуждения больше. Следовательно, изменения тока получаются за счет изменения реактивного сопротивления
.Как проверить сварочный трансформатор за 10 шагов
Проблемы с производительностью сварщика часто могут быть связаны с самим сварочным трансформатором.Вы можете выяснить, является ли трансформатор источником проблемы, выполнив серию быстрых тестов на трансформаторе. P Вам не придется платить кому-либо за диагностику проблем со сварщиком.
Как проверить сварочный трансформатор? Есть 10 шагов для проверки сварочного трансформатора. Вот они:
- Выполните визуальный осмотр
- Определите схему подключения
- Получите мультиметр
- Убедитесь, что питание отключено
- Дважды проверьте питание
- Проверка входного напряжения
- Проверка выходного напряжения
- Проверка целостности первичных обмоток
- Проверка целостности вторичных обмоток
- Устранение проблем с производительностью сварочного аппарата
выполните эти 10 шагов для легкого тестирования сварочного трансформатора, если вы поймете, как выполнять каждый шаг.Ниже вы найдете подробные инструкции по устранению проблем со сварочными трансформаторами.
1. Проведите визуальный осмотр трансформатора.
Начните с получения руководства пользователя для сварщика. Информация в этом документе может быть довольно исчерпывающей в деталях, в чем вы можете убедиться, просмотрев руководство пользователя для одной конкретной модели сварочного аппарата MIG, производимого Hobart.
Глубоко в руководстве пользователя находится схема с частичным вырезом, показывающая многочисленные детали, включенные в сборку машины. Это поможет вам найти трансформатор для визуального осмотра. Он также покажет вам, где должны быть расположены различные части сварочного аппарата на случай, если вам придется снять другие части, чтобы получить доступ к трансформатору.
Я настоятельно рекомендую делать хорошие снимки, когда вы разбираете сварочный аппарат для доступа к трансформатору. Это поможет вам снова собрать сварщика. Фотографии также являются отличным способом показать что-либо необычное производителю или мастеру по ремонту, не показывая им сварщика.
Как только вы получите доступ к трансформатору, обратите внимание на следующие признаки того, что может быть проблема с вашим трансформатором:
- Признаки перегрева: деформации или плавление внешней части трансформатора или частей вокруг него
- Не беспокойтесь о тестировании трансформатора, если есть явные признаки перегрева.
- Ослабленные соединения: ослабленные соединения могут привести к выходу трансформатора из строя.
- Вздутие: трансформатор необходимо заменить, если кажется, что какая-либо его часть выпирает, это еще один признак повреждения от перегрева
2.Расчет схемы подключения
Для тестирования трансформатора в сварочном аппарате необходимо понять, как трансформатор был собран. Схема подключения должна быть указана в инструкции по эксплуатации. Руководства по эксплуатации большинства сварщиков содержат сложные электрические схемы.
В целом трансформаторы, используемые при сварке, следуют этой конструктивной схеме:
- Отводы первичной обмотки и отводы вторичной обмотки расположены во вторичных обмотках
- Вторичная обмотка подключена к розетке или переключателю тока
- Одна сторона вторичной обмотки подключена к сварочному стержню, а другая — к сварным деталям.
- Первичный и вторичный ответвители служат для снижения напряжения в системе.
- Отводные переключатели (не включены во все сварочные аппараты)
- Они позволяют сварщику регулировать напряжение, поворачивая кран
После того, как вы получите общее представление о схеме подключения сварочного трансформатора, вы можете приступить к выполнению тестов, чтобы определить, как трансформатор работает, при этом используется недорогое оборудование.
3. Получите мультиметр
Первым шагом к проверке сварочного трансформатора является приобретение мультиметра, такого как цифровой мультиметр Etekcity. Доступный по цене мультиметр, например, производства Etekcity, предоставит вам следующие возможности:
- Измерение постоянного и переменного напряжения от источника постоянного тока
- Сопротивление
- Диод
- Непрерывность
Мультиметр, указанный выше, может использоваться только для измерения постоянного тока.Если вам нужно измерить эти параметры в системе с переменным током, вам понадобится мультиметр, такой как цифровой мультиметр Etekcity для переменного тока.
Цифровой клещевой мультиметр Meterek — более универсальный вариант. Он может точно измерять как переменное, так и постоянное напряжение и ток. Он также включает в себя специальный режим для проверки целостности, среди других функций режима.
Проверка целостности цепи является важным этапом процедуры проверки сварочных трансформаторов, о чем будет сказано ниже в этой статье.
Связанное чтение: В чем разница между сваркой на переменном и постоянном токе >> Переменный ток и постоянный ток
4. Убедитесь, что питание отключено.
Перед подключением мультиметра или проведением любых испытаний убедитесь, что система отключен от всех источников питания. Для таких аппаратов, как сварочные аппараты, требуются понижающие трансформаторы, поскольку они требуют, чтобы более высокое напряжение, поступающее в систему, преобразовывалось в более низкое напряжение.
Именно по этой причине те, кто пытается создать свои собственные рудиментарные аппараты для дуговой сварки в домашних условиях, будут тянуть трансформаторы из микроволн для своих сварщиков. Трансформаторы представляют собой важные стандарты безопасности. Работа с системой, которая не была полностью отключена от источника питания , сопряжена с высоким риском поражения электрическим током.
По этой причине перед испытанием необходимо снять трансформатор и удалить воздух из конденсаторов. Термин «обескровливание конденсаторов» просто относится к процессу утечки энергии из конденсаторов.
Пока трансформатор имеет резисторы стока, этот процесс не требует каких-либо дополнительных вмешательств перед переходом к следующему этапу.
Связанная статья: Средства индивидуальной защиты для сварщиков — СИЗ | Список и требования
Однако, если трансформатор не имеет резисторов стока, , тогда вам может потребоваться короткое замыкание конденсаторов. По всей вероятности, трансформатор в вашем сварочном аппарате, вероятно, имеет резисторы стока, а это означает, что вы можете позволить резисторам самостоятельно отводить мощность от конденсаторов.
5. Двойная проверка, чтобы убедиться, что трансформатор обесточен.
Вам рекомендуется дважды проверить, что трансформатор обесточен, с помощью мультиметра. Начните с того, что убедитесь, что мультиметр или омметр установлен на минимальное значение по шкале напряжения. Это можно сделать, перемещая ручку, расположенную в центре мультиметра.
Если вы не знаете, что делать, рекомендуем вам прочитать руководство по эксплуатации мультиметра или посмотреть это полезное видео.
Как использовать мультиметр для начинающих — Как измерить напряжение, сопротивление, целостность цепи и ток >> Посмотрите видео ниже
Затем прикоснитесь к 2 выводам мультиметра вместе, чтобы убедиться, что вы получить значение 0. Если на экране дисплея мультиметра отображается любое значение, кроме 0, отрегулируйте центральную ручку в секции напряжения до тех пор, пока на экране дисплея не появится 0.
6. Проверьте входное напряжение в трансформаторе
Первый тест, который вы захотите выполнить, — это проверить входное напряжение трансформатора. Сварочные трансформаторы имеют первичную и вторичную обмотки, как описано в книге Принципы и применения сварки .
Понижающий трансформатор, используемый при сварке, имеет больше витков проволоки в первичной обмотке, чем во вторичной обмотке.
Это позволяет сварщику получать ток высокого напряжения с малой силой тока и преобразовывать его в ток низкого напряжения с большой силой тока для сварочных целей.
Входная и выходная стороны трансформатора должны быть маркированы на внешней стороне трансформатора. Если это не так, то вам нужно будет проверить электрическую схему, включенную в руководство пользователя сварщика.
Затем возьмите мультиметр и убедитесь, что он настроен на испытательное напряжение. Поместите по одному выводу мультиметра с каждой стороны клеммы входного напряжения и запишите напряжение, как показано на экране дисплея.
Убедитесь, что вы повторяете этот тест несколько раз, чтобы получить точные результаты. Странные показания могут быть результатом неправильного использования мультиметра.
После того, как вы определили, что у вас есть точные показания и согласованные результаты, вы можете сравнить показания напряжения с заявленным входным напряжением, указанным в разделе технических характеристик руководства пользователя.
Если входное напряжение не соответствует указанному входному напряжению, перейдите к проверке источника напряжения перед поиском неисправности трансформатора.
7. Проверьте выходное напряжение
Вы также захотите проверить выходное напряжение трансформатора. Клеммы, на которых подается выходное напряжение, должны быть маркированы на трансформаторе.
В случае, если вы не можете определить, какая клемма передает выходное напряжение, посмотрите схему подключения в руководстве пользователя сварочного аппарата.
По крайней мере, выходное напряжение должно быть меньше входного напряжения понижающего трансформатора, типа трансформатора, обычно используемого при сварке. Если выходное напряжение больше или равно входному напряжению понижающего трансформатора, возможно, проблема во вторичной катушке.
Чтобы измерить выходное напряжение сварочного трансформатора, убедитесь, что центральная ручка мультиметра установлена на показание напряжения. Поместите по одному выводу на каждый конец выходной клеммы.Проверьте напряжение несколько раз, чтобы убедиться в точности и согласованности показаний.
Показания выходного напряжения должны, по крайней мере, находиться в разумном диапазоне значений, перечисленных в разделе технических характеристик руководства пользователя для вашего сварочного аппарата.
Более дешевые мультиметры не обязательно являются самыми точными, но они действительно хорошо работают для этих целей и обязательно сообщат вам, попадает ли ваше тестируемое значение в ожидаемый диапазон.
Если вы обнаружите неожиданное значение, вам потребуется устранить проблемы со сварочным трансформатором. Если входное напряжение в порядке, но выходное напряжение слишком низкое или высокое, , вероятно, проблема с вторичными обмотками, как упоминалось ранее.
Это может быть или не быть ремонт, который вы можете сделать самостоятельно. Вы можете подумать о поиске электрика или компании по ремонту сварочных аппаратов, которые могут отремонтировать вторичную обмотку по цене ниже, чем стоимость полной замены трансформатора.
Перед тем, как продолжить чтение, вот статья, которую мы написали: Если ваш сварочный аппарат продолжает отключать выключатель, прочтите это руководство
8. Выполните проверку целостности первичных обмоток.
Начните с перемещения ручки на мультиметре, чтобы прочитать сопротивление. Чтобы начать измерение сопротивления, необходимо переместить ручку в секцию омметра мультиметра.
Для начала соедините вместе отдельные выводы мультиметра. Мультиметр должен показывать непрерывность.
Непрерывность обычно отображается на мультиметре непрерывным звуковым сигналом. Многие мультиметры не имеют специального режима непрерывности , как этот универсальный мультиметр .
К счастью, вы все еще можете измерить непрерывность мультиметрами без специального режима проверки целостности цепи. В таких системах значение сопротивления должно быть близко к нулю.
Снимите проводку со стороны входа трансформатора. Затем прикоснитесь к положительным и отрицательным выводам мультиметра к противоположным входным клеммам.
Значение сопротивления должно быть близко к 0 , что указывает на целостность цепи. Если это не так, обязательно проверьте проводку несколько раз, чтобы убедиться, что проблема заключается в ложных показаниях мультиметра.
Если вы по-прежнему получаете показание сопротивления, которое выходит за пределы ожидаемого диапазона значений, то, вероятно, у вас неисправный трансформатор.
Эта проблема может означать, что трансформатор необходимо полностью заменить.По всей видимости, не существует ремонта, который может исправить сварочный трансформатор, который просто не работает.
Как работают сварочные трансформаторы. Разборка и объяснение >> Посмотрите видео ниже
9. Выполните проверку целостности вторичных обмоток
Вам также потребуется выполнить проверку целостности вторичных обмоток трансформатора. Отсоедините выходные провода от трансформатора.Убедитесь, что мультиметр настроен на считывание сопротивления.
Для большей точности сначала соедините 2 вывода мультиметра вместе, считывая сопротивление, чтобы мультиметр мог проверить целостность цепи. Мультиметр подаст звуковой сигнал и / или отобразит значение сопротивления, близкое к 0.
Затем подключите каждый провод к каждой выходной клемме. Мультиметр должен показывать непрерывность.
Если мультиметр не показывает целостность цепи, вам следует проверить вторичную цепь на предмет короткого замыкания на массу, , которое часто вызывается оголенным проводом.В этом случае необходимо будет полностью заменить трансформатор.
10. Устранение неисправностей, вызванных трансформатором
Проблемы с работой сварочного аппарата часто могут быть связаны с трансформатором. Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварщик не работает должным образом.
В руководстве пользователя этого трансформатора для дуговой сварки указывается , что цепь открытого трансформатора является одной из потенциальных причин, по которой сварщик не сможет выполнять сварку вообще. Вы также можете заметить, что сварочный аппарат работает нормально при первом запуске, но вскоре перестает работать.
Если на ваш сварочный аппарат не подается постоянный ток, то такая нестабильная работа сварщика может быть результатом плохих внутренних соединений.
Часть процедуры поиска и устранения неисправностей должна включать в себя выполнение серии тестов трансформатора, чтобы убедиться, что неисправный трансформатор не является причиной проблем с производительностью.
Почему все еще используются сварочные аппараты на базе трансформаторов?
Большой спор в области сварочных ям между инверторными сварщиками и трансформаторными сварщиками.На протяжении большей части истории производства трансформаторные сварочные аппараты были нормой. Однако в конце 1980-х инженеры-программисты начали проектировать сварочные аппараты на основе инверторов.
Инверторные сварочные аппараты используют кремниевую технологию. Это компьютеризированные сварочные аппараты, которые могут легко регулировать ток, не прибегая к громоздким трансформаторам и выпрямителям, характерным для традиционных сварочных аппаратов.
Связанное чтение: Каковы преимущества инверторного сварочного аппарата?
Сварщики трансформаторов по-прежнему сохраняют свои достоинства. Во-первых, их намного проще ремонтировать. Подумайте, насколько проще отремонтировать старый автомобиль, чем ремонтировать современные автомобили с более сложными компьютерными системами.
По этой причине многим операторам удобнее работать с трансформаторными сварочными аппаратами.
Сварщики трансформаторов тоже работают намного дольше. Это означает, что на усовершенствование сварочных аппаратов трансформаторов было потрачено больше времени, чем на сварочные аппараты инверторного типа.Честно говоря, за последние годы инверторы немного догнали.
Инверторные сварочные аппараты все еще дороже, чем трансформаторные сварочные аппараты , хотя средняя стоимость инверторов с годами снизилась. Если в домашнем магазине вы в основном свариваете стальную пресс-форму, то вы обнаружите, что трансформатор по-прежнему будет вполне соответствовать вашим требованиям.
Если принять во внимание цену, сварочные аппараты для трансформаторов — лучший вариант для сварщиков своими руками.
Инверторытакже требуют больших затрат на ремонт после истечения срока гарантии, говорится в этой статье, появившейся в The Fabricator .Инверторы — это дорогостоящее оборудование, которое нужно ремонтировать, особенно если вы постоянно сталкиваетесь с проблемами в компьютерной системе.
Трансформаторы дешевле ремонтировать или заменять, потому что вы можете получить запасные части из металлолома.
Сколько Ом должен показывать трансформатор?
Показания омметра не должны существенно отличаться между результатом теста и сопротивлением, указанным в таблице данных трансформатора.
Сопротивление переменного тока поддерживается проводами, намотанными вокруг его сердечника.Вы измеряете это, касаясь омметром красных и черных контактов на противоположных концах проводки трансформатора.
Если есть существенная разница между данными вашего трансформатора, вам следует подумать о его немедленной замене.
Любое показание бесконечного сопротивления или OL может быть измерено как неисправность трансформатора и подлежит замене.
Какая сторона трансформатора имеет более высокое сопротивление?
Какая сторона трансформатора имеет большее сопротивление? Входная сторона трансформатора (или первичная обмотка) обычно имеет более высокое значение, поскольку в этой точке подключается основная электрическая мощность.На выходной (или вторичной) стороне электрический ток направляется на нагрузку.
Напряжение на первичной обмотке понижающего трансформатора всегда выше, чем на вторичной обмотке, поэтому она имеет более высокое сопротивление, чем вторичная проводка.
Таким образом, сторона с большим сопротивлением должна быть первичной стороной. Другие способы найти свой первичный источник:
- Используйте мультиметр в непрерывном режиме, , и вы можете проверить первичный, а затем вторичный провода, чтобы увидеть более высокое значение мультиметра.
- Если ваш трансформатор представляет собой трансформатор с центральным ответвлением , вы обнаружите, что первичная обмотка обычно состоит из двух проводов, а вторичная — из трех.
- Если ваш трансформатор промаркирован, первичное напряжение отображается в верхней части трансформатора, а меньшее вторичное напряжение отображается в нижней части дисплея.
Как размагнитить сердечник трансформатора?
Как размагнитить сердечник трансформатора? Для размагничивания обмотки трансформатора необходимо подать постоянный ток и уменьшить его величину, так как полярность направленного тока меняется несколько раз.
Размагничивание имеет решающее значение для трансформатора, поскольку сердечник может иметь остаточный магнетизм после отключения от источника питания или остаточный магнетизм в результате измерения сопротивления обмотки.
Если ваш трансформатор не размагничен должным образом, это может вызвать высокие пусковые токи при повторном включении сердечника. Этот остаточный магнетизм может вызвать повреждение катушек или снизить давление зажима.
Эти механические удары, вызванные перегрузкой по току, могут привести к ослаблению обмотки и механическому повреждению.
Сварщики инвертора лучше, чем сварщики трансформатора?
Обе машины имеют свои преимущества и недостатки в зависимости от таких факторов, как площадь, эффективность и долговечность.
Инверторы обычно используют меньше ампер для достижения того же напряжения, что и трансформаторы, поэтому они более эффективны и производят более стабильную дугу. Трансформаторы имеют более высокие рабочие циклы и могут выдерживать более тяжелые операции, чем инверторы.
Они также имеют более длительный послужной список по долговечности, поскольку технология существует значительно дольше.
Инверторы занимают меньше места, чем трансформатор, поэтому они подходят сварщикам, которые работают в ограниченном пространстве. У инверторов больше рабочих частей, поэтому ремонт не так прост, как трансформатор более простой конструкции.
Первоначальная стоимость инвертора выше, чем стоимость трансформатора, но при их сравнительно низком потреблении электроэнергии (около 10%) ваш инвертор экономит деньги с течением времени.
Инверторы обладают большей универсальностью с точки зрения материалов, чем трансформаторы с возможностью программирования GMAW и GTAW.
Однако, если ваши потребности просты и вы ориентируетесь на низкоуглеродистую сталь, трансформатор — это все, что вам нужно для прочной и надежной машины, которая прослужит вам долгое время.
Какой трансформатор используется при дуговой сварке?
Какой трансформатор используется при дуговой сварке? Чаще всего сварщики выбирают преобразователи на базе IGBT или MOSFET, рассчитанные на питание от сети постоянного или синтезированного переменного тока, такие как Dekopro Arc Welder.
Хотя для дуговой сварки доступно пять источников питания, большинство современных сварщиков не выбирают трансформаторы частоты сети.
Хотя простые системы с отводом первичной обмотки могут быть достаточно надежными для сварки MIG, колебания подачи могут быть проблематичными. Тиристорные регуляторы позволяют плавно регулировать мощность и могут использоваться для большинства сварочных целей.
Ссылки по теме: Что такое дуговая сварка?
Инверторные источники питания обладают наибольшими преимуществами с точки зрения эффективности и производительности.
Они преобразуют сетевой переменный ток (50 Гц) в высокочастотный переменный ток перед выпрямлением в постоянный ток, пригодный для сварки.
Рекомендуемая литература:
Как сваривать с генератором?
Что такое многофункциональный сварочный аппарат и когда его использовать?
Руководство покупателя портативного сварочного аппарата: 5 вещей, на которые следует обратить внимание
Сварочный трансформатор — Джордж, Гленн Г.
Это изобретение относится к трансформаторам переменного тока, используемым для понижения напряжения при электросварке, и основная цель изобретения состоит в том, чтобы обеспечить улучшенную конструкцию таких трансформаторов, благодаря чему характеристики сварочного тока будут более подходящими для предполагаемой цели и Аппарат, особенно когда он используется для точечной сварки, в значительной степени автоматически подстраивается под требования, а также обеспечивает простое ручное управление, когда это необходимо.
Особенностью изобретения является обеспечение трансформатора упомянутого характера, в котором есть средства для большего или меньшего шунтирования магнитного потока в виде подвижной секции сердечника, расположенной таким образом, что она всегда является частью основного пути. потока через сердечник.
Другой особенностью является использование обмотки на сердечнике шунта или рядом с ним, который включен последовательно либо с вторичной, либо с первичной обмоткой, и при этом создается противодействие некоторой неопределенной природы, которое способствует желаемым эффектам при сварке. схема.
Другие особенности и преимущества изобретения будут представлены в следующем описании и сопроводительном чертеже.
На чертеже: Фиг. 1 представляет собой схематический чертеж, показывающий элементы и схемы усовершенствованного трансформатора, расположенные таким образом, который специально адаптирован для использования при точечной сварке или контактной сварке.
На фиг. 2 схематически показаны элементы и схемы усовершенствованного трансформатора, который больше подходит для дуговой сварки, и показана катушка на шунтирующем сердечнике, последовательно соединенная с вторичными обмотками.
На рис. 3 представлена схема, аналогичная схеме на рис. 2, но на которой показана катушка на шунтирующем сердечнике последовательно с первичными обмотками.
На фиг. 4 показан вид сбоку сердечника трансформатора и его секции магнитного шунта, чтобы проиллюстрировать механическую конструкцию, используемую для осуществления изобретения.
Рисунок 5 — вид с торца керна, показанного на Рисунке 4.
Перед тем, как описывать чертеж более подробно, можно сказать, что основной особенностью изобретения является обеспечение в кольцевом железном сердечнике сварочного трансформатора отдельной секции сердечника, скользящей через зазор, вырезанный в одной ветви трансформатор для более или менее шунтирования магнитного потока в зависимости от степени, в которой секция шунтирующего сердечника проталкивается к противоположной ветви трансформатора, при этом секция шунтирующего сердечника плотно прилегает к зазору, а ее ламинаты граничат с основным слоистость сердечника так, чтобы всегда составлять часть основного пути потока в сердечнике, независимо от того, вдвигается ли секция внутрь или вытягивается до упора.
В трансформаторе, предназначенном для дуговой сварки, где требуется наибольшая степень управления, подвижная секция сердечника также снабжена катушкой или обмоткой, предпочтительно окружающей ее и по которой она скользит, причем эта катушка включена последовательно либо с вторичной, либо с вторичной обмоткой. первичные обмотки трансформатора, и какая катушка предпочтительно соединена в цепи с реверсивным переключателем, так что направление тока, проходящего через нее, может контролироваться для достижения наилучших результатов в некоторых случаях.
На чертеже провода переменного тока обозначены цифрами I, 2, линейный выключатель 3, многослойный сердечник 4 кольцевого типа трансформатора, первичные обмотки P, вторичные обмотки S, сварочные клеммные провода 6, 1, скользящий или шунтирующий сердечник. секция 8 плавно перемещается вперед и назад в зазоре 9, прорезанном через одну ветвь сердечника, а вспомогательная или шунтирующая обмотка сердечника обозначена 10 на фиг. 2 и I на фиг. 3. На фиг. 2 катушка 10 шунтирующего сердечника расположена последовательно со вторичными обмотками и подключается через реверсивный переключатель 12.
На рисунке 1 многослойный сердечник трансформатора представляет собой двойное кольцо или тип фигуры 8, с секцией шунтирующего сердечника, скользящей только через одну петлю или кольцо 4 сердечника, а другое кольцо 4 ‘остается без управления, поскольку это было Установлено, что дает достаточный контроль для точечной сварки. С таким трансформатором, рассчитанным на 110 В переменного тока на первичной обмотке и от 6 до 8 В на выходе на вторичной обмотке, около 20 000 ампер, напряжение упадет примерно до 1/2 В или менее при замыкании цепи точечной сварки.При вдавливании скользящего сердечника выходная сила тока снижается с примерно 20 000 до примерно 500 или менее, без использования какого-либо реактивного сопротивления в первичной цепи.
В конструкции, показанной на рисунках 2 и 3, сердечник представляет собой пластинчатое одиночное прямоугольное кольцо с первичной и вторичной обмотками, расположенными на обоих ответвлениях сердечника, и, хотя обмотки здесь показаны, соответственно, последовательно, одна или обе могут быть параллельно, в зависимости от сетевого напряжения и требуемого сварочного тока, такие сварочные токи обычно составляют примерно от 60 до 68 открытого напряжения и примерно от 15 до 200 ампер., и падение до 38 или 40 вольт при рабочей дуге.
На обоих рисунках 2 и 3 вспомогательная обмотка 10 или Ii показана вокруг подвижной секции 8 сердечника и расположена рядом с основным сердечником, так что подвижная секция сердечника может скользить вперед и назад через нее, чтобы более или менее отводить поток от прохождения через вторичные обмотки. Реверсивный переключатель 12, показанный на фиг. 2, может также использоваться для катушки 11 на фиг. 3, которая включена последовательно с первичными обмотками.
Когда трансформатор, как описано выше, настроен на максимальную силу тока в сварочной цепи путем перемещения сердечника внутрь, если это может потребоваться, ток становится в значительной степени саморегулирующимся, чтобы соответствовать различным условиям либо точечной сварки, либо дуги. сварка до такой степени, что точечная сварка железных пластин толщиной примерно от% дюйма вплоть до сварки пары проволок диаметром A «вместе в перекрестном положении не требует регулировки.
При дуговой сварке плавное регулирование величины вторичного тока между максимальным и минимальным значениями достигается регулировкой подвижного шунтирующего сердечника без изменения сварочных характеристик тока, а также лучшее зажигание дуги при заданном напряжении, и более высокая стабильность дуги, а также очень высокий электрический КПД, составляющий от примерно 80,6% до примерно 94%.
Точная причина стабилизации тока и управляющего действия трансформатора не выяснена, но она возникает из-за противодействующих сил магнитного потока и / или противоэлектродвижущей силы, особенно когда используется шунтирующая обмотка, и, как следствие, волновая характеристика Сварочный ток, наблюдаемый на осциллографе, показывает, что вершины синусоидальных кривых почти сглаживаются и расширяются, а также с почти резким и мгновенным переходом от максимума одного потенциала к максимуму противоположного потенциала.4 В некоторых сварочных работах аппарат дает лучшие результаты, когда ток проходит через шунтирующую катушку в одном направлении ее обмотки, в то время как в других случаях верно противоположное, и я предпочитаю предусмотреть реверсивный переключатель для этой катушки, как указано в пункте 12. на рисунке 2. Похоже, что нет большой разницы в результате, запитана ли шунтирующая катушка от первичной или вторичной цепи- ..
Хотя я предпочитаю, чтобы вспомогательная обмотка 5 10 или i была закреплена, а сердечник шунта скользил через него, для получения наилучших эффектов, тем не менее, его можно заставить перемещаться с помощью скользящего сердечника или размещать рядом с подвижным сердечником, не окружая его. , когда не требуются лучшие эффекты.
Фактически, секция шунтирующего сердечника изготовлена из ламинированного железа, такого же, как и основной сердечник, с пластинами, проходящими в одной плоскости, так что они находятся в краевом контакте с пластинами сердечника в положении скольжения. Зазор и секция сердечника точно обработаны и обработаны, так что во всех точках будет существовать идеальный скользящий контакт, и предусмотрены средства для упругого принуждения зазора, чтобы плотно закрыться 6 относительно подвижного сердечника, чтобы гарантировать хороший магнитный контакт.
На рисунках 4 и 5 показаны некоторые основные детали конструкции. Ламинированные пластины сердечника 4 изолируют обычным способом 7 и скрепляют вместе латунными или изолированными болтами или заклепками 13 в изоляционных трубках 14, и такая же конструкция применяется к скользящей части сердечника 8, за исключением того, что она защищена оболочкой. на противоположных сторонах с несколько более широкой пластиной из бакелита или другого изоляционного материала 15, которая перекрывает края зазора сердечника 9 для обеспечения надлежащего направления секции при скольжении, а внешний конец секции предпочтительно снабжен выступающим стержнем с резьбой 18, с помощью которого секция может перемещаться вперед и назад, либо путем поворота стержня в подходящей гайке 17, прикрепленной к концу секции, и при свободном проходе стержня в отверстии в секции, либо путем поворота гайки на стержень, вращающийся на неподвижной опоре, не показан.Однако для простой и недорогой конструкции секцию можно регулировать вручную, и подходящие калибровочные метки могут быть сформированы вдоль одного края, чтобы помочь в сбросе на любое конкретное значение.
Чтобы обеспечить гладкую и плотную посадку скользящей секции в зазоре, я предпочитаю обеспечить круглое соединение через все сегменты сердечника в точке 18, расположенное в шахматном порядке для перекрытия в последовательных слоях, а затем удерживать как этот стык, так и стык. между зазором и подвижной секцией, закрытой за счет натяжения пружины, приложенного любым желаемым образом.
Удобный способ приложения натяжения пружины к соединениям состоит в том, чтобы обеспечить пару угловых пластин 19, 20-21, 22, которые находятся напротив друг друга на противоположных сторонах обоих соединений и на противоположных сторонах пакета пластин сердечника, и угловые пластины, удерживаемые на месте латунными болтами или заклепками 23, проходящими через изолирующие трубки или втулки 24, и каждая пара противостоящих пластин, упруго притягиваемая друг к другу пружинными болтами, такими как болты 25, головки которых опираются на слегка изогнутые пружинные пластины 26 на одной из угловых пластин, или такая пружинная пластина может быть на обоих концах болта.Эта конструкция обеспечивает плотное соединение с достаточным трением для того, чтобы можно было перемещать секцию шунтирующего сердечника 8 по мере необходимости, хотя может быть предусмотрена возможность слегка ослабить соединение, например, слегка ослабив болты, чтобы сдвинуть сердечник и затем затяните их. Такое положение может иметь несколько различных форм, например, с помощью кулачка или клина под головкой или гайкой болта, при этом концы болтов 23 эксцентричны, чтобы их можно было поворачивать, или с помощью относительно быстрого или грубого поворота. навинтите болты 25 и обеспечьте небольшой рычаг, выступающий из гаек 27, как показано позицией 28, который можно повернуть на пол-оборота, чтобы ослабить болты в достаточной степени, чтобы обеспечить более легкое скольжение секции сердечника.Это положение для ослабления натяжения пружины на болтах было бы желательным только на щелевом соединении, поскольку другое положение 18 почти не влияет на способность скольжения секции сердечника. В прилагаемых мною пунктах формулы изобретения слова «кольцевой сердечник или сердечник кольцевого типа» следует понимать как включающий любой сердечник трансформатора из магнитного материала в общей форме кольца, или квадратной, или продолговатой петли, или двойной нулевой петли, или рисунка. 8, в любом из сердечников обычно имеется замкнутый полный магнитный путь для магнитного потока, если бы он был свободен от затвора, дополнительно изложенного в формуле изобретения, и в зазоре Swich работает мой подвижный шунтирующий сердечник, Swhile все время заполняет и закрытие указанного пробела.
Описав таким образом мое изобретение и некоторые из его модификаций, я заявляю следующее: 1. Сварочный трансформатор, содержащий сердечник кольцевого типа с зазором в одной точке кольца, отдельную подвижную удлиненную секцию сердечника шунта, перемещаемую с возможностью скольжения в указанном зазоре и может перемещаться в нем рядом с точкой на сердечнике кольцевого типа, противоположной упомянутому зазору, и из нее, причем упомянутая часть сердечника имеет длину, чтобы заполнить упомянутый зазор во всех точках рабочего движения, чтобы поддерживать замкнутый путь для магнитного потока через упомянутое кольцо. типа сердечника в любое время, а первичная и вторичная электрические обмотки на упомянутом сердечнике кольцевого типа, соответственно, расположены на противоположных сторонах плоскости движения упомянутой секции сердечника, пропорционально для обеспечения выхода сварочного тока из вторичных обмоток.
2. В конструкции сварочного трансформатора по п.1, указанный сердечник кольцевого типа образован из многослойного железа с пластинами, расположенными в плоскости кольца, и указанная секция сердечника шунта также образована из многослойного железа с пластинами, выступающими в в той же плоскости, что и у упомянутого сердечника кольцевого типа, и в скользящем контакте с ним на обеих сторонах упомянутого зазора.
3. В электрическом трансформаторе описанного характера, кольцевой сердечник, образованный соединением, промежуточным между одной ветвью и зазором в ветви, противоположной упомянутому соединению, секция шунтирующего сердечника, установленная с возможностью скольжения в упомянутом зазоре для перемещения к упомянутому соединению и от него. при этом всегда заполняя указанный зазор, и означает упругое принуждение зазора к тому, чтобы он плотно охватил упомянутую секцию сердечника шунта.
4. В электрическом трансформаторе описанного характера, кольцевой сердечник, образованный соединением, промежуточным между одним плечом и зазором в плече, противоположным упомянутому соединению, секция шунтирующего сердечника, установленная с возможностью скольжения в упомянутом зазоре для перемещения к упомянутому соединению и от него. при постоянном заполнении указанного зазора и означает упругое принуждение зазора к плотному охвату указанной шунтирующей секции сердечника, а также означает упругое принуждение элементов сердечника на противоположных сторонах указанного соединения к тесному контакту.
5. В конструкции по п.4 средство, упруго прижимающее зазор и соединительные элементы сердечника вместе, содержит кронштейны, прикрепленные к сердечнику на противоположных сторонах соединения и зазора, и пружинное средство, подталкивающее кронштейны друг к другу.
6. В конструкции по п. 4 средство, упруго прижимающее зазор и соединительные элементы сердечника вместе, содержит кронштейны, прикрепленные к сердечнику на противоположных сторонах соединения и зазора, и пружинное средство, подталкивающее кронштейны друг к другу, и средство для снятия напряжения упомянутых пружинных средств для облегчения скольжения упомянутой секции сердечника шунта.
7. В конструкции по п.3, указанное соединение образовано ступенчатыми концами раструба, сформированными на слоях сердечника.
8. Сварочный трансформатор, содержащий первичную и вторичную электрические обмотки, пропорциональные выходу сварочного тока из вторичной обмотки, причем железный сердечник имеет множество ветвей, образующих замкнутый сердечник кольцевого типа. 5 и несущие упомянутые обмотки, одна из упомянутых ветвей образована в промежуточной точке со сквозным зазором с противостоящими стенками, отдельная секция железного шунтирующего сердечника заполняет упомянутый зазор и перемещается в нем с возможностью скольжения, причем упомянутая секция шунтирующего сердечника имеет длину для скольжения в упомянутом зазоре. перемещать внутренний конец упомянутого шунтирующего сердечника рядом с точкой на противоположном стержне упомянутого сердечника кольцевого типа и от него, чтобы более или менее шунтировать нормальный путь потока к упомянутому противоположному стержню, упомянутые первичная и вторичная обмотки расположены на упомянутом сердечнике кольцевого типа соответственно на противоположных сторонах плоскости движения упомянутой секции сердечника шунта, причем упомянутая секция сердечника шунта имеет размер, чтобы всегда заполнять упомянутый зазор во всех положениях использования, и средства для упругого зажима секции сердечника шунта между противостоящими стенками зазора .
9. В сварочном трансформаторе по п.1 отдельная обмотка, смежная с указанной подвижной частью сердечника, последовательно с одной из обмоток трансформатора.
10. В сварочном трансформаторе по п.1 отдельная обмотка, смежная с указанной подвижной частью сердечника, последовательно с первичными обмотками трансформатора.
11. В сварочном трансформаторе, показанном в штиле 1, отдельная обмотка, смежная с указанной подвижной частью сердечника, последовательно с вторичными обмотками трансформатора.
12. В сварочном трансформаторе по п.1 — отдельная обмотка, примыкающая к указанной подвижной секции сердечника, последовательно с одной из обмоток трансформатора и подключенная к цепи через реверсивный переключатель.
13. В конструкции сварочного трансформатора по п.1 означает взаимодействие с подвижной секцией сердечника шунта и краями указанного зазора, направляющими секцию для скольжения через зазор.
14. В конструкции сварочного трансформатора по п.1 означает взаимодействие с подвижной секцией сердечника шунта и краями указанного зазора, направляющими секцию для скольжения через зазор, содержащую пару пластин на внешних сторонах указанного секция сердечника шунта, перекрывающая границы указанного зазора.
HERMAN J. FANGER.
Принцип работы и применение сварочного трансформатораПринцип работы сварочного трансформатора, применение и характеристики сварочного трансформатора
Сейчас у нас много блоков питания переменного тока. Таким образом, использование сварочного трансформатора играет важную роль в сварке по сравнению с мотор-генераторной установкой. Когда нам нужно использовать электродвигатель-генератор для сварки, мы должны запускать его непрерывно, что создает много шума.С помощью сварочного трансформатора сварка выполняется с меньшим шумом. Теперь рассмотрим подробнее сварочный трансформатор .
Конструкция сварочного трансформатора:
1. Сварочный трансформатор — понижающий трансформатор.
2. Он имеет магнитный сердечник с тонкой первичной обмоткой и большим количеством витков на одном плече.
3. Вторичная обмотка с меньшим количеством витков и большим поперечным сечением на другом плече.
4. Благодаря этому типу обмоток в первичной и вторичной обмотках он ведет себя как понижающий трансформатор.
5. Таким образом, мы получаем меньшее напряжение и больший ток на выходе вторичной обмотки. Это конструкция сварочного трансформатора переменного тока .
6. Сварочный трансформатор постоянного тока также имеет такой же тип обмотки, с той лишь разницей, что мы подключаем выпрямитель (который преобразует переменный ток в постоянный) во вторичной обмотке, чтобы получить выход постоянного тока.
7. Мы также подключаем индуктивность или фильтр для сглаживания постоянного тока. Это будет конструкция сварочного трансформатора постоянного тока. Схемы показаны ниже.
Рис. 1. Сварочный трансформатор постоянного тока
Рис. 2. Сварочный трансформатор переменного тока
Примечание:
Многие люди сомневаются, какая обмотка первичная, а какая вторичная. Обмотка, подключенная к источнику питания, называется первичной обмоткой, а обмотка, к которой подключена нагрузка, называется вторичной обмоткой.
Работа сварочного трансформатора:
1. Поскольку это понижающий трансформатор, у нас меньшее напряжение на вторичной обмотке, которое составляет примерно от 15 до 45 вольт, и высокие значения тока, которые составляют примерно от 200 до 600 А, оно также может быть выше этого значения.
2. Для регулировки напряжения на вторичной обмотке имеются отводы на вторичной обмотке, благодаря чему мы можем получить необходимое количество вторичного тока для сварки.
3. Эти ответвления подключены к нескольким сильноточным выключателям.
4. Теперь один конец вторичной обмотки подсоединен к сварочному электроду, а другой конец присоединен к сварочным деталям, как показано на рис. 2.
5. Когда протекает большой ток, выделяется большое количество тепла I2R из-за контактного сопротивления между сварочными деталями и электродом.
6. Из-за этого сильного нагрева кончик электрода плавится и заполняет зазор между сварочными деталями.
Это принцип работы сварочного трансформатора.
Вольт-амперная характеристика сварочного трансформатора:На приведенном ниже рисунке показаны вольт-амперные характеристики сварочного трансформатора.
Контроль дуги сварочного трансформатора:
Импеданс сварочного трансформатора должен быть выше, чем у обычного трансформатора для управления дугой, а также для управления током.
Мы можем использовать разные реакторы для управления дугой. Их
1. Реактор с ответвлением.
2. Реактор с подвижным змеевиком.
3. Магнитный шунтирующий реактор.
4. Бесступенчатый реактор.
5. Насыщаемый реактор.
Теперь давайте подробно рассмотрим каждый из этих методов управления дугой сварочного трансформатора .
1. Реактор с ответвленным отводом:
Ниже приведена схема управления дугой с помощью ответвительного реактора.
С помощью кранов контролируем ток. Имеет ограниченный текущий контроль.
2. Реактор с подвижной спиралью:
Ниже представлена схема управления дугой с помощью реактора с подвижной катушкой.
Расстояние между первичной и вторичной обмотками определяет величину тока. Если расстояние между первичной и вторичной обмотками велико, то сила тока меньше.
3. Магнитный шунтирующий реактор:
Ниже представлена схема управления дугой с помощью магнитного шунтирующего реактора.
Регулировкой центрального магнитного шунта изменяют поток. Путем изменения магнитного потока можно изменить ток.
4. Бесступенчатый реактор:
Ниже приведена схема управления дугой с использованием реактора с бесступенчатым регулированием.
Путем варьирования изменяется высота ввода активной зоны реактора. Если вставка сердечника больше, реактивное сопротивление выше, поэтому выходной ток будет меньше.
5. Насыщаемый реактор:
Ниже представлена схема управления дугой с использованием насыщающегося реактора.
Реактивное сопротивление реактора здесь регулируется изменением значения постоянного тока. возбуждение, получаемое от постоянного тока управляемый преобразователь. Выше постоянный ток. токи, реактор приближается к насыщению. Это изменяет реактивное сопротивление реактора. Изменяя реактивное сопротивление, можно изменить ток.
С помощью вышеуказанных реакторов можно управлять током, что помогает контролировать дугу.
В этом посте мы узнали о сварочном трансформаторе.
(PDF) КОНЕЧНО-ЭЛЕМЕНТНЫЙ АНАЛИЗ СВАРОЧНОГО ТРАНСФОРМАТОРА
IJRRAS 18 (3) ● Март 2014 г.
Nogueira ● Анализ методом конечных элементов сварочного трансформатора
9
A.2. Расчет взаимной индуктивности
В этом конкретном анализе конечные постоянные токи первичной и вторичной обмоток численно равны
пиковых значений номинальных токов, чтобы знать, ip = 191,43 A и is = 348,05 A, соответственно. В эксперименте, в котором токи
ориентированы так, чтобы их потоки складывались, запасенная в магнитном поле энергия Wa = 906,997 Дж. В эксперименте
, в котором токи двух обмоток ориентированы так, чтобы их потоки пересекались, магнитная энергия
запасенной энергии Wb = 47.5903 Дж. Взаимная индуктивность Mp относительно 40-витковой первичной цепи составляет
мГн. 7260.11
) 43.191) (43.191 (2 5903.47997.906
p
M
(A-4)
) Взаимная индуктивность Ms относительно вторичной цепи с 22 витками составляет
мГн. 5472,3
) 05,348) (05,348 (2 5903,47997,906
с
M
(A-5)
) .Величина квадрата отношения взаимных индуктивностей правильная.
А.3. Расчет индуктивности утечки
Если Lp обозначает полную или самоиндуктивность первичной обмотки, а Mp обозначает взаимную индуктивность трансформатора
по отношению к первичной стороне, индуктивность рассеяния lp первичной обмотки дается вычитанием,
мГн. . 2975,1 ppp MLl
(A-6)
Аналогичным образом индуктивность рассеяния ls вторичной обмотки равна
мГн.3932.0 sss MLl
(A-7)
Отношение вычисленных индуктивностей рассеяния lp / ls = 3,26, что близко к квадрату номинального отношения витков.
8. ВЫВОДЫ
В настоящем исследовании реактивные сопротивления рассеяния сварочного трансформатора сравниваются с реактивными сопротивлениями обычного понижающего трансформатора
эквивалентных номиналов. В статье объясняется, как использовать решения статического численного поля для вычисления
собственной индуктивности и взаимной индуктивности силовых трансформаторов.Испытания на разрыв цепи используются для определения самоиндукции
обмоток трансформаторов, а испытания на замыкание используются при расчете взаимных индуктивностей. Во всех расчетах использовалась уникальная модель конечных
элементов. На этапе предварительной обработки наиболее важной особенностью
является правильное определение направлений тока в областях, которые представляют собой торцы обмоток трансформаторов
. На этапе постобработки наиболее важной задачей является расчет собственных и взаимных индуктивностей
из численных полевых решений.Исследование идентифицирует различные модели циркуляции магнитного потока
, когда два трансформатора работают с номинальной нагрузкой. Результаты работы с номинальной нагрузкой помогут понять влияние
высокого реактивного сопротивления сварочных трансформаторов на потребление реактивной мощности и коэффициент мощности.
9. ПОДТВЕРЖДЕНИЕ
Автор благодарит Дэвида Микера ([email protected]) за использование конечно-элементной САПР FEMM.
Автор также благодарит Федеральное агентство аспирантуры Бразилии (CAPES) за предоставленный
доступ к нескольким научным веб-сайтам.
10. СПРАВОЧНАЯ ИНФОРМАЦИЯ
[1]. З. Бумерзуг, К. Дерфуф, Тьерри Боден, «Влияние сварки на микроструктуру и механические свойства
промышленной низкоуглеродистой стали», Engineering, DOI: 10.4236 / eng.2010.27066
[2]. В. Подлогар, Б. Клопчич, Г. Стумбергер и Д. Долинар, «Модель магнитопровода среднечастотного резистивного трансформатора
для точечной сварки», IEEE Trans. по магнетике, DOI: 10.1109 / TMAG.2009.2031979
[3]. Г. Слемон и А.Straughen, Electric machines (Addison Wesley Publishing Company, Лондон, 1982),
стр. 172.
[4]. A.F.L. Ногейра, «Расчет параметров эквивалентной схемы силовых трансформаторов с использованием числового поля
решений», Международный журнал исследований и обзоров прикладных наук, 17 (1) октября 2013 г.