Сварочные трансформаторы
Главная \ Номенклатура \ СВАРОЧНОЕ ОБОРУДОВАНИЕ \ Сварочное оборудование ООО НПП «ПЛАЗЕР» \ Сварочные трансформаторы
Мы предлагаем различное сварочное оборудование со склада в Москве.
Выбрать качественное сварочное оборудование — задача нетривиальная. При выборе в первую очередь необходимо отталкиваться от материала, который необходимо сваривать (переменный/постоянный ток, полуавтомат, аргонно-дуговая).
Сварочные трансформаторы серии ТДМ, предназначен для питания одного сварочного поста переменным током частотой 50Гц при ручной дуговой сварке (резке или наплавке) малоуглеродистых и низколегированных сталей электродами типа МР-3С , АНО-4, АНО-6, АНО-21, МР-3 и др.
Сварочные трансформаторы ТДМ представляет собой переносную установку с естественной вентиляцией в однокорпусном исполнении.
- Скачать паспорт на трансформаторы ТДМ
- Скачать сертификат на трансформаторы ТДМ
Сварочный трансформатор ТДМ-205 А (220 В) AL
Напряжение питания 1х220 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 200 А
Диапазон регулирования сварочного тока 40-200 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 12 кВА
Обмотки трансформатора AL
Габаритные размеры 340х300х460 мм Масса 32 кг
Цена 6730,00руб
Сварочный трансформатор ТДМ-205 (220 В) CU
Напряжение питания 1х220 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 200 А
Диапазон регулирования сварочного тока 40-200 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 12 кВА
Обмотки трансформатора CU
Цена 10610,00руб
Сварочный трансформатор ТДМ-205 А (220/380 В) AL
Напряжение питания 1х220/2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 200 А
Диапазон регулирования сварочного тока 40-200 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 12 кВА
Обмотки трансформатора AL
Габаритные размеры 340х300х460 мм Масса 34 кг
Цена 7950,00руб
Сварочный трансформатор ТДМ-250 (220/380 В) CU
Напряжение питания 1х220/2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 250 А
Диапазон регулирования сварочного тока 40-250 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Потребляемая мощность 16 кВА
Обмотки трансформатора CU
Габаритные размеры 340х300х460 мм Масса 41 кг
Цена 15200,00руб
Сварочный трансформатор ТДМ-305 А (220 В) AL
Напряжение питания 1х220 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 61 кг
Цена 10250,00руб
Сварочный трансформатор ТДМ-305 (220 В) CU
Напряжение питания 1х220 В
Номинальная частота сети 50 Гц
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 65 кг
Цена 17400,00руб
Сварочный трансформатор ТДМ-305 А (380 В) AL
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 62 кг
Цена 10250,00руб
Сварочный трансформатор ТДМ-305 (380 В) CU
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 66 кг
Цена 17400,00руб
Сварочный трансформатор ТДМ-305 А (220/380 В) AL
Напряжение питания 1х220/2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора AL
Цена 12250,00руб
Сварочный трансформатор ТДМ-305 (220/380 В) CU
Напряжение питания 1х220/2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 63 кг
Цена 19450,00руб
Сварочный трансформатор ТДМ-405 А (380 В) AL
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 400 А
Диапазон регулирования сварочного тока 70-400 А
Продолжительность нагрузки 40 %
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 23 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 67 кг
Цена 14400,00руб
Сварочный трансформатор ТДМ-405 (380 В) CU
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 400 А
Диапазон регулирования сварочного тока 70-400 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 23 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 73 кг
Цена 22100,00руб
Сварочный трансформатор ТДМ-505 А (380 В) AL
Напряжение питания 2х380 В
Номинальный сварочный ток 500 А
Диапазон регулирования сварочного тока 80-500 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 33 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 70 кг
Цена 16650,00руб
Сварочный трансформатор ТДМ-505 (380 В) CU
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 500 А
Диапазон регулирования сварочного тока 80-500 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 33 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 79 кг
Цена 23300,00руб
Время последней модификации 1438761953
Сварочные трансформаторы
- Подробности
- Категория: Трансформаторы
- трансформатор
Существуют разные по мощности и конструкции виды сварочных трансформаторов; они предназначены для питания электрической дуги при ручной или машинной сварке, резке или наплавке металлов однофазным переменным током промышленной частоты 50 Гц.
Рис. 1. Принципиальная схема устройства и работы сварочного трансформатора
Рис. 2. Устройство сварочного трансформатора СТН-500-1
Сварочный трансформатор преобразует электрическую энергию напряжением 220 или 380 В в электрическую энергию напряжением холостого хода 60 В, необходимую для дуговой сварки металла.
Основными конструктивными элементами сварочного трансформатора (рис. 1) являются: магнитная система 2, обмотки ВН 1 и НН 3 и реактор (дроссель), предназначенный для регулирования вторичного тока — тока сварки путем изменения воздушного зазора магнитной цепи. Реактор состоит из неподвижной магнитной системы 4 и ее обмоток 5 и подвижной 6, изменяющей воздушный зазор между ними. При подсоединении, как указано на схеме, проводов от трансформатора и реактора к свариваемой детали 7 и электроду 8 посредством токодержателя 9 между ними возникает дуга, плавящая металл.

На рис. 2 показан сварочный трансформатор типа СТН-500-1 (для сварки и наплавки металла). Его технические данные: первичное напряжение 380 и 220 В, вторичное напряжение холостого хода 60 В, номинальный сварочный ток 500 А, с регулированием в пределах 1500—700 А, номинальная мощность на зажимах вторичной цепи 15 кВт, потребляемая из сети 33 кВ-А.
Обмотки трансформатора выполнены в виде цилиндрических катушек, каждая из которых состоит из двух слоев первичной обмотки 1 из изолированного алюминиевого провода и двух наружных слоев вторичной обмотки 2 из неизолированного алюминиевого провода.
Катушки насажены на стержни магнитной системы и соединены между собой при напряжении питающей электросети 380 В последовательно, при 220 В — параллельно.
Между слоями обмоток и между обмотками проложены деревянные рейки, образующие воздушные каналы.
Обмотки трансформатора выполнены с изоляцией класса А и для обеспечения влагостойкости пропитаны лаком и запечены.
Обмотки 4 реактора выполнены из неизолированного алюминиевого провода с асбестовыми прокладками, пропитанными теплостойким лаком.
В верхнем ярме магнитной системы (на участке реакторной обмотки) имеется разъем — воздушный зазор, регулирование которого осуществляется перемещением подвижного пакета 5, набранного из пластин электротехнической стали.
В подвижный пакет вмонтирована гайка, в которую входит ходовой винт 6. Рукоятка 7 винта выведена наружу кожуха 10. Подвижный пакет прижат книзу с помощью двух пружин 8, это обеспечивает отсутствие значительной вибрации и гудения.
Ходовой винт перемещается в специальной планке, прикрепленной к рамке, приваренной к остову трансформатора.
Если рукоятки вращать по часовой стрелке, то зазор увеличивается, уменьшается индуктивное сопротивление, и, следовательно, возрастает сварочный ток, если против часовой стрелки, то сварочный ток уменьшается.
Для указания значения сварочного тока в конструкции трансформатора предусмотрен механизм, состоящий из токоуказателя, закрепленного на угольниках активной части, и сектора, вращающегося на оси под воздействием рукоятки ходового винта.
На секторе закреплена шкала механического токоуказателя, которая отградуирована в амперах и указывает значения сварочного тока при номинальном напряжении подводимой сети и при напряжении 30 В на выводных зажимах вторичной обмотки.
С торцовых сторон трансформатора закреплены пластмассовые доски с зажимами: к зажимам 3 подведены концы первичной обмотки (220 или 380 В), а к зажимам 9 — конец вторичной обмотки и один конец реакторной обмотки. Вторые концы вторичной и реакторной обмоток соединены между собой внутри кожуха.
Трансформатор снабжен емкостным фильтром, предназначенным для ослабления помех радиоприему, создаваемых трансформатором при сварке.
Конденсаторы фильтра (два по 0,01 мкФ) смонтированы на задней стороне доски зажимов ВН и подключены к зажимам первичной обмотки трансформатора и к заземленному кожуху. При пробое конденсатора первичная обмотка соединяется с кожухом, что может быть опасным для жизни обслуживающего персонала; поэтому включение трансформатора в сеть без заземления не допускается!
При пробое конденсатора первичная обмотка соединяется с кожухом, что может быть опасным для жизни обслуживающего персонала; поэтому включение трансформатора в сеть без заземления не допускается!
Для перемещения трансформатор имеет четыре колеса 11 и две ручки.
В боковых стенках кожуха 10 трансформатора находятся отверстия, служащие для естественного охлаждения активной части воздухом. Кожух защищает трансформатор от попадания внутрь атмосферных осадков, благодаря чему трансформатор может работать на открытом воздухе, и от случайных механических повреждений активной части.
Измерительные трансформаторы. В современных электротехнических установках напряжение достигает 750 кВ и выше, а токи измеряются десятками килоампер и более. Для непосредственного их измерения потребовались бы очень громоздкие и дорогостоящие электроизмерительные приборы. В отдельных случаях такие измерения были бы совсем невозможны. Кроме того, при обслуживании приборов, непосредственно подключенных к сети высокого напряжения, обслуживающий персонал подвергался бы большой опасности поражения током. Применение измерительных трансформаторов расширяет пределы измерения обычных электроизмерительных приборов и одновременно изолирует их от цепей высокого напряжения.
Применение измерительных трансформаторов расширяет пределы измерения обычных электроизмерительных приборов и одновременно изолирует их от цепей высокого напряжения.
Измерительные трансформаторы применяют для подключения амперметров, вольтметров, ваттметров, приборов релейной защиты и электроавтоматики, счетчиков для учета выработки и расхода электрической энергии. От их работы зависит точность учета электрической энергии и измерения электрических параметров, правильность и надежность действия релейной защиты
при повреждениях электрического оборудования и линий электропередачи.
- Назад
- Вперёд
- Вы здесь:
- Главная
- Оборудование
- Справка
- Сварочные трансформаторы
Еще по теме:
- Схемы и группы соединения трансформаторов
- Особенности конструкции и работы электропечных трансформаторов
- Расчет основных электрических величин и главной изоляции обмоток трансформатора
- Конструкция трансформаторов
- Особенности конструкции масляных трансформаторов класса 110 кВ
Трансформаторы
Сварочный трансформатор. Виды, устройство сварочных трансформаторов
Содержание страницы
- 1. Устройство сварочных трансформаторов
- 2. Трансформаторы для ручной дуговой сварки
- 3. Трансформаторы для сварки под слоем флюса
- 4. Трансформаторы для электрошлаковой сварки
1. Устройство сварочных трансформаторов
Источниками питания дуги переменного тока являются сварочные трансформаторы.
Трансформатор – это электрический аппарат, предназначенный для преобразования переменного напряжения одной величины в переменное напряжение другой величины той же частоты.
Простые в устройстве и обслуживании, надежные в эксплуатации, экономичные в работе сварочные трансформаторы широко применяют при ручной дуговой сварке покрытыми электродами, механизированной и автоматической сварке под флюсом, при электрошлаковой сварке. Кроме того, они являются базовым элементом сварочных выпрямителей и специализированных источников питания сварочной дуги.
Принцип действия трансформатора основан на явлении электромагнитной индукции. Сварочный трансформатор (рис. 1) имеет стержневой сердечник 2 и смонтированные на нем первичную 1 и вторичную 3 обмотки.
Режим холостого хода трансформатора (см. рис. 1, а) устанавливают при отсутствии дуги (при разомкнутой цепи вторичной обмотки) в момент подключения первичной обмотки к сети переменного тока с напряжением U1. При этом в первичной обмотке протекает небольшой ток I1 (ток холостого хода), который создает в сердечнике переменный магнитный поток Ф. Этот поток, согласно закону Фарадея, создает в первичной и вторичной обмотках переменные ЭДС E1 и E2, зависящие от числа витков первичной и вторичной обмоток w1, w2 и частоты переменного тока f:
Этот поток, согласно закону Фарадея, создает в первичной и вторичной обмотках переменные ЭДС E1 и E2, зависящие от числа витков первичной и вторичной обмоток w1, w2 и частоты переменного тока f:
Рис. 1. Схема работы трансформатора: а – на холостом ходу; б – под нагрузкой (Фр – магнитный поток рассеяния)
Поскольку цепь вторичной обмотки разомкнута, ток в ней не проходит. Согласно второму закону Кирхгофа, вторичное напряжение U2 при холостом ходе максимально и равно E2. Такое напряжение называют напряжением холостого хода Uх.
Если не учитывать небольшие потери на активном и индуктивном сопротивлении первичной обмотки, сетевое напряжение U1 уравновешивается в трансформаторе Е1 первичной обмотки.
Разделив Е1 на Е2 и заменив их напряжения U1 и U2, получим коэффициент трансформации:
Коэффициент трансформации n равен отношению количества витков первичной w1 и вторичной w2 обмоток.
В сварочных трансформаторах сетевое напряжение 220 или 380 В преобразуется в более низкое (60–90 В). Такие трансформаторы называют понижающими.
Такие трансформаторы называют понижающими.
Режим нагрузки (см. рис. 1, б) устанавливают при замыкании цепи вторичной обмотки в момент зажигания дуги. При этом под действием напряжения U2, равного напряжению дуги Uд, во вторичной обмотке сварочной цепи и дуге возникает ток I2. Он создаст в сердечнике переменный магнитный поток Ф2, который уменьшает величину магнитного потока Ф1, создаваемого первичной обмоткой. Противодействуя этому, сила тока I1 в первичной обмотке увеличивается. Ток I1 в режиме нагрузки на порядок (в 10 раз) превышает значение тока на холостом ходу.
Увеличение силы тока в первичной цепи происходит в соответствии с законом сохранения энергии: потребление энергии от сети первичной обмотки должно быть равно отдаче энергии дуге вторичной обмоткой. Следовательно, понижая с помощью трансформатора напряжение в n раз, во столько же раз увеличивают силу тока во вторичной цепи. Поэтому в сварочных трансформаторах сила вторичного тока в 3–6 раз больше первичного.
Трансформатор разделяет силовую (сетевое питающее напряжение – первичная обмотка) и сварочную (нагрузка – вторичная обмотка) цепи, понижает напряжение сети до напряжения, необходимого для сварки, обеспечивает самостоятельно или в комплекте с дополнительными устройствами начальное и повторное возбуждение и стабильное горение дуги, формирование требуемых внешних характеристик и регулирование силы сварочного тока или напряжения на дуге.
Сварочные трансформаторы могут иметь крутопадающую и жесткую формы внешней характеристики.
В зависимости от назначения трансформатора возможны различные конструкционные исполнения этих элементов, а также различное количество катушек обмоток.
Магнитопровод собирается из лакированных листов трансформаторной стали, что уменьшает потери от вихревых токов. Первичная обмотка выполняется изолированным проводом, вторичная – чаще голой медной или алюминиевой шиной.
В зависимости от электромагнитной схемы и способа регулирования различают следующие конструкции трансформаторов: трансформаторы амплитудного регулирования с нормальным рассеянием; амплитудного регулирования с увеличенным рассеянием; фазового регулирования (тиристорные).
Требования к конструкции трансформаторов и техническим характеристикам изложены в ГОСТ 95–77 «Трансформаторы однофазные однопостовые для ручной дуговой сварки» и ГОСТ 7012–77 «Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом».
2. Трансформаторы для ручной дуговой сварки
Все сварочные трансформаторы для ручной дуговой сварки имеют крутопадающую форму внешней характеристики. По конструктивным особенностям их можно разделить на две большие группы: трансформаторы с нормальным магнитным рассеянием и дополнительным индуктивным сопротивлением – дросселем и с искусственно увеличенным магнитным рассеянием (без дросселя).
К трансформаторам с нормальным магнитным рассеянием относят трансформаторы серий СТН и ТСД. Они однопостовые, имеют низкие технико-экономические показатели, в настоящее время не выпускаются, но еще находятся в эксплуатации.
Промышленность выпускает в основном трансформаторы второй группы – с увеличенным магнитным рассеянием.
Преимущества трансформаторов с увеличенным магнитным рассеянием следующие: они конструктивно проще, дешевле в изготовлении, удобнее в эксплуатации; всегда имеют однокорпусное исполнение.
По способу регулирования сварочного тока различают две разновидности трансформаторов: с механическим регулированием и с электрическим регулированием (без подвижных частей).
Падающая внешняя вольт-амперная характеристика трансформатора обеспечивается в результате искусственного увеличения магнитных потоков (индуктивности рассеяния). Увеличивать магнитные потоки рассеяния и регулировать сварочный ток можно изменением расстояния между первичными и вторичными обмотками трансформатора, изменением положения магнитного шунта, тиристорным регулированием.
Наиболее распространенными трансформаторами с подвижными обмотками являются трансформаторы серий ТС, ТД, ТДМ. При ручной дуговой сварке чаще используют однофазные трансформаторы, а в состав сварочных выпрямителей входят в основном трехфазные трансформаторы.
Принцип действия трансформатора с подвижными обмотками иллюстрирует рисунок 2.
Рис. 2. Конструктивная схема трансформатора с подвижными обмотками
Наибольшее распространение получила конструктивная схема трансформатора со стержневым магнитопроводом 3, цилиндрическими первичной 1 и вторичной 2 обмотками, разбитыми каждая на две катушки. Подвижная обмотка (обычно вторичная) перемещается винтовым приводом 4. Основной поток трансформатора Фт замыкается по магнитопроводу, а потоки рассеяния Ф1р и Ф2р – по воздуху в пространстве между первичной и вторичной обмотками.
Падающая внешняя характеристика у трансформатора с подвижными обмотками получается благодаря увеличенному магнитному рассеянию, вызванному размещением первичной и вторичной обмоток на значительном расстоянии друг от друга.
Плавное регулирование режима производится в результате перемещения подвижных обмоток. Ступенчатое увеличение тока осуществляется переключением катушек первичных и вторичных обмоток с последовательного на параллельное соединение. При кратности такого регулирования, равной 4, для стыковки двух диапазонов ступенчатого регулирования необходимо, чтобы и кратность плавного регулирования была равна 4. Тогда общая кратность регулирования составляет около 16.
При кратности такого регулирования, равной 4, для стыковки двух диапазонов ступенчатого регулирования необходимо, чтобы и кратность плавного регулирования была равна 4. Тогда общая кратность регулирования составляет около 16.
Трансформаторы серии TС имеют удлиненный магнитопровод, на нижнем ярме которого неподвижно закреплена первичная обмотка w1. Вторичная обмотка w2 подвижна и перемещается с помощью винтовой пары.
При изменении расстояния между обмотками изменяются магнитные потоки рассеяния. При увеличении расстояния между обмотками магнитные потоки рассеяния и индуктивное сопротивление вторичной обмотки возрастают, а сварочный ток уменьшается. При уменьшении расстояния между обмотками идет обратный процесс.
Каждая обмотка состоит из двух катушек, расположенных попарно на общих стержнях магнитопровода. Регулирование сварочного тока плавное. Обмотки трансформатора выполнены из алюминиевого провода прямоугольного сечения марки АПСД (первичная) и алюминиевой плоской шины марки АДО (вторичная).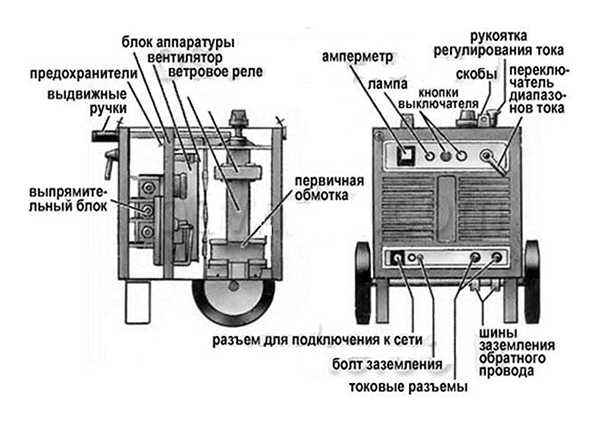 Катушки обмоток соединяются между собой параллельно.
Катушки обмоток соединяются между собой параллельно.
Трансформатор снабжен токоуказателем. Для получения надежного электрического контакта выводы вторичной обмотки армированы медными накладками.
Более позднюю модификацию трансформатора серии ТСК выпускали в комплекте со специальными конденсаторами для повышения коэффициента мощности трансформатора и показателя cos . Трансформаторы серий ТС и ТСК в настоящее время не выпускают.
Наиболее удачным схемным и конструктивным решением являются трансформаторы с подвижными обмотками серии ТД.
Это трансформаторы с плавно-ступенчатым регулированием сварочного тока. Для получения диапазона больших токов катушки первичной и вторичной обмоток соединены попарно параллельно. Последовательное соединение катушек соответствует диапазону малых токов. При последовательном соединении часть витков первичной обмотки отключается, напряжение холостого хода повышается, что благоприятно сказывается на стабильности горения дуги на малых токах.
Переключение диапазонов в переносных трансформаторах осуществляется при помощи перемычки, а в передвижных – переключателя барабанного типа. Переключение производят только при отключенном от сети трансформаторе; если не выполнить это условие, в переключателе возникнет короткое замыкание, которое выведет из строя трансформатор.
Трансформатор снабжен токоуказателем и емкостным фильтром, расположенным на зажимах первичной обмотки и подключающимся между каждым зажимом и кожухом трансформатора. Фильтр состоит из двух малогабаритных конденсаторов и служит для снижения помех радиоприему, создаваемых в процессе сварки. В настоящее время выпускают третье поколение трансформаторов с подвижными обмотками серии ТДМ, в которых вследствие применения современных сортов электротехнической стали уменьшены масса и габариты трансформатора по сравнению с выпускавшейся ранее серией ТД.
Трансформатор типа ТДМ-401 является типичным примером серийной конструкции с подвижными обмотками (рис. 3, а). Он имеет стержневой магнитопровод 2, первичную 6 и вторичную 4 обмотки, переключатель диапазонов тока 12, регулятор тока 1, раму 8, колеса 7 и кожух (не показан на рис. 3, а). Магнитопровод набран из холоднокатаной электротехнической стали толщиной 0,5 мм. Первичная и вторичная обмотки имеют по две катушки, расположенные попарно на стержнях магнитопровода.
3, а). Он имеет стержневой магнитопровод 2, первичную 6 и вторичную 4 обмотки, переключатель диапазонов тока 12, регулятор тока 1, раму 8, колеса 7 и кожух (не показан на рис. 3, а). Магнитопровод набран из холоднокатаной электротехнической стали толщиной 0,5 мм. Первичная и вторичная обмотки имеют по две катушки, расположенные попарно на стержнях магнитопровода.
Цилиндрические катушки первичной обмотки, неподвижно закрепленные у нижнего ярма, намотаны алюминиевым проводом марки АПСД со стекловолокнистой изоляцией. Катушки вторичной обмотки, скрепленные пластмассовой обоймой 3, намотаны на ребро алюминиевой шиной марки АДО, изолированы стеклолентой и пропитаны лаком.
В обойму впрессована гайка, которая при вращении ходового винта обеспечивает перемещение всего пакета вторичных катушек, т. е. плавное регулирование сварочного тока. К обойме прикреплен также токоуказатель 5, перемещающийся по прорези шкалы на кожухе трансформатора. Ножевым переключателем изменяют соединение катушек как первичной, так и вторичной обмоток, получая два диапазона регулирования силы тока. На раме трансформатора имеются два штыревых разъема 9 для подключения сварочных проводов, сетевой штепсельный разъем 11 и болт заземления 10. Иногда на кожухе устанавливают пакетный выключатель сетевого напряжения.
На раме трансформатора имеются два штыревых разъема 9 для подключения сварочных проводов, сетевой штепсельный разъем 11 и болт заземления 10. Иногда на кожухе устанавливают пакетный выключатель сетевого напряжения.
Принципиальная электрическая схема трансформатора приведена на рисунке 3, б.
Рис. 3. Трансформатор с подвижными обмотками ТДМ-401: а – конструкция; б – принципиальная схема; в – внешние характеристики (U1, U2 – напряжение соответственно в первичной и во вторичной обмотках; w2.1, w2.2 – число витков в первичной и во вторичной обмотках)
Для снижения помех радиоприему трансформатор снабжен емкостным фильтром из конденсаторов С1, С2. На каждом стержне трансформатора размещено по одной катушке первичной w1 и вторичной w2 обмоток. Каждая первичная катушка состоит из двух частей w1.1 + w1.1д и w1.2 + w1.2д. С помощью переключателя можно выполнить последовательное или параллельное соединения катушек как первичной, так и вторичной обмотки. Переключатель НП показан в положении, обеспечивающем параллельное
Переключатель НП показан в положении, обеспечивающем параллельное
соединение первичных и вторичных обмоток, что соответствует диапазону больших токов. Крайние внешние характеристики источника питания (рис. 3, в) для этого случая обозначены ВТ. Левая линия соответствует максимально раздвинутым обмоткам, правая – предельно сближенным обмоткам. При другом положении переключателя попарно последовательно соединяются катушки первичной и вторичной обмоток, что обеспечивает диапазон малых токов, внешние характеристики для этого случая обозначены МТ.
При последовательном соединении отключается часть w1.1д первичной обмотки и напряжение холостого хода Uх1 повышается, что благоприятно отражается на устойчивости горения дуги при малых токах. Естественно, кратность ступенчатого регулирования при отключении w1.1д несколько снижается – с 4 приблизительно до 2,5. Поэтому и кратность плавного регулирования, достаточная для перекрытия диапазона ступенчатого регулирования, снижается приблизительно до 2,5–3,0, а это позволяет уменьшить ход подвижных обмоток и габариты трансформатора. Общая кратность регулирования силы тока при этом около 7, что вполне достаточно по условиям сварки покрытыми электродами.
Общая кратность регулирования силы тока при этом около 7, что вполне достаточно по условиям сварки покрытыми электродами.
Выпускают модификации трансформаторов для работы в особо опасных условиях. Они снабжены устройством для снижения напряжения холостого хода Uх2. Такое устройство должно автоматически снижать напряжение холостого хода источника питания для ручной дуговой сварки до значения не более 12 В не позднее, чем через 1 с после размыкания сварочной цепи. Промышленность выпускает блок БСНТ-10. Его можно использовать для комплектования не только трансформаторов, но и выпрямителей. В нем также предусмотрено снижение напряжения при выходе из строя элементов самого блока и при неправильном подключении источника питания.
Трансформатор ТДМ-402 поставляют в комплекте с устройством импульсной стабилизации горения дуги. Импульсная стабилизация дуги переменного тока позволяет существенно повысить устойчивость горения дуги, использовать для сварки электроды как переменного, так и постоянного тока.
Сварочные свойства серийных трансформаторов сравнительно высокие. Вероятность зажигания дуги с первой попытки составляет 60–80 %, частота обрывов дуги – 1–2 на один электрод, коэффициент разбрызгивания – 2–4 %, разрывная длина дуги – 20–35 мм. Последняя характеристика хуже, чем у источников постоянного тока, но для трансформаторов считается вполне удовлетворительной. Для сравнения: у трансформатора с дросселем разрывная длина дуги составляет всего 10–15 мм.
Достоинства и недостатки трансформаторов связаны с особенностями их конструкции и электрических характеристик. Недостатком трансформаторов с подвижными обмотками является сильная вибрация подвижных частей – обоймы с обмотками и винтового привода, что ограничивает срок их службы. Кроме того, при механическом регулировании трудно обеспечить дистанционное и программное управление режимом сварки, невозможна стабилизация тока и напряжения. Однако, несмотря на перечисленные недостатки, эти трансформаторы получили самое широкое распространение как основной источник питания для ручной дуговой сварки из-за малого расхода активных материалов, неплохих сварочных свойств и технико-экономических показателей, простоты и дешевизны.
Одной из разновидностей трансформаторов с увеличенным магнитным рассеянием являются трансформаторы с подвижными магнитными шунтами серий СТАН, СТШ, ТДМ. Увеличение потоков магнитного рассеяния достигается при помощи подвижных магнитных шунтов, помещенных в окне магнитопровода трансформатора.
Трансформатор (рис. 4) имеет неподвижные первичную 1 и вторичную 2 обмотки, стержневой магнитопровод 3 и подвижный магнитный шунт 4. Каждая обмотка содержит по две катушки, размещенные на разных стержнях. Потоки рассеяния Ф1р и Ф2р замыкаются через магнитный шунт. Падающая характеристика у трансформатора с магнитным шунтом получается благодаря увеличенному рассеянию, вызванному размещением первичнойи вторичной обмоток на значительном расстоянии друг от друга и наличием магнитного шунта.
Рис. 4. Конструктивная схема трансформатора с подвижным магнитным шунтом: а – вид спереди; б – вид сбоку (Фт – магнитный поток трансформатора; δ – величина перемещения шунта)
Магнитный шунт состоит из двух частей, сближающихся и удаляющихся друг от друга при работе винтового привода 5. При увеличении расстояния lш между частями шунта снижается площадь Sш, по которой замыкаются потоки рассеяния. В результате уменьшаются потоки рассеяния и индуктивное сопротивление, что приводит к увеличению тока. Использование шунта из двух частей ускоряет настройку режима и снижает вибрацию подвижных частей, поскольку электродинамические силы, воздействующие на части шунта с частотой 100 Гц, уравновешиваются друг другом. Известны конструкции с цельным магнитным шунтом, выдвигаемым по одну сторону трансформатора или поворачиваемым внутри его окна.
При увеличении расстояния lш между частями шунта снижается площадь Sш, по которой замыкаются потоки рассеяния. В результате уменьшаются потоки рассеяния и индуктивное сопротивление, что приводит к увеличению тока. Использование шунта из двух частей ускоряет настройку режима и снижает вибрацию подвижных частей, поскольку электродинамические силы, воздействующие на части шунта с частотой 100 Гц, уравновешиваются друг другом. Известны конструкции с цельным магнитным шунтом, выдвигаемым по одну сторону трансформатора или поворачиваемым внутри его окна.
Ступенчатое регулирование можно выполнять переключением катушек первичной и вторичной обмоток на последовательное и параллельное соединение. Применяют также трансформаторы, у которых часть вторичной обмотки размещена вблизи от первичной. В таком случае ступенчатое регулирование выполняется изменением степени разнесения вторичной обмотки, благодаря чему удается уменьшить массу магнитопровода у трансформатора с широким диапазоном регулирования.
В трансформаторах типа СТАН в окне магнитопровода размещен шунт, который при помощи ходового винта перемещается перпендикулярно плоскости окна магнитопровода. При входе в окно магнитопровода шунт как бы заполняет окно, в результате чего магнитные потоки рассеяния обмоток трансформатора увеличиваются. При этом ЭДС вторичной обмотки уменьшается, следовательно, уменьшается и сварочный ток. При выходе шунта из окна магнитопровода магнитные потоки рассеяния уменьшаются, а сварочный ток увеличивается. Трансформаторы СТАН в настоящее время уже не выпускают, но они еще находятся в эксплуатации.
Трансформаторы типа СТШ по принципу действия и схеме аналогичны трансформаторам типа СТАН, но имеют конструктивные отличия. В трансформаторах типа СТШ в окно магнитопровода помещены два шунта, которые при помощи ходового винта перемещаются в разные стороны перпендикулярно плоскости окна магнитопровода. Сварочный ток регулируется изменением расстояния между шунтами: при увеличении расстояния ток увеличивается и наоборот. Трансформатор имеет механический токоуказатель, связанный с одним из шунтов. Трансформаторы СТАН и СТШ имеют одну ступень регулирования силы сварочного тока, регулирование в пределах ступени плавное.
Трансформатор имеет механический токоуказатель, связанный с одним из шунтов. Трансформаторы СТАН и СТШ имеют одну ступень регулирования силы сварочного тока, регулирование в пределах ступени плавное.
Трансформаторы СТШ-252, СТШ-400 снабжены устройствами стабилизации горения дуги УСДГ-7М, что позволяет заменять ими более дорогостоящие выпрямители.
К классу бытовых трансформаторов можно отнести ТДМ-161, ТДС-181, они питаются напряжением 220 В, имеют низкую продолжительность нагрузки (ПН = 20 %) и массу не более 30 кг.
Трансформаторы с магнитным шунтом практически не уступают трансформаторам с подвижными обмотками ни по сварочным свойствам, ни по массо-габаритным характеристикам, ни по технико-экономическим показателям.
Трансформатором с тиристорным регулированием называют комбинацию собственно трансформатора Т и полупроводникового регулятора V1–V2 с системой управления (рис. 5). Трансформатор служит для понижения сетевого напряжения до необходимого при сварке, иногда его используют для получения необходимой внешней характеристики и регулирования силы тока или напряжения. Однако обычно две последние функции – формирование характеристики и настройка режима – выполняются полупроводниковым регулятором. Фазовое управление, отличающее тиристорный трансформатор от ранее рассмотренных трансформаторов с амплитудным регулированием, осуществляется именно этим регулятором.
Однако обычно две последние функции – формирование характеристики и настройка режима – выполняются полупроводниковым регулятором. Фазовое управление, отличающее тиристорный трансформатор от ранее рассмотренных трансформаторов с амплитудным регулированием, осуществляется именно этим регулятором.
Рис. 5. Упрощенная принципиальная схема (а) и осциллограммы тока и напряжения (б) тиристорного трансформатора (U2 – напряжение во вторичной обмотке; U2т – напряжение во вторичной обмотке трансформатора; I2 – сила тока во вторичной обмотке)
Регулятор можно устанавливать как в первичной, так и во вторичной цепи трансформатора, поэтому его коммутирующие элементы V1 и V2 должны быть рассчитаны на большой ток. Для этого используют силовые управляемые вентили – тиристоры.
В состав регулятора входят также блок фазового управления (БФУ), формирующий импульсные сигналы для включения тиристоров, и блок задания (БЗ), с помощью которого настраивают необходимое значение тока или напряжения. При высоком коэффициенте усиления тиристоров фазовое управление трансформатором выполняется с помощью блоков БФУ и БЗ, собранных из слаботочных элементов. Это придает источнику много ценных свойств. При электрическом регулировании у трансформатора отсутствуют подвижные части, уменьшаются размеры регулировочных устройств, легко осуществляется дистанционное и программное управление режимом, формируются любые внешние характеристики, обеспечивается снижение напряжения до безопасного при длительном холостом ходе.
Принцип фазового управления проанализируем при работе трансформатора с нормальным рассеянием на нагрузку в виде линейного активного сопротивления R (см. рис. 5, а). Регулятор включен в цепь вторичной обмотки и имеет два встречнопараллельно соединенных тиристора. При таком соединении один из тиристоров проводит ток в одну сторону, другой – в противоположную, поэтому в цепи дуги ток переменный (см. рис. 5, б).
Предположим, в первом полупериоде на нижнем зажиме вторичной обмотки трансформатора имеется положительный потенциал, тогда ток может идти по тиристору V1, анод которого соединен с этим зажимом.![]() Однако тиристор начнет пропускать ток не с момента t0 , а с задержкой на угол α в момент t1 , когда на его управляющий электрод придет сигнал на отпирание от БФУ.
Однако тиристор начнет пропускать ток не с момента t0 , а с задержкой на угол α в момент t1 , когда на его управляющий электрод придет сигнал на отпирание от БФУ.
Выключается тиристор только при исчезновении положительного потенциала на его аноде, т. е. в момент t2. Во втором полупериоде с такой же задержкой на угол α в момент t3 включается тиристор V2, выключится он в момент t4. На рисунке 5, б полужирной линией показана кривая Uи = f(t) тиристорного трансформатора, отличающаяся от синусоиды вторичного напряжения и собственно трансформатора Т.
Среднее напряжение тиристорного трансформатора
(1)
С увеличением угла управления α интервал проводимости тиристора λ сократится, и вместе с ним, согласно формуле (1), понизятся напряжение Uи на выходе тиристорного трансформатора и сила сварочного тока.
Формирование необходимых внешних характеристик в тиристорном трансформаторе выполняется естественным или искусственным образом.
Естественные падающие характеристики получают при использовании трансформатора с увеличенным (обычно нерегулируемым) рассеянием. Такой трансформатор способствует более устойчивому горению дуги.
Семейство внешних характеристик трансформатора с увеличенным рассеянием представлено на рисунке 6 тонкими линиями.
Рис. 6. Естественные внешние характеристики тиристорного трансформатора
Наклон характеристик зависит от индуктивного сопротивления трансформатора и поэтому у всех характеристик одинаков, а напряжение холостого хода определяют углом регулирования α. Цепь подпитки обычно имеет нерегулируемую крутопадающую характеристику с напряжением холостого хода более высоким, чем у основного трансформатора (показано штриховой линией).
В режиме холостого хода и при малом сварочном токе характеристика источника определяется цепью подпитки и только при более высоком токе – цепью с тиристорным регулятором. В целом внешняя характеристика имеет вид ломаной кривой, показанной полужирной линией.
Искусственные внешние характеристики формируются за счет обратных связей по току и напряжению. Введение обратных связей предполагает использование датчиков тока или напряжения и автоматическое изменение напряжения источника (например, за счет угла регулирования α) в зависимости от разницы между сигналом задания и значением контролируемого датчиком параметра. Образуется замкнутая система регулирования. Искусственная внешняя характеристика является семейством точек естественных характеристик источника питания, однако позволяет получать требуемый наклон вольт-амперной характеристики от жесткой до крутопадающей.
Введение обратных связей предполагает использование датчиков тока или напряжения и автоматическое изменение напряжения источника (например, за счет угла регулирования α) в зависимости от разницы между сигналом задания и значением контролируемого датчиком параметра. Образуется замкнутая система регулирования. Искусственная внешняя характеристика является семейством точек естественных характеристик источника питания, однако позволяет получать требуемый наклон вольт-амперной характеристики от жесткой до крутопадающей.
Для получения падающих внешних характеристик систему автоматического регулирования тиристорного трансформатора дополняют отрицательной обратной связью по току (рис. 7). С этой целью в силовую часть, состоящую из собственно трансформатора (Т) и тиристорного блока (ТБ), последовательно подключают датчик тока (ДТ), который формирует сигнал UДТ, пропорциональный фактическому сварочному току I2 (см. рис. 7, а). Этот сигнал сопоставляется в блоке сравнения (БС) с сигналом задания тока Uз. т блока задания (БЗ), пропорциональным заданному значению тока. Разность двух сигналов UДТ – Uз.т подается в блок фазового управления (БФУ) и воздействует на угол управления тиристоров α, а затем с помощью ТБ и на напряжение источника питания Uи. Например, при увеличении I2 угол α возрастает, что приводит к снижению напряжения источника питания Uи.
т блока задания (БЗ), пропорциональным заданному значению тока. Разность двух сигналов UДТ – Uз.т подается в блок фазового управления (БФУ) и воздействует на угол управления тиристоров α, а затем с помощью ТБ и на напряжение источника питания Uи. Например, при увеличении I2 угол α возрастает, что приводит к снижению напряжения источника питания Uи.
На рисунке 7, б показано, как из естественных жестких характеристик собственно трансформатора формируется искусственная падающая внешняя характеристика тиристорного трансформатора. При увеличении сварочного тока I2 угол управления α постепенно увеличивается и рабочая точка последовательно проходит по пути 1–2–3–4. При введении обратных связей по напряжению дуги и сети можно получить жесткие и к тому же стабилизированные, т. е. не зависящие от колебаний напряжения сети, внешние характеристики.
Рис. 7. Структурная схема (а) и внешние характеристики (б) тиристорного трансформатора с отрицательной обратной связью по току
Итак, фазовое регулирование режима в тиристорном трансформаторе заключается в изменении угла управления тиристоров, в результате чего изменяется напряжение трансформатора, подаваемое на нагрузку.![]() Поскольку кратность фазового регулирования тока обычно не превышает 2, его дополняют ступенчатым.
Поскольку кратность фазового регулирования тока обычно не превышает 2, его дополняют ступенчатым.
Фазовое регулирование, обладая всеми достоинствами электрического регулирования, имеет и недостатки:
- для коммутирования сварочного тока приходится использовать мощные тиристоры или увеличивать их количество для установки на параллельную работу. Этот недостаток смягчается включением тиристоров в первичную цепь трансформатора, где ток ниже, чем во вторичной;
- снижение устойчивости горения дуги переменного тока.
Действительно, в интервале t0– t1 (см. рис. 5, б), длительность которого может составлять 10 мс, межэлектродное пространство остывает даже более значительно, чем у ранее рассмотренных трансформаторов с амплитудным регулированием, где время повторного зажигания 0,2–3,0 мс. Это сильно затрудняет повторное зажигание, особенно при больших углах α. Для устранения этого недостатка используют трансформаторы с увеличенным рассеянием, дополняют трансформатор импульсным стабилизатором или применяют цепь подпитки, т. е. подключают параллельно тиристорному трансформатору маломощный источник непрерывного действия.
е. подключают параллельно тиристорному трансформатору маломощный источник непрерывного действия.
В трансформаторе ТДЭ-251 цепь подпитки обеспечивает непрерывный сварочный ток и устойчивое горение дуги благодаря заполнению бестоковой паузы с помощью маломощного вспомогательного источника питания. Функции вспомогательного трансформатора цепи подпитки выполняет обмотка, расположенная на дополнительном (третьем) ярме магнитопровода.
Считается, что трансформаторы с подпиткой менее экономичны по сравнению с трансформатором с импульсной стабилизацией, поскольку требуют установки дополнительных обмоток или дросселя. Поэтому их изготовляют только на малые токи. Кроме того, сварочные свойства у них несколько хуже из-за сравнительно низкой скорости нарастания тока подпитки.
Технические характеристики некоторых трансформаторов для ручной дуговой сварки (MMA) приведены в таблице 1, а внешний вид показан на рисунке.
Таблица 1. Основные параметры трансформаторов для ручной дуговой сварки
| Марка трансформатора | Номинальное напряжение сети, В | Номинальный сварочный ток, А | Продолжи-тельность нагрузки (ПН или ПВ), % | Пределы регулирования силы тока, А | Напря-жение холостого хода, В | Потре-бляемая мощность, кВ·А | Габаритные размеры l½b½h, мм | Масса, кг |
| Бытовые трансформаторы | ||||||||
| ТДМ-140 | 220 | 140 | 10 | 40–140 | 48 | 7,0 | 270½225½415 | 27 |
| ТСБ-145 | 220 | 145 | 20 | 60–145 | – | 7,3 | 330½220½340 | 21,5 |
| ТСБ-150 | 220 | 150 | 20 | 55–150 | – | – | 270½280½380 | 28 |
| ТДМ-161 | 220 | 160 | 20 | 50, 160 | 50 | 8,8 | 280½280½400 | 24 |
| ТДС-181 | 220 | 180 | 20 | 90, 140, 180 | 55 | 8,2 | 356½231½335 | 23 |
| Трансформаторы с подвижными обмотками | ||||||||
| ТДМ-401 | 220/380 | 400 | 60 | 70–200 200–460 | 78 | 26,6 | 560½590½860 | 140 |
| ТДМ-402 (с УСДГ) | 380 | 400 | 60 | 70–460 | – | 26,6 | 585½848½555 | 140 |
| ТДМ-501 | 380 | 500 | 60 | 100–500 | – | 27,4 | 850½690½1100 | 195 |
| Трансформаторы с подвижными магнитными шунтами | ||||||||
| СТШ-252 | 220/380 | 250 | 40 | 70–260 | 65 | 16,3 | 425½380½475 | 60 |
| ТДМ-250 | 220/380 | 250 | 40 | 40–250 | 70 | 16 | 340½350½510 | 41 |
| ТДМ-250 | 220/380 | 250 | 40 | 90–250 | 70 | 18 | 360½360½940 | 48 |
| ТДМ-300С | 220/380 | 300 | 60 | 50–300 | 60 | 10 | 435½410½535 | 70 |
| ТДМ-305 | 220/380 | 300 | 40 | 60–300 | 70 | 19 | 430½470½490 | 66 |
| СТШ-400 (с УСДГ) | 380 | 400 | 40 | 25–400 | 53 | 22 | 540x520x595 | 110 |
| ТДМ-403 | 380 | 400 | 60 | 80–400 | 70 | 28,5 | 380½570½620 | 85 |
| ТДМ-450 | 380 | 400 | 60 | 75–460 | 75 | 25 | 350½460½490 | 55 |
| КИ 002-500 | 380 | 500 | 60 | 100–500 | 63 | 38 | 670½665½680 | 200 |
| ТДМ-503 | 380 | 500 | 60 | 100–500 | 70 | 34,2 | 380½570½620 | 95 |
| ТДМ-504 | 380 | 500 | 60 | 100–500 | 75 | 42 | 520½615½685 | 145 |
| ТДМ-505 | 380 | 500 | 60 | 125–530 | 80 | 41 | 815½700½935 | 166 |
| Трансформаторы с тиристорным регулированием | ||||||||
| ТДЭ-160 | 220 | 160 | 20 | 40–160 | 60 | 8,5 | 310½430½290 | 28 |
| ТДЭ-202 | 220 | 200 | 30 | 60–230 | 55 | 9,5 | 450½390½600 | 67 |
| ТДЭ-250 | 220/380 | 250 | 40 | 40–250 | 60 | 15 | 290½360½450 | 38 |
| ТДЭ-251 | 220 | 250 | 40 | 45–250 | 60 | 9 | 312½242½438 | 31 |
| ТДЭ-503 | 380 | 500 | 60 | 50–500 | 60 | 30 | 320½500½700 | 95 |
| ТДЭ-603 | 380 | 600 | 60 | 60–600 | 60 | 45 | 320½500½700 | 105 |
3.
В настоящее время для питания дуги при автоматической сварке под слоем флюса применяют трансформаторы серий ТДФ и ТДФЖ. Все трансформаторы этих серий стационарные, имеют принудительное воздушное охлаждение, электрическое регулирование силы сварочного тока, рассчитаны на продолжительный режим работы.
Основой конструкции серии ТДФ является трансформатор с магнитным шунтом, подмагничиваемым постоянным током. Принцип действия этого трансформатора и формирование его внешней характеристики основаны на создании повышенных магнитных полей рассеяния при изменении магнитного насыщения управляемого шунта.
Трансформаторы ТДФ имеют ряд недостатков:
- низкие коэффициенты усиления по току;
- отсутствие стабилизации рабочего напряжения при изменении напряжения питания сети;
- отсутствие стабильности тока управления.
Поэтому выпуск трансформаторов ТДФ был прекращен в 1980 г.
Вместо них стали выпускать трансформаторы серии ТДФЖ, имеющие тиристорный регулятор тока и обеспечивающие импульсную стабилизацию процесса сварки (рис. 8). При этом снижается потребляемая мощность в цепи управления за счет увеличения коэффициентов по току (отношения сварочного тока к току управления, KI ≈ 2000) и по мощности (отношения полезной мощности трансформатора к мощности управления, Kм ≈ 1000), а также стабилизируются напряжение на дуге и ток управления.
8). При этом снижается потребляемая мощность в цепи управления за счет увеличения коэффициентов по току (отношения сварочного тока к току управления, KI ≈ 2000) и по мощности (отношения полезной мощности трансформатора к мощности управления, Kм ≈ 1000), а также стабилизируются напряжение на дуге и ток управления.
Рис. 8. Принципиальная схема трансформатора ТДФЖ
Силовой трансформатор двухстержневой с магнитопроводом бесшпилечной конструкции. Обмотки выполнены шиной, намотанной на ребро (ТДФЖ-1002, марка АДО; ТДФЖ-2002, марка МГМ).
Первичные w1, w2 и вторичные w3, w4 обмотки силового трансформатора Т1 состоят из двух секционированных катушек каждая. Между секциями катушек вторичной обмотки установлены обмотки импульсной стабилизации w5, w6. В окне магнитопровода размещены катушки реакторной обмотки w7, w8, позволяющей производить ступенчатое регулирование силы тока. В трансформаторе ТДФЖ-1002 – две ступени регулирования, ТДФЖ-2002 – три.![]()
Трансформаторы серии ТДФЖ имеют принудительную вентиляцию с ветровым реле, снабжены емкостными фильтрами для защиты от помех радиоприему. В трансформаторах ТДФЖ-1002 катушки реакторной обмотки соединены последовательно, а в трансформаторах ТДФЖ-2002 могут соединяться в зависимости от диапазона сварочного тока: последовательно или параллельно соответственно в диапазоне малых или средних токов. В диапазоне больших токов реакторные обмотки не включаются.
Трансформаторы подключаются переключателями S1–S3 и контакторами К2.1 и К2.2.
Тиристоры V1 и V2 (марки ТВ-800), включенные по встречнопараллельной схеме, регулируют напряжение на первичной обмотке силового трансформатора. Импульсы управления поступают на тиристоры с фазосдвигающего устройства (ФУ), на вход которого подана разность сигналов задания рабочего напряжения и обратной связи. Цепь задания рабочего напряжения питается от обмотки Т2.3 вспомогательного трансформатора.
Уменьшение напряжения на выходных зажимах трансформатора в результате какого-либо изменения в параметрах процесса сварки (например, уменьшение вылета электрода) вызывает ослабление сигналов обратной связи. Поскольку напряжение задания не изменилось, возрастает разностный сигнал на входе ФУ и изменяется значение импульсов управления тиристорами. В результате напряжение на обмотках силового трансформатора возрастает до прежнего значения.
Поскольку напряжение задания не изменилось, возрастает разностный сигнал на входе ФУ и изменяется значение импульсов управления тиристорами. В результате напряжение на обмотках силового трансформатора возрастает до прежнего значения.
Для повышения устойчивости горения сварочной дуги введена цепь импульсной стабилизации, состоящая из дополнительных обмоток трансформатора w5, w6 и конденсатора С7. В момент включения тиристора V1 или V2 зарядный ток конденсатора С7 проходит по обмоткам w5 и w6 и наводит во вторичных обмотках w3 и w4 трансформатора импульс напряжения, достаточный для уверенного повторного зажигания дуги.
Трансформаторы серии ТДФЖ имеют автоматическую защиту персонала от внезапного пробоя силовых тиристоров. Трансформаторы серии ТДФЖ имеют жесткие внешние характеристики. Применяются для работы со сварочными автоматами с постоянной скоростью подачи проволоки. Форма вольт-амперной характеристики обеспечивает постоянство напряжения дуги. Значение сварочного тока определяют скоростью подачи электродной проволоки.
4. Трансформаторы для электрошлаковой сварки
Для электрошлаковой сварки используют одно- и трехфазные трансформаторы с жесткой формой вольт-амперной характеристики и пониженным напряжением холостого хода. Основной особенностью трансформаторов для электрошлаковой сварки является широкий диапазон регулирования вторичного напряжения. Наряду с трехфазными трансформаторами для этих целей находят применение и однофазные трансформаторы.
В подавляющем большинстве трансформаторов для электрошлаковой сварки регулирование напряжения ступенчатое, осуществляемое в основном переключением секционированных первичных и вторичных обмоток. Устройства, которые способны обеспечить плавное регулирование напряжения, не получили широкого применения главным образом потому, что более простые конструкции со ступенчатым регулированием вполне удовлетворяют основным технологическим требованиям процесса электрошлаковой сварки. Нет также особой необходимости и в регулировании напряжения под нагрузкой во всем диапазоне. Достаточно осуществлять такое регулирование лишь в относительно узких пределах, чтобы иметь возможность установить режим сварки с точностью 1–2 В и затем его поддерживать.
Достаточно осуществлять такое регулирование лишь в относительно узких пределах, чтобы иметь возможность установить режим сварки с точностью 1–2 В и затем его поддерживать.
Наиболее широкое применение нашли трансформаторы типов ТШС и ТРМК.
Трансформаторы типа ТШС могут быть двух исполнений: однофазные и трехфазные. В однофазных трансформаторах ТШС-1000-1 и ТШС-3000-1 (рис. 9, а) возможно грубое регулирование во вторичной обмотке w2 переключением ее секций и более тонкое – в первичной обмотке w1, имеющей шесть секций, соединенных последовательно. Включение и отключение той или другой ступени осуществляют с помощью магнитных пускателей в управляющей цепи.
Рис. 9. Схемы регулирования режима сварки, применяемые в трансформаторах для электрошлаковой сварки: а – ступенчатое; б – с магнитной коммутацией; в – с тиристорным управлением
В трехфазных трансформаторах ТШС-1000-3 и ТШС-3000-3 секционированы как первичная w1, так и вторичная w2 обмотки.![]() Первичная обмотка имеет шесть отпаек, вторичная – три. Регулирование режима сварки осуществляется переключением числа витков вторичной и первичной обмоток.
Первичная обмотка имеет шесть отпаек, вторичная – три. Регулирование режима сварки осуществляется переключением числа витков вторичной и первичной обмоток.
В трансформаторах типа ТРМК плавное регулирование сварочного напряжения осуществляется с помощью магнитной коммутации или тиристорного управления. В трансформаторах с магнитной коммутацией серии ТРМК, которую осуществляют размагничиванием постоянным током, первичная w1 и примерно 70 % вторичной w2.1 обмотки расположены на стержне в нижнем окне магнитопровода, а остальная часть вторичной обмотки w2.2 находится на стержне в верхнем окне магнитопровода (рис. 9, б).
Обмотки управления wу1 и wу2 расположены на верхнем и среднем ярме магнитопровода. Изменяя значение постоянного тока, протекающего по обмоткам управления, осуществляют перераспределение основного магнитного потока между верхним и средним ярмом магнитопровода трансформатора. Изменение магнитного потока в верхнем окне магнитопровода приводит к изменению ЭДС, наведенной в частях вторичной обмотки w2. 1 и w2.2.
1 и w2.2.
Возможно также тиристорное управление сварочным напряжением в первичной цепи. Оно осуществляется блоком управления, состоящим из тиристоров V1, V2, и соединяется последовательно с первичной обмоткой (рис. 9, в). Управление сварочным напряжением осуществляется изменением угла проводимости тиристоров. При этом имеются большие возможности активного воздействия на процесс сварки.
Трансформаторы ТШС и ТРМК используют в составе автоматов для электрошлаковой сварки.
Технические характеристики трансформаторов для сварки под флюсом и электрошлаковой сварки приведены в таблице 2, а внешний вид трансформаторов показан на рисунке.
Таблица 2. Основные параметры трансформаторов для сварки под слоем флюса и электрошлаковой сварки
| Марка трансформатора | Номинальное напряжение питающей сети, В | Номинальный сварочный ток, А | Продолжительность нагрузки (ПН или ПВ), % | Пределы регулирования силы тока, А | Напряжение холостого хода, В | Потребляемая мощность, кВ∙А | Габаритные размеры l½b½h, мм | Масса, кг |
| Трансформаторы для сварки под слоем флюса | ||||||||
| ТДФЖ-1002 | 380 | 1000 | 100 | 300– 1200 | 120 | 125 | 1400½750½1220 | 500 |
| ТДФЖ-1250 | 380 | 1250 | 100 | 400– 1250 | 76 | 98 | 776½610½1420 | 560 |
| ТДФЖ-2002 | 380 | 2000 | 100 | 600– 2200 | 120 | 240 | 1370½750½1220 | 850 |
| Трансформаторы для электрошлаковой сварки | ||||||||
| ТШС-1000-3 | 380 | 900 | 100 | 18 ступеней | 38– 62 | 180 | 1442½1000½1763 | 1250 |
| ТРМК- 3000-1 | 380 | 3000 | 100 | 3 ступени | 24– 62 | 190 | 1250½1200½1500 | 1750 |
Просмотров: 18
Сварочный трансформатор — 105 фото разновидностей трансформаторных аппаратов
В наше время сварочное дело перестало быть уделом избранных.![]() Сейчас сварочное оборудование можно встретить не только на производстве, но и в дачных домовладениях. Самыми популярными считаются трансформаторные аппараты переменного тока.
Сейчас сварочное оборудование можно встретить не только на производстве, но и в дачных домовладениях. Самыми популярными считаются трансформаторные аппараты переменного тока.
Краткое содержимое статьи:
Конструкционное решение трансформаторного оборудования
Устройство сварочного трансформатора достаточно простое – это пара обмоток, намотанных на сердечник. Одна из них первичная, а вторая – вторичная.
Принцип работы аппарата трансформаторного типа состоит в понижении входящего напряжения. Сила тока при этом может составлять порядка 700А, что позволяет осуществлять сварку металлических конструкций. Такой принцип действия характерен для всех разновидностей трансформаторного оборудования.
Хотя сегодня, при использовании современных разработок и технологий удалось добиться создания более идеальных и эргономичных вариаций трансформаторов.
Разновидности трансформаторных аппаратов
Все сварочные трансформаторы принято делить на три вида, у каждого из которых свои сильные и слабые стороны. Выбирая аппарат для сварки трансформаторного типа, нужно знать, чем одна разновидность отличается от другой.
Выбирая аппарат для сварки трансформаторного типа, нужно знать, чем одна разновидность отличается от другой.
Как показывают фото сварочных трансформаторов, они могут быть:
- С минимальным и нормальным магнитным рассеиванием.
- С повышенным магнитным рассеиванием.
- Тиристорными.
Технические характеристики
Независимо от типа для каждого трансформатора характерен набор конкретных характеристик, определяющих эффективность и качество его работы, а также удобство эксплуатации. Выбирая агрегат, нужно знать, что означает каждая характеристика сварочного трансформатора.
Маркировка. Это первое, на что надо обратить внимание. Маркировка – это зашифрованная запись базовых параметров. Первая буква обозначает источник питания, вторая указывает на тип сварочных работ, а третья – на метод. Четвёртая и пятая – это тип внешней характеристики и число постов.
Значение номинальной силы электрического тока – это 1 или 2 цифры, округлённые до десятых или сотых. Два или одно последних цифровых обозначения – это регистрационный номер.
Два или одно последних цифровых обозначения – это регистрационный номер.
Далее буквами обозначается допустимые температурные условия. Цифра в конце указывает на уместное расположение. I- значит допустима работа устройства на улице, II – под навесом, III – в неотапливаемой комнате, IV – в помещении с отоплением.
Диапазон регулировки тока. Это одна из главных характеристик любого трансформаторного устройства. Первое, что она обозначает — это то, что регулирование тока возможно, а второе – это наибольшую возможную величину силы тока. Все вместе указывает на возможность применять электроды разных размеров.
Диаметр электрода. Зависит от силы тока оборудования.
Напряжение в электросети. Данная характеристика показывает, какое напряжение обязано быть в сети, чтобы трансформатор нормально работал.
Номинальный ток сварки и рабочее напряжение. Эти параметры очень важны. Номинальный ток – это наибольший показатель тока, который может выдать агрегат.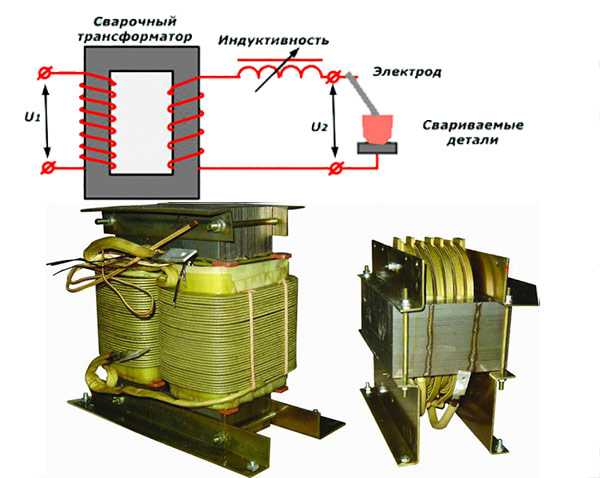 А номинальное напряжение — напряжение, требуемое для того, чтобы сварочная дуга была в устойчивом состоянии.
А номинальное напряжение — напряжение, требуемое для того, чтобы сварочная дуга была в устойчивом состоянии.
Продолжительность включения. Это время, которое аппарат трансформаторного типа может находиться в режиме сварки. Данный показатель не оказывает особого влияния на выбор сварочного оборудования.
Потребляемая мощность. Обозначает количество энергии, требуемой для 1 часа работы агрегата. Предпочтительнее остановить выбор на устройстве с минимальным параметром мощности потребления.
КПД. Чем больше данное значение, тем лучше.
Напряжение холостого хода. Оно отвечает за сварочную дугу. Чем оно выше, тем проще создаётся дуга.
Число рабочих мест. Это число человек, которые могут одновременно заниматься сваркой от данного устройства.
Система охлаждения.
Вес и габариты сварочного аппарата.
Начинающему малоопытному сварщику достаточно непросто выбрать подходящую модель сварочного трансформатора, ведь типов аппаратов для сварки довольно много. Поэтому, чтобы сделать правильный выбор, важно знать значение каждой технической характеристики. Если у вас возникли трудности, то лучше обратиться за советом к профессионалу.
Поэтому, чтобы сделать правильный выбор, важно знать значение каждой технической характеристики. Если у вас возникли трудности, то лучше обратиться за советом к профессионалу.
Фото сварочного трансформатора
Также рекомендуем посетить:
- Костюм сварщика
- Типы сварочных аппаратов
- Как залудить паяльник
- Сварочный стол
- Сварочный аппарат своими руками
- Сварочный полуавтомат
- Сварочные провода
- Сварочные электроды
- Плазмотрон
- Как паять
- Сварочный аппарат для дома
- Споттер
- Как запаять радиатор
- Сварочная проволока
- Сварочная горелка
- Сварка полипропиленовых труб
- Газовая сварка
- Сварочный аппарат
- Плазменный сварочный аппарат
- Сварочные работы
- Точечная сварка
- Дуговая сварка
- Как варить алюминий
- Сварочная маска
- Электрододержатель
- Какой сварочный аппарат выбрать
- Холодная сварка
- Сварочный инвертор
- Как сварить металл
- Сварочное оборудование
Сварочный трансформатор Определение | Law Insider
означает процесс, приводящий к удалению значительного количества твердых частиц, при котором (1) предварительный слой фильтрующего материала из диатомовой земли осаждается на опорной мембране (перегородке) и (2) вода фильтруется путем прохождения через фильтрующей корки на перегородке, в питательную воду постоянно добавляют дополнительный фильтрующий материал, известный как питание для тела, чтобы поддерживать проницаемость фильтрационной корки.

означает любое закрытое устройство, использующее электрический разряд или дугу высокой интенсивности в качестве источника тепла с последующей камерой дожигания с контролируемым пламенным сгоранием и не включенное в перечень промышленных печей.
означает инструмент, приводимый в действие зарядом взрывчатого вещества и используемый для забивания болтов, гвоздей и подобных предметов с целью фиксации;
означает материал, который не проводит постоянный электрический ток. Диэлектрические покрытия используются для электрической изоляции систем СТЮ от окружающих грунтов. Диэлектрические втулки используются для электрической изоляции частей системы СТЮ (например, бака от трубопровода).
– ближайшая к естественной поверхности земли геологическая формация, являющаяся водоносным горизонтом, а также нижние водоносные горизонты, гидравлически связанные с этим водоносным горизонтом в пределах границ объекта.
(«STP») означает пункт сигнализации, который выполняет функции маршрутизации сообщений и предоставляет информацию для маршрутизации сообщений между пунктами сигнализации внутри или между сетями CCIS.
STP передает, получает и обрабатывает сообщения CCIS.означает подсистему, в которой фотоны рентгеновского излучения создают набор рентгеноскопических изображений или рентгенографических изображений, записанных с приемника рентгеноскопических изображений. Он включает в себя рецепторы изображения, электрические блокировки, если таковые имеются, и конструкционный материал, обеспечивающий связь между приемником изображения и блоком диагностического источника.
означает форму боя, любительскую или профессиональную, которая включает в себя использование комбинации приемов из различных дисциплин боевых искусств, включая захваты, удары ногами и удары, с учетом ограничений, содержащихся в этом акте и правилах. обнародованы в соответствии с этим актом.
и/или «Крытая площадь» в отношении Квартиры означает площадь пола этой Квартиры, включая площадь балконов и террас, если они к ним примыкают, а также толщину стен (внешних или внутренних) и колонны и колонны в ней При условии, что если какая-либо стена, колонна или колонна являются общими между двумя Квартирами, то половина площади под такой колонной стены или колонной должна быть включена в застроенную площадь каждой такой Квартиры.
означает нунчаку, кама, касари-фундо, восьмиугольник сай, тонфу или китайскую звезду.
означает любые гидрофторуглероды для конкретного конечного использования, для которых программа EPA по важным новым альтернативам (SNAP) определила другие приемлемые альтернативы с более низким потенциалом глобального потепления. Список альтернатив SNAP можно найти в 40 CFR, часть 82, подраздел G, а дополнительные таблицы альтернатив доступны по адресу (http://www.epa.gov/snap/).
означает воду, кроме сточных вод, которая попадает в канализационную систему (включая канализационную систему и стоки фундамента) из-под земли через такие средства, как неисправные трубы, соединения труб, соединения или смотровые колодцы. Инфильтрация не включает приток и не отличается от него.
означает предварительно авторизованный дебет.
означает применение герметика.
означает чистящее средство или мыло, предназначенное для снижения уровня микроорганизмов на коже за счет бактерицидной активности и регулируемое Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов США как безрецептурное лекарство.
«Антимикробное чистящее средство или мыло для рук или тела» включает, помимо прочего, (A) антимикробные средства для мытья рук или тела/очистители, (B) средства для мытья рук работников пищевой промышленности, (C) средства для мытья рук медицинского персонала, (D) средства для мытья рук перед операцией препараты и (Е) хирургические скрабы. «Противомикробное чистящее средство или мыло для рук или тела» не включает рецептурные лекарственные препараты, антиперспиранты, «вяжущее средство/тоник», дезодорант, «очиститель или мыло для лица», «очиститель или мыло для рук или тела общего назначения», «моющее средство для мытья посуды». (включая антимикробные), «Сверхмощное чистящее средство для рук или мыло», «Лекарственное вяжущее средство/лечебный тоник» и «Протирочный спирт».означает покрытие для входа в дыхательные пути, полностью закрывающее лицо.
означает любой несанкционированный выпуск данных из информационной системы. Сюда входит копирование данных по скрытым сетевым каналам или копирование данных на неавторизованные носители.
означает чан или сосуд, который может иметь рубашку для обеспечения контроля температуры, предназначенный для проведения химических реакций.
означает упаковочную систему, в которой ингредиенты продукта внутри контейнера не находятся под давлением и в которой продукт выбрасывается только при воздействии на кнопку, курок или другой привод.
означает судно, построенное или приспособленное и используемое для перевозки наливом любых жидких продуктов, перечисленных в Главе 17 Международного кодекса по химовозам в его последней редакции;
означает физическое или юридическое лицо, которое владеет или эксплуатирует
означает твердые частицы в результате технологических операций, которые не проходят через технологическую трубу или вентиляционное отверстие и образуются в пределах территории предприятия в результате таких действий, как: разгрузка и загрузка территории, технологические зоны, склады, складские работы, заводские парковки и заводские дороги (включая подъездные пути и подъездные пути).
означает устройство, обеспечивающее механическое соединение и отключение электрических проводников высокого напряжения с подходящим сопряженным компонентом, включая его корпус». лицензированных радиоактивных материалов, существуют в концентрациях:
означает уведомление, которое PJM предоставляет членам PJM, владельцам электропередач, владельцам и операторам ресурсов, клиентам и регулирующим органам для подготовки персонала и объектов к ожидаемым экстремально холодным погодным условиям.
означает чистящее средство или мыло, предназначенное в первую очередь для очистки лица. «Очищающее средство или мыло для лица» включает, помимо прочего, очищающие кремы для лица, полутвердые вещества, жидкости, лосьоны и формы, пропитанные субстратом. «Очищающее средство или мыло для лица» не включает лекарственные препараты, отпускаемые по рецепту, «Антимикробное очищающее средство или мыло для рук или тела», «Вяжущие средства/тонер», «Очищающие средства или мыло общего назначения для рук или тела», «Лекарственные вяжущие средства/лечебные тоники» или «Медицинский спирт.
»

 STP передает, получает и обрабатывает сообщения CCIS.
STP передает, получает и обрабатывает сообщения CCIS.
 «Антимикробное чистящее средство или мыло для рук или тела» включает, помимо прочего, (A) антимикробные средства для мытья рук или тела/очистители, (B) средства для мытья рук работников пищевой промышленности, (C) средства для мытья рук медицинского персонала, (D) средства для мытья рук перед операцией препараты и (Е) хирургические скрабы. «Противомикробное чистящее средство или мыло для рук или тела» не включает рецептурные лекарственные препараты, антиперспиранты, «вяжущее средство/тоник», дезодорант, «очиститель или мыло для лица», «очиститель или мыло для рук или тела общего назначения», «моющее средство для мытья посуды». (включая антимикробные), «Сверхмощное чистящее средство для рук или мыло», «Лекарственное вяжущее средство/лечебный тоник» и «Протирочный спирт».
«Антимикробное чистящее средство или мыло для рук или тела» включает, помимо прочего, (A) антимикробные средства для мытья рук или тела/очистители, (B) средства для мытья рук работников пищевой промышленности, (C) средства для мытья рук медицинского персонала, (D) средства для мытья рук перед операцией препараты и (Е) хирургические скрабы. «Противомикробное чистящее средство или мыло для рук или тела» не включает рецептурные лекарственные препараты, антиперспиранты, «вяжущее средство/тоник», дезодорант, «очиститель или мыло для лица», «очиститель или мыло для рук или тела общего назначения», «моющее средство для мытья посуды». (включая антимикробные), «Сверхмощное чистящее средство для рук или мыло», «Лекарственное вяжущее средство/лечебный тоник» и «Протирочный спирт».

 »
»Сварщик трансформаторов в 2021 году? – Сварка Центральная
Хотели бы вы придерживаться того же результата или изменить обстоятельства, в которых работаете? Transformer Welder — это то, что вам нужно.
Будучи сварщиком, вы предпочли бы легкий доступ к изменению напряжения и силы тока в соответствии с вашими требованиями и, очевидно, хотели бы быть хозяином своего собственного выбора.
Что ж, всегда лучше, когда вы оставляете свой выбор открытым и имеете широкую арену для работы.
Учитывая, что мы говорим о сварочных аппаратах, трансформаторные сварочные аппараты устанавливаются в сварочных аппаратах с приводом от двигателя, имеющих выходы переменного тока, для изменения переменного тока в низковольтный ток большой силы во второй обмотке.
Позволяет сварщику выбирать выходной ток.
При работе со своими сварочными проектами всегда предпочитает быть гибким с условиями, в которых вы работаете, и метод, который вы используете для завершения сварочного проекта, должен быть в вашей зоне комфорта, это именно то, в чем работают трансформаторные сварщики.
Хотя трансформаторные сварочные аппараты исчезли из конкуренции на рынке из-за появления инверторов, они не так уж плохи, поскольку в некоторых областях эти трансформаторы работают лучше, чем инверторы.
Ведь не стоит забывать тот факт, что в основу инверторов легли маленькие сварочные трансформаторы.
Хотите купить трансформаторный сварочный аппарат в 2020 году?Если вы давно занимаетесь сваркой, возможно, вы работали с трансформаторами и все равно предпочли бы их инверторам.
Вы, должно быть, видели много таких статей о трансформаторных сварочных аппаратах в то время, когда они использовались, но сейчас люди больше внимания уделяют инверторам, а не трансформаторам, и постепенно они потеряли свое внимание.
Но я решил держать вас в курсе, ребята, и не опасаться, что только инверторы самые лучшие.
Вернем славу и доверие народа к сварщикам трансформаторов.
Пролистайте вместе со мной эту статью, и я уверен, что смогу полностью изменить ваше представление об этих удивительных механизмах.
Содержание
Инвертор VS Сварочный аппарат с трансформатором НадежностьЕсли говорить о сварочных аппаратах с приводом от двигателя с трансформатором или инвертором, надежность является основной характеристикой, которую сварщики рассматривают при выборе своей машины.
Сварочные аппараты-трансформеры используются в сварочной промышленности дольше, чем инверторы, поэтому с каждым годом они становятся лучше.
Трансформаторы обеспечивают большую надежность, чем инверторы, поскольку инверторы только что вступили в конкуренцию на рынке.
Но разрыв между ними значительно сократился, что заставляет нас снова взвешивать их.
УниверсальностьСпособность одновременно быстро и легко адаптироваться к множеству различных функций и видов деятельности является слабым местом трансформаторов, и инверторы взяли на себя преимущество.
Но в какой-то момент они не отставали: трансформаторы находили решения этой своей слабости, интегрируя в себя некоторые функции инверторов.
Очевидно, что при сварке вы ищете отделку и лучший выход сварного шва.
Качество свариваемого материала играет очень важную роль.
Поэтому важно получить удовлетворительный сварной шов.
Качество зависит от машин, которыми вы управляете. Трансформаторы, хотя и работают только в одном процессе, гарантируют лучшее качество сварки, чем инверторы.
Инверторы в основном делали упор на технологии и мультипроцессные условия работы, игнорируя качество сварки.
Сварщики трансформаторов помнят об этом и успешно зарекомендовали себя в обеспечении наилучшего качества дуги всех времен.
ПортативныйМашину всегда должно быть легко переносить с места на место для большего удобства.
Инверторы легче и портативнее, чем трансформаторы, что облегчает их транспортировку на рабочее место, и известно, что их можно нести на место работы, а не с рабочего места к станку.![]()
Но сварщики трансформаторов смогли догнать инверторы в этой области и преуспели в создании легких и портативных, удобных для переноски устройств.
Условия работыВам нужна машина, которая хорошо работает в различных условиях.
Сварочные трансформаторы хорошо работают в грязных и запыленных суровых условиях, поэтому их можно использовать в грубых условиях, в то время как, с другой стороны, инверторы предназначены для работы в чистых и сухих местах, как правило, в помещении.
Если вы с нетерпением ждете возможности работать на открытом воздухе дольше, трансформаторы лучше, чем инверторы.
Несмотря на работу на открытом воздухе, трансформаторы оказались более прочными и имеют значительно более длительный срок службы, чем инверторы.
Это показывает, что метод, с помощью которого они были изобретены, не уступает инверторам.
Настройка Настройка аппарата под ваш сварочный генератор – еще один спорный вопрос.
Сварочные аппараты-трансформеры просты в эксплуатации по сравнению с инверторами. Он может настроить сварочный аппарат с приводом от двигателя, регулируя настройки самого аппарата в соответствии с условиями работы.
Но, переходя к инверторам, ему нужен сварочный аппарат, чтобы помочь им настроить себя.
Он также не может включать питание и выбирать правильные настройки для машины, а также не может работать сам по себе.
Сварочные трансформаторы контролируют процесс сварки и могут меняться с учетом условий работы.
Сварщик Работа с трансформатором Сварщик Техническое обслуживаниеМашина должна быть не только простой в эксплуатации, но и простой в обращении и обслуживании.
Сварочные аппараты-трансформеры легко ремонтировать, что делает их недорогими в обслуживании.
Поскольку он также развивает технологии инверторов, запчасти для ремонта и замены трансформаторов легко найти в любом месте по относительно более низкой цене.
Очень низкие затраты на техническое обслуживание и простота в обращении.
Так как сварочный аппарат прост в обслуживании и стоит недорого, многие люди старой закалки могут использовать его в своих повседневных сварочных работах.
СтоимостьИнверторные машины были сильно переоценены из-за методов технологической модернизации, а также были дорогими из-за стоимости компонентов, специализированного производства и использования высокотехнологичных узлов, что делало эти машины значительно более сложными. .
Сварочные аппараты с трансформаторами имеют долговечные и недорогие детали.
Стоимость обслуживания этих машин относительно невелика, что делает их отличным выбором, если вы не хотите выкладывать деньги из своего кармана.
Поскольку многие сварщики переходят на более новые инверторы, вы сможете найти старые трансформаторы по доступной цене.
Если вы ищете недорогой сварочный аппарат, который сэкономит вам кучу денег и уложится в ваш бюджет, то трансформаторные сварочные аппараты — это отличная сделка и выгодное вложение для вас и вашего бизнеса.
Итак, мы говорим о ценах, верно? Тогда как я могу упустить эту возможность выдвинуть перед вами лучших сварщиков трансформаторов? Обзоры лучших сварочных аппаратов для трансформаторов
Известна тем, что производит трансформаторы всех форм, размеров, функций и характеристик, и специализируется на этой фирме.
- Обеспечивает бесступенчатую регулировку сварочного тока, облегчая работу в качестве трансформатора катушки.
- Отличные характеристики при дуговой сварке с силой тока 250 ампер. Чем выше сила тока, которую он предлагает, тем больший объем работы можно выполнить за меньшее время, а 250 ампер с дуговой сваркой заслуживает похвалы.
- Некоторые функции, такие как встроенная защита от перегрева и перегрузки, делают его предпочтительным среди сварщиков.
- Для предотвращения перегрева машины из-за многочасовой работы на ней установлена система охлаждения вентилятором.
- Это очень компактное и легкое устройство весом всего 11,7 кг, что позволяет легко переносить его с одного рабочего места на другое.
- Он прост в эксплуатации и является хорошим выбором как для начинающих, так и для опытных сварщиков и для различных целей, независимо от того, используете ли вы его дома или профессионально.
- Наконец, возвращаясь к цене продукта, устройство довольно дешевое. Недорогая характеристика аппарата делает его доступным для сварщиков, недавно приобщившихся к сварке.

Clarke — это профессиональный и классический сварочный аппарат с трансформатором.
Доверие и лояльность, которые она завоевала на форумах сварщиков, обусловлены ее высококачественной продукцией, обеспечивающей наилучшие результаты сварки.
- Машины оснащены сверхмощным трансформатором, который можно использовать в качестве автономного резерва.
- Если вы хотите использовать этот аппарат для различных целей и материалов, он предлагает возможность сварки толщиной до 5 мм, что идеально подходит для различных металлов.
- Он может адаптироваться к работе от небольших домашних дел до профессиональной работы.
- Сила тока варьируется от 50 до 250, что открывает широкий выбор усилителей, с которыми вы хотите работать. часы без перерыва.
- Он производит один из лучших трансформаторов в сварочной промышленности. С учетом оперативного использования и желаний людей машины являются портативными и легкими, прочными и прочными.
- Clarke учитывает различные виды сварщиков в сварочной промышленности и их последовательные проекты, поэтому с ним могут работать как новички, так и профессиональные сварщики.

Вышеуказанные две модели трансформаторных сварочных аппаратов являются одними из лучших на рынке, они были тщательно изучены и протестированы никем иным, как мной.
Тем не менее, все ведущие сварочные бренды имеют свою линейку трансформаторных сварочных аппаратов, и вы можете использовать их.
Чем инвертор отличается от трансформаторного сварочного аппарата? Инверторы и трансформаторы считаются одним и тем же и очень часто объединяются.
Но единственное различие между ними заключается в том, что трансформаторы отвечают за увеличение или уменьшение электричества переменного тока от первичной входной стороны к вторичной выходной стороне и от одного напряжения к другому.
Принимая во внимание, что инверторы отвечают за преобразование электричества постоянного тока на входе в электричество переменного тока на выходе.
Они преобразуют постоянный ток в переменный.
Инвертор с защитным оборудованием Сколько ампер выдает сварочный аппарат с микроволновым трансформатором?Микроволновый трансформатор имеет большой выходной диапазон.
Некоторые используют от 700 до 2000 Вт при напряжении 2000 В и 5 ампер. МОТ используют очень высокую силу тока и напряжение, что делает их опасными инструментами.
Если вы занимаетесь своими руками и хотите сделать сварочный аппарат с трансформатором для микроволновой печи дома, следуйте этому руководству.
Заключение Мне кажется, инверторы сильно переоценены. Хотя трансформеры стали теми старыми школами, это не значит, что мы должны хоронить их в могиле.
Хотя трансформеры стали теми старыми школами, это не значит, что мы должны хоронить их в могиле.
Сварочные аппараты-трансформеры — это классические сварочные аппараты для дуговой сварки, которые актуальны и по сей день, их предпочитают те, кто давно работает в сварочной отрасли.
Новички больше внимания уделяют инверторам только из-за технологического обновления.
Здесь я сделал кое-что другое, вместо того, чтобы писать об инверторах, которые завоевали большую популярность, я решил вернуться и вернуть к жизни давно утраченный свет трансформаторов.
Я надеюсь, что смог донести до вас свою точку зрения и изменить вашу точку зрения.
Сварочные трансформаторы SPATZ+ для контактной точечной сварки
Сварочные трансформаторы преобразуют первичное высокое напряжение в низкое напряжение с высоким током во вторичной обмотке.
Рабочий цикл трансформаторов ограничен тепловой нагрузкой и обычно указывается в процентах от мощности трансформатора. время цикла. Действующий ток короткого замыкания определяет максимальный ток. Сварочный трансформатор является ключевым компонентом источников питания RSW.
время цикла. Действующий ток короткого замыкания определяет максимальный ток. Сварочный трансформатор является ключевым компонентом источников питания RSW.
С нашими трансформаторами SPATZ+ мы предлагаем вам решения для высокочастотных, среднечастотный, переменный ток и специальные приложения. Благодаря нашему многолетнему опыту в области контактной точечной сварки, Наши трансформаторы отличаются надежностью, качеством и производительностью.
SPATZ+ Среднечастотный (MF)
SPATZ TI-60R
| Обмотки: | 70 |
| S N (50 % ПВ): | 60 кВА |
| У 1Н : | 500 В |
| У 20 : | 6,4 В пост. тока |
| I 2N (20 % ПВ): | 9,4 кА |
| Вес: | 16 кг (35,3 фунта) |
СПАЦ ТИ-120Р
| Обмотки: | 50 |
| S N (50 % ПВ): | 120 кВА |
| У 1Н : | 500 В |
| У 20 : | 9,3 В пост. тока тока |
| I 2N (20 % ПВ): | 14,5 кА |
| Вес: | 25 кг (55,1 фунта) |
SPATZ+ Высокочастотный (ВЧ)
СПАЦ Т1
| Соотношение: | 1:58 |
| S N (50 % ПВ): | 50 кВА |
| У 1 : | 500 В |
| У 20 : | 10 В пост. тока |
| I 2 : | 9 кА |
| Вес: | 10 кг (22 фунта) |
СПАЦ T1X
| Соотношение: | 1:46 |
| S N (50 % ПВ): | 50 кВА |
| У 1 : | 500 В |
| У 20 : | 12 В пост. тока тока |
| I 2 : | 12 кА |
| Вес: | 10 кг (22 фунта) |
SPATZ+ Переменный ток (AC)
SPATZ TW-20R
| Обмотки: | 120 |
| S N (50 % ПВ): | 20 кВА |
| У 1Н : | 400 В |
| У 20 : | 3,3 В переменного тока |
| I 2N : | 4,2 кА |
| Вес: | 31 кг (68,3 фунта) |
СПАТС TW-40R/500
| Обмотки: | 34 |
| S N (50 % ПВ): | 36 кВА |
| У 1Н : | 560 В |
| У 20 : | 16,5 В перем. тока тока |
| I 2N : | 6 кА |
| Вес: | 12 кг (26,5 фунтов) |
SPATZ+ Трансформаторы специального назначения
В области специального применения у нас есть широкий спектр трансформаторных решений для вашего конкретные задачи. Не стесняйтесь обращаться.
Для получения дополнительной информации, пожалуйста, свяжитесь с нашей службой поддержки клиентов по телефону [email protected].
Трансформаторы SPATZ+ сочетаются со сварочными таймерами SPATZ+. | |
Мы будем рады проконсультировать вас по выбору подходящих решений для вашего
индивидуальные сварочные задачи и сообщить вам о нашем портфолио обучения. |
Сварочный трансформатор — воздушный, редукционный
Изобретение относится к электродуговой сварке переменным током.
Общепризнанный факт, что переменный ток более опасен, чем постоянный ток того же напряжения. Одна из причин заключается в том, что пиковое напряжение переменного тока примерно на 40 % выше, чем эффективное напряжение переменного тока и соответствующее напряжение постоянного тока.
Другая причина – разная реакция организма человека на постоянный и на переменный электрический ток.
Напряжения холостого хода, обычно используемые для сварочного оборудования переменного и постоянного тока, примерно одинаковы и составляют от 60 до 90 вольт.
Это достаточно безопасно для постоянного тока, но находится на грани опасно высокого уровня для переменного тока. Были разработаны различные планы для снижения напряжения холостого хода оборудования переменного тока и обеспечения достаточного напряжения и тока для зажигания дуги.
Целью настоящего изобретения является создание усовершенствованного сварочного аппарата переменного тока, который имеет безопасное напряжение холостого хода и при этом имеет достаточное напряжение и ток для зажигания дуги.
Другой целью изобретения является создание усовершенствованного сварочного аппарата с автоматическим регулированием напряжения. Аппарат, по сути, представляет собой два трансформатора, первичные обмотки которых соединены параллельно, а вторичные — последовательно. Если два таких трансформатора одинаковы, то отключение одного из них уменьшит вдвое напряжение холостого хода вторичной цепи. При размещении контактора в первичной цепи он должен нести только половину первичного тока, а не полную сварочную нагрузку, как в случае с контакторами во вторичной цепи.
В соответствии с одним признаком изобретения использование реле исключается за счет использования одной или нескольких вспомогательных обмоток для управления контактором.
В соответствии с другим признаком аппарат выполнен с одной вторичной обмоткой, которая охватывает отдельные сердечники обеих первичных обмоток.
S. Другой целью изобретения является создание сварочного трансформатора с улучшенной коррекцией коэффициента мощности. Корректирующие конденсаторы этого изобретения неэффективны, когда трансформатор работает на холостом ходу.
Изобретение включает также усовершенствованные холодильные установки, включающие средства циркуляции охлаждающей жидкости и автоматическое управление средствами циркуляции. Другие особенности относятся к защите от перегрева, корпусу и портативности сварочного аппарата.
Другие объекты, особенности и преимущества изобретения будут указаны или будут указаны по мере продолжения описания.
Чертеж представляет собой схематический вид в разрезе сварочного аппарата, воплощающего изобретение.
Тележка I) имеет задние колеса Ii и одно или несколько самоустанавливающихся колес 12 для ее устойчивого удержания на полу или другой поверхности. На тележке установлены две замкнутые железные цепи, содержащие сердечники трансформатора I i и 1,5. На одном плече сердечника 34 имеется первичная обмотка 51, а на другом плече сердечника I такая же первичная обмотка I7.
На одном плече сердечника 34 имеется первичная обмотка 51, а на другом плече сердечника I такая же первичная обмотка I7.
Первичные обмотки I1 и ii соединены параллельно переключателем iS на их нижних концах и переключателем 20 на их верхних концах. Эти обмотки 3 и I7 рассчитаны на напряжение 440 вольт на выводах 22 и 23 трансформатора. На обмотках 16 и 27 имеются средние отводы, соединенные с клеммой 24 для питания трансформатора от сети 220 вольт. Переключатель 25 соединяет средние выводы обмоток 16 и I7.
Выключатели 89, 20 и 25 соединены со стержнем 27, верхний конец которого заходит в соленоидную катушку 28. Эти выключатели и стержень 27 являются контактором для подключения и отключения первичной обмотки 17 и питающей линии.
Единая вторичная обмотка 30 охватывает оба сердечника 14 и 15. Эта вторичная обмотка 30 соединена через клеммы 31 с оборудованием для дуговой сварки и является рабочей цепью трансформаторного аппарата.
Контактор перемещается под действием силы тяжести, чтобы разомкнуть выключатели 19, 20 и 25, но когда ток 10 подается на катушку 28, стержень 27 втягивается катушкой, и все выключатели 19, 20 и 25 замыкаются и остаются замкнутыми до тех пор, пока ток в катушке 28 не прервется.
Одна сторона катушки 28 соединена с вспомогательными обмотками 33 и 34. на сердечниках 14 и 15 соответственно через термостат 35. Другая сторона катушки 28 соединена с контактом 36 предохранительного выключателя 37. Вспомогательные обмотки 33 и 34 соединены с контактом *0 38 защитного выключателя 37. Третий контакт 39соединяется с нижним выводом 31 вторичной обмотки 30.
Лезвие 40 предохранительного выключателя 31 может быть перемещено в одно положение, в котором оно соединяет контакты 36 и 38, так что катушка соленоида 28 подключается через вспомогательная обмотка 33 на сердечнике 14 трансформатора. Когда защитный выключатель 21 находится в этом положении, автоматическое управление напряжением холостого хода неэффективно, поскольку вспомогательная обмотка 33 постоянно поддерживает удерживающую катушку I 21 под напряжением.
Когда ножка 40 предохранительного выключателя 31 поднята, чтобы соединить контакты 36 и 39, катушка соленоида включена последовательно с обеими вспомогательными обмотками 33 и 34, и эта цепь подключается через вторичную обмотку 30.
вспомогательные вторичные обмотки 33 и 34 имеют такое же число витков, как и основная вторичная обмотка 3I. Эти обмотки соединены так, что напряжения во вспомогательных обмотках 33 и 34 противоположны напряжению в основной вторичной обмотке 30. Поэтому ток в этих обмотках на холостом ходу не течет, а в соленоиде или удерживающей катушке 28, которая подключена в серии со вспомогательными обмотками 33, 34.
Если выводы основной вторичной обмотки 39 закорочены из-за возникновения дуги, вспомогательные вторичные обмотки 33 и 34 также закорочены, и результирующий ток возбуждает 21 удерживающую катушку 28 и приводит в действие контактор, перемещая стержень 27 и замыкание всех переключателей 19, 20 и 25. Это включает первичную обмотку 1I в цепь, но результирующее возбуждение обмотки I7 влияет как на основную, так и на вспомогательную 31 вторичную обмотку.
При зажигании и поддержании дуги напряжение, воздействующее на удерживающую катушку 2, равно напряжению, индуцируемому в обеих вспомогательных вторичных обмотках 33, 34, за вычетом падения, вызванного их полным сопротивлением, и за вычетом напряжения дуги. вторичное напряжение холостого хода трансформаторного аппарата 80 вольт, напряжение, возбуждаемое каждой первичной обмоткой. I, 1 это 40 вольт. Таким образом, 40 вольт — это напряжение, при котором вспомогательная 4 вторичная обмотка 33 приводит в действие контактор и удерживающую катушку 28. После замыкания выключателей I, 20 и контактора напряжение во вторичных обмотках возрастает до 80 В минус Падение импеданса и минус напряжение дуги около 30 4 вольт. Поэтому контактор работает от практически постоянного напряжения около 40 вольт. Современные сварочные трансформаторы имеют коррекцию коэффициента мощности, которая с помощью конденсаторов приближает коэффициент мощности к единице на номинальной нагрузке.
вторичное напряжение холостого хода трансформаторного аппарата 80 вольт, напряжение, возбуждаемое каждой первичной обмоткой. I, 1 это 40 вольт. Таким образом, 40 вольт — это напряжение, при котором вспомогательная 4 вторичная обмотка 33 приводит в действие контактор и удерживающую катушку 28. После замыкания выключателей I, 20 и контактора напряжение во вторичных обмотках возрастает до 80 В минус Падение импеданса и минус напряжение дуги около 30 4 вольт. Поэтому контактор работает от практически постоянного напряжения около 40 вольт. Современные сварочные трансформаторы имеют коррекцию коэффициента мощности, которая с помощью конденсаторов приближает коэффициент мощности к единице на номинальной нагрузке.
При разомкнутой цепи сравнительно большое количество ведущей ква. доступен. На первый взгляд, наличие этой лидирующей силы кажется преимуществом. На самом деле это только больше выводит леску из равновесия. Однофазная нагрузка колеблется между отстающим током под нагрузкой и значительным опережающим током периода холостого хода.![]()
Только когда большое количество трансформаторов равномерно распределено в многофазной линии, опережающая мощность будет компенсировать отстающую нагрузку. Но если используется только несколько трансформаторов, то одна ветвь источника питания может иметь опережающую, а другую отстающую нагрузку. Понятно, что лучше, если нагрузка сети колеблется между нагрузкой с коррекцией коэффициента мощности и холостым ходом без нее.
Конденсаторы 42 подключены поперек концов первичной обмотки I7. Верхние части первичных обмоток используются как автотрансформаторы при работе аппарата от сети 220 вольт. При включении конденсаторов через первичную обмотку II, отключаемую при работе аппарата на холостом ходу с пониженным вторичным напряжением, коррекция коэффициента мощности в такие периоды холостого хода отсутствует. Подключение конденсаторов к обмотке трансформатора, которая отключается во время периодов простоя, значительно помогает, потому что оно закорачивает эту первичную обмотку и снижает реактивное сопротивление системы в момент, когда дуга впервые загорается, и, таким образом, увеличивает доступный ток, делая зажигание дуги и работы контактора легче.
Вся конструкция трансформатора, включая сердечники, обмотки, контактор и конденсаторы, предпочтительно представляет собой единое целое, закрепленное на раме тележки 10 и заключенное в корпусе 44 тележки. Корпус имеет жалюзи 45 для вентиляции. Вентиляторы 46 втягивают воздух через жалюзи 45 и обдувают им детали трансформатора, так что воздух циркулирует вокруг сердечников и обмоток в качестве охлаждающей жидкости. Корпус 44 предпочтительно открыт снизу.
Вентиляторы 46 имеют двигатели 47, подключенные параллельно к клеммам 220 В первичной обмотки 16, так что вентиляторы работают всякий раз, когда используется аппарат, либо при полном напряжении, либо при пониженном напряжении. Аппарат можно охлаждать другими средствами, а при жидкостном охлаждении двигатели 41 являются двигателями циркуляционных насосов.
Термостат 35 нормально закрыт и открывается I в ответ на чрезмерный нагрев трансформатора. Однако размыкание цепи термостата не приводит к полному выходу аппарата из строя. Цепь удерживающей катушки 28 разрывается, а выключатели 19, 20 и 25 размыкаются, 0 отключая первичную обмотку 1. Аппарат может продолжать работать, но с пониженной мощностью, а система охлаждения продолжает функционировать, поскольку двигатели вентиляторов 46 подключены через первичную обмотку 16, которая всегда остается в цепи питания.
Цепь удерживающей катушки 28 разрывается, а выключатели 19, 20 и 25 размыкаются, 0 отключая первичную обмотку 1. Аппарат может продолжать работать, но с пониженной мощностью, а система охлаждения продолжает функционировать, поскольку двигатели вентиляторов 46 подключены через первичную обмотку 16, которая всегда остается в цепи питания.
Открытие термостата 35 снижает мощность трансформаторного аппарата независимо от положения защитного выключателя 37.
Описан предпочтительный вариант осуществления изобретения, но могут быть внесены изменения и модификации, а также некоторые особенности изобретение может быть использовано без других.
I п.1: 1. Устройство для дуговой сварки, включающее трансформатор, аппарат, содержащий две первичные обмотки, соединенные параллельно, переключатель, через который одна из первичных обмоток соединена с другой, вторичную цепь для подачи сварочного тока и автоматическое управление. означает реакцию w на протекание тока во вторичной цепи для работы переключателя.
2. Сварочный трансформатор, содержащий два отдельных замкнутых стальных сердечника, первичную обмотку, окружающую часть одного железного сердечника, другую первичную обмотку, окружающую часть другого железного сердечника, единственную вторичную обмотку, охватывающую части обоих железных сердечников, и a’переключатель в первичной цепи в положении отключения одной из первичных обмоток от источника питания идущего независимо от другого для уменьшения напряжения, возбуждаемого во вторичной обмотке.
3. Сварочный трансформатор, содержащий первичную цепь, включающую две первичные обмотки на разных сердечниках, главную вторичную цепь, вспомогательную вторичную цепь с практически таким же напряжением, что и основная вторичная цепь, и соединенный с главной вторичной цепью таким образом, что напряжения вторичных цепей противостоят друг другу, переключающее средство для соединения второй из первичных обмоток с линией электропередачи и коммутационная катушка для переключающего средства, включенная последовательно со вспомогательной вторичной цепью.
4. Сварочный трансформатор, содержащий первичную цепь, включающую две первичные обмотки на разных сердечниках, главную вторичную цепь, вспомогательную вторичную цепь с практически таким же напряжением, что и основная вторичная цепь, и соединенный с главной вторичной цепью таким образом, чтобы напряжения вторичных цепей противопоставлялись друг другу, при этом указанная вспомогательная вторичная цепь включает в себя две обмотки, каждая из которых находится на отдельном сердечнике соответствующих первичных обмоток, средства переключения для соединения второй из первичных обмоток с питанием источника и рабочую катушку для средства переключения, причем две вспомогательные вторичные обмотки соединены последовательно друг с другом и последовательно с указанной рабочей катушкой.
5. Трансформатор для дуговой сварки, содержащий две отдельные первичные обмотки на разных сердечниках, основную вторичную цепь и вспомогательную вторичную цепь, каждая из которых возбуждается до высокого напряжения, когда обе первичные обмотки находятся под напряжением, и до пониженного напряжения, когда только одна первичных обмоток находится под напряжением, при этом вспомогательная вторичная цепь включает две обмотки, по одной на каждом из сердечников отдельных первичных обмоток, выводы, которыми одна первичная обмотка соединена с линией питания переменного тока в течение всего времени работы трансформатора. в рабочем состоянии, переключатель — для соединения другой первичной обмотки с линией питания, катушка для управления переключателем, при этом указанная катушка соединена последовательно с вспомогательной обмоткой, которая находится на сердечнике первичной обмотки, которая постоянно соединена с линии питания, и второй переключатель, в одном положении соединяющий вспомогательные вторичные обмотки последовательно друг с другом и через основную сек. — 3 цепь постоянного тока с напряжением, противоположным напряжению основной вторичной цепи, а в другом положении превращает обмотку и катушку с постоянным возбуждением в замкнутую цепь, независимую от основной вторичной цепи4. 6. Сварочный трансформатор, включающий два замкнутых стальных сердечника, первичная обмотка на каждом из сердечников, одна вторичная обмотка, охватывающая часть каждого сердечника, вспомогательная вторичная обмотка на каждом сердечнике, последовательно друг с другом 4 и включенная через одну вторичную катушку с их напряжением, противоположным напряжению вторичной обмотки, отдельные клеммы, соединенные с каждым концом и средней точкой первой из первичных обмоток, переключающие средства для соединения и разъединения соответствующих клемм с соответствующими точками второй первичной обмотки так, чтобы указанные первичные обмотки были параллельны друг другу, общий стержень для одновременного управления всеми средствами переключения, катушка для перемещения стержня для управления средствами переключения, проводник, соединяющий катушка последовательно со вспомогательными обмотками и общая рама, к которой сердечники, средства переключения, катушка и обмотки соединены, образуя составной узел.
в рабочем состоянии, переключатель — для соединения другой первичной обмотки с линией питания, катушка для управления переключателем, при этом указанная катушка соединена последовательно с вспомогательной обмоткой, которая находится на сердечнике первичной обмотки, которая постоянно соединена с линии питания, и второй переключатель, в одном положении соединяющий вспомогательные вторичные обмотки последовательно друг с другом и через основную сек. — 3 цепь постоянного тока с напряжением, противоположным напряжению основной вторичной цепи, а в другом положении превращает обмотку и катушку с постоянным возбуждением в замкнутую цепь, независимую от основной вторичной цепи4. 6. Сварочный трансформатор, включающий два замкнутых стальных сердечника, первичная обмотка на каждом из сердечников, одна вторичная обмотка, охватывающая часть каждого сердечника, вспомогательная вторичная обмотка на каждом сердечнике, последовательно друг с другом 4 и включенная через одну вторичную катушку с их напряжением, противоположным напряжению вторичной обмотки, отдельные клеммы, соединенные с каждым концом и средней точкой первой из первичных обмоток, переключающие средства для соединения и разъединения соответствующих клемм с соответствующими точками второй первичной обмотки так, чтобы указанные первичные обмотки были параллельны друг другу, общий стержень для одновременного управления всеми средствами переключения, катушка для перемещения стержня для управления средствами переключения, проводник, соединяющий катушка последовательно со вспомогательными обмотками и общая рама, к которой сердечники, средства переключения, катушка и обмотки соединены, образуя составной узел. 7r Трансформаторное устройство, включающее две отдельные первичные обмотки, вторичную цепь, которая возбуждается до пониженного напряжения, когда только одна из первичных обмоток находится под напряжением/и до более высокого напряжения, когда обе первичные обмотки находятся под напряжением, переключатель, при котором вторая из первичные обмотки могут подключаться и отключаться от источника переменного тока независимо от первой из первичных обмоток, а конденсаторы для коррекции коэффициента мощности могут включаться в цепь второй из первичных обмоток и только в цепи второй из первичных обмоток.
7r Трансформаторное устройство, включающее две отдельные первичные обмотки, вторичную цепь, которая возбуждается до пониженного напряжения, когда только одна из первичных обмоток находится под напряжением/и до более высокого напряжения, когда обе первичные обмотки находятся под напряжением, переключатель, при котором вторая из первичные обмотки могут подключаться и отключаться от источника переменного тока независимо от первой из первичных обмоток, а конденсаторы для коррекции коэффициента мощности могут включаться в цепь второй из первичных обмоток и только в цепи второй из первичных обмоток.
8. Трансформаторная аппаратура, включающая две отдельные первичные обмотки, вторичную цепь, которая возбуждается до пониженного напряжения, когда только одна из первичных обмоток находится под напряжением, и до более высокого напряжения, когда обе первичные обмотки находятся под напряжением, проводники для соединения одной из первичные обмотки с источником переменного тока непрерывно во время работы трансформаторного аппарата, переключатель для соединения остальных первичных обмоток с источником переменного тока в периоды, когда вторичная цепь трансформатора нагружена, и конденсаторы, включенные в первичную цепь на той же стороне переключателя, что и упомянутая другая первичная обмотка, так что конденсаторы находятся в цепи только тогда, когда вторичная цепь трансформатора нагружена.
9. Трансформатор для дуговой сварки, содержащий первую первичную обмотку, на которую подается питание для создания пониженного вторичного напряжения, вторую первичную обмотку t0, на которую подается напряжение для повышения вторичного напряжения, устройство защиты от перегрузки, включающее термостат, который размыкает цепь в реагирование на тепло, выделяемое трансформаторным устройством, переключающее средство для соединения второй первичной обмотки параллельно с первой первичной обмоткой и проводники, соединяющие термостат в цепи переключающего устройства, причем указанная цепь сконструирована и предназначена для отключения второй первичной обмотки. обмотку от первой первичной обмотки 0 при размыкании термостата, так что трансформаторный аппарат продолжает работать с упомянутым пониженным вторичным напряжением.
ДЖОЗЕФ М. ТИРНЕР I I
Используется ли сварочный трансформатор?
by Wes Rose
Сварочные трансформаторы используются в машинах переменного тока для преобразования переменного тока от линии электропередач в низковольтный ток большой силы во вторичной обмотке .
Какой трансформатор используется в сварочном аппарате?
Понижающий трансформатор меньше, чем первичный, а ток вторичной обмотки больше, чем первичный ток. В принципе мощность первичного и вторичного одинакова. Этот больший вторичный ток очень полезен в процессе сварки. Именно поэтому для сварки используется понижающий трансформатор.
Какие типы трансформаторов мы использовали в сварочном цехе?
- Тип с высоким реактивным сопротивлением,
- Тип с внешним реактором,
- Тип со встроенным реактором, и. РЕКЛАМА:
- Тип реактора насыщения.
Какой тип трансформатора используется при контактной сварке?
| Презентации контактной сварки Разделы | Типы трансформаторов |
|---|---|
| Передача мощности | Средняя частота в постоянный ток |
| Welding Controls | 3-Phase to DC |
| Problems & Solutions | Halfwave Low Frequency |
| Fullwave Low Frequency |
Why is transformer used in a welding machine?
Трансформатор, размещенный в сварочном аппарате, используется для преобразования входного высокого напряжения или первичной мощности от настенной розетки , обычно от 208 до 600 вольт, с низким переменным током (AC) от от 15 до 55 ампер.
Что такое печной трансформатор?
Трансформатор — это часть домашней печи, отвечающая за повышение или понижение напряжения переменного тока или переменного тока в вашем доме . Проще говоря, эта часть вашего дома передает электрические токи из одной точки в другую.
Что такое импульсные трансформаторы?
Трансформаторы импульсов предназначены для передачи импульсов (сигналов/напряжения с быстрым временем нарастания, продолжительностью постоянного сигнала/напряжения, а затем быстрым временем спада) с одной стороны цепи на другую.
Что не является процессом контактной сварки?
Сварка сопротивлением представляет собой процесс соединения двух металлов за счет тепла, выделяемого из-за сопротивления, оказываемого потоку электрического тока на стыке двух металлов. Сварка оплавлением является разновидностью стыковой сварки. Дуговая сварка углеродом не является разновидностью контактной сварки. Это разновидность электродуговой сварки.
Какой тип защитных газов используется для сварки TIG?
Защитные газы для сварки TIG/GTAW
Обычным газом для сварки TIG является аргон (Ar) . Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Аргон или смеси аргона и гелия можно использовать для сварки всех марок стали.
Что из следующего является процессом сварки в твердом состоянии?
Следовательно, Сварка трением с перемешиванием — это процесс сварки в твердом состоянии.
Какой метод вы бы порекомендовали для сварки алюминиевых сплавов?
Сварка трением представляет собой процесс соединения в твердом состоянии (т. е. не происходит плавления металла), который особенно подходит для соединения алюминиевых сплавов.
Какой метод вы бы порекомендовали для сварки алюминиевых сплавов Mcq?
38. Какой метод вы бы порекомендовали для сварки алюминиевых сплавов? Процесс TIG специально используется для сварки легких сплавов и цветных металлов, таких как алюминий, медь и магний.
Какой из следующих процессов включает металлургическую формовку плавлением, сварку, поковку, экструзию?
Какой из следующих процессов включает металлургическое плавление? Объяснение: Сварка соединяет металлы путем плавления и сплавления их вместе, как правило, с добавлением сварочного присадочного металла.
Какой трансформатор используется при точечной сварке?
Nkronics 18/10 Steel Microwave Transformer for DIY Spot Welder Copper Winding (Brown, 10×10 cm)
Related Videos
 youtube.com/embed/2ZiG3N4ZZBA?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>
youtube.com/embed/2ZiG3N4ZZBA?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»> Related Articles
- Where Is Plasma Arc Welding Used ?
- Что такое сварочный пистолет?
- Какая полярность для аргонодуговой сварки стали?
- Что такое подвод тепла при сварке?
- Что такое WPS-сварка?
Уэс Роуз
Уэс Роуз — опытный сварщик с более чем 15-летним опытом. Он работал в различных областях сварки, в том числе в автомобилестроении, судостроении и строительстве. Он сертифицированный сварщик и выиграл несколько соревнований по сварке. Уэс увлечен обучением других сварке и любит делиться своими знаниями с другими.
Он работал в различных областях сварки, в том числе в автомобилестроении, судостроении и строительстве. Он сертифицированный сварщик и выиграл несколько соревнований по сварке. Уэс увлечен обучением других сварке и любит делиться своими знаниями с другими.
Консультанты по точечной сварке | Трансформаторы для сварки сопротивлением RoMan, Dallas Texas, Southwest
- Home
- О SCI
- Оборудование
- Расходные материалы
- Сервис
- Свяжитесь с нами
Оборудование
- Восстановленные аппараты для контактной сварки
- Аппараты для точечной сварки коромысла Western Arctronics
- Аппараты точечной сварки с коромыслом и прессом
- Аппарат для точечной сварки Western Arctronics
- Аппараты для стыковой сварки
- Сварочные аппараты для стальных дверей и рам
- Маленькие сварочные головки
- Портативный сварочный пистолет
- Сварочные аппараты емкостного разряда
- Средства управления контактной сваркой
- Визуальный индикатор расхода воды
- Трансформаторы для контактной сварки
- SCR
- Охладители воды
- Кулеры для воды
- Пневматические цилиндры
- Портативные тестеры точечной сварки
- Анализатор сварки
- Приспособления для проверки сварных швов
- Микро- и миллиметры
- Датчики силы сварки
- Защитное устройство Detect-A-Finger®
- Запасные части для точечной сварки
- Паяльные системы
 Они особенно эффективны для портативных пистолетов, а также для двухтактных или последовательных цепей в многоточечных сварочных аппаратах.
Они особенно эффективны для портативных пистолетов, а также для двухтактных или последовательных цепей в многоточечных сварочных аппаратах. 4.6 перечисляет заземляющий реактор в качестве рекомендуемого устройства безопасности для этих применений.
4.6 перечисляет заземляющий реактор в качестве рекомендуемого устройства безопасности для этих применений. В случае нарушения изоляции между первичной обмоткой и вторичной обмоткой сварочного трансформатора вторичная обмотка принимает электрический потенциал на землю или, говоря более общим языком, становится электрически «живущей». Результирующий ток течет в обеих частях катушки с центральным отводом, которые противодействуют друг другу, создавая путь к земле с низким импедансом и вызывая размыкание устройства первичной защиты. Применение: выберите соответствующий заземляющий дроссель:
В случае нарушения изоляции между первичной обмоткой и вторичной обмоткой сварочного трансформатора вторичная обмотка принимает электрический потенциал на землю или, говоря более общим языком, становится электрически «живущей». Результирующий ток течет в обеих частях катушки с центральным отводом, которые противодействуют друг другу, создавая путь к земле с низким импедансом и вызывая размыкание устройства первичной защиты. Применение: выберите соответствующий заземляющий дроссель: