Аргонодуговая сварка имеет много возможностей для расширения технологических возможностей сваривания. Изделия, сваренные аргонодуговой сваркой, отличаются от других высокой прочностью сварочных швов. Если при сваривании деталей Вы применяли аргонодуговую сварку, то срок ее службы значительно увеличится, иногда даже в несколько раз. Аргонодуговое сваривание применяют для многих видов металлов. Таким способом можно производить сваривание нержавеющей стали, алюминия, титана, меди, черных и цветных металлов, а также чугун. Аргонодуговое сваривание – это сварка с применением инертного газа аргона, который доставляется к специальной горелке по шлангам. Подача аргона позволяет оттеснить воздух и надежно предохранить электрод, дугу и всю сварочную ванну от окисления и насыщения азотом. Также эта особенность аргонодуговой сварки позволяет использовать аргон при сваривании металлических изделий и сплавов, которые обладают структурным сходством к газам, которые находятся в воздухе. Аргонодуговое сваривание отличается на автоматическую и ручную аргонодуговую сварку. При проведении сварочных работ ручной сваркой горелкой управляет сварщик, а при автоматическом сваривании струю горелки и присадочную проволоку подает и направляет специальный механизм. Часто присадочной проволокой является электротехнический провод нужной толщины. Когда горелка включается, между кончиком неплавящихся электродов и свариваемой деталью образуется электрическая дуга. Дуга расплавляет свариваемую деталь вместе с присадочной проволокой. Используя сварочные аппараты самых различных конструкций можно использовать аргонодуговое сваривание при монтаже трубопроводов. Стыки труб свариваются по кругу или с помощью трубной решетки. Такое сваривание называется орбитальным. Это означает, что при работе свариваемое изделие остается неподвижным, а вокруг него вращается только сварочный электрод. Стоит заметить, что сваривание аргоном может производиться в различных положениях, а это немаловажно при сваривании трубопроводов. Проведение сварочных работ по своей методике отличается от толщины свариваемого металла и от материала, из которого деталь сделана. Например, если толщина металла небольшая, аргонодуговое сваривание можно производить без использования присадочной проволоки. В таком случае существует большая вероятность получить сварочный шов высокого качества, а также большую глубину прогрева изделия, что очень важно при сварке. Основным фактором, определяющим методику сваривания аргонодуговой сваркой, является металл, который нужно сваривать и основные его характеристики и свойства. Подбирая наиболее оптимальный режим сварки, Вы сможете производить аргонодуговой сваркой качественные сварочные швы. | Сварка металлов в защитной среде аргона довольно популярна в последние годы. В данном материале мы постараемся разобраться какие металлы можно варить аргоновой сваркой. Довольно хорошо себя зарекомендовала сварка цветных металлов аргонодуговой сваркой неплавящимся электродом. В качестве электрода применяется вольфрамовый стержень определенного состава. Рассмотрим какие металлы можно заварить данной сваркой. Сварка цветных и черных металлов ручной аргонодуговой сваркой не плавящимся электродом
Вот и был тот не большой список популярных металлов которые можно заварить с помощью этой сварки. |
 Сваривание труб может производиться в различных положениях, поэтому проведение таких работ требует от сварщика большой маневренности.
Сваривание труб может производиться в различных положениях, поэтому проведение таких работ требует от сварщика большой маневренности.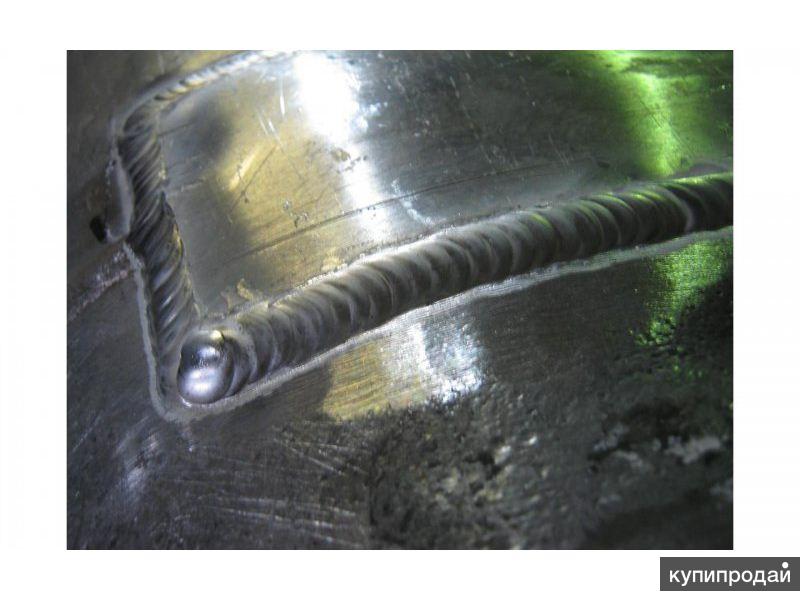 Если вы раньше никогда не имели дело с аргонной сваркой рекомендую прочесть статью о том как начать и что нужно чтобы варить аргоновой сваркой, а так же что из себя представляет аргонная сварка.
Если вы раньше никогда не имели дело с аргонной сваркой рекомендую прочесть статью о том как начать и что нужно чтобы варить аргоновой сваркой, а так же что из себя представляет аргонная сварка. Если у вас остались вопросы рекомендуем вам воспользоваться картой нашего сайта.
Если у вас остались вопросы рекомендуем вам воспользоваться картой нашего сайта.
 Рассмотрим международную классификацию видов сварок в аргоне, применяемых для этих материалов:
Рассмотрим международную классификацию видов сварок в аргоне, применяемых для этих материалов:
 В стандарте заложены требования по работе с неплавящимися электродами с использованием присадок и без использования таковых, а также с плавящимися электродами.
В стандарте заложены требования по работе с неплавящимися электродами с использованием присадок и без использования таковых, а также с плавящимися электродами.
 Все остальные устройства вмонтированы в агрегат.
Все остальные устройства вмонтированы в агрегат. Обязательно наличие термостойкого сопла горелки. Температура рабочей зоны очень высока.
Обязательно наличие термостойкого сопла горелки. Температура рабочей зоны очень высока. Поэтому заранее следует приобрести специальные форсунки для подачи газа. Расход аргона составляет 6-7 л/мин.
Поэтому заранее следует приобрести специальные форсунки для подачи газа. Расход аргона составляет 6-7 л/мин. Это его замечательное свойство с точки зрения технического применения и стало основой широкого промышленного применения этой технологии электросварки различных металлов и их сплавов в среде аргона.
Это его замечательное свойство с точки зрения технического применения и стало основой широкого промышленного применения этой технологии электросварки различных металлов и их сплавов в среде аргона.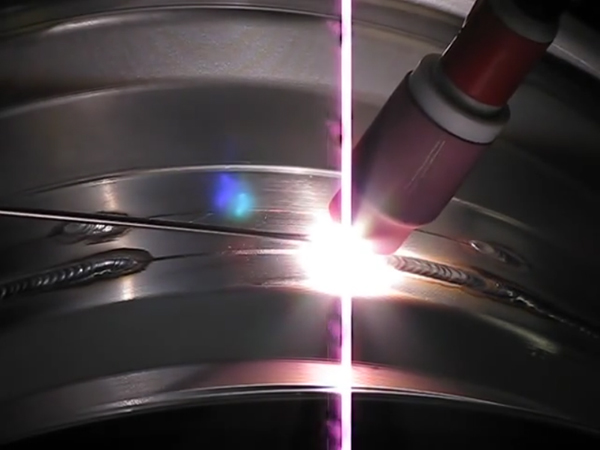 Но при легкой доступности оборудования есть одна небольшая сложность в вопросе: как правильно варить аргоном на практике.
Но при легкой доступности оборудования есть одна небольшая сложность в вопросе: как правильно варить аргоном на практике. При этом, если учитывать далеко немалую стоимость самого газа аргона, лучше всего начинать тренироваться и пробовать набить руку на сварке различных деталей, к примеру, из нержавеющей стали. И только посмотрев видео сварки аргоном в виде уроков для начинающих, а также приобретя достаточный опыт и теоретические знания, стоит приступать к сварке цветных металлов и их различных сплавов.
При этом, если учитывать далеко немалую стоимость самого газа аргона, лучше всего начинать тренироваться и пробовать набить руку на сварке различных деталей, к примеру, из нержавеющей стали. И только посмотрев видео сварки аргоном в виде уроков для начинающих, а также приобретя достаточный опыт и теоретические знания, стоит приступать к сварке цветных металлов и их различных сплавов.

 Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.
Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.Какие металлы варят аргоном
Сварка металлов в защитной среде аргона довольно популярна в последние годы. В данном материале мы постараемся разобраться какие металлы можно варить аргоновой сваркой. Если вы раньше никогда не имели дело с аргонной сваркой рекомендую прочесть статью о том как начать и что нужно чтобы варить аргоновой сваркой, а так же что из себя представляет аргонная сварка.
Довольно хорошо себя зарекомендовала сварка цветных металлов аргонодуговой сваркой неплавящимся электродом. В качестве электрода применяется вольфрамовый стержень определенного состава.
Рассмотрим какие металлы можно заварить данной сваркой.
Сварка цветных и черных металлов ручной аргонодуговой сваркой не плавящимся электродом
- Аргонодуговая сварка алюминия
- Аргонодуговая сварка дюралюминия
- Аргонодуговая сварка бронзы
- Аргонодуговая сварка латуни
- Аргонодуговая сварка меди
- Аргонодуговая сварка нержавеющей стали
- Аргонодуговая сварка никелевых сплавов
- Аргонодуговая сварка титана
- Аргонодуговая сварка чугуна
- Аргонодуговая сварка разнородных сталей
Вот и был тот не большой список популярных металлов которые можно заварить с помощью этой сварки. Если у вас остались вопросы рекомендуем вам воспользоваться картой нашего сайта.
Оглянувшись, можно увидеть большое количество изделий, сделанных из нержавеющих сталей, меди и бронзы, алюминия и сплавов на их основе. В отличие от обычного железа эти металлы имеют свои особенности.
Сварка аргоном – это лучший способ ремонта металлов и сплавов со своеобразными свойствами. Для работы понадобится баллон с газом, специальное оборудование, определенные технические навыки.
Основы процесса
Сварочные работы в аргоне это газовая сварка, совмещенная с дуговой. Сплавление проводится в поле электрической дуги в атмосфере инертного газа. Почему нельзя это делать как обычно в воздухе?
Дело в том, что кислород воздуха активно окисляет вещества сплавов. Продукты окисления попадают в шов, разрыхляют его. В образовавшиеся поры могут попадать пузырьки воздуха, окончательно ухудшая качество шва. Получается, что варить в принципе можно, но соединение будет очень слабым.
Во избежание негативных последствий была разработана технология аргоновой сварки. Инертная атмосфера полностью исключает возможность окисления. Относительная молекулярная масса аргона равна 40 а.е.м.
Инертная атмосфера полностью исключает возможность окисления. Относительная молекулярная масса аргона равна 40 а.е.м.
Для воздуха этот показатель принято считать равным 29 а.е.м. Следовательно, аргон существенно тяжелее воздуха. Как только начинается его нагнетание из баллона, сразу же воздушная смесь в рабочей зоне вытесняется вверх, как более легкая.
Воздух в сварочной ванне не может присутствовать даже в остаточных количествах. Сварка аргоном гарантирует прочность, долговечность шва.
Для проведения работ в аргоне могут использоваться плавящиеся электроды или остающиеся неизменными. Не плавится при температуре дуги вольфрам. Тип и диаметры электродов выбирают по таблицам из справочников. Главным показателем, определяющим выбор электродов, являются сплавляемые материалы.
Различные технологии
Чаще всего приходится работать со сталями, содержащими различное количество добавок, и алюминиевыми сплавами. Рассмотрим международную классификацию видов сварок в аргоне, применяемых для этих материалов:
Рассмотрим международную классификацию видов сварок в аргоне, применяемых для этих материалов:
- сварка ММА выполняется по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе таким способом можно варить только углеродистую сталь. При постоянном токе – сталь как углеродистую, так и нержавеющую, а также алюминий и его сплавы;
- сварка TIG производится ручным способом в аргоне или другом инертном газе вольфрамовым электродом. При переменном токе так можно варить только алюминий и его сплавы. При постоянном – углеродистые и нержавеющие виды сталей;
- сварка MIG – это полуавтоматическое сваривание плавящейся проволокой. В технологии используют переменный ток. Свариванию подлежат оба типа стали и алюминий со сплавами.
В русскоязычном информационном пространстве параллельно с международной терминологией часто применяют отечественную классификацию.
Это вполне оправданно и понятно.
Отечественная терминология
В отечественно технической литературе может встречаться несколько другая терминология, касающаяся сварки в аргоне. Существуют также государственные стандарты, в которых описаны требования к характеристикам процесса.
Под сокращением РАД подразумевают ручную дуговую сварку в аргоне с использованием неплавящегося электрода.
Аббревиатура ААД обозначает автоматический вид аргонно дуговой сварки с применением неплавящегося электрода.
Под сокращением ААДП объединены все варианты автоматизированного сваривания с плавящимися электродами.
Специалисты легко ориентируются в терминологии. Начинающим мастерам придется изучить требуемый метод, запомнить его название, освоить технику выполнения.
Профессионалы при работе на производстве с аргоном и другими газами руководствуются едиными государственными требованиями. Исполнение их обязательно, подлежит строгому контролю.
ГОСТ 14771 нормирует виды, характер швов, толщину свариваемых деталей из нержавеющих сплавов на основе железа и никеля. В стандарте заложены требования по работе с неплавящимися электродами с использованием присадок и без использования таковых, а также с плавящимися электродами.
Присадки в последнем случае не нужны. Аргонодуговая сварка – это разновидность сварки в инертной среде, оговоренной в данном ГОСТе.
Требуемое оборудование
Для сварки аргоном понадобится комплект оборудования, отличающийся от стандартного, используемого при обычном сваривании в атмосфере воздуха. Нужно обеспечить поставку аргона, регулировать режим его подачи, иметь источник тока и устройства для розжига дуги. Ручная аргонодуговая сварка может проводиться при наличии следующего самого простого набора:
- горелки;
- специального сопла на горелку;
- трансформатора, поставляющий ток из сети;
- осциллятора для инициирования горения дуги;
- регулятора продолжительности подачи аргона в рабочую зону;
- баллона с газом, обязательно оснащенного редуктором;
- набора электродов;
- присадочной проволоки;
- защитной одежды и очков;
- некоторых дополнительных устройств.


Назначение всего необходимого понятно, не требует комментариев. Следует обратить внимание на необходимость осциллятора. При обычной сварке в атмосфере воздуха для розжига электрической дуги было достаточно прикоснуться к поверхности металла. В работе с аргоновой сваркой таким способом дугу разжечь невозможно. Для инициирования процесса нужен осциллятор.
Очень удобен в применении готовый аппарат TIG. При покупке нужно обратить внимание на его назначение. Для работы с алюминиевыми сплавами подойдет аппарат с переменным током. Он маркируется буквами АС.
Для стальных сплавов предназначен агрегат, поставляющий постоянный ток. На нем указана маркировка DC. Если планируется постоянный ремонт разных металлических деталей, рекомендуют приобрести универсальный аппарат. Он может работать в обоих режимах, легко совмещается с центральной сетью электроснабжения.
Приобретая готовый аппарат, вам дополнительно нужно будет купить только баллон с аргоном, расходомер, шланги для подсоединения баллона
 Все остальные устройства вмонтированы в агрегат.
Все остальные устройства вмонтированы в агрегат.Особенности процесса
Возможности сварки в среде аргона велики. Работа с каждым конкретным металлом имеет особенности, без учета которых хороший шов получить не удастся.
На поверхности алюминиевых изделий всегда присутствует оксидная пленка. На воздухе он окисляется очень быстро. Даже если этот слой механически счистить, то новый образуется в течение нескольких минут.
Оксид алюминия очень тугоплавкое вещество. Разрушить оксидную пленку на поверхности детали можно, применяя переменный ток или подключение с обратной полярностью.
В таком случае аргон не только создает инертную среду, но и разрушает оксиды. Расход аргона при работе с тонкими деталями равен 6 л/мин, с толстыми (больше 5 мм) – достигает 15 л/мин.
Сварка нержавейки в среде аргона может выполняться с присадкой из нержавеющих прутков или без них. Угол наклона электрода при варке без присадки составляет 90 °C.
Сваривание с прутом проводят наклоненным электродом. Обязательно наличие термостойкого сопла горелки. Температура рабочей зоны очень высока.
Обязательно наличие термостойкого сопла горелки. Температура рабочей зоны очень высока.
По окончании сваривания подачу газа резко прекращать нельзя. Шов может растрескаться. Следует дождаться полного остывания рабочей зоны, потом выключить газ.
Отличие меди и титана
Своеобразием отличается медь. Металл также очень легко окисляется, обладает большой теплопроводностью (в 6 раз больше, чем у железа). Для сваривания медных деталей нужна высокая температура дуги.
При этом придется значительно увеличить расход аргона. Скорость потока варьируется в диапазоне от 7 л/мин при работе с тонкими деталями (1,2 мм) до 14 л/мин при сваривании в несколько проходок деталей с толщиной 25 мм.
Специфика меди заключается также в большом линейном расширении, которое может приводить к образованию трещин на горячем материале. Для предотвращения негативных явлений медь разогревают постепенно до 300 °C, бронзовые сплавы – до 600 °C. Только после этого можно приступать к работе.
Для работы с титаном аргон приходится направлять с тыльной стороны детали. Поэтому заранее следует приобрести специальные форсунки для подачи газа. Расход аргона составляет 6-7 л/мин.
Поэтому заранее следует приобрести специальные форсунки для подачи газа. Расход аргона составляет 6-7 л/мин.
Аргоновая сварка — это процесс со многими параметрами. Учесть все можно и нужно, руководствуясь специальными справочниками. Имея представление об основах, сориентироваться в технической литературе гораздо проще.
Сваривание черного металла аргоном является несложным и весьма качественным процессом сваривания. В основном аргонно-дуговое сваривание применяют для непростых ситуаций, где приходится иметь дело со сложно свариваемыми металлами, которые сильно подвергаются появлению брака. Черный металл легко сваривается в различных условиях, а также дает очень хороший результат. Для сварки данного металла аргоном используется присадочная проволока требуемого диаметра, которая не имеет защищающего покрытия. Вместо нее, что бы обеспечить защищающую среду для сварной ванны от разных внешних факторов, таких как мусор, грязь, и просачивание атмосферного кислорода, применяется аргон.
Основа
Главной проблемой является кипение сварной ванны. Оно происходит потому, что металл становится слабо нагретым. Для решения этой проблемы нужно верно выбирать присадочный материал, а еще применять флюс, который помогает раскалить заготовку. Когда сваривают тонкий металл аргоном процесс идет быстрее, поскольку отсутствует риск прожечь деталь, а соединение образуется гораздо качественнее. Процесс технологии должен осуществляться по ГОСТу 14771-76.
Преимущества
- Несложный процесс сварки тонкого металла, а также уменьшается шанс в образовании брака;
- Применение полученных швов почти в любых сферах;
- Процесс сварки весьма легкий в реализации;
- Отсутствие неудач при попытках зажечь дугу;
- Могут осуществляться непрерывные швы благодаря длине проволоки;
- Можно осуществлять подогрев металла газом горелки;
- Минимальные подготовительные работы с металлом для сваривания.

- Сваривание стали аргоном является весьма дорогим процессом, в отличие других его разновидностей, стоимость превышает простую дуговою несколько раз;
- Увеличивается риск в работе из-за использования газа;
- Иногда происходит вскипание сварной ванны, и впоследствии разбрызгивание металла в разные стороны, что приводит к некачественному соединению и созданию опасных условий;
- Некоторые приспособления сложно доступные, в отличие от обычной сварки.
Качественное соединение сильно зависит от верно выбранного материала для последующего сварочного процесса. Сваривать углеродистую сталь считается сложнее, чем высоколегированную, однако применяются одинаковые методы выбора. Поскольку сваривание стали аргоном только прибавляет дополнительную защиту, а свойства шва зависят от применяемых приспособлений. Чтобы осуществить наилучшее качество, требуется выявить точный состав предстоящего для сварки металла, где проволока должна идентично соответствовать ему. Но такое не часто удается осуществить, в связи с этим допускается использование распространенных — используемых марок проволоки для данного процесса.
Но такое не часто удается осуществить, в связи с этим допускается использование распространенных — используемых марок проволоки для данного процесса.
По рекомендациям мастеров используется проволока Св-08Г2С. Также может применяться 12Х18Н10Т, СА20ХМА и 20ХГ, выбор зависит от состава металла.
Совершая выбор, обычно смотрят на свойства кипучести, если на проволоке значение КП, это означает, что металл подвергается кипению. Когда сваривают черный металл аргоном, это и является главной проблемой, поэтому эти материалы ненужно приобретать. Так же очень важен выбор, касающийся толщины диаметра проволоки, который подбирают в соответствии с толщиной металла для сваривания. Проволоку можно применять толще, если предстоит столкнуться с трудно плавящимся металлом. Если сваривают тонкий металл аргоном, допускается увеличение не больше 0.5 мм.
Что бы сваривание стало качественнее, требуется правильно соблюдать выставленные режимы, которые будут соответствовать данной толщине материала.
Технология сварки черного металла аргоном
Вначале следует произвести зачистку будущего соединения. Так же потребуется удалить пленку из масла, если она присутствует, с помощью растворителя или другого химического вещества. После требуется разложить флюс на поверхности металла, что бы избежать потери важных элементов состава, и поставить правильные для процесса параметры. Потом можно начинать процесс сваривания. При появлении сварной ванны, нужно двигать ее до конца, постепенно подавая проволоку. Для одинаковой консистенции соединения не стоит останавливать процесс.
В завершении результата, требуется осуществить осмотр, где можно заметить явные дефекты. Для более четкого обзора, применяют рентгена и магнитографические методы проверки. Еще используют ультразвук, который помогает увидеть различные микротрещины. Важный момент в том, что производить анализы рекомендуется через сутки после сваривания.
Техника безопасности
1.Требуется организовать рабочее место, осуществлять процесс запрещается вблизи легковоспламеняющихся смесей и материалов. Желательно убрать с рабочего места все лишнее, оставив только необходимое для проведения работ;
Желательно убрать с рабочего места все лишнее, оставив только необходимое для проведения работ;
2.Рекомендуется установить обеспечить стабильную вентиляцию для рабочего места для небольшой защиты дыхательной системы, при необходимости подключить систему удаления продуктов сгорания;
3.Перед началом процесса следует убедиться в исправности оборудования, в основном в правильно выставленных параметрах баллона, и в том, что шланги, с которыми следует бережно обращаться, тоже целы во избежание утечки газа.
4.Не следует использовать различные тройники и редукторы для подключения сразу нескольких горелок;
5.Не стоит забывать и об личной безопасности, для которой понадобиться огнеупорная одежда, защитная маска для сваривания и другие различные предметы.
Аргонодуговая сварка в Коломне — VINДизель
Аргондуговая сварка любых материалов в Коломне
Сварочное соединение цветных металлов и сплавов, и в особенности, материалов на основе алюминия, сопряжено с существенными трудностями, обусловленными высокой теплопроводностью, низкой температурой плавления, хрупкостью, склонностью к поглощению газов, содержащихся в атмосфере, и другими особенностями.
Алюминий и вовсе не поддается обычной сварке, покрываясь оксидной пленкой и, разрушаясь при температурном воздействии. Сварка в защитной среде аргона позволяет успешно решать все эти проблемы. Таким образом, аргонодуговой метод идеально подходит для сращивания алюминия, титана, меди, латуни, силумина и других сплавов.
Помимо этого, аргонная сварка позволяет добиться превосходных результатов при соединении тонкостенных заготовок из нержавеющей и оцинкованной стали, а также, ответственных деталей из чугуна.
Сварка автомобильных деталей и узлов
Поскольку аргонодуговая технология дает возможность получать тонкий, едва заметный сварной шов при работе с любыми металлами, метод отлично подходит для восстановления самых разнообразных элементов транспортных средств. Особенно актуален этот способ сварки в ремонте комплектующих и узлов из нержавеющих и цветных металлов и сплавов: корпусов авто, радиаторов и конденсоров кондиционеров, легкосплавных дисков, бензобаков, элементов выпускной системы, блоков цилиндров двигателя, корпусов АКПП и многого другого.
Технические возможности технологии сварки аргоном
Возвращаясь к расценкам на услуги сварки в защитной среде инертного газа, стоит упомянуть об особенностях, возможностях и ограничениях применения технологии. Первое, о чем следует помнить – от толщины шва зависит необходимость и количество использования присадочного материала. При превышении предельных показателей площади рабочей зоны, в качестве присадки понадобится проволока из сырья, идентичного материалу детали.
Второй важный момент – для качественного проведения процедуры важна стабильная подача рабочего газа, что гарантируется при реализации задачи на автоматизированном оборудовании. Наличие высокотехнологичных станков служит залогом безупречного результата, исключающего вероятность дефектов и упущений. Так же в пользу автоматизации процесса говорит и возможность фиксации удаленности электрода от поверхности материала.
Цена сварки аргоном в Коломне
Расценки на проведение работ, вполне оправдываются безупречностью результата, что крайне важно для ответственных и эстетически значимых узлов.
| Наименование услуги | Стоимость от: (руб) |
| Сварка аргоном латуни | Цена по запросу |
| Сварка аргоном нержавеющей стали | Цена по запросу |
| Сварка аргоном оцинкованной стали | Цена по запросу |
| Сварка аргоном алюминия | Цена по запросу |
| Сварка аргоном титана | Цена по запросу |
| Сварка аргоном меди | Цена по запросу |
| Сварка аргоном чугуна | Цена по запросу |
| Сварка аргоном силумина | Цена по запросу |
| Сварка аргоном других металлов | Цена по запросу |
| Сварка аргоном деталей кузова | Цена по запросу |
| Сварка аргоном блоков двигателя | Цена по запросу |
| Сварка аргоном коллекторов | Цена по запросу |
| Сварка аргоном литых дисков | Цена по запросу |
| Сварка аргоном АКПП, МКПП | Цена по запросу |
| Сварка аргоном автокондиционеров | Цена по запросу |
| Сварка аргоном топливных баков | Цена по запросу |
| Сварка аргоном радиаторов | Цена по запросу |
| Устранение трещин аргоновой сваркой | Цена по запросу |
| Восстановление отсутствующих частей аргоновой сваркой | Цена по запросу |
Записаться на ремонт
Содержание:
- Аргондуговая сварка Коломна
- Когда необходима аргоновая сварка?
- Аргонодуговая сварка любых металлов в Коломне
- Услуги аргоно-дуговой сварки в Коломне
- Понятие о сварке аргоном
- Виды аргонной сварки
- Технология сварки аргоном в Коломне
- Преимущества сварки аргоном в Коломне
- Где варят аргоном в Коломне?
Время чтения: 11:20
Аргондуговая сварка
Сварка – одна из самых распространенных технологий получения неразъемных соединений, применимых в промышленности, строительстве и других сферах человеческой деятельности. Если рассматривать данный термин в широком понимании, то существует множество разновидностей сварочных процессов, направленных на сращивание не только металлических материалов, но и пластика, керамики, графита, стекла.
Если рассматривать данный термин в широком понимании, то существует множество разновидностей сварочных процессов, направленных на сращивание не только металлических материалов, но и пластика, керамики, графита, стекла.
По способу воздействия на заготовки техники подразделяются на термические, механические и комбинированные. Однако для работы с металлами используются, преимущественно, сварки термического класса, подразумевающие получение монолитных узлов за счет высокотемпературного воздействия на присадочный материал (электрод, металлический пруток), который, расплавляясь, заполняет пустоты между соединяемыми элементами.
Записаться
Термические методики сварки сопровождаются образованием сварочной ванны при участии основного и присадочного материалов. В зависимости от вида источника нагрева, выделяют дуговую, газовую, лучевую, термитную, электрошлаковую сварки. На практике наибольшей популярностью пользуется электродуговая методика, использующая электрический разряд. Дуговые сварки так же, в свою очередь, классифицируются по ряду параметров, одним из которых выступает способ защиты сварной ванны от воздействия воздуха. Защитная среда необходима для предупреждения растрескивания поверхностей соединяемых деталей, усиления плавления присадок, исключения образования на рабочих поверхностях оксидной пленки, препятствующей сращиванию.
Дуговые сварки так же, в свою очередь, классифицируются по ряду параметров, одним из которых выступает способ защиты сварной ванны от воздействия воздуха. Защитная среда необходима для предупреждения растрескивания поверхностей соединяемых деталей, усиления плавления присадок, исключения образования на рабочих поверхностях оксидной пленки, препятствующей сращиванию.
Под действием тепла, кислород, содержащийся в воздухе, начинает активно выделяться, вступая в реакцию с материалами. Учитывая тот факт, что цветные металлы и легированные стали склонны к ускоренному окислению, что приводит к образованию пузырьков, которые негативно влияют на прочность соединения, доступ атмосферного воздуха в зону сварки, считается недопустимым.
Если же говорить о таком металле, как алюминий, то сваривать его стандартным термическим методом и вовсе невозможно, так как под действием тепла металл горит и разрушается. Именно для таких материалов используется аргонодуговая сварка.
Запись в сервис
Когда необходима аргоновая сварка?
Аргоновая сварка применяется для эстетичного соединения заготовок из легированных и цветных металлов и сплавов, включая алюминий и медь.
Аргонодуговая сварка любых металлов в Коломне
Латуни
Нержавейки
Оцинковки
Алюминия
Титана
Чугуна
Силумина
Других металлов
Заявка в сервис
Услуги аргоно-дуговой сварки в Коломне
Основные направления сварочных работ в автотехобслуживании. С помощью данного вида сварки успешно избавляются от трещин и восстанавливают утраченные части деталей.
Ремонт деталей кузова
от 500 ₽
Записаться
Ремонт блоков двигателя
от 500 ₽
Записаться
Ремонт коллекторов
от 500 ₽
Записаться
Ремонт авто дисков
от 500 ₽
Записаться
Ремонт АКПП/МКПП
от 500 ₽
Записаться
Ремонт авто кондиционеров
от 500 ₽
Записаться
Ремонт топливных баков
от 500 ₽
Записаться
Ремонт радиаторов
от 500 ₽
Записаться
Устранение трещин
от 500 ₽
Записаться
Восстановление частей
от 500 ₽
Записаться
Квалифицированные специалисты с помощью этой технологии способны добиваться ювелирных швов не только в процессе кузовного ремонта и восстановления отдельных узлов авто, но даже при соединении элементов художественной ковки.
Понятие о сварке аргоном
Аргонодуговая сварка основана на применении электрической дуги и инертного газа – аргона, в качестве защитной оболочки рабочей зоны. По этой причине технология рассматривается как гибрид электродуговой и газовой методики. Сварка аргоном активно применяется для сращивания нержавейки, и разнообразных цветных металлов, в том числе, и алюминия.
Удельный вес этого газа на треть превышает показатели воздуха, благодаря чему аргон успешно вытесняет его из сварочной ванны, предотвращая попадание в рабочую зону посторонних газовых примесей, и, препятствуя образованию на поверхности соединяемых деталей оксидной пленки. Кроме того, являясь химически нейтральным веществом, аргон не вступает в связь ни с какими субстанциями, в том числе, и с поверхностями свариваемых материалов.
Аналогичными свойствами обладает гелий. Однако, будучи гораздо дороже аргона, и, расходуясь в большем объеме, этот газ не пользуется популярностью.
Виды аргонной сварки
На практике сварка в защитной среде аргона выполняется с применением плавящегося или неплавящегося (обычно вольфрамового электрода). На этом основании существует три подвида технологии:
ММА – покрытыми электродами
MIG – плавящимся электродом
TIG – неплавящимся вольфрамовым электродом
Выбор подходящей техники диктуется свариваемыми материалами, требованиями качеству выполняемых работ и другими нюансами. Для сравнения приведем таблицу отличий методик.
Свойства |
ММА |
MIG |
TIG |
Соединяемый материал |
Углеродистые и нержавеющие стали |
Углеродистая сталь, нержавеющая сталь (25% аргон), алюминий (100% аргон) |
Углеродистые и нержавеющие стали, алюминий в среде 100% аргона |
Минимальная толщина деталей, мм |
3,1 |
0,5 |
0,6 |
Скорость сваривания |
средняя |
высокая |
медленная |
Качество шва |
удовлетворительное |
хорошее |
отличное |
Использование баллонов с газом |
нет |
да |
да |
Технологическая сложность выполнения шва |
средняя |
легко |
сложно |
Как видно из таблицы, тонкие работы с наилучшим качеством исполнения позволяет выполнять сварка TIG. При этом, упомянутый подвид отличается продолжительностью проведения, повышенной трудоемкостью и дороговизной. Тем не менее, именно этот вариант наилучшим образом подходит для выполнения кузовных работ при ремонте автомобилей, давая возможность выполнять аккуратные, невидимые швы. Кроме того, сварка неплавящимся электродом считается лучшей технологией для соединения деталей из алюминия и других легкосплавных металлов.
При этом, упомянутый подвид отличается продолжительностью проведения, повышенной трудоемкостью и дороговизной. Тем не менее, именно этот вариант наилучшим образом подходит для выполнения кузовных работ при ремонте автомобилей, давая возможность выполнять аккуратные, невидимые швы. Кроме того, сварка неплавящимся электродом считается лучшей технологией для соединения деталей из алюминия и других легкосплавных металлов.
Помимо типа электродов, используемых в процессе, технология сварки в среде аргона различается по уровню механизации работ:
Ручная сварка
Результат целиком зависит от профессионализма специалиста, поскольку любое неверное движение способно ухудшить качество шва. Этот тип работ предполагает исключительно процедуру ТИГ.
Полуавтоматическая сварка
Подача присадочной проволоки осуществляется механически, а горелка – вручную. Техника дает возможность отказаться от контроля за поступления проволоки, облегчив работу мастера.
Автоматическая сварка
Оба компонента операции подаются в автоматическом режиме под наблюдением оператора. Процесс предполагает применение специального дорогостоящего оборудования, поэтому метод используется на профильных предприятиях.
Записаться
Технология сварки аргоном
Аргонодуговая сварка – технология соединения металломатериалов посредством нагревания в защитном облаке инертного газа. Таким образом, в данном способе воплощаются лучшие черты электродуговой и газовой методик. Аргон, обволакивая рабочее пространство, не допускает попадания в сварочную ванну атмосферного воздуха с содержащимся в нем кислородом, тем самым, препятствуя формированию на поверхностях свариваемых деталей оксидной пленки.
Кроме того, рассматриваемая технология исключает перегрев сопрягаемых поверхностей, тем самым, не допуская нарушения структуры металла, приводящего к пластическим деформациям.
Аргонодуговая сварка так же имеет следующие разновидности:
- Ручная аргонодуговая сварка (РАД) вольфрамовым неплавящимся электродом;
- Автоматическая сварка аргоном (ААД) неплавящимся электродом;
- Автоматическая сварка аргоном (ААДП) плавящимся электродом.
Аргонодуговая сварка формирует аккуратный, тонкий и чистый стык
Способ механизации подбирается, исходя из поставленной задачи. Для реставрации автозапчастей чаще всего применяется ручная сварка. Метод сращивания деталей неплавящимся вольфрамовым электродом предназначен для работы с тонкостенными деталями из нержавейки и цветных металлов и сплавов. Процедура производится с использованием аппарата переменного или постоянного тока, и главным «участником» процесса выступает горелка с вольфрамовым электродом. Шов образуется в результате плавления присадочного элемента.
На первом этапе детали готовят к процедуре, очищая, обезжиривая поверхности. На этой стадии важно максимально качественно провести работы, поскольку сварка не допускает наличия даже малейших загрязнений.
На этой стадии важно максимально качественно провести работы, поскольку сварка не допускает наличия даже малейших загрязнений.
Во время выполнения, горелка ведется строго вдоль стыковочной линии, и во избежание разбрызгивания расплавленного металла, присадочный материал подается не сразу, а с 20-секундной задержкой после подачи аргона в зону сварки.
Чистота, надежность и эстетичность шва зависят от краткости дуги, а, следовательно, от опыта и квалификации специалиста. В ходе проведения работ, важно следить, чтобы и горелка, и присадка постоянно находились в области защитного газа. Во избежание образования на поверхности шва каверен, процесс завершается предварительным снижением силы тока, что выполняется с помощью реостата, не допуская преждевременного отвода горелки из рабочей зоны. В противном случае в место неостывшего стыка проникнет кислород, создав оксидную пленку.
Запись в сервис
Преимущества сварки аргоном
Сварка в защитной оболочке инертного газа – незаменимый метод создания высококачественных неразъемных соединений тонкостенных заготовок из нержавейки, цветных металлов и легких сплавов. Ни один другой способ не принесет должного результата, сформировав равнопрочный и едва заметный стык. В списке достоинств аргонодуговой технологии:
Ни один другой способ не принесет должного результата, сформировав равнопрочный и едва заметный стык. В списке достоинств аргонодуговой технологии:
Колоссальный опыт!
Идеальное качество, эстетичность, надежность и равномерная плотность швов, возможность аккуратного сращивания тонкостенных элементов. Возможность соединения металлов, не допускающих применения других методик сварки.
Укомплектованный автосервис!
Допустимость автоматизации процесса, что позволяет исключить недочеты посредством снижения влияния человеческого фактора. Экологическая безопасность сформированных стыков, благодаря отсутствию использования в процессе токсичных веществ.
Записаться
Сварка аргоном в Коломне
Сварка металлов и сплавов в защитной среде аргона – одно из направлений деятельности автосервисного предприятия Vin Diesel в г Коломна. Наша производственная площадка оснащена современным высокотехнологичным оборудованием, позволяющим выполнять сварку мелких деталей с предельной точностью и аккуратностью, создавая надежные и эстетичные соединения, наращивая утраченные части изделий, а также, устраняя заметные трещины.
Наша производственная площадка оснащена современным высокотехнологичным оборудованием, позволяющим выполнять сварку мелких деталей с предельной точностью и аккуратностью, создавая надежные и эстетичные соединения, наращивая утраченные части изделий, а также, устраняя заметные трещины.
За многолетнюю работу в сфере технического обслуживания автотранспорта, наша компания завоевала положительную репутацию и обзавелась постоянной клиентурой, благодаря честным и приемлемым ценам за услуги, высокому уровню профессионализма сотрудников, добросовестному отношению к выполнению поставленных задач в предельно сжатые сроки. Телефон для записи к специалистам +7 (926) 224-50-50.
Запись на сварку
суть метода, преимущества и недостатки, оборудование и материалы
Вы могли слышать об особенностях варки определенных видов металла, к примеру, алюминий, медь и другие цветные металлы.
Используя классическую электрическую сварку с применением проводника электрического тока, вы не сможете добиться крепкого соединения.
На это влияют характеристики материала. Тогда специалисты с опытом прибегают к другому методу работы и применяют аргонодуговую сварку.
Что означает присоединение при помощи аргона и как оно действует? Какие положительные или отрицательные качества присутствуют у сварки аргоном и специфика варки металла аргоном? Обсудим детально этот момент.
Содержание статьиПоказать
- Основное
- Прибор
- Какие применять приемы для работы в аргоновой среде
- Отдельные рекомендации
- Настраиваем систему сварки
- Положительные и отрицательные стороны
- Заключение
Основное
Что входит в аргонодуговое плавление? Какая специфика этого метода? Ее можно определить ко всем видам сварки, но различие у нее лишь в том, что работать надо в сфере аргона.
Сфера аргона — это поток газа, поступающий при приваривании инвертором элементов. Далее изображен чертеж аппарата, функционирующего в аргоновой среде.
Этот газ, как и другие, работает защитой при варке: не позволяет металлу окислиться, повышает результативность производства швов и сокращает расход времени.
Варочный газ, направляемый в область , создает своего рода «крышку», препятствующей поступлению кислорода, ухудшающего показатели шва.
Сварка в среде аргона позволяет варить металлы по типу титана. Для пайки применяют проводники электрического тока с возможностью плавления, так и без него, а также провода из вольфрама.
Провод из вольфрама в основном применяется при варке различных металлов. Варить можно как вручную, так и при использовании автоматики.
Сварка в среде аргона вручную — один из популярных и часто используемых видов сварки в аргоне. При выборе сварки в аргоне лучше применять проводник тока, неспособный плавиться.

Существует автоматическая сварка в среде аргона, в которой используют проводник тока, способного и неспособного плавиться.
Невозможно точно сказать какая сварка лучше — на ручном управлении или автоматическом. В конце концов каждый мастер индивидуально подбирает для себя самый удобный способ, выполняя задачи таким аппаратом.
Прибор
Для работы в аргоновой среде применяют разные приборы для сварки.
Выбор может пасть на ручной метод управления, тогда специалист сам придерживает горелку и поставляет провод из металла в область сварки или улучшенный портативный прием, когда металлический провод подается в устройство.
Также существуют приборы, работающие от электроники, и варят под воздействием аргона. Горелка и металлический провод подаются в область работы сварки автоматически, иногда мастеру не надо контролировать происходящее, для этого предусмотрен мастер.
На массовом изготовлении используют приборы-роботы, которые самостоятельно контролируют процесс. Их напрямую программируют на исполнение задач по сварке аргоном.
Их напрямую программируют на исполнение задач по сварке аргоном.
Приступим к работе. Объясним применение сварочного аппарата при работе в аргоновой среде, чтобы результат вас удовлетворил и служил много лет.
Какие применять приемы для работы в аргоновой среде
Что необходимо знать, чтобы начать работать? Важно знать теорию и развивать практические навыки. Теоретическую часть мы объясним, а вот практиковаться вам надо самим.
При большей практике — вы скорее сможете приниматься за более сложные задачи. Сначала, разберем способы варки в аргоновой среде и что надо знать, чтобы допустить как можно меньше погрешностей.
Во-первых, надо основательно почистить и обезжирить края деталей, которые вы будете приваривать. Даже если на первый взгляд все чисто и отсутствует ржавчина, все равно необходимо все очистить.
В процессе работы не делайте длинной дугу сварки. Причиной этому выступает то, что дуга сварки создает толстый поверхностный шов. Это нельзя отнести к хорошему качеству.
Это нельзя отнести к хорошему качеству.
Это служит причиной тому, что с проводником электрического тока, который не плавится, лучше применять дугу покороче, подводя стержень к изделию. Этого может не хватить для узкого и глубокого шва.
Передвигайте проводник тока продольно, без уклона от детали, не делая поперечные движения. Именно поэтому мастер должен твердо держать руку, работая в аргоновой среде, потому что именно это дает качественный контакт при сварке аргоном.
Металлический провод для пайки и проводник электрического тока надо размещать в области сваривания аргоном. Если вы не будете точно держать стержень или металлический провод, это может повлиять на качество газа и область сварки попадет кислород.
Металлический провод надо прикладывать поступательными движениями и не спеша, избегая резкой подачи. Иначе частички металла начнут брызгать, что ухудшит окончательный результат.
Отдельные рекомендации
 youtube.com/embed/Vkb1wuwmIOw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Vkb1wuwmIOw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Многие сварщики (в особенности новички) сначала не знают, как быстро надо прикладывать металлический провод. К сожалению, нет нормы, при которой эта проблема будет решена.
Эти навыки нарабатываются путем практики, поэтому пробуйте и подбирайте подходящие методы. Металлический провод для присадки должен прикладываться под градусом к стержню.
Эти правила надо строго выдерживать. При отсутствии таких действий, может получиться так, что стык получится кривым и исправить это станет сложнее.
При этом нежелательно быстро приступать к работе и ее останавливать, это приведет к тому, что в область сварки точно поступит лишний воздух. Мы советуем в течение полминуты направлять в область работы газ и только потом начинать работать.
Если вам надо прекратить процесс, то заберите металлический провод, а потом отключите горелку. Все эти действия займут приблизительно 9 секунд.
Все эти действия займут приблизительно 9 секунд.
Также к концу выполнения уменьшите подаваемый ток. Если это не сделать, а просто забрать металлический провод и горелку, кислород будет иметь доступ к зоне сварки.
Из этого понятно, что варить в среде аргона надо терпеливо и иметь хоть немного навыков. Для оценки своей работы используйте показатели проплавленности. Посмотрите на ваш шов: у него не должно быть выпуклостей и округлостей.
Если они есть, то значит вы плохо его проплавили. Таки простым методом определяют качество сделанного шва и определить насколько он прочный.
Этот способ, конечно, не приравнивают к качественному контролю, проводимому устройством, но вы сможете сразу увидеть, где допустили огрешности в работе.
Настраиваем систему сварки
После того, как мы объяснили способы работы аргоновой сварки, рассмотрим саму систему аргонодуговой сварки и то, на какой режим ее надо настроить.
Чтобы правильно настроить аппарат, нужна практика и достойные познания в теории. У нас есть несколько рекомендаций, по поводу правильной настройки прибора для варки и, возможно, они помогут вам быстрее обучиться.
У нас есть несколько рекомендаций, по поводу правильной настройки прибора для варки и, возможно, они помогут вам быстрее обучиться.
Сварочный режим — это, в принципе, подбора полярности и направленности тока. Режим сварки подбирается по определенным свойства металла, применяемый для варки.
Если необходимо сварить металлические конструкции, то устанавливают прямую полярность и непеременный ток. Для варки алюминия и его сплавов — выбирают непеременный ток и обратную полярность.
Важно установить напряжение. Его устанавливают, исходя из толщи материала, ширины проводника тока и выбранной полярности. Они все связаны между собой.
Многие сварщики на опыте уже знают какую силу тока надо выбрать для определенного вида работ. Мы советуем поначалу использовать спецтаблицы, одна из них приведена ниже.
Мы уже упоминали, что шов хорошего качества можно сделать при использовании короткой дуги. Сила тока дуги при этом тоже долго быть коротким. Также не забудьте о количестве газа при работе.
Во время работы на производстве важно контролировать этот показатель. Для сокращения расхода желательно сделать безвихревую подачу газа. Безвихревая — это равномерное движение газа, не пульсирующее и не перемешанное.
Положительные и отрицательные стороны
Положительные:
- Не надо сильно греть соединение, чтобы детали не меняли форму от воздействия нагрева.
- Аргон — неактивный сварочный газ, поэтому воздух легче него. Это препятствует проникновению кислорода в область пайки.
- Дуга вынослива к повышенным температурам, поэтому у опытных специалистов эта работа выполняется быстро и четко.
- Аргонодуговая сварка — это не так сложно, поэтому ее легко научиться выполнять.
- Подходят для варки металлических элементов, не пригодных для других видов пайки.
Отрицательные:
- Не желательно варить на природе, преимущественно при ветреной погоде. Частички газа распыляются, это ведет к тому, что шов от сварки получается не очень гладким и четким. Варить лучше в закрытом пространстве при хорошем проветривании помещения.
- Неопытным мастерам сначала будет трудно установить необходимые настройки прибора и вести дугу.
- При использовании сварочной дуги с большой амперностью, желательно сначала обдумать, какие методы будут использованы для охлаждения шва.
 Варить лучше в закрытом пространстве при хорошем проветривании помещения.
Варить лучше в закрытом пространстве при хорошем проветривании помещения.Заключение
Мы рассказали, что из себя представляет аргонодуговая сварка и ее применение на практике.
Аргонодуговая сварка отличается таким свойством, что с ней можно спаять конструкции, не поддающиеся соединению в других условиях.
Это может понадобиться не только на масштабном изготовлении, но и дома.
Важно помнить: теории недостаточно для качественной работы, надо много практиковаться. Надо больше тренироваться перед началом варки серьезных конструкций.
Надо больше тренироваться перед началом варки серьезных конструкций.
Поделитесь своим опытом аргоновой варки в отзывах и расскажите о том, что узнали от нас, в соцсетях. Успеха в работе.
Что можно варить аргоном постоянным током
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
 Также чистый карбон диоксид образует больше испарений.
Также чистый карбон диоксид образует больше испарений.
Плюсы и минусы
Плюсы:
- Нет необходимости сильно нагревать стыки, поэтому детали не деформируются под действием высокой температуры.
- Газ аргон для сварки называют инертным, а это значит, что тяжелее воздуха, так что при соблюдении технологии кислород не проникнет в сварочную зону.
- Дуги высокая тепловая мощность, поэтому при должном опыте работа проводится быстро и качественно.
- Несмотря на множество нюансов, процесс сварки не такой сложный, как кажется, и ему можно быстро обучиться.
- Можно сварить металлы, которые при других типах сварки не соединяются.
Минусы:
- Не рекомендуется проводить сварку на открытом воздухе, если на улице сильный ветер. Часть газа улетучивается, из-за чего сварочный шов становится менее качественным. Проводите сварку в закрытом цеху или гараже и с принудительной вентиляцией.
- Новичкам первое время трудно правильно настроить оборудование и вести дугу.
- Если планируется использование высокоамперной сварочной дуги, то нужно заранее продумать, как вы будете охлаждать шов.

Преимущества и недостатки
По отношению к другим методам сварки, аргонная выделяется рядом преимуществ. Благодаря ей можно:
- получить качественные соединения, швы которых лишены пор и примесей;
- уменьшить нагрев свариваемых деталей, свести к минимуму их деформацию;
- обеспечить высокую скорость за счет высокой температуры дуги;
- сваривать металлы, неподдающиеся другим методам;
- работать с тонкостенными металлическими деталями.
В результате использования принципа работы аргонно дуговой сварки получается аккуратный, равномерно проплавленный шов.
Но метод не лишен некоторых недостатков, выраженных в:
- наличие сложного оборудования, которое нуждается в точных настройках;
- необходимости специальных знаний.
Автоматический режим не всегда применим для работы с короткими швами.
Необходимое оборудование и материалы
Для работы потребуется аппарат выдающий переменный ток, поскольку сварку алюминия постоянным током аргоновым методом провести не получится. Оптимальным вариантом будет инвертор с режимом тиг и набором опций, позволяющих:
Оптимальным вариантом будет инвертор с режимом тиг и набором опций, позволяющих:
- бесконтактно зажигать дугу;
- заваривать кратер на конце шва;
- регулировать баланс тока;
- устанавливать период времени, в течение которого продолжается подача аргона после отключения дуги.
Чтобы снизить расход газа для сварки алюминия нужно обзавестись горелкой с газовой линзой (цангодержателем), внутри которой помещена сетка. При проходе аргона через ячейки улучшается защита места сварки при меньшем расходе. Для установки линз выпускаются сопла нескольких диаметров, чем больше размер, тем надежнее защита.
Сварка проводится универсальным вольфрамовым электродом (AC/DC) любой окраски или специализированным для работы переменным током (AC) зеленого цвета. Конец заостряется, но оставляется притупление. После розжига дуги он станет похожим на каплю. Чтобы вольфрам не перегревался, электрод вставляют в сопло с вылетом 3 — 5 мм. При работе он загрязняется алюминиевыми брызгами, тогда конец снова заостряют.
Так как у алюминия высокая скорость плавления присадочная проволока должна быть диаметром не меньше толщины деталей, чтобы успевать продвигать ее. Она может подаваться вручную или механизмом полуавтомата. Работая с чистым алюминием, чаще всего выбирают проволоку №5356, а со сплавами — №4043, с добавлением кремния.
Для tig сварки алюминия требуется чистый газ аргон с концентрацией 98 — 99%. Поэтому покупать его нужно у надежных продавцов. Редуктор и манометры лучше выбрать импортные, поскольку они позволяют точнее настраивать расход, чем отечественные модели.
Ошибки при ТИГ сварке
Основная ошибка — быстрое сгорание электрода. Это может произойти из-за неправильной полярности выбранного режима, маленькому расходу газа, плохо подобранному диаметру вольфрамового электрода. Может произойти загрязнение сварочного шва вольфрамом. Причина — попадание электрода в сварочную ванну и начало его плавления там.
Шов плохого качества может получиться при наличии конденсата на металле, неисправности шлага или его неплотного прилегания, недостаточного поступления газа, плохой предварительной очистке поверхности. Нестабильность дуги может образоваться вследствие неправильной полярности, загрязненности электрода, слишком длинного его размера.
Нестабильность дуги может образоваться вследствие неправильной полярности, загрязненности электрода, слишком длинного его размера.
К распространенным ошибкам относится изменение цвета шва и появление желтого дыма. Причиной является чересчур быстрое отключение аргона. Отключают газ через 10 секунд после того, как погаснет дуга.
Общие понятия
Сварка аргоном – великолепная технология гибридного типа, позволяющая соединять самые капризные и устойчивые металлы: от огромных труб до маленькой отломившейся ножки бронзовой балерины. В аргонодуговых способах объединены преимущества двух классических методов: дугового электрического и газового. Технология сварки нержавеющей стали – лишь один пример из многочисленных способов сварочных работ в аргоновых облаках. Юный сварщик никогда не станет классным мастером, если не будет вникать в теорию сварочного дела. Особенно, если это касается непростых технологий, к которым, безусловно, относится аргонная сварка.
Окисление во время работы ни к чему хорошему не приводит: качество швов низкое с точки зрения прочности и долговечности из-за большого количества мельчайших пузырьков внутри. Ну а алюминий вообще варить невозможно – при нагревании он попросту горит в воздухе.
Ну а алюминий вообще варить невозможно – при нагревании он попросту горит в воздухе.
Принцип аргонодуговой сварки.
Главной задачей в технологии сварки аргоном становится защита сварочной рабочей ванны от газов и примесей. Здесь лучшими помощниками выступают инертные газы, которые выполняют роль защитной оболочки. Кроме аргона к инертным газам относится гелий, вполне соответствующий газ по всем параметрам. Но гелий дороже аргона, и по количеству расходуется намного больше. Расход аргона при сварке нержавейки, например, в разы меньше расхода гелия.
Кроме того, работа с гелием требует специальной защитной одежды для всех частей тела. Гелий в чистом виде в современных технологиях применяется редко. Чаще его используют в смесях для газовых лазеров. Здесь нужно упомянуть еще один инертный газ – азот, который используется в металлических работах с очень узкой специализацией – с азотом варят только медь. Главным и повсеместным инертным компонентом в гибридной технологии выступает Его Величество Аргон.
Его свойства:
- Аргон значительно тяжелее воздуха, поэтому отлично вытесняет его из сварочной ванны, защищая, таким образом, зону плавления от ненужных газовых примесей.
- Будучи инертным веществом, не вступает в реакцию ни с какими другими элементами, в том числе со свариваемыми металлическими поверхностями.
- Об одном «аргоновом» нюансе нужно знать и помнить. При использовании тока обратной полярности аргон превращается в электропроводную плазму со всеми малоприятными последствиями.
Приборы (аппараты) для сварки
Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.

Правильно ими пользоваться и настраивать под силу только квалифицированным сварщикам.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.
| Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
| 1,5 | 1 | 45 – 55 |
| 2 | 2 | 80 – 90 |
| 3,5 | 3 | 120 – 150 |
| 5 | 4 | 170 – 190 |
Начинающие чаще всего работают с электродами 1,6 и 2,4 мм в диаметре.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.
Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
1 Сфера применения технологии, плюсы и минусы
Ключевой особенностью технологии аргонодуговой сварки является то, что в отличие от обычного метода сварной шов прокладывается в среде защитного облака из защитного газа — аргона. Также разница заключается в значительно меньших температурах столба дуги, которые не превышают 2000 градусов, что дает возможность использовать неплавящиеся вольфрамовые электроды.
Данная технология практикуется при работе со следующими видами металлов:
- Алюминий. Соединение алюминия обычной электродуговой сваркой невыполнимо из-за высокой теплопроводности металла, сохранение цвета которого при нагреве до температуры плавления возможно только в среде защитного газа. Также на поверхности оксида в стандартных условиях быстро образуется пленка оксидов, ухудшающая качество шва.
- Нержавеющая сталь. Характерной особенностью сварки нержавейки является необходимость применения присадочной проволоки из аналогичного материала, присадкой в данном случае долен покрываться образовавшийся на поверхности металла слой окиси. Режим сварки подбирается так, чтобы шов медленно остывал в аргоновой среде, при отключению подачи газа сразу по завершению стыковки на поверхности нержавейки могут пойти трещины.
- Чугун. ТИГ технология зачастую практикуется при ремонте сантехнический и канализационных труб либо с целью ремонта дефектов чугунных конструкций, возникших в процессе их отлива. Перед прокладыванием сварного шва соединяемые детали необходимо нагреть до температуры 150-300 градусов во избежание растрескивания материала.
- Титан. Сварка титана аргоном является единственным возможным методом обработки данного металла, поскольку без защитного газа уже при 450 на его поверхности образуется окалина и оксидная пленка, провоцирующие появление трещин. Особенностью работы с титаном является применение вспомогательных накладок для подачи газа на тыльную сторону свариваемых поверхностей.
- Медь и латунь. Соединение данных металлов можно выполнять и по стандартной технологии, однако сварка меди аргоном обеспечивает лучшее качество шва. Медь и латунь имеют низкую температуру плавления, поэтому их нагрев при реализации ТИГ метода не превышает 350-400 градусов.
 Режим сварки подбирается так, чтобы шов медленно остывал в аргоновой среде, при отключению подачи газа сразу по завершению стыковки на поверхности нержавейки могут пойти трещины.
Режим сварки подбирается так, чтобы шов медленно остывал в аргоновой среде, при отключению подачи газа сразу по завершению стыковки на поверхности нержавейки могут пойти трещины. Медь и латунь имеют низкую температуру плавления, поэтому их нагрев при реализации ТИГ метода не превышает 350-400 градусов.
Медь и латунь имеют низкую температуру плавления, поэтому их нагрев при реализации ТИГ метода не превышает 350-400 градусов.Схема аргонодуговой сварки
Сварка в среде аргона имеет ряд преимуществ, не доступных другим технологиям соединения металлов, а именно:
- низкий нагрев поверхности стали — для титана, чугуна и меди сильное прогревание является критичным;
- высокая продуктивность сварочных работ;
- качественный и визуально эстетичны сварной шов;
- сравнительная простота технологии и возможность ее реализации в домашних условиях.
Однако есть у данного метода и недостатки, к которым относится необходимость применения большого количества вспомогательного оборудования, сложности в выборе режима аргонодуговой сварки, а также трудности при работе в условиях сквозняка либо ветра, которые разрушают защитное аргоновое облако.
Какие применять приемы для работы в аргоновой среде
Что необходимо знать, чтобы начать работать? Важно знать теорию и развивать практические навыки. Теоретическую часть мы объясним, а вот практиковаться вам надо самим
Теоретическую часть мы объясним, а вот практиковаться вам надо самим
Во-первых, надо основательно почистить и обезжирить края деталей, которые вы будете приваривать. Даже если на первый взгляд все чисто и отсутствует ржавчина, все равно необходимо все очистить.
В процессе работы не делайте длинной дугу сварки. Причиной этому выступает то, что дуга сварки создает толстый поверхностный шов. Это нельзя отнести к хорошему качеству.
Это служит причиной тому, что с проводником электрического тока, который не плавится, лучше применять дугу покороче, подводя стержень к изделию. Этого может не хватить для узкого и глубокого шва.
Передвигайте проводник тока продольно, без уклона от детали, не делая поперечные движения. Именно поэтому мастер должен твердо держать руку, работая в аргоновой среде, потому что именно это дает качественный контакт при сварке аргоном.
Металлический провод надо прикладывать поступательными движениями и не спеша, избегая резкой подачи. Иначе частички металла начнут брызгать, что ухудшит окончательный результат.
Отдельные рекомендации
Многие сварщики (в особенности новички) сначала не знают, как быстро надо прикладывать металлический провод. К сожалению, нет нормы, при которой эта проблема будет решена.
Эти навыки нарабатываются путем практики, поэтому пробуйте и подбирайте подходящие методы. Металлический провод для присадки должен прикладываться под градусом к стержню.
При этом нежелательно быстро приступать к работе и ее останавливать, это приведет к тому, что в область сварки точно поступит лишний воздух. Мы советуем в течение полминуты направлять в область работы газ и только потом начинать работать.
Если вам надо прекратить процесс, то заберите металлический провод, а потом отключите горелку. Все эти действия займут приблизительно 9 секунд.
Все эти действия займут приблизительно 9 секунд.
Также к концу выполнения уменьшите подаваемый ток. Если это не сделать, а просто забрать металлический провод и горелку, кислород будет иметь доступ к зоне сварки.
Из этого понятно, что варить в среде аргона надо терпеливо и иметь хоть немного навыков. Для оценки своей работы используйте показатели проплавленности. Посмотрите на ваш шов: у него не должно быть выпуклостей и округлостей.
Этот способ, конечно, не приравнивают к качественному контролю, проводимому устройством, но вы сможете сразу увидеть, где допустили огрешности в работе.
Самодельный агрегат для AC и DC сварки – возможно или нет?
В сети можно найти немало описаний, схем и даже видео о том, как народный умелец самостоятельно собрал TIG-аппарат и заварил на нем пару швов. Многие нюансы в таких историях остаются за кадром.
Собирать самодельное устройство имеет смысл при выполнении следующих условий
- в распоряжении домашнего мастера есть разрозненные, но практически исправные блоки и узлы сварочного оборудования,
- он обладает достаточными рабочими навыками и инженерными знаниями в электротехнике и электронике;
- у мастера много свободного времени и хорошо оборудованная мастерская.

При покупке готовых компонентов в магазинах, с учетом затраченного времени, аппарат для аргоновой сварки, собранный своими руками, обойдется едва ли не дороже покупного, но никогда не сможет достигнуть его показателей по производительности, функциональности и энергоэффективности.
В то же время простейшую ТИГ-горелку можно сделать своими руками. Корпус вырезается из эбонита, втулку для крепления электрода лучше сделать из фарфорового корпуса отработавшей автомобильной свечи зажигания. Выше втулки нужно закрепить зажим-цангу подходящего диаметра. Трубку для подачи газа лучше взять от старой горелки
Особое внимание следует уделить уплотнению соединений и изоляции токоведущих частей
Безопасность при сварке
Практически все правила безопасности по проведению сварки в аргоне касаются предварительной подготовки к процессу. Вероятность возникновения опасной ситуации минимальна при правильной подготовке. Приведем базовые принципы для обеспечения безопасности при сварке аргонным способом:
- Специалист не вправе проводить настроечные и ремонтные процедуры при работающем аппарате.
- От источника газа до источника огня должно быть как минимум 10 метров.
- При автоматической сварке не допускается проведение никаких манипуляций. Это может не только нарушить технологию, но и навредить здоровью.
- Перед началом работ требуется проверить заземление сварочного аппарата, надежность крепления шланга для подачи аргона и воды (если предполагается охлаждение горелки водой), проверить пломбы на манометрах, резьбу на накидных гайках, изоляцию рукоятки держателя.
- На аппаратах автоматической сварки со стороны сварщика устанавливают откидной щиток со светофильтром. Электропроводка и трубки заключаются в общий резиновый шланг. Горелки не должны иметь открытых токоведущих частей.
- Рукоятки горелок покрывают материалом и щитком, защищающими руки сварщика от ожогов.
- В процессе сварки некоторых металлов (в частности, меди и алюминия) выделяются ядовитые газы, поэтому в помещении должна быть обеспечена хорошая вентиляция, или организована подача воздуха.
- В исключительных ситуациях проводить работу следует в противогазе. Для того чтобы избежать ожоги горячим алюминием, на горизонтальных швах используют формовочные прокладки, а на вертикальных – подвижные шторки.
- Очистку присадок из алюминия в растворе едкого натра следует проводить с использованием резиновых перчаток и очков для защиты.


Таким образом, аргонодуговая сварка позволяет качественно сварить металлы особого типа, которые невозможно соединить другими способами. Это алюминий, медь и цветные металлы. При стандартной сварке получить качественный и надежный шов для соединения тугоплавких заготовок не представляется возможным. Особенностью сварки является ее проведение в среде защитного газа. Аргон обеспечивает надежную защиту сварочной зоны от влияния внешних неблагоприятных факторов.
Что нужно учитывать при сварке алюминия?
Сварка алюминия осложняется специфическими свойствами металла. Для качественного соединения необходимо учитывать следующие нюансы:
Для качественного соединения необходимо учитывать следующие нюансы:
- Оксидная пленка. Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между алюминия и пленки: 650 и 2000 °С, соответственно. В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
- Низкая температура плавления и высокая текучесть расплава. Она вызывает быстрое вытекание расплавленного металла из сварочной зоны и сквозному прожиганию заготовки. Алюминий начинает переходить в жидкую фазу уже при температуре 500-520 °С.
- Повышенный коэффициент объемной усадки. Неправильный температурный режим вызывает появление напряжений в шве, что приводит к растрескиванию в нем и пришовной зоне, а также к деформации детали.
- Высокая теплопроводность алюминия. При сварке существенно увеличиваются потери тепловой энергии, которая быстро распространяется по всей заготовке. Это требует увеличение мощности аппарата.
- Быстрая кристаллизация. Это свойство алюминия приводит к появлению газовых пор в шве из-за неполного газовыделения при быстром отвердении металла.
- Алюминий практически не изменяет цвет при расплавлении, что затрудняет визуальный контроль процесса.
 Это требует увеличение мощности аппарата.
Это требует увеличение мощности аппарата.Сварка аргоном — Красноярск
Провар.ру предлагает услуги сварки аргоном в Красноярске профессионально. Мы свариваем следующие виды металлов: алюминий, нержавеющая сталь, медь, латунь, бронза, титан, чугун, а также другие разнородные металлы и сплавы. Стоимость от 300р. на виды работ с минимальной трудоемкостью и затратами материалов. Цена может меняться в зависимости от сложности работы, толщины изделия, количества проходов при сварке изделий большой толщины, а также дополнительной обработки до и после сварки. Вы можете узнать ориентировочную цену работы и каким видом сварки ее можно решить, отправив фото проблемы на WhatsApp/Viber тел. 8-929-33-99-100, а также электронную почту svarka@provar. ru или звоните.
ru или звоните.
В любом случае цена будет адекватна, так как работы выполняются без посредников, а швы получатся качественные и полным проваром. Аргонную сварку в большинстве случаев мы применяем для изделий из алюминия и дюралюминия, меди и других цветных металлов и сплавов. Для изделий из нержавейки и разнородных сталей используется не только сварка аргоном, но и ручная дуговая электродом при толщине металла от 3мм и полуавтоматическая сварка при толщине металла от 0,5 до 2мм, чтобы не завышать конечную цену своим клиентам.
Аргонная сварка (TIG)
На сегодняшний день аргонная сварка является одним из самых востребованных способов соединения металлов и применяется чаще всего к изделиям из алюминия и его сплавов. Алюминий очень капризен при нагревании и взаимодействии с кислородом, так как в результате такого взаимодействия поверхность детали покрывается тонкой пленкой, не позволяющей сплавить металл и произвести сварку. Алюминий варится на переменном токе, в отличие от большинства других металлов, сварка которых чаще всего производится постоянным током. В обоих случаях прямая полярность, «-» на горелке, «+» на изделии. Химические свойства аргона полностью исключают взаимодействие частиц кислорода и нагретого металла.
В обоих случаях прямая полярность, «-» на горелке, «+» на изделии. Химические свойства аргона полностью исключают взаимодействие частиц кислорода и нагретого металла.
TIG — в расшифровке означает Tungsten Inert Gas — Вольфрам, Инертный, Газ. То есть сварка вольфрамовым электродом в среде инертного газа. В нашем случае защитным газом служит аргон, по этой причине в быту данный способ получил название сварка аргоном, хотя правильнее она будет называться аргонодуговой сваркой, ведь сама сварка является электрической. Аргонная сварка — это смесь электродуговой и газовой сварки. От первого способа была получена электрическая дуга, а от второго — примерно тот же принцип работы и манипуляции горелкой. В процессе сварки аргон непрерывно защищает сварочную ванну от влияния окружающей среды, воздуха и других газов, позволяя получать высококачественные, долговечные и почти незаметные швы с мелкой чешуйчатостью без дефектов. Помимо сварки алюминия и его сплавов данный метод получил широкое применение в работе и с другими металлами: бронза, латунь, медь, нержавейка, титан, разнородные стали.
Суть процесса
В процессе аргонодуговой сварки сварочный пруток (проволока) подается в разогретый вольфрамовым электродом металл, а именно в сварочную ванну. Подача проволоки происходит в такие моменты, когда сварочная ванна на основном металле нагрета и готова сплавиться с присадочным материалом. Тем самым в процессе сварки при подаче присадки мы остужаем ванну, затем снова нагреваем и опять остужаем проволокой. Вот такой циклический процесс. Таким образом получаются качественные швы с равномерной чешуйчатостью и полным проваром.
Разумеется, лишь понимания процесса недостаточно, для получения высококачественных швов требуется высокая квалификация сварщика и немалый опыт, особенно при сварке алюминия и его сплавов. Провар.ру на высоком уровне выполняет сварку аргоном в Красноярске на новом современном оборудовании, с гарантией получения герметичных, высококачественных равномерных швов без внутренних и наружных дефектов, таких как поры, кратеры, подрезы, вольфрамовые включения, непровары.
Также при необходимости в работе используются инновационные методы аргонодуговой сварки, например такие как сварка с пульсирующим током. В момент импульса тока происходит расплавление металла, а во время паузы его кристаллизация. Такой способ позволит получить более глубокое проплавление с полным проваром в любом пространственном положении даже при мелких недочетах в сборке изделия, восстановлении трещины, а также для толстостенных деталей. Пульсирующий ток не допускает перегрева металла и полностью исключает появление деформации после сварки, которая на некоторых деталях или узлах может быть недопустима.
Преимущества
К преимуществам сварки аргоном (TIG) можно отнести следующие моменты:
- • Универсальность в работе;
- • Простота сварочного процесса по сравнению с другими способами сварки;
- • Чистые, аккуратные равномерные сварные швы;
- • Возможность сваривать большее количество различных металлов и сплавов. Хорошо свариваются алюминий, медь, нержавеющая сталь, бронза и т. д.;
- • Менее требовательна к квалификации по сравнению с ручной дуговой. По причине отсутствия шлака в процессе работы аргонная сварка дает возможность лучше контролировать сварочную ванну и сам процесс сварки.
- • Отсутствие искр, брызг и задымления воздуха как при ручной дуговой сварке электродами или полуавтоматической;
- • Выполнение работ на низких токах для сварки изделий малой толщины.
Единственное, что можно сказать о недостатках — это более высокая стоимость расходных материалов и газа по сравнению с ручной дуговой электродом и полуавтоматом.
Информация
Мы используем сварку аргоном в случаях с алюминием и его сплавами, медью и другими цветными металлами, а также в случаях необходимости заварить что-то мелкое и «ювелирное» на низком токе. Для изделий из черного металла больших и малых толщин, чтобы не увеличивать конечную цену для клиента, используется ручная дуговая и полуавтоматическая сварка в CO2.
Получить более подробную информацию Вы можете по тел. 8-929-33-99-100, написать в онлайн чате, либо отправив фото изделия и вопросы на E-mail [email protected]. Будем рады видеть Вас среди наших клиентов и оказать помощь в решении возникшей проблемы!
Заливка в стиле Nitro с использованием аргона | Homebrew Talk
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы Yuri_Rage
- Дата начала
Help Support Homebrew Talk — форум для обсуждения пивоварения, вина, медовухи и сидра:
Юрий_Ярость
Песчаный.
- #1
Где-то неделю назад было краткое, гипотетическое (и ОТ) обсуждение этой темы в этой ветке.
Недавно я сварил сладкий стаут, который действительно нуждается в наливке в стиле нитро, чтобы сделать его идеальным. Тем не менее, я живу в крошечном городке, мой местный поставщик газа УЖАСНЫЙ, и у меня нет пивного газа или азота. У меня, однако, много аргона, так как я использую его для сварки.
Аргон полностью инертен, безвреден, не имеет запаха и примерно в 4 раза лучше растворяется в воде, чем азот (примерно такая же растворимость, как кислород). Поскольку я никогда не пил «шипучих» насыщенных кислородом напитков, можно с уверенностью предположить, что аргон не добавит «шипения» продукту. Итак, я заменил расходомер на запасном аргоновом регуляторе на датчик низкого давления, установил давление на 25 фунтов на квадратный дюйм и подключил его к слегка газированному бочонку стаута.
Результат:
[ame=http://www.youtube.com/watch?v=vTruPbc1IfU]YouTube — Стаут заливают аргоном[/ame]
Потребуется некоторое время, чтобы все нормализовалось, поэтому Я обновлю ветку через несколько дней и сообщу, работает ли установка.
Орфи
За любовь к пиву!
- #2
Интересно.
Я слишком устал и сейчас слишком об этом думаю. Я буду следить за ходом и сделать небольшое исследование.
Джон Бир
Пивоваренная компания Deep Six
- #3
Я слишком устал и слишком думаю об этом сейчас. Я буду следить за ходом и сделать небольшое исследование.Нажмите, чтобы развернуть…
Хм, если Google не ошибается, сейчас в Англии только 19:30… немного раньше, я вижу? Я действительно ничего не могу сказать, сейчас только 2:30, и я уже… хех
Юрий_Ярость
Песчаный.
- #4
Оговорка по Фрейду?
Джон Бир
Пивоваренная компания Deep Six
- #5
Хе… нет, нет — я люблю соус.Вернемся к теме — это очень интересно. У меня тоже есть баллон с аргоном на 2,5 фунта, но я, в отличие от вас, не свариваю, поэтому понятия не имел, что с ним делать. Мне будет интересно посмотреть, получится ли у вас.
таллеймонстр
Известный член
- #6
Я думаю, что у меня все еще есть бутылка аргона валяется в гараже…. но я еще не кег. Я думаю, что выкопаю его и подержу некоторое время, пока не начну пить. Было бы неплохо иметь прочную установку крана. Я хотел бы получить рецепт овсяного стаута с горьким шоколадом Stone XII или что-то похожее.
Клейтон
Известный член
- #7
да, мне действительно нужно заняться этим, интересно, сможет ли он поместить это в мой баллон с азотом?
Funkenjaeger
Известный член
- #8
Я полагаю, это был только вопрос времени, когда кто-то подумал: «Вы знаете, мы уже используем CO2 и азот для пива, но как насчет ДРУГИХ газов?»
Ничуть не удивлен, что именно Юрий был подопытным кроликом…
Отлично, и мы надеемся, что это откроет целый новый мир пивных возможностей
david_42
Известный член
![]()
- #9
Похоже, очередной революционный продукт ЮриКо. Поскольку растворимость аргона примерно на 1/3 меньше, чем у CO2, это выглядит как реальный вариант, вам не придется смешивать или предварительно карбонизировать. Будет интересно посмотреть, что будет через неделю.
ГолландскийK9
Известный член
- #10
Очень интересно. Я только что проехал 35 миль и потратил 100 долларов на бутылку бензина для пива. Мои двоюродные братья владеют сталелитейной компанией, поэтому я могу получить аргон бесплатно.
Boerderij_Kabouter
Известный член
- #11
Чтобы избежать проблем со стабилизацией и абсорбцией, почему бы не поставить клапан на линию подачи аргона. Карбонируйте до желаемого низкого уровня, затем включите аргоновый клапан для подачи и выключите, когда вы этого не сделаете.
Таким образом, вам не придется беспокоиться об эквалайзере.
Юрий_Ярость
Песчаный.
- #12
Бурдерий Каботер сказал:
Карбонат до желаемого низкого уровня, затем включите аргоновый клапан для подачи и выключите, когда вы этого не сделаете.
Нажмите, чтобы развернуть…
Конечно, это сработало бы… но как было бы круто, если бы в этом не было необходимости?
ГилаМинумПиво
Полубыстрый пратларианец
- №13
Вот и все те низкоэмиссионные, заполненные аргоном окна, которые я только что установил.
Boerderij_Kabouter
Известный член
- №14
Yuri_Rage сказал:
Конечно, это сработало бы… но как было бы здорово, если бы в этом не было необходимости?
Нажмите, чтобы развернуть…
Снято очко
Убийца времени
Известный член
![]()
- №15
Как с этим будет работать баллон с C25 (25% CO2/75% аргона)? Я понимаю, что вам все равно нужен co2.
У меня есть баллон с C25 для мига, также баллон со 100% аргоном для тига, и у меня есть партия овсяного стаута, который я сварил вчера. Было бы здорово использовать газ, который у меня уже есть.
Спасибо за классную идею!
Ревень
Известный член
- №16
Мне очень интересно, Юрий! Спасибо за идею. Я получаю CO2 в магазине сварочных материалов рядом с работой.
Юрий_Ярость
Песчаный.
- # 17
C25 довольно близок к пивному газу. Это должно работать , но вам, возможно, придется немного настроить давление подачи, чтобы получить идеальную заливку. Действуй!
Ревень — Я удивлен, что пивной газ стоит так дорого! Я думал, что низкая стоимость была основной причиной использования азота вместо другого нереакционноспособного, относительно нерастворимого газа.
Убийца времени
Известный член
- 7″ data-date-string=»Oct 13, 2008″ data-time-string=»1:02 PM» title=»Oct 13, 2008 at 1:02 PM» itemprop=»datePublished»> 13 октября 2008 г.
- # 18
Yuri_Rage сказал:
C25 довольно близок к пивному газу. Это должно работать , но вам, возможно, придется немного настроить давление подачи, чтобы получить идеальную заливку. Дерзайте…
Нажмите, чтобы развернуть…
Звучит хорошо для меня, мы увидим, как работает c25 примерно через 6 недель.
Юрий_Ярость
Песчаный.
- # 19
ОБНОВЛЕНИЕ:
Никаких проблем после недели. Работает как шарм! Давление подачи было установлено на уровне 28 фунтов на квадратный дюйм.
Funkenjaeger
Известный член
- #20
Считаете ли вы нецелесообразным подавать пиво на аргоне со стандартным краном, а не с крепким краном из-за отсутствия ограничительной пластины? Я знаю, что когда я заливал во время форсированного карбюратора при 30PSI, это было довольно мощно, но мне интересно, можно ли было бы, по крайней мере, справиться с аргоном вместо CO2 в растворе.
Я думаю, это спорный вопрос для большинства людей (включая меня), потому что, несмотря на то, что толстый кран довольно дорог, он не так уж и плох по сравнению с аргоновым баллоном/регулятором, если у вас его еще нет. .. Но мне все равно любопытно.
Юрий_Ярость
Песчаный.
- # 21
Я не думаю, что 30 фунтов на квадратный дюйм через стандартный кран подойдет для чего-либо (если только у вас нет очень длинной линии пива, но это не ваш вопрос).
огайобрютус
Известный член
- # 22
Хороший материал, Юрий. Спасибо, что поделился.
ГолландскийK9
Известный член
- # 23
Юрий, у тебя 100% аргон и нет CO2, у тебя были проблемы с тем, что твой бочонок опустел?
Юрий_Ярость
Песчаный.
- # 24
DutchK9 сказал:
Юрий, у тебя 100% аргон и нет CO2, у тебя не было проблем с опустошением бочонка?
Нажмите, чтобы развернуть…
Нет! При постоянном положительном давлении куда девается CO2?
Дункан
Участник
- # 25
Я знаю, что эта ветка мертва, но я считаю, что лучше возродить, чем начинать новый разговор, так что вот:
Ради интереса, кто-нибудь пробовал C25 по сравнению с карбюратором с CO2, а затем с использованием чистого аргона? Кроме того, я в основном варю медовуху, но случилось так, что я делаю достаточно пива, которое нравится swmbo, поэтому я недавно установил кизер.
В любом случае теперь, когда я потенциально возродил эту давно мертвую тему, я благодарю вас
Юрий_Ярость
Песчаный.
- # 26
Если вы хотите получить еще медовуху, протолкните ее азотом или аргоном. Если вы хотите, чтобы медовуха слабо искрилась, используйте C25 (эквивалент «пивного газа» с аргоном вместо азота).
Из-за высоких расходов я не вижу причин для домашнего пивовара покупать пивной газ или C25. Карбонат с CO2. Для стаутов используйте азот. Для других сортов пива добавляйте CO2. Для тихих вин/медовухи/сидра вообще не используйте CO2 в процессе, используйте азот. Если вы, как и я, всегда имеете под рукой аргон, замените азот аргоном, чтобы получить почти идентичные результаты.
ГрифонБрю
Известный член
- # 27
Итак, если я правильно понимаю, вы просто накачиваете свои кеги CO2 до нужного уровня, а затем прокачиваете аргоном через крепкий кран? Мне было трудно получить пивной газ, и стоимость отстой, так что это была бы хорошая альтернатива.
ао125
Известный член
- # 28
Кстати, я знаю пивоварню, которая делала кислый ржаной сэзон и продувала аргоном. Очень питко.
Юрий_Ярость
Песчаный.
- # 29
ГрифонБрю сказал:
То есть, если я правильно понимаю, вы просто накачиваете свои кеги CO2 до нужного уровня, а затем прокачиваете аргоном через крепкий кран? Мне было трудно получить пивной газ, и стоимость отстой, так что это была бы хорошая альтернатива.
Нажмите, чтобы развернуть…
Точно. Если бы у меня не было причин держать аргон под рукой, я бы просто использовал азот. Это дешевле. Тот же бак, тот же фитинг.
Я серьезно сомневаюсь в утверждениях, что присутствие азота способствует стабильности пены. Я знаю, что это опубликовано в бесчисленных текстах, но азотирование не является основной целью. Все дело в высоком давлении через ограничительную пластину. После моего опыта работы с аргоном я еще больше убедился в том, что заявление о стабилизации азота — чушь. Разрушители легенд?
ГрифонБрю
Известный член
- #30
Yuri_Rage сказал:
В яблочко.
Я серьезно сомневаюсь в утверждениях, что присутствие азота способствует стабильности пены. Я знаю, что это опубликовано в бесчисленных текстах, но азотирование не является основной целью. Все дело в высоком давлении через ограничительную пластину. После моего опыта работы с аргоном я еще больше убедился в том, что заявление о стабилизации азота — чушь. Разрушители легенд?
Нажмите, чтобы развернуть…
Я никогда не думал о том, чтобы просто давить азотом после принудительного сдерживания CO2. Вы говорите, что нитро дешевле аргона? И нет проблем с тем, что пиво теряет объем карбонизации, так как свободное пространство в бочонке увеличивается во время потребления? Общие результаты Сэма… Ха. Не знаю, почему парень в моей заправке ни разу не упомянул об этом… $$$.
Юрий_Ярость
Песчаный.
- #31
Вы можете заметить небольшое снижение карбонизации с течением времени. Я не замечаю заметных изменений в течение 3 недель или около того.
ГрифонБрю
Известный член
- #32
Классно, спасибо Юрий!
Альтернатива покупке пивного газа?
- АлексКей
![]()
- Розлив в бутылки/кеги
- Ответы
- 4
- просмотров
- 662
day_trippr
Nitro для таверны
- jph3275
- Розлив в бутылки/кеги
- Ответы
- 2
- просмотров
- 578
jddevinn
Плоский розлив пива Nitro
- брутфорс