Цвета побежалости сварных швов. Дефект или искусство?
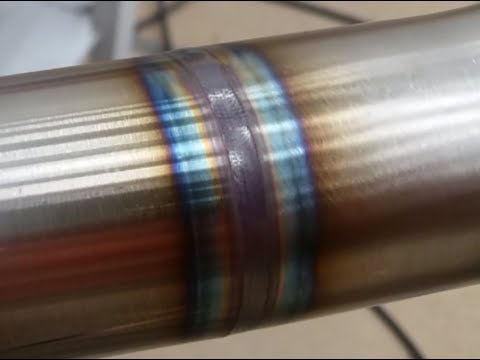
Когда смотришь на фотографии сварных швов, создается впечатление, что сварщики устроили своеобразное соревнование, у кого «круче раскраска». Здесь присутствуют все цвета и их оттенки: соломенный, розовый, зеленый, синий. Задаются ли они вопросом: как влияют цвета побежалости сварного шва на его свойства и могут ли они являться браковочным признаком? Задумываются ли над этим, кода получают красивые узоры, покрывающие металл в месте термического воздействия, или просто получают эстетическое удовольствие? Трудно сказать, но некоторые творения выглядят как картины Леонардо да Винчи.
Побежалостью называют тонкие прозрачные оксидные пленки, образующиеся на поверхности металла. Цвета возникают в результате физического процесса интерференции света в пленках, которые имеют разную толщину и способны отражать свет различной длины волны. Самые толстые пленки отражают короткие волны, по мере их утонения λ света увеличивается. Синему цвету соответствуют более разогретые участки, желтому – более низкотемпературные.
Появляются цвета побежалости в диапазоне температур от 400 оС до 200 оС на участке номер семь, который называют еще зоной синеломкости. Для низкоуглеродистых сталей при высоком содержании в ней кислорода, азота, водорода в этом месте наблюдается снижение величин пластичности и ударной вязкости.
В ряде нормативных документов, в частности в РД 03-606-03 цвета побежалости не определены как дефект, а только как образование препятствующее контролю и предписывается их удаление, зато в СТО-ГК «Трансстрой» 005-2007 они уже определяются как дефектный признак. Должно быть в последнем документе имеет место быть путаница: действительно, появление цветов побежалости на титане свидетельствует о его недостаточной газовой защите (что важно обеспечить в полной мере для этого металла), для низкоуглеродистых сталей недостаток защиты не является такой уж критичной вещью.
Отдельно нужно сказать о появлении радужных пленок на поверхности коррозионостойких сталей в народе называемых нержавеющими. Появляются они в более широком диапазоне. Цветовая гамма меняется от синего (700 оС) до светло-соломенного цвета (300 оС) и свидетельствует о том, что слой оксида хрома, защищающий металл от коррозии нарушен. Ни один из цветов не является «безопасным» и может привести к образованию питтинговой коррозии. Стремитесь к серебристо-белому «блестящему хрому». Все остальное обязательно подлежит зачистке лепестковым кругом, металлической щеткой из нержавейки или вытравливается химически.
Несколько советов по сварке нержавейки:
- Используйте газовую линзу, вместо цангового тела, чтобы обеспечить направленный поток защитного газа.
- Трубы из нержавейки малого диаметра сваривайте с использованием сопла из кварцевого стекла, что позволяет вам лучше видеть и контролировать дугу.
- Варите в пульсовом режиме, если есть такая функция в вашем инверторе, что уменьшит тепловложение и увеличит глубину проплавления.
- Подбирайте режимы в соответствии с толщиной изделия.
Эмульсия для снятия следов побежалости 1,2 кг
Эмульсия для снятия следов побежалости( арт. 21005) предназначена для очистки от пленочных оксидов и пятен побежалости сварных швов, легированных и нержавеющих сталей, при монтаже обвязки оборудования с использованием сварки.
Техническая характеристика эмульсии для снятия следов побежалости
1. Внешний вид — вязкая полупрозрачная или матовая жидкость бесцветная или слабоокрашенная.
2. Плотность при 20 оС 1,10-1,30 г/см3
3. Содержание нелетучего остатка 10-15%.
4. Стекание с вертикальной поверхности капли массой 0,1 г. в мм. не более 2
5. Время очистки сварного шва стали марки 1Х18Н10Т минут не более 5
Расход:
Необходимое количество для зачистки в зависимости от цвета побежалости от 350-450 г. на м2.
Способ применения:
Эмульсия для снятия следов побежалости наносят на очищаемую поверхность (шов) с помощью кисти и выдерживают некоторое время.
Рекомендуемое время выдержки:
Кислотостойкая сталь, благородные сплавы 15-50 мин.
никель и никельлегированные сплавы 5-20мин.
медь — никелевые сплавы (мельхиор) 2-5 мин.
По окончании выдержки снять остатки эмульсии тампоном, ветошью, щеткой или другими подходящими средствами, обработать нейтрализующим компонентом и (или) промыть водой.
При большой толщине окисленного слоя повторить обработку.
Состав очищаемой пасты.
В составе Эмульсия для снятия следов побежалости содержится загущающий компонент, азотная кислота, плавиковая кислота или кремнефтористые производные. Эмульсия для снятия следов побежалости не содержит сульфатов и хлоридов.
Меры предосторожности.
Эмульсия для снятия следов побежалости является едким продуктом при работе с которыми необходимо защищать глаза и открытую кожу. При попадании на незащищенную кожу смыть обильно водой.
Рекомендации по использованию.
Эмульсия для снятия следов побежалости может быть использована кроме указанной выше сферы для очистки окисленных поверхностей изделий и предметов из легированных сталей от ржавчины, а также очистки стыков перед сваркой алюминия, перед пайкой медь, цинк — или оловосодержащих сплавов.
Фасовка: пластиковая банка объемом 1,2 л.
Цвета побежалости металлов: температруры, таблицы, причины
Цвета побежалости – спектр цветов, образующихся на поверхности железных сплавов в результате появления окисной пленки. Они образуются при нагревании поверхностей из металла до определенных температур без участия воды. Цвета побежалости являются дефектом сварного соединения.
Происхождение
В природе цвета побежалости образуются на поверхности многих минералов, включая пирит и халькопирит. Из-за окисления они покрываются тонкой оксидной пленкой, преломляющий солнечный свет. В результате интерференции поверхности металла окрашивается в разные цвета. Яркость побежалости зависит от толщины оксидной пленки и длины волны. Наиболее яркие цвета побежалости образуются на медных минералах. Также цвет зависит от качественного состава металла. Если в элементе присутствует большое количество ионов металлов, то он окрашивается в синие цвета. При наличии хромофоров минералы становятся красными.

Также цвета побежалости могут образовывать в естественных условиях на поверхностях старых стекол или монет. Изменение окраса может быть обусловлено длительным контактом этих материалов с землей. Если на них присутствует жировая пленка, то они окрашиваются в радужный цвет. Побежалость скрывает настоящий цвет металла. Поэтому нельзя определять его истинный окрас на свежем изломе. Рекомендуется определять цвет при рассмотрении оксидной пленки.
Искусственно цвета побежалости образуются на поверхности металлических заготовок при сварке или закалке. Они появляются при нагревании металлов до критических температур без участия молекул воды или иных жидкостей. Во время нагревания происходит процесс образования оксидной пленки. Ее толщина составляет несколько молекул и уменьшается по мере нагрева. Это обусловлено явлением диффузии – процессом проникновения мельчайших частиц одного химического элемента в другой. В данном случае происходит взаимодействие атомов металла и кислорода. На углеродистых сталях пленки из оксидов возникают быстрее, чем на легированных.
Процедура покрытия стали и железа слоем оксидной пленки называется воронением. После проведения этой процедуры повышается коррозийная стойкость изделия. Обработанные детали не покрываются ржавчиной. Процедура воронения позволяет придать изделию окрас, даже если металлическая поверхность по условиям эксплуатации не подлежит покраске. Во время воронения заготовку протирают минеральным маслом и нагревают на железном листе. После выгорания масляной жидкости на заготовке появляются цвета побежалости. Для нужного окраса необходимо нагреть деталь до соответствующей температуры. Получившийся слой окисла является влагоустойчивым и не подвергается воздействию воздуха.

На скорость образования окисных пленок влияют следующие факторы:
- Структура поверхности: закаленные детали окисляются с большей скоростью.
- Загрязненность изделия: поверхности, покрытые маслом, при длительном нагреве обугливаются, что приводит к возникновению сажи. По этой причине образуется неровная и тонкая оксидная пленка.
- Наличие шероховатостей: если нагревается заготовка с шершавой поверхностью, то оксидная пленка получается плотной. Если перед процедурой термообработки отполировать деталь, то образуется тонкая пленка из оксидов.
- Оборудование для нагрева: если при термообработке применяются специальные нагревательные печи, способные поддерживать устойчивую температуру, то окисная пленка будет плотной. В бытовых условиях можно также использовать духовые шкафы, газовые горелки или металлургические печи (горны).
Тонкие оксидные пленки поглощают световые волны с меньшей длиной волны, но отражают – с большей. Цвет металлических деталей меняется в зависимости от температуры и плотности оксидной пленки. Чем толще оксидная пленка, тем светлее окраска. Синий или фиолетовый цвет получается, когда из спектра отражаются наиболее длинные волны. Если пленка из оксидов отражает волны с малой длиной волны, то металлическая поверхность становится желтой. Светлые цвета соответствуют высокой температуре нагрева, светлые – более низкой. По этой причине многие мастер часто определяют при помощи цветов побежалости степень закалки изделий, стальной стружки и режущих инструментов, применяемых во время проведения токарных работ.
Несмотря на эти факторы, при помощи цветов побежалости нельзя точно определить температуру металла, потому что на величину этого показателя оказывают влияние следующие факторы:
- время нагрева: промежуток времени, в течение которого металлическая деталь нагревается до температуры окружающей среды при отсутствии теплоотдачи.
- наличие различных примесей в составе металла;
- особенности освещения в помещении, где проводилась сварка или закалка заготовок;
- скорость разогревания: изменение температуры изделия в единицу времени при его нагревании.
В современной промышленности контроль температуры производится при помощи специальных приборов – пирометров. Они оснащены специальными датчиками, определяются степень нагрева заготовки при помощи лазера.

Цвета побежалости используются при изготовлении рабочих инструментов, лазерной маркировке и внешней обработке изделий из железа, меди, алюминия и латуни. Если требуется изготовить инструментарии с высокой плотностью (бритвенные лезвия, предметы для проведения хирургических операций, режущие кромки резцов и грабштихели), то побежалость должна быть яркого цвета: красного, оранжевого или желтого. До пурпурных и зеленых тонов нагревают инструменты, применяющихся в деревообрабатывающем секторе. Для достижения упругости при изготовлении пил, ножей, вил и пружин необходимо нагреть заготовки до появления синих или черных цветов.
В процессе нагревания металлическая заготовка становится гибкой, что позволяет мастеру придать ей необходимую форму. После данного процесса изделие закаляется при определенных температурах. Согласно рекомендациям специалистов, оптимальной температурой для закалки металлов является 700–800 °C. В этом случае изделие окрашивается в разные оттенки красного или розового цветов. При превышении этих значений на 300 °C заготовка становится оранжевой или желтой. При больших температурах происходит перекал, что негативно сказывается на прочности изделия.
Закалка улучшает следующие параметры металлической поверхности:
- Твердость: этот показатель является номинальным. Он прописан в шкале Роквелла и измеряется в HRC. Твердость определяет степень сопротивляемости металла к механическим повреждениям. На мягких изделиях при длительном соприкосновении с иными поверхностями остаются следы, что ухудшает их режущие свойства. Твердость ножей европейского образца составляет 60 HRC, азиатских – 70 HRC.
- Упругость: данный параметр определяет степень деформации металла при изгибах и ударах. Если сталь закалена, при изгибе на 10–30° она вернется в исходное положение. При перегреве снижается упругость поверхности, что приводит к поломке инструментов.
- Износостойкость: данный критерий показывает общую стойкость металла (сопротивление абразивному износу, стойкость к большим нагрузкам). При правильной закалке изделие сможет стабильно функционировать в течение более длительного срока.
После закалки заготовка приобретает высокую твердость. Для восстановления ее прочности необходимо провести процедуру отпуска, представляющую собой повторную термообработку детали. Металлическое изделие нагревается до более низких температур и охлаждается. Между закалкой и охлаждением также осуществляется полное остывание металлической поверхности при помощи его погружения в раствор соли или в масло. При выборе отпуска необходимо учитывать следующие особенности:
- Для изделий, подвергающимся деформациям или ударным нагрузкам, нужно использовать высокотемпературный отпуск: до 700 °C.
- Для легких клинков используется среднетемпературный отпуск: до 500 °C.
- Для обеспечения оптимальной твердости применяется низкотемпературный отпуск: до 250 °C. Но в этом случае изделие не сможет выдерживать высокие ударные нагрузки и будет легко деформироваться.

Температура цветов побежалости и каления
Во время отпуска возникают цвета каления. По ним можно определить, до какой температуры нагрелась заготовка. В отличие от побежалости, цвета каления меняются в процессе охлаждения металлической поверхности. Переход между цветами осуществляется в строгой последовательности, но с быстрой скоростью, поэтому мастер должен тщательно контролировать процесс термообработки.
Шкала цветов побежалости стали
Окрас углеродистых деталей при соответствующих температурах указан в следующей шкале цветов побежалости стали:
| Окрас | Пределы температур, °С |
| Лимонный | 220 – 229 |
| Желтый (цвет соломы) | 230 – 245 |
| Золотой | 246 – 255 |
| Земляной или коричневый | 256 – 264 |
| Алый или красно-оранжевый | 265 — 274 |
| Пурпурный | 275 – 279 |
| Аметистовый | 280 – 289 |
| Небесный | 290 – 294 |
| Твиттера | 295 – 299 |
| Индиго Крайола | 300 – 309 |
| Светло-голубой | 310 – 329 |
| Аквамариновый | 320 — 339 |

На заготовках из нержавеющей стали12Х18Н10Т, содержащей 18% хрома, 10% никеля и 1% титана (значения определены в ГОСТ 5632-2014), цвета побежалости образуются при иных температурах. Это обусловлено тем, что данный материал коррозийно-стойкий и жаропрочный. Поэтому при закалке и охлаждении мельчайшие частицы металлов и кислорода взаимодействуют медленнее, что препятствует образования оксидной пленки во время закалки и каления.
В следующей таблице цветов побежалости представлены особенности изменения цвета изделий из нержавеющей стали:
| Окрас | Пределы температур,°С |
| Светло-соломенный | 300 – 399 |
| Золотистый | 400 – 499 |
| Земляной или коричневый | 500 – 599 |
| Красный или пурпурный | 600 – 699 |
| Синий или черный | 700 – 779 |

На поверхностях заготовок из нержавеющей стали могут появиться радужные полосы. Они могут появиться при нагревании изделия до температуры кипения (100 °С). Появление радужных следов обусловлено изменениями в кристаллической решетке металла. Радужный окрас на поверхности обрабатываемой заготовки не свидетельствуют о перегреве нержавеющей стали.
Я сварщик — Цвета побежалости — дефект сварки?
Бытует мнение, что цвета побежалости при сварке углеродистых сталей являются дефектом. Мне лично пару раз приходилось такое слышать и однажды, увидев комментарии к фотографии шва с яркими цветами побежалости, что это явный дефект, решил разобраться в вопросе более подробно. Этакий MYTHBUSTERS предлагаю посмотреть под катом.
Начнем с определения.
Цвета побежалости — радужные цвета, образующиеся на гладкой поверхности металла или минерала в результате формирования тонкой прозрачной поверхностной оксидной плёнки (которую называют побежалостью) и интерференции света в ней. [1]
Эти цвета ранее использовали для определения температуры при термообработке стали. Но это не очень точный индикатор. На окрас влияет скорость подъёма температуры, состав газовой среды, время выдержки стали при данной температуре, а также характер освещения и др. факторы. [1]
Между толщиной плёнки и длиной волны отраженного ею света существует прямая зависимость: чем больше толщина пленки, тем более коротковолновый отраженный свет мы получаем. Например, синий цвет образуется, когда из белого «вычитаются» более длинные волны, например, красный и оранжевый, а жёлтый образуется при «вычитании» из спектра коротковолнового излучения, например, фиолетового и синего (закройте правую часть радуги, что показана выше). Получается, что синий цвет соответствует более высокой температуре нагрева, а жёлтый — более низкой. [2]
Интересно про цвета побежалости написано здесь.
Рассмотрим схему участков сварного соединения и их термический цикл. [3]
Нам интересен участок №7. Он также называется участком синеломкости и охватывает температурный диапазон от 200 до 400 °С. На этом участке наблюдаются синие цвета побежалости на поверхности металла (откуда и название). При сварке низкоуглеродистых сталей основной металл в этой зоне не имеет видимых структурных изменений, но наблюдается резкое падение ударной вязкости из-за снижения пластичности. Это происходит в тех случаях, когда в сталях содержится кислород, азот и водород в несколько избыточном количестве. Размеры отдельных участков ЗТВ и общая ширина ее зависят от условий нагрева, охлаждения и способов сварки. [4, 5]
При сварке нержавеющих сталей цвета побежалости также проявляют себя, но в других диапазонах температур. Для нержавеющих сталей изменение цвета при нагреве на воздухе наблюдается: светло-соломенный (300°C), соломенный (400°C), красно-коричневый (500°C), фиолетово-синий (600°C), синий (700°C). [1]
Побежалость для коррозионностойких сталей является более критичной, т.к. является показателем того, что пассивный (защитный) слой поврежден, и в этом месте могут возникнуть очаги точечной (питтинговой) коррозии. [6] Поэтому поврежденный слой необходимо зачищать либо лепестковыми кругами, либо щеткой с ворсом из нержавейки (не допускается зачистка стальной щеткой), либо травление.
Итак, получается, что цвета побежалости — неизбежное явление при сварке сталей. Кроме того, в Инструкции по визуальному и измерительному контролю (РД 03-606-03) такой дефект не определен. Они указаны там лишь только как загрязнение, препятствующее контролю и которое должно быть зачищено.
Вероятно, это считают дефектом по ошибке — путают со сваркой титана. Здесь должна обеспечиваться надежная газовая защита поверхности металла нагретой свыше 400°C. О хорошей газовой защите свидетельствует блестящая серебристая поверхность. Появление на шве желто-голубых цветов побежалости указывает на нарушение защиты, а серый налет свидетельствует о плохой защите. [7]
Интересен тот факт, что цвет побежалости считается дефектом сварного соединения, появляется и в нормативных документах. Например, в СТО-ГК «Трансстрой» 005-2007 Стальные конструкции мостов. Технология монтажной сварки.
Также мне попалась интересная статья по разработке метода определения сварочных напряжений по цветам побежалости. [8] Нюанс в том, что исследована модель однопроходного шва. Будет ли этот метод работать на многопроходных швах?
В следующей статье мы попытаемся выяснить, можно ли определить был или не был перегрет металл, исходя из ширины участка синеломкости. Что касается вопроса в заголовке статьи, то, я думаю, ответ очевиден — наличие цветов побежалости не является дефектом для углеродистых сталей.
Список использованных материалов:
1. https://ru.wikipedia.org
2. http://metallovedeniye.ru
3. В.А. Лосев, Н.А. Юхин. Иллюстрированное пособие сварщика. Москва: Соуэло, 2004. 59 с.
4. Костенко Е.М. Сварочные работы: Практическое пособие для электрогазосварщика.
5. В.А. Чебан. Сварочные работы: учеб. пособие. Изд. 3-е. Ростов-на-дону: Феникс, 2006. 412 с.
6. Ю. П. Солнцев, Е.И. Пряхин. Материаловедение: учебник для вузов. Изд. 4-е, перераб. и доп. Спб.: Химиздат. 2007. 784 с.
7. С.М. Гуревич. Сварка химически активных и тугоплавких металлов и сплавов. Москва: Машиностроение. 1982. 95 с.
8. Р.В. Гольдштейн, В.М. Козинцев, Д.А. Куров, А.Л. Попов, Д.А. Челюбеев. Разработка метода определения сварочных напряжений по цветам побежалости. УДК 539.3+53.082.56 http://vestnik.pstu.ru
Источник фото: @kinetiktrucks
Материал подготовил Антон Чураков
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Цвета побежалости — Википедия
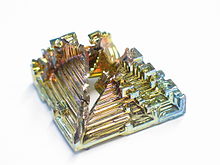 Цвета побежалости на кристалле висмута
Цвета побежалости на разогретом с одного края лезвии бритвы
Цвета побежалости 12Х17(AISI 430) Температура указана в градусах Цельсия Время выдержки — 15 минут Сверху кусочки толщиной 0.5 мм Снизу — 0.8 мм Натуральное освещение(пасмурно)
Цвета побежалости 12Х17(AISI 430) Температура указана в градусах Цельсия Время выдержки — 15 минут Сверху кусочки толщиной 0.5 мм Снизу — 0.8 мм Искусственное освещение
Цвета побежалости на кристалле висмута
Цвета побежалости на разогретом с одного края лезвии бритвы
Цвета побежалости 12Х17(AISI 430) Температура указана в градусах Цельсия Время выдержки — 15 минут Сверху кусочки толщиной 0.5 мм Снизу — 0.8 мм Натуральное освещение(пасмурно)
Цвета побежалости 12Х17(AISI 430) Температура указана в градусах Цельсия Время выдержки — 15 минут Сверху кусочки толщиной 0.5 мм Снизу — 0.8 мм Искусственное освещениеЦвета́ побежа́лости — радужные цвета, образующиеся на гладкой поверхности металла или минерала в результате образования тонкой прозрачной поверхностной окисной плёнки (которую называют побежалостью) и интерференции света в ней. Чаще всего она появляется от теплового воздействия.
- Часто термин используют в металлообработке, термообработке стали.
Цвета побежалости возникают из-за интерференции белого света в тонких плёнках на отражающей поверхности, при этом по мере роста толщины плёнки последовательно возникают условия гашения лучей с той или иной длиной волны. Сначала из белого света вычитается фиолетово-синий цвет (λ~400 нм), и мы наблюдаем дополнительный цвет — жёлтый. Далее, по мере роста толщины плёнки, и, соответственно, увеличения длины волны «погасившихся» лучей, из непрерывного солнечного спектра вычитается зелёный цвет, и мы наблюдаем красный, и т. д.
Цвета побежалости возникают чаще всего при окислении, в результате термической обработки металлов. Обычно, при быстром нагреве, они столь же быстро сменяют друг друга, в типичной последовательности: светло-соломенный, золотистый, пурпурный, фиолетовый, синий, и затем, по мере роста толщины плёнки, вновь проявляются, но в несколько приглушённом виде: коричневато-жёлтый, красный…
Цвет побежалости (а также цвета каления) раньше, до появления пирометров, широко использовали в качестве индикатора температуры нагрева железа и стали при термообработке. По цветам побежалости также судили о температуре нагрева стальной стружки, и, следовательно, резца при операциях точения, сверления, резания.
Для углеродистой стали характерны следующие переходы цвета: соломенный (220 °C), коричневый (240 °C), пурпурный (260 °C), синий (300 °C), светло-серый (330—350 °C).
Для нержавеющих сталей изменение цвета при нагреве на воздухе наблюдается: светло-соломенный (300 °C), соломенный (400 °C), красно-коричневый (500 °C), фиолетово-синий (600 °C), синий (700 °C). Нередко цвета побежалости на нержавеющей стали путают с радужной окраской, которая может возникать при температурах не выше 100 °C (кипячение воды). Радужная окраска не связана с перегревом стали.
Цвета побежалости — не очень точный индикатор. На них влияет скорость подъёма температуры, состав газовой среды, время выдержки стали при данной температуре, а также характер освещения и др. факторы.
На легированных сталях цвета побежалости обычно появляются при более высоких температурах, так как нередко легирование повышает стойкость стали к окислению на воздухе.
Цвета побежалости применяются при декоративной отделке стальных изделий, а также при их лазерной маркировке.
На поверхности некоторых минералов (пирит и др.) в результате появления тонкого слоя оксидов нередко наблюдаются интерференционные цвета, аналогичные цветам побежалости (см. Цвет минералов). Особенно яркая побежалость характерна для халькопирита и некоторых других, преимущественно медных, минералов.
Необходимо учитывать, что побежалость может маскировать истинный цвет минерала, если его определять не на свежем изломе, а по окисленной поверхности. Особенно легко ошибиться в случае одноцветной плёнки.
Те же цвета иногда образуются на старых образцах стекла, особенно на тех, что долго пролежали в земле; на старинных монетах.
Радужная окраска на поверхности стали, аналогичная цветам побежалости, может возникать, если на ней имеется тонкая жировая плёнка, а также в результате высыхания на поверхности воды, имеющей минеральные компоненты.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


























|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

![Цвета побежалости [МАТЧАСТЬ]](/800/600/https/i.ytimg.com/vi/6Hi-g30hKqQ/hqdefault.jpg)






