Цвета побежалости металла
Экспериментальная мастерская Виктора Леонтьева. Разное из металловедения
Приветствую вас, коллеги и господа мастеровые. Я расскажу о старинном методе измерения температуры стальных предметов по внешним признакам. Приборов для точного измерения температуры различных объектов в наше время существует предостаточно. Для измерения температур контактным методом используются термометры. А для контроля нагрева на расстоянии, то есть, бесконтактно, используются пирометры с различными конструкциями и техническими характеристиками.
И все же, занимающимся металлообработкой надо обязательно уметь определять температуру стальных изделий. Пусть приблизительно, но оперативно и без приборов.
Цвета побежалости
При нагревании некоторых металлосплавов до определенных температур окисные пленки на их поверхностях могут приобретать различные цвета.
Такие цвета и их оттенки характерны для температур, вызвавших их появление, называют цветами побежалости.
Более выразительно цвета побежалости проявляются на сталях: углеродистых, легированных и нержавеющих. Мы понаблюдаем за возникновением цветов побежалости при нагреве газовым пламенем листа из низкоуглеродистой стали. Обозначенное место на поверхности листа, под которым находится источник нагрева, я буду называть точкой нагревания. Заметно, что естественный цвет стали в точке нагревания изменился на светло желтый.
Это означает, что температура материала в этом месте достигла примерно 205 С. По мере дальнейшего повышения температуры, светло желтая область от точки нагревания, как видно, отдалилась. А ее место приобрело темно желтый цвет, с присущей ему температурой 240 С. Пятно общего прогрева расширяется. Цвета побежалости выстраиваются вокруг точки нагревания в характерном порядке, указывая до какой температуры нагрелся материал, в занимаемой каждым из них области. При более плавном нагревании цветотемпературные области будут расширенными. Как на данном образце среднеуглеродистой стали, на котором их осмотр и продолжим. Если не принимать во внимание цветовые оттенки, наблюдаемые в очень узком расположении, насчитываются девять убедительно выраженных цветотемпературных областей, в число которых область с естественным цветом стали не входит. Далее, поочередно к каждой из девяти цветотемпературных областей будет подводиться шаблон, цвет и оттенок которого наиболее сходен с цветом этой области.
А ее место приобрело темно желтый цвет, с присущей ему температурой 240 С. Пятно общего прогрева расширяется. Цвета побежалости выстраиваются вокруг точки нагревания в характерном порядке, указывая до какой температуры нагрелся материал, в занимаемой каждым из них области. При более плавном нагревании цветотемпературные области будут расширенными. Как на данном образце среднеуглеродистой стали, на котором их осмотр и продолжим. Если не принимать во внимание цветовые оттенки, наблюдаемые в очень узком расположении, насчитываются девять убедительно выраженных цветотемпературных областей, в число которых область с естественным цветом стали не входит. Далее, поочередно к каждой из девяти цветотемпературных областей будет подводиться шаблон, цвет и оттенок которого наиболее сходен с цветом этой области.
На шаблоне указан диапазон температур и среднее значение, которое присуще данному цвету побежалости на поверхности углеродистой стали.
Однажды появившись, цвета побежалости после охлаждения не исчезают. По их наличию можно, например, определить что деталь или инструмент эксплуатировались с некими нарушениями, что и привело к их перегреву. Цвета побежалости на легированных, нержавеющих и жаропрочных сталей такие же. Однако, они проявляются при более высоких температурах, значения которых зависят от содержания легирующих элементов.
Цвета побежалости на легированных, нержавеющих и жаропрочных сталей такие же. Однако, они проявляются при более высоких температурах, значения которых зависят от содержания легирующих элементов.
Цвета каления
При продолжении нагревания на смену цветам побежалости приходят цвета каления.
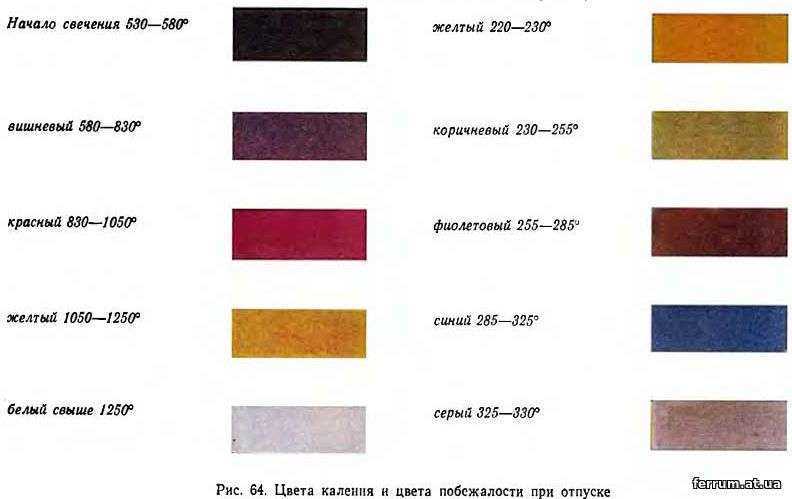
Поскольку каление представляет из себя свечение материала, объективная оценка самых темных его цветов, возможна только в темноте. А более светлых, как минимум, при затемнении. Первый, различимый глазом цвет каления красновато-коричневый, означающий, что температура каления в области его проявления находится в диапазоне 530 – 580 градусов по Цельсию. В отличие от цветов побежалости, цвета каления при охлаждении не сохраняются, а изменяются в обратном порядке.
Если на поверхности образовалась окалина, ее цвет возвращается к светло серому оттенку. При нагревании магнитных, железоуглеродистых сплавов выше 768 С их магнитные свойства исчезают. И появляются вновь, после охлаждения ниже этой температуры.
При нагревании магнитных, железоуглеродистых сплавов выше 768 С их магнитные свойства исчезают. И появляются вновь, после охлаждения ниже этой температуры.
Это явление можно использовать как дополнительное средство контроля температур. Цвета каления отражают температуру нагрева не только металлических тел, но и не металлических тоже. Например, изделий из керамики, графита и других.
Метод измерения температур по цветам побежалости и каления
Методом измерения температур по цветам побежалости и каления с давних времен успешно пользовались металлурги, кузнецы, термисты, а так же представители других профессий, включая станочников. Для измерения температуры этим методом, используются таблицы, в которых собраны шаблоны цветов побежалости и каления с описанием их оттенков и указанием значения температур, приводящих к появлению каждого из них.
Имеющие постоянную практику мастеровые и специалисты, таблицами, обычно не пользуются. Поскольку все цветовые оттенки и значения температур, связанные с их проявлениями, они знают на память. Когда же постоянной практики в этой области нет, полагаться на память, особенно на цветовую, пожалуй, не стоит. Путем визуального сравнения из той или иной таблицы, выбирается шаблон, цвет которого более похож на цвет контролируемой области объекта. Акцентирую ваше внимание на том, что при сравнении цветов шаблона и объекта, ожидать их полного, до идентичности совпадения, не следует.
Поскольку все цветовые оттенки и значения температур, связанные с их проявлениями, они знают на память. Когда же постоянной практики в этой области нет, полагаться на память, особенно на цветовую, пожалуй, не стоит. Путем визуального сравнения из той или иной таблицы, выбирается шаблон, цвет которого более похож на цвет контролируемой области объекта. Акцентирую ваше внимание на том, что при сравнении цветов шаблона и объекта, ожидать их полного, до идентичности совпадения, не следует.
Достаточно именно похожести их цветовых оттенков. И тогда можно считать, что температура равномерно прогретого объекта, находится в диапазоне значений, указанных на цветовом шаблоне.
Часто на поверхности объекта проявляются сразу два смежных цвета. Не сложно догадаться, что температура этого объекта находится между средними значениями температур, указанными на обоих шаблонах. В сравнении с приборными измерениями, точность этого метода, конечно, меньшая. И все же, во многих случаях применения, например, при выполнении не особо ответственной закалки или отпуска, точности цветового метода вполне хватает. Что же касается обработки резанием, когда по цветам побежалости на движущейся стружке контролируется расстояние режущей кромки, причем, в разных ее точках, замены этому старому методу, пожалуй, не найти. Таблиц с цветами побежалости и каления в литературе и интернете опубликовано достаточно. Их интерпретации отличаются по форме и по содержанию, к сожалению, тоже. В отличие от большинства из них цвета, используемые в этом видео уроке шаблонов, выверены с помощью компьютера по реальным цветам каления и по цветам побежалости углеродистых сталей. Указанные на шаблонах названия цветовых оттенков условные. А их точная идентификация осуществима по указанному ниже так называемому цветовому коду html.
Что же касается обработки резанием, когда по цветам побежалости на движущейся стружке контролируется расстояние режущей кромки, причем, в разных ее точках, замены этому старому методу, пожалуй, не найти. Таблиц с цветами побежалости и каления в литературе и интернете опубликовано достаточно. Их интерпретации отличаются по форме и по содержанию, к сожалению, тоже. В отличие от большинства из них цвета, используемые в этом видео уроке шаблонов, выверены с помощью компьютера по реальным цветам каления и по цветам побежалости углеродистых сталей. Указанные на шаблонах названия цветовых оттенков условные. А их точная идентификация осуществима по указанному ниже так называемому цветовому коду html.
По этому коду, введенному в поиск, цвет любого их шаблонов легко найти в интернете. Готовые таблицы с цветовыми шаблонами для загрузки в мобильное устройство или для печати, можно скачать с сайта проекта. Возможные причины погрешностей при измерении температур Надо учитывать, что на цветовосприятие влияет общая освещенность помещения, а так же ее цвет, который может быть естественным, белым или желтоватым, исходящим от ламп накаливания. Это касается тех случаев, когда пытаются оценить цвета, полагаясь на память. При измерении температур по цветам побежалости, надо понимать, что ими отражается температура именно на контролируемой поверхности. А это не всегда соответствует температуре всей массы нагретого предмета. Если стоит задача нагреть предмет до определенной температуры, с контролем по цвету побежалости, его надо прогревать не через одну какую-то точку или поверхность, а равномерно, со всех сторон. Равномерность прогрева контролируется так же и по цветам каления. Одинаковый цвет накала в разных точках какой-либо области объекта свидетельствует о ее равномерном прогреве. И наоборот. Отслаивающаяся от раскаленной основы окалина охлаждается и нагревается быстрее, чем массив основы, что вносит искажение в реальный цвет поверхности.
Возможные причины погрешностей при измерении температур Надо учитывать, что на цветовосприятие влияет общая освещенность помещения, а так же ее цвет, который может быть естественным, белым или желтоватым, исходящим от ламп накаливания. Это касается тех случаев, когда пытаются оценить цвета, полагаясь на память. При измерении температур по цветам побежалости, надо понимать, что ими отражается температура именно на контролируемой поверхности. А это не всегда соответствует температуре всей массы нагретого предмета. Если стоит задача нагреть предмет до определенной температуры, с контролем по цвету побежалости, его надо прогревать не через одну какую-то точку или поверхность, а равномерно, со всех сторон. Равномерность прогрева контролируется так же и по цветам каления. Одинаковый цвет накала в разных точках какой-либо области объекта свидетельствует о ее равномерном прогреве. И наоборот. Отслаивающаяся от раскаленной основы окалина охлаждается и нагревается быстрее, чем массив основы, что вносит искажение в реальный цвет поверхности. Это надо учитывать.
Это надо учитывать.
Способы определения температуры без термопар
25.09.2020 15:27:00
В любительской практике для определения температуры нагретой детали без измерительных приборов можно использовать несколько методов.
Первый метод «по цвету накала»
Сталь при нагреве выше 530°С излучает световые лучи различного цвета в зависимости от температуры нагрева.
| Цвет каления стали | Температура нагрева, °С |
|
| Темно коричный (заметен в темноте) | 530-580 |
|
| Коричнево-красный | 580-650 |
|
| Темно-красный | 650-730 |
|
| Темно-вишнево-красный | 730-770 |
|
| Вишнево-красный | 770-800 |
|
| Светло-вишнево-красный | 800-830 |
|
| Светло-красный | 830-900 |
|
| Оранжевый | 900-1050 |
|
| Темно-желтый | 1050-1150 |
|
| Светло-желтый | 1150-1250 |
|
| Ослепительно-белый | 1250-1350 |
|
В таблице приведены цвета каления стали, соответствующие условиям обычного дневного освещения, и температуры нагрева, соответствующие этим цветам.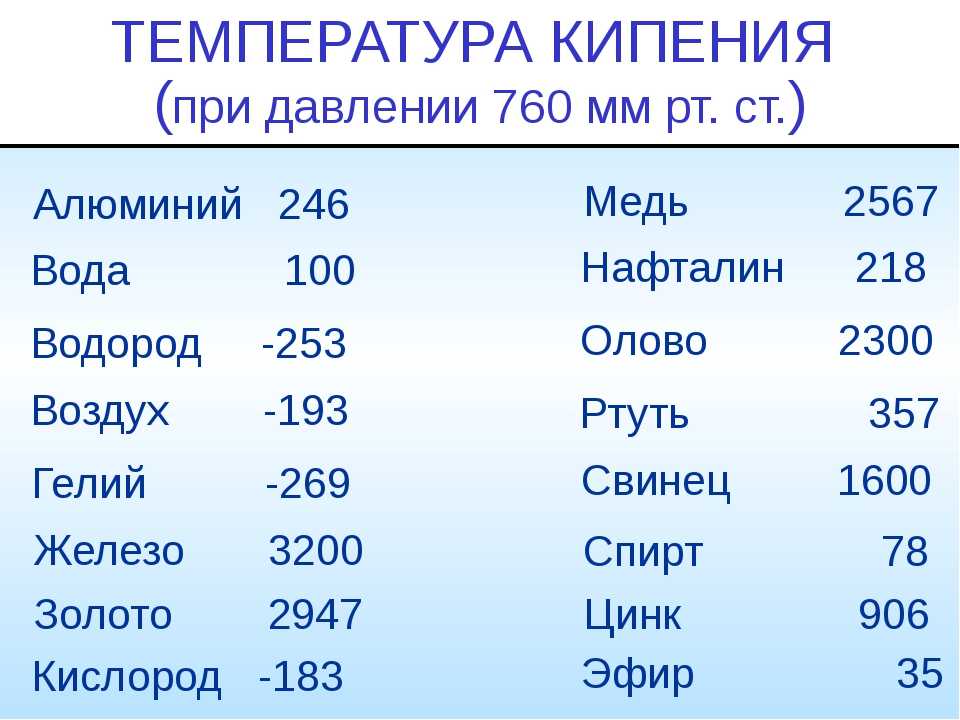
При определении температуры нагрева на глаз следует иметь в виду, что окружающие световые условия (дневной яркий свет, слабое искусственное или естественное освещение) в значительной степени искажают действительную температуру нагрева металла. Кроме этого, подобный метод не может быть точным в связи с индивидуальными особенностями глаз наблюдателя. При достаточном опыте ошибка не выходит за пределы 25-30 градусов
Второй метод «по цветам отпуска (побежалости)»
При нагреве металла от 200 до 300 градусов на зачищенной наждаком поверхности появляются цвета побежалости (таблица «Цвета отпуска») за счёт образования плёнок окислов различной плотности; каждая из плёнок отражает лучи только определённого цвета.
| Цвет отпуска | Температура нагрева, °С |
|
| Светло-желтый | 220 |
|
| Соломенно-желтый |
240 |
|
| Коричнево-желтый | 255 |
|
| Красно-коричневый | 265 |
|
| Пурпурно-красный | 275 |
|
| Фиолетовый | 285 |
|
| Васильково-синий | 295 |
|
| Светло-синий | 315 |
|
| Серый | 330 |
|
Метод cпички
Спички — самое легкое и доступное средство получить огонь. Однако при помощи обычной спички можно определять температуры предварительного и сопутствующего подогрева при сварке.
Однако при помощи обычной спички можно определять температуры предварительного и сопутствующего подогрева при сварке.
Чаще всего спички делают из осины, липы, тополя или американской сосны. Надо отметить, что большинство российских предприятий делают спички из осины. Головка спички состоит из бертолетовой соли и калиевого хромпика, которые отдают кислород при высокой температуре. А для того чтобы температура не повышалась слишком сильно, в состав включают катализатор – пиролюзит. Также спичечная головка состоит из серы, клея и сульфида фосфора, которые заставляют спичку гореть. А чтобы скоростью горения можно было управлять, в массу добавляют молотое стекло, цинковые белила и железный сурик.
Для воспламенения серной головки спички необходима температура, которая превышает более, чем 180 градусов по Цельсию. Если прикоснуться головкой спички к металлу, разогретому до такой температуры, то она загорится.
Метод слюны
На самый ранних уроках по физике в школе ученики получают знания, что вода кипит при температуре 100 градусов по Цельсию.
Несмотря на обилие методов безинструментального контроля для их применения необходимо обладать большим опытом. Но и в любом случае все эти методы имеют достаточно высокую погрешность. Поэтому при возможности рекомендуется использовать высокоточные поверенные регистраторы температуры, термопары или пирометры.
Цвета каления стали | Металлургический портал MetalSpace.ru
Словарь металлургических терминов в картинках
- Справочник
- Азбука металлургии
- Справочник
- Азбука металлургии
Определение: окраска металла при нагреве свыше 500 °С. При температурах свыше 1200 °С переходит в свечение («белое каление») (см. табл.). До появления пирометров по ц. к. определяли температуры термической (закалка, отпуск), химико-термической (цементация, цианирование) и термомеханической обработки стали.
Таблица. Цвета каления железа и стали
| Цвета каления | Температура появления цвета, °С |
|---|---|
| Слабое светло-вишневое свечение | около 500 |
| Темно-бурый | 600 |
| Буро-красный («вечерняя заря») | 650 |
| Темно-вишневый | 700 |
| Вишнево-красный («сырое мясо») | 750 |
| Светло-вишнево-красный («утренняя заря») | 800 |
| Красный | 850 |
| Светло-красный | 900 |
| Оранжевый | 950 |
| Насыщенный желтый | 1000 |
| Светло-желтый | 1100 |
| Белый | 1150 |
| Матово-белый | 1200 |
| Ярко-белый («белое каление») | свыше 1250 |
ПОДЕЛИСЬ ИНТЕРЕСНОЙ ИНФОРМАЦИЕЙ
АНАЛИТИКА
Научные статьи и методические материалы о природных и вторичных ресурсах металлов, а также металлургических технологиях
Производство и наука
- Эколого-экономическая эффективность реновации технических изделий июль 22, 2019
- Сжиженный природный газ март 19, 2018
- Ветроэнергетика в России, развитие технологии в ветроэнергетике янв 23, 2018
Методические материалы
- Модернизация барабанных летучих ножниц — Дипломный проект дек 03, 2020
- Схема рециклинга автомобильных катализаторов, содержащих металлы платиновой группы авг 15, 2018
- Историко-реконструкторское движение в России фев 04, 2017
Интерактивный учебник
- Как правильно согнуть металлический квадрат апр 01, 2020
- Сталь с полимерным покрытием янв 04, 2019
- Топливо из ТБО дек 17, 2018
Потенциал Забайкальского .
 ..
..Обработка металлов …
Пластическая деформация …
Металлургические технологии …
Основоположники отечественной …
Основоположники отечественной …
Русская средневековая .
 ..
..Русская средневековая …
ИНТЕРАКТИВ
Интерактивная картина мира металлов на ключевых этапах истории цивилизации
Энциклопедия «Металлургия и время»
- «Дредноуты» и «крупповские пушки» март 10, 2014
- Преимущества получения ферромарганца в электропечах март 09, 2014
- Проблемы производства доменных ферросплавов март 08, 2014
Металлургические объекты
- Музей истории МИСиС.
 Металлургия – кузница победы
апр 20, 2020
Металлургия – кузница победы
апр 20, 2020 - Доменная печь Лиенсхютте (Lienshytte blast-furnace) авг 28, 2014
- Железоделательный завод Энгельсберг (Engelsbergs bruk) авг 27, 2014
 Металлургия – кузница победы
апр 20, 2020
Металлургия – кузница победы
апр 20, 2020Обучающие игры
- Маша и компания — Таланты дек 07, 2014
- Маша и компания — Игры на природе дек 06, 2014
- Легенды огня и металла Часть 3. Мушкет
июнь 19, 2014
 Мушкет
июнь 19, 2014
Мушкет
июнь 19, 2014Copyright © 2011 — 2022 MetalSpace
изменение цвета при нагреве, интерфенции цвета
Главная » Обработка металла » Термообработка » От чего зависит цвет побежалости?
На чтение 3 мин
Содержание
- Причины изменения оттенка
- Происхождение
- Физика процесса
- Оптические эффекты
- Где появляются?
- Цветовые тона для стали
- В природе
Многие люди, которые нагревали металл до высокой температуры, могли наблюдать изменение цвета поверхности. При этом он может быть разных оттенков и захватывать не весь металлический предмет. Места, изменяющие окраску, называют побежалостями. Людям, которые занимаются обработкой металлов, необходимо знать, что это такое и как оно проявляется при различных видах нагревания. Также желательно различать цвета побежалости.
Также желательно различать цвета побежалости.
Изменение цвета при нагреве говорит о том, что на поверхности нагреваемого материала образуется оксидная пленка толщиной в несколько молекул. Окраска изменяется в зависимости от ее плотности, толщины. Чем больше размер и плотность окислов, тем значительнее будет отличаться цветовой тон от изначального.
ПроисхождениеНекоторые люди считают, что цветовой тон побежалостей может точно сказать о градусе разогрева, но это ошибочное утверждение. На появление разных оттенков влияет время, скорость нагрева, содержание различных примесей, характер освещения. Если говорить про легированные стали, то их нужно разогреть сильнее.
Цветовой тон побежалостей относится к интерференционным цветам. Визуально они изменяются при различном освещении и угле обзора. Также на изменение расцветки материала влияют физические и химические свойства металла.
После начала нагревания стальной поверхности появляются побежалости, которые быстро изменяют окрас, начиная от желтого и заканчивая серым. В зависимости от температуры (более 500 градусов) появляются первые тона каления, заметные только при полной темноте.
Оптические эффектыЕсли температура превышает 650 градусов, металл раскаляется до темно-красного оттенка. При высокой температуре окрас оксидной пленки может изменяться с вишневого до белого (при 1100–1200 градусах). При дальнейшем нагревании белый будет становиться только ярче, но не изменится. Окрас нагрева поверхности металла не является точным индикатором температуры.
Цветовой тон зависит от толщины оксидной пленки. Когда она увеличивается, гасятся цвета с коротким диапазоном волны. При увеличении градуса нагрева нарастает толщина пленки. Таким образом начинают исчезать определенные оттенки оксидов. Сначала пропадает фиолетовый, затем желтый, после них исчезает зеленый, красный. Это так называемая интерференция света.
Это так называемая интерференция света.
Изменение оттенка происходит при окислении, которое возникает благодаря разогреванию металла. В процессе нагрева цветовые тона меняются в одной последовательности, но с разными скоростями (в зависимости от увеличения температуры и длительности нагрева).
Благодаря тому, что известна закономерность изменения окраски, в прошлом кузнецы ориентировались на этот факт, чтобы знать, как меняется температура. С развитием технологий появился пирометр.
Цветовые тона для сталиИзменение оттенка побежалостей для углеродистой стали в зависимости от градуса нагрева:
- соломенный — после 220;
- коричневый — до 240–250;
- малиновый — 250–270;
- фиолетово-синий — от 300;
- серый — от 350.
В природеЕсли используется легированная сталь, изменения окраса необходимо ждать при дальнейшем повышении градуса нагрева.
Помимо стали, в условиях дикой природы встречаются минералы, на которых образуется тонкий слой оксидной пленки. Цвет побежалостей в этом случае может быть золотистым, красным, синим, зеленоватым. Красный цвет побежалости у природных минералов может быть вызван большим количеством хромофоров, содержащихся в его составе. Фиолетово-синий цвет может возникнуть из-за концентрации ионов переходных металлов.
Цвет побежалостей в этом случае может быть золотистым, красным, синим, зеленоватым. Красный цвет побежалости у природных минералов может быть вызван большим количеством хромофоров, содержащихся в его составе. Фиолетово-синий цвет может возникнуть из-за концентрации ионов переходных металлов.
Из-за оттенка пленки природный окрас минерала не видно. Если стекло или монета долго пролежит под слоем грунта, на их поверхности образуется пленка, которая может изменить цвет поверхности предмета.
Радужные оттенки возникают из-за наличия жировой пленки. Также окрас поверхности стали изменяется из-за высохшей на нем воды с минералами.
Окрас изменяется по определенной закономерности, однако, это не является точным индикатором температуры. Проводя работу по обработке металла, нужно использовать пирометр.
window.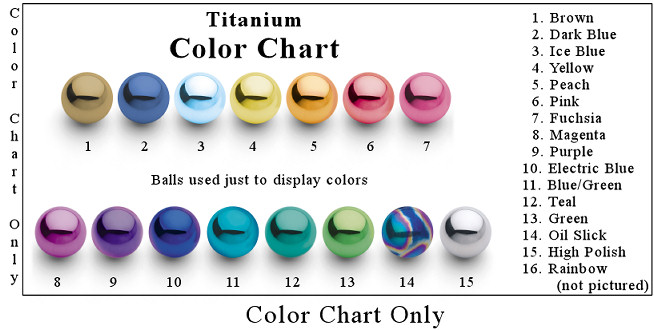 yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-57’, blockId: ‘R-A-1226522-57’ })})»;
cachedBlocksArray[266488] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-52’, blockId: ‘R-A-1226522-52’ })})»;
cachedBlocksArray[266497] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-49’, blockId: ‘R-A-1226522-49’ })})»;
cachedBlocksArray[266495] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-48’, blockId: ‘R-A-1226522-48’ })})»;
cachedBlocksArray[277810] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»;
cachedBlocksArray[266496] = «window.
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-57’, blockId: ‘R-A-1226522-57’ })})»;
cachedBlocksArray[266488] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-52’, blockId: ‘R-A-1226522-52’ })})»;
cachedBlocksArray[266497] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-49’, blockId: ‘R-A-1226522-49’ })})»;
cachedBlocksArray[266495] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-48’, blockId: ‘R-A-1226522-48’ })})»;
cachedBlocksArray[277810] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»;
cachedBlocksArray[266496] = «window.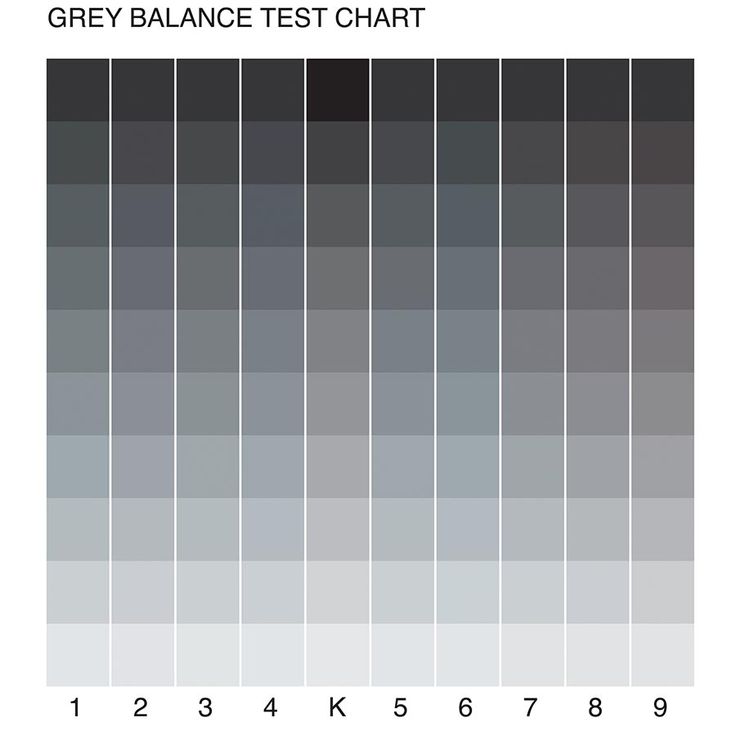 yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»;
cachedBlocksArray[266487] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»;
cachedBlocksArray[266490] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})»;
cachedBlocksArray[266489] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})»;
cachedBlocksArray[266492] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})»;
cachedBlocksArray[266491] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»;
cachedBlocksArray[266500] = «window.
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»;
cachedBlocksArray[266487] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»;
cachedBlocksArray[266490] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})»;
cachedBlocksArray[266489] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})»;
cachedBlocksArray[266492] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})»;
cachedBlocksArray[266491] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»;
cachedBlocksArray[266500] = «window. yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»;( Пока оценок нет )
Поделиться
Радуга на оружии. Термообработка металлов и цвета побежалости
При какой температуре металл краснеет
Что такое цвета побежалости
Цвета побежалости — это окисные пленки на поверхности железных сплавов различной толщины и плотности. Они образуются без участия молекул воды при нагревании до определенных температур. Самое простое представление о тонких пленках можно получить на примере мыльных пузырей или пленках нефтепродуктов на поверхности воды. Для железа цвета побежалости образуются при нагревании, и толщина пленки соизмерима с размерами молекул.
Это явление с физической точки зрения объясняется теорией «тонких пленок» и обусловлено оптической интерференцией окисных пленок в зависимости от своей толщины.
Шкала цветов побежалости углеродистых сталей
Толщина окисных пленок определяется температурой и временем нагрева, а существующие шкалы цветов побежалости носят довольно условный характер.
- Во-первых, визуальная оценка — очень субъективный процесс, результаты которого определяются освещенностью и практическим опытом.
- Во-вторых, плотность окисной пленки определяется и химсоставом сплава.
Поэтому таблицы соответствия разнятся (для углеродистых, жаростойких, нержавеющих сталей ), и можно говорить только об ориентировочном соответствии. Но усредненная таблица цветов побежалости выглядит следующим образом
Цвета
Температура нагрева, °С
коричнево-желтый до бурого
лиловый
цвет морской воды
Например, при продолжительном нагреве при 220 °С можно вызвать посинение стали. Или желаемый цвет получается при кратковременном нагреве до температуры, более высокой, чем указанная в таблице. Но для каждого цвета побежалости существует температурный минимум, ниже которого нужный цвет не получится.
Цвета побежалости для отделки поверхности
При подготовке регламентов стоит предпочесть более низкие температуры и более продолжительную выдержку, так как пленки в этом случае получаются более прочными и исключается создание дополнительных термических напряжений, которые могут приводить к короблению изделий.
Цвета побежалости используют для отделки поверхности изделий из стали, чугуна и цветных металлов: пряжек, поковок, солнечных коллекторов, холодного оружия и обрабатывающего инструмента. Это и всем известный процесс воронения.
И для закаленной стали и не закаленной образование окисных пленок будет происходить по-разному. На скорость образования окисных пленок значительное влияние оказывают:
- структура. Закаленные стали окисляются медленнее,
- загрязненность поверхности. Масляные пленки обугливаются до сажи, поэтому пленки получатся рыхлыми и неплотными,
- шероховатость поверхности. На полированной поверхности пленка получится тоньше, чем на шершавой при одинаковых условиях.
Для получения плотной, равномерной окисной пленки необходимы нагревательные печи, способные удерживать стабильную температуру в течение длительного времени.
В домашних условиях это или горн, или паяльная лампа, или качественная плита с духовкой. И в таком случае режим чернения подбирается для каждого изделия индивидуально. Необходимо помнить, что переход из одного цвета в другой происходит быстро, поэтому процесс требует самого пристального внимания.
Необходимо помнить, что переход из одного цвета в другой происходит быстро, поэтому процесс требует самого пристального внимания.
Цвет металла в зависимости от температуры
Таблица «Цвета накала»
Сталь при нагреве выше 530°С излучает световые лучи различного цвета в зависимости от температуры нагрева (таблица «Цвета накала»).
Наиболее простым, но несовершенным способом является определение температуры нагрева стали по цветам каления и цветам отпуска (побежалости).
В таблице приведены цвета каления стали, соответствующие условиям обычного дневного освещения, и температуры нагрева, соответствующие этим цветам.
При определении температуры нагрева на глаз следует иметь в виду, что окружающие световые условия (дневной яркий свет, слабое искусственное или естественное освещение) в значительной степени искажают действительную температуру нагрева металла. Кроме этого, подобный метод не может быть точным в связи с индивидуальными особенностями глаз наблюдателя. При достаточном опыте ошибка не выходит за пределы 25-30 градусов.
При достаточном опыте ошибка не выходит за пределы 25-30 градусов.
Таблица «Цвета отпуска (побежалости)»
При нагреве металла от 200 до 300 градусов на зачищенной наждаком поверхности появляются цвета побежалости (таблица «Цвета отпуска») за счёт образования плёнок окислов различной плотности; каждая из плёнок отражает лучи только определённого цвета.
Сталь бывает углеродистой (группы А, Б, В) и легированной (низколегированная, среднелегированная, высоколегированная).
цвета каления — цвета свечения металла, зависящие от температуры нагрева. Для железа и стали характерны следующие цвета каления (см. табл.). До появления пирометров по цветам каления определяли температуру термической (закалка, отпуск), химико термической… … Энциклопедия техники
ЦВЕТА КАЛЕНИЯ — цвета свечения металла, зависящие от температуры нагрева. Цвета каления, характерные для стали, смотри в таблице Температуpa, ° С Цвет каления 550 Темно коричневый 630 Коричнево красный 680 Темно красный 740 Темно вишневый 770 Вишневый 800… … Металлургический словарь
цвета каления — цвета свечения металла, нагретого до высоких температур (например, для стали от тёмно коричневого при 550°C до белого при 1300°C). * * * ЦВЕТА КАЛЕНИЯ ЦВЕТА КАЛЕНИЯ, цвета свечения металла, нагретого до высоких температур (напр., для стали от… … Энциклопедический словарь
* * * ЦВЕТА КАЛЕНИЯ ЦВЕТА КАЛЕНИЯ, цвета свечения металла, нагретого до высоких температур (напр., для стали от… … Энциклопедический словарь
ЦВЕТА КАЛЕНИЯ — цвета свечения металла, нагретого до высоких температур (напр., для стали от темно коричневого при 550 .С до белого при 1300 .С) … Большой Энциклопедический словарь
цвета каления — цвета свечения металла (сплава), зависящий от температуры его нагрева. Некоторые цвета каления, характерные для углеродной стали: темно коричневый (550 °С), темно красный (680 °С), вишневый (770 °С), яркокрасный (900 °С), желтый… … Энциклопедический словарь по металлургии
Цвета каления — цвета свечения металла (сплава), зависящие от температуры его нагрева. Некоторые Ц. к., характерные для углеродистой стали: тёмно коричневый (550 °С), тёмно красный (680 °С), вишнёвый (770 °С), ярко красный (900 °С), жёлтый (1000 °С),… … Большая советская энциклопедия
ЦВЕТА КАЛЕНИЯ — цвета свечения металла, зависящие от темп ры нагрева. Для стали характерны след. Ц. к.: Темп ра, °С Цвет Темп ра. °С Цвет 550 Темно коричневый 850 … Большой энциклопедический политехнический словарь
Для стали характерны след. Ц. к.: Темп ра, °С Цвет Темп ра. °С Цвет 550 Темно коричневый 850 … Большой энциклопедический политехнический словарь
Цвета побежалости — на кристалле висмута … Википедия
цвета побежалости стали — 1. Радужная окраска, появляющаяся на чистой поверхности нагретой стали в результате образования на ней тончайшей оксидной пленки. Толщина пленки зависит от температуры нагрева; пленки разной толщины по разному отражают … Энциклопедический словарь по металлургии
Цвета — [colors]: Смотри также: цвета побежалости стали цвета каления … Энциклопедический словарь по металлургии
При закалке многих инструментов, например молотков, чеканов, резцов и других, требуется, чтобы закаленной была только рабочая часть, а сам инструмент оставался бы сырым, незакаленным. В этом случае инструмент нагревают немного выше рабочего конца до требуемой температуры, после чего опускают в воду только рабочую часть. Вынув инструмент из воды, быстро зачищают шкуркой или трением о землю его рабочую часть. Оставшееся в неохлажденной части тепло поднимет температуру охлаждаемого конца и появится на нем нужный цвет побежалости, после этого инструмент окончательно охлаждают.
Оставшееся в неохлажденной части тепло поднимет температуру охлаждаемого конца и появится на нем нужный цвет побежалости, после этого инструмент окончательно охлаждают.
Таблица7 Таблица определения температуры нагрева по цветам побежалости
| Цвет побежалости | Температура, град. С | Инструмент, который следует отпускать |
| Бледно-желтый | 210 | — |
| Светло-желтый | 220 | Токарные и строгальные резцы для обработки чугуна и стали |
| Желтый | 230 | Тоже |
| Темно-желтый | 240 | Чеканы для чеканки по литью |
| Коричневый | 255 | — |
| Коричнево-красный | 265 | Плашки, метчики, сверла, резцы для обработки меди, латуни, бронзы |
| Фиолетовый | 285 | Зубила для обработки стали |
| Темно-синий | 300 | Чеканы для чеканки из листовой меди, латуни и серебра |
| Светло-синий | 325 | — |
| Серый | 330 | — |
Образование окалины на поверхности изделия приводит к угару металла, деформации. Это уменьшает теплопроводность и, стало быть, понижает скорость нагрева изделия в печи, затрудняет механическую обработку. Удаляют окалину либо механическим способом, либо химическим (травлением).
Это уменьшает теплопроводность и, стало быть, понижает скорость нагрева изделия в печи, затрудняет механическую обработку. Удаляют окалину либо механическим способом, либо химическим (травлением).
Выгоревший с поверхности металла углерод делает изделия обезуглероженным с пониженными прочностными характеристиками, с затрудненной механической обработкой. Интенсивность, с которой происходит окисление и обезуглерожевание, зависит от температуры нагрева, т.е. чем больше нагрев, тем быстрее идут процессы.
Образование окалины при нагреве можно избежать, если под закалку применить пасту, состоящую из жидкого стекла — 100 г, огнеупорной глины — 75 г, графита — 25 г, буры — 14 г, карборунда — 30 г, воды — 100 г. Пасту наносят на изделие и дают ей высохнуть, затем нагревают изделие обычным способом. После закалки его промывают в горячем содовом растворе. Для предупреждения образования окалины на инструментах быстрорежущей стали применяют покрытие бурой. Для этого нагретый до 850°С инструмент погружают в насыщенный водный раствор или порошок буры.
Углеродистые стали при закалке лучше охлаждать сначала в воде до температуры 400-35°С, а затем в масле. Это предотвращает возникновение внутреннего напряжения. Во время охлаждения изделие рекомендуется быстро перемещать сверху вниз.
Тонкостенные длинные детали (например, ножи) для охлаждения опускают в воду или масло строго вертикально, в противном случае они могут сильно деформироваться.
Зубила целесообразно закалить в мокром песке, который увлажняют раствором соли.
Тонкие сверла закаливают в сургуче. Для этого разогретый до светло-красного цвета конец сверла погружают в сургуч и оставляют там до полного охлаждения.
Химико-термическая обработка стали.
Благодаря такой обработке меняется не только структура металла, но и химический состав его верхнего слоя и деталь может иметь вязкую сердцевину, выдерживающую ударные нагрузки, высокую твердость и износность. Из существующих способов химико-термической обработки стали в условиях небольшой мастерской можно выполнять только цементацию.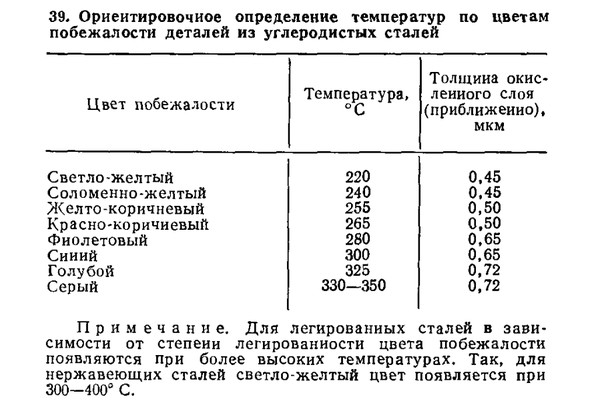 Цементация — это науглероживание поверхности стали. Этому процессу подвергают чаще всего изделия из малоуглеродистых сталей, содержащих не более 0,2% углерода и некоторых легированных сталей. Детали, предназначенные для цементации, сначала очищают. Поверхности не подлежащие науглероживанию, покрывают специальными предохранительными противоцементными обмазками.
Цементация — это науглероживание поверхности стали. Этому процессу подвергают чаще всего изделия из малоуглеродистых сталей, содержащих не более 0,2% углерода и некоторых легированных сталей. Детали, предназначенные для цементации, сначала очищают. Поверхности не подлежащие науглероживанию, покрывают специальными предохранительными противоцементными обмазками.
1-ый состав простейшей обмазки: огнеупорная глина с добавлением 10% асбестового порошка, вода. Смесь разводят до консистенции густой сметаны и наносят на нужные участки поверхности изделия. После высыхания обмазки можно производить дальнейшую цементацию изделия.
2-ой состав применяемой обмазки: каолин — 25%, тальк — 50%: вода — 25%. Разводят эту смесь жидким стеклом или силикатным клеем.
Рабочая температура нержавеющей стали, температура применения жаропрочных сталей и сплавов
Представлены таблицы значений максимальной рабочей температуры стали (нержавеющей, жаропрочной и жаростойкой) распространенных марок при различных сроках эксплуатации. Указана также температура, при которой сталь начинает интенсивно окисляться на воздухе.
Указана также температура, при которой сталь начинает интенсивно окисляться на воздухе.
Таблицы позволяют подобрать необходимую марку нержавеющей стали или сплава на железоникелевой основе под определенные условия эксплуатации и заданный срок службы.
В первой таблице приведена рабочая температура (максимальная температура применения) нержавеющих сталей и сплавов на железоникелевой и никелевой основах, предназначенных для работы в окислительной среде от 50 до 100 тысяч часов.
По данным таблицы видно, что при сверхдлительной эксплуатации максимальная рабочая температура рассмотренных марок стали не превышает 850°С (нержавеющая сталь 05ХН32Т), а «запас» до температуры интенсивного окалинообразования составляет от 200 до 500 градусов.
Температура применения стали при сверхдлительной эксплуатации (до 100 тыс. часов)
| Марка стали или сплава | Максимальная температура применения, °С | Температура начала интенсивного окалинообразования на воздухе, °С |
| 05ХН32Т (ЭП670) | 850 | 1000 |
| 08Х15Н24В4ТР (ЭП164) | 700 | 900 |
| 08Х16Н13М2Б (ЭИ680) | 600 | 850 |
| 09X16Н4Б (ЭП56) | 650 | 850 |
| 09Х14Н19В2БР (ЭИ695Р) | 700 | 850 |
| 09Х14Н19В2БР1 (ЭИ726) | 700 | 850 |
| 09Х16Н15М3Б (ЭИ847) | 350 | 850 |
| 12X13 | 550 | 750 |
| 12Х18Н10Т | 600 | 850 |
| 12Х18Н12Т | 600 | 850 |
| 12Х18Н9Т | 600 | 850 |
| 12ХН35ВТ (ЭИ612) | 650 | 850…900 |
| 13Х14Н3В2ФР (ЭИ736) | 550 | 750 |
| 15Х11МФ | 580 | 750 |
| 16X11Н2В2МФ (ЭИ962А) | 500 | 750 |
| 18Х11МНФБ (ЭП291) | 600 | 750 |
| 18Х12ВМБФР (ЭИ993) | 500 | 750 |
| 20Х12ВНМФ (ЭП428) | 600 | 750 |
| 20Х13 | 500 | 750 |
| 31Х19Н9МВБТ (ЭИ572) | 600 | 800 |
| 55Х20Г9АН4 (ЭП303) | 600 | 750 |
| ХН65ВМТЮ (ЭИ893) | 800 | 1000 |
| ХН70ВМЮТ (ЭИ765) | 750 | 1000 |
| ХН80ТБЮ (ЭИ607) | 700 | 1050 |
Во второй таблице представлена максимальная рабочая температура стали при длительной эксплуатации длительностью до 10 тысяч часов. По значениям температуры в таблице видно, что при менее длительном применении стали возможно увеличение ее рабочей температуры. При этом «запас» до температуры интенсивного окалинообразования уменьшается.
По значениям температуры в таблице видно, что при менее длительном применении стали возможно увеличение ее рабочей температуры. При этом «запас» до температуры интенсивного окалинообразования уменьшается.
Например, максимальная рабочая температура нержавеющей стали 12Х18Н9Т при длительной эксплуатации на 200 градусов выше, чем при сверхдлительной. Эта сталь может применяться при температуре до 800°С в течении 10 тысяч часов.
Максимальная рабочая температура из приведенных в таблице марок соответствует стали 10ХН45Ю — она может использоваться при 1250…1300°С.
Температура применения стали при длительной эксплуатации (до 10 тыс. часов)
| Марка стали или сплава | Максимальная температура применения, °С | Температура начала интенсивного окалинообразования на воздухе, °С |
| 03X21Н32М3Б (ЧС33) | 550…750 | — |
| 03X21Н32М3БУ (ЧС33У) | 550…750 | — |
| 05Х12Н2М | 550 | — |
| 07Х15Н30В5М2 (ЧС81) | 850 | — |
| 08Х16Н11М3 | 600 | — |
| 08X18Н10 | 800 | 850 |
| 08Х18Н10Т (ЭИ914) | 800 | 850 |
| 09X18Н9 | 550 | — |
| 10Х18Н9 | 550 | — |
| 10Х23Н18 | 1000 | 1050 |
| 10ХН45Ю (ЭП747) | 1250…1300 | — |
| 11Х11Н2В2МФ (ЭИ962) | 600 | 750 |
| 12Х18Н9 | 800 | 850 |
| 12Х18Н9Т | 800 | 850 |
| 12Х18Н10Т | 800 | 850 |
| 12Х18Н12Т | 800 | 850 |
| 12Х25Н16Г7АР (ЭИ835) | 1050 | 1100 |
| 12ХН38ВТ (ЭИ703) | 1000 | 1050 |
| 13Х11Н2В2МФ (ЭИ961) | 600 | 750 |
| 14Х17Н2 (ЭИ268) | 400 | 800 |
| 15Х12ВНМФ (ЭИ802) | 780 | 950 |
| 16X11Н2В2МФ (ЭИ962А) | 600 | 750 |
| 20Х23Н13 (ЭИ319) | 1000 | 1050 |
| 20Х23Н18 (ЭИ417) | 1000 | 1050 |
| 20Х25Н20С2 (ЭИ283) | 1050 | 1100 |
| 36Х18Н25С2 | 1000 | 1100 |
| 37Х12Н8Г8МФБ (ЭИ481) | 630 | 750 |
| 40Х9С2 | 650 | 850 |
| 40X10С2М (ЭИ107) | 650 | 850 |
| 45Х14Н14В2М (ЭИ69) | 650 | 850 |
| 45Х22Н4М3 (ЭП48) | 850 | 950 |
| ХН33КВЮ (ВЖ145, ЭК102) | 1100 | — |
| ХН45МВТЮБР (ВЖ105, ЭП718) | 700 | — |
| ХН54К15МБЮВТ (ВЖ175) | 750 | — |
| ХН55К15МБЮВТ (ЭК151) | 750 | — |
| ХН55МВЦ (ЧС57) | 950 | — |
| ХН55МВЦУ (ЧС57У) | 950 | — |
| ХН56К16МБВЮТ (ВЖ172) | 900 | — |
| ХН56КМЮБВТ (ЭК79) | 750 | — |
| ХН58МБЮ (ВЖ159, ЭК171) | 1000 | — |
| ХН59КВЮМБТ (ЭП975) | 850 | — |
| ХН60ВТ (ЭИ868, ВЖ98) | 1000 | 1100 |
| ХН60Ю (ЭИ559А) | 1200 | 1250 |
| ХН62БМКТЮ (ЭП742) | 750 | — |
| ХН62ВМЮТ (ЭП708) | 900 | — |
| ХН62МВКЮ (ЭИ867) | 800 | 1080 |
| ХН67МВТЮ (ЭП202) | 800 | 1000 |
| ХН68ВМТЮК (ЭП693) | 950 | — |
| ХН69МБЮТВР (ВЖ136, ЭК100) | 650 | — |
| ХН70ВМТЮ (ЭИ617) | 850 | 1000 |
| ХН70ВМТЮФ (ЭИ826) | 850 | 1050 |
| ХН70Ю (ЭИ652) | 1100 | 1250 |
| ХН73МБТЮ (ЭИ698) | 700 | 1000 |
| ХН75ВМЮ (ЭИ827) | 800 | 1080 |
| ХН75МБТЮ (ЭИ602) | 1050 | 1100 |
| ХН78Т (ЭИ435) | 1100 | 1150 |
В третьей таблице указана максимальная рабочая температура нержавеющей стали при кратковременной эксплуатации (до 1000 часов).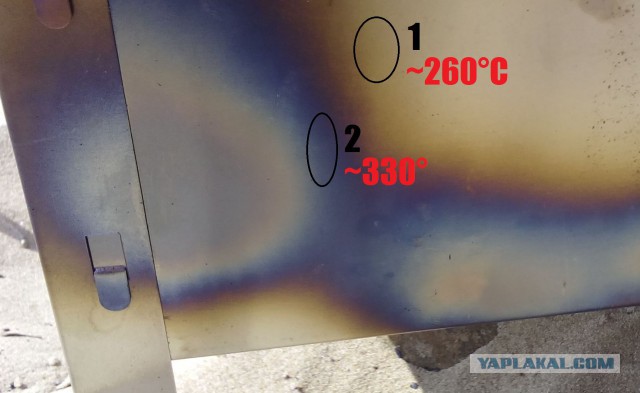 При таких сроках эксплуатации сталь и жаропрочные сплавы могут иметь рабочую температуру на 50…100 градусов выше, чем при длительной работе (до 10 тыс. часов).
При таких сроках эксплуатации сталь и жаропрочные сплавы могут иметь рабочую температуру на 50…100 градусов выше, чем при длительной работе (до 10 тыс. часов).
Например, жаропрочный сплав ХН62МВКЮ при кратковременной эксплуатации может применяться при температурах до 900°С, а при длительной эксплуатации — только до 800°С.
Что такое цвета побежалости
Цвета побежалости — это окисные пленки на поверхности железных сплавов различной толщины и плотности. Они образуются без участия молекул воды при нагревании до определенных температур. Самое простое представление о тонких пленках можно получить на примере мыльных пузырей или пленках нефтепродуктов на поверхности воды. Для железа цвета побежалости образуются при нагревании, и толщина пленки соизмерима с размерами молекул.
Это явление с физической точки зрения объясняется теорией «тонких пленок» и обусловлено оптической интерференцией окисных пленок в зависимости от своей толщины.
Шкала цветов побежалости углеродистых сталей
Толщина окисных пленок определяется температурой и временем нагрева, а существующие шкалы цветов побежалости носят довольно условный характер.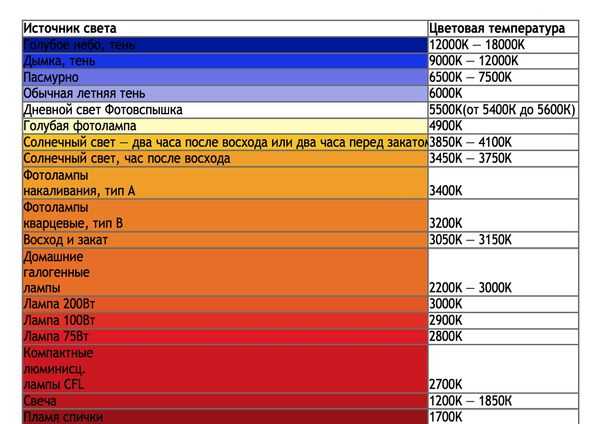
- Во-первых, визуальная оценка — очень субъективный процесс, результаты которого определяются освещенностью и практическим опытом.
- Во-вторых, плотность окисной пленки определяется и химсоставом сплава.
Поэтому таблицы соответствия разнятся (для углеродистых, жаростойких, нержавеющих сталей ), и можно говорить только об ориентировочном соответствии. Но усредненная таблица цветов побежалости выглядит следующим образом
Цвета
Температура нагрева, °С
коричнево-желтый до бурого
лиловый
цвет морской воды
Например, при продолжительном нагреве при 220 °С можно вызвать посинение стали. Или желаемый цвет получается при кратковременном нагреве до температуры, более высокой, чем указанная в таблице. Но для каждого цвета побежалости существует температурный минимум, ниже которого нужный цвет не получится.
Цвета побежалости для отделки поверхности
При подготовке регламентов стоит предпочесть более низкие температуры и более продолжительную выдержку, так как пленки в этом случае получаются более прочными и исключается создание дополнительных термических напряжений, которые могут приводить к короблению изделий.
Цвета побежалости используют для отделки поверхности изделий из стали, чугуна и цветных металлов: пряжек, поковок, солнечных коллекторов, холодного оружия и обрабатывающего инструмента. Это и всем известный процесс воронения.
И для закаленной стали и не закаленной образование окисных пленок будет происходить по-разному. На скорость образования окисных пленок значительное влияние оказывают:
- структура. Закаленные стали окисляются медленнее,
- загрязненность поверхности. Масляные пленки обугливаются до сажи, поэтому пленки получатся рыхлыми и неплотными,
- шероховатость поверхности. На полированной поверхности пленка получится тоньше, чем на шершавой при одинаковых условиях.
Для получения плотной, равномерной окисной пленки необходимы нагревательные печи, способные удерживать стабильную температуру в течение длительного времени.
В домашних условиях это или горн, или паяльная лампа, или качественная плита с духовкой. И в таком случае режим чернения подбирается для каждого изделия индивидуально. Необходимо помнить, что переход из одного цвета в другой происходит быстро, поэтому процесс требует самого пристального внимания.
Необходимо помнить, что переход из одного цвета в другой происходит быстро, поэтому процесс требует самого пристального внимания.
От чего зависит цвет побежалости
Многие люди, которые нагревали металл до высокой температуры, могли наблюдать изменение цвета поверхности. При этом он может быть разных оттенков и захватывать не весь металлический предмет.
Места, изменяющие окраску, называют побежалостями.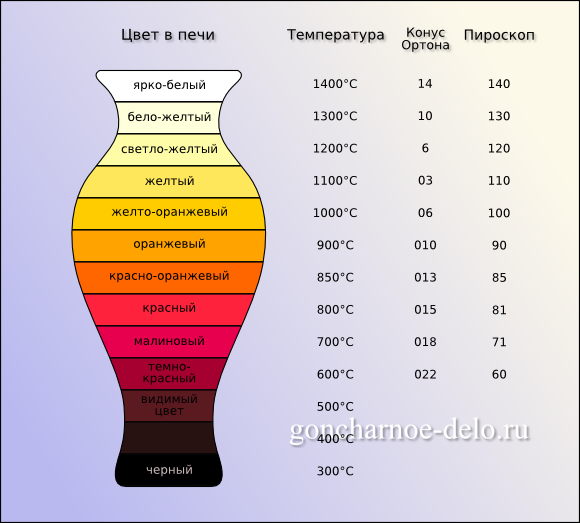 Людям, которые занимаются обработкой металлов, необходимо знать, что это такое и как оно проявляется при различных видах нагревания.
Людям, которые занимаются обработкой металлов, необходимо знать, что это такое и как оно проявляется при различных видах нагревания.
Также желательно различать цвета побежалости.
Чем вызвано
Изменение цвета при нагреве говорит о том, что на поверхности нагреваемого материала образуется оксидная пленка толщиной в несколько молекул. Окраска изменяется в зависимости от ее плотности, толщины. Чем больше размер и плотность окислов, тем значительнее будет отличаться цветовой тон от изначального.
Некоторые люди считают, что цветовой тон побежалостей может точно сказать о градусе разогрева. Однако это ошибочное утверждение. На появление разных оттенков влияет время нагрева, скорость разогревания, содержание различных примесей, характер освещения. Если говорить про легированные стали, то их нужно разогреть сильнее.
Цвета побежалости на металле. Как сделать радужные цвета на стали
Происхождение
Цветовой тон побежалостей относится к интерференционным цветам. Визуально они изменяются при различном освещении и угле обзора. Также на изменение расцветки материала влияют физические и химические свойства металла.
Визуально они изменяются при различном освещении и угле обзора. Также на изменение расцветки материала влияют физические и химические свойства металла.
Физика процесса
После начала нагревания стальной поверхности появляются побежалости, которые быстро изменяют окрас, начиная от желтого и заканчивая серым. В зависимости от температуры (более 500 градусов) появляются первые тона каления, заметные только при полной темноте.
Если температура превышает 650 градусов, металл раскаляется до темно-красного оттенка. При высокой температуре окрас оксидной пленки может изменяться с вишневого до белого (при 1100–1200 градусах). При дальнейшем нагревании белый будет становиться только ярче, но не изменится. Как говорилось выше, окрас нагрева поверхности металла не является точным индикатором температуры.
Оптические эффекты
Цветовой тон напрямую зависит от толщины оксидной пленки. Когда она увеличивается, гасятся цвета с коротким диапазоном волны. При увеличении градуса нагрева нарастает толщина пленки. Таким образом начинают исчезать определенные оттенки оксидов. Сначала пропадает фиолетовый, затем желтый, после них исчезает зеленый, красный. Это так называемая интерференция света.
Таким образом начинают исчезать определенные оттенки оксидов. Сначала пропадает фиолетовый, затем желтый, после них исчезает зеленый, красный. Это так называемая интерференция света.
Где появляются
Изменение окраски происходит при окислении, которое возникает благодаря разогреванию металла. В процессе нагрева цветовые тона меняются в одной последовательности, но с разными скоростями (в зависимости от увеличения температуры и длительности нагрева).
Благодаря тому, что известна закономерность изменения окраски, в прошлом кузнецы ориентировались на этот факт, чтобы знать, как меняется температура. С развитием технологий появился пирометр.
Цветовые тона для стали
Если смысл описать закономерность изменения окраса побежалостей для углеродистой стали в зависимости от градуса нагрева:
- соломенный — после 220;
- коричневый — до 240–250;
- малиновый — 250–270;
- фиолетово-синий — от 300;
- серый — от 350.
Если используется легированная сталь, изменения окраса необходимо ждать при дальнейшем повышении градуса нагрева. 9-1 Измерение температуры по цветам побежалости и каления – перезагрузка с исправлениями
9-1 Измерение температуры по цветам побежалости и каления – перезагрузка с исправлениями
В природе
Помимо стали, в условиях дикой природы встречаются минералы, на которых образуется тонкий слой оксидной пленки. Цвет побежалостей в этом случае может быть золотистым, красным, синим, зеленоватым.
Красный цвет побежалости у природных минералов может быть вызван большим количеством хромофоров, содержащихся в его составе.
Фиолетово-синий цвет может возникнуть из-за концентрации ионов переходных металлов.
Из-за оттенка оксидной пленки природный окрас минерала не видно. Если стекло или монета долго пролежит под слоем грунта, на их поверхности образуется пленка, которая может изменить цвет поверхности предмета.
Радужные оттенки возникают из-за наличия жировой пленки. Также окрас поверхности стали изменяется из-за высохшей на нем воды с минералами.
Также окрас поверхности стали изменяется из-за высохшей на нем воды с минералами.
Окрас изменяется по определенной закономерности, однако, это не является точным индикатором температуры. Проводя работу по обработке металла, нужно использовать пирометр.
Цвета каления — это… Что такое Цвета каления?
О фильме см. Белое каление (фильм)
Цвета каления
— это цвета свечения металла, раскалённого до высокой температуры. Спектр теплового излучения зависит от температуры, поэтому наблюдая цвета каления можно достаточно быстро, хоть и без высокой точности, определить температуру металла, что часто применяется при термообработке и ковке. Более того, до изобретения бесконтактных термометров это было единственным способом судить о температуре металла. Сокращённые названия цветов каления («красное каление», «белое каление») часто используются металлургами вместо указания температуры.
Сокращённые названия цветов каления («красное каление», «белое каление») часто используются металлургами вместо указания температуры.
Зависимость цвета каления от температуры
В таблице перечислены цвета каления, характерные для стали.[1]
| Температуpa, °C | Цвет каления |
| 550 | тёмно-коричневый |
| 630 | коричнево-красный |
| 680 | тёмно-красный |
| 740 | тёмно-вишневый |
| 770 | вишнёвый |
| 800 | ярко- или светло-вишнёвый |
| 850 | ярко- или светло-красный |
| 900 | ярко-красный |
| 950 | жёлто-красный |
| 1000 | жёлтый |
| 1100 | ярко- или светло-жёлтый |
| 1200 | жёлто-белый |
| 1300 | белый |
Фразеологизм
Выражение «довести до белого каления» имеет и всем известный переносный смысл: «рассердить», «вывести из себя», «привести в бешенство». [2][3]
[2][3]
См. также
Примечания
Ссылки
Закалка и отпуск в кустарных условиях — Кузнечное дело
Тема создана для тех кто делает первые шаги в термообработке,сразу хочу предупредить сам не далеко не гуру в термичке,но немножко разбираюсь,просьба сложных вопросов не задавать и в тупик меня не ставить
Цвета побежалости металлов: что это такое и как они возникают
Содержание
- Что такое цвета побежалости?
- Как возникают цвета побежалости?
- Метод измерения температур по цветам побежалости
- Шкала цветов побежалости стали
- Шкала цветов побежалости титана
- Как искусственно создать цвета побежалости металла?
- Термический способ
- Химический способ
- Где и как применяют инфильтрационные оттенки
Для людей, чья сфера деятельности далека от металлообработки, словосочетание «цвета побежалости» не только ничего не говорит, но и представляет даже некую загадку. Действительно, что же интригующего и необычного скрывает данное понятие?
Действительно, что же интригующего и необычного скрывает данное понятие?
На самом деле все гораздо прозаичней и обыденней, а следы побежалости видел практически каждый взрослый человек. Давайте же разберемся в этом вопросе.
Что такое цвета побежалости?
Это цвета радужного спектра, образующиеся на гладкой или полированной поверхности материалов. Наиболее выразительно проявляется побежалость металлов и сплавов с серым цветом, хотя она также довольно часто образовывается на поверхности меди, бронзы и латуни, а также на кристаллах минералов, например, халькопирита, борнита, висмута. А данную терминологию чаще всего используют люди, чья профессия так или иначе связана с различными видами обработки сталей и других металлов и сплавов:
- сваркой и наплавкой;
- термической обработкой;
- токарной и фрезерной обработкой.
Цвета побежалости позволяют им еще до инструментального контроля ориентировочно определить температуру воздействия на металл, ведь особенность этого физического явления – частичная необратимость. То есть, если цвета побежалости уже проявились на металле, то либо их вообще нельзя удалить, либо удаление потребует применения механической, химической или термической обработки. Так или иначе, в большинстве случаев удается избавиться от них, однако опытный специалист, как правило, безошибочно определяет следы такой дополнительной обработки. Тем не менее появление радужной расцветки на металлоизделиях не всегда является признаком дефекта, такую особенность металлов используют в ювелирном деле, при изготовлении огнестрельного и холодного оружия и в других областях.
То есть, если цвета побежалости уже проявились на металле, то либо их вообще нельзя удалить, либо удаление потребует применения механической, химической или термической обработки. Так или иначе, в большинстве случаев удается избавиться от них, однако опытный специалист, как правило, безошибочно определяет следы такой дополнительной обработки. Тем не менее появление радужной расцветки на металлоизделиях не всегда является признаком дефекта, такую особенность металлов используют в ювелирном деле, при изготовлении огнестрельного и холодного оружия и в других областях.
Цвета побежалости
Как возникают цвета побежалости?
Радужный перелив или отдельные цвета побежалости возникают из-за перераспределения интенсивности света в результате наложения нескольких световых волн. Подобная интерференция света возникает в микроскопических прозрачных пленках окислов, образующихся на отражающих поверхностях, а оксидирование металлов происходит в результате воздействия определенных химических реагентов или тепловой энергии.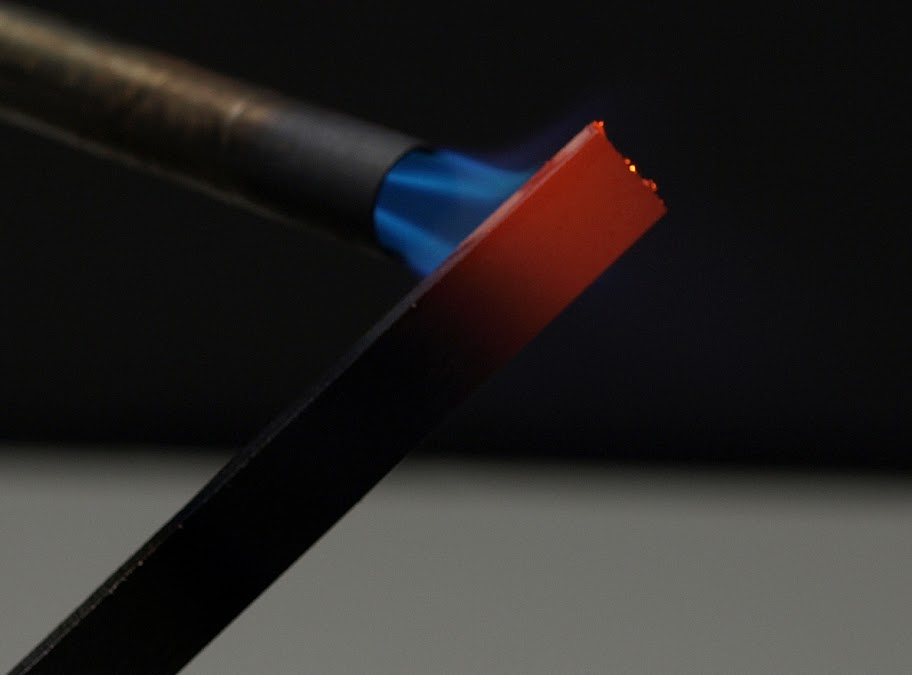 Чем меньше температура нагрева, тем тоньше оксидная пленка, соответственно больше спектральных составляющих в отражающихся лучах и светлее цвет побежалости. И наоборот, чем сильнее нагревается металл, тем толще оксидная пленка и темнее ее оттенок из-за поглощения длинных световых волн.
Чем меньше температура нагрева, тем тоньше оксидная пленка, соответственно больше спектральных составляющих в отражающихся лучах и светлее цвет побежалости. И наоборот, чем сильнее нагревается металл, тем толще оксидная пленка и темнее ее оттенок из-за поглощения длинных световых волн.
Наличие радужного перелива не всегда, но довольно часто является дефектом или свидетельствует о нарушении технологии металлообработки. Например, при токарной обработке выход темно-синей стружки говорит о том, что явно был превышен скоростной режим резания или не применялась смазочно-охлаждающая жидкость (СОЖ). А вот цвета побежалости при закалке металлоизделий считаются нормой. Более того, именно по оттенкам можно, пусть и приблизительно, судить об интенсивности теплового воздействия.
При отсутствии инструментального контроля такие дефекты структуры, как охрупчивание и перегрев, возникающие при электродуговой и контактной сварке, многие специалисты также определяют при внешнем осмотре изделия, изучая следы побежалости.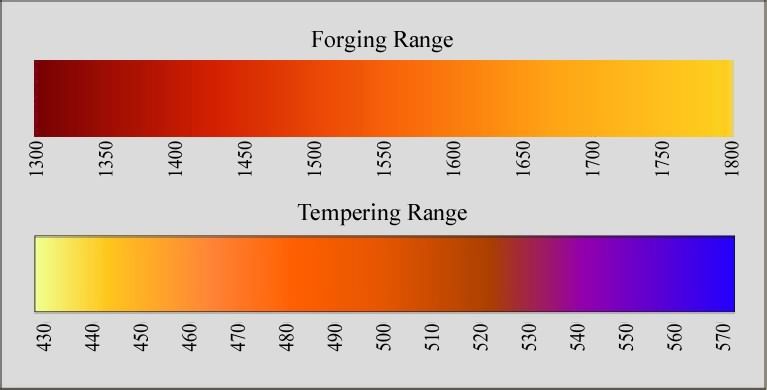 Так, показателем правильной технологии и хорошей защиты металла сварного шва нержавеющей и углеродистой стали считаются серебристые оттенки. Радужные оттенки сине-фиолетового спектра говорят о нарушении технологии, а возникают они из-за интенсивного распространения теплоты от центральной части пятна нагрева и говорят о снижении пластичности и ударной вязкости стали.
Так, показателем правильной технологии и хорошей защиты металла сварного шва нержавеющей и углеродистой стали считаются серебристые оттенки. Радужные оттенки сине-фиолетового спектра говорят о нарушении технологии, а возникают они из-за интенсивного распространения теплоты от центральной части пятна нагрева и говорят о снижении пластичности и ударной вязкости стали.
Металл, прилегающий к электрически активному пятну, нагревается преимущественно за счет лучистого теплообмена со столбом дуги и конвекционного теплообмена с горячими газами. Распределение удельного теплового потока по радиусу пятна нагрева можно приблизительно описать законом распределения вероятности Гаусса:
- где q2max– наибольший удельный тепловой поток в центре пятна нагрева;
- k – коэффициент сосредоточенности удельного потока дуги, см-2;
- r – расстояние от оси источника, см.
С повышением тока при постоянном напряжении дуги q2max увеличивается, а при повышении напряжения (удлинение дуги) и неизменном токе удельный тепловой поток уменьшается, а его распределение становится менее сосредоточенным. Использование флюсов и газозащитных смесей позволяет сосредоточить тепловой поток в меньшей области и тем самым избежать появления синеломкости – снижения пластичности стали с одновременным повышением прочности и проявлением синих оттенков побежалости.

Рисунок – Распределение удельного теплового потока q2 (кал/см2*с) по пятну нагрева стали: открытой дугой – график черного цвета, под флюсом – график красного цвета.
Таким образом, чем меньше зона термического влияния дуги, тем меньше структурных изменений в металле и надежней сварное соединение. Но опять-таки данное утверждение носит обобщенный характер, так как при сварке и наплавке металлоизделий из разных сталей необходимо учитывать химические и физико-механические свойства конкретной марки, толщину стенки и пространственное положение шва.
Метод измерения температур по цветам побежалости
У разных металлов и сплавов цвета побежалости при нагреве проявляются радужными оттенками разной степени насыщенности и появляются при разном температурном воздействии. Исходя из того, что избыточный нагрев может критически повлиять на физико-механические свойства, то подобные знания помогут предположительно судить о характере термической обработки или о качестве выполненных сварочных работ.
Остается только определить переливающийся цвет металла и делать это лучше в условиях естественной инсоляции, так как некоторые электрические источники света имеют склонность к частичному искажению цветопередачи. Ну, а поскольку выучить сразу данную информацию проблематично, а стандартные шаблоны с палитрой интерференционных оттенков не всегда можно приобрести в продаже, мы скомпилировали в один массив все цвета побежалости и таблица упросит идентификацию температуры нагрева и закалки.
Шкала цветов побежалости стали
Цвета побежалости стали углеродистой
|
Температура нагрева, °С |
Цвет оксидной пленки |
|
220 |
соломенный |
|
230 |
золотистый |
|
240 |
коричневый |
|
250 |
красно-коричневый |
|
260 |
пурпурный |
|
280 |
фиолетовый |
|
300 |
васильковый |
|
320 |
светло-голубой |
|
330…350 |
светло-серый |
Данные, приведенные в таблице, актуальны только для углеродистых марок стали. На высоколегированных, в том числе коррозионностойких и жаропрочных сталях цвета побежалости могут проявляться под воздействием более высоких температур.
На высоколегированных, в том числе коррозионностойких и жаропрочных сталях цвета побежалости могут проявляться под воздействием более высоких температур.
Цвета побежалости нержавеющей стали AISI 304
|
Температура нагрева, °С |
Цвет оксидной пленки |
|
290 |
светло-желтый |
|
340 |
соломенно-желтый |
|
370 |
интенсивно-желтый |
|
390 |
коричневый |
|
420 |
коричнево-фиолетовый |
|
450 |
темно-фиолетовый |
|
540 |
синий |
|
600 |
темно-синий |
|
630 |
пепельно-серый |
Участки с соломенным и синим оттенком на изделиях и конструкциях из нержавеющих сталей зачищают металлической щеткой или с применением специальных химических паст и аэрозолей.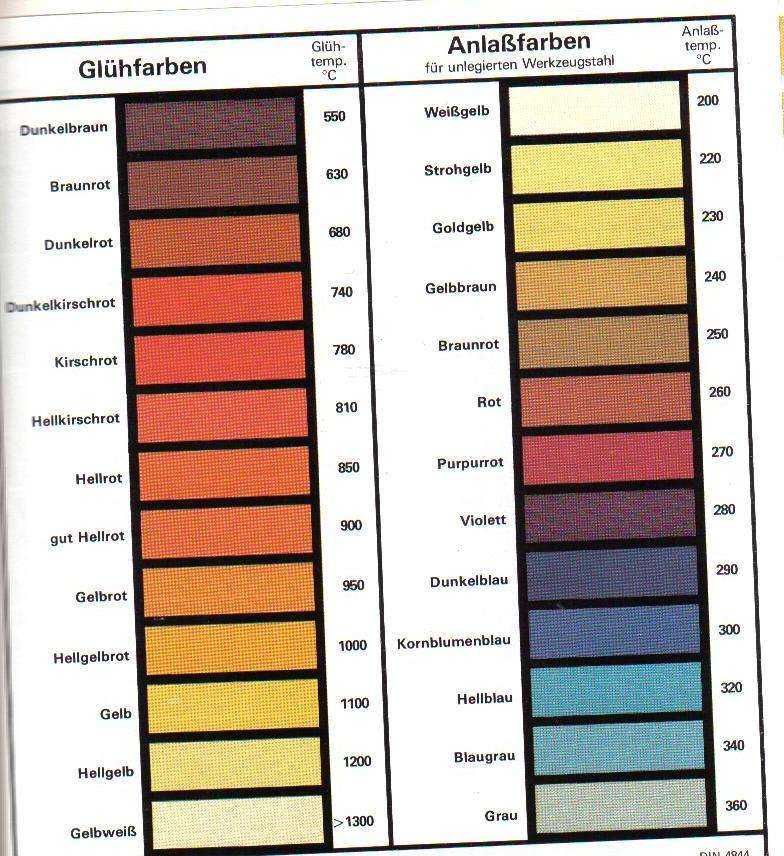 А наплавленный металл темного и пепельно-серого оттенка срезают абразивным кругом до полного удаления окисленного слоя с последующей обработкой поверхности путем шрабления и обработкой плавиковой кислотой, полирующими пастами или гелями.
А наплавленный металл темного и пепельно-серого оттенка срезают абразивным кругом до полного удаления окисленного слоя с последующей обработкой поверхности путем шрабления и обработкой плавиковой кислотой, полирующими пастами или гелями.
Шкала цветов побежалости титана
Этот металл серебристо-белого цвета отлично обрабатывается давлением в горячем состоянии и хорошо сваривается. А на его поверхности также часто проявляются оттенки побежалости. Но, в отличие от сталей, у титана проявляется высокая химическая активность в отношении газов, содержащихся в воздухе, и повышенная склонность к росту зерна при температурах выше 800°С. Поэтому появление радужного перелива на титановых изделиях крайне нежелательно, и все цвета, возникающие при сварке, кроме серебристого и соломенного, говорят о нарушении технологии и о неэффективной защите металла сварной ванны.
Цвета побежалости на титане
|
Температура нагрева, °С |
Цвет оксидной пленки |
|
240 |
соломенный |
|
320 |
желто-голубой |
|
450 |
темно-синий |
|
500 |
синевато-серый |
Цвета побежалости можно вызвать на закаленных и незакаленных сталях, ковком железе и чугуне, титане и вольфраме, при этом химический состав металла и наличие в нем примесей могут существенно повлиять на проявляющиеся оттенки.
 Поэтому строгого совпадения по всем таблицам искать не стоит, так как качественная оценка цвета – дело субъективное. К тому же на расцветку также может влиять продолжительность теплового воздействия.
Поэтому строгого совпадения по всем таблицам искать не стоит, так как качественная оценка цвета – дело субъективное. К тому же на расцветку также может влиять продолжительность теплового воздействия. Как искусственно создать цвета побежалости металла?
Итак, получить разные оттенки побежалости на стали, титане, меди и бронзе можно термическим и химическим способом. Первый влияет на структуру и физико-механические свойства обрабатываемого металла, второй по сути является химическим окрашиванием, в процессе которого может принимать участие и вещество окрашиваемого изделия.
Термический способ
Для получения нужного оттенка изделия помещают в муфельную печь или нагревают газовой горелкой. В результате интенсивного теплового воздействия на металлической поверхности довольно быстро начнут сменяться цвета и здесь главное – прекратить нагрев в тот момент, когда на изделии получен необходимый цвет.
Химический способ
Используя различные химические вещества и соединения, можно добиться образования пленок, вызывающих появление интерференционных цветов и при этом получить очень яркие и разнообразные оттенки не только на титане и сталях, но и на серебре, никеле, меди, а также бронзе и латуни.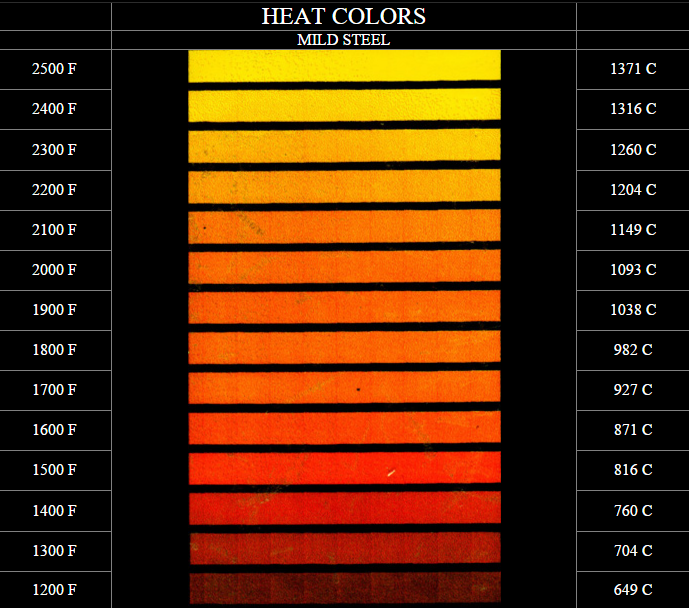 Другое дело, что первые цвета на медных и бронзовых поверхностях слегка изменены из-за цвета самого металла и несколько отличаются от цветов на титановых и железосодержащих сплавах.
Другое дело, что первые цвета на медных и бронзовых поверхностях слегка изменены из-за цвета самого металла и несколько отличаются от цветов на титановых и железосодержащих сплавах.
Цвета побежалости на цветных металлах
|
Порядок* |
Цвета побежалости оксидных пленок |
||
|
на никеле, серебре, алюминии |
на меди |
||
|
Первый |
|
|
|
|
Второй |
|
|
|
|
Третий |
|
|
|
|
Четвертый |
|
|
|
|
Пятый |
|
|
|

*Для получения цветов более высокого порядка необходимы слабоокислительные условия.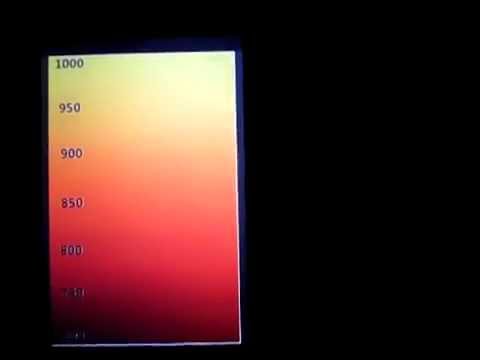
Если в быту необходимо получить на металлической поверхности различные цвета побежалости и как сделать их вы не знаете, то лучше обратиться к опытному специалисту или в профильную мастерскую. Выполняя такую работу, не имея опыта, можно критически изменить не только декоративные свойства изделий, но и физико-механические свойства металла, а также получить термические или химические ожоги.
Где и как применяют инфильтрационные оттенки
Практика приблизительного определения температуры нагрева металла по цветам побежалости имеет очень глубокие корни. И даже после изобретения термопар и пирометров к такому способу оценки теплового воздействия на металлоизделия широко прибегают и сегодня. Например, для стальных закаленных рессор, пружин, сверл, ножей и медицинского инструмента интерференционную окраску часто сочетают с отпуском.
Красивые радужные переливы и градиенты разнообразных оттенков смотрятся очень эффектно. Учитывая высокую декоративность побежалости, ее часто создают искусственно. Например, при изготовлении:
Например, при изготовлении:
- чеканных изделий;
- стенных металлических панно;
- малых архитектурных форм и арт-объектов.
После введения моды на металлическую бижутерию химическим способом получают различные цвета побежалости на кольцах, браслетах, серьгах и кулонах. Обширный перечень химических реагентов позволяет создавать невероятно красивые и эффектные украшения в самых разных стилях и вариациях. Такая технология используется при производстве столовых приборов и посуды из нержавеющих сталей и с яркими интерференционными оттенками, а для улучшения эстетики и эксплуатационных свойств холодного и огнестрельного оружия чаще всего применяют термохимическую обработку стали и цветных сплавов.
Мужское кольцо из нержавеющей стали
Возможно, в ближайшее время химики в тандеме с металлургами и инженерами разработают новые технологии придания металлоизделиям различных интерференционных оттенков и более эффективные способы устранения следов побежалости в области сварного шва. Ну а пока компания «Метинвест-СМЦ» предлагает купить сертифицированный металлопрокат, качество которого позволит максимально эффективно воплотить в жизнь любые проекты, в том числе и по производству прочных и надежных сварных металлоконструкций или различных арт-объектов со следами побежалости.
Ну а пока компания «Метинвест-СМЦ» предлагает купить сертифицированный металлопрокат, качество которого позволит максимально эффективно воплотить в жизнь любые проекты, в том числе и по производству прочных и надежных сварных металлоконструкций или различных арт-объектов со следами побежалости.
Felux · Блог · Универсальность стали
Тепло способно воздействовать на многие материалы в нашем естественном мире и изменять их. При нагревании стали до различных температур ее цвет и свойства меняются. Эти преобразования позволяют использовать этот металл в самых разных областях, чтобы сделать наш мир лучше и улучшить жизнь всего общества.
По данным ASM International, «сталь является таким важным материалом из-за ее огромной гибкости в металлообработке и термообработке, позволяющей получить широкий спектр механических, физических и химических свойств».
Определения и классификация стали
Прежде чем приступить к обсуждению того, как температура меняет цвет и химические свойства стали, важно определить и понять основы этого удивительного материала.
В промышленности сталь определяется как «сплав на основе железа, поддающийся ковке в некотором температурном диапазоне после первоначального литья, содержащий марганец, обычно углерод, и часто другие легирующие элементы. В углеродистой и низколегированной стали максимальное содержание углерода составляет около 2,0 %; в высоколегированной стали около 2,5%. Граница между низколегированными и высоколегированными сталями обычно считается примерно 5% металлических легирующих элементов».
Затем это определение расширяется до практического понимания в сталелитейной промышленности тысяч возможных составов и применений стали. Хотя конкретное число невозможно точно рассчитать, общепринятыми являются пять классов стали: углеродистые стали, легированные стали, нержавеющие стали, инструментальные стали и стали специального назначения, которые обычно являются патентованными по своей природе. Системы отраслевых обозначений и последующая классификация стали осуществляется Обществом автомобильных инженеров (SAE) и Американским институтом чугуна и стали (AISI).
«Процесс отжига включает в себя доведение стали до определенной температуры, выдержку ее в течение определенного периода времени, а затем охлаждение до комнатной температуры».
Фазы стали
«В металлургии термин «фаза» используется для обозначения физически однородного состояния вещества, когда фаза имеет определенный химический состав и определенный тип атомных связей и расположения элементов», — объясняет документ, опубликованный журналом «Промышленные металлурги».
Для стали существуют три фазы: феррит, цементит и аустенит. Производители стали приходят к каждому этапу за счет изменения температуры. Феррит по существу представляет собой железо, и при комнатной температуре обычные стали представляют собой смесь этого материала и цементита. Однако, когда сталь нагревается до температуры выше 1340 градусов по Фаренгейту, цементит растворяется и образует аустенитную фазу. В конце концов, при этой температуре сталь теряет свой магнитный заряд.
Как металлы превращаются под действием тепла
По данным Metal Supermarkets, металлы под воздействием тепла преобразуются с точки зрения электрического сопротивления, теплового расширения, структуры и магнетизма.
Электрическое сопротивление
Электрические токи проходят через металлы с различными уровнями сопротивления. Тепло ускоряет электроны, поскольку они поглощают энергию, что фактически увеличивает электрическое сопротивление.
Тепловое расширение
Как и большинство вещей, сталь расширяется при более высоких температурах. Тепло фактически ускоряет движение атомов внутри металла.
Структура
Тепло изменяет аллотропную структуру металлов за счет перемещения атомов, что влияет на твердость, прочность и другие свойства стали. Например, когда железо нагревается выше 1674 градусов по Фаренгейту, оно поглощает углерод. Это воздействие упрочняет стальной продукт, который затем можно использовать в приложениях из высокоуглеродистой стали, такой как инструментальная сталь.
Магнетизм
Железный компонент стали сохраняет магнитные свойства металла. Когда сталь нагревается до 1418 градусов по Фаренгейту, она теряет свою намагниченность.
Изменения цвета и внешнего вида
Различные температуры стали также вызывают изменение цвета материала. Согласно Science, «работа со сталью и изменение ее цвета включает в себя установку достаточного источника тепла, нагрев стали до желаемого цвета, а затем ее закалку и отпуск». Вот типичные изменения цвета стали при различных температурах:
- При температуре 480 градусов по Фаренгейту сталь становится коричневой.
- При температуре 520 градусов по Фаренгейту сталь становится фиолетовой.
- При температуре 575 градусов по Фаренгейту сталь становится синей.
- При температуре 800 градусов по Фаренгейту сталь становится серой.
- При температуре выше 800 градусов по Фаренгейту сталь излучает раскаленные цвета.
- В диапазоне температур от 1000 до 1500 градусов по Фаренгейту сталь приобретает все более яркий оттенок красного.
- Между 1600 и 1900 градусами по Фаренгейту сталь становится оранжевой, а затем желтой.
- При температуре 2000 градусов по Фаренгейту сталь становится ярко-желтой.

Как только вы получите желаемый цвет, снимите сталь с огня, закалите ее в масле и отпустите как можно скорее.
Термическая обработка влияет на свойства стали
По данным American Machine Tools, пять форм термообработки влияют на свойства стали.
Закалка
Сталь закаливается путем ее нагревания до определенной температуры и последующего быстрого охлаждения в рассоле, масле или воде. Хотя этот процесс повышает прочность стали, он также увеличивает хрупкость. Закаленная сталь используется для всего, от лопат до хирургических инструментов.
Отпуск
Из-за эффектов процесса закалки большинство производителей захотят отпустить нагретый металл до определенной температуры, прежде чем дать стали остыть самостоятельно. Закалка стали, требующая более низких температур, снижает хрупкость, возникающую при закалке. Закаленная сталь популярна в строительстве и горнодобывающей промышленности.
Закаленная сталь популярна в строительстве и горнодобывающей промышленности.
Отжиг
Процесс отжига включает доведение стали до определенной температуры, выдержку ее при этой температуре в течение определенного периода времени, а затем охлаждение до комнатной температуры. Этот процесс снимает внутренние напряжения металла, а также размягчает сталь, делает ее более пластичной и измельчает зернистую структуру. Изменение скорости охлаждения изменит мягкость стали. Охлаждение обычно осуществляется путем закапывания стали в песок или золу, позволяя нагретой печи остыть вместе со сталью внутри. Листовой металл, прошедший процесс штамповки, часто отжигают.
Нормализация
Этот процесс требует нагрева стали до более высокой температуры, чем требуется для закалки или отжига, с последующей выдержкой для равномерного нагрева и охлаждения на воздухе. Нормализация снимает внутренние напряжения от механической обработки, ковки или сварки сталей, и они тверже и прочнее, чем отожженные стали.
Цементация
Во время этого процесса низкоуглеродистая сталь нагревается до заданной температуры вместе с другим материалом, который разлагается и оставляет углерод на поверхности стали. При быстром охлаждении внешний слой твердый, а внутренний мягкий. Этот процесс отлично подходит для приложений, требующих устойчивых поверхностей, таких как шестерни и кулачки.
Заключение
Сталь, пожалуй, самый универсальный металл, доступный сегодня. Его можно легко изменить, укрепить и изменить с помощью термической обработки, чтобы обеспечить широкий спектр решений для применения в различных отраслях промышленности и по всему миру.
цветов нагретых металлов
цветов нагретых металловДо того, как стали доступны инфракрасные пирометры, кузнецы и другие слесари определяли температуру нагретой стали и железа по их цвету. К сожалению, сделать это очень точно¹ невозможно, особенно при температурах выше 1200°C.
Таблицы сравнения температуры и цвета появились по крайней мере еще в 1836 г. (Пуйе). Ниже показаны три попытки соотнесения температуры и цвета. Вербальные описания, данные Хоу², Уайтом и Тейлором³, были опущены, а их температуры помещены вместе со словесным описанием в данных Halcomb Steel, которые были наиболее близки к их собственным. Вариант демонстрирует, насколько ненадежен этот метод даже в руках внимательных наблюдателей.
(Пуйе). Ниже показаны три попытки соотнесения температуры и цвета. Вербальные описания, данные Хоу², Уайтом и Тейлором³, были опущены, а их температуры помещены вместе со словесным описанием в данных Halcomb Steel, которые были наиболее близки к их собственным. Вариант демонстрирует, насколько ненадежен этот метод даже в руках внимательных наблюдателей.
| Цвет | Халкомб Сталь | Хоу | Белый и Тейлор | |
|---|---|---|---|---|
| градусов F | градусов С | градусов С | градусов С | |
| Красный жар, видимый в темноте | 752 | 400 | 470 | |
| Красный жар, видимый в сумерках | 885 | 474 | ||
| Красное пламя, видимое при дневном свете | 975 | 525 | 475 | 532 |
| Красное пламя, видимое при солнечном свете | 1077 | 581 | 556 | |
| Темно-красный | 1292 | 700 | 550-625 | 635 |
| Тусклый вишнево-красный | 1472 | 800 | 677 | |
| Вишневый | 1652 | 900 | 700 | 746 |
| Яркий вишнево-красный | 1832 | 1000 | 850 | 843* |
| Оранжево-красный | 2012 | 1100 | 899 | |
| Оранжево-желтый | 2192 | 1200 | 950-1000 | 941 |
| Желто-белый | 2372 | 1300 | 1050 | 996 |
| Белый сварочный жар | 2552 | 1400 | 1150 | 1079 |
| Ярко-белый | 2732 | 1500 | 1205 | |
| Ослепительно-белый (Голубовато-белый) | 2912 | 1600 | ||
*Тепло, при котором образуется и прилипает накипь (накипь на железе, нагретом до
более высокие температуры падают при охлаждении утюга на воздухе).
1. Бюро стандартов, Бюллетень № 2. (1905)
2. Х. М. Хоу.
3. Маунсел Уайт и Ф. У. Тейлор.
Труды Американского общества инженеров-механиков , 1899 г.
Краски для темперирования
| Цвет | градусов F | градусов С |
|---|---|---|
| Очень бледно-желтый | 430 | 221,1 |
| Светло-желтый | 440 | 226,7 |
| Бледно-соломенно-желтый | 450 | 232,2 |
| Соломенно-желтый | 460 | 237,8 |
| Насыщенный соломенно-желтый | 470 | 243,3 |
| Темно-желтый | 480 | 248,9 |
| Желто-коричневый | 490 | 254,4 |
| коричнево-желтый | 500 | 260,0 |
| Пятнистый красно-коричневый | 510 | 265,6 |
| Коричнево-фиолетовый | 520 | 271,1 |
| Светло-фиолетовый | 530 | 276,7 |
| Полностью фиолетовый | 540 | 282,2 |
| Темно-фиолетовый | 550 | 287,8 |
| Полностью синий | 560 | 293,3 |
| Темно-синий | 570 | 298,9 |
| Очень темно-синий | 600 | 315,6 |
Источник: Halcomb Steel Co. (1908)
(1908)
источников
1
Закалка и отпуск
Инструменты и металлы. —
Требуются следующие цвет и температура: —
Бледно-соломенный, 430° по Фаренгейту, для ланцетов и т. д.;
темно-желтый, 470° по Фаренгейту, для бритв и т. д. ;
темная солома, 470° по Фаренгейту, для перочинных ножей;
желтая глина, 490° по Фаренгейту, для стамесок и ножниц;
коричнево-желтый, 500°Fah, для тесла и рубанков;
очень бледно-фиолетовый, 520° по Фаренгейту, для столовых ножей;
светло-фиолетовый, 530° по Фаренгейту, для мечей и часовых пружин;
темно-фиолетовый, 550° по Фаренгейту, для более мягких мечей и часовых пружин;
темно-синий, 570°F, для небольших тонких пил;
синий, 590°F, для больших пил;
бледно-голубой, 610 Fah., для пил, зубья которых устанавливаются плоскогубцами;
зеленовато-синий, 630 Fah, для очень мягкого нрава.
Для получения надлежащего отпуска металл кладут на кусок железа, нагретый до достаточно сильного нагрева в горне или другом огне. Таким образом, желаемое состояние может быть обеспечено с величайшей легкостью и точностью, так как чистый блестящий металл наиболее отчетливо показывает степени окисления от голубого вверх, причем это окисление может быть остановлено по желанию. Чистота или, вернее, яркость поверхности очень важны.
Таким образом, желаемое состояние может быть обеспечено с величайшей легкостью и точностью, так как чистый блестящий металл наиболее отчетливо показывает степени окисления от голубого вверх, причем это окисление может быть остановлено по желанию. Чистота или, вернее, яркость поверхности очень важны.
Эрнест Спон.
Квитанции мастерской для использования производителями, механиками
и любителей науки.
Лондон: Э. и Ф. Н. Спон, [без даты, но 1873]
стр. 26.
Мы переформатировали его список для удобства поиска.
2
Тринадцатая книга естественной магии: из закаленной стали
Затем, как говорит Плиний, он обычно делается мягким с помощью Oyl и затвердевает с помощью воды. Существует обычай закаливать тонкие слитки железа в ойле, чтобы они не стали хрупкими при закалке в воде. Ничто так не подтолкнуло меня к поиску высших материй, как этот несомненный эксперимент: железо можно сделать таким слабым и мягким с помощью Ойла, чтобы его можно было вырвать и сломать руками; а водой сделать его таким твердым и упрямым. , что он будет резать железо, как свинец.
, что он будет резать железо, как свинец.
…
Я сказал, как можно сделать железо мягче, теперь я покажу его закалку, как сделать его более острым. Ибо характер его различен для разных целей. Для железа требуется несколько закалок, если речь идет о резке хлеба, или дерева, или камня, или железа, то есть различных ликеров; и различные способы его сжигания и время гашения в этих напитках: от этого зависит дело. Когда Железо раскаляется докрасна, что не может быть горячее, когда оно мерцает, его называют Серебро; и тогда его нельзя было бы погасить, иначе он был бы поглощен. Но если он желтого или красного цвета, они называют его золотым или розовым цветом; а затем, потушенный в ликерах, он становится еще более твердым: этот цвет требует, чтобы его погасили. Но заметьте, что если все железо закалено, то цвет должен быть выдуванным или фиолетовым, как лезвие меча, бритвы или ланцета: ибо в них закалка будет потеряна, если их снова нагреть. Затем вы должны наблюдать вторые цвета; а именно, когда железо закалено и погружено в него, оно становится твердым. Последний — цвета пепла: и после этого, если его закалить, он меньше всего затвердеет. Например:
Последний — цвета пепла: и после этого, если его закалить, он меньше всего затвердеет. Например:
Характер ножа для резки хлеба.
Я видел много изобретательных людей, которые трудились для этого нрава, которые, имея ножи, пригодные для разрезания всех твердых веществ, все же едва могли впасть в нрав, чтобы нарезать хлеб к столу. Я исполнил их желание с таким нравом. Поэтому, чтобы резать Хлеб, пусть Сталь будет мягко закалена таким образом: Слегка нагрейте Сталь, которая, когда она сломана, кажется состоящей из очень мелких зерен; и пусть он будет превосходно очищен от железа: затем ударьте по нему молотом, чтобы сделать из него нож: затем обработайте его напильником, сформируйте его как нож и отполируйте его колесом: затем поместите его в огонь. , пока не появится фиолетовый цвет. Натри его сопой, чтобы он приобрел лучший цвет от огня; затем возьми его из огня и помажь его край льняной тканью, смоченной в оливковом масле, пока он не остынет; так ты смягчишь твердость стали мягкостью ойла и умеренным жаром. От этого мало что отличается
От этого мало что отличается
Закалка железа для дерева.
Для резки дерева подходит что-то более твердое; но оно также должно быть нежным: поэтому пусть ваше железо станет того же фиолетового цвета, а затем погрузите его в воду: выньте его; и когда оно станет пепельного цвета, бросьте его в холодную воду. Да и в
особой разницы нетТемперамент для Инструменты для пускания крови.
Закаляется в Ойле и твердеет; потому что он нежный и тонкий: если его погасить в воде, он будет вырван и сломан.
Закалка железа для Сита.
После этого железо превращается в ситэ, дайте ему нагреться до цвета золота, а затем погасите его в ойле или смажьте жиром, потому что это тонкое железо; а если его погасить в воде, то он либо рассыплется, либо будет вырван.
Иоанн Баптиста Порта. [Джамбаттиста делла Порта]
Природная магия . Книга 13.
Лондон: Томас Янг и Сэмюэл Спид, 1658 г.
Первое известное издание книги делла Порта на латыни было опубликовано в Неаполе в 1558 г.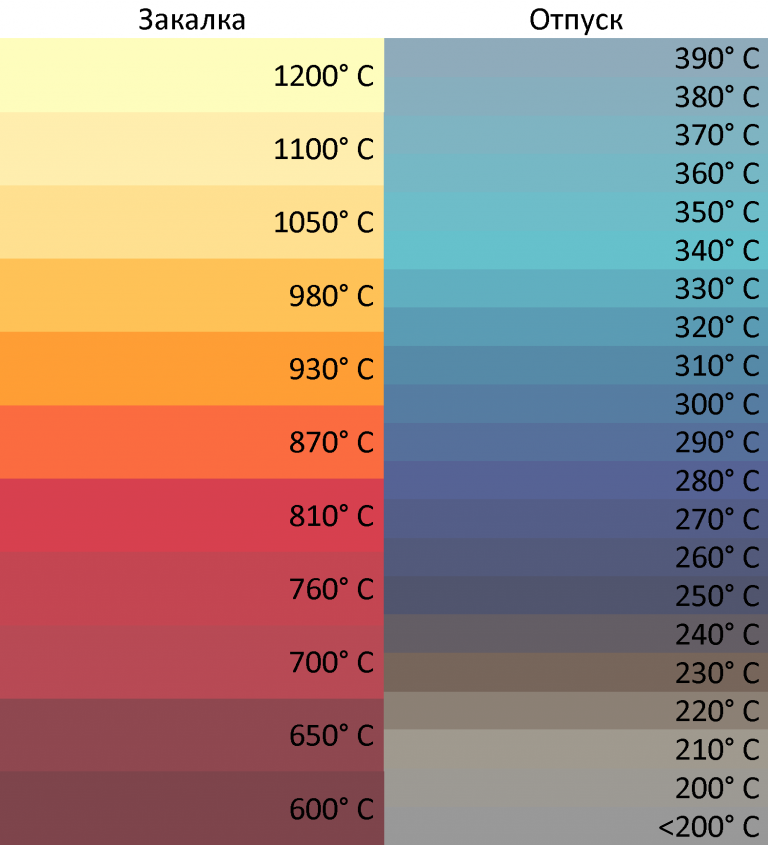 и стало международным бестселлером. Значительно расширенное издание появилось в 1589 г., из которых это перевод. Личность переводчика неизвестна. В 1957 г. издательство Basic Books опубликовало факсимильное переиздание.
и стало международным бестселлером. Значительно расширенное издание появилось в 1589 г., из которых это перевод. Личность переводчика неизвестна. В 1957 г. издательство Basic Books опубликовало факсимильное переиздание.
Делла Порта был чрезвычайно заметной фигурой в те годы, когда экспериментальные данные постепенно заменили авторитет древних писателей. Он основал, возможно, первое научное общество, Отиози, группу, которая собиралась в доме делла Порта. Он много публиковался, а позже был вице-президентом Академии Рысей. Галилей был его товарищем.
3
Отпуск .— Сталь в своем наиболее твердом состоянии, будучи слишком хрупкой для большинства целей, необходимая прочность и эластичность достигаются путем отпуска — или, отпускания отпуска, , как это называется, — который выполняется путем нагревания закаленной стали. до определенной степени и быстро охладить его. Необходимую теплоту обычно определяют по цвету, который поверхность стали приобретает из-за образованной таким образом оксидной пленки. Степень тепла, которой соответствуют эти несколько цветов, следующая:
Степень тепла, которой соответствуют эти несколько цветов, следующая:
| При 430° очень бледно-желтый. При 450° бледно-соломенного цвета. | Подходит для твердых инструментов, таких как молотки, сверла и т. д. |
| При 470° полностью желтый. При 490° коричневого цвета. | Для инструментов, требующих твердых кромок без эластичности; как ножницы, ножницы, токарный инструмент и т. д. |
| При 510° коричневый с фиолетовыми пятнами. При 538°, фиолетовый. | Для инструментов для резки дерева и мягких металлов; такие как рубанки, ножи и т. д. |
| На 550°, темно-синий. 560°, полностью синий. | Для инструментов, требующих прочных кромок без чрезмерной твердости; как холодные долота, топоры, столовые приборы и т. д. |
| При 600°, серовато-голубой, граничащий с черным. | Для весенней закалки, которая сгибается перед тем, как сломаться; как пилы, мечи и т. д. д. |
Если сталь нагревается выше этого значения, эффект процесса закалки разрушается.
Вм. Т. Иган, составитель.
Иллюстрированный каталог Hall, Kimback & Co .
Чикаго: компанией, 1890 г.
Страница 295.
X
Извините. Для этой страницы нет информации об участниках.
домой | указатель инструментов | поиск | контакт | участники |
помощь | конфиденциальность | условия использования
Copyright © Sizes, Inc., 2002–2019. Все права защищены.
Последняя редакция: 16 августа 2019 г.
Почему сталь синеет при нагревании? – Сделай из металла
Если вы такой же слесарь, как и я, вы, вероятно, всегда пытаетесь сделать эти красивые синие шестерки и девятки для стружки, когда режете сталь. Если вы сварщик, то цветовая гамма, следующая за вашей сваркой, — это повседневное зрелище. Если вы случайно уронили свой нож в костер, вы, вероятно, задаетесь вопросом, означает ли синий цвет, что вы только что сломали свой нож.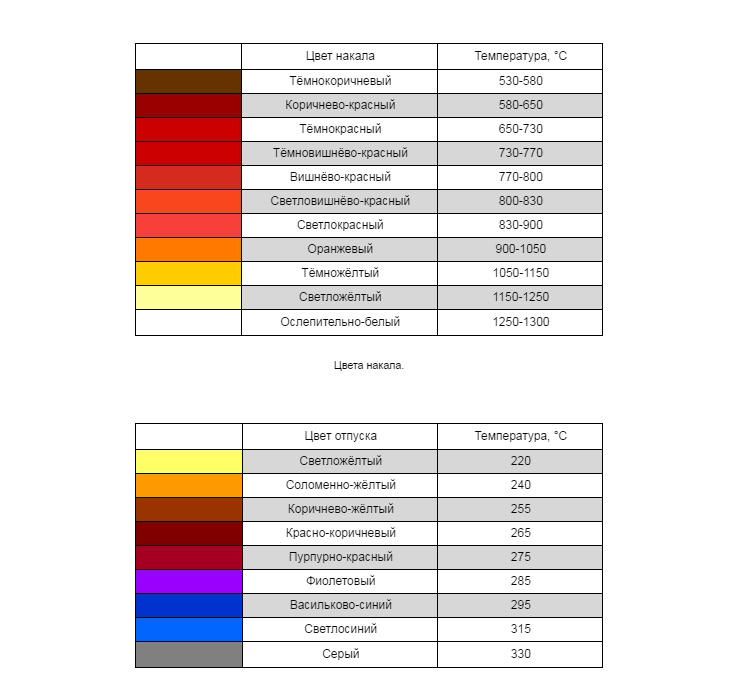
Почему сталь синеет при нагревании? Сталь синеет из-за тонкого оксидного слоя, образующегося на поверхности металла. Тонкая пленка интерферирует со световыми волнами, что увеличивает одни длины волн и уменьшает другие. Толщина пленки будет изменять некоторые длины волн света, отражающегося от поверхности металла, тем самым изменяя цвет стали.
На самом деле сталь может окрашиваться в несколько разных цветов в зависимости от толщины оксидного слоя. Цвет стали — отличный способ определить, насколько горячим был металл. В этом посте я немного поясню, как работает этот эффект тонкой пленки, как он формируется и почему он так полезен при работе со сталью для опытного глаза.
Содержание
Как работают свет и цвет
На самом деле свет — довольно сложная вещь, и он взаимодействует с разными объектами, создавая цвет по-разному. Вот почему в этом посте я упрощу его до того, как это работает в отношении цвета металла.
Каждый цвет — это просто свет с разной длиной волны. Например, то, что мы видим как красный цвет, — это просто световая волна с длиной волны 700 нанометров, фиолетовый — 400 нанометров и т. д.
Обычный свет, подобный тому, что мы получаем от солнца или «белой» лампочки, известен просто как «белый свет». Белый свет содержит все цвета (и, следовательно, все длины световых волн), но, поскольку все они включены равномерно, один не более различим, чем другой. Вот почему он кажется нам белым.
Итак, белый — это все цвета, упакованные в один. Это не коричневый цвет, как если бы вы расплавили все свои мелки вместе. Crayola просто морочит тебе голову.
Чтобы воспринимать цвет, нам нужно либо уменьшить, либо увеличить некоторые из этих длин волн.
Интерференция тонкой пленки
Это явление заставляет металл менять цвет. Когда у вас есть тонкая пленка чего-либо, свет, отражающийся от верхней и нижней границ этой пленки, будет вести себя по-разному.
Часть света будет отражаться от верхнего слоя пленки, часть света будет отражаться от нижнего слоя. Это немного сместит длины волн света в зависимости от того, откуда исходит этот свет.
Если пленка кратна одной четверти длины волны определенного цвета, свет, отраженный от верхней части пленки, будет мешать свету, отраженному от нижней части пленки. В результате он уменьшится.
Если длина пленки кратна половине длины волны определенного цвета, результатом будет усиление.
Вот пример того, как это работает:
Допустим, мы хотим, чтобы что-то стало синим. Длина волны синего цвета составляет около 470 нанометров. Это означает, что если пленка имеет толщину 235 нанометров, она увеличит длину волны и сделает поверхность более синей.
Если толщина пленки составляет 3/4 длины волны синего цвета или около 350 нанометров, она будет интерферировать с длиной волны и удалит синий цвет с поверхности.
Хорошо, на самом деле это немного сложнее, и эти цифры не на 100% верны, но достаточно близки, чтобы понять суть. Физика света никогда не бывает такой простой.
Как работает свет на металле
Если сталь имеет «нормальную» неокисленную поверхность и не имеет тонкой пленки, она отражает весь свет в спектре. Он не выглядит белым просто потому, что не отражает достаточно света. Чем меньше вы отражаете света, тем ближе вы становитесь к черному. Полный черный – это полное отсутствие света.
Так что же заставляет его менять цвет?
Толщина этого слоя определяет, какие световые волны блокируются. Толщина оксидного слоя зависит от температуры, которой подвергается сталь при контакте с кислородом. На это также немного влияет количество углерода в стали.
Другими словами, тепло инициирует химическую реакцию между железом в стали и кислородом в воздухе. Это формирует оксидный слой, который представляет собой тонкую пленку, которая отфильтровывает одни длины волн и усиливает другие, в зависимости от его толщины. Вот так меняется цвет.
На самом деле, сталь — не единственный металл, который окрашивается в синий цвет, и не только оксид железа может провернуть этот интересный трюк. Еще одним примером металла, который становится синим (и другими цветами) при нагревании, является титан. Оксид титана может дать тот же результат, хотя для его достижения потребуются другие температуры.
Почему окраска стали так полезна
По мнению некоторых, окраска стали была первым полезным применением эффекта тонкой пленки. Причина этого в том, что это позволяет нам узнать, насколько горячим стал кусок стали под воздействием кислорода, который обычно находится в воздухе.
Чем горячее становится сталь, тем толще становится этот оксидный слой. Это означает, что различные длины волн света либо приглушаются, либо усиливаются, тем самым изменяя цвет стали.
На самом деле, это один из самых распространенных способов контроля отпуска при термообработке стали. Когда кусок средне- или высокоуглеродистой стали нагревают до ярко-красного/оранжевого цвета, а затем быстро закаливают в масле или воде, он становится чрезвычайно твердым, но также и очень хрупким.
Позволив металлу «пропитаться» при более низкой температуре после охлаждения, сталь станет более прочной и менее хрупкой. Он также станет немного менее жестким. Мы можем использовать цвет стали, чтобы определить, когда она достигла желаемой температуры для этого процесса отпуска.
Машинисты также будут использовать эту цветовую индикацию нагрева, чтобы определить, когда условия резания идеальны для обработки стали. Голубая стружка означает, что тепло поглощается и отводится стружкой, а не заготовкой или режущим инструментом.
Вот загружаемый список различных цветов, на которые сталь будет меняться в зависимости от температуры:
Цвета нагрева сталиСкачать
Теперь разные марки стали будут иметь разную толщину оксидного слоя при разных температурах. Этот список основан на инструментальных сталях со средним содержанием углерода.
Нержавеющая сталь особенно требует более высокой температуры, поскольку она более устойчива к коррозии и, следовательно, требует больше тепла для создания слоя оксида железа.
Эффект тонкой пленки чрезвычайно полезен для тех, кто работает со сталью. Это позволяет нам определять температуру металла на глаз и, таким образом, контролировать свойства металла или получать представление о процессе, который мы выполняем.
Горячее окрашивание стали – 5 предметов первой необходимости для освоения искусства
5 основных предметов для освоения искусства
Зачем использовать тепловую окраску для патинирования ваших изделий из стали?
Художники могут придать цвет металлу разными способами.
В отличие от краски, основной целью которой может быть защита поверхности от непогоды, когда мы выбираем патину для произведений искусства из металла, мы обычно предпочитаем менять цвет металла, не затеняя врожденный характер металла.
Одна из прелестей тепловых цветов заключается в том, что они окрашивают металл, сохраняя при этом его динамичные отражающие свойства.
Тем не менее, многим художникам трудно добиться стабильных результатов с помощью теплых цветов.
Я определил пять элементов, которые играют жизненно важную роль в вашем общем успехе с теплыми цветами.
Когда вы наберете каждый из них, они помогут вам использовать спонтанность, красоту и характерную теплоту цветов, чтобы оживить ваши произведения искусства.
Эти пять элементов:
- Ваше рабочее пространство
- Ваш источник тепла
- Ваша техника
- Ваш подход
- и Ваша изобретательность
Я подробно рассказываю о каждом из них в своем мастер-классе по окраске нагрева.
Unexpected Company — многослойная настенная деталь из металла и дерева, изготовленная с использованием окрашенной стали и декоративной шлифовки.Цветовой спектр нагрева
Нагревание стали инициирует химическую реакцию между железом и кислородом, которая создает тонкий оксидный слой на металле. Толщина оксидного слоя определяет получаемые цвета.
Тепловые цвета проявляются в диапазоне от 400ºF до 700ºF, при этом самый низкий температурный цвет имеет светло-соломенный цвет, а самый горячий – темно-зеленый.
Вы можете наносить на голую сталь специальные цвета нагрева с помощью горелки для контроля температуры и получения желаемого результата.
На этом изображении показана радужная смесь цветов металла, которую можно получить, нагревая сталь горелкой, как показано в уроке из моего фирменного курса по искусству металла «Искусство гравировки на окрашенной стали».
Подробнее об этом и моем онлайн-мастерстве по окрашиванию ниже на странице…
Когда вы окрашиваете свои изделия из металла с помощью нагрева, вы можете наносить определенные цвета тепла на отдельные, изолированные области или на более широкие участки в виде цветных градиентов.
Когда цвета впервые начнут бежать, вы увидите оттенок светлой соломы. После этого он будет постепенно темнеть по мере повышения температуры, переходя в оранжево-красный, а затем в фиолетовый цвет.
Далее идет темно-синий, светло-голубой и светло-серо-зеленый. И, если вы продолжите нагревать, вы заметите, что цвета снова меняются, но в более пастельных тонах, прежде чем превратиться в темно-зеленый и, в конечном итоге, в огненно-серый.
Хотя градус есть градус, при окрашивании стали в игру вступает множество факторов, помимо температуры.
Поверхность, которую вы окрашиваете, ваша техника теплового окрашивания и даже рабочая среда могут влиять на получаемые тепловые цвета.
При окрашивании изделий из металла с помощью нагрева можно применять определенные цвета нагрева в отдельных изолированных областях или на более широких участках в виде цветных градиентов.
Когда цвета впервые начнут бежать, вы увидите оттенок светлой соломы. После этого он будет постепенно темнеть по мере повышения температуры, переходя в оранжево-красный, а затем в фиолетовый цвет.
Далее идет темно-синий, светло-голубой и светло-серо-зеленый. И, если вы продолжите нагревать, вы заметите, что цвета снова меняются, но в более пастельных тонах, прежде чем превратиться в темно-зеленый и, в конечном итоге, в огненно-серый.
Хотя градус есть градус, при окрашивании стали в игру вступает множество факторов, помимо температуры.
Поверхность, которую вы окрашиваете, ваша техника теплового окрашивания и даже рабочая среда могут влиять на получаемые тепловые цвета.
Светлый и темно-зеленый — это несколько наиболее редко используемых цветов тепла.
«Моя самая большая проблема — постоянство и контроль цвета.»
У меня есть многолетний опыт работы с гравюрами на станках с ЧПУ и горячей окраской в качестве основного декоративного акцента. – Самая большая проблема – это согласованность и контроль цвета.
Тонкости цвета
От добавления ярких красок в ваши работы по металлу до создания сложных рисунков по металлу на листовой стали, теплые цвета предлагают широкий спектр ярких или нежных цветов в вашей художественной палитре.
Хотя тепловые цвета прекрасны сами по себе, они действительно оживают, когда вы сочетаете их с вариациями естественного цвета стали, когда свет отражается от поверхности декоративных узоров.
Художник может моделировать формы и предлагать тонкие вариации цвета, встречающиеся в природе, путем смешивания различных оттенков цвета.
В гравюре на окрашенной стали художник по металлу использует декоративную шлифовку металла для создания тонких вариаций отраженного света и, в свою очередь, вариаций цветовых значений и намеков на форму, движение, прозрачность и материал.
Я посвятил целый модуль в своем курсе «Искусство гравировки термоокрашенной стали» декоративной шлифовке.
Хотите научиться делать гравюры на окрашенной стали в своем художественном стиле?
Узнайте больше о курсе
Функциональное использование тепловых красок
Художники и ремесленники используют тепловые краски с незапамятных времен.
Если вы работали со сталью, вы видели, как они появляются во время сварки. И если вы слишком долго держали инструмент на точильном камне, вы на собственном горьком опыте узнали, что может означать этот синий цвет.
Как я узнал из книги Александра Вейгера «Изготовление инструментов», кузнецы, производители инструментов и мастеров лезвий уже давно используют термокраски или темперирующие краски для измерения твердости стали в процессе термообработки.
Каждый цвет в цветовом спектре тепла соответствует определенной температуре и твердости.
Синий — для упругости, соломенный — для резцов по дереву и т. д. Когда вы закаляете инструмент, наблюдение за тем, как цвета перетекают по голой стали, дает необходимую подсказку для закалки инструмента для конкретной конечной цели.
Я изготовил множество инструментов для резьбы по дереву и камню, прежде чем стал рассматривать тепловые цвета как патину для произведений искусства. Но это другая история.
Когда дело доходит до изменения цвета металла, термическое окрашивание является одним из наиболее «естественных» методов, так как не требует дополнительных химикатов, пигментов или красителей.
Окрашивание стали при нагревании — довольно простой процесс. Тем не менее, есть несколько вещей, о которых нужно помнить, чтобы добиться стабильных результатов.
Я использую тепловые краски для патинирования своих стальных настенных рисунков с начала 90 года.0 с. Эта страница содержит несколько советов, которые я считаю необходимыми для получения воспроизводимых результатов со всеми цветами тепла от светло-соломенного до темно-зеленого и всеми промежуточными цветами.
Независимо от того, закаляете ли вы инструмент или добавляете последний штрих к своей последней металлической скульптуре, эти указатели помогут облегчить некоторые из распространенных разочарований, которые вы, возможно, испытали при окраске горячим способом.
И, если у вас есть пара часов и вы хотите взять под контроль горячее окрашивание и получить стабильные результаты и предсказуемые цвета, посетите мой онлайн-семинар по тепловому окрашиванию, Горячее окрашивание стали – 5 основных навыков для овладения искусством .
ПС. Это всего 27 долларов США
Как окрашивать сталь с помощью нагрева
Убедитесь, что вы работаете в безопасных условиях
Основы техники безопасности в цеху выходят за рамки этой статьи, и вы всегда должны знакомиться с приемлемыми методами безопасности и следовать инструкции по использованию вашего оборудования.
Прежде чем начать, убедитесь, что в рабочей зоне нет легковоспламеняющихся материалов и нет предметов, о которые можно споткнуться.
И убедитесь, что у вас есть исправный огнетушитель.
Таблица цветовых температур тепла
Хотя нет необходимости знать, при какой температуре проявляется каждый цвет, из этой таблицы видно, что различные цвета тепла разделяют всего несколько градусов.
Диаграмма цветовой температуры тепла является удобным справочником, но фактические значения температуры на самом деле не играют роли, когда вы раскрашиваете свою работу.
Если, конечно, вы не используете печь для термообработки. При отсутствии печи подходящего размера предпочтительным инструментом для термической окраски является горелка.
В духовке можно оставить металл вымачиваться достаточно долго, чтобы добиться однородного цвета. С горелкой задача создания равномерного нагрева по всей заготовке находится в ваших руках.
Используйте резак по размеру заготовки.
Большая пропановая горелка для прополки — отличная универсальная горелка для тепловой окраски.Когда вы окрашиваете сталь и хотите добиться равномерного цвета по всему изделию, лучше всего создать атмосферу, похожую на печь.
Ваша горелка должна обеспечивать достаточное количество БТЕ, чтобы сталь не охлаждалась в одной области, пока вы нагреваете другую.
Но даже с факелом подходящего размера нужно действовать медленно, давая время нагреву полностью пропитать сталь.
Используйте обычный рисунок факела по всей поверхности.
Использование равномерного рисунка при прохождении горелки по изделию поможет добиться равномерного нагрева.
Вы можете пойти еще дальше и время от времени менять направление, чтобы обеспечить полное покрытие.
Форма вашей стали также играет роль при термоокраске.
Например, когда вы окрашиваете стальной лист неправильной формы, вам нужно изменить рисунок, чтобы приспособить выступы, которые могут нагреваться и остывать быстрее.
Когда появится первый соломенный цвет, у вас будет визуальный ориентир для настройки рисунка факела с учетом любых горячих или холодных точек.
И не забывайте использовать каждый последующий цвет в качестве визуального ориентира для следующего.
Терпение превыше всего
Не торопитесь, доводя до желаемого цвета. Если вы будете действовать слишком быстро, вы рискуете перегреться и выйти за пределы намеченного цвета. Слишком быстрый нагрев — одна из самых распространенных ошибок художников.
Практика, практика, практика.
Стальной лом — ваш друг. Отшлифуйте его до голого металла, возьмите фонарик и покрасьте. Есть чему поучиться.
Я занимаюсь металлическими изделиями из окрашенной стали уже почти тридцать лет и все еще разрабатываю и совершенствую свои методы окрашивания стали.
Если вы хотите не работать методом проб и ошибок и быстро научиться контролировать тепловое окрашивание, загляните на мой онлайн-семинар по тепловому окрашиванию.
Я подробно описываю каждый из пяти основных принципов достижения успеха с помощью теплового окрашивания, чтобы вы могли преодолеть трудности и сосредоточиться на своем творческом процессе.
Вы изо всех сил пытаетесь взять под контроль теплые цвета?
Научитесь получать желаемые цвета именно там, где хотите?
В ходе двухчасового онлайн-семинара я рассказываю, как добиться стабильных результатов при окрашивании стали при нагревании.
Мы подробно расскажем о каждом из пяти основных элементов, необходимых для овладения искусством теплового окрашивания.
Спектр цветов тепла
– Что такое цвета тепла?
– Ваша цветовая палитра тепла?
– Чем они уникальны среди патины?
Ваше рабочее пространство
— Основные соображения безопасности
— Варианты рабочей станции
— освещение
Ваш источник тепла
— Выбор правого факета
. от вашей техники к выполняемой работе
Ваш подход
– Применение тепловых красок в работе
– Типичная последовательность тепловых окрасок
– Нанесение сплошных цветов рядом друг с другом
– Создание равномерных цветовых градиентов
Ваша изобретательность
– Адаптация и инновации
– Усовершенствованные методы теплового окрашивания
Все всего за 27 долларов
Я занимаюсь не только живописью по металлу еще пробовал теплую окраску, но хотел бы научиться. У меня есть плазменный стол, поэтому я вырезаю всякие штуки из листов плоской стали в основном 26 калибра. Похоже, это то, что я мог бы объединить с тем, что вырезаю на своем плазменном столе 9.0003
Брюс П.
Художник по металлу
Я уже использую тепловую окраску, но всегда готов узнать больше.
Пэт Г.
Скульптор и кузнец по металлу
Каждый материал имеет свой рабочий процесс
Точно так же, как ваше вдохновение для изучения новых навыков удерживает вас на курсе на протяжении всего процесса обучения, ваше видение каждой готовой детали направляет каждое ваше действие во время творческого процесса.
В отличие от работы со многими носителями, гравировка на окрашенной стали — это процесс, который можно выполнять в процессе работы. Поскольку вы должны последовательно текстурировать и окрашивать области своего дизайна, работая от горячего к холодному, вы разрабатываете совершенно новые способы согласования текущего этапа прогресса с вашим видением готового изделия.
Каждый заполненный раздел усиливает, уточняет или изменяет это намерение. И когда вы добавите последнюю серебряную подсветку, вас встретит то, что, вероятно, будет сочетанием знакомства, удивления и удивления.
Я рассказываю о каждой детали этого художественного процесса по металлу в моем курсе по художественному металлу «Искусство гравировки на окрашенной стали».
Не готовы к семинару или курсу прямо сейчас? Если вам нужно вдохновение и информация о термической окраске, декоративной шлифовке и моем процессе работы с металлом, подпишитесь на мою рассылку новостей об искусстве металла.
Вы также получите мгновенный доступ к моему бесплатному 5-этапному руководству , «Как сделать гравюры на стали, окрашенной горячим способом». для улучшения цвета металла, будь то для художественных работ или промышленного использования.
На освоение требуется некоторое время, но наград много.
Одна из вещей, которые мне так нравятся в термической окраске стали, это то, что независимо от того, насколько вы опытны в достижении определенного эффекта, всегда есть переменные, не зависящие от вас, которые могут улучшить вашу работу.
Ветер и погода при нагреве, степень чистоты поверхности, дефекты стали, вариации текстуры поверхности, компенсация более горячих и более холодных участков в контакте с опорой, неравномерный нагрев — вот лишь некоторые из факторов, которые могут влиять на то, как «принимают» теплые цвета.»
Требуется терпение, чтобы научиться смягчать те, с которыми вы не можете жить, и принимать решения на месте, чтобы принять те, которые способствуют развитию вашего художественного видения.
Чем лучше вы научитесь управлять своим факелом и применять тепловые цвета к своим изделиям из металла, тем больше вы сможете сосредоточиться на творческом процессе и на том, что вдохновило вас на создание своего искусства.
Подробнее о курсе
Руководство столяра по инструментальной стали и термической обработке
О курсе Верстак Инструментальная сталь Проекты Подъемный рубанок
Деревообрабатывающие звенья фракталы СПАМ Хайку Карта сайта Контакт Главная
Руководство столяра по инструментальной стали и нагреву Обработка
Вы когда-нибудь задумывались, каким волшебным образом сталь можно сделать твердой или
мягкий? Я тоже. После закалки моего первого рубанка я решил
выяснить. Эта страница является результатом моего исследования. Пока
существуют десятки различных составов инструментальной стали,
только один, с которым у меня есть опыт, это Масло О-1
Упрочняющая инструментальная сталь . Я использую O-1 для следующего
причины:
- Дешево и доступно
- Имеет одну из самых низких температур закалки среди всех инструментальные стали, поддающиеся термообработке в домашних условиях
- Обладает хорошей устойчивостью к короблению при закалке
- Справочник по машинному оборудованию рекомендует O-1 для «инструменты с острыми краями (ножи, бритвы)» и «инструменты для операции, где не требуется высокая скорость, но стабильность в термообработке и существенной стойкостью к истиранию являются нужно»
В последующих обсуждениях термины «сталь», «инструмент
сталь», а «углеродистая сталь» следует понимать как относящуюся к
к О-1. В то время как физические изменения и фазовые соотношения в
термическая обработка практически одинакова для всех инструментальных сталей,
требуемые температуры (и другие физические свойства)
сильно различаются по составу. Отметим также, что др.
жидкости (вода, воздух), кроме масла, используются для тушения различных
инструментальные стали и процедуры отпуска также различаются.
| Химический состав инструментальной стали O-1 | Физические свойства инструментальной стали O-1 | ||
|---|---|---|---|
| Утюг | 97,1% | Закалка (°F) | 1450 — 1500 |
| Углерод | 0,90% | (°С) | 788 — 816 |
| Хром | 0,50% | Закалка (°F) | 350 — 550 |
| Марганец | 1,00% | (°С) | 177 — 228 |
| Вольфрам | 0,50% | Диапазон твердости (R c ) | 64 — 58 |
Определения:
Отжиг — Размягчение инструмента
стали для обработки, нагревом до температуры закалки
и медленно остывает. Медленное охлаждение может быть достигнуто путем
закапывание стали в изолирующую среду, такую как известь или
вермикулита и дайте ему остыть до комнатной температуры.
Закалка — Нагрев стали до закалки температура и резкое охлаждение путем закалки в масле ванна.
Отпуск — Повторный нагрев закаленной стали до температура отпуска для снятия напряжений, возникающих в процесс затвердевания и удалить часть твердости в обмен на жесткость. Неотпущенная, закаленная инструментальная сталь почти такой же хрупкий, как стекло.
Что происходит при термообработке инструмента Стали?
Углерод и железо существуют вместе в нескольких различные фазы, в зависимости от процентного содержания углерода и температура. Фазовая диаграмма Fe-C показывает эти отношения.
Упрощенная фаза Fe-C Диаграмма (Стальная часть)
Для нашего обсуждения важны четыре фазы:
- феррит
- цементит
- аустенит
- мартенсит
Обратите внимание, что показанная диаграмма относится только к стальной части. системы. При содержании углерода от 2 до 6,67 % сплав
чугун. Свыше 6,67% углерода сплав состоит из
цементит и графит.
Сплав, состоящий точно из 0,76 % углерода и 99,24 % Fe, имеет самую низкую температуру, при которой превращение феррита и цементита в аустентит завершено. Это известно как эвтектоидная сталь . Увеличение содержания углерода сверх этого количества, а также добавление других легирующих элементов, также повышает температуру полного фазового превращения (т. е. твердения).
Полностью отожженная углеродистая сталь состоит, помимо
примеси и другие легированные элементы, механические
смесь железа и карбида железа. Железо берет на себя
кристаллическая форма феррита, а карбид железа занимает
кристаллическая форма цементита. Общая структура состоит из
полосы этих двух компонентов и известен как перлит. В этом состоянии сталь мягкая.
и работоспособный.
При нагреве стали выше критической температуры, около 1335 ° F (724 ° C) он претерпевает фазовый переход, перекристаллизовывается в аустенит. Продолжение нагрева до температура закалки, 1450-1500°F (788-843°C) обеспечивает полное превращение в аустенит. В этот момент сталь больше не магнитится, и ее цвет вишнево-красный.
Если аустенитная сталь охлаждается медленно (процесс известный как отжиг), он вернется к перлиту структура. Однако если его резко охладить закалкой в масляная ванна, новая кристаллическая структура, мартенсит, сформировался. Мартенсит характеризуется угловатым игольчатым структуру и очень высокую твердость.
Хотя мартенситная сталь очень твердая, она также
чрезвычайно хрупкий и будет ломаться, скалываться и крошиться вместе с
малейший шок. Кроме того, внутренние напряжения остаются в
средство от внезапной закалки; это также облегчит
поломка инструмента. Закалка снимает эти напряжения и
вызывает частичный распад мартенсита на феррит
и цементит. Величина этого частичного изменения фазы равна
регулируется температурой отпуска. Закаленная сталь не такая твердая, как чистая
мартенсит, но намного прочнее.
Влияние легирующих элементов на свойства инструментальной стали:
- Углерод: Повышение содержания углерода незначительно увеличивает твердость и значительно увеличивает износостойкость.
- Марганец: Небольшие количества марганца уменьшают хрупкость и улучшают ковкость. Большие суммы марганца улучшают прокаливаемость, допускают закалку в масле и уменьшают деформацию при закалке.
- Кремний: Повышает прочность, ударную вязкость и ударопрочность.
- Вольфрам: Улучшает «горячую твердость» — используется в быстрорежущей инструментальной стали.
- Ванадий: Улучшает структуру карбида и улучшает способность к ковке, а также повышает твердость и износостойкость.
- Молибден: Улучшает глубокую закалку, ударную вязкость и, в больших количествах, «горячую твердость». Используется в быстрорежущей инструментальной стали, потому что она дешевле вольфрама.
- Хром: Улучшает прокаливаемость, износостойкость и прочность.
- Никель: Улучшает прочность и износостойкость в меньшей степени.
Включение этих элементов в различные комбинации может действовать синергетически, усиливая эффект от их использования по отдельности.
Типы инструментальной стали, кроме O-1:
Серии A и D (A-2, D-2 и т. д.) содержат больше хрома и поэтому более износостойкие.
Серия S содержит больше кремния и поэтому более устойчива к ударам. Серии M и T содержат либо больше молибдена, либо вольфрама.
быстрорежущие стали, обладающие гораздо большей жаропрочностью. Все они требуют значительно более высоких температур для закалки, чем О-1, и не являются
действительно подходит для закалки в домашних условиях.
Зачем криогенно обрабатывать инструментальную сталь?
В некоторых легированных инструментальных сталях значительное количество аустенита не превращается в мартенсит при закалке. Это особенно верно для A-2 и D-2; эти стали выбирают для кромочных инструментов из-за их более высокой износостойкость, которая снижается за счет остаточного аустенита. Поскольку аустенит нестабилен при комнатной температуре, он постепенно превращается в мартенсит в течение определенного периода времени — но мы говорим о годах, слишком долго, чтобы быть практичным. Так переохлаждая закаленное, закаленная сталь ускоряет преобразование до нескольких часов. Затем инструмент повторно закаляют после криогенной обработки, и исследования показывают, что это приводит к значительному повышению износостойкости. Поскольку мартенситное превращение более полно в О-1, криогенная обработка для этой инструментальной стали не требуется.
Цвет инструментальной стали в зависимости от температуры
| 2000°F | Ярко-желтый | 1093°С |
| 1900°F | Темно-желтый | 1038°С |
| 1800°F | Оранжево-желтый | 982°С |
| 1700°F | Оранжевый | 927°С |
| 1600°F | Оранжево-красный | 871°С |
| 1500°F | Ярко-красный | 816°С |
| 1400°F | Красный | 760°С |
| 1300°F | Средний красный | 704°С |
| 1200°F | Тусклый красный | 649°С |
| 1100°F | Светло-красный | 593°С |
| 1000°F | Очень слабо красный, в основном серый | 538°С |
| 0800°F | Темно-серый | 427°С |
| 0575°F | Синий | 302°С |
| 0540°F | Темно-фиолетовый | 282°С |
| 0520°F | Фиолетовый | 271°С |
| 0500°F | Коричневый/Фиолетовый | 260°С |
| 0480°F | Браун | 249°С |
| 0465°F | Темная солома | 241°С |
| 0445°F | Светлая солома | 229°С |
| 0390°F | Бледная солома | 199°С |
Сталь окрашивается в разные цвета в зависимости от температуры. Температуры выше 800°F (427°C) производят
яркие цвета; атомы в стали так заряжены
теплом, что они испускают фотоны. Температура ниже
800°F (427°C) дают цвета окисления. Как
сталь нагревается, на поверхности образуется оксидный слой; это
толщина (и, следовательно, интерференционный цвет, поскольку свет
отраженное) является функцией температуры. Эти цвета могут быть
используется для закалки инструментальной стали.
Если цвета вызывают затруднения:
Не всегда практично использовать цвет для определения температуры. От пяти до десяти процентов мужчин население дальтоники; кроме того, цвет раскаленной стали гораздо труднее определить на солнце, если ты делаешь термообработку на открытом воздухе, что вам следует делать, если в вашем магазине нет вентиляционной вытяжки и дымохода. Закалка может быть в духовке с точным термометром. Для температуры затвердевания, есть несколько решений:
Магнетизм: Помните, что при критической температуре, когда начинается фазовый переход в аустенит, сталь
стать немагнитным.
Пирометры: Хотя хорошие пирометры стоят дорого, термопару типа К можно купить за несколько долларов по
стекольный или керамический цех. Подключите его к цифровому мультиметру, загрузите диаграмму милливольт к температуре
для термопары, и все готово. Я сделал это, пропустив термопару через маленькое отверстие сбоку моей газовой горнила,
и это кажется довольно точным. Некоторые интернет-ресурсы:
- Создание пирометра
- Термопара типа K от милливольт до °F
Tempilstiks: Tempilstiks — это цветные мелки, которые гарантированно плавятся в пределах 1% от их номинальной температуры. Доступно в широкий диапазон температур до 2500°F, их можно приобрести у торговцев кузнечным/кузнечным делом (онлайн по адресу Кузница Кентавра).
Руководство по закалке и отпуску инструментальной стали O-1
Начните с отожженной стали. На этом этапе сталь мягкая.
достаточно для работы с файлом. Сделайте всю свою форму сейчас.
Однако, если вы делаете кромочный инструмент, пока не затачивайте острую кромку — остановитесь совсем чуть-чуть.
острого, оставляя его тупым.
Небольшая газовая горн с безнаддувной горелкой
(Острый край во время жары обработка вызовет нежелательные напряжения в инструменте.)
Использование соответствующего источник тепла (или создание горелки Reil), нагрейте сталь до критической температуры. Как узнать, когда вы достигнете критической температуры? Аустенит, кристаллическая структура железа/углерода, образующаяся выше критическая температура немагнитна. я держу старый магнит держится в паре удобных тисков при закалке. Когда сталь достаточно горячая, магнит не прилипает. В в этот момент сталь вишнево-красная.
Изображение фактически показывает приближение темно-желтого цвета. ярко-желтый; вишнево-красный можно увидеть дальше вниз
лезвие.
Теперь снимите сталь с огня и немедленно потушить в масле. Подойдет любое масло; я утопил на отработанном моторном масле, но теперь предпочитаю дешевое растительное масло в металлическая ведро 5 литров. (Я бы предпочел думать о картофеле фри чем двигатель, работающий на жидком топливе.) Когда ты погрузить раскаленную сталь в масло, сделать это вертикально — если вы погружаете его под углом, он деформируется. Аккуратно встряхните его в масле движениями вверх-вниз. движение; перемешивание также может вызвать деформацию. Это
Хотя похоже, что я вхожу под углом в изображение, клещи захватывают инструмент под одним и тем же углом, и фактическое движение инструмента и моей руки вертикальный.
важно, чтобы он двигался, чтобы пополнить масло в
поверхность стали; иначе образуется слой пара
что приводит к более медленному, чем хотелось бы, гашению. Если погасить
слишком медленно, инструмент не будет достаточно жестким. Держите сталь в
масло до тех пор, пока масло не перестанет пузыриться.
Как только сталь станет достаточно прохладной, чтобы с ней можно было обращаться, вытрите ее.
и проверьте его твердость. Если вы все сделали правильно, файл
не кусается — просто соскальзывает с края инструмента. Если
достаточно тяжело, пора закаляться; это важно
закалить как можно скорее после закалки. Вы можете просто
поместите инструмент в духовку, если вы доверяете его температуре
(возможно, хороший термометр был бы хорошей инвестицией), или
можно закалять так, как это делают кузнецы, нагревая инструмент до
он достигает нужного цвета. Чтобы увидеть цвета окисления,
вам придется полировать инструмент на грубой эмори-бумаге.
Мы не говорим здесь о зеркальной отделке — достаточно, чтобы разоблачить
голый металл (возможно, до зернистости 220). Теперь, используя
соответствующий источник тепла, осторожно нагрейте инструмент от
неделовой край. Идея состоит в том, чтобы смягчить к сокращению
кромка, поэтому режущая кромка будет тверже, чем другой конец
инструмента. Например, лезвие ножа будет тверже.
чем вдоль спины — спина бы больше закалялась, чтобы дать
это гибкость. По мере того, как инструмент нагревается, первый цвет, который вы
должен видеть слабый соломенный цвет. Продолжайте нагревать и дайте
этот цвет распространяется к режущей кромке. Так же, как это
достигает режущей кромки, погрузите инструмент в воду, чтобы
препятствуйте тому, чтобы это темперировало слишком много. Все готово, если инструмент
это плоское железо или долото — все, что вам нужно сделать сейчас, это сгладить
заднюю часть и заточить его. Для инструмента, которому нужна большая прочность
(меньше ломкости), как может холодная стамеска, следует
темперамент немного выше. Для настоящей гибкости, как пружина,
пройти весь путь до синего.
Твердость в зависимости от температуры отпуска
| Температура отпуска °F | Температура отпуска °C | Приблизительная твердость R c |
|---|---|---|
300 | 149 | 63/65 |
350 | 177 | 62/64 |
400 | 204 | 61/63 |
450 | 232 | 60/62 |
500 | 260 | 58/60 |
600 | 316 | 55/57 |
700 | 371 | 51/53 |
800 | 427 | 48/40 |
900 | 482 | 44/47 |
1000 | 538 | 40/44 |
Отказ от ответственности
Огонь и раскаленный металл опасны по своей природе. автор и хозяева этого сайта не принимают
ответственности за и исключить любую ответственность в
связь с просмотром этого сайта, использование информации
на этом сайте и скачав с него любой материал
включая, помимо прочего, любую ответственность за ошибки,
неточности и телесные повреждения в результате
применение этой информации.
Дополнительные ресурсы
Металлургия углеродистой стали
Краткая история стали
Сталь с точки зрения материаловедения и инженерии
посмотреть
Сталь и инструмент
Изготовление до 1870 г.
Инструмент Art of the Edge
Brent Beach ‘Testing Plane Irons’
Лезвия из стали,
анализ стали и методы термической обработки
Термическая обработка
лечение
Термообработка
Интернет-микроскоп Манчестерского университета
О компании Верстак Инструментальная сталь Проекты Подъемный рубанок
Деревообрабатывающие звенья фракталы СПАМ Хайку Карта сайта Контакт Дом
Copyright © Peter L Berglund, 2006. Все права защищены; содержание не может быть воспроизведено без разрешения автора.
Лосиная кузница
Цвета ковки
Источник: Википедия
Практика использования цветов для определения температуры куска (обычно) черного металла происходит из кузнечного дела. Задолго до того, как термометры стали широко доступны, необходимо было знать, в каком состоянии находится металл для его термической обработки, и единственный способ сделать это — нагреть его до цвета, который, как известно, лучше всего подходит для работы.
Цвета стали
| Черная плавка (примерно 1200°F) | Не используется для обработки железа. Черный жар описывает диапазон температур от почти незаметного красного жара (недостаточно яркого, чтобы быть видимым, кроме как в затемненном месте) до значительно ниже красного жара. Из соображений безопасности все железо и инструменты, не раскаленные докрасна, следует рассматривать как раскаленные до черноты, пока не будет доказано обратное. Начинающие кузнецы должны принять к сведению, что любой металл, который все еще остывает и уже не раскален докрасна, по-прежнему опасен. И все инструменты, соприкасающиеся с горячим металлом, тоже нагреваются и опасны. |
|---|---|
| Темно-красная жара (примерно 1300°F) | Для чистовой ковки, что означает сглаживание вмятин и острых углов. Не куйте легированные стали ниже этой температуры. Мягкая сталь и кованое железо все еще могут быть обработаны. |
| Красная жара (примерно 1500°F) | Для окончательной правки кованого железа и низкоуглеродистой стали. Вернуть в огонь на этой жаре. |
| Апельсиновая жара (примерно 1800°F) | В этом цвете производится поковка легированных сталей. Ковка низкоуглеродистой стали и кованого железа при этой температуре становится труднее, чем при желтом калении. |
| Желтая жара (примерно 1900°F) | Для ковки кованого железа и низкоуглеродистой стали. |
| Светло-желтая жара (примерно 2000°F) | Лучшая плавка для ковки кованого железа и мягкой стали. Постарайтесь получить это тепло, прежде чем снимать с огня для ковки. Иногда это описывается как легкий сварочный нагрев. |
| Белое пламя или сварочное пламя (примерно 2200°F) | Для сварки низкоуглеродистой стали и чугуна. Снимите с огня, когда начнут лететь искры, и остановите кузнечную сварку, когда температура станет светло-желтой. |
| Никогда не использовался. Следует избегать игристого или шипящего тепла. Обжигающий жар в значительной степени описывает визуальный эффект. От материала разлетаются яркие искры, похожие на искры от шлифованной стали, а в месте поражения слышен шипящий звук. Шипение — это буквально горящая сталь. В этот момент сталь следует считать разрушенной, а пораженный участок больше не используется. Отрежьте от бруска пораженный участок и выбросьте его. Попытки сохранить или использовать его закончатся провалом изделия, потому что зернистая структура разрушается, металл при ковке крошится, а при охлаждении становится ломким. Избегайте обжигающего жара. |
Использование цвета для определения температуры не всегда практично. От пяти до десяти процентов мужского населения дальтоники; Кроме того, цвет раскаленной стали гораздо труднее определить на солнце, если вы проводите термообработку на открытом воздухе, что вам следует делать, если в вашем магазине нет вентиляционного колпака и дымохода. Закалку можно проводить в печи с точным термометром. Для температуры закалки существует несколько решений:
- Магнетизм: Помните, что при критической температуре, когда начинается фазовый переход в аустенит, сталь становится немагнитной.
- Пирометры: Хотя хорошие пирометры стоят дорого, термопару типа K можно купить за несколько долларов в стекольном или керамическом магазине.