Сталь цвета нагрева — Энциклопедия по машиностроению XXL
При термической обработке необходимо соблюдать температурный режим, так как нарушение его может привести к браку. Для точного определения температурного режима используют различные приборы. Без приборов температуры устанавливают приблизительно. Обычно это делает опытный термист. Температуру определяют по цвету побежалости и излучению (цвету каления). Цвета побежалости — радужные цвета, возникающие в результате появления тонкого слоя окислов на чистой поверхности углеродистой стали при нагреве от 220 до 330 °С (табл. 9.1). Ими можно пользоваться при низком отпуске и закалке с самоотпуском. [c.175]Отпуск стали по цветам побежалости. Температуру отпуска часто определяют по цветам побежалости. Этот метод основан на наблюдении, показывающем, что светлая, зачищенная поверхность стали при нагреве окисляется, покрываясь тончайшей окисной пленкой. С повышением температуры отпуска толщина окисной пленки увеличивается и цвет поверхности изменяется.

Цвета побежалости. Это радужные цвета, возникающие в результате появления тонкого слоя окислов на чистой поверхности углеродистой стали при нагреве ее в интервале температур 150—350°С и на легированной стали при более высоких температурах. [c.90]
Посредством отпуска можно сообщить стали строго определенные механические свойства, уменьшить хрупкость и увеличить вязкость, что особенно необходимо для деталей, работающих при толчках и ударах. Чем выше температура отпуска, тем более вязкой становится сталь. Температуру отпуска контролируют по цветам побежалости, появляющимся на поверхности стали при нагреве. [c.532]
Если очищенный напильником или наждачной шкуркой кусок стали начать нагревать, то на его поверхности появляются различной толщины пленки окислов железа. Чем выше температура, тем толще пленка. С увеличением толщины цвет пленки меняется от светло-желтого (220°) до серого (325°). Эти цвета называются цветами побежалости и позволяют судить о температуре нагрева в пределах до 330°.
[c.121]
Чем выше температура, тем толще пленка. С увеличением толщины цвет пленки меняется от светло-желтого (220°) до серого (325°). Эти цвета называются цветами побежалости и позволяют судить о температуре нагрева в пределах до 330°.
[c.121]
Марка стали Режим нагрева Цвет полированной поверхности шлифа, видимой невооруженным глазом Цвет составляющих под микроскопом при увеличении 315-4Ю раз [c.54]
При нагревании стали до температуры выше указанной цвет металла также изменяется в зависимости от температуры. Цвет стали при нагреве выше 330° С называется цветом каления. [c.84]
Температуру самоотпуска нередко определяют по цветам побежалости, т. е. по цветам, появляющимся па шлифованной поверхности стали при нагреве до температуры 200—300° С и зависящим от толщины возникающей окисной пленки.
| Таблица 3 Цвета нагрева стали при различных температурах |
Цвета нагрева стали 307 [c.
 781]
781]При нагреве стали выше 530° сталь начинает светиться. С повышением температуры свечение стали меняется. Цвета, принимаемые сталью при нагреве выше 530°, называются цветами каления. [c.70]
Температура и цвет нагрева при отжиге, закалке и отпуске резцов из быстрорежущей стали [c.114]
Температуру нагретой стали приближенно можно определить на глаз по цветам нагрева, приведенным в табл. 45. [c.112]
Определяют температуру нагрева по цветам побежалости или цветам нагрева стали непосредственно под ядром пламени (табл. 38). [c.238]
Цвет побежалости Температура в град. 1 Цвет нагрева стали Температура в град. [c.238]
При температурах от 330—350 до 530° С цвета побежалости не наблюдаются. При 530° С сталь начинает светиться. С повышением температуры свечение стали меняется и зависит от продолжительности нагрева. Цвета, принимаемые сталью при нагреве выше 530° С, называются цветами каления. Определить температуру по цветам побежалости и каления можно только при наличии соответствующего опыта работы.
[c.75]
Определить температуру по цветам побежалости и каления можно только при наличии соответствующего опыта работы.
[c.75]
Из имеющейся в продаже окиси хрома, предназначенной, по-видимому, для применения в качестве пигмента, а не абразивного материала, получается довольно тупая паста. Значительно легче и быстрее достигается яркий блеск при пользовании окисью хрома приготовленной сжиганием хромпика (двухромовокислого натрия или двухромовокислого калия) с серой. Измельченный хромпик смешивают с измельченной серой (удобнее пользоваться мелким порошком серы, поступающим в продажу под названием серного цвета ) в соотношении 10 массовых долей натриевого хромпика на 1,4 части серы для получения примерно 6 частей окиси хрома или на 10 массовых долей калиевого хромпика 1,2 частей серы для получения примерно 5 долей окиси хрома (сера везде берется в небольшом избытке, а выход готовой окиси указан приблизительно, ибо он зависит от аккуратности работы при сжигании). Тщательно перемешанную смесь помещают на противень (предпочтительно из хромистой жароупорной стали) и нагревают до полного сгорания, остужают, размельчают, отмывают горячей водой от легкорастворимого сернокислого натрия (или, соответственно, —
 143]
143]
| Таблица 2. Цвета нагрева стали |
Сталь принимает закалку, начиная с марки Ст. 5 и. выше. Температуру нагрева при закалке обычно определяют по цвету раскаленного изделия (цвета накала). [c.19]
Примечание. Приведенное в таблице соответствие между температурой нагрева и цветом поверхности металла относится к углеродистым сталям. У легированных сталей такое соотношение не имеет места, так как они обладают большей стойкостью против окисления.
Проведение травления довольно просто. Шлиф после полирования слегка подтравливают. Благодаря этому проявляются границы зерен и одновременно удаляется оказывающий вредное влияние на окончательные результаты деформированный слой. Некоторые авторы, например Скортези и Дюранд [56], рекомендовали неоднократное травление и полирование. Хорошо обезжиренный образец помещают полированной стороной вверх на медную плиту или песчаную баню и нагревают. За поверхностью образца следует непрерывно наблюдать. По достижении желаемой окраски шлифа образец охлаждают в ртутной ванне или, если не стремятся избежать слабого дополнительного развития цветов побежалости, на холодной металлической плите. Горячее травление на воздухе можно применять в первую очередь для незакаленных сталей при нагреве практически неизбежны изменения мартенсита. Несмотря на это, Ханке и Хенкель [57] травили этим методом мартенситные и аустенитные образцы при этом они смогли очень хорошо выявить обе фазы.
Светлая закалка. При этом способе закалки детали нагревают в нейтральной безокислительной атмосфере или в расплавленных нейтральных солях. При светлой закалке нагрев деталей или инструмента осуществляют в жидких солях, не вызывающих окисления металла, с последующим охлаждением их в расплавленных едких-щелочах в нагревательных печах с применением контролируемой защитной газовой амтосферы, позволяющей регулировать взаимодействие печных газов со сталью при нагреве в вакуумных (10 —мм рт. ст.) закалочных печах. В результате выполнения любого из этих процессов можно получать детали с чистой светло-серого цвета поверхностью. [c.35]
И. В. Гутман [68] изучал влияние нагрева (60, 100, 200, 300, 400 и 500 °С) на защитные свойства фосфатной пленки, полученной из раствора железомарганцового фосфата (препарат ВИМ), на образцах из углеродистой, никелевой и кремнистой сталей. Образцы нагревали в муфельной печи в течение 1 ч при температуре опыта.
Отпуск обязательно производят после закалки в целях уменьшения хрупкости и внутренних напряжений, полученных при резком охлаждении стали. Температура нагрева при отпуске для инструментов — 200—320°, для деталей машин — 500—600°. Охлаждение производят в воде или на воздухе. Чем выше нагрев стали при отпуске, тем ббльшую вязкость она приобретает, но тем больше и падение твердости. Температура нагрева инструментов при отпуске может быть приближенно определена по цветам побежалости, т, е. цветам пленок окиси, образующихся на поверхности нагретого куска стали светло-желтый цвет соответствует 220—240° оранжевый — 240—260°, красно-фиолетовый— 260—280°, синий — 280—300°.
[c.275]
Температура нагрева инструментов при отпуске может быть приближенно определена по цветам побежалости, т, е. цветам пленок окиси, образующихся на поверхности нагретого куска стали светло-желтый цвет соответствует 220—240° оранжевый — 240—260°, красно-фиолетовый— 260—280°, синий — 280—300°.
[c.275]
Все конструкции до подачи их со склада на монтажную площадку рассортировывают по назначению, маркам и очередности монтажа и тщательно осматривают для выявления повреждений. Местные искривления, перегибы и вмятины выправляют обычно с подогревом дефектных мест ацетилено-кислородными резаками. Сталь следует нагревать до светло-красного цвета на участке, превышающем дефектный в 1,5—2 раза. Выпуклости и другие аналогичные дефекты выправляют кувалдой через гладилку. Удары наносят, начиная с краев и приближаясь к середине. В результате выпуклость растягивгется по всей площади. При нескольких выпуклостях, расположенных рядом, удары наносят по перешейкам, сводя все выпуклости к одной.
При нагревании сталь окисляется, и на ее поверхности появляются пленки окислов, которые приобретают различную окраску, зависящую от толщины пленки и температуры нагрева. Такая окраска металла -называется цветом побежалости. При температурах свыше 330° С цвета побежалости исчезают. При нагревании стали свыше 330° С цвет ее также изменяется в зависимости от температуры. Цвет стали при нагреве выше 330° С называется цветом каления. В табл. 1 и 2 приведены цвета побежалости и каления стали, соответствующие определенным темпеоатурам нагрева. [c.28]
Термическое травление. Тщательно отполированный образец, который можно предварительно протравить в растворе 1.1 или 2.1, постепенно нагревают до красноватого цвета. Для этого образец помещают на нагретую до 300° С песчаную баню. Поверхность следует защитить от песка. Затем образец быстро охлаждают сжатым воздухом Ферритные зерна сильно окращиваются. Цементит также окрашивается, а большинство сложных карбидов не приобретают окраски и поэтому хорошо заметны. Для низкоуглеродистых сталей достаточно непродолжительного нагрева, чтобы выявить различие между фер-ритными зернами. Нержавеющие стали требуют нагрева до более высоких температур, так как аустенит окрашивается медленнее, чем феррит [1. 3, 40 421
[c.40]
Цементит также окрашивается, а большинство сложных карбидов не приобретают окраски и поэтому хорошо заметны. Для низкоуглеродистых сталей достаточно непродолжительного нагрева, чтобы выявить различие между фер-ритными зернами. Нержавеющие стали требуют нагрева до более высоких температур, так как аустенит окрашивается медленнее, чем феррит [1. 3, 40 421
[c.40]
Резкое падение прочности при высоких температурах (рис. 158, а) может привести к разрушению (проваливанию) твердого металла нерасплавившейся части кромок под действием веса сварочной ванны. В связи с высокой жидкотекучестью алюминий моягет вытекать через корень шва. Размеры сварочной ванны трудно контролировать, так как алюминий при нагреве практически не меняет своего цвета. Для предотвращения провалов или прожогов при однослойной сварке или сварке первых слоев многопроходных швов на большой погонной энергии необходимо применять формирующие подкладки из графита пли стали. [c.354]
На рис. 4-6 показана зависимость степени черноты от температуры для покрытия черный хром , полученного электроосаждением из. хромового ангидрида, растворенного в кремнефтористо-водородпой кислоте [53]. Степень черноты при температурах 815— 1100 К равнялась 0,89. После испытаний цвет покрытий из.менился с черного на зеленый. В течение первого определения излучательной способности (покрытие наносилось на подложку из нержавеющей стали) степень черноты в интервале указанных температур оставалась в пределах 0,88. Во время повторного нагрева степень черноты увеличилась с 0,89 при 815 до 0,92 яри 1100 К цвет образца также изменился с черного на зеленый. При увеличении темпе-
[c.100]
4-6 показана зависимость степени черноты от температуры для покрытия черный хром , полученного электроосаждением из. хромового ангидрида, растворенного в кремнефтористо-водородпой кислоте [53]. Степень черноты при температурах 815— 1100 К равнялась 0,89. После испытаний цвет покрытий из.менился с черного на зеленый. В течение первого определения излучательной способности (покрытие наносилось на подложку из нержавеющей стали) степень черноты в интервале указанных температур оставалась в пределах 0,88. Во время повторного нагрева степень черноты увеличилась с 0,89 при 815 до 0,92 яри 1100 К цвет образца также изменился с черного на зеленый. При увеличении темпе-
[c.100]
На поверхности стальных шлифов при нагреве на воздухе образуются тонкие окисные слои, которые растут в зависимости от температуры и продолжительности травления. Наблюдаемые при этом цвета побежалости являются результатом интерференции. При микроскопическом наблюдении обнаруживают, что поверхность шлифа окрашивается на отдельных зернах одной и той же фазы в зависимости от ориентировки зерен относительно поверхности шлифа образуются слои разной толш,ины. Толщина окисных слоев также неодинакова на разных фазах в стали цементите и феррите. Это явление используют для получения цветных изображений структуры.
[c.96]
Толщина окисных слоев также неодинакова на разных фазах в стали цементите и феррите. Это явление используют для получения цветных изображений структуры.
[c.96]
Травитель 62 [термическое травление]. Нитрид железа, по данным Штрауса [50], выявляют при 250—300° С путем термического травления. Структурные составляющие, содержащие азот, окрашиваются быстрее. Феррит приобретает бледно-голубую окраску, перлит—темно-голубую, нитриды и зоны, обогащенные азотом, окрашиваются в красный цвет. В связи с этим Коэренс указывает на две картины окрашивания электролитического железа, азотированного в течение 12 ч при 250° С и нагретого до 250 С, и литой стали, азотированной в течение 8 ч при 850° С и нагретой до 280° С. В то время как в стали феррит выглядит красным, цементит (перлит) — фиолетовым, нитрид — голубым, в электролитическом железе феррит окрашивается в светло-желтый цвет, а нитрид — в интенсивный красно-коричневый.
 Чтобы всегда получать одинаковую картину окрашивания азотированного слоя для одного и того же материала, необходимо выдерживать постоянными температуру и длительность нагрева.
[c.124]
Чтобы всегда получать одинаковую картину окрашивания азотированного слоя для одного и того же материала, необходимо выдерживать постоянными температуру и длительность нагрева.
[c.124]При нагреве до синего цвета, что соответствует температуре 250 — 300° С, обработку стали производить нельзя, так как при этой температуре она становится очень хрупкой — синеломкой (фиг. 48). [c.497]
Д. К. Чернов ещё в 1868 г. установил наличие в стали критических точек (точки Чернова), в которых при нагреве и охлаждении происходят фазовые превращения. Первая точка, соответствующая тёмновишнёвому цвету каления стали, названа Черновым точкой а, вторая, соответствующая красному цвету каления,— точкой б. [c.476]
При температурах 200—300° С наблюдается снижение пластичности стали ( > и При этом уменьшение пластичности и вязкости стали в области тегчператур 200— 300° С носит название синеломкости, которое происходит от синего цвета побежалости при нагреве стали до 300° С. [c.41]
[c.41]
Отжиг концов труб из стали марок 15ХМ или 12МХ производится так же, как и углеродистых труб, но с нагревом до температуры 680—700° С (темнокрасный цвет металла) и выдержкой при этой температуре из расчета 3 мин. на каждый миллиметр толщины стенки. Затем трубы снимаются с горна и производится медленное охлаждение каждого конца, для чего он тщательно обертывается асбестовым матрацем или погружается в сухой, слегка подогретый песок. [c.198]
Гибка труб из углеродистых сталей может производиться с подогревом ТВЧ или газопламенной горелкой. Температура нагрева трубы — от 700 до 1000° С, при этом труба раскаляется до вишнево-красного цвета. Подогрев воздушноацетиленовым пламенем допускается также для гибки труб из алюминиевого сплава типа АМгМ при наружном диаметре трубы > 18 мм. [c.100]
Температура и цвета каления металлов
Испускаемый раскаленными металлами свет имеет при каждой температуре особый оттенок (цвета каления). Температуры, соответствующие различной интенсивности свечения накаленного железа, приблизительно таковы [c.312]
Температуры, соответствующие различной интенсивности свечения накаленного железа, приблизительно таковы [c.312]Высокую температуру также можно приблизительно определять по цветам каления металлов (табл. 6). [c.27]
Температура нагрева металла при ручной ковке обычно определяется по цветам каления. Более точно определяют температуру нагрева при помощи оптических илн термоэлектрических пирометров. [c.592]
Физические свойства металлов платиновой группы сходны между собой (табл. 4). Это—очень тугоплавкие труднолетучие металлы светло-серого цвета разных оттенков. По удельным весам платиновые металлы разделяются на легкие (рутений, родий, палладий) и тяжелые (оомий, иридий, платина). Температура плавления и кипения убывает слева направо в обеих триадах (от рутения до палладия и от осмия до платины) и воз-)астает снизу вверх по вертикали в периодической системе.
 -1аиболее тугоплавки осмий и рутений, самый легкоплавкий — палладий. При высоких температурах наблюдается улетучивание платины, иридия, осмия и рутения. Рутений постепенно улетучивается при сильном прокаливании на воздухе вследствие образования летучей четырехокиси. Иридий теряет в весе при температуре около 2000° С. Осмий легко сгорает на воздухе, образуя летучий окисел 0б04. Осмий, рутений и родий очень тверды и хрупки. Платина и палладий (ковкие металлы) поддаются прокатке п волочению. Иридий поддается механической обработке лишь при температуре красного каления. [c.8]
-1аиболее тугоплавки осмий и рутений, самый легкоплавкий — палладий. При высоких температурах наблюдается улетучивание платины, иридия, осмия и рутения. Рутений постепенно улетучивается при сильном прокаливании на воздухе вследствие образования летучей четырехокиси. Иридий теряет в весе при температуре около 2000° С. Осмий легко сгорает на воздухе, образуя летучий окисел 0б04. Осмий, рутений и родий очень тверды и хрупки. Платина и палладий (ковкие металлы) поддаются прокатке п волочению. Иридий поддается механической обработке лишь при температуре красного каления. [c.8] Платина — наиболее важный из палладиевых и платиновых металлов. Она обладает серовато-белым цветом и очень хорошо поддается ковке. При температуре красного каления ее можно сваривать, а в водородно-кислородном пламени — плавить. Вследствие очень малой химической активности ее применяют при производстве электрической аппаратуры и используют в качестве материала для изготовления тиглей и другого лабораторного оборудования. На платину действует хлор она растворяется в царской водке. Платина взаимодействует с расплавленными щелочами, такими, как гидроокись калия, но не взаимодействует с карбонатами щелочных металлов. [c.556]
На платину действует хлор она растворяется в царской водке. Платина взаимодействует с расплавленными щелочами, такими, как гидроокись калия, но не взаимодействует с карбонатами щелочных металлов. [c.556]
Фтористый водород и плавиковая кислота быстро действуют на молибден, переводя его во фториды. Серная разбавленная кислота (б =1,3) слабо действует на молибден даже при 110°. Концентрированная серная кислота ( =1,82) на холоду действует слабо за 18 ч потеря в весе 0,24%. При 200—250 растворение идет быстрее. Фосфорная и органические кислоты воздействуют на металл слабо, но в присутствии окислителей, включая воздух, растворимость заметно увеличивается. Растворы щелочей и аммиака действуют на молибден медленно, но их действие усиливается окислителями при повышении температуры. Газообразный аммиак при высоких температурах переводит молибден в порошок смеси нитридов черного цвета с общим содержанием азота до 3%. Азот растворяется в молибдене незначительно. Окислы азота окисляют молибден.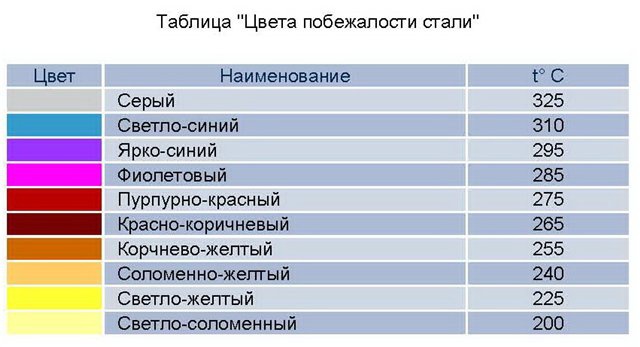 Фтор образует летучие фториды молибдена. Хлор и бром реагируют с молибденом при температуре красного каления, а иод не реагирует или реагирует очень медленно [3]. В присутствии влаги галогены действуют на молибден без нагревания. Сера не [c.274]
Фтор образует летучие фториды молибдена. Хлор и бром реагируют с молибденом при температуре красного каления, а иод не реагирует или реагирует очень медленно [3]. В присутствии влаги галогены действуют на молибден без нагревания. Сера не [c.274]
Свойства простого вещества и соединений. Германий обладает серебристо-белым цветом и по внешнему виду похож на металл. Свою неметаллическую суть выдает изменением электрической проводимости при нагревании (рис. 76). В отличие от металлов его проводимость растет с повышением температуры. На воздухе компактный германий не изменяется. Плотность его (при 20° С) 5,35 г/смз, пд=,937°С, г к1ш=2700° С. С кислородом Се реагирует лишь при температуре красного каления, а с водородом непосредственно не соединяется и не обладает по отношению к нему особой растворяющей способностью. Умеренно растворим в концентрированной НЫОз [c.329]
Металлическая сурьма имеет белый цвет и сильный блеск, сохраняющийся на воздухе без изменения, потому что она при обыкновенной температуре не окисляется. Она кристаллизуется ромбоэдрами и имеет весьма явственно кристаллическое сложение, которое придает ей совсем иной вид, чем у большинства до сих пор знакомых нам металлов. Сурьма хрупка, так что легко превращается в порошок уд. вес ее = 6,7 она плавится при 629″,5. но улетучивается только при температуре яркокрасного каления. Накаленная на воздухе, напр., пред паяльною трубкою, она загорается, и дает белые пары, не имеющие запаха и состоящие из Sb 0 . Этот окисел носит обыкновенно название окиси сурьмы, хотя его с таким же правом можно назвать и сурьмянистым ангидридом. Первое название придают ему потому, что в большинстве случаев употребляются соединения его с кислотами но также легко получаются и щелочные соединения. Окись сурьмы, как н [c.184]
Она кристаллизуется ромбоэдрами и имеет весьма явственно кристаллическое сложение, которое придает ей совсем иной вид, чем у большинства до сих пор знакомых нам металлов. Сурьма хрупка, так что легко превращается в порошок уд. вес ее = 6,7 она плавится при 629″,5. но улетучивается только при температуре яркокрасного каления. Накаленная на воздухе, напр., пред паяльною трубкою, она загорается, и дает белые пары, не имеющие запаха и состоящие из Sb 0 . Этот окисел носит обыкновенно название окиси сурьмы, хотя его с таким же правом можно назвать и сурьмянистым ангидридом. Первое название придают ему потому, что в большинстве случаев употребляются соединения его с кислотами но также легко получаются и щелочные соединения. Окись сурьмы, как н [c.184]
Металлический бериллий отличается серо-стальным цветом и значительной твердостью, так что царапает стекло. При обычной температуре он ломок и не выдерживает ковки. Однако при температуре красного каления Ве становится ковким. Электропроводность бериллия равна около 1/12 электропроводности меди . В сухой атмосфере он сохраняет блестящую поверхность. При соприкосновении с водой Ве покрывается тонкой пленкой окисла, которая и предохраняет его от дальнейшей коррозии разбавленные кислоты энергично его растворяют. Концентрированная азотная кислота на холоду не оказывает на него заметного действия, а реакция его с разбавленной (2 н.) азотной кислотой на холоду вскоре прекращается. При нагревании эти кислоты быстро его растворяют. От остальных металлов главной подгруппы II группы бериллий резко отличается своей растворимостью в водных растворах щелочей. Впрочем, разбавленное едкое кали растворяет его только при нагревании, но 50%-ный раствор КОН действует на бериллий уже при комнатной температуре. [c.248]
Электропроводность бериллия равна около 1/12 электропроводности меди . В сухой атмосфере он сохраняет блестящую поверхность. При соприкосновении с водой Ве покрывается тонкой пленкой окисла, которая и предохраняет его от дальнейшей коррозии разбавленные кислоты энергично его растворяют. Концентрированная азотная кислота на холоду не оказывает на него заметного действия, а реакция его с разбавленной (2 н.) азотной кислотой на холоду вскоре прекращается. При нагревании эти кислоты быстро его растворяют. От остальных металлов главной подгруппы II группы бериллий резко отличается своей растворимостью в водных растворах щелочей. Впрочем, разбавленное едкое кали растворяет его только при нагревании, но 50%-ный раствор КОН действует на бериллий уже при комнатной температуре. [c.248]
Тетрафторид титана легко получается при комнатной температуре в результате взаимодействия фтористого водорода с тетрахлоридом титана [177, 181]. При этой реакции получается промежуточный продукт желтого цвета, содержащий как фтор, так и хлор.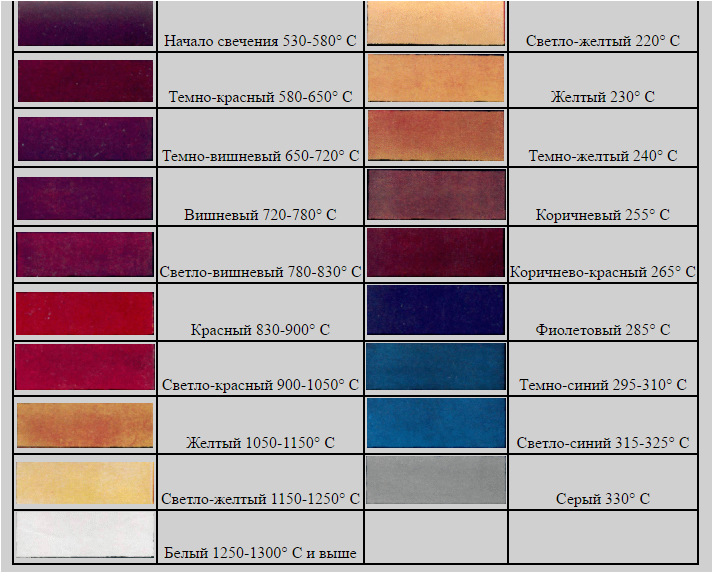 Подобный же продукт образуется при сплавлении тетрахлорида титана с фторидом серебра. Безводный тетрафторид образуется также при реакции между титаном и фтором или фтористым водородом. Первая из этих реакций может быть инициирована легким пагреванием металла, в то время как вторая происходит только при температуре красного каления. [c.43]
Подобный же продукт образуется при сплавлении тетрахлорида титана с фторидом серебра. Безводный тетрафторид образуется также при реакции между титаном и фтором или фтористым водородом. Первая из этих реакций может быть инициирована легким пагреванием металла, в то время как вторая происходит только при температуре красного каления. [c.43]
При индукционном нагреве можно паять все токопроводящие металлы, проводники (например, графит), металлизированную керамику. Для контроля температуры применяют пирометр (ФП-3 для сталей). Фотоэлектрические пирометры реагируют на цвет каления нагретого металла и поэтому пригодны для контроля температуры выше 750 °С. [c.235]
Окисление щелочных металлов серой идет также очень энергично при растирании металла с серным цветом происходит взрыв. Азотом и углеродом окисляется только литий при высокой температуре, примерно в пределах 580—640° С (красное каление). Реакция протекает очень энергично, и при этом выделяется тепло 207,5 кдж/моль [c. 234]
234]
При укладке образцов на обжиг нужно предусматривать доступ воздуха ко всей поверхности металла, что обеспечивается размещением образцов на специальной подставке. Обжиг считается законченным, когда пластинки приобретают цвет красного каления печи в интервале 650—850° С. После обжига образцы должны остыть на подставке. Признаком хорошего обжига является хорошо отстающая окалина красно-шоколадного цвета. Образцы тщательно очищают от окалины и подвергают травлению при комнатной температуре в 20%-ном растворе НС1. [c.259]
Металлический бериллий получают восстановлением его фторида магнием. Металл блестящего серебристо-белого цвета, плавится при температуре 1300° при нагревании па воздухе поверхность покрывается окисью. Тонкий порошок при нагревании горит, образуя окись, легко растворим в кислотах, но не разлагает воду даже при красном калении. Компактный металл не реагирует с холодной разбавленной серной или концентрированной азотной кислотами, только медленно растворяется при нагревании. Уд. вес 1,82. [c.61]
Уд. вес 1,82. [c.61]
Силицид лития LieSi2 образуется в виде мелких блестящих очень гигроскопичных кристаллов темно-синего цвета при нагревании кремния с избытком лития и с последующей отгонкой избытка лития в вакууме при 500°. При нагревании в вакууме до 600° разлагается на литий и кремний. При слабом нагревании на воздухе, в хлоре или фторе воспламеняется. С парами брома и иода взаимодействует при температуре красного каления. С расплавленной серой образует сульфид или полисульфид лития. Силицид лития — сильный восстановитель при температуре красного каления восстанавливает окислы алюминия, марганца и железа до металлов бурно реагирует с водой, с HNO3 — со взрывом [3]. [c.28]
Металлический галлий может быть получен электролизом растворов галлата натрия. Металл сравнительно мягкий и хрупкий, синевато-серого цвета с зеленовато-синим блеском. Плавится при температуре 29,8 и имеет склонность оставаться в переохлажденном состоянии.
 Галлий даже при темно-красном калении окисляется на воздухе только с поверхности медленно растворяется в минеральных кислотах, но легко растворим в царской водке. Подобно ртути, его можно очистить от следов многих других элементов встряхиванием с теплой разбавленной азотной кислотой. Легко растворяется в едких щелочах с выделением водорода. [c.95]
Галлий даже при темно-красном калении окисляется на воздухе только с поверхности медленно растворяется в минеральных кислотах, но легко растворим в царской водке. Подобно ртути, его можно очистить от следов многих других элементов встряхиванием с теплой разбавленной азотной кислотой. Легко растворяется в едких щелочах с выделением водорода. [c.95]Гексабориды РЗЭ напоминают бориды щелочноземельных металлов. У 7них высокая твердость, они очень стабильны, окрашены обычно в синий или черный цвет. Микротвердость спеченных УВ , ЬаВе и СеВе соответственно 3264, 2770 и 3140 кг/мм . У них высокая температура плавления, в частности у УВд 2300 . Бориды РЗЭ химически стой-, ки разбавленные кислоты при комнатной температуре на них не действуют, концентрированная НМОз разъедает на холоду, Н2804 — при нагревании. Щелочи реагируют при температуре красного каления. Кислород слабо реагирует с боридами, углерод и азот на них не действуют. [c.76]
Общая характеристика. Кобальт — блестящий металл сероп цвета уд. вес 8,9 , темп. пл. 1490° темп. кип. 2900°. Довольн твердый, тугоплавкий. На воздухе устойчив, но измельченны в тонкий порошок быстро окисляется. При температуре белог каления сгорает на воздухе с образованием С03О4. [c.290]
Кобальт — блестящий металл сероп цвета уд. вес 8,9 , темп. пл. 1490° темп. кип. 2900°. Довольн твердый, тугоплавкий. На воздухе устойчив, но измельченны в тонкий порошок быстро окисляется. При температуре белог каления сгорает на воздухе с образованием С03О4. [c.290]
Осаждение редкоземельных элементов в виде оксалатов в кислой среде имеет то преимущество, что, кроме собственно редкоземельных элементов, в этих условиях выпадают еще только оксалаты тория, иттрия и скандия. Оксалаты других металлов в этих условиях остаются в растворе [37]. Потери редкоземельных элементов в кислой среде незначительны однако подкисление раствора позволяет избежать осаждения оксалатов других элементов. Полученные оксалаты редкоземельных элементов промываются разбавленной щавелевой кислотой и прокаливанием переводятся в окислы. Ориентировочно о составе суммы можно судить но цвету полученных окислов. При преобладании в смешанных окислах цериевой группы они окрашены в коричневые тона различной интенсивности, обусловленные присутствием высших окислов празеодима чем больше празеодима (при одинаковых условиях прокаливания), тем гуще коричневая окраска. У чистого высшего окисла празеодима она переходит в черную с коричневым оттенком При обработке смешанных окислов цериевой группы водородом ири температуре светлокрасного каления высший окисел празеодима восстанавливается до РГ2О3, и делается заметной сероголубая окраска окиси неодима. [c.44]
У чистого высшего окисла празеодима она переходит в черную с коричневым оттенком При обработке смешанных окислов цериевой группы водородом ири температуре светлокрасного каления высший окисел празеодима восстанавливается до РГ2О3, и делается заметной сероголубая окраска окиси неодима. [c.44]
Карбонилы калия и натрия. Заслуживают рассмотрения реакции, происходящие при взаимодействии окиси углерода с металлами. Так, давно было отмечено, что при действии на калий или натрий при 500—700° окиси углерода происходит воспламенение этих металлов и образуется углерод и окись еоответствующего металла. Если нагревание вести медленно и ниже температуры красного каления, то параллельно с окисью металла обравуется еще вещество темного цвета. [c.282]
Висмут (свойства см. на стр. 397) — блестящий металл белого цвета с красноватым оттенком (й = 9,80). Он хрупок и поэтому легко измельчается. Висмут имеет такую же кристаллическую решетку, как сурьма и мышьяк, которым он изоморфен (каждый атом решетки имеет три ближайших соседних атома на расстоянии 3,10 Л и три более удаленных соседних атома на расстоянии 3,47 А). Он проводит электрический ток, но хуже, чем истинные металлы (1,4% по отношению к электропроводности серебра). При комнатной температуре висмут не реагирует с кислородом воздуха. При температуре красного каления горит, образуя окись В120з. В тонкоизмельченном состоянии висмут взаимодействует с хлором, как сурьма и мышьяк,— накаливается добела и образует хлорид В1С1з. При нагревании он реагирует также с бромом, иодом и серой. Висмут не растворяется в разбавленных соляной, бромистоводородной и серной кислотах (так же как и сурьма), поскольку имеет более низкий, чем водород, окислительный потенциал (см. стр. 229). При растворении в концентрированной серной кислоте он окисляется при этом происходит образование ЗОз- [c.454]
Он проводит электрический ток, но хуже, чем истинные металлы (1,4% по отношению к электропроводности серебра). При комнатной температуре висмут не реагирует с кислородом воздуха. При температуре красного каления горит, образуя окись В120з. В тонкоизмельченном состоянии висмут взаимодействует с хлором, как сурьма и мышьяк,— накаливается добела и образует хлорид В1С1з. При нагревании он реагирует также с бромом, иодом и серой. Висмут не растворяется в разбавленных соляной, бромистоводородной и серной кислотах (так же как и сурьма), поскольку имеет более низкий, чем водород, окислительный потенциал (см. стр. 229). При растворении в концентрированной серной кислоте он окисляется при этом происходит образование ЗОз- [c.454]
Комплексные соединения уранилхлорида и галогенидов металлов. Уранилхлорид образует ряд двойных солей типа М2и02С14, где М — одновалентный металл или эквивалентный ион. Безводные К2и02С14 и На2и02С14 получены обработкой галогенида соответствующего щелочного металла парами уранилхлорида при температуре красного каления [66]. Двойные соли представляют твердые вещества золотисто-желтого цвета, растворимые в воде и плавящиеся при температуре красного каления без выделения паров. [c.467]
Двойные соли представляют твердые вещества золотисто-желтого цвета, растворимые в воде и плавящиеся при температуре красного каления без выделения паров. [c.467]
Физические свойства. Сплавленный совершенно чистый титан сереб-ристо-белый, легкий металл с сильным металлическим блеском, очень твердый, но хорошо поддаюш,ийся вытягиванию в проволоку даже на холоду. Малейшие примеси делают его хрупким на холоду, но сохраняющим ковкость при красном калении (600—700° С) плотность сплавленного титана 4,5. Аморфное видоизменение его — порошок темно-серого, почти черного цвета — обладает способностью адсорбировать водород. 1 г титана поглощает до 400 см водорода при обычной температуре. При этом водород, по-видимому, находится в растворе в атомарном состоянии, так как, выделяясь при нагревании, воспламеняется на воздухе и, сгорая, превращается в воду. [c.293]
Вольфрамовые стержни диаметром более 4 мм остекловывать лучше всего на узком пламени кислородной горелки (кварцедувной), разогревая стержень до белого каления. Температура пламени кислородной горелки весьма высокая (свыше 1900°С), поэтому при прогревании окислы вольфрама частично испаряются. Остеклованная поверхность такого металла после охлаждения может иметь прозрачно-красноватый, соломенно-золотистый, серебристый цвет. Во всех этих случаях спай получается хорошего качества. Черный цвет спая вольфрама со стеклом — признак переокисления поверхности металла спай считают непригодным. [c.130]
Температура пламени кислородной горелки весьма высокая (свыше 1900°С), поэтому при прогревании окислы вольфрама частично испаряются. Остеклованная поверхность такого металла после охлаждения может иметь прозрачно-красноватый, соломенно-золотистый, серебристый цвет. Во всех этих случаях спай получается хорошего качества. Черный цвет спая вольфрама со стеклом — признак переокисления поверхности металла спай считают непригодным. [c.130]
Предварительную очистку теллура осуществляют перегонкой в токе вс дорода. Для этого металл растирают в агатовой ступке в порошок и поме щают в большую кварцевую лодочку, которую вдвигают в переднюю част кварцевой трубки. Кварцевую лодочку с теллуром постепенно нагревают д красного каления в сравнительно сильном токе чистого сухого водородг При этом теллур плавится и по мере повышения температуры испаряется образуя пары зеленовато-желтого цвета, которые уносятся током водород и конденсируются в более холодной части трубки в виде маленьких метал лических шариков. Перегонку прекращают после испарения приблизительн( [c.466]
Перегонку прекращают после испарения приблизительн( [c.466]
С восстановлением металлов из окислов действием углерода можно познакомиться на примерах окислов свинца или олова. Тонкоизмельченный порошок окисла смешивают с древесным углем. Уголь предварительно измельчают в крошку и отсеивают от пыли. В фарфоровый тигель насыпают слой угля, затем смесь угля и окисла металла и сверху снова слой угля в 2—3 см. Затем тигель закрывают крышкой и ставят в тигельную печь. Восстановление ведут 10—12 мин. при температуре 1100° С. Тигельные печи обычно не имеют термопары или термометра для измерения температуры. О температуре в печи можно приближенно судить по цвету нагретого керамического муфеля темно-красное каление — 700° С ярко-красное — 950° С желтое — 1100° С. Через 10—12 мин. тигель осторожно вынимают, захватив его тигельными щипцами. Расплавленный металл можно вылить в фарфоровую чашечку или на керамическую пластинку. Эту операцию целесообразно выполнять без задержки, не давая тиглю охладиться. При охлаждении металл может иногда приплавиться к тиглю и тогда его трудно извлечь, не разбив тигель. Для восстановле- [c.73]
При охлаждении металл может иногда приплавиться к тиглю и тогда его трудно извлечь, не разбив тигель. Для восстановле- [c.73]
Окиси ниобия(1У) и тантала(1У). ЫЬО., и ТаОо— порошки цвета от темно-серого до черного они нерастворимы в воде и кислотах, но растворяются при окислении в горячей водной щелочи. НЬО, получают нагреванием НЬаОв до белого каления в токе водорода ТаОо образуется при восстановлении ТЗзОа углем при высокой температуре. Двуокиси имеют искаженную решетку рутила, в которой ионы металла в соседних октаэдрах ЛЮд несколько сближены между собой магнитная восприимчивость обоих окислов довольно низкая. Очевидно, в двуокисях, так же как и в дисульфидах МЗ,, существует связь металл —металл 125]. [c.351]
Однако НН40Н является слабым основанием, /(= 10 , и только у замещенных аммониев, например тетраметиламмония, тетраэтил-аммония, гидроокиси являются сильными основаниями, подобными щелочам. Ион при окислении может разрушаться с образованием электронейтрального азота. Важно, что соли аммония легко летучи или разлагаются при нагревании до температуры, близкой к красному калению. Те же соли щелочных металлов и магния в этих условиях нелетучи. Это позволяет отделять соли аммония от солей щелочных металлов и магния прокаливанием сухого остатка солей после выпаривания их раствора. При температуре около 1000°С начинают испаряться соли щелочных металлов. Их пары окрашивают пламя горелки в характерный для каждого металла цвет. [c.172]
Важно, что соли аммония легко летучи или разлагаются при нагревании до температуры, близкой к красному калению. Те же соли щелочных металлов и магния в этих условиях нелетучи. Это позволяет отделять соли аммония от солей щелочных металлов и магния прокаливанием сухого остатка солей после выпаривания их раствора. При температуре около 1000°С начинают испаряться соли щелочных металлов. Их пары окрашивают пламя горелки в характерный для каждого металла цвет. [c.172]
Дисилицид железа FeSig темно-серого цвета с сильным блеском. В тонкоизмельченном состоянии он разлагается фтором на холоду, а хлором и бромом — при красном калении. В кислороде это соединение окисляется с поверхности при температуре 1200°. Все минеральные кислоты, кроме HF, даже концентрированные и при нагревании не реагируют с ним. Плавиковая кислота реагирует с дисилицидом железа уже на холоду, а при нагревании быстро растворяет. Растворы щелочей на холоду не оказывают заметного воздействия на этот силицид, но при нагревании медленно разлагают его. Расплавленные едкие щелочи разлагают дисилицид железа очень быстро [23]. При нагревании его на воздухе или в кислороде в смеси с окислами щелочноземельных металлов происходит реакция при температуре 400°, а с ВаО—при температуре 329° со взрывом. В результате образуются силикаты [571]. [c.193]
Расплавленные едкие щелочи разлагают дисилицид железа очень быстро [23]. При нагревании его на воздухе или в кислороде в смеси с окислами щелочноземельных металлов происходит реакция при температуре 400°, а с ВаО—при температуре 329° со взрывом. В результате образуются силикаты [571]. [c.193]
В тигельных печах обычно нет термопары или термометра для измерения температзфы. О примерной температуре в печи судят по цвету нагретого керамического муфеля темно-красное каление — 700° С, ярко-красное — 950°С, желтое — 1100°С. Через 10—12 мин тигель осторожно вынимают, захватив тигельными щипцами. Расплавленный металл можно вылить в фарфоровую чашечку или на керамическую пластинку. Нужно подчеркнуть, что эту операцию целесообразно вьшолнять без задержки, не давая тиглю охладиться. При охлаждении металл может иногда пршшавиться к тиглю и тогда его трудно извлечь, не разбив тигель. Для восстановления выбирают оксиды низкоплавких металлов (температура плавления свинца 327° С, олова 232°С), чтобы получить расплавленный металл в лабораторных условиях. [c.79]
[c.79]
Закалка и отпуск в кустарных условиях — Кузнечное дело
Существует несколько способов закалки,один из них закалка с сомоотпуском,применяется она когда нужно закалить только часть детали или инструмента,например лезвие топора,стамески,зубила,боёк молотка.Производится она следующим образом- Нагреваем под закалку часть подлежащая закалке на длинне 30-40мм,выдержка в огне при достижении закалочной температуры небольшая и опускается в воду или масло примерно на длине 15-20мм на 5-10 секунд(возможно и больше для крупного инструмента),затем действуя быстро вынимаем из охладителя и быстро за 2-3 секунды не дольше куском наждачного камня зачищаем охлаждённую часть,тепло двигаясь из неохлаждённой части инструмента начинает производить отпуск и соответственно появляются цвета побежалости,дождались нужный цвет(на это требуется как правило от 3х до 30секунд) охлаждаем окончательно.Вся эта процедура проделывается в темпе,зевать некогда,поэтому вода,брусок наждака и тому подобное должно находиться на расстоянии вытянутой руки.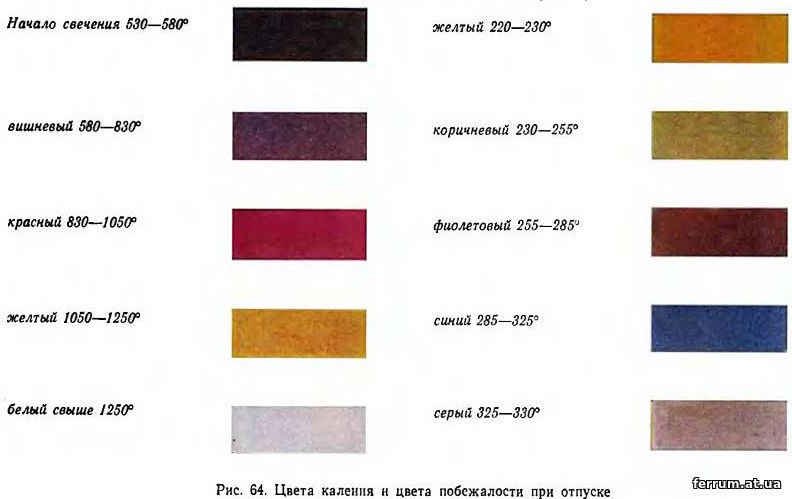 Зубило и кернер перед закалкой затачивается окончательно плюс зачищается на точиле начисто та часть что будет греться(то есть 30-40мм),чтобы легче и быстрее после закалки зачистить .Топор и стамеску перед закалкой затачиваем не до остроты ,а что бы осталась тупая кромка примерно в 1мм,кроме того на лезвии не должно быть зазубрин.Отвёртку , шило,нож подобным образом отпустить не получится,поэтому их закаливают полностью ,а для отпуска применяют другие приёмы,делается это так-В горне греется подходящий брусок металла до 600-700 градусов ,на наковальню ложится кирпич,сверху него разогретый брусок ,клещами берём шило ,отвёртку или нож(предварительно закаленные и зачищеные до блеска) и перемещаем предмет предназначенный для отпуска по разогретому,следить нужно внимательно за цветами побежалости,чтобы отпуск(цвет побежалости) по всей длинне был равномерным.Этим же приёмом пользуемся в случае если при закалке с самоотпуском не удалось равномерно по всей длине отпустить лезвие топора например.
Зубило и кернер перед закалкой затачивается окончательно плюс зачищается на точиле начисто та часть что будет греться(то есть 30-40мм),чтобы легче и быстрее после закалки зачистить .Топор и стамеску перед закалкой затачиваем не до остроты ,а что бы осталась тупая кромка примерно в 1мм,кроме того на лезвии не должно быть зазубрин.Отвёртку , шило,нож подобным образом отпустить не получится,поэтому их закаливают полностью ,а для отпуска применяют другие приёмы,делается это так-В горне греется подходящий брусок металла до 600-700 градусов ,на наковальню ложится кирпич,сверху него разогретый брусок ,клещами берём шило ,отвёртку или нож(предварительно закаленные и зачищеные до блеска) и перемещаем предмет предназначенный для отпуска по разогретому,следить нужно внимательно за цветами побежалости,чтобы отпуск(цвет побежалости) по всей длинне был равномерным.Этим же приёмом пользуемся в случае если при закалке с самоотпуском не удалось равномерно по всей длине отпустить лезвие топора например. Ещё одно замечание,предметы(особенно длинные ,тонкие и плоские) при закалке следует охлаждать погружая их в воду или масло стого вертикально,иначе будет изгиб.Вот пример соломенного цвета побежалости полученного на лезвии при отпуске на разогретом бруске-
Ещё одно замечание,предметы(особенно длинные ,тонкие и плоские) при закалке следует охлаждать погружая их в воду или масло стого вертикально,иначе будет изгиб.Вот пример соломенного цвета побежалости полученного на лезвии при отпуске на разогретом бруске-
температура, режимы, технология, твердость стали после закалки
Возможно, вам не раз приходилось слышать эти термины, когда речь шла о кованых ножах, да и вообще о сталях. Настало время разобраться, что же они означают.
Закалка, по своей сути – это нагрев готового изделия до определенной температуры с последующим охлаждением с определенной скоростью, а отпуск – это следующий за закалкой дополнительный нагрев до более низких температур с иных режимом охлаждения; каким именно, зависит от марки стали. Скорость регулируется т.н. «закалочной средой» – жидкостью, в которой клинок охлаждается с определенной скоростью: машинное масло, солевые растворы, поток воздуха с и т. п. Например, масло охлаждает со скоростью примерно в 6 раз меньшей, чем циркулирующая вода.
п. Например, масло охлаждает со скоростью примерно в 6 раз меньшей, чем циркулирующая вода.
Чтобы перейти к конкретным цифрам, нужно понять, зачем вообще нужны эти два процесса.
Какие металлы подлежат калению
Закалка металла — это термическая обработка, которой чаще всего подвергаются углеродистые и легированные стали с целью повышения их твердости и улучшения прочностных характеристик. Несколько реже встречается термообработка цветных металлов, в частности отпуск, отжиг и закалка меди, латуни и бронзы, а также сплавов алюминия и титана. Необходимо отметить, что закаливание этих соединений в отличие от углеродистых сталей не всегда приводит к их упрочнению, некоторые сплавы меди после этого, наоборот, становятся более пластичными и мягкими. Гораздо чаще изделия из цветных металлов подвергаются отпуску для снятия напряжения после отливки, штамповки, прокатки или волочения.
Термообработка цветных металлов
Сплавы на основе других металлов не отвечают на закалку столь же ярко, как стали, но их твердость тоже можно повысить термообработкой. Обычно используют сочетание закалки и предварительного отжига (нагрева выше точки фазового превращения с медленным охлаждением).
Обычно используют сочетание закалки и предварительного отжига (нагрева выше точки фазового превращения с медленным охлаждением).
- Бронзы (сплавы меди) подвергают отжигу при температуре чуть ниже температуры плавления, а потом закалке с охлаждением водой. Температура закалки от 750 до 950С в зависимости от состава сплава. Отпуск при 200-400С производят в течение 2-4 часов. Наибольшие показатели твердости, до HV300 (около HRC 34) можно при этом получить для изделий из бериллиевых бронз.
- Твердость серебра можно повысить отжигом до температуры, близкой к температуре плавления (тусклый красный цвет) с последующей закалкой.
- Различные сплавы никеля подвергают отжигу при 700-1185С, такой широкий диапазон определяется разнообразием их составов. Для охлаждения используют соляные растворы, частички которых потом удаляют водой либо защитные газы, препятствующие окислению (сухой азот, сухой водород).
| Металл | Температура отжига, C° | Охлаждающая среда |
| Медь Латунь Л96 Латунь Л90-Л62 Мельхиор Нейзильбер Серебро Алюминий Дюралюминий | 500 — 600 540 — 600 600 — 700 650 — 700 700 — 750 650 — 700 300 — 350 360 — 380 | Вода На открытом воздухе На открытом воздухе Вода Вода Вода На открытом воздухе Охлаждение в печи |
Свойства стали после закалки
Углеродистая сталь в процессе нагрева проходит через ряд фазовых изменений своей структуры, при которых меняется ее состав, а также форма и элементов кристаллической решетки. При критической температуре 723 °C в еще твердом металле начинается распад цементита (карбида железа) и формирование равномерного раствора углерода в железе, который называется аустенит. Это состояние углеродистой стали является исходным для закалки.
При критической температуре 723 °C в еще твердом металле начинается распад цементита (карбида железа) и формирование равномерного раствора углерода в железе, который называется аустенит. Это состояние углеродистой стали является исходным для закалки.
При медленном охлаждении аустенит распадается, и металл возвращается в исходное состояние. Если же сталь охлаждать быстро, то аустенит не успевает изменяться, и при определенной скорости охлаждения и пороговых температурах формируются кристаллические решетки и химические составы, придающие ей различные эксплуатационные свойства. Этот процесс называется закалкой, и каждому его виду соответствует определенная структура уже закаленной стали, обладающей определенными техническими характеристиками. Основные фазовые состояния, имеющие значения при закалке, — это перлит, сорбит, троостит и мартенсит (см. рис. ниже).
Самая высокая твердость у стали, закаленной до состояния мартенсита. Таким способом производят закаливание режущего инструмента, а также осуществляют упрочнение поверхностей деталей, подвергающихся в процессе работы трению (втулки, обоймы, валы, шестерни и пр. ). После выполнения закалки на троостит сталь становится одновременно твердой и упругой. Этой вид термообработки применяют к ударному инструменту, а также рессорам и пружинным амортизаторам. Для получения таких свойств стали, как стойкость к износу, упругость и вязкость, используют закалку до состояния сорбита. Такая термообработка используется для рельсов и других конструктивных элементов, работающих под постоянной динамической нагрузкой. Перечисленные фазовые состояния свойственны всем углеродистым сталям, но каждая их марка характеризуется своими температурными диапазонами и скоростями охлаждения.
). После выполнения закалки на троостит сталь становится одновременно твердой и упругой. Этой вид термообработки применяют к ударному инструменту, а также рессорам и пружинным амортизаторам. Для получения таких свойств стали, как стойкость к износу, упругость и вязкость, используют закалку до состояния сорбита. Такая термообработка используется для рельсов и других конструктивных элементов, работающих под постоянной динамической нагрузкой. Перечисленные фазовые состояния свойственны всем углеродистым сталям, но каждая их марка характеризуется своими температурными диапазонами и скоростями охлаждения.
Подробно о нагреве металла
Весь процесс закалки условно можно разделить на три этапа:
- нагрев стали;
- выдержка – необходима для завершения всех структурных превращений и сквозного прогрева;
- охлаждение (скорость регулируется).
Если говорить об изделиях, изготовленных из углеродистых сталей, то их закалка осуществляется в камерных печах. При этом не требуется предварительный подогрев, что обусловлено устойчивостью материала к короблению и растрескиванию. Сложные изделия, к примеру резкие переходы и тонкие грани, требуют предварительного подогрева. Это делают:
Сложные изделия, к примеру резкие переходы и тонкие грани, требуют предварительного подогрева. Это делают:
- в соляных печах с 3-хкратным погружением на 3-4 секунды;
- в отдельных печах при температуре 400-500 градусов по Цельсию.
Нужно понимать, что технология подразумевает равномерный нагрев. Если за один подход это обеспечить нельзя, то необходима выдержка для сквозного прогрева. Чем больше изделий находится в печи, тем дольше необходимо их греть. К примеру, одна дисковая фреза диаметром 2,4 см требует выдержки 13 минут, а десяток таких же изделий, необходимо нагревать уже 18 минут.
Классификация каления стали
Виды закалки сталей классифицируют по типу источника нагрева и способу охлаждения металла. Основным оборудованием для нагрева деталей перед закаливанием по-прежнему являются муфельные печи, в которых можно равномерно разогревать металлические изделия любых размеров. Высокую скорость нагрева при поточной обработке изделий обеспечивает закалка с применением токов высокой частоты (индукционная закалка сталей) (см. фото ниже). Для закаливания верхних слоев стальных изделий применяют довольно недорогую и эффективную газопламенную закалку, главный недостаток которой — невозможность точно задать глубину прогрева. Этих недостатков лишена лазерная закалка, но ее возможности ограничены небольшой мощностью источника излучения. Способы охлаждения закаливаемой детали обычно классифицируют по виду охлаждающей среды, а также совокупностям и циклам рабочих операций. Некоторые из них включают процедуры отпуска, а для других, таких как разные виды изотермической закалки, он не нужен.
фото ниже). Для закаливания верхних слоев стальных изделий применяют довольно недорогую и эффективную газопламенную закалку, главный недостаток которой — невозможность точно задать глубину прогрева. Этих недостатков лишена лазерная закалка, но ее возможности ограничены небольшой мощностью источника излучения. Способы охлаждения закаливаемой детали обычно классифицируют по виду охлаждающей среды, а также совокупностям и циклам рабочих операций. Некоторые из них включают процедуры отпуска, а для других, таких как разные виды изотермической закалки, он не нужен.
Закаливание в одной среде
При таком способе закалки нагретое до заданной температуры изделие из стали помещают в жидкость, где она остается до полного остывания. В качестве закалочной среды для углеродистых сталей используют воду, а для легированных — минеральное масло. Недостаток этого метода заключается в том, что после такого закаливания в металле сохраняются значительные напряжения, поэтому в ряде случаев может потребоваться дополнительная термообработка (отпуск).
Ступенчатая закалка
Ступенчатое закаливание проходит в два этапа. На первом изделие помещается в среду с температурой, превышающей на несколько десятков градусов точку начала возникновения мартенсита. После того, как температура выравнивается по всему объему металла, деталь медленно охлаждается, в результате чего в нем равномерно формируется мартенситная структура.
Изотермическая закалка
При изотермическом закаливании изделие также выдерживается в закалочной ванне при температуре, превышающей точку мартенсита, но несколько дольше. В результате этого аустенит трансформируется в бейнит — одну из разновидностей троостита. Такая сталь сочетает в себе повышенную прочность с пластичностью и вязкостью. Кроме того, после изотермической закалки в изделии снижаются остаточные напряжения.
Закалка с самоотпуском
Этот вид термообработки используется для закаливания ударного инструмента, который должен обладать твердым поверхностным слоем и вязкой серединой.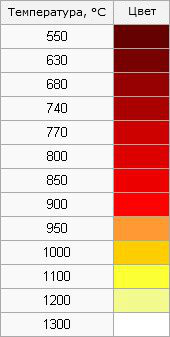 Его особенность заключается в том, что изделие извлекается из закалочной емкости при неполном охлаждении. В этом случае его внутренняя часть еще содержит достаточное количество тепла, чтобы прогреть весь объем металла до температуры отпуска. Так как повторный нагрев изделия осуществляется без внешнего воздействия за счет внутренней тепловой энергии, такой вид термической обработки называют закалкой с самоотпуском.
Его особенность заключается в том, что изделие извлекается из закалочной емкости при неполном охлаждении. В этом случае его внутренняя часть еще содержит достаточное количество тепла, чтобы прогреть весь объем металла до температуры отпуска. Так как повторный нагрев изделия осуществляется без внешнего воздействия за счет внутренней тепловой энергии, такой вид термической обработки называют закалкой с самоотпуском.
Светлая закалка
Светлая закалка применяется для стальных изделий, поверхности которых при термообработке не должны подвергаться окислению. При такой термообработке сталь нагревается в вакуумных печах (см. фото ниже) или в инертных газовых средах (азот, аргон и пр.), а охлаждается в неокисляющих жидкостях или расплавах. Этим способом закаливают изделия, которые не должны подвергаться дальнейшей шлифовке, а также детали, критичные к содержанию углерода в поверхностном слое.
Как делают закалку и отпуск
После того, как заготовке клинка придали необходимую форму, ее закаляют.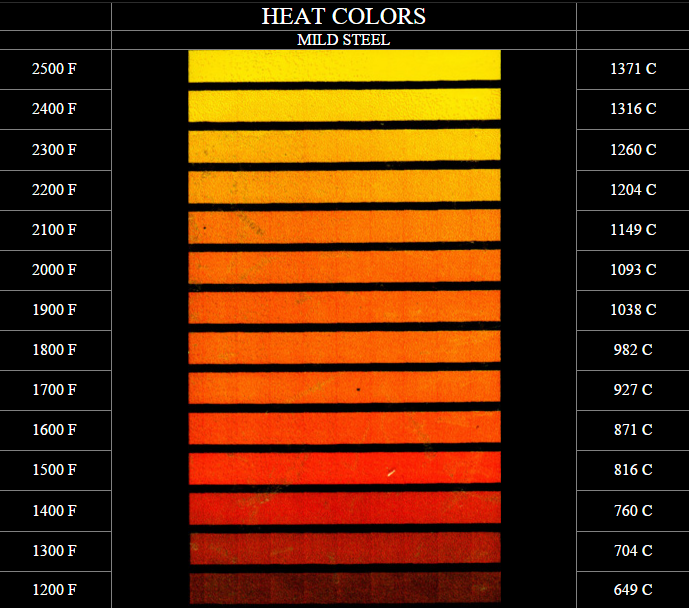 Конечно, все очень индивидуально для разных марок сталей, для конкретных изделий, но в среднем мастера называют температурой нагрева под закалку около 700–800 градусов Цельсия. Оптимальный цвет изделия в таком случае будет алым или вишневым. Если краснота уходит, уступая место оранжевым и желтым оттенкам, температура, скорее всего, перевалила за отметку 1 100 градусов – это для большинства сталей уже многовато. Белый цвет говорит о том, что температура достигла как минимум 1 300 градусов, и для закалки она не подходит – при ней произойдет перекал; в этом случае вернуть стали прочность будет невозможно.
Конечно, все очень индивидуально для разных марок сталей, для конкретных изделий, но в среднем мастера называют температурой нагрева под закалку около 700–800 градусов Цельсия. Оптимальный цвет изделия в таком случае будет алым или вишневым. Если краснота уходит, уступая место оранжевым и желтым оттенкам, температура, скорее всего, перевалила за отметку 1 100 градусов – это для большинства сталей уже многовато. Белый цвет говорит о том, что температура достигла как минимум 1 300 градусов, и для закалки она не подходит – при ней произойдет перекал; в этом случае вернуть стали прочность будет невозможно.
Именно эти цвета и называются цветами каления. Мы встретимся с ними еще раз – когда будем рассматривать отпуск.
Цвета каления показывают нам температуру, которой достигла заготовка. Их не следует путать с цветами побежалости – оттенками окислов
Когда клинок закален, он приобретает высокую твердость, но теряет при этом в прочности. Теперь прочность необходимо вернуть: этой цели и служит отпуск. Отпуск, как мы помним, это повторное нагревание до более низких температур с последующим охлаждением; добавим к этому, что между повторными нагреваниями следует и полное остывание клинка – естественным путем или же путем охлаждения его в солевом растворе или масле. Температуру нагрева для отпуска выбираем следующим образом.
Отпуск, как мы помним, это повторное нагревание до более низких температур с последующим охлаждением; добавим к этому, что между повторными нагреваниями следует и полное остывание клинка – естественным путем или же путем охлаждения его в солевом растворе или масле. Температуру нагрева для отпуска выбираем следующим образом.
- Высокотемпературный отпуск, скорее всего, нам не нужен – он делается для деталей, которые подвергаются не столько деформациям, сколько ударным нагрузкам, а это явно не относится к ножам. Тем не менее, скажем о нем, что его температурные границы – это 500–680 градусов.
- Среднетемпературный отпуск – это прогрев до 350–500 градусов; это тоже много, подойдет разве что для метательных ножей.
- Низкотемпературный отпуск – то, что нужно. Прогрев здесь идет до 250 градусов. Конечно, нож не будет таким стойким к боковым ударным нагрузкам, но ведь это нам и не нужно: мы уже достигли необходимой твердости при закалке, а сейчас нас интересует прочность. При такой температуре она получится в самый раз.


Нужную температуру снова покажут цвета каления: оптимальным в данном случае (для ножа) будет светло-желтый цвет.
После каждого этапа, на котором появляются продукты окисла (цвета побежалости), изделие следует охлаждать в соленой воде или масле. В чистой воде заготовку не следует охлаждать ни после закаливания, ни во время отпуска – из-за слишком высокой скорости охлаждения изделие может дать трещины. Ни вода, ни масло полностью не соответствуют необходимым требованиям к закалке углеродной стали: быстрое охлаждение до 550 °С и более медленное с 300 °С до 200 °С. Поэтому воду используют в комбинации с маслом: сперва в воду, а потом в масло. Такой способ применяют на инструментальных сталях и именуют «в масло через воду». А вот легированные стали можно закалять только в масле.
Цвета побежалости на клинке коллекционного ножа «Зомби»– неудаленные после отпуска окислы
Оборудование для термообработки сталей
Основное оборудование, на котором проводится термическая обработка изделий из сталей и цветных металлов, состоит из двух основных групп: установок для нагрева заготовок и закалочных ванн. Нагревательные устройства включают в себя следующие виды оборудования:
Нагревательные устройства включают в себя следующие виды оборудования:
- муфельные термопечи;
- устройства индукционного нагрева;
- установки для нагрева в расплавах;
- газоплазменные установки;
- аппараты лазерной закалки.
Первые три вида могут выполнять прогрев всего объема изделия до требуемой температуры, а последние — только поверхностного слоя металла. Кроме того, выпускаются и широко используются печи для закалки металлов, в которых нагрев осуществляется в вакууме или в среде инертного газа.
Закалочные ванны представлены стальными емкостями-охладителями для различных жидкостей, а также специальными тиглями из графита и печами для расплавов солей или металлов. В качестве закалочных жидкостей чаще всего используют минеральное масло, воду и водополимерные смеси. Для расплавов металлов обычно применяют свинец или олово, а для расплавов солей — соединения натрия, калия и бария. Закалочные ванны для жидких сред имеют системы нагрева и охлаждения рабочей жидкости до требуемой температуры, а также мешалки для равномерного распределения жидкости и разрушения паровой рубашки.
Охлаждающие жидкости
Несложно догадаться, что в качестве основной жидкости для охлаждения стальных изделий используют воду. При этом, добавляя соль или мыло, можно изменять скорость охлаждения детали. Были зарегистрированы случаи, когда закалочный бак использовался не по назначению, скажем для мытья рук. Количество попавшего мыла было достаточно для того, чтобы процесс охлаждения прошел не так, и изделие не получило требуемых свойств.
Чтобы деталь охлаждалась равномерно по всей поверхности, температура в баке не должна быть меньше 20 и выше 30 градусов. Кроме того, нельзя использовать проточную воду. Есть существенные недостатки такого охлаждения, которые заключаются в растрескивании и короблении изделия. Поэтому водяное охлаждение чаще всего используют для несложных неответственных деталей и инструментов, или имеющих цементированное покрытие. Под водяным охлаждением проходит закалка углеродистой стали.
Температура для закалки
Нормативная температура нагрева стали при ее закалке напрямую зависит от массовой доли углерода и легирующих добавок. В целом наблюдается следующая зависимость: чем меньше содержание углерода, тем выше температура закалки. При недогреве изделия не успевает сформироваться требуемая структура, а при значительном перегреве происходит обезуглероживание, окисление поверхностного слоя, изменение формы и размера структурных элементов, а также рост внутреннего напряжения. В таблице ниже приведены температуры закалки, отжига и отпуска некоторых марок углеродистых и легированных сталей.
В целом наблюдается следующая зависимость: чем меньше содержание углерода, тем выше температура закалки. При недогреве изделия не успевает сформироваться требуемая структура, а при значительном перегреве происходит обезуглероживание, окисление поверхностного слоя, изменение формы и размера структурных элементов, а также рост внутреннего напряжения. В таблице ниже приведены температуры закалки, отжига и отпуска некоторых марок углеродистых и легированных сталей.
| Марка стали | Температура, С | ||
| закалки | отжига | отпуска | |
| 15Г | 800 | 780 | 200 |
| 65Г | 815 | 790 | 400 |
| 15Х, 20Х | 800 | 870 | 400 |
| 30Х, 35Х | 850 | 880 | 450 |
| 40Х, 45Х | 840 | 860 | 400 |
| 50Х | 830 | 830 | 400 |
| 50Г2 | 805 | 830 | 200 |
| 40ХГ | 870 | 880 | 550 |
| ОХ13 | 1050 | 860 | 750 |
| 3Х13 | 1050 | 880 | 450 |
| 35ХГС | 870 | 860 | 500 |
| 30ХГСА | 900 | 860 | 210 |
| У7, У7А | 800 | 780 | 170 |
| Р9, Р12 | 1250 | 860 | 580 |
| Р9Ф5, Р9К5 | 1250 | 860 | 590 |
| Р18Ф2 | 1300 | 900 | 590 |
| ШХ15 | 845 | 780 | 400 |
| 9ХС | 860 | 730 | 170 |
| Р18К5Ф2 | 1280 | 860 | 580 |
| 1Х14Н18Б2БРГ | 1150 | 860 | 750 |
| 4Х14Н1482М | 1200 | 860 | 750 |
Определение температуры нагрева в промышленном производстве осуществляется посредством контактных и бесконтактных пирометров. В последние десятилетия широкое распространение получили инфракрасные приборы, позволяющие дистанционно замерять температуру в любой точки поверхности нагретой детали. Кроме того, приблизительную температуру разогрева стали можно определить по цветовым таблицам.
В последние десятилетия широкое распространение получили инфракрасные приборы, позволяющие дистанционно замерять температуру в любой точки поверхности нагретой детали. Кроме того, приблизительную температуру разогрева стали можно определить по цветовым таблицам.
Какие стали можно закаливать?
Процедурам закалки и отпуска не подвергается прокат и изделия из него, изготовленные из малоуглеродистых сталей типа 10, 20, 25. Этот вид термообработки эффективен для углеродистых сталей (45, 50) и инструментальных, у которых в результате твердость увеличивается в три-четыре раза.
Таблица режимов закалки и областей применения для некоторых видов инструментальных сталей
| Марка стали | Для какого инструмента используется | Температура закалки, °C | Температура отпуска, °C | Охлаждающая среда для закалки | Охлаждающая среда для отпуска |
| У7 | Молотки, кувалды, плотницкий инструмент | 800 | 170 | Вода | Вода, масло |
| У7А | Зубила, отвертки, клейма, топоры | 800 | 170 | Вода | Вода, масло |
| У8, У8А | Пуансоны, матрицы, стамески, пробойники, ножовочные ручные полотна | 800 | 170 | Вода | Вода, масло |
| У10, У10А | Деревообрабатывающий инструмент, керны, резцы строгальные и токарные | 790 | 180 | Вода | Вода, масло |
| У11 | Метчики | 780 | 180 | Вода | Вода, масло |
| У12 | Надфили | 780 | 180 | Вода | Вода, масло |
| Р9 | Метчики, ножовочные полотна станочные, сверла по металлу, фрезы | 1250 | 580 | Масло | Воздух в печи |
| Р18 | Ножовочные полотна станочные, сверла по металлу, фрезы | 1300 | 580 | Масло | Воздух в печи |
| ШХ6 | Напильники | 810 | 200 | Масло | Воздух |
| ШХ15 | Ножовочные полотна станочные | 845 | 400 | Масло | Воздух |
| 9ХС | Плашки, сверла спиральные по дереву | 860 | 170 | Масло | Воздух |
Технология каления металла
Технология закалки сталей требует соблюдения ряда требований к процессам нагрева и охлаждения закаливаемых деталей. В первую очередь это относится к скорости разогрева и охлаждения металла. Экономические показатели термического процесса требуют максимально быстрого повышения температуры до номинальной, т. к. при этом расходуется меньше энергии. Однако скоростной нагрев приводит к большому перепаду температур между поверхностным слоем и сердцевиной изделия, что может привести к его деформации и возникновению трещин. Поэтому прогрев на всю глубину детали до полного ее разогрева должен проходить плавно, а его время определяется технологом-термистом с помощью эмпирических формул и табличных значений.
В первую очередь это относится к скорости разогрева и охлаждения металла. Экономические показатели термического процесса требуют максимально быстрого повышения температуры до номинальной, т. к. при этом расходуется меньше энергии. Однако скоростной нагрев приводит к большому перепаду температур между поверхностным слоем и сердцевиной изделия, что может привести к его деформации и возникновению трещин. Поэтому прогрев на всю глубину детали до полного ее разогрева должен проходить плавно, а его время определяется технологом-термистом с помощью эмпирических формул и табличных значений.
От скорости и температурных параметров охлаждения стали, разогретой выше критической точки, напрямую зависит процесс формирования структуры и состава закаленного металла. К примеру, при быстром охлаждении в воде с комнатной температурой можно получить углеродистую сталь с мартенситной структурой, а при охлаждении в масле или горячей воде получается троостит. Каждой марке стали соответствуют свои характеристики и температурные режимы закалки, которые, помимо прочего, зависят от размера и формы детали. Поэтому на производстве термическая обработка деталей проводится в соответствии с маршрутной технологией и операционными картами, разрабатываемыми для каждого изделия.
Поэтому на производстве термическая обработка деталей проводится в соответствии с маршрутной технологией и операционными картами, разрабатываемыми для каждого изделия.
Защита изделия от окалины и обезуглероживания
Для изделий, поверхности которых после термообработки не шлифуются, выгорание углерода и образование окалины недопустимо. Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.
Если защитная атмосфера отсутствует, то изделия перед нагревом упаковывают в тару и засыпают отработанным карбюризатором, чугунной стружкой (термисту следует знать, что древесный уголь не защищает инструментальные стали от обезуглероживания). Чтобы в тару не попадал воздух, ее обмазывают глиной.
Соляные ванны при нагреве не дают металлу окисляться, но от обезуглероживания не защищают. Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Способы охлаждения
Охлаждая сталь до разных температур и с разными скоростями, можно получить различные структуры ее кристаллической решетки с элементами разного размера и формы. Совокупность этих характеристик с химическим составом определяет такие ее эксплуатационные качества, как твердость, хрупкость, вязкость, прочность, упругость и пр. Поэтому существует множество технологий охлаждения и их разновидностей, среди которых можно выделить следующие технологические группы:
- Охлаждение в одном компоненте. Изделие погружается в жидкость и остается в ней до полного остывания.
- Прерывистая закалка в двух охладителях. Изделие сначала помещают в быстроохлаждающую жидкость, а после достижения заданной температуры переносят в среду с медленным охлаждением.
- Струйное охлаждение. Разогретая деталь интенсивно орошается потоком охладителя (см. фото ниже).
- Обдув. Поверхность изделия обдувается потоком воздуха или инертного газа.
 Изделие погружается в жидкость и остается в ней до полного остывания.
Изделие погружается в жидкость и остается в ней до полного остывания.При практическом применении закалки все эти виды охлаждений могут иметь различные вариации или комбинироваться друг с другом.
Среды охлаждения
В качестве охлаждающих жидкостей при закалке углеродистых сталей обычно используют воду: как чистую, так и в виде водных растворов (солевых и щелочных). Легированные стали требуют меньшей скорости охлаждения, поэтому для них применяют минеральные масла и воздух. При ступенчатой и изотермической закалке охлаждающей средой служат расплавы солей, щелочей и металлов. При некоторых видах закалки для получения требуемой структуры стали среды охлаждения чередуются.
| № | Структура | Среда охлаждения | Твердость (HBW) |
| 1 | Мартенсит | Холодная вода | 500÷750 |
| 2 | Троостит | Масло | 350÷500 |
| 3 | Сорбит | Воздух | 250÷350 |
| 4 | Перлит | С остыванием печи | 150÷250 |
Влияние скорости охлаждения на конечный результат
При закалке стали охлаждение должно идти со скоростью, предотвращающей распад аустенита на феррит и карбид железа, которое начинает происходить при температуре ниже 650 °C. Дальнейшее снижение температуры следует проводить медленнее, т. к. такая скорость обеспечивает уменьшение внутренних напряжений стали. Быстрое и полное охлаждение в холодной воде позволяет получить мартенсит, который обладает максимальной твердостью, но довольно хрупок. При быстром понижении температуры на 200÷300 °C распад аустенита прекращается, а дальнейшее более медленное охлаждение формирует в стали фазовые состояния с меньшей твердостью, но обладающие повышенной прочностью и износостойкостью. Скорость охлаждения регулируется видом используемой закалочной среды и ее температурой (см. таблицу ниже).
Скорость охлаждения регулируется видом используемой закалочной среды и ее температурой (см. таблицу ниже).
| № | Среда охлаждения | Скорость охлаждения (град/сек) |
| 1 | Воздух | 5 |
| 2 | Минеральное масло | 150 |
| 3 | Вода при комн. t° | 700 |
| 4 | Вода при 80 °C | 1400 |
| 5 | 10%-й р-р хлористого натрия | 2100 |
| 6 | 10%-й р-р едкого натра | 1600 |
Термическая обработка (термообработка) — это технологический процесс изменения структуры сталей, сплавов и цветных металлов посредством широкого диапазона температур: поэтапных нагреваний и охлаждении с определенной скоростью. Такая обработка очень сильно изменяет свойства сталей, сплавов, металлов в сторону улучшения показателей, но при этом не изменяя их химический состав. Можно сказать, что основная цель термической обработки – это улучшение свойств и характеристик изделий из него.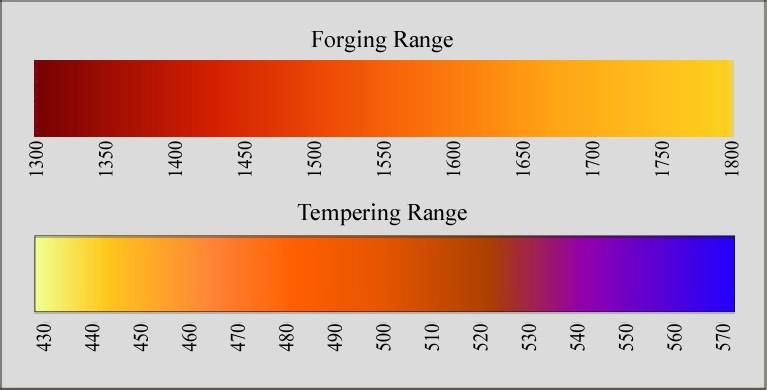
Виды (стадии) термической обработки стали
Отжиг — термическая обработка (термообработка) металла, представляющая собой процесс нагревания до заданной температуры, а затем процесс медленного охлаждения. Отжиг бывает разных видов в зависимости от уровня температур и скорости процесса.
Нормализация — термообработка, принципиально похожая на отжиг. Основное отличие в том, что процесс отжига предполагает печь, а при нормализации охлаждение стали проходит на воздухе.
Закалка — этап термообработки, основанный на нагревании сырья до такого уровня температуры, который является выше критического (перекристаллизация стали). После выдержки в такой температуре в заданном интервале времени происходит охлаждение, быстрое, с заданной скоростью. Закаленной стали (сплавам) свойственна неравновесная структура и поэтому применяется такой вид термообработки как отпуск.
Отпуск — стадия термообработки, необходимая для снятия в стали и сплавах остаточного напряжения или максимального его снижения. Снижает хрупкость и твёрдость металла, увеличивает вязкость. Проводится после стадии закалки.
Снижает хрупкость и твёрдость металла, увеличивает вязкость. Проводится после стадии закалки.
Старение — иначе еще называется дисперсионное твердение. После стадии отжига металл опять нагревают, но до более низкого уровня температур и с медленной скоростью остужают. Цель такой термообработки в получении особенных частиц упрочняющей фазы.
От степени необходимой глубины обработки различают термообработку поверхностную, которая затрагивает лишь поверхность изделий, и объемную, когда термическому воздействию подвергается весь объем сырья.
В отраслевой промышленности, в частности – в машиностроении, термическую обработку чаще всего проходит сталь следующих марок:
— сталь 45 (замещаемость 40Х, 50, 50Г2)
— сталь 40Х (замещаемость 38ХА, 40ХР, 45Х, 40ХС, 40ХФ, 40ХН)
— сталь 20 (замещаемость 15, 25)
— сталь 30ХГСА (замещаемость 40ХФА, 35ХМ, 40ХН, 25ХГСА, 35ХГСА)
— сталь 65Г
— сталь 40ХН
— сталь 35
— сталь 20Х13
Термообработка стали 45
Конструкционная углеродистая. Этап предварительной термической обработки называется нормализация, проходит на воздухе, а не в печи. довольно легко проходит механическую обработку. Точение, фрезеровку и т. д. Получают детали, например, типа вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки.
Этап предварительной термической обработки называется нормализация, проходит на воздухе, а не в печи. довольно легко проходит механическую обработку. Точение, фрезеровку и т. д. Получают детали, например, типа вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки.
После закалки, которая является конечной стадией термообработки, детали достигают высокого уровня прочности и отличных показателей износостойкости. Подвергаются шлифовке. Высокое содержание углерода (0,45%) обеспечивает хорошую закаливаемость и, соответственно, высокую твёрдость поверхности и прочность изделия. Сталь 45 калят «на воду», когда после калки деталь охлаждают в воде. После охлаждения деталь подвергается низкотемпературному отпуску при температуре 200-300 градусов по Цельсия. При такой термообработке стали 45 достигает твердость порядка 50 HRC.
Изделия: Кулачки станочных патронов, согласно указаниям ГОСТ, изготовляют из сталей 45 и 40Х. Твёрдость Rc = 45 -50.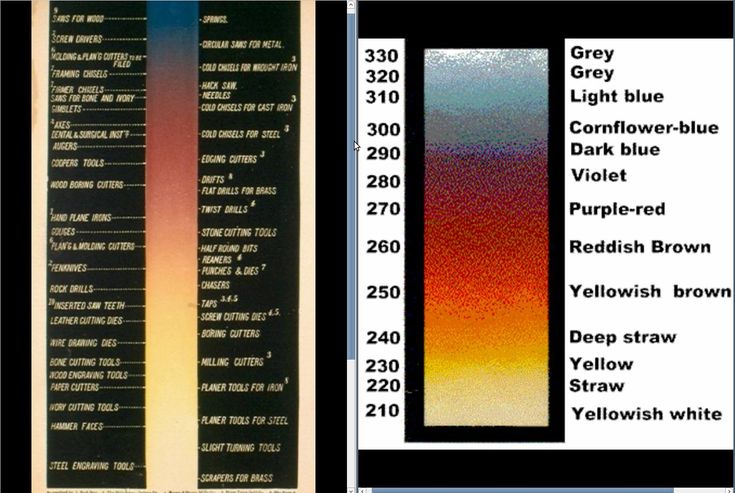 В кулачках четырёх-кулачных патронов твёрдость резьбы должна быть в пределах Rс = 35-42. Отпуск кулачков из стали 45 производится при температуре 220-280°, из стали 40Х при 380-450° в течение 30-40 мин.
В кулачках четырёх-кулачных патронов твёрдость резьбы должна быть в пределах Rс = 35-42. Отпуск кулачков из стали 45 производится при температуре 220-280°, из стали 40Х при 380-450° в течение 30-40 мин.
Расшифровка марки стали 45: марка 45 означает, что в стали содержится 0,45% углерода,C 0,42 — 0,5; Si 0,17 — 0,37;Mn 0,5 — 0,8; Ni до 0,25; S до 0,04; P до 0,035; Cr до 0,25; Cu до 0,25; As до 0,08.
Термообработка стали 40Х
Легированная конструкционная сталь. Для деталей повышенной прочности такие как оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полуоси, втулки и прочих деталей повышенной прочности. Сталь 40Х также часто используется для производства поковок, штампованных заготовок и деталей трубопроводной арматуры. Однако последние перечисленные детали нуждаются в дополнительной термической обработке, заключающейся в закалке через воду в масле или просто в масле с последующим отпуском в масле или на воздухе.
Расшифровка марки стали 40Х. Цифра 40 указывает на то, что углерод в стали содержится в объеме 0,4 %. Хрома содержится менее 1,5 %. Помимо обычных примесей в своем составе имеет в определенных количествах специально вводимые элементы, которые призваны обеспечить специально заданные свойства. В качестве легирующего элемента в данном случае используется хром, о чем говорит соответствующая маркировка.
Термообработка стали 20
Термообработка стали 20 — сталь конструкционная углеродистая качественная. Широкое применение в котлостроении, для труб и нагревательных трубопроводов различного назначения, кроме того промышленность выпускает пруток, лист. В качестве заменителя стали 20 применяют стали 15 и 25.
По требованиям к механическим свойствам выделяют пять категорий.
— I категория: сталь всех видов обработки без испытания на ударную вязкость и растяжение.
— II категория: образцы из нормализованной стали всех видов обработки размером 25 мм проходят испытания на ударную вязкость и растяжение.
— III категория: испытания на растяжение проводят на образцах из нормализованной стали, размером 26-100 мм.
— IV категория: образцы для испытаний на растяжение и ударную вязкость изготавливают из термически обработанных заготовок размером не более 100 мм. Требования третьей и четвертой категории предъявляют к калиброванной, горячекатаной и кованной качественной стали.
— V категория. Испытания механических свойств на растяжение проводят на образцах из калиброванных термически обработанных (высокоотпущенных или отожженных) или нагартованных сталей.
Химический состав стали 20: углерод (C) — 0.17-0.24 %, кремний (Si) — 0,17-0,37%, марганец (Mn) — 0,35-0,65 %;содержание меди (Cu) и никеля (Ni) допускается не более 0,25%, мышьяка (As) — не более 0,08%, серы (S) — не более 0,4%, фосфора (Р) — 0,035%. Структура стали 20 представляет собой смесь перлита и феррита. Термическая обработка стали 20 позволяет получать структуру реечного (пакетного) мартенсита. При таких структурных преобразованиях прочность возрастает, и пластичность уменьшается. После термического упрочнения прокат из стали 20 можно использовать для изготовления метизной продукции (класс прочности 8.8).
После термического упрочнения прокат из стали 20 можно использовать для изготовления метизной продукции (класс прочности 8.8).
Технологические свойства стали 20: Температура начала ковки стали 20 составляет 1280° С, окончания — 750° С, охлаждение поковки — воздушное. Сталь 20 нефлокеночувствительна и не склонна к отпускной способности. Свариваемость стали 20 не ограничена, исключая детали, подвергавшиеся химико-термической обработке. Рекомендованы способы сварки АДС, КТС, РДС, под газовой защитой и флюсом.
Сталь 20 применяют для производства малонагруженных деталей ( пальцы, оси, копиры, упоры, шестерни) , цементуемых деталей для длительной и весьма длительной службы (эксплуатация при температуре не выше 350° С) , тонких деталей, работающих на истирание. Сталь 20 без термической обработки или после нормализации используется для производства крюков кранов, вкладышей подшипников и прочих деталей для эксплуатации под давлением в температурном диапазоне от -40 до 450°С . Сталь 20 после химико-термической обработки идет на производство деталей, которым требуется высокая поверхностная прочность ( червяки, червячные пары, шестерни) . Широко применяют сталь 20 для производства трубопроводной арматуры, труб, предназначенных для паропроводов с критическими и сверхкритическими параметрами пара, бесшовных труб высокого давления, сварных профилей прямоугольного и квадратного сечения и т. д.
Сталь 20 после химико-термической обработки идет на производство деталей, которым требуется высокая поверхностная прочность ( червяки, червячные пары, шестерни) . Широко применяют сталь 20 для производства трубопроводной арматуры, труб, предназначенных для паропроводов с критическими и сверхкритическими параметрами пара, бесшовных труб высокого давления, сварных профилей прямоугольного и квадратного сечения и т. д.
Термообработка стали 30ХГСА
Относится к среднелегированной конструкционной стали. Сталь 30ХГСА проходит улучшение – закалку с последующим высоким отпуском при 550-600 °С, поэтому применяется при создании улучшаемых деталей (кроме авиационных деталей это могут быть различные корпуса обшивки, оси и валы, лопатки компрессорных машин, которые эксплуатируются при 400°С, и многое другое), рычаги, толкатели, ответственные сварные конструкции, работающие при знакопеременных нагрузках, крепежные детали, работающие при низких температурах.
Сталь 30ХГСА обладает хорошей выносливостью, отличными показателями ударной вязкости, высокой прочностью. Она также отличается замечательной свариваемостью.
Она также отличается замечательной свариваемостью.
Сварка стали 30ХГСАтоже имеет свои особенности. Она осуществляется с предварительным подогревом материала до 250-300 °С с последующим медленным охлаждением. Данная процедура очень важна, поскольку могут появиться трещины из-за чувствительности стали к резким перепадам температуры после сварки. Поэтому по завершении сварных работ горелка должна отводиться медленно, при этом осуществляя подогрев материала на расстоянии 20-40 мм от места сварки. Также, не более, чем спустя 8 часов по завершении сварки сварные узлы стали 30ХГСА нуждаются в закалке с нагревом до 880 °С с последующим высоким отпуском. Далее изделие охлаждается в масле при 20-50 °С. Отпуск осуществляется нагревом до 400 — 600 °С и охлаждением в горячей воде. Сварку же необходимо выполнять максимально быстро, дабы избежать выгорания легирующих элементов.
После прохождения термомеханической низкотемпературной обработки сталь 30ХГСА приобретает предел прочности до 2800 МПа, ударная вязкость повышается в два раза (в отличии от обычной термообработки стали 30хгса), пластичность увеличивается.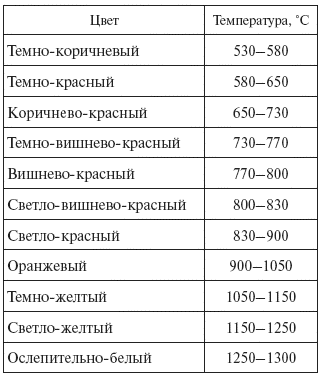
Термообработка стали 65Г
Сталь конструкционная рессорно-пружинная. Используют в промышленности пружины, рессоры, упорные шайбы, тормозные ленты, фрикционные диски, шестерни, фланцы, корпусы подшипников, зажимные и подающие цанги и другие детали, к которым предъявляются требования повышенной износостойкости, и детали, работающие без ударных нагрузок. (заменители: 70, У8А, 70Г, 60С2А, 9ХС, 50ХФА, 60С2, 55С2).
Термообработка стали 40
Сталь конструкционная углеродистая качественная. Использование в промышленности: трубы, поковки, крепежные детали, валы, диски, роторы, фланцы, зубчатые колеса, втулки для длительной и весьма длительной службы при температурах до 425 град.
Термообработка стали 40ХН
Сталь конструкционная легированная Используется в отраслевой в промышленности: оси, валы, шатуны, зубчатые колеса, валы экскаваторов, муфты, валы-шестерни, шпиндели, болты, рычаги, штоки, цилиндры и другие ответственные нагруженные детали, подвергающиеся вибрационным и динамическим нагрузкам, с предъявляемыми требованиями повышенной прочности и вязкости. Валки рельсобалочных и крупносортных станов для горячей прокатки металла.
Валки рельсобалочных и крупносортных станов для горячей прокатки металла.
Термообработка сталь 35
Сталь конструкционная углеродистая качественная. Используется в отраслевой промышленности. Это детали невысокой прочности, подвергающиеся невысокому уровню напряжения: оси, цилиндры, коленчатые валы, шатуны, шпиндели, звездочки, тяги, ободы, траверсы, валы, бандажи, диски и другие детали.
Термообработка стали 20Х13
Сталь коррозионно-стойкая жаропрочная. Используется в энергетическом машиностроении и печестроении; турбинные лопатки, болты, гайки, арматура крекинг-установок с длительным сроком службы при температурах до 500 град; сталь мартенситного класса Сталь марки 20Х13 и другие стали мартенситного класса: жаропрочные хромистые стали мартенситного класса применяют в различных энергетических установках, они работают при температуре до 600° С. Из них изготовляют роторы, диски и лопатки турбин, в последнее время их используют для кольцевых деталей больших толщин. Существует большое количество марок сталей данного класса. Общим для всех является пониженное содержание хрома, наличие молибдена, ванадия и вольфрама. Они эффективно упрочняются обычными методами термообработки, которая основана на у — a-превращении и предусматривает получение в структуре мартенсита с последующим улучшением в зависимости от требований технических условий. (заменители: 12Х13, 14Х17Н2)
Существует большое количество марок сталей данного класса. Общим для всех является пониженное содержание хрома, наличие молибдена, ванадия и вольфрама. Они эффективно упрочняются обычными методами термообработки, которая основана на у — a-превращении и предусматривает получение в структуре мартенсита с последующим улучшением в зависимости от требований технических условий. (заменители: 12Х13, 14Х17Н2)
Пресс-служба группы компаний ВоКа
17 сентября 2020г
Отличия закаливаемости от прокаливаемости
Каждая марка стали обладает определенной закаливаемостью, которая характеризуется ее способностью приобретать при закалке требуемую твердость. Основные факторы, влияющие на закаливаемость стали, — это процентные доли углерода и легирующих добавок. Нижний предел содержания углерода, после которого сталь не воспринимает закалку, равен 0.2 %. Прокаливаемость характеризуется глубиной проникновения в объем металла закаленной структуры (полностью мартенситной или состоящей из троостита и мартенсита). Легирующие добавки в виде молибдена, хрома, никеля и пр. увеличивают как закаливаемость, так и прокаливаемость, а добавление кобальта их понижает.
Легирующие добавки в виде молибдена, хрома, никеля и пр. увеличивают как закаливаемость, так и прокаливаемость, а добавление кобальта их понижает.
Факторы, влияющие на положение с-кривых:
— Углерод. Увеличение содержания углерода до 0,8% увеличивает устойчивость переохлажденного аустенита, соответственно с-кривая сдвигается вправо. При увеличении содержания углерода более 0,8%, с-кривая сдвигается влево;
— Легирующие элементы. Все легирующие элементы в разной степени увеличивают устойчивость аустенита. Это не касается кобальта, он уменьшает устойчивость переохлажденного аустенита;
— Размер зерна и его гомогенность. Чем больше зерно и чем оно однороднее структура, тем выше устойчивость аустенита;
— Увеличение степени искажения кристаллической решетки снижает устойчивость переохлажденного аустенита.
Температура влияет на положение с-кривых через все указанные факторы.
Дефекты при закаливании стали
Причиной возникновения дефектов при закалке стали является ряд физических и химических факторов, возникающих при отклонении от заданных параметров термического процесса или из-за неоднородности закаливаемой заготовки. Неравномерный нагрев или охлаждение изделия может привести к его деформации и возникновению внутренних трещин. Эта же причина может вызвать неодинаковость фазовых превращений в различных частях изделия, в результате чего металл будет иметь неоднородную по составу и твердости структуру. Пережог стали происходит вследствие проникновения кислорода в поверхностный слой металла, что приводит к возникновению окислов, разъединяющих его структурные элементы и изменяющих физические свойства поверхностного слоя. Причиной обезуглероживания при закалке стали является выгорание углерода при попадании в печь избыточного количества кислорода. Эти виды дефектов неисправимы, а единственный способ борьбы с ними — это проверка герметичности печи или закалка в вакууме и инертных газах.
Неравномерный нагрев или охлаждение изделия может привести к его деформации и возникновению внутренних трещин. Эта же причина может вызвать неодинаковость фазовых превращений в различных частях изделия, в результате чего металл будет иметь неоднородную по составу и твердости структуру. Пережог стали происходит вследствие проникновения кислорода в поверхностный слой металла, что приводит к возникновению окислов, разъединяющих его структурные элементы и изменяющих физические свойства поверхностного слоя. Причиной обезуглероживания при закалке стали является выгорание углерода при попадании в печь избыточного количества кислорода. Эти виды дефектов неисправимы, а единственный способ борьбы с ними — это проверка герметичности печи или закалка в вакууме и инертных газах.
Окалины и критическое снижение концентрации углерода при калении
Даже небольшая концентрация кислорода в закалочной печи приводит к появлению поверхностной окалины, которая является следствием окисления металла при его термообработке. Эта же причина может вызвать уменьшение количества углерода в поверхностном слое заготовки. Полностью избавиться от таких явлений можно только путем применения вакуумных печей, обеспечивающих так называемую светлую закалку, а также при нагреве изделия в среде азота или аргона. Для минимизации окисления и обезуглероживания закалочная печь должна быть максимально герметичной, что в какой-то мере ограничивает приток кислорода в ее рабочее пространство.
Эта же причина может вызвать уменьшение количества углерода в поверхностном слое заготовки. Полностью избавиться от таких явлений можно только путем применения вакуумных печей, обеспечивающих так называемую светлую закалку, а также при нагреве изделия в среде азота или аргона. Для минимизации окисления и обезуглероживания закалочная печь должна быть максимально герметичной, что в какой-то мере ограничивает приток кислорода в ее рабочее пространство.
Для закалки металлов рекомендуют использовать трансформаторное или индустриальное масло И-20. Частнику достать его непросто, поэтому хотелось бы услышать в комментариях к этой статье ваше мнение о возможности использования для закаливания стали отработанного автола или другого автомобильного масла.
Охлаждение конструкционной и легированной стали
Конструкционная сталь более качественная, а большая часть изделий имеет сложную конфигурацию. Для охлаждения используют 50% раствор каустической соды, которую предварительно разогревают до температуры 50-60 градусов. После закалки в таком растворе детали будут иметь светлый цвет, что говорит о том, что технология была соблюдена. Важно не перегреть раствор каустической соды выше 60 градусов.
После закалки в таком растворе детали будут иметь светлый цвет, что говорит о том, что технология была соблюдена. Важно не перегреть раствор каустической соды выше 60 градусов.
Легированная сталь закаляется в минеральном масле. Это же касается и очень тонких изделий из углеродистой стали, например кромок режущих инструментов. Ключевой особенностью данного метода является то, что скорость охлаждения не зависит от температуры масла. Так, процесс будет протекать одинаково как при 20, так и при 120 градусах.
Закалочные среды [ править | править код ]
При закалке для переохлаждения аустенита до температуры мартенситного превращения требуется быстрое охлаждение, но не во всём интервале температур, а только в пределах 650—400 °C, то есть в том интервале температур, в котором аустенит менее всего устойчив и быстрее всего превращается в ферритно-цементитную смесь. Выше 650 °C скорость превращения аустенита мала, и поэтому смесь при закалке можно охлаждать в этом интервале температур медленно, но, конечно, не настолько, чтобы началось выпадение феррита или превращение аустенита в перлит.
Механизм действия закалочных сред (вода, масло, водополимерная закалочная среда, а также охлаждение деталей в растворах солей) следующий. В момент погружения изделия в закалочную среду вокруг него образуется плёнка перегретого пара, охлаждение происходит через слой этой паровой рубашки, то есть относительно медленно. Когда температура поверхности достигает некоторого значения (определяемого составом закаливающей жидкости), при котором паровая рубашка разрывается, то жидкость начинает кипеть на поверхности детали, и охлаждение происходит быстро.
Читать также: Паровой инжектор принцип работы
Первый этап относительно медленного кипения называется стадией плёночного кипения, второй этап быстрого охлаждения — стадией пузырькового кипения. Когда температура поверхности металла ниже температуры кипения жидкости, жидкость кипеть уже не может, и охлаждение замедлится. Этот этап носит название конвективного теплообмена.
На производстве
Для сверления более толстых каленых заготовок используют специальные станки.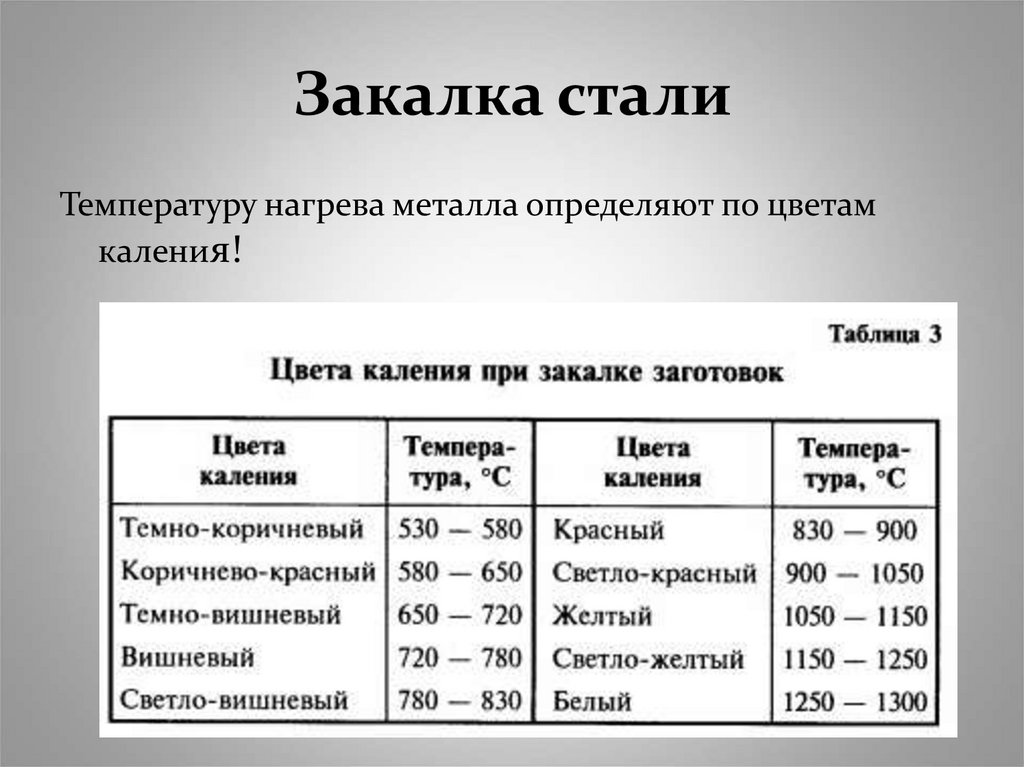 В них сверло крепится в специальном сверлильном патроне, который закреплен коническим хвостом в пиноли задней бабки. Работа по сверлению осуществляется благодаря линейной подаче сверла и колеса подачи пиноли. При этом и заготовка, и сверло вращается. Максимальный используемый диаметр сверла составляет 1,5 сантиметра. Сверла больших размеров закрепляются хвостиком с переходными втулками. Они идут стандартных размеров. Их называют конусами Морзе.
В них сверло крепится в специальном сверлильном патроне, который закреплен коническим хвостом в пиноли задней бабки. Работа по сверлению осуществляется благодаря линейной подаче сверла и колеса подачи пиноли. При этом и заготовка, и сверло вращается. Максимальный используемый диаметр сверла составляет 1,5 сантиметра. Сверла больших размеров закрепляются хвостиком с переходными втулками. Они идут стандартных размеров. Их называют конусами Морзе.
Сверла бывают:
- Спиралевидные с цилиндрическими и коническими хвостовиками. Ими можно сверлить не только закаленную сталь, но и чугун, а также другие «крепкие» материалы;
- С пластинами из твердосплавных материалов. Также подходят для толстой закаленной стали;
- Сверла глубокого сверления. Используются в тех случаях, когда проделывается отверстие глубиной в 5 раз больше диаметра сверла.
Перед работами поверхность заготовки обрабатывается. Также делается углубление центровочным сверлом. В противном случае сверло начинает «гулять» перед листом стали, и отверстие смещается от центральной оси вращения.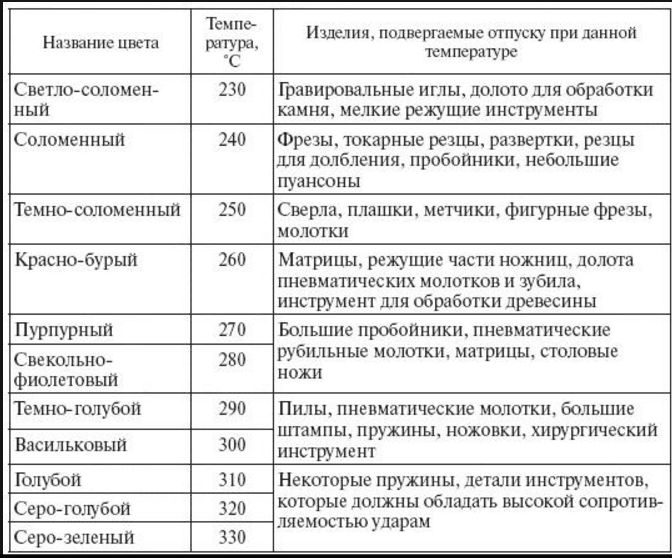
Глубина отверстия контролируется нанесенными насечками с разметкой на пиноли. Если на ней предусмотрен лимб, то глубина сверления получится с точностью до 0,01 миллиметра. Сверлить необходимо в несколько этапов. Сделав отверстие глубиной в 2 мм, сверло выводится из стали и удаляется стружка (из отверстия и выводных каналов сверла). После чего процесс продолжается. Если не соблюдать данную технологию, сверло может заклинить и сломаться. Надо не забывать использовать смазочную жидкость.
Прежде, чем приступать к сверлению, необходимо помнить, что диаметр отверстия получается больше, нежели диаметр сверла. Эта величина называется разбивка. Для сверла диаметром 1 сантиметр разбивка составит 0,15 миллиметра. Разбивка возникает из-за недостаточной точности во время заточки сверла.
Чтобы получить высококачественное отверстие, на первом этапе используется сверло, размер которого составляет 70% диаметра необходимого отверстия. На втором этапе оно меняется и используется необходимого размера. Более точную обработку получают, применяя зенкерование и развертывание.
Более точную обработку получают, применяя зенкерование и развертывание.
Контроль размера
После получения отверстий проводится контроль размеров. Для замеров используют штангенциркуль. Если проделанное отверстие имеет уступы, либо длины измерительных губок штангенциркуля не достаточно, чтобы замерить размер отверстия, используют калибры (измерительные пробки). Это два измерительных цилиндра. Один из них равен диаметру отверстия, второй больше на 0,3 мм. Во время измерения цилиндр «по размеру» погружается в «глазок», второй же входить туда не должен. При штучном производстве такие калибры можно изготовить самому. На производстве используют приборы с высокой точностью измерения.
Зависимость твердости мартенсита от содержания углерода
Твердость стали после закалки зависит от твердости мартенсита, которая в свою очередь зависит от содержания углерода. С увеличением содержания углерода увеличивается и твердость после закалки стали. Графическая зависимость приведена на рисунке.
График зависимости твердости мартенсита от содержания углерода
Каленый и закаленный — в чем разница?
Эти понятия часто путают.
Термин «каление» в общем смысле означает «нагретый до высоких температур». И все. Применительно к металлам: достижение металлом определенной температуры сопровождается появлением характерного цвета – красного, желтого или белого. При нагреве в муфельной печи начало видимого свечения металла соответствует температуре порядка 600 оС. О цветах каления подробно сказано в Википедии:
| Температура, оС | Цвет каления |
| 550 | Темно-коричневый |
| 630 | Кроичнево-красный |
| 680 | Темно-красный |
| 740 | Темно-вишневый |
| 770 | Вишневый |
| 800 | Ярко- или светло-вишневый |
| 850 | Ярко- или светло-красный |
| 900 | Ярко-красный |
| 950 | Желто-красный |
| 1000 | Желтый |
| 1100 | Ярко- или светло-желтый |
| 1200 | Желто-белый |
| 1300 | Белый |
Цвет каления давал хорошее качественное представление о температуре металла – чем светлее, тем горячее.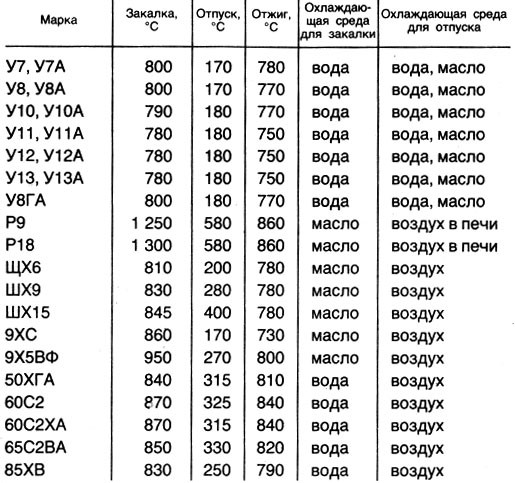 Поэтому тот кузнец, который мог лучше различать цвета и выбрать оптимальный цвет (= температуру), получал более качественные изделия.
Поэтому тот кузнец, который мог лучше различать цвета и выбрать оптимальный цвет (= температуру), получал более качественные изделия.
(Понятно, что скверну выжигали каленым железом – самым эффективным, что было в арсенале средств борьбы. Понятно также, что это использовали и палачи – если железо красное, то точно будет больно, и очень. Относительно каленых орешков – их «калят», т.е. нагревают до высокой температуры для того, чтобы сделать скорлупу хрупкой и облегчить извлечение ядрышка. Т.е. в процессе нагрева орехов скорлупа меняет свои свойства. Собственно, то же самое относится и к семечкам. «Щелкать» можно только сушеные или жареные семечки, именно потому, что они сухие. С сырыми — не получится.)
Относительно металла. В первом приближении, если металл нагреть, а потом неспешно охладить, то по окончании охлаждения он будет таким же, как до нагрева (или почти таким же). На рисунке 1 показана структура армко-железа в исходном состоянии (рис.1, а) и после нагрева до 900 оС (рис. 1,б). Видно, что размер зерна не изменился, а вот структура внутри зерна, скорее всего, изменилась. Могли измениться и свойства. Тот и другой образец травили одинаково, однако структура выглядит по-разному.
1,б). Видно, что размер зерна не изменился, а вот структура внутри зерна, скорее всего, изменилась. Могли измениться и свойства. Тот и другой образец травили одинаково, однако структура выглядит по-разному.
| а | б |
Рисунок 1. Армко -железо в исходном состоянии (а) и после нагрева до высоких температур (б).
Что касается стали, если нагреть ее до температуры существования аустенита, да еще выдержать при этой температуре, то может измениться размер аустенитного зерна; это окажет влияние на свойства. Но это уже дальше от нашей темы.
А вот если охладить сталь быстро, то состояние ее кардинально изменится. Это будет уже закаленная сталь.
Закалка стали – это вид термической обработки, который заключается в нагреве стали на 30—50 ºС выше критической точки (выше Ас1 для эвтектоидных и заэвтектоидных сталей и выше Ас3 для доэвтектоидных), выдержке при этой температуре и охлаждении со скоростью выше критической. Целью закалки является получение структуры мартенсита, который придает стали совершенно другие свойства.
Целью закалки является получение структуры мартенсита, который придает стали совершенно другие свойства.
Закалка имеет смысл только для сплавов с переменной растворимостью легирующих элементов при изменении температуры (есть «закалка вакансий», но это не тема данной статьи). Поэтому закалка, например железа, не имеет смысла с технологической точки зрения.
Закалка интересна именно большой скоростью охлаждения, поскольку позволяет 1) зафиксировать высокотемпературное состояние (например пересыщенный твердый раствор) и/или 2) создать структуру, имеющую определенные свойства, отличающиеся от свойств медленно охлажденного металла. Результат закалки показан на рисунке 2. В стали, не прошедшей закалку, структура представляет собой зерна феррита и перлита (рис.1, а). После закалки сталь имеет структуру мартенсита (рис.1,б) Соответственно, свойства стали до и после закалки будут разными.
| а | б |
Рисунок 2. Сталь до (а) и после (б) закалки.
Сталь до (а) и после (б) закалки.
Т.е., когда вместо «закаленный» говорят «каленый», это неверно.
В литературных источниках, в том числе в интернете, упоминаются каленые стрелы.Да, стальные стрелы могли иметь закаленный наконечник. Но не каленый. Вероятно, смешение понятий получилось потому, что сначала этот наконечник надо нагреть до температуры каления. Собственно, температура закалки для разных сталей составляет примерно от 850 до 1100 оС и лежит как раз в интервале цветов красного и желтого каления.
Есть еще интересный момент. Если стрелы (или наконечники к ним) ковали в кузнице, то для этого надо было их разогреть до высокой температуры. Это делалось на раскаленных углях, другого способа раньше не было. Т.е. имела место твердая цементация. Оптимальная температура цементации 830-850 оС, т.е. опять же попадаем в интервал температур красного каления. После изготовления наконечники охлаждалось в воде. Ну, а термической обработкой после цементации является, в том числе и закалка.
Насчет каленых деревянных стрел. Возможно, их обжигали на огне для придания лучших свойств. Тогда точно «каленая». Но это уже к специалистам по обработке древесины.
Подведем итог для металлов:
1. Каленый – претерпевший нагрев до высокой температуры, изменение свойств не предполагается;
2. Закаленный – прошедший термическую обработку (закалку) с целью изменения свойств.
Определение температуры нагрева стали | info.selink.ru
Температуру нагрева стали можно приблизительно определить по цвету каления стали и по цветам побежалости.
Цвета каления стали.
Темпретура градусав цельсия — цвет каления.
550-580 — Темно-коричневый
580-650 — Коричнево-красный
650-730 — Темно-красный
730-770 — Темно-вишнево-красный
770-800 — Вишнево-красный
800-830 — Светло-вишневокрасный
830 — 900 — Светло-красный
900 — 1050 — Оранжевый
1050 — 1150 — Темно-желтый
1150 — 1250 — Светло-желтый
1250 — 1300 — Ярко-желтый
Цвета побежалости углеродистой стали
Температура, С — Цвет побежалости
220 — Светло-желтый
240 — Темно-желтый
255 — Коричнево-желтый
265 — Коричнево-красный
275 — Пурпурно-красный
Цвета побежалости коррозионно-стойких сталей и жаропрочных сплавов.
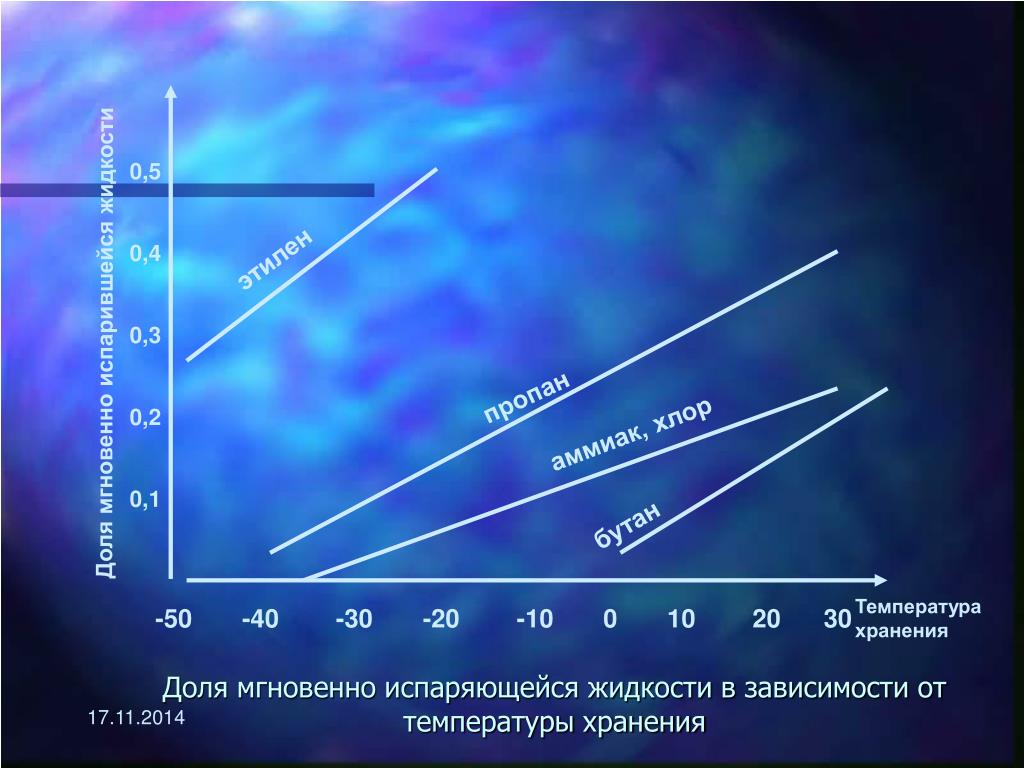
Температура С | Цвет побежалости | ||
12Х18Н9Т | ХН75МБТЮ | ХН77ТЮР | |
300 | Светло-соломенный |
|
|
400 | Соломенный | Светло-желтый |
|
500 | Красновато-коричневый | Желтый | Светло-соломенный |
600 | Фиолетово-синий | Коричневый | Фиолетовый |
700 | Синий | Синий | Синий |
800 |
| Голубой | Голубой |
Особенности применения стали Кортен в строительстве
Сегодня Cor-Ten является самой известной торговой маркой среди всех сталей, устойчивых к атмосферной коррозии.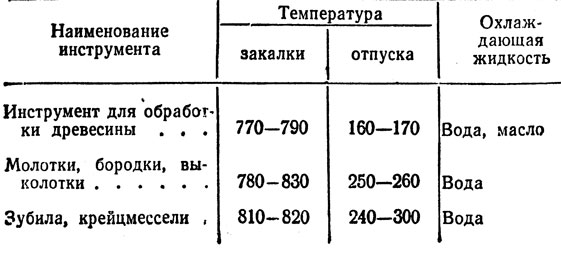 В статье описываются технические характеристики и особенности применения атмосферостойкой стали Кортен в строительстве.
В статье описываются технические характеристики и особенности применения атмосферостойкой стали Кортен в строительстве.
Стали, устойчивые к атмосферной коррозии, представляют собой обычные конструкционные стали, легированные медью и фосфором. Такая сталь создаёт защитный оксидный слой, замедляющий процесс коррозии в условиях, когда сталь может свободно увлажняться и высыхать на открытом воздухе. Ранее эти марки стали использовались в основном в промышленных конструкциях. Однако в последнее время их популярность значительно возросла в фасадных решениях и ландшафтном дизайне, архитекторы считают цвет Кортен очень привлекательным. Кроме того, сталь Кортен является экологичным материалом, так как она не требует отдельной антикоррозионной обработки.
Общая информация о стали Кортен
История создания стали Кортен
Атмосферостойкие стали были разработаны в США в начале ХХ века, когда было замечено, что стальной лист, легированный медью, намного более устойчив к атмосферной коррозии, чем обычны лист из углеродистой стали. Компания U.S. Steel провела обширные исследования, проверяя физические свойства и устойчивость к атмосферной коррозии множества листов с различными химическими составами, в результате которых была разработана сталь Кортен и запатентована в 1933 году.
Компания U.S. Steel провела обширные исследования, проверяя физические свойства и устойчивость к атмосферной коррозии множества листов с различными химическими составами, в результате которых была разработана сталь Кортен и запатентована в 1933 году.
Изначально сталь Кортен использовалась в качестве материала для бункерных конструкций в угольных вагонах, поскольку является более устойчивой к механическим нагрузкам и коррозии, чем обычная углеродистая сталь.
Позднее сталь Кортен нашла широкое применение в стальных конструкциях, в которых нормальная углеродистая сталь поддавалась преждевременной коррозии из-за совместного воздействия погоды, воды и примесей, появляющихся при промышленном производстве.
Мост Shanks Millennium, Великобритания
Сегодня Кортен используется в транспортных контейнерах, мостовых конструкциях и различном технологическом оборудовании в химической и нефтехимической промышленности. Кортеновская сталь также часто используются в опорах линий электропередач, столбах освещения или погрузочно-разгрузочном оборудовании, конструкциях шасси грузовиков, резервуаров для воды, дымоходов и строительной промышленности.
В зависимости от применения, сталь Кортен может использоваться сама по себе или окрашиваться. При правильном использовании необработанная сталь Кортен быстро образует плотный и жесткий слой оксида, который предотвращает прогрессирующее ржавение. С другой стороны, окрашенные конструкции Кортен имеют более длительные интервалы подкрашивания в процессе технического обслуживания, так как слой жесткого окисида проявляется на любых поврежденных участках лакокрасочного покрытия, при этом коррозия не может прогрессировать под краской, как это обычно происходит с окрашенной углеродистой сталью.
Свойства стали Кортен
Углеродистая сталь представляет собой высокоактивный металл по сравнению с, например, нержавеющей сталью и медью. По этой причине любая влага или атмосферный кислород, получающий доступ к поверхности неокрашенной углеродистой стали, быстро вызывает окисление и образование гидроксида железа. Этот процесс обычно называют коррозией. По мере того, как поверхность стали многократно увлажняется, происходит ржавление, что может существенно ухудшить свойства стальной конструкции. Кортен также окисляется в процессе контакта с воздухом и влажностью. Однако механизм окисления в сталях Кортен отличается от ржавления конструкционных сталей. Когда кортеновская сталь многократно увлажняется и высыхает, на его поверхности образуется плотный и очень жёсткий оксидный слой. Этот слой предотвращает развитие коррозии в нормальных погодных условиях, поэтому стали Кортен называются атмосферостойкими.
Кортен также окисляется в процессе контакта с воздухом и влажностью. Однако механизм окисления в сталях Кортен отличается от ржавления конструкционных сталей. Когда кортеновская сталь многократно увлажняется и высыхает, на его поверхности образуется плотный и очень жёсткий оксидный слой. Этот слой предотвращает развитие коррозии в нормальных погодных условиях, поэтому стали Кортен называются атмосферостойкими.
Текстура стали Кортен
С момента патентования Cor-Ten было проведено более 30 000 испытаний с целью оптимизации химического состава стали и достижения наилучших показателей погодоустойчивости. В зависимости от марки сталь Cor-Ten может содержать до 10 легирующих элементов. Хром, никель, медь и фосфор улучшают стойкость стали к атмосферной коррозии. Кремний, титан, молибден и ванадий еще больше увеличивают плотность оксидного слоя, взаимодействуя с медью и хромом. Сегодня существует ряд марок стали, объединенных общим запантентованным названием Cor-Ten.
Химический состав сталей Кортен, %
Марка стали | C | Si | Mn | P | S | AI | Cr | Cu | Ni | V |
Cor-Ten A | 0,12 | 0,25-0,75 | 0,20-0,50 | 0,07-0,15 | 0,03 | 0,02-0,06 | 0,50-1,25 | 0,25-0,55 | 0,65 | – |
| Cor-Ten AF | 0,12 | 0,25-0,75 | 0,20-0,50 | 0,07-0,15 | 0,03 | 0,02-0,06 | 0,50-1,25 | 0,25-0,55 | 0,65 | – |
| Cor-Ten High temp | 0,12 | 0,25-0,75 | 0,20-0,50 | 0,07-0,15 | 0,03 | 0,02-0,06 | 0,75-1,25 | 0,25-0,55 | 0,40 | 0,02 |
| Cor-Ten В | 0,19 | 0,30-0,65 | 0,80-1,25 | 0-0,35 | 0,03 | 0,02-0,06 | 0,40-0,65 | 0,25-0,40 | 0,40 | 0,02-0,10 |
Процесс коррозии на поверхности стали можно описать с помощью электрохимических реакций. Когда сталь становится влажной, на поверхности создаются небольшие локальные очаги. Окисление железа происходит в анодной точке (-), а восстановление – в катодной точке (+):
Когда сталь становится влажной, на поверхности создаются небольшие локальные очаги. Окисление железа происходит в анодной точке (-), а восстановление – в катодной точке (+):
Fe -> Fe2 + 2e (1)
½O2 + H2O + 2e -> 2OH (2)
Общая реакция окисления железа представляет собой сумму подреакций:
Fe + ½O2 + H2O -> Fe (OH)2 (3)
Гидроксид железа далее окисляется в оксигидроксид железа, который считается наиболее распространенным состоянием ржавчины:
2Fe (OH)2 + ½O2 -> 2FeO(OH) + H2O (4)
На практике влажная фаза и сухая фаза на поверхности стали чередуются. Во время влажной фазы ржавчина восстанавливается в оксид железа (II, III), магнетит (5), а во время сухой фазы магнетит восстанавливается в оксигидроксид железа, гетит, липидо кроссит (6):
Fe2 + 8FeO (OH) + 2e -> 3Fe3O4 + 4H2O (5)
2Fe3O4 + 3H2O + ½ O2 -> 6FeO(OH) (6)
Восстановительные условия, преобладающие на поверхности стали, происходят когда поры ржавчины заполняются водой. Окисление происходит, когда внешняя поверхность ржавчины высыхает. Это означает, что ржавчина, создаваемая атмосферными условиями, состоит из нескольких состояний железа, главным образом магнетита Fe3O4 и оксигидроксида железа FeO(OH).
Окисление происходит, когда внешняя поверхность ржавчины высыхает. Это означает, что ржавчина, создаваемая атмосферными условиями, состоит из нескольких состояний железа, главным образом магнетита Fe3O4 и оксигидроксида железа FeO(OH).
На атмосферную коррозию стали также влияют воздушные примеси, в том числе двуокись серы и триокись серы. Когда температура воздуха находится ниже кислотной точки росы, оксиды растворяются в конденсирующейся воде, производя серную кислоту, H2SO4:
SO2 + H2O + ½O2 -> H2SO4 (7)
SO3 + H2O -> H2SO4 (8)
Оксид железа (ржавчина) катализирует превращение SO2 в серную кислоту. Серная кислота реагирует со сталью, образуя сульфат железа (FeSO4), который может быть дополнительно окислен до сульфата трехвалентного железа, Fe2(SO4)3 и оксогидроксида железа, FeO(OH):
H2SO4 + Fe + ½O2 -> FeSO4 + H2O (9)
12 FeSO4 + 2H2O + 3O2 -> 4Fe2(SO4)3 + 4FeO(OH) (10)
Сульфат железа может быть дополнительно гидролизован в оксигидроксид железа и серную кислоту:
Fe2(SO4) + 4H2O -> 2FeO(OH) + 3H2SO4 (11)
Теоретически серная кислота может снова появиться в реакциях окисления. Это также подтверждается тем, что в условиях присутствия оксидов, образующих кислоту, коррозия стали происходит относительно быстро. Такие условия наиболее вероятны в промышленной и городской среде.
Это также подтверждается тем, что в условиях присутствия оксидов, образующих кислоту, коррозия стали происходит относительно быстро. Такие условия наиболее вероятны в промышленной и городской среде.
Многие испытания на коррозионную стойкость, проведенные в течение более чем трех десятилетий, показали, что стойкость стали Кортен к атмосферной коррозии значительно выше, чем сопротивляемость обычных углеродистых сталей. Кортен показывает особенно высокую коррозионную стойкость в промышленной среде, где скорость протекания коррозии составляет лишь одну пятую от скорости коррозии углеродистой стали или даже меньше. Значительная разница в скоростях коррозии наиболее заметна после 5-10 лет эксплуатации, когда на поверхности стали образовался плотный и очень жёсткий оксидный слой, защищающий её от коррозии. Скорость коррозии сильно зависит от условий окружающей среды. В качестве эталонных значений можно использовать следующие скорости коррозии, рассчитанные на основе изменения веса образцов после десяти лет эксплуатации:
| Марка стали | Скорость коррозии, нм/10 лет |
| Cor-Ten А | 20 – 30 |
| Cor-Ten B | 75 – 100 |
| Углеродистая сталь | 150 – 200 |
Цвет оксидного слоя варьируется от красновато-коричневого до темно-фиолетового в зависимости от условий окружающей среды. Цвет стали Кортен меняется от бархатистых бронзовых тонов до насыщенно-коричневого.
Цвет стали Кортен меняется от бархатистых бронзовых тонов до насыщенно-коричневого.
Изменения цвета оксидного слоя на стали Кортен во времени в сельской среде
Изменения цвета оксидного слоя на стали Кортен во времени в промышленной среде
Покраска стали Кортен
Сталь Кортен может быть окрашена любой краской, предназначенной для антикоррозионной обработки стали. Исследования показали, что долговечность алкидного лакокрасочного покрытия на стали Кортен в 1,5-2 раза больше чем на углеродистой стали. На рисунке ниже (слева) показан внешний вид окрашенных образцов Кортен и углеродистой стали после пробного использования в течение 15 лет в условиях морского климата. В правой части рисунка показаны окрашенные образцы, подверженные воздействию промышленной среды в течение нескольких лет. Сталь Кортен не показывает признаков ржавчины под лакокрасочным покрытием, состоящим из цинк-хроматной грунтовки и виниловой краски.
Более длительный срок службы лакокрасочного покрытия на стали Кортен объясняется тем, что при появлении царапины на поверхности покрытия образуется плотный оксидный слой, который не позволяет проникать ржавчине под краску, как это происходит с обычной углеродистой сталью.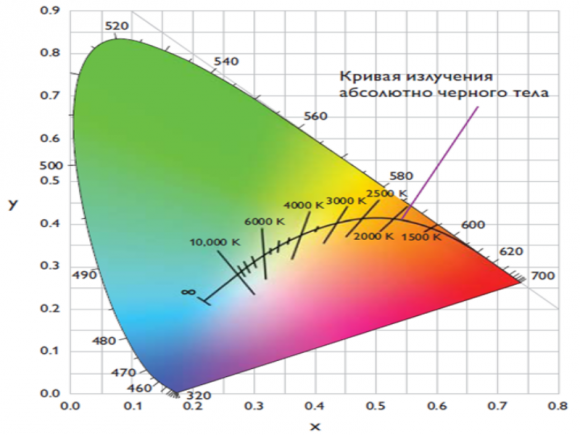
Обработка и патинирование стали Кортен
С изделиями из стали Кортен необходимо обращаться очень внимательно. Следует избегать повреждений поверхности, а брызги от сварки, как и другие загрязнения поверхности должны быть удалены. Стали Кортен могут храниться на открытом воздухе при условии свободной циркуляции воздуха между листами, так чтобы поверхности, которые могут намокнуть, смогли быстро высохнуть. При долговременном открытом хранении изделий следует поместить их под накрытие, а листы и другие компоненты должны быть отделены друг от друга, чтобы обеспечить равномерную циркуляцию воздуха между ними. Это гарантирует равномерное патинирование и отсутствие образования коррозионных пятен.
Благодаря созданию однородного защитного слоя (патины) на поверхности, стали Кортен могут быть оставлены неокрашенными. Для образования равномерной патины, когда внешний вид имеет решающее значение, необходимо провести тщательную предварительную очистку поверхностей –травление, пескоструйную обработку или шлифовку. При этом пятна смазки и защитного масла, шлак и окалина предварительно должны быть удалены. После пескоструйной обработки поверхность считается достаточно чистой, если её шероховатость равномерна.
При этом пятна смазки и защитного масла, шлак и окалина предварительно должны быть удалены. После пескоструйной обработки поверхность считается достаточно чистой, если её шероховатость равномерна.
В случае необходимости сокращения срока образования патины сталь Кортен может быть подвергнута процессу ускоренного окисления, который осуществляется в несколько этапов:
- Обезжиривание.
- Удаление оксидного слоя.
- Нанесение активатора окисления.
- Нанесение фиксирующей смывки.
Процесс ускоренного патинирования Кортен позволяет получить желаемый оттенок стали в течение всего нескольких дней.
При необходимости фиксации цвета и приостановки естественного процесса патинирования сталь Кортен может быть покрыта глянцевым или матовым защитным лаком. При этом стоит учесть, что срок службы такого лакового покрытия составляет всего несколько лет, что приводит к необходимости его последующего периодического обновления.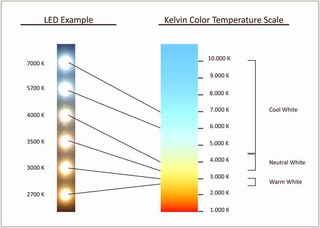
Загрязнения при сварке, такие как окалина и выплески, замедляют процесс патинирования. Стандарт ISO 8501-1 определяет степень ржавчины для оценки чистоты поверхности. Степень очистки поверхности обычной углеродистой стали, подлежащей окраске, должна составлять не менее Sa 2 1/2, St 2, в то время как для патинирования стали Кортен достаточной степенью очистки является Sa 2 / St 2.
Сварка стали Кортен
Для сварки стали Кортен могут быть применены все обычные методы: дуговая сварка металлическим плавящимся электродом или флюсовым электродом, дуговая сварка под флюсом, сварка MIG/MAG и контактная сварка.
Сварка стали Кортен
Для обеспечения устойчивости сварного шва к атмосферным воздействиям он должен содержать тот же сплав металла, что и основной металл.
Наиболее часто используемые сплавы наплавленного металла содержат никель и медь. Нелегированный наплавленный металл может использоваться в том случае, когда сварной шов имеет форму канавки или скругления и при использовании дуговой сварки под флюсом процесс диффузии обеспечивает высокое легирование сварочного материала основным металлом. Атмосферостойкий наплавленный металл должен использоваться при изготовлении многопроходных сварных швов на поверхностных участках атмосферостойких сталей.
Атмосферостойкий наплавленный металл должен использоваться при изготовлении многопроходных сварных швов на поверхностных участках атмосферостойких сталей.
Рекомендуемые сварочные материалы для стали COR-TEN A и COR-TEN B
Сварка в атмосфере активного газа (цельная проволока)
| ESAB OK Autrod + газ | ELGA Elga-Matic + газ | LINCOLN ELECTRIC Lincoln + газ | OY UDDEHOLM AB Böhler Welding + газ |
| 13.26 + M21, CO2 | 140 + M21, CO2 | LNM 28 + M21 | Union Patinax + M21 |
Дуговая сварка с флюсовым сердечником
| ESAB OK Tubrod со стальным сердечником + газ | ESAB OK Tubrod с флюсовым сердечником + газ | ESAB Filarc со стальным сердечником + газ | ESAB Filarc с флюсовым сердечником + газ | ELGA с флюсовым сердечником + газ | LINCOLN ELECTRIC с флюсовым сердечником + газ | LINCOLN ELECTRIC самоэкранирующаяся проволока | RETCO OY Trimark с флюсовым сердечником + газ | IMPOMET OY Oerlikon с флюсовым сердечником + газ |
14. 04 + M21 04 + M21 | 15.17 + M21 | PZ 6104 + M21 | PZ 6112 + M21, CO2 | DW588 + CO2 | OS 81 Ni 1-H + M21 | IS NR 203 Ni 1 | TM-81 W + M21 | Fluxofil 18 + M21 |
Дуговая сварка покрытыми электродами
| ESAB обычные электроды | ESAB Filarc | ESAB Filarc высокоэффективные электроды | ELGA обычные электроды | LINCOLN ELECTRIC обычные электроды | LINCOLN ELECTRIC высокоэффективные электроды | OY UDDEHOLM AB обычные электроды | IMPOMET OY обычные электроды | RETCO OY обычные электроды |
| 73.08 | 35Z | C75 | P62 MR / P48 K | KRYO 1 | KRYO 1-180 | Böhler Welding FOX NiCuCr | Oerlikon Tencord KB | SOUDOMETAL COMET J 50 C |
Дуговая сварка под флюсом с погруженной дугой
| ESAB проволока + флюс | LINCOLN ELECTRIC проволока + флюс | OY UDDEHOLM AB проволока + флюс | IMPOMET OY проволока + флюс |
| OK Autrod + OK Flux 13. 36 + 10.71 | Lincoln + Lincoln LNS 163 + FX P 230 | Böhler Welding + Böhler Welding Union Patinax + UV 420 TT | Oerlikon + Oerlikon FC 48 + OP 121TT |
Болтовые соединения
Болтовые соединения атмосферостойких сталей должны быть достаточно плотными, чтобы предотвратить щелевую коррозию внутри стыка и коррозию соединяемых материалов. Расстояние между болтами вдоль края стыка не должно быть больше 14-ти толщин самого тонкого соединяемого элемента и не превышать 20 см. Расстояние между болтом и кромкой стыка не должно быть более 8-ми толщин самого тонкого соединяемого элемента и не превышать 15 см.
В качестве материала болта рекомендуется использовать сталь Cor-Ten X, так как ее коррозионная устойчивость равна стойкости к коррозии соединяемых сталей, а цвет патинированных болтов будет идентичен основному материалу. Также могут быть использованы болты с цинковым или кадмиевым покрытием, но обычно так делать не рекомендуются, поскольку покрытие будет изнашиваться относительно быстро в результате электрохимических реакций между покрытием болта и сталью Кортен. Малые крепёжные элементы, винты и т.д. могут быть изготовлены из стали Cor-Ten A или неокисляемых металлов, таких как латунь или бронза. В этом случае электрохимическая коррозия не проявится, поскольку площадь благородного металла будет намного меньше площади стали Кортен.
Малые крепёжные элементы, винты и т.д. могут быть изготовлены из стали Cor-Ten A или неокисляемых металлов, таких как латунь или бронза. В этом случае электрохимическая коррозия не проявится, поскольку площадь благородного металла будет намного меньше площади стали Кортен.
Применение стали Кортен
Сталь Кортен, как уникальный материал, отлично подходит для применения в условиях, когда устойчивость к атмосферной коррозии или выразительный внешний вид имеют первостепенное значение. Плотная, самовосстанавливающаяся оксидная патина на стали Кортен обеспечивает длительный срок службы и уникальный дизайн конструкций. Сталь Кортен отлично подходит для облицовки фасадов или устройства каркасов зданий, архитектурных композиций, ограждений, сооружения мостов, контейнеров, резервуаров, дымоходов и т.д.
Университет Leeds Beckett, Великобритания
Сталь Кортен относительно устойчива к абразивному износу, вызванному погрузкой и разгрузкой. Однако длительный абразивный износ материала может сократить срок его службы.
Отличная коррозионная стойкость и прочность стали Кортен также сохраняются в условиях повышенных рабочих температур. При этом Кортен обеспечивает лучшие свойства, например, большую окалиностойкость, чем обычные конструкционные стали. Сталь Кортен может использоваться в менее критичных условиях для сосудов высокого давления, когда не требуется использование закалённых Cr-Mo сталей. Максимальная рабочая температура стали марки Cor-Ten A составляет +540 °C. При более высоких температурах текучесть и прочность на разрыв, а также ударная вязкость этой марки стали значительно ухудшаются. Сталь марки Cor-Ten B не рекомендуется для использования в качестве несущих конструкций, если рабочая температура превышает +425 °C.
Открытая концертная площадка с облицовкой Кортен, Crystal Palace Park, Великобритания
Отличная стойкость лакокрасочного покрытия на стали Кортен позволяет существенно экономить затраты на эксплуатацию, поскольку интервалы между окрашиваниями для технического обслуживания стали Кортен длиннее, чем у углеродистой стали.
Это обеспечивается способностью стали Кортен образовывать плотный и жесткий слой оксида над любыми очагами повреждения лакокрасочного покрытия, который предотвращает коррозию стали под финишным лакокрасочным покрытием. Например, по данным одной из крупнейших компании по аренде контейнеров, затраты на техническое обслуживание и ремонт окрашенных контейнеров из углеродистой стали в четыре раза выше, чем у контейнеров из стали Кортен.
Скульптура LOVE, США
Применение стали Кортен в архитектуре
При выборе Кортен в качестве облицовочного материала следует учитывать, что в результате процесса патинирования вода, контактирующая со сталью Кортен, будет становиться ржавой в течение первых двух лет. «Ржавую» воду необходимо собирать и отводить так, чтобы она не загрязняла другие используемые материалы. Материалы, которые при слабом загрязнении «ржавой» водой, могут быть легко очищены:
- Полуматовое или глянцевое эмалевое покрытие.
- Воздушно- или термически отвержденное, моющееся органическое покрытие.
- Анодированный или простой алюминий.
- Нержавеющая сталь.
- Неопрен.
- Керамическая и глазурованная плитка.
- Стекло.

Некоторые материалы окрашиваются легко, поэтому их очистка затруднительна или невозможна. По этой причине важно тщательно взвешивать целесообразность использования со сталью Кортен следующих материалов:
- Бетон и цементный раствор.
- Неокрашенная горячеоцинкованная сталь.
- Неглазурованный кирпич.
- Матовая эмаль.
- Камень.
- Дерево.
При использовании стали Кортен с другими материалами необходимо обеспечить, чтобы в месте соединения металлов не возникала щелевая коррозия и не накапливалась вода или грязь.
Стальные листы с цинковым покрытием или другие материалы с цинковым покрытием не должны непосредственно контактировать с неокрашенной сталью Кортен, так как цинк, являющийся более активным металлом, будет подвергаться воздействию электрохимической коррозии.
Стыковочные швы между различными материалами и сталью Кортен должны быть заполнены герметиком. Особое внимание следует обратить на то, что многие герметики, такие как полиуретановые пены и другие вещества, содержащие антипирены, поглощают воду. Поэтому использование таких веществ вместе со сталью Кортен может привести к серьезным коррозионным повреждениям.
Крепление горизонтального шва фасадной кассеты с использованием кислотостойких крепежных изделий
Архитектурные элементы
Строительные изделия из стали Кортен
Сталь Кортен – это натуральный материал, который получает свой цвет и защитный поверхностный слой в результате процесса окисления. Изменения, сделанные на поверхности стали светом, влажностью воздуха и временем, делают его еще более интересным материалом. Патина придаёт Кортен выразительный бронзовый оттенок, который идеально дополняет кирпичные поверхности.
Кортен характеризуется матовой поверхностью, которая уменьшает отражения, характерные для других металлов и скрывает возможную неровность поверхности.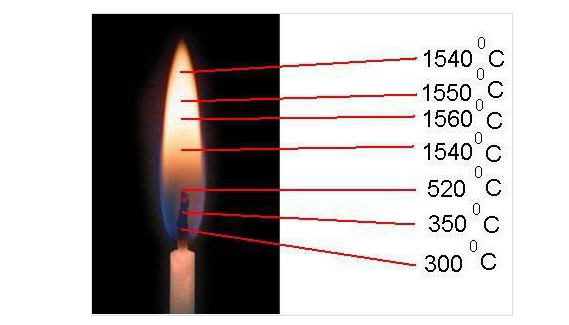
Кортен экономичный материал, который стоит всего на 20-25% больше, чем обычная углеродистая сталь. А поскольку Кортен не нуждается в финишной обработке поверхности, то общая стоимость производимых продуктов из Кортена является чрезвычайно привлекательной.
Кроме того, сталь Кортен является экологичным материалом, поскольку полностью пригодна для повторного использования и не требует покрытия. Поэтому её общее воздействие на окружающую среду чрезвычайно мало в течение всего жизненного цикла.
Коттедж, Чехия
Цвет и блеск поверхности
Сталь Кортен создает на поверхности слой жесткого оксида, который предотвращает коррозию. Локальные климатические условия, а также продолжительность времени патинирования влияют на цвет поверхности. Цвет меняется от теплого оранжево-коричневого до красновато-коричневого и, наконец, темно-коричневого цвета.
Способность менять цвет со временем делают сталь Кортен одним из наиболее уникальных и запоминающихся материалов.
Перед доставкой на строительную площадку элементы из стали Кортен рекомендуется выдержать для образования патины, когда поверхность станет однородной по цвету без ржавых пятен.
По достижению желаемого оттенка остановить изменения цвета стали Кортен можно с помощью химической обработки поверхности или нанесения лакового покрытия. При этом стоит учесть, что после нанесения лака поверхность может потерять свой характерный вид и матовость.
Вентилируемые фасады Кортен могут быть смонтированы также и до начала процесса патинирования. Сжатые сроки строительства часто делают это единственным возможным вариантом, поскольку выбор материалов происходит на такой поздней стадии проекта, что на предварительное патинирование не остаётся времени.
При использовании непатинированных фасадов Кортен нужно быть готовым к первоначальной пятнистости поверхности и ржавому внешнему виду здания.
Коттедж, Словакия
Особенности применения стали Кортен
Кортен – это активный материал по своей природе. Стоит учитывать, что процесс патинирования делает его тоньше, поэтому следует избегать применения материала толщиной менее 0,5 мм.
Стоит учитывать, что процесс патинирования делает его тоньше, поэтому следует избегать применения материала толщиной менее 0,5 мм.
При этом для обеспечения высокого качества при производстве профилей чрезвычайно важна высокая точность размеров.
Обязательным требованием для процесса патинирования является цикличное увлажнение и высыхание поверхности. Если поверхность долгое время остается влажной, она будет ржаветь. Наиболее уязвимыми частями являются горизонтальные поверхности конструкций, а также поверхности, которые расположены слишком близко друг к другу. В начале процесса патинирования вода, стекающая по конструкции, может накапливаться на горизонтальных поверхностях. При этом ржавчина, содержащаяся в воде, будет удерживать поверхность влажной и процесс коррозии не прекратится. Если две поверхности расположены слишком близко друг к другу, то влага останется между материалами, что может вызвать щелевую коррозию.
Поэтому при проектировании фасадов из стали Кортен необходимо обеспечить контролируемый отвод воды, а также достаточную вентиляцию конструкций. Вода ни при каких обстоятельствах не должна задерживаться на поверхности. Вентиляционный зазор должен быть достаточно широким, не менее 30 мм. Все примыкания к цоколю, неровностям, а также прилегающим к ним конструкциям (балконам, козырькам и т.д.) должны быть выполнены так, чтобы вентиляционный зазор оставался открытым. Наклонные длинные нащельники в местах примыкания не должны позволять воде, стекающей по конструкции фасада, попадать на поверхности других материалов. С карниза и крыши вода должна отводиться максимально централизованно, предпочтительно с помощью скрытой системы водоотвода для предотвращения загрязнений, вызываемых проточной водой.
Вода ни при каких обстоятельствах не должна задерживаться на поверхности. Вентиляционный зазор должен быть достаточно широким, не менее 30 мм. Все примыкания к цоколю, неровностям, а также прилегающим к ним конструкциям (балконам, козырькам и т.д.) должны быть выполнены так, чтобы вентиляционный зазор оставался открытым. Наклонные длинные нащельники в местах примыкания не должны позволять воде, стекающей по конструкции фасада, попадать на поверхности других материалов. С карниза и крыши вода должна отводиться максимально централизованно, предпочтительно с помощью скрытой системы водоотвода для предотвращения загрязнений, вызываемых проточной водой.
В процессе патинирования следует избегать устройства обширных нависающих конструкций, поскольку в тени после установки фасада образование патины происходит медленнее.
Электрохимическая несовместимость, а также особенности, связанные с проточной водой, являются факторами, которые ограничивают выбор материалов, используемых вместе со сталью Кортен. При этом в качестве материала для крепления рекомендуется использование нержавеющей стали. При комбинировании различных материалов всегда должна быть обеспечена тщательная изоляция мест их соединений. Самым безопасным выбором в качестве прилегающих материалов являются материалы с гладкой и твердой поверхностью, а также электрохимически совместимые материалы и материалы, которые не окрашиваются цветом воды, стекающей по конструкциям из стали Кортен.
При этом в качестве материала для крепления рекомендуется использование нержавеющей стали. При комбинировании различных материалов всегда должна быть обеспечена тщательная изоляция мест их соединений. Самым безопасным выбором в качестве прилегающих материалов являются материалы с гладкой и твердой поверхностью, а также электрохимически совместимые материалы и материалы, которые не окрашиваются цветом воды, стекающей по конструкциям из стали Кортен.
Предварительное патинирование Кортен
В случае применения фасада из стали Кортен с наружным остеклением или в условиях отсутствия возможности цикличного увлажнения-высыхания, рекомендуется использовать предварительное патинирование.
Предварительное патинирование позволяет получить материал с эстетически оконченным внешним видом, а также избежать большинства сложностей, связанных со стеканием воды с конструкции Кортен на примыкающие материалы.
Если предварительная патинирование организовать невозможно, сталь Котен должна быть тщательно очищена от окалины, масла и других загрязнений, а после установки Котен следует промыть, чтобы процесс патинирования начался равномерно.
Baltic Square Office Building, Финляндия
Экологические аспекты
Экологическая ценность стали Кортен будет ещё более подчеркнута в будущем, поскольку критерии классификации окружающей среды станут жёстче. Некоторые материалы для покрытия могут быть полностью запрещены в качестве строительных материалов, что вызовет проблемы, когда обработка поверхности требует обновления или технического обслуживания. Этот риск не распространяется на Кортен. Поскольку тут покрытие не требуется, Кортен можно переплавить и использовать повторно.
Проектирование из стали Кортен
Общие требования
Особые свойства стали Кортен могут быть использованы в конструкциях, имеющих длительный срок службы и почти не требующих технического обслуживания. Тем не менее, следует учитывать особые требования этой стали при проектировании. Следует обратить внимание на конструкцию мест стыков и узлов, чтобы облегчить процесс патинирования стали Кортен и избежать появления электрохимической и щелевой коррозии. Также важно правильно выбрать конкретную марку стали Кортен, наиболее подходящую для рассматриваемого применения, поскольку между свойствами различных марок существуют значительные различия.
Особенности проектирования
Следует избегать образования горизонтальных поверхностей при проектировании и монтаже, так как отслаивающиеся продукты окисления, в особенности с тыльной стороны листа, легко накапливаются в местах загибов, где они удерживают влагу, что может привести к неконтролируемой коррозии. Если же избежать появления горизонтальных поверхностей невозможно, то необходимо обеспечить эффективный отвод воды, например, с помощью устройства дренажных отверстий. Также узлы соединения должны быть спроектированы таким образом, чтобы они не образовывали поверхностей, которые могут собирать воду.
Основной особенностью соединения элементов является тщательное предотвращение щелевой и электрохимической коррозии. Устройство зазора шириной не менее 1 мм между соединяемыми панелями предотвращает щелевую коррозию, вызванную капиллярным подсосом воды. При меньшем зазоре капиллярные силы могут втягивать воду в зазор и вызвать коррозию. Самый простой способ предотвратить образование электрохимических пар заключается в использовании дистанционных пластин между частями соединяемых элементов.
В случае использования конструкций из стали Кортен под фасадной облицовкой, необходимо обеспечить достаточную вентиляцию для процесса патинирования, который основан на циклическом увлажнении и высыхании стали. Вентилируемый зазор должен быть устроен по всей длине фасада и иметь ширину не менее 30 мм.
Ударная вязкость
Характер разрушения стали является важным фактором в несущих конструкциях, особенно при их наружном применении. Достаточная ударная вязкость материала обеспечивает пластичное разрушение вместо хрупкого.
Использование фосфора в качестве легирующего элемента повышает погодоустойчивость стали, но высокая ударная вязкость не может быть достигнута, если содержание фосфора превышает 0,025% или содержание серы более 0,020%.
Содержание фосфора во всех марках стали Кортен, за исключением Cor-Ten B-D, составляет 0,07-0,15%. По этой причине COR-TEN B-D соответствует минимальным требованиям по ударной вязкости согласно EN 10025.
Проектировщик определяет ударную вязкость (класс качества) стали в соответствии с Eurocode ENV 1993-1-1:1992, приложением C. Сталь марки D (J2) обычно используется в несущих конструкциях наружного применения. Факторы, способствующие хрупкому разрушению, включают низкие температуры и ударную нагрузку.
Сварка
Ударная вязкость сварных соединений в наружных несущих конструкциях должна быть подтверждена.
Предел текучести сталей Кортен не превышает 350 Н/мм2, поэтому для обеспечения свариваемости специальные меры не требуются. Однако, если толщина свариваемого листа превышает 25 мм, то необходима проверка.
Свариваемость сталей Кортен практически аналогична свариваемости конструкционных сталей такого же класса прочности. Для сварки стали Кортен (как Кортен с Кортен, так и Кортен с другими конструкционными сталями) могут использоваться все обычные методы: дуговая сварка металла с помощью покрытого или флюсового электрода, дуговая сварка под флюсом, сварка MIG/MAG и контактная сварка.
Рекомендуемые сварочная проволока и электроды (ESAB)
Способ сварки | Проволока / Электрод | Газ / Флюс |
MAG, сплошная проволока | OK Autrod 13.26 | M21+C02 |
| MAG, электрод с металлическим сердечником | OK Tubrod 14.04* | M21 |
| MAG, электрод с сердечником из флюса | OK Tubrod 15.17* | M21 |
| Универсальный электрод | OK 73.08 | – |
| Электроды с высоким коэффициентом переноса | OK 73.58* | – |
| Дуговая сварка под флюсом | OK Autrod 13.36 | OK Flux 10.71 |
* не содержит медь
Перед сваркой необходимо удалить с поверхности листа оксидную плёнку шириной 10-20 мм. При использовании непрерывной и точечной сварки шов должен быть заполнен лаковой шпатлевкой.
Коррозионная стойкость обеспечивается за счет использования атмосферостойкой основы наплавленного металла, состав которого аналогичен составу основного металла, например, проволоки и электродов, которые содержат медно-никелевый сплав. Предел текучести наплавленного металла обычно должен быть на 5% выше предела текучести основного металла. В угловых сварных соединениях с катетом шва до 4 мм, а также при стыковых сварных швах шириной менее 4 мм, металл шва обычно становится достаточно легированным с помощью основного металла и легирующие присадки не требуются. Многопроходные сварные швы могут быть частично выполнены из углеродистых стальных сварочных материалов и завершены при помощи электродов из низколегированной стали, которые обладают атмосферостойкими характеристиками.
Атмосферостойкие стали содержат легирующие элементы, такие как хром, медь и никель, что повышает прочность стали. По этой причине, при большой толщине листа требуется несколько больший предварительный нагрев по сравнению с обычными конструкционными сталями. Рабочая температура и потребность в предварительном нагреве устанавливается на основе общей толщины листа, которая определяется как общая толщина составного листа. Сварные соединения должны быть проверены в соответствии со стандартом EN 3834 c соблюдением требований, указанных в чертежах.
Потребность в предварительном нагреве / рабочая температура сталей Cor-Ten B и B-D
| Способ сварки | Толщина составного листа, мм | |||||
| 10 | 20 | 30 | 40 | 50 | 60 | |
| MIG / MAG сплошная проволока и электрод с сердечником | 20 | 20 | 20 | 75 | 100 | 125 |
| Электрод с покрытием (основной) | 20 | 20 | 100 | 150 | 150 | 150 |
| Дуговая сварка под флюсом | 20 | 20 | 100 | 125 | 125 | 150 |
Формуемость
Сталь Кортен поддаётся резке и гибке аналогично обычным конструкционным сталям. Атмосферостойкая сталь с лучшей способностью к изгибу – Cor-Ten AF. Радиус изгиба открытых профилей составляет (2-3) х толщину листа, в зависимости от толщины. Минимальная ширина заготовки, которая может быть согнута, составляет 50 мм. Радиус изгиба трубчатых профилей составляет 2,5 х толщину стенки. Однако, следует отметить, что могут появляться сложности при производстве труб, если отношение диаметра к толщине стенки мало (D / t < 10).
Минимально допустимый внутренний радиус изгиба сталей Кортен в зависимости от толщины листа, мм
| Марка стали | Толщина листа Кортен, мм | |||||||||||
| ≤3 | >3 ≤4 | >4 ≤5 | >5 ≤6 | >6 ≤7 | >7 ≤8 | >8 ≤10 | >10 ≤12 | >12 ≤14 | >14 ≤16 | >16 ≤18 | >18 ≤20 | |
| Cor-Ten A | 6 | 8 | 10 | 12 | 14 | 16 | 20 | 24 | – | – | – | – |
| Cor-Ten AF | 5 | 6 | 8 | 9 | 11 | 12 | 15 | 18 | – | – | – | – |
| Cor-Ten В | 6 | 8 | 10 | 12 | 21 | 24 | 30 | 36 | 49 | 56 | 63 | 70 |
| Cor-Ten B-D | – | – | – | – | 21 | 24 | 30 | 36 | 49 | 56 | 63 | 70 |
Пешеходный мост, США
Прочностные характеристики
Механические свойства сталей Кортен
| Марка стали | Толщина, мм | Предел текучести Rel, мин., Н/мм2 | Временное сопротивление Rm, мин., Н/мм2 | Относительное удлинение Aε, мин., % | Класс ударной вязкости | ||
| °С | KVJ | LL | |||||
| Cor-Ten A | 2-13 | 345 | 485 | 20 | – | – | – |
| Cor-Ten AF | 2-13 | 345 | 485 | 20 | – | – | – |
| Cor-Ten High temp | 2-13 | 345 | 485 | 18 | – | – | – |
| Cor-Ten B | 2-60 | 345 | 485 | 19 | – | – | – |
| Cor-Ten B-D | 5-60 | 345 | 485 | 19 | -20 | 27 | D |
Нижний предел текучести сталей Кортен равен Rel = 345 Н/мм2, а предел прочности составляет Rm = 485 Н/мм2. При этом коррозия может значительно влиять на листы малой толщины. В промышленной среде коррозия уменьшает толщину листа Cor-Ten B примерно на 0,16 мм за десять лет, а Cor-Ten A – на 0,12 мм. Это означает, что прочность тонких листов значительно уменьшается, особенно если коррозии подвержены обе стороны листа.
По этой причине рекомендуется учитывать припуск на коррозию номинальной толщины материала. Хорошая атмосферная стойкость стали Cor-Ten обеспечивается самим материалом при условии его попеременного увлажнения и высыхания. Если это невозможно, то конструкция нуждается в антикоррозионной обработке, например окраске.
Прогнозируемый допуск на коррозию стали Кортен при наружном применении
| Условия эксплуатации | Допуск на коррозию на одну сторону в течение каждых 10 лет срока эксплуатации, (мм) | |
| Первые 10 лет | Последующие 10-летние периоды | |
| Сельская среда | 0,1 | 0,05 |
| Городская среда | 0,2 1) | 0,05 1) |
| Промышленная среда | 0,2 2) | 0,1 2) |
1) Основное загрязняющее вещество — SO. 2) Содержание в воздухе хлора в сочетании с SO. | Также в районах вблизи моря. | |
Сертификаты на материалы атмосферостойких сталей составляются в соответствии со требованиями стандарта EN 10204.
Термическая обработка
Сталь Cor-Ten, как правило, не требует дополнительной термической обработки после сварки. В случае изготовления особо ответственных несущих конструкций из толстых листов, когда проведение термической обработки инициировано заказчиком, рекомендуется проводить:
- Отжиг для снятия остаточных напряжений при температуре +550…+600 °С (цель +580 °С) с выдержкой 2 минуты на 1 мм толщины, но не менее 30 минут, и медленным охлаждением в печи.
- Нормализацию при температуре +860…+940°С (цель +910°С) с выдержкой 1 минута на 1 мм толщины, но не менее 15 минут, и охлаждением на воздухе.
Крепёжные материалы для Кортен
Как правило, кислотостойкая сталь является самым надежным материалом для крепления стали Кортен. Нержавеющая сталь марки AISI 304 также может использоваться для самонарезающих шурупов при условии использования резинового уплотнителя. Можно использовать крёпеж с покрытием, уменьшающим трение и коррозию, например, Ruspert. Для болтовых соединений также разработана сталь марки Cor-Ten X.
В болтовых соединениях следует избегать зазоров между болтом и соединяемым элементом. Герметичность соединения может быть обеспечена при помощи использования подходящего уплотнителя. В качестве такого материала рекомендуется использовать неопрен с твердостью не менее 65 единиц по шкале Шора А и пределом прочности на разрыв не менее 6 Н/мм2. Неопрен обладает высокой устойчивостью к озону, ультрафиолетовому излучению, химикатам и износу. Неопреновые листы обычно доступны в толщине 0,5 – 30 мм, а также с возможностью порезки в размер и с самоклеящимся покрытием. В случае необходимости обеспечения газонепроницаемости, в качестве уплотнителя следует использовать бутилкаучук.
В местах соединений с осевым зазором следует использовать тефлоновую ленту (политетрафторид, ПТФЭ).
Для мелкого крепежа, такого как самонарезающие шурупы, между головкой и шайбой, используются резиновые прокладки из EPDM. В качестве дистанцирующего элемента для заполнения пространства между листом и крепёжным элементом могут использоваться втулки. Такие втулки сжимаются с обеих сторон предварительно просверленного отверстия, а также предотвращают прокручивание крепежного элемента.
Дистанцирующие элементы следует использовать также и с другими материалами, поскольку все металлы одинаково подвержены щелевой коррозии. Кроме того, при соединении различных металлов возникает вероятность появления электрохимической коррозии. При этом рекомендуемая толщина уплотнителя должна составлять не менее 1,0 мм.
Виды материалов, которые могут быть использованы между сталями Кортен
| Соединяемое изделие | Кассета | Лист (толщ. > 3 мм) | Прогон (толщ. 0,5 – 2,0 мм) | Шуруп самонарезающий (A2) |
| Кассета (толщ. 1 – 2 мм) | Прокладка из неопрена или EPDM | Прокладка из неопрена или EPDM | EPDM, дистанцирующая втулка | EPDM |
| Лист (толщ. > 3 мм) | Прокладка из неопрена или EPDM | Тефлон, неопрен | Тефлон, неопрен | Тефлон, неопрен |
Крепление конструкций каркаса из стали Кортен
Огнестойкость Кортен
При пожаре сталь Кортен ведет себя также, как обычная конструкционная сталь. Огнезащита Кортен обычно не требуется, поскольку атмосферостойкая сталь в основном используется в конструкциях наружного применения.
В случае применения Кортен в несущих колоннах, наиболее целесообразным способом огнезащиты является использование композитной конструкции из стальной трубы с заполнением железобетоном. Размеры конструкции должны быть подобраны так, чтобы исключить необходимость применения любого вида огнезащиты. Колонны и балки могут использоваться без какой-либо огнезащиты, если они расположены на достаточном расстоянии от окон или каким-либо иным образом защищены от нагревания. Однако в этих случаях часто требуется отдельная проверка.
Окрашивание Кортен
Окрашивание стали Кортен рекомендуется, если условия эксплуатации конструкции каким-либо образом могут препятствовать развитию естественного образования слоя патины или она остается влажной в течение длительного времени. Срок службы окрашенных сталей Кортен примерно в два раза превышает срок службы обычных углеродистых сталей.
Конструктивные решения
В этом разделе показан пример использования тонколистовой стали Кортен при устройстве фасадных конструкций в Baltic Square Office Building в Финляндии.
Основным принципом проектирования является обеспечение свободного процесса последовательного увлажнения и высыхания.
Если поверхность в течение длительного времени будет оставаться влажной, то процесс коррозии начнёт прогрессировать и материал, в конечном итоге, может проржаветь насквозь. Вода, попадающая в стык между соединяемыми поверхностями, может привести к появлению щелевой коррозии.
Высыхание поверхностей Кортен и минимизация окрашивания, вызванного стеканием ржавой воды с внешней облицовки, были обеспечены благодаря применению следующих принципов при проектировании:
- Все горизонтальные поверхности расположены под наклоном для исключения возможность скопления на них воды.
- Все элементы из стали Кортен отделены друг от друга и от других металлических частей с помощью неопреновых или подобных изолирующих материалов. Это обеспечивает приток воздуха с каждой стороны.
- Все крепежные элементы выполнены из кислотостойкой стали. Используются изолирующие втулки между крепежом и изделиями из стали Кортен.
- Сведено к минимуму использование стали Кортен в непосредственной близости от пешеходных маршрутов из-за возможности стекания ржавой воды со стальных поверхностей.
- Устроено организованное отвод ржавой воды с поверхностей.
- Обеспечено техническое сопровождение на строительной площадке для реализации предусмотренных проектных решений.
На рисунках 1-3 показаны решения, используемые при внешней кассетной облицовке стены для обеспечения высыхания металлических поверхностей. На рисунке 4 показаны решения по применению дизайнерского профиля на вентилируемом фасаде. Остекление двойного фасада здания Baltic Square Office Building не проводилось до тех пор, пока не было достигнуто частичное патинирование стали Кортен. На рисунке 5 показаны неправильные решения, которые не позволяют стали высыхать, в результате чего в тонком стальном листе может появиться сквозная коррозия.
Рис. 1 Горизонтальный стык фасадных кассет Кортен, вертикальный разрез (слева). Вертикальный стык фасадных кассет Кортен, горизонтальный разрез (справа).
Рис. 2 Нижняя кромка фасадной конструкции с кассетой Кортен, примыкание к цоколю и отвод воды (слева). Примыкание фасадной конструкции с кассетой Кортен к окну, вертикальный разрез по низу окна (справа).
Рис. 3 Примыкание фасадной конструкции с кассетой Кортен к окну, вертикальный разрез по верху окна (слева). Парапетная планка фасада из кассет Кортен, вертикальный разрез (справа).
Рис. 4 Фасадная облицовка дизайнерским профилем из стали Кортен, не подверженная атмосферному воздействию (например, позади двойного фасада), вертикальный разрез по примыканию к окну (слева) и вертикальный разрез по стене (справа)
Рис. 5 Неправильная подконструкция и горизонтальный стык кассет из стали Кортен.
1. Кассета из стали марки Cor-Ten A толщиной 1,5 мм. Изгибы исключают появление горизонтальных поверхностей.
2. Подконструкция из стали марки Cor-Ten A толщиной 1,0 мм. Несущая подконструкция открытого шва формирует водосточный жёлоб. Места соединения желобов герметизируются, например, бутиловым составом и вода свободно отводиться в нижней части стеновой конструкции.
3А. Крепёжный шуруп AISI 316 (например Spedec Sx 3/10 — S16 — 5.5×28) + хлоропреновая каучуковая шайба.
3B. Крепежный шуруп AISI 316 (например Spedec Sx 3/15 – S16 — 5.5×38) + хлоропреновая каучуковая шайба.
4. Втулка под шурупом (например Teknikum 738 720, черная). В случае её отсутствия свободная вентиляция прекращается.
5. При необходимости, бутиловая лента используется между направляющей и несущей подконструкцией в качестве дистанцирующего слоя.
6. Подконструкция (например ветрозащитный гипсокартонный лист).
7. Наружный отлив из стали Кортен толщиной 1,0 мм.
8. В местах стыка под наружным подоконным отливом устанавливаются опорные элементы из стального листа с покрытием Hiarc и бутиловой лентой (цвет RR 32, темно-коричневый).
9. Темный цвет цоколя скрывает пятна от стекания ржавой воды. Водоотвод должен осуществляться организовано.
10. Парапетная планка из стали Кортен толщиной 1,0 мм, минимальный уклон 1:20. Крепление осуществляется к влагостойкой фанере с помощью самонарезающих шурупов в вертикальную плоскость. Карнизные планки изолируются бутиловой лентой.
11. Капельник из стали с покрытием Hiarc.
12. Вентиляционная решетка из стали Кортен.
13. Дизайнерский профиль из стали марки Cor-Ten A толщиной 1,0 мм. Дизайнерские профили стыкуются внахлест с изоляцией.
14. Подконструкция из стали марки Cor-Ten A толщиной 1,0 мм.
15. Крепежный шуруп AISI 316 (например Spedec Sx 3/10 — S16 — 5.5×28) + хлоропреновая каучуковая шайба.
16. В случае необходимости между подконструкцией и несущей стеной используется дистанцирующая бутиловая лента.
17. Подконструкция (например ветрозащитный гипсокартонный лист).
18. Хлоропреновая каучуковая лента между дизайнерским профилем и подконструкцией.
цветов нагретых металлов
цветов нагретых металловДо того, как стали доступны инфракрасные пирометры, кузнецы и другие слесари определяли температуру нагретой стали и железа по их цвету. К сожалению, сделать это очень точно¹ невозможно, особенно при температурах выше 1200°C.
Таблицы сравнения температуры и цвета появились по крайней мере еще в 1836 г. (Пуйе). Ниже показаны три попытки соотнесения температуры и цвета. Вербальные описания, данные Хоу², Уайтом и Тейлором³, были опущены, а их температуры помещены вместе со словесным описанием в данных Halcomb Steel, которые были наиболее близки к их собственным.Вариант демонстрирует, насколько ненадежен этот метод даже в руках внимательных наблюдателей.
| Цвет | Халкомб Сталь | Хоу | Белый и Тейлор | |
|---|---|---|---|---|
| градусов F | градусов С | градусов С | градусов С | |
| Красный жар, видимый в темноте | 752 | 400 | 470 | |
| Красный жар, видимый в сумерках | 885 | 474 | ||
| Красный жар, видимый при дневном свете | 975 | 525 | 475 | 532 |
| Красный жар, видимый при солнечном свете | 1077 | 581 | 556 | |
| Темно-красный | 1292 | 700 | 550-625 | 635 |
| Тусклый вишнево-красный | 1472 | 800 | 677 | |
| Вишневый | 1652 | 900 | 700 | 746 |
| Яркий вишнево-красный | 1832 | 1000 | 850 | 843* |
| Оранжево-красный | 2012 | 1100 | 899 | |
| Оранжево-желтый | 2192 | 1200 | 950-1000 | 941 |
| Желто-белый | 2372 | 1300 | 1050 | 996 |
| Белый сварочный жар | 2552 | 1400 | 1150 | 1079 |
| Ярко-белый | 2732 | 1500 | 1205 | |
| Ослепительно-белый (Голубовато-белый) | 2912 | 1600 | ||
*Тепло, при котором образуется и налипает накипь (накипь на железе, нагретом до более высокие температуры падают при охлаждении утюга на воздухе).
Краски для темперирования
| Цвет | градусов F | градусов С |
|---|---|---|
| Очень бледно-желтый | 430 | 221,1 |
| Светло-желтый | 440 | 226,7 |
| Бледно-соломенно-желтый | 450 | 232,2 |
| Соломенно-желтый | 460 | 237,8 |
| Насыщенный соломенно-желтый | 470 | 243.3 |
| Темно-желтый | 480 | 248,9 |
| Желто-коричневый | 490 | 254,4 |
| коричнево-желтый | 500 | 260,0 |
| Пятнистый красно-коричневый | 510 | 265,6 |
| коричнево-фиолетовый | 520 | 271,1 |
| светло-фиолетовый | 530 | 276,7 |
| Полностью фиолетовый | 540 | 282.2 |
| Темно-фиолетовый | 550 | 287,8 |
| Полностью синий | 560 | 293,3 |
| Темно-синий | 570 | 298,9 |
| Очень темно-синий | 600 | 315,6 |
Источник: Halcomb Steel Co. (1908)
источников
1
Закалка и отпуск
Инструменты и металлы. —
Ниже приведены требуемые цвет и температура: —
Бледно-соломенный, 430° по Фаренгейту., для ланцетов и т. д .;
темно-желтый, 470° по Фаренгейту, для бритв и т. д. ;
темная солома, 470° по Фаренгейту, для перочинных ножей;
желтая глина, 490°Fah, для стамесок и ножниц;
коричнево-желтый, 500°Fah, для тесла и рубанков;
очень бледно-фиолетовый, 520° по Фаренгейту, для столовых ножей;
светло-фиолетовый, 530° по Фаренгейту, для мечей и часовых пружин;
темно-фиолетовый, 550° по Фаренгейту, для более мягких мечей и часовых пружин;
темно-синий, 570°F, для небольших тонких пил;
синий, 590°F, для больших пил;
бледно-голубой, 610 Fah., для пил, зубья которых устанавливаются пассатижами;
зеленовато-синий, 630 Fah, для очень мягкого нрава.
Для получения надлежащего отпуска металл кладут на кусок железа, нагретый до достаточно сильного нагрева в горне или другом огне. Таким образом, желаемое состояние может быть обеспечено с величайшей легкостью и точностью, так как чистый блестящий металл наиболее отчетливо показывает степени окисления от голубого вверх, причем это окисление может быть остановлено по желанию. Чистота или, вернее, яркость поверхности очень важны.
Эрнест Спон.
Квитанции мастерской для использования производителями, механиками
и любителей науки.
Лондон: Э. и Ф. Н. Спон, [без даты, но 1873 г.]
стр. 26.
Мы переформатировали его список для удобства поиска.
2
Тринадцатая книга естественной магии: из закаленной стали
Затем, как говорит Плиний, он обычно делается мягким с помощью Oyl и затвердевает с помощью воды. Существует обычай закаливать тонкие слитки железа в ойле, чтобы они не стали хрупкими при закалке в воде.Ничто так не подтолкнуло меня к поиску высших материй, как этот несомненный эксперимент: железо можно сделать таким слабым и мягким с помощью Ойла, чтобы его можно было вырвать и сломать руками; а водой сделать его таким твердым и неподатливым. , что он будет резать железо, как свинец.
…
Я сказал, как можно сделать железо мягче, теперь я покажу его закалку, как сделать его более острым. Ибо характер его различен для разных целей. Для железа требуется несколько закалок, если речь идет о резке хлеба, или дерева, или камня, или железа, то есть различных ликеров; и различные способы его сжигания и время гашения в этих напитках: от этого зависит дело.Когда Железо раскаляется докрасна, что не может быть горячее, когда оно мерцает, его называют Серебро; и тогда его нельзя было бы погасить, иначе он был бы поглощен. Но если он желтого или красного цвета, они называют его золотым или розовым цветом; а затем, потушенный в ликерах, он становится еще более твердым: этот цвет требует, чтобы его погасили. Но заметьте, что если все железо закалено, то цвет должен быть выдуванным или фиолетовым, как лезвие меча, бритвы или ланцета: ибо в них закалка будет потеряна, если их снова нагреть.Затем вы должны наблюдать вторые цвета; а именно, когда железо закалено и погружено в него, оно становится твердым. Последний — цвета пепла: и после этого, если его закалить, он меньше всего затвердеет. Например:
Характер ножа для резки хлеба.
Я видел много изобретательных людей, которые трудились для этого нрава, которые, имея ножи, пригодные для разрезания всех твердых веществ, все же едва могли впасть в нрав, чтобы нарезать хлеб к столу. Я исполнил их желание с таким нравом.Поэтому, чтобы резать Хлеб, пусть Сталь будет мягко закалена таким образом: Слегка нагрейте Сталь, которая, когда она сломана, кажется состоящей из очень мелких зерен; и пусть он будет превосходно очищен от железа: затем ударьте по нему молотом, чтобы сделать из него нож: затем обработайте его напильником, сформируйте его как нож и отполируйте его колесом: затем поместите его в огонь. , пока не появится фиолетовый цвет. Натри его сопой, чтобы он приобрел лучший цвет от огня; затем возьми его из огня и помажь его край льняной тканью, смоченной в оливковом масле, пока он не остынет; так ты смягчишь твердость стали мягкостью ойла и умеренным жаром.Не сильно отличается от этого,
Закалка железа для дерева.
Для резки дерева подходит что-то более твердое; но оно также должно быть нежным: поэтому пусть ваше железо станет того же фиолетового цвета, а затем погрузите его в воду: выньте его; и когда оно станет пепельного цвета, бросьте его в холодную воду. Да и в
особой разницы нетТемперамент для Инструменты для пускания крови.
Закаляется в Ойле и твердеет; потому что он нежный и тонкий: если его погасить в воде, он будет вырван и сломан.
Закалка железа для Сита.
После этого железо превращается в ситэ, дайте ему нагреться до цвета золота, а затем погасите его в ойле или смажьте жиром, потому что это тонкое железо; а если его погасить в воде, то он либо рассыплется, либо будет вырван.
Иоанн Баптиста Порта. [Джамбаттиста делла Порта]
Природная магия . Книга 13.
Лондон: Томас Янг и Сэмюэл Спид, 1658 г.
Первое известное издание книги делла Порта на латыни было опубликовано в Неаполе в 1558 г. и стало международным бестселлером.В 1589 г. вышло сильно расширенное издание, переводом которого является данное издание. Личность переводчика неизвестна. В 1957 г. издательство Basic Books опубликовало факсимильное переиздание.
Делла Порта был чрезвычайно заметной фигурой в те годы, когда экспериментальные данные постепенно заменили авторитет древних писателей. Он основал, возможно, первое научное общество, Отиози, группу, которая собиралась в доме делла Порта. Он много публиковался, а позже был вице-президентом Академии Рысей.Галилей был его товарищем.
3
Отпуск .— Сталь в своем наиболее твердом состоянии, будучи слишком хрупкой для большинства целей, необходимая прочность и эластичность достигаются путем отпуска — или, отпускания отпуска, , как это называется, — который выполняется путем нагревания закаленной стали. до определенной степени и быстро охладить его. Необходимую теплоту обычно определяют по цвету, который поверхность стали приобретает из-за образованной таким образом оксидной пленки. Степень тепла, которой соответствуют эти несколько цветов, следующая:
| При 430° очень бледно-желтый. При 450° бледно-соломенного цвета. | Подходит для твердых инструментов, таких как молотки, сверла и т. д. |
| При 470° полностью желтый. При 490° коричневого цвета. | Для инструментов, требующих твердых кромок без эластичности; как ножницы, ножницы, токарный инструмент и т. д. |
| При 510° коричневый с фиолетовыми пятнами. При 538°, фиолетовый. | Для инструментов для резки дерева и мягких металлов; такие как рубанки, ножи и т. д. |
| На 550°, темно-синий. 560°, полностью синий. | Для инструментов, требующих прочных кромок без чрезмерной твердости; как холодные долота, топоры, столовые приборы и т. д. |
| При 600°, серо-голубой, граничащий с черным. | Для весенней закалки, которая сгибается перед тем, как сломаться; как пилы, мечи и т. д. |
Если сталь нагревается выше этого значения, эффект процесса закалки разрушается.
Вм. Т. Иган, составитель.
Иллюстрированный каталог Hall, Kimback & Co .
Чикаго: компанией, 1890 г.
Страница 295.
Извините. Для этой страницы нет информации об участниках.
Copyright © Sizes, Inc., 2002–2019. Все права защищены.
Последняя редакция: 16 августа 2019 г.
Руководство столяра по инструментальной стали и термической обработке
Руководство столяра по инструментальной стали и нагреву Лечение
Вы когда-нибудь задумывались, какой волшебной сталью можно сделать твердую или мягкий? Я тоже.После закалки моего первого рубанка я решил выяснить. Эта страница является результатом моего исследования. Пока существуют десятки различных составов инструментальной стали, единственное, с которым у меня есть опыт, это масло O-1. Упрочняющая инструментальная сталь . Я использую O-1 для следующего причины:
- Дешево и доступно
- Имеет одну из самых низких температур закалки среди всех инструментальные стали, поддающиеся термообработке в домашних условиях
- Обладает хорошей устойчивостью к деформации при закалке
- Справочник по машинному оборудованию рекомендует O-1 для «инструменты с острыми краями (ножи, бритвы)» и «инструменты для операции, где не требуется высокая скорость, но стабильность в термообработке и существенной стойкостью к истиранию являются нужно»
В следующих обсуждениях термины «сталь», «инструмент сталь», а «углеродистая сталь» следует понимать как относящуюся к к О-1.В то время как физические изменения и фазовые соотношения в термическая обработка практически одинакова для всех инструментальных сталей, требуемые температуры (и другие физические свойства) сильно различаются по составу. Отметим также, что др. жидкости (вода, воздух), кроме масла, используются для тушения различных инструментальные стали и процедуры отпуска также различаются.
| Химический состав инструментальной стали O-1 | Физические свойства инструментальной стали O-1 | ||
|---|---|---|---|
| Железо | 97.1% | Закалка (°F) | 1450 — 1500 |
| Углерод | 0,90% | (°С) | 788 — 816 |
| Хром | 0.50% | Закалка (°F) | 350 — 550 |
| Марганец | 1.00% | (°С) | 177 — 228 |
| Вольфрам | 0.50% | Диапазон твердости (R c ) | 64 — 58 |
Определения:
Отжиг — Размягчение инструмента стали для обработки, нагревом до температуры закалки и медленно остывает.Медленное охлаждение может быть достигнуто путем закапывание стали в изолирующую среду, такую как известь или вермикулита и дайте ему остыть до комнатной температуры.Закалка — Нагрев стали до закалки температура и резкое охлаждение путем закалки в масле ванна.
Отпуск — Повторный нагрев закаленной стали до температура отпуска для снятия напряжений, возникающих в процесс затвердевания и удалить часть твердости в обмен на жесткость.Неотпущенная, закаленная инструментальная сталь почти такой же хрупкий, как стекло.
Что происходит во время термической обработки инструмента Стали?
Углерод и железо существуют вместе в нескольких различные фазы, в зависимости от процентного содержания углерода и температура. Фазовая диаграмма Fe-C показывает эти отношения. Упрощенная фаза Fe-C Диаграмма (Стальная часть) Для нашего обсуждения важны четыре фазы: Обратите внимание, что показанная диаграмма относится только к стальной части. системы.При содержании углерода от 2 до 6,67 % сплав чугун. Свыше 6,67% углерода сплав состоит из цементит и графит.Сплав, состоящий точно из 0,76% углерода и 99,24% железа, имеет самую низкую температуру, при которой превращение феррита и цементита в аустентит завершено. Это известно как эвтектоидная сталь . Увеличение содержания углерода сверх этого количества, а также добавление других легирующих элементов, также повышает температуру полного фазового превращения (т.д., затвердевание).
Полностью отожженная углеродистая сталь состоит, помимо примеси и другие легированные элементы, механические смесь железа и карбида железа. Железо берет на себя кристаллическая форма феррита, а карбид железа занимает кристаллическая форма цементита. Общая структура состоит из полосы этих двух компонентов и известен как перлит. В этом состоянии сталь мягкая. и работоспособный.
При нагреве стали выше критической температуры, около 1335 ° F (724 ° C) он претерпевает фазовый переход, перекристаллизовывается в аустенит.Продолжение нагрева до температура закалки, 1450-1500°F (788-843°C) обеспечивает полное превращение в аустенит. В этот момент сталь больше не магнитится, и ее цвет вишнево-красный.
Если аустенитная сталь охлаждается медленно (процесс известный как отжиг), он вернется к перлиту структура. Однако если его резко охладить закалкой в масляная ванна, новая кристаллическая структура, мартенсит, сформировался.Мартенсит характеризуется угловатым игольчатым структуру и очень высокую твердость.
Хотя мартенситная сталь очень твердая, она также чрезвычайно хрупкий и будет ломаться, скалываться и крошиться вместе с малейший шок. Кроме того, внутренние напряжения остаются в средство от внезапной закалки; это также облегчит поломка инструмента. Закалка снимает эти напряжения и вызывает частичный распад мартенсита на феррит и цементит.Величина этого частичного изменения фазы равна регулируется температурой отпуска. Закаленная сталь не такая твердая, как чистая мартенсит, но намного прочнее.
Влияние легирующих элементов на свойства инструментальной стали:
- Углерод: Повышение содержания углерода немного увеличивает твердость и значительно увеличивает износостойкость.
- Марганец: Небольшие количества марганца уменьшают хрупкость и улучшают ковкость.Большие суммы марганца улучшают прокаливаемость, допускают закалку в масле и уменьшают деформацию при закалке.
- Кремний: Повышает прочность, ударную вязкость и ударопрочность.
- Вольфрам: Улучшает «горячую твердость» — используется в быстрорежущей инструментальной стали.
- Ванадий: Улучшает структуру карбида и улучшает способность к ковке, а также повышает твердость и износостойкость.
- Молибден: Улучшает глубокую закалку, ударную вязкость и, в больших количествах, «горячую твердость».Используется в быстрорежущей инструментальной стали, потому что она дешевле вольфрама.
- Хром: Улучшает прокаливаемость, износостойкость и прочность.
- Никель: Улучшает прочность и износостойкость в меньшей степени.
Типы инструментальной стали, кроме О-1:
Серии A и D (A-2, D-2 и т. д.) содержат больше хрома и поэтому более износостойкие.Серия S содержит больше кремния и поэтому более устойчива к ударам. Серии M и T содержат либо больше молибдена, либо вольфрама. быстрорежущие стали, обладающие гораздо большей жаропрочностью. Все они требуют значительно более высоких температур для закалки, чем О-1, и не являются действительно подходит для закалки в домашних условиях.Зачем криогенно обрабатывать инструментальную сталь?
В некоторых легированных инструментальных сталях значительное количество аустенита не превращается в мартенсит при закалке.Это особенно верно для A-2 и D-2; эти стали выбирают для кромочных инструментов из-за их более высокой износостойкость, которая снижается за счет остаточного аустенита. Поскольку аустенит нестабилен при комнатной температуре, он постепенно превращается в мартенсит в течение определенного периода времени — но мы говорим о годах, слишком долго, чтобы быть практичным. Так переохлаждая закаленное, закаленная сталь ускоряет преобразование до нескольких часов. Затем инструмент повторно закаляют после криогенной обработки, и исследования показывают, что это приводит к значительному повышению износостойкости.Поскольку мартенситное превращение более полно в О-1, криогенная обработка для этой инструментальной стали не требуется.
Цвет инструментальной стали в зависимости от температуры
| 2000°F | Ярко-желтый | 1093°С |
| 1900°F | Темно-желтый | 1038°С |
| 1800°F | Оранжево-желтый | 982°С |
| 1700°F | Оранжевый | 927°С |
| 1600°F | Оранжево-красный | 871°С |
| 1500°F | Ярко-красный | 816°С |
| 1400°F | Красный | 760°С |
| 1300°F | Средний красный | 704°С |
| 1200°F | Тусклый красный | 649°С |
| 1100°F | Светло-красный | 593°С |
| 1000°F | Очень слабо красный, в основном серый | 538°С |
| 0800°F | Темно-серый | 427°С |
| 0575°F | Синий | 302°С |
| 0540°F | Темно-фиолетовый | 282°С |
| 0520°F | Фиолетовый | 271°С |
| 0500°F | Коричневый/Фиолетовый | 260°С |
| 0480°F | Коричневый | 249°С |
| 0465°F | Темная солома | 241°С |
| 0445°F | Светлая солома | 229°С |
| 0390°F | Бледная солома | 199°С |
Сталь окрашивается в разные цвета в зависимости от температуры.Температуры выше 800°F (427°C) производят
яркие цвета; атомы в стали так заряжены
теплом, что они испускают фотоны. Температура ниже
800°F (427°C) дают цвета окисления. Как
сталь нагревается, на поверхности образуется оксидный слой; это
толщина (и, следовательно, интерференционный цвет, поскольку свет
отраженное) является функцией температуры. Эти цвета могут быть
используется для закалки инструментальной стали.
Если проблема с цветом:
Не всегда практично использовать цвет для определения температуры.От пяти до десяти процентов мужчин население дальтоники; кроме того, цвет раскаленной стали гораздо труднее определить на солнце, если ты делаешь термообработку на открытом воздухе, что вам следует делать, если в вашем магазине нет вентиляционной вытяжки и дымохода. Закалка может быть в духовке с точным термометром. Для температуры затвердевания, есть несколько решений:Магнетизм: Помните, что при критической температуре, когда начинается фазовый переход в аустенит, сталь стать немагнитным.
Пирометры: Хотя хорошие пирометры стоят дорого, термопару типа K можно купить за несколько долларов по
стекольный или керамический цех. Подключите его к цифровому мультиметру, загрузите диаграмму милливольт к температуре
для термопары, и все готово. Я сделал это, пропустив термопару через маленькое отверстие сбоку моей газовой горнила,
и это кажется довольно точным. Некоторые интернет-ресурсы:
Темпилстикс: Темпилстикс — это цветные мелки, которые гарантированно плавятся при температуре менее 1 % от их номинальной температуры.Доступно в широкий диапазон температур до 2500°F, их можно приобрести у торговцев кузнечным/кузнечным делом (онлайн по адресу Кузница Кентавра).
Руководство по закалке и отпуску инструментальной стали O-1
Начните с отожженной стали. На этом этапе сталь мягкая. достаточно для работы с файлом. Сделайте всю свою форму сейчас. Однако, если вы делаете кромочный инструмент, пока не затачивайте острую кромку — остановитесь совсем чуть-чуть. острого, оставляя его тупым.
Небольшая газовая горн с безнаддувной горелкой (Острый край во время жары обработка вызовет нежелательные напряжения в инструменте.)Используя соответствующий источник тепла (или создание горелки Reil), нагрейте сталь до критической температуры. Как узнать, когда вы достигнете критической температуры? Аустенит, кристаллическая структура железа/углерода, образующаяся выше критическая температура немагнитна.я держу старый магнит держится в паре удобных тисков при закалке. Когда сталь достаточно горячая, магнит не прилипает. В в этот момент сталь вишнево-красная.
Изображение фактически показывает приближение темно-желтого цвета. ярко-желтый; вишнево-красный можно увидеть дальше вниз лезвие. Теперь снимите сталь с огня и немедленно потушить в масле. Подойдет любое масло; я утопил на отработанном моторном масле, но теперь предпочитаю дешевое растительное масло в металлическая ведро 5 литров.(Я бы предпочел думать о картофеле фри чем двигатель, работающий на жидком топливе.) Когда ты погрузить раскаленную сталь в масло, сделать это вертикально — если вы погружаете его под углом, он деформируется. Аккуратно встряхните его в масле движениями вверх-вниз. движение; перемешивание также может вызвать деформацию. Это Хотя похоже, что я вхожу под углом в изображение, клещи захватывают инструмент под одним и тем же углом, и фактическое движение инструмента и моей руки вертикальный.важно, чтобы он двигался, чтобы пополнить масло в поверхность стали; иначе образуется слой пара что приводит к более медленному, чем хотелось бы, гашению. Если погасить слишком медленно, инструмент не будет достаточно жестким. Держите сталь в масло до тех пор, пока масло не перестанет пузыриться.Как только сталь станет достаточно прохладной, чтобы с ней можно было обращаться, вытрите ее. и проверьте его твердость. Если вы все сделали правильно, файл не кусается — просто соскальзывает с края инструмента.Если достаточно тяжело, пора закаляться; это важно закалить как можно скорее после закалки. Вы можете просто поместите инструмент в духовку, если вы доверяете его температуре (возможно, хороший термометр был бы хорошей инвестицией), или можно закалять так, как это делают кузнецы, нагревая инструмент до он достигает нужного цвета. Чтобы увидеть цвета окисления, вам придется полировать инструмент на грубой эмори-бумаге. Мы не говорим здесь о зеркальной отделке — достаточно, чтобы разоблачить голый металл (возможно, до зернистости 220).Теперь, используя соответствующий источник тепла, осторожно нагрейте инструмент от неделовой край. Идея состоит в том, чтобы смягчить к сокращению кромка, поэтому режущая кромка будет тверже, чем другой конец инструмента. Например, лезвие ножа будет тверже. чем вдоль спины — спина бы больше закалялась, чтобы дать это гибкость. По мере того, как инструмент нагревается, первый цвет, который вы должен видеть слабый соломенный цвет. Продолжайте нагревать и дайте этот цвет распространяется к режущей кромке.Так же, как это достигает режущей кромки, погрузите инструмент в воду, чтобы препятствуйте тому, чтобы это темперировало слишком много. Все готово, если инструмент это плоское железо или долото — все, что вам нужно сделать сейчас, это сгладить заднюю часть и заточить его. Для инструмента, которому нужна большая прочность (меньше ломкости), как может холодная стамеска, следует темперамент немного выше. Для настоящей гибкости, как пружина, пройти весь путь до синего.
Твердость в зависимости от температуры отпуска
Авторское право © Питер Л. Берглунд, 2006 г.Все права защищены; содержание не может быть воспроизведено без разрешения автора.
Цвета, вызванные нагреванием металлов | Анита Чоудри
Цвета, вызванные нагреванием, на металлах
Полированная низкоуглеродистая сталь, нагретая паяльной лампой, дает этот темный спектр цветов.
Одним из самых волшебных свойств металлов в целом является их способность передавать широкий спектр цветов в различных условиях. Самые яркие и стойкие пигменты палитры доиндустриальных художников получают из оксидов, ацетатов и карбонатов металлических руд и минералов.А сами металлы в чистом виде или в сплавах дают ошеломляющую гамму цветов, особенно при нагревании.
Когда вы покупаете мягкую сталь в виде листа, ее способность придавать цвет уже очевидна. Есть градации от светлого и темно-серого до тонких синих тонов и, возможно, немного красноватого окисления здесь и там. Эти цвета имеют глубину всего несколько микрон на поверхности — когда вы режете или шлифуете сталь, она сразу же показывает очень блестящую серебристую поверхность, которая постепенно патинируется до серого.Но если вы нагреете только что открытую блестящую поверхность, вы получите прекраснейший спектр цветов — как радуга, но в более темном регистре.
Цвета представляют собой реакцию поверхности на определенные температуры, которым подвергается металл, и инженеры используют эти цвета в качестве ориентира для различных степеней твердости, достигаемых путем термообработки стали. Это связано с тем, что структурные изменения происходят внутри ткани металла, а также на поверхности в ответ на повышение степени приложенного тепла.
Маятники гармонографа лежат на очаге после дневной работы, создающей цвет с помощью паяльной лампы. Стержень на переднем плане еще не нагрет. Я разделил маятники на полированные и неполированные полосы, чтобы создать контраст текстуры.
Моя мотивация нагревания стали не так изощренна, как мотивация инженера-инструментальщика – мне просто нравится наблюдать за волшебным преобразованием, происходящим на моих глазах, и пытаться манипулировать цветами в качестве эстетического упражнения.
Стальная заготовка, сваренная по шаблону, окрашенная термонаведенной краской
Когда вы направляете концентрированное пламя факела на сталь, она постепенно становится соломенного цвета, когда начинает достигать температуры около 230 градусов по Цельсию; когда температура поднимается до 270 градусов, он меняет цвет на коричневый, а затем на пурпурный и, наконец, примерно при 300 градусах приобретает красивый оттенок индиго. Цвета продолжают циркулировать и течь вдоль куска стали по мере того, как тепло проходит через него — на самом деле это очень трудно контролировать.Если вы продолжаете нагревать выше 300 градусов, вы полностью теряете цвета, и сталь какое-то время колеблется в сером цвете, прежде чем она начнет светиться сквозь красные, а затем до жгучих желтых (при температуре более 1000 градусов по Цельсию), что является температурой кузнечной сварки.
Теплоцветы продолжают патинировать даже после быстрого охлаждения водой – они могут темнеть или постепенно терять цвет, потому что на самом деле это очень нежный и микроскопически тонкий поверхностный слой кристаллизованного материала, который преломляет свет, создавая впечатление цвет.Во время мастер-класса по шаблонной сварке, который я проводил с Оуэном Бушем, мы экспериментировали с нагревом одной из изготовленных нами заготовок — слои стали с высоким содержанием магния и никеля показали немного разные скорости окрашивания, создавая красивые узоры.
Некоторые из наиболее впечатляющих реакций на нагрев можно увидеть на латуни, которая представляет собой сплав в основном меди и цинка. Когда Рикки Ли Браун, инженер и техник по металлообработке в Central Saint Martins, нагрел мою латунную пластину, чтобы отжечь ее, готовую к формовке молотком, мы получили впечатляющие и, к сожалению, эфемерные результаты, показанные на картинке ниже.Цвета нежные и неуловимые, как поверхность мыльного пузыря!
Поверхность пластины из отожженной латуни.
Нравится:
Нравится Загрузка…
РодственныеПри какой температуре нержавеющая сталь меняет цвет? – Кухня
Нагрейте сталь до температуры от 400 до 800 градусов по Фаренгейту , чтобы получить цвета окисления. При 480 градусах по Фаренгейту сталь становится коричневой, при 520 градусах — пурпурной, при 575 градусах — синей, а при 800 градусах — серой.
При какой температуре нержавеющая сталь краснеет?
Железо или сталь при нагревании выше 900 ° F (460 ° C) светятся красным цветом. Цвет нагретого железа предсказуемо изменяется (из-за излучения черного тела) от тускло-красного через оранжевый и желтый к белому и может быть полезным индикатором его температуры.
При какой температуре нержавеющая сталь становится синей?
Нержавеющая стальстановится синей при температуре от 500 до 600 градусов по Фаренгейту, поэтому слишком низкая температура может не дать желаемого цвета или оттенка.
Какой цвет приобретает нержавеющая сталь при нагревании?
Почему сталь синеет при нагревании? Сталь синеет из-за тонкого оксидного слоя, образующегося на поверхности металла. Тонкая пленка интерферирует со световыми волнами, что увеличивает одни длины волн и уменьшает другие.
При какой температуре сталь меняет цвет?
Нагрейте сталь до температуры от 400 до 800 градусов по Фаренгейту, чтобы получить цвета окисления. При 480 градусах по Фаренгейту., сталь становится коричневой, при 520 градусах становится фиолетовой, при 575 градусах становится синей, а при 800 градусах становится серой.
Меняет ли цвет нержавеющая сталь?
При нагревании нержавеющей стали (начиная с температуры около 500 градусов по Фаренгейту) реакция окисления усиливается, и слой становится толще. По мере увеличения толщины слоя изменяется длина волны проходящего света и, следовательно, цвет, который мы видим.
Нержавеющая сталь становится оранжевой?
Эти цвета варьируются от оранжевого до красного и черного.Ярко-красные полосы на поверхности нержавеющей стали обычно являются результатом загрязнения железом в результате волочения углеродистой стали по поверхности, при сварке углеродистой стали с нержавеющей сталью, от загрязненных железом шлифовальных кругов или стальных проволочных щеток.
При какой температуре сталь светится оранжевым цветом?
Оранжевая температура: от 1600 до 1800 градусов по Фаренгейту По мере того, как оттенок стали снижается по цветовой шкале до оранжевого, ее температура будет колебаться от 1600 до 1800 градусов по Фаренгейту.
Почему мой противень из нержавеющей стали изменил цвет?
Да, сковороды из нержавеющей стали обесцвечиваются.Эти кастрюли склонны к обесцвечиванию из-за различных факторов, таких как высокая температура, точечная коррозия, отложения нагара и пригоревшая пища. Хотя обесцвечивание посуды из нержавеющей стали является нормальным явлением, иногда эти пятна могут быть вредными и их трудно удалить.
Можно ли использовать суперсиний на нержавеющей стали?
Работает со сталью и некоторыми закаленными сталями. Super blue прочнее, но все же не предназначен для нержавеющей стали.
Почему нержавеющая сталь становится оранжевой?
Когда поверхность обычной стали подвергается воздействию кислорода, она обычно образует оксид железа (Fe 2 O 3 ), который имеет хорошо известный цвет красной ржавчины.Когда нержавеющая сталь подвергается воздействию кислорода, на поверхности стали образуется оксид хрома, поскольку хром имеет очень сильное сродство к кислороду.
Будет ли нержавеющая сталь ржаветь?
Нержавеющая стальобладает встроенной коррозионной стойкостью, но она может и будет ржаветь при определенных условиях, хотя и не так быстро и сильно, как обычные стали. Нержавеющая сталь подвергается коррозии при воздействии вредных химикатов, солевого раствора, жира, влаги или тепла в течение длительного периода времени.
При какой температуре сталь меняет свойства?
При температуре 575 градусов по Фаренгейту сталь становится синей. При температуре 800 градусов по Фаренгейту сталь становится серой. При температуре выше 800 градусов по Фаренгейту сталь дает раскаленные цвета. Между 1000 и 1500 градусами по Фаренгейту сталь приобретает все более яркий оттенок красного.
Термическая обработка стали
Термическая обработка сталиТермическая обработка стали
Из издания Machinery’s Handbook1924 года. Это раздел 4 из 7. Авторское право: истекло.
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: НЕ ПИШИТЕ ДЛЯ СОВЕТА ПО ЭТОМУ ВЕЩЕСТВУ. У МЕНЯ НЕТ.
Подробное содержание
Первый раздел: Печи и ванны для нагрева стали
Предыдущий раздел: Закалка
Следующий раздел: Отжиг
Отпуск
Закалка цветным методом. — Закаленная сталь может быть отпущена или сделана более мягкой и менее хрупкой путем повторного нагревания ее до определенной температуры (в зависимости от природы стали и ее предполагаемого использования) и последующего охлаждения. При закалке стали методом окраски закалку определяют по цвету, образующемуся на поверхности по мере увеличения температуры.Сначала поверхность осветляют, чтобы выявить изменение цвета, а затем сталь нагревают либо путем помещения ее на кусок раскаленного металла, на плиту с газовым нагревом, либо любым другим доступным способом. По мере увеличения температуры на осветленной поверхности появляются различные цвета. Сначала появляется бледно-желтый, переходящий в соломенный, затем светло-коричневый, темно-коричневый, фиолетовый, синий и темно-синий с различными промежуточными оттенками. Температуры, соответствующие различным цветам и оттенкам, приведены в таблице температур и цветов для отпуска.Токарные и строгальные инструменты, долота и т. д. обычно закаляются путем сначала нагревания режущего конца до вишнево-красного цвета, а затем закалки детали, подлежащей закалке. Когда инструмент вынимают из ванны, тепло, остающееся в незакаленной части, повышает температуру охлажденного режущего конца до получения желаемого цвета (который будет проявляться на просветленной поверхности), после чего весь инструмент закаливается. Вышеупомянутые методы удобны, особенно когда нужно обработать только несколько инструментов, но цветовой метод измерения температуры ненадежен, так как на цвет в некоторой степени влияет состав металла.Современный способ отпуска, особенно массовый, заключается в нагреве закаленных деталей до необходимой температуры в ванне с расплавленным свинцом, нагретым маслом или другими жидкостями; затем детали вынимают из ванны и закаливают. Банный метод позволяет нагревать изделие равномерно и до заданной температуры в близких пределах. Высокие температуры, оцениваемые по цвету, и цвета для закалки| градусов по Цельсию | градусов по Фаренгейту | Высокие температуры, определяемые по цвету | | Градусы по Цельсию | Градусы по Фаренгейту | Краски для темперирования | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 400 | 752 | Красное каление, видимые в темноте | | 221.1 | 430 | 430 | Очень бледно-желтый | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 474 | 885 | 885 | 80038 | | | 240 | 440 | светло-желтый | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 525 | 975 | Red Тепло, видимое в дневном свете | | 232.2 | 232.2 | 450 | Bide Colre-yellow | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 581 | 1077 | Red Heat, видны в солнечном свете | | 237.8 | 460 | 4003 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 700 | 1292 | | | 243.3 | 470 | 470 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 800 9003 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 800 | 1472 | Dull Cherry-Red | | 248,9 | 480 | Темно-желтый | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 900 | 1652 | Cherry-красный | | 254,4 | 490 | желто-коричневый | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1000 | 1832 | Яркий вишнево-красный | | 260.0 | 500 | 500 | Brown-Yellow | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2012 | | | 265.6 | 510 | Spened Red-Brown | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1200 | 2192 | Orange-yellow | | 271,1 | 520 | коричнево-фиолетовый | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1300 | 2372 | желто-белый | | 276,7 | 530 | Светло-фиолетовый | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1400 | 2552 | Белый сварочный жар | | 282.2 | 540 | Полный фиолетовый | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1500 | 2732 | Блестящий белый | | 287,8 | 550 | Темно-фиолетовый | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1600 | 2912 | Ослепительно белый (голубовато-белый) | | 293.3 | 560 | 560 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | | | | | | | 570 | 570 | 9003 Закалка в масле. — Масляные ванны широко используются для отпуска инструментов (особенно в больших количествах), когда изделие погружается в масло, нагретое до необходимой температуры, которую показывает термометр. Важно, чтобы масло имело одинаковую температуру по всему объему и чтобы изделие находилось под водой достаточно долго, чтобы приобрести эту температуру. Холодную сталь нельзя погружать в нагретую для отпуска ванну из-за опасности ее растрескивания. Сталь должна быть либо предварительно нагрета примерно до 300 градусов по Фаренгейту, прежде чем поместить ее в ванну, либо последняя должна быть при сравнительно низкой температуре перед погружением стали, а затем нагрета до необходимой степени.Температура от 650 градусов до 700 градусов по Фаренгейту может быть получена с маслами тяжелой закалки; для более высоких температур обычно используется свинцовая ванна. Масло для закалки, давшее на практике удовлетворительные результаты, имеет следующие характеристики: Состав, минеральное масло, 94%; омыляемое масло, 6 процентов; удельный вес 0,920; температура вспышки 550 градусов по Фаренгейту; огневое испытание, 625 градусов по Фаренгейту. Приведенные выше цифры относятся к новому маслу. Когда масло использовалось достаточно долго, чтобы сделать его практически бесполезным, анализ показывает следующие изменения: Состав, минеральное масло, 30%; омыляемое масло, 70 процентов; удельный вес, 0.950; температура вспышки 475 градусов по Фаренгейту; огневое испытание, 550 градусов по Фаренгейту. Большая разница в составе нового и старого масла связана с потерей минерального масла в результате высоких температур, которым часто или постоянно подвергают масло для отпуска; следовательно, долговечность ванны закалки можно увеличить, время от времени добавляя новое минеральное масло. Температура вспышки и испытание на огнестойкость. — Различие между «температурой вспышки» и «испытанием на огнестойкость» масла заключается в следующем: Температура вспышки – это температура, при которой количество выделяемого пара достаточно для образования легковоспламеняющейся или взрывоопасной смеси с воздухом. над поверхностью масла, так что газообразная смесь воспламеняется и горит с мгновенной вспышкой при воздействии пламени.По мере того, как температура масла повышается, выделяется больше пара, и затем производство пара происходит достаточно быстро, чтобы поддерживать непрерывное пламя, масло воспламеняется и горит. Температура, при которой это происходит, называется огневой точкой, температурой воспламенения или температурой горения масла. Закалка в свинцовой ванне. — Свинцовая ванна обычно используется для нагрева стали перед отпуском, а также для закалки. Ванна сначала нагревается до температуры, при которой должна быть закалена сталь; затем предварительно нагретое изделие помещают в ванну на время, достаточное для достижения этой температуры, после чего извлекают и охлаждают.Поскольку температура плавления чистого свинца составляет 618 градусов по Фаренгейту, к нему обычно добавляют олово, чтобы понизить температуру, достаточную для отпуска. Снижение температуры может быть достигнуто путем изменения пропорций свинца и олова, как показано в таблице «Температуры сплавов свинцовых ванн».
Для предотвращения прилипания свинца к стали. — Чтобы горячий свинец не прилипал к нагретым в нем частям, смешайте обычную белилу со спиртом для древесины и покрасьте ту часть, которая должна быть нагрета. Вместо спирта можно использовать воду, но в этом случае краска должна быть тщательно высушена, иначе от влаги грифель «летит». Другой метод заключается в приготовлении густой пасты по следующей формуле: измельченная обугленная кожа, 1 фунт; мука пшеничная тонкого помола, 1-1/2 фунта; мелкая поваренная соль, 2 фунта. Покройте инструмент этой пастой и медленно нагревайте, пока она не высохнет, затем приступайте к затвердеванию.Еще один метод состоит в том, чтобы нагреть изделие до синего цвета или примерно до 600 градусов по Фаренгейту, а затем погрузить его в крепкий раствор соленой воды перед нагреванием в свинцовой ванне. Свинец иногда удаляют с деталей с мелкими выступами или зубьями с помощью жесткой щетки непосредственно перед погружением в охлаждающую ванну. Это необходимо для предотвращения образования мягких пятен. Горшки для свинцовых ванн. — Плавильные котлы для ванн с расплавленным свинцом и т. д. предпочтительно должны быть изготовлены из бесшовной тянутой стали, а не из чугуна.Опыт показал, что бесшовные тигли иногда выдерживают шесть месяцев непрерывной работы, тогда как чугунные тигли в подобных условиях служат в среднем лишь несколько дней. Литые стальные плавильные котлы, если они изготовлены должным образом, так же долговечны, как и плавильные котлы из бесшовной тянутой стали. (Рис. 9) Устройство, используемое для отпуска песка. Закалка в песке. — Песчаная ванна используется для отпуска некоторых видов работ. Один из способов состоит в том, чтобы насыпать песок на железную пластину, которую нагревают с помощью соответствующих средств, как показано на прилагаемой иллюстрации, рис.9. При таком способе закалки таким инструментам, как штампы для котлов и т. д., можно придать различное состояние, помещая их торцом в песок. Так как температура песчаной ванны выше в нижней части, инструмент можно расположить так, чтобы цвет нижнего конца был темно-синим, когда средняя часть была очень темной соломенной, а рабочий конец или верх светлыми. соломенного цвета, твердость постепенно увеличивается снизу вверх. Инструменты, подлежащие нагреву этим методом, должны быть отшлифованы, так как о характере судят по цвету.для отпуска деталей в больших количествах были разработаны машины для отпуска песка. Одна хорошо известная конструкция имеет горизонтальный вращающийся цилиндр, содержащий ряды перфорированных карманов, которые во время работы заполняются песком устойчивыми потоками. Барабан вращается с разной скоростью для разных занятий или работ, обычно делая от 3 до 10 оборотов в минуту. Тепло обеспечивается газовой горелкой. Машина снабжена термометром, который показывает не фактическую температуру песка, а несколько более низкую температуру, чем потребовалась бы для того же темперирующего цвета в других условиях.Таким образом, показания термометра являются относительными, а не точным показателем температуры отпуска. Пластина, расположенная так, как показано на рис. 10, окажется очень удобной при рисовании небольших круглых деталей. Куски прокатываются на наклонной пластине, которая нагревается, как указано. Продолжительность времени, в течение которого работа находится в контакте с пластиной, можно регулировать, регулируя величину наклона, а также расположение «упора».Такое расположение можно использовать и для таких работ, как пуансоны и т.п., в этом случае плита, разумеется, должна стоять ровно, а не в наклонном положении.
Закалочные печи. — В печах для закалки единственным действительно важным соображением является обеспечение того, чтобы печь была сконструирована таким образом, чтобы нагревать ванну равномерно по всему периметру. Сомнительно, чтобы на рынке можно было найти закалочную печь, полностью удовлетворяющую этому требованию, хотя многие из них в целом дают хорошие результаты. Однако никогда не бывает безопасно оставлять какие-либо закаливаемые инструменты на дне или стенках резервуара, поскольку независимо от того, насколько научно построена печь, эти части в большинстве случаев горячее, чем сама жидкость.Конечно, не менее важно не допускать, чтобы термометр упирался в какую-либо из этих частей, чтобы обеспечить правильные показания. После того, как закаленные детали вынуты из масляной ванны, их следует немедленно опустить в ванну с едким натром (не регистрируя больше 8 или 9), а затем в ванну с горячей водой. Это удалит все масло, которое может прилипнуть к инструментам. На рис. 7 показана закалочная печь обычного типа. При этом пламя не попадает прямо на стенки бака.Инструменты, подлежащие закалке, укладывают в корзину, которая погружается в масло. На рис. 8 показана закалочная печь, в которой предусмотрены средства для предотвращения соприкосновения инструментов, подлежащих отпуску, со стенками или дном самой печи. Корзина с инструментами погружена во внутренний перфорированный маслобак. Такое же устройство, конечно, может быть применено к печи, показанной на рис. 7. При закалке лучше всего погрузить детали, подлежащие закалке, в масло перед тем, как начать их нагревать.Затем они нагреваются с маслом. Закалка быстрорежущей стали. — Тяжелые быстрорежущие инструменты с хорошо поддерживаемыми режущими кромками (например, большие строгальные или токарные инструменты) часто используются после закалки и шлифовки без отпуска. Инструменты, которые сравнительно слабы, должны быть закалены отпуском, чтобы соответствовать конкретному требуемому назначению. Сталь обычно нагревают в ванне со свинцом, маслом или солями. Температуры отпуска, рекомендуемые производителями быстрорежущей стали, обычно варьируются от 400 до 1000 градусов по Фаренгейту., так что точная информация должна быть получена от производителя конкретной стали, которая будет использоваться. Один известный производитель рекомендует повторно нагревать закаленные токарные инструменты до 1000 градусов по Фаренгейту, а такие инструменты, как фрезы, метчики, штампы и т. д., до 500 или 650 градусов по Фаренгейту. большинство инструментов из быстрорежущей стали, чтобы сделать их более устойчивыми к ударам, температура волочения варьируется от 600 до 1100 градусов по Фаренгейту. Еще один производитель стали рекомендует закаливать токарный станок и аналогичные инструменты до 950 градусов по Фаренгейту.Более низкие температуры от 400 до 500 градусов по Фаренгейту иногда рекомендуются для таких инструментов, как фрезы, штампы, развертки и т. д. Подробное содержание Комментарии к:
[email protected] (Эрик Беар Альбрехт) Термическая обработка инструментальной стали своими руками — блог о заточкеВыдержка из The Perfect Edge: полное руководство по заточке для столяров Стойка с лезвиями HOCK вынимается из печи.Фото любезно предоставлено Службой термообработки EdwardsВы можете успешно упрочнить свои собственные инструменты, обладая небольшими знаниями, небольшим количеством тепла и известным сплавом стали. Часто это самая сложная часть: какая у меня здесь сталь? И какое закаливание я использую? Сталь, используемую в любом данном инструменте, определить непросто. Металлургическая лаборатория берет приличную сумму денег за тестирование сплава, и я не знаю ни одного надежного домашнего теста. Также существует некоторый риск при закалке, скажем, стали, закаленной в масле, в воде.Он может деформироваться как сумасшедший или, что еще хуже, может сломаться. Старожилы «зажигали» стали, чтобы рассказать, что в них. Искры, генерируемые точильным станком, будут гореть с различными визуальными характеристиками в зависимости от легирующих элементов (например, различные минеральные красители в фейерверках). Таким образом, вы можете отшлифовать угол рассматриваемого предмета, понаблюдать за искрами, затем отшлифовать известную сталь и попробовать сравнить маленькие искры-вспышки по форме, яркости, сложности и т. д., а затем попытаться сопоставить. Для мастеров-самоучек чаще всего возникает вопрос о том, закаливается ли кусок стали (автомобильная рессора, старая пила и т. д.) в масле или в воде.Безопаснее закаливать неизвестную, возможно, закаливающуюся в воде сталь в масле, чем наоборот. Закаливаемая в воде сталь может не полностью затвердеть в масле, и если это так, химия и физика позволят вам повторить попытку в воде. Я знаю, что это звучит предостерегающе, потому что так оно и есть. Хотя я опасаюсь давать ложные надежды самодельщикам, я также знаю, что возможно закалять стали самостоятельно. Когда я делал ножи из пильных полотен, я собрал вместе высокотемпературную печь и масляную ванну (например, фритюрницу) для закалки и отпуска с очень ограниченным бюджетом и сумел проделать приличную работу по термообработке более тысячи ножей. .Я многое узнал об этом процессе методом проб и ошибок, собирая, перестраивая и точно настраивая оборудование. Я по-прежнему держу руку на пульсе простых, небольших работ в цеху и для любопытных испытаний в небольших масштабах, но теперь я доверяю профессионалам заниматься термообработкой нашего производства. С нашими нынешними размерами партий они выполняют гораздо более постоянную и однородную работу, чем я мог бы с моей настройкой шнурка для обуви. Начальный красный — около 1200FПервый шаг — довести металл до его критической температуры , которая для старого доброго О — 1 ( закалка в масле ) составляет 1450-1500°F (от 790° до 815°C ).Есть хороший пирометр? Без проблем. Два события сигнализируют о превращении перлита (низкотемпературного кристалла железа) в аустенит. Один из них — внезапный скачок цвета раскаленной стали. Когда температура детали приближается к критической, красное свечение, которое начинается при температуре около 1200°F (650°C), будет заметно ярче, пока температура детали не приблизится к 1400°F (760°C). Затем он останется того же цвета, в то время как перлит превращается в аустенит. Как только это преобразование завершено, цвет внезапно становится более ярко-оранжевым.Однако для того, чтобы распознать изменение цвета, может потребоваться некоторый опыт; это может быть не так очевидно для новичка. К счастью для вас, аустенит не магнитится. Точка, при которой обычная высокоуглеродистая сталь перестает быть магнитной, является ее критической температурой. Из-за этого удобного физического факта вы можете просто нагревать металл до тех пор, пока к нему перестанет притягиваться магнит, а затем погасить его в масле. В продаже имеются охлаждающие масла, но для простоты я использую арахисовое масло. Арахисовое масло имеет очень высокую температуру воспламенения, что снижает риск возгорания*, а при дымлении оно пахнет приятнее, чем нефтяное масло. * ПОЖАРНАЯ ОПАСНОСТЬ! Безопасность превыше всего : риск возгорания здесь очень реален – Пламя + Раскаленный металл + Горячее масло = Опасно! Будьте готовы: используйте длинные щипцы для работы, надевайте перчатки и средства защиты глаз/лица и держите огнетушитель под рукой. Если вы делаете это в магазине или гараже, включите вентилятор и не удивляйтесь, когда сработает дымовая сигнализация. Если вы делаете это дома, позвоните адвокату по разводам. Приближаемся — около 1350FКак довести лезвие до точки Кюри, вероятно, самая большая проблема для самодельщика.Когда металл достигает температуры 1300°F (700°C) или около того, углерод ведет себя так, как будто он находится в жидкости, и поэтому может мигрировать по своему усмотрению. Это необходимо для того, чтобы произошло отверждение, но вблизи поверхности металла эти атомы углерода становятся непостоянными и так же быстро убегают с любыми доступными атомами кислорода, с которыми они сталкиваются, навсегда теряясь в своих новых отношениях, как атмосферный углекислый газ. Мы пытаемся предотвратить это обезуглероживание стали путем нагревания металла в инертной (бескислородной) атмосфере или путем резкого ограничения времени докрасна.Кислородно-ацетиленовая горелка, которая часто является предпочтительным источником тепла для домашних мастеров, делает первое невозможным, а второе очень трудным. Равномерно нагреть что-то такое большое, как лезвие рубанка, небольшим пятном тепла, создаваемым горелкой, — настоящая проблема. Кузнечный огонь лучше, чем факел, из-за его однородности, и ему можно немного не хватать воздуха, чтобы уменьшить кислород в непосредственной близости. Небольшая тестовая печь лабораторного типа или печь, используемая для испытаний керамической глазури, работает достаточно хорошо, хотя вы, возможно, не сможете наблюдать изменения цвета при нагревании стали.Бросьте брикет древесного угля, чтобы убрать часть кислорода из печи, пока в ней находится сталь. Лучшим решением проблемы выгорания углерода для самодельного термообрабатывающего станка является покрытие стали окклюзионным порошковым покрытием, которое можно приобрести на сайте www.rosemill.com. Порошок наносится на деталь, предварительно нагретую до 450°F (230°C). Затем деталь возвращают в печь для завершения процесса. Покрытие смывается водой после закалки. Этот скачок к ярко-оранжевому цвету происходит при критической температуре — 1475F. Несмотря на то, что в официальных инструкциях говорится о выдержке детали при критической температуре в течение двадцати минут на каждый дюйм поперечного сечения, для большинства работ на заднем дворе с тонким сечением, таким как ножом, как только вы убедитесь, что он достиг критической температуры, вы можете снять кусок с огня и быстро окунуть его в достаточное количество масла комнатной температуры.Будьте готовы к тому, что масло может загореться — не держите лезвие таким образом, чтобы ваша рука (или ваше лицо) находилась прямо над ним. Для равномерного охлаждения подвигайте изделие вверх-вниз в масле. Если вы будете крутить его, есть риск, что он остынет быстрее с одной стороны, что может привести к деформации. Деталь должна быть закалена, как только она остынет примерно до 150°F (65°C). Без закалки он будет очень твердым и слишком хрупким для использования. Проверить твердость можно напильником. Вероятно, из-за обезуглероживания на заготовке будет тонкая мягкая корка, поэтому напильник может захватить эту мягкую обезуглероженную корку.Нажмите немного сильнее на напильник, чтобы пройти через эту кожу, и вы должны найти твердую, не поддающуюся напильнику сталь, под которой напильник будет просто скользить. Закалка в масле (в данном случае в арахисовом масле) — будьте готовы к воспламенению! Отпускайте, как только сталь достаточно остынет, чтобы можно было обращаться с. Отпускайте сразу после закалки, чтобы избежать упомянутого выше риска повреждения. Цель проста: нагреть деталь до нужной температуры отпуска (см. таблицу), выдержать двадцать минут на дюйм поперечного сечения и готово.Знание того, достигли ли вы нужной температуры, может создать проблему. Если у вас на кухне есть очень точная духовка, и когда ваш супруг отсутствует дома в течение дня, просто установите целевую температуру и нагревайте лезвие в духовке в течение необходимого времени. Точная фритюрница даст тот же результат, а темперирование на масляной бане* работает хорошо. Всегда используйте надежный термометр, чтобы дважды проверить термостат духовки или фритюрницы. На этом этапе закалка не требуется (хотя вы можете), просто убедитесь, что лезвие полностью достигло заданной температуры, не превышая ее. *Еще один ОПАСНОСТЬ ПОЖАРА здесь! Горячее масло легко воспламеняется! Не нагревайте масло на открытом огне! Рекомендуется электрическая фритюрница, используемая на открытом воздухе. Носите соответствующую одежду, средства защиты глаз/лица, перчатки, рукава и т. д. Возьмите с собой наиболее активный мозг вместе с огнетушителем, когда проводите термообработку. Будь осторожен! И если вы делаете это в помещении, применяется то же предупреждение адвоката по разводам. Без точного контроля температуры вам придется использовать цвета оксида поверхности, чтобы знать, когда хватит.После закалки кусок будет черным и чешуйчатым, поэтому сначала, если вы закаляете горелкой, используйте наждачную бумагу, чтобы очистить часть лезвия, пока он снова не станет блестящим металлом. При нагревании это пятно меняет цвет (вы видели радугу цветов, которая появляется при нагревании стали), начиная с очень бледно-желтого, называемого светло-соломенным, и переходя от ярко-красного к бирюзово-синему и серому. Высокоуглеродистые лезвия рубанка HOCK TOOLS закалены до 325°F (163°C) для достижения твердости Rc62. Я рекомендую эту твердость, она хорошо работала для нас в течение десятилетий, но она представляет собой загадку для самодельных термообработчиков, потому что первый слабый оттенок цвета появится при температуре чуть выше 325 ° F (163 ° C). .Это как сказать попутчику в автобусе: «Выходи на остановке прямо перед моей». Так что мой лучший совет — немного перегреть, до первых признаков цвета, самого слабого из светлой соломы, и остановиться на этом. Ваша законченная часть может быть не такой сложной, как Rc62, но она будет очень близка и должна работать хорошо. Закалка «по цветам» может иметь давнюю романтическую кузнечную традицию, но она не так эффективна, как печь или масляная ванна, которые позволяют стали вымачиваться в течение оптимального времени для полной трансформации. Знакомая радуга цветов, обозначающая температуру поверхности. Светлая «соломинка» справа проявляется при температуре около 400°F (200°C), темно-коричневая — при температуре около 500°F (260°C), бледно-голубая — при температуре около 600°F (315°C) и светло-голубая — при 640°C. F (340°C)Начинайте нагрев от режущей кромки, экономно применяйте пламя горелки и дайте цветам стекать к краю. Возможно, вам придется закалить изделие, чтобы остановить дальнейшее повышение температуры. Любой цвет, кроме бледно-соломенного, — это уже слишком. (Лезвие по-прежнему будет работать, просто оно не будет держать свою кромку так долго, как вам этого хочется.) Будьте слишком осторожны с темперированием. Вы всегда можете повторно закалить слишком твердое лезвие, но если вы зайдете слишком далеко и слишком сильно смягчите его, вам придется закалять его снова и снова. Если лезвие кажется слишком твердым, вы всегда можете бросить его обратно в духовку и дать ему нагреться на 25 ° F (13 ° C), подержав его там несколько минут, прежде чем снимать с огня. Если вы используете для закалки масляную ванну во фритюре, на лезвии не будет цветов закалки, потому что масло не позволяет кислороду образовывать цветные оксиды на поверхности стали.Доверьтесь термометру и методу, выньте лезвие из масла или просто выключите огонь и дайте ему остыть. Готово! Если лезвие выглядит ужасно, вы можете подвергнуть его пескоструйной обработке или хорошенько отшлифовать, но в любом случае оно должно работать хорошо. Если вы сделали рубанок или стамеску, не забудьте немного отшлифовать скос перед хонингованием. Без защитного покрытия или контроля атмосферы эта тонкая кромка, вероятно, подверглась более чем справедливой доле выгорания углерода, и вам нужно перейти к хорошей стали (обезуглероженный слой может быть толщиной до 0.025” (0,6 мм)). То же самое касается и задней части: тщательная заточка задней части как минимум, если не больше, важна, чем заточка фаски. Небольшое дополнительное количество консистентной смазки удалит обезуглероженный слой и обнажит закаленную сталь. Не забывайте: задняя часть это передняя кромка . Подумайте об этом: если задняя часть не была заточена достаточно глубоко, лезвие никогда не будет работать хорошо. Один из управляемых компьютером криогенных «морозильников», изготовленных и используемых Cryogenics International в Скоттсдейле, штат Аризона.Это не морозильник твоей мамы.Вот и все для этого отрывка из The Perfect Edge. В качестве тизера я включил фотографию, иллюстрирующую раздел о криогенной обработке. Нравится:Нравится Загрузка… РодственныеАвтор: Рон ХокВладелец HOCK TOOLS (.com) и автор книги «The Perfect Edge, полное руководство по заточке для столяров». Просмотреть все сообщения Рона Хока |