Вольфрамовые электроды
В категории ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ представлены высококачественные вольфрамовые электроды, они прекрасно зажигают сварочную дугу и имеют превосходные эксплуатационные свойства. Электроды поставляются в пластмассовых коробках, каждая из которых содержит десять электродов.
Расшифровка обозначения: латинские буквы в начале наименования обозначают легирующий элемент, увеличивающий стойкость вольфрама, следующие две цифры деленные на 10 показывают диаметр электрода в мм, последующие три цифры обозначают длину электрода в мм. Пример обозначения — WT-24-175: WT — вольфрамовый электрод легированный окислом тория; 24 — диаметр электрода 2,4 мм; 175 — длинна электрода 175 мм.
- Белые — WZ — Электроды с добавлением оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Сварка на переменном токе Al, Mg и их сплавов. Электроды дают чрезвычайно стабильную дугу.

- Бирюзовые — WR — Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Это универсальный электрод для сварки всех типов сталей и сплавов (постоянный и переменный ток).
- Синие — WS — Универсальный электрод, сварка всех типов сталей и сплавов. В эту категорию входят вольфрамовые электроды, содержащие не стандартизованное количество оксидов или смесь оксидов редкоземельных элементов.
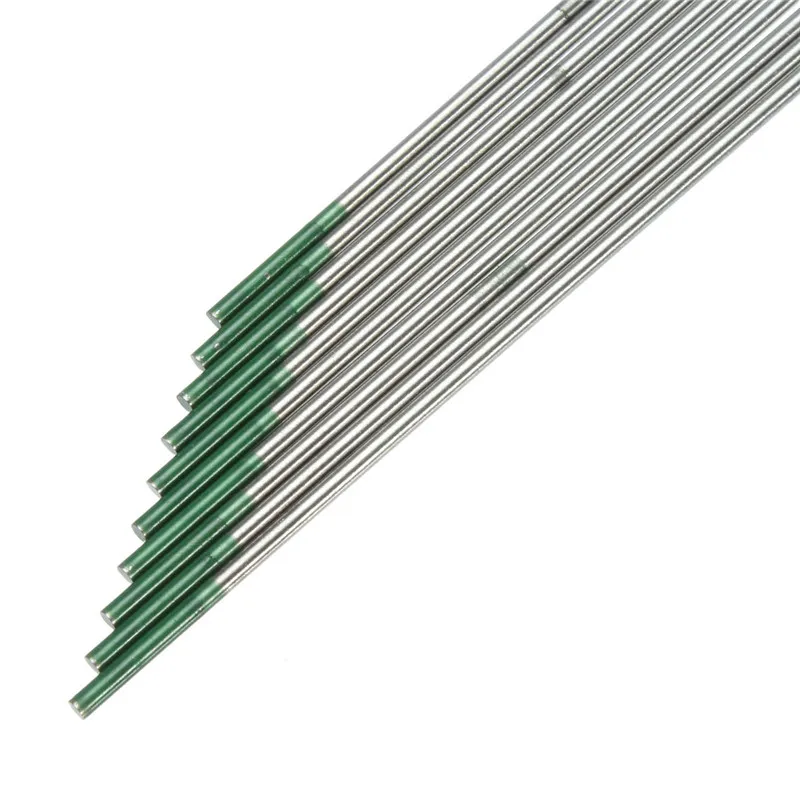
- Зеленые — WP — Вольфрамовый электрод из чистого вольфрама с его содержанием не менее 99,5%. Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором).
- Золотые — WG — Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Это универсальные электроды для сварки всех типов сталей и сплавов (постоянный и переменный ток).
- Красные — WT — Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода.
- Серые — WC — Универсальный электрод, сварка всех типов сталей и сплавов.Сплав вольфрама с 2% оксида церия (церий – самый распространенный нерадиоактивный редкоземельный элемент) улучшает эмиссию электрода.
- Черные — WL — Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги.Это универсальные электроды для сварки всех типов сталей и сплавов (постоянный и переменный ток).
 Это универсальные электроды для сварки всех типов сталей и сплавов (постоянный и переменный ток).
Это универсальные электроды для сварки всех типов сталей и сплавов (постоянный и переменный ток).Предлагаем целый ряд вольфрамовых электродов для сварки TIG: сталей, нержавеющих сталей, меди, алюминия и его сплавов. Мы предлагаем электроды, адаптированные к каждому типу постоянного или переменного тока. Вы можете выбрать длину 150 мм или 175 мм. Вольфрамовые электроды отличаются высоким качеством и отличными характеристиками воспламенения, а также стабильностью дуги. Вольфрамовые электроды упакованы по 10 штук в пластиковый пенал. Спецификации и стандарты EN 26848ISO 6848ANSI/AWS A5.12/A5.12MS.
Вы можете выбрать длину 150 мм или 175 мм. Вольфрамовые электроды отличаются высоким качеством и отличными характеристиками воспламенения, а также стабильностью дуги. Вольфрамовые электроды упакованы по 10 штук в пластиковый пенал. Спецификации и стандарты EN 26848ISO 6848ANSI/AWS A5.12/A5.12MS.
Выберите подкатегорию
Вольфрамовый электрод Tungsten Pure 1,6×175 mm 0151574009 Esab
Вольфрамовый электрод Tungsten Pure 1,6×175 mm 0151574009 EsabАртикул Esab: 0151574009Вольфрамовый сварочный электрод, диаметр 1,6 мм., длина 175 мм., упакован в пластиковый пенал. Вольфрам чистый (марка по ГОСТ — ЭВЧ)На..
415 руб Без НДС: 415 руб
Вольфрамовый электрод Tungsten Pure 2,0×150 mm 0151574245 Esab
Вольфрамовый электрод Tungsten Pure 2,0×150 mm 0151574245 Esab Артикул Esab: 0151574245 Вольфрам чистый (марка по ГОСТ — ЭВЧ) Наименование Esab: Tungsten Pure 2,0×150 mm Назначение: Вольфрамовые электроды TIGКупить вольф. .
.
396 руб Без НДС: 396 руб
Вольфрамовый электрод Tungsten Pure 2,4×175 mm 0151574010 Esab
Вольфрамовый электрод Tungsten Pure 2,4×175 mm 0151574010 EsabАртикул Esab: 0151574010Вольфрам чистый (марка по ГОСТ — ЭВЧ)Наименование Esab: Tungsten Pure 2,4×175 mmНазначение: Вольфрамовые электроды TIGКупить вольфрамо..
693 руб Без НДС: 693 руб
Вольфрамовый электрод Tungsten Pure 3,2×175 mm 0151574011 Esab
Вольфрамовый электрод Tungsten Pure 3,2×175 mm 0151574011 Esab Артикул Esab: 0151574011 Вольфрам чистый (марка по ГОСТ — ЭВЧ) Наименование Esab: Tungsten Pure 3,2×175 mm Назначение: Вольфрамовые электродыКупить вольфрамо. .
.
1025 руб Без НДС: 1025 руб
Вольфрамовый электрод Tungsten Pure 4,0×175 mm 0151574012 Esab
Вольфрамовый электрод Tungsten Pure 4,0×175 mm 0151574012 Esab Артикул Esab: 0151574012 Вольфрам чистый (марка по ГОСТ — ЭВЧ) Наименование Esab: Tungsten Pure 4,0×175 mm Назначение: Вольфрамовые электродыКупить вольфрамо..
1370 руб Без НДС: 1370 руб
Вольфрамовый электрод WC 20 1,0х175 серый (1 уп. — 10 шт.) Abicor Binzel
Вольфрамовый электрод WC 20 1,0 х 175 серый (1 уп. — 10 шт.) Abicor BinzelПолное обозначение : Вольфрамовый электрод WC 20 1,0 х 175 серый (1 уп. — 10 шт.)Вольфрамовые электроды WC 20 промаркирован серым цветом, это унив..
— 10 шт.)Вольфрамовые электроды WC 20 промаркирован серым цветом, это унив..
106 руб Без НДС: 106 руб
Вольфрамовый электрод WL15 1,0×175 мм Gold Plus 0151574050 Esab
Вольфрамовый электрод WL15 1,0×175 мм Gold Plus 0151574050 Esab Артикул Esab: 0151574050 WL15 (версия Gold Plus) – Легирующий элемент: окись лантана 1.5% Для сварки на переменном и постоянном токе. Цвет маркировки –Золо..
359 руб Без НДС: 359 руб
Вольфрамовый электрод WL20 1.0
Вольфрамовый электрод WL20 1.0, шт Abicor Binzel Вольфрамовый электрод WL20 1.0, шт Наименование по Abicor Binzel: Вольфрамовый электрод WL20 1. 0, шт Наименование по Abicor Binzel: Вольфрамовый электрод WL20 1.0, шт Арти..
0, шт Наименование по Abicor Binzel: Вольфрамовый электрод WL20 1.0, шт Арти..
118 руб Без НДС: 118 руб
Вольфрамовый электрод WP 1,0х175 зелёный (1 уп. — 10 шт.) Abicor Binzel
Вольфрамовый электрод WP 1,0х175 зелёный (1 уп. — 10 шт.) Abicor BinzelНелегированный электрод — состоят из чистого вольфрама. Основной областью применения данного типа электродов является AC-сварка алюминиевых сплавов с..
96 руб Без НДС: 96 руб
Вольфрамовый электрод WR 2 1,0х175 бирюзовый Abicor Binzel
Вольфрамовый электрод WR 2 1,0х175 бирюзовый (1 уп. — 10 шт.) Abicor Binzel Полное обозначение : Вольфрамовый электрод WR2 1,0х175 бирюз.
1 руб Без НДС: 1 руб
Вольфрамовый электрод WS-10-175
Универсальный электрод, сварка всех типов сталей и сплавов(постоянный и переменный ток). Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойч..
32 руб Без НДС: 32 руб
Вольфрамовый электрод Е3 1,0 мм х 175 фиолетовый Abicor Binzel
Вольфрамовый электрод Е3 1,0 мм х 175 фиолетовый Abicor BinzelВольфрамовый электрод Е3 1,0 мм., применим во всем диапазоне постоянного тока (DC) и переменного тока сварки (АС) нелегированной, высоколегированных сталей и .
100 руб Без НДС: 100 руб
Вольфрамовый электрод WL15 1,6×175 mm Gold Plus 0151574051 Esab
Вольфрамовый электрод Tungsten WL15 1,6×175 mm Gold Plus 0151574051 Esab Артикул Esab: 0151574051 WL15 (версия Gold Plus) – Легирующий элемент: окись лантана 1.5% Для сварки на переменном и постоянном токе. Цвет ма..
545 руб Без НДС: 545 руб
Вольфрамовый электрод WC20 1,6×175 mm 0151574037 Tungsten Esab
Вольфрамовый электрод WC-20 1,6×175 mm 0151574037 Esabвольфрамовый электрод wc-20 Диаметр d = 1,6 ммДлина — 175 мм Артикул Esab: 0151574037 WC20– Вольфрам, легирован Cerium 2 %.
545 руб Без НДС: 545 руб
Вольфрамовый электрод WC20 2,0×150 мм 0151574242
Вольфрамовый электрод WC20 2,0×150 mm TungstenWC-20 Лучший друг сварщика — это десять сварочных вольфрамовых электродов TIG серого цвета WC-20 2%, которые помогут вам выполнить работу. Разработанные в соответствии с точн..
616 руб Без НДС: 616 руб
Вольфрамовый электрод WC-16-175
Универсальный электрод, сварка всех типов сталей и сплавов.Сплав вольфрама с 2% оксида церия (церий – самый распространенный нерадиоактивный редкоземельный элемент) улучшает эмиссию электрода.
67 руб Без НДС: 67 руб
Вольфрамовый электрод WC20 2,4×175 мм 0151574038 Esab
Вольфрамовый электрод WC20 2,4×175 мм 0151574038 Esab Артикул Esab: 0151574038 WC20– Вольфрам, легирован Cerium 2 %. Для сварки на переменном и постоянном токе. Вольфрамовый электрод обладает высокой стойкостью.Диаметр ..
919 руб Без НДС: 919 руб
Вольфрамовый электрод WG-16-175
Универсальный электрод, сварка всех типов сталей и сплавов(постоянный и переменный ток). Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойч. .
.
67 руб Без НДС: 67 руб
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Элсва ПДГ
- SSVA MIG
- Патон ПСИ
- Альтаир МИГ
- Jasic MIG
- Энергия Сварка
- Инверторы MMA
- Элсва ВД
- SSVA
- Патон ВДИ
- Энергия ГмбХ
- Альтаир
- DECA MMA
- GYSmi MMA
- Jasic
- Инверторы TIG
- TIG DC
- SSVA TIG
- Патон АДИ
- Jasic TIG
- Welding Dragon TIG
- Газосварка
- Мундштук режущий PNME 1/32
- Мундштук резка PNME 3/64
- Мундштук резки PNME 1/16
- Мундштук режущий PNME 5/64
- Режущий мундштук PNME 3/32
- Мундштук резка PNME 7/64
- Мундштук режущий PNME 1/8
- Плазменная резка
- Плазморез Промінь CUT 47 Профи
- Система охлаждения
- Кулер 9L
- Кулер 12L
- Патон
- ВДИ-mini-150
- ВДИ-160Е
- Фотогалерея ВДИ-160Е
- Фото изнутри ВДИ-160 Е
- ВДИ-200Е
- Фото ВДИ-200 Е
- Изнутри ВДИ-200 E
- Внутри ВДИ-200 E (2018г)
- ВДИ-250Е
- Фотографии
- Внутренности
- Изнутри ВДИ-250Е (2018)
- ВДИ-160P
- Фото
- Изнутри ВДИ-160P
- ВДИ-200P
- Фотогалерея
- Фото изнутри
- ВДИ-250P
- ВДИ-350Р
- ВДИ-500P
- ПСИ-160S DC
- ПСИ-200S DC
- ПСИ-250S DC
- ПСИ-270S DC (380V)
- ПСИ-200Р DC
- ПСИ-250P DC
- ПСИ-270P DC(380V) 15-2
- ПСИ-350P DC(380V)
- АДИ-160S (Аргон)
- АДИ-200S (Аргон)
- Фото АДИ-200S
- Изнутри АДИ 200S
- АДИ-200PAC (AC/DC)220V
- ПРИ-40S DC (Плазма)
- Фото плазмы изнутри
- СТШ-315СГД AC MMA/TIG
- СТШ-400СГД AC MMA/TIG
- ВД-310H DC MMA (выпрямитель)
- ВД-400СГД AC/DC MMA/TIG (выпрямитель)
- ВД-500 DC (выпрямитель)
- ПС-254-1 DC MIG/MAG
- ПС-350-1 DC MIG/MAG
- ПС-253. 2 DC MIG/MAG
- ПС-351.2 DC MIG/MAG
- Подающее БП-608
- ВС-650СР DC MIG/MAG/MMA
- ВДМ-6303П выпрямитель
- ВДМ-1202П выпрямитель
- ВДУ-1202П выпрямитель
- Днепровелдинг
- ВДИ-160
- ВДИ-180
- Фото изнутри ВДИ 180
- ВДИ-220
- Фото изнутри ВДИ 200
- ВДИ-280
- Фото изнутри ВДИ 250
- ВДИ-350
- ВДИ-400
- ВДИ-250А TIG Pulse
- Элсва (Запорожье)
- ВД-160И
- Фото изнутри Элсвы 160
- Фото ВД-160И
- ВД-161И
- Внутренности Элсва ВД-161И
- ВД-180И
- Фото ВД-180И
- Фото изнутри Элсвы 180
- ВД-200И
- Фото внутренностей Элсва ВД-200И
- ВД-200ИН (60 мес гарантия)
- ТУРВЕЛД ВД-220П
- ПДГ-180И
- Фото ПДГ
- ПДГ-180ИН (Норма)
- Фото ПДГ-180ИН
- Изнутри ПДГ-180 ИН
- ПДГ-180ИЕ
- Фотогалерея Элсва ПДГ-160ИЕ
- ПДГ-220И
- ПДГ-220ИН
- ПДГ-220ИЕ
- Фото ПДГ 220
- Изнутри ПДГ-220
- Атом (Запорожье)
- Атом I-160C
- Атом I-180M
- Фото Атома
- Атом I-180D
- Атом I-250D
- Атом I-180 MIG/MAG
- Техмик (Ровно)
- Techmics 165
- Techmics 185
- Фото аппарата
- Фото в разобранном
- Techmics 205
- ИИСТ (Херсон)
- Инвертор ИИСТ-140
- Фото внутренностей ИИСТ-140
- Инвертор ИИСТ-160
- Фото изнутри ИИСТ-160
- ИИСТ Колибри
- Инвертор ИИСТ-250
- Видео работы аппаратов
- SSVA (Харьков)
- SSVA-mini-140
- SSVA-mini «Самурай»
- Фото инвертора
- Изнутри фото
- Подключение SSVA-PU
- SSVA-mini-P «Самурай»
- Фото полуавтомата
- фотографии внутенностей
- SSVA-160-2
- Фото SSVA-160-2
- Фото изнутри SSVA-160-2
- SSVA-160 new
- Видео Краш
- SSVA-160-2 (TIG)
- Foto SSVA-160(TIG)
- Изнутри SSVA-160-2 (TIG)
- SSVA-270
- Фото SSVA-270
- Фото внутренностей SSVA-270
- SSVA-180-P
- Фото SSVA-180P
- FOTO SSVA-180P(2017)
- Фото изнутри SSVA-180P
- Foto внутри SSVA-180P(2017)
- Видео сварки
- SSVA-180P (TIG)
- Фото SSVA180P TIG
- Внутренности SSVA 180 TIG
- SSVA-270P
- SSVA-270P (380V 4 rolika)
- Фотогалерея
- Внутренности ССВА-270Р
- SSVA-500
- SSVA-PU
- SSVA-PU (4 ролика)
- SSVA-PU2
- Foto SSVA-PU2
- SSVA-PU3
- SSVA-PU-500
- SSVA+TIG
- Сертификаты и руководства
- GYSmi
- Фото изнутри Gysmi 131
- GYS 160 P
- GYSmi E163
- GYSmi 200P
- GYS E200 FV
- Фото изнутри Gysmi 161
- GYSmi165
- Фото изнутри Gysmi 165
- GYSmi 196FV
- GysMaster 206 FV
- Gys TIG 167 HF DC
- GYS TIG 168 DC HF
- GYSmiTIG 200 DC FV
- Gysmi 207 AC/DC
- Фото изнутри Gysmi 207
- Полуавтомат GYS PEARL
- Buddy ARC 180
- Фото инвертора
- Фотографии внутренностей
- DECA
- Starmicro 150
- Starmicro 180
- Starmicro 205
- Mastro 518 HD GEN
- MASTRO 32 GEN
- MASTRO 40 GEN
- MASTRO 50 GEN
- MOS 115 Evo
- MOS 138 Evo
- MOS 150 GEN
- MOS 168 Evo
- MOS 170 GEN
- MOS 210 GEN
- MOS 138E MMA&TIG набор
- TIG MASTROTIG 200 ET17/4M
- TIG DECATIG 200E AC/DC
- MIG STARTWIN 135E
- MIG STARWIN 165/1 EVO
- MIG STARWIN 180E
- I-PAC 1235
- I-PAC 1235K (с компрессором)
- PAC MASTROPAC 55 S45 /6m
- Jasic
- Super mini (Z237)
- ARC-160 (Z238)
- ARC-160
- Фото инвертора
- Фото изнутри
- ARC-180
- ARC-200 (Z209)
- ARC-200 (Z224)
- ARC-250 (R112)
- ARC-250 (Z230)-1Фаза
- ARC-250 (Z227)
- ARC-315 (R114)
- ARC-350 (Z299)
- ARC-400 (Z312)
- ARC 500 (R11)
- ARC-630 (Z321)
- TIG-160
- Фотографии JASIC TIG-160
- TIG-180P DC (W211)
- TIG-180 (W119)
- TIG-200P DC (W224)
- TIG-200P DC (W212)
- Фото TIG-200P
- Изнутри TIG 200P
- TIG-200P AC/DC (E101)
- TIG-200P AC/DC (E201)
- TIG-250P AC/DC
- TIG-315P AC/DC (E103)
- TIG-315P AC/DC (E106)
- TIG-500P AC/DC (E312)
- JASIC CT-416
- Фотогалерея
- Фото изнутри
- CUT-40
- CUT-60
- CUT-70
- CUT-80
- CUT-100
- CUT 160 (J47)
- MIG-160 (N219)
- MIG-200 (N220)
- MIG-250 (J246)
- MIG-250 (N208)
- MIG-250 (N290) 3F
- MIG-315 (N202)
- MIG-350 (J1601)
- MIG-350 (N293)
- MIG-350P (N316) Sinergik
- MIG-400 (N361)
- MIG-500 (N308)
- MZ-1000(M308) Трактор
- Welding Dragon
- TIG250P DC 380V
- TIG280P DC digital 380V
- TM200ACD Pulse HF
- AC/DC 200P (5A) 220V
- ProTIG 200AC/DC-220V
- ProTIG 250AC/DC-220V
- Изнутри ProTig 250 AC/DC
- ProTIG 315AC/DC-380V
- DigiTIG250P ACDC MIX 220V
- DigiTIG320P ACDC MIX 380V
- CUT-40 (Плазма 220В)
- iCUT-60 (Плазма 380В)
- iCUT-80 (Плазма 380В)
- iCUT-100 (Плазма 380В)
- JSCUT-200 (Плазма 380В)
- CT-416A (220В)
- Modern Welding
- MMA 140
- Фото
- Внутренности
- MMA 200
- Фотографии
- Изнутри
- Telwin
- Force 145
- Force 165
- Force 165 фотогалерея
- Force 165 изнутри
- Force 195
- Днипро-М
- САБ-250Н
- САБ-210
- САБ-255К
- САБ-258ДП
- САБ-250ДПК
- MMA 250B
- Энергия-сварка
- ВДС-160 Шмель
- ВДС-180 Шмель new
- ВДС-180 Шмель
- ВДС 180 фото
- Внутренности инвертора
- Изнутри new
- ВДС-205 Шмель
- Обновленный вариант
- Фото изнутри Шмель
- Сварка вымостки
- ВДС-205 TIG Шмель
- ПДГУ-180 инвертор
- Фото ПДГ-180
- Фото внутренностей ПДГ180
- ПДГУ-207 Патриот
- ПДГУ-350
- ПДГУ-500
- ПДГ-125
- ПДГ-160
- ПДГ-215
- ПДГ-216
- ПДГ-315
- Тесты и видеоматериалы
- Тест ПН Jasic Патон IMS1700
- Просадка сети до 100В
- Работа сварочного инвертора от удлиннителя
- ВДС-180 Шмель
- Hutong MMA-200I
- Патон ВДИ-160S
- Telwin force 165
- Modern welding MMA140
- Элсва ВД-160И
- Атом I-180M
- SSVA-mini Самурай
- Тест электродами на 200А
- ПАТОН ВДИ 200M DC TIG
- ВДС-205
- Элсва ВД-200И
- SSVA-160-2
- Тест электродами на 160А
- Тест Элсва ВД-160И
- Тест ИИСТ-160
- Тест GYSmi 165
- Тест ПАТОН ВДИ-160S
- Тест Jasic ARC-160
- Тест инверторов
- Тест ИИСТ, Шмель, SSVA и Патон
- Фото и видеоматериалы теста.
- Фото и видеоматериалы теста.
- Проверка на ПН Шмеля, Патон и SSVA
- ПН на 160А
- Фото проведенного теста
- ПН на максимальн. токе
- Внутренности Патон ВДИ 200
- Вертикальный шов ВДС и SSVA
- Сварка тонкого металла
- Сварка тонкого металла 2
- Тест электродов
- Вэжен (Болгария)
- Искра (АНО-29)
- Патон (АНО-21)
- Standart (АНО-4)
- Askaynak (AS B-255)
- Askaynak (AS R-143)
- Вистек (АНО-4)
- Патон (АНО-4И)
- Тест электродов 2
- Аналог Монолит АНО-36
- Аналог УОНИ
- Аналог ЦЛ-11
- Статьи
- Как выбрать сварочный аппарат
- Как выбрать сварочный инвертор
- Что такое сварочный инвертор
- Что такое полуавтомат
- Сварка аргоном
- Ручная дуговая сварка
- Книги о инверторах
- История инвертора
- Плазморезы
- Выбор расходников плазменной резки
- Выбор вольфрамовых электродов
- Фотогалерея
- Фото Ижмаш ИС-2500
- Элсва ПДГ 220ИЕ и SSVA-180P
- Элсва ПДГ-220 и ВД-160
- Techmics и Элсва
- Элсва подарочный вариант
- Элсва и Jasic
- ИИСТ Элсва и Альтаир
- SSVA и Элсва
- Днепровелдинг и Элсва
- Jasic, Шмель, Днепровелдинг и Элсва
- Выставка INTERBUDEXPO 11
- Инструменты
- Патон Экспо 2011
- Пром Форум 2011
- Маска Хамелеон
- Косынка
- Подшлемник ткань
- Подшлемник спилка
- Кожаная, хамелеон
- МЗП-390
- МЗП-460
- Gradient W411
- МЗП-470П
- МЗП-485
- Gradient W821
- МЗП-733A
- МЗП-800BP
- Gradient W997
- WH 4001
- WH 7401
- WH 8000/8512
- Optech S777
- Artotic SUN7B
- DECA WM 23 LCD
- DECA WM 31 LCD
- DECA WM 35 LCD
- BINZEL ADF 600S
- ESAB Warrior Tech
- Хамелеон Патон
- Most 777
- Маска откидная
- Маска сварщика откидная
- Маска Sparta
- Расходные
- Электрододержатели, масса
- Штекер DKJ 10-25
- Гнездо панельное 10-25
- Штекер 35-50 Папа
- Панельное гнездо 35-50 Мама
- ABI-CM / BSB 10-25 (папа)
- ABI-CM / BSB 35-50 (папа)
- MK150-масса
- MK200-зажим
- MK300-зажим
- MK400-зажим
- DE2200
- DE2300
- DE2400
- DE2500
- ESAB Handy-200
- ESAB Confort-200
- Горелки MIG/MAG
- MB 15 AK (Black Wolf) MIG
- MB EVO PRO 15
- BW 26 KD (Black Wolf) MIG
- RF GRIP 25
- RF GRIP 36LC
- NBC-200A Spool gun
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- WP-17 4,0м
- WP-17V 4,0м
- WP-17 V (N)(Black Wolf)
- ABITIG GRIP 17
- ABITIG GRIP 26 TIG
- WP-26 (Black Wolf) TIG
- Головки TIG
- WP-9
- WP-9P (прямая)
- WP-9F (гнущаяся)
- WP-9V (вентиль)
- WP-9FV (вентиль гибкая)
- WP-17
- WP-17F (гибкая)
- WP-17V (вентильная)
- WP-17FV (вентиль, гибкая)
- WP-18 (вода)
- WP-18F (вода, гибкая)
- WP-26
- WP-26V Вентиль
- WP-26F Гибкая
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Головка PT-31 (кнопка)
- Головка PT-31 (пистолет)
- Головка PT-31 (прямая)
- Плазмотрон PT-31
- Плазмотрон PT-31 FEIMATE
- Плазмотрон PT-31 RED
- Головка SG-55
- Плазмотрон AG-60 HF
- Ручка SG-55 (кнопка)
- Плазмотрон AG-60 (BEST)
- Головка P-80
- Головка P-80 кнопка
- Ручка плазмотрона P-80 кнопка
- Плазмотрон P-80 пистолет
- P-80 плазмотрон BEST
- Плазмотрон P-80 прямой
- ЧПУ P-80 металический
- Циркули CUT
- Циркуль PT-31
- Плазменный циркуль SG-55 (AG-60)
- Циркуль P-80
- Циркуль P-80 (магнит)
- P-80 ролик
- Циркуль A101/141
- Каретка Binzel (742. D051)
- Редукторы
- УР-6-6 mini GCE
- УР-6-6 GCE KRASS
- У30/АР40 аргон/СО2
- У30/АР40 КР СО2/Аргон
- БПО-5-3 GCE KRASS
- БПО-5-4 KRASS
- УР-6-6 (черный)
- УР-6 ДС (хром)
- Ar/CO2 HERCULES
- AFR-2000 Влагоотделитель
- AFC-2000 Осушитель
- Светофильтры
- Защитный пластик 90X110
- Стекло защитное для WH7401
- Стекло защитное для Optech S777
- PT-31 (CUT-40) расходные
- Электрод PT-31 (CUT40)
- Катод CUT40 CYS
- Электрод PT-31 CUT-40 короткий
- Электрод PT-31 (никель)
- Сопло CUT-40
- Сопла CUT-40 CYS
- Сопло PT-31 CUT 40 короткое
- Сопло PT-31 (никель)
- Завихритель CUT 40
- Колпачок PT-31
- SG-55 (AG-60) расходник
- Электрод SG-55
- Электроды SG-55 CYS
- Сопло SG-55
- Сопла SG-55 CYS
- Колпачок SG-55
- Колпачок AG-60 под пружину
- Пружина AG-60 дистанционная
- SG-51 (CUT-60)
- Электрод SG-51
- Сопла SG-51
- Диффузор SG-51
- Колпачок SG-51
- P-80 Panasonic
- Электрод P-80
- Сопло P-80 1,1mm
- Сопло P-80 1,3mm
- Сопло P-80 1,5mm
- Сопло P-80 1,7mm
- Сопло, электрод P-80 BEST
- P-80 катод BEST
- 1,1mm P-80 BEST
- 1,3mm P-80 BEST
- 1,5mm P-80 BEST
- 1,7mm P-80 BEST
- P-80 Prime ЧПУ
- Колпачок P-80
- Насадка P-80 (вода)
- A101/A141 Trafimet
- Электрод A101/A141
- Сопла A101/A141
- Пружина A101/A141
- Завихритель A101/A141
- Powermax 45
- Электрод 220669
- Завихритель 220670
- Сопло 220671
- Изолятор 220713
- Экран 220674
- Кожух 220719
- Колпак 220673
- Термопенал
- Термопенал TRB-5
- Перчатки сварщика
- Краги Nitras 20435
- Краги Vulkan (подкладка)
- Краги Triarma CSL-100 (подкладка)
- Электроды сварочные
- Для черной стали
- Монолит РЦ
- Монолит Professional (E50)
- Continent АНО-36 (E46)
- Standart РЦ (E46)
- Монолит МР-3 (E46)
- Арсенал АНО-21 (E46)
- Монолит УОНИ-13/55 (Е7018)
- AS B 255 (УОНИ)
- AS R 143 (АНО-36)
- Для цветных металлов
- AS Bronz
- Kobatek 213
- Kobatek 250
- Для нержавеющих сталей
- AS P 308L
- AS P 309L
- AS P 316L
- AS P 347
- Для жаропрочных сталей
- Наплавочные электроды
- Электроды TIG
- WL-20
- WT-20
- Контакты
 2 DC MIG/MAG
2 DC MIG/MAG
 D051)
D051)Электрод вольфрамовый для аргоновой сварки
Главная » Статьи » Электрод вольфрамовый для аргоновой сварки
Вольфрамовые электроды для сварки аргоном
Если сравнить неплавкие электроды, то можно встретить совершенно различные инструменты, предназначенные для того, чтобы выполнять те свойства, которые не в состоянии сделать все остальные электроды.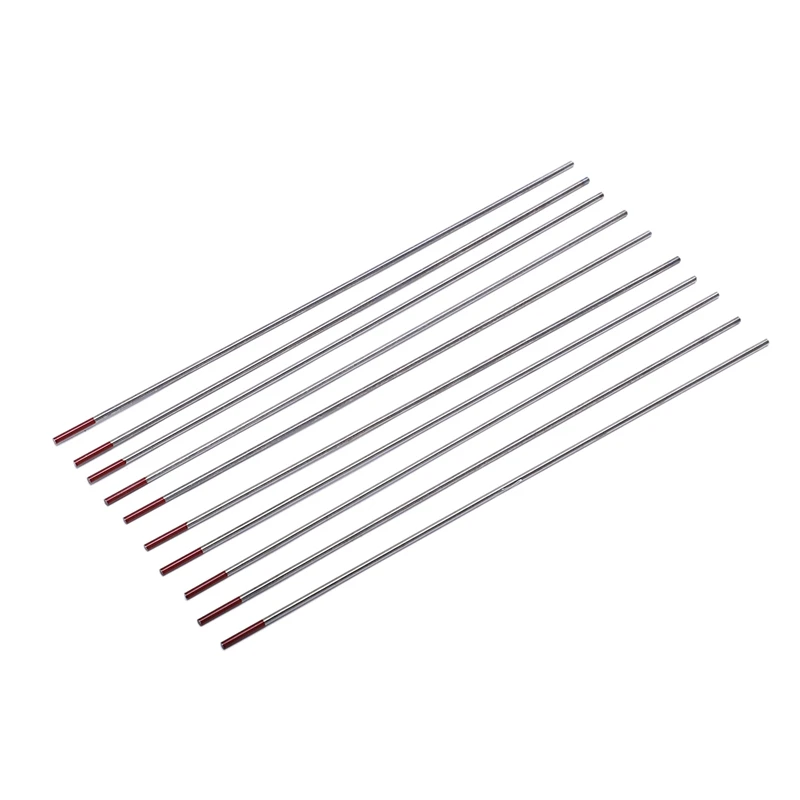 Электроды данного типа применяются для создания электрических дуг необходимый мощности, и для плавки присадочного металла или сварочной проволоки. Защитной средой здесь является аргоновый газ, поэтому нет необходимости устанавливать проволочное покрытие. Изделия такого образца имеют долгий срок эксплуатации и прекрасной устойчивостью к различным температурам.
Электроды данного типа применяются для создания электрических дуг необходимый мощности, и для плавки присадочного металла или сварочной проволоки. Защитной средой здесь является аргоновый газ, поэтому нет необходимости устанавливать проволочное покрытие. Изделия такого образца имеют долгий срок эксплуатации и прекрасной устойчивостью к различным температурам.
Вольфрамовые электроды выглядят как тоненькие стержни, произведенные из нескольких металлических частей прессованных. Вольфрам считается довольно трудноплавким материалом, поэтому он предназначен для производства изделий данного образца. Электроды производят не из цельного материала, а из спрессованных маленьких частей, которые проходят обработку высокими температурами. Они сильно напоминают внешний вид литого металла. Выпускаются электроды со специализированными покрытиями для стабилизации дуг, а также раскисляют металлы. Электроды из вольфрама производятся по всем государственным нормативам.
Сварка при использовании вольфрамовых электродов является одной из наиболее качественных и прочных, чем все остальные способы. В процессе не остается никаких остатков обмазки. Материал является полностью универсальным, поэтому негативных последствий при использовании инструмента ждать не стоит. Однако для использования в домашних условиях он может оказаться дорогим, но на производстве считается практически необходимым.
В процессе не остается никаких остатков обмазки. Материал является полностью универсальным, поэтому негативных последствий при использовании инструмента ждать не стоит. Однако для использования в домашних условиях он может оказаться дорогим, но на производстве считается практически необходимым.
Разновидности вольфрамовых электродов
Электроды данного типа в первую очередь имеют разные цвета:
- Зеленый (WP) – такая модель содержит большое количество металла в чистом виде, ну а примесей в нем меньше половины одного процента. Если применять переменный ток, то они обеспечивают прекрасное горение дуги. Баланс можно существенно улучшить, если стабилизировать осциллятор на высокой частоте. Свойства становятся максимально результативными при переменном синусоидальном токе. Вольфрамовые электроды также применяются при сварке алюминия и магния, а также сплавов из них. При ограниченной тепловой нагрузке обычно кончик инструмента произведен в форме шарика.
- Белый (WZ8) – данная модель содержит в себе дополнительно оксиды циркония. В этом случае сварочная ванна должна быть абсолютно чистой и не содержать каких-либо загрязнений. Необходимо пользоваться им на переменном токе. Инструмент стабилизирует стабильную дугу. Здесь необходима высокая нагрузка тока, которую отлично выдерживают цериевые, лантановые и ториевые электроды. Вольфрамовые электроды в этом случае выполняются в сферическом виде. Они используются для пайки различных видов материалов.
- Красный (WT20) – такая модель содержит в своем составе оксиды тория. Такие электроды наиболее распространены, ведь при воздействии постоянного тока проявляют себя лучше других. Торий является радиоактивным материалом, поэтому пагубно влияет на здоровье профессионала и окружающую среду. Если использовать данный материал периодически, то вред для здоровья окажется незначительным, однако если использовать его постоянно, то здоровье человека сильно пострадает. Вольфрамовые электроды для сварки аргоном и торием прекрасно работают не только на постоянном, но и на переменном токе. Можно вполне изменить заточку наконечника по своему усмотрению. Они не расплавляются даже при постоянном токовом напряжении. Заточка стандартного типа производится на площадке с несколькими выступами. Используются для самых разнообразных материалов и металлов.
- Синий (WY20) – данная модель иттрированная, поэтому прекрасно справляется с высокими температурами и их воздействием. Применяется только при постоянном токе. Необходимо использовать для конструкций повышенной важности, добавка оксида здесь около 2 %. При иттировании катодное пятно стабилизируется, поэтому даже переменный ток не может помешать этому. Вольфрамовые электроды при сварке могут спаивать нержавеющую сталь, а также углеродистые металлы.
- Серый (WC20) – такая модель содержит 2 % оксида церия. Этот металл не является радиоактивным, поэтому хорошо влияет на электродную эмиссию. Запускается в разы легче, чем другие разновидности, поэтому ток может быть при работе как постоянным, так и переменным. Этот инструмент является универсальным, поэтому и применяются при разном электричестве. Стабильность здесь довольно высокая вне зависимости от тока. Необходимы для использования трубопроводов и металлически тонких конструкций.
- Золотой и синий (WL15 и WL20) – эти марки включают в себя оксид латана. Дуга изначально запускается очень легко. Металл прожечь становится очень сложно, что является немаловажным плюсом при его использовании. Дуга постоянно ведет себя устойчиво. Обычно его используют при сваривании стальных элементов, при спаивании бронзы, алюминия или медных деталей.
 В этом случае сварочная ванна должна быть абсолютно чистой и не содержать каких-либо загрязнений. Необходимо пользоваться им на переменном токе. Инструмент стабилизирует стабильную дугу. Здесь необходима высокая нагрузка тока, которую отлично выдерживают цериевые, лантановые и ториевые электроды. Вольфрамовые электроды в этом случае выполняются в сферическом виде. Они используются для пайки различных видов материалов.
В этом случае сварочная ванна должна быть абсолютно чистой и не содержать каких-либо загрязнений. Необходимо пользоваться им на переменном токе. Инструмент стабилизирует стабильную дугу. Здесь необходима высокая нагрузка тока, которую отлично выдерживают цериевые, лантановые и ториевые электроды. Вольфрамовые электроды в этом случае выполняются в сферическом виде. Они используются для пайки различных видов материалов. Можно вполне изменить заточку наконечника по своему усмотрению. Они не расплавляются даже при постоянном токовом напряжении. Заточка стандартного типа производится на площадке с несколькими выступами. Используются для самых разнообразных материалов и металлов.
Можно вполне изменить заточку наконечника по своему усмотрению. Они не расплавляются даже при постоянном токовом напряжении. Заточка стандартного типа производится на площадке с несколькими выступами. Используются для самых разнообразных материалов и металлов. Стабильность здесь довольно высокая вне зависимости от тока. Необходимы для использования трубопроводов и металлически тонких конструкций.
Стабильность здесь довольно высокая вне зависимости от тока. Необходимы для использования трубопроводов и металлически тонких конструкций.Характеристики вольфрамовых электродов
Большинство разновидностей электродов содержат в себе около 97 % вольфрама. Все марки имеют собственные параметры, которые немного различаются, но в основном в них имеется содержание чистого металла. Только небольшое количество добавок может присутствовать в изделиях:
- оксиды церия;
- оксиды лантана;
- оксиды циркония;
- оксиды тория.
Как выбрать вольфрамовые электроды?
Необходимо при выборе электродов отталкиваться от того, для чего они будут необходимы. Если необходимо произвести сварку при переменном токе, то рекомендуется сделать выбор в пользу чистого вольфрама. Если в электродах присутствуют добавки циркония, то можно использовать их при максимальных температурах, ведь дуга постоянно находится в стабильности. Оксид тория обеспечивает температурное сопротивление, поэтому электроды могут принимать самые разнообразные формы. Иттрированный вольфрам намного лучше стабилизируют дугу. Церий делает изделие абсолютно универсальным, поэтому можно его использовать при любых видах напряжения и токовой активности.
Если необходимо произвести сварку при переменном токе, то рекомендуется сделать выбор в пользу чистого вольфрама. Если в электродах присутствуют добавки циркония, то можно использовать их при максимальных температурах, ведь дуга постоянно находится в стабильности. Оксид тория обеспечивает температурное сопротивление, поэтому электроды могут принимать самые разнообразные формы. Иттрированный вольфрам намного лучше стабилизируют дугу. Церий делает изделие абсолютно универсальным, поэтому можно его использовать при любых видах напряжения и токовой активности.
Важно! Любые модели вольфрамовых электродов требуют особого внимания, ведь необходимо обязательно позаботиться о технике безопасности, так как работать приходится при максимальных значениях тока.
Как применять вольфрамовые электроды
При использовании инструментов данного типа необходимо подобрать токовый режим правильно, выбрать его род и полярность, ведь все характеристики электродов имеют свои особенности и различия.
svarkagid.com
Вольфрамовые электроды
Для аргонодуговой электросварки методом TIG применяются вольфрамовые электроды. Они тугоплавкие, их температура плавления гораздо выше, чем температура во время сварочных работ. Поэтому расход их невелик: на один метр шва уходит всего несколько десятков миллиграмм электрода.
Состоит электрод из стрежня, изготовленного из вольфрама. Многие изделия имеют в составе легирующие добавки на основе редкоземельных металлов, что увеличивает срок их службы. В зависимости от добавляемого материала определяется назначение оснастки, которое легко выявить по маркировке.
Как маркируются вольфрамовые электроды?
WP – в составе присутствует только вольфрам. Изделиям характерен зеленый цвет поверхности. Они отличаются высокой стабильностью сварочной дуги. Предназначены эти электроды для сварки алюминия и магния. Работы должны выполняться на переменном токе.
WL20 – в состав таких изделий добавлен оксид лантана, что придает им быстрый розжиг дуги, низкую склонность к прожогам, стабильность дуги. Для них характерен синий цвет. Они являются универсальной оснасткой для сварки как на постоянном, так и на переменном токе. Работать можно практически со всеми видами сталей и их сплавами.
Для них характерен синий цвет. Они являются универсальной оснасткой для сварки как на постоянном, так и на переменном токе. Работать можно практически со всеми видами сталей и их сплавами.
WT20 – в составе этих вольфрамовых электродов присутствует торий. За счет этого повышаются их рабочие качества и увеличивается ресурс. Для них характерен красный цвет. Можно сваривать толстые заготовки из углеродистой, низколегированной, нержавеющей стали, а также меди и титана. Используются с аппаратами постоянного тока.
WZ8 – это электроды с добавлением оксида циркония. Данный материал обеспечивает высокую стабильность горения и устойчивость к многократному увеличению тока в процессе работ. Характеризуются белым цветом поверхности. Предназначены электроды для сварки алюминия и заготовок из магния. Работа ведется на переменном токе, при этом исключается попадание инородных частиц в сварочную ванну.
WC20 – это изделия, в составе которых присутствует оксид церия. Они отличаются улучшенной эмиссией, легким розжигом дуги и устойчивостью к превышению допустимого значения сварочного тока. Для них характерен серый цвет. Подходят для всех видов сталей, применяются для сварки на постоянном и переменном токе.
Для них характерен серый цвет. Подходят для всех видов сталей, применяются для сварки на постоянном и переменном токе.
WY20 – это иттрированные электроды для tig сварки, которые имеют высокую стойкость к плавлению и темно-синий цвет. Их используют для выполнения ответственных соединений при сварке углеродистой, низколегированной и нержавеющей стали, а также титана и меди. Работа ведется на постоянном сварочном токе.
WL15 – такие электроды имеют в составе оксид лантана и поверхность золотистого цвета. Для них характерны: быстрое получение дуги, как начальное, так и повторное, устойчивость к прожогам и стабильное горение. Можно сваривать все виды сталей на переменном и постоянном токе.
Параметры выбора
Размер. Длина изделий, как правило, составляет 175 мм. Различаются они по диаметру, который подбирают под толщину свариваемых заготовок и силу тока, на котором ведется сварка. Данное значение может составлять от 2 до 4 мм у разных электродов (цена на них также варьируется: чем толще стержень, тем выше стоимость).
Фасовка. Изделия продаются в коробках или пластиковых европодвесах, как правило, по 10 штук в наборе. Такого количества расходных материалов хватит на долгое время работы.
Если вы ищете качественные вольфрамовые электроды, купить их вы можете в нашем интернет-магазине. Выбирайте изделия, подходящие под специфику своей работы, и делайте заказ!
Мы предлагаем вольфрамовые электроды по всей России: Москва, Санкт-Петербург, Екатеринбург, Челябинск, Нижний Новгород и многие другие города с доставкой и гарантией, звоните! Узнать подробную информацию об условиях и стоимости доставки Вы можете у наших менеджеров.
www.vseinstrumenti.ru
Вольфрамовая сварка — разновидности электродов
Вольфрамовые электроды предназначаются для работы в аргоновой дуговой сварке металлов. Вольфрам (W) имеет температуру плавления 3422°C с удельным весом 19,3 г/см³. Это самый тугоплавкий металл. Ручная или автоматическая вольфрамовая сварка необходима для получения чистого и точного сварного шва, например, в автомобилестроении. Расход вольфрама при этом минимален, поэтому TIG (WIG или GTA) сварочные аппараты очень экономные.
Расход вольфрама при этом минимален, поэтому TIG (WIG или GTA) сварочные аппараты очень экономные.
Чтобы не допустить окисла рабочей поверхности, сварка проводится в инертной среде, для чего используются инертные газы аргон (Ar), ксенон (Xe) или криптон (Kr).
Также в сварке TIG может использоваться гелий (He), азот (N) или газовые смеси из вышеперечисленных газов. Самым дешевым является аргон, поэтому вольфрамовая сварка с его использованием более популярна. Вольфрамовые электроды для эффективности сварного шва покрывают оксидами редкоземельных элементов – церия (Ce), лантана (La), иттрия (Y), тория (Th), циркония (Zr).
Этот защитный слой ограждает расплавленный металл от контакта с кислородом, стабилизирует сварочную дугу, легирует и рафинирует металл сварного шва.
Условия для вольфрамовой сварки
Чтобы получить прочный, качественный сварной шов, особенно в тонколистовых конструкциях, необходимо соблюдать точные размеры и обеспечить сборку кромок деталей ручной прихваткой при помощи вольфрамовых электродов. Также для прихватывания деталей существуют специальные сборочно-сварочные приспособления.
Также для прихватывания деталей существуют специальные сборочно-сварочные приспособления.
Рабочий конец вольфрамового электрода должен быть чистым, иначе понижается надежность сварного шва (вольфрам образует сплав, который имеет более низкую температуру плавления), ухудшается его качество. Поэтому дуга при вольфрамовой сварке возбуждается осциллятором, не прикасаясь расплавленным торцом к металлу или проволоке для присадки.
Правильный выбор силы тока обеспечивает незначительный расход электрода и сохранение формы его заточки. Чем надежнее оттесняется из зоны сварки воздух, тем качественнее будет сварной шов.
Сварные работы электродом из вольфрама чаще всего используют инертные защитные газы Ar или СО2. Расход газовой составляющей зависит от толщины металла и его состава, от типа и скорости сварки. Область газового облака при вольфрамовой сварке должна захватывать всю сварочную ванну, разогретый конец присадочной проволоки и сам спецэлектрод. При высокой скорости сварки скорость потока инертного газа следует увеличивать.
Технология сварки
Соединяя металлические детали толщиной до 10 мм встык, сварочную дугу необходимо вести справа налево. Если металл тонкий, то угол между деталью и горелкой устанавливается не больше 60°. Сварное соединение изделий большей толщины требует другой методики — угол между деталью и горелкой должен быть 90°.
Присадочная проволока при сварке тонколистового материала вольфрамовым электродом направляется не в саму дугу, а немного сбоку. Приближать ее к точке сварки необходимо возвратно-поступательными движениями. Сваривая детали большей толщины, нужно делать поступательно-поперечные движения проволокой. Сварное соединение многослойным швом также имеет свои особенности — отдельные швы нужно делать многопроходными, а не во всю ширину разделки.
Автоматическая или полуавтоматическая сварка электродами из вольфрама с напылением редкоземельных металлов выполняется так: электрод размещается перпендикулярно к поверхности детали. Угол между присадочным прутком и электродом должен быть около 90°. Направление движения необходимо выбрать так, чтобы присадочная проволока находилась перед дугой, то есть — подавалась в головной отсек сварочной ванны.
Направление движения необходимо выбрать так, чтобы присадочная проволока находилась перед дугой, то есть — подавалась в головной отсек сварочной ванны.
Электроды для вольфрамовой сварки
- Марка WP (цветной код — зеленый) — содержание вольфрама 99,5 %. Устойчивая дуга при сварке переменным током, сбалансированным или не сбалансированным, с осциллятором. Марка WP используется при сварке переменным синусоидальным током алюминиевых деталей, изделий из магния. Вольфрамовые электроды создают и поддерживают устойчивую дугу в любой инертной среде, предпочтительно это аргон или гелий. Тепловая нагрузка на рабочий конец WP ограничена, поэтому его часто выполняют в виде шара.
- Марка WC-20 (цветной код — серый) — содержит 2 % оксида церия (СеО2). Этот редкоземельный металл повышает эмиссию с улучшением первоначального запуска сварочной дуги. Вольфрамовые электроды WC-20 – это универсальные изделия, которые применяются для сварки переменным током и током положительной прямой полярности. Вольфрамовые электроды, содержащие оксид церия, поддерживают устойчивую сварочную дугу даже при небольшом значении тока. Маркировка WC-20 используется при сварочных работах с трубопроводами, а также для тонколистовых стальных изделий и при сварке неповоротных стыков трубопровода орбитальными автоматами.
- WL-15, WL-20 (цветной код — синий) — марка, содержащая оксид лантана (La2O3) с легким первоначальным запуском сварочной дуги и маленькой склонностью к прожигу. Устойчивая первичная дуга и отличный повторный розжиг дуги электродом с оксидом лантана выдвигают марку WL-20 на первые места в промышленном применении. Добавки в виде 1-2 % оксида лантана значительно увеличивают рабочий ток и уменьшают износ на 50 % по сравнению с вольфрамовым изделием. Изделия с добавками лантана загрязняют сварной шов меньше обычных вольфрамовых изделий, также они долговечнее. Слой La2O3 распределяется равномерно по всей поверхности, поэтому заточка сохраняется очень долго. Такое свойство является большим преимуществом при сварке черной и нержавеющей стали постоянным током прямой полярности или переменным током при запитывании от современных сварочных ИП. Сварка переменным синусоидальным током требует сферической формы рабочего конца электрода.
- WT-20 (цветной код — красный). Эта марка вольфрамовых электродов распространена больше других, так как именно WT-20 выявила значительные преимущества легированных вольфрамовых электродов над обычными вольфрамовыми изделиями марки WP. В состав легированного слоя входит торий (Th), но этот элемент является радиоактивным металлом низкого уровня, поэтому пыль, которая неизбежна при заточке электродов, может быть вредной для здоровья сварщика и небезопасной для окружающей среды. Если сваривание деталей проводится эпизодически, то такие незначительные выделения тория не могут нанести ущерб здоровью. Но при регулярных сварных работах в помещениях с ограниченным пространством, а также при длительных работах настоятельно рекомендуется для безопасности сварщика оборудовать рабочее место местной системой вентиляции. При проведении сварочных работ переменным током концу вольфрамового электрода не нужно придавать сферическую форму – достаточно сделать небольшую выпуклость. Сварка на синусоидальном переменном токе имеет особенность — сварочная дуга скачет по выступающим поверхностям, вызывая так называемое «брожение», чего нельзя допускать при производстве большинства сварочных работ с любыми металлами. Марка WT-20 используется при сварке нержавеющей стали постоянным током.
- Марка WZ-8 (цветной код — белый) – в них добавляется 0,8% оксида циркония (ZrO2). Их лучше использовать для сварки переменным током, при этом нельзя допускать даже минимального загрязнения сварочной ванны. Электроды WZ-8 способны создавать очень сильную и стабильную сварочную дугу. Нагрузка по току на изделие марки WZ-8 может быть намного больше, чем на электроды с цериевым, лантановым и ториевым покрытием. Рабочий торец циркониевого электрода необходимо обработать для придания ему сферической формы при сварке переменным током. Электродами марки WZ-8 хорошо соединять детали из алюминия и сплавов.
- WY-20 (цветной код – темно-синий). Применяется при сварке ответственных узлов и конструкций из низколегированной, нержавеющей и углеродистой стали, меди, титана и сплавов постоянным током. Вольфрамовый электрод с покрытием слом иттрия считается самым устойчивым из всех неплавящихся электродов, известных на сегодня. Применяется при сварке постоянным током прямой полярности ответственных деталей и узлов. Содержание иттрия в изделии — 1,8-2,2%. Иттрированый вольфрамовый электрод делает катодное пятно на конце более стабильным, поэтому устойчивость дуги значительно повышается.
 Вольфрамовые электроды, содержащие оксид церия, поддерживают устойчивую сварочную дугу даже при небольшом значении тока. Маркировка WC-20 используется при сварочных работах с трубопроводами, а также для тонколистовых стальных изделий и при сварке неповоротных стыков трубопровода орбитальными автоматами.
Вольфрамовые электроды, содержащие оксид церия, поддерживают устойчивую сварочную дугу даже при небольшом значении тока. Маркировка WC-20 используется при сварочных работах с трубопроводами, а также для тонколистовых стальных изделий и при сварке неповоротных стыков трубопровода орбитальными автоматами. Сварка переменным синусоидальным током требует сферической формы рабочего конца электрода.
Сварка переменным синусоидальным током требует сферической формы рабочего конца электрода. Сварка на синусоидальном переменном токе имеет особенность — сварочная дуга скачет по выступающим поверхностям, вызывая так называемое «брожение», чего нельзя допускать при производстве большинства сварочных работ с любыми металлами. Марка WT-20 используется при сварке нержавеющей стали постоянным током.
Сварка на синусоидальном переменном токе имеет особенность — сварочная дуга скачет по выступающим поверхностям, вызывая так называемое «брожение», чего нельзя допускать при производстве большинства сварочных работ с любыми металлами. Марка WT-20 используется при сварке нержавеющей стали постоянным током. Вольфрамовый электрод с покрытием слом иттрия считается самым устойчивым из всех неплавящихся электродов, известных на сегодня. Применяется при сварке постоянным током прямой полярности ответственных деталей и узлов. Содержание иттрия в изделии — 1,8-2,2%. Иттрированый вольфрамовый электрод делает катодное пятно на конце более стабильным, поэтому устойчивость дуги значительно повышается.
Вольфрамовый электрод с покрытием слом иттрия считается самым устойчивым из всех неплавящихся электродов, известных на сегодня. Применяется при сварке постоянным током прямой полярности ответственных деталей и узлов. Содержание иттрия в изделии — 1,8-2,2%. Иттрированый вольфрамовый электрод делает катодное пятно на конце более стабильным, поэтому устойчивость дуги значительно повышается.Сварочные работы вольфрамовыми электродами целесообразны при соединении металлических изделий толщиной 0,2-6 мм. Соединение выполняется без присадки, если есть возможность сформировать шов расплавлением кромок изделий. Если применяется присадочная проволока, она должна быть уложена в разделку.
Похожие статьи
goodsvarka.ru
Вольфрамовые электроды для сварки и их маркировка
- Дата: 24-07-2015
- Просмотров: 558
- Рейтинг: 26
Для сварки могут использоваться электроды различного качества. Здесь все зависит от того, какой именно сварочный аппарат будет использован, для чего требуется электрод. Популярностью пользуются неплавящиеся вольфрамовые электроды, они отличаются высоким качеством. При выборе необходимо внимание обращать на то, какого типа маркировки вольфрамовых электродов нанесены производителем.
Здесь все зависит от того, какой именно сварочный аппарат будет использован, для чего требуется электрод. Популярностью пользуются неплавящиеся вольфрамовые электроды, они отличаются высоким качеством. При выборе необходимо внимание обращать на то, какого типа маркировки вольфрамовых электродов нанесены производителем.
Выбирая вольфрамовые электроды необходимо учитывать: тип электрода, диаметр, геометрию острия электрода и качество заточки и твердость.
Характеристики применяемых электродов
Электроды из вольфрама применимы для сварки с аргоном, в среде инертного газа. Использовать их могут как профессиональные сварщики, так и начинающие. Эти электроды безопасны, отличаются высочайшим качеством.
Согласно международным стандартам все электроды на основе вольфрама имеют специальную маркировку, показывающую тип и состав. Первая буква в списке — «W», т.е. вольфрам. Вторая обозначает оксид элемента, который используется в качестве легирующей добавки. Среди легирующих оксидов используются:
- оксид церия, обозначается буквой «С»;
- оксид циркония, обозначается на маркировке буквой «Z»;
- оксид лантана — буквой «L»;
- оксид тория — «Т»;
- чистый вольфрам, который не имеет никаких легирующих добавок, на маркировке обозначается буквой «Р».

Формы заточки вольфрамового электрода.
После второй буквы идет цифра, которая показывает процент вещества, добавляемого при легировании. Цифра 20 показывает, что в состав входит 2% легирующего вещества. Через дефис прописывается второе число — это длина, которая выражается в миллиметрах. Чаще всего используется длина в 175 мм, но встречаются и значения в 50, 75 и 150 мм. Диаметр вольфрамовые электроды могут иметь различный, на 1, 1,6, 2, 2,4, 3, 3,2, 4, 4,8, 5,6, 6,4 мм.
Маркировка содержит всю необходимую для пользователя информацию. Например, есть маркировка WL 15-175. Она обозначает, что это электрод с легирующими добавками из лантана, содержание которых составляет 1,5%, длина равна 175 мм. Буквенно-численное обозначение — это далеко не все, необходимо обращать внимание на цвет маркировки. Сегодня выпускаются материалы для сварки с цветовой маркировкой:
- чистый вольфрам — WP зеленого цвета;
- в составе есть оксид церия на 2% — WC 20 серого цвета;
- присутствует оксид лантана на 1,5% — WL 15 золотого цвета;
- присутствует оксид лантана на 2% — WL 20 синего цвета;
- присутствует оксид циркония на 0,8% — WL 8 белого цвета;
- присутствует оксид тория на 1% — WL 10 желтого цвета;
- присутствует оксид тория на 2% — WL 20 красного цвета;
- присутствует оксид тория на 3% — WL 30 фиолетового цвета;
- присутствует оксид тория на 4% — WL 40 оранжевого цвета.

Что рекомендуется использовать?
Характеристики вольфрамовых электродов.
Использовать электрод, который имеет маркировку WТ30, 40 не рекомендуется, так как элемент торий является радиоактивным, его высокое содержание может быть опасным.
Характеристики:
WP зеленой маркировки предназначен для аргонодуговой сварки при переменном токе. Возможно использование таких металлов для работы, как алюминий и магний, никель.
Свойства:
- зажигаемость находится на низком уровне;
- сроки службы не слишком длительные;
- безопасность у него отличная.
WС 20 с серой маркировкой используется для сварки с постоянным током при прямой полярности таких металлов, как медь, молибден, нержавеющая сталь, титан и прочее.
Цветная маркировка вольфрамовых электродов.
Характеристики следующие:
- зажигаемость считается хорошей;
- сроки службы — продолжительные;
- безопасность у них отличная.
WL применим для сварочных работ при постоянном или же переменном токе с прямой полярностью. Подходит для деталей с небольшой толщиной, для высоколегированной стали.
Подходит для деталей с небольшой толщиной, для высоколегированной стали.
Характеристики:
- зажигаемость — удовлетворительная;
- сроки службы — большие;
- безопасность — отличная.
Есть и другие типы, но необходимо внимательно выбирать материалы, так как от этого зависит качество и безопасность работы.
Как выбрать электрод из вольфрама?
Вольфрамовые электроды марки WP применяются для сварки переменным током (AC) сплавов алюминия при хорошей устойчивости дуги.
В сварочном процессе, который осуществляется в среде инертного газа, используются вольфрамовые электроды. Это обеспечивает высочайшее качество работы, шов получается аккуратным и прочным. При выборе неплавящегося термостойкого изделия на основе вольфрама необходимо обращать внимание на такие критерии:
- тип электрода из вольфрама, его состав, наличие легирующих добавок, параметры;
- диаметр, который позволяет регулировать толщину рабочего шва;
- качество заточки, плотность материала;
- характерную геометрию острия.

При покупке можно ориентироваться на маркировку, которую производитель наносит на материалы.
Она содержит данные о том, какие именно добавки входят в состав, какова область применения, при каких условиях можно ее использовать.
Влияние легирования на качество электрода
При выборе следует внимание обращать на то, какие именно добавки для легирования были использованы. Это важно, так как от этого зависит применение материалов, их качество и отдельные характеристики. Все легирующие добавки позволяют получить электроды с такими параметрами:
Вольфрамовые электроды марки WZr 08 благодаря своим свойствам уменьшают опасность попадания вольфрама в сварочный шов.
- WP — это особый тип, который не включает в себя никаких добавок, произведен из чистого вольфрама. Они применяются в основном для сварки с использованием переменного тока (АС). Устойчивость дуги хорошая, качество шва получается отличным. Вольфрамовые электроды нельзя применять при использовании постоянного тока. У таких материалов маркировка будет зеленого цвета, обозначается она символами WP.
- E3 обозначает, что используются добавки из оксидов редкоземельных элементов, например, смеси окислов. Электроды не вредны, что отличает их от торированных, они не являются радиоактивными, совершенно не опасны для окружающей среды. Область предназначения этих материалов обширна. Они могут использоваться для любых процессов и мощности с переменным либо постоянным током, для высоколегированных сталей, для различных сплавов алюминия, а также меди, титана, всем известного магния. Вольфрамовые электроды отличаются превосходными качествами поджига, они являются оптимальным решением для автоматизированных процессов. Токовая нагрузка у них больше, но зато сроки службы подобных материалов намного выше, чем у обычных торированных. Маркировка материалов этого типа обозначается WLa 10/15/20.
- Лантанированные вольфрамовые электроды, которые можно использовать для сварочых работ при постоянном токе либо переменном. Именно эта разновидность может быть использована для так называемой микроплазменной сварки. Это стало возможным благодаря наличию в составе La2O3, который увеличивает способность к лучшему поджигу. Дуга получается в итоге качественной. Сроки службы у них ниже, чем у предыдущих. Наличие такой легирующей добавки не делает их прочнее или долговечнее — только расширяет область использования. Маркировка содержит несколько цветов: черный — для WLa 10, золотой — для WLa 15.
 У таких материалов маркировка будет зеленого цвета, обозначается она символами WP.
У таких материалов маркировка будет зеленого цвета, обозначается она символами WP. Именно эта разновидность может быть использована для так называемой микроплазменной сварки. Это стало возможным благодаря наличию в составе La2O3, который увеличивает способность к лучшему поджигу. Дуга получается в итоге качественной. Сроки службы у них ниже, чем у предыдущих. Наличие такой легирующей добавки не делает их прочнее или долговечнее — только расширяет область использования. Маркировка содержит несколько цветов: черный — для WLa 10, золотой — для WLa 15.
Именно эта разновидность может быть использована для так называемой микроплазменной сварки. Это стало возможным благодаря наличию в составе La2O3, который увеличивает способность к лучшему поджигу. Дуга получается в итоге качественной. Сроки службы у них ниже, чем у предыдущих. Наличие такой легирующей добавки не делает их прочнее или долговечнее — только расширяет область использования. Маркировка содержит несколько цветов: черный — для WLa 10, золотой — для WLa 15.WCe 20 — это всем известные вольфрамовые электроды, в состав которых добавлены такие легирующие добавки, как оксид церия (СЕО2). Нагрузочная способность повышается в несколько раз, качество их выше, чем у приведенных групп, но E3 и WL все же являются более устойчивыми. Область использования достаточно широкая, она включает в себя сварочные работы с легированными, нелегированными сплавами. Постоянный ток может быть низким и средним, возможна сварка при переменном токе.
https://moyasvarka.ru/youtu.be/5y16U1ezbs8
WZr 08 — это вольфрамовые электроды, в состав которых входит цирконий. Применяются, когда необходимо дополнительно предусмотреть защиту сварного шва от попадания в него вольфрама. Для постоянного тока они уже не так пригодны, хотя в некоторых случаях и используются. Маркировка имеет белый цвет.
Применяются, когда необходимо дополнительно предусмотреть защиту сварного шва от попадания в него вольфрама. Для постоянного тока они уже не так пригодны, хотя в некоторых случаях и используются. Маркировка имеет белый цвет.
Электроды из вольфрама предназначены для сварочного процесса. Они отличаются высоким качеством, но при выборе необходимо обращать внимание на разнообразные характеристики. Например, на наличие легирующих добавок, придающих разнообразные свойства изделию. Есть и материалы из чистого вольфрама, но качество их не всегда подходит для работ. Чаще используются с добавками, обеспечивающими долговечность, пригодность для работы со сталями и различными сплавами.
moyasvarka.ru
Страница не найдена : Arc-Zone.
 com, Магазин сварочных принадлежностей Выберите условия поиска
com, Магазин сварочных принадлежностей Выберите условия поискаКлючевое слово
Поиск в описаниях продуктов
Ограничение по категории: Все категорииБестселлеры и специальные предложенияОдежда, каски и средства индивидуальной защиты Сварочные каски, защитные очки и щитки Средства защиты органов слуха Мужские, женские и детские сварочные куртки Сварочное снаряжение BSX™ Xtreme — рукава, куртки и многое другое! Сварочное снаряжение Miller® ArcArmor™ — рукава, куртки и многое другое! WeldX™ Одежда для защиты от высокотемпературной сварки Кожаная одежда – накидки, нагрудники, фартуки и многое другое Женское и детское сварочное снаряжение Pro-Gear Packages™ – выберите лучшее для вас снаряжение! Мужские, женские и детские перчатки Сварочные и металлообрабатывающие перчатки Miller® Ревко сварочные перчатки для мужчин и женщин Сумки и стартовые пакеты для сварочного оборудования Шляпы, футболки и наклейки Arc-ZoneАвтоматика и позиционерыСоединители, кабели и адаптеры Разъемы TIG, фитинги для воды/газа Газовые клапаны Кислородно-топливные фитинги и шланги Машины и кабельные соединители Адаптеры баллонов и тройники Сварочный кабель, кусачки, обжимные инструменты и наконечники Шланг ReelCraft, шнур питания, решения для хранения и отвода кабеляРасходомеры газа, нагреватели, смесители TIG, Argon/ Расходомеры для гелия/мультигаза (CGA 580) Расходомеры для MIG, аргона/CO2 (CGA 320) Двойные газовые расходомеры, комплекты для продувки и смешивания Регулятор СО2 с подогревом/расходомеры Окси-ацетиленовые регуляторы и шланги Пропорциональные газовые смесители и регуляторы смешиванияЗемля и работа Зажимы НОВИНКА — Наборы заземляющих штырей Shorty™ Ручные зажимы заземления — от 180 до 500 А Винтовые зажимы заземления — от 300 до 2000 А Магнитные заземлители — от 300 до 500 А Мощные вращающиеся заземлители — от 500 до 2000 А Пистолеты, питатели и запчасти MIG Оружие и детали MIG с воздушным охлаждением Tweco® в стиле MIG Guns & Dequars 180 AMP MIG Guns и запасные детали MIG PACKATERS Запасные детали Созвезд Запасные детали MIG Gun Packages Запасные детали наконечники наконечники газовые диффузоры и проводные трубки Кабельные сборы и разъемы проволоки сборочных контактов/вкладыш Кабелепроводы в сборе/вкладыши Разные запасные части Распылители MIG для тяжелых условий эксплуатации 450 AMP и запасные части Распылители MIG для тяжелых условий эксплуатации Пакеты запасные детали созлов наконечны газовые диффузоры и проводные трубки кабельные сборы и разъемы проволочные контакты/вкладыш Разное запасные детали Miller® MIG MIG MIG Guns & Parts MIG GUNS с водяным охлаждением и запасные запасные изделия Tweco® MIG и запасные детали с замены 600 AMP MIG GUNS и запасные детали MIG PACKATE Узлы кабельных каналов/вкладыши Разные запасные части Горелки MIG с воздушным охлаждением и детали Горелки MIG типа TWECO® и запасные части Par TS 400 AMP Машина MIG GUNS и запасные детали MIG PACKATERS Запасные детали Созвезд наконечны газовые диффузоры и проводные трубки Кабельные сборы и разъемы проволочные контакты/вкладыши сборочной вклад и проводные трубки кабельные сборы и разъемы проволоки сборочных контактов/вкладыш Горелки MIG и запчасти к ним Горелки MIG типа TWECO® и запасные части 600 AMP Machine GIN и запасные детали MIG PACKATERS Запасные детали Созвезд наконечники газовые диффузоры Кабельные сборы и разъемы проволоки сборочных контактов/вкладышей Комплекты приводных роликов PRO II Запасные части комплекта приводных роликов PRO II Запасные части узла приводных роликов PRO II Комплекты приводных роликов PRO IV и запасные части Комплекты приводных роликов PRO IV Запасные части комплекта приводных роликов PRO IV Запасные части комплекта приводных роликов PRO IV Комплекты приводных роликов и Запасные части Наборы приводных роликов PRO II и запасные части Комплекты приводных роликов PRO II Запасные части комплекта приводных роликов PRO II Запасные части узла приводных роликов PRO II Комплекты приводных роликов PRO IV и запасные части Комплекты приводных роликов PRO IV PRO IV Комплект приводных роликов Запасные части Запасные части узла приводного ролика PRO IV Расходомеры и нагреватели CO2 Детали и оборудование для сварки и пайки Ручки для кислородно-топливной горелки Flame Tech Принадлежности для резки Flame Tech Наконечники для резки Flame Tech Запчасти для кислородно-топливной пайки и легкого нагрева Flame Tech Наконечники и насадки для кислородной сварки Flame Tech Шланги, фитинги и адаптеры Flame Tech Регуляторы Flame Tech Tech Flash-Back Arrestors & Check Clape Flame Tech Sureath Duty Rutch Fortches и замены запасные детали режущие насадки резки и ручки Scorpion 6200 Harris® Совместимые с тяжелыми ручными фонариками Scorpion 6200 Тяжелые ручные горелки Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Советы по высокопроизводительной резке Scorpion 6300 Victor® Совместимые с тяжелыми трудными ручными фонарями Scorpion 6300 Тяжелая ручная резка Высокопроизводительные режущие насадки Flame Tech «Scrapper» Scorpion 9Сверхмощные ручные резаки 600 Скорпион 9600 Сверхмощные ручные резаки Наконечники Flame Tech «Scrapper» для высокопроизводительной резки Кислородные регуляторы и расходомеры Кислородно-топливные разрядники и фильтры Flame Tech Двойные кислородно-топливные шланги, фитинги и адаптеры Victor Оборудование для резки и сварки Наборы для кислородно-топливной резки Victor® Ручки для кислородно-топливных горелок Victor® Принадлежности для кислородно-топливной резки Victor® Ручки для кислородно-топливных горелок Victor® 75°, 90° и 180° Насадки Victor® Professional Наконечники и насадки для нагрева Victor® Professional Насадки и насадки для сварки Victor® Наконечники для газокислородной резки Victor® Professional Наконечники для резки ацетиленом Victor® Professional Наконечники для резки пропилена Victor® Professional Наконечники для пропана и природного газа Regtor® O x Fictor® Fictor® O ® Кислородно-топливные разрядники и обратные клапаны Little, Комплекты кислородно-топливных горелок, запасные части и аксессуары Аксессуары для кислородно-топливной резкиПлазменная дуговая резка Hypertherm® Style HPR 130XD / 160XD PAC 110 / Max 20 PAC 120 / MAX 40CS/42/43 PAC 121 / PAC 125 Запасные части Hypertherm® PAC 140 Резаки и запасные части Hypertherm® PAC 160 Резаки и запасные части Hypertherm® PAC 170 Резаки и запасные части Hypertherm® PAC 200 Резаки и запасные части Hypertherm® PAC 500 Резаки и запасные части Hypertherm® PAC 500 Резаки и запасные части 600 Резаки и запасные части Hypertherm® PAC 620 Резаки и запасные части Hypertherm® HT400 Резаки и запасные части Hypertherm® HT2000 Резаки и запасные части Thermal Dynamics® Style PCH 10 Резак для Drag-Gun®/Cougar® Dynapak® 110/PAK® 2XT PCH 25 Горелка для PakMaster® 25/EconoPak® 25 PCH 26 Горелка для EconoPak® 50 PCH/M 28 Горелка для r PakMaster® 50XL/50XL Plus PCH/M 30 Резак для PAK® 3 PCH/M 35 Резак для Stak Pak® 35/PakMaster® 50 PCH/M 4b/4bt Резак для PAK® 5/10/22 Машины PCH 50 Резак для PAK® 5 PCH 51 Резак для 3, 5 и 6XR/5XT/625XR/750XR/Dynak4xi/6xi PCH 52 Резак для моделей с 5 по 10XR, 625/750/1000 и 1250XR 3XR/5XR/5XT/6XR/625XR/750XR/Dynapak® 4xi/6xi PCH/M 60 Резак для PakMaster® 75XL Plus PCH/M-6b Резак для PAK® 44/45 PCH/M-70 Резак для STAK PAK® PCH /M-75 Резак для PakMaster® 75, 75XL, 100XL, Plus и EconoPak® PCH/M-100 Резак для PAK® 10XR PCH/M 140 Резак для STAK PAK® PCH/M 150 Резак для PAK® 15XC Maximizer 300 Резак для Merlin® 1000/3000/6000/6000GST/15XC ESAB® / L-Tec® Style Резаки ESAB® /L-Tec® PT-15/PT-15XL и запасные части ESAB® /L-Tec® PT-19XL Резаки и запасные части Резаки ESAB® /L-Tec® PT-19XLS и запасные части Резаки ESAB® /L-Tec® PT-20AM и запасные части Резаки ESAB® /L-Tec® PT-23 и запасные части Детали Резаки ESAB® /L-Tec® PT-27 и запасные части Резаки ESAB® /L-Tec® PT-31/PT-31XL/PT-31XL и запасные части Miller® Style Резаки Miller® ICE-25C и запасные части Детали Резаки Miller® ICE-50 и запасные части Резаки Miller® ICE-50C/ICE-50CM и запасные части Miller® ICE-70/70M — Резаки ICE-100/100M и запасные части Резаки Miller® APT-1000 и запасные части Запасные части Резаки Miller® APT-3000 и запасные части Резаки Miller® APT-5000/APT-7000 и запасные части Резаки Miller® CP40R и запасные части Lincoln® Style Lincoln® PCT-40 Резаки и запасные части Lincoln® PCT -60 Резаки и запасные части Линкольн® MAGNUM PCT-125 Резаки и Запасные части Аксессуары для плазменной дугиПлазменно-дуговая сварка 2A Thermal Dynamics Горелки и детали Комплекты горелок Корпуса горелок, детали и аксессуары Наконечники силовых кабелей и шланги для защитного газа Резаки и детали Dynamics Комплекты резаков Запчасти и аксессуары для корпусов резаков Выводы кабеля питания и шланги для защитного газа PWM 300 Thermal Dynamics резаки и детали Комплекты резаков Корпуса резаков PWM 300, детали и аксессуары Кабели питания и шланги для защитного газа Комплекты принадлежностей Оборудование для продувки Кислородные мониторы и продувочные камеры для сварки высокой степени чистоты Трубные и трубные заглушки, мешки, перегородки, ленты и пробки из растворяющейся бумаги Защитные экраны и заглушки для сварки TIG и PAW высокой чистотыДистанционное управление силой токаМагазинные инструменты и места для их храненияУдивительные сварочные инструменты и аксессуары Трубные ножницы, монтажные зажимы и плоскогубцы Квадраты, уровень s, угловые искатели и панельные зажимы Решения для хранения сварочной проволоки и стержней Шлифовка, полировка, резка Машины и принадлежности Вырубка труб, гибка, формовка и формовка металлов Сварочные УФ-экраны и тепловые одеяла Сварочные тележки и шкафы Держатели электродов-стержней Горелки TIG и аксессуары Комплекты горелок TIG и горелки Корпуса с рукоятками Pro Accessory Kits™ — чашки Monster™, Stubby и LowRider™ Чашки, цанги, корпуса цанг, колпачки, изоляторы и рукоятки Соединители, комплекты для подключения и адаптеры Соединители, адаптеры и комплекты для сварки TIG с воздушным охлаждением Соединители TIG с воздушным охлаждением CK Соединители TIG с воздушным охлаждением Lenco Соединители TIG с воздушным охлаждением Weldcraft Комплекты удлинителей для сварки TIG с водяным охлаждением Разъемы для машин, заглушки и адаптеры Dinse Соединители «кабель-кабель» Датчики цилиндров и тройники Быстроразъемные муфты и адаптеры Клапаны, заглушки и Y-образные фитинги Кабельные наконечники, питание, фитинги и инструменты для шлангов Силовые кабели, шланги и крышки кабелей Защитные экраны и заливные чашки для TIG и PAWTIG Сварочные присадочные стержниВольфрамовые шлифовальные электроды Вольфрамовые шлифовальные станки Вольфрамовые шлифовальные машины Запчасти и аксессуары Вольфрамовые шлифовальные кругиВольфрамовые электродыОхладители воды, Охлаждающая жидкость и запасные части Премиальный комплект для модернизации сварочного аппарата TIG с водяным охлаждением Охладители воды Dynaflux Охлаждающая жидкость для горелок TIG, MIG и PAW, а также охладители воды Насосы охлаждающей жидкости ProCon Запчасти для систем охлаждения Bernard/ITW Запасные части Dynaflux Запасные части Abicor Binzel Быстроразъемные муфты для шлангов и многое другое Сварочные столы JIG и крепежные инструментыСварочные аппараты и модернизация Сварочные аппараты Комплекты для модернизации аппаратов TIG Установки и детали для холодной подачи проволоки Комплекты для модернизации с водяным охлаждением Вилки, адаптеры и кабели-переходникиПродукция Close-Out
Включить подкатегории
Ограничение по производителю
Все производители3MABICOR BINZELУсилительные электродыAquasol CorporationArc-Zone ProArcTimeBest WeldsCK WorldwideCOB IndustriesDeWaltDiamond GroundDirect Wire & CableDynafluxEdge CupsFlame TechGenstar TechnologiesHuntingdon FusionInelcoInterconITW Системы охлажденияJackson SafetyLencoM. K. MorseMetal ManMiller/WeldcraftMilwaukee Electric ToolМультиинструментMurata Welding LabsOptrelOrbitalumТехнологии прецизионной сваркиPro-FusionProArcProfaxReelcraftRevcoSiegmundSmith EquipmentSOWESCOSSC ControlsStrongHand ToolsThermacutTIG AestheticsTrick ToolsWashington AlloyWeldcraftWeldcraft ProductsWeldcraft ProductsWestern Enterprises
K. MorseMetal ManMiller/WeldcraftMilwaukee Electric ToolМультиинструментMurata Welding LabsOptrelOrbitalumТехнологии прецизионной сваркиPro-FusionProArcProfaxReelcraftRevcoSiegmundSmith EquipmentSOWESCOSSC ControlsStrongHand ToolsThermacutTIG AestheticsTrick ToolsWashington AlloyWeldcraftWeldcraft ProductsWeldcraft ProductsWestern Enterprises
Руководство по выбору и подготовке вольфрамовых электродов
Вольфрам — это редкий металлический элемент, используемый для изготовления электродов TIG (или GTAW). Процесс TIG основан на твердости вольфрама и стойкости к высоким температурам для подачи сварочного тока на дугу, поскольку он имеет самую высокую температуру плавления среди всех металлов (3410°C).
Эти нерасходуемые электроды бывают различных размеров и длин и состоят либо из чистого вольфрама, либо из смеси вольфрама и других редкоземельных элементов и оксидов. Выбор электрода для процесса TIG зависит от типа и толщины основного материала, а также от того, свариваете ли вы на переменном или постоянном токе.
В этой статье описываются варианты вольфрама, как выбрать лучший для вашего применения и правильная подготовка вольфрама.
Чистый вольфрам (цветовой код: зеленый)
Примечание. Каждый электрод имеет «цветовой код», чтобы исключить путаницу с его типом. Цвет появляется на кончике каждого электрода.
Электроды из чистого вольфрама (классификация AWS EWP) содержат 99,50 % вольфрама, имеют самый высокий расход из всех электродов и, как правило, дешевле, чем «легированные» аналоги.
Эти электроды образуют чистый закругленный наконечник при нагревании и обеспечивают хорошую стабильность дуги при сварке на переменном токе со сбалансированной формой волны. Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке переменным током, особенно алюминия и магния, но не используется для сварки постоянным током (он не обеспечивает такого сильного зажигания дуги, как торированные или цериевые электроды).
2%-торированные вольфрамовые электроды (цветовой код: красный)
2%-торированные вольфрамовые электроды (классификация AWS EWTh-2) содержат не менее 97,30% вольфрама и от 1,70 до 2,20% тория.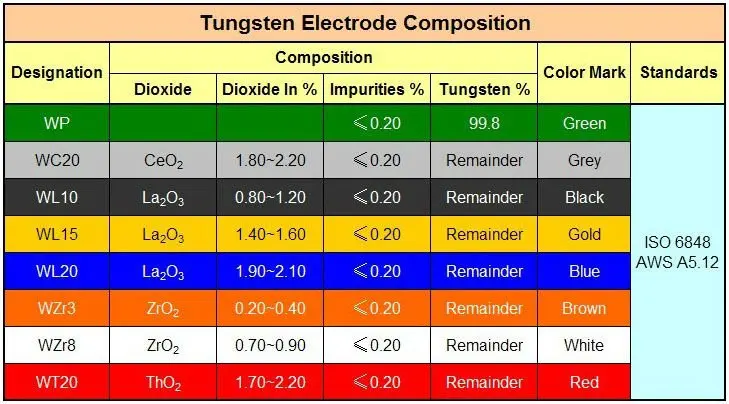 Сегодня они являются наиболее часто используемыми электродами и предпочтительны из-за их долговечности и простоты использования. Торий повышает качество электронной эмиссии электрода, что улучшает запуск дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно более низкой скорости потребления и сводит к минимуму блуждание дуги для большей стабильности. Он также отличается более низким уровнем загрязнения сварного шва, чем другие электроды.
Сегодня они являются наиболее часто используемыми электродами и предпочтительны из-за их долговечности и простоты использования. Торий повышает качество электронной эмиссии электрода, что улучшает запуск дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно более низкой скорости потребления и сводит к минимуму блуждание дуги для большей стабильности. Он также отличается более низким уровнем загрязнения сварного шва, чем другие электроды.
Эти электроды можно использовать для сварки на переменном токе, и они являются исключительными для электродов с отрицательным электродом на постоянном токе (прямая полярность) при сварке углеродистой и нержавеющей стали, никеля и титана.
При изготовлении торий равномерно распределяется по всему электроду. Эта ровность позволяет электроду сохранять заточенную кромку — идеальную форму электрода для сварки тонкой стали. Однако заточку кончика электрода следует выполнять с большой осторожностью. Торированный вольфрам содержит низкий уровень радиоактивности. Поэтому вы всегда должны следовать предупреждениям производителя, инструкциям и паспорту безопасности материала (MSDS) при его использовании.
Торированный вольфрам содержит низкий уровень радиоактивности. Поэтому вы всегда должны следовать предупреждениям производителя, инструкциям и паспорту безопасности материала (MSDS) при его использовании.
Вольфрамовые электроды с 2% церием (цветовой код: оранжевый)
Вольфрамовые электроды с 2% содержанием церия (классификация AWS EWCe-2) содержат не менее 97,30% вольфрама и от 1,80 до 2,20% церия. Эти электроды лучше всего работают при сварке постоянным током, но могут успешно использоваться в процессах переменного или постоянного тока. Благодаря отличному началу дуги при малых токах цериевый вольфрам стал популярным в таких областях, как производство орбитальных труб и труб, обработка тонкого листового металла или работы, при которых свариваются мелкие и хрупкие детали. Как и торий, его лучше всего использовать для сварки углеродистых и нержавеющих сталей, никелевых сплавов и титана, что делает его очевидной заменой электродам с 2%-ным содержанием тория. Электрические характеристики цериевого вольфрама немного отличаются от электрических характеристик тория, но большинство операторов не смогут заметить разницу.
Новые методы сварки алюминия на переменном токе включают использование заостренного вольфрама с церием. Этот вольфрам, если его заострить, заводится очень хорошо, обеспечивая на 30-40% большую пропускную способность по току, чем чистый вольфрам того же диаметра, и не содержит никаких радиоактивных материалов
1,5% лантансодержащие (цветовой код: золото)
1,5% лантансодержащие вольфрамовые электроды ( Классификация AWS EWLa-1.5) содержат не менее 97,80% вольфрама и от 1,30 до 1,70% лантана или лантана. Эти электроды обеспечивают отличное зажигание дуги, низкую скорость выгорания, хорошую стабильность дуги и отличные характеристики повторного зажигания — многие из тех же преимуществ, что и электроды с церием. Электроды с 1,5%-м содержанием лантана также очень близки по характеристикам проводимости к 2%-ному торированному вольфраму, а это означает, что в некоторых случаях они могут заменить 2%-ное содержание лантана без внесения значительных изменений в программу сварки.
[цитата]
Вольфрамовые электроды с содержанием лантана 1,5% идеальны, если вы хотите оптимизировать свои сварочные возможности. Лантансодержащие электроды хорошо работают с отрицательными электродами переменного или постоянного тока с заостренным концом, или их можно скруглить для использования с источниками питания синусоидальной волны переменного тока. Лантана равномерно распределяется по всей длине электрода во время изготовления. Он также хорошо сохраняет заточку, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от источников питания прямоугольной формы.
Эти электроды подходят для сварки переменным током и, как и электроды с церием, позволяют зажигать и поддерживать дугу при более низких напряжениях переменного тока. По сравнению с чистым вольфрамом добавление 1,5% лантана увеличивает максимальную несущую способность примерно на 50% для электрода данного размера.
Цирконированные (цветовой код: коричневый)
Цирконированные вольфрамовые электроды (классификация AWS EWZr-1) содержат минимум 99,10 % вольфрама и от 0,15 до 0,40 % циркония.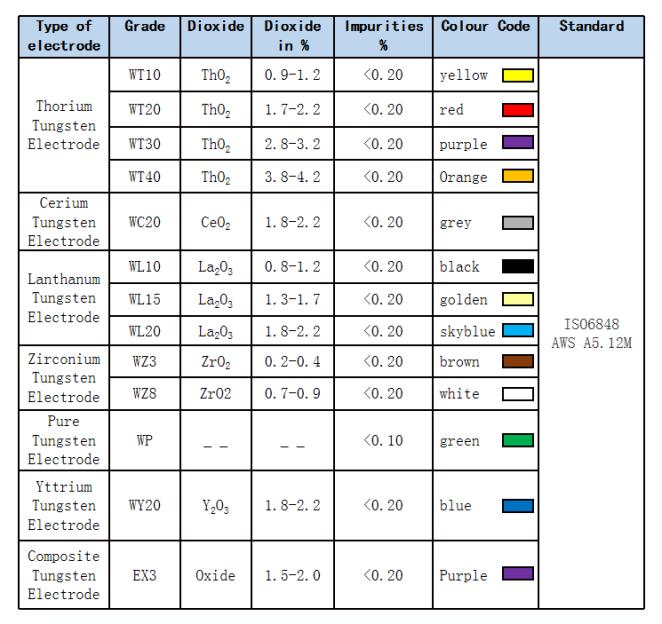 Цирконированный вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, так как сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токовая несущая способность равна или больше, чем у торированного вольфрама. Циркониевые сплавы ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Цирконированный вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, так как сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токовая несущая способность равна или больше, чем у торированного вольфрама. Циркониевые сплавы ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Редкоземельный металл (цветовой код: серый)
Рис. 1: Типичные диапазоны тока для электродов с аргоновой защитой. |
Вольфрамовые электроды из редкоземельных элементов (классификация AWS EWG) содержат неуказанные добавки оксидов редкоземельных элементов или гибридные комбинации различных оксидов, но производители должны указывать каждую добавку и ее процентное содержание на упаковке. В зависимости от добавок желаемые результаты могут включать: стабильную дугу как в процессах переменного, так и постоянного тока, большую долговечность, чем у торированного вольфрама, возможность использовать вольфрам меньшего диаметра для той же работы, использование более высокого тока для вольфрама аналогичного размера и меньше вольфрамового плевка.
Заготовка из вольфрама – круглая, заостренная или усеченная?
Скругленный наконечник обычно используется на электроде из чистого вольфрама и рекомендуется для использования с процессом переменного тока на синусоидальных и обычных сварочных аппаратах TIG с прямоугольной волной. Чтобы правильно скруглить конец вольфрама, просто примените силу переменного тока, рекомендуемую для данного диаметра электрода (см. рис. 1), и шарик на конце вольфрама сформируется сам. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма), поскольку на конце электрода имеется сфера большего размера. электрод может снизить стабильность дуги и/или упасть и загрязнить сварной шов.
Рис. 2: Подготовка вольфрама для сварки отрицательным электродом на постоянном токе и на переменном токе с источниками питания с волнообразователем. |
Заостренный и/или усеченный наконечник (для чистого вольфрама, церия, лантана и тория) следует использовать для инверторных сварочных процессов на переменном и постоянном токе. Для правильной шлифовки вольфрама используйте шлифовальный круг, специально предназначенный для шлифовки вольфрама (во избежание загрязнения), а также круг из боразона или алмаза (для сопротивления твердости вольфрама). Примечание: если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль, имеете достаточную систему вентиляции на шлифовальной станции и соблюдаете предупреждения, инструкции и паспорта безопасности производителя.
Зашлифуйте вольфрам прямо на круге, а не под углом 90 градусов (см. рис. 2), чтобы следы заточки проходили по всей длине электрода. Это уменьшает наличие гребней на вольфраме, которые могут привести к блужданию дуги или плавлению в сварочной ванне, вызывая загрязнение.
Как правило, вам потребуется отшлифовать конус на вольфраме до расстояния, не превышающего диаметр электрода более чем в 2,5 раза (например, с электродом 1/8 дюйма вы должны отшлифовать поверхность от 1/4 до 5/ 16 дюймов в длину).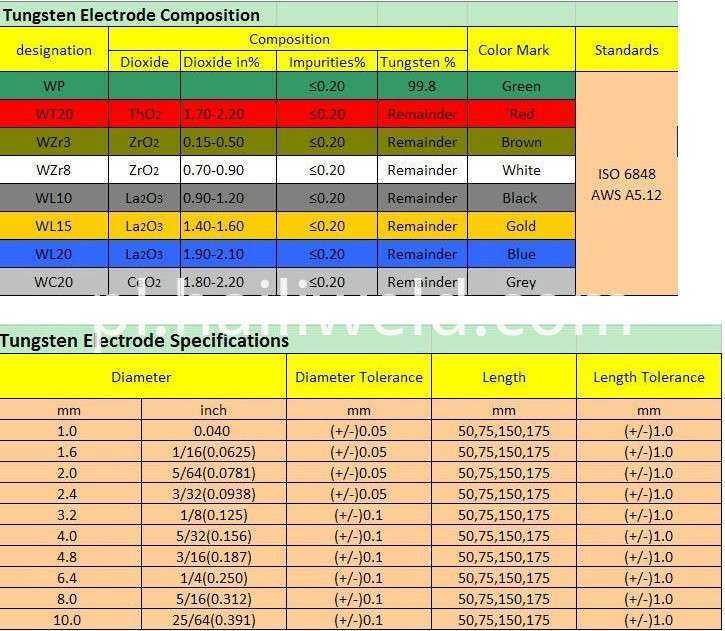 Шлифовка вольфрама до конусности облегчает переход от зажигания дуги и создает более сфокусированную дугу для повышения производительности сварки.
Шлифовка вольфрама до конусности облегчает переход от зажигания дуги и создает более сфокусированную дугу для повышения производительности сварки.
При сварке с меньшим током более тонких материалов (от 0,005 до 0,040 дюйма) вольфрам лучше всего отшлифовать до острия. Заостренный вольфрам позволяет сварочному току передаваться по сфокусированной дуге и помогает предотвратить деформацию более тонких металлов, таких как алюминий. Следует отметить, что использование заостренных вольфрамовых электродов для приложений с более высоким током не рекомендуется, так как более высокий ток может сдуть кончик вольфрамового электрода и вызвать загрязнение сварочной ванны.
Вместо этого, для приложений с более высоким током, лучше всего отшлифовать вольфрам до усеченного наконечника. Чтобы получить эту форму, сначала отшлифуйте вольфрам до конуса, как описано выше, затем отшлифуйте до 0,010–0,030 дюйма. плоская земля на конце вольфрама. Эта плоская поверхность помогает предотвратить перенос вольфрама через дугу и/или слипание.
Заключение
В любом случае тип и форма используемого вольфрама помогают определить качество дуги и характеристики сварки, которых вы достигнете. Каждый из шести типов вольфрама, обсуждаемых здесь, имеет свои преимущества и недостатки. Вот почему, независимо от типа материала, который вы свариваете методом TIG или используете процесс переменного или постоянного тока, всегда важно разумно выбирать вольфрам для каждого применения. Это может максимизировать успех сварки TIG и является одним из лучших способов защиты от загрязнения и переделок. Для получения дополнительной информации посетите сайт Weldcraft по адресу www.weldcraft.com.
Купить онлайн Вольфрамовые электроды TIG
Вольфрамовый электрод TIG зеленого цвета Код AWS: EWP- Электрод из чистого вольфрама содержит 99,5%
- Превосходная проводимость, высокая прочность и производительность.
- Чистый вольфрам используется для сварки алюминиевых или магниевых сплавов
- Обычно используется с трансформаторными сварочными аппаратами
- Легко формирует шар на конце
- Вольфрам с церием отлично подходит для зажигания дуги с очень низкой силой тока.
- Лучше всего подходит для сварки таких сплавов, как титан, магний, медь и низколегированные стали
- Вольфрам с церием отлично подходит для зажигания дуги с очень низкой силой тока.

- 2% Торирование чаще всего используется для сварки постоянным током стали и нержавеющей стали.
- Хорошая общая производительность. Высокая прочность и низкая скорость горения.
- Торированные электроды откладывают меньше вольфрама в сварочную ванну по сравнению с другими электродами, что приводит к меньшему загрязнению сварного шва.
- 1,5% Лантанированный вольфрам содержит меньше лантана по сравнению с синим наконечником.
- Лучше всего использовать для приложений постоянного тока
- 2 % лантана – популярное универсальное применение, исключительно хорошо работает как с переменным, так и с постоянным током.
- Отлично подходит для сварки различных сплавов. Сталь, нержавеющая сталь, алюминий, магний, медь, титан и нержавеющая сталь
- 2 % лантана – популярное универсальное применение, исключительно хорошо работает как с переменным, так и с постоянным током.

- 0,8% Цирконированный вольфрам хорошо работает при более высоких токах.
- Отличная замена зеленому чистому вольфраму.
- Подходит как для инверторных, так и для трансформаторных сварочных аппаратов.
- Подходит для магниевых и алюминиевых сплавов
Доступные модели:
Вольфрамовый электрод для сварки вольфрамовым электродом (ЗЕЛЕНЫЙ) 1/16″ или 1,6 мм, длина 7″ — упаковка из 10 шт.
Добавить в корзину.
Добавить в корзину
Вольфрамовый электрод TIG (ЗЕЛЕНЫЙ) 1/8 дюйма или 3,2 мм, длина 7 дюймов — 10 шт. в упаковке
в упаковке
Номер детали: CTE500-GR-0187
Рекомендуемая производителем розничная цена:
44,98 € Добавить в корзину
Номер детали: CTE500-GY-1167
Рекомендованная производителем розничная цена:
12,19 € Добавить в корзину
Номер детали: CTE500-GY-3327
MSRP Цена:
29,73 €Добавить в корзину
Вольфрамовый электрод для сварки вольфрамовым электродом (СЕРЫЙ) 1/8″ или 3,2 мм, длина 7″ — 10 шт. в упаковке
Артикул: CTE500-GY-0187
Добавить в корзину
Вольфрамовый электрод для сварки вольфрамовым электродом (КРАСНЫЙ) 1/16″ или 1,6 мм, длина 7″ — 10 шт. в упаковке
Артикул: CTE500-RE-1167
Добавить в корзину
ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД TIG (КРАСНЫЙ) 3/32″ или 2,4 мм, длина 7″ — 10 шт.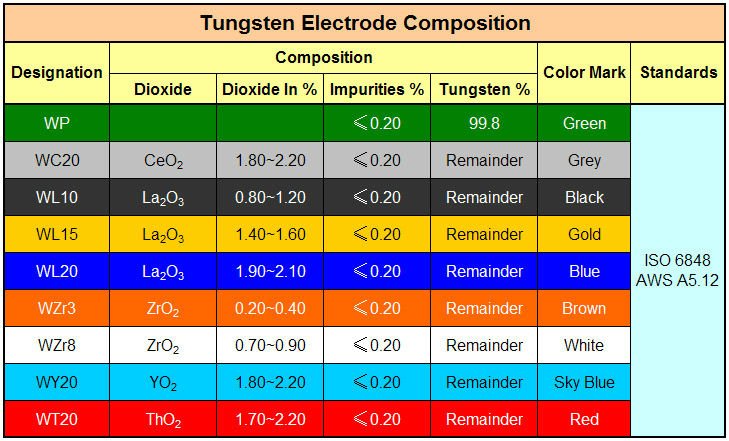 в упаковке
в упаковке
Номер детали: CTE500-RE-3327
Рекомендованная производителем розничная цена:
28,97 €.Номер детали: CTE500-RE-0187
MSRP Цена:
€ 48,80Добавить в корзину
Tig Tungsten Electrode (золото) 0,040 «или 1,0 мм, длина 7»-Пакет 10 907 440 «или 1,0 мм, длина 7»-Пакет 10 907 4440 «. Номер детали: CTE500-GO-0407
MSRP Цена:
10,67 €Добавить в корзину
Вольфрамовый электрод для сварки вольфрамовым электродом (ЗОЛОТО) 1/16″ или 1,6 мм, длина 7″ — 10 шт. в упаковке
Артикул: CTE500-GO-1167
Добавить в корзину
ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД TIG (ЗОЛОТО) 3/32″ или 2,4 мм, длина 7″ — 10 шт. в упаковке
Артикул: CTE500-GO-3327
В корзину
ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД TIG (ЗОЛОТО) 1/8″ или 3,2 мм, длина 7″ — 10 шт. в упаковке
в упаковке
Номер детали: CTE500-GO-0187
Рекомендуемая производителем розничная цена:
51,85 € В корзину
Номер деталей: CTE500-GO-5327
MSRP Цена:
€ 80,06Добавить в корзину
Tig Tungsten Electrod Номер детали: CTE500-BL-0407
MSRP Цена:
10,67 €Добавить в корзину
Вольфрамовый электрод для сварки вольфрамовым электродом (СИНИЙ) 1/16 дюйма или 1,6 мм, длина 7 дюймов — 10 шт. в упаковке
Артикул: CTE500-BL-1167
Добавить в корзину
ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД (СИНИЙ) 3/32″ или 2,4 мм, длина 7″ — 10 шт. в упаковке
Артикул: CTE500-BL-3327
В корзину
Вольфрамовый электрод для сварки вольфрамовым электродом (СИНИЙ) 1/8″ или 3,2 мм, длина 7″ — 10 шт.