Вольфрамовые электроды. Маркировка по цветам и способ применения
Вольфрамовые электроды используют для сварки, когда для заполнения сварочного шва используется металл из расплавленных совмещаемых материалов, либо дополнительно уложенный в шов материал. Расход вольфрамового электрода незначителен, он выполняет лишь роль проводника тока и поддерживает дугу горения бесконтактным способом, то есть она образуется на некотором расстоянии от электрода до места сварки.
Также часто, для работы с вольфрамовыми электродами, используется инертный газ, для предотвращении металла от окисления. Угловые и стыковые швы во всех пространственных положениях, выполняемые с помощью вольфрамовых электродов, могут производится полуавтоматически и автоматически.
Сварка вольфрамовыми электродами осуществляется в среде защитного газа. При сварке важно выдержать точную геометрию свариваемых кромок и обеспечить необходимо расстояние между электродом и металлом, для обеспечения дуги.
— WZ 8. Подходит для аргонодуговой сварки. С помощью вольфрамового электрода этой марки работают с алюминием, никелем и их сплавами.
— WC 20. С помощью этого электрода можно работать с высокосплавляющимися металлами, с бронзой, никелем, медью, титаном и другими сплавами.
— WL. Вольфрамовые электроды этой маркировки нужны для плазменной сварки, для напыления переменным и постоянным током. Они подходят для работ переменным и постоянным током на деталях из высоколегированной стали.
Существуют международные стандарты маркировки вольфрамовых электродов.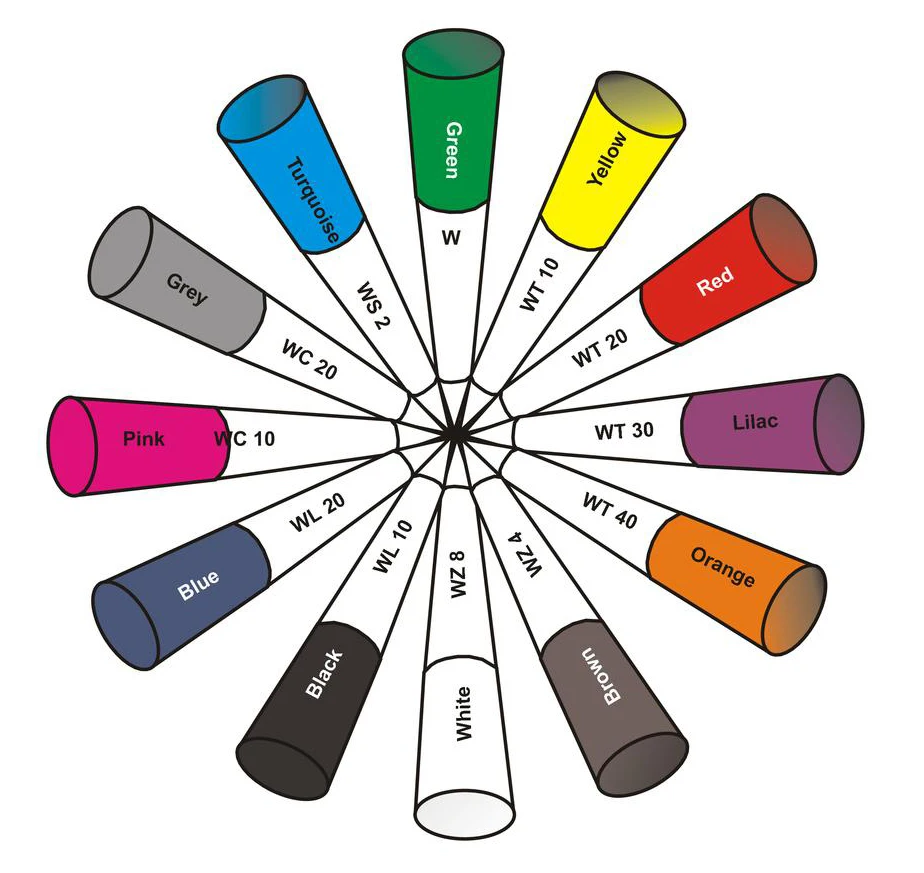
Обозначения основных оксидов, из которых состоят вольфрамовые электроды (дополнительная маркировка):
— P — чистый вольфрам;
— L — оксид лантана;
— C — оксид церия;
— T — оксид тория;
— Z — оксид циркония.
Особенности маркировки вольфрамовых электродов:
— Число, которое идет после буквенного обозначения, указывает процент добавок. Например, 20 говорит о том, что в составе электрода есть легирующий оксид 2%.
— Иногда указывается еще одно число после процента добавок. Оно означает длину вольфрамового электрода (в мм). По стандарту электроды имеют длину 50, 75, 150 и 175 мм.
О чем говорят цветовые отметки (маркировка) на вольфрамовых электродах:
— синий — WL 20 — в составе электрода есть оксид лантан 2%
— черный — WL 10 — электрод содержит оксид лантана 1%
— желтый — WT 10 — в составе электрода есть оксид тория 1%
— зеленый — WP — в составе электрода только чистый вольфрам
— фиолетовый — WT 30 — электрод содержит оксид тория 3%
— красный — WT 20 — в составе электрода есть оксид тория 2%
— оранжевый — WT 40 — электрод содержит оксид тория 4%
— золотой — WL 15 — в составе электрода есть оксид лантана 1,5%
— серый — WC 20 — электрод содержит оксид церия 2%
— белый — WZ 8 — в составе электрода есть оксид циркония 0,8%
Маркировка вольфрамовых электродов по цветам и составу
Как известно любому специалисту, для сварки, выполняемой в среде аргона, применяются вольфрамовые электроды, которые относятся к категории неплавящихся. Они отличаются большим разнообразием типов, определить каждый из которых помогает маркировка, наносимая на эти изделия в процессе производства.
Они отличаются большим разнообразием типов, определить каждый из которых помогает маркировка, наносимая на эти изделия в процессе производства.
Разновидности вольфрамовых электродов
Разбираемся в характеристиках вольфрамовых электродов
Вольфрамовые электроды – это тугоплавкие стержни, при помощи которых формируется электрическая дуга, необходимая для расплавления кромок соединяемых деталей и присадочного материала в процессе сварки. Используются такие электроды преимущественно для сварки в защитной среде аргона. С их помощью выполняют сварку различных конструкций, включая трубчатые. Вольфрам для этого выбран совсем не случайно, ведь именно он является самым тугоплавким металлом из всех имеющихся в природе.
Требования к маркировке, наносимой на стержни из вольфрама в процессе их производства, оговариваются в международных стандартах, что позволяет причислить эти изделия к определенному типу, в какой бы стране мира они ни были произведены. Согласно этим требованиям, в маркировке электрода должен быть отражен не только его тип, но и химический состав.

Определить вольфрамовые электроды можно по первой букве «W» (вольфрам), включенной в их обозначение. В составе большей части таких прутков присутствует небольшое количество легирующих добавок. Последние улучшают технические характеристики изделия и увеличивают срок его эксплуатации. О виде легирующего элемента, который содержится в вольфрамовом электроде, говорит вторая буква в маркировке.
В обозначении вольфрамовых прутков можно встретить следующие буквы, которые указывают на определенные легирующие добавки.
С (оксид церия)
Вольфрамовые электроды, содержащие данную легирующую добавку, являются универсальными изделиями, они используются для сварки любым типом тока, поддерживают стабильное горение дуги даже при небольших его значениях.
Схема сварочного процесса в аргоне с использованием вольфрамовых электродов
Z (оксид циркония)
Электроды из вольфрама, содержащие оксид церия, используются для сварки, осуществляемой на переменном токе. Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью. По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью. По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
L (оксид лантана)
Изделия, содержащие в своем составе данную легирующую добавку, обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, а также быстрое повторное зажигание. При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток. Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама.
Режимы сварки алюминиевых сплавов (переменный ток)
T (оксид тория)
Электроды из вольфрама, содержащие в своем составе оксид тория, являются очень популярными, так как обладают массой достоинств. Чаще всего такие изделия используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков. При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека. Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения.
Чаще всего такие изделия используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков. При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека. Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения.
Y (иттрий)
Изделия данного типа считаются самыми устойчивыми из всех вольфрамовых электродов, именно поэтому их используют для сварки особенно ответственных конструкций. Сварку с их применением осуществляют на постоянном токе.
P (чистый вольфрам)
Данная буква, присутствующая в маркировке, указывает на то, что изделие выполнено из вольфрама на 99,5%. Вольфрамовые электроды, которые не содержат в своем составе легирующих добавок, обеспечивают устойчивость дуги при сварке, осуществляемой на переменном токе. Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Для того чтобы специалист мог получить более полную информацию о вольфрамовых электродах, в их маркировке присутствуют и цифровые обозначения.
Первые цифры, стоящие после букв, указывают на точное содержание легирующей добавки в процентах. Так, цифра 20 означает, что в материале электрода содержится 2,0% соответствующей добавки, цифра 15 – 1,5% и т.д. Вторые цифры в обозначении прутка, отделенные от первых дефисом, указывают на длину изделия, выраженную в миллиметрах.
Наиболее распространенной является длина 175 мм, но также выпускаются электроды длиной 50, 75 и 150 мм. Детали с разными геометрическими параметрами варятся вольфрамовыми электродами различного сечения, значение которого может составлять 1; 1,6; 2; 2,4; 3; 3,2; 4; 4,8; 5,6; 6,4 мм.
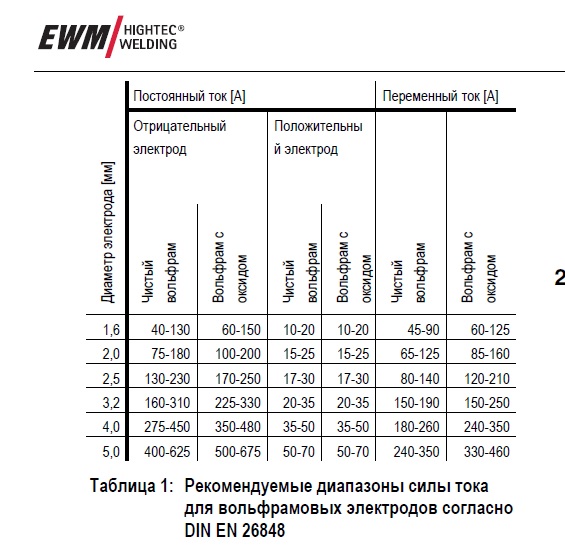
Таблица для выбора диаметра вольфрамового электрода для сварки в аргоне с учетом силы и рода тока
Для примера расшифруем маркировку электрода WL 10-75.
В нем, кроме вольфрама, содержится 1,0% оксида лантана. Длина данного изделия, согласно его обозначению, составляет 175 мм.
 В нем, кроме вольфрама, содержится 1,0% оксида лантана. Длина данного изделия, согласно его обозначению, составляет 175 мм.
В нем, кроме вольфрама, содержится 1,0% оксида лантана. Длина данного изделия, согласно его обозначению, составляет 175 мм.Для того чтобы с первого взгляда можно было определить, к какому виду относится вольфрамовый электрод и для чего его можно использовать, концы изделий разных марок окрашиваются разными цветами. Такие метки могут быть нанесены одним из следующих цветов:
- зеленый – изделия из чистого вольфрама, обозначаемые буквами WP;
- серый – электроды марки WC 20, в которых содержится 2% оксида церия;
- золотой – изделия марки WL 15, их состав дополнен 1,5% оксида лантана;
- черный – прутки марки WL 10, в состав которых добавлен 1% оксида лантана;
- синий – WL 20, в таких электродах имеется 2% оксида лантана;
- белый – электроды WZ 8, состав которых обогащен 0,8% оксида циркония;
- желтый – электроды марки WT 10, содержащие 1% оксида тория;
- красный – прутки WT 20, в составе которых имеется 2% оксида тория;
- фиолетовый – электроды WT 30, содержащие 3% оксида тория;
- оранжевый – изделия марки WT 40, включающие 4% оксида тория;
- темно-синий – вольфрамовые электроды WY 20, которые содержат 2% иттрия.

Цветовая маркировка вольфрамовых электродов
Марки и виды электродов
Электроды для нержавейки отличаются между собой различными характеристиками, в том числе и маркой. Чаще всего профессиональные сварщики для сварочных работ используют элементы следующих марок: ЦЛ-11, ОЗЛ-6 и НЖ-13.
Расходные элементы, выпускаемые под этой маркой, предназначены для сваривания элементов из нержавейки с высоким содержанием никеля и хрома. В качестве примера можно привести стали марки 08Х18Н12Т или 08Х18Н12Б. Именно наличие в составе нержавейки двух вышеназванных металлов и обеспечивает ей такое ценное качество, как высокая антикоррозионная стойкость. По этой причине при сварке заготовок из стали этой марки к созданию сварочного шва необходимо подходить с особым вниманием.
Читать также: Из чего делают формы для гипса
Сварка проводится вручную при температурном режиме от +450 градусов с использованием постоянного тока. Покрытие электрода содержит фтористые компоненты и карбонат. При помощи электродов можно сваривать заготовки в любом положении, за исключением вертикального.
При помощи электродов можно сваривать заготовки в любом положении, за исключением вертикального.
Для сварочных швов, выполняемых при помощи электродов этой марки, характерен ряд достоинств:
- сварка заготовок не сопровождается образованием брызг металла от сварочного стержня;
- сварочный шов имеет аккуратный вид и лишён неровностей;
- шов надежно защищен от процессов кристаллизации коррозии;
- высокая ударная вязкость;
- пластичность;
- прочность шва.
Электроды для сварки нержавейки этой марки предназначены для сваривания изделий и конструкций из нержавейки, которым в процессе эксплуатации предстоит испытывать воздействие температур до +1000 градусов. По своим положительным свойствам эти электроды не отличаются от предыдущего вида. Для сварки используется только постоянный ток.
Выпускаемые под этой маркой электроды для нержавейки предназначены для сваривания заготовок из пищевой стали. За годы их использования неоднократно удалось убедиться, что этот расходный материал прекрасно подходит для соединения не только сплавов с содержанием хрома и никеля, но и тех, которые имеют в составе в качестве одной из составляющих молибден.
Другие марки
Помимо уже рассмотренных марок электродов для нержавейки, существует и ряд других, которые часто используются при сварочных работах:
- ЗИО-8. Предназначены для сваривания заготовок из жаростойких нержавеющих сталей. Имеют стандартную обмазку, сваривание можно выполнять при постоянном токе и обратной полярности. Допускается использовать любой из доступных способов соединения — вертикальный, верхний или нижний.
- ЭФ400/10У. Эти электроды применяют для соединения деталей из нержавейки аустенитного класса. Изделия из этого металла рассчитаны на эксплуатацию в условиях агрессивных сред жидкого типа при температуре до +350 градусов.
- НИИ-48Г. Электроды универсального назначения. Могут использоваться для соединения ответственных конструкций из специальных низколегированных сталей. В них используется обычная обмазка, сварка может проводиться постоянным током при обратной полярности. В процессе сварки электроду можно придавать любое положение.
- ОЛЗ-17У. Применяют для сваривания электродуговым методом заготовок из нержавейки, предназначенных для эксплуатации в средах, содержащих фосфорную или серную кислоту. Сварка может проводиться в любом положении за исключением вертикального. Соединение деталей выполняется при токе постоянной величины и обратной полярности. Во время сварки с использованием электродов этой марки необходимо особое внимание уделить чистоте сварных кромок. Следует быть очень аккуратным при соединении деталей большой толщины, в отношении которых необходимо выполнить двустороннюю разделку сварных кромок.
- ЭА. Эти электроды выпускаются производителями в большом количестве вариаций. Большинство из них предназначено для сваривания ответственных конструкций, выполненных из высокопрочных легированных сталей. После сваривания заготовок с помощью электродов этой марки проводить дополнительную обработку сварочного шва не требуется. Рекомендуемый способ соединения — короткодуговая сварка.

Довольно часто профессиональные сварщики для проведения сварочных работ применяют электроды для нержавейки, выпускаемые шведской компанией ESAB:
- ОК 61. 30. Материал универсального назначения с невысоким содержанием углерода. Допускается легкий поджиг, сварочный шов имеет ровную поверхность, трудностей при отделении шлака от металла не возникает. Все электроды имеют рудно-кислую обмазку. Сварку можно проводить током постоянной или переменной величины обязательно при прямой полярности. Во время работы электрод можно держать в любом положении, за исключением вертикального.
- ОК 61.35. Предназначены для соединения ответственных конструкций, эксплуатация которых будет проходить в диапазоне температур от -196 до +400 градусов. Могут использоваться для соединения элементов трубопроводов разного назначения. Имеют стандартную обмазку, сварку разрешается проводить при токе постоянной величины и прямой полярности.
- ОК 67.45. Предназначены не только для сваривания заготовок из нержавейки, но и в качестве расходного материала для наплавки металлов с ограниченной свариваемостью. Во время сварочных работ используются для создания первого слоя, после чего на него наплавляют металлы, обладающие повышенной износостойкостью. Созданный при помощи электродов этой марки шов хорошо противостоит воздействию силы трения и высоким температурам, прост в обработке.
- ОК 63.30. Относятся к категории электродов универсального назначения. Можно применять для сваривания деталей из нержавейки любых марок.
 30. Материал универсального назначения с невысоким содержанием углерода. Допускается легкий поджиг, сварочный шов имеет ровную поверхность, трудностей при отделении шлака от металла не возникает. Все электроды имеют рудно-кислую обмазку. Сварку можно проводить током постоянной или переменной величины обязательно при прямой полярности. Во время работы электрод можно держать в любом положении, за исключением вертикального.
30. Материал универсального назначения с невысоким содержанием углерода. Допускается легкий поджиг, сварочный шов имеет ровную поверхность, трудностей при отделении шлака от металла не возникает. Все электроды имеют рудно-кислую обмазку. Сварку можно проводить током постоянной или переменной величины обязательно при прямой полярности. Во время работы электрод можно держать в любом положении, за исключением вертикального. Созданный при помощи электродов этой марки шов хорошо противостоит воздействию силы трения и высоким температурам, прост в обработке.
Созданный при помощи электродов этой марки шов хорошо противостоит воздействию силы трения и высоким температурам, прост в обработке.Прежде чем использовать для сварки нержавейки любой из вышеописанных электродов, их нужно прокалить. Однако вначале следует выяснить допустимый температурный режим для электродов выбранной марки.
Сферы использования вольфрамовых электродов различных марок
У вольфрамовых электродов, относящихся к каждому виду, есть отличительные характеристики, которые и определяют область их применения.
WP – зеленый наконечник
Электроды, выполненные из чистого вольфрама (WP), используются преимущественно для сварки на переменном токе, выполняемой в среде аргона. С их помощью производят аргонодуговую сварку изделий, выполненных из алюминия, алюминиевой бронзы (медно-алюминиевый сплав), магния, никеля, а также их сплавов.
Электроды данного вида имеют такие характеристики, как:
- плохая зажигаемость дуги;
- короткий срок службы;
- плохая переносимость значительной токовой нагрузки;
- безопасность для человеческого здоровья.
Режимы сварки меди вольфрамовым электродом (для стыковых соединений на медной охлаждаемой водой подкладке или подушке из флюса)
WC 20 – серый наконечник
Электроды WC 20 также используются для сварки в среде аргона, но с их помощью получают соединения деталей, выполненных из высоколегированных, в том числе нержавеющих сталей, высокосплавляющихся металлов (молибден, тантал и др.), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
К отличительным характеристикам вольфрамовых электродов этого типа следует отнести:
- хорошую зажигаемость дуги;
- продолжительный срок службы;
- хорошую переносимость значительных токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы аргонодуговой сварки титановых сплавов
WL – синий наконечник
Электроды с маркировкой WL (WL 10, WL 15, WL 20) предназначены для выполнения работ на переменном, а также постоянном токе (используется прямая полярность), с их помощью осуществляют напыление, плазменную сварку, соединение деталей небольшой толщины, изготовленных из обычных и высоколегированных сталей.
Перечислим характеристики вольфрамовых электродов данного типа:
- удовлетворительная зажигаемость дуги;
- длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы ручной сварки нержавеющей стали вольфрамовым электродом
WZ – белый наконечник
Электроды WZ 8 (наконечник белый) используются для сварки на переменном токе в среде аргона. Применяя их, выполняют аргонодуговую сварку изделий, выполненных из алюминия, медно-алюминиевых сплавов (алюминиевая бронза), магния, никеля и сплавов данных металлов.
К отличительным характеристикам вольфрамовых изделий данной марки относятся:
- удовлетворительная зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
WT 20 – красный наконечник
Изделия с маркировкой WT 20 применяются для арогонодуговой сварки на постоянном токе (используется прямая полярность). Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
Характеристики вольфрамовых электродов данного вида:
- хорошая зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость значительных токовых нагрузок;
- возможная опасность для человеческого здоровья.

К группе вольфрамовых электродов, в которых присутствует торий, также относятся изделия марок WT 30 и WT 40. Из-за значительного содержания данного радиоактивного элемента в составе электродов применять их не рекомендуется, пары от них наносят вред окружающей среде и человеческому здоровью.
Аргонодуговая сварка плавящимся электродом
Электродом в данном случае является стержень из металла. Он покрыт слоем рутила. Сварочная дуга зажигается из-за паров расплавленного металла, которые в аргоне дают ионизацию. Осциллятор в данном случае не применяется.
Цены на электроды этих категорий зависят не только от страны-производителя, но и от ценовой политики предприятий их выпускающих. В настоящее время вольфрамовые электроды имеют такую стоимость:
- электроды марки WP – от 3657 руб/кг;
- электроды марки WZ – от 5000 руб/кг;
- электроды марки WT – от 5000 руб/кг;
- электроды марки WY – от 5000 руб/кг;
- электроды марки WL – от 5000 руб/кг;
- электроды марки WC – от 4730 руб/кг.
Критерии выбора электрода из вольфрама
При выборе вольфрамовых прутков необходимо ориентироваться на такие их параметры, как:
- тип, химический состав и наличие легирующих добавок;
- диаметр, который оказывает влияние на толщину формируемого сварного шва;
- геометрия острия, определяющая многие характеристики сварочного процесса;
- качество заточки.
Естественно, на выбор электрода определенной марки значительное влияние оказывают и характеристики соединяемых деталей: размеры, состав материала и др. При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.
Основные критерии выбора электродов исходя из их свойств
Вольфрамовые электроды — экономичность и качество сварки
Редкий металл вольфрам имеет уникальную температуру плавления. Он является абсолютным лидером по тугоплавкости среди металлов, оставаясь твердым при супер высоких температурах. Эти свойства были использованы в производстве комплектующих для сварочных работ. При использовании вольфрамовых электродов на метр выполненного сварочного шва уходит менее грамма расплавленного металла. Вольфрамовые электроды используются в современных сварочных технологиях.
При использовании вольфрамовых электродов на метр выполненного сварочного шва уходит менее грамма расплавленного металла. Вольфрамовые электроды используются в современных сварочных технологиях.
WolfRahm — волчьи сливки?
Открытие металла состоялось еще в 18 веке. Именно тогда он получил странное (с точки зрения перевода на русский язык) название. Причиной стало свойство металла, который встречался в сопровождении оловянных руд и мешал выплавке олова. В процессе он переводил олово в белую пену шлаков.
Несмотря на то, что металл известен уже более двух веков, его массовое использование пришлось только на начало 20 столетия. Производителям сварочной техники стало понятно, что вольфрам и сварное дело — понятия неразделимые. Вольфрамовые электроды из чистого металла или с добавками — незаменимы при соединении металлов, требующих особых условий. Со времени начала промышленного использования, словосочетание «вольфрамовый электрод» стало символом прорыва в технологии сварки.
Лидером по запасам и добыче вольфрама является Китай, поэтому не стоит переживать, если на упаковке вольфрамовых электродов в качестве страны происхождения указывается КНР.
Условия применения
Чтобы избежать появления окислов на соединительном шве, сварка вольфрамовыми электродами производится исключительно в защитной среде — газовой. Задача газа — защитить зону сваривания металлов от кислорода и воды. Обязательное условие — газ должен быть инертным, то есть не вступать в химическую реакцию с материалом. Чаще для этих целей используют аргон, чуть реже — гелий. Могут использоваться специальные смеси газов. Причина частого применения аргона — доступность и универсальность.
Отметим, что формирование защитной газовой среды в разных сварочных системах происходит по-разному. Самая распространенная и доступная система предусматривает выброс инертного газа непосредственно из сопла горелки. Такой способ доступен для бытовых сварочных приборов. В промышленных условиях детали могут помещаться в специальные камеры, наполненные газом. Такие швы получаются максимально крепкими и качественными. Подобную технологию применяют в самолетостроении.
Такие швы получаются максимально крепкими и качественными. Подобную технологию применяют в самолетостроении.
Классификация и маркировка
Деление вольфрамовых электродов на классы имеет простое основание. Маркировка соответствует международному стандарту, поэтому никаких проблем с покупкой возникать не должно. Производителей может быть много, но маркировка остается типовой.
Вольфрамовые электроды для аргонодуговой сварки можно разделить на группы по типу тока, на котором можно проводить сварочные работы:
- переменная. С помощью электродов этой группы сваривают изделия из алюминия, магния, смесей и сплавов с ними. В этой группе находятся электроды из основного металла без примесей;
- постоянная. Сюда относят вольфрамовые электроды для аргонной сварки с композиционным составом;
- универсальная — может использоваться обратная полярность.
Иная, более детальная, классификация предусматривает деление на группы в зависимости от состава. Точнее — в зависимости от названия лигатуры в составе. Все они имеют особую маркировку, состоящую из букв и цифр. Начальная буква не меняется («W») и означает металл, из которого в основном состоят сварочные электроды — вольфрам. Следующая буква зависит от той легирующей добавки.
Все они имеют особую маркировку, состоящую из букв и цифр. Начальная буква не меняется («W») и означает металл, из которого в основном состоят сварочные электроды — вольфрам. Следующая буква зависит от той легирующей добавки.
Цифровые показатели в маркировке указывают на процентное содержание лигатуры и длину самого прутка. Предусмотрена простая цветовая маркировка наконечников электродов. Достаточно знать какой именно цвет нужен для конкретных условий аргонодуговой сварки.
Марки
На рынке реализуются следующие вольфрамовые электроды, где легирующая добавка определена латинской буквой:
- P — вольфрамовые электроды без примесей — зеленые отметки. Самые первые сварочные прутки из вольфрама на рынке. Состав: 99,5 % чистого металла. Произвели переворот в технологии сварки аргоновой дугой. С их помощью стало возможным варить без прожогов такие сложные материалы, как алюминий, магний, любые металлические смеси и сплавы. Особенность — достаточно долгий розжиг сварочной дуги. Российское обозначение серии — ЭВЧ — чистый;
- C — с церием — серые. Относятся к универсальному типу вольфрамовых электродов WC20 для аргонодуговой сварки. Содержание добавки — 2 %. Относятся к универсальной группе. Устойчивы, могут использоваться в работе с капризными металлами;
- Z — с цирконием — белые. Полноценная альтернатива электродам из чистого вольфрама, но с гораздо более высокими показателями быстроты формирования дуги, ее стабильности. Это заслуга небольшой доли циркония — всего 0,8 %. Недостаток — прутки очень требовательны к чистоте сварочной ванны, малейшие погрешности могут привести к эрозии наконечника;
- L — вольфрамовые электроды с лантаном — черные (1 %), золотые (1,5 %), синие (2 %). Лигатура равномерно распределяется по длине стержня, предотвращая эрозию наконечника при недостатке силы тока. Особенность — возможность быстрого повторного розжига. Российская маркировка — ЭВЛ;
- Т — с торием — красные (2 % лигатуры). Его наличие позволяет сваривать самые капризные и тонкие металлы, не допуская прожогов. На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;
- Y — с иттрием — синие (2 %). Среди перечисленных марок иттриевые электроды — самые устойчивые. Их использование оправдано при сварке конструкций, которые должны выдерживать огромные нагрузки. Отечественное обозначение по ГОСТу — ЭВИ.
 Российское обозначение серии — ЭВЧ — чистый;
Российское обозначение серии — ЭВЧ — чистый;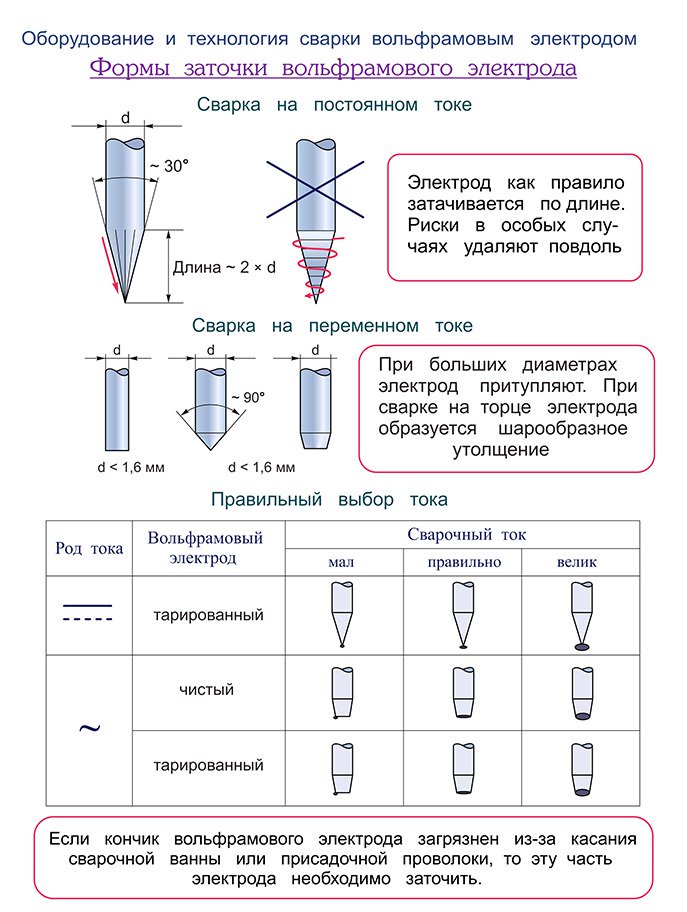 На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;
На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;Правила выбора
Выбирают вольфрамовые электроды, ориентируясь на:
- тип тока;
- легирующие добавки;
- диаметр стержня, влияющего на толщину будущего шва.
Вольфрамовые электроды для аргонной сварки нужно подготовить к работе. Сварщику придется предварительно заточить пруток. В этом заключается основной недостаток неплавящихся стержней и отличие от плавящихся. Последние не нуждаются в подготовке и могут использоваться сразу. Форму кончика вольфрамового электрода нужно постоянно проверять в процессе работы. Все дело заключается в потоках электронных частиц, направляющихся к кончику стержня. От интенсивности их движения зависит сила, с которой дуга давит на изделие. А от нее уже зависит равномерность проварки шва, его ровность, толщина и чистота.
Форму кончика вольфрамового электрода нужно постоянно проверять в процессе работы. Все дело заключается в потоках электронных частиц, направляющихся к кончику стержня. От интенсивности их движения зависит сила, с которой дуга давит на изделие. А от нее уже зависит равномерность проварки шва, его ровность, толщина и чистота.
Установлены жесткие требования, соблюдение которых позволит получить ровный красивый шов без пропусков и прожогов. Предусматриваются формы:
- шарика или полусферы — для серий WP и WL;
- иглы — для всех остальных.
Имеет значение и другой показатель — высота обработки наконечника. Ее определяют с помощью математических вычислений — необходимо умножить размер диаметра прутка на константу — 2,5. При диаметре 6 см понадобится заточить пруток на высоту 15 мм. Заточку осуществляют болгаркой или точильным станком.
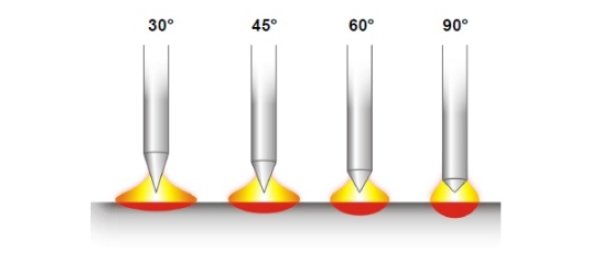
Еще один важный показатель, который влияет на качество сварки — угол. Правила выбора угла заточки:
- низкий уровень тока — 10 или 20 градусов;
- невысокий уровень тока — не более 30 градусов;
- высокий — до 120 градусов.

Из опыта — самый эффективный размер — от 20 до 90 градусов. Если он менее 20 градусов — вольфрамовый электрод быстро износится и придется приобретать новый. Если угол превышает показатели в 90 градусов, появляется риск нестабильной работы дуги.
Не имеет значения состав электрода, его легирующие добавки для выбора угла заточки. Важен только уровень подаваемого тока. Неправильно выбранный угол тут же приведет к видимым проблемам: неровный или шов с непроваренными участками, быстрое изнашивание расходника.
Советы
Наилучшим вариантом для вольфрамовых электродов аргонодуговой сварки является работа на постоянном токе прямой полярности. Особое внимание необходимо уделить заточке кончика прутка. Рекомендуется уделить внимание другим моментам:
- В процессе заточки не стоит усердствовать. Материал может перегреться и стать хрупким. Дальнейшее его использование будет вряд ли возможно, он просто раскрошится;
- Важно следить за качеством подаваемого газа. Объемная доля качественного аргона достигает 99,9 %. Если его качество низкое, это сразу станет заметно по потемневшему шву. Необходимо будет провести регулировку с помощью оборудования на баллоне;
- Важно наладить оптимальную силу тока, чтобы избежать эрозии наконечника прутка. Затупление или образование большой капли приведет к недолговечности электрода, пропуску участков расплавления, сквозным прожогам материала;
- Для получения качественного шва сварку проводят справа налево. Горелка удерживается в правой руке, а присадочная проволока — в левой.
 Объемная доля качественного аргона достигает 99,9 %. Если его качество низкое, это сразу станет заметно по потемневшему шву. Необходимо будет провести регулировку с помощью оборудования на баллоне;
Объемная доля качественного аргона достигает 99,9 %. Если его качество низкое, это сразу станет заметно по потемневшему шву. Необходимо будет провести регулировку с помощью оборудования на баллоне;В ряде случаев может применяться переменный ток. Сварка аргоном на переменном токе не столь требовательна к форме кончика прутка. Здесь важно просто подготовить электрод к сварке, придав кончику полукруглую форму. А вот к поверхностям, которые потребуется сварить, сварка на переменном токе очень чувствительна. Особенно это касается алюминия. Основное условие получения ровных сварных швов без непроваренных участков — очистка и тщательное удаление жировых следов с поверхности.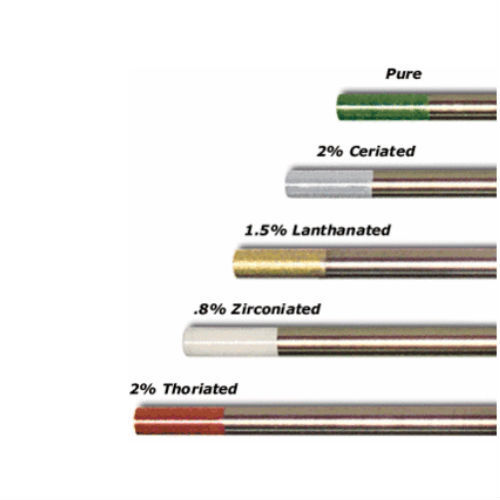
Используемая литература и источники:
- ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
- Cary, Howard B. & Helzer, Scott C. (2005), Modern welding technology, Upper Saddle River, New Jersey: Pearson Education
- Watkins, Arthur D. & Mizia, Ronald E, Optimizing long-term stainless steel closure weld integrity in DOE standard spent nuclear canisters, ASM International
Поделиться в социальных сетях
Вольфрамовые электроды для аргонодуговой сварки по цветам
В наши дни работы со сваркой получили достаточно обширное распространение, что связано с хорошим качеством получаемого шва и многими прочими моментами. Проводить сварку можно с применением особенного оборудования, а еще расходника – электродов. Вольфрамовые электроды для аргонодуговой сварки на данное время очень популярны. Они собой представляют неплавящийся подводник, предназначенного для работы в защитной обстановке. В качестве защитной среды используют газ аргона или гелия.
В качестве защитной среды используют газ аргона или гелия.
При использовании специализированного электрода для рельефной сварки необходимо учесть, что он предназначается для образования дуги и ее удерживания, не выступает как припоя. Для применения вольфрамовых электродов нужны специализированные инверторные аппараты. Классификацияимеет большое количество свойств, например, используются разные цвета для определения химического состава.
Маркировка вольфрамовых электродов
Вольфрам прекрасно подходит в качестве тугоплавкого материала, предназначенного для стабилизации появляющеся дуги. К свойствам этого расходника отнесем такие моменты:
- Выдержит долгую работу под большим напряжением.
- Используемый материал во время изготовления может держать долгое влияние большой температуры.
- Плавится вольфрам гораздо очень медленно, чем прочие материалы, используемые во время изготовления электродов.
Вольфрамовые электроды для аргонодуговой сварки классифицируются по цветам и многим иным признакам.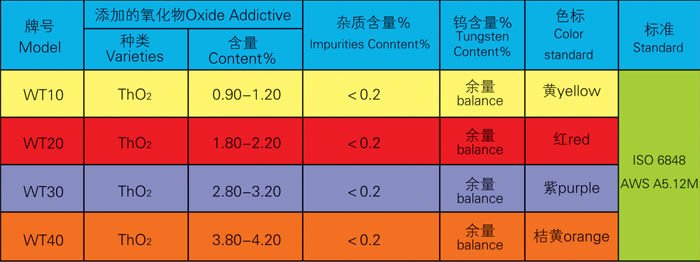 Дробление на классы дает возможность значительно облегчить выбор. При подборе берутся во внимание многие характерности процесса сварки металлов. Маркировка электродов проходит для определения размера прутка и химического состава, а еще иных важных параметров.
Дробление на классы дает возможность значительно облегчить выбор. При подборе берутся во внимание многие характерности процесса сварки металлов. Маркировка электродов проходит для определения размера прутка и химического состава, а еще иных важных параметров.
Характеристики самых разных марок вольфрамовых электродов
Уделяя внимание обозначению маркировки вольфрамовых электродов ТИГ и иных вариантов, выполнения необходимо отметить приведенные ниже моменты:
- Первый символ в маркировке, который указывает на использование вольфрама для ключевого материала во время изготовления электродов, всегда «W».
- Следующий символ предназначен для определения металлов. В основном, концентрация примесей указывается в процентном соответствии. Например, число 20 говорит о концентрации примеси 2%.
- Следующее число указывает на длину прутка. Наиболее популярным вариантом выполнения можно назвать вольфрамовый электрод с длиной 175 мм. На рынке можно повстречать и иные варианты выполнения рассматриваемого изделия.

Необходимо учесть, что пруток из чистого вольфрама на данный момент используется крайне редко, так как с ним как правило будут работать исключительно инверторные аппараты TIG (даже при их применении может появиться много сложностей). Примеси используются для изменения следующих критериев:
- проводимости;
- плавкости;
- дугообразования;
- прочности.
Западные стандарты, используемые при обозначении, формируют такие моменты:
- WP – обозначение, применяющееся для электродов с чистым вольфрамом. На примеси уходит менее 0,5%. Как раньше было отмечено, такие варианты выполнения очень сложно использовать при сварке.
- С – символ, используемый для определения примеси Церия. Необходимо учесть, что для этого варианта выполнения применяется также серый цвет определения. Подходит вольфрамовый электрод с аналогичной примесью для большинства аппаратов
- Т – используется для определения диоксида тория. Для маркировки аналогичного стержня применяют красный цвет. Область использования очень обширна, в основном, проходит плавка цветных металлов, например, нержавейки. При подборе такого варианта выполнения необходимо не забывать о его существенном недостатке – используемая лигатура очень часто радиоактивная. Собственно поэтому во время изготовления применяется столь яркий цвет. В период выполнения работы требуется соблюдать технику безопасности. Плюсом данного типа прудков можно назвать большую прочность.
- Z–обозначение оксида циркония. Для определения этой примеси применятся белый цвет. Очень часто такой способ выполнения вольфрамового электрода применяется при работе с медью или алюминием. За счёт конкретной концентрации оксида циркония увеличивается стабильность появляющеся дуги.
- Y – диоксид иттрия. Для определения этого легирующего элемента применяется темно-синий оттенок. Область использования – производственные цехи, в которых получают конструкцию, которая расчитана на выдерживание большой нагрузки.
- L – обозначение оксида лантана. Необходимо учесть, что этот вариант выполнения может маркироваться очень разным образом. Изделие считается многофункциональным предложением, которое подойдет для работы с постоянным и электрическим током. Ключевыми рабочими качествами можно считать большую прочность и стойкость к влиянию критических температур.
 Для маркировки аналогичного стержня применяют красный цвет. Область использования очень обширна, в основном, проходит плавка цветных металлов, например, нержавейки. При подборе такого варианта выполнения необходимо не забывать о его существенном недостатке – используемая лигатура очень часто радиоактивная. Собственно поэтому во время изготовления применяется столь яркий цвет. В период выполнения работы требуется соблюдать технику безопасности. Плюсом данного типа прудков можно назвать большую прочность.
Для маркировки аналогичного стержня применяют красный цвет. Область использования очень обширна, в основном, проходит плавка цветных металлов, например, нержавейки. При подборе такого варианта выполнения необходимо не забывать о его существенном недостатке – используемая лигатура очень часто радиоактивная. Собственно поэтому во время изготовления применяется столь яркий цвет. В период выполнения работы требуется соблюдать технику безопасности. Плюсом данного типа прудков можно назвать большую прочность.
Цветовая маркировка вольфрамовых электродов
Цветная маркировка вольфрамовых электродов используется для того, чтобы облегчить процесс выбора расходника к конкретным условиям работы.
Характерности сварки вольфрамовым электродом
Правильно подобрав сварочные электроды, можно только обеспечить условия для проведения хорошей работы. Каждый сварщик обязан знать все характерности сварки в аргоновой обстановке, когда используются неплавящиеся электроды из вольфрама. Среди свойств отметим такие моменты:
- При соединении нержавейки или остальных материалов наконечник выступает как проводника тока. Плавящиеся электродымогут иметь разнообразную форму наконечника, так как такой параметр не отражается на особенностях проводимой работы.
- За счёт правильной заточки сформировывается устойчивая дуга. Если позволить погрешность при заточке, образующаяся дуга будет неустойчивой, что не даст возможность получить качественный шов.
- При использовании вольфрамовых электродов принимается во внимание их состав и остальные моменты.
 Плавящиеся электродымогут иметь разнообразную форму наконечника, так как такой параметр не отражается на особенностях проводимой работы.
Плавящиеся электродымогут иметь разнообразную форму наконечника, так как такой параметр не отражается на особенностях проводимой работы.Сварка вольфрамовым электродом
В большинстве случаев без аналогичных электродов не получиться обойтись, однако при обыкновенной сварке их использовать не рекомендуется.
Заточка вольфрамовых электродов
Заточка вольфрамовых электродов должна проводиться для того, чтобы можно было получить ровный шов при самых небольших трудовых затратах. Заточка вольфрамовых электродов для сварки для аргоной сварки может проводиться для получения следующей формы:
- сферы;
- конуса.
По мимо этого, при проведении рассматриваемого процесса уделяют важно:
- углу заточки;
- длине участка, с которого снимается материал при заточке.

Длина устанавливается с помощью специализированной формулы, а вот выдерживать требуемый угол заточки очень и очень трудно.
Характерности заточки вольфрамовых стержней также заключаются в приведенных ниже моментах:
- С увеличением угла значительно увеличивается качество получаемого изделия, но появляются проблемы при сваривании компонентов, производимых из толстого металла.
- При выдерживании 60-ти градусов формирующаяся дуга становится более стабильной, перестает прыгать, благодаря чему сварочный процесс значительно упрощается.
Приведенная ваше информация определяет то, что угол заточки подбирается в зависимости от свойств определенного случая. Если предъявляют большие требования к получаемому шву, то заточка проходит под острым углом, если важна продуктивность, его можно уменьшить.
Правила заточки вольфрамовых электродов
Образование требующейся формы наконечника может проходит ручным способом или во время использования особенных инструментов. Для срезания материала может применяться углошлифовальная машинка или наждачный круг. По мимо этого, в продаже встречается и необходимое оборудование, которое предназначено для проведения рассматриваемой работы.
Для срезания материала может применяться углошлифовальная машинка или наждачный круг. По мимо этого, в продаже встречается и необходимое оборудование, которое предназначено для проведения рассматриваемой работы.
При выполнении заточки ручным способом могут допускаться следующие ошибки:
- Создается чрезмерно острый угол. За счёт допущения аналогичной ошибки материал начинает очень быстро плавиться, работа значительно затрудняется. Чрезмерно острый угол создается лишь на случай, когда необходимо получить качественный шов. Прежде чем проводить сварку при большом угле заточки следует чуть-чуть потренироваться, так как задача значительно затрудняется.
- Следует держать ширину. Очень большой или небольшой критерий оказывается основой, по которой нельзя выдерживать требуемые параметры проплавления шва.
- Очень часто можно встретить ситуация, при которой заточка проходит несимметрично. Это приводит к тому, что контролировать передвижение дуги становится крайне проблематично. Собственно поэтому при проведении работы не спешите, наиболее целесообразно проверять симметричность иногда, так как на определенном шаге поправить дефект уже будет невозможно.
- При критическом снижении угла заточки уменьшается степень проплавки получаемого шва.
- При использовании угловые шлифовальные машины есть вероятность того, что на поверхности появятся маленькие канавки. Такой дефект оказывается основой блуждания дуги. Собственно поэтому при проведении работы нужно быть осторожным, не необходимо делать резких движений.
 Собственно поэтому при проведении работы не спешите, наиболее целесообразно проверять симметричность иногда, так как на определенном шаге поправить дефект уже будет невозможно.
Собственно поэтому при проведении работы не спешите, наиболее целесообразно проверять симметричность иногда, так как на определенном шаге поправить дефект уже будет невозможно.Если аргонодуговая сварка проходит часто, то следует применить специализированный затачивающий станок. По мимо этого, определенные фирмы представляют необходимые услуги. Процесс заточки должен проводиться также с учетом того, какой материал будет обрабатываться.
Напоследок напомним, что стоимость вольфрамовых электродов очень большая. Это связано со сложностью производства, количеством и типом применяемых материалов во время изготовления. Выпускают такие изделия очень разные изготовители, большей популярностью пользуется продукция заграничных изготовителей, но можно выбрать и варианты выполнения, предлагаемые изготовителями из нашей страны.
Выпускают такие изделия очень разные изготовители, большей популярностью пользуется продукция заграничных изготовителей, но можно выбрать и варианты выполнения, предлагаемые изготовителями из нашей страны.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Выбор типа вольфрамового электрода и режимы сварки
Внешне вольфрамовые электроды различных марок неотличимы друг от друга. Для идентификации была принята цветовая маркировка. К примеру, зеленый цвет — чистый вольфрам WP, красный — WT20, синий — WL20 и т.д. В настоящий момент эта маркировка стандартизована и принята практически во всем мире.
Что касается рекомендаций по выбору марки, тут все зависит от того, какой материал будете сваривать. Свариваете алюминий, сплавы на основе алюминия или магний (хотя, за 20 лет работы я ни разу не столкнулся со сварщиком который бы варил магний; такие вообще бывают?) — выбираете электрод для сварки на переменном токе WP, WZ8 или универсальный WL20, WL15, WC20.
Свариваете нержавейку, чернягу, медь или любой другой металл (за исключением алюминия и магния) — берете вольфрам для сварки на постоянном токе WT20, WY20 или те же универсальные WL20, WL15, WC20.
На практике самая востребованная марка — WL20. Примерно в 2 раза меньше продается WT20. Потихоньку свое место на рынке отыгрывают относительно новые марки WZ8 (AC) и WY20 (DC). Кто-то покупает их на пробу и потом предпочитает работать уже этими марками, кто-то возвращается к WL20 или WT20. Преимущества у WZ8 и WY20 есть, но они не столь заметны и не во всех случаях актуальны. Скажем, использование WZ8 позволяет минимизировать включения вольфрама в шве, но в большинстве случаев и незначительное загрязнение при сварке WL20 вполне устраивает сварщика. Или WY20 — самые стойкие и «долгоиграющие» электроды, но неправильная заточка (к примеру, на отрезном круге, да еще «на коленке» и «на глазок») на порядок больше снижает время работы электрода, и в итоге преимущества не видно.
Важно выбрать верный род тока (переменный/постоянный) и полярность при сварке на постоянном токе. С родом тока все просто: переменный нужен только для сварки алюминия и его сплавов, магния и сплавов на его основе. Во всех остальных случаях лучше сваривать на постоянном токе.
С родом тока все просто: переменный нужен только для сварки алюминия и его сплавов, магния и сплавов на его основе. Во всех остальных случаях лучше сваривать на постоянном токе.
Что касается полярности на постоянном токе – есть два варианта:
• прямая полярность («-» на электроде) позволяет обеспечить более глубокий провар;
• обратная полярность («+» на электроде) обычно используются при сварке тонкостенных деталей или материалов, чувствительных к перегреву.
В таблице приведены рекомендации по выбору рода тока и полярности при сварке различных металлов.
Ну выбрали наконец-то тип электрода, что же дальше? А дальше выбираем диаметр электрода в зависимости от толщины свариваемых деталей. Тут все очень условно, жестких рамок нет, и выбор зависит от характеристик сварочного аппарата, требуемой глубины провара и т.д. Ну и, конечно, от диаметра электрода, который уже есть в наличии))
Выбор диаметра вольфрамового электрода в зависимости от толщины свариваемых деталей:
| Толщина детали | Диаметр электрода |
| до 2мм | 1,0 / 1,6 / 2,0мм |
| от 2 до 4 мм | 2,0 / 3,0 / 3,2мм |
| более 4мм | 4,0мм |
Рекомендуемый ток сварки в зависимости от вида электрода, его диаметра, а также рода тока:
| Диаметр электрода, мм | DC(постоянный ток), А | АС (переменный ток), А | ||||
| ПП («-» на электрод) | ОП («+» на электрод) | Баланс 50(+)/50(-)% | Баланс 30(+)/70(-)% | |||
| Легированный вольфрам | Легированный вольфрам | Чистый вольфрам | Чистый вольфрам | Легированный вольфрам | Легированный вольфрам | |
| 1,0 | 10-75 | — | — | 25-60 | 25-75 | 25-80 |
| 1,6 | 45-150 | 10-20 | 10-20 | 50-100 | 40-110 | 40-125 |
| 2,0 | 60-200 | 15-25 | 15-25 | 60-130 | 60-130 | 60-150 |
| 2,4 | 75-220 | 15-30 | 15-30 | 70-130 | 65-150 | 60-175 |
| 3,0 | 80-290 | 20-35 | 20-35 | 80-140 | 70-160 | 70-210 |
| 3,2 | 85-330 | 20-35 | 20-35 | 90-150 | 75-170 | 75-250 |
| 4,0 | 100-400 | 35-50 | 35-50 | 95-170 | 85-210 | 85-310 |
Рекомендации по выбору керамического сопла и расходу защитного газа в зависимости от диаметра вольфрамового электрода:
| Диаметр электрода, мм | Номер сопла | Сварка сталей, л/мин | Сварка алюминия, л/мин. | ||
| Обычное сопло | Газовая линза | Обычное сопло | Газовая линза | ||
| 1,0 | 4 или 5 | 3-5 | 3-4 | 3-6 | 3-5 |
| 1,6 | 4, 5 или 6 | 4-6 | 3-5 | 4-7 | 4-6 |
| 2,0-2,4 | 6, 7 или 8 | 5-7 | 4-5 | 5-10 | 5-7 |
| 3,0-3,2 | 7, 8 или 10 | 5-9 | 4-6 | 6-12 | 5-10 |
| 4,0 | 8 или 10 | 7-12 | 5-7 | 7-14 | 6-12 |
Заточка электродов.
При сварке на переменном токе вольфрамовый электрод либо совсем не заостряется, либо затачивается под небольшой конус, но в любом случае на конце электрода надо сформировать сферу. Такая форма оптимальна для стабильного горения дуги на переменном токе; также это увеличит срок службы электрода.
При сварке на постоянном токе вольфрамовый электрод затачивается под конус. Длина конуса примерно равна двум диаметрам. Чаще всего заточка производится под угол 30°. При таком угле достигается максимальная глубина провара, и при этом электрод минимально оплавляется, и, соответственно, реже требуется его перетачивать. Если сварка происходит на малых токах, то можно уменьшить угол заточки до 10-20°; если же на максимальных токах для этого диаметра электрода, то стоит увеличить угол заточки до 60-90-120º. По окончании заточки лучше затупить кончик электрода до диаметра 0,2-0,5мм. Это повысит устойчивость дуги.
Умные дядьки, которые пишут книги по сварке и, надеюсь, перед этим проводят исследования, рекомендуют обращать внимание на риски, возникающие при заточке электрода. Направление рисок должно быть вдоль электрода, а глубина их – минимальна. На практике многие сварщики разницы не замечают, но, раз ученые дядьки так сказали, то, наверное, так и есть))
И, напоследок, стоит ли покупать специальные машинки для заточки вольфрамовых электродов? На мой взгляд, для ручной аргонодуговой сварки они не нужны. А стоят при этом совсем нескромно. Приобретение таких агрегатов оправдано в случае роботизированной сварки. Во-первых, на фоне стоимости робота цена заточной машинки уже не кажется большой, а, во-вторых, при поточном производстве особенно важна точность и повторяемость результата.
А стоят при этом совсем нескромно. Приобретение таких агрегатов оправдано в случае роботизированной сварки. Во-первых, на фоне стоимости робота цена заточной машинки уже не кажется большой, а, во-вторых, при поточном производстве особенно важна точность и повторяемость результата.
Спасибо, что прочитали! Надеюсь, хоть часть приведенной информации принесет Вам пользу.
Сварка вольфрамовым электродом без газа
Главная / Электроды
Назад
Время на чтение: 2 мин
0
518
Вольфрамовые электрические проводники применяются при варке разных групп металлов. Изготавливают их из вольфрама. Это тугоплавящееся вещество, которое гарантирует беспрерывно горение дуги.
Эти электрические проводники относят к разряду нерасплавляемых. Они подвержены расплавлению при слишком завышенных температурных показателях. При обычном сварном процессе такие температурные режимы редко устанавливаются.
В результате этого количество использованных электрических проводников невелико. У все электродов есть свои опознавательные знаки. Обозначения на них наносятся цифровым или буквенным кодом. У вольфрамовых отличия определяются по цветовой гамме.
У все электродов есть свои опознавательные знаки. Обозначения на них наносятся цифровым или буквенным кодом. У вольфрамовых отличия определяются по цветовой гамме.
Этот маркировочный способ отличает их от остальных. Маркировочным знаком является окрас окончания электрического вольфрамового проводника. В нашей статье рассмотрим расшифровку цветовых и других знаков.
- Вводная информация
- Отличие по свету
- Буквенные знаки
- Резюме
Сварочные характеристики вольфрамовых электродов
Такие изделия продают в виде стержней, длина которых в среднем 175 мм. Для изготовления применяют чистый вольфрам, а также примеси других компонентов, улучшающих потребительские свойства продукции. В качестве защищающего газа чаще всего применяется аргон, гелий и т.п.
За счет повышенной температуры плавления, составляющей 3,4 тыс. C, в работе электроды расходуются мало, в основном присутствует небольшое испарение. Из-за этого их называют неплавящимися.
Производители выпускают продукцию различного диаметра.

С этим размером связано предназначение проволоки для различных токов сварки:
- 1 мм соответствует 50 А;
- 1,6 мм выдерживают до 100 А;
- 2 (2,4) мм рекомендованы при 200 А;
- если требуется повысить ток до 300 А, то подойдут стержни толщиной 3,2 мм;
- более 300 А берут самые толстые 4 мм.
Кроме того, электроды для сварки аргоном классифицируются по току:
- марки WY и WT для постоянного тока;
- разновидности WZ или WP для переменного тока на выходе;
- для WL, WC можно использовать ток любой характеристики.
Марки и маркировка
Электроды так же разбиваются по маркам, имеют буквенную маркировку, а концы прутков обозначаются определенны цветом. 1. WP(зеленый). Выполнен из вольфрама. Содержание в пределах 99,5%. Работают с магнием и алюминием. 2. WC-20 (серый). Содержит 2% оксида церия. Этот стержень универсальный. Применяют для сварки трубопроводов на неповоротных стыках. 3. WL-15, WL-20 (синий). С добавлением лантана, отличается устойчивой дугой. Самый используемый в промышленности. Швы из-под этого электрода долговечные и чистые. Работает на постоянном токе. 4. WT-20 (красный). В составе присутствует торий. Несмотря на радиоактивность, этот электрод очень «ходовой» благодаря отличным сварочным свойствам тория, который запросто соединяет самые «капризные» сплавы. Работает на постоянном токе. 5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию. 6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций. Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла. Иногда для одного изделия нужны разные марки.
С добавлением лантана, отличается устойчивой дугой. Самый используемый в промышленности. Швы из-под этого электрода долговечные и чистые. Работает на постоянном токе. 4. WT-20 (красный). В составе присутствует торий. Несмотря на радиоактивность, этот электрод очень «ходовой» благодаря отличным сварочным свойствам тория, который запросто соединяет самые «капризные» сплавы. Работает на постоянном токе. 5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию. 6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций. Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла. Иногда для одного изделия нужны разные марки.
Читать также: Как подключить сборочный стол в майнкрафт
Назначение и сфера использования
Чаще всего сварка вольфрамовым электродом требуется для работы со сталями углеродистых, конструкционных или нержавеющих марок, сплавами цветных металлов.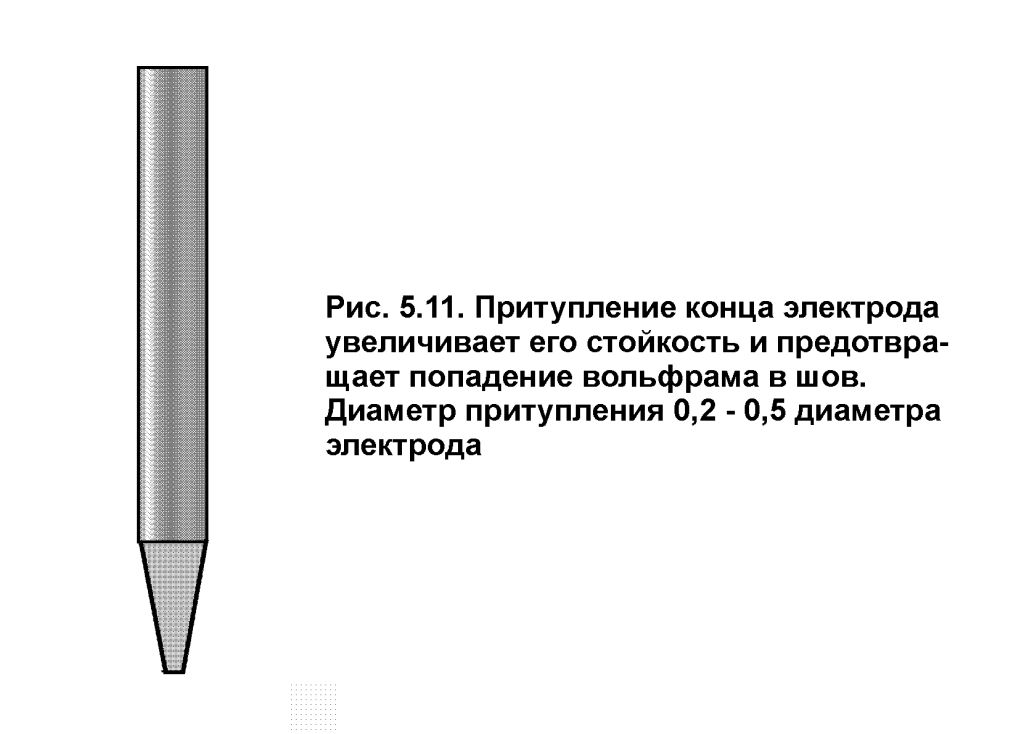 В результате операции шов будет ровным, без трещин.
В результате операции шов будет ровным, без трещин.
При изготовлении более сложных металлоконструкций применяют электрод из низкоуглеродистой стали.
При этом химическая целостность материалов не нарушается. Поэтому стык представляет собой монолитное соединение.
Рекомендуем к прочтению Как пользоваться электродами ОК 46
Электроды для TIG сварки востребованы в следующих областях промышленности:
- аэрокосмической;
- пищевой;
- медицинской;
- атомном и химическом машиностроении;
- на предприятиях ВПК.
Сферы применения
Если сваривание идет встык без зазора, то достаточно расплавить кромки свариваемых изделий под защитой аргона и получится хороший герметичный шов.
Если имеется зазор, то необходимо в область сварки вводить присадочную проволоку из того же материала, в результате получится прочный шов с большим сопротивлением на разрыв и излом.
Когда требуется применять TIG сварку к тугоплавким материалам, то используют гелий.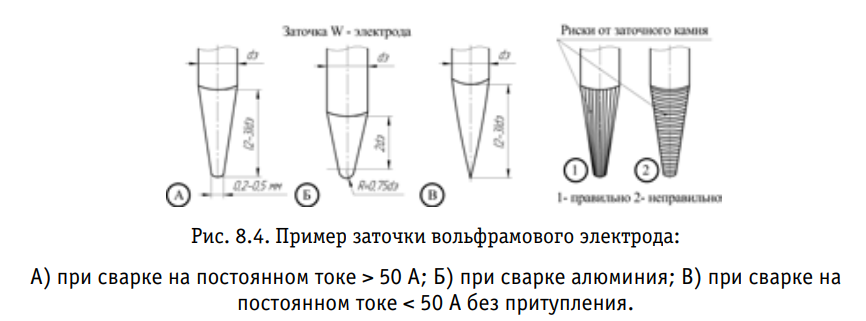 В среде этого газа электрическая дуга вырабатывает тепла в 1,5-2 раза больше, чем в аргоне. Поэтому происходит более глубокая проварка шва и увеличивается скорость сварки.
В среде этого газа электрическая дуга вырабатывает тепла в 1,5-2 раза больше, чем в аргоне. Поэтому происходит более глубокая проварка шва и увеличивается скорость сварки.
Читать также: Из чего изготовить форму для отливки
Применение аргона и гелия в пропорции 40/60 позволяет получить достоинства того и другого: стабильность дуги благодаря аргону, глубокое проплавление шва благодаря гелию.
Аргонодуговая сварка TIG получила распространение в машиностроении, в пищевой промышленности для изготовления посуды, в химической и нефтеперерабатывающей промышленности для производства емкостей. Без TIG сварки трудно представить автомастерскую или производство изделий из алюминия.
При желании любой человек может своими руками сделать TIG сварку из инвертора, для этого достаточно укомплектовать оборудование сварочной TIG горелкой, баллонами с аргоном. Нужна также вентильная система подачи газа.
Классификация и маркировки электродов
В целях облегчения подготовки к работе и исключения ошибки в выборе расходников для аргонной сварки, производители поделили их на классы, обозначив их принадлежность к классу вольфрамовых буквой W, находящейся вначале.
Далее обозначается лигатура (примесь), добавленная для улучшения сварочных характеристик:
- WP состоят из 99,5% чистого вольфрама;
- C добавлен церий;
- T содержат диоксид тория;
- L с оксидом лантана;
- Y примесью стал диоксид иттрия;
- Z оксид циркония.
Цифры означают процентное количество лигатур и длину стержня. Сведения о каждой марке есть в справочниках. Там надо найти таблицу, где описаны ее характеристики.
Кроме того, существует цветовая маркировка вольфрамовых электродов:
- WZ-8 с 0,8% оксида циркония с шарообразным кончиком для работы на переменных токах окрашены в белый цвет. Они производят мощную и устойчивую дугу. Рекомендованы для алюминия, бронзы, магния, никеля и их сплавов.
- WP зеленые лучше всего работают в среде аргона или гелия. Подходят для сварки магниевых и алюминиевых деталей.
- Универсальные WC-20 серого цвета с 2%-ным содержанием оксида церия запускают дугу на низких токах. Используются на трубопроводах, при сварке тонких стальных листов, а также молибдена, тантала, ниобия,титана и т. д.
- Золотистые WL-15 и синие WL-15 содержат 1,5% и 2% оксида лантана, который увеличивает рабочий ток. Такие неплавящиеся электроды характеризуются легким первоначальным розжигом дуги, сниженным наполовину износом стержня, чистотой шва и малой склонностью к прожигу тонких листов. Применяются для соединения высоколегированных сталей, медных, бронзовых, алюминиевых деталей на переменном и постоянном токе.
- От 1,8% до 2,2% иттрия находятся в составе темно-синих стержней WY-20. Работают с углеродистыми, низколегированными и нержавеющими сталями, титаном, медью и их сплавами.
- Наконечники электродов WT-20 окрашены в красный цвет и содержат оксид тория. Для сваривания на постоянном токе они стали наиболее популярными из всех вольфрамовых расходников благодаря малому расходу проволоки, сменному углу заточки и приспособленностью к сварке практически любых цветных металлов. Недостатком стала пыль, которая образуется при обработке кончика. Поскольку торий радиоактивен, то она наносит вред здоровью и окружающей среде. Постоянное использование таких электродов требует улучшенной системы вентиляции.
 д.
д. Постоянное использование таких электродов требует улучшенной системы вентиляции.
Постоянное использование таких электродов требует улучшенной системы вентиляции.Рекомендуем к прочтению Правила подбора электродов для сварки чугуна
Классификация и маркировка
Деление вольфрамовых электродов на классы имеет простое основание. Маркировка соответствует международному стандарту, поэтому никаких проблем с покупкой возникать не должно. Производителей может быть много, но маркировка остается типовой. Вольфрамовые электроды для аргонодуговой сварки можно разделить на группы по типу тока, на котором можно проводить сварочные работы:
- переменная. С помощью электродов этой группы сваривают изделия из алюминия, магния, смесей и сплавов с ними. В этой группе находятся электроды из основного металла без примесей;
- постоянная. Сюда относят вольфрамовые электроды для аргонной сварки с композиционным составом;
- универсальная — может использоваться обратная полярность.
Иная, более детальная, классификация предусматривает деление на группы в зависимости от состава. Точнее — в зависимости от названия лигатуры в составе. Все они имеют особую маркировку, состоящую из букв и цифр. Начальная буква не меняется («W») и означает металл, из которого в основном состоят сварочные электроды — вольфрам. Следующая буква зависит от той легирующей добавки.
Точнее — в зависимости от названия лигатуры в составе. Все они имеют особую маркировку, состоящую из букв и цифр. Начальная буква не меняется («W») и означает металл, из которого в основном состоят сварочные электроды — вольфрам. Следующая буква зависит от той легирующей добавки.
Цифровые показатели в маркировке указывают на процентное содержание лигатуры и длину самого прутка. Предусмотрена простая цветовая маркировка наконечников электродов. Достаточно знать какой именно цвет нужен для конкретных условий аргонодуговой сварки.
Марки
На рынке реализуются следующие вольфрамовые электроды, где легирующая добавка определена латинской буквой:
- P — вольфрамовые электроды без примесей — зеленые отметки. Самые первые сварочные прутки из вольфрама на рынке. Состав: 99,5 % чистого металла. Произвели переворот в технологии сварки аргоновой дугой. С их помощью стало возможным варить без прожогов такие сложные материалы, как алюминий, магний, любые металлические смеси и сплавы. Особенность — достаточно долгий розжиг сварочной дуги. Российское обозначение серии — ЭВЧ — чистый;
- C — с церием — серые. Относятся к универсальному типу вольфрамовых электродов WC20 для аргонодуговой сварки. Содержание добавки — 2 %. Относятся к универсальной группе. Устойчивы, могут использоваться в работе с капризными металлами;
- Z — с цирконием — белые. Полноценная альтернатива электродам из чистого вольфрама, но с гораздо более высокими показателями быстроты формирования дуги, ее стабильности. Это заслуга небольшой доли циркония — всего 0,8 %. Недостаток — прутки очень требовательны к чистоте сварочной ванны, малейшие погрешности могут привести к эрозии наконечника;
- L — вольфрамовые электроды с лантаном — черные (1 %), золотые (1,5 %), синие (2 %). Лигатура равномерно распределяется по длине стержня, предотвращая эрозию наконечника при недостатке силы тока. Особенность — возможность быстрого повторного розжига. Российская маркировка — ЭВЛ;
- Т — с торием — красные (2 % лигатуры). Его наличие позволяет сваривать самые капризные и тонкие металлы, не допуская прожогов. На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;
- Y — с иттрием — синие (2 %). Среди перечисленных марок иттриевые электроды — самые устойчивые. Их использование оправдано при сварке конструкций, которые должны выдерживать огромные нагрузки. Отечественное обозначение по ГОСТу — ЭВИ.
 Особенность — достаточно долгий розжиг сварочной дуги. Российское обозначение серии — ЭВЧ — чистый;
Особенность — достаточно долгий розжиг сварочной дуги. Российское обозначение серии — ЭВЧ — чистый; Его наличие позволяет сваривать самые капризные и тонкие металлы, не допуская прожогов. На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;
Его наличие позволяет сваривать самые капризные и тонкие металлы, не допуская прожогов. На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;Правила выбора
Выбирают вольфрамовые электроды, ориентируясь на:
- тип тока;
- легирующие добавки;
- диаметр стержня, влияющего на толщину будущего шва.
Вольфрамовые электроды для аргонной сварки нужно подготовить к работе. Сварщику придется предварительно заточить пруток. В этом заключается основной недостаток неплавящихся стержней и отличие от плавящихся. Последние не нуждаются в подготовке и могут использоваться сразу. Форму кончика вольфрамового электрода нужно постоянно проверять в процессе работы. Все дело заключается в потоках электронных частиц, направляющихся к кончику стержня. От интенсивности их движения зависит сила, с которой дуга давит на изделие. А от нее уже зависит равномерность проварки шва, его ровность, толщина и чистота.
Последние не нуждаются в подготовке и могут использоваться сразу. Форму кончика вольфрамового электрода нужно постоянно проверять в процессе работы. Все дело заключается в потоках электронных частиц, направляющихся к кончику стержня. От интенсивности их движения зависит сила, с которой дуга давит на изделие. А от нее уже зависит равномерность проварки шва, его ровность, толщина и чистота.
Установлены жесткие требования, соблюдение которых позволит получить ровный красивый шов без пропусков и прожогов. Предусматриваются формы:
- шарика или полусферы — для серий WP и WL;
- иглы — для всех остальных.
Имеет значение и другой показатель — высота обработки наконечника. Ее определяют с помощью математических вычислений — необходимо умножить размер диаметра прутка на константу — 2,5. При диаметре 6 см понадобится заточить пруток на высоту 15 мм. Заточку осуществляют болгаркой или точильным станком.
Еще один важный показатель, который влияет на качество сварки — угол. Правила выбора угла заточки:
Правила выбора угла заточки:
- низкий уровень тока — 10 или 20 градусов;
- невысокий уровень тока — не более 30 градусов;
- высокий — до 120 градусов.
Из опыта — самый эффективный размер — от 20 до 90 градусов. Если он менее 20 градусов — вольфрамовый электрод быстро износится и придется приобретать новый. Если угол превышает показатели в 90 градусов, появляется риск нестабильной работы дуги.
Не имеет значения состав электрода, его легирующие добавки для выбора угла заточки. Важен только уровень подаваемого тока. Неправильно выбранный угол тут же приведет к видимым проблемам: неровный или шов с непроваренными участками, быстрое изнашивание расходника.
Процесс заточки
Если плавящиеся электроды сразу готовы к использованию, то вольфрамовые нужно предварительно подготовить. Предварительные работы состоят в контроле состояния кончика стержня.
Перемещение потока электронов, разделение энергии и давление дуги на поверхность во время сварки зависит от его формы. От геометрии носика зависит глубина проварки, размеры и форма сварочного стыка.
От геометрии носика зависит глубина проварки, размеры и форма сварочного стыка.
Из-за этого надо сначала заточить конец согласно правилам, зависящим от условий работы и типа стержня:
- сферический кончик у марок WP и WL;
- легкая выпуклость характерна для электродов WT;
- WC, WY, WT, и WZ затачивают под конус с некоторыми изменениями по ситуации.
Длина заточки определяется как произведение диаметра электрода на константу 2,5.
Инструмент, которым рекомендовано пользоваться – точильный круг или болгарка.
Иногда стержень зажимают в патрон электродрели и вращают на малых оборотах по наждаку, добиваясь нужной формы и равномерности стачивания.
Кроме геометрической формы важно соблюсти угол, на который затачивается электрод перед сваркой:
- для низких токов этот показатель равен 10-20°;
- работа на средних значениях требует придерживаться 20-30°;
- максимальная мощность требует доводить остроту до 60-120°.
Выбор угла заточки влияет на стабильность дуги, ее устойчивость и ресурс работы самого стержня. Если заточить кончик менее, чем на 20 градусов, проволока будет расходоваться быстрее, а при показателе более 90 градусов появляется неустойчивая дуга.
Ошибки при формировании наконечника вольфрама приводят к таким последствиям:
- неправильной ширине шва;
- непровару стыка;
- нарушению симметрии свариваемых деталей;
- блужданию дуги.
Рекомендуем к прочтению Какие электроды используются по нержавейке
При появлении любого из этих недостатков надо остановит сварку и исправить угол заточки стержня.
Особенности сварки с помощью вольфрама
Аргонной сварке неплавящимися электродами характерна своя специфика:
- возможность работы в разных режимах ручном, автоматическом или полуавтоматическом;
- соединение металлов возможно без присадки за счет расплавленного с краев металла, формирующего сварной шов;
- допускается сваривать детали толщиной менее 0,1 мм;
- воздух во время процесса вытесняется из рабочей зоны, что подразумевает использование мощной вентиляции;
- образование дуги происходит без соприкосновения с соединяемым элементом;
- для уменьшения расхода проволоки надо подбирать нужную величину силы тока;
- защитное облако также экономит стержень;
- расход газа зависит от толщины металла, скорости сварки, разновидности шва.

Какие марки лучшие
Вольфрамовые электроды представлены как зарубежными, так и отечественными производителями.
Наиболее популярными стали:
- продукция шведской компании ESAB, выпускаемая не только в Европе, но и на российских заводах;
- высокая цена стержней фирмы Fubag из Германии соответствует их качеству;
- весь спектр электродов из вольфрама есть в каталоге итальянского бренда BlueWeld;
- лантановая проволока ЭВЛ завода Экотек.
Кроме продукции крупных заводов, торговые предприятия предлагают изделия множества китайских производителей. Самыми популярными стали Shaanxi Yuheng Tungsten Molybdenum Industrial Co., Ltd, свыше 15 лет выпускающая электроды из вольфрама, Hangzhou Linan Dayang Welding Material Co., Ltd и др.
Что означает цвет вольфрамового электрода?
Что означает цвет вольфрамового электрода?
- Опубликовано: 23.06.2021
На этот раз мы более подробно рассмотрим сварку TIG, процесс сварки, в котором используются вольфрамовые электроды и который зависит от твердости вольфрама и устойчивости к высоким температурам для передачи сварочного тока на сварочную дугу.
Но вольфрамовых электродов не один, они различаются по цветам.Наиболее распространенные цвета электродов, которые вы увидите:
.- зеленый,
- красный, золото
- ,
- серый,
- оранжевый,
- синий.
1. Код зеленого цвета
Зеленый цвет указывает на электрод из чистого вольфрама, содержащий 99,59 % вольфрама. Эти электроды обычно используются для сварки постоянным током, так как они не обеспечивают сильной дуги. В случае сварки переменным током они обеспечивают высокую стабильность дуги.
2. Код красного цвета
Вольфрамовые электроды с красным цветовым кодом содержат 97,30 % вольфрама и до 2,20 % тория.Поскольку этот электрод работает при температуре ниже температуры плавления, он обеспечивает гораздо более медленное истирание. Именно последнее делает их одними из наиболее широко используемых в этом процессе, и они используются для сварки тонколистового металла.
3. Код золотого цвета
В данном случае речь идет об электродах, известных сварщикам как электроды с содержанием 1,5 % лантана. Это связано с тем, что они содержат до 1,70 % лантана в дополнение к минимуму 97,80 % вольфрама. По удельным характеристикам они достаточно близки как к цериевым, так и к ториевым электродам.Еще одной важной особенностью этих электродов является то, что по сравнению с электродами из чистого вольфрама максимальная проводимость электрического тока может быть увеличена примерно на 50 % для данного размера электрода.
Это связано с тем, что они содержат до 1,70 % лантана в дополнение к минимуму 97,80 % вольфрама. По удельным характеристикам они достаточно близки как к цериевым, так и к ториевым электродам.Еще одной важной особенностью этих электродов является то, что по сравнению с электродами из чистого вольфрама максимальная проводимость электрического тока может быть увеличена примерно на 50 % для данного размера электрода.
4. Код серого цвета
Серые электроды представляют собой вольфрамовые электроды, содержащие неуказанные добавки оксидов редких металлов. Производитель этих электродов должен четко указывать каждую добавку на упаковке.
5. Код оранжевого цвета
Эти вольфрамовые электроды также содержат не менее 97,30 % вольфрама с добавлением до 2,20 % церия.Они используются для сварки более тонких и чувствительных деталей, но в принципе очень похожи на те вольфрамовые электроды с торием, т.е. с красным цветовым кодом.
6. Код синего цвета
Синие вольфрамовые электроды содержат 98 % вольфрама и 2 % оксида лантана и дают результаты, очень похожие на вольфрамовые электроды с красной цветовой маркировкой. Они характеризуются легким и быстрым зажиганием дуги и долгим сроком службы. Они используются для сварки высоколегированных и низколегированных сталей, алюминия, магния, меди, никеля и титана.
Они характеризуются легким и быстрым зажиганием дуги и долгим сроком службы. Они используются для сварки высоколегированных и низколегированных сталей, алюминия, магния, меди, никеля и титана.
Что такое сварка TIG?
Сварка TIG (T — вольфрам / I — инертный / G — газ) включает сварку неплавким вольфрамовым электродом в инертном газе, таком как аргон, гелий или аналогичный. Он используется для сварки тонкой нержавеющей стали, а также для соединения алюминиевых, магниевых и медных сплавов.
Сварка ВИГ
используется более опытными сварщиками и в основном используется в аэрокосмической промышленности, а также для сварки тонкостенных труб меньшего диаметра.
Руководство Джо по последним изменениям цветового кода вольфрамовых электродов
В этом году на рынке вольфрамовых электродов произошло немало изменений. Одно из заметных изменений связано с Weldcraft, одним из самых надежных брендов в TIG/GTAW. Они только что выпустили более прочную и полностью обновленную линейку вольфрамовых электродов.
Одно из заметных изменений связано с Weldcraft, одним из самых надежных брендов в TIG/GTAW. Они только что выпустили более прочную и полностью обновленную линейку вольфрамовых электродов.
Несмотря на то, что качество или состав их вольфрамовых электродов премиум-класса не изменились, они внесли некоторые существенные изменения в ассортимент продукции, добавив вольфрам, содержащий цирконий, и вольфрам, содержащий 2% лантана.Кроме того, несколько изменений в обозначениях цветового кода теперь полностью приводят линейку электродов Weldcraft в соответствие со стандартами AWS и ISO.
Эти изменения цвета являются долгожданной стандартизацией на рынке, который на протяжении многих лет был немного неравномерным. Ранее цветовые коды вольфрамовых электродов AWS и ISO отличались для определенных материалов, таких как цериат, редкоземельный металл и циркониевый сплав. Это привело к некоторой путанице на рынке, когда разным производителям приходится выбирать, какое обозначение использовать. Но в последние годы AWS переклассифицировал цветовые коды, чтобы они соответствовали ISO. Принятие компанией Weldcraft этих новых обозначений приведет к дальнейшей унификации обозначений вольфрамовых электродов. Новые обозначения следующие:
Но в последние годы AWS переклассифицировал цветовые коды, чтобы они соответствовали ISO. Принятие компанией Weldcraft этих новых обозначений приведет к дальнейшей унификации обозначений вольфрамовых электродов. Новые обозначения следующие:
Класс AWS Цвет Легирующий элемент
EWP Зеленый Нет
EWCe-2 Серый 2 % Церий
EWLa-1.5 Золото 1,5 % лантана
EWLa-2 Синий 2 % лантана
EWTh-2 Красный 2 % Торий
EWZr-1 Коричневый Цирконий
EWG Небесно-голубой Редкоземельные сплавы не указаны
С исчезновением бренда вольфрамовых электродов Sylvania расширение линейки продуктов Weldcraft является долгожданным дополнением к рынку электродов премиум-класса.
Примечание.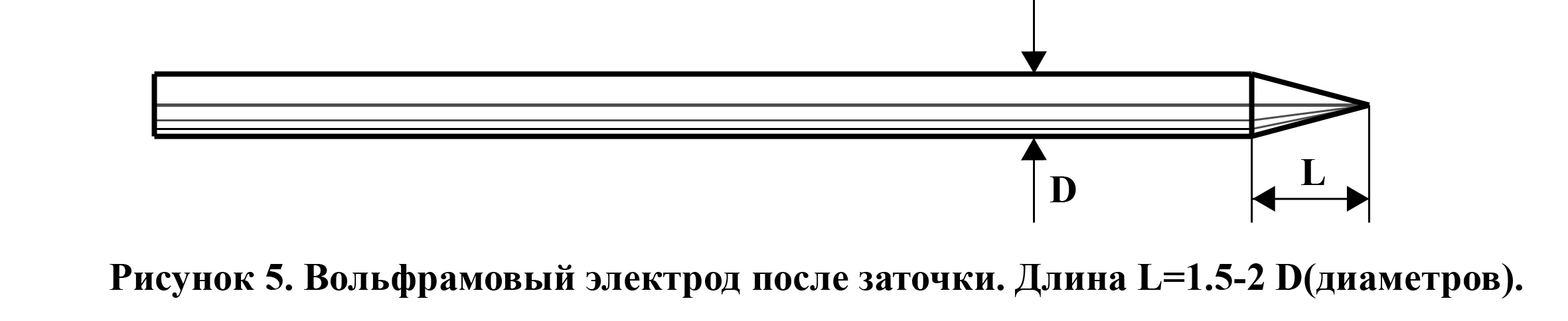 Хотя обозначение небесно-голубого цвета для редкоземельных вольфрамовых электродов не было принято AWS, оно соответствует цветовому коду нескольких европейских и американских производителей, включая вольфрамовые электроды ArcTime Hybrid Performance.
Хотя обозначение небесно-голубого цвета для редкоземельных вольфрамовых электродов не было принято AWS, оно соответствует цветовому коду нескольких европейских и американских производителей, включая вольфрамовые электроды ArcTime Hybrid Performance.
СВЯЗАННЫЕ: Для получения дополнительной информации о выборе правильных вольфрамовых электродов для сварки TIG нажмите здесь.
Описание вольфрамовых электродовTIG (с таблицей цветов)
Выбор правильного вольфрамового электрода является важной частью сварки TIG.
Полярность тока, источник питания, толщина материала и тип металла играют роль при выборе вольфрама.
Правильно подобранный вольфрамовый электрод в соответствии с требованиями сварного шва экономит время и деньги. Но что еще более важно, это снижает усилия, необходимые для получения чистых сварных швов TIG, поскольку резко улучшает качество сварки.
Типы вольфрамовых электродов и их применение
Вольфрамовые электроды классифицируются на основе их химического состава, а именно основного используемого оксида и его процентного содержания в общей массе электрода. Чтобы упростить задачу, всем различным вольфрамовым электродам присвоены разные коды и цвета.
Чтобы упростить задачу, всем различным вольфрамовым электродам присвоены разные коды и цвета.
Оксиды в основном представляют собой торий, лантан, цирконий и церий. Их добавление может варьироваться от 0,7 до 4%.
В приведенной ниже цветовой таблице представлены различные вольфрамовые электроды для сварки TIG, с которыми вы можете столкнуться:
Чистый вольфрам EWP/WP (Цвет: зеленый)
Основной оксид : Нет
Электроды из чистого вольфрама обеспечивают хорошую стабильность при сварке переменным («AC»), но могут использоваться с постоянным током («DC») и защитным газом аргоном или гелием.Как правило, они дешевле, имеют меньшую токопроводящую способность и меньшую стойкость к загрязнению сварного шва.
Электроды EWP в основном используются для сварки магния и алюминия, так как они сохраняют чистый закругленный конец. Однако они, как правило, используются в менее ответственных случаях, когда допустимо незначительное загрязнение сварочной ванны вольфрамом.
См. популярный зеленый пример здесь.
Торированный
ЭлектродыEWTh-X содержат оксид тория (Thoria), который увеличивает срок службы и обеспечивает высокую эмиссию электронов, лучшую стабильность дуги и повышенную стойкость к загрязнению вольфрамом.Торий является радиоактивным материалом, и необходимо точно соблюдать все меры безопасности, особенно при шлифовке торированных вольфрамовых электродов.
Желтый EWTh-1/WT10
Основной оксид : 0,8–1,2 % оксида тория (ThO₂)
Этот торированный вольфрамовый электрод предназначен для применения на постоянном токе. Желтый EWTh-1 хорошо сохраняет заточку, что делает его желательным для сварки углеродистой стали. Сложно поддерживать закругленный конец при использовании с переменным током.
Красный EWTh-2/WT20
Основной оксид : 1,7–2,2 % оксида тория (ThO₂)
Более высокое содержание тория в красных электродах обеспечивает лучшие рабочие характеристики, чем в желтых EWTh-1. Это отличный выбор для титановых сплавов, никелевых сплавов, медных сплавов и коррозионностойких сталей.
Это отличный выбор для титановых сплавов, никелевых сплавов, медных сплавов и коррозионностойких сталей.
Этот электрод имеет гораздо более высокую температуру плавления, чем другие вольфрамовые электроды. Таким образом, он имеет значительно меньший расход и обеспечивает более стабильную дугу.Благодаря своим превосходным характеристикам красный электрод является наиболее часто используемым вольфрамовым электродом благодаря его долговечности и простоте использования.
Посмотрите популярный красный пример здесь.
Ceriated EWCe-2/WCe20 (цвет: серый, ранее оранжевый)
Основной оксид : 1,8-2,2% оксид церия (CeO₂)
Вольфрамовые электроды с церием содержат около двух процентов оксида церия (церия). Эти электроды имеют более легкий запуск дуги и стабильность по сравнению с электродами из чистого вольфрама.
В отличие от ториевых электродов, цериевые электроды не радиоактивны и могут одинаково хорошо использоваться как с переменным, так и с постоянным током. Они характеризуются низкой скоростью эрозии и длительным сроком службы.
Они характеризуются низкой скоростью эрозии и длительным сроком службы.
Этот серый электрод используется с коррозионностойкими сталями, алюминием, магнием, титаном, никелем и медными сплавами.
См. популярный пример серого цвета здесь.
Лантанат
Лантанированные вольфрамовые электроды имеют такие же характеристики, как и EWCe-2, описанный выше. Они содержат оксид лантана (лантана) и не радиоактивны.В целом, лантансодержащие электроды характеризуются отличным запуском и стабильностью дуги, низкой скоростью эрозии и высокой способностью к повторному зажиганию.
Черный EWLa-1/WLa 10
Основной оксид : 0,8-1,2% оксид лантана (La2O₃)
Самый низкий электрод, содержащий лантан, имеет черный цвет. Он предлагает практически те же характеристики, что и EWCe-2 с церием, что делает его хорошей заменой.
Золото EWLa-1.5/WLa 15
Основной оксид : 1.3–1,7 % оксида лантана (La2O₃)
EWLa-1. 5 лучше всего работает в качестве заменителя радиоактивного вольфрама с содержанием 2% тория. Он используется в приложениях DCEN и AC и допускает широкий диапазон силы тока.
5 лучше всего работает в качестве заменителя радиоактивного вольфрама с содержанием 2% тория. Он используется в приложениях DCEN и AC и допускает широкий диапазон силы тока.
См. популярный пример золота здесь.
Синий EWLa-2/WLa 20
Основной оксид : 1,8-2,2% оксид лантана (La2O₃)
Вольфрамовый электрод с голубым лантанатом является самым популярным и лучшим электродом общего назначения для сварки постоянным током и переменным током. Он обеспечивает значительно улучшенный запуск дуги, превосходную стабильность и широкий диапазон силы тока.
См. популярный пример синего цвета здесь.
Цирконированный
Цирконированные вольфрамовые электроды содержат оксид циркония (диоксид циркония). Их применяют, когда необходимо свести к минимуму загрязнение вольфрамом сварочной ванны. Их нельзя использовать с DC. Тем не менее, переменный ток идеален, потому что циркониевый вольфрам сохраняет закругленный конец, сводя к минимуму загрязнение сварного шва.
Коричневый EWZr-1/WZr 3
Основной оксид : 0,15-0,5% оксид циркония (ZrO₂)
Этот электрод обеспечивает очень стабильную дугу.Он образует закругленный концевой колодец и обеспечивает сварные швы с минимальным загрязнением вольфрамом. EWZr-1 обладает превосходной токопроводящей способностью, которая может конкурировать с торированным вольфрамом.
В основном используется для сварки алюминия и магния переменным током, особенно когда требуются высококачественные сварные швы. Этот электрод очень устойчив к брызгам и без проблем выдерживает высокие токи.
Белый EWZr-8 WZr 8
Основной оксид : 0,7-0,9% оксид циркония (ZrO₂)
Циркониевый вольфрам с белым цветовым кодом имеет аналогичные, но более выраженные характеристики, чем коричневая версия с меньшим содержанием циркония.Он используется, когда требуется максимальная чистота шва при сварке алюминия и магния.
См. популярный пример белого цвета здесь.
Смесь редкоземельных элементов EWG
Редкоземельные вольфрамовые электроды не подпадают под действие стандартов AWS или ISO. Они могут содержать любые добавки и оксиды редкоземельных металлов. Однако производитель должен указать добавки и их процентное содержание от общей массы электрода. Цвет, который большинство производителей выбирают для использования, — фиолетовый.
В зависимости от смеси редкоземельные вольфрамовые электроды могут иметь очень разные характеристики.Например, они могут обеспечить стабильную дугу при работе с постоянным или переменным током, способность выдерживать большие силы тока или большую долговечность.
Обязательно исследуйте любые необычные вольфрамовые электроды, прежде чем выполнять критические сварные швы. Всегда полезно начать с спецификации производителя и связаться с ним, если важная информация отсутствует.
См. пример популярного соединения редкоземельных элементов здесь.
Часто задаваемые вопросы
Какой цвет вольфрама для нержавеющей стали?
Красный вольфрамовый электрод TIG является наиболее часто используемым электродом, потому что 2% тория, смешанный с вольфрамом, долговечны и универсальны. Торий обеспечивает более легкий запуск дуги и более высокую допустимую нагрузку по току. Окончательная сварочная ванна чище, так как электрод оставляет меньше отложений.
Торий обеспечивает более легкий запуск дуги и более высокую допустимую нагрузку по току. Окончательная сварочная ванна чище, так как электрод оставляет меньше отложений.
Для чего используется фиолетовый вольфрам?
Фиолетовый вольфрам представляет собой редкоземельный электрод, который заменяет торированный вольфрам без остаточной радиоактивности. Простота использования и узкая дуга делают его предпочтительным для сварки нержавеющей стали.
Что такое оранжевый вольфрам?
Оранжевый вольфрам — это старый цветовой код того, что сейчас является серым вольфрамовым электродом.2% Ceriated Tungsten лучше всего подходит для низких диапазонов силы тока и хорошо работает с приложениями переменного / постоянного тока или постоянного тока с использованием инверторных или трансформаторных источников питания постоянного тока. Они отлично подходят для сварки низколегированных сталей, нержавеющих сталей, алюминия, магния, титана, никеля и меди.
Что такое зеленый вольфрам?
Зеленый — это электрод из чистого вольфрама, который обеспечивает хорошую стабильность при сварке переменным («AC»), но может использоваться с постоянным током («DC») и защитным газом аргоном или гелием. Как правило, они дешевле, имеют меньшую токопроводящую способность и меньшую стойкость к загрязнению сварного шва.
Как правило, они дешевле, имеют меньшую токопроводящую способность и меньшую стойкость к загрязнению сварного шва.
Подведение итогов
Сварку TIGсложно освоить. Но неправильный выбор вольфрама часто является причиной некачественных сварных швов. Если вы подберете электроды для сварки TIG в соответствии с областью применения, для которой они предназначены, вы значительно улучшите качество сварки.
Если вам нужно сваривать специальные металлы в необычных условиях, лучше всего подобрать вольфрамовый электрод с редкоземельными элементами.Тем не менее, для большинства сварочных работ вам подойдут торированные, лантановые или циркониевые электроды.
Некоторые из этих электродов имеют перекрывающиеся характеристики, но у них есть различия. Возможно, вам придется провести некоторые пробы и ошибки, чтобы найти правильный тип и размер электрода, чтобы получить желаемые результаты на конкретном металле и толщине.
Например, если электрод с 2%-м содержанием тория подходит для вашей области применения, но не дает идеальных результатов, вам следует попробовать его альтернативу, такую как EWLa-1. 5.
5.
Продолжайте экспериментировать. Ничто не заменит практический опыт. Классификация вольфрама — это лишь один из многих параметров сварки TIG, который определяет вольфрамовый электрод с наилучшей производительностью для данного сварного шва.
Сварка, коды и вопросы — от вашего CWI: Цветовая маркировка вольфрамовых электродов
Пол,ЕСТЬ КТО-НИБУДЬ ИЗ ВАШИХ ПЕРСОНАЛОВ, КТО МОЖЕТ СКАЗАТЬ МНЕ, КАК ОПРЕДЕЛИТЬ ВОЛЬФРАМ ПОСЛЕ СНЯТИЯ КРАСКИ?
Подписанный читатель
Существует 2 распространенных процесса сварки, в которых используется неплавящийся вольфрамовый электрод: дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW/Tig/HeliArc) и плазменная дуговая сварка (PAW).Эти электроды бывают различных составов или сплавов. Каждая композиция служит определенной цели. Электроды из чистого вольфрама
(классификация AWS EWP) содержат 99,50% вольфрама. Эти электроды обеспечивают хорошую стабильность дуги при сварке на переменном токе алюминия и магния.
 Их цветовое обозначение ЗЕЛЕНЫЙ .
Их цветовое обозначение ЗЕЛЕНЫЙ . Вольфрамовые электроды с содержанием 2% тория (классификация AWS EWTh-2) содержат от 1,70 до 2,20% тория. Они используются чаще всего. В отличие от чистого вольфрама, эти электроды исключительно подходят для электродов постоянного тока с отрицательной или прямой полярностью на углеродистых и нержавеющих сталях.Их цветовое обозначение КРАСНЫЙ .
Вольфрамовые электроды с 2% содержанием церия (классификация AWS EWCe-2) содержат от 1,80 до 2,20% церия. Эти электроды лучше всего работают при сварке постоянным током при настройках низкого тока, но могут использоваться в процессах переменного или постоянного тока. Их цветовое обозначение ОРАНЖЕВЫЙ .
Вольфрамовые электроды с содержанием лантана 1,5 % (классификация AWS EWLa-1.5) содержат от 1,30 до 1,70 % лантана или лантана. Эти электроды обладают многими из тех же преимуществ, что и электроды с церием.Они также очень напоминают характеристики проводимости вольфрама с 2% тория.
 Их цветовое обозначение GOLD
Их цветовое обозначение GOLD Цирконированные вольфрамовые электроды (классификация AWS EWZr-1) содержат от 0,15 до 0,40% циркония. Он идеально подходит для сварки переменным током и ни при каких обстоятельствах не рекомендуется для сварки постоянным током. Их цветовое обозначение BROWN .
Каждый из этих электродов, расположенных рядом, выглядит одинаково. По этой причине для обозначения каждого из них была разработана система цветового кода.Если не считать отправки их в лабораторию для анализа ($$$), как только цветное обозначение исчезнет, невозможно определить, какой тип вольфрама вы держите.
Как сварщик Tig (GTAW) я храню короткие вольфрамовые электроды без маркировки в старых армейских спичечных контейнерах. На каждом контейнере четко указан тип вольфрама внутри. Наряду с этим, я всегда-всегда-всегда ломаю свою горелку, когда заканчиваю, и храню вольфрам в предназначенном для этого контейнере.
Это работает для меня в моем гараже.
 Это не было бы хорошей практикой в среде производства или кода.
Это не было бы хорошей практикой в среде производства или кода. После удаления маркировки вольфрам невозможно отследить, и вы просто потеряли контроль над процессом сварки.
гидроцикл
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 Применение: углеродистая и нержавеющая сталь, никелевые сплавы и титан.
Применение: углеродистая и нержавеющая сталь, никелевые сплавы и титан. 05
05
 8~2,2СеО 2
8~2,2СеО 2 Вольфрамовые электроды — CK Worldwide
2% ТОРИРОВАННЫЙ (КРАСНЫЙ) EWTh-2/WT20Основной оксид: 1.7–2,2 % оксида тория
Радиоактивный. Лучше всего подходит для использования в приложениях постоянного тока (D / C) с использованием трансформаторных источников питания постоянного тока. Лучше всего подходит для использования на коррозионностойких сталях, титановых сплавах, никелевых сплавах, медных сплавах. Хорошее начало и стабильность дуги постоянного тока, средняя скорость эрозии, средний диапазон силы тока, средняя склонность к разбрызгиванию.
Основной оксид: 0.7–0,9% оксид циркония
Нерадиоактивный. Лучше всего подходит для использования с переменным током (A/C) для алюминиевых и магниевых сплавов с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо шарит, выдерживает более высокую силу тока, чем чистый вольфрам, с меньшим количеством точечной коррозии, лучшим запуском дуги и стабильностью дуги, чем чистый вольфрам.
1,5% ЛАНТАНИРОВАННЫЙ (ЗОЛОТО) EWLa-1.5/WL15Основной оксид: 1.3–1,7 % оксида лантана
Нерадиоактивный. Лучше всего подходит для использования в постоянном токе (D / C) в качестве альтернативы 2% торированному с использованием инверторных или трансформаторных источников питания постоянного тока. Лучше всего подходит для коррозионностойких сталей, сплавов титана, сплавов никеля, сплавов меди. Наилучшее начало и стабильность дуги постоянного тока, низкая скорость эрозии, широкий диапазон силы тока, отсутствие разбрызгивания.
Лучше всего подходит для коррозионностойких сталей, сплавов титана, сплавов никеля, сплавов меди. Наилучшее начало и стабильность дуги постоянного тока, низкая скорость эрозии, широкий диапазон силы тока, отсутствие разбрызгивания.
Основной оксид: 1.8–2,2 % оксида церия
Нерадиоактивный. Лучше всего подходит для использования в приложениях переменного тока (A/C) или постоянного тока (D/C) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошие свойства зажигания и повторного зажигания, длительный срок службы, отличная стабильность дуги. Низкая скорость эрозии, лучше всего при низком диапазоне силы тока, отсутствие разбрызгивания, хороший запуск дуги постоянного тока и стабильность.
Основной оксид: нет
НЕРАДИОАКТИВНЫЙ. Подходит для использования в системах переменного тока (A/C) для алюминиевых сплавов и магниевых сплавов в приложениях с малой и средней силой тока, используя только трансформаторные источники питания постоянного тока. Шары легкие, имеет тенденцию плеваться при более высоких токах. Используется только для некритических сварных швов.
2% ЛАНТАНИРОВАННЫЙ (СИНИЙ) EWLa-2/WL20Основной оксид: 1.8–2,2 % оксида лантана
Нерадиоактивный. Лучший электрод общего назначения как для переменного тока (A/C), так и для постоянного тока (D/C) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошее начало и стабильность дуги, диапазон силы тока от среднего до высокого, низкая скорость эрозии.
Хорошее начало и стабильность дуги, диапазон силы тока от среднего до высокого, низкая скорость эрозии.
Основные оксиды: 1.5 % лантана, 0,8 % оксидов иттрия, 0,8 % циркония
Нерадиоактивный. Лучше всего подходит для автоматизированных или роботизированных приложений с переменным током (A/C) или постоянным током (D/C) из-за низкого допустимого напряжения (изменения расстояния между наконечником и заготовкой) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Очень стабильная геометрия наконечника, работает при температуре ниже 2% Торирование с более длительным сроком службы, диапазон силы тока от низкого до среднего.Самый лучший запуск с низкой силой тока
3/32 дюйма E3 (фиолетовый) Вольфрам для сварки TIG
Описание
3/32 дюйма E3 (фиолетовый) Вольфрам для сварки TIG
Гарантия
сделано в Китае. Гарантия, 365 дней
Гарантия, 365 днейВ коробке
Содержимое
В упаковке 2 шт., 3/32″ x 7″ E3 (фиолетовый) TIG TungstenНаправляющие и аксессуары
Информация о безопасности
всегда надевайте средства защиты глаз, рук и лица при заточке электродов и сваркеСоветы по применению
Используйте наши фиолетовые вольфрамовые электроды E3 вместо снятых с производства красных или зеленых электродов для стали, нержавеющей стали, алюминия, меди и никеля
.