Сварка нержавеющих труб аргоном в СПб с доставкой по РФ
8 (804) 333-68-30Задать вопрос
- Штат квалифицированных сварщиков высоких разрядов с лучшим оборудованием.
- Отправляем заказы по всей России.
- Контролируем отсутствие брака.
- Соблюдаем сроки.
Рассчитать стоимость
Примеры деталей из труб со сваркой аргоном производства «Металл‑Кейс»
Сварка аргоном труб из нержавейки и других материалов — как это делается?
Сварка труб из нержавейки и других материалов в аргоне часто оказывается единственной возможностью получить качественный шов без деградации свойств материалов.
Почему аргон так важен? Зачем он используется и как он работает в этой роли?
Аргон относится к так называемым благородным или инертным газам. Главное отличие этой группы веществ от всех остальных заключается в том, что на внешнем электронном уровне их атомов находятся восемь электронов — то есть он забит полностью, свободных мест нет. Поэтому атом просто не вступает в реакции, не образует соединений. Ему некуда принимать электроны других атомов — и нет никакой причины отдавать свои электроны им.
Поэтому атом просто не вступает в реакции, не образует соединений. Ему некуда принимать электроны других атомов — и нет никакой причины отдавать свои электроны им.
Другие газы, составляющие обычный воздух, похвастаться этим не могут. Кислород — второй по силе окислитель среди простых веществ, и он прекрасно реагирует с металлами, формируя оксиды. Углекислый газ и азот менее активны в нормальных условиях — однако в условиях высокой температуры, сопровождающей сварку, и они могут вступать в реакции с некоторыми металлами, формируя соединения, которые портят качество материала. Например, углекислый газ реагирует с хромом в составе нержавеющей стали, давая карбиды хрома, которые уже никак не защищают металл от коррозии.
Чтобы все эти нежелательные реакции не происходили, необходимо создать барьер между раскаленным металлом и атмосферными газами. Инертные газы, поданные под давлением в зону сварки (чаще всего используется именно аргон), как раз и выступают таким барьером — невидимым человеческому глазу, но непроницаемым для активных молекул воздуха.
Благодаря этому шов получается чистым и красивым, а нержавейка сохраняет большую часть своих свойств и остается защищенной от коррозии даже в области сварки.
Особенности работы с «Металл‑Кейс» по сварке нержавеющих и других труб аргоном
Адекватные рыночные цены
Можно заказывать без КД
Аккуратная доставка по России
Полный цикл производства
Оплата наличными, безналом или платежкой
Работаем с ООО, ИП и физлицами
Производство от 1 экземпляра
Бесплатный пробный образец при заказе партии
Персональный менеджер для решения всех вопросов
Видео зачистки сварных швов в «Металл‑Кейс»
Посмотрите — так мы зачищаем сварные швы
Кадры рабочего процесса непосредственно из цехов «Металл‑Кейс», на которых вы можете рассмотреть нюансы. Оцените качество нашей работы.
Оцените качество нашей работы.
Сварка нержавеющих труб аргоном в Санкт‑Петербурге с доставкой по всей России
Регионы, в которых уже есть клиенты «Металл‑Кейс»:
Для наглядности — карта регионов, в которые мы уже отправляли корпуса. Возможно, на ней уже есть ваш регион. Но если нет — он запросто на ней появится.
по всей России
транспортной компанией
бережно
быстро
Расчет стоимости и сроков сварки труб аргоном по вашему заказу
- Отправьте свой контактный телефон.
- Наш специалист позвонит вам, внимательно выслушает и рассчитает всё необходимое.
- С этой информацией вы сможете принять взвешенное решение — заказывать или нет.
- Давайте начнем прямо сейчас. Ведь время — деньги.
Свяжитесь с нами сейчас:
© 2011–2022 Metal-Case. Производство корпусов. ИНН 7811249792. КПП 781101001. ОГРН 1157847382021
Срок действия коммерческих предложений, представляющихся по расчётам на основе ТЗ заказчиков — 3 дня с момента выставления (отправки на электронную почту заказчика), если в КП не указано иное. Срок действия счета, выставленного заказчику — 3 дня с момента выставления (отправки скана на электронную почту заказчика), если в счёте не указано иное.
Срок действия счета, выставленного заказчику — 3 дня с момента выставления (отправки скана на электронную почту заказчика), если в счёте не указано иное.
Вы получите:
- Расчет точной стоимости и сроков выполнения интересующего вас заказа.
- Информацию о похожих заказах, которые мы уже выполнили.
- Консультацию по возможностям нашего производства.
- Ответы на другие интересующие вас вопросы.
Свяжитесь с нами сейчас:
Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Сварка труб из нержавеющей стали аргоном с поддувом
Использование высокой температуры дуги при проведении сварки является широко применяемой во многих сферах технологией соединения металлических конструкций. Однако применять ее можно не для всех сплавов, т. к. многие из них при разогреве до высоких температур и расплавлении на открытом воздухе окисляются и теряют свои технологические свойства. Поэтому для них применяется особая сварка аргоном, при которой, кроме нагревания с помощью электрической дуги, для защиты металла используется нейтральный газ аргон.
Поэтому для них применяется особая сварка аргоном, при которой, кроме нагревания с помощью электрической дуги, для защиты металла используется нейтральный газ аргон.
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.
Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.


Аргонная сварка нержавейки
Вопросы, рассмотренные в материале:
- В чем особенности и плюсы аргонной сварки нержавейки
- Как подготовить материалы к аргонной сварке
- Как проводится аргонная сварка неплавящимся электродом из вольфрама
- Что собой представляет аргонная сварка нержавейки полуавтоматом
- Что важно учитывать при аргонной сварке нержавейки
Нержавеющая сталь – материал достаточно сложный для сварочных работ. Однако применение сварки с аргонным охлаждением позволяет получить ровный и качественный шов, соединяющий детали из нержавейки. Начинать обучение данному процессу необходимо с ознакомления с различными характеристиками этого сложного для соединения сплава. Наша статья познакомит вас не только с тем, что такое аргонная сварка нержавейки, но также с особенностями и технологией работ.
Основы аргонной сварки нержавейки
Нержавеющие стали отличаются от обычных антикоррозийными свойствами, которые они получили за счет добавления в состав хрома (до 20 %), никеля, марганца, молибдена и иных компонентов. Эти примеси придают металлу различные свойства и эксплуатационные качества. Что в результате приводит к сложностям в аргонной сварке нержавейки.
Эти примеси придают металлу различные свойства и эксплуатационные качества. Что в результате приводит к сложностям в аргонной сварке нержавейки.
Основными свойствами нержавеющих сталей являются:
- Теплопроводность – она в два раза меньше, чем у низкоуглеродистых сталей. Отток тепла из места аргонной сварки происходит очень медленно, в результате чего рабочая зона может перегреться, возможен пережог. Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями.
- Коэффициент линейного расширения нержавейки – высокий. Соответственно, изменение длины изделия при нагреве будет значительной, что может привести к его деформации или появлению трещин.
Для предотвращения этого необходимо делать достаточно большие зазоры между соединяемыми деталями, особенно крупными.
- Высокое удельное электрическое сопротивление – вследствие чего происходит нагрев стержня электрода. Для получения качественного соединения требуется соблюдать правило – для создания коротких швов использовать длинные электроды, имеющие более высокое сопротивление. При аргонной сварке же больших участков необходимо брать электроды размером 35 см.
 При аргонной сварке же больших участков необходимо брать электроды размером 35 см.
При аргонной сварке же больших участков необходимо брать электроды размером 35 см.Важной особенностью нержавеющей стали является потеря антикоррозийных свойств в месте соединения при нагревании до температуры свыше +500 °С. Причина – в образовании на границе зерен карбидов, которые берут на себя роль анодов. Они и приводят к увеличению скорости межкристаллитной коррозии сплавов.
Рекомендуем статьи по металлообработке
Для защиты нержавейки от перегрева в процессе сварочных работ используют метод охлаждения аргоном. А для хромоникелевых сплавов – технологию быстрого охлаждения шва.
Преимущества аргонной сварки нержавейки
При выборе варианта проведения сварочных работ по нержавеющей стали аргонная сварка имеет ряд преимуществ, которые обусловлены технологией, а именно:

Помимо достоинств, аргонная сварка имеет и недостатки. Для ее проведения необходимо сложное и дорогостоящее оборудование, а также определенный опыт работы, знание материала и процесса.
Преимущества и недостатки
Аргонно-дуговая сварка имеет как особенности, так и недостатки. Разумеется, положительных моментов в ей больше, и они заключаются в следующем:
- Можно сваривать не только медь и алюминий, но и сталь.
- Шов получается аккуратным с эстетической точки зрения, при соблюдении техники подачи прутка и воздействия дугой.
- Аргонно-дуговую сварку цветных и черных металлов можно выполнить дома своими руками при наличии необходимого оборудования и расходников.
- Соединение получается прочным по всей глубине стыка, если предварительно были хорошо подготовлены детали. Снята фаска под углом 45 градусов, предусмотрен зазор и удалена оксидная пленка с поверхности.
- Таким способом можно сваривать тонкие детали без провара и прочих нежелательных дефектов.
- При автоматизации процесса сварки она выполняется не только качественно, но и быстро.

К недостаткам можно отнести:
Сложность процесса. Не имея подходящего оборудования, выполнить качественную сварку не получится. К тому же необходимо обладать определенным опытом, чтобы правильно подавать пруток и управлять дугой. Поэтому новичку в том деле придется неплохо поучиться.
Также цена профессионального оборудования будет достаточно высокой, но можно собрать компоненты по отдельности, что обойдется несколько дешевле.
Как настроить аргонную сварку по нержавейке: нюансы подготовки
Важным этапом, влияющим на конечный результат, является процесс подготовки нержавейки для последующей аргонной сварки:
- Тщательно обработать края деталей металлической щеткой, наждачной бумагой или провести автоматическую шлифовку.
- Обезжирить ацетоном, спиртом или бензином.
- Расположить свариваемые детали с зазором на расширение.
- Подогреть края деталей до +200…+300 °С при проведении работ по тонкой нержавейке. Это поможет снизить напряженность металла и избежать трещин.

Следующий этап – подбор присадочного материала или проволоки. Легирующих добавок в ней должно быть больше, чем в предназначенной для сваривания нержавейке. Сечение же проволоки подбирается исходя из толщины соединяемых деталей.
Технология аргонной сварки неплавящимся электродом из вольфрама
С помощью вольфрамового электрода аргонной сваркой соединяют детали с тонкими стенками (тонкостенные). Метод этот называется TIG-сваркой.
Для работы применяют два вида аппаратов: постоянного или переменного тока. Через горелку со вставленным электродом из вольфрама подается аргон. Шов формируется за счет плавки присадочной проволоки, которую подают вручную. Горелку перемещают также вручную, держа строго под углом 70–80° к шву.
Движение горелки идет вдоль линии соединения, без поперечных перемещений. Таким образом формируется стабильная сварочная ванна, исключающая попадание атмосферного кислорода и взаимодействие его с металлом. Рекомендуется одновременная подача аргона как с лицевой, так и с изнаночной стороны шва. Несмотря на больший расход газа, качество соединения будет выше.
Электрод не должен соприкасаться с поверхностью нержавейки. Для разжигания дуги используют угольные или графитовые пластинки, а затем ее переносят на металл. Делается это для предотвращения оплавления электрода и отсутствия следов на сварочном шве.
Важным этапом работы является настройка сварочного аппарата. Покажем это на примере соединения деталей толщиной в 1 мм. Используется аппарат постоянного тока с прямой полярностью (на электрод подается «+», а на детали «-»). Выбирается ток от 30 до 50 А с напряжением до 28 В. Работа проводится со скоростью от 12 до 28 см в минуту. За это время израсходуется от 3 до 5 л аргона. Присадочная проволока выбирается с диаметром от 0,8 до 1,6 мм, в зависимости от различных условий.
Присадочная проволока выбирается с диаметром от 0,8 до 1,6 мм, в зависимости от различных условий.
Угол наклона горелки – от 70° до 80°, угол подачи проволоки – от 10° до 15°. Для улучшения качества шва, а также увеличения срока службы вольфрамового электрода, аргон перекрывают спустя 10–15 секунд после остановки работы. При этом охлаждение шва и электрода происходит быстрее, а расход аргона увеличивается незначительно.
Последовательность выполнения работ при аргоноводуговой сварке
Технология процесса изложена на примере сварки труб ручным сварочным аппаратом и урока для новичков от канала «Гори дуга».
Подготовка оснащения, защиты и свариваемых деталей. Для работы мастера рекомендуют использовать аппараты на основе инвертора с питанием от переменного тока 220В (промышленные модели с питанием 380В использовать в бытовых условиях не рекомендуется, даже при наличии соответствующего гнезда питания).
В качестве свариваемых деталей для начинающего мастера лучше выбрать черные или слаболегированные сплавы на основе железа. Принимая листы толщиной 2…3 мм, можно использовать зеленые (WP) электроды из чистого вольфрама, без легирующих добавок.
Принимая листы толщиной 2…3 мм, можно использовать зеленые (WP) электроды из чистого вольфрама, без легирующих добавок.
Предварительная подготовка деталей описана выше.
Выполнение фаски для лучшего сваривания шва
Установка держателя, фиксирующего два отрезка трубы относительно друг друга
Шов «прихватка». В некоторых случаях соединить детали сразу постоянным сплошным швом бывает сложно, поэтому мастера рекомендуют в этом случае выполнить «прихватку», то есть короткие швы в нескольких местах.
Выполнение точечных «прихваток»
Если точечное схватывание было выполнено не совсем удачно, лучше зачистить наплывы металла для получения более монолитного и ровного шва
Выполнение основного шва – разжигание дуги. Обратите внимание, сначала включается поддув, и только потом дуга
Выполнение основного шва с неплавящимся электродом и использование присадки
Вид готового шва
Швы крупным планом
На детальных фото и видео швов, полученных с помощью аргонодуговой сварки хорошо видно, что они состоят из множества «нашлепок» круглой формы. Это связано с тем, что импульсы нагрева подаются с определенным интервалом. Соответственно, металл расплавляется в конкретной точке, образуя наплыв, потом в следующей и так далее.
Это связано с тем, что импульсы нагрева подаются с определенным интервалом. Соответственно, металл расплавляется в конкретной точке, образуя наплыв, потом в следующей и так далее.
Аргонная сварка нержавейки полуавтоматом
Аргонная сварка полуавтоматом значительно упрощает процесс, увеличивает его скорость, а также повышает качество сварочного шва. Чаще полуавтомат используют для соединения деталей большой толщины.
Существует несколько особенностей проведения аргонной сварки нержавейки с помощью полуавтомата:
- использование никельсодержащей проволоки;
- расходование вместе с аргоном углекислого газа при соединении толстых деталей – кромки шва смачиваются газом, уменьшая нагрев, что ведет к смягчению всего процесса;
- применение трех способов соединения: с короткой дугой, с технологией струйного переноса или импульсный метод.
Считается, что наибольший контроль процесса происходит при импульсной сварке, когда подача проволоки в рабочую зону происходит толчками.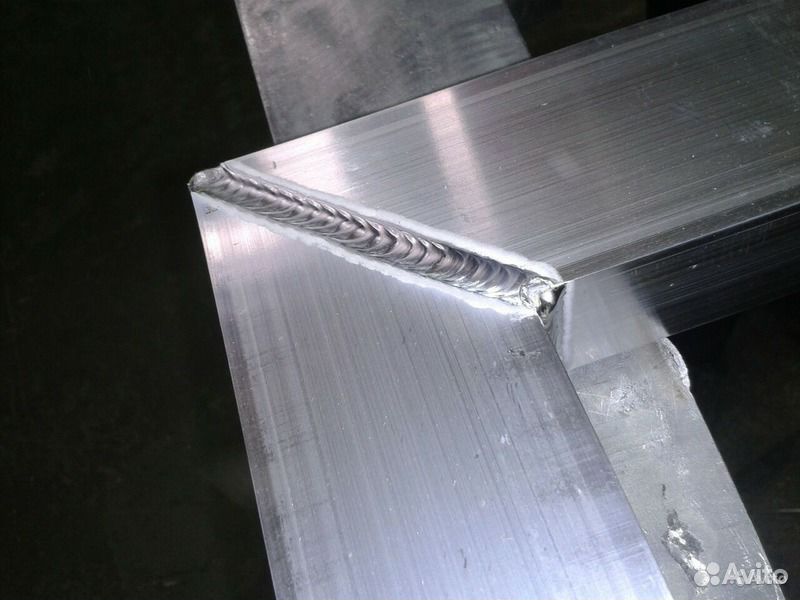 При этом снижается ее расход, что немаловажно по причине высокой стоимости. Сокращается площадь нагревания металла. Уменьшается его разбрызгивание.
При этом снижается ее расход, что немаловажно по причине высокой стоимости. Сокращается площадь нагревания металла. Уменьшается его разбрызгивание.
Это приводит к снижению времени последующей окончательной обработки поверхностей рядом со сварочным швом, поскольку брызги расплавленного металла отсутствуют.
Применение двух других способов ограничивается толщиной соединяемой нержавейки. Струйный перенос используют для сваривания деталей большой толщины, короткая же дуга применяется к тонким изделиям.
Правила и этапы проведения сварочных работ
Перед проведением работ соединяемые концы деталей тщательно зачищают. Для этого используют щетку с металлической щетиной
или проводят автоматическую шлифовку, а затем обезжиривают поверхность ацетоном или спиртом. Это обеспечивает стабильность дуги при работе и повышает качество соединения.
Сварочные работы проводят ручным способом с использованием электрода из вольфрама, который не плавится, или с помощью полуавтоматического аппарата. Рассмотрим, как варить аргоном детали из нержавейки при каждом способе.
Рассмотрим, как варить аргоном детали из нержавейки при каждом способе.
Ручная сварка неплавящимся электродом из вольфрама
- Работы выполняются неплавящимся вольфрамовым электродом с использованием как переменного, так и постоянного тока.
- Основным инструментом при ее проведении служит горелка с закрепленным в ней электродом и подаваемым из сопла горелки аргоном.
- Соединение деталей осуществляется присадочной проволокой путем ее сплавления после ручной подачи в рабочую зону.
- Подавать проволоку следует под углом в 15-30 градусов к поверхности свариваемого металла, а горелку держать перпендикулярно проволоке.
- Горелку двигают вручную вдоль направления сварного шва, не допуская движений в стороны. Это обеспечивает получение красивого ровного шва.
- Для защиты шва с внутренней стороны ее также обдувают струей аргона.
- Во время работы нельзя допускать касания электрода поверхности металла даже при розжиге дуги, чтобы не допустить оплавление электродного конца и не загрязнить зачищенную область сварки. Поэтому для получения дуги применяют графитовые или угольные плиты. После получения дуги на плите, ее осторожно направляют в зону сварки.
- После выполнения сварочных работ сразу прекращать обдув аргоном не следует, чтобы не спровоцировать окисление полученного шва и электродного конца, это нужно сделать, подождав секунд десять.
/8ce4a8c4a69941b.s.siteapi.org/img/1bf9033f79aecbaab53402bac7e0cb446699ffbb.jpg) Поэтому для получения дуги применяют графитовые или угольные плиты. После получения дуги на плите, ее осторожно направляют в зону сварки.
Поэтому для получения дуги применяют графитовые или угольные плиты. После получения дуги на плите, ее осторожно направляют в зону сварки.Важно: Качество сварного соединения деталей из нержавейки в аргоне во многом зависит от правильно выбранной присадочной проволоки. Легирующие добавки в ее составе должны превышать их содержание в соединяемом металле.
Сварка с помощью полуавтомата
Использование полуавтомата для проведения сварочных работ значительно увеличивает скорость выполнения сварки и повышает качество шва. Поэтому его часто используют для стыковки изделий с большой толщиной.
Специфика работ полуавтоматом состоит в следующем:
- для соединения металлических конструкций должна использоваться проволока, содержащая никель;
- при работе с деталями, имеющими большую толщину, кроме аргона для защиты сплава добавляется углекислый газ, чтобы снизить нагрев кромок шва, т. к. он смягчает процесс сварки за счет их смачиваемости;
- применяются три технологии сварки: короткой дугой, струйным переносом, с помощью импульса, когда проволока для сварки подается путем коротких импульсов.
 к. он смягчает процесс сварки за счет их смачиваемости;
к. он смягчает процесс сварки за счет их смачиваемости;В режиме подачи проволоки импульсами происходит минимальное разбрызгивание образованного жидкого сплава, что уменьшает зону сварного шва и достигается большая экономия проволоки.
Струйным переносом удобней варить изделия, имеющие значительную толщину. Короткая дуга лучше подходит для сварки деталей, имеющих тонкую стенку.
Какое оборудование применяют для аргонной сварки нержавейки
Для аргонной сварки нержавейки необходимы:
- Инверторный источник сварочного тока (сварочный инвертор) – является источником питания сварочной дуги, обеспечивающим ее стабильное горение. Его выбор зависит от объема работ и свойств металла. Специалисты советуют для нержавейки применять источник, функционирующий на выпрямленном токе.
- Осциллятор – электронное устройство, поддерживающее и стабилизирующее сварочную дугу при использовании неплавящегося электрода из вольфрама.
- Горелка и токопроводящий узел – включают форсунку для газа и неплавящийся электрод.
- Аргон или его смеси с иными газами – подается из баллонов, где находится под давлением.
- Неплавящиеся электроды – в настоящее время на рынке широко представлены электроды для аргонной сварки нержавейки, стойкой к коррозии. Выбор зависит от шва и свойства материала.
- Присадочная проволока – выбирается в зависимости от марки нержавеющей стали.
- Спецодежда – роба, рукавицы и маска. А также средства для обработки нержавейки – обезжириватель и металлическая щетка.

Защитные приспособления и одежда
Безопасность сварщика и окружающих его вещей особенно важна, если речь идет о работе в условиях домашней мастерской или небольшого частного предприятия. Обязательными элементами защиты рабочего считаются:
- сварочный шлем, маска или очки. Маска – оптимальный вариант, поскольку защищает не только глаза от слепящего света электрической дуги, но и кожу лица (и частично шеи) от ожогов брызгами расплавленного металла и искрами. Также в определенной мере маска предохраняет дыхательные пути. Прозрачные очки рекомендуется использовать в том числе при резке металла и обработке кромок. Темный щиток маски предохраняет кожу от избыточного и специфического «сварочного загара», который может вызвать рак кожи;
- перчатки или рукавицы с крагами (защитными элементами на запястья и выше). Материал перчаток должен быть максимально плотным, не плавящимся (обязательное условие, поскольку нагрев может быть значительным), и при этом достаточно мягким для удобства работы. Плотная фиксация на кистях нежелательна, перчатки должны свободно облегать руку;
- куртка или передник из плотного, не склонного к возгоранию материала. Также может использовать комбинезон или полукомбинезон;
- плотная, легко выдерживающая температурные воздействия обувь. Важно, чтобы в обуви не было открытой шнуровки, гвоздей в подошве и других металлических элементов;
- при работе в неудобных местах, с вынужденным укладыванием на пол или стоянием на коленях применяют наколенники, специальные подставки и коврики.
 Также в определенной мере маска предохраняет дыхательные пути. Прозрачные очки рекомендуется использовать в том числе при резке металла и обработке кромок. Темный щиток маски предохраняет кожу от избыточного и специфического «сварочного загара», который может вызвать рак кожи;
Также в определенной мере маска предохраняет дыхательные пути. Прозрачные очки рекомендуется использовать в том числе при резке металла и обработке кромок. Темный щиток маски предохраняет кожу от избыточного и специфического «сварочного загара», который может вызвать рак кожи;
Согласно нормативам, сварщики также должны применять респираторы. Однако чаще всего домашние мастера отказываются от него, мотивируя это неудобством работы и коротким ее периодом.
Важно: люди, имеющие проблемы с дыхательными путями (частые случаи бронхита или ангин, недавно перенесенная пневмония, наличие астмы или аллергии) в обязательном порядке должны использовать респиратор во время сварки!
Материал перчаток (рукавиц, краг) и одежды, предназначенных специально для сварщиков, маркируется «ТР», то же касается обуви. Рекомендовано изготовление спецодежды для сварщиков из натуральных материалов (брезента, хлопка, натуральной кожи) с дополнительной пропиткой огнезащитными веществами. В бытовых условиях подойдет плотная джинсовая или брезентовая одежда, длинные передник и нарукавники (за неимением краг) из брезента или кожи, кожаные перчатки. Но рукавицы или перчатки лучше все же приобрести специализированные.
Настройка аппарата и тонкости аргонной сварки труб из нержавейки
Создание трубопроводов из нержавейки требует соединения его частей. Особенностью таких сварочных работ является необходимость защиты шва газом внутри трубы.
Особенностью таких сварочных работ является необходимость защиты шва газом внутри трубы.
Для этой цели используют метод заглушки одного конца соединяемой трубы подручными материалами:
В заглушку вставляют трубку, необходимую для подачи аргона. После чего конструкция закрепляется скотчем. Аргон подают под небольшим давлением, которое определяется путем визуального осмотра. Главным критерием служит отсутствие расплавленного металла в выдуваемом из трубы воздухе.
Самодельная, но удобная конструкция поможет сделать сварочный шов ровным и качественным.
Для соединения нержавейки толщиной в 3 мм аппарат настраивают на ток в 65 А. Заварка кратера шва должна длиться 3 секунды. А подача аргона после завершения работы – 4 секунды.
Область применения аргонодуговой сварки
Самой основной областью применения является соединение цветных металлов и легированных сталей, особенно малой толщины. В противном случае используются присадки.
Присадки для аргонодуговой сварки представляют собой металлы большей плотности и меньшей температуры плавления, которые напыляются наплавкой и являются соединяющей “прослойкой”.
В таком случае возможна сварка только в среде инертных газов или углекислого газа, так как попадание воздуха приведет к разбрызгиванию мягких расплавленных металлов.
Итоговые рекомендации специалистов по аргонной сварке нержавейки
Использование аргонной сварки для нержавейки требует опыта и знаний, которые можно получить у специалистов в данной области – профессиональных сварщиков.
Вот несколько их рекомендаций:
- Работать нужно, держа электрод на самом малом расстоянии от металла, но не прикасаясь к нему. При этом образуется минимально возможная дуга. Делается это для улучшения качества шва. Поскольку длинная дуга не будет прогревать шов по глубине, в результате чего он будет расширяться.
- Подавать проволоку необходимо ровно, стараясь держать ее в зоне действия аргона. Это поможет избежать окисления при ручной аргонной сварке.
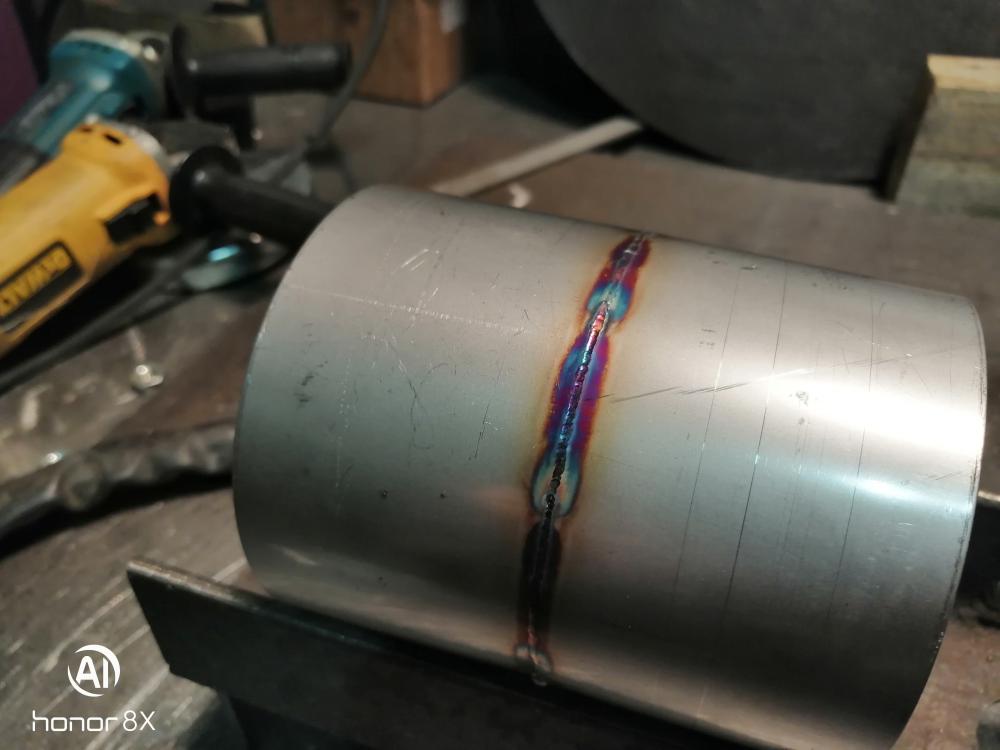
- Оценить качество проплава можно по форме наплывов, появляющихся в результате плавки присадочной проволоки. Вытянутая вдоль шва форма говорит о хорошем качестве. А круговой или овальный наплыв расскажет о недостаточном или неполном проплавлении.
- Постепенно снижать величину тока, приближаясь к окончанию шва. Необходимо избегать резкого отрыва дуги для повышения уровня защиты горячего шва и, соответственно, его качества.
 Вытянутая вдоль шва форма говорит о хорошем качестве. А круговой или овальный наплыв расскажет о недостаточном или неполном проплавлении.
Вытянутая вдоль шва форма говорит о хорошем качестве. А круговой или овальный наплыв расскажет о недостаточном или неполном проплавлении.Метод аргонной сварки хоть и считается сложным, однако таковым не является. Он не намного труднее обычного. Его можно освоить в достаточно короткие сроки, а профессионализм придет с опытом. Стоимость же дополнительного оборудования с лихвой окупится возможностью, помимо нержавейки, варить медные, алюминиевые или бронзовые детали, а также их сплавы.
Как варить нержавейку аргоном
Опытные сварщики советуют:
- Обеспечивать минимальную дугу при работе, а неплавкий электрод располагать максимально близко к свариваемому металлу не касаясь его. Большая дуга не позволяет проплавлять деталь на всю глубину шва и повышает его ширину, ухудшая качество соединения.
- Для предотвращения окисления не нужно допускать резкую подачу проволоки при ручной сварке. Она должна быть постоянно в защитной зоне аргона.
- Качество проплавления шва можно определить визуально по форме наплывов проволочной ванны. Если они удлинены в направлении сварного шва, то качество проплавления хорошее, если они круглые или овальные, проплав не достаточно глубокий.
- Конец шва нужно заваривать, уменьшая силу тока. При резком обрывании дуги и отводе горелки с аргоном защита расплавленного металла снижается, а это влияет на качество шва.

Если у Вас есть опыт работы по сварке изделий из нержавейки в аргоне, то Вы можете поделиться им в комментариях к этой статье.
Обучение технологии сварки тонкой нержавейки в среде аргона — как варить трубы из нержавеющей стали аргонной техникой, давление аргоннодугового аппарата, поддув и режимы
Общая информация
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
Сложность сварки
Сварка аргоном нержавейки осложняется особенностями материала. За счет легирующих добавок нержавейка обладает такими свойствами:
- Низкая теплопроводность, что плохо отражается на сварочных работах;
- Из-за этого высокая температура будет концентрироваться в местах выполнения работы и плохо отводиться от них;
- Перегревается область соединения, в худших случаях происходит прожог металла;
- Повышенное электрическое сопротивление, что негативно отражается на сваривании высоколегированной стали и приводит к трещине сварного шва;
- Высокий коэффициент линейного расширения ведет к большой линейной усадке и проблемам для подобных конструкций;
- Несоблюдение термического режима становится причиной утраты антикоррозийных свойств.

Читать также: Потенциометры виды и устройство работа и особенности
Вышеописанные особенности делают сваривание нержавейки с применением аргона достаточно сложным и доставляющим немало проблем начинающим мастерам. Поэтому необходимо грамотно подготовить детали к сварочному процессу.
Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности.
Правила, которые нужно запомнить:
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.
В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.

Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
Видео:
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
ВАЖНО ЗНАТЬ: Советы по сварке полуавтоматом с газом и без
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Видео:
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.

Уделяйте особенное внимание стыкам.
Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
| Сварочная проволока: марка описание | Классификация | Типичный хим. состав наплавленного металла | Механические свойства |
OK Autrod 347 Si (OK Autrod 16.11)* Коррозионностойкая хромоникелевая сварочная для нержавеющих сталей типа 08X18h20, 12X18H9T, 08X18h20T, (304, 308, 347) и им подобных в среде защитных газов (Ar). Легированная ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+). Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+). | ER 347 Si / AWS A5.9 G 19 9 Nb Si / EN 12072 Аналог проволок: 06X21H7БТ 06X19Н9Т 01X18Н10 01Х19Н9 | С<0,08 Si 0,8Mn 1,7 Cr 20,0Ni 10,0 Nb 0,6 | Предел текучести 440 МПа Предел прочности 640 МПа Удлинение 37% KSV +20° C 110 Дж -60° C 80 Дж |
OK Autrod 308LSi (OK Autrod 16.12) Коррозионностойкая хромоникелевая сварочная для соединения аустенитных нержавеющих сталей с содержанием хрома ~18% и никеля ~8% типа 03X17h24M2, 03X18h21, 06X18h21, 08X18h20T, 12X18h20T, 304 и т.п. в среде защитных газов (Ar). Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Ток = (+).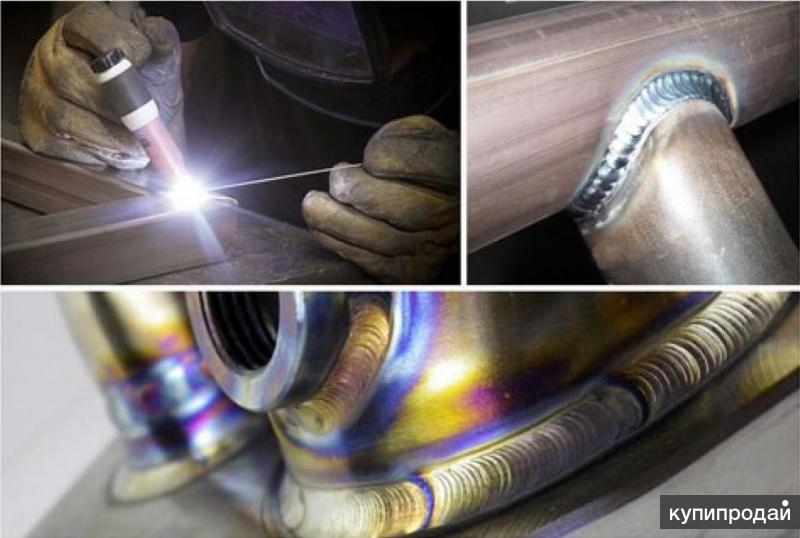 | ER 308LSi / AWS A 5.9 G 19 9 L Si / EN 12072 Аналог проволок: 06X19H9T 01X18h20 01X19H9 | С<0,03 Si 0,8 Mn 1,7 Cr 20,0Ni 10,0 | Предел текучести 370 МПа Предел прочности 620 МПа Удлинение 36% KSV+20° C 110 Дж -60° C 80 Дж -196° C 60 Дж |
OK Autrod 318 Si (OK Autrod 16.31) Сварочная коррозионностойкая для аустенитных нержавеющих сталей (см. аустенитные нержавеющие стали) с содержанием хрома ~19%, никеля ~12% и Mo ~3% в среде защитных газов (Ar). Наплавленный металл 318 Si обладает высокой коррозионной стойкостью. Легирование:
Применяется в пищевой промышленности, нефтехиммашиностроении. Ток = (+). | G 1912 3 Nb Si / EN 12072 Аналог проволок: 08X19h20M3Б06X20h211M3TB | С<0,08 Si 0,8 Mn 1,7 Cr 19,0 Ni 12,5 Nb 0,6 Mo 2,7 | Предел текучести 460 МПа Предел прочности 615 МПа Удлинение 35% KSV +20° C 100 Дж -60° C 70 Дж |
Сварка полуавтоматом
Такой метод позволяет значительно увеличить производительность проводимых работ. С ее помощью можно сваривать соединения даже значительной толщины. Получаемые конструкции обладают высоким качеством, надежностью и привлекательностью.
С ее помощью можно сваривать соединения даже значительной толщины. Получаемые конструкции обладают высоким качеством, надежностью и привлекательностью.
Есть и некоторые нюансы при таком процессе. Сварочная проволока должна иметь в своем составе никель. Кроме аргона, для соединения утолщенных соединений добавляется углекислый газ.
Из всех возможных вариантов подобной сварки стоит использовать импульсный режим. Благодаря этому снижается разбрызгиваемость металла, термическое воздействие, расход проволоки на свариваемый металл. Обработка занимает минимальное время по причине отсутствия большого количества разбрызгиваемого металла.
Мы рассмотрели разные варианты сварки. Для небольшой толщины подойдет сварка электрической дугой, а толстые соединения требуют применения полуавтоматических приборов. Также учитывайте материалы, применяемые для припоя и сварки, они должны иметь никель в своем составе для повышения надежности. А в аргон стоит добавить углекислый газ для обеспечения смачиваемости кромок шва.
В нержавеющую сталь добавляется определенное количество хрома — не более 12%, что делает этот металл весьма податливым для обработки. Для соединения изделий из нержавейки можно использовать абсолютно все технологии сварочных работ. Однако тонкие элементы лучше всего соединять при помощи сварки нержавейки в аргоне.
Нержавеющая сталь обладает определенными техническими и эксплуатационными характеристиками, которые оказывают существенное влияние на конечный результат сварочных работ:
- Невысокий показатель теплопроводности не позволяет использовать чересчур высокий сварочный ток, так как в этом случае можно прожечь металл в районе формирования сварного соединения. Решается подобная проблема снижением силы подаваемого на металл тока до приемлемых параметров;
- Чрезмерно высокий усадочный процент металла в процессе остывания после проведения сварных работ с нержавеющей сталью. Чтобы это не сказалось на качестве соединения, необходимо правильно выставлять зазор между свариваемыми элементами;
- Если заготовка будет в течение долгого времени разогрета до высокой температуры, то это приведет к тому, что хром начнет испаряться, соответственно антикоррозийные характеристики в районе сформированного шва будут потеряны. Чтобы этого не произошло, сварка нержавейки аргоном подразумевает быстрое охлаждение конструкции.
 Решается подобная проблема снижением силы подаваемого на металл тока до приемлемых параметров;
Решается подобная проблема снижением силы подаваемого на металл тока до приемлемых параметров;Соединение тонкого металла
Рекомендуем перед процедурой подложить под детали листовую медь. Она не присоединится к заготовке, но будет выполнять ряд задач:
- защита от деформации шва с обратной стороны;
- поглощение избыточного тепла;
- фиксация, твердая рабочая поверхность.
При сечении в 1 миллиметр актуален 35 А, 36 А, 37 А ток – в таком режиме аргонодуговой сварки для нержавеющей стали следует варить 3 секунды, подача для остывания – 4 с. Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.

Читать также: Конусы инструментальные основные размеры
При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
Нержавейка производится из высоколегированной стали, которая устойчива к ржавчине. Ее используют при изготовлении домашних приборов и промышленных устройств. Если вы знаете, как варить нержавейку аргоном, то можно избавить себя от множества серьезных проблем. Именно о том, как происходит сварка аргоном, и пойдет речь в рассматриваемой статье.
Соединение труб
Вне зависимости от того, что это – водопровод, канализация, любой другой путепровод, требуется изолировать фрагмент, почистить его изнутри и снаружи. Процесс будет проходить при заполнении газом внутреннего пространства. Для этого следует вставить трубку в соединительный клапан и смастерить заглушку из старых тряпок, скотча. Наполнение аргона для сварки труб из нержавеющей стали осуществляется с двух сторон. Возможные настройки – 65 Ампер, заварка кратера – 3 с., остывание – 4 с.
Наполнение аргона для сварки труб из нержавеющей стали осуществляется с двух сторон. Возможные настройки – 65 Ампер, заварка кратера – 3 с., остывание – 4 с.
Pulse
В обиходе называется импульсным режимом. Отлично подходит для тонкостенных деталей, а если нужно перейти на другой материал, то просто незаменим для алюминиевых сплавов. Достоинство – даже при увеличенной силе тока нельзя получить провал сварочной ванны, то есть у вас не получится на этом месте отверстие. Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.
Таблица соотношений режимов и толщины листов
| Листовой металл мм. | Тип шва | Ток | Электрод мм. | Наполнитель мм. | Сварочная скорость мм./ мин. | Рргон л./мин. | Число проходов | |
| горизонтальное положение | вертикальное положение | |||||||
1 (. 039i n) 039i n) | стыковой | 25-60 | 25-35 | 1.0 | 1.6 | 250-300 | 6 | 1 |
| накладной | 60 | 55 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внешний | 40 | 35 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внутренний | 55 | 50 | 1.6 | 1.6 | 250-300 | 6 | 1 | |
| 2 (. 078i n) | стыковой | 80-110 | 75-100 | 1.6-2.4 | 1.6-2.4 | 175-225 | 6 | 1 |
| накладной | 110 | 100 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внешний | 80 | 75 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внутренний | 105 | 95 | 1.6-2.4 | 2.4 | 175-225 | 6 | 1 | |
3 (. 012i n) 012i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 |
| накладной | 130 | 120 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внешний | 110 | 100 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внутренний | 125 | 115 | 2.4-3.2 | 3.2 | 125-175 | 7 | 1 | |
| 4 (. 16i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 3.2 | 100-150 | 7 | 1 |
| накладной | 185 | 170 | 2.4-3.2 | 2.4 | 100-150 | 7 | 1 | |
| угловой внутренний | 180 | 165 | 2.4-3.2 | 2.4-3.2 | 100-150 | 7 | 1 | |
| 5 (. 2i n) | угловой внешний | 160 | 140 | 3.2-4.0 | 2.4-3.2 | 100-150 | 7 | 1 |
6 (. 24i n) 24i n) | стыковой | 220-275 | 190-230 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 |
| накладной | 250-300 | 210-250 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
| угловой внутренний | 280-320 | 230-280 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
Как правильно варить нержавейку аргоном
Есть два варианта – ручная аппаратура с помощью полуавтомата и использованием проводников из вольфрама. Рекомендации для работы:
- можно применять и переменный, и постоянный ток;
- вольфрамовый проводник должен быть неплавким;
- газ выдувается из жерла горелки;
- присадку нужно класть самостоятельно на поверхность обработки, это обеспечивает образование шва;
- проволока должна при подаче составлять угол 15-30 градусов к заготовке и 90 – к аппарату;
- движение ровное, без отклонений в стороны;
- продуйте соединение изнутри для обеспечения красивого стыка;
- для розжига дуги используйте графитовую плиту, а не способ касания по заготовке – останутся некрасивые следы;
- подавайте давление еще на протяжении 4-10 секунд после завершения процесса.

При использовании полуавтомата:
- в проволоке должен содержаться никель;
- вместе с инертным составом необходимо пускать часть углекислого, он снижает нагрев кромок;
- могут использоваться различные технологии – импульсная, короткодуговая, струйным переносом.
Технология сварки нержавейки аргоном
Осуществление сваривания нержавеющей стали по TIG технологиям имеет некоторые нюансы, которые чаще всего не учитываются в случае с более простыми металлами. В идеале стоит пройти хотя бы самостоятельное обучение – попробовать черновые варианты сварки такого материала.
Что касается остальных нюансов, то нужно знать некоторые особенности:
- В качестве нагрева используется обычно неплавящийся электрод из вольфрама.
- Можно выставлять на аппарате постоянный или переменный ток.
- Припой (проволока) подносится к области соединения вместе в одно время с горелкой. Удерживать припой можно руками в защитных перчатках.
- Мощность работы горелки и подача припоя контролируется сварщиком на каждом этапе совершения действий.
- В сваривании должны проводиться исключительно продольные движения. Поперечные движения не смогут дать нормального сцепления. Равномерные движения такого плана позволят не выводить сварочную ванну из защитной среды.
- В процессе работы нельзя контактировать вольфрамовым стержнем с поверхностью метала. Розжиг дуги можно провести посредством использования осциллятор.
/8ce4a8c4a69941b.s.siteapi.org/img/350795eae730e7e48dd3adb311609ceb9a803c00.jpg)
Некоторые нюансы могут проявиться в индивидуальном порядке, если существуют определенные особенности состава основного материала или самого сварочного аппарата.
Рекомендации и советы можно получить, просмотрев одно из обучающих видео:
Аргонно-дуговая сварка нержавейки с инородным металлом
Обычно появляется необходимость присоединить элемент из стали с антикоррозийными свойствами к сплавам с малым количеством углерода в составе. Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
- штучные электроды с обмоткой в режиме ММА;
- вольфрамовые проводники, неплавкие;
- с помощью инертного газа.
Первые два метода менее эффективны. При дуге происходит меньшее заполнение шва кислородом, а значит, и малое окисление. Но если вы решили использовать первую методику, то вам понадобится таблица с подходящими марками электродов:
| Марка | Тип | Материал стержня К | Коэффициент наплавки, r/a. чП | Применение |
| озл-8 | э-07 х20н9 | св-04 х19н9 | 12-14 | хромоникелевые стали, когда к шву не предъявляется жестких требований против межкристаллической коррозии |
| озл-3 | э-10х17 н13с4 | св-15х-18н12с-4тю | 11,5-12,5 | типа 15х18н12с4тю. Аналогично Аналогично |
| зио-8 | э-10х25 н13г2 | св-07х-25н13 | 13,3 | конструкции и трубопроводы из двухслойных составов. Аналогично |
| уонии-13/нж | э-12х13 | in-luna_2012 | 10-12 | ответственные системы из хромистых 08х13, 12х13 |
| озл-22 | э-02х21 н10г2 | св-01х-18н10 | 12-14 | конструкции из х8н10 |
| озл-14а | э-04 х20н9 | св-01 х19н9 | 10-12 | хромоникелевые, когда к металлу шва не предъявляется жестких требований против межкристаллической коррозии |
| озл-36 | э-04 х20н9 | св-01 х19н9 | 13-14 | Аналогично |
| озл-7 | э-08х20 н9г2б | св-01 х19н9 | 11,5-12 | Аналогично |
| цл-11 | э-08х20 н9г2б | св-07х19-н10б | 1-12 | хромоникелевые, когда к металлу шва предъявляются жесткие требования против межкристаллической коррозии |
| цл-9 | э-10х25-н13г2б | св-07 х2513 | 10,5-11,5 | хромоникелевые со стороны легированного слоя двухслойных сталей. Аналогично Аналогично |
| озл-20 | э-02х20-н14г2м2 | св-01х17-н14м2 | 12,5-14,5 | конструкции из 03х16н15м3, 03х17н14м2. Аналогично |
| ниат-1 | э-08х17 н8м2 | св-04 х19н9 | 10-11 | сварка конструкций из хромоникелевых и хромоникелемолибденовых; наиболее пригодны для сварки тонколистового металла |
| эа-400/10у | э-07х19-н11м3г2 | св-01х19-н11м3 | 12 | соединение корпусов энергооборудования и трубопроводов, работающих в контакте с агрессивной средой при температуре до 350° с |
| ха-400/10t | э-07х19-н11м3г2 | св-01х19-н11м3 | 14,5 | Аналогично |
Подготовка металла
Чтобы в результате сварки получились прочные равномерные соединения, стальные элементы следует правильно подготовить:
- Кромки зачищают до серебристого блеска. Для этого используют металлическую щетку, напильник или шлифовальную машину.
- После зачистки края элементов обезжиривают, применяя авиационный керосин или ацетон. Это поможет поддерживать устойчивую электрическую дугу, повысит качество соединения.
- При выставлении свариваемых деталей в нужное положение расстояние между ними увеличивают. Это снижает вероятность деформации шва.
- Выбирают присадочный материал. Помимо размера проволоки, учитывают ее состав. Степень легирования должна быть выше, чем у свариваемого металла.
 Это поможет поддерживать устойчивую электрическую дугу, повысит качество соединения.
Это поможет поддерживать устойчивую электрическую дугу, повысит качество соединения.Рекомендуем к прочтению Как приварить нержавейку к чермету
Сварка нержавейки полуавтоматом (MIG)
Она применяется преимущественно на предприятиях, в то время как ручная – при домашнем использовании. Полуавтоматическая установка больше весит, она более массивна, поэтому ее нельзя брать с собой на выезд, если работа этого требует. Особенности конструкции две – нет необходимости в электроде, а проволока подается автоматически, поэтому вторая рука остается свободной, чтобы двигать детали, придерживать их.
Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
| Лист, мм | Проволока, мм | Сила тока, а |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Видео:
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.
ВАЖНО ЗНАТЬ: Технология лазерной сварки металлов
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т. к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Видео:
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
TIG
Эта аббревиатура переводится с английского языка как «вольфрам и инертный газ», наиболее распространенный – аргон. Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
- сразу образуется очень красивый шов, не требующий зачистки;
- предотвращение пористости;
- присадочная проволока – из того же состава, что и заготовка;
- отсутствие окисления;
- небольшая зона прогрева, поэтому можно не бояться деформаций;
- легкий метод, им могут пользоваться даже новички;
- мало вредных веществ выбрасывается при работе.
Видео об этом
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.
Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.
Инструкция по сварке нержавеющих труб своими руками: особенности процесса
Нержавеющая сталь – отличный материал, не только по внутренним качествам, но и по внешним. Именно это обеспечило ему такую высокую популярность. Да, нержавейка стоит дороже, однако, с учетом ее характеристик, стоимость не является преградой на пути широко использования, например, нержавеющих труб, о которых снято так много видео.
Нержавеющие трубы
Такие изделия очень часто приходится соединять между собой, и для этого чаще всего применяется сварка. От качества ее исполнения будут зависеть эксплуатационные свойства изделий. И тут нужно понимать, если выполнять сварку своими руками, что соединение нержавеющих труб отличается от соединения изделий из стали углеродистого типа.
Отличия касаются невысокой теплопроводности (на 70 процентов ниже), низкой температуры плавления (на 100 градусов ниже) и высокого электросопротивления (примерно в 6 раз больше).
Из всех возможных способов сварки для выполнения соединения труб из нержавеющей стали используются такие:
- Лазерная;
- Точечная;
- Импульсная дуговая. Происходит в среде инертного газа плавящимся электродом;
- Электродуговая. При толщине стенок более 1 см выполняется под флюсом;
- Плазменная. Толщина металла не имеет значения;
- Ручная дуговая. Толщина изделия может начинаться с 1,5 мм. Для сварки нержавеющей стали используется вольфрамовый электрод в инертном газе.
Любая из представленных технологий позволяет получить качественное соединение. Однако выбор зависит от условий применения, вида изделий и так далее.
Технология сварки нержавеющей труб
Технология и особенности
Как и при сварке углеродистых сталей, нержавеющие также нужно подготавливать, механически обрабатывая кромки. Можно использовать газофлюсовую резку или сжатую дугу. Также кромки необходимо обезжирить.
Учитывая зачастую необходимость получения качественного «товарного» шва, область основного металла возле шва следует закрыть защитным покрытием. А иначе брызги расплавленного металла попадут на поверхность.
Каждый способ плавлением может применяться для соединения таких деталей, однако имеет определенные особенности, как уже отмечалось выше.
Ручная дуговая сварка
Ручная дуговая сварка подразумевает создание нужного химсостава металла шва. Поэтому покрытие электрода может корректироваться (его состав), чтобы получить нужное количество феррита в шве. А это предупредить образование горячих трещин, а также достигается высокая коррозийная стойкость.
Еще следует применять специальную технику для снижения угара легирующих элементов. Например, поддержка короткой дуги, не выполняя поперечные колебания электрода.
Из-за состава покрытия электрода ток должен быть постоянным обратной полярности. В противоположном случае получим неустойчивость дуги. Сила тока в вертикальном и потолочном положениях уменьшается на 30 процентов, она напрямую зависит от выбранного диаметра электрода, умноженного на коэффициент.
Сварку лучше выполнять с минимальным плавлением основного металла и образованием валиков небольшого сечения. Перед процессом электроды лучше прокалить, чтобы снизить вероятность появления пор из-за присутствия водорода.
Сварка под флюсом
Сварка под флюсом успешно применяется для соединения нержавеющих труб с толщиной стенки от 3 до 50 мм. Характеризуется более стабильными свойствами и составом металла в шве. При этом улучшается коррозионная стойкость, поскольку наблюдается плавный переход к основному металлу и формирование мелкой чешуйчатости на поверхности шва.
Шов
Разделка кромок нужна только при толщине стенок более 1,2 см, что снижает трудоемкость процесса, в отличие от ручной дуговой, когда кромки нужно подготавливать уже при толщине в 4 мм.
Однако при таком способе сложнее удержать ферритную фазу в металле шва. Валики также выполняются малого сечения проволокой диаметром около 3 мм, а вылет электрода следует уменьшить вдвое от стандартных значений.
Флюсы перед сваркой следует прокалить, чтобы уменьшить угар легирующих элементов. После процесса остатки флюса и шлака должны быть удалены.
В углекислом газе
Сварка в углекислом газе характеризуется повышенным разбрызгиванием металла, формированием пленок оксидов сверху швов. Это влияет на коррозионную стойкость. Поэтому на основной металл наносятся эмульсии.
Процесс выполняется полуавтоматами и автоматами в любом пространственном положении.
В инертных газах
Сварка в инертных газах характеризуется стабильной дугой и снижением угара легирующих элементов. Процесс может выполняться плавящимся или неплавящимся электродом на постоянном токе прямой полярности.
Сварка аргоном
Плазменная
Плазменная сварка демонстрирует возможность создания плазменных струй разного сечения, малый расход газа. Применяется для соединения труб с небольшой толщиной стенок.
Как же поступить?
Важен не столько способ, который применяется для соединения изделий из нержавеющей стали, сколько качество исполнения шва, соответствует ли оно высоким требованиям. Ведь от этого зависит прочность и долговечность всей конструкции, ее герметичность и эстетический вид.
Как правильно варить трубу аргоном
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.
Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.
Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.
Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.
Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.
Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.
Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.
Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
В статье мы расскажем про технологии и обучение технике сварки аргоном тонкой нержавейки. Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности.
Правила, которые нужно запомнить:
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.
В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.
Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.
Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
| Сварочная проволока: марка описание | Классификация | Типичный хим. состав наплавленного металла | Механические свойства |
| OK Autrod 347 Si (OK Autrod 16. 11)* Коррозионностойкая хромоникелевая сварочная для нержавеющих сталей типа 08X18h20, 12X18H9T, 08X18h20T, (304, 308, 347) и им подобных в среде защитных газов (Ar). Легированная ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+). | ER 347 Si / AWS A5.9 G 19 9 Nb Si / EN 12072 Аналог проволок: 06X21H7БТ 06X19Н9Т 01X18Н10 01Х19Н9 | С Рекомендуем перед процедурой подложить под детали листовую медь. Она не присоединится к заготовке, но будет выполнять ряд задач: |
- защита от деформации шва с обратной стороны;
- поглощение избыточного тепла;
- фиксация, твердая рабочая поверхность.
При сечении в 1 миллиметр актуален 35 А, 36 А, 37 А ток – в таком режиме аргонодуговой сварки для нержавеющей стали следует варить 3 секунды, подача для остывания – 4 с. Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Соединение труб
Вне зависимости от того, что это – водопровод, канализация, любой другой путепровод, требуется изолировать фрагмент, почистить его изнутри и снаружи. Процесс будет проходить при заполнении газом внутреннего пространства. Для этого следует вставить трубку в соединительный клапан и смастерить заглушку из старых тряпок, скотча. Наполнение аргона для сварки труб из нержавеющей стали осуществляется с двух сторон. Возможные настройки – 65 Ампер, заварка кратера – 3 с., остывание – 4 с.
Pulse
В обиходе называется импульсным режимом. Отлично подходит для тонкостенных деталей, а если нужно перейти на другой материал, то просто незаменим для алюминиевых сплавов. Достоинство – даже при увеличенной силе тока нельзя получить провал сварочной ванны, то есть у вас не получится на этом месте отверстие. Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.
Таблица соотношений режимов и толщины листов
| Листовой металл мм. | Тип шва | Ток | Электрод мм. | Наполнитель мм. | Сварочная скорость мм./ мин. | Рргон л./мин. | Число проходов | |
| горизонтальное положение | вертикальное положение | |||||||
| 1 (. 039i n) | стыковой | 25-60 | 25-35 | 1.0 | 1.6 | 250-300 | 6 | 1 |
| накладной | 60 | 55 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внешний | 40 | 35 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внутренний | 55 | 50 | 1.6 | 1.6 | 250-300 | 6 | 1 | |
| 2 (. 078i n) | стыковой | 80-110 | 75-100 | 1. 6-2.4 | 1.6-2.4 | 175-225 | 6 | 1 |
| накладной | 110 | 100 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внешний | 80 | 75 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внутренний | 105 | 95 | 1.6-2.4 | 2.4 | 175-225 | 6 | 1 | |
| 3 (. 012i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 |
| накладной | 130 | 120 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внешний | 110 | 100 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внутренний | 125 | 115 | 2.4-3.2 | 3.2 | 125-175 | 7 | 1 | |
| 4 (. 16i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 3.2 | 100-150 | 7 | 1 |
| накладной | 185 | 170 | 2.4-3.2 | 2.4 | 100-150 | 7 | 1 | |
| угловой внутренний | 180 | 165 | 2.4-3.2 | 2.4-3.2 | 100-150 | 7 | 1 | |
| 5 (. 2i n) | угловой внешний | 160 | 140 | 3.2-4.0 | 2.4-3.2 | 100-150 | 7 | 1 |
| 6 (. 24i n) | стыковой | 220-275 | 190-230 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 |
| накладной | 250-300 | 210-250 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
| угловой внутренний | 280-320 | 230-280 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
Как правильно варить нержавейку аргоном
Есть два варианта – ручная аппаратура с помощью полуавтомата и использованием проводников из вольфрама. Рекомендации для работы:
- можно применять и переменный, и постоянный ток;
- вольфрамовый проводник должен быть неплавким;
- газ выдувается из жерла горелки;
- присадку нужно класть самостоятельно на поверхность обработки, это обеспечивает образование шва;
- проволока должна при подаче составлять угол 15-30 градусов к заготовке и 90 – к аппарату;
- движение ровное, без отклонений в стороны;
- продуйте соединение изнутри для обеспечения красивого стыка;
- для розжига дуги используйте графитовую плиту, а не способ касания по заготовке – останутся некрасивые следы;
- подавайте давление еще на протяжении 4-10 секунд после завершения процесса.
При использовании полуавтомата:
- в проволоке должен содержаться никель;
- вместе с инертным составом необходимо пускать часть углекислого, он снижает нагрев кромок;
- могут использоваться различные технологии – импульсная, короткодуговая, струйным переносом.
Аргонно-дуговая сварка нержавейки с инородным металлом
Обычно появляется необходимость присоединить элемент из стали с антикоррозийными свойствами к сплавам с малым количеством углерода в составе. Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
- штучные электроды с обмоткой в режиме ММА;
- вольфрамовые проводники, неплавкие;
- с помощью инертного газа.
Первые два метода менее эффективны. При дуге происходит меньшее заполнение шва кислородом, а значит, и малое окисление. Но если вы решили использовать первую методику, то вам понадобится таблица с подходящими марками электродов:
| марка | тип | материал стержня электрода | коэффициент наплавки, r/a. ч | применение |
| озл-8 | э-07 |
Аналогично АналогичноСварка нержавейки полуавтоматом (MIG)
Она применяется преимущественно на предприятиях, в то время как ручная – при домашнем использовании. Полуавтоматическая установка больше весит, она более массивна, поэтому ее нельзя брать с собой на выезд, если работа этого требует. Особенности конструкции две – нет необходимости в электроде, а проволока подается автоматически, поэтому вторая рука остается свободной, чтобы двигать детали, придерживать их.
Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
| лист, мм | проволока, мм | сила тока, а |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
Эта аббревиатура переводится с английского языка как «вольфрам и инертный газ», наиболее распространенный – аргон. Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
- сразу образуется очень красивый шов, не требующий зачистки;
- предотвращение пористости;
- присадочная проволока – из того же состава, что и заготовка;
- отсутствие окисления;
- небольшая зона прогрева, поэтому можно не бояться деформаций;
- легкий метод, им могут пользоваться даже новички;
- мало вредных веществ выбрасывается при работе.
Видео об этом
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.
Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.
Сварка нержавейки в среде аргона при помощи проводника из вольфрама
Дадим несколько рекомендаций по технике:
- дуговой розжиг совершайте на графитовой пластине, а затем аккуратно переводите горелку на стык;
- подачу следует отключать не сразу после окончания приваривания, дождитесь 10-15 секунд;
- не делайте поперечных движений.
Заключение
Мы рассказали про сварку деталей из нержавейки при поддуве и высоком давлении аргона. Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Видео для наглядности
В статье мы расскажем про технологии и обучение технике сварки аргоном тонкой нержавейки. Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности.
Правила, которые нужно запомнить:
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.
В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.
Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.
Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
| Сварочная проволока: марка описание | Классификация | Типичный хим. состав наплавленного металла | Механические свойства |
| OK Autrod 347 Si (OK Autrod 16.11)* Коррозионностойкая хромоникелевая сварочная для нержавеющих сталей типа 08X18h20, 12X18H9T, 08X18h20T, (304, 308, 347) и им подобных в среде защитных газов (Ar). Легированная ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+). | ER 347 Si / AWS A5.9 G 19 9 Nb Si / EN 12072 Аналог проволок: 06X21H7БТ 06X19Н9Т 01X18Н10 01Х19Н9 | С Рекомендуем перед процедурой подложить под детали листовую медь. Она не присоединится к заготовке, но будет выполнять ряд задач: |
- защита от деформации шва с обратной стороны;
- поглощение избыточного тепла;
- фиксация, твердая рабочая поверхность.
При сечении в 1 миллиметр актуален 35 А, 36 А, 37 А ток – в таком режиме аргонодуговой сварки для нержавеющей стали следует варить 3 секунды, подача для остывания – 4 с. Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Соединение труб
Вне зависимости от того, что это – водопровод, канализация, любой другой путепровод, требуется изолировать фрагмент, почистить его изнутри и снаружи. Процесс будет проходить при заполнении газом внутреннего пространства. Для этого следует вставить трубку в соединительный клапан и смастерить заглушку из старых тряпок, скотча. Наполнение аргона для сварки труб из нержавеющей стали осуществляется с двух сторон. Возможные настройки – 65 Ампер, заварка кратера – 3 с., остывание – 4 с.
Pulse
В обиходе называется импульсным режимом. Отлично подходит для тонкостенных деталей, а если нужно перейти на другой материал, то просто незаменим для алюминиевых сплавов. Достоинство – даже при увеличенной силе тока нельзя получить провал сварочной ванны, то есть у вас не получится на этом месте отверстие. Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.
Таблица соотношений режимов и толщины листов
| Листовой металл мм. | Тип шва | Ток | Электрод мм. | Наполнитель мм. | Сварочная скорость мм./ мин. | Рргон л. /мин. | Число проходов | |
| горизонтальное положение | вертикальное положение | |||||||
| 1 (. 039i n) | стыковой | 25-60 | 25-35 | 1.0 | 1.6 | 250-300 | 6 | 1 |
| накладной | 60 | 55 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внешний | 40 | 35 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внутренний | 55 | 50 | 1.6 | 1.6 | 250-300 | 6 | 1 | |
| 2 (. 078i n) | стыковой | 80-110 | 75-100 | 1.6-2.4 | 1.6-2.4 | 175-225 | 6 | 1 |
| накладной | 110 | 100 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внешний | 80 | 75 | 1.6-2. 4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внутренний | 105 | 95 | 1.6-2.4 | 2.4 | 175-225 | 6 | 1 | |
| 3 (. 012i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 |
| накладной | 130 | 120 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внешний | 110 | 100 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внутренний | 125 | 115 | 2.4-3.2 | 3.2 | 125-175 | 7 | 1 | |
| 4 (. 16i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 3.2 | 100-150 | 7 | 1 |
| накладной | 185 | 170 | 2.4-3.2 | 2.4 | 100-150 | 7 | 1 | |
| угловой внутренний | 180 | 165 | 2. 4-3.2 | 2.4-3.2 | 100-150 | 7 | 1 | |
| 5 (. 2i n) | угловой внешний | 160 | 140 | 3.2-4.0 | 2.4-3.2 | 100-150 | 7 | 1 |
| 6 (. 24i n) | стыковой | 220-275 | 190-230 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 |
| накладной | 250-300 | 210-250 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
| угловой внутренний | 280-320 | 230-280 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
Как правильно варить нержавейку аргоном
Есть два варианта – ручная аппаратура с помощью полуавтомата и использованием проводников из вольфрама. Рекомендации для работы:
- можно применять и переменный, и постоянный ток;
- вольфрамовый проводник должен быть неплавким;
- газ выдувается из жерла горелки;
- присадку нужно класть самостоятельно на поверхность обработки, это обеспечивает образование шва;
- проволока должна при подаче составлять угол 15-30 градусов к заготовке и 90 – к аппарату;
- движение ровное, без отклонений в стороны;
- продуйте соединение изнутри для обеспечения красивого стыка;
- для розжига дуги используйте графитовую плиту, а не способ касания по заготовке – останутся некрасивые следы;
- подавайте давление еще на протяжении 4-10 секунд после завершения процесса.
При использовании полуавтомата:
- в проволоке должен содержаться никель;
- вместе с инертным составом необходимо пускать часть углекислого, он снижает нагрев кромок;
- могут использоваться различные технологии – импульсная, короткодуговая, струйным переносом.
Аргонно-дуговая сварка нержавейки с инородным металлом
Обычно появляется необходимость присоединить элемент из стали с антикоррозийными свойствами к сплавам с малым количеством углерода в составе. Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
- штучные электроды с обмоткой в режиме ММА;
- вольфрамовые проводники, неплавкие;
- с помощью инертного газа.
Первые два метода менее эффективны. При дуге происходит меньшее заполнение шва кислородом, а значит, и малое окисление. Но если вы решили использовать первую методику, то вам понадобится таблица с подходящими марками электродов:
| марка | тип | материал стержня электрода | коэффициент наплавки, r/a. ч | применение |
| озл-8 | э-07 |
АналогичноСварка нержавейки полуавтоматом (MIG)
Она применяется преимущественно на предприятиях, в то время как ручная – при домашнем использовании. Полуавтоматическая установка больше весит, она более массивна, поэтому ее нельзя брать с собой на выезд, если работа этого требует. Особенности конструкции две – нет необходимости в электроде, а проволока подается автоматически, поэтому вторая рука остается свободной, чтобы двигать детали, придерживать их.
Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
| лист, мм | проволока, мм | сила тока, а |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
Эта аббревиатура переводится с английского языка как «вольфрам и инертный газ», наиболее распространенный – аргон. Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
- сразу образуется очень красивый шов, не требующий зачистки;
- предотвращение пористости;
- присадочная проволока – из того же состава, что и заготовка;
- отсутствие окисления;
- небольшая зона прогрева, поэтому можно не бояться деформаций;
- легкий метод, им могут пользоваться даже новички;
- мало вредных веществ выбрасывается при работе.
Видео об этом
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.
Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.
Сварка нержавейки в среде аргона при помощи проводника из вольфрама
Дадим несколько рекомендаций по технике:
- дуговой розжиг совершайте на графитовой пластине, а затем аккуратно переводите горелку на стык;
- подачу следует отключать не сразу после окончания приваривания, дождитесь 10-15 секунд;
- не делайте поперечных движений.
Заключение
Мы рассказали про сварку деталей из нержавейки при поддуве и высоком давлении аргона. Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Видео для наглядности
услуги сварщиков и цены на сварочные работы
Заявка на выполнение срочного заказа
Нужно срочно сварить металл? Выполним заказ за 1-2 дня!
Отправляя заявку Вы даёте согласие на обработку персональных данных
Смоляков СергейНачальник производства
Айронсиб
Наша компания производит сварочные работы в Томске. Мы предоставляем услуги сварщиков на выезде и выполняем заказы в собственном цеху. У нас Вы можете заказать как выезд сварщика или бригады на мелкие сварочно-монтажные и слесарные работы на 1-2 часа, так и проекты под ключ с закупкой материалов. Наряду со сварочными работами мы оказываем услуги по резке, гибке, пескоструйной обработке и порошковой покраске металла, что позволяет нам создавать металлические изделия и конструкции.
Наши сварщики имеют многолетний опыт сварки сталей различного назначения, чугунов, нержавеек, алюминиевых и медных сплавов, пластиковых труб, ПВХ и ПНД. После сварки ответственных конструкций выполняем контроль сварных соединений с помощью ВИК, РК, УЗК и других методов. На производстве работают сварщики 5-го и 6-го разрядов, прошедшие аттестацию на I уровень НАКС. Гарантируем качественное и своевременное выполнение работ.
Какие Услуги сварщиков мы предоставляем
Ручная дуговая сварка Сварка полуавтоматом Аргонодуговая сварка Сварка труб Выезд сварщика на объект Сварочно-монтажные работы Производство конструкций Ремонтные работы сваркойЦены на сварочные работы
Запросить КП
Консультация специалиста
Производим сварочные работы в квартирах, частных домах и коттеджах:
- перенос батарей отопления;
- замена стояков и трубопроводов;
- сварка решеток и петель;
- монтаж полотенцесушителя;
- сварка пандусов и козырьков;
- изготовление лестниц.
Сварочные работы в торговых центрах и офисах:
- монтаж труб пожаротушения;
- сварка теплотрасс;
- сварка металлических рам;
- прокладка водопровода и канализации;
- сварка ограждений из нержавейки.
Также оказываем услуги срочного ремонта техники на дороге.
Вызвать сварщика на объект.
На производстве и на выезде мы часто применяем механизированную сварку в защитной среде углекислого газа. Данный способ позволяет оперативно и качественно сваривать стали, нержавейку и алюминий в плохом состоянии и сложных местах.
Основные преимущества использования полуавтомата для сваривания в защитной среде:
- остается неизменным внешний вид конструкции;
- обрабатываются даже самые труднодоступные участки изделия;
- на выходе получается тонкий и достаточно прочный сварной шов;
- минимум отходов;
- все работы выполняются быстро.
Заказать сварку полуавтоматом.
У нас в бригаде работают опытные «аргонщики», которые с уверенностью заварят тонко- и толстостенные изделия из нержавейки и алюминия. В цехе и на выезде мы используем специальные инверторы для ручной аргонодуговой сварки.
Основные преимущества аргонной сварки:
- минимальное тепловложение исключает корабление металла;
- аргон — инертный газ, тяжелее воздуха, окисление сварного шва практически отсутствует;
- можно сваривать металлы, которые имеют проблемы при сварке традиционными способами.
Заказать сварку аргоном.
Чаще всего нам приходится варить из нержавейки трубы, баки, котлы, ёмкости и перила. Наиболее распространенными способами сварки при работе с нержавейкой являются:
Ручная дуговая сварка – самый популярный и дешевый метод сварки. Однако, это сказывается на качестве за счёт отсутствия необходимой защиты металла шва. Поэтому для крупных заказов данный способ мы практически не применяем.
Полуавтоматическая сварка – проводится при помощи сварочных полуавтоматов. Такой способ является самым эффективным, так как позволяет быстро получить ровный и аккуратный шов.
Сварка неплавящимися электродами – проводится при помощи инверторов для аргонодуговой сварки. Чаще всего используется для сваривания тонких труб, а также труб высокого давления и изделий из листового металла нержавеющих сталей.
Заказать сварку нержавейки.
Для сварки алюминия и дюралюминия мы применяем аргонодуговую сварку неплавящимся электродом. На нашей практике встречаются заказы по изготовлению и ремонту:
- строительные рамы, лестницы, стремянки;
- цистерны, рамы вагонов и другие детали в ЖД;
- детали для автомобилей;
- изделия для торговой промышленности;
- бытовые изделия.
Заказать сварку алюминия.
Металлоконструкци для дома и дачи:
- изготовление гаражей и теплиц;
- сварка оград и ворот;
- установка заборов;
- сварка лестниц и беседок;
- сварка козырьков и навесов;
- сварка качелей;
- изготовление металлической мебели;
- изготовление печей и котлов;
- изготовление мангалов, дровниц, костровищ т. п.;
- сварка и установка гаражных ворот.
Металлоконструкции для строительства, промышленности и бизнеса:
- металлоконструкции по чертежам;
- изготовление ферм и закладных;
- изготовление винтовых свай;
- изготовление рам, опор, столбов и т.п.
- изготовление и ремонт теплообменников;
- изготовление и ремонт сосудов, цистерн и баков;
- изготовление ангаров и навесов;
- сварка рекламных щитов;
- изготовление стеллажей, полок, подставок и т.п.
Заказать сварное изделие.
С помощью сварки полуавтоматом и аргонодуговой сварки мы ремонтируем широкий спектр агрегатов и узлов автомобильной техники:
- литые диски;
- топливные баки;
- детали подвески;
- крышки головок блоков цилиндров;
- корпуса коробок передач;
- глушители;
- радиаторы охлаждения и др.
Заказать ремонт автомобиля сваркой.
Оказываем услуги по сварочному ремонту грузовых машин, автобусов, трактаров и экскаваторов. Предоставляем услуги в цехе и на выезде. Выполняем следующие виды работ:
- ремонт и сварка полуприцепов;
- сварка рам грузовых машин;
- ремонт ковшей экскаваторов;
- наплавка изношенных элементов;
- сварка крупногабаритных деталей и отдельных узлов.
Заказать ремонт техники сваркой.
| Группа свариваемых материалов | Марки свариваемых материалов |
| (М01) Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа | 08, 08пс, 08ЮТ, 15, 15пс, 10, 20, 20пс, 16Д, Ст3 , Ст3Г 1 , 35, 45, Ст3(пс, сп), Ст3(пс, сп), Ст3(пс, сп), Ст3Гпс, Ст3Гпс, С235, С255, С285, Ст3Гпс, 09Г2, 10Г2, 09Г2Д, 09Г2С, 12Г2С |
| (М03) Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 360 до 500 МПа | 09Г2СФ, 30ХГСА, 19ЮФТ, 10Г2Б, 08ГБЮ, 09ГБЮ, 12Г2Б, 14Г2АФ, 14Г2АФД, 15Г2АФД, 15Г2СФ, 10ХСНД, 09Г2ФБ, 10Г2ФБ, 16Г2АФ, 16Г2АФД, 18Г2АФ, 18Г2АФД |
| (М02) Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса | 12МХ, 12ХМ, 15ХМ, 20ХМЛ, 10Х2М, 10Х2М-ВД, 10Х2ГНМ, 12Х2М1, 12Х1МФ, 12Х1МФ-ПВ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ, 12Х2МФСР, 12Х2МФБ |
| (М11) Высоколегированные стали аустенитного класса (нержавеющие стали) | 12Х18Н9Т, 08Х16Н9М2, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н12Т1 , 12Х18Н9ТЛ, 12Х18Н12М3ТЛ, 10Х13Г12БС2Н2Д2, 20Х23Н13 |
| Двухслойные стали М01+М11 | 10, 20, 20пс, 16Д, Ст3 , Ст3Г 1 , 35, 45, Ст3(пс, сп), Ст3(пс, сп), Ст3(пс, сп), Ст3Гпс, Ст3Гпс, С235, С255, С285, Ст3Гпс, 09Г2, 10Г2, 09Г2Д, 09Г2С, 12Г2С и др. +12Х18Н9Т, 08Х16Н9М2, 08Х18Н10Т, 12Х18Н10Т |
| Алюминиевые сплавы | АМг1, АМг2, АМг3, АМг6 и др. |
Также свариваем распространённые марки меди, латуни и чугуна, ПВХ и ПНД.
Не нашли в требуемую услугу? Опишите задачу и получите консультацию сварщика и расчёт стоимости работ.
Наши проекты с применением сварки
Назад
Далее
Как мы работаем:
- Срочный выезд сварщика в течение 2 ч.
- Расчёт стоимости заказа — 1 день.
- Срок изготовления заказа 1-3 дня.
- Скидки на крупные и повторные заказы.
- Доставка по Томску и в регионы РФ.
- Гибкая ценовая политика.
- Работаем с юр. и физ. лицами.
- Наличный и безналичный расчёт.
менеджер по работе с клиентами
Получить консультацию
Заказать сварочные работы
Заказать расчёт стоимости
Цены на сварочные работы
Сварка
Листовой металл
Трубы
Автомобильные узлы
Ремонт / монтаж
Изделия и металлоконструкции
Сварка
Листовой металл
Трубы
Автомобильные узлы
Ремонт / монтаж
Изделия и металлоконструкции
Не нашли в прайсе требуемой услуги? Опишите задачу и получите расчёт стоимости сварочных работ.
Как с нами связаться
- Производство Айронсиб: г. Томск,
ул. Мичурина 16, стр. 12 - +7 (3822) 28-14-63
- WhatsApp +7 (901) 612-00-60
- [email protected]
- Режим работы: пн-пт с 8-00 до 17-00
Заказать звонок
Услуги нашего производства
Лазерная резка Плазменная резка Гибка металла Токарная обработка Фрезерная обработка Пескоструйная обработка Порошковая покраска Изготовление винтовых свай Металлоконструкции под ключНаконечники для сварки труб из нержавеющей стали
- ДОМ
- НЕРЖАВЕЮЩАЯ
- Трубки из нержавеющей стали
Я не могу взять на себя ответственность за любой из этих советов по сварке труб из нержавеющей стали и поручней для лодок.
Все это пришло по электронной почте от парня по имени Маттиас из Швеции … несколько отличных советов по сварке рельсов из нержавеющей стали, а также по сварке резервуаров из нержавеющей стали.
Итак, вот письмо, которое я получил от Маттиаса…
Джоди,
Я подумал, может, пришло время расплаты. Не только на ваш сайт, но и в целом.
Так как у меня нет своего форума, и если бы я его завел, то потребовалось бы некоторое время, прежде чем его кто-нибудь нашел бы. Может быть, вы могли бы использовать некоторые трюки на вашем сайте?
Вот несколько трюков из двух моих типов проектов.
Лодочные поручни из нержавеющей стали
Лодочные поручни из 1-дюймовой трубы из нержавеющей стали:
При изготовлении, ремонте или регулировке этих перил мне часто приходится делать стыковые соединения трубы. Стыки должны быть почти невидимы, когда закончите, поэтому подгонка имеет решающее значение.
Я использую то, что я называю подпружиненной вставкой.
Это двухдюймовая стандартная трубка из нержавеющей стали, которую я сжимаю, чтобы она поместилась внутри ее оригинала. Я разрезаю его вдоль и снимаю полоску, затем зажимаю ее в тиски так, чтобы она была немного больше внутреннего диаметра трубы. Теперь это подпружиненная вставка.
Вставьте его в стыковое соединение, и вы получите идеальную посадку! Эта вставка служит двум другим целям. Обеспечивает поддержку сварного шва без аргона, без карбидов хрома внутри. И это дает своего рода теплоотвод. Теперь вы можете нагреть сварной шов, получить более прочное соединение и не беспокоиться о проплавлении. Вставка остается в трубе и становится частью соединения.
Я также разработал простое приспособление для крепления поручней лодки.
На самом деле это навеяно вашим обзором хомута Iceengineworks.
Мое приспособление для стыкового соединения представляет собой точно такую же стандартную трубку из нержавеющей стали, теперь около трех дюймов. Он разделен на две равные части вдоль и два V-образных выреза посередине сторон. Объедините это с двумя хомутами для шлангов, и вы готовы к стыковым соединениям.
Имеются шлифованные V-образные вырезы, позволяющие выполнять прихваточные швы.
Я использую его, когда мне нужна хорошая прямая посадка. Также при изготовлении сложных форм. На рисунках вы видите изгиб большого радиуса в сочетании с изгибом под углом 90 градусов. Вы можете использовать приспособление, чтобы отрегулировать посадку, а затем затянуть его, и тогда он станет прочным и готовым к сварке.
Я широко использовал несколько таких приспособлений на перилах на фотографиях.
Обычно я комбинирую вставку с креплением. Только когда вставка не может оставаться в готовом соединении, я использую приспособление отдельно.
Этот метод, конечно же, можно использовать для труб всех типов и размеров, а не только для перил из нержавеющей стали толщиной один дюйм.
Наконечник для сварки TIG резервуаров из нержавеющей стали
Нержавеющие резервуары:
При изготовлении резервуаров из нержавеющей стали (газовых, дизельных, водяных, септических) угловые соединения всегда свариваются снаружи.
Здесь я использую медную подложку, когда это возможно, внутри, это дает лучший результат. И продувка аргоном не нужна, когда можно подкрепить внутреннюю часть медью.
Но у вас всегда получается не медная подложка последней панели, если у вас нет БОЛЬШОГО смотрового люка, а у вас его обычно нет.
Для этой задачи я сделал внешнюю медную подложку.
Это всего лишь два медных стержня, соединенных вместе и уложенных снаружи углового соединения. У него достаточно широкий паз, чтобы угол торчал для сварки.
Этот также служит двум целям. Он поглощает тепло из зоны сварки и создает газовую пробку. Аргон вдавливается в стенки медных стержней и остается вокруг углового соединения. Если вы дунете аргоном на внешнее угловое соединение, поток просто разделится.
Этот эффект плотины не был очевиден для меня, когда я впервые сделал внешний радиатор. Но это стало очевидно на первом дюйме, который я с ним сварил! Сварной шов оставался соломенно-желтым на всем протяжении, что в противном случае было бы твердым на внешнем углу.
Конечно, если вы используете медную подложку только снаружи, вам потребуется продувка сварного шва аргоном изнутри!
Обычно я комбинирую внутреннюю медную подложку с внешней.
Когда я буду делать свой следующий танк, я собираюсь сделать еще одного внешнего покровителя. Затем я могу сварить длину первого, поменять блоки и поставить горячий на охлаждение, чтобы подготовить его к следующему запуску. Когда я использую внешнюю опору, я получаю ЗТВ размером с зазор между двумя медными стержнями. Когда я пытаюсь без HAZ растет неконтролируемо.
Полезен ли для вас такой репортаж с изображениями? Видео было бы лучше, но я думаю, что оставлю это профессионалам вроде вас!
С уважением, Маттиас С.
Советы по устранению обратной продувки при сварке труб из нержавеющей стали |
Перейти к содержимому
СОВЕТЫ ПО СВАРКЕ КОЛОНКА
ДЖЕФФ РОБЕДО
Если вы свариваете трубу из нержавеющей стали с помощью традиционного процесса, такого как TIG или дуговая сварка, вероятно, потребуется обратная продувка аргоном. Обратная продувка удаляет загрязнения и обеспечивает защиту, но также требует значительного времени и денег.
Переход на усовершенствованный процесс сварки проволокой может сэкономить время, не лишая ваших операторов возможности производить высококачественные сварные швы, отвечающие требованиям норм. Вот как можно успешно изменить процесс.
Зачем нужна обратная продувка
Нержавеющая сталь обладает коррозионной стойкостью и прочностью, что делает ее широко используемым материалом для производства труб во многих отраслях промышленности. Но когда сварка труб с открытым корнем завершается с помощью процесса TIG, обычно требуется обратная продувка аргоном для защиты обратной стороны сварного шва. В противном случае могут образоваться тяжелые оксиды, которые вызовут засахаривание внутренней поверхности сварного шва. Это разрушение основного материала является дефектом, который может привести к повторной обработке.
Обратная продувка помогает предотвратить засахаривание за счет подачи газа для удаления загрязняющих веществ, но может потребовать много времени и средств — иногда тысячи долларов на проект — особенно при сварке труб большого диаметра.
Эффективная альтернатива обратной продувке
Переход на модифицированный процесс сварки MIG с коротким замыканием позволяет отказаться от обратной продувки на многих типах сварных швов труб из нержавеющей стали.
Процесс RMD (регулируемое осаждение металла) от Miller Electric Mfg., например, использует точно контролируемый перенос металла для обеспечения равномерного осаждения капель. Сварочная система предвидит и контролирует короткое замыкание, а затем снижает сварочный ток для обеспечения равномерного переноса металла. Это облегчает сварщику контроль над сварочной ванной. Стабильные короткие замыкания создают лишь небольшую рябь в сварочной ванне, что, в свою очередь, обеспечивает стабильную врезку в боковую стенку.
С помощью этого типа процесса сварщики могут легче контролировать сварочную ванну, скорость сварки и тепловложение. Меньшее тепловложение позволяет сварочной ванне замерзать быстрее.
Сочетание всех этих факторов приводит к менее турбулентной сварочной ванне и более плавному потоку защитного газа, позволяя газу проходить через открытый корень и защищать обратную сторону сварного шва от засахаривания или окисления. Покрытие газом требуется только на короткое время, потому что лужа замерзает очень быстро, что устраняет необходимость в обратной продувке.
Вдвое больше сварных швов за то же время
Один из производителей труб добился значительного повышения производительности после этого перехода. Компания Dixie Mechanical Inc., основанная в 2002 году в Таскалузе, штат Алабама, управляет мастерской по изготовлению на заказ площадью 20 000 квадратных футов, окруженной 4,5 акрами складской площадки. Цех часто производит от 300 до 400 футов труб в день для клиентов в национальном и международном энергетическом, нефтегазовом и химическом секторах.
Компания Dixie использовала корневой шов TIG с обратной продувкой аргоном, за которым следовали заполняющие и закрывающие проходы порошковой проволокой для сварных швов труб из нержавеющей стали. Сварщики обычно тратили от 20 до 30 минут каждый раз, чтобы настроить защитный газ аргон и заклеить концы труб для продувки. Газ для обратной продувки также увеличивал расходные расходы цеха.
Компания отказалась от обратной продувки сварных швов труб с открытым корнем, перейдя на процесс RMD для корневого шва. Поскольку RMD-сварка и сварка с флюсовой проволокой представляют собой процессы с подачей проволоки и не требуют замены проводов для изменения полярности, этот переход также позволил сэкономить время при смене процесса.
Благодаря скорости перемещения в два-три раза выше, чем у сварки TIG и дуговой сварки, модифицированная сварка MIG с коротким замыканием позволяет операторам выполнять больше сварных швов за то же время. Дикси удвоила количество сварных швов, выполняемых каждый день, без ущерба для стандартов качества. Этот процесс также обеспечивает простоту использования и сокращение времени обучения новых сварщиков.
Четыре фактора успешного переключения
Некоторые передовые методы позволяют оптимизировать результаты при переключении процессов сварки, чтобы исключить обратную продувку.
- Проверьте WPS. Вполне вероятно, что для изменения процесса сварки потребуется повторная квалификация спецификации процедуры сварки (WPS). Однако имейте в виду, что изменение процесса может обеспечить быструю окупаемость инвестиций за счет повышения производительности и снижения затрат.
- Убедитесь, что труба чистая. Надлежащая очистка трубы внутри и снаружи помогает добиться хороших результатов. Для удаления загрязнений используйте проволочную щетку, предназначенную для нержавеющей стали, и очистите не менее 1 дюйма от края соединения.
- Используйте правильную сборку. Минимальный корневой зазор 1/8 дюйма между свариваемыми трубами позволяет защитному газу проходить и защищать обратную сторону сварного шва.
- Выберите правильные расходные материалы. Определенные типы защитного газа, контактные наконечники, сопла и присадочные металлы могут улучшить результаты. Например, присадочный металл из нержавеющей стали с высоким содержанием кремния, такой как 316LSi или 308LSi, способствует смачиванию сварочной ванны и действует как раскислитель. Конический контактный наконечник и сопло помогают локализовать газовое покрытие корневого прохода.
Экономия времени и денег
Переход на модифицированный процесс MIG с коротким замыканием вместо TIG для корневого прохода при сварке труб из нержавеющей стали может сэкономить время и деньги, помогая операторам выполнять больше работ и завершать проекты Быстрее.
Подпишитесь, чтобы узнавать о последних новостях в области производства.
Джефф Робедо
Джефф Робедо, CWI/CWE, специалист по сварке в Miller Electric Mfg. LLC., www.millerwelds.com. Электронная почта [email protected].
A TIG+MAG сварка трубы из нержавеющей стали 304
/в Блоге /by WELDER METALS По сравнению со всей аргонной сваркой и аргонно-электрической сваркой эффективность производства и качество сварки труб из нержавеющей стали TIG Сварка +MAG значительно улучшена, и она широко используется при сварке трубопроводов электростанций. Горизонтальное фиксированное всепозиционное соединение трубы большого диаметра из нержавеющей стали 304 в основном используется в трубопроводе смазочного масла электростанции. Он плохо поддается сварке и требует более высокого качества сварки и формирования внутренней поверхности. После сварки требуется проверка PT и RT.
Сварка ВИГ или ручная дуговая сварка имеют низкую эффективность, и низкое качество сварки не может быть гарантировано. Мы используем внутреннюю и внешнюю сварочную проволоку TIG для сварки нижнего слоя, сварку MAG и поверхностный слой для сварки, чтобы получить хорошие сварные соединения. По сравнению с углеродистой сталью и низколегированной сталью скорость теплового расширения и проводимость нержавеющей стали TP304 больше, а поток в ванне и формование плохие, особенно при сварке во всех положениях. В процессе сварки MAG длина выдвижения сварочной проволоки должна быть менее 10 мм, а также должны поддерживаться соответствующие амплитуда, частота, скорость и время удерживания кромки сварочной горелки. Угол сварочной горелки следует регулировать в любое время, чтобы кромка поверхности сварного шва аккуратно сплавлялась, хорошо формировалась, чтобы гарантировать качество заполнения и покровного слоя.
Образец TP304 стальная труба размером 530 мм * 11 мм, использовалась ручная аргонно-вольфрамовая дуговая сварка подложки, сварка смешанным газом (CO2 + Ar) заполнения и сварка покрытия, горизонтальная неподвижная сварка во всех положениях. Перед сваркой мы должны выполнить некоторые подготовительные работы:
1. Очистите грязь, такую как масло и ржавчина, и отполируйте канавку и окружающий 10-миллиметровый диапазон;
2. Сборка в соответствии с размером, позиционирующая сварка с использованием фиксированного пола (2, 7, 11 точек для фиксированного позиционирующего блока), также можно использовать сплошную сварку с канавкой;
3. Трубка защищена аргоном.
Процесс сварки TIG
Параметры сварки
Используется вольфрамовый электрод WCE-20 диаметром 2,5 мм. Вольфрамовый электрод выдвигается на 4~6 мм без предварительного нагрева, а диаметр сопла составляет 12 мм. чистота, %
Операция . сложно. Чтобы предотвратить внутренний прогиб сварочного шва, сварочная часть в верхнем положении (60 ° с обеих сторон шести точек) используется для заполнения проволоки, а вертикальные и горизонтальные сварочные части используются для заполнения проволоки в качестве подложки. сварка. Параметры сварки Диаметр сопла 20 мм, расстояние между соплом и образцом 6~8 мм, температура между слоями менее 150℃, толщина сварного шва сварочный шов 11 мм. Смешивание защитного газа с соотношением Ar80%+CO2 20% (объемное) делает дугу AR стабильной, небольшой разбрызгивание, легкий переход осевой струи. Окисление дуги устраняет дефекты аргонной сварки, такие как высокое поверхностное натяжение, густой жидкий металл и легкое дрейф катодных пятен, а также улучшает глубину проплавления шва. Процесс операции Сварка тонких металлов — это искусство выполнения множества прихваточных швов, а затем тщательной сварки более длинных валиков, чтобы избежать тепловой деформации. Сварка труб, в частности, требует твердой руки для равномерного управления дугой по всей окружности трубы. Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) является очевидным выбором для сварки труб из нержавеющей стали, поскольку она решает многие из этих проблем. Он использует защитный газ для поддержания чистоты сварных швов из нержавеющей стали, а использование вольфрамового электрода позволяет выполнять сварку плавлением без необходимости использования дополнительного заполняющего материала. Это означает, что для расплавления присадочного материала не требуется дополнительное тепло, что помогает предотвратить тепловую деформацию тонкостенных трубок. Вольфрамовый электрод также позволяет точно контролировать воздействие тепла на заготовку. Тонкие материалы можно грубо определить как материалы толщиной менее 2,5 миллиметров (примерно 3/32 дюйма). Тонкостенные материалы не имеют большой массы для рассеивания тепла. Это приводит к накоплению тепла в локализованной области вокруг сварного шва, что может привести к прожогу или, что более вероятно, к деформации, изгибу или короблению металла во время сварки или после нее во время охлаждения. Эти проблемы усугубляются в нержавеющей стали. Нержавеющая сталь имеет низкую теплопроводность, что не позволяет теплу быстро распространяться по всему металлу. В результате нержавеющая сталь печально известна своей легкостью, с которой она деформируется во время сварки. Чем тоньше нержавеющая сталь, тем легче она деформируется. Контроль температуры в режиме GTAW является убедительным аргументом в пользу использования метода GTAW для сварки нержавеющей стали любой толщины. GTAW является наименее теплоемкой формой сварки, которая обычно используется. Усовершенствования в процессе GTAW позволили сварщику еще больше контролировать геометрию дуги и тепло, которое дуга вводит в заготовку. Импульсная сварка GTAW меняет электрический ток между высоким пиковым током и более низким/фоновым током несколько раз в секунду. Высокий ток плавит металл, а низкий ток позволяет шву остыть и затвердеть. Это снижает общее количество тепла, подводимого к заготовке, что сводит к минимуму деформацию без каких-либо компромиссов в отношении плавления или формирования сварного шва. При высокочастотной импульсной сварке — выше 2000 Гц — импульс может сдавливать сварочную дугу, сужая зону термического влияния и увеличивая проплавление. В целом, импульсный метод GTAW является идеальным методом для нержавеющей стали любой толщины, но его преимущества особенно проявляются при сварке тонкой нержавеющей стали. Однако проблемы, связанные со сваркой труб, возникающие из-за круглой формы заготовки, проще всего решить с помощью автоматизированной сварки GTAW. Сварка цилиндра по окружности всегда была сложной задачей, независимо от толщины материала или типа металла. Этот метод создает возможности для дефектов сварки из-за следующих недостатков: Орбитальная сварка GTAW, в отличие от ручной сварки, устраняет необходимость сварки по частям, делая сварку тонких труб из нержавеющей стали быстрее, проще и стабильнее. После завершения подготовки шва для орбитальной сварки к заготовке может быть прикреплена автоматизированная закрытая головка для орбитальной сварки, которая может сваривать всю окружность за один непрерывный проход. Это устраняет многие потенциальные проблемы, возникающие при запуске и остановке процесса сварки. Низкопрофильная, автономная сварочная головка также позволяет сваривать тонкие трубы из нержавеющей стали в труднодоступных местах, которые обычно используются там, где часто используются трубы из нержавеющей стали. Arc Machines, Inc. предлагает ряд сварочных головок для сварки плавлением тонких труб из нержавеющей стали, а также труб из других сложных металлов и сплавов. По вопросам продукции обращайтесь по телефону по адресу [email protected] , по вопросам обслуживания обращайтесь по телефону по адресу service@arcmachines. 316L обладает хорошими сварочными характеристиками, но высокое содержание углерода позволяет легко получать соединения углерода и хрома по границам зерен в процессе сварки, снижая его коррозионную стойкость. Кремний, растворимый в феррите, обладает эффектом упрочнения и стойкости к окислению, но его высокое содержание серьезно повлияет на свариваемость стали 316L. Марганец может заменить FeS в виде MnS, выполняющего функцию десульфурации. Между тем, он также может улучшить форму распределения сульфида и превратить тонкопленочный FeS в сферическое распределение, тем самым улучшив трещиностойкость сварного шва. Однако слишком высокое содержание марганца снижает коррозионную стойкость. Характеристики границ зерен стали 316L чувствительны к следовым примесям, таким как сера и фосфор, которые легко приводят к термической трещине при сварке. Воздействия всех этих элементов на сталь не просто накладываются друг на друга и не компенсируют друг друга. Поэтому химический состав труб, фитингов и сварочных материалов из стали 316L должен строго контролироваться, чтобы обеспечить баланс образующихся аустенитных элементов (Ni, Mn, C, N и т. д.) и ферритных элементов (Cr, Mo, Si и т. д.). в металле сварного шва после сварки, чтобы получить хорошие характеристики сварного соединения. Метод сварки, характеристики сварки нержавеющей стали делают погонную энергию минимальной, ручная электродуговая сварка и вольфрамово-аргонная дуговая сварка являются наиболее часто используемыми методами. Сварочный аппарат Поскольку при сварке нержавеющей стали легко получить дуговое зажигание вольфрама и усадочное отверстие, высокочастотное зажигание дуги и характеристики затухания тока специального аппарата для аргонодуговой сварки являются идеальным выбором. 316L сварочный пруток/проволока и электрод Сварочный пруток/проволока: 2,5/PP — TIG316L Φ, электрод: 2,5 3,2/A022 Φ. Удалить оксидный слой и масло (ацетоном или спиртом) с поверхности проволоки. Электрод должен быть высушен при 200-250 ℃ в течение 1 часа, а затем храниться в трубке для сохранения тепла для немедленного использования. The 316L welding rod/wire and electrode composition Material Grade C Si Mn Cr Ni MO P S Стержень/проволока TIG3161115 TIG316L TIG316115 TIG316115 0015 ≤0.06 1.0-2.5 18-20 11-14 2. ≤0.03 ≤0.02 electrode A022 ≤0.03 ≤0.09 0.5-2.5 17-20 11-14 2.0-3.0 ≤0.035 ≤0.03 Welding current DC reverse connection for manual arc welding, dc forward connection for argon arc welding. Эффективность теплопроводности нержавеющей стали составляет около 1/3 от углеродистой стали, удельное сопротивление примерно в 5 раз, а коэффициент линейного расширения примерно на 50% больше, чем у углеродистой стали, поэтому при сварке днища используются сварочные материалы малого диаметра и малый ток. Аргон Аргонно-дуговая сварка нержавеющей стали 316L с чистым аргоном ≥99,99% или аргоном высокой чистоты ≥99,999% должна быть защищена аргоном с обратной стороны, чтобы предотвратить снижение окисления в корне сварного шва коррозионная стойкость сварного шва. Остаточное давление аргона в баллоне должно быть не ниже 0,5 МПа. Труба большого диаметра может быть локально заполнена аргоном, который защищен процессом сварки. Расход 5-14л/мин, расход аргона на фронт 12-13л/мин. При аргонно-дуговой сварке малых труб растворимая бумага должна быть запечатана, а изнаночная сторона сварного шва должна быть предварительно вентилирована. Параметры сварки Более высокий коэффициент теплового расширения нержавеющей стали 316L создает большее напряжение при сварке, поэтому следует использовать сварку со строгим позиционированием. Температура сварки трубы большого диаметра 316L должна контролироваться, чтобы снизить тепловое напряжение при сварке. Метод сварки симметричной блочной сварки может быть хорошим выбором. Канавка V-образная. Из-за небольшого сварочного тока и глубины плавления тупая кромка канавки меньше, чем у углеродистой стали (около 0-0,5 мм), а угол канавки больше, чем у углеродистой стали (около 65°-700°). Наконец, качество внешнего вида должно быть проверено, внешний вид стальной трубы 316L имеет хорошую форму, без пористости, сварочных новообразований, провисания и укуса кромки и других дефектов. При испытаниях на растяжение и изгиб механические свойства образца соответствовали требованиям, дефектов в виде несплавления и трещин не обнаружено. Квалифицированный макроскопический металлографический контроль и хорошее проплавление канала сварки, глубина плавления 1-1,5 мм. Металлографическое микроскопическое исследование показало, что основной материал и околошовная зона полностью аустенитные, а металл шва – аустенитно-ферритный (4%), что полностью отвечает требованиям стойкости к межкристаллитной коррозии и охрупчиванию. Сварка тонких листов или труб из нержавеющей стали является сложной задачей, требующей очень высоких навыков сварщика, как вручную, так и с настройкой оборудования. При сварке тонкой нержавеющей стали — нержавеющая сталь, как мы знаем, имеет высокое тепловое расширение и более низкую теплопроводность (способность передавать тепло внутри материала), что очень легко приводит к короблению (деформации), разрыву из-за накопления тепла во время сварки и чувствительна к горячее растрескивание из-за высокой аустенитной микроструктуры. В целом, сварка нержавеющей стали (тонкий листовой металл или трубы) связана со следующими проблемами: Следует обратить внимание на уменьшение внутреннего потока защитного газа до 3 л/мин в конце сварки, чтобы предотвратить вогнутость сварного шва из-за избыточного давления воздуха. Процесс сварки MAG
Welding wire O.D Welding current I/A Arc voltage U/V Shielding gas Gas flow L/min Polarity E-308L 1. 0 100-110 17-19 Положительный 80%AR+20%CO2, Backing AR 9-12,3 DCEP
https://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpg
0
0 СВАРКА МЕТАЛЛОВ https://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpg СВАРЩИК МЕТАЛЛОВ2021-05-13 14:28:292022-05-02 14:30:08A Конструкция сварки TIG+MAG трубы из нержавеющей стали 304 Качание с небольшой амплитудой, обе стороны остаются немного быстрее на средней скорости, что позволяет избежать выпуклого, неровного сварочного шва; В процессе сварки следует использовать равномерную и соответствующую амплитуду и частоту качания сварочной горелки, чтобы гарантировать, что размер поверхности сварки и кромка покровного слоя сплавятся должным образом. Сварка тонкой трубы из нержавеющей стали: почему GTAW является предпочтительным методом
Сварка нержавеющей стали требует тщательной подготовки и точного расчета времени во время сварки, чтобы избежать загрязнения сварного шва. Сварка тонкой трубы из нержавеющей стали объединяет все эти проблемы. Выполнение этих сварных швов в соответствии со спецификацией требует от сварщика исключительного уровня мастерства и мастерства, а также от точности и своевременности машины. Например, выбор угла заточки вольфрама влияет на геометрию и ширину дуги. Возможность большего контроля над этими факторами делает GTAW превосходным методом сварки тонких труб из нержавеющей стали. Сварка труб усугубляет эти проблемы. Сварщики, выполняющие ручную сварку, должны останавливаться и изменять свое положение при сварке трубы по окружности, что приводит к неравномерному нагреву и охлаждению материала и повышает вероятность тепловых деформаций. GTAW сводит к минимуму проблемы с нагревом, но эта схема неравномерного нагрева, охлаждения и нагрева все же может вызвать тепловую деформацию при сварке тонких труб из нержавеющей стали. К счастью, процесс GTAW постоянно совершенствуется, и новые технологии могут свести к минимуму или устранить эти проблемы. Проблема заключается в доступности, так как сварщик не может сварить весь диаметр за один проход. Сварщик просто не может полностью охватить трубу или трубу и должен разделить окружность цилиндра на участки, которые нужно сваривать по одному. Например, сварка близко расположенных труб из нержавеющей стали, соединенных с теплообменником или высокочистой биофармацевтической технологической трубкой, может происходить в узком замкнутом пространстве без большого пространства для маневра. В этих ситуациях орбитальная сварка позволяет использовать низкопрофильную сварочную головку в сочетании с выносным подвесным пультом, который позволяет оператору начинать сварку с удобного расстояния. Это еще одна причина, по которой орбитальная GTAW является лучшим методом сварки тонких труб из нержавеющей стали практически в любых условиях и условиях. com . Чтобы разработать индивидуальное решение, свяжитесь с нами для организации встречи. Как сварить трубу из нержавеющей стали 316L? — Новости — Новости
Поэтому содержание серы и фосфора следует строго контролировать. Хром может значительно повысить температуру хрупкого перехода стали, а ударная вязкость снижается с увеличением содержания хрома. Молибден может диффундировать и образовывать специальные карбиды при высокой температуре отпуска, что может улучшить стойкость к водородной эрозии и вторичной закалке при высокой температуре и давлении, но высокое содержание молибдена будет влиять на ударную вязкость нержавеющей стали. ПОДГОТОВКА К СВАРКЕ
Φ > 100 мм Стальная труба 316 л использует аргонно-дуговую сварку, дуговую сварку наплавляемой поверхности. Φ ≦ 100 мм и толщина стенки менее 5 мм 316L используют трубу для аргонно-дуговой сварки, толщина стенки трубы больше или равна 5 мм для аргонно-дуговой сварки, поверхность покрытия для дуговой сварки.44 0-3.0 во избежание улетучивания сердечника электрода красного цвета и защитного газа покрытия. Для шва с большим зазором в группе принята операция непрерывной подачи проволоки с одной стороны и непрерывного качания сварочной горелки, а текучесть жидкого металла сочетается с плавлением основного материала с другой стороны. чтобы одна сторона не кусала край. В процессе сварки аргон должен поступать в трубку без перерыва, а подача газа должна прекращаться с задержкой при остановке сварки, чтобы можно было полностью защитить сварочный шов. Слишком малая подача аргона теряет защитный эффект и окисляет тыльную сторону сварного шва. Чрезмерный поток вызовет вихревые токи в воздухе и вызовет вогнутость в корне сварного шва. . Сварка нержавеющей стали не легко качается, требуется быстрая сварка с небольшим током. D ≦ Φ 89 мм стальная труба 2-точечное позиционирование, DN = Φ89 — 219 мм при 3-точечном положении, 4-точечное позиционирование для DN ≧ 219 мм; Длина позиционного шва 6-8 мм. При фактической сварке следует всесторонне учитывать такие факторы, как количество свариваемых материалов, технические характеристики трубы и применимость операции. Как сварить тонкий лист и трубы из нержавеющей стали с помощью сварки TIG?
Какие проблемы возникают при сварке тонкой нержавеющей стали?
Сварка тонкой нержавеющей стали методом сварки ВИГ
youtube.com/embed/-FiRKwik8eY?autoplay=0&rel=0″ frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>9
9 9 Проблема при сварке тонкой нержавеющей стали прогорает, так как толщина материала недостаточна для удерживания тепла. Пример прожога показан на рисунке ниже.
Наиболее важными правилами при сварке тонкой нержавеющей стали является использование правильных методов сварки, то есть использование правильного диаметра присадочного материала, вольфрамового электрода, параметров сварки и расхода защитного газа. При сварке тонкой нержавеющей трубы/трубы следуйте приведенным ниже рекомендациям:
- Первое и самое важное – ВАМ НУЖЕН ТОНКИЙ ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД. Вольфрамовый электрод малого диаметра для сварки TIG с присадочным стержнем малого диаметра является идеальным помощником при сварке тонкого листового металла или труб из нержавеющей стали.
- Во-вторых, выберите правильные параметры сварки — Сварочный ток (Ампера). От 40 до 60 ампер подходит для сварки тонкой нержавеющей стали. Используйте более низкие боковые настройки, т. е. 40 ампер, при сварке калибров 12–16. Возможно, вам придется опуститься в случае материала 16-20 калибра. Но важно снизить силу тока, если вы свариваете более тонкие материалы.
- Поддерживайте расход газа на уровне 10-15 кубических футов в час, чтобы обеспечить охлаждающий эффект и хорошую защиту сварочной ванны.
Как сделать хороший перезапуск сварки TIG?
Пробовали ли вы больше практиковаться?
Идеальный повторный запуск TIG при сварке небольших толщин нержавеющей или углеродистой стали требует практики и практики — до тех пор, пока вы не добьетесь совершенства. Может быть, вам просто нужно продолжать делать это вместо того, чтобы гоняться за теоретической проблемой, которая заставляет вас бегать по кругу. Просто держись — у тебя получится.
И просто для того, чтобы внести небольшой вклад — я начинаю прямо перед своим последним мазком (сварочные монеты) на 1 или 2 мазка. Быстро установите бассейн той же ширины, что и шарик, вернитесь к последнему мазку и начните движение. Я делаю это так, потому что тепло не будет накапливаться на шарике и не сделает следующий мазок слишком горячим. Потребовалась некоторая практика, чтобы сделать это правильно.
Когда вы подходите к своим остановкам, вы можете растянуть свой последний мазок, чтобы «разбавить его». Затем, когда вы перезапускаете, у вас есть эта тонкая 1/4-1/2 взлетно-посадочная полоса (смеется), чтобы быстро собраться, привязаться и начать движение.
В противном случае правильным «связыванием в теории» было бы начать прямо перед остановками на материале, медленно лужить, затем вернуться к стоп-соску (глазу) довольно быстро, затем продвинуться вперед с убер-мазком, а затем перейти к гонкам. Это приведет к «рыбьим глазам» на всех остановках как снаружи, так и внутри, если все сделано правильно.
Кроме того, вот главный профессиональный совет: убедитесь, что ваш присадочный стержень также прокачан (поместите его в чашу), если вы промокнете, а затем вытащите его из аргона, он слегка сварится, и тогда ваш первый мазок почти всегда будет блуждать из-за примеси от чрезмерного окисления.
Как сваривать тонкую нержавеющую сталь с помощью сварки MIG-MAG?
Сварка тонкой нержавеющей стали с помощью MIG более сложна, поскольку у вас будет меньше контроля над сварочной ванной, чем при сварке TIG. Непрерывная проволока должна опираться на соединение при сварке MIG. При сварке MIG тонкого листа или труб из нержавеющей стали практикуйте сварку с высокой скоростью перемещения, что поможет избежать прожога. Всегда держите сварочные усилители на нижней стороне. Выбирайте исходя из фактической толщины. Установите предварительную и последующую подачу в настройках машины. Лучше всего, если у вас есть аппарат для импульсной сварки MIG, который обеспечивает низкое тепловложение, контролируемую подачу проволоки и оптимизированные параметры сварки.
Как сделать угловое соединение из тонкой нержавеющей стали?
ЧТО ТАКОЕ СВАРКА TIG?
Пожалуйста, включите JavaScript
ЧТО ТАКОЕ СВАРКА TIG?
При сварке угловых соединений необходимо обеспечить обратную продувку, так как сварной шов не будет полностью защищен, как в случае таврового или углового шва.