Характеристики электродов АНО-21 (АНО-21 СТАНДАРТ)
Скачать прайс-лист
26.05.20
- Расшифровка маркировки
- Преимущества электродов АНО-21 (АНО-21 СТАНДАРТ)
- Технические характеристики электродов
- Особенности сварки электродами
- Где применяются электроды
- Электроды АНО-21 (АНО-21 СТАНДАРТ) от «Центр Метиз»
- Каталог электродов АНО-21
- Каталог электродов АНО-21 СТАНДАРТ
Около 70% всех выпускаемых в мире электродов для сварки для ММА предназначены для сварки низколегированных и углеродистых сталей. Одна из самых универсальных и распространенных марок по таким сталям в России – электроды АНО-21СТАНДАРТ. Их высоко ценят как профессионалы, так и новички, поскольку овладение навыками работы с ними приходит достаточно быстро.
Электроды для сварки предназначены для соединения деталей толщиной не более 4 миллиметров. Большую их часть составляют тонкостенные трубы, не рассчитанные на высокое давление.
Рутиловые электроды применяют для получения неразъемного соединения ручной дуговой сваркой переменным или постоянным током изделий и конструкций, изготовленных из марок сталей, имеющих низкое содержание углерода (до 0,25%) и незначительное количество легирующих элементов.
Расшифровка маркировки электродов для сварки
Как и многие другие сварочные электроды, АНО-21 (АНО-21 СТАНДАРТ) – продукт разработки специалистов Института электросварки им. Е.О. Патона, который относился и относится ныне к Академии наук Украины. Отсюда и простая расшифровка аббревиатуры и числа:
- АН – академия наук;
- О – общего назначения;
- 21 – номер марки.
Разработка новых сварочных электродов в 70-е годы прошлого века была вызвана важной необходимостью. До этого повсеместно применялись изделия с основным покрытием – в процессе работ обмазка выделяла весьма токсичные фтористые соединения, что ограничивало условия их применения (сварка – только на открытом воздухе или в очень хорошо проветриваемом помещении).
Преимущества электродов АНО-21 (АНО-21 СТАНДАРТ)
Итак, в чем же преимущества электродов для сварки АНО-21 (АНО-21СТАНДАРТ) с рутиловым покрытием? Первое и самое главное: та же высокая эффективность и производительность, что и у продукции с основным покрытием, но при этом – экологичность. Рутиловый концентрат обмазки – это диоксид титана, природный минерал, который в процессе работ не выделяет опасных для здоровья веществ. Поэтому сварку такими электродами можно выполнять в закрытых, слабо проветриваемых помещениях.
Благодаря составу обмазки металл шва имеет повышенный коэффициент поверхностного натяжения расплава. Он не растекается даже при выполнении работ в потолочном и вертикальном положении сверху вниз. Это второе важное преимущество. В ряду других плюсов:
- благодаря хорошей электропроводимости ТiO2 обеспечен легкий мгновенный поджиг дуги;
- сварочная ванна надежно защищена от попадания в нее частиц шлака;
- при изменении длины, дуга не теряет стабильности горения;
- объем разбрызгиваемого металла весьма незначителен;
- получаемый сварной шов – ровный, с мелкочешуйчатым рисунком, обладает высокими ударной вязкостью и сопротивлением на разрыв.


Наконец, еще один плюс, который присущ всем электродам с рутиловым покрытием, – они позволяют варить по влажным поверхностям, а также по металлу со следами ржавчины или окалины. Риски образования пор и трещин в металле шва сведены к минимуму.
Электроды для сварки АНО-21 (АНО-21 СТАНДАРТ) – технические характеристики
- Состав металла стержня – низкоуглеродистые стали (Св-08 или Св-08А).
- Временное сопротивление разрыву – не менее 450 МПа.
- Доля разбрызгиваемого металла не превышает 4%.
- Коэффициент расхода металла стержня на 1 кг наплавленного металла – 1,65 кг.
- Типичное значение предела текучести – 350 МПа.
- Относительное удлинение – не менее 18%.
- Ударная вязкость электрода ≥80 Дж/см².
- Производительность – 1,2 кг/ч (для стержня d 4 мм).
- Длина электрода – от 250 до 450 мм.
Особенности сварки
Варить детали можно во всех без исключения пространственных положениях.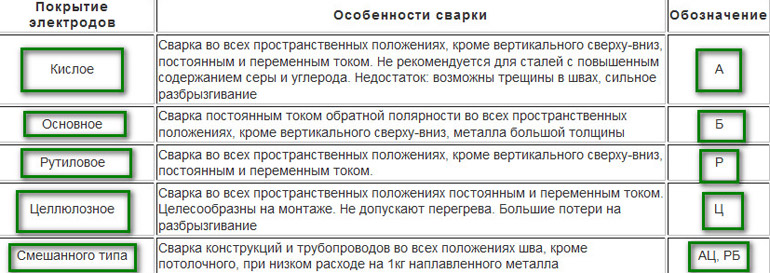 Сварка выполняется инвертором на постоянном токе обратной полярности – аппарат позволяет быстро настроить все рекомендуемые параметры исходя из диаметра стержня. Варить можно и трансформаторным, переменным током с напряжением холостого хода 50 В (плюс/минус 5 В). Перед сваркой рекомендуется прокалка стержней в течение получаса при температуре 130-150 °С.
Сварка выполняется инвертором на постоянном токе обратной полярности – аппарат позволяет быстро настроить все рекомендуемые параметры исходя из диаметра стержня. Варить можно и трансформаторным, переменным током с напряжением холостого хода 50 В (плюс/минус 5 В). Перед сваркой рекомендуется прокалка стержней в течение получаса при температуре 130-150 °С.
Рекомендуемые значения силы тока, А
|
Диаметр электрода, |
Положение шва |
|||
|
Нижнее |
Вертикальное |
Потолочное |
Сверху вниз |
|
|
2,0 2,5 3,0 4,0 5,0 |
40–60 70–90 100–140 160–200 180–260 |
40–60 60–100 80–110 140–180 160–200 |
40–60 60–100 80–110 140–180 – |
– – 140–170 – – |
Где применяются электроды
Электроды для сварки АНО-21 (АНО-21 СТАНДАРТ) предназначены для соединения деталей толщиной шва не более 5 миллиметров. Они хорошо варят как нахлесточные, так и угловые и стыковые соединения в рядовых конструкциях – по большей части это газовые и водопроводные трубы с низким давлением. Возможна сварка и толстых деталей, но в этом случае проваривают лишь корневые швы.
Они хорошо варят как нахлесточные, так и угловые и стыковые соединения в рядовых конструкциях – по большей части это газовые и водопроводные трубы с низким давлением. Возможна сварка и толстых деталей, но в этом случае проваривают лишь корневые швы.
Электроды АНО-21 (АНО-21 СТАНДАРТ) от «Центр Метиз»
В нашем каталоге эта марка представлена продукцией ведущих российских и зарубежных производителей – МЭЗ, СЗСМ, «Тигарбо», ESAB, «Неро». Характеристики электродов строго соответствуют всем требованиям, которые предъявляют к ним ГОСТ 9466-75 и ГОСТ 9467-75. Вся продукция сертифицирована и сопровождается надлежащими документами.
< Вернуться к списку статей
Сварочные работы по нержавейке | СПб | Москва | Россия | Расчёт | Проектирование | Цены | Фото | Видео
Нержавеющая сталь считается сложным металлом из-за следующих свойств:
- низкая температура плавления;
- низкий коэффициент теплопроводности и высокий — теплового расширения.

Услуги сварочных работ по нержавейке в СГР
Специалисты завода СГР практикуют различные виды сварочных работ по нержавейке. Мы варим вручную или полуавтоматом — в зависимости от характеристик материала. Рассмотрим основные виды сварки, которые используются при изготовлении металлоконструкций из нержавеющей стали.
Сварка MMA
Эта аббревиатура расшифровывается, как Manual Metal Arc, и обозначает ручную дуговую сварку штучными электродами. На нашем заводе мы этот метод не применяем, так как он считается примитивным. Есть гораздо более технологичные приборы, которые обеспечивают швы высокого качества.
Сварка неплавящимся электродом
Другой метод обработки металла — TIG-сварка (Tungsten Inert Gas). Для конструкций из нержавеющей стали она подходит лучше всего.
Перечень сварочных работ по нержавейке, которые могут производить наши мастера, очень велик. Мы оказываем услуги по созданию различных изделий из нержавеющей стали — оперативно и качественно.
Наша мастерская сварочных работ по нержавейке оснащена новейшим оборудованием — в том числе приспособлениями для инверторной сварки.
Вам требуются профессиональные сварочные работы по нержавеющей стали, выполненные в соответствии с СП (сводами правил)? Обращайтесь к нам!
Мы осуществляем различные сварочные работы по нержавейке:
Сварочно-монтажные работы по нержавейке
Их суть проще всего объяснить на примере соединения труб в процессе создания трубопровода.
Слесарно-сварочные работы по нержавеющей стали
Они включают в себя следующие операции:
- — зачистка;
- — разметка;
- — полировка деталей и их притирка;
- — опиловка профилей при помощи напильников.
Сотрудники нашего завода осуществляют работы в соответствии с конструкторской документацией.
Сварочно-сборочные работы по нержавейке
Изделия собираются на специальных плитах, для сварки сложных конструкций изготавливаются сборочные кондукторы.
Тщательный контроль качества работ производится на каждом этапе!
Сварочные работы по нержавейке в СГР
Сотрудники нашего завода могут осуществлять различные виды сварочных работ по нержавеющей стали. Процесс сварки можно разделить на несколько этапов.
Процесс сварки можно разделить на несколько этапов.
Расчёт сварочных работ по нержавейке
Прочность сварных швов рассчитывают двумя методами: по предельным состояниям и по допускаемым напряжениям.
В первом случае определяется сила воздействия, необходимая для того, чтобы изделие перестало соответствовать эксплуатационным требованиям.
Во втором — расчёт допускаемых напряжений происходит на основании характеристик используемых материалов.
Проектирование изделий из нержавейки для дальнейших сварочных работ
Проект производства сварочных работ по нержавейке имеет очень большое значение. От того, насколько он будет продуманным, зависит успех всего мероприятия по созданию металлоконструкции.
Проектирование сварной конструкции производится так:
- получив от клиента техзадание, подрядчик предлагает несколько вариантов его выполнения;
- составляются эскизные проекты, подбирается материал конструкции, способ производства сварочных работ;
- проекты сравниваются между собой по основным техническим характеристикам;
- для выбранного варианта проекта подготавливаются чертежи и иная техническая документация, прописываются условия для сборки, тестирования и ввода в эксплуатацию изделия.

Организация и выполнение услуг сварочных работ по нержавеющей стали
Производство сварочных работ по нержавейке — сложный технологический процесс. Здесь огромное значение имеют профессионализм сварщиков и качество сварочного оборудования.
Наши специалисты могут провести как крупные, так и мелкие сварочные работы по нержавеющей стали. В любом случае высокое качество и надёжность изделий гарантированы!
Контроль качества проведения сварочных работ по нержавейке
Все изделия, изготовленные на нашем заводе, проверяются на предмет отсутствия дефектов: наружных и внутренних трещин, непроваров, прожогов и т.д.
Нужны услуги сварочных работ по нержавеющей стали? Обращайтесь к нам!
В среде какого газа лучше всего проводить сварочные работы по нержавейке? Аргона!
Этот газ обеспечивает надёжность сварного соединения, так как защищает шов от внешних воздействий.
Наиболее востребована сварка в аргоне полуавтоматом, поскольку проволоку подаёт аппарат, что способствует оптимизации технологического процесса — увеличению скорости работ и улучшению качества шва.
Сварочные работы по нержавейке — цена в СПб
От чего зависит стоимость сварочных работ по нержавеющей стали?
Прайс-лист на сварочные работы по нержавейке формируется на основании следующих факторов:
- тип материала;
- метод сварки;
- характеристики используемых электродов.
От чего зависит стоимость сварочных работ по нержавеющей стали?
Обычно цена на сварочные работы по нержавеющей стали рассчитывается за 1 см и прайс изменяется в зависимости от площади соединяемых поверхностей. Однако стоимость может повышаться, если свободный проход к конструкции затруднён, а также есть необходимость в использовании дополнительных приспособлений (люлек, подмостей и т. д.).
д.).
Хотите знать, сколько будут стоить сварочные работы? Звоните! Наши менеджеры обязательно сориентируют вас по расценкам и при необходимости произведут расчёт сварочных работ по нержавейке для сложных проектов.
Сварочные работы по нержавеющей стали на заказ
Хотите купить сварочные работы по нержавейке? Найти надёжную компанию сложно!
Каждый из наших сварщиков имеет свидетельство о допуске, выданное Российским Морским регистром. К качеству сварки со стороны этой организации предъявляются серьёзные требования. Чтобы получить такой сертификат, необходимо пройти испытания в соответствии с международными и/или национальными стандартами (EN 287, ИСО 9606, ASME Sec. ГХ, ANSI/AWS D1.1). Только после этого выдаётся разрешение на работы по сварке.
Обращаясь к нам, вы можете быть уверены в высоком качестве изготавливаемых изделий!
Заказать
Сварочные работы по нержавеющей стали — отзывы
С ребятами из СГР приятно работать. Все заказы точно в срок!
Все заказы точно в срок!
Ильшат
Заказывали тут большую партию рейлов для одежды по нашим эскизам. В кое то веки нашли надёжную организацию, которая сделала всё чётко!
Виктор
по качеству сварки нареканий нет никогда — все швы ровные, почти незаметные
Никита
Сварочное оборудование «ALLOY» – преимущества, обзор моделей, особенности заказа
Под маркой «Alloy» выпускается современное оборудование для сварки, обладающее гарантированной надежностью и безопасностью эксплуатации. Сварочные инверторы этого производителя имеют расширенные настройки, хорошо держат дугу, предоставляют потребителю большой набор возможностей для решения производственных задач в области сварки.
Информационная справка о компании «Alloy»
Компания, выпускающая продукцию под маркой «Alloy», – это современный российский производитель оборудования для сварки. Компания поставляет на рынок широкий ассортимент инверторных аппаратов и источников питания для использования на крупных и средних предприятиях промышленности.
Одно из ведущих направлений производства компании – оборудование для дуговой сварки (MMA). В основу техники «Alloy» положены высокочастотные преобразователи нового поколения – IGBT-модули. Контроль параметров работы оборудования и координация работы всех элементов устройства выполняются высоко производительными процессорами DSP.
Процессоры DSP (аббревиатура от – Digital signal processor) позволяют оптимизировать процесс сваривания деталей под каждый тип и размер проволоки и материалов, своевременно отреагировать на возможные отклонения параметров дуги. Обеспечивают простоту использования аппаратов и наилучшие результаты соединения различных видов металлов. Проблемно ориентированное управление решает вопросы соотношения напряжения и скорости подачи используемой проволоки. Под установленную скорость подачи напряжение подстраивается автоматически, а при необходимости корректируется.
Производители линейки современных аппаратов «Alloy» уделяют особое внимание всестороннему изучению и внедрению в свою продукцию новых разработок и технологий. Одним из признанных достижений стала многопроцессорная система внутреннего контроля и управления производственным оборудованием.
Одним из признанных достижений стала многопроцессорная система внутреннего контроля и управления производственным оборудованием.
Компания «Alloy» успешно использует в производстве новаторскую систему «WeldTelecom», позволяющую контролировать и эффективно управлять самым сложным сварочным производством. Новый программный продукт позволяет детально контролировать на предприятии весь процесс сваривания деталей и конструкций, и вести оперативный учет расходных материалов, что в итоге способствует снижению затрат на производстве, заметному повышению производительности труда и эффективности работы.
Модельный ряд сварочного оборудования «Alloy»
Аппараты, представленные маркой «Alloy», удобны в работе и просты в обслуживании. Ассортимент изделий включает в себя устройства различных мощностей, комплектаций, ценовых сегментов и позволяет выбрать устройство, максимально отвечающее индивидуальным потребностям покупателя.
Линейка сварочного оборудования «Alloy» включает в себя весь спектр профессиональных аппаратов. Предприятие предлагает:
Предприятие предлагает:
-
установки для аргонодуговой сварки TIG DC, AC/DC;
-
установки для полуавтоматической сварки MIG-MAG;
-
профессиональные аппараты для плазменной резки;
-
устройства для работы под флюсом SAW.
Ниже представлены некоторые из моделей ассортимента компании:
Аргонодуговая сварка TIG AC/DC
Модель МС-630 Т1 AC/DC демонстрирует новейшие достижения цифровых технологий в области производства сварочных работ. Передовые разработки в микроэлектронике позволили обеспечить устройству максимальную точность задаваемых параметров, а эффективные системы контроля поддерживают их высокую стабильность и безотказность в процессе работы. Приборы управления в данной модели отличаются понятным и удобным интерфейсом.
Использованная технология силиконовой защиты плат (Protect Silicone) и защита от перегрузок (No risks) в процессе сварки защищают электронные компоненты аппарата от возможного перегрева. Система «горячий старт» обеспечивает быстрое возбуждение дуги за счет короткого по времени повышения тока по отношению к базовому. Продолжительность старта регулируется оператором на величину от 0,01 сек до 1 сек. Есть возможность применения электродов с покрытием из целлюлозы.
Система «горячий старт» обеспечивает быстрое возбуждение дуги за счет короткого по времени повышения тока по отношению к базовому. Продолжительность старта регулируется оператором на величину от 0,01 сек до 1 сек. Есть возможность применения электродов с покрытием из целлюлозы.
Аппарат МС-630 Т1 AC/DC сваривает такие материалы, как: нержавеющая и конструкционная сталь, алюминий, сплавы алюминия, никель, медь, титан.
Существенные преимущества модели:
-
повышенная прочность конструкции;
-
использование многопроцессорной системы;
-
гарантированные технологические характеристики;
-
полный контроль над процессом сварки.
|
Режимы: |
MMA, TIG DC Pulse, TIG AC/DC |
|
Потребляемая мощность |
35 кВА |
|
Напряжение питающей сети |
~3×380 ±15% |
|
Сварочный ток |
500 – 630 А |
|
Габариты: |
710x340x890 |
Модель МС-500 Т2 AC/DC удобный для использования аппарат с расширенным функционалом, гарантирующий качественную TIG сварку переменным и постоянным током. Модель предназначена для профессионального использования. Специальные встроенные функции позволяют максимально удобно интегрировать его в техническую базу современного цифрового производства.
Модель предназначена для профессионального использования. Специальные встроенные функции позволяют максимально удобно интегрировать его в техническую базу современного цифрового производства.
Для поджига дуги используется способ Lift Tiq, основанный на плавном нарастании тока в момент поджига, и высокочастотный бесконтактный поджиг.
В памяти устройства есть возможность сохранять до 100 режимов сварки, с возможностью их активации и регулировки на панели управления. Яркий цветной дисплей TFT на источнике питания размером 7 дюймов создает дополнительное удобство в работе оператора.
Аппарат МС-500 Т2 AC/DC сваривает такие материалы, как: высоколегированные и конструкционные стали, алюминий, цветные металлы и сплавы.
|
Режимы: |
MMA, TIG AC/DC, TIG Pulse, точечная сварка TIG SPOT |
|
Потребляемая мощность при ПВ 60% |
9,3 кВА |
|
Напряжение питающей сети |
3 ~ 380 |
|
Сварочный ток |
250 – 320 А |
|
Габариты: |
710 x 340 x 570 |
Модель МС-315 Т2 AC/DC создана на основе новейших достижений цифровых технологий и микроэлектроники. Его отличает высокая точность задаваемых параметров, стабильность установленных параметров во время работы, безотказность в работе, понятный и удобный интерфейс.
Его отличает высокая точность задаваемых параметров, стабильность установленных параметров во время работы, безотказность в работе, понятный и удобный интерфейс.
Использованная технология силиконовой защиты плат (Protect Silicone) и защита от перегрузок (No risks) в процессе соединения деталей защищают электрокомпоненты аппарата от случайного перегрева. Система «горячий старт» обеспечивает быстрое возбуждение дуги за счет короткого по времени повышения тока по отношению к базовому. Продолжительность старта регулируется оператором на величину от 0,01 сек до 1 сек. Есть возможность применения электродов с покрытием из целлюлозы.
Аппарат МС-315 Т2 AC/DC сваривает такие материалы, как: нержавеющая и конструкционная сталь, алюминий, сплавы алюминия, никель, медь, титан.
|
Режимы: |
MMA, TIG DC Pulse, TIG AC/DC |
|
Потребляемая мощность при ПВ 60% |
9,3 кВА |
|
Напряжение питающей сети |
3 ~ 380 |
|
Сварочный ток |
250 – 320 А |
|
Габариты: |
710x340x570 |
Эти и другие модели высоко качественных инновационных аппаратов компании «Alloy» вы можете найти на сайте нашего интернет-магазина «Сварка-74».
Полуавтоматическая сварка MIG-MAG
Модель МС-501 МХ Pulse – это сложный высоко технологичный аппарат с инверторным источником питания, содержащий в своей основе модули IGBT – высокочастотные преобразователи новейших поколений. Система управления устройством создана на базе универсального микроконтроллера. Программное обеспечение позволяет непрерывно контролировать состояние сварочного источника, поддерживать высокую точность заданных характеристик, обеспечивает надежность и безопасность работы. Устройство позволяет производить сварочные в любых пространственных положениях.
Для работы используются: неплавящиеся электроды TIG, а также покрытые электроды ММА. Режим «Pulse» обеспечивают наилучшее качество шва, существенно снижает необходимость последующей механической обработки.
Аппарат МС-501 МХ Pulse сваривает все виды сталей и алюминиевых сплавов.
|
Режимы сварки MIG-MAG: |
в режиме «Pulse», «Double Pulse», точечная дуговая, сварка порошковой проволокой, пайка бронзовой проволокой |
|
Потребляемая мощность |
29 кВА |
|
Коэффициент мощности (COS) |
0,87 |
|
Габариты: |
660х350х600 |
Модель МС-275 МЕ Pulse простой и компактный сварочный аппарат в моноблочном исполнении. Имеет большую, весьма информативную панель управления с антибликовым покрытием. Покрытие Autoflex EB Antiglare обеспечивает четкое и яркое демонстрирование параметров при любом уровне освещенности. Диаметр используемой проволоки – 0,8, 1,0, 1,2. тип – сплошная и порошковая. Режимы работы горелки: 2-х и 4-х тактный, точечный, ступенчатый.
Имеет большую, весьма информативную панель управления с антибликовым покрытием. Покрытие Autoflex EB Antiglare обеспечивает четкое и яркое демонстрирование параметров при любом уровне освещенности. Диаметр используемой проволоки – 0,8, 1,0, 1,2. тип – сплошная и порошковая. Режимы работы горелки: 2-х и 4-х тактный, точечный, ступенчатый.
|
Режимы сварки MIG-MAG: |
ручная дуговая, полуавтоматическая импульсная, MIG DOUBLE PULSE, MIG PULSE, MMA полуавтоматическая, полуавтоматическая с двойным импульсом |
|
Потребляемая мощность |
10 кВА |
|
Коэффициент мощности (COS) |
0,90. |
|
Габариты: |
675x270x570 |
Модель МС-501 MX Adaptive – профессиональный сварочный полуавтомат, разработанный специально для важнейших отраслей экономики, требующих применения высокотехнологичного оборудования. Представляет собой инновационный аппарат с инверторным источником питания, содержащий в своей основе модули IGBT – высокочастотные преобразователи новейших поколений.
Представляет собой инновационный аппарат с инверторным источником питания, содержащий в своей основе модули IGBT – высокочастотные преобразователи новейших поколений.
Система управления устройством создана на базе универсального микроконтроллера. Программное обеспечение позволяет непрерывно контролировать состояние сварочного источника, поддерживать высокую точность заданных характеристик, обеспечивает надежность и безопасность работы. Устройство позволяет производить сварочные в любых пространственных положениях, в том числе высокоскоростную сварку вертикальных швов.
Использованная технология силиконовой защиты плат (Protect Silicone) и защита от перегрузок (No risks) в процессе соединения деталей защищают электрокомпоненты аппарата от случайного перегрева. Специальный программный алгоритм дает возможность осуществлять механизированную сварку короткими замыканиями.
Аппарат сваривает все виды сталей, алюминий и алюминиевые сплавы.
|
Режимы сварки MIG-MAG: |
сварка покрытыми электродами ММА, механизированная сварка в среде защитных газов, механизированная сварка порошковой проволокой, сварка-спайка бронзовой проволокой и неплавящимся электродом TIG |
|
Потребляемая мощность |
25 кВА |
|
Коэффициент мощности (COS) |
0,87 |
|
Габариты: |
710x340x580 |
Модель МС-630 М1 – профессиональный высоко технологичный аппарат с максимальной величиной тока 630 А. Модель комплектуется механизмом подачи рабочей проволоки закрытого типа под катушку до 200 мм или закрытого и открытого типа под катушку до 300 мм. Имеет инверторный источник питания, основанный на модулях IGBT – высокочастотных преобразователях новейших поколений. Система управления аппаратом создана на универсальной базе микроконтроллера. Программное обеспечение позволяет контролировать состояние сварочного источника непосредственно в режиме работы, поддерживать высокую точность установленных характеристик, обеспечивает надежность и безопасность работы.
Модель комплектуется механизмом подачи рабочей проволоки закрытого типа под катушку до 200 мм или закрытого и открытого типа под катушку до 300 мм. Имеет инверторный источник питания, основанный на модулях IGBT – высокочастотных преобразователях новейших поколений. Система управления аппаратом создана на универсальной базе микроконтроллера. Программное обеспечение позволяет контролировать состояние сварочного источника непосредственно в режиме работы, поддерживать высокую точность установленных характеристик, обеспечивает надежность и безопасность работы.
Панель управления имеет индикаторы, отражающие состояние источника, значение текущих настроек аппарата и параметров сварки. Устройство позволяет производить сварочные работы в пространстве во всех положениях.
|
Режимы сварки MIG-MAG: |
сварка покрытыми электродами ММА, механизированная сварка порошковой проволокой |
|
Потребляемая мощность |
36 кВА |
|
Коэффициент мощности (COS) |
0,87 |
|
Габариты: |
710x340x580 |
Эти и другие модели высоко качественных инновационных аппаратов компании «Alloy» вы можете найти на сайте нашего интернет-магазина «Сварка-74».
Отличительные особенности и отзывы об оборудовании компании «Alloy»
Преимущества сварочного оборудования, выпускающегося под брендом «Alloy», состоит в надежности, высоком сроке эксплуатации, экономном потреблении электроэнергии, приемлемой для российского потребителя цене. Их отличает эффективная принципиальная схема и повышенная надежность в использовании. Все аппараты рассчитаны на продолжительную эксплуатацию.
Покупатели отмечают бесперебойную работу оборудования «Alloy» при довольно больших нагрузках, а также хорошее качество сборки конструкций.
Постоянное внедрение в оборудование передовых технологий и хорошие условия для покупателей устройств данной марки делают продукцию компании «Alloy» высоко конкурентоспособной.
Вся продукция компании «Alloy» имеет сертификаты качества, которые подтверждают её высокую надежность и эксплуатационные характеристики.
Где купить сварочное оборудование «Alloy»?
Решили остановить свой выбор на сварочном оборудовании компании «Alloy»? Хороший выбор! На сайте магазина «Сварка-74» вы найдете полную информацию о моделях аппаратов этой компании, а также о способах оплаты и доставки товара.
Магазин «Сварка-74» в широком ассортименте предлагает промышленным компаниям и частным лицам качественное и актуальное для сегодняшнего дня оборудование для сварки. Мы предлагаем: сварочные аппараты, средства индивидуальной защиты, широкий выбор оборудования для производственных сварочных постов, а также широкий ассортимент расходных материалов.
Преимущества покупки оборудования в нашем магазине:
-
широкий ассортимент продукции от разных производителей;
-
удобный поиск необходимого товара по сайту;
-
низкие цены в сравнении с конкурентами;
-
собственный сервисный центр;
-
точность и быстрота обработки заявок;
-
поставка оборудования под заказ;
-
организация доставки в другие регионы РФ.

Получить консультацию по выбору сварочного оборудования для промышленного использования или применения в быту можно у наших консультантов.
Наши контакты:
- телефон – указан в шапке сайта
- электронная почта – [email protected].
Просто напишите свой вопрос в чат нашего сайта, на E-mail или позвоните по телефону, и опытные консультанты магазина «Сварка-74» ответят на все ваши вопросы. Чат сайта расположен внизу экрана.
Обозначение сварочных аппаратов
Международные обозначения сварочных процедур и сварочная терминология
В сварке, как и в любой другой области техники, терминология имеет весьма существенное значение. Терминологическая путаница частенько приводит к непониманию и грубым ошибкам. Во избежание подобных ошибок приведены основные общепринятые термины и обозначения, относящиеся к сварочному оборудованию и классификации методов сварки.
Электрическая сварка плавлением является самым распространенным видом сварки и применяется во всех отраслях промышленности и строительства. Поэтому основная тема этой статьи связана именно с этой группой сварочных методов.
До 1992 г. советская промышленность практически полностью обеспечивала собственные потребности в электросварочном оборудовании. Лишь в отдельных отраслях (в основном имеющих отношение к оборонному комплексу) или на отдельных предприятиях работало сварочное оборудование иностранного производства. Объем технической информации, получаемой советскими специалистами из зарубежных источников, был очень ограничен и применение даже той минимальной информации, которую удавалось получить, было весьма проблематичным. После исчезновения «железного занавеса» у российских предприятий появилась возможность воспользоваться всей массой технических и технологических знаний, накопленных за рубежом.
В первую очередь, это проявилось в возможности приобретать оборудование иностранного производства. За последнее десятилетие российские инженеры стали более информированы, во многих российских вузах подготовка ведется на уровне лучших зарубежных технических университетов (в том числе это касается и знания иностранных языков). Получение технической информации на английском или любом другом языке перестало быть трудноразрешимой проблемой, а количество такой информации на русском языке постоянно растет, чему во многом способствует издание многими зарубежными производителями оборудования справочной и технической литературы на русском языке, в первую очередь – каталогов на собственную продукцию. Необходимо, однако, отметить, что в такой специфической области техники, как сварка, неспециалисту порой бывает трудно разобраться. Кроме того, в сварке до сих пор нет жестко установленной системы классификации, в частности нет единой системы обозначений сварочных процедур (методов сварки). Поэтому большинство зарубежных производителей использует общепризнанные англоязычные аббревиатуры.
За последнее десятилетие российские инженеры стали более информированы, во многих российских вузах подготовка ведется на уровне лучших зарубежных технических университетов (в том числе это касается и знания иностранных языков). Получение технической информации на английском или любом другом языке перестало быть трудноразрешимой проблемой, а количество такой информации на русском языке постоянно растет, чему во многом способствует издание многими зарубежными производителями оборудования справочной и технической литературы на русском языке, в первую очередь – каталогов на собственную продукцию. Необходимо, однако, отметить, что в такой специфической области техники, как сварка, неспециалисту порой бывает трудно разобраться. Кроме того, в сварке до сих пор нет жестко установленной системы классификации, в частности нет единой системы обозначений сварочных процедур (методов сварки). Поэтому большинство зарубежных производителей использует общепризнанные англоязычные аббревиатуры.
В советской нормативно-технической документации (ГОСТах, ОСТах, РД и т. д.) вопрос сокращенных обозначений сварочных процедур был проработан весьма слабо. Нередки были случаи, когда один и тот же метод сварки в разных отраслях обозначался различными сокращениями. Основной стандарт, устанавливающий классификацию методов сварки (ГОСТ 19521-74 «Сварка металлов. Классификация»), не давал никаких аббревиатур обозначений сварочных процедур. Методы ручной сварки в советских ГОСТах никак не обозначались.
д.) вопрос сокращенных обозначений сварочных процедур был проработан весьма слабо. Нередки были случаи, когда один и тот же метод сварки в разных отраслях обозначался различными сокращениями. Основной стандарт, устанавливающий классификацию методов сварки (ГОСТ 19521-74 «Сварка металлов. Классификация»), не давал никаких аббревиатур обозначений сварочных процедур. Методы ручной сварки в советских ГОСТах никак не обозначались.
Наиболее употребительные сокращения:
РДС ручная дуговая сварка (имеется в виду сварка покрытым штучным электродом)
АДС или РАДС аргонодуговая сварка или ручная аргонодуговая сварка (сварка неплавящимся электродом в инертном газе, производимая вручную) Наиболее полная и проработанная система сокращений приведена в двух стандартах на сварку в защитном газе: ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры» и ГОСТ 23518-79 «Дуговая сварка в защитном газе. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры». В этих стандартах дается следующая система аббревиатур:
Основные типы, конструктивные элементы и размеры». В этих стандартах дается следующая система аббревиатур:
ИН сварка в инертных газах неплавящимся электродом без присадочного металла
ИНп сварка в инертных газах неплавящимся электродом с присадочным металлом
ИП сварка в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом
УП сварка в углекислом газе и его смеси с кислородом плавящимся электродом
Также весьма проработана система обозначений в ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры». Метод сварки под флюсом обозначается буквой «Ф» с прибавлением степени автоматизации – автоматическая («А») или механизированная («М»). таким образом, автоматическая сварка под флюсом плавящимся электродом обозначалась как «АФ» или «АДФ» с прибавлением буквы, обозначающей разновидность метода:
АФ автоматическая на весу
АФф автоматическая на флюсовой подушке
АФм автоматическая на флюсомедной подкладке
АФо автоматическая на остающейся подкладке
АФп автоматическая на медном ползуне
АФш автоматическая с предварительным наложением подварочного шва
АФк автоматическая с предварительной подваркой корня шва
МФ механизированная на весу
МФо механизированная на остающейся подкладке
МФш механизированная с предварительным наложением подварочного шва
МФк механизированная с предварительной подваркой корня шва
Однако уже в других стандартах сокращения, указывающие на методы сварки, совершенно иные. Так, ГОСТ 16098-80 «Соединения сварные из двуслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры» обозначает ручную дуговую сварку просто буквой «Р», а сварку в защитных газах буквой «З». В ГОСТ 16037-80 «Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры» введены два метода сварки в защитных газах:
Так, ГОСТ 16098-80 «Соединения сварные из двуслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры» обозначает ручную дуговую сварку просто буквой «Р», а сварку в защитных газах буквой «З». В ГОСТ 16037-80 «Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры» введены два метода сварки в защитных газах:
ЗП дуговая сварка в защитном газе плавящимся электродом
ЗН дуговая сварка в защитном газе неплавящимся электродом
При этом ручная дуговая сварка также обозначена буквой «Р», а автоматическая сварки под флюсом – буквой «Ф» Электрошлаковая сварка обозначалась просто «ЭШ» или «Ш», иногда расшифровывался метод:
ШЭ проволочным электродом
ШМ плавящимся мундштуком
ШП электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства
Даже ГОСТ 29297-92 «Сварка, высокотемпературная и низкотемпературная пайка, пайко-сварка металлов. Перечень и условные обозначения процессов», принятый как международный стандарт ИСО 4063-90, устанавливая наименования и кодификацию методов сварки, не дает сокращенных названий. Между тем знание таких сокращений существенно облегчает понимание иностранной переводной литературы, в частности, каталогов сварочного оборудования.
Перечень и условные обозначения процессов», принятый как международный стандарт ИСО 4063-90, устанавливая наименования и кодификацию методов сварки, не дает сокращенных названий. Между тем знание таких сокращений существенно облегчает понимание иностранной переводной литературы, в частности, каталогов сварочного оборудования.
В настоящее время наиболее распространенными и общепризнанными являются следующие сокращения.
MMA Manual Metal Arc или MMAW Manual Metal Arc Welding ручная дуговая сварка штучными покрытыми электродами
Для того, что мы привыкли называть «аргонодуговой сваркой», существует несколько различных обозначений:
TIG Tungsten Inert Gas дуговая сварка неплавящимся электродом в среде инертного защитного газа, чаще всего используется для указания на ручную сварку
GTA Gas Tungsten Arc указывает на образование дуги при помощи вольфрамового электрода
WIG Wolfram Inert Gas обозначение метода TIG, используемое в немецкоязычной литературе
GTAW Gas Tungsten Arc Welding обозначение, используемое для указания на применение метода TIG при автоматической (роботизированной) сварке
TIG-CW Cold Wire обозначение, используемое для указания на применение метода TIG с подачей нейтральной (холодной) присадочной проволоки
TIG-HW Hot Wire обозначение, используемое для указания на применение метода TIG с подачей электропроводящей (подогретой) присадочной проволоки
TIG-DC Direct Current обозначение, используемое для указания на применение метода TIG на постоянном токе
TIG-AC Alternating Current обозначение, используемое для указания на применение метода TIG на переменном токе
Для «полуавтоматической сварки» также есть несколько различных обозначений:
MIG Metal Inert Gas или MIGW Metal Inert Gas Welding дуговая сварка плавящимся металлическим электродом (проволокой) в среде инертного защитного газа с автоматической подачей присадочной проволоки
MAG Metal Active Gas или MAGW Metal Active Gas Welding дуговая сварка плавящимся металлическим электродом (проволокой) в среде активного защитного газа с автоматической подачей присадочной проволоки
GMA Gas Metal Arc указывает на образование дуги из ионов металла присадочной проволоки
GMAW Gas Metal Arc Welding обозначение, используемое для указания на применение метода MIG/MAG при автоматической (роботизированной) сварке
FCAW Flux Core Arc Welding дуговая сварка плавящейся порошковой проволокой с автоматической подачей присадочной проволоки, проволока самозащитная или для сварки в среде защитного газа
Сварка под флюсом:
SAW Submerged Arc Welding или SMAW Submerged Metal Arc Welding буквально – сварка «погруженной дугой», автоматическая дуговая сварка металлическим электродом (проволокой) под слоем флюса
UP Under Pulver обозначение метода SAW, используемое в немецкоязычной литературе
PAW Plasma Arc Welding плазменная сварка (сварка сжатой дугой) или PTAW Plasma Transferred-Arc Welding плазменная сварка дугой прямого действия
Также аббревиатуры плазменной сварки могут быть дополнены обозначениями, идентичными для сварки TIG:
PAW-CW Cold Wire плазменная сварка с подачей нейтральной (холодной) присадочной проволоки
PAW-HW Hot Wire плазменная сварка с подачей электропроводящей (подогретой) присадочной проволоки
PAW-DC Direct Current плазменная сварка на постоянном токе
PAW-AC Alternating Current плазменная сварка на переменном токе
Выше приведены только обозначения наиболее распространённых методов электрической дуговой сварки плавления, встречающиеся в иностранной или переводной технической литературе.
Вообще в сварке, как и в любой другой области техники, терминология имеет весьма существенное значение. Терминологическая путаница частенько приводит к непониманию и грубым ошибкам. Во избежание подобных ошибок приведены некоторые общепринятые термины, относящиеся к сварочному оборудованию:
Сварочные движения – 1) подача присадочного материала в зону сварочной дуги, 2) перемещение сварочной ванны по линии стыка.
Ручная сварка – вид сварки, при котором оба сварочных движения выполняются вручную.
Полуавтоматическая сварка – вид сварки, при котором одно из сварочных движений (чаще – подача присадочного материала в зону сварочной дуги) выполняется сварочной установкой.
Автоматическая сварка – вид сварки, при котором оба сварочных движения выполняются сварочной установкой.
Сварочная установка – сочетание сварочного источника питания и различных элементов для подвода тока, защитного газа, флюса и присадочного материала в зону дуги и перемещения сварочной ванны по линии стыка.
Сварочный источник питания – электрический или электромеханический прибор для создания сварочного тока.
Сварочный трансформатор – сварочный источник питания, преобразующий ток промышленной частоты в переменный сварочный ток той же частоты.
Сварочный выпрямитель – сварочный источник питания, преобразующий ток промышленной частоты в постоянный сварочный ток.
Сварочный генератор – сварочный источник питания, преобразующий энергию вращения от внешнего привода в постоянный сварочный ток.
Сварочный агрегат – сочетание сварочного генератора и привода вращения на базе двигателя внутреннего сгорания.
Сварочный инвертор – сварочный источник питания, преобразующий ток промышленной частоты в переменный сварочный ток высокой частоты.
Установка для сварки неплавящимся электродом – сварочный источник питания для сварки TIG, состоит из сварочного выпрямителя (трансформатора) или инвертора, блока формирования характеристики и осциллятора.
Осциллятор – высокочастотное устройство для возбуждения пилотной (дежурной) дуги при сварке TIG и плазменной сварке.
Сварочный полуавтомат – сварочная установка для сварки MIG/MAG (чаще всего) или TIG, состоит из источника питания (чаще – выпрямитель или инвертор), блока подачи электродной проволоки, сварочной горелки, кабелей и шлангов, при этом перемещение зоны сварки по стыку сварного соединения осуществляется вручную.
Сварочный автомат – сварочная установка для сварки MIG/MAG, TIG или SAW, состоит из источника питания, блока подачи электродной проволоки, сварочной головки, устройства перемещения сварочной головки, кабелей и шлангов, при этом перемещение зоны сварки по стыку сварного соединения осуществляется автоматически.
Электрододержатель – инструмент для фиксации штучного электрода и подвода к нему тока. Сварочная горелка – инструмент для подачи тока и защитного газа в зону сварки при сварке TIG и MIG/MAG, при сварке MIG/MAG также служит для подачи зону сварки сварочной проволоки.
Блок подачи проволоки – часть сварочного полуавтомата или автомата, служащая для размещения сварочной проволоки, ее размотки и подачи в сварочную горелку.
Механизм подачи проволоки – элемент блока подачи проволоки, непосредственно осуществляющий размотку, правку и подачу сварочной проволоки в сварочную горелку, состоит из электродвигателя подачи и комплекта роликов (подающие ролики, правящие ролики).
Сварочная головка – сочетание сварочной горелки для какого-либо метода сварки и устройств и приспособлений, служащих для крепления, позиционировании и перемещения сварочной горелки по линии стыка.
Автор статьи – Международный инженер по сварке (IWE) © Райский В.Г., 2017 г.
Классификация и обозначение источников питания сварочного оборудования и полуавтоматов Сварог
Современная сварочная мысль и ее аппаратное воплощение развивается по инверторному пути. Именно на основе таких технологий сконструированы производительные ручные аппараты для сварки, лучшие модели сварочных полуавтоматов и самое различное оборудование сварочное. Сварог, Брима, EWM, Linkoln, Эсаб и т.д. – число сварочных брендов инверторного направления исчисляется десятками, их каталоги включают в себя сотни моделей. Классификация и обозначение новых, современных аппаратов для сварки, резки и напайки подробно расписаны на профильных порталах и официальных сайтах. Однако инверторами сварочное многообразие не ограничивается, использование трансформаторов и выпрямителей до сих пор имеет широкий бытовой (и производственный) характер. Методология классификации источников питания дуги базируется на ряде признаков:
Сварог, Брима, EWM, Linkoln, Эсаб и т.д. – число сварочных брендов инверторного направления исчисляется десятками, их каталоги включают в себя сотни моделей. Классификация и обозначение новых, современных аппаратов для сварки, резки и напайки подробно расписаны на профильных порталах и официальных сайтах. Однако инверторами сварочное многообразие не ограничивается, использование трансформаторов и выпрямителей до сих пор имеет широкий бытовой (и производственный) характер. Методология классификации источников питания дуги базируется на ряде признаков:
- По роду рабочего тока – он может быть переменным или постоянным,
- По количеству подключаемых единиц оборудования бывают одно- и многопостовые источники,
- По назначению различают источники питания для РДС стандартными электродами с покрытием, для ручной дуговой сварки неплавящимся электродом, для механизированного и/или автоматического сваривания металлов под слоем флюса, для сварки в среде защитных газов, для плазменной резки и (реже) сварки плазменной струей и электрошлаковых сварочных работ. Имеются источники специального назначения – для работы импульсной или трехфазной дугой. Многие РДС-аппараты и лучшие модели сварочных полуавтоматов тут могут объединять производственное назначение – например, эффективно функционировать и при работе в среде защитных газов, и при сварке с использованием флюсовых составов.
- По конструктивному исполнению – моноблочные, с вынесенным блоком управления, с отдельным блоком охлаждения и т.п.
 Имеются источники специального назначения – для работы импульсной или трехфазной дугой. Многие РДС-аппараты и лучшие модели сварочных полуавтоматов тут могут объединять производственное назначение – например, эффективно функционировать и при работе в среде защитных газов, и при сварке с использованием флюсовых составов.
Имеются источники специального назначения – для работы импульсной или трехфазной дугой. Многие РДС-аппараты и лучшие модели сварочных полуавтоматов тут могут объединять производственное назначение – например, эффективно функционировать и при работе в среде защитных газов, и при сварке с использованием флюсовых составов.Сварочные источники питания «доинверторной эпохи» классифицировались посредством буквенно-цифровых обозначений.
Первая буква в названии характеризует тип изделия:
Вторая буква обозначает вид сварки:
Т – с режимом «трехфазной дуги»
Третья буква в названии символизирует способ сварки:
Г – в среде защитных газов
Ф – сваривание под флюсом
У – (не путать с такой же литерой на первом месте в названии!) – универсальные источники с вариативностью способов сварки
Отсутствие в обозначении третьей буквы означает, что источник предназначен для ручной сварки штучными электродами. Качественные инверторные аппараты – такие, как оборудование сварочное Сварог или Брима – большую часть своего модельного ряда представляли бы с отсутствием третьей буквы в маркировке.
Качественные инверторные аппараты – такие, как оборудование сварочное Сварог или Брима – большую часть своего модельного ряда представляли бы с отсутствием третьей буквы в маркировке.
Четвертая литера поясняет аппаратное назначение:
И – для сваривания импульсным током
М – при нескольких постах (многопостовая сварка)
Далее в обозначении идет разделяющий дефис и цифры. Первая из цифр обозначает номинальную силу тока, причем значение указывается округленно, с кратностью сотням Ампер. Следующая информация содержит такие данные:
- Две цифры после токового номинала обозначают регистрационный номер оборудования,
- Следующая буква – вариант климатического исполнения. Здесь в третий раз возможно использование литеры «У» – универсальное климатическое исполнение, либо «Т» – тропическое, характеризующее стойкость аппаратов к повышенной влажности и высоким температурам.
Завершающая маркировку цифра указывает допустимую категорию размещения, при этом 1категория (размещение на открытом воздухе) не указывается:
2 – С защитой от атмосферных осадков (размещение под навесом)
3 – В помещениях неотапливаемого типа
4 – В отапливаемом помещении.
Для иллюстрации расшифровки буквенно-цифровых обозначений переведем на «общечеловеческий» язык аббревиатуры ВДГМ-1603УЗ и ТД-502.
ВДГМ-1603УЗ – Выпрямитель Дуговой для сварки в Газовой защитной среде Многопостовой конструкции, с номинальным током 1.600 Ампер, регистрационный номер 03, универсального климатического исполнения, предназначенный для использования в любых помещениях,
ТД-502 – Трансформатор для Дуговой сварки в ручном режиме штучными электродами (нет третьей литеры), однопостовой (нет четвертой литеры), силой тока до 500 А, с регистрационным номером 02 и возможностью эксплуатации внутри и вовне помещений.
Сварочные трансформаторы функционируют благодаря преобразованию переменного напряжения питающей сети до пониженных значений, пригодных для практической сварки. С простотой конструкции и экономичностью трансформаторов не сравнятся лучшие модели сварочных полуавтоматов инверторного типа. До сих пор многие виды ручной дуговой сварки и работ под флюсом выполняются такими машинами, им «по плечу» и работа по алюминию и даже сварка в защитном газовом слое.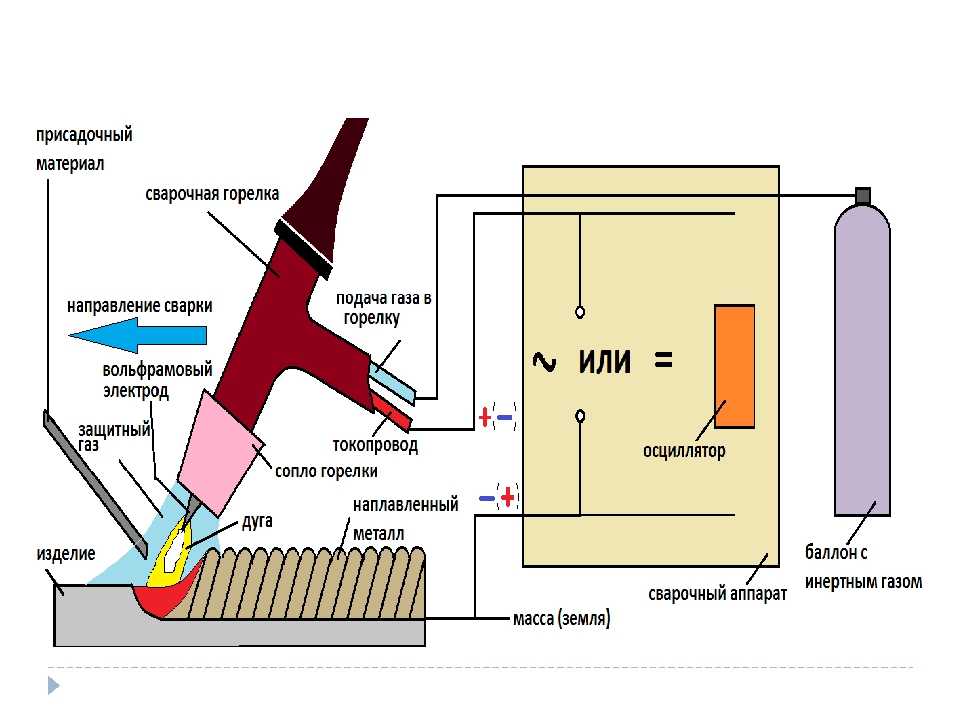 Но гигантские габариты, немыслимая эргономика и усиливающиеся сложности с ремонтом и заменой запчастей убедительно демонстрируют – век сварочных трансформаторов уходит.
Но гигантские габариты, немыслимая эргономика и усиливающиеся сложности с ремонтом и заменой запчастей убедительно демонстрируют – век сварочных трансформаторов уходит.
Сварочные выпрямители обладают ощутимым универсализмом, повышенным (по сравнению с трансформаторами) кпд, меньшую массу и лучшую эргономику. Их практическое использование по-прежнему актуально в различных видах ручной и полуавтоматической сварки.
Сварочный преобразователь изготавливается как комбинация генератора постоянного тока и электродвигателя переменного тока. Преобразование электрической энергии в механическую и обратно происходит внутри одного аппарата, в результате чего кпд преобразователей оставляет желать много лучшего. Механический привод чаще выходит из строя – любое наличие движущихся частей негативно отражается на надежности и долговечности аппаратуры. Оптимальными условиями использования преобразователей считались большие колебания питающего напряжения, к которым они нечувствительны. Однако новые поколения инверторов – оборудование сварочное Сварог, Торус, Брима и другие бюджетные бренды – отличаются не меньшей стойкостью к амплитудам входного напряжения. Это еще больше сужает применимость преобразователей для практических сварочных нужд, в том числе при работах строительно-монтажного направления.
Это еще больше сужает применимость преобразователей для практических сварочных нужд, в том числе при работах строительно-монтажного направления.
Сварочный агрегат скомпонован из генератора постоянного тока и двигателя внутреннего сгорания (на бензиновом или дизельном топливе, сжиженном газе или универсального типа). Агрегаты незаменимы в условиях полевой сварки, когда подключиться к питающим сетям нет физической возможности. В ряде случаев их эксплуатация обусловлена при сложных монтажных работах и в городских условиях.
Обозначение сварочных аппаратов
Национальное Агентство Контроля Сварки
Система аттестации сварочного производства Ростехнадзора
Типы (шифры) сварочного оборудования
- Главная
- Аттестация
- Сварочное оборудование
АЦСО-88 аккредитован на аттестацию следующих видов оборудования
Виды сварочного оборудования
Типы сварочного оборудования для дуговой сварки вида А
Трансформатор для ручной сварки
Трансформатор для механизированной сварки под флюсом
Выпрямитель для ручной дуговой и механизированной сварки под флюсом и в защитных газах (в том числе высокочастотный)
Установка для сварки неплавящимся электродом
Полуавтомат для механизированной сварки в активных газах
Полуавтомат для механизированной сварки под флюсом
Полуавтомат для механизированной сварки в инертных газах
Полуавтомат для механизированной сварки в активных и инертных газах
Полуавтомат для механизированной сварки открытой дугой
Автомат для механизированной сварки под флюсом
Автомат для механизированной сварки в защитных газах
Автомат для механизированной сварки в защитных газах и под флюсом
Автомат для сварки открытой дугой
Агрегат для ручной дуговой и механизированной сварки под флюсом и в защитных газах
Преобразователь для ручной дуговой и механизированной сварки под флюсом и в защитных газах
Автомат для дуговой приварки шпилек
Автомат для дуговой сварки с принудительным формированием шва и газовой защитой
Робот промышленный для дуговой сварки
Автомат двухдуговой для механизированной сварки под флюсом и в защитных газах
Автомат многодуговой для сварки под флюсом и в защитных газах
Автомат для аргонодуговой сварки дугой, приводимый в движение магнитным полем
Типы сварочного оборудования для дуговой сварки вида B
Оборудование для газовой сварки с использованием ацетилено-кислородного пламени
Оборудование для газовой сварки с использованием газов-заменителей
Типы сварочного оборудования для дуговой сварки вида С
Машина для контактной точечной сварки
Машина для контактной рельефной сварки
Машина для контактной шовной сварки
Машина для контактной стыковой сварки
Машина для контактной приварки шпилек
Робот для контактной сварки
Типы сварочного оборудования для дуговой сварки вида D
Установка для экструзионной сварки полимеров
Установка для сварки полимеров нагретым газом
Установка для сварки полимеров с закладными нагревателями
Установка для сварки полимеров нагретым инструментом
Типы сварочного оборудования для дуговой сварки вида F
Установка с одним проволочным электродом
Установка с несколькими проволочными электродами
Установка с пластинчатыми электродами
Типы сварочного оборудования для дуговой сварки вида L
Установка электронно-лучевая высоковакуумная
Установка электронно-лучевая с промежуточным вакуумом
Установка электронно-лучевая для сварки в атмосфере и защитных газах
Обозначение способов сварки в стандартах
Сообщение об ошибке
Обозначение способов сварки в стандартах (на основные типы, конструктивные элементы и размеры, выполненные различными способами)
1. Ручная дуговая сварка соединений из сталей, а также сплавов на железоникелевой основе выполняется по ГОСТ 5264. Стандарт не устанавливает обозначения на этот способ сварки. Толщина свариваемого металла от 1 до 175 мм.
Ручная дуговая сварка соединений из сталей, а также сплавов на железоникелевой основе выполняется по ГОСТ 5264. Стандарт не устанавливает обозначения на этот способ сварки. Толщина свариваемого металла от 1 до 175 мм.
2. Дуговая сварка в защитных газах сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах выполняется по ГОСТ 14771.
В стандарте приняты следующие обозначения способов сварки:
ИН – в инертных газах неплавящимся электродом без присадочного материала (толщина металла от 0.5 до 6.0 мм),
ИНп- в инертных газах неплавящимся электродом с присадочным материалом (толщина металла от 0.8 до 20 мм),
ИП – в инертных газах и их смесях в углекислом газе и кислородом плавящимся электродом (толщина металла от 0.5 до 120 мм),
УП – в углекислом газе плавящимся электродом (толщина металла от 0.5 до 120 мм).
3. Дуговая сварка точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов выполняется по ГОСТ 14776 (нахлесточные соединения).
В стандарте приняты следующие обозначения способов сварки:
Ф – под флюсом (толщина верхнего листа – 0.8. 5.0 мм, толщина листа с круглым отверстием – 3.5. 14 мм),
УП – в углекислом газе плавящимся электродом (толщина верхнего листа – 0.8. 6.6 мм, толщина листа с круглым отверстием – 4.5. 30 мм),
УН – в углекислом газе неплавящимся электродом (толщина верхнего листа – 0.4. 3.3 мм, толщина листа с круглым отверстием – 4.5. 30 мм),
ИП – в инертных газах плавящимся электродом (толщина верхнего листа – 0.8. 6.6 мм, толщина листа с круглым отверстием – 4.5. 15 мм),
ИН – в инертных газах неплавящимся электродом (толщина верхнего листа – 0.4. 3.3 мм),
ПП – плавящимся покрытым электродом с принудительным несквозным проплавлением и формированием (толщина верхнего листа – 0.8. 12 мм без подготовки кромок).
4. Дуговая сварка под флюсом сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах выполняется по ГОСТ 8713.
В стандарте приняты следующие обозначения способов сварки:
АФ – автоматическая на флюсовой подушке (толщина металла – 2. 0. 60 мм),
АФм – автоматическая на флюсомедной подкладке (толщина – 3.0. 30 мм),
АФо – автоматическая на остающейся подкладке (толщина – 2.0. 60.0 мм),
АФп – автоматическая на медном ползуне (толщина – 5.0. 20 мм),
МФ – механизированная на весу (толщина – 1.5. 30 мм).
5. Электрошлаковая сварка сварных соединений из сталей выполняется по ГОСТ 15164.
В стандарте приняты следующие обозначения способов сварки:
ШЭ – проволочным электродом (толщина металла – 30. 450 мм),
ШМ – плавящимся мундштуком (толщина более 30 мм),
ШП – электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства (зазора), толщина – 30. 800 мм.
6. Сварные соединения трубопроводов из сталей выполняются по ГОСТ 16037.
В стандарте приняты следующие обозначения способов сварки:
ЗП – дуговая сварка в защитном газе плавящимся электродом, ЗН – дуговая сварка в защитном газе неплавящимся электродом, Р – ручная дуговая сварка, Ф -дуговая сварка под флюсом, Г – газовая сварка.
Обозначение сварочных аппаратов
Используются для ручной дуговой сварки (РДС или ММА – Manual Meta Arc), выпрямленным напряжением, плавящимися покрытыми электродами различных марок. Трансформаторы запитываются от однофазной сети переменного тока напряжением 220В и частотой 50 Гц двухфазной – 380 В 50 Гц, либо трехфазной напряжением 380В 50Гц (в зависимости от типоисполнения).
Основные преимущества и особенности сварочных выпрямителей ВД:
1. Отличается стабилизированным горение дуги, высоким качеством сварных швов и универсальностью применения электродов.
2. Плавная регулировка сварочного тока с помощью электронного блока управления, позволяет легко изменять глубину проплавки (сварки), скорость «ведения дуги» и пространственное положение электрода.
3.Обладают относительно тихим режимом работы.
ВД – обозначение типа устройства – выпрямитель для дуговой сварки
30 – условное обозначение номинального тока, кратной 10 А. в данном примере максимальный ток сварки 300А.
6 – номер модификации серии
У3 – климатическое исполнение и категория размещения.
(Al) Материал обмоток (аллюминий).
Сварочный выпрямитель многопостовой ВДМ.
Многопостовым называют источник, от которого можно питать несколько сварочных дуг одновременно. Многопостовые источники используют там, где на небольшом расстоянии друг от друга расположена группа сварочных постов. В этих условиях многопостовой источник более выгоден, чем однопостовые источники. Для организации одного сварочного поста применяют балластный реостат
Основные преимущества и особенности:
1. Многопостовой сварочный выпрямитель является наиболее простым по конструкции сварочным аппаратом.
2. Многопостовые сварочные выпрямители позволяют рационально использовать производственные площади, значительно уменьшить расходы на электроэнергию и обслуживание оборудования, и обеспечивают независимость работы отдельных постов.
3. Применение ВДМ позволяет обеспечить незначительное падение напряжения в шинопроводе, соединяющем посты, что особенно важно при достаточной удаленности сварочного поста от места нахождения источника. Регулирование тока поста осуществляется с помощью балластных реостатов.
ВД – обозначение типа устройства – выпрямитель для дуговой сварки
120 – условное обозначение номинального тока, кратной 10 А. в данном примере максимальный ток сварки 1200А.
1 – номер модификации серии
У3 – климатическое исполнение и категория размещения.
сварочные термины (TIG)
{product id=999} {product id=59} {product id=789} {product id=984} {product id=719}
Tungsten Inert Gas welding (TIG DC)
В процессе электродуговой сварки на постоянном токе неплавящимся вольфрамовым электродом в среде защитного газа (чаще всего аргона или смеси аргона и гелия) электрическая дуга возникает между свариваемым изделием и вольфрамовым электродом. Аббревиатура этого вида сварки – TIG DC (Tungsten Inert Gas welding Direct Current). Есть еще один термин, применяемый для этого вида сварки Gas Tungsten Arc Welding (GTAW). Сваривание происходит либо за счет расплавления кромок свариваемых деталей, либо за счет введения в сварочную ванну присадочного металла (прутка, схожего по составу с основным металлом). Дуга возбуждается (зажигается) двумя способами. Первый способ (контактное зажигание) – касанием электрода и детали с последующим отрывом и подъемом электрода на расстояние, при котором дуга продолжает гореть. Второй способ (дистанционный) заключается в пробое воздушного промежутка между деталью и электродом высоковольтным разрядом.
Сварка вольфрамовым электродом в аргоне (аргонодуговая сварка TIG DC) может выполняться на постоянном и переменном токе. На постоянном токе сварка может вестись при прямой полярности и обратной полярности. При прямой полярности свариваемое изделие подключается к положительной клемме аппарата, а электрод – к отрицательной. При обратной полярности, наоборот, электрод подключается к положительному полюсу. При сварке переменным током полярность меняется с частотой сварочного тока. Чаще других при сварке TIG DC применяется прямая полярность. Она применяется для сварки подавляющего большинства металлов и сплавов и обеспечивает достаточно большую скорость сварки. Преимуществами прямой полярности является пониженный расход вольфрамового электрода и оптимальная форма сварочной ванны (глубокая и узкая). Обратная полярность применяется при сварке алюминия и магния, а также их сплавов. Поверхности изделий из этих металлов имеют тугоплавкую оксидную пленку и прямая полярность для их сварки неприемлема. Для сварки алюминия и магния оптимальной является сварка переменным током – АС (Аlternating Сurrent) На отрицательном полупериоде происходит очистка поверхности металла от окислов, а на положительном – перенос металла присадочного прутка в сварочную ванну .
Для аргонодуговой сварки (TIG DC) на постоянном токе можно применять сварочные аппараты для ручной дуговой сварки (ММА) с падающей вольтамперной характеристикой (ВАХ). Аргонодуговая сварка применяется для прецизионных соединений деталей, когда требуется высокая точность и прочность сварки, в том числе при сборке тонкостенных изделий и сосудов. Одним из преимуществ TIG DC сварки является то, что не требуется зачистка полученного шва, как при сварке ММА. Для повышения качества сварного шва сварочные аппараты могут быть оснащены дополнительным функционалом. Это режим постоянного тока, импульсного тока, импульсного тока высокой частоты, функция понижения и повышения силы тока и т.д.
КОНТАКТНЫЙ РОЗЖИГ ДУГИ (Contact Ignition)
Этот способ заключается в том, что сварщик кратковременно касается вольфрамовым электродом свариваемой поверхности и затем быстро отводит его на расстояние, не допускающее прекращение горения дуги.
Частным случаем контактного розжига является Scratch Start. При этом способе сварщик «чиркает» электродом по поверхности детали. Этот способ приводит к загрязнению шва фрагментами вольфрама от электрода и к ускоренному износу электрода.
Функция Lift Ignition (розжиг дуги отрывом электрода), реализованная в источнике тока, уменьшает сварочный ток до безопасных значений при коротком замыкании электрода и сварочной поверхности и в момент отрыва электрода увеличивает его до величины, достаточной для возникновения дуги. Этот способ розжига позволяет снизить износ электрода и уменьшить загрязнение шва вольфрамом.
ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН
Оснащение сварочного аппарата электромагнитным клапаном SOLENOID VALVE (регулирующим объем поступающего в зону сварки защитного газа) и функцией TORCH PUSH-BUTTON с управлением клавишей на горелке, процесс розжига дуги для оператора еще более упрощается. Функция Lift Ignition значительно снижает уровень электромагнитных помех, возникающих во время сварочных работ, поэтому оборудование, оснащенное функцией Lift Ignition, допускается к работе в условиях непромышленного окружения для выполнения ремонтных работ на территории заказчика.
HF IGNITION –розжиг дуги высокочастотным разрядом. Этот способ является бесконтактным и исключает загрязнение сварного шва вольфрамом электрода. При прохождении через электрод высоковольтного разряда высокой частоты (High Frequency) возбуждается электрическая дуга без необходимости контакта электрода с поверхностью детали. HF IGNITION применяется для сварки, требующей высокой химической чистоты изделия, для выполнения точечной сварки, автоматизированных и роботизированных сварочных линий, сварки высокой точности для приборостроения и высокотехнологичного прецизионного производства.
КЛАВИША ГОРЕЛКИ
Управление процессом сварки полуавтоматом осуществляется дистанционно при помощи клавиши, расположенной на горелке. Управление возможно как при двухтактном, так и при четырехтактном режиме сварки.
Газовый соленоидный (электромагнитный) клапан управляет расходом защитного газа. Цена аргона довольно высока, и неконтролируемый расход в процессе сварки может существенно повлиять на себестоимость изделия. В настоящее время бесклапанные системы аргонодуговой сварки практически вытеснены ввиду очевидной нерентабельности.
ПОСТОЯННЫЙ ТОК
Постоянный ток DC используется в источниках тока для сварки неплавящимся вольфрамовым электродом в среде защитных газов (аргонодуговой сварки). В процессе сварки сила тока постоянна, за исключением НАЧАЛА ШВА (возрастание сварочного тока) и КОНЦА ШВА (убывание сварочного тока).
ИМПУЛЬСНЫЙ ТОК
Величина тока меняется по заданному настройками алгоритму (ПИКОВЫЙ и БАЗОВЫЙ ТОК). Настраиваемая частота колебаний находится в диапазоне от 0,25 до 25,0 Гц. Импульсная сварка позволяет значительно снизить ТЕПЛОВЛОЖЕНИЕ в свариваемое изделие, благодаря чему снижается риск температурных деформаций и ПРОЖОГОВ свариваемых деталей, особенно тонкостенных изделий из алюминиевых сплавов и нержавеющей стали. Импульсная сварка применяется в случаях, когда необходимы точные геометрические параметры изделий и идеальный внешний вид шва.
ИМПУЛЬСНЫЙ СВАРОЧНЫЙ ТОК ПОВЫШЕННОЙ ЧАСТОТЫ
Сварочная кривая такого тока имеет форму, идентичную ИМПУЛЬСНОМУ ТОКУ, но частота значительно выше (от 20 до 500 Гц). Высокочастотный режим сварки дает узкую и мощную сварочную дугу, позволяющую получить более глубокое проплавление. Он применяется для сварки ответственных соединений трубопроводов и сосудов, работающих под давлением. Режим импульсной сварки высокой частоты обладает высокой производительностью (подойдет для массового производства и больших объемов монтажных работ).
СВАРОЧНЫЙ ТОК В НАЧАЛЕ ШВА
Процесс сварки в среде защитного газа (аргона) требует повышенного внимания к динамике сварочного тока, от величины которого зависит количество выделяемого тепла на свариваемом изделии. Особенно важен этот параметр в начале и в конце шва. В начале шва ток имеет величину INITIAL CURRENT (НАЧАЛЬНОГО ТОКА), затем, на протяжении всего участка сварного шва ток имеет постоянное значение. В зависимости от требуемого технологического процесса и параметров получаемого шва, скорость нарастания тока может настраиваться сварщиком.
СВАРОЧНЫЙ ТОК В КОНЦЕ ШВА
В конце сварного шва для исключения образования КРАТЕРА необходимо сварочный ток уменьшить до значений, прописанных в технологической карте. УБЫВАНИЕ ТОКА с определенной скоростью до конечного значения (FINAL CURRENT) оператор должен настроить либо вручную, либо используя функционал сварочного аппарата.
PRE-GAS TIME (ПЕРИОД ПРЕДВАРИТЕЛЬНОЙ ПОДАЧИ ГАЗА). Для исключения появления дефектов сварного шва в начале процесса аргонодуговой сварки необходимо создать гарантированную защиту сварочной ванны в момент розжига дуги. Для этого в зону сварки подается вначале аргон, а затем происходит зажигание дуги. ПЕРИОД ПРЕДВАРИТЕЛЬНОЙ ПОДАЧИ ГАЗА может регулироваться в предварительных настройках сварочного аппарата. Здесь необходимо выдержать «золотую середину», обеспечив защиту сварочной ванны в начале шва и не допустить перерасхода аргона.
POST-GAS TIME (ПЕРИОД ПОСЛЕДУЮЩЕЙ ОБДУВКИ ГАЗОМ). В конце сварного шва, когда дуга выключается, необходимо определенное время для кристаллизации расплавленного металла и остывания вольфрамового электрода. С этой целью в зону сварочной ванны после того, как дуга погасла, некоторое время продолжает подаваться аргон.
ДВУХТАКТНЫЙ / ЧЕТЫРЕХТАКТНЫЙ РЕЖИМ СВАРКИ
ДВУХТАКТНЫЙ РЕЖИМ. Этот режим применяется для прихватки, выполнения коротких швов и точечной сварки. Двухтактным этот режим называется потому, что при нажатой клавише горелки происходит розжиг и горение дуги, а при отпущенной клавише процесс прекращается. При этом настраивается скорость повышения сварочного тока в начале шва, величина постоянного тока и скорость понижения тока в конце сварки.
ЧЕТЫРЕХТАКТНЫЙ РЕЖИМ. Этот режим рекомендуется применять для выполнения длинных сварных швов, требует от оператора меньше действий, соответственно снижается физическая нагрузка на руки сварщика, обеспечивая большую производительность труда и высокую точность ведения шва. Алгоритм режима следующий:
-При первом нажатии на клавишу горелки начинается подача аргона в зону сварки.
-При отпускании клавиши происходит розжиг дуги, сварочный ток и защитный газ подаются постоянно.
-При втором нажатии клавиши сварочный ток снижается, и дуга выключается, но газ продолжает поступать.
-При отпускании клавиши подача защитного газа прекращается.
BI-LEVEL (ДВУХУРОВНЕВЫЙ РЕЖИМ СВАРКИ).
Двухуровневый режим сварки применяется в том случае, когда необходимо быстро изменить величину сварочного тока, а затем опять вернуться к первоначальной его величине. При помощи системы управления аппарата заранее устанавливаются и настраиваются два режима сварки с заданными параметрами. Переход от одного режима к другому осуществляется нажатием клавиши на горелке.
ТОЧЕЧНАЯ СВАРКА. Для точечной сварки оператор заблаговременно задает настройки силы сварочного тока и его продолжительность. Подача импульса производится в автоматическом режиме, благодаря чему гарантирован одинаковый размер и характеристики получаемого шва.
НАЧАЛЬНЫЙ СВАРОЧНЫЙ ТОК.
Это сварочный ток в начале сварного шва. Он настраивается оператором до начала работы и может быть равным сварочному току или минимальному току. Целью настройки величины начального тока является оптимизация сварочной ванны в начале процесса.
КОНЕЧНЫЙ СВАРОЧНЫЙ ТОК
Это сварочный ток в конце сварного шва. Величина его может быть задана оператором до начала работы и может быть равна основному сварочному току или меньше. Настройка величины конечного сварочного тока производится для качественной заварки кратера в конце сварного шва.
Дополнительная функция HOT START. Эта функция присутствует сегодня в большинстве современных сварочных аппаратов. Она служит для быстрого и легкого розжига дуги в начале сварки и ее стабилизации в течение первых секунд процесса.
TIG AC (АРГОНОДУГОВАЯ СВАРКА НА ПЕРЕМЕННОМ ТОКЕ).
Такой вид сварки применяется для соединения металлов, имеющих на поверхности оксидную тугоплавкую пленку (алюминиевые сплавы). В процессе сварки сварочный ток меняет полярность. Отрицательный полупериод сварочного импульса способствует разрушению окислов, а положительный полупериод способствует переносу расплавленного присадочного металла в зону сварочной ванны. Обычные сварочные трансформаторы хорошо справляются с генерацией переменного сварочного тока АС, однако, создают высокий уровень электромагнитных помех. Эта проблема успешно решается применением в качестве источника тока аппаратов инверторного типа. В таких аппаратах переменный ток питающей сети преобразуется в постоянный, и затем при помощи инверторной технологии преобразуется в переменный ток уже не синусоидальной, а прямоугольной формы с крутыми фронтами полупериодов. При этом имеется возможность управлять частотой тока, величиной каждого полупериода, их продолжительностью и соотношением. Результатом применения такой технологии является улучшение качества сварного шва, как по прочностным характеристикам, так и с точки зрения геометрии и эстетики.
ПРЯМОУГОЛЬНАЯ ФОРМА ИМПУЛЬСОВ, характерная для сварочного тока в режиме TIG AC, позволяет получить качественные сварные соединения с меньшими затратами электроэнергии и сварочных материалов, чем при использовании классических сварочных трансформаторов. Сварочный инверторный аппарат с режимом TIG AC позволяет использовать для сварки электроды меньшего диаметра, электроэнергии такой аппарат расходует заметно меньше, а скорость сварки выше. Такой режим сварки наиболее востребован при массовом производстве, способствуя увеличению производительности труда. Недостатком сварки в режиме TIG AC является повышенный уровень шума.
СИНУСОИДАЛЬНАЯ ФОРМА ИМПУЛЬСОВ характерна для обычных сварочных трансформаторов. Форма импульсов имеет пологую синусоидальную форму, благодаря чему уровень шума при работе заметно меньше, чем у аппаратов с прямоугольной формой сварочного импульса. Подобные аппараты не имеют регулировки баланса импульсов. Современные инверторные сварочные аппараты имеют в перечне возможных режимов работы также и режим с синусоидальной формой сварочного тока. Однако этот режим является уже более продвинутым и имеет функции, позволяющие осуществлять тонкие настройки синусоиды. Это частота тока, продолжительность и величина импульсов, а также соотношения между отрицательным и положительным полупериодами. Синусоидальная форма импульсов сварочного тока остается востребованной для специфических условий сварки, возникающих на производстве (например, сварка в условиях присутствия на поверхности углеводородов).
ТРЕУГОЛЬНЫЙ СВАРОЧНЫЙ ИМПУЛЬС также как и синусоидальный, обладает пологим фронтом сварочной кривой (даже еще более пологим). Поэтому все преимущества сварки на синусоидальном токе присущи и треугольному импульсу. Сварка током с такой формой импульса производит еще меньше шума, чем синусоидальная форма тока и сварочная дуга еще «мягче».
БАЛАНС МЕЖДУ ПОЛОЖИТЕЛЬНЫМ И ОТРИЦАТЕЛЬНЫМ ПОЛУПЕРИОДОМ ПЕРЕМЕННОГО ТОКА
Регулировка баланса между положительным и отрицательным полупериодом позволяет скорректировать воздействие сварочной дуги на поверхность свариваемого металла. Эта возможность особенно актуальна для сварки алюминиевых сплавов, поскольку окисная пленка на поверхности алюминия имеет существенно более высокую температуру плавления, чем сам металл. Увеличение баланса тока в сторону положительного полупериода способствует эффективному очищению поверхности и повышению качества сварного шва. Когда сварка выполняется в нормальных условиях, соотношение положительной и отрицательной составляющих сварочного тока находится в примерном соотношении 35%/65%. При выполнении сварочных работ, связанных с ремонтом, и нет возможности выполнить предварительную очистку поверхности изделия, настройки баланса полупериодов меняют в сторону увеличения положительного полупериода сварочного тока.
ЧАСТОТА ПЕРЕМЕННОГО СВАРОЧНОГО ТОКА
Однофазные классические трансформаторные сварочные аппараты выдают сварочный ток фиксированной частоты – частоты питающей электрической сети (обычно 50 Гц). Возможность регулировки частоты тока у таких аппаратов недоступна. Такая возможность имеется у инверторных сварочных аппаратов, которые способны выдавать сварочный ток с частотой, регулируемой в диапазоне от 20 до 200 Гц. Увеличение частоты сварочного тока позволяет увеличить мощность дуги, глубину проплавления и скорость сварки. Высокая частота сварочного тока способствует снижению уровня тепловложения, что позволяет выполнять сварку тонкостенных изделий без риска коробления металла и «прожогов». Высокочастотная сварка позволяет получить узкую сварочную ванну, что позволяет применить такой режим сварки в точном машиностроении, приборостроении и области высоких технологий.
ПРОЦЕСС РОЗЖИГА ДУГИ НА ПЕРЕМЕННОМ ТОКЕ, ДИАМЕТР ЭЛЕКТРОДА
При низкой температуре изделия и сварочного вольфрамового неплавящегося электрода, а также из-за оксидной пленки на поверхности изделия, может быть затруднен розжиг дуги и первоначальная ее стабилизация. На ряде сварочных аппаратов для оптимизации розжига дуги и сварки, оператор имеет возможность выбора электрода разного диаметра.
FUZZY LOGIC – ФУНКЦИЯ НЕЧЕТКОЙ ЛОГИКИ ПРИ ЗАЖИГАНИИ НА ПЕРЕМЕННОМ ТОКЕ
В случае, когда известны параметры сварочного режима, при котором имеется опыт получения качественного сварного соединения с электродом определенного диаметра, сварочный аппарат для обеспечения уверенного розжига дуги подключает функцию «нечеткой логики» — FUZZY LOGIC. Оптимизация уровня стартового сварочного тока позволяет исключить перегрев изделия, стартовой нестабильности дуги и избежать загрязнения шва фрагментами вольфрама от электрода. Стабильное и уверенное зажигание в этом случае гарантировано даже при холодном электроде. Эта функция будет полезной при изготовлении алюминиевых тонкостенных сосудов и резервуаров, работающих под давлением.
РЕЖИМ СМЕШАННОГО СВАРОЧНОГО ТОКА (ПОСТОЯННЫЙ — ПЕРЕМЕННЫЙ)
Переменный сварочный ток (AC) хорошо очищает свариваемую поверхность от окислов, а постоянный ток (DC) позволяет получить прочный и геометрически идеальный сварной шов с глубоким проплавлением. Функция чередования периодов постоянного и переменного сварочного тока сочетает в себе их преимущества. Режим смешанного тока будет полезен при выполнении ремонтных работ и производстве изделий из алюминиевых сплавов.
НАКС или Особенности сварки полиэтиленовых труб при монтаже наружных газопроводов газораспределительных систем / Новости / Труборезофф.
руГазопроводы, как и технологические трубопроводы химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств, а также множество других устройств, эксплуатация которых сопряжена с повышенной ответственностью, отнесены к «техническим устройствам опасных производственных объектов»
Методы сварки и нормативные требования к оборудованию
Если мы не рассматриваем всевозможные строительные конструкции, а говорим только о строительстве газораспределительных систем, то методов их сварки всего два – технология стыковой сварки или технология электромуфтовой сварки.
С практической точки зрения, преимущество стыковой сварки – в том, что для сварки прямых участков трубопроводов не требуются дорогостоящие соединительные детали, свариваются непосредственно две трубы. Даже при повороте или разветвлении трубопровода отводы и тройники для стыковой сварки гораздо дешевле аналогичных деталей с закладными электронагревателями.
Зато электромуфтовая сварка гораздо удобнее при ремонте поврежденного трубопровода в небольшой яме или при монтаже трубопровода вдоль стены или под потолком.
Что касается оборудования электромуфтовой сварки, требования нормативных документов к нему на случай прокладки газопроводов просты и лаконичны. Согласно п.10.4.1 СП 62.13330.2011, «Сварка полиэтиленовых газопроводов соединительными деталями с ЗН должна выполняться аппаратами, осуществляющими регистрацию результатов сварки с их последующей выдачей в виде распечатанного протокола». И всё! Требований к каким-либо разрешительным документам (сертификатам, свидетельствам об аттестации) на оборудование для электромуфтовой сварки в СП нет. Вообще ни слова! Нет их и в СТО Газпром 2-2.1-411-2010.
С оборудованием стыковой сварки несколько сложнее. П.10.4.5 СП 62.13330.2011 разделяет аппараты стыковой сварки на 3 группы по степени автоматизации, причем эта классификация была введена еще 2003г. в теперь уже устаревшем СНиП 42-01-2002:
- Высокая степень автоматизации (в быту «автоматический аппарат») – аппарат с функцией протоколирования сварочного процесса, компьютер которого не только осуществляет расчет режимов автоматической сварки, но и сам непосредственно управляет нагревом сварочного зеркала и работой гидравлики. Требуется даже устройство для автоматического удаления сварочного зеркала из зоны сварки после нагрева торцов, на что указывается особо.
- Средняя степень автоматизации (в быту «полуавтоматический аппарат») – аппарат с функцией протоколирования сварочного процесса, компьютер которого рассчитывает для сварщика оптимальные параметры сварочного процесса, а затем служит «навигатором» — отображает ход сварочного процесса и требуемые действия оператора, выдает текстовые сообщения и звуковые сигналы об ошибках. Однако компьютер не управляет исполнительными механизмами сварочного аппарата, это делает оператор.
- С ручным управлением – аппарат, на котором управление гидравлической системой аппарата выполняется оператором без каких-либо подсказок компьютера, по сварочным таблицам. Аппарат может иметь или не иметь функцию протоколирования сварочного процесса.
Очевидно, что чем выше степень автоматизации аппарата, тем он дороже. И компании-подрядчики стремятся приобрести более дешевое оборудование, несмотря на то, что качество сварки на нем гораздо больше зависит от человеческого фактора. На этот случай в СП 62.13330.2011 имеется стимул к автоматической сварке труб в виде разных условий приемки трубопровода (п.10.4.1 СП) – при ручной сварке они самые жесткие, 100-процентный контроль стыков физическими методами в самых ответственных местах – пересечение с коллекторами, вблизи зданий и пр. Для полуавтоматической сварки этот процент снижен до 40, для автоматической сварки до 20. А при восстановлении изношенных стальных трубопроводов методом протяжки в них трубопроводов из ПНД допускается только автоматическая сварка трубопроводов, поскольку контроль стыков при приемке будет невозможен.
СТО Газпром 2-2.1-411-2010 в этом вопросе пошел дальше. Согласно п.8.2.1.3 СТО, при строительстве газопроводов следует применять только автоматическую и полуавтоматическую сварку, а аппараты с ручным управлением неприменимы.
Что касается требований к разрешительной документации на оборудование, есть только одно упоминание в СП 62.13330.2011, и то не в виде требования, а опять же в виде стимула. Если аппарат автоматической сварки аттестован в НАКС (см. далее), то ни один стык, сделанный на нем (с распечаткой протоколов сварки), не подлежит контролю физическими методами. Красота! Сварил, распечатал протоколы, подшил их к документам и сдал объект!
И еще есть несколько обтекаемые формулировки требований в СП 42-103-2003. Согласно пункту 6.50 СП, «Сварочное оборудование проходит систематическое ежегодное сервисное обслуживание предприятием фирмы-производителя…». Это требование или описание общепринятой практики? И еще в том же пункте: «Дата последующего сервисного обслуживания должна, как правило, автоматически вводиться в протоколы сварки при проведении монтажных работ». Фраза «должна, как правило» звучит как рекомендация, но не требование. И еще здесь же: «Аттестацию сварного оборудования производят в соответствии с РД 03-614». На требование тоже не тянет.
Практические требования к оборудованию для сварки полиэтиленовых газопроводов
На практике требования к сварочному оборудованию определяет заказчик монтажа наружного газопровода – облгаз, напрямую или опосредованно, через инженерную службу районной администрации. Это не значит, что вас будут заставлять работать оборудованием определенной марки или определенного цвета. Но могут потребовать, чтобы сварочное оборудование имело высокую степень автоматизации и обязательно имело свидетельство об аттестации в НАКС. А могут дополнительно потребовать наличие Разрешения Ростехнадзора на применение этого оборудования для монтажа газопроводов.
Ну что же, имеют право! Все в рамках закона. Ведь сложная процедура приемки объекта – это головная боль не только для подрядчика, но и для заказчика. А в подрядчиках на строительство газораспределительных систем, как известно, недостатка нет. Заказчику есть из кого выбирать. Поэтому подрядчик должен готовиться к максимально жестким требованиям.
Сварка с помощью деталей с закладными нагревателями:
Аппарат электромуфтовой сварки должен быть с функцией протоколирования и должен иметь аттестацию в НАКС. Иначе с вами никто и разговаривать не будет. Хотя нормативами аттестация аппарата не требуется. Наиболее востребованные аппараты электромуфтовой сварки газовых труб
Никакие формальные разрешения на применение тех или иных полиэтиленовых соединительных деталей с закладными нагревателями (электросварных фитингов) нормативными документами не требуются. Но заказчик потребует от вас копию Разрешения Ростехнадзора на электрофитинги. Это максимум. Аттестация соединительных деталей не проводится.
Стыковая автоматическая сварка труб:
Это лучше всего, не имеет никаких ограничений. Аттестацию сварочного оборудования в НАКС – обязательно потребуют. Могут дополнительно потребовать Разрешение Ростехнадзора – это по настроению заказчика.
Еще важный момент. То, что в Европе называют «автоматом» (аббревиатура CNC), имеет компьютерное управление работой гидравлической системы и температурой сварочного зеркала. А приспособление для автоматического извлечения сварочного зеркала в стандартную комплектацию не включено, предлагается в виде опции. Наиболее востребованные аппараты для стыковой сварки газовых труб
Стыковая полуавтоматическая сварка труб:
Любыми нормативными документами допускается, хотя и имеет ограничения. Но заказчик может не одобрить, поэтому лучше вначале согласовать. Свидетельство об аттестации сварочного оборудования – обязательно потребуют. Могут дополнительно потребовать Разрешение Ростехнадзора. Наиболее востребованные полуавтоматы для стыковой сварки газовых труб
Разрешение Ростехнадзора (вернее, его копию) требуйте у продавца оборудования. Сами вы его в Ростехнадзоре не закажете.
Порядок получения свидетельства об аттестации оборудования
Аттестацию оборудования сегодня выполняют аттестационные центры НАКС. НАКС – подразделение Ростехнадзора, которое имеет 2 разные, но одинаково верные расшифровки:
- Национальное агентство контроля и сварки;
- Национальный аттестационный комитет по сварочному производству.
Согласно Ростехнадзор’овскому регламенту действий РД 03-614-03 [10], для того чтобы совершенно конкретный серийно производимый сварочный аппарат мог официально применяться для строительства наружных трубопроводов, по отношению к нему должны быть выполнены следующие действия:
- Первичная аттестация оборудования. Заказчиком первичной аттестации может выступать как производитель оборудования (или его авторизованный дилер), так и пользователь (владелец) аппарата (п. 1.6. Приложения 1 к РД). Производитель (или дилер) может существенно сократить средние расходы на аттестацию 1 аппарата, аттестуя сразу более 2 аппаратов (п.3.6. РД). Поэтому пользователю в большинстве случаев выгоднее приобретать аттестованный аппарат, чем затем самому подавать заявку на индивидуальную аттестацию сварочного оборудования в НАКС.
- Далее пользователь может использовать аппарат для строительства сетей газораспределения в течение 3 лет от даты первичной аттестации с обязательным выполнением ежегодной диагностики, а также плановых регламентных работ, если таковые предусмотрены производителем аппарата. Эти работы выполняются авторизованным сервисным центром производителя аппарата с обязательной выдачей акта выполненных работ. Эти акты (равно как и акты о профилактике и ремонте) потребуются при подаче заявки на периодическую аттестацию (п.1.1. Приложения 1 к РД).
- Через 3 года после первичной аттестации аппарат должен пройти периодическую аттестацию в НАКС. Заказчиком аттестации теперь выступает владелец аппарата. Периодическая аттестация проводится по сокращенной схеме, однако с проверкой следующих условий (п.3.8. РД):
- Аппарат не выработал срок эксплуатации, указанный в паспорте производителя. Если в паспорте срок эксплуатации не указан, он определяется по тех. документации аналогичного оборудования. Срок эксплуатации может быть продлен специальным диагностированием оборудования (п.3.9. РД).
- Аппарат проходил ежегодную диагностику и плановые регламентные проверки, о чем имеются соответствующие акты.
- За период работы аппарата не было нареканий на качество его работы.
Периодическая аттестация обойдется дешевле, если владелец одновременно заказывает аттестацию более 2 единиц однотипных аппаратов.
Свидетельство о периодической аттестации также выдается на 3 года, и при дальнейшей эксплуатации аппарата требуется выполнение тех же условий – ежегодная диагностика, плановые регламентные работы.
Через 3 года периодическую аттестацию необходимо повторить. И так до истечения срока эксплуатации аппарата.
- Если аппарат не проходил плановую диагностику или в случае повторяющихся нареканий на качество его работы, а также если рабочие параметры аппарата изменились на 10% или более от номинала, тогда перед его использованием для строительства газораспределительных сетей требуется внеочередная аттестация в НАКС (п.3.12. РД). Внеочередная аттестация проводится также в случае, если аппарат прошел кап. ремонт или модернизацию.
- Дополнительная аттестация в НАКС требуется в случае необходимости расширения его области применения – на другие способы сварки или на другие технические устройства «опасных производственных объектов» (п.3.10. РД).
Если в связи с изменениями и/или дополнениями нормативных документов ужесточились требования к аппарату, также требуется дополнительная аттестация.
- Свидетельства о внеочередной или дополнительной аттестации также выдаются на 3 года. При дальнейшем выполнении всех требований через 3 года потребуется обычная периодическая аттестация.
Особенности технологии стыковой сварки при монтаже газопроводов
Здесь сразу следует понять, что трубы и соединительные детали из полиэтилена, предназначенные для газопроводов,– совершенно такие же, как и для водопроводов. Отличие – в повышенных требованиях к прочностным характеристикам (стойкость к быстрому и медленному распространению трещин и пр.) и химической стойкости к газовым составляющим (п.5.2, Табл.2 ГОСТ Р 50838-2009).
Технология сварки газопроводов из полиэтиленовых труб так же не имеет принципиальных отличий от технологии стыковой сварки для водопроводов. Отличается только меньшими допустимыми погрешностями.
Простые выводы из всего вышесказанного
Если вам сложно или некогда разбираться в нормативах, а прокладывать наружный газопровод из полиэтиленовых труб нужно уже скоро, предлагаем следовать простым рекомендациям:
1. Всё-таки разобраться, каким способом вы будете варить трубы (электромуфтами или встык) и выбрать соответствующий тип оборудования:
- Стыковой аппарат автоматической сварки;
- Стыковой аппарат полуавтоматической сварки;
- Аппарат электромуфтовой сварки с протоколированием.
2. При выборе марки/поставщика аппарата убедиться, что поставщик обеспечивает аттестацию оборудования в НАКС, а также что при приобретении оборудования вы вместе с пакетом документов получите свидетельство об аттестации вашего конкретного аппарата (с указанием серийного номера).
3. При приобретении аппарата лучше сразу подпишите с авторизованным сервисным центром договор о ежегодном проведении диагностики и необходимого ТО аппарата.
4. После приобретения аппарата – не забывайте ежегодно обращаться в сервисный центр для диагностики аппарата. Сохраняйте протоколы диагностики и акты выполненных работ.
5. Для стыковой сварки. Если электроника аппарата позволяет выбрать сварочную технологию, рекомендуем выбирать DVS 2207-1.
6. Через 3 года после даты первой аттестации аппарата закажите очередную аттестацию аппарата. Для этого – проще всего – снова обратитесь к вашему поставщику оборудования.
Жуков А.В.
АДР-Технология, Москва
2009г.
Сокращения сварочной промышленности | WELDING ANSWERS
Если вы работаете в сфере сварки, вы постоянно окружены всевозможными аббревиатурами. Ниже приведен список наиболее часто используемых сокращений в нашей отрасли.
ABS Американское бюро судоходства
AC Переменный ток
AlSl Американский институт чугуна и стали.
AL Алюминий
AMP Ампер (мера тока)
ANSI Американский национальный институт стандартов.
Ar Аргон (инертный защитный газ)
ASM Американское общество металлов.
ASME Американское общество машиностроения
ASTM Американское общество испытаний и материалов.
AWS Американское общество сварщиков.
БС Британский стандарт.
BV Bureau Veritas (Французский институт классификации)
BZ Brausing
CE Оборудование с MARKINGS CE выполняет основные требования низкого напряжения и рекомендации по электромагнитной совместимости.
CSA Оборудование со знаком CSA-Test соответствует требованиям соответствующих стандартов Канады и США.
CO2 Carbon Dioxide
CTWD Contact Tip to Work Distance
CWE Certified Welding Educator
CWI Certified Welding Inspector
CWB Canadian Welding Bureau
DC Direct Current
DCEN Direct Токовый электрод Отрицательная полярность (DC-)
DCEP Электрод постоянного тока Положительная полярность (DC+)
DNV Det Norske Veritas (Норвежский классификационный институт).
EN Euro Norm (Европейское сообщество по стандартизации разработало номенклатуру в сварке)
ESO Electrical Plect
FCAW Flux Corx Skerd Arc Arg
FCAW-GS Flux Crowed Arced Beld-GAS-газа-газ. Экранированный
FCAW-SS Flux Cored Cored Arc Сварка-самоконтронная
FT-LB футов
GMAW Сварка газовой металлической дуги
GMAW-P Сварка газовой металлической. Газовая вольфрамовая дуговая сварка
He Гелий
In 0003
IPT Inter Pass Tempret
LR Lloyds Register of Shipping (Британское общество классификации)
Mag Активный газ (см. Также GMAW).
MIG Металлический инертный газ
мм миллиметра
МПа Мега Паскаль
МТ Тестирование магнитных частиц
NDT Не разрушительное тестирование
NS Норвежская Ассоциация стандартов.
NSFI Норвежский научно-исследовательский институт судов.
O2 Oxygen
PAW Плазменная дуговая сварка
PPM Части на миллион
PQR Процедура квалификационная запись
PWHT Prost Weld Tail Leatre
RT Рентгенографическое тестирование (рентгеновский рост)
SAW Сварная дуга
Smaw .
TIG Вольфрам, инертный газ (см. GTAW)
TS Скорость путешествия
UT Ультразвуковое тестирование
V Вольт или напряжение
VT Visual Testing
WFS Скорость подачи проводов
WPS . Спецификация WELDIN опустить какие-либо общеупотребительные аббревиатуры? У вас есть аббревиатура, с которой вам нужна помощь?Опубликовано
Категория: Теория и образование
Раскрытие информации о связи: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Список сокращений — сварка, триоксид молибдена и оксид индия-олова
NCBI Книжная полка. Служба Национальной медицинской библиотеки, Национальных институтов здоровья.
Рабочая группа IARC по оценке канцерогенных рисков для человека. Сварка, триоксид молибдена и оксид индия-олова. Лион (Франция): Международное агентство по изучению рака; 2018 г. (Монографии МАИР по оценке канцерогенных рисков для человека, № 118. )
Показать подробности
- Contents
Search term
- %DNA
percentage DNA in tail
- • OH
hydroxyl radical
- 3-MC
3-methylcholanthrene
- 8 -OH-dG
8-гидрокси-2′-дезоксигуанозин
- 8-oxodGuo
8-оксо-7,8-дигидро-2′-дезоксигуанозин
- Гигиенисты
- Al
aluminium
- ALL
acute lymphoblastic leukaemia
- AM
alveolar macrophage
- AML
acute myeloid leukaemia
- ApoJ
apolipoprotein J
- Ar
аргон
- БАЛ
жидкость бронхоальвеолярного лаважа
- БАЛТ
бронхоассоциированная лимфоидная ткань
- Be
beryllium
- Ca
calcium
- CaCrO 4
calcium chromate
- CANJEM
Canadian job-exposure matrix
- Cd
cadmium
- КОЕ
колониеобразующая единица
- CHMS
Canadian Health Measures Survey
- CI
доверительный интервал
- CLL
chronic lymphocytic leukaemia
- CLU
clusterin
- CO
carbon monoxide
- Co
cobalt
- Cr
chromium
- CRP
С-реактивный белок
- Cr(VI)
шестивалентный хром
- Cu
медь
- dGuo
deoxyguanosine
- DLBCL
diffuse large B-cell lymphoma
- ECRHS
European Community Respiratory Follow-up Survey
- ELF-EMF
extremely low frequency electromagnetic fields
- EPIC
Европейское перспективное исследование рака и питания
- ER
электрическое сопротивление
- FCA
порошковая дуга
- Fe
iron
- Fe 2 O 3
iron oxide
- FINJEM
Finnish job-exposure matrix
- FSH
follicle-stimulating hormone
- GLP
надлежащая лабораторная практика
- GMA
газовая металлическая дуга
- GPX
глутатионпероксидаза
6 G277glutathione
- GTA
gas tungsten arc
- H 2 O 2
hydrogen peroxide
- He
helium
- HR
hazard ratio
- HRV
вариабельность сердечного ритма
- HS
твердое покрытие
- IARC
Международное агентство по изучению рака
- ICARE
Investigation of Occupational and Environmental Causes of Respiratory Cancers
- ICNIRP
International Commission on Non-Ionizing Radiation Protection
- ICP
inductively coupled plasma
- IEC
International Electrochemical Commission
- IFNγ
интерферон гамма
- IgA
иммуноглобулин А
- IgM
immunoglobulin M
- IL
interleukin
- In
indium
- In 2 O 3
indium tin oxide
- iNOS
inducible синтаза оксида нитрита
- IPUMS
Интегрированная серия микроданных общего пользования
- ISO
Международная организация по стандартизации
- ITO
indium tin oxide
- JEM
job-exposure matrix
- JSOH
Japan Society for Occupational Health
- KL-6
Krebs von den Lungen-6
- LALN
лимфатический узел, ассоциированный с легкими
- ЛДГ
лактатдегидрогеназа
- ЛГ
- 2 лютеинизирующий гормон
0276
long interspersed nuclear element-1
- LOD
limit of detection
- LPS
lipopolysaccharide
- MAG
metal active gas
- MAPP
methylacetylene-propadiene
- MDA
малоновый диальдегид
- Mg
магний
- MIG
металл инертный газ
- MLN
mediastinal lymph node
- MMA
manual metal arc
- Mn
manganese
- MN
micronucleus
- MnSOD
manganese superoxide dismutase
- Mo
молибден
- MoO 3
триоксид молибдена
- MOR
отношение шансов смертности
- MOS 2
Molybdenum (IV) сульфид
- MS
- MTT
3-DIMELILER 3-DIMELILER 3-DIMELILER 3-DIMELILER 3-DIMELILER 3-DIMELIDELEL.
- N
nitrogen
- β-NAG
β- N -acetyl-glucosaminidase
- NFκB
nuclear factor kappa-light-chain-enhancer of activated B cells
- NHANES
United States National Health and Nutrition Examination Survey
- NHL
non-Hodgkin lymphoma
- Ni
nickel
- NIOSH
United States National Institute for Occupational Safety and Health
- NLRP3
Белок 3, содержащий домены NACHT, LRR и PYD
- NLST
National Lung Screening Trial
- NO
nitric oxide
- NO 2
nitrogen dioxide
- NO x
nitrogen oxides
- NP
nanoparticle
- O
oxygen
- O 3
озон
- OR
отношение шансов
- PAFR
тромбоцит-активирующий фактор рецептор
3 76
polycyclic aromatic hydrocarbon
- PAPR
powered air-purifying respirator
- Pb
lead
- PBMC
peripheral blood mononuclear cell
- PM 2. 5
particulate matter of диаметр < 2,5 мкм
- PM 4
твердые частицы диаметром < 4 мкм
- PMN
полиморфно-ядерные лейкоциты
- REACH
Registration, Evaluation, Authorisation and Restriction of Chemicals
- ROS
reactive oxygen species
- RR
relative risk
- SA
submerged arc
- SAA
сывороточный амилоид А
- SIR
стандартизированный коэффициент заболеваемости
- SITO
спеченный оксид индия-олова
- SLL
small lymphocytic lymphoma
- SMR
standardized mortality ratio
- SnO 2
stannic oxide
- SOD
superoxide dismutase
- SP
surfactant protein
- SRBC
Эритроциты овцы
- Нержавеющая сталь
Нержавеющая сталь
- TCC
transitional cell carcinoma
- TCE
trichloroethylene
- Th
thorium
- TIG
tungsten inert gas
- TiO 2
titanium dioxide
- TIP
total вдыхаемые частицы
- TNFα
фактор некроза опухоли альфа
- TRH
ТТГ-рилизинг-гормон
- TSH
thyroid-stimulating hormone
- TWA
time-weighted average
- UFP
ultrafine particles
- UV
ultraviolet
- VHL
von Hippel–Lindau tumour
- по сравнению с
по сравнению с
- вес. %
процент по весу
- Zn
цинк
31183
© Международное агентство по изучению рака, 2018 г. Для получения дополнительной информации обращайтесь по адресу [email protected].
Идентификатор книжной полки: NBK543203
Содержимое
Цинковое покрытие (Z) – сталь, оцинкованная горячим способом
Цинковое покрытие (Z), нанесенное с обеих сторон методом горячего цинкования, продлевает срок службы конечного продукта, защищая сталь от коррозии.
Процесс непрерывного горячего цинкования обеспечивает широкий диапазон защиты от Z100 до Z600 в дополнение к прочному соединению между покрытием и сталью. Благодаря этим свойствам цинковые покрытия хорошо подходят для формирующихся агрессивных сред и агрессивных сред.
Состав цинкового покрытия почти полностью состоит из цинка (>99%) и не содержит свинца, в результате чего получается мелкокристаллический цинковый блесток, отвечающий высоким требованиям к внешнему виду.
Коррозионная стойкость, обеспечиваемая цинковым покрытием, прямо пропорциональна толщине покрытия. Покрытие Z600 (42 мкм с обеих сторон) обеспечивает срок службы до 80 лет. Таким образом, в некоторых случаях периодическое цинкование готовых компонентов может быть заменено использованием листовой стали с покрытием Z450 или Z600, что упрощает общую технологическую цепочку.Из-за расходуемой природы цинка покрытие обеспечивает защиту от коррозии участков открытых стальных поверхностей, таких как режущие кромки и участки, где покрытие повреждено (царапины, удары и т. д.). Полная защита от коррозии также достигается в областях, которые были сильно сформированы, потому что склонность к отслаиванию покрытия с низким коэффициентом трения и прочным сцеплением низкая.
SSAB предлагает цинковые покрытия различной толщины, качества поверхности и обработки поверхности для удовлетворения требований различных областей применения.
Толщина покрытия
Обозначение покрытия Минимальная общая масса покрытия, обе поверхности (г/м 2 ) * Ориентировочное значение толщины покрытия на поверхность, обычно (мкм) Z100 100 7 Z140 140 10 Z180 180 13 Z200 200 14 Z225 225 16 Z275 275 20 Z350 350 25 Z450 450 32 Z600 600 42 * в тройном точечном испытании
В дополнение к толщине цинкового покрытия, определенной в соответствии с EN10346:2015, предложение включает различные асимметричные покрытия, покрытия с одинаковой минимальной массой покрытия на поверхности и другие спецификации OEM, которые доступны по запросу.
.Обработка оцинкованной стали
Формовка
Как правило, цинковое (Z) покрытие выдерживает большие деформации благодаря своей пластичности и хорошим фрикционным характеристикам. Следовательно, те же процессы формования, что и для сталей без покрытия, обычно можно применять для сталей с покрытием на основе цинка без каких-либо существенных изменений условий процесса. Небольшие различия в поведении поверхности могут потребовать внесения некоторых изменений, например, в смазку, геометрию оснастки и силы удержания. Металлическое покрытие имеет выгодную характеристику использования в качестве смазки, которая отлично работает при низком и умеренном поверхностном давлении, имеющем место при штамповке. Прочность на изгиб оцинкованных листов с массой покрытия до 275 г/м2 можно считать равной характеристикам соответствующих листов без покрытия.
Успешное формование сталей с металлическим покрытием зависит от выбора геометрии компонента, марки стали, типа и толщины металлического покрытия, качества и защиты поверхности, а также инструмента, используемого при формовании.
Сварка
Стали с металлическим покрытием можно сваривать различными методами сварки, включая различные методы контактной сварки, лазерной сварки и дуговой сварки. При соблюдении рекомендаций по сварке механические свойства сварных соединений равны свойствам сталей без покрытия.
Методы контактной сварки, такие как точечная сварка, наиболее распространены и дают отличные результаты при сварке сталей с металлическим покрытием. Положительные антикоррозионные свойства покрытия на основе цинка в основном сохраняются в зоне правильно выполненного точечного сварного шва. Точечная сварка материала с металлическим покрытием требует несколько большей силы тока и силы электрода, чем для сталей без покрытия, из-за более низкого контактного сопротивления покрытия. Точно так же увеличение толщины покрытия немного увеличивает требуемый сварочный ток. Поэтому для улучшения свариваемости и увеличения срока службы сварочных электродов рекомендуется избегать излишне толстого покрытия при сварке.
Покрытие Galvannealed (ZF) рекомендуется для контактной сварки с многочисленными сварными швами.Лазерная сварка также идеально подходит для материалов с металлическим покрытием благодаря узкому (всего несколько мм) сварному шву и низкому подводу тепла. При использовании любых методов сварки плавлением подвод тепла должен быть как можно меньше, чтобы ограничить зону нагрева в листе с металлическим покрытием. Подобно поцарапанным участкам покрытия, также в узком сварном шве протекторный эффект покрытия на основе цинка обеспечивает катодную защиту от коррозии. Тем не менее, после сварки плавлением зону сварки рекомендуется покрасить или защитить другим подходящим покрытием.
Вентиляция рабочего места должна быть организована надлежащим образом, поскольку при сварке сталей с цинковым покрытием образуются сварочные дымы, содержащие оксид цинка.
Соединение
Все покрытия на основе цинка хорошо подходят для склеивания при условии, что поверхность соответствует используемому клею (эпоксидному, акриловому или полиуретановому).
Одним из преимуществ клеевого соединения является то, что оно сохраняет антикоррозионные свойства покрытия, так как покрытие практически остается неповрежденным в зоне соединения. Для обеспечения хорошей адгезии любые масла или загрязнения должны быть тщательно удалены с поверхностей, подлежащих склеиванию. Совместимость поверхности с используемым клеем всегда следует учитывать в каждом конкретном случае.Окраска
Помимо придания желаемого цвета конечному изделию, окраска также дополнительно улучшает защиту от коррозии конечного изделия. Качество дрессированной поверхности B рекомендуется, когда требуется высокое качество поверхности для окрашенной поверхности.
Цинковое покрытие является хорошей основой для окраски, если поверхность правильно подготовлена и используются правильные краски. Для обеспечения хорошей адгезии с окрашиваемых поверхностей необходимо тщательно удалить любые масла или загрязнения. Продукт может быть предварительно обработан фосфатированием цинком или альтернативной предварительной обработкой, подходящей для стали с покрытием на основе цинка, на приемном предприятии для улучшения адгезии покрытия.
Сварка: риски для здоровья при сварке
Со сварочным дымом связаны как острые, так и хронические риски для здоровья. Профессиональные заболевания легких, в том числе рак легких, являются наиболее распространенным риском для здоровья, но сварка также может поражать глаза и кожу. Также существует значительный риск удушья при сварке в замкнутом пространстве.
Острые респираторные заболевания
Острые эффекты проявляются в виде болезни вскоре после воздействия сварочного дыма. По оценкам HSE, вдыхание паров металла на рабочем месте приводит к госпитализации 40-50 сварщиков в год.
Раздражение горла и крупных дыхательных путей в легких
Газы и мелкие частицы сварочного дыма могут вызывать сухость в горле, кашель или стеснение в груди. Эффекты, как правило, недолговечны. Озон, в частности, может вызвать это при сварке вольфрамовым инертным газом (TIG) нержавеющих сталей и алюминия. Высокое воздействие оксидов азота (образующихся в большинстве случаев при дуговой сварке) также может вызывать раздражение.
Экстремальное воздействие озона может вызвать образование жидкости в легких.Острая астма, вызванная раздражителем
Очень высокие уровни воздействия вдыхаемых раздражителей могут вызвать развитие астмы, но это не является распространенным явлением. Это состояние раньше было известно как синдром реактивной дисфункции дыхательных путей.
Лихорадка металлического дыма
Многие сварщики после сварки испытывают гриппоподобные симптомы. Эффекты часто хуже в начале рабочей недели. Лихорадка металлического дыма обычно связана со сваркой или горячими работами на оцинкованных металлах. Высокое воздействие дыма от сварки мягкой стали также может вызвать это заболевание.
Лихорадка металлического дыма обычно не вызывает длительных побочных эффектов. Он часто начинается через несколько часов после начала воздействия и продолжается некоторое время после окончания воздействия.
Острая пневмония
Сварщики подвергаются повышенному риску развития пневмококковой пневмонии из-за вдыхания сварочного дыма.
Сварщики особенно подвержены инфекции легких, которая может привести к тяжелой, а иногда и смертельной пневмонии.Пневмония убивает около 2 сварщиков в год. Это может повлиять как на молодых сварщиков, так и на пожилых людей. Воздействие сварочного дыма в прошлом не увеличивает шансы заболеть пневмонией сейчас. Доступна вакцинация для снижения риска пневмонии, если вы сварщик. Тем не менее, вакцинация не является заменой хорошего контроля воздействия. Дополнительные рекомендации доступны в вакцинации против пневмонии для сотрудников, подвергшихся воздействию сварочного дыма и металлического дыма.
Хронические последствия для здоровья органов дыхания
После воздействия сварочного дыма хронические эффекты развиваются более постепенно и приводят к более серьезным заболеваниям.
Рак легких
Во многих исследованиях сообщается о повышенном риске рака легких у сварщиков и других рабочих, подвергающихся воздействию сварочного дыма.
Международная ассоциация по изучению рака (IARC) пришла к выводу, что все сварочные дымы могут вызывать рак легких и рак почек, классифицируя все сварочные дымы как канцерогенные вещества группы 1.HSE заказала независимую экспертную оценку отчета IARC Экспертному комитету по охране здоровья на рабочем месте, который согласился с выводами отчета. В результате в феврале 2019 года HSE выпустила предупреждение по безопасности о связи между дымом при сварке низкоуглеродистой стали и раком.
Хроническая обструктивная болезнь легких (ХОБЛ)
Текущие данные свидетельствуют о том, что воздействие сварочного дыма может вызвать ХОБЛ, но нет достаточных доказательств, чтобы доказать окончательную связь. Обычно наблюдаемая у курильщиков, функция легких может снижаться быстрее, чем ожидалось, и дым может способствовать этому снижению. Установленная ХОБЛ вызывает прогрессирующую одышку, стеснение в груди и свистящее дыхание. Это также может вызвать усталость.
Если болезнь действительно прогрессирует, рабочие могут стать очень серьезно нетрудоспособными.Легкое сварщика
Легкое сварщика обычно описывает отложение металла в легких в результате воздействия сварочного дыма. Считается, что это доброкачественный тип пневмокониоза. Самостоятельно сварщик может не жаловаться на проблемы со здоровьем. Однако, если ХОБЛ также существует, легкое сварщика может усугубить симптомы ХОБЛ.
Профессиональная астма
Профессиональная астма может быть вызвана металлами в сварочном дыму, например шестивалентным хромом, никелем и кобальтом. Сварочный дым из нержавеющей стали будет содержать эти металлы, и некоторые виды сварки, например MMA, приводят к их большему количеству в дыме.
Симптомы профессиональной астмы включают эпизоды сильной одышки, хрипов, кашля и стеснения в груди. Обычно это включает латентный период от нескольких месяцев до нескольких лет между первым воздействием респираторного сенсибилизатора на рабочем месте и появлением симптомов.
У сварщиков с профессиональной астмой также может развиться кратковременное временное снижение функции легких. Это иногда также наблюдается у сварщиков без астмы.
Удушение при сварке в замкнутом пространстве
Удушье при сварке в замкнутом пространстве
Сварка в замкнутом пространстве может привести к смерти от асфиксии (удушья от недостатка кислорода). Это может быть вызвано воздействием:
- угарного газа, который может образовывать карбоксигемоглобин. Это может ухудшить способность крови переносить кислород. Симптомы передозировки включают головную боль, головокружение и тошноту
- защитные газы (такие как аргон, гелий и азот или смеси на основе аргона, содержащие двуокись углерода, кислород или и то, и другое) из-за скопления газов и вытеснения кислорода в замкнутых и замкнутых пространствах
Сварку в ограниченном пространстве следует проводить только в случае крайней необходимости, так как это операция с высоким риском.
Дополнительную информацию об этом можно найти в разделе «Угроза безопасности и сварка».
Другие последствия сварки для здоровья
Воздействие на кожу
Никель и хром, выделяющиеся при сварке, могут вызывать аллергический контактный дерматит. Кожа сварщиков также может подвергаться воздействию ультрафиолетового излучения. Покраснение или эритема кожи, как пятна солнечного ожога, является самой распространенной кожной проблемой.
Неврологические эффекты
Исследования показывают, что воздействие марганца, присутствующего в дыме при сварке низкоуглеродистой стали, может привести к неврологическим симптомам, сходным с болезнью Паркинсона. Эти симптомы включают нарушения речи и равновесия. В настоящее время проводятся новые исследования в этой области, которые помогут HSE решить, нужны ли дальнейшие действия.
ПДК вдыхаемого марганца, равное 0,05 мг/м3 (8-часовой TWA), является подходящим, поскольку большая часть марганца в дыме будет состоять из мелких частиц, достигающих глубоких отделов легких (известных как вдыхаемые частицы).
При регулярном вдыхании паров марганца в течение определенного периода времени они вызывают системный эффект. Это означает, что марганец может всасываться в организм многими путями и вызывать неврологические эффекты.
Весьма вероятно, что ПДК вдыхаемого марганца будет превышено во время многих сварочных работ, если не будут введены и должным образом использованы эффективные средства контроля. Вы можете провести мониторинг воздействия, чтобы убедиться, что вы соблюдаете WEL.
Меланома глаза
Этот редкий вид рака глаза может быть связан со сваркой, особенно с ультрафиолетовым излучением, образующимся при сварке. Это усиливает необходимость защиты глаз при сварке.
Дуговой глаз
Дуговой глаз — это острая травма передней части глаза (роговицы) после воздействия радиации, образующейся при сварке. Обычно через несколько часов после сварки глаз становится болезненным и красным. Другие части глаза также могут быть повреждены в результате воздействия излучения, возникающего при сварке.
Это усиливает необходимость защиты глаз при сварке.Шум и вибрация
Вибрация
Процессы сварки и горячей резки обычно не вызывают вредных уровней вибрации. Но может быть риск, связанный с некоторыми сопутствующими задачами, такими как шлифовка, удаление иглы и т. д. Для получения дополнительной информации и «калькулятора воздействия вибрации» HSE перейдите на страницы вибрации рук HSE.
Шум
За исключением сварки TIG, электродуговая сварка создает вредный уровень шума. Сам процесс производит шум, другие задачи, которые обычно выполняет сварщик, также связаны с шумом, а сварка обычно выполняется в шумной среде. Уровни шума во время дуговой сварки и резки зависят от процесса. В таблице приведены типичные уровни шума для различных типов сварочного процесса и связанных с ним задач.
Процесс Типовые уровни шума ТИГ до 75 дБ(А) ММА 85–95 дБ(А) МИГ 95–102 дБ(А) Плазменная резка (ручная до 100 А, резка только толщиной до 25 мм) 98–105 дБ(А) Пламенная строжка 95 дБ(А) Пламенная резка до 100 дБ(А) (обычно выше 90 дБ(А) при толщине резки более 40 мм) Строжка воздушной дугой 100–115 дБ(А) «Удаление шлака»/стружкообразование 105 дБ(А) Шлифование 95–105 дБ(А) Фактический уровень шума зависит от нескольких факторов.
Например, шум, вероятно, возрастет с увеличением диаметра расходуемого материала и увеличением тока. Также влияет тип обрабатываемого металла. Нержавеющая сталь имеет тенденцию производить более высокий уровень шума, чем мягкая сталь.При резке толщина разрезаемого материала влияет на производимый шум, так как более толстые материалы производят больше шума.
Для самых громких процессов (плазменная резка и строжка воздушной дугой) доминирующим источником шума является сжатый воздух под высоким давлением. Конструкция воздушного сопла может иметь большое влияние на уровень шума, и некоторые компании могут предлагать оборудование с пониженным уровнем шума.
Типичное шумовое воздействие
Ежедневное воздействие шума на человека зависит как от уровня шума (значение дБ(А)), так и от времени воздействия в течение рабочего дня. При оценке потенциального воздействия шума важно учитывать, как долго длятся сварочные работы. В процессах сварки и горячей резки шум возникает только при зажигании дуги или возгорании пламени.
Время «дуги» производственного сварщика может составлять до 80% смены. Сварщик-изготовитель может провести большую часть дня, настраивая работу, прежде чем начать какую-либо сварку. Иногда настройка может быть довольно тихой, например, разметка. В других случаях это может быть довольно шумно, например, при обработке кромок ручным шлифованием.Сварщики также часто работают в шумных условиях и выполняют другие шумные операции, такие как очистка иглы и шлифовка. Вполне вероятно, что на индивидуальное шумовое воздействие сварщика будет влиять не только его собственная работа, но и работа его коллег.
Эти факторы следует учитывать при оценке риска шума. Недооценка риска шума может привести к повреждению слуха. Но переоценка воздействия шума может привести к ненужным расходам или чрезмерной защите.
Меры контроля
Работодатели должны по возможности исключить шумный процесс, возможно, закупив материал, нарезанный по размеру поставщиком. Но сварка и горячая резка часто являются единственным практичным методом, поэтому основное внимание следует уделить:
- использованию практических методов снижения уровня шума для данного процесса
- устранение остаточного риска с помощью берушей, наушников или других средств защиты органов слуха
Примером этого может быть переход от ручной плазменной резки к автоматизированной погружной плазменной резке.
Это позволяет поддерживать уровень шума ниже 80 дБ(А). Доступны плазменные резаки с водяным кожухом, которые могут быть практичными для некоторых операций. Погружные или защищенные водой системы снижают выделение дыма, а также шум. При любых альтернативных способах работы сопоставьте практичность альтернативы и необходимых инвестиций с преимуществами (здоровье, безопасность, производительность и т. д.):- Как правило, шум от дуговой сварки увеличивается с увеличением диаметра проволоки/прутка и рабочего тока. Использование проводов/стержней и силы тока, подходящих для работы и не слишком больших, должно помочь минимизировать уровень шума
- При плазменной/пламенной резке и дуговой строжке уровень шума обычно увеличивается с увеличением скорости газа. Обеспечение минимально возможной скорости газа (например, снижение давления на выходе регулятора) обычно снижает уровень шума. Существует компромисс между производительностью и давлением газа. Но будет кроссовер, где повышенное давление газа существенно не увеличивает производительность
- Сварка в замкнутом пространстве или других местах, где звук может отражаться (например, в углу мастерской), может создавать более высокий уровень шума, чем если сварка выполняется на открытом пространстве. Если невозможно организовать работу таким образом, чтобы избежать таких ситуаций, добавление звукопоглощающих материалов к отражающим поверхностям может помочь уменьшить воздействие шума сварки на других людей, работающих поблизости
Средства защиты органов слуха
Выбор средств защиты органов слуха должен основываться на 4 критериях:
- его способность снижать воздействие шума
- его совместимость с другими средствами индивидуальной защиты (сварочные маски, защитные каски и т. д.)
- комфорт
- пригодность для рабочей среды и деятельности
Беруши и тонкие наушники с шейным ободком, а не с оголовьем, могут быть более совместимы со сварочными масками.
Если средства защиты органов слуха используются в качестве основного средства снижения воздействия шума, рабочие должны быть обучены их использованию. Рабочие должны носить средства защиты все время, пока они находятся в шумном месте или выполняют шумную работу.
Средства защиты органов слуха становятся значительно менее эффективными, если работники не используют их даже в течение небольшого промежутка времени, когда они подвергаются воздействию.Дополнительную информацию можно найти на веб-страницах HSE по шуму и вибрации.
Специальные застежки | Инструмент и поставка крепежа | Поставка крепежа
A Б С Д Е Ф Г Х я Дж К л М Н О Р Q Р С Т У В Вт х Д З Сокращение Определение №3 (или №7) Относится к конструкции головки болта плуга &NT С гайкой 18-8 Нержавеющая сталь с 18 % хрома и 8 % никеля 2, 5 или 8 Класс прочности винта или гайки 2А (3А) Класс резьбы подходит для дюймовых винтов 2Б (3Б) Класс резьбы, подходящей для дюймовых гаек 2H Обозначение уровня прочности гайки (ASTM A194 Тяжелая шестигранная гайка класса 2H) 6G Класс резьбы подходит для метрических винтов 6ч Класс резьбы, подходящей для метрических гаек А325 Тяжелый конструкционный болт с шестигранной головкой (ASTM A325), аналог класса 5 А490 Тяжелый конструкционный болт с шестигранной головкой (ASTM A490), аналог класса 8 А574 Класс прочности для винтов с головкой под торцевой ключ (ASTM A574) AISI Американский институт чугуна и стали, определяет химический состав сталей .АН Предшествует спецификации размеров авиационных крепежных деталей, разработанной Группой авиационных стандартов. АНСИ Американский национальный институт стандартов КАК Легированная сталь АСМЭ Американское общество инженеров-механиков АСТМ Используется до стандартного номера, разработанного группой Американского общества испытаний и материалов. Б Если за ним следует число (например, B-90), указывает на твердость, измеренную по шкале Роквелла B.
Также сокращение от Бор.
Выпечка (выпечка) Процесс термообработки, применяемый при гальванике для предотвращения водородного охрупчивания Скос Форма шайбы (квадратная с конусом), используемая с двутавровыми балками Бельвиль Тип стопорной шайбы, также называемой конической пружинной шайбой БХКС Винт с полукруглой головкой БН Твердость, измеренная с помощью прибора для измерения твердости по Бринеллю БР Латунь БС Британский стандарт ЧФ Британский стандартный штраф БШВ Британский стандарт Витворт БТ Болт (на чертежах) С Если за ним следует цифра (например, C-35), указывает твердость, измеренную по шкале С Роквелла.
Также сокращение от Carbon.
К/Р Привод с крестообразным шлицем (типично Phillips), также с фаской/радиусом Кэд Кадмирование CAD Компьютерное проектирование/черчение Кад/воск Кадмирование с верхним покрытием из воска Ч Цементируемое (вид термической обработки) кл. Класс(метрическая характеристика материала/прочность) Главный операционный директор Страна происхождения ЧР Хром КРЕС Коррозионностойкая сталь (обычно это нержавеющая сталь 18-8 или 316) ЧС (КС) Углерод или сталь, также с потайной головкой СС Винт с потайной головкой (с плоской или овальной головкой) КТ Тема курса ЦАП (ЦАП 320) Покрытие Dacromet (зарегистрированная торговая марка Coatings International) Гайка П/П Двухкамерная гайка (отличается от шайбы) D/E Двусторонняя шпилька DIN Аббревиатура немецкого стандарта Deutsches für Normung. В отношении крепежных изделий DIN обозначает крепежные изделия, которые соответствуют определенному метрическому стандарту (за которым следует номер стандарта).дельтасил Покрытие Magnigard (зарегистрированная торговая марка Magni Engineered Coatings) Дорлтех Покрытие Magnigard (зарегистрированная торговая марка Magni Engineered Coatings) Дрисил Трубная резьба (зарегистрированная торговая марка Parker Hannifin) ЭТ Наружная резьба Ф Полная резьба ФБ Фланцевый болт Ф436 Закаленная плоская шайба с размерами по ASTM F436 ФХ Плоская головка FHCS Винт с плоской головкой ФИЛЬ Головка Филлистера ФИМ Измерение полного индикатора ФИН Отделка (шайба) этаж Болт с фланцем или гайка с шестигранной головкой ФНДР Крыло (шайба) Футов Мелкая резьба или полнорезьбовая FW Плоская шайба Г Марка оцинк. Оцинкованная, обычно относится к горячеоцинкованной Гр Класс, относится к уровню прочности винта или гайки (например, класс 2, класс 8) ГВ Оцинкованный НВ Болт с шестигранной головкой, также показания твердости измеряются по шкале Бринелля УВК Винт с шестигранной головкой, также из высокоуглеродистой стали HD Головка Х.Д.Г. Горячее цинкование погружением HHCS Винт с шестигранной головкой, также тяжелый винт с шестигранной головкой HHMB Крепежный болт с шестигранной головкой ХРБ Твердость измеряется по шкале Роквелла B HRc Твердость измеряется по шкале Роквелла C Х. Т.Термически обработанный HWH Шайба с шестигранной головкой НХ Шестигранник ID Идентификация (обычно относится к логотипу производителя) МФУ Институт промышленного крепежа ИХ Головка с зазубринами дюймов Дюйм ИСО Международная организация по стандартизации ИСИР Отчет о проверке исходного образца ИТ Внутренняя резьба Дж429 Стандарт SAE, определяющий уровни прочности винтов Дж995 Стандарт SAE, определяющий уровни прочности гаек JMNT Контргайка К Сокращение числа 1000 Кепс Гайка с несъемной шайбой Кипс 1000 баллов тысяч фунтов/кв. дюймТысячи фунтов на квадратный дюйм Фунт (фунт) Стяжной болт, также вес в фунтах Фунт Длина корпуса на винтах LCS Низкоуглеродистая сталь левый Левая резьба ДВ Стопорная шайба М Метрическая МБ Крепежный болт Производитель Производитель мм Миллиметр МС Крепежный винт MSNT Гайка крепежного винта ССО Отчет об испытании материала НЗ Тема единого национального курса NE (NU, NTE, NTU) Обозначения, определяющие толщину стопорных гаек с нейлоновой вставкой NF Единая национальная тонкая резьба № Номинальный (базовый размер) NPT Национальная коническая трубная резьба NT Гайка ОН Овальная головка ОВ Овальная головка Р Шаг резьбы, также головка Phillips П/Б Болт плуга РН Головка с крестообразным шлицем Фил. Или Ph DrКрестообразный привод Фос (P&O) Фосфатное и масляное покрытие (обычно фосфат цинка и масло) Пл Гладкая поверхность Деталь/№ Номер детали Номер детали Чашечная головка Пози Драйв Специальная крестообразная выемка (зарегистрированная торговая марка Camcar Textron) ППАП Процесс утверждения производственной детали фунтов на квадратный дюйм Фунтов на квадратный дюйм ПТ Частичная резьба ПЗ Крестообразный паз с крестообразным приводом Р Радиус Rb (RB или HRB) Твердость измеряется по шкале Роквелла B Rc (RC или HRC) Твердость измеряется по шкале С Роквелла РД Круглая головка правая сторона Круглая головка или правая резьба РТ Катаная резьба С Щелевой нержавеющая сталь Нержавеющая сталь SAE Стандартный американский эквивалент — в качестве единицы измерения используются дюймы, а не метрические единицы.
Также: Шаблон SAE (шайбы). Эти шайбы имеют меньший внутренний диаметр, чем шайбы модели USS.
Также: Общество автомобильных инженеров
.Также: при использовании с шайбами это означает «малый наружный диаметр».
Также: при использовании с винтами или гайками означает «тонкая резьба».
СБФ Кремниевая бронза SD Приводной квадрат СЭМС Тип сборного винта и шайбы в сборе ШКС Винт с головкой под торцевой ключ СКТ Розетка СЛ Щелевой Слот. Шлицевой привод СМС Винт для листового металла кв. кв. Также может относиться к болту с квадратной головкой или квадратной гайке. нержавеющая сталь Нержавеющая сталь или установочный винт ул. Сталь Таптит Специальный винт с треугольной резьбой (зарегистрированная торговая марка Reminc) Т.Х. Сквозная закалка (вид термической обработки) МДП Общее показание индикатора Т/С Саморез Торкс 6-лепестковый привод (Torx Drive, зарегистрированная торговая марка Camcar Textron) Число шагов на дюйм Резьба на дюйм ТТ (ТР) Резьба Taptite (зарегистрированная торговая марка Reminc), также называемая Tri-Roundular ТТХ С резьбой на головке Тип 1 (23, 25) Специальные резьбонарезные или нарезные саморезы Тип AB (F, T) Специальные резьбонарезные или нарезные саморезы UNC Унифицированная национальная грубая резьба УНФ Единая национальная тонкая резьба УНР Унифицированная национальная резьба с радиусным корнем UNRC Унифицированная национальная крупная резьба с радиусным основанием (стандартная накатанная форма резьбы) УНРФ Унифицированная национальная тонкая резьба с радиусным основанием (стандартная накатанная форма резьбы) USS USS Pattern (шайбы).
Эти шайбы имеют больший внешний диаметр, чем шайбы модели SAE.Также используется для обозначения резьбы курса США.
УТС Предел прочности при растяжении ВАК Ширина по углам WAF Размер под ключ Б/Ф Шайба с шайбой (может относиться к гайке или колпачковому винту) Уитворт Британский стандарт резьбы (не совпадает с резьбой UN) РШ Шуруп для дерева Д Желтый хромат ИС Предел текучести З Цинк Цинк Цинк, обычно относящийся к цинковому покрытию (предполагается, что это чистый цинк с прозрачным хроматом) Zn/C (ZC) Цинкование с прозрачным хроматным покрытием Zn Фос Фосфат цинка и масло (то же, что фосфор и масло) Цинк/воск Цинкование с верхним покрытием из воска Zn/Y (ZY) Цинкование с верхним покрытием из желтого хромата Дуговая сварка металлическим газом – Руководство по AHSS
- Дуговая сварка металлическим газом: Введение
- Процедуры и свойства GMAW
Дуговая сварка металлическим газом: введение
Дуговая сварка металлическим электродом в среде защитного газа (GMAW) (рис.
1), обычно называемая сленговым названием «MIG» (сварка металлов в среде инертного газа), использует неизолированную проволоку, непрерывно подаваемую через сопло, которое подает надлежащий поток защитного газа для защиты расплавленный и горячий металл по мере его охлаждения. Поскольку проволока подается автоматически системой подачи проволоки, GMAW является одним из процессов дуговой сварки, который считается полуавтоматическим. Устройство подачи проволоки проталкивает электрод через сварочную горелку, где он вступает в электрический контакт с контактной трубкой, которая подает электроэнергию от источника питания и по кабелю к электроду. Этот процесс требует гораздо меньших навыков сварки, чем дуговая сварка в защитном металле (SMAW) или дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) [ССЫЛКА НА РАЗДЕЛ], и обеспечивает более высокую скорость наплавки.Рис. 1: GMAW
Основными компонентами оборудования являются сварочная горелка и кабель в сборе, блок подачи электрода, блок питания и источник защитного газа.
Эта установка включает в себя систему водяного охлаждения сварочной горелки, которая обычно необходима при сварке с высокими рабочими циклами и высоким током.GMAW стал коммерчески доступным в конце 1940-х годов, предлагая значительное улучшение скорости наплавки и повышение эффективности сварки. Скорость осаждения намного выше, чем для SMAW и GTAW, и этот процесс легко адаптируется к роботизированным приложениям. Из-за высокой скорости сварки и способности адаптироваться к автоматизации он широко используется производителями автомобилей и тяжелого оборудования, а также для широкого спектра сварки конструкций и конструкций, сварки труб и сосудов под давлением, а также плакирования. Он чрезвычайно гибкий и может использоваться для сварки практически всех металлов. По сравнению с SMAW, оборудование GMAW немного дороже из-за дополнительного механизма подачи проволоки, более сложной горелки и необходимости использования защитного газа , , но в целом все еще относительно недорого.
GMAW является «саморегулирующимся», что означает способность машины постоянно поддерживать постоянную длину дуги. Обычно это достигается с помощью источника питания постоянного напряжения, хотя некоторые современные машины теперь способны обеспечивать саморегулирование другими способами. Благодаря этой функции саморегулирования процесс идеально подходит для механизированных и роботизированных приложений.
На рис. 2 представлена важная терминология GMAW. Особое значение имеет удлинение электрода. Как показано, удлинение электрода относится к длине присадочной проволоки между дугой и концом контактного наконечника. Причина важности удлинения электрода заключается в том, что чем длиннее удлинение электрода, тем больше резистивное сопротивление (известное как I 2 Р) нагрев, который будет происходить в проводе. Резистивный нагрев возникает из-за того, что стальная проволока не является хорошим проводником электричества. Этот эффект может стать значительным при больших токах и/или длинных удлинениях и может привести к тому, что больше энергии от источника питания будет расходоваться на нагрев и плавление проволоки, а меньше — на генерирование дугового нагрева.
В результате значительный резистивный нагрев может привести к более широкому профилю сварного шва с меньшим проникновением или глубиной проплавления. Дистанция отступа также является важным фактором. Чрезмерное расстояние отрицательно повлияет на способность защитного газа защищать сварной шов. Слишком маленькое расстояние может привести к чрезмерному скоплению брызг на сопле и контактном наконечнике. Различные газы используются для защиты в процессе GMAW. Наиболее распространенные из них включают аргон (Ar), гелий (He) и углекислый газ (CO 2 ) и их комбинации. На рис. 3 показано влияние защитного газа на профиль сварного шва.Рисунок 2: Общая терминология GMAW
Рисунок 3: Влияние защитного газа на профиль сварного шва . Типичный электрод показан на рис. 4. «E» относится к электроду, а «R» относится к стержню, что означает, что присадочный металл может использоваться либо в качестве электрода GMAW, по которому протекает ток, либо в качестве отдельного присадочного металла в электроде.
форму стержня, который можно использовать для процесса GTAW. «S» отличает этот присадочный металл как твердый (по сравнению с обозначением «T», которое относится к трубчатому электроду GCAW, или «C» для композитного электрода), число, буква или комбинация цифр / букв, которые следуют за S, относятся к различная информация о присадочном металле, такая как состав, рекомендуемый защитный газ и/или полярность.Рис. 4. Типичный электрод AWS A5.18.
Таким образом, процесс GMAW предлагает следующие преимущества и ограничения:
- Преимущества:
- Более высокая скорость осаждения, чем SMAW и GTAW
- Более высокая эффективность производства по сравнению с SMAW и GTAW, поскольку электрод или присадочная проволока не нуждаются в постоянной замене
- Поскольку флюс не используется, требуется минимальная послесварочная очистка и исключается возможность включения шлака
- Требует меньше навыков сварщика, чем ручные процессы
- Легко автоматизируемый
- Может сваривать большинство коммерческих сплавов
- Глубокое проникновение с режимом распыления
- В зависимости от режима переноса металла возможна сварка во всех положениях
- Ограничения:
- Оборудование более дорогое и менее портативное, чем оборудование SMAW
- Факел тяжелый и громоздкий, поэтому совместный доступ может быть проблемой
- Различные режимы переноса металла усложняют и ограничивают
- Чувствителен к сквознякам
Процедуры и свойства GMAW
Несмотря на повышенное содержание легирующих элементов, используемое для Q&P 980, нет повышенного количества или количества дефектов сварки по сравнению со сваркой мягкой стали дуговой сваркой в газовой среде (GMAW).
На рис. 5 представлен профиль микротвердости сварного соединения GMAW толщиной 1,6 мм Q&P 980. И сварной шов, и ЗТВ имеют напряжение менее 500 HV, и в ЗТВ нет явных размягченных зон. Б-4 Рис. 5: Профиль микротвердости сварного соединения GMAW толщиной 1,6 мм DP 980. B-4
GMAW применяли для трех сталей, исследованных в различных условиях. Слева обозначено расположение ЗТ, а посередине — ЗТВ. На рисунках показаны различные степени затвердевания и размягчения ЗТВ в зависимости от марки материала и других условий. Самая высокая твердость наблюдается в ближней ЗТВ, а самая мягкая – в дальней ЗТВ. DP 980 [ССЫЛКА НА МАТЕРИАЛ В МЕТАЛЛУРГИИ] показывает наибольшую степень упрочнения и размягчения ЗТВ. Состояние с номинально высоким коэффициентом теплопередачи является комбинацией низкого тепловложения и теплоотвода. Графики показывают, что CR, как правило, оказывает наибольшее влияние на стали DP, а на сталь TRIP влияние несколько меньше.
Предварительная деформация оказывает наибольшее влияние на основной металл TRIP (BM), увеличивая твердость BM примерно на 25%. Твердость самого мягкого участка ЗТВ TRIP 780 также увеличивается при предварительной деформации, хотя степень размягчения (около 20%) существенно не изменяется. Предварительное напряжение увеличило твердость DP 780 BM всего примерно на 10%. Предварительная деформация не повлияла на пиковую твердость ЗТВ для обоих материалов. Постобжиг не оказал существенного влияния на профили твердости в ЗТВ материала DP 780 или материала TRIP 780, независимо от условий предварительной деформации (рис. 6–8).Рис. 6: Профили твердости сварных швов внахлестку DP 780, TRIP 780 и DP 980, выполненных с номинально высоким CR, без предварительной деформации или последующего обжига. P-7
Рис. 7: Профили твердости сварных швов DP 780 и TRIP 780
, выполненных как с предварительной деформацией, так и без нее для условий высокого CR. E-1 0005 с обжигом и без него как для предварительно деформированного, так и для недеформированного листа
листа для номинально высокого состояния CR. E-1Результаты статического растяжения соединений внахлестку TRIP 780 для различных условий присадочного металла и CR показаны на рис. 9. Результаты выражены с точки зрения эффективности соединения и деформации при пиковой нагрузке. Данные показывают, что совместная эффективность находится в диапазоне от примерно 50% до примерно 98%. Деформации при пиковой нагрузке варьировались от менее 3% до почти 8%. Разрушение происходило либо в дальней ЗТВ, либо на границе сплавления шва. Прочность присадочного металла не оказала заметного влияния на свойства при растяжении. Рисунок 9показывает результаты испытаний на статическое растяжение стыковых соединений TRIP 780. Все сварные швы разрушились в размягченной области дальней ЗТВ с эффективностью соединения более 89%.
В среднем сварные швы, выполненные с использованием более высокого CR, испытывали более высокие напряжения во время нагрузки, чем швы, выполненные с более низким CR. Как и в случае сварки внахлестку, прочность присадочного металла, по-видимому, не влияла на статические свойства растяжения. Аббревиатуры высокого и низкого «CR» указывают на высокий и низкий CR, используемые для каждого сварного шва.Рисунок 9: Результаты испытаний на статическое растяжение нахлесточных и стыковых соединений TRIP 780. E-1
Результаты испытаний на статическое растяжение стыковых сварных швов DP 780 показаны на рис. 10. Все сварные швы разрушились в размягченной области дальней ЗТВ. Как показано, сварные швы с высоким CR имели эффективность соединения более 90%. Сварные швы с высоким CR также имеют несколько большие деформации при пиковой нагрузке.
Рисунок 10: Результаты испытаний на статическое растяжение стыковых соединений DP 780.
E-1 На рис. 11 (слева) показаны результаты динамического растяжения соединения внахлестку TRIP 780 для различных условий присадочного металла и CR. UTS варьировался от 372 до 867 МПа (от 54 до 126 тысяч фунтов на квадратный дюйм), а деформация при пиковой нагрузке варьировалась от менее 1% до более 5%. Соединения внахлестку с высоким CR имели меньшую прочность и деформацию при пиковых нагрузках. Эти сварные швы разрушились вдоль линии сплавления, предположительно из-за пористости, присутствующей в корне. Все сварные швы с низким ТК внахлестку, выполненные проволокой ЭР70С-6, разрушились в дальней ЗТВ нижнего листа. Из нахлесточных соединений с низким CR, выполненных проволокой ER100S-G, два образца на динамическое растяжение разрушились в размягченной области дальней ЗТВ и один разрушился по линии сплавления верхнего листа без наличия пористости в корне шва. Анализ рисунка 11 (слева) показывает, что прочность присадочного металла не оказала заметного влияния на результаты испытаний на динамическое растяжение.
На рис. 11 (справа) показаны результаты испытаний на динамическое растяжение стыковых соединений TRIP 780. Все провалилось в размягченной области дальней ЗТВ. UTS стыковых соединений колебался от 840 до 89.6 МПа (от 122 до 130 тысяч фунтов на квадратный дюйм), а деформация при пиковой нагрузке обычно составляла от 3 до 4%. На рисунке показано, что ни прочность присадочного металла, ни состояние CR не оказали заметного влияния на результаты испытаний на динамическое растяжение стыковых соединений.Рис. 11: Результаты испытаний на динамическое растяжение соединений внахлестку и встык TRIP 780. E-1
Результаты испытаний на динамическое растяжение стыковых соединений DP 780 показаны на рис. 12. Все провалы произошли в размягченной области дальней ЗТВ. UTS колебался от 841 до 910 МПа (от 122 до 132 тысяч фунтов на квадратный дюйм), а деформация при пиковой нагрузке колебалась от 2,25% до менее 4,0%. Следует отметить, что аналогичные УТС были получены для стыковых соединений DP 780 и TRIP 780.